Embed Size (px)
Citation preview

RAQUEL CORADINE MEIRELES
Uma revisão bibliográfica para construir um modelo de implantação do Lean Office
Lorena
2015

RAQUEL CORADINE MEIRELES
Uma revisão bibliográfica para construir um modelo de implantação do Lean Office
Monografia apresentada à Escola de
Engenharia de Lorena da Universidade de
São Paulo como requisito parcial para
obtenção do título de Engenheira Química.
Área de concentração: Engenharia da
Qualidade
Orientador: Prof. Dr. Messias Borges da
Silva
Lorena
2015

AGRADECIMENTOS
Agradeço a Deus por me conceder saúde, inspiração e força para
realização deste trabalho.
Agradeço também à minha família que está comigo em todos os
momentos me motivando e me incentivando a buscar os meus sonhos.
Agradeço o meu orientador Prof. Dr. Messias Borges da Silva pela
orientação e confiança.
Agradeço finalmente aos meus amigos por serem minha segunda família
nos anos de faculdade e por me auxiliarem na realização deste trabalho.

“Sua meta é ser o melhor
do mundo naquilo que
você faz. Não existem
alternativas.“
Vicente Falconi

RESUMO
MEIRELES, R. C. Uma revisão bibliográfica com o propósito de construir um modelo
de implantação do Lean Office. 2015.39f. Trabalho de monografia (Trabalho de
Conclusão de Curso) – Escola de Engenharia de Lorena, Universidade de São Paulo,
Lorena 2015.
Este trabalho fará uma análise dos conceitos de Lean Manufacturing estendido aos setores
administrativos através das ferramentas do Lean Office. Atualmente essas ferramentas já
fazem parte do pensamento empresarial e estratégico das empresas, em muitos casos. Após
a segunda guerra mundial, viu-se a necessidade de criar ferramentas de gestão que
diminuem o tempo, minimizam os desperdícios e alinham todos os processos de forma a
atingir o maior ganho possível em produtividade e qualidade de produtos acabados.
Historicamente, o Lean Manufacturing é aplicado à produção há muitos anos, porém os
conceitos de Lean Office foram incluídos anos após nas empresas. Devido às altas
demandas, aumento crescente da concorrência, as empresas começaram a entender que ao
aplicar o pensamento Lean nos setores administrativos, identificariam problemas e seria
possível propor melhorias significativas ao processo produtivo, seja na compra de
equipamentos, na venda de produtos acabados ou no desenvolvimento de novas
tecnologias. Seguindo estes princípios, este trabalho objetiva identificar e propor melhorias
aos processos administrativos de uma empresa do setor de bebidas de grande porte,
presente em vários países e analisar como estes conceitos adaptados ao meio
administrativo podem atingir resultados esperados e agregarem valor à organização.
Palavras-chave: Lean Office, Lean Manufacturing, produtividade, melhorias.

ABSTRACT
This project will analyze the concepts of Lean Manufacturing applied to the administrative
sectors through the Lean Office tools. Currently these tools are already part of the
company’s business and strategic thinking, in many cases. After World War II, we saw the
need to create management tools to reduce the time, minimize waste and align all
processes to achieve the highest possible gain in productivity and quality of finished
products. Historically, the Lean Manufacturing is applied to the production for many years,
but the Lean Office concepts were included.Due to high demand, increasing competition,
companies began to understand that achieving the administrative sectors through Lean
Thinking, it would be possible to identify problems and propose significant improvements
to the production process or in the purchase of equipment, sales of finished products or in
the development new technologies. Following these principles, this study aimed to identify
and propose improvements to the administrative processes of a large company in the
beverage sector, located in several countries. Therefore, the aim is to identify and propose
improvements to administrative sectors in a large company, present in many countries, and
to analyze how these concepts adapted to the administrative mean can achieve expected
results and add value to the organization.
Keywords:.Lean Office, Lean Manufacturing, productivity, improvements.

LISTA DE FIGURAS
Figura 1 - Metodologia 5S ................................................................................................... 16
Figura 2 - Gerenciamento Visual ......................................................................................... 17
Figura 3 - Kaizen ................................................................................................................. 19
Figura 4 - Trabalho Padronizado ......................................................................................... 20
Figura 5 - Mapeamento de fluxo de valor ............................................................................ 21
Figura 6 - Método para Implantação do Lean Office .......................................................... 28

LISTA DE QUADROS
Quadro 1 - Check Lista de 5S .............................................................................................. 32

SUMÁRIO
LISTA DE QUADROS ......................................................................................................... 8
1.1. JUSTIFICATIVA .................................................................................................. 11
1.2. OBJETIVO GERAL ............................................................................................. 12
1.3. OBJETIVOS ESPECÍFICOS ................................................................................ 12
2. REVISÃO BIBLIOGRÁFICA ....................................................................................... 13
2.1 Lean Manufacturing ................................................................................................... 13
2.2 Lean Office ................................................................................................................. 14
2.2.1 5S ......................................................................................................................... 15
2.2.2 Gerenciamento visual .......................................................................................... 16
2.2.3 Kaizen .................................................................................................................. 17
2.2.4 Trabalho padronizado .......................................................................................... 19
2.2.5 Mapeamento do fluxo de valor (Value stream mapping) .................................... 20
3.MÉTODO E PROPOSTA DE MODELO DE IMPLANTAÇÃO DO LEAN OFFICE 22
3.1 Revisão bibliográfica ................................................................................................ 22
3.2 Proposta de modelo e implantação do Lean Office ................................................... 22
3.3 Programa 5S ............................................................................................................... 29
3.4 Gerenciamento Visual ................................................................................................ 32
3.5 Mapeamento do fluxo de valor (Value stream mapping) .......................................... 33
3.6 Kaizen ....................................................................................................................... 34

3.7 Trabalho padronizado ................................................................................................ 35
4. CONSIDERAÇÕES FINAIS .................................................................................. 37
REFERÊNCIAS BIBLIOGRÁFICAS ................................................................................ 38

11
1. INTRODUÇÃO
Atualmente, para uma empresa inserir-se no mercado de modo competitivo, deve-se
ter o foco na sua produtividade. Para isso são necessárias implementações de ferramentas
que busquem otimizar os processos, gerenciar os custos, eliminar os desperdícios, etc.
Estes fatores garantem um melhor produto acabado, sem perder o foco da qualidade na
produtividade.
O mercado consumidor tem se modificado e está cada vez mais exigente, com isso as
empresas estão diversificando mais seus produtos e cada vez mais Companhias estão
tentando alcançar diferentes públicos alvos. Entretando, as empresas do ramo alimentício
devem lidar com o tempo de vida útil do produto, o que exige que haja um melhor
gerenciamento dos processos produtivos.
As ferramentas do Lean Manufacturing, focadas na busca destes padrões de
qualidade e rapidez, são bastante utilizadas com eficiência. A partir disso, viu-se a
necessidade de levar estas ferramentas aos processos administrativos, já que desde a
compra de matéria-prima até o produto acabado, a grande maioria das etapas são
realizadas nos setores administrativos das empresas.
Ao analisar processos onde as ferramentas Lean não foram aplicadas, encontra-se
uma variedade de pontos de tarefas que não agregam valor ao produto, pontos que podem
ser melhorados e pontos onde há desperdícios.
1.1. JUSTIFICATIVA
Justifica-se este trabalho pela necessidade das empresas em desenvolver e encontrar
alternativas viáveis para aplicar melhorias contínuas e alcançarem qualidade, obtendo
assim melhores resultados. Assim, com a aplicação do Lean Office, esperam-se resultados
como:
de trabalhos em equipe e melhoria de produtividade;
Desenvolvimento de uma cultura de resolução de problemas.

12
Dentre outros pontos de melhorias, estes acima citados, são os de maior importância
para a organização da empresa nos setores administrativos. Desse modo as empresas se
desenvolvem e estão cada vez mais fortes no mercado competitivo global.
1.2. OBJETIVO GERAL
O objetivo desse trabalho é propor um modelo de implantação do Lean Office.
1.3. OBJETIVOS ESPECÍFICOS
Os objetivos específicos deste trabalho são, primeiramente, fazer uma análise da
literatura a respeito das ferramentas que visam melhoria contínua, a eliminação de
desperdícios e todos os fatores que podem interferir na produtividade e qualidade das
atividades e produtos. Posteriormente, propor um modelo de implantação do Lean Office.

13
2. REVISÃO BIBLIOGRÁFICA
2.1 Lean Manufacturing
O conceito de Lean Manufacturing surgiu no Japão, após a Segunda Guerra Mundial.
Taiichi Ohno e Shingeo Shingo, engenheiros da unidade da Toyota Motor Company em
Nagoya, viram a necessidade de desenvolver um novo sistema de produção. Focados em
garantir a eficiência da produção e eliminar completamente os desperdícios surgiu o
conceito de “produção enxuta” (WOMACK; JONES; ROOS, 1992).
Em meados de 1950, a Toyota tinha uma baixa produtividade e grandes dificuldades
no mundo fabril, assim viu-se a necessidade de desenvolver um sistema de gestão
consistente. O propósito era fazer um sistema que aumentasse a eficiência da produção,
totalmente focado na eliminação contínua de desperdícios (Albino, 2010).
O termo Lean, traduzido ao português como “enxuto” apareceu no final dos anos 80
no livro “A Máquina que Mudou o Mundo” (The Machine that Changed the World), de
Womack, Jones e Roos, publicado nos Estados Unidos da América em 1990. (TAPPING;
SHUKER, 2010).
Esse conceito preza fazer mais com menos (menos tempo, menos espaço, menos
esforço) e chegar cada vez mais perto do ideal de entregar exatamente o que o cliente
deseja. Otimizar os processos e eliminar os desperdícios é tornar uma empresa Lean, ou
seja, maximizar o fluxo produtivo. Para isso deve ocorrer uma grande mudança na
mentalidade de todos os níveis da organização (EVANGELISTA; GROSSI; BAGNO;
2013).
Diante disso, surgiu o Lean Thinking (pensamento enxuto) que consiste em utilizar
melhor os recursos baseado numa estratégia de negócios, buscando a maior satisfação dos
clientes. A gestão Lean procura estabelecer, de forma consistente a valorização dos
clientes, por meio de custos mais baixos dos produtos. Para tal, identifica e sustenta
melhorias nos fluxos primários e secundários que representam os processos, por meio do
envolvimento de pessoas qualificadas, motivadas e com iniciativa. (EVANGELISTA;
GROSSI; BAGNO; 2013).

14
A base das ferramentas do lean manufacturing é focada em eliminar os 7
desperdícios. São eles: 1. Espera – tempo de espera para materiais, pessoas, equipamentos
ou informações. 2. Defeito – produto fora da especificação. 3. Transporte excessivo –
transporte de materiais ou de produtos que não agregam valor. 4. Movimentação -
movimentação de pessoas que não agrega valor. 5. Excesso de estoque – excesso de
inventário de matéria prima. 6. Excesso de produção – excesso de produto acabado. 7. Mau
processamento – etapas do processo que não agregam valor ao cliente (OHNO, 1997).
Estendendo esse conceito para os setores administrativos de uma empresa, surgiu o
Lean Office, “escritório enxuto”, que é baseado nas ferramentas do Lean Manufacturing,
porém aplicados aos processos administrativos da organização. Na busca de reduzir os
custos e garantir o melhor aproveitamento do ambiente de trabalho, elimina-se retrabalho e
processos que não interferem positivamente na entrega de cada resultado.
2.2 Lean Office
São conceitos de Lean Manufacturing sendo aplicados à ambientes de apoio ou
indiretos de produção, como o setor de compras, por exemplo. Uma imersão da cultura
lean nos ambientes administrativos e um bom treinamento dos colaboradores, é o que
demonstra ser suficiente para alcançar bons resultados.
Desta forma, Shuker et al. (2010), destaca que:
O pensamento enxuto aplicado nas áreas administrativas passa ser de
vital importância, principalmente quando se constata que 60% a 80% de
todos os custos envolvidos para satisfazer a demanda de um cliente são
de natureza administrativa (Shuker et al., 2010)
As melhorias alcançadas com o Lean Office podem ser: tempo otimizado devido à
eliminação de tarefas sem valor agregado; captação de idéias que visam reduzir os
desperdícios; rapidez em receber informações por facilidade de acesso às mesmas; garantia
de continuidade em processos quando colaboradores saem de férias, pois há padrões de
atividades e fluxos documentados.

15
As ferramentas que compõem o Lean Office são: 5s; Gerenciamento Visual; Eventos
Kaizen; Trabalho Padrão; Mapeamento do Fluxo de Valor.
2.2.1 5S
Os 5S são uma preparação do ambiente de trabalho para garantir a qualidade. Essa
ferramenta tem como objetivo organizar o ambiente de trabalho e padronizar as atividades,
tornando-as mais eficientes. Assim, formando um ambiente favorável à saúde física e
mental dos colaboradores. Muito além da organização do ambiente de trabalho, a filosofia
5S promove uma mudança comportamental das pessoas, elas compreendem a melhoria
contínua, a redução dos desperdícios (Silva, 1996). As cinco palavras são: Seiri, Seiton,
Seiso, Seiketsu e Shitsuke. Seiri é a seletividade que mantém apenas o que é realmente
necessário, tanto em relação a material quanto em relação a informações. Seiton é a
organização, em um ambiente organizado obtém-se fácil acesso aos materiais ou
informações. Seiso é a limpeza, manter o ambiente limpo o torna mais agradável. Seiketsu
é o princípio de melhoria contínua. Pode ser levado para o lado da conservação da ordem e
limpeza do ambiente ou para o lado de melhoria na saúde do trabalhador, nas condições de
trabalho. Shitsuke é a autodisciplina, esse princípio é o estágio mais avançado quando se
aplica essa ferramenta, pois deve-se garantir muito bem o comprometimento das pessoas
nos outros 4S, para então conseguir os resultados do quinto (EVANGELISTA; GROSSI;
BAGNO; 2013).
Assim como o Lean, os 5S são uma filosofia e uma mentalidade que é muito
difundida no Japão que é baseada em princípios de organização, limpeza, padronização,
como consequência segurança e melhorias no ambiente organizacional
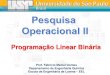
(VENKATESWARAN, 2011). A figura 1 mostra o ciclo de 5S e suas definições.

16
Figura 1 - Metodologia 5S
Fonte: (https://universodalogistica.wordpress.com/category/materiais/)
2.2.2 Gerenciamento visual
O conceito de gerenciamento visual está diretamente ligado às condições que estão
fora de padrão em um processo. As ferramentas deste gerenciamento fazem com que tais
condições se tornem visíveis.
Segundo Neese (2007), o gerenciamento visual é uma ferramenta que fornece aos
funcionários as informações necessárias para o melhor desempenho da atividade. Quando
estas informações são passadas verbalmente ou escritas, podem causar confusões,
dificultando assim a tomada de decisões clara e eficaz por parte dos funcionários. Já o
gerenciamento visual fornece informações simples e claras, exatamente como os
colaboradores necessitam. A figura 2 ilustra um quadro de gestão à vista e pode ser
utilizado em diversas áreas da empresa.

17
Figura 2 - Gerenciamento Visual
Fonte: (http://blog.octo.com/pt-br/melhore-seu-kanban-revisando-seu-gerenciamento-
visual/ - Traduzido pela autora)
2.2.3 Kaizen
O kaizen é um termo japonês e significa ‘melhoria’. O conceito do kaizen está ligado
à melhoria contínua dos processos, envolvendo todos os níveis da organização. Destaca o
uso de metodologias sistemáticas para analisar os problemas crônicos de qualquer
processo, desenvolvendo um plano de ação, rompendo os paradigmas instalados e
garantindo a implantação da melhoria focando no resultado.
O conceito de Kaizen também é focalizado em melhorias dos diversos ambientes,
como melhorias das condições ergonômicas, redução de tempos de certa atividade,
prevenção de problemas de qualidade ou manutenção, ou redução de custos e desperdícios.
Masaaki Imai et al. (2010) define kaizen como:
O Kaizen é baseado na filosofia e nos princípios socioculturais orientais e
exige o comprometimento de todos os indivíduos da empresa, desde o

18
operário até o gerente. Consiste numa forma de gestão orientada para a
maximização da produtividade e da rentabilidade e que não implica em
significativo aumento de custos. As atividades da metodologia envolvem
não apenas os processos produtivos, mas também as áreas de marketing,
vendas, desenvolvimento, administrativas e financeiras. Os benefícios
para as empresas ocidentais são: aumento de produtividade sem
investimentos significativos; reduções nos custos de produção;
capacidade de realização às mudanças de mercado e motivação dos
colaboradores (IMAI, 2010).
Desta forma, mapear e padronizar os processos e atividades, visam a demandar
pontos de kaizen, como implementar células para garantir o fluxo contínuo, aumentar a
disponibilidade e melhorias na qualidade dos serviços ou tarefas, implementar sistemas
puxados. Entretanto todos esses pontos devem estar focados em torno das metas
específicas de cada fluxo de valor. Esses kaizens devem ser criados a fim de atingir um
estado futuro mais eficiente. A figura 3 ilustra um ciclo com eventos Kaizen
exemplificando as etapas da ferramenta.

19
Figura 3 - Kaizen
Fonte: (http://www.kaizen-news.com/category/kaizen-concept-2/page/2/-
Traduzido pela autora)
2.2.4 Trabalho padronizado
O Trabalho Padronizado (TP) é uma ferramenta lean básica centrada no movimento
e trabalho do operador. Aplicada em situações de processos repetitivos, visando a
eliminação de desperdícios. Trata de estabelecer procedimentos precisos para o trabalho de
cada um dos operadores em um processo de produção.
Como resultado do kaizen, o trabalho padronizado é a base para que futuras
melhorias sejam feitas na empresa. A alta produtividade é o principal objetivo da
padronização do trabalho.

20
Em seu livro “Sistema Toyota de Produção”, Monden (1984) diz:
(...) trabalho dedicado na Toyota não significa forçar os operários a
trabalharem duro, e sim trabalharem eficientemente sem qualquer
movimento perdido. Uma sequência padronizada de várias operações a
serem executadas por cada operário, chamada de “folha de operações-
padrão”, facilita sobremaneira a obtenção deste primeiro objetivo
(MONDEN, 1984).
A figura 4 é um exemplo de um diagrama de trabalho padronizado que ilustra uma forma de
documentar uma atividade ou operação.
Figura 4 - Trabalho Padronizado
Fonte: (http://www.lean.org.br/comunidade/artigos/img/dtp01.JPG)
2.2.5 Mapeamento do fluxo de valor (Value stream mapping)
Primeiramente, fluxo de valor é o conjunto das ações que agregam ou não valor,
necessárias para a obtenção do produto. É uma ferramenta estratégica que mostra as
oportunidades de kaizens, ou seja, permite que as ferramentas do Lean sejam empregadas,
criando uma linguagem comum aos diversos níveis com muita concisão.

21
O fluxo de informação em uma organização deve ter a mesma importância do que o
fluxo de material, já que o primeiro é responsável por dizer o que cada processo fabricará
ou fará em seguida. O mapeamento do fluxo de valor é a observação direta do fluxo
conforme as atividades ocorrem, visando um estado futuro com melhor desempenho.
Assim, é garantida uma ótima visualização do processo fazendo com que os desperdícios
fiquem claros, viabilizando uma eficiente análise que auxilie na otimização do fluxo e na
eliminação dos desperdícios gerais de cada atividade. A figura 5 é um exemplo de
mapeamento de fluxo de valor comum em linhas de produção.
Figura 5 - Mapeamento de fluxo de valor
Fonte: (http://www.citisystems.com.br/mapeamento-fluxo-valor-1/)

22
3.MÉTODO E PROPOSTA DE MODELO DE IMPLANTAÇÃO DO LEAN
OFFICE
3.1 Revisão bibliográfica
A metodologia proposta para a realização deste trabalho é a revisão bibliográfica.
Segundo Noronha e Ferreira(2000) :
Trabalhos de revisão são estudos que analisam a produção bibliográfica
em determinada área temática, dentro de um recorte de tempo,
fornecendo uma visão geral ou um relatório do estado-da-arte sobre um
tópico específico, evidenciando novas ideias, métodos, subtemas que têm
recebido maior ou menor ênfase na literatura selecionada (NORONHA;
FERREIRA, 2000, p.191).
Diante disso, neste trabalho foi utilizada a metodologia de revisão bibliográfica para
propor um modelo de implantação de Lean Office em uma grande empresa do setor
industrial localizada no interior do Estado de São Paulo.
3.2 Proposta de modelo e implantação do Lean Office
A metodologia proposta por Tapping e Shuker (2010), em seu livro, a implantação
do Lean Offce é dividida em 8 passos. Baseado nestas 8 etapas e na junção de 5
ferramentas de gestão de melhorias será formada a proposta de modelo de implantação do
Lean Office da autora deste trabalho.
1. Comprometer-se com o Lean : os funcionários devem compreender o quanto irão
ganhar com esta implantação, já que Tapping e Shuker (2010) definem:
Sistemas Lean podem tornar o negócio mais competitivo – e mais
passível de sobreviver. Um sistema Lean pode ser traduzido em maior
fatia do mercado. Não há garantia de segurança de emprego, mas as
chances são certamente maiores em uma empresa Lean (Tapping e
Shuker 2010).

23
Esse sistema visa a eliminação de desperdícios, tornando o dia a dia do funcionário
mais produtivo e como consequência, o funcionário ficará mais satisfeito e envolvido com
a maneira que o trabalho é executado. Assim, a rotina do funcionário é controlada por ele e
não o processo inverso (Tapping e Shuker 2010).
2. Escolher o fluxo de valor: primeiramente será definido o que é fluxo e o que é
valor. Seguindo a metodologia de Tapping e Shuker (2010):
Valor pressupõe que você está criando algo de valor para o que um
cliente está disposto a pagar. Fluxo refere a uma corrente sequencial de
atividades necessárias para criar unidades de trabalho e entrega-las ao
cliente. (Tapping e Shuker 2010).
Para uma boa escolha de um fluxo de valor, é necessário olhar os processos que vêm
antes e o que são realizados depois, para analisar qual o impacto que este fluxo de valor
causa no processo. Além disso, ouvir a opinião do cliente é crucial, por isso deve-se iniciar
um gerenciamento de fluxo de valor por demandas de clientes. Deve se obter segurança na
escolha do fluxo de valor e garantir que este fluxo tenha impacto significativo no cliente
final.
É válido sempre enfatizar que em todas as etapas da implantação os gerentes e
diretores devem estar alinhados com a equipe. Todos os níveis da organização devem estar
engajados e comprometidos com o Lean.
3. Aprender sobre o Lean: Todos os envolvidos devem ter habilidades e conhecimento
sobre o Lean. O melhor caminho é através de treinamentos. Inicialmente, deve definir as
habilidades exigidas, em seguida elaborar os treinamentos e executá-los. Avalie também se
o treinamento foi eficaz após realiza-lo (Tapping e Shuker 2010).
Quanto mais aprender e fizer no que diz respeito ao Lean, mais você será
capaz de aprender e fazer. Como acontece com tudo, o aprendizado real é
cumulativo; a maneira de ganhar experiência com um Lean Office é em
etapas pequenas, incrementais. Construa a partir do que funciona e siga
em frente. (Tapping e Shuker 2010).
4. Mapear o estado atual: Esta etapa é extremamente necessária para uma boa
visualização e entendimento do estado atual do mapa do processo. Para construí-lo é

24
importante que o faça a partir do ponto mais próximo do cliente e vá em direção, contrária
ao fluxo, até o início do processo. Segundo o modelo de Tapping e Shuker (2010), esta
etapa pode ser dividida em 4:
Defina as etapas individuais, para que cada colaborador saiba exatamente sua
atividade (Tapping e Shuker 2010).
Identifiquem os processos mais críticos e principais, construa o mapa do processo
junto com a equipe inteira. O essencial nesta parte é que sejam descobertas todas as etapas,
independente se elas deveriam ocorrer ou não. Assim, poderão entender onde são os
maiores desperdícios e onde estarão as oportunidades de melhorias (Tapping e Shuker
2010).
Entre na área onde as atividades acontecem. Nesta etapa serão coletados todos os
tempos gastos em cada atividade, para assim ser montado um tempo total de cada operação
e do processo até o produto entregue. Vale ressaltar que deve ser considerado todos os
tempos de espera, seja ele de informação, material, algum tipo de aprovação, entre outros
(Tapping e Shuker 2010).
Agora fora do ambiente de trabalho, discutam os fluxos. Quando tiver todos os
dados coletados e analisados começa-se a construção do mapa. Gaste algum tempo
entendendo todos os ícones e alinhando estes significados com a equipe. Deve-se ter um
ícone para ações, outro para fluxo de informação, outro para cliente ou fornecedor e assim
por diante (Tapping e Shuker 2010).
5. Identificar as métricas Lean: a identificação destas métricas levarão ao alcance da
empresa Lean, onde será fundamentada a eliminação dos desperdícios e a melhoria
contínua dos processos. Essas métricas podem ser tempo total de um ciclo operacional,
registro de informações e dados, tempo perdido esperando algum fluxo de informação ou
algum tipo de aprovação (Tapping e Shuker 2010).
As métricas funcionam como indicadores para mostrar como está o controle de cada
processo. E para isto as métricas devem ter fácil acesso. Tapping e Shuker, ressaltam no

25
livro Lean Office que parar obter um implantação com êxito, dentre outras coisas, devemos
envolver os responsáveis nos sistemas de coleta de dados, os dados devem ser revisados
sempre que necessário, garantir que todos os envolvidos tenham acesso aos dados, garantir
facilidade de visualização e entendimento (Tapping e Shuker 2010).
A partir deste ponto é interessante o auxílio do Gerenciamento Visual, descrito neste
trabalho e posteriormente detalhado, para tornar as métricas visíveis e claras no ambiente
de trabalho (Tapping e Shuker 2010).
6. Mapear o estado futuro: Para mapear o estado futuro, será proposto 3 etapas.
Demanda do cliente: Compreender o que o cliente espera do produto, incluindo
qualidade, tempo de entrega, entre outros fatores. Para solucionar todos os problemas que
aparecerão, será necessário utilizar métodos de solução de problemas, incluir o escritório
no Programa 5S, já mencionado neste trabalho e posteriormente será mais detalhado
(Tapping e Shuker 2010).
Fluxo contínuo: De acordo com Tapping e Shuker (2010), o fluxo contínuo
abrange restritamente o que é necessário, quando é necessário e exatamente a quantidade
certa. Especialmente para banir desperdícios esta etapa é essencial para o desenvolvimento
do novo mapa do processo. As vantagens da realização desta etapa são inúmeras, como:
redução considerável do tempo de espera, transporte mais reduzido de informações,
materiais e pessoas, entre outras vantagens. Com esta etapa concluída é possível a
utilização de mais uma ferramenta já citada neste trabalho que é o Trabalho padronizado.
Após definir o mapeamento do estado atual, a padronização das atividades e processo é
essencial para garantir que a melhoria contínua (Tapping e Shuker 2010).
Nivelamento:
Nivelamento envolve a distribuição uniforme do trabalho necessário para
satisfazer a demanda do cliente por um período de tempo (ou seja,
semana, dia ou hora) (Tapping e Shuker 2010).

26
Para falar em nivelamento, precisamos definir primeiro, o tempo takt. O tempo takt é
contado de acordo com a demanda do cliente e o tempo de produção, é o tempo necessário
para produzir cada unidade. (Alvarez & Antunes Jr, 2001).
Para OHNO (1997),
O tempo takt é a divisão do tempo diário de operação pelo número de
peças requeridas por dia (OHNO, 1997).
Agora, é a etapa de nivelar o trabalho para que ele mova-se no fluxo de valor
conectado ao tempo takt, representando a demanda do cliente e possibilitando a
flexibilidade do processo. A ferramenta de padronização do trabalho, facilitará o
nivelamento das atividades onde criam padrões de operações e atividades da área (Tapping
e Shuker 2010).
7. Criar planos Kaizen: O kaizen anteriormente descrito no capítulo 2 deste trabalho e quer
dizer, mudanças para melhoria nos processos. Para implementação do kaizen é importante
se atentar a:
Ser bastante realista em relação as datas de finalização (Tapping e Shuker 2010).
Fazer estes planos com todos os funcionários envolvidos nas atividades descritas
(Tapping e Shuker 2010).
Detalhar o processo de forma mais clara possível, para obter a compreensão de
todos (Tapping e Shuker 2010).
Reconhecer pelo trabalho bem desenvolvido da equipe é muito importante para
garantir a motivação (Tapping e Shuker 2010).
8. Implementar planos Kaizen:

27
Um evento de equipe dedicado a implementação de um método Lean em
uma determinada área por um curto período de tempo (Tapping e Shuker
2010).
Essa etapa será novamente descrita ao ser abordado o tema “Eventos Kaizen” na
próxima parte do trabalho.
Como qualquer implantação de projeto são necessárias pessoas envolvidas em todas
as etapas, para isto será feita uma divisão de funções. A primeira é o Sponsor, é a pessoa
que tem autoridade sob as pessoas envolvidas, é orientado que seja um(a) gerente, será
esta pessoa a responsável por mobilizar os envolvidos. Segundamente, o “Dono(a) do
processo” é a pessoa responsável por mapear o fluxo de valor, é quem de fato fará a
implantação no Lean (DE LIMA et al, 2015).
Posteriormente é necessário selecionar a “Equipe Facilitadora”. Os facilitadores
serão responsáveis pela execução das principais atividades do processo e para isso será
necessário capacitar essa equipe. A capacitação engloba o consenso Lean, a equipe deve
ter as competências e conceitos do Lean Office no mesmo nível, todos devem ter o
entendimento das ferramentas e saber como utilizá-las (DE LIMA et al, 2015).
É elaborado um plano de ação direcionado à otimização do processo. As ações
podem ser de curto ou médio prazo, as ações de médio prazo são executadas nos Eventos
Kaizen . Estas ações são: adequação as novas rotinas do trabalho padronizado, a introdução
do Gerenciamento Visual, a reorganização e alteração do posto de trabalho a partir do
Programa 5S (DE LIMA et al, 2015).

28
Figura 6 - Método para Implantação do Lean Office
Fonte: http://www.abepro.org.br/biblioteca/TN_STO_206_227_27484.pdf
Para completar os 8 passos propostos para a implantação do Lean na empresa, serão
abordadas ferramentas de engenharia de qualidade, já introduzidas neste trabalho, a fim de
garantir o sucesso da implantação da filosofia Lean na empresa.

29
3.3 Programa 5S
Como já definido anteriormente, cada etapa do Programa 5S é essencial para garantir
a melhoria contínua dos processos. Em seu livro “Gerenciamento da rotina do trabalho do
dia a dia”, Falconi (2013) diz:
O 5S promove o aculturamento das pessoas a um ambiente de economia,
organização, limpeza, higiene e disciplina, fatores fundamentais à elevada
produtividade. (FALCONI,2013)
Um dos principais passos para colocar em execução o Programa 5S é garantir que as
pessoas compreendam os 5 sensos e os reproduzam em toda sua rotina no dia a dia. O
conceito dos sensos deve fazer parte da cultura das pessoas dentro da Organização.
A implantação do Programa 5S será dividida em etapas neste trabalho.
Primeira etapa – Senso de utilização
A primeira etapa é a identificação e separação do que é necessário e o que é
desnecessário no ambiente de trabalho. Itens que são necessários serão mantidos e
organizados, já os itens desnecessários serão eliminados para não gerarem desperdícios.
Devem ser feitas perguntas como as exemplificadas abaixo:
Existem restos de alimentos ou objetos pessoais no ambiente de trabalho?
Existem ferramentas ou materiais jogados no ambiente de trabalho?
Os itens que foram identificados como necessários estão organizados, classificados
e separados em um local adequado?
Após a realização destas perguntas, se for obtida alguma resposta positiva, é
necessária a execução do senso de utilização (MICHALSKA, 2007). É essencial classificar
e identificar os itens necessários com etiqueta, em pastas de cores diferentes, ou de alguma
forma que seja claro o entendimento por qualquer pessoa da divisão dos objetos.

30
Segunda etapa – Senso de Organização
Na segunda etapa é a parte da organização. O que foi julgado necessário na etapa
anterior deve estar organizado e colocado em um lugar onde o acesso seja fácil e
devidamente identificado. Desta forma, minimiza-se o tempo procurando uma ferramenta
ou um documento. O senso de organização é extremamente importante para manter o
visual do ambiente de trabalho em ordem e por consequência agradável.
Para a aplicação deste senso deve ser feita uma análise prévia. Segue alguns exemplos de
perguntas a serem respondidas nesta análise:
Qual a frequência de utilização desta ferramenta/documento?
Os acessos a estes locais de armazenamento estão abertos?
O local de armazenamento possui identificação e demarcação dos objetos ali
armazenados?
Após a análise de frequência, os objetos que são utilizados com frequência menor
podem ser armazenados em locais mais distantes do local de trabalho, já os que têm alta
frequência de utilização, devem estar próximos ao local de trabalho. É importante ressaltar
que deve manter o local escolhido, não mudar a ordem ou a classificação depois de
organizado, tudo deve ser mantido naquele padrão de organização.
Corredores ou salas que dão acesso a esses locais de armazenamento devem estar
livres de empecilhos como objetos ou até mesmo estrutura danificada como piso, portas ou
portões com problemas no funcionamento.
Terceira etapa – Senso de limpeza
Após ter identificados os materiais necessários, devem-se descartar os desnecessários
e então inicia o senso de limpeza. A limpeza deve ser feita em todo o local de trabalho,
mesas, chão, armários, equipamentos criando um ambiente agradável.

31
Deve ser feita uma programação de limpeza pela equipe responsável. Além disto,
deve estar claro que a limpeza deve ser mantida por todos os funcionários, independente de
cargo.
Quarta etapa – Senso de Conservação
Os sensos anteriores podem ser eficientes, mas se não tiver a conservação da
identificação, organização e limpeza o Programa 5S não obterá o resultado almejado.
Todos devem compreender a real importância da conservação, o ambiente deve ser
mantido limpo, e não estar limpo somente após a limpeza ser realizada. Este mesmo
conceito deve ser entendido para a organização e seleção dos objetos.
Este senso padroniza os procedimentos de forma que não deixem que rotinas
anteriores voltem a ser realizadas perdendo os progressos de 5S. Assim, a higiene pessoal
de cada funcionário também é melhorada junto com melhorias nas áreas comuns como
banheiros e refeitórios.
Quinta etapa – Senso da autodisciplina
A última etapa da implantação é o comprometimento da equipe em cumprir os
padrões estabelecidos pelo programa. É estabelecida uma nova maneira de trabalhar e deve
ser adotada por todos os colaboradores.
O 5° senso garante a melhoria contínua do ambiente de trabalho, melhorando assim,
o bem-estar dos funcionários. Para garantir esta melhoria contínua, inspeções periódicas
devem ser realizadas. O quadro 1 exemplifica um check list usado nestas inspeções de
rotina.
5S digital
Como este trabalho é focado nas áreas administrativas da empresa, é feito também o
5S digital, onde todos os padrões estabelecidos anteriormente são aplicados aos sistemas.

32
Como exemplo, as pastas compartilhadas devem ser identificadas de forma que
qualquer funcionário possa encontra-las. Periodicamente deve ser excluído tudo que é
desnecessário abrindo espaço para arquivos novos. A área de trabalho do computador deve
ser livre, pode conter apenas alguns atalhos para facilitar na procura de informações
utilizadas com maior frequência.
Quadro 1 - Check Lista de 5S
Check list de 5S Conforme Não conforme
Seleção
1. Todos os objetos expostos são necessários? x
2. A área está livre de objetos como armários, gavetas, sem utilização? x
3. A área está livre de objetos desnecessários nas gavetas e armários? x
Organização
1. Existem documentos ou material de consulta espalhado pelas mesas? x
2. Os corredores e espaços em comum estão livres de objetos no chão? x
Limpeza
1. A área está livre de restos de alimentos? x
2. O chão, paredes, mesas e cadeiras estão limpos? x
Conservação
1.Como estão a conservação das mesas, armários e cadeiras? x
2. As luminárias e extintores estão conservados e dentro do prazo de validade? X
Autodisciplina
1. Os colaboradores sabem o significado e quais são os benefícios do 5S? x
2. Os colaboradores entendem a diferença limpeza de 5S? x
Fonte: Autoria própria
3.4 Gerenciamento Visual
Em áreas administrativas o gerenciamento visual é tão importante quanto na
produção. Tomaremos por base o setor de compras da empresa para analisar a implantação
das ferramentas. Neste setor, a gestão à vista pode ser altamente eficaz expondo aos
funcionários as requisições de compras demandadas pelas unidades fabris, os prazos
estabelecidos, como os funcionários estão atendendo estes prazos, planejamento de estoque

33
das fábricas mostrando a urgência de cada tipo de peças para manutenção, serviço ou
equipamentos de proteção individual (EPI), contratações de serviços de limpeza ou
refeitório.
Para implantar esta ferramenta é necessário, primeiramente o entendimento sobre
como será feita gestão visual, ela pode ser feita colocando um quadro na área, instalando
televisões que monitorem estas etapas ou através de e-mails disponibilizados diariamente
por áreas responsáveis por estes monitoramentos. A gestão visual auxilia na rotina
diariamente, já que o funcionário tem acesso ao fluxo de trabalho e sabe onde deve agir.
Ele auxilia na programação de produção e na identificação dos problemas, como
excesso de inventário, chegada de materiais, colocação de pedidos, formalização dos
contratos, atraso na compra de peças críticas de manutenção, urgência em serviços de
limpeza, pode até ser fornecida uma avaliação dos principais fornecedores em prazos de
entrega, entre outros. Além disso, apoia a gestão da liderança, sabendo onde se deve atuar
e tendo a visão clara de onde estão os gaps.
3.5 Mapeamento do fluxo de valor (Value stream mapping)
O mapeamento do fluxo de valor já foi bem descrito e aplicado nos 8 passos para a
implantação do Lean, no modelo proposto. A aplicação do mapeamento do fluxo de valor
é uma etapa essencial para identificar as oportunidades de melhorias, sendo descrita a
seguir:
Levantamento do mapa atual. É necessário mapear todas as etapas e processos que
são feitos no dia a dia da área.
Identificar os possíveis pontos de desperdícios. Nesta etapa o foco é encontrar
etapas desnecessárias, fluxo de pessoas ou de informações que não agregam valor ao
produto. No setor de compras é válido ressaltar que os clientes são as unidades fabris para
as quais o setor faz as compras de produtos e serviços.

34
A partir da identificação dos desperdícios é possível definir onde estão as
oportunidades de melhorias.
Próximo passo é fazer uma análise de prioridade, identificar os processos e etapas
críticas do processo e priorizá-las adequadamente. Através de uma matriz de criticidade é
possível dar notas a cada etapa gerando um resultado final numérico capaz de sinalizar os
processos mais críticos da área.
3.6 Kaizen
Anteriormente a implantação da ferramenta, será feita uma análise das melhorias que
deverão ser atingidas. Como já definido, o kaizen busca a redução dos custos e o aumento
da produtividade. Segundo o professor Masaaki Imai, considerado o pai do kaizen, em suas
entrevistas diz que as pessoas devem estar totalmente engajadas nesta cultura por que são
as mais eficazes nas melhorias em suas próprias atividades, pois conhecem e
desempenham elas diariamente, sendo assim a melhor forma de atingir melhorias.
Deixando sempre claro que os funcionários são os bens mais valiosos de uma empresa,
quando desenvolvem melhorias para suas atividades são motivados buscar os melhores
resultados.
Para uma boa implantação do kaizen será feita uma análise prévia de quais são os
objetivos e onde serão utilizadas estas ferramentas.
Através da filosofia de melhoria contínua, os desperdícios devem ser eliminados;
O kaizen necessita do apoio da gestão visual, sendo assim é garantido que os
processos e os valores estejam sempre ao conhecimento de todos, deixando os problemas
visíveis;
É aplicável em qualquer local, porém deve-se manter o foco nos procedimentos que
realmente criam valor;

35
Dar prioridade às pessoas. As melhorias virão do envolvimento das pessoas com as
atividades focadas na qualidade do produto, no trabalho em equipe, autodisciplina. Pessoas
motivadas descobrem novas práticas de melhorias que podem agregar ao bom
funcionamento do grupo;
O kaizen é orientado para os processos;
Garantir o aprendizado e para isto é necessário fazer. Sempre aprender fazendo.
Os líderes devem estar presentes nas atividades, vendo a execução das tarefas e
promovendo as melhorias.
Feita esta análise, o próximo passo é a aplicação. Para que a aplicação seja eficaz,
todas estas novas práticas devem virar padrão, para que todos os funcionários sigam com
disciplina as boas práticas alcançadas. Como está diretamente ligado às pessoas, todos
devem estar envolvidos com o aperfeiçoamento dos processos. Esse conhecimento quando
é compartilhado, gera as soluções dos problemas.
Os líderes são os responsáveis em pegar a informação detalhada e a transformar em
ação para a equipe, já que o kaizen é responsável por identificar oportunidades de
melhorias nos processos. A mudança de atitude e a harmonia entre os membros da equipe e
entre os processos são para Ohno (1997), a chave para a evolução do sistema.
3.7 Trabalho padronizado
Para o setor de compras da empresa o trabalho padronizado abrange todos os
procedimentos entre a demanda das peças ou serviços necessitados até o pedido de compra
ou contratação do serviço. O processo de cotações, é um exemplo, deve ser padronizado
quantas cotações são necessárias para determinada classe de mercadorias. Após isso,
devem ser padronizadas as negociações realizadas quanto a valores, prazos de pagamentos
e prazos de entrega. Devem ser escritos documentos padrões descrevendo todas as etapas e

36
procedimentos necessários. É indispensável ter em mente que a padronização do trabalho
além de alinhar todos os funcionários num mesmo fluxo, na falta de alguém, qualquer
pessoa que não saiba o processo possa ler o padrão e desempenhar corretamente a função.

37
4. CONSIDERAÇÕES FINAIS
O propósito deste trabalho foi elaborar uma proposta de modelo de implantação do
Lean Office, viabilizando a transformação de qualquer empresa em empresa Lean.
A revisão bibliográfica deu embasamento para o trabalho, mostrando a eficiência e
garantia de bons resultados de cada ferramenta descrita.
A partir da metodologia e do modelo proposto, conclui-se que, seguindo as etapas
deste trabalho é possível implantar o Lean e buscar diversas melhorias, mudando tanto a
rotina da empresa quanto a rotina dos funcionários. Esses fatores são essenciais para a
empresa se manter no mercado competitivo, garantir bons resultados, buscar a cada dia a
excelência e por consequência conquistar seus clientes.

38
REFERÊNCIAS BIBLIOGRÁFICAS
ALBINO, M. F. V. Utilização do Lean Office (Escritório Enxuto) em ambiente público
administrativo. São José dos Campos, 2010.
ALVAREZ, R. R.; JUNIOR, J. A. V. A. Takt-Time: conceitos e contextualização dentro
do Sistema Toyota de Produção. Disponível em
<http://www.scielo.br/pdf/gp/v8n1/v8n1a01> Acesso dia 22 de dezembro de 2015.
DA SILVA, J. V.; DA NOBREG, B. A. B.; PEREIRA, F. R. R.; ROBERTO, F. R. A.;
LEITE, J. P. Aplicação da ferramenta 5S em uma empresa do setor de panificação: estudo
de caso na cidade de Serra Branca – PB. Disponível em
<http://www.abepro.org.br/biblioteca/TN_STP_207_232_28100.pdf> Acesso dia 22 de
dezembro de 2015.
DE LIMA, P. N.; GIRARDI, M..; NETO, L. H. C.; VEIT, D. R. Lean Office na prática:
Proposição e aplicação de método à luz do de processos. Disponível
<http://www.abepro.org.br/biblioteca/TN_STO_206_227_27484.pdf> Acesso dia 28 de
novembro de 2015.
EVANGELISTA, C.; GROSSI, F.; BAGNO, R. Lean Office – escritório enxuto: estudo da
aplicabilidade do conceito em uma empresa de transportes. Revista Eletrônica Produção &
Engenharia, v. 5, n.1, p.462-471, Jan./Jun 2013.
IMAI, M. Kaizen Institute. Disponível em < http://br.kaizen.com/artigos-e-
livros/artigos/kaizen-baixando-os-custos-e-melhorando-a-qualidade.html> Acesso dia 24
de maio
LAGO, N. ; CARVALHO, D. ; RIBEIRO, L. Lean Office. Revista Eletrônica Fundição
248/249, 1° e 2° trimestres, 2008.

39
LEAN INSTITUTE BRASIL WEB SITE. Disponível em < http://www.lean.org.br
>Acesso dia 25 de maio de 2015.
LUZ, A. A. C., BUIAR, D. R. Mapeamento do Fluxo de Valor – Uma ferramenta do
Sistema de Produção Enxuta. Disponível em <
http://www.abepro.org.br/biblioteca/ENEGEP2004> Acesso dia 10 de dezembro de 2015.
MONDEN, Y. Produção sem estoques: uma abordagem prática do sistema de produção
Toyota. São Paulo, IMAM, 1984.
NEESE, M. Driving lean through the visual factory: visual instructions offer simplicity
employees need. Disponível em:
<http://findarticles.com/p/articles/mi_hb5118/is_9_18/ai_n29374684/> Acesso dia 24 de
maio.
NORONHA, D. P.; FERREIRA, S. M. S. P. Revisões da Literatura. In: Campello, B.S.,
Cendón, B.v. e Kremer, J.M. Fontes de Informação para Pesquisadores e Profissionais.
Belo Horizonte: Ed. UFMG, p. 191-198, 2000.
OHNO, T. O Sistema Toyota de Produção: além da produção em larga escala. Tradução de
Cristina Schumacher. Revisão técnica de Paulo C. D. Motta. Porto Alegre: Bookman,
1997.
TAPPING, D. SHUKER, T. Lean Office: gerenciamento do fluxo de valor para áreas
administrativas - 8 passos para planejar, mapear e sustentar melhorias Lean nas áreas
administrativas. Primeira Edição, São Paulo: Leopardo Editora, 2010.
VENKATESWARAN, S. Improving healthcare warehouse operations through 5S. p 240-
253, 2013 Disponível em
<http://www.tandfonline.com/doi/abs/10.1080/19488300.2013.857371#.VZx_aPlViko >
Acesso dia 20 de maio de 2015.

40
WOMACK, J P.; JONES, D T; ROOS, T; CARPENTER, Donna. A máquina que Mudou o
Mundo. Rio de Janeiro: Campus, 1992.


![HEAT EXCHANGER DIMENSIONING - USPsistemas.eel.usp.br/...heat_exchanger_dimensioning.pdf · HEAT EXCHANGER DIMENSIONING Jussi Saari. 2 ... p pump/fan efficiency [ - ] µ dynamic viscosity](https://img.pdfslide.tips/doc/110x75/5a7484bb7f8b9a1b688bbccc/heat-exchanger-dimensioning-uspsistemaseeluspbrheatexchangerdimensioningpdf.jpg)