Embed Size (px)
Citation preview

REPÚBLICA BOLIVARIANA DE VENEZUELAUNIVERSIDAD DEL ZULIAFACULTAD DE INGENIERÍADIVISIÓN DE POSTGRADO
PROGRAMA DE POSTGRADO EN INGENIERÍA DE GAS
DISEÑO DE SEPARADOR HORIZONTAL CON BOTA DECANTADORA EN PLANTA DEEXTRACCIÓN DE LÍQUIDOS
Trabajo Especial de Grado presentado ante laIlustre Universidad del Zulia
para optar al Grado Académico deMAGÍSTER SCIENTIARIUM EN INGENIERÍA DE GAS
Autor: Ing. MUFID EL AISAMITutor: Ing. Msc. Jorge Barrientos
Maracaibo, Marzo de 2006
APROBACIÓN
Este jurado aprueba el Trabajo de Grado titulado DISEÑO DE SEPARADORHORIZONTAL CON BOTA DECANTADORA EN PLANTA DE EXTRACCIÓN DE
LÍQUIDOS que MUFID EL AISAMI, C.I.: 9.724.584 presenta ante elConsejo Técnico de la División de Postgrado de la Facultad de Ingeniería encumplimiento del Artículo 51, Parágrafo 51.6 de la Sección Segunda delReglamento de Estudios para Graduados de la Universidad del Zulia, como
requisito para optar al Grado Académico de
MAGÍSTER SCIENTIARUM EN INGENIERÍA DE GAS
________________________Coordinador del JuradoNombre y apellidos
C. I. : _ _ _ _ _ _ _ _ _
_______________________ ______________________Nombre y apellidos Nombre y apellidosC. I. : _ _ _ _ _ _ _ _ _ C. I. : _ _ _ _ _ _ _ _ _
________________________Director de la División de Postgrado
Nombre y apellidos
Maracaibo, Marzo de 2006
RESUMENEl Aisami A. Mufid H. “DISEÑO DE SEPARADOR TRIFÁSICO CON BOTADECANTADORA PARA PLANTA DE EXTRACCIÓN DE LÍQUIDOS”. Trabajo de grado. LaUniversidad del Zulia. División de Postgrado. Maracaibo, Febrero 2006. Tutor: Prof. JORGEBARRIENTOS.
Los procesos de extracción de líquidos de los hidrocarburos es una de las actividades másimportantes de la industria petrolera mundial. Dichos procesos consisten en separar diferentescomponentes que están presentes en las corrientes de gas que salen tanto de los yacimientospetrolíferos como gasíferos. Las diferentes técnicas de extracción de líquido desarrolladas desdela década de los 50 hasta nuestros tiempos, como es el caso de la Refrigeración Mecánica, hapermitido el desarrollo de nuevos diseños de separadores apropiados para las nuevas exigenciasde la industria petrolera actual. Las técnicas de refrigeración consisten en descender latemperatura de la corriente de gas para extraer sus componentes más pesados. A medida que sepuedan manejar temperaturas más bajas, se podrán extraer componentes cada vez más livianos dela corriente de gas. Una de las formas de hacer descender la temperatura del flujo de gasaplicando las técnicas de refrigeración mecánica, es agregando otra sustancia denominada Glycol.A pesar que ésta sustancia se utiliza en proporciones muy pequeñas, representa una inversiónimportante y por lo tanto en algunos casos es necesario llevar a cabo su recuperación. El diseñode un separador trifásico horizontal con bota decantadora es apropiado para éste tipo de uso,debido a, dos fases líquidas de diferentes densidades y en cantidades desproporcionadas puedenser separadas sin ningún problema. La metodología de diseño desarrollada en éste trabajo degrado se basó en un documento extraído del Manual de Diseño de Proceso (MDP) de Petróleosde Venezuela (PDVSA), descrito en el documento “PDVSA-MDP-03-S-05” y no de la normadirectamente, debido a la dificultad existente en la industria petrolera nacional para acceder a éstetipo de información. Los parámetros tomados en cuenta para desarrollar el diseño son ideales, esdecir, no son parámetros tomados de algún proceso real de campo, pero, son valores muycercanos a éstos. Los resultados obtenidos del diseño indican que, el separador trifásicohorizontal con bota decantadora puede operar sin ningún problema debido a, la fase líquidapesada decantara en la bota y las dimensiones de ésta son apropiadas para manejar el caudalasumido en el diseño. Como representación gráfica del diseño se elaboraron dos dibujos medianteel programa Auto-Cad para visualizar la configuración del separador.

ABSTRACTThe liquids extraction processes of hydrocarbons are one of the most important activities ofworld-wide the oil industry. These processes consist of separating different components that arepresent in the gas currents which they leave so much the oil fields as gas fields. The differenttechniques from developed extraction of liquid from 50’decade to our days, as it is the case of theMechanical Refrigeration, have allowed the development of new designs of appropriateseparators for the new exigencies that the present oil industry demands. The refrigerationtechniques consist of temperature’depressing from the gas current to extract their heaviercomponents. As lower temperatures can be handled, lighter components will be able to beextracted of the gas current. One of the forms to make the temperature depress from the flow ofgas is applying the techniques from mechanical refrigeration or adding another substancedenominated Glycol. In spite of this substance, it’s used in very small proportions, it representsan important investment and therefore in some cases it is necessary to carry out its recovery. Thedesign of a horizontal three-phase separator with a boot equipment is appropriate for this type ofuse, since, two liquid phases of different densities and in disproportioned amounts can beseparated without no problem. The design methodology developed in this work is based on adocument extracted of the Process Design Handbook (MDP) of Petroleum of Venezuela(PDVSA), described in document "PDVSA-MDP-03-S-05" and not directly of the Standard, dueto the difficulty that exists at this moment in the national oil industry to accede any type ofinformation. The parameters that were taken into account to develop the design are idealconditions, that is to say, are not parameters taken from some real process of field, but, they arevalues very near these. The design results obtained, shows that the horizontal three-phaseseparator with boot can operate without no problem since the heavy liquid phase praised/pouredoff in the boot and that the dimensions of this one are appropriate to handle the volume assumedin the design. As graphical representation of the design, two drawings using CAD program weremade to visualize the configuration of the separator.
TABLA DE CONTENIDO
PáginaRESUMEN……………………………………………………………. 3ABSTRACT…………………………………………………………… 4TABLA DE CONTENIDO…………………………………………… 5LISTA DE ABREVIATURAS………………………………………… 8INTRODUCCIÓN……………………………………………………. 15CAPÍTULO
I PROCESOS DE EXTRACCIÓN DE LÍQUIDOS……… 171.- Generalidades………………………………………………….. 172.- Composición del Gas………………………………………….. 183.- Condiciones del gas……………………………………………. 18
3.1.- Gas Licuado del Petróleo (LP-Gas)……………………… 193.2.- Presión de Vapor………………………………………… 193.3.- Contenido de Humedad…………………………………. 203.4.- Contenido de Sulfuro……………………………………. 203.5.- Residuos Volátiles………………………………………. 213.6.- Residuos No Volátiles…………………………………… 213.7.- Odorización………………………………………………. 22
4.- Control del Punto de Rocío……………………………………. 224.1.- Proceso de Separación por Baja Temperatura o 23
Sistema LTS……………………………………………..4.2.- Proceso de Refrigeración………………………………… 24
4.2.1.- Proceso Termodinámico………………………… 254.2.2- Etapas de Refrigeración…………………………. 264.2.3.- Sistema de Dos Etapas…………………………. 264.2.4.- Sistema de Tres Etapas………………………… 264.2.5.- Propiedades del Refrigerante…………………… 26
4.3.- Proceso de Estabilización…………………………………. 275.- Refrigeración Directa…………………………………………… 27
5.1.- Procesos Alternativos…………………………………….. 286.- Proceso de Absorción…………………………………………… 297.- Proceso de Recobro de Etano…………………………………… 29
7.1.- Efecto J-T………………………………………………… 307.2.- Proceso Turbo-Expansor………………………………… 31
7.2.1.- Descripción del Proceso Turbo-Expansor………. 327.2.2.- Reciclaje del gas Residual (RR)………………… 32

CAPÍTULO Página7.2.3.- Proceso de Gas Subenfriado (GSP)…………….. 337.2.4.- Proceso CRR (Reciclaje de Reciduo Frío)……….. 337.2.5.- Proceso SDR (Reflujo de Arrastre Lateral)……… 34
8.- Producción de Gas Natural Licuado (LNG)……………………. 348.1.- Refrigeración en Cascada………………………………… 358.2.- Procesos con Mezcla de Refrigerantes…………………… 358.3.- Proceso Pre-Enfriado de Mezcla de Refrigerante………… 36
II SEPARADORES……………………………………….. 381.- Generalidades…………………………………………………. 382.- Funciones del Separador……………………………………… 383.- Aspectos Mecánicos del Separador…………………………… 394.- Tipos de Separadores…………………………………………. 394.1.- Ventajas y Desventajas del Separador Vertical…………. 404.2.- Ventajas y Desventajas del Separador Horizontal………. 40
5.- Separadores Trifásicos………………………………………… 415.1.- Controles del Separador Trifásico……………………….. 41
6.- Elementos Internos del Separador…………………………….. 426.1.- Extractores de Impacto………………………………….. 426.2.- Extractores Centrífugos…………………………………. 43
7.- Separador Filtro……………………………………………….. 458.- Depuradores…………………………………………………… 459.- Problemas Operacionales de los Separadores…………………. 459.1.- Crudos Espumosos……………………………………… 459.2.- Parafinas………………………………………………… 469.3.- Arena……………………………………………………. 479.4.- Emulsiones……………………………………………… 479.5.- Velocidad de Erosión…………………………………… 47
10.- Parámetros de Diseño de los Separadores…………………… 4810.1.- Composición del Fluido……………………………….. 4810.2.- Caudal de Gas en Condiciones Normales……………… 4910.3.- Presión y Temperatura de Operación………………….. 4910.4.- Factor de Compresibilidad del Gas en
Condiciones de Operación…………………………….. 4910.5.- Densidad de los Fluidos en Condiciones de
Operación……………………………………………… 4910.6.- Velocidad Crítica del Gas (Vc)………………………… 5010.7.- Tiempo de Retención del Líquido……………………… 50
CAPÍTULO Página10.8.- Dimensionamiento del Separador……………………… 50
11.- Ímpetu (Momentum)………………………………………… 5012.- Asentamiento Por Gravedad………………………………… 5113.- Condición Límite para el Asentamiento por Gravedad…….. 5214.- Consideraciones de Diseño del Separador Horizontal……… 5314.1.- Con Bota Decantadora…………………………………. 5314.2.- Con las Dos Fases Líquidas Dentro del Cuerpo
Cilíndrico………………………………………………. 5314.3.- Con Compartimientos Separados………………………. 5414.4.- Tamaño de Gota a Separar……………………………… 5414.5.- Niveles del Separador…………………………………… 5514.6.- Volumen de Operación de la Fase Liviana……………… 55
14.6.1.- Tiempo de Residencia de la Fase Liviana………. 5614.7.- Volumen de Operación de la Fase Pesada………………….. 56
14.7.1.-Tiempo de Residencia de la Fase Pesada…………. 5614.8.- Tiempo de Respuesta o de Intervención del Operador……… 5614.9.- Volumen de Emergencia…………………………………….. 5614.10.- Nivel Bajo-Bajo de Líquido Liviano
(o bajo cuando aplique)…………………………………….. 5714.11.- Nivel Bajo de Interfase…………………………………….. 5714.12.- Longitud Efectiva de Operación (L eff)……………………. 5714.13.- Distancia Mínima entre NAAL-NBBL y NAL-NBL………. 5714.14.- Botas Decantadoras…………………………………………. 5814.15.- Análisis de Decantación de la Fase Liquida Pesada………… 5814.16.-Capacidad de Decantación en Separadores Con Bota
Decantadora...................................…………………………… 59III NORMA PARA EL DISEÑO DE SEPARADORES
HORIZONTALES VAPOR-LÍQUIDO-LÍQUIDO……. 621.- Generalidades……………………………………………………….. 622.- Alcance……………………………………………………………… 623.- Metodología de Diseño……………………………………………… 62
IV DISEÑO DE SEPARADOR TRIFÁSICO CON BOTADECANTADORA……………………………………… 85
CONCLUSIONES……………………………………………………. 100RECOMENDACIONES……………………………………………… 102REFERENCIAS BIBLIOGRÁFICAS……………………………….. 103ANEXOS……………………………………………………………… 104
LISTA DE ABREVIATURASSímbolo Descripción Unidades
A fon–NBBL = Área vertical entre el NBBL y el fondo pie2del tambor, para tambores horizontales.
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁA MALLA = Área requerida de malla separadora de pie2
gotas.ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁA NAAL–NAL = Área vertical entre el NAAL y el NAL, pie2
para tambores horizontales.
A NAL–NBL = Área vertical entre el NAL y el NBL, pie2para tambores horizontales.
ÁÁÁÁÁÁÁA NBBL–NAAL = Área vertical entre el NBBL y el NAAL, pie2
para tambores horizontales.ÁÁÁÁÁÁA NBBL–NBL = Área vertical entre el NBBL y NBL, para pie2
tambores horizontales.
ATAMB = Área de sección transversal para pie2tambores horizontales.
AV = Área de sección transversal para el pie2flujo de vapor.
AVD = Área Vertical Disponible para el Flujo pie2de Vapor.
a ran = Área de flujo de una ranura en el pulg2colector o distribuidor de gas.

Símbolo Descripción Unidades
D = Diámetro del tambor. pie
D MallaÁ = Diámetro de una malla circular, o lado piemás largo de una malla rectangular.
D = Diámetro de la gota. pulgÁÁÁÁÁÁd h = Diámetro del orificio. pulgÁÁÁÁÁÁd o = Diámetro de la boquilla de salida. pulg
d p = Diámetro de boquilla o tubo de pulgentrada.
e Malla = Espesor de la malla separadora de pulggotas.
ÁÁÁÁÁÁÁf = Factor de disipación de la velocidad Adimensional
del chorro (jet).
h = Distancia del fondo entre la boquilla de pulgentrada y el nivel alto alto del líquido(NAAL).
ÁÁÁÁÁÁh boq–Malla ÁÁ = Distancia entre la boquilla de entrada y pulg
el fondo de la malla.
h boq–tan = Distancia entre la boquilla de entrada pulgy la línea tangente superior.

Símbolo Descripción Unidades
h fon – NAL = Distancia vertical entre el fondo del pulgtambor y el NAL.
h fon – NAAL = Distancia vertical entre el fondo del pulgtambor y el NAAL.
h fon – NBL = Distancia vertical entre el fondo del pulgtambor y el NBL.
h Malla–NAAL ÁÁ= Distancia vertical disponible entre el pulgfondo de la malla y NAAL.
ÁÁÁÁÁÁÁh NAAL – boq = Altura desde NAAL hasta la boquilla de pulg
entrada.ÁÁÁÁÁÁh NBBL = Altura mínima desde el nivel bajo bajo pulg
de líquido hasta la boquilla de salida delíquido
h NBBL – NAAL = Altura de líquido entre NAAL y NBBL. pulg
ho ÁÁ = Distancia mínima permisible entre tope pulgde la malla y la boquilla de salida delgas (o al borde cercano de la ranura enlos colectores de salida).
L = Longitud tangente a tangente del pietambor horizontal.

Símbolo Descripción Unidades
L eff = longitud efectiva de operación, es piedecir, la requerida para que el procesode separación se cumpla.
ÁÁÁÁÁÁL Malla = Longitud del lado más largo de la malla pie
rectangular.ÁÁÁÁÁÁÁl = Cuerda disponible para instalar la pulg
malla a la salida de gas, en tamboreshorizontales.
l dis = Longitud requerida del distribuidor en pulgforma de “T” en la boquilla de entrada.
ÁÁÁÁÁÁl ran = Lado más largo de las ranuras pulg
rectangulares.ÁÁÁÁÁÁN r ÁÁ = Número de filas de ranuras en el colector de gas.ÁÁÁÁÁÁÁÁÁÁÁÁN s = Número de ranuras por línea en el
colector de gas o distribuidor.
QL = Flujo de descarga de líquido. pie3/sÁÁÁÁÁÁQM = Flujo de mezcla por boquilla de pie3/s
entrada.
QV = Flujo de descarga de vapor. pie3/sÁÁÁÁÁÁÁS Malla = Lado más corto de la malla rectangular. pie

Símbolo Descripción Unidades
S ran = Lado más corto de la ranura pulgrectangular.
ÁÁÁÁÁÁt r = Tiempo de Retención de Operación sÁÁÁÁÁÁÁV cÁ Á= Velocidad crítica. pie/s
V E ÁÁ = Velocidad máxima de mezcla a la pie/ssalida de la boquilla de entrada, tal queno ocurra arrastre en la superficie dellíquido.
V r = Volumen de retención máximo de pie3líquido entre el NAAL y el NBBL.
ÁÁÁÁÁÁÁÁÁÁÁÁV r1 = Volumen de retención de operación de pie3
líquido entre el NAL y el NBL.ÁÁÁÁÁÁV r2 = Volumen de retención de líquido por pie3
tiempo de respuesta del operador alaccionarse una alarma.
V S = Velocidad superficial de la mezcla en la pie/stubería de entrada.
V V = Velocidad de vapor permisible en el pie/srecipiente.
ÁÁÁÁÁÁX = Distancia desde la boquilla de pulg
entrada, hasta la superficie de choque
Símbolo Descripción Unidades
ë = Fracción volumétrica de líquido Adimensionalalimentado al tambor.
ÁÁÁÁÁÁÁñ = Densidad del vapor a condiciones de lb/pie3
operación.
ñ L = Densidad del líquido a condiciones de lb/pie3operación.
ñ M = Densidad de la mezcla a condiciones lb/pie3de operación, promediada envolumen.
ó = Tensión superficial del líquido a mN/mcondiciones de operación.
ì = Viscosidad del vapor a condiciones. cP
F2 = Constante adimensional 5.3x10–4
F3 Á = Constante adimensional 3.6x10–4ÁÁÁÁF4 Á = Constante adimensional 2.3x10–4ÁÁÁÁF5 ÁÁ = Constante adimensional 1.0x10–4ÁÁÁÁF6 ÁÁ = Constante adimensional 2500ÁÁÁÁF7 ÁÁ = Constante adimensional 0.936ÁÁÁÁF8 Á = Constante adimensional 12

Símbolo Descripción Unidades
F10 ÁÁ = Constante adimensional 5.9x10–4
F11 ÁÁ = Constante adimensional 0.09ÁÁÁÁF12 Á = Constante adimensional 8.3x105ÁÁÁÁF13 = Constante adimensional 1.03x104
F14 ÁÁ = Constante adimensional 2.05x103ÁÁÁÁF15 ÁÁ = Constante adimensional 10.74
F16 = Constante adimensional 15ÁÁÁÁF17 ÁÁ = Constante adimensional 4ÁÁÁÁF18 ÁÁ = Constante adimensional 2.8
F20 ÁÁ = Constante adimensional 144ÁÁÁÁF21 = Constante adimensional 0.157
F23 = Constante adimensional 1
F24 = Constante adimensional 1
F25 = Constante adimensional 12
15
INTRODUCCIÓNPrácticamente cada operación de proceso de la industria petrolera y petroquímica requiere laseparación de uno o mas componentes presentes en el flujo principal o corriente de entrada, yademás en diferentes estados. Se podría decir, es el primer paso en la purificación de unacorriente o la principal operación del proceso. Cuando se habla de separación se puede referir a laseparación de partículas líquidas del gas o vapor, de partículas líquidas entre dos líquidosinmiscibles, de partículas sólidas del gas o vapor. Existen múltiples maneras de llevar a cabo laseparación, una de ellas es la separación mecánica, la cual a su vez posee varios métodosconocidos como: Decantación, filtración, centrifugación, sedimentación, y otros. Todas estasformas tienen relación con el manejo de una fase o componente del fluido presentes en grancantidad, con la finalidad de separar los otros componentes que se encuentran en pequeñascantidades.En cualquier planta de proceso, el separador, es el equipo o accesorio responsable de llevar acabo la separación mecánica de manera de satisfacer las exigencias en cuanto a características delfluido que se encuentra aguas abajo del separador o la planta. De acuerdo a la configuración delseparador éste puede ser: vertical, horizontal y esférico; y en cuanto al fluido que maneja puedeser: bifásico y trifásico.En plantas de gas, los separadores más utilizados son los horizontales debido a la distanciamayor que recorre el gas desde la entrada hasta la salida del separador, lo cual permite a laspartículas líquidas se desprendan en mayor cantidad de la corriente de gas.Cuando en una planta de gas, específicamente en una planta de extracción de líquidos laspartículas de líquidos a separar se encuentran en pequeñas cantidades, existe una variante en eldiseño de separadores horizontales, a pesar de no ser un diseño novedoso, es muy poco utilizadoy existe poca información al respecto, pero, tiene una enorme importancia porque ayuda amejorar la eficiencia del separador y reduce el tamaño del mismo y por ende el costo. Éstediseño se refiere al separador horizontal con bota decantadora.
CAPÍTULO I
17
CAPÍTULO I
PROCESOS DE EXTRACCIÓN DE LÍQUIDOS
1.- Generalidades
El procesamiento del gas, cubre una amplia gama de operaciones con la finalidad depreparar el gas a las condiciones del mercado. Los procesos de extracción de líquidos mejorconocidos como “Recobro de Hidrocarburos Líquidos”, pueden alcanzar desde un simple controldel punto de rocío hasta una profunda extracción de etano de la corriente de gas natural. Amedida que las exigencias de extracción sean mayores, igualmente lo será la complejidad y elcosto de las instalaciones de proceso.
El término NGL (Natural Gas Liquid) es el utilizado para los líquidos recobrados del gasnatural tal como: etano y componentes más pesados.
Las instalaciones modernas de procesamiento de gas producen etano y productos máspesados, los cuales son enviados a otras plantas de proceso para extraer otros productoscomercializables. En éste tipo de instalaciones se pueden obtener productos como: etano puro,etano-propano (EP), propano comercial, isobutano, normalbutano, butano-gasolina (BG) ygasolina o condensado estabilizado. Desde principios del siglo XX los procesos de extracción delíquidos consisten en comprimir y enfriar la corriente de gas. El proceso de Absorción depetróleo crudo fue desarrollado en la década de 1920 para incrementar el recobro de gasolina yproducir productos con mayores cantidades de butano. En la década de 1950 fue desarrollado elproceso de Absorción de petróleo crudo refrigerado para incrementar más aún la producción delíquidos. Aun en el siglo 21 se utiliza la refrigeración para extraer de la corriente del gas naturalel propano y componentes más pesados. La refrigeración del gas se puede llevar a cabo medianterefrigeración mecánica, absorción refrigeración, expansión a través de la válvula J-T (Joul-Thomson). También se han desarrollado y aplicado nuevas técnicas como refrigeración encascada, mezcla de refrigerantes y la tecnología de turboexpansores con la finalidad de alcanzartemperaturas aún más bajas en los procesos de extracción de líquidos.
Con la utilización de éstas técnicas, se ha logrado incrementar significativamente elrecobro de líquidos de la corriente del gas natural. Los primeros procesos de extracción lograbanun 50% de recobro de etano, mientras, con los últimos adelantos en procesos de refrigeración selogran hasta un 90% de recobro.
18
2.- Composición del Gas
La composición del gas tiene un mayor impacto en la economía en cuanto al recobro deNGL y la selección de los procesos de extracción. Mientras el gas contenga mayor cantidad dehidrocarburos licuables, o sea más rico, mayor es la cantidad de productos que se le puedeextraer. El gas más rico, es decir, el que contiene gran cantidad de condensados, requiere equiposde refrigeración, grandes superficies de intercambiadores de calor y enormes costos de capitalpara obtener alta eficiencia de recobro.
La unidad de medida de los líquidos recobrados o extraídos del gas natural es GPM(Galones por mil pie cúbicos), normalmente aplicado al propano y componentes más pesados yfrecuentemente se incluye el etano.
Otra consideración importante en cuanto al recobro de NGL es la especificación del gasresidual. Es decir, cuando al gas natural se le extraen líquidos, éste cambia sus propiedades ycaracterísticas y por ende hay que tomar en cuenta dichos cambios para su futuracomercialización si ese fuera el caso. Normalmente se considera con un mínimo de HHV (AltoValor Calórico) del gas, pero, en algunos casos el máximo de HHV también puede serconsiderado.
Al remover líquidos del gas, éste se contrae y reduce el HHV. Esta contracción representauna pérdida de ingresos para el gas comercial, la cual debe ser considerada en la economía de unaplanta de extracción de NGL.
3.- Condiciones del gas.
De acuerdo a la Asociación de Procesadores de Gas (GPA) existe un amplio consensoentre los industriales, de cuales deben ser, las condiciones mínimas que deben tener los productosprocesados.
El diseñador y operador de planta de gas así como los compradores, se preocupan por lasespecificaciones para otras plantas de productos, incluyendo el gas residual, etano, propano,mezcla de etano-propano, normal-butano, iso-butano y planta de condensado. Aunque, no existen
19
especificaciones para el normal-butano se consideran las mismas del butano, adicionalmente,debe estar compuesta por un mínimo de 95% de volumen de normal-butano. En la norma 2140-92 de la GPA (Asociación de Procesadores de Gas) se reflejan las condiciones mínimas quedeben algunos productos para su comercialización.
En cuanto al etano y la mezcla de etano-propano tampoco existen especificaciones de lanorma. Sin embargo, la GPA técnica Sección C sobre especificaciones de productos, presenta unsumario de criterios de calidad utilizados en la industria.
Las especificaciones de calidad del gas natural han sido históricamente negociadas entrecompradores o compañías fabricantes de tubería y los productores o procesadores de gas. Dichasespecificaciones pueden considerar: valor calórico, composición, contaminantes, contenido deagua y punto de rocío de los hidrocarburos. Las especificaciones para estos parámetros puedenvariar ampliamente dependiendo del sistema de tubería, condiciones climatológicas, uso final yotros factores.
3.1.- Gas Licuado del Petróleo (LP-Gas)
En muchos casos los parámetros de especificación para el LP-gas se basan en un sencillométodo de prueba, llamado pasa-no pasa (pass-fall), utilizado con la finalidad de asegurar que losproductos puedan ser manejados de forma segura en los sistemas de transporte, basados en lanorma ISO 9162.
3.2.- Presión de Vapor
De acuerdo al Departamento de Transportación de los Estados Unidos, la presión devapor está basada en el contenido de etano en el propano comercial y el propano HD-5, el cualdebe ser un máximo de 7% en volumen. Cualquier cantidad apreciable de propileno contenido enel propano comercial, implicaría la reducción del porcentaje permisible del etano debido a la altapresión de vapor que posee el propileno en comparación con el propano. Asimismo, el contenidode butano en el propano debe ser de 2,5% en volumen.

20
3.3.- Contenido de Humedad
La humedad en el gas propano debe ser controlada para evitar la formación de hidratos,en tuberías, tanques, equipos reguladores y otros equipos en el sistema de distribución.
Aunque un sistema de deshidratación apropiadamente diseñado y operado produce muchopropano seco. La humedad se forma en algún punto del sistema de distribución como tanques dealmacenamiento, buques de transporte y otros.
Existen dos métodos reconocidos para determinar el nivel aceptable de humedad en losproductos del propano: la prueba de Cobalt Bromide de la GPA, y el método de Congelar através de una válvula de la ASTM D-2713. Ambas pruebas son “pasa-no pasa”, las cualesproveen una determinación cualitativa del propano seco comercial.
La prueba del Cobalt Bromide se basa en la observación de los cambio de color de la Saldel Bromuro de Cobalto causada por la humedad del gas o vapor que los rodea. El color delBromuro de Cobalto cambia de verde a lavanda con 30% de humedad relativa indicando propanohúmedo.
El congelamiento a través de válvula fue desarrollado para detectar excesiva humedad enel propano líquido y es la prueba cualitativa mayormente utilizada. El aparato está especialmenteconstruido y la válvula tiene el orificio calibrado y diseñado para simular la expansión delpropano a través de un regulador de presión. El tiempo requerido por la válvula para congelar einterrumpir el flujo debido a la humedad en el producto, determina si el producto esta o nocomercialmente seco.
3.4.- Contenido de Sulfuro
Ciertos compuestos de sulfuro deben ser controlados a un nivel extremadamente bajo enlos gases para evitar corrosión en los sistemas de distribución. La norma utilizada es ASTM D-1838. En ésta prueba se sumerge en el producto una lámina de cobre pulido por una hora a unatemperatura de 100°F, luego se compara su color con los contenidos en la norma ASTM según lasiguiente clasificación:
No.1.- Empañe ligero (de naranja claro a naranja oscuro)No.2.- Empañe moderado (rojo, lavanda, oro latón)
21
No.3.- Empañe oscuro (magenta, rojo, verde)No.4.- Corrosión (negro, gris oscuro, marrón)Otra prueba especifica es la Pyburn et al6 indica una concentración de hidrógeno
sulfuroso (H2S) de 0,55 ppmw (partes por millón por peso) o mas en el propano haría que laprueba de la lámina de cobre fracasara. Hasta con una cantidad de 0,3 ppmw de H2S podríafallar.
La GPA permite un máximo de 123 ppmw (10 granos /100 ft3) total de sulfuro enPropano HD-5; 185 ppmw (15granos /100ft3) en el propano comercial y 140 ppmw (15granos/100ft3) en los butanos.
Para convertir partes por millón por peso (ppmw) a granos por pie cúbicos (granos/ft3) seutiliza la siguiente formula: Granos/ft3 = (ppmw H2S)(MWgas)(0.001845).
3.5.- Residuos Volátiles
Las especificaciones de los residuos volátiles tienen se basan en los límites de la presiónde vapor para asegurar esencialmente productos de un solo componente para el propano y butanoy productos de dos componentes para las mezclas de butano-propano. El residuo volátilpredominante en el propano es el butano, limitado a 2,5% en volumen. El residuo volátilpredominante en el butano es el pentano o hidrocarburos más pesados, limitado a 2% envolumen. Estos límites aseguran que 95% del producto será vaporizado a temperaturasligeramente superior al punto de burbujeo normal, el cual puede ser comprobado en campo poruna prueba de destilación.
3.6.- Residuos No Volátiles
La especificación para residuos no volátiles impone límites más rígidos en loscontaminantes extraños burbujeando sobre 100 °F, lo cual puede resultar en el ensuciamiento delos vapores utilizados en sistemas de retiro de líquido. Las principales fuentes de contaminaciónson: aceite de compresor, válvulas lubricantes, inhibidores de corrosión o cualquier otro productode hidrocarburos pesados de las bombas, tuberías o recipientes de almacenaje que pueden serutilizados en servicios múltiples. El límite aceptable es de 0,05 ml (mililitro) por 100 ml deproducto ó 500 ppmv.
22
3.7.- Odorización
La odorización no se requiere para los gases utilizados en los procesos industriales, sinembargo, los gases de uso comercial y residencial deben contener olor para identificar cualquierfuga que se presente e identificar su presencia.
En la mayoría de los casos la odorización de los gases se lleva a cabo en plantas, terminalfraccionador o terminal de tuberías en el tiempo en que se entrega a los camiones de transporte.El olor predominante es el etil-mercaptano y se recomienda cargar 1 lb (libra) por cada 10.000galones de propano líquido. En la práctica la mayoría de los productores y operadores inyectan1,5 lbs (libras) por cada 10.000 galones. Otro olor aprobado es el Thiophane(tetrahydrothiophene) que se inyecta 6.4 lbs por cada 10.000 galones de propano líquido.
4.- Control del Punto de Rocío
Se conoce ampliamente la condensación retrograda ocurre a las condiciones deyacimiento, sin embargo, también ocurre en condiciones típicas de proceso basados en cálculospor computadora utilizando ecuaciones de estado para predecir el comportamiento del vapor-liquido.
Cuando el gas es transportado en tuberías debe tomarse en cuenta otras consideracionespara el control de la formación de líquidos de hidrocarburos en el sistema. La condensación delíquidos, es un problema porque causa errores en la medición, caídas de presión e incrementa elriesgo en la operación. Además, la condensación de líquidos puede ser un mayor problema conflujos de dos fases y líquidos espesos.
Para prevenir la formación de líquidos en el sistema, es necesario controlar el punto derocío de los hidrocarburos por debajo de las condiciones de operación del sistema de tubería.Desde que las condiciones de operación del sistema de tuberías son fijadas usualmente por diseñotomando en cuenta las condiciones ambientales, solo se puede asegurar la remoción de flujomonofásico de los hidrocarburos mas pesados del gas.
23
4.1.- Proceso de Separación por Baja Temperatura o Sistema LTS
Existen dos métodos lo cuales pueden ser utilizados para reducir el punto de rocío. Si sedispone de suficiente presión la separación puede llevarse a cabo mediante la expansión delrefrigerante en un sistema LTS. El sistema de refrigeración por expansión utiliza el efecto Joule-Thomson para reducir la temperatura del gas durante la expansión. Los resultados de la reducciónde temperatura no solo se obtienen líquidos de hidrocarburos sino también condensación de agua.Ésta última es removida como hidratos en el proceso, así puede cumplir con el control de ambospuntos de rocío, el del agua e hidrocarburos en una misma unidad. El gas de alta presión pasaprimero por un calentador, el cual solo es utilizado dependiendo de las condiciones del gas.Luego el gas entra a un intercambiador de calor en espiral en el fondo del separador donde el gases enfriado al intercambiarse con los líquidos condensados e hidratos. Cualquier cantidad de aguao condensados producidos en este punto es removida por el separador de alta presión (HPKO). Elgas del separador intercambia calor con el gas de salida para enfriamientos adicionales. Latemperatura en este punto debe ser controlada para prevenir la formación de hidratos en elintercambiador. El gas en este punto pasa a través de la válvula reductora de presión Joule-Thomson y ocurre la expansión. Los líquidos de hidrocarburos e hidratos producidos por estaexpansión caen al fondo del separador de baja temperatura. El gas que sale de éste separadortiene la misma condición de presión y temperatura del separador. El punto de rocío dehidrocarburos y agua alcanzados en este proceso están limitados por la presión diferencialdisponible así como la composición del gas de alimentación.
Los sistemas LTS pueden utilizarse solamente donde exista suficiente presión disponiblepara ejecutar los procesos deseados de separación. Una modificación adicional de este proceso esagregar una inyección de glycol al gas de alta presión para alcanzar puntos de rocío más bajoscuando la presión disponible es limitada. El uso del glycol elimina la necesidad de calentar la faselíquida en los sistemas LTS y contribuye a garantizar que la formación de hidratos no obstruirá elequipo del proceso aguas-arriba del separador LTS.
Frecuentemente el sistema LTS con inyección de glycol presenta problemas a nivel delseparador de baja temperatura, uno de ellos podría ser la presencia de glycol y líquidos dehidrocarburos en la corriente de gas aguas-abajo del separador, lo cual es totalmente indeseableporque alteraría las características del gas de comercialización.
24
La cantidad de glycol inyectada al sistema es relativamente pequeña en comparación conlos líquidos de hidrocarburos que se extraen del separador de baja temperatura. Lo ideal seríapoder extraer todo el glycol inyectado así como todo el líquido formado dentro del separador. Envista que éste proceso es una modificación del sistema LTS, probablemente, el diseño delseparador de baja temperatura no sea el óptimo porque en este nuevo proceso se debe considerarotro fluido en la corriente de gas para un mínimo de cuatro fluidos, éstos son: gas, condensado,agua y glycol. Sino no se toma en cuenta ésta variación, se podría perturbar el proceso conconsecuencias indeseables que implicaría hasta la parada de la planta.
Por ende, se propone en esta tesis el diseño de Separador Horizontal con BotaDecantadora con la finalidad de mejorar la eficiencia del separador y disminuir el costo delmismo.
4.2.- Proceso de Refrigeración
El proceso de refrigeración simple consta de los siguientes equipos: compresor,condensador, acumulador, válvula de expansión, chiller o evaporador y tanque de expansión.
El sistema funciona de la siguiente manera: el líquido refrigerante es vaporizado en elevaporador para remover el calor del proceso de gas, posteriormente se expande en el tanque deexpansión a presión atmosférica para luego elevar la presión en el compresor a un niveladecuado, seguidamente se condensa el refrigerante en el condensador prácticamente a la mismapresión de salida del compresor y se recolecta en un tambor de oleaje. El refrigerante en el estadode líquido saturado pasa por la válvula de expansión, haciendo descender la presión abruptamenteteniendo como resultado la expansión. En este punto, parte del refrigerante se encuentra en estadode vapor y líquido, por último vuelve a pasar por el evaporador donde la parte líquida delrefrigerante se termina de evaporar hasta alcanzar la condición de vapor saturado y el ciclo serepite.
El principio de una máquina de refrigeración es absorber calor a baja temperatura en elevaporador y entregar éste calor a altas temperaturas en el condensador. También depende delefecto Joule-Thomson el cual consiste en la expansión a entalpía constante.
Las condiciones de calor del sistema de refrigeración se pueden definir de la siguientemanera:
25
Hb = Calor contenido en el refrigerante a la salida del evaporadorHc = Calor contenido del refrigerante a la salido del compresorHe = Calor contenido del refrigerante al entrada del evaporadorTambién se puede definir la tonelada (ton) de refrigeración = monto de calor removido1 ton = 200 Btu/min ó 12000 Btu/hrEl calor absorbido por el refrigerante = Hb – HeEl trabajo realizado por el compresor asumiendo compresión adiabática = Hc – HbEl rendimiento del proceso B = (Hb –He) / (Hc – Hb)Potencia teórica requerida por tonelada de refrigeración HPt = 4.713 / BPotencia real HPr = HPt / E (Eficiencia del compresor)HPt = (Hc – Hb) (W); W = Libras de refrigerante en circulación.
4.2.1.- Proceso Termodinámico
Para entender el proceso de refrigeración desde el punto de vista termodinámico esnecesario observar el ciclo en un diagrama Presión-Entalpía.
En el punto 1, el refrigerante se encuentra como vapor saturado a baja temperatura listopara ser comprimido adiabáticamente (entalpía Hb). En el punto 2 se tiene el refrigerantecomprimido a la salida del compresor (entalpía Hc). En el punto 3 es enfriado y condensado a laentalpía He. Del punto 3 al 4 el refrigerante es expandido a entalpía constante y finalmente delpunto 4 al 1, el refrigerante es evaporado mediante el cambio de entalpía (Hb – He) y retorna a lasucción del compresor.
Existen varias modificaciones al proceso de refrigeración simple que pueden reducir elrequerimiento de potencia en el sistema. Tal sistema que subenfria el refrigerante después de lacondensación, permite el mejor uso de la evaporización de líquido saturado a vapor saturado envez de tener parte del vapor formado a través de la válvula de expansión. La modificación máscomún es el uso del economizador, en el cual se utiliza una etapa de evaporización intermedia.
26
4.2.2- Etapas de Refrigeración
Los sistemas de refrigeración pueden utilizar desde una etapa de compresión hasta 4etapas y todos han sido probados satisfactoriamente en varios servicios. El número de niveles derefrigeración depende generalmente del número de etapas de compresión requerida, carga decalor ínter etapas, economía y tipo de compresión.
4.2.3.- Sistema de Dos Etapas
El sistema de una etapa está descrito en el punto 4.2 “Proceso de refrigeración”. Encuanto al sistema de dos etapas se pueden alcanzar ahorros hasta 20% utilizando uneconomizador en la inter etapa. Adicionalmente, puede lograrse más ahorro removiendo calor delproceso en la inter etapa en vez de efectuarlo en el nivel mas bajo.
4.2.4.- Sistema de Tres Etapas
Utilizando un sistema de compresión de tres etapas se puede disminuir el requerimientode potencia utilizando otro economizador y otro evaporador. A pesar que los ahorros no son muyaltos si se compara entre el sistema de dos etapas y el de una etapa, puede todavía sersignificativamente suficiente para justificar los equipos adicionales.
4.2.5.- Propiedades del Refrigerante
Para diseñar cualquier sistema de refrigeración es indispensable conocer como varía laentalpía de cada refrigerante a medida que cambia la presión. Para ello existen diagramas depresión-entalpía de cada refrigerante que suministran dicha información y la cual debe estardisponible al momento de iniciar el diseño.
4.3.- Proceso de Estabilización
Uno de los problemas que se presenta al utilizar unidades de control de punto de rocío deambos sistemas, es decir, sistema LTS y sistema de refrigeración mecánica, es la disposición delos líquidos removidos. Éstos, deben ser estabilizados mediante una expansión brusca a presionesmas bajas o mediante el uso de columnas de estabilización. Cuando el condensado es expandido
27
bruscamente se liberan hidrocarburos ligeros los cuales pueden disponerse en sistemas de gascombustible.
Con la columna de estabilización se pueden obtener productos de mayor calidad y mejorcontrol. El estabilizador de condensado se alimenta usualmente por el tope de la columna a unapresión reducida proveniente del separador de baja temperatura y tiene un rehervidor para elevarla presión de vapor del producto. Los vapores en lo alto de la columna pueden ser utilizadoscomo combustible para el rehervidor o recomprimirlos y combinarlos con gases comercialescomo lo muestra la Figura 14. La columna contiene además, platos o empaques para proveer latransferencia de masa necesaria y estabilizar los líquidos de alimentación. Después de laestabilización, el producto es enfriado y almacenado.
5.- Refrigeración Directa
El proceso de refrigeración directa es muy flexible en su aplicación para el recobro deNGL, puede ser utilizado para controlar el punto de rocío cuando la cantidad de líquido arecobrar es muy pequeña o modesta. Éste proceso también puede ser utilizado para altos recobrosde propano y en el caso de gases ricos, para cantidades considerables de etano. El nivel derecobro depende de la presión, temperatura y composición del gas de alimentación y el nivel derefrigerante en el chiller o evaporador.
El proceso de refrigeración directa es utilizado comúnmente con un sistema de inyecciónde glicol. Ésta configuración está limitada por la temperatura de operación, debido a laviscosidad del glicol a bajas temperaturas. El sistema de refrigeración puede ser con propano, elcual está limitado a -44°F a presión atmosférica.
5.1.- Procesos Alternativos
Existen múltiples variaciones en el proceso de refrigeración directa. En el primeresquema, el gas es enfriado con el gas residual y evaporado antes de llegar al separador de bajatemperatura. Éste esquema utiliza un fraccionador alimentado por el tope en donde los gases desalida son recomprimidos y reinyectados a la entrada del proceso. El uso de un intercambiadorlíquido/gas de alimentación, ayuda a reducir la carga del chiller.

28
El segundo esquema también utiliza un fraccionador alimentado por el tope, pero, loslíquidos del separador de baja temperatura alimentan directamente el fraccionador. Éstefraccionador opera con una temperatura más baja en el tope, lo cual justifica el cambio con elsistema de refrigeración. Lo que sale del fraccionador previamente es calentado, luegocomprimido y finalmente mezclado con el gas residual que sale del separador de bajatemperatura.
El tercer esquema utiliza un fraccionador con reflujo. Éste tipo de diseño tiene usualmentela más alta eficiencia en el recobro de líquidos, pero, tiene el mas alto costo debido a los sistemasagregados.
El cuarto esquema puede ser utilizado donde los líquidos del separador de bajatemperatura puedan ser bombeados y donde el estabilizador trabaja a presiones elevadas, esto,elimina la necesidad de recomprimir.
Cualquiera de las siguientes condiciones o una combinación de éstas: presión delseparador más alta, gas más rico o recobro limitado de la fracción más pesada del propano (C3+ )conducirá a mayores tasas de ciclos de recompresión. Esto resulta en más potencia derefrigeración, más potencia de recompresión, más calor en el fraccionador y grandes equipos.Estas condiciones favorecen el segundo y tercer esquema.
Otras condiciones o combinación de éstas como: presión más baja del separador (600lpcm), gas más escaso (por debajo de 3 GPM C3+) y recobro incluyendo etano, conducirá a unamenor tasa de ciclos de recompresión. Estas condiciones favorecen el primer esquema o el cuartoesquema si la presión del separador no supera las 450 lpcm. Presiones del separador por debajode 400 lpcm especialmente con gas escaso resultará en un pobre recobro de producto.
La capacidad de un sistema de refrigeración varía directamente con la temperatura decondensación y evaporación del refrigerante. A temperaturas de condensación más bajas y deevaporación más altas se necesita menos potencia por unidad de refrigeración requerida.
6.- Proceso de Absorción
El proceso de absorción es un proceso físico donde las moléculas de vapor de los altoscomponentes de hidrocarburos irán a una solución con líquidos de hidrocarburos más pesadoscomo el nonano, decano y más pesados y se separan de la corriente de gas. El proceso puede

29
operar a temperatura ambiente si solo se quiere retirar los componentes más pesados. Un sistemade refrigeración realiza el recobro de productos de hidrocarburos más livianos como el etano ypropano. El fluido de absorción como el aceite magro (lean oil) es usualmente una mezcla decompuestos parafínicos y tienen un peso molecular entre 100 y 200.
Los procesos de absorción con aceite magro tienen la ventaja que el absorbedor puedeoperar sobre todo a la presión del gas de alimentación con mínima pérdida de presión en lacorriente de gas a la salida del proceso. Las plantas que trabajan en condiciones ambientales orefrigeradas, están construidas de acero al carbono. Este tipo de proceso fue utilizado a principiosdel siglo XX y siguen siendo utilizados en estos tiempos. Sin embargo, la mayoría de estasplantas han sido reemplazadas por procesos más modernos como refrigeración directa oturboexpansor.
7.- Proceso de Recobro de Etano
Los sistemas de control del punto de rocío y refrigeración mecánica son utilizados paraaplicaciones donde se desea tener, de moderado a alto, recobro de propano. Para alcanzarmayores recobros de propano y etano son requeridos temperaturas criogénicas. Generalmente, laindustria procesadora del gas natural considera como proceso criogénico aquellos que operan atemperaturas por debajo de -50°F. Existen tres métodos generales con los cuales se puedenalcanzar las condiciones necesarias para obtener altos niveles de recobro de etano.
a) J-T Expansiónb) Turboexpansorc) Refrigeración Mecánica.
7.1.- Efecto J-T
El uso del efecto Joule-Thomson (J-T) para el recobro de líquidos es una alternativaatractiva en muchas aplicaciones. En general, el principio es enfriar el gas mediante la expansiónde éste al atravesar la válvula J-T. Con intercambio de calor apropiado y alto diferencial depresión a través de la válvula J-T, se pueden alcanzar temperaturas criogénicas resultando en unaalta eficiencia de recobro. La principal diferencia entre el diseño J-T y el turboexpansor es que laexpansión del gas es adiabática a través de la válvula. En un turboexpansor la expansión se

30
asemeja a un proceso isentrópico. De esa manera el diseño J-T tiende a ser menos eficiente porunidad de energía gastada que el turboexpansor.
El proceso J-T ofrece algunas ventajas sobre el turboexpansor y el proceso derefrigeración en las siguientes situaciones:
a) Baja tasa de gas y modesto recobro de etano.b) El proceso puede ser diseñado sin equipos rotativos.c) Extenso rango de flujos.d) Simplicidad de diseño y operación.Con la finalidad de utilizar efectivamente el proceso, el gas debe estar a una alta presión
de entrada, sobre los 7000 kPa (absoluta) son típicas en estas facilidades. El gas debe primero sersecado para asegurar que no entre agua a la porción fría del proceso. Normalmente se utilizaalúmina para secar el gas.
Después del secado, el gas es enfriado por el intercambiador de calor con el gas residualfrío y también por el intercambiador de calor con el intercambiador del demetanizador y enalgunos casos con el líquido del separador de baja temperatura. Después del enfriamiento, el gases expandido a través de la válvula J-T y enviado al separador de baja temperatura. El líquido deéste separador alimenta el demetanizador. En la torre demetanizadora, el producto del fondo seencuentra en las especificaciones apropiadas y el producto del tope es intercambiado con laalimentación y recomprimido tantas veces como sea necesario para las condiciones decomercialización.
La clave para este proceso es la presión que atraviesa la válvula J-T y la cantidad desuperficie de intercambio de calor incluida en la planta. El proceso puede operar sobre un ampliorango de condiciones da gas de alimentación y producir producto bajo especificación. El procesoes muy sencillo de operar y frecuentemente es operado como una planta desatendida oparcialmente atendida.
En algunos casos, la presión del gas de alimentación no es suficientemente alta o el gas esrico en hidrocarburos licuables, entonces, la refrigeración mecánica puede ser agregada alproceso J-T para realizar eficientes recobros. El gas en este diseño es expandido después delseparador de baja temperatura. La ubicación de la válvula J-T depende de la presión del gas y la

31
composición implicada. La ventaja de la refrigeración es poder utilizar presiones de alimentaciónmas bajas o alternativamente el demetanizador puede ser operado a una presión más altareduciendo la compresión residual.
El proceso J-T con o sin refrigeración ofrece un simple y flexible proceso moderado derecobro de etano. Es usualmente aplicado para flujos de gas más pequeños donde algunasineficiencias pueden ser toleradas para la reducción de costos de capital y de operación.
7.2.- Proceso Turbo-Expansor
Una planta expansora (que utiliza turboexpansor), produce refrigeración para condensar yrecobrar líquidos de hidrocarburos contenidos en el gas natural por el más directo y eficientemedio disponible, consiste en la expansión del gas natural en un turboexpansor. Éste procesoconvierte la entalpía del gas en un trabajo utilizable. La expansión del gas a través delturboexpansor se comporta termodinámicamente como un proceso isentrópico, en vez de, unproceso isentálpico de expansión a través de una válvula. Sin embargo, las temperaturasresultantes con la turboexpansión son mucho más bajas la expansión a través de la válvula.
Las modernas plantas turboexpansoras han reemplazado esencialmente a las plantasabsorbedoras debido al bajo costo inicial, simplicidad y altos niveles de recobro.
7.2.1.- Descripción del Proceso Turbo-Expansor
El gas seco de alimentación se enfría con el gas residual a la salida del demetanizador.Además, con gases de alimentación más ricos se requiere con frecuencia la refrigeraciónmecánica como suplemento para el enfriamiento del gas. El gas enfriado es enviado al separadorde baja temperatura donde se separan los líquidos condensados, los cuales llegan a la partecentral del demetenizador mediante una válvula de expansión. El flujo de vapor a la salida delseparador pasa por el turboexpansor y llega a la parte superior de la columna demetanizadora.
Con esta configuración el recobro de etano alcanza el 80% ó menos. Además, elseparador frío se opera a bajas temperaturas para maximizar el recobro. Frecuentemente, las altaspresiones y bajas temperaturas son condiciones cercanas al punto crítico del gas haciendo laoperación inestable. El otro problema de este diseño es la presencia del bióxido de carbono
32
(CO2), el cual puede solidificarse a las temperaturas de operación presente en el proceso. Lospuntos de diseño críticos son a la salida del turboexpansor y el tope del demetanizador.
Una alternativa al diseño convencional es el uso de dos turboexpansores donde laexpansión ocurre en dos etapas. Mientras este diseño contribuye al acercamiento de lascondiciones críticas en el separador de baja temperatura también hace menos posible laformación de sólidos en la columna demetanizadora.
7.2.2.- Reciclaje del gas Residual (RR)
Para incrementar el recobro de etano por encima del 80%, es necesario desarrollar unproceso de reflujo para el demetanizador. Uno de los métodos es reciclar una porción del gasresidual, luego recomprimirla y enviarla nuevamente al tope de la columna. La corriente de gas esexpandida antes de llegar a la columna a través de una válvula para proveer el reflujo. Éstereflujo provee más refrigeración al sistema y permite realizar mayores recobros de etano. El nivelde recobro es una función de la cantidad de reciclajes en el diseño.
El sistema RR ha sido utilizado satisfactoriamente en muchas plantas, es tolerante al CO2y el recobro puede ser ajustado por la cantidad de reciclaje utilizado.
7.2.3.- Proceso de Gas Subenfriado (GSP)
Éste proceso fue desarrollado para solventar ciertos problemas presentados en losprocesos expansores convencionales, y varía de muchas maneras con respecto a éstos procesos.Una porción del gas del separador de baja temperatura se envía al intercambiador de calor dondese condensa totalmente con la corriente de tope. Luego ésta porción se expande bruscamente através de la válvula en el tope de la columna para proveer el reflujo.
El diseño GSP tiene varias modificaciones. Una es tomar una porción de líquido, ademásdel gas a la salida del separador de baja temperatura y enviarlas al intercambiador del tope, locual ayuda a reducir los requerimientos de potencia debido a la recompresión. También el diseñopuede ser ajustado para utilizar una porción de líquido del separado para reflujo. Éstamodificación se utiliza para gases ricos más de 3 GPM. El diseño GSP es muy tolerante al CO2hasta por encima del 2%.
33
7.2.4.- Proceso CRR (Reciclaje de Residuo Frío)
Éste proceso es una modificación del proceso GSP (Gas Subcooling Process) paraalcanzar mayores niveles de recobro de etano. Es similar al del GSP excepto que se agregó uncompresor y un condensador en el tope del sistema para tomar una porción del gas residual yproveer reflujo adicional al demetanizador. Éste proceso es extremadamente atractivo para altosrecobros de etano, puede llegar alcanzar hasta 98%.
En comparación con los procesos RR, GSP y CRR para un caso particular, el procesomenos eficiente es el RR y se encuentra sobre el 91%. Por encima de éste punto el diseño RRpuede alcanzar mayores recobros que el diseño GSP. Como se puede observar el proceso RR esmuy sensible con respecto a la potencia disponible. El diseño GSP tiene más bien una curva llanade recobro y es una buena elección para recobros cercanos al 90%. El proceso CRR tiene el másalto recobro para la potencia residual disponible de recompresión, pero, debe tomarse en cuentael costo adicional de los equipos del sistema y el compresor.
7.2.5.- Proceso SDR (Reflujo de Arrastre Lateral).
El proceso SDR es otra modificación del GSP. En éste diseño una corriente es sacada deldemetanizador, recomprimida y condensada para proveer el reflujo. La corriente tomada del ladodel demetanizador está libre de componentes inertes y condensan fácilmente. Así como en elproceso CRR, los equipos adicionales asociados con el sistema de reflujo deben ser justificadoscon el aumento de recobro de líquidos.
8.- Producción de Gas Natural Licuado (LNG)
La principal razón para licuar el gas natural es reducir unas 600 veces su volumen, lo cualocurre al cambiar la fase de vapor a líquido. Esta reducción del volumen es importante en latransportación y almacenaje del gas. En estado líquido el gas puede transportarse en cantidadesdiscretas, puede ser almacenado económicamente en tanques y puede ser transportado grandesdistancias no realizables por tuberías de gas.
Como el metano es el componente primario del gas natural, la producción de LNGenvuelve el enfriamiento de toda la corriente de alimentación del gas natural a temperaturascriogénicas, suficiente para condensar totalmente la corriente de gas. Como en todo proceso de
34
licuefacción, es necesario tratar previamente el gas para remover componentes como el CO2 yagua para evitar la solidificación de éstos. También es necesario remover los componentes dehidrocarburos como el benceno y el ciclohexano los cuales también pueden solidificarse a muybajas temperaturas.
Existen dos tipos de plantas desarrolladas para licuar el gas natural: a) grandes unidadesde carga para producción continua a los mercados de exportación y, b) pequeñas plantas parasistemas de distribución de gas. Las unidades de gran escala son diseñadas típicamente conénfasis sobre la eficiencia del proceso, tienden a ser más complejas y envuelven el almacenaje delproducto y sistemas no supervisados.
Las pequeñas plantas de distribución difieren con respecto a las de producción continuaen muchos aspectos. Éstas son mucho mas pequeñas, operan parcialmente en el año y seencuentran ubicadas frecuentemente cerca del punto de uso para el gas. El diseño se basa en lareducción del costo de capital en vez de la eficiencia termodinámica.
Con la finalidad de producir las bajas temperaturas necesarias para la licuefacción, sonutilizados sistemas de refrigeración mecánica. Existen tres tipos de procesos de licuefacción quepueden ser usados para cumplir esta refrigeración: Refrigeración en cascada, Mezcla derefrigerantes y mezcla de refrigerante preenfriado.
8.1.- Refrigeración en Cascada
Las primeras unidades de licuefacción de LNG utilizaron el proceso de refrigeración encascada. Estas plantas utilizan tres sistemas de refrigeración las cuales emplean el propano,etileno y metano como refrigerantes. Se utilizan de dos a tres niveles de presión de evaporaciónpara cada refrigerante con compresores multietapa. De esta forma los refrigerantes sonsuministrados en 8 ó 9 niveles discretos de temperatura. Utilizando estos niveles de refrigeración,el calor es removido del gas satisfactoriamente a bajas temperaturas. El bajo nivel de calorremovido por el ciclo del metano, es transferido al ciclo del etileno y el calor removido por ésteúltimo es transferido al ciclo del propano. Finalmente, para la remoción del calor del ciclo delpropano se utiliza agua o aire de enfriamiento.
Algunas plantas utilizan un circuito cerrado de refrigeración del metano. Diseños masmodernos usan un circuito abierto donde el metano utilizado como refrigerante es combinado con
35
el gas de alimentación y forma parte del producto de LNG. La eficiencia y costo del procesodepende del número de niveles de refrigeración proveídos en cada sistema de refrigeración.
8.2.- Procesos con Mezcla de Refrigerantes
Después del desarrollo inicial del proceso de cascada, el ciclo de mezcla de refrigerante sedesarrolló para simplificar el sistema de refrigeración. Éste sistema utiliza una sola mezcla derefrigerantes compuesta por nitrógeno, metano, etano, propano, butano y pentano. Estacombinación de refrigerantes está diseñada de manera tal que la curva del punto de burbujeo, seaproxima a la curva de enfriamiento del gas haciendo que éste se licue. La proximidad de estasdos curvas es una medida directa de la eficiencia del proceso.
El proceso tiene dos componentes mayores: el sistema de refrigeración y la principal cajafría del intercambiador. La caja fría es una serie de láminas de aluminio las cuales proveen accesoa temperaturas cercanas entre las respectivas corrientes del proceso. El refrigerante de bajapresión es comprimido y condensado utilizando aire o agua en sistemas cerrados. El refrigeranteno se condensa totalmente antes de ser enviado a la caja fría. La alta presión del vapor y lascorrientes de refrigerante líquido se combinan y condensan en el intercambiador principal. Lacorriente condensada es expandida bruscamente a través de una válvula J-T y ésta baja presióndel refrigerante provee la refrigeración tanto para el gas de alimentación como para elrefrigerante de alta presión.
La remoción del pentano y componentes más pesados del gas de alimentación traeconsigo una condensación parcial del gas fuera de la caja fría y la separación del líquido a unatemperatura intermedia. Éste líquido es luego procesado para producir C5 bajo especificación másproducto. Los productos más ligeros de esta separación son retornados al sistema de licuefacción.
8.3.- Proceso Pre-Enfriado de Mezcla de Refrigerante
Este proceso fue desarrollado por una combinación del proceso de cascada y mezcla derefrigerante. En este proceso, el enfriamiento inicial del gas de alimentación se lleva a cabomediante un sistema multietapa de refrigeración de propano. El gas es enfriado con este sistema auna temperatura de -40°F en cuyo punto el gas es procesado en una columna para remover loshidrocarburos pesados. El gas es luego condensado en dos etapas del proceso de mezcla de
36
refrigerante. El enfriador del gas está conformado por un gran intercambiador en forma deespiral. Éste intercambiador permite alcanzar temperaturas muy cercanas entre el refrigerante y elgas requerido.
La mezcla de refrigerante en este proceso es una mezcla más ligera compuesta pornitrógeno, metano, etano y propano. La mezcla de refrigerante después de la recompresión esenfriada parcialmente con aire o agua y posteriormente enfriada por el sistema de refrigeracióncon propano. El refrigerante condensado parcialmente del enfriador de propano es separado y elvapor de alta presión y las corrientes de líquido son enviados al intercambiador principal. Ellíquido es expandido bruscamente y provee el enfriamiento inicial del gas. El vapor de altapresión es condensado en el intercambiador principal y provee la licuefacción final del gas.
CAPÍTULO II
38
CAPÍTULO II
SEPARADORES
1.- Generalidades
El separador es un recipiente utilizado para separar una mezcla de fluidos multifásicos envarios fluidos de diferentes fases, relativamente libres uno del otro y básicamente son gas ylíquido. Así mismo, los fluidos provenientes de un pozo petrolífero o de una planta de procesopresentan normalmente dos estados: líquidos y gaseosos. La principal función del separador esseparar físicamente cada uno de los fluidos de manera de poder procesarlos y tratarlosindependientemente.
Los fluidos que llegan al separador son mezclas complejas de diferentes componentes dehidrógeno y carbono, los cuales poseen diferentes densidades, presión de vapor y otrascaracterísticas físicas. Además, poseen altas velocidades, son turbulentos y presentan constantesexpansiones de gas e hidrocarburo líquido, mezclados íntimamente con agua, sólidos y otroscontaminantes.
A medida que el fluido avanza desde los yacimientos a alta presión y temperatura, éste, vareduciendo sus condiciones de presión y temperatura. Comienza a aparecer el gas contenido en ellíquido, se condensa vapor de agua y parte del fluido cambia sus características de líquido aburbuja, vapor y gas libre. La alta velocidad del gas trae consigo gotas de líquido y el líquido traeconsigo burbujas de gas.
2.- Funciones del Separador
La separación del fluido multifásico en sus diferentes estados determina el correctofuncionamiento del mismo. Para determinar si un separador esta diseñado correctamente debecumplir con las siguientes funciones:
Separar satisfactoriamente los hidrocarburos líquidos y gaseosos.Separar de la corriente de gas las partículas líquidos.Liberar parte de la fracción gaseosa que permanece en la fase líquida.Retirar por vías independientes los fluidos de diferentes estados de manera que nose mezclen posteriormente.

39
3.- Aspectos Mecánicos del Separador
Para que el separador pueda cumplir con sus funciones correctamente,independientemente de su forma o tamaño, debe contener cuatro importantes secciones, a saber:
a) Sección Primaria o Inicial de Separación: En esta sección se absorbe la cantidad demovimiento que posee el fluido a la entrada del separador, disminuyéndola considerablemente,mediante un cambio abrupto controlado de la dirección del fluido haciendo que se produzca laprimera separación.
b) Sección Secundaria o Asentamiento por Gravedad: Este sección utiliza la fuerza degravedad para causar que las gotas de líquidos contenidas en el gas caigan por efecto de lamisma, debido a la reducción de la velocidad del gas. Algunas veces, en ésta sección se utilizanaletas para dirigir el flujo de gas y minimizar las turbulencias y de esa manera evitar la formaciónde espuma, la cual es un problema muy común en los separadores.
c) Sección de Extracción de Neblina o Coalescencia: En esta sección se utilizandiferentes componentes mecánicos como aletas, alambres intrincados, platos coalecedores yotros, para recolectar las partículas más pequeñas y hacer que se acumulen y se formen partículasmás grandes de manera que puedan ser atraídas por la fuerza de gravedad antes que el gasabandone el separador.
d) Sección de Recolección de Líquido: Esta sección es el punto de recolección para todolíquido removido de la corriente de gas, provee el tiempo de retención necesario para que el gasse separe del líquido y además, provee niveles variados de acumulación de líquido, sinecesariamente se manejan de forma intermitente golpes de líquido en la corriente de gas.
4.- Tipos de Separadores
De acuerdo a su forma se clasifica en tres grandes tipos, los cuales todos poseen lascuatros secciones descritas anteriormente, y estos pueden ser: verticales, horizontales y esféricos.Cada uno de estos tipos posee una ventaja específica y su selección esta basada usualmente enuna condición, que no es más que obtener los resultados deseados al menor costo. Debido al altocosto y compleja fabricación de los separadores esféricos son poco utilizados en la industria.
De acuerdo al tipo de fluido se clasifican en: bifásico y trifásico. Cualquier configuracióndel separador puede manejar cualquier tipo de fluido.

40
4.1.- Ventajas y Desventajas del Separador Vertical
Ventajas:Mejor control de nivel por el amplio rango de elevación.Mayor facilidad en el manejo y remoción de los sólidos.Mayor facilidad y economía al variar la capacidad del separador, ya que, esmenos costoso aumentar la longitud del cilindro que aumentar su diámetro.Ocupa menos espacio para su instalación.
Desventajas:Para una capacidad determinada son más costosos que los horizontales.Los soportes de instalación son más complicados y difíciles de instalar debido a,la altura del separador.
4.2.- Ventajas y Desventajas del Separador Horizontal
Ventajas:Menor costo a una determinada capacidad.Mejor adaptación al soporte de fijación.Mayor superficie disponible para el asentamiento, retención y mayor capacidadde gas.Mejor adaptación a los chorros de arena.Mayor efectividad en el proceso de crudos espumosos.Mayor facilidad para su instalación y servicio.
Desventajas:Menor capacidad para manejar baches de líquidos.Mayor criticidad para controlar nivel.Mayor superficie de instalación.
En términos generales los separadores horizontales son más económicos para los procesosde separación gas-petróleo, particularmente donde existen problemas de emulsión,presencia de espuma o alta relación gas-petróleo. Los separadores verticales trabajan conmayor efectividad en procesos con baja relación gas-petróleo.
41
5.- Separadores Trifásicos
Los separadores trifásicos manejan una fase gas y dos fases de líquidos inmiscibles. Lasdos fases líquidas pueden ser petróleo y agua, glicol y petróleo y otros. Generalmente, estosseparadores poseen un gran tamaño porque se diseñan para garantizar que ambas fases líquidas seseparen completamente una de la otra. Estos separadores se utilizan para retirar la fase líquidaindeseable del proceso, aguas abajo del separador. Con ello se logran dos cosas, disminuir lacarga de los equipos utilizados para tratar los fluidos que salen del separador y aumentar lacapacidad de transportación de fluidos a través de las tuberías. Además, ayuda a mejorar laprecisión en las mediciones de flujo.
5.1.- Controles del Separador Trifásico
Las formas de controlar la alta presión de separación de gas, petróleo y agua mediante lason mediante la utilización de controles de interfase con baldes y presas. En el control deinternase, un dispositivo flotante reacciona a diferentes densidades entre las dos fases líquidasadyacentes. Solo esta diferencia de densidades afecta la flotabilidad del dispositivo a medida quecambia el nivel, lo cual puede ser muy inestable.
Los baldes son compartimientos dentro del separador donde una o mas fases líquidas sonsegregadas.
En cuanto a las presas, son utilizadas para ayudar en la segregación, eliminando el uso delos controles de interfase.
Otro tipo de diseño de separador trifásico contiene una bota decantadora, los cuales sonfrecuentemente utilizados para la separación de glicol-hidrocarburos y en plantas derefrigeración. El nivel de glicol es controlado con un controlador de interfase, mientras que elnivel de hidrocarburos es controlado con un controlador de nivel normal. Estos separadores sonutilizados también en servicios de petróleo y agua.
6.- Elementos Internos del Separador
Consisten en una serie de accesorios que puede utilizar el separador para mejorar sueficiencia. Con la ayuda de estos accesorios se puede reducir el arrastre de líquido a condicionesde diseño.
42
6.1.- Extractores de Impacto
Estos son usualmente del tipo aleta o de alambre tejido.El tipo aleta consiste en un laberinto formado por láminas de metal paralelo que
contienen bolsillos aptos para colectar líquidos. El gas pasa entre las láminas agitándose y estasláminas hacen que cambie de dirección varias veces provocando que las partículas mas pesadasno puedan seguir la trayectoria del gas quedando atrapadas en los bolsillos.
El proceso de coalescencia consiste en convertir en grandes gotas de líquidos a laspequeñas gotas mediante la acumulación de éstas, se puede lograr mediante dos mecanismos:agitación y superficie. La superficie del elemento es normalmente húmeda y las partículaspequeñas son absorbidas. Como los bolsillos están colocados perpendicularmente con respecto alflujo de gas, el líquido formado no tiene que fluir en contracorriente con el gas. En consecuencia,separadores más pequeños y compactos poseen grandes capacidades.
Al incrementar el número de láminas o platos, la distancia entre ellas se acorta, tambiénaumenta el número de bolsillos recolectores, es decir, mayor superficie recolectora, por lo tanto,mayor agitación del fluido y finalmente mayor recolección de líquidos, pero, lo negativo de todoesto es la disminución de la presión. Es decir, la caída de presión aumenta a medida que seincrementa el número de platos o accesorios dentro del separador, por lo cual es muy importanteconsiderarlo al momento de seleccionar el tipo de accesorio a instalar.
El promedio de la caída de presión varía de 30 a 250mm H2O (1-10 in. H2O). Cuando seutilizan extractores de neblina tipo aleta se debe tener cuidado con la caída de presión por causadel alto nivel de líquidos, ya que esto podría ocasionar que halla arrastre de líquido en la partesuperior del separador.
El extractor de neblina tipo alambre tejido se fija en el separador con soportes ligeros locual resulta favorable y tiene bajo costo de instalación. Este tipo de accesorio puede recolectarhasta el 98% de las partículas de líquido. Este material esta disponible en una sola pieza de variosespesores y diámetros de hasta 90 cm.
El principio de separación es el mismo del tipo aleta, el gas atraviesa una plantilla dealambre tejida haciendo cambiar la dirección del gas muchas veces y provocando la agrupaciónde pequeñas gotas hasta formar unas más grandes.
La eficiencia de este tipo de accesorio depende del espesor de la plantilla, el diámetro delalambre y si las ondulaciones del alambre son mas cerradas.
43
Las características de los alambres tejidos son los siguientes:Diámetro del alambre: 0.076-0.28 mm (0.003-0.011 in)Volumen atrapado: 92 a 99.4%Densidad: 48-529 kg/m3 (3-33 lb/pie3)Superficie: 164-1970 m2/m3 (50-600 pie2/pie3)Una plantilla teniendo un espesor de 100-150 mm (4-6 in) es suficiente para la mayoría de
las aplicaciones, sin embargo, se han visto casos de plantillas que tienen hasta 900 mm de espesor(36 in).
Cualquier metal común puede utilizarse en éstas unidades incluyendo el acero al carbono,acero inoxidable, aluminio, monel y otros.
La caída de presión es una función de la carga, el diseño de la plantilla y la velocidad delgas, pero, no debe exceder los 3 cm de agua en promedio.
La experiencia ha mostrado que los soportes cuadriculados deberían contener al menos90% de área libre con la finalidad de eliminar cualquier restricción para el drenaje del líquido.Las plantillas tienen normalmente bajo peso, por lo tanto un soporte liviano es conveniente.
Algunos separadores presentan problemas como lo es la formación de espuma, la cualrequiere no solo un extractor de neblina para eliminarla. Por ejemplo, cuando se manejanmateriales como glicoles, aminas y otros similares, tiende a formarse la espuma para lo cual serecomienda utilizar un extractor de neblina dual. En la parte baja se coloca el de tipo aleta y sobreéste, separados a una distancia de 150-300 mm (6-12 in) se coloca el de malla de alambre.
6.2.- Extractores Centrífugos
La fuerza centrífuga es parte integral de los procesos de separación. El principio deseparación es la alta velocidad requerida para lograr la separación de las gotas más pequeñas ydepende del diámetro de la partícula, la densidad de la partícula y el gas y la viscosidad del gas.
La velocidad requerida para separar un determinado tamaño de partícula debe incrementarcuando la densidad de ésta disminuya.
Un de los equipos ampliamente utilizados para separar condensados y escama de tuberíaen sistemas de vapor es llamado separador de vapor. Es un recipiente relativamente pequeño elcual imparte una alta velocidad al gas de entrada y luego hace cambiar radicalmente de dirección
44
para prevenir la reentrada del gas. En general, este tipo de recipiente separa partículas de 40 µm(micrones) y más grandes lo cual lo hace muy eficiente.
Otro tipo de equipo utiliza el mismo principio de la fuerza centrífuga, pero,adicionalmente fuerza al gas a pasar a través de un laberinto, el cual introduce efectos deadherencia y fuerza al gas a cambiar de dirección varias veces. En realidad este tipo decombinación es relativamente eficiente. Las características de rendimiento son las mismas que elextractor de neblina y otros tipos, sin embargo, son complejos y relativamente costosos.
En los últimos años, el uso de los extractores multiciclón ha sido ampliamente extendido.Estos pueden ser montados en el tope de un recipiente regular o en separadores pequeños. Estasunidades imparten una fuerza centrífuga al gas de entrada en forma de espiral descendente oascendente haciendo impactar las partículas más pesadas contra las paredes del recipiente paraluego caer al fondo del mismo.
El proceso de separación se hace más difícil cuando la densidad del gas aumenta. Estoprobablemente explica la baja eficiencia que muestran los equipos centrífugos a presioneselevadas. La tasa de flujo recomendada para cada equipo es usualmente proporcional a ÄP a 0.5de la potencia. O sea, la eficiencia se obtiene a expensas de la caída de presión.
El separador multiciclón ha sido utilizado eficientemente en la separación de partículassólidas como líquidas. Puede manejar cantidades relativamente grandes de ambas. En algunoscasos se colocan elementos de impacto a la entrada del separador para la adherencia de laspartículas más grandes y posteriormente las partículas más pequeñas sean removidas por launidad centrífuga.
La principal desventaja de las unidades centrífugas se debe a la rápida disminución de laeficiencia al decrecer la velocidad por debajo de cierto punto. Por lo tanto, cuando se encuentrangrandes variaciones de carga, este tipo de unidad muestra poca ventaja.
7.- Separador Filtro
El separador tipo filtro es utilizado frecuentemente en plantas de compresión de gas odonde exista instalación de compresores. Este recipiente utiliza una sección inicial conformadapor un conjunto de filtros tipo cartucho para aglomerar líquidos en forma de neblina yconvertirlas en gotas más grandes de líquidos. La sección secundaria es compuesta por
45
extractores de impacto del tipo aleta u otro extractor de neblina como malla de alambre, pararemover dichas gotas de líquido.
Este tipo de separador puede remover el 100% de todas las partículas cuyo tamaño seasuperior de 2 µm y el 99% hasta 0,5 µm.
Se utilizan mayormente en plantas de compresión de gas debido a la alta exigencia encuanto a la calidad del gas que debe poseer antes de llegar al compresor.
8.- Depuradores
Aunque es un recipiente separador, se diferencia de los descritos anteriormente por losiguiente:
No poseen la capacidad suficiente para manejar oleajes de líquidos.No son lo suficientemente grandes para permitir al líquido en forma de gotascaiga por efecto de la gravedad.
La función básica de éste tipo de separador es remover cantidades relativamente pequeñasde líquidos en un flujo mayormente gaseoso.
9.- Problemas Operacionales de los Separadores
9.1.- Crudos Espumosos
La espuma se forma por las impurezas y el agua contenida en el crudo, las cuales no selogró remover antes de llegar al separador. Además, algunos productos químicos comoinhibidores y anticorrosivos aplicados a las tuberías, son formadores de espuma, lo cualcontribuye a entorpecer la función del separador.
Existe otro factor causante de la formación de espuma y es el aumento de volumen de gaspor encima de la capacidad del separador, lo cual aumenta la velocidad del sistema.
Es importante mencionar que, la presencia de espuma en el separador no siempre es unproblema. Cuando la tasa de generación es igual o menor a la tasa de rompimiento, la espuma norepresenta un problema operacional en el caso de los separadores. Los principales problemas quecausa la espuma son:
Dificultad para controlar el nivel de líquidoDebido al volumen ocupado la separación del gas del líquido no es óptima

46
Existe la posibilidad de ser arrastrada la espuma por el gas, lo cual altera lascondiciones finales de éste.
Por todo lo anterior, es necesario utilizar un comparador de espumas el cual tiene lafunción de contrastar un crudo conocido con otro desconocido. Este procedimiento ayuda a tomarlas medidas necesarias para diseñar el separador.
Es importante señalar que la formación de espuma también depende de la presión detrabajo y de las características del líquido en las condiciones de separación. De la misma forma esimportante saber que al bajar la presión en el separador aumenta el volumen de gas en la mismaproporción.
La capacidad del separador aumenta al utilizar inhibidores de espuma. Sin embargo,cuando se diseña un separador no debe tomarse en cuenta el efecto de éste, ya que su acción estáen función de las características del crudo, las cuales cambian a lo largo de la vida delyacimiento. Lo mas recomendable es hacer el diseño considerando la presencia de espuma, de esamanera al dejar el espacio necesario para esta no hace falta utilizar los inhibidores.
Para el operador de planta es importante determinar las causas de la formación de espuma,es por ello que se suelen clasificar según su origen en:
Espuma de tipo mecánico: aquellas producidas como consecuencia de losvolúmenes o velocidades del fluido demasiados altos dentro del separador.Espuma de tipo químico: aquellas formadas por el uso de productos químicos.
Para determinar el origen probable de la espuma, se recomienda tomar las muestras delfluido en recipientes limpios y batirlas el mismo número de veces. Si al dejar reposar elladesaparece rápidamente, indica que es del tipo mecánica. Si por el contrario tarda en desaparecero no desaparece indica que es del tipo químico.
9.2.- Parafinas
La operación del separador puede ser alterada por la acumulación de parafina.Especialmente los extractores de neblina del tipo malla de alambre son propensos a un malfuncionamiento por la acumulación de este sustancia. Cuando se determina la existencia de laparafina se debe usar otro dispositivo o crear sistemas de inyección de vapor que puedan limpiarlas regiones propensas a taponamiento.
47
9.3.- Arena
La arena representa otro de los problemas potenciales que puede causar daños y malfuncionamiento del separador. Entre los problemas más frecuentes son: desgaste y ruptura de lasválvulas y líneas, obstrucción de los dispositivos internos y la acumulación en el fondo delseparador.
La obstrucción de los dispositivos internos debe considerarse en el diseño y se debe evitaren la medida de lo posible ubicarlos en las zonas de acumulación de la arena. En el diseño de unseparador puede estar contemplado las trampas de arena, sin embargo, puede ser difícil acceder aellas para removerlas. Cuando el diseño provea el mejor mecanismo de separación del gas,probablemente proveerá áreas para la acumulación de arena.
9.4.- Emulsiones
Este tipo de problema se presenta con frecuencia en separadores trifásicos al entrar encontacto por ejemplo petróleo y agua. Como la emulsión es una mezcla de dos líquidos, el tiempode separación de estos es más prolongado en comparación con un gas y un líquido. En ocasiones,es conveniente remover el agua y otro líquido mezclados y luego procesarlos en sistemas dedeshidratación. Esto establece la diferencia entre un separador trifásico y bifásico. El tiempo deasentamiento se puede reducir mas allá de los valores utilizados en el diseño, mediante el uso decalor en la sección líquida o en la alimentación del separador.
9.5.- Velocidad de Erosión
Se define como la máxima velocidad hasta donde se puede permitir que se produzca unaerosión aceptable o aquella por encima de la cual, el desgaste del material es exagerado.
Para evitar la destrucción acelerada del material, es conveniente mantener presentes lasvelocidades límites con las cuales debe trabajar la unidad.
La fórmula API utilizada para medir la velocidad de erosión, es la siguiente:
ρCVe =
Donde:Ve: velocidad límiteC = 100: constante que se aplica para servicio continuo y 125 para servicio intermitente
48
ñ: densidad del fluido en lbs/pie3, en condiciones de operaciónLas observaciones relativas a la máxima velocidad permisible ayuda al operador a
seleccionar el caudal de producción y al ingeniero de diseño a escoger el mejor material para latubería.
La formula anterior indica que al disminuir la densidad del fluido aumenta la velocidad deerosión, pero, esto no se correlaciona con los trabajos experimentales realizados en tuberíasdonde hay arena. En estos casos, los gases de baja densidad producen mayor erosión que loslíquidos cuya densidad es mayor, lo que nos sugiere dicha ecuación no trabaja con la mismaseguridad cuando existe arena en el fluido.
Otros autores como Salama y Venkatesh han desarrollado la forma de predecir lavelocidad de penetración en un codo, con la siguiente fórmula:
h = 93000 (W. V2L/T.D2)donde:h: tasa de penetración, en milésima de pulgada por año (mpy)W: tasa de producción de arena, bls/mes3VL: velocidad de impacto de la partícula, p/segT: dureza del materialD: diámetro de la tuberíaAsignándole T= 1,55 x 105 lpc y suponiendo una tasa de penetración de 10 mpy, Salma y
Venkatesh obtuvieron la siguiente expresión de velocidad:Ve = 4D/�WLos autores antes mencionados sugieren utilizar esta ecuación únicamente con gases e
indican que la velocidad de impacto de la partícula es cercana a la velocidad del flujo de gas.
10.- Parámetros de Diseño de los Separadores
10.1.- Composición del Fluido
Por costumbre muchos profesionales del diseño se basan únicamente para la selección odiseño del separador, en el volumen y el tipo de fluido, sin embargo, es convenientefamiliarizarse por parte del diseñador con el concepto de equilibrio de fases y separacióninstantánea, con el fin de predecir cuál será la cantidad y calidad del gas y del líquido que seformaría en el separador, en las condiciones de presión y temperatura del diseño.

49
10.2.- Caudal de Gas en Condiciones Normales
Para diseñar un separador es necesario conocer los volúmenes de gas y de líquido que sevan a manejar durante la vida útil del proyecto. La variación de estas cantidades en el tiempo y elimpacto de los cambios estacionarios obligan a verificar el comportamiento del separador en lascondiciones más desfavorables.
10.3.- Presión y Temperatura de Operación
El estudio previo de las variaciones de la presión y temperatura en el sitio donde instalarála unidad, afectará de manera determinante la selección del equipo. La mayoría de los operadoresno se detienen a pensar en como se afectan las condiciones de operación al bajar la presión.Existe la seguridad de que al elevar la presión podría fallar el material. Sin embargo, no seanaliza el incremento de la velocidad dentro del sistema al bajar la presión. Un descenso abruptomanteniendo el caudal, eleva la velocidad del fluido dentro del equipo provocando la formaciónde espuma, arrastre de líquido y hasta desprendimiento del extractor de neblina, afectandoconsiderablemente la calidad del producto.
10.4.- Factor de Compresibilidad del Gas en Condiciones de Operación
El valor Z determina el volumen del gas en las condiciones de operación. El diseñadordeberá seleccionar el modelo más conveniente para hacer coincidir los resultados con los valoresdel campo.
10.5.- Densidad de los Fluidos en Condiciones de Operación
La densidad de los fluidos interviene de forma directa dentro del separador. Es fácilcalcular la densidad del gas en condiciones de operación. En el caso de los líquidos, muchosdiseñadores toman en cuenta las condiciones normales bajo el supuesto que, el efecto de loscambios de presión y temperatura afectan muy poco los resultados finales.
10.6.- Velocidad Crítica del Gas (Vc)
Es uno de los factores más importante a considerar para el diseño del separador. Laecuación que rige este parámetro es:
50
( )g
glKVcρ
ρρ −= (1)
Donde:K: constante de Souders Brownñl: densidad del líquido en condiciones de operación, lbs/pie3ñg: densidad del gas en condiciones de operación. Libs/pie3La elección del valor de K y la determinación de la velocidad crítica son las decisiones
más importantes al hacer el diseño o la selección del equipo.
10.7.- Tiempo de Retención del Líquido
La normativa PDVSA recomienda la selección del tiempo de residencia del petróleo, conbase en la gravedad API del fluido. Así, un petróleo mayor de 40° API deberá tener un tiempo deresidencia de 1,5 minutos. Para fluidos entre 25° API y 40° API, se recomienda reservar entre 3 y5 minutos para petróleos pesados y/o espumosos.
10.8.- Dimensionamiento del Separador
Al completar los cálculos que sirven de soporte para seleccionar la unidad, el diseñadordebe indicar las dimensiones mínimas del recipiente que desea comprar. Al existir variasalternativas, el diseñador deberá seleccionar el equipo más idóneo desde el punto de vistaeconómico, de espacio y de mantenimiento.
11.- Ímpetu (Momentum)
Los fluidos cuyas densidades son diferentes tendrán diferentes ímpetus. Si un fluidomultifásico cambia de dirección rápidamente, las partículas más pesadas no lo podrán hacerporque poseen mayor ímpetu y por eso ocurre la separación. Esto indica en todo proceso dediseño la necesidad de considerar algún mecanismo que haga que el fluido de entrada alseparador cambie de dirección bruscamente para lograr la separación de partículas de diferentesdensidades.
51
12.- Asentamiento Por Gravedad
Una vez desarrollada la primera etapa de separación originada por el ímpetu, entra en acción otrafuerza que obliga que las gotas de líquido caigan al fondo del separador, esa es la fuerza degravedad. Sin embargo, como el fluido a la entrada del separador posee una velocidaddeterminada, es posible que las gotas de líquido sean arrastradas en la dirección del gas y nopermitan que caigan al fondo del separador.
( ) ( )'3
4'
2C
gDCA
gMVg
glp
pgl
glpt ρ
ρρρρ
ρρ −=
−= (2)
donde:Vt: Velocidad terminal o críticag: aceleración de gravedad, 32.2 pie/seg2ñl: densidad de la fase líquida, gota o partícula, lb/pie3ñg: densidad del gas, lb/pie3Ap: área de la partícula o gota, pie2C’: coeficiente de arrastre, adimensionalDp: diámetro de la partícula, pie
El coeficiente de arrastre depende de la forma de la partícula y el Número de Reynoldsdel gas que fluye. Con el propósito de utilizar la ecuación, se considera la partícula como unaesfera rígida.
El número de Reynolds se define como:
µρ gtpVD488.1Re = , µ: viscosidad de la fase continua, cp (3)
La experiencia en el diseño de separadores determinara la selección óptima del diámetrode la partícula y la velocidad terminal. Para evitar el tanteo por ensayo y error se presentan losvalores del coeficiente de arrastre como una función del coeficiente de arrastre y el númeroReynolds al cuadrado, esta técnica elimina la velocidad de la expresión quedando:

52
2
282 )()10)(95.0((Re)'
µρρρ glpgDC −
= (4)
13.- Condición Límite para el Asentamiento por Gravedad
La ley de Newton se aplica a las partículas que tienen un tamaño igual o superior a 1000micrones, coeficiente de arrastre máximo hasta 0.44 y el número de Reynolds esaproximadamente 500, quedando la ecuación de velocidad terminal como:
( )g
glpt
gDVρ
ρρ −= 74.1 (5)
El máximo tamaño de partícula asentada por gravedad se calcula mediante la ecuación:
( )33.02
−
=glg
CRp gKDρρρ
µ , donde KCR: constante de proporcionalidad (6)
Según la ley de Stoke, cuando el número de Reynolds es menor que 2, existe una relaciónlineal entre el coeficiente de arrastre y el Número de Reynolds, el cual corresponde a un flujolaminar. Por lo tanto la ecuación 2 puede ser expresada como:
( )µ
ρρ18
488.1 2glp
tgDV −
= (7)
Esta ley se aplica para diámetros de partículas que oscilan entre 3 y 100 micrones.
14.- Consideraciones de Diseño del Separador Horizontal
A pesar de la existencia de muchos tipos de diseños del separador horizontal, los tres másimportantes se consideran a continuación: con bota decantadora, con las dos fases líquidas dentrodel cuerpo cilíndrico y con compartimientos separados.

53
14.1.- Con Bota Decantadora
Cuando en un fluido trifásico la fase líquida más pesada se encuentra en poca cantidad, seutiliza este tipo de separador. El criterio que se utiliza para diseñarlo es que la fase líquida livianaeste desprovista de la pesada.
Cuando se inicia el diseño de un separador vapor-líquido-líquido, son los primeros a tratarde diseñar debido al menor costo que representan en comparación con otros tipos, ya que sepueden diseñar con menor diámetro y longitud. A pesar que la bota decantadora representa uncosto adicional, éste es menor que si el diseño considera la fase pesada dentro del cuerpo delseparador.
En estos equipos existe un control de nivel gas-líquido en el cuerpo principal y un controlde nivel de interfase líquido-líquido en la bota decantadora.
El volumen de operación y emergencia para la fase líquida liviana está contenido en elcuerpo principal. El volumen de operación para el líquido pesado lo contiene la bota decantadora.
14.2.- Con las Dos Fases Líquidas Dentro del Cuerpo Cilíndrico
Se utiliza cuando la cantidad de fase líquida pesada es suficientemente grande para sercontenida en una bota. Esta alternativa es más costosa ya que aumenta el tamaño del separador encuanto al diámetro y longitud. El criterio a utilizar para diseñar este tipo de separador es que lafase líquida liviana esté libre de gotas de líquido pesado.
En estos equipos se tiene control de nivel gas-líquido y control de interfase líquido-líquido dentro del cuerpo cilíndrico, lo cual hace mas complicado la operación del equipo y surelación con los procesos aguas abajo. El volumen de operación y emergencia de la fase líquidaliviana así como el volumen de operación de la fase líquida pesada se encuentran dentro delcuerpo. Normalmente no se tiene volumen de emergencia para la fase líquida pesada.
14.3.- Con Compartimientos Separados
En este tipo de separador, el criterio primordial de diseño es que la fase líquida pesadaesté libre de gotas de líquido liviano. Estos equipos se les conocen como separadores de balde(bucket) y vertedero (weir), tienen fijo el nivel de líquido con respecto a la fase vapor-gas, debidoal rebosadero de fase liviana hacia el compartimiento de fase líquida liviana el cual fija dichaaltura.
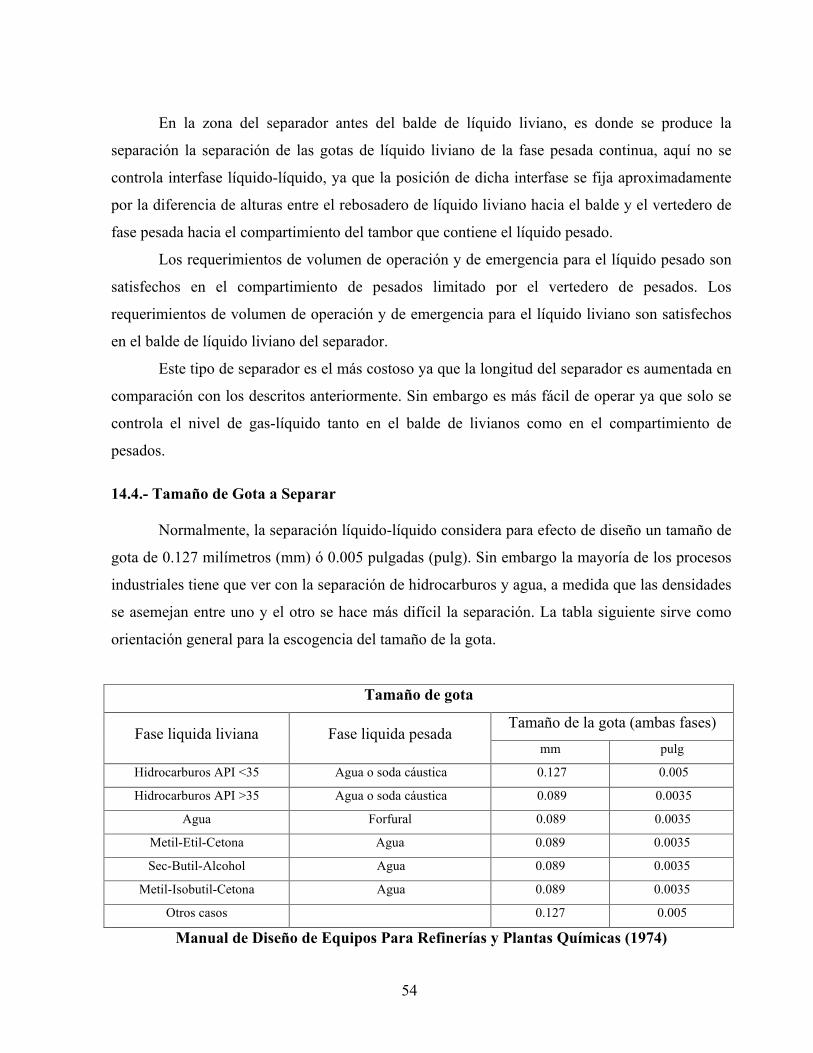
54
En la zona del separador antes del balde de líquido liviano, es donde se produce laseparación la separación de las gotas de líquido liviano de la fase pesada continua, aquí no secontrola interfase líquido-líquido, ya que la posición de dicha interfase se fija aproximadamentepor la diferencia de alturas entre el rebosadero de líquido liviano hacia el balde y el vertedero defase pesada hacia el compartimiento del tambor que contiene el líquido pesado.
Los requerimientos de volumen de operación y de emergencia para el líquido pesado sonsatisfechos en el compartimiento de pesados limitado por el vertedero de pesados. Losrequerimientos de volumen de operación y de emergencia para el líquido liviano son satisfechosen el balde de líquido liviano del separador.
Este tipo de separador es el más costoso ya que la longitud del separador es aumentada encomparación con los descritos anteriormente. Sin embargo es más fácil de operar ya que solo secontrola el nivel de gas-líquido tanto en el balde de livianos como en el compartimiento depesados.
14.4.- Tamaño de Gota a Separar
Normalmente, la separación líquido-líquido considera para efecto de diseño un tamaño degota de 0.127 milímetros (mm) ó 0.005 pulgadas (pulg). Sin embargo la mayoría de los procesosindustriales tiene que ver con la separación de hidrocarburos y agua, a medida que las densidadesse asemejan entre uno y el otro se hace más difícil la separación. La tabla siguiente sirve comoorientación general para la escogencia del tamaño de la gota.
Tamaño de gotaTamaño de la gota (ambas fases)Fase liquida liviana Fase liquida pesada
mm pulgHidrocarburos API <35 Agua o soda cáustica 0.127 0.005Hidrocarburos API >35 Agua o soda cáustica 0.089 0.0035
Agua Forfural 0.089 0.0035Metil-Etil-Cetona Agua 0.089 0.0035Sec-Butil-Alcohol Agua 0.089 0.0035Metil-Isobutil-Cetona Agua 0.089 0.0035
Otros casos 0.127 0.005Manual de Diseño de Equipos Para Refinerías y Plantas Químicas (1974)

55
14.5.- Niveles del Separador
Generalmente existen unas siglas que identifican cada uno de los niveles considerados enel diseño interno del separador, estas son:
Manual de Diseño de Proceso PDVSA MDP-03-S-03 (1995)
14.6.- Volumen de Operación de la Fase Liviana
Es el volumen de la fase liviana existente entre NAL y NBL. Este volumen consideradocomo volumen retenido de líquido liviano (light liquid surge volume o light liquid holdup) se fijade acuerdo a los requerimientos del proceso, para asegurar un control adecuado, continuidad delas operaciones en situaciones de perturbación y para proveer volumen suficiente para una paradasegura y ordenada.
14.6.1.- Tiempo de Residencia de la Fase Liviana
Corresponde al tiempo en el cual el flujo de líquido liviano puede llenar el volumen deoperación de la fase liviana en el recipiente. Frecuentemente, cuando se especifica el volumen deoperación de la fase liviana, realmente se indican los minutos que transcurren entre NAL y NBL.En inglés se conoce como “Light liquid surge time”.
14.7.- Volumen de Operación de la Fase Pesada
Corresponde al líquido pesado existente entre los niveles NAL y NBL. Este volumentambién se conoce volumen retenido de líquido pesado “heavy liquid surge volume” o “heavyliquid holdup”, se fija de acuerdo a los requerimientos del proceso para asegurar un controladecuado, continuidad de las operaciones durante perturbaciones operacionales y para proveersuficiente volumen de líquido pesado para una parada de planta ordenada y segura.
Siglas En Español Descripción Siglas en InglésNAAL Nivel alto-alto-de líquido HHLLNAL Nivel alto de líquido HLLNNL Nivel normal de líquido NLLNBL Nivel bajo de líquido LLLNBBL Nivel bajo-bajo de líquido LLLL
56
14.7.1.- Tiempo de Residencia de la Fase Pesada.
Corresponde al tiempo en el cual el flujo de líquido pesado puede llenar el volumen deoperación de la fase pesada en el recipiente. La mayoría de las veces, cuando se especifica elvolumen de la fase pesada, realmente se indica cuantos minutos deben transcurrir entre NAL yNBL, es decir “heavy liquid surge time”.
14.8.- Tiempo de Respuesta o de Intervención del Operador
Es el tiempo transcurrido por el operador desde que se emite la señal de alarma hasta quese corrija la perturbación del proceso. Este tiempo debe ser menor al contenido en los sistemasautomatizados que producirían paradas seguras de los equipos o planta aguas abajo del separador.
Debido a la no existencia de un criterio, de cual debe ser el tiempo de respuesta de unoperador, se considerará como criterio general que la respuesta de un operador es de cincominutos, lo cual quiere decir, que el tiempo de retención de líquido entre NAL y NAAL o entreNBL y NBBL será de cinco minutos como mínimo.
14.9.- Volumen de Emergencia
Es el volumen adicional que corresponde al líquido que debe satisfacer el llamado“tiempo de respuesta o intervención del operador”. Cuando se tengan interruptores o alarmas deNAAL o NBBL, se tendrán cinco minutos adicionales de tiempo de residencia de líquido porinterruptor/alarma, lo que indica, que cuando se tiene NAAL y NBBL se añaden 10 minutos detiempo de residencia, a lo cual corresponde un volumen de líquido de emergencia de 10 minutosdel máximo flujo de líquido.
14.10.- Nivel Bajo-Bajo de Líquido Liviano (o bajo cuando aplique)
Es la distancia mínima existente entre el nivel bajo-bajo de líquido liviano, (o nivel bajo sino se tiene un interruptor o alarma de nivel bajo-bajo) hasta el nivel alto de interfase, cuando lasdos fases liquidas están en el mismo compartimiento o hasta el fondo del recipiente cuando existeuna bota decantadora y es 230 mm mínimo. Este valor puede cambiar debido al requerimiento detiempo de residencia del líquido liviano, para lograr decantación exitosa del líquido pesado.

57
14.11.- Nivel Bajo de Interfase
La distancia mínima desde el nivel bajo de interfase hasta el fondo del recipiente,independientemente que esté en una bota decantadora o en un tambor con líquido pesado en elcuerpo cilíndrico es de 230 mm mínimo (9 pulg).
14.12.- Longitud Efectiva de Operación (L eff)
Es la longitud del separador requerida para que se lleve a cabo la separación vapor/gas-líquido-líquido, y se puedan tener los volúmenes requeridos de líquido, tanto de operación comode emergencia.
Cuando se trata de tambores horizontales de una sola boquilla de alimentación,corresponde a la distancia entre la boquilla de entrada y la de salida de gas, la cual es la distanciahorizontal que viaja una gota desde la boquilla de entrada hasta que se decanta totalmente y seune al líquido retenido en el recipiente.
14.13.- Distancia Mínima entre NAAL-NBBL y NAL-NBL
Se acostumbra a dejar como mínima diferencia entre el nivel NAAL-NBBL y NAL-NBL360 mm ó 14 pulgadas, lo cual supone el uso de instrumentos de nivel que puedan trabajar en eserango. Este valor podría modificarse apropiadamente en el caso de utilizarse instrumentos condesplazadores externos.
14.14.- Botas Decantadoras
La bota permite una reducción en el tamaño del recipiente, eliminando la capa de la fasepesada en el fondo del mismo. Para satisfacer las consideraciones mecánicas y económicas, losdiámetros de las botas no deberían exceder los siguientes valores:
Diámetro del Tambor (Dtamb)mm pulg Diámetro de la Bota (Dbota)
d1000 d40 0.5 Dtamb>1000<1500 >40<60 500mm (20 pulg)e1500 e60 1/3 Dtamb
58
Para seleccionar el parámetro óptimo para diseñar la bota decantadora, se utilizan lossiguientes criterios generales:
Las botas se dimensionan para que la velocidad de la fase líquida pesada seamenor a la velocidad de ascenso de las gotas de la fase líquida liviana. Lavelocidad de ascenso o de flotación de las gotas se estima usando la ecuación 7del punto “13”. El criterio de velocidad de la fase líquida pesada a usar en estedocumento, será del 85% de la velocidad de flotación de la fase líquida liviana.La distancia entre el NBL y NAL se basa en el volumen de operación requeridopara el control el cual suele ser dos minutos, o en las dimensiones del instrumentode nivel. Las distancias entre las tomas de instrumento es por lo menos 360 mm(14 pulg). Para los instrumentos de nivel con desplazador externo, la distanciamínima entre la toma superior y la pared del tambor debería ser 510 mm (20pulg).
14.15.- Análisis de Decantación de la Fase Liquida Pesada
Este análisis se realiza con la finalidad de establecer el criterio óptimo para el diseño delseparador. Para ello es necesario saber, la importancia de recuperar o desechar las fases líquidasque se acumulan en el separador. Para efecto de este trabajo de grado, se utilizará como criteriode diseño la recuperación de la fase liquida pesada que se encuentra en poca cantidad.
En un separador horizontal, al estudiar la decantación de las gotas de la fase líquidapesada o fase discontinua, en la fase líquida liviana o fase continua, se observa que la gota viajaen una dirección inclinada hacia abajo, con una componente vertical correspondiente a lavelocidad de decantación y una componente horizontal en el sentido del flujo de la corrientelíquida liviana correspondiente a la velocidad de flujo de dicha fase, la cual se calcula por ladivisión del flujo volumétrico entre el área transversal que ocupa dicha fase. Independientementedel nivel de líquido que contenga el separador se debe garantizar la separación de la fase pesada.
La separación de la fase pesada se llevará a cabo cuando el tiempo de residencia de lagota a separar, sea mayor que el tiempo requerido para decantar en la fase continua. En términosde distancia en el separador, quiere decir que, cuando la distancia horizontal que la gota recorre almomento de haber decantado totalmente, o sea, cuando toca fondo en el caso de separadores conbota decantadora o cuando llega a la interfase, en el caso de dos fases liquidas dentro del cuerpo,

59
sea menor, a la distancia horizontal entre la entrada de alimentación y la boquilla de salida delíquido liviano. Esta distancia es también conocida como longitud efectiva (L eff).
14.16.- Capacidad de Decantación en Separadores con Bota Decantadora
En este caso no existe fase liquida pesada en el cuerpo principal del separador, solo en labota decantadora. El punto de partida es un separador trifásico con un diámetro y una longitudcalculados para separación vapor-líquido solamente, donde el volumen total de líquido estacompuesto de dos volúmenes adicionales:
Volumen de operación más volumen de emergencia para la fase liquida liviana, esdecir, el volumen entre NAAL y NBBL.Volumen de líquido liviano necesario para la separación de la fase pesada, esdecir, el volumen entre NBBL y el fondo del recipiente.
Para diseñar un equipo tal como se indicó anteriormente, es necesario verificar si sedecanta la fase pesada, independientemente de donde esté el nivel operativo.
Si las gotas de la fase pesada llegan a la bota decantadora desde los niveles NAAL oNBBL, antes de llegar al extremo horizontal más alejado de la bota, entonces, dicha fase pesadase separará e irá a la bota decantadora.
El separador se revisa para saber si decanta la fase pesada de la siguiente manera:Del diseño ya obtenido, se calculan las áreas transversales de flujo de líquidoliviano, tanto para NAAL como para NBBL, y se calculan las correspondientesvelocidades de flujo de líquido liviano (VfL) dentro del recipiente con lassiguientes ecuaciones:
( )NALfonNAALfonLfL AAQV −− −= / (8)( )NBLfonNAALfonLfL AAQV −− −= / (9)( )NALfonNBBLfonLfL AAQV −− −= / (10)( )NBLfonNBBLfonLfL AAQV −− −= / (11)
donde:Afon-xxxx, es el área entre el fondo y los niveles respectivos.

60
Se calcula la velocidad de decantación de la fase liquida pesada usando laecuación (7).Se calcula la longitud horizontal que tiene que recorrer las gotas de liquido pesado(XH) con la siguiente ecuación:
lPlLH VhVX /*= (12)donde:VlL y VlP: velocidad de la fase líquida liviana y pesadah: distancia entre el fondo del recipiente y el nivel en que se esta evaluando (NAAL oNBBL)Si la longitud horizontal (XH), evaluada tanto para el nivel NAAL así como para NBBL,es menor que la distancia horizontal existente entre la boquilla de entrada de laalimentación y el extremo horizontal más alejado de la bota, se llevara a cabo laseparación de la fase pesada. Por el contrario, si XH, es menor a esa distancia, no habráseparación de la fase pesada, por lo tanto, el diseño no será satisfactorio.
CAPÍTULO III

62
CAPÍTULO IIINORMA PARA EL DISEÑO DE SEPARADORES HORIZONTALES
VAPOR-LÍQUIDO-LÍQUIDO
1.- Generalidades
La norma que se utiliza en el diseño de separadores trifásicos horizontales con botadecantadora, es el Manual de Diseño de Proceso (MDP) de Petróleos de Venezuela (PDVSA),descrito en el documento “PDVSA-MDP-03-S-05”.
En vista que la industria petrolera nacional posee una amplia experiencia en el diseño derecipientes a presión, para todas las aplicaciones de proceso, se decidió utilizar esta norma porquela misma es consecuencia del grado de experiencia que poseen los diseñadores y a lascondiciones muy particulares que caracterizan los procesos de esta industria.
2.- Alcance
Se cubrirá el cálculo de proceso de tambores separadores vapor-líquido-líquidohorizontales, principalmente para operaciones de refinación y manejo de gas en la industria,incluyendo el diseño/especificación de boquillas de proceso e internos necesarios para unaoperación confiable del equipo con respecto a la instalación donde esta presente.
Los líquidos aquí considerados se suponen esencialmente inmiscibles, aproximaciónbastante buena para las operaciones que normalmente maneja la industria, como es la separaciónde gases-hidrocarburos líquidos-agua o glycol.
3.- Metodología de Diseño
En lo sucesivo, todos los cálculos que se presentan a continuación estarán referidos aldiseño de separadores trifásicos con bota decantadora.
Paso No.1.- Ubicar la información mínima requerida para el diseño del separador según lasiguiente tabla:
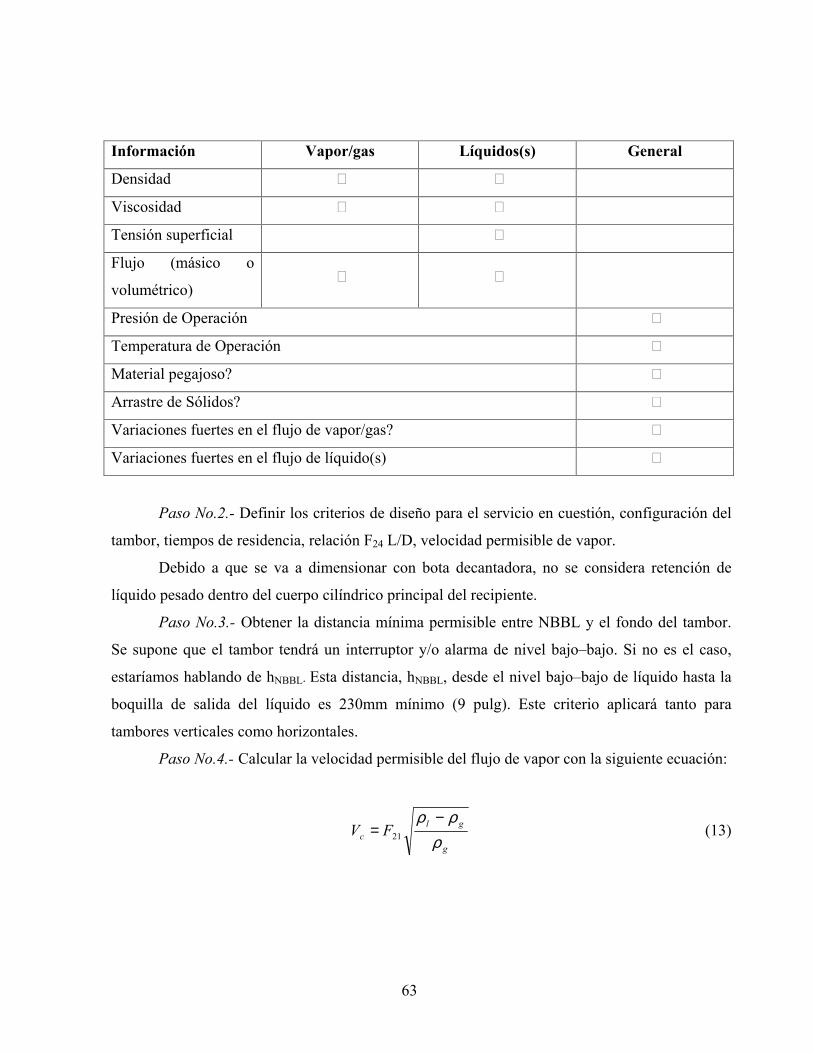
63
Información Vapor/gas Líquidos(s) GeneralDensidad � �Viscosidad � �Tensión superficial �Flujo (másico ovolumétrico) � �
Presión de Operación �Temperatura de Operación �Material pegajoso? �Arrastre de Sólidos? �Variaciones fuertes en el flujo de vapor/gas? �Variaciones fuertes en el flujo de líquido(s) �
Paso No.2.- Definir los criterios de diseño para el servicio en cuestión, configuración deltambor, tiempos de residencia, relación F24 L/D, velocidad permisible de vapor.
Debido a que se va a dimensionar con bota decantadora, no se considera retención delíquido pesado dentro del cuerpo cilíndrico principal del recipiente.
Paso No.3.- Obtener la distancia mínima permisible entre NBBL y el fondo del tambor.Se supone que el tambor tendrá un interruptor y/o alarma de nivel bajo–bajo. Si no es el caso,estaríamos hablando de hNBBL. Esta distancia, hNBBL, desde el nivel bajo–bajo de líquido hasta laboquilla de salida del líquido es 230mm mínimo (9 pulg). Este criterio aplicará tanto paratambores verticales como horizontales.
Paso No.4.- Calcular la velocidad permisible del flujo de vapor con la siguiente ecuación:
g
glc FV
ρρρ −
= 21 (13)
64
Donde: Unidades (SI) Unidades (Inglesas)
Vc, velocidad crítica del gas m/s pie/sñl, densidad del líquido a condiciones de operación kg/m3 lbs/pie3ñg, densidad del gas a condiciones de operación kg/m3 lbs/pie3F21, factor que depende de las unidades utilizadas 0.048 0.157
Paso No.5.- Calcular el área vertical requerida (Av), para el flujo de vapor por encima deNAAL, mediante la siguiente ecuación:
VVV VQA = (14)
Donde: Unidades (SI) Unidades (Inglesas)AV, área de sección transversal para el flujo de vapor m2 pie2QV, flujo de descarga de vapor m3/s pie3/sVV, velocidad del vapor permisible en el recipiente m/s pie/s
La velocidad de vapor permisible en el recipiente (VV), será un porcentaje de la velocidadcrítica de acuerdo a lo indicado en el apartado 4.6.2 de esta norma, el cual indica lo siguiente:“Para servicios en los que se permite una cantidad moderada de arrastre (es decir, hasta 5 kg delíquido por 100 kg de gas (5 lb por cada 100 lb de gas), no se requieren malla y el espacio devapor en el tambor debería ser dimensionado para 100% de velocidad crítica, al caudal normalde flujo de gas. La(s) boquilla(s) de entrada debería(n) terminar en un codo de 90° o en undistribuidor con ranuras, orientado direccionalmente hacia la tapa del cabezal más cercano deltambor. Para servicios limpios y críticos, se debería instalar en el espacio de vapor una mallahorizontal de 150 mm de espesor (6 pulg), con 80 kg/m3 (5 lb/pie3) de densidad aparente, parareducir el arrastre líquido a menos de 1 kg de líquido por 100 kg de gas (1 lb por cada 100 lb degas). Además, para los tambores de diámetros mayores de 900 mm (3 pie), se debería tener unaboquilla de entrada en cada extremo y una sola boquilla de salida central. El área del tambor yde la malla para flujo de vapor se debería dimensionar usando el 100% de la velocidad crítica, aun caudal normal de flujo de gas.
Paso No.6.- Dimensionar el tambor separador horizontal.
65
El estimado del tamaño óptimo del tambor es un procedimiento de tanteo para tamboreshorizontales. Primero, se supone un tamaño de tambor, luego se verifica si el tambor es adecuadopara el servicio. Este procedimiento se debería repetir hasta que se optimice el tamaño deltambor, ya que el objetivo es diseñar el tambor más pequeño adecuado para el servicio.
Paso 6.1.- Calcular el volumen de retención entre el NAL y el NBL (Vr1), con la siguienteecuación:
111 * rLr tQV = (15)
El volumen de operación de líquido liviano (Vr1), entre el NAL y el NBL, se obtienemultiplicando el flujo de alimentación de líquido liviano (QL1) por el tiempo de retención (tr1).
El volumen de retención de líquido liviano por tiempo de respuesta del operador alaccionarse una alarma (sea de alta o sea de baja), entre el NAAL y el NAL (o entre NBBL yNBL), se obtiene multiplicando el flujo de alimentación líquida por el tiempo de respuestasupuesto, el cual es 5 min (300 s), desde NAL hasta NAAL, y 5 min más (300 s), desde NBLhasta NBBL, entonces:
min12 10*Lr QV = (16)
En el caso que no se tengan Interruptores y/o alarmas de NBBL y NAAL, este volumenadicional es nulo.
Primer Tanteo
Paso 6.2.- Asumir un valor inicial de la relación F24 Leff/D, donde Leff es la longitudefectiva de operación, es decir, la requerida para que el proceso de separación se cumpla, la cualvaría según la presión de operación en los siguientes rangos. De acuerdo al criterio del diseñador,éste puede aproximar la longitud efectiva a la longitud tangente–tangente.ÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁ
P < 250 psig 1.5 < F24Leff/D < 3.0250 < P< 500 3.0 < F24Leff/D <4.0P > 500 4.0 < F24Leff/D <6.0
66
Paso 6.3.- Asumir un diámetro y a partir de la relación F24 Leff/D calcular laLongitud (Leff).
Paso 6.4.- Calcular el área vertical entre el NBBL y el NAAL (ANBBL-NAAL) mediante lasiguiente ecuación:
( ) effrNAALNBBL LVA =− (17)
Paso 6.5.- Calcular el área fraccional (A1’) de la sección transversal localizada entre elfondo del tambor y el NBBL (Afon–NBBL), a la altura de NBBL (hNBBL).
El término “área fraccional” se usará genéricamente como la razón de un área transversalsobre el área transversal total del tambor horizontal.
Para calcular el área fraccional de la sección transversal (A1’), se utiliza la Tabla 1 delanexo 3, en donde con el valor de R1’ = hNBBL/D, se lee el valor correspondiente a A1’. Nota: LaTabla 1 se usará para todos los cálculos subsiguientes del diámetro de tambor y del área de lasección transversal.
El término “altura fraccional” se usará genéricamente como la razón de una altura sobre eldiámetro del tambor horizontal.
Paso 6.6.- Calcular el área vertical entre el NBBL y el fondo del tambor (Afon–NBBL). Estaárea se calcula multiplicando el área fraccional de la sección transversal A1’ por el área deltambor (ATAMB). Según la siguiente ecuación:
2
24*4
= FDATAMB π (18)
TAMBNBBLfond AAA *'1=− (19)
Paso 6.7.- Calcular el área transversal entre el fondo y el NAL (Afon-NAL), con la siguienteecuación:
22
effrNBLNALNBBLfonNALfon LVAAA ++= −−− (20)
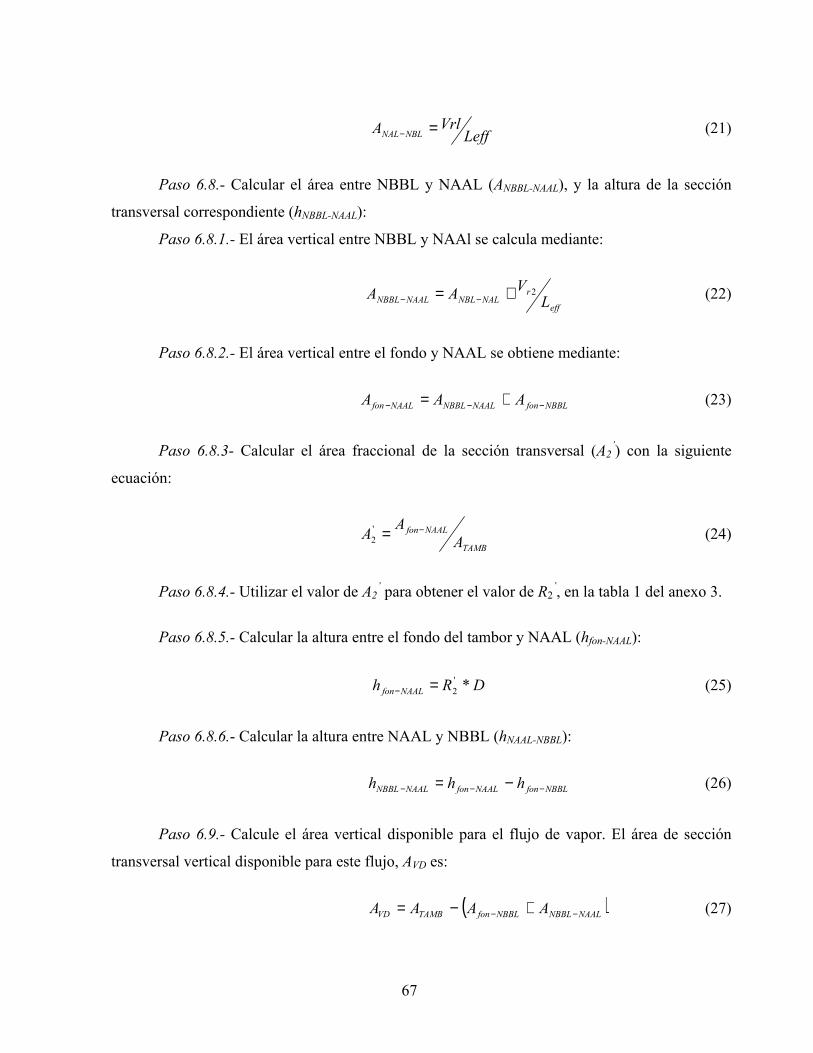
67
LeffVrlA NBLNAL =− (21)
Paso 6.8.- Calcular el área entre NBBL y NAAL (ANBBL-NAAL), y la altura de la seccióntransversal correspondiente (hNBBL-NAAL):
Paso 6.8.1.- El área vertical entre NBBL y NAAl se calcula mediante:
effrNALNBLNAALNBBL LVAA 2+= −− (22)
Paso 6.8.2.- El área vertical entre el fondo y NAAL se obtiene mediante:
NBBLfonNAALNBBLNAALfon AAA −−− += (23)
Paso 6.8.3- Calcular el área fraccional de la sección transversal (A2’) con la siguienteecuación:
TAMBNAALfon A
AA −='2 (24)
Paso 6.8.4.- Utilizar el valor de A2’ para obtener el valor de R2’, en la tabla 1 del anexo 3.
Paso 6.8.5.- Calcular la altura entre el fondo del tambor y NAAL (hfon-NAAL):
DRh NAALfon *'2=− (25)
Paso 6.8.6.- Calcular la altura entre NAAL y NBBL (hNAAL-NBBL):
NBBLfonNAALfonNAALNBBL hhh −−− −= (26)
Paso 6.9.- Calcule el área vertical disponible para el flujo de vapor. El área de seccióntransversal vertical disponible para este flujo, AVD es:
( )NAALNBBLNBBLfonTAMBVD AAAA −− +−= (27)

68
Paso 6.10.- Comparar el valor obtenido del área requerida Av (Paso 5) con el áreadisponible para el flujo de vapor (AVD). Si Av es igual a AVD, el diámetro asumido en el paso 6.2 escorrecto. Si AVD es significantemente mayor que Av, el tamaño de tambor que se asumió esdemasiado grande para el servicio, y si AVD es significativamente menor que Av, el tamaño detambor que se asumió es demasiado pequeño.
Siguientes Tanteos
De acuerdo a lo expresado en el paso 6.10, se debe repetir el procedimiento desde el paso6.2, con un valor de diámetro mayor o menor según sea el caso, hasta encontrar el valor para eldiámetro óptimo. Cuando se obtenga tal diámetro, redondear al diámetro comercial, por arriba,más cercano. Al lograr esto, se obtendrá la longitud de operación o longitud efectiva del tambor(Leff). Esta longitud, se mide desde la boquilla de entrada de alimentación, hasta el extremohorizontal más alejado de la bota decantadora.
Hasta el paso 6.10, se tendrá un diseño preliminar del separador, el cual deberá verificarsepara saber si es apropiado para la separación líquido-líquido, tal como se indica en el siguientepaso.
Paso 7.- Evaluar la capacidad de separación líquido-líquido y estimar la dimensión finaldel recipiente.
Paso 7.1.- Calcular la velocidad de decantación de la fase líquida pesada (VdlP):
( )µ
ρρ LPdlP dFV −= ** 212 (28)
5.03
87
=eSL
pG
DHVFd
Fdρ
µ(29)
5.06
=
GS
FVρ
(30)
µρCt
eVdFR ***15= (31)

69
donde:Unidades SI Unidades Inglesas
Vt, velocidad terminal de decantación (flotación) m/s pie/sd, diámetro de la gota mm pulgRe, número de Reynolds de gota AdimensionalñC, densidad de la fase continua Kg/m3 lbs/pie3ñP, densidad de la fase pesada Kg/m3 lbs/pie3ñL, densidad de la fase liviana Kg/m3 lbs/pie3µ, viscosidad de la fase continua mPas CPF12, factor que depende de las unidades utilizadas 0.545x10-3 18.4663F15, factor que depende de las unidades utilizadas 1 123.871
Paso 7.2.- Calcular la velocidad de flujo de la fase líquida liviana (VlL):
NAALfonLlL AQV
−= , para el nivel NAAL (32)
NBBLfonLlL AQV
−= , para el nivel NBBL. (33)
Paso 7.3.- Calcular la longitud horizontal que las gotas de líquido pesado tienen querecorrer (XH):
dlplLH VhVX *= (34)
donde h, es el nivel al cual se esta evaluando la operación, es decir, hfon-NAAL o hNBBL(medido desde el fondo del recipiente), y VlP, es la velocidad de decantación de la fase líquidapesada.
Si XH (evaluado tanto para NAAL, como para NBBL), es menor que Leff, habrá separaciónde la fase pesada, y el diseño del separador es satisfactorio para la decantación de la fase pesada,por lo tanto, se continua con el Paso 8.
Si XH (evaluado tanto para NAAL, como para NBBL), es mayor que Leff, no habráseparación completa de la fase pesada, por lo tanto, el diseño del separador no es satisfactoriopara la decantación de la fase pesada. Entonces, es necesario continuar con el siguiente tanteo.

70
Paso 7.4.- Aumentar el diámetro (D), usando la relación F24*Leff/D, y obtener la longitudefectiva de separación (Leff). Este tanteo tendrá fijo los valores de las áreas transversales de flujode vapor y de flujo de la fase líquido liviana (área entre NAAL y NBBL). Esto se traduce en unaumento del área transversal por debajo de NBBL, lo cual significa que habrá un mayor tiempode residencia para la separación del líquido pesado del líquido liviano y, cuando se obtenga eltamaño apropiado del tambor, tal tiempo de residencia será superior al tiempo necesario paradecantar las gotas de la fase líquida pesada.
Paso 7.5.- Calcular el área transversal del tambor (ATAMB).
Paso 7.6.- Calcular el área transversal desde NAAL hasta el fondo (Afon-NAAL), con lasiguiente ecuación:
VTAMBNAALfon AAA −=− (35)
Paso 7.7.- Calcular el área entre el fondo y NBBL (Afon-NBBL):
NAALNBBLNAALfonNBBLfon AAA −−− −= (36)
Paso 7.8.- Calcular las áreas fraccionales A1’ y A2’:
TAMBNBBLfon A
AA −='1 (38)
TAMBNAALfon A
AA −='2 (39)
Paso 7.9.- Con los valores A1’ y A2’, leer los valores correspondientes R 1’ y R 2’, de latabla 1 del anexo 3.
Paso 7.10.- Calcular el nivel bajo-bajo de líquido (hNBBL) y el nivel alto-alto de líquido(hfon-NAAL):
DRh NBBLfon *'1=− (40)

71
DRh NAALfon *'2=− (41)
Nótese que el valor fijo de hNBBL en 230 mm (9 pulgadas), cambia aquí por necesidades dela decantación.
Paso 7.11.- Calcular la longitud horizontal que las gotas de líquido pesado tienen querecorrer (XH):
dlplLH VhVX *= (42)
Paso 8.- Calcular la bota decantadora.Paso 8.1.- Calcular la velocidad de flotación de la fase dispersa liviana (VFL) en la fase
continua pesada, utilizando la ecuación siguiente:
( )µ
ρρ LPFL dFV −= ** 212 , siendo µ de la fase continua pesada. (43)
Si el valor calculado excede los 4.2 mm/s (10 pulg/min), fijar dicha velocidad de flotaciónen 4.2 mm/s (10 pulg/min).
Paso 8.2.- Calcular el diámetro de la bota (DB):
( )lLLB VQA *85.02= (44)
242/1**4 FAD BB
= π (45)
donde:AB, área transversal de la bota.QL2, flujo volumétrico de líquido pesado.
Usando la siguiente tabla de diámetros de bota, comparar el diámetro de bota obtenidocon los valores de dicha tabla. Si el valor obtenido excede el máximo allí indicado, significa queel volumen de líquido pesado es muy grande para ser manejado por una bota, y que se debecambiar el tipo de separador por uno que tenga volumen de líquido pesado dentro del cuerpo del
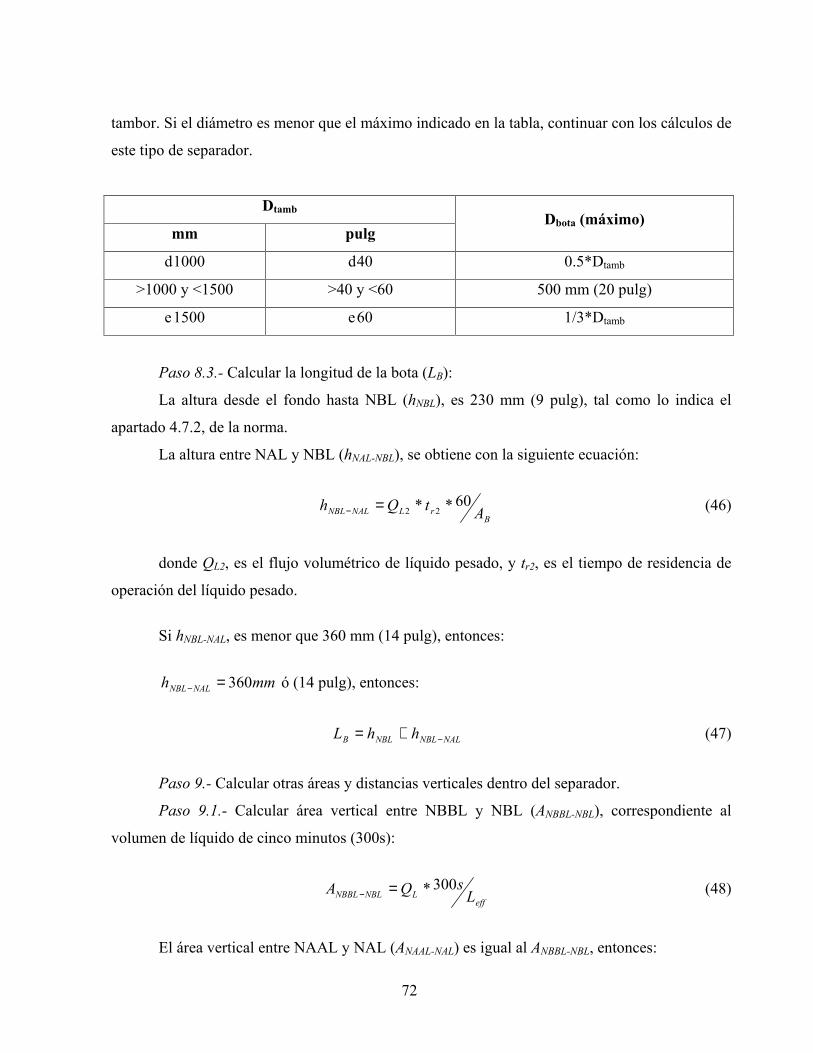
72
tambor. Si el diámetro es menor que el máximo indicado en la tabla, continuar con los cálculos deeste tipo de separador.
Dtambmm pulg Dbota (máximo)
d1000 d40 0.5*Dtamb>1000 y <1500 >40 y <60 500 mm (20 pulg)
e1500 e60 1/3*Dtamb
Paso 8.3.- Calcular la longitud de la bota (LB):La altura desde el fondo hasta NBL (hNBL), es 230 mm (9 pulg), tal como lo indica el
apartado 4.7.2, de la norma.La altura entre NAL y NBL (hNAL-NBL), se obtiene con la siguiente ecuación:
BrLNALNBL AtQh 60** 22=− (46)
donde QL2, es el flujo volumétrico de líquido pesado, y tr2, es el tiempo de residencia deoperación del líquido pesado.
Si hNBL-NAL, es menor que 360 mm (14 pulg), entonces:
mmh NALNBL 360=− ó (14 pulg), entonces:
NALNBLNBLB hhL −+= (47)
Paso 9.- Calcular otras áreas y distancias verticales dentro del separador.Paso 9.1.- Calcular área vertical entre NBBL y NBL (ANBBL-NBL), correspondiente al
volumen de líquido de cinco minutos (300s):
effLNBLNBBL LsQA 300*=− (48)
El área vertical entre NAAL y NAL (ANAAL-NAL) es igual al ANBBL-NBL, entonces:

73
NBLNBBLNALNAAL AA −− = (49)
Paso 9.2.- Calcular el área vertical entre el fondo y NBL (Afon-NBL):
NBLNBBLNBBLfonNBLfon AAA −−− += (50)
Paso 9.3.- Calcular el área vertical entre el fondo y NAL (Afon-NAL):
NALNAALNAALfonNALfon AAA −−− −= (51)
Paso 9.4.- Calcular la distancia vertical entre el fondo del tambor y NBL (hfon-NBL):
DRh NBLfon *'4=− (52)
donde Rä’, se obtiene de la tabla 1del anexo 3 con el valor de:
TAMBNBLfon A
AA −='4 (53)
Paso 9.5.- Calcular la distancia vertical entre el fondo del tambor y NAL (hfon-NAL):
DRh NALfon *'5=− (54)
donde Rä’, se obtiene de la tabla 1 del anexo 3 con el valor de:
TAMBNALfon A
AA −='5 (55)
Paso 10.- Verificar que el separador cumple con las limitaciones de distancia mínima:
Paso 10.1.- Verificar que hNBBL-NAAL sea mayor o igual a 360 mm (14 pulg):
Paso 10.1.1.- Calcular la altura entre NAAL y NBBL (hNAAL-NBBL):
NBBLfonNAALfonNBBLNAAL hhh −−− −= (56)
74
Si hNBBL-NAAL, es menor que 360 mm (14 pulg), entonces: hNAAL-NBBL = 360 mm (14 pulg).
Paso 10.1.2.-Modificar la distancia entre el fondo y NAAL (hfon-NAAL), manteniendo todaslas demás alturas que ya se han calculado:
NBBLfonNAALNBBLNAALfon hhh −−− −= (57)
Paso 10.1.3.- Aumentar el diámetro en una cantidad igual a hNBBL-NAAL y modificar Leff,acorde a la relación F24*Leff/D.
Paso 10.2.- Verificar que la altura de la zona de flujo de vapor sea mayor que 300 mm (12pulg), y el 12 % del diámetro del separador. En el caso que se cumplan estas condiciones, noalterar los cálculos realizados, de lo contrario proceder a:
Paso 10.2.1.- Aumentar la altura de la zona de vapor hasta cumplir con la condición delpaso anterior.
Paso 10.2.2.- Aumentar el diámetro en la misma proporción que aumentó la altura delflujo de vapor.
Paso 10.2.3.- No modificar las demás alturas que se calcularon.
Paso 11.- Dimensionar las boquillas de entrada y salidas de gas y líquidos
Paso 11.1.- Estimar el diámetro de la boquilla (dp): Si no se tiene el diámetro de la tuberíade entrada, y la aplicación exige tener flujo bifásico anular, seguir lo indicado en PDVSA–MDP–(Pendiente) (Consultar con MDP versión 1986, sección 14D), para obtener un diámetro queproduzca flujo anular a la entrada del recipiente. En la especificación de proceso del recipiente, sedeberá exigir que la tubería de entrada a este tambor tenga el diámetro aquí obtenido, en unadistancia de al menos cinco diámetros de boquilla medidos desde la brida de la boquilla deentrada. Si no se tiene el diámetro de la tubería de entrada, y la aplicación no exige tener flujobifásico anular, usar la siguiente tabla, para estimar el diámetro de la boquilla de entrada.
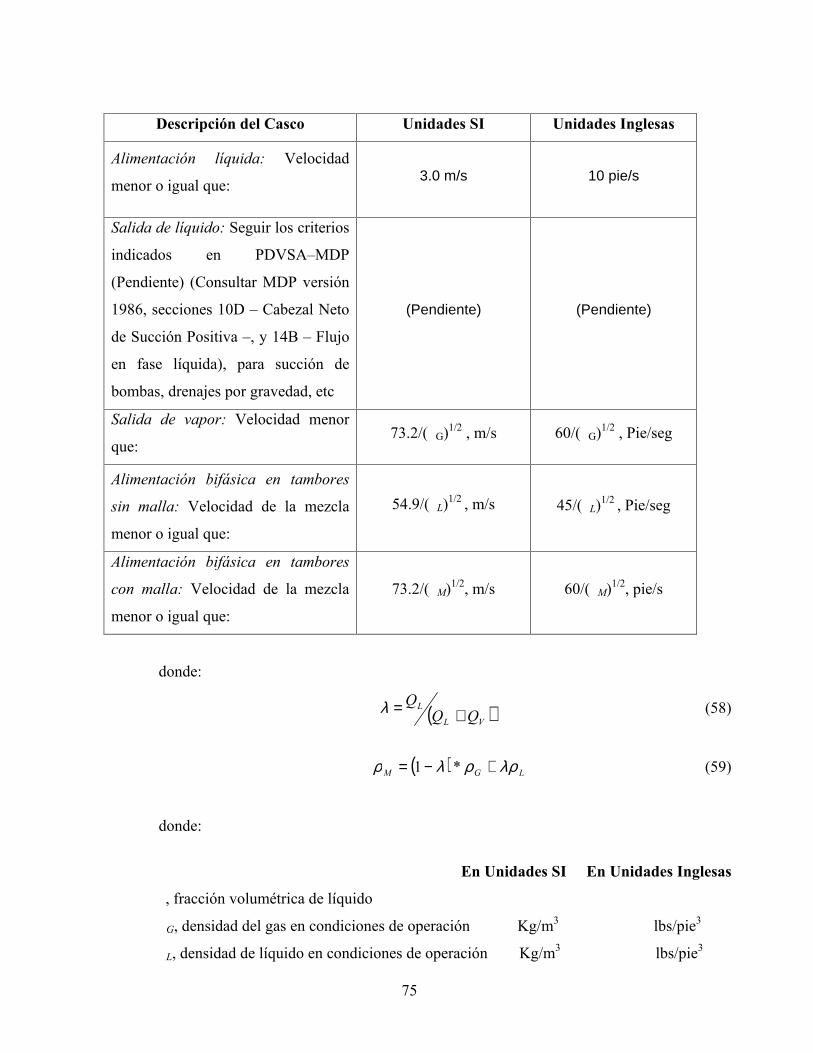
75
Descripción del Casco Unidades SI Unidades InglesasÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Alimentación líquida: Velocidadmenor o igual que:ÁÁÁ
3.0 m/s 10 pie/s
Salida de líquido: Seguir los criteriosindicados en PDVSA–MDP(Pendiente) (Consultar MDP versión1986, secciones 10D – Cabezal Netode Succión Positiva –, y 14B – Flujoen fase líquida), para succión debombas, drenajes por gravedad, etcÁÁÁÁÁÁ
(Pendiente) (Pendiente)
Salida de vapor: Velocidad menorque: 73.2/(ñG)1/2 , m/s 60/(ñG)1/2 , Pie/segÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ
Alimentación bifásica en tamboressin malla: Velocidad de la mezclamenor o igual que:
54.9/(ñL)1/2 , m/sÁÁÁÁ
45/(ñL)1/2 , Pie/seg
Alimentación bifásica en tamborescon malla: Velocidad de la mezclamenor o igual que:
73.2/(ñM)1/2, m/s 60/(ñM)1/2, pie/s
donde:
( )VLL QQQ
+=λ (58)
( ) LGM λρρλρ +−= *1 (59)
donde:
En Unidades SI En Unidades Inglesasë, fracción volumétrica de líquidoñG, densidad del gas en condiciones de operación Kg/m3 lbs/pie3ñL, densidad de líquido en condiciones de operación Kg/m3 lbs/pie3

76
ñM, densidad de la mezcla en condiciones de operación Kg/m3 lbs/pie3
Paso 11.2.- Calcular la velocidad real de la mezcla a la entrada (Ve):
220**4*P
Me d
QFVπ
= (60)
Paso 11.3.- Calcular la máxima velocidad de la mezcla a la salida de la boquilla deentrada, para separadores horizontales considerando lo siguiente:
Paso 11.3.1.- Boquilla de Entrada con Codo de 90°, se usa la ecuación:
2/12
**
*
=
L
GG
es
f
FV
ρρµ
σ (61)
Sin embargo, para este caso, X (Figura 2 del anexo 2) es la distancia desde la boquillahasta la tapa más cercana del tambor. Con una combinación de malla vertical y horizontal, lavelocidad máxima permisible de la mezcla es cinco veces el valor calculado usando la ecuaciónanterior.
Sin malla vertical (con o sin malla horizontal), la velocidad de la mezcla máximapermisible es dos veces el valor calculado usando la ecuación anterior.
Paso 11.3.2.- Distribuidores con ranuras u orificios. Se usa la ecuación que aplica entrelas siguientes:
2/12/12
*
*
=
XS
FVran
L
GG
es
ρρµ
σ , para 5≤ranSX (62)
2/12/14
*
*
=
XS
FVran
L
GG
es
ρρµ
σ , pararanSX >5 (63)
77
2/12/15
*
*
=
Xd
FVh
L
GG
es
ρρµ
σ , parahdX >5 (64)
Sin embargo, en este caso, X es la distancia desde el distribuidor hasta la tapa más cercanadel tambor, ver figura 2 anexo 2. Con una combinación de malla vertical y horizontal, lavelocidad de la mezcla máxima permisible es cinco veces el valor calculado usando la ecuaciónapropiada. Sin malla vertical (con o sin malla horizontal), la velocidad de la mezcla máximapermisible es dos veces el valor calculado usando la ecuación apropiada:
donde:En Unidades SI En Unidades Inglesas
Ves, Velocidad máxima de la mezcla a la salidade la boquilla de entrada, tal que no ocurraarrastre en la superficie del líquido m/s pie/sf, Factor de disipación de la velocidad del chorro(jet). Como se muestra en la figura 44., f es unafunción de la distancia X (la cual es la distanciaentre la boquilla de entrada y la superficie dechoque), y del diámetro de la boquilla de entrada dp Adimensionalh, Distancia desde la parte inferior de la boquilla deentrada al nivel alto–alto de líquido (NAAL) mm pulgdP, diámetro de la boquilla de entrada mm pulgdh, diámetro del orificio mm pulgSran, altura de la ranura. Usualmente, las ranurasson estrechas y largas. La altura de la ranura es ladimensión más estrecha mm pulgX, distancia desde la boquilla de entrada, hastala superficie de choque (Ver Figura 44.). Paratambores verticales con boquillas de entradasimple, X es el diámetro del tambor. X es

78
igual a h para tambores verticales condistribuidores ranurados (o con orificios),o codos de 90 °. mm pulgµG, viscosidad del gas a condiciones de operación mPas cpñG, densidad del gas a condiciones de operación Kg/m3 lbs/pie3ñL, densidad del líquido a condiciones de operación Kg/m3 lbs/pie3ó, tensión superficial del líquido a condiciones deoperación mN/m mN/mF2, factor que depende de las unidades usadas 1.62x10-4 5.3x10-4F4, factor que depende de las unidades usadas 7.0x10-5 2.3x10-4F5, factor que depende de las unidades usadas 3.05x10-5 1.0x10-4
Paso 12.- Calcular la longitud tangente a tangente del separador.
Conociendo el tamaño de la(s) boquilla(s) de entrada y de salida de gas, se tiene que lalongitud tangente a tangente del tambor (L) es la suma, en unidades consistentes, de Leff y todoslos tamaños nominales de las boquillas de entrada y de salida de gas, más tolerancias mecánicasde construcción.
Paso 13.- Diseñar la malla separadora de gotas considerando los siguientes criterios:
Paso 13.1.- Criterio para tambores separadores horizontales con y sin malla horizontal.Para servicios en los que se permite una cantidad moderada de arrastre (es decir, hasta 5
kg de líquido por 100 kg de gas (5 lb por cada 100 lb de gas), no se requieren malla y el espaciode vapor en el tambor debería ser dimensionado para 100% de velocidad crítica, al caudal normalde flujo de gas. La(s) boquilla(s) de entrada debería(n) terminar en un codo de 90° o en undistribuidor con ranuras, orientado direccionalmente hacia la tapa del cabezal más cercano deltambo. Para servicios limpios y críticos, se debería instalar en el espacio de vapor una mallahorizontal de 150 mm de espesor (6 pulg), con 80 kg/m3 (5 lb/pie3) de densidad aparente, parareducir el arrastre líquido a menos de 1 kg de líquido por 100 kg de gas (1 lb por cada 100 lb degas). Además, para los tambores de diámetros mayores de 900 mm (3 pie), se debería tener unaboquilla de entrada en cada extremo y una sola boquilla de salida central. El área del tambor y de
79
la malla para flujo de vapor se debería dimensionar usando el 100% de la velocidad crítica, a uncaudal normal de flujo de gas.
Paso 13.2.- Criterio para tambores separadores horizontales con mallas verticales yhorizontales.
Para servicios limpios en los que el arrastre de líquido debería ser reducido a menos de 1kg de líquido por 100 kg de gas (1 lb por cada 100 lb de gas), la velocidad del vapor en el espaciode vapor del tambor se puede incrementar en 25% (hasta 125% de Vc), si se instalan dos mallaverticales y uno horizontal en el espacio de vapor. El tambor debería tener una boquilla deentrada en cada extremo, terminando en un codo de 90° o un distribuidor ranurado, y una solaboquilla central de salida. Se debería colocar una malla vertical de 150 mm (6 pulg) de espesor y80 kg/m3 (5 lb/pie3), en la mitad del espacio existente entre cada boquilla de entrada y la mallahorizontal de 150 mm (6 pulg) de espesor y 80 kg/m3(5 lb/pie3). La malla vertical debería cubrirel área para el flujo de vapor y se debería extender por lo menos 150 mm (6 pulg) por debajo delnivel de líquido bajo. El área del flujo de vapor (en el tambor y a través de la malla) se deberíadimensionar para el 125% de la velocidad crítica, a un caudal normal flujo de gas. Los tamboreshorizontales con mallas verticales y horizontales son más pequeños que los tambores horizontalescon malla horizontales. Sin embargo, para tambores pequeños de baja presión, los ahorroslogrados al usar un diámetro menor podrían ser compensados por el costo adicional de usar unamalla vertical.
Paso 13.3.- Calcular el área de la malla (Amalla).Conociendo el criterio a emplear, según los dos pasos anteriores, calcular la velocidad
permisible de gas (Vv) como un porcentaje de la velocidad crítica. Luego, obtener el árearequerida de malla con la ecuación siguiente:
VVmalla VQA = (65)
Paso 13.4.- Seleccionar el espesor y densidad de la malla, según los criterios indicados enlos pasos 13.1.
Paso 13.5.- Calcular el ancho de la malla cuadrada (amalla):
80
( ) 2/125 mallamalla AFa = (66)
Paso 13.6.- Calcular la distancia mínima permisible (ho) entre el tope de la malla y laboquilla de salida del gas, usando la siguiente ecuación: la Ec.(5a), en el aparte 4.6.4
2*8 omalla
odDFh −
= (67)
donde:En Unidades SI En Unidades Inglesas
ho, distancia mínima del tope de la mallaa la boquilla de salida del gas mm pulgDmalla, lado más largo de una malla rectangular mm piedo, diámetro de boquilla de salida mm pulgF8, factor que depende de las unidades usadas 1 12
Si la distancia es impráctica, se debería usar un recolector de gas con ranuras. Con unrecolector de gas con ranuras, se debería usar una malla rectangular, ver Figura 1 del anexo 1.Las ranuras se dimensionarán usando la ecuación de caída de presión presentada en PDVSA–MDP (Pendiente: usar antigua sección 14 del MDP), con un coeficiente de descarga de 0.6, conuna caída de presión permisible de 1 a 7 pulg de agua (3.4 a 23.7 kPa). La distancia verticalmínima permisible entre el tope de la malla y la abertura de la ranura más cercana a la mallaviene dada por el valor mayor entre los dos calculados por las ecuaciones siguientes:
2
*8 ranSmalla
o
SNLF
h−
= (68)
( )2
8 rranmallao
NLSFh −= (69)
donde:En unidades SI En Unidades Inglesas
ho, distancia mínima desde el tope de lamalla hasta el borde más cercano de la

81
ranura en el recolector externo mm pulgLmalla, lado más largo de la malla rectangular mm pieNS, número de ranuras por fila mm pulgSmalla, lado más corto de la malla rectangular mm pieLran, lado más largo de la ranura rectangular mm pulgSran, lado más corto de la ranura rectangular mm pulgNr, número de filas de ranuras en recolector de gas
Paso 13.7.- Calcular la distancia vertical disponible entre la malla y NAAL (hmalla-NAAL):
( ) mallaoNAALfonNAALmalla ehhDh −−−= −− (70)
Nota: el hmalla–NAAL mínimo requerido es de 300 mm (12 pulg), para prevenir un salpicadoexcesivo en la malla.
Paso 13.8.- Verificar si el espacio de vapor es adecuado para montar una malla.Calcule la distancia de la cuerda (h) disponible para instalar la malla, usando la Tabla 1
del anexo 3 o directamente por medio de la siguiente ecuación:
( )
−−
−= −−
−NAALfonNAALmall hhDDsenDh *21cos* 1 (71)
Paso 14.- Seleccionar el tipo de rompe-vórtice de acuerdo a los siguientes estándares:Paso 14.1.- Los estándares PDVSA a seguir para la inclusión de rompe–vórtices en los
recipientes, son los siguientes: PDVSA–MID–10603.2.308 PLANCHA TÍPICA ROMPE–VÓRTICE y PDVSA–MID–10603.2.309 ROMPE–VóRTICES TIPO REJILLA.
Paso 14.1.1.- La plancha rompe-vórtice es una placa circular plana horizontal, que seinstala sobre la boquilla de salida de líquido. Es el rompe vórtice más económico de los usadospor PDVSA, y en la mayoría de los casos puede utilizarse. Deberá localizarse, al menos, mediodiámetro de boquilla de salida por debajo del mínimo nivel de líquido (NBL o NBBL, cuandoaplique), y la altura desde el fondo del recipiente deberá ser un tercio del diámetro de boquilla desalida. Cuando el diámetro de la boquilla de salida de líquido es más grande que un 15–20% deldiámetro del recipiente, o cuando se tienen salidas múltiples de líquido, la placa rompe vórticepuede no ser práctica, y se recomienda usar el rompe–vórtice tipo rejilla.

82
Paso 14.1.2.- El rompe–vórtice tipo rejilla, consiste en tres láminas horizontalescuadradas de rejilla, del mismo tipo que se usa en plataformas de acceso en plantas, y es el másefectivo disponible: se recomienda cuando es difícil colocar una placa rompe–vórtice (boquillamuy grande de salida de líquido), o cuando se tienen salidas múltiples de líquido. Es más costosoque el rompe–vórtice tipo placa.
CAPÍTULO IV
84
CAPÍTULO IVDISEÑO DE SEPARADOR TRIFÁSICO CON BOTA DECANTADORA
El diseño del separador se desarrolla tomando en cuenta los siguientes criterios:Aplicación: Planta de separación de líquidos por refrigeración mecánica e inyección de
glicol.Sistema: Se considera un sistema enfriador- separador, donde las condiciones del gas y
las condiciones de presión y temperatura a la entrada del enfriador y en el separador sonconocidas
Paso No.1.- Información mínima requerida para el diseño del separadorEsta información se ha obtenido del cálculo de las propiedades físicas y termodinámicas
del proceso y puede verse en la hoja de cálculo anexa.
Paso No.2.- Criterios de diseño para el servicio en cuestión, configuración del tambor,tiempos de residencia, relación F24 L/D, velocidad permisible de vapor.
Configuración: HorizontalTiempo de residencia: Tr1=2min
Información Vapor/gas Líquido GeneralDensidad (lb/pie3 ) 2,5171 33,57Viscosidad (cp ) 0,15
Tensión superficial (Nm/m) 12,5Flujo másico ( lb/min ) 2289,0030 2081,3052
Flujo Volumétrico (pie3/s) 15,1561 66,8376Presión de Operación 600Temperatura de Operación -35Material pegajoso? NOArrastre de Sólidos? NOVariaciones fuertes en el flujo de vapor/gas? NOVariaciones fuertes en el flujo de líquido(s) NO

85
La velocidad permisible del vapor se asume 100% de la velocidad críticaPaso No.3.- Distancia entre NBBL y el fondo del tambor.hNBBL= 9 pul.
Paso No.4.- La velocidad permisible del flujo es
g
glv FV
ρρρ −
= 21
517,2517,2180,33157,0 −=vV
=vV 0,548 pie/s.
Paso No.5.- Área de vapor requerida, para el flujo de vapor por encima de NAAL
VVV VQA =
548,0156,15=VA
659.27=VA pie2
Paso No.6.- Dimensionamiento del tambor separador horizontal.
Paso 6.1.- Cálculo del volumen de retención de operación de líquido liviano y por tiempode respuesta del operador.
Volumen de operación de líquido liviano entre el NAL y el NBL111 * rLr tQV =
2*722,621 =rV445,1251 =rV pie3
Volumen de retención de líquido liviano por tiempo de respuesta del operador, entre elNAAL y el NAL y desde el NBL hasta el NBBL.

86
10*722,622 =rV225.6272 =rV pie3
Paso 6.2.- Asumimos un valor inicial de la relación F24 Leff/D = 5, ya que la presión deoperación del separador es de 600 psia.ÁÁÁ
Paso 6.3.- Debido a que el área de vapor disponible debe ser igual o mayor que el área devapor requerida, se asume un diámetro de tambor inicial igual a 5 pie y mediante un procesoiterativo se obtiene que el diámetro de tambor que cumple con este requerimiento es igual a 8pie;procedemos entonces al cálculo de la longitud efectiva.
24
5FDLeff ×=
185×=effL
40=effL pie
Paso 6.4.- Cálculo del área vertical entre el NBBL y el NAAL
( ) effrNAALNBBL LVA =−
( ) 40670.752=−NAALNBBLA
( ) 107.30=−NAALNBBLA pie2
Paso 6.5.- Calculo del área fraccional de la sección transversal localizada entre el fondodel tambor y el NBBL.
DhR NBBLl ='
( )8129' =lR
0938.0' =lR , con este valor entramos a la tabla Nº 1 del Anexo 3 y obtenemos el valordel área fraccional de la sección transversal

87
0475.0'1 =A
Paso 6.6.- Calcular el área vertical entre el NBBL y el fondo del tambor2
24*4
= FDATAMB π
( )218*4π=TAMBA
265.50=TAMBATAMBNBBLfond AAA *'1=−
TAMBNBBLfond AAA *'1=−
265.500475.0 ×=−NBBLfondA3876.2=−NBBLfondA pie2
Paso 6.7.- Calculo del área transversal entre el fondo y el NAL
LeffVA rNBLNAL 1=−
40449.125=−NBLNALA136.3=−NBLNALA pie2
22
effrNBLNALNBBLfonNALfon LVAAA ++= −−−
240225.627136.3387.2 ++=−NALfonA
364.13=−NALfonA pie2
Paso 6.8.- Cálculo del área entre NBBL y NAAL, y la altura de la sección transversalcorrespondiente.
Paso 6.8.1.- Cálculo del área vertical entre NBBL y NAAL
effrNALNBLNAALNBBL LVAA 2+= −−

88
40225.627136.3 +=−NAALNBBLA
816.18=−NAALNBBLA pie2
Paso 6.8.2.- El área vertical entre el fondo y NAAL se obtiene mediante:NBBLfonNAALNBBLNAALfon AAA −−− +=
387.2816.18 +=−NAALfonA204.21=−NAALfonA pie2
Paso 6.8.3- Cálculo del área fraccional de la sección transversal
TAMBNAALfon A
AA −='2
265.50204.21'2 =A
4218.0'2 =A
Paso 6.8.4.- Utilizamos el valor de A2’ para obtener el valor de R2’, en la tabla 1 del anexo3.
4218.0'2 =A , con este valor entramos a la tabla Nº 1 del Anexo 3 y obtenemos el valor
de R2’440.0'2 =R
Paso 6.8.5.- Cálculo de la altura entre el fondo del tambor y NAALDRh NAALfon *'2=−
8*440.0=−NAALfonh520.3=−NAALfonh pie
Paso 6.8.6.- Calcular la altura entre NAAL y NBBL (hNAAL-NBBL):NBBLfonNAALfonNAALNBBL hhh −−− −=
( )129520.3 −=−NAALNBBLh770.2=−NAALNBBLh pie.

89
Paso 6.9.- Cálculo del área vertical disponible para el flujo de vapor.( )NAALNBBLNBBLfonTAMBVD AAAA −− +−=
( )167.18387.2265.50 +−=VDA061.29=VDA pie2
Paso 7.- Cálculo de la capacidad de separación líquido-líquido y dimensionamiento finaldel recipiente.
Paso 7.1.- Diámetro de la gota.Asumiendo un diámetro de la gota de 0.005 pulg.
Paso 7.2.- Cálculo de la velocidad de flujo de la fase líquida liviana para los nivelesdesde el fondo hasta el NAAL y el NBBL
NAALfonLlLNAAL AQV
−=
204,21*60722,62=lLNALLV
0493,0=lLNAALV pie/s.
NBBLfonLlLNBBL AQV
−=
387,.2*60722,62=lLNBBLV
437.0=lLNBBLV pie/s.
Paso 7.3.- Cálculo de la longitud horizontal que las gotas de líquido pesado tienen querecorrer.
dlplLNAALHNAAL VhVX *= donde h es el nivel hfon-NAAL
1131,0520.3*0493,0=HX
533.1=HNAALX pie
dlplLNBBLHNBBL VhVX *= donde h es el nivel hfon-NBBL

90
( )1131.0
129437,0 ×=HX902,2=HNBBLX pie
Paso 8.- Cálculo de la bota decantadora.
Paso 8.1.- Cálculo la velocidad de flotación de la fase dispersa liviana (VFL) en la fasecontinua pesada
( )µ
ρρ LPFL dFV −= ** 212 , siendo µ de la fase continua pesada.
( )250
180,33943.69*005,0*4663,18 2 −=FLV0000687,0=FLV pie/s.
Como el valor calculado es muy pequeño asumimos 4.2 mm/s (0.0139 pie/s)
Paso 8.2.- Cálculo del diámetro de la bota decantadora
( )FLlp
B VQA *85.0=
( )0139,0*85.0*60580,0=BA
8211.0=BA pie2
242/1**4 FAD BB
= π
( ) 1*8211.0*4 2/1π=BD
022.1=BD pie
Como el diámetro del tambor es mayor a 60 pulg. El diámetro de la bota tiene que tenerun máximo de un tercio del diámetro del tambor; se tiene entonces:
Dtamb Dtamb/3 Dbota8,00 2.667 1.022

91
Paso 8.3.- Cálculo de la longitud de la bota.La altura desde el fondo hasta NBL (hNBL), es 9 pulgLa altura entre NAL y NBL se obtiene con la siguiente ecuación:
BrlpNALNBL AtQh 60** 2=−
022.160*2*5804.0=−NALNBLh4137,1=−NALNBLh pie (16,965 pulg.)
NALNBLNBLB hhL −+=
965,169 +=BL965,25=BL pulg.
Paso 9.- Cálculo de áreas y distancias verticales dentro del separador.Paso 9.1.- Cálculo del área vertical entre NBBL y NBL, correspondiente al volumen de
líquido de cinco minutos (300s).
effllNBLNBBL LsQA 300*=−
40*60300*722.62 segA NBLNBBL =−
840.7=−NBLNBBLA pie2
NBLNBBLNALNAAL AA −− = =7.840 pie2
Paso 9.2.- Cálculo del el área vertical entre el fondo y NBL.NBLNBBLNBBLfonNBLfon AAA −−− +=
840.7387.2 +=−NBLfonA227.10=−NBLfonA pie2
Paso 9.3.- Calculo del área vertical entre el fondo y NAL.NALNAALNAALfonNALfon AAA −−− −=
840.7204.21 −=−NALfonA
92
364.13=−NALfonA pie2
Paso 9.4.- Cálculo de la distancia vertical entre el fondo del tambor y NBL.
TAMBNBLfon A
AA −='4
265.50227.10'4 =A
203.0'4 =A
Con el valor de A’4 se obtiene el valor de R’4 de la tabla Nº 1 del anexo 3.DRh NBLfon *'4=−
8*2560,0=−NBLfonh048.2=−NBLfonh pie
Paso 9.5.- Calculo de la distancia vertical entre el fondo del tambor y NAL.
TAMBNALfon A
AA −='5
265.50364.13'5 =A
2659,0'5 =A
Con el valor de A’5 se obtiene el valor de R’4 de la tabla Nº 1 del anexo 3.
DRh NALfon *'5=−
8*312,0=−NALfonh496,2=−NALfonh pie
Paso 10.- Verificamos que el separador cumple con las limitaciones de distancia mínima:
Paso 10.1.- Verificamos que hNBBL-NAAL sea mayor o igual a 14 pulg.
Paso 10.1.1.- Calculo de la altura entre NAAL y NBBL.

93
NBBLfonNAALfonNBBLNAAL hhh −−− −=
)12/9(520,3 −=−NBBLNAALh770,2=−NBBLNAALh pie
Paso 10.2.- Verificamos que la altura de la zona de flujo de vapor sea mayor 12 pulg, y el20 % del diámetro del separador.
NAALfonV hDh −−=
520.38 −=Vh480.4=Vh pie ( 53.76 pulg. )
20%D=1,6 pieSe cumple que hv >12” y >20%D
Paso 11.- Dimensionamiento de las boquillas de entrada y salidas de gas y líquidosPaso 11.1.- Cálculo de el diámetro de la boquilla de entrada y salida de gas y líquidosAsumiendo una velocidad a la entrada de la boquilla de alimentación de:
( ) 2/160M
Veρ
=
( )VLL QQQ
+=λ
( )364,909302,63302,63
+=λ
0651,0=λ
( ) LGM λρρλρ +−= *1( ) 180,33*0651,05171,2*0651,01 +−=Mρ
512,4=Mρ lbs/pie3
( ) 2/160M
eV ρ=
( ) 2/1512,460=eV
244,28=eV pie/s.

94
e
Mp V
QFd **4*20
π=
( )244,28*
364,909302,63*4*144π
+=pd
258,10=pd pulg.
Cálculo de la boquilla de salida de gas.
( ) 2/160g
gV ρ=
( ) 2/1517,260=gV
817,37=gV pie/s.
g
go V
Qd **4
π=
817,37*156,15*4
π=od
7143,0=od pie
Cálculo de la boquilla de salida de líquido.Asumiendo la velocidad de salida de líquido, Vsl= 4pie/seg., tenemos:
sl
lls V
Qd **60*4*12π
=
4**60722,62*4*12
π=sd
922,6=sd pulg.
Paso 11.3.- Cálculo de la máxima velocidad de la mezcla a la salida de la boquilla deentrada, para separadores horizontales considerando lo siguiente:
Paso 11.3.1.- Boquilla de Entrada con Codo de 90°, se usa la ecuación:

95
2/12
**
*
=
L
GG
E
f
FV
ρρ
µ
σ
f, factor de disipaciónX, distancia desde la boquilla de entrada hasta la superficie de choque, ver figura 2 del
anexo 2.
Considerando X= 18 pulg. y según la figura 44 , f = 0.92
2/1
4
180,335171,2*0100,0*92,05,12*310,5
=−
EV
618,2=EV pie/s.
Paso 12.- Cálculo la longitud tangente a tangente del separador.L= Longitud tangente a tangente sin considerar las tolerancias de construcción.Leff = Longitud efectiva de separaciónL1, L2= Distancia del centro al extremo en función del tamaño nominal de la boquilla, ver
tabla 2 del anexo 4.Leff =40pieL1= 12 pulg., según el diámetro de boquilla de entradaL2= 10 pulg., según el diámetro de boquilla de salida de gas.
21 LLLeffL ++=
( ) ( )12/1012/1240 ++=L833.41=L pie .
Paso 13.- Diseño de la malla separadora de gotas.
Paso 13.1.- El diseño esta hecho bajo el criterio de tambores horizontales con y sin mallahorizontal.
Paso 13.3.- Cálculo del área de la malla.

96
VVmalla VQA =
5480,0156,15*25,1=mallaA
658.27=mallaA pie2
Paso 13.4.- Selección de el espesor y densidad de la malla
Paso 13.5.- Cálculo del ancho de la malla cuadrada
( ) 2/125 mallamalla AFa =
( ) 2/1658.27*12=mallaa110.63=mallaa pulg.
Paso 13.6.- Cálculo de la distancia mínima permisible entre el tope de la malla y laboquilla de salida del gas.
2*8 omalla
odDFh −
=
2572,8110,63 −=oh
269,27=oh pulg.
Paso 13.7.- Calculo de la distancia vertical disponible entre la malla y NAAL( ) mallaoNAALfonNAALmalla ehhDh −−−= −−
( ) )12/6(12269.2752,38 −−−=−NAALmallah
707,1=−NAALmallah pie
Paso 13.8.- Verificar si el espacio de vapor es adecuado para montar una malla.
( )
−−
−= −−
−NAALfonNAALmall hhDDsenDh *21cos* 1

97
( )
−−
−= − 52,3707.18*8
21cos*8 1senh
261.7=h pie
Paso 14.- Selección del tipo de rompe-vórtice.Como el diámetro de la boquilla de salida de líquido es menor que el 15–20% del
diámetro del recipiente, se selecciona una plancha típica rompe-vértices.
98
CONCLUSIONES
Para llevar a cabo este trabajo de grado se efectuó un análisis minucioso de las normasdisponibles para el diseño de separadores trifásicos horizontales con bota decantadora, de lascuales se derivan las siguientes conclusiones.
La norma apropiada para el diseño de separadores trifásicos horizontales con botadecantadora, es el Manual de Diseño de Proceso (MDP) de Petróleos de Venezuela(PDVSA), descrito en el documento “PDVSA-MDP-03-S-05”. Es importante destacarque debido a las circunstancias especiales que atraviesa actualmente la industria petroleranacional ha sido imposible disponer de esta norma y por lo tanto se utilizaron otrosdocumentos basados en ella.
La norma “PDVSA-MDP-03-S-05”, contempla el diseño de separadores desde el puntode vista operacional, por lo tanto, las dimensiones del separador calculadas en éstetrabajo de grado no representa las dimensiones finales del mismo.
El diseño de separador trifásico horizontal con bota decantadora es apropiado paraprocesos de extracción de líquidos del gas natural en plantas donde se utilizan técnicas derefrigeración mecánica y en donde el volumen de la fase líquida pesada represente hastaun 2% la fase líquida liviana.
La metodología de cálculo desarrolladas en éste trabajo de grado es aplicable para casosreales de diseño de separadores trifásicos horizontales con bota decantadora.
El uso de ésta norma permite diseñar separadores con las mismas característicasdimensionales para diferentes aplicaciones.
Las condiciones del fluido consideradas en éste trabajo de grado son apropiadas para eldiseño del separador trifásico con bota decantadora.
99
El diámetro mínimo del tambor para el tiempo de retención de 2 minutos no varían con elnúmero de boquillas de entrada.
El diámetro mínimo del tambor para el tiempo de retención de 20 minutos no varía con elnúmero de boquillas de entrada.
El diámetro del separador no aumenta proporcionalmente con los tiempos de retención.
La fase líquida pesada decantara en la bota, independientemente que se diseñe elseparador con una o dos boquillas de entrada.
En el cálculo de la longitud total del separador, no están consideradas las toleranciasmecánicas de construcción.
Los diámetros calculados tanto para el separador como para las boquillas no sondiámetros comerciales.
Las dimensiones resultantes de la bota decantadora son adecuadas para manejar elvolumen de la fase pesada calculadas en éste trabajo de grado.
100
RECOMENDACIONES
Se recomienda utilizar la norma ASME Sección VIII División I para calcular lasdimensiones finales del separador, así como, tipo y espesor de material, accesorios ytambién costo de fabricación.
Se recomienda verificar la metodología de cálculo utilizada en éste trabajo de grado conel documento original de la norma “PDVSA-MDP-03-S-05”.
Se recomienda realizar un estudio de factibilidad económica o ambiental, para determinarsi el costo del separador con bota decantadora compensa el costo de recuperación dellíquido pesado (Glycol).
Para seleccionar un separador comercial es necesario consultar el catalogo del fabricantey elegir el diámetro de separador inmediatamente superior al diámetro calculado en éstetrabajo de grado.
En caso que las dimensiones del separador calculadas en éste trabajo de grado sean muygrandes y no puedan ser fabricadas, se recomienda rediseñar el separador dividiendo elcaudal de entrada, hasta que los diámetros de los separadores se ajusten a los estándaresde fabricación.
Calcular la boquilla de salida de líquido pesado en la bota decantadora.
Se recomienda consultar las normas “PDVSA–MID–10603.2.308 PLANCHA TÍPICAROMPE–VÓRTICE y PDVSA–MID–10603.2.309 ROMPE–VóRTICES TIPOREJILLA”, para seleccionar el tipo de rompe-vortice a utilizar en éste diseño.

101
REFERENCIAS BIBLIOGRAFICAS
Campbell, J. (1998) Gas Conditioning and Processing, Volumen 2, 7ma Edición. CampbellPetroleum Series 1215 Crossroads Blvd. Norman, Oklahoma 73072.
Gas Processors Suppliers Association, GPSA. (1994) Engineering Data Book. Volumen I,10ma Edición. Gas Processors Association 6526 East 60th Street Tulsa, Oklahoma 74145.
Gas Processors Suppliers Association, GPSA. (1994) Engineering Data Book. Volumen II,10ma Edición. Gas Processors Association 6526 East 60th Street Tulsa, Oklahoma 74145.
Gas Processors Suppliers Association, GPSA. (1998) Engineering Data Book. Volumen I,11ma Edición. Gas Processors Association 6526 East 60th Street Tulsa, Oklahoma 74145.
Exxson Company, U.S.A. (1981) Oil & Gas Facilities School. Volumen III. Exxson Company,U.S.A, U.S.A.
Ludwing, E. (1977) Applied Process Design For Chemical and Petrochemical Plants. Volumen I,2da Edición. Gulf Publishing Company, Houston, Texas.
Evans Jr, F. (1974) Equipment Design Handbook for Refineries and Chemical Plants. Volumen2. Gulf Publishing Company, Houston, Texas.
Juárez Pineda, L (2001) Diseño de un Depurador Ciclónico para Múltiples de LevantamientoArtificial por Gas. Trabajo de Grado. División de Postgrado. Facultad de Ingeniería. Universidaddel Zulia. Maracaibo, Venezuela.
ANEXOS

ANEXO 1
Figura 1. Recolectores de gases. (GPSA, 2002)

ANEXO 2
Figura 2. Disipación de la velocidad en chorros incidentes. (GPSA, 2002)

ANEXO 3Tabla Nº 1. Longitudes de cuerda y área de las secciones circulares Vs. alturas de la cuerda
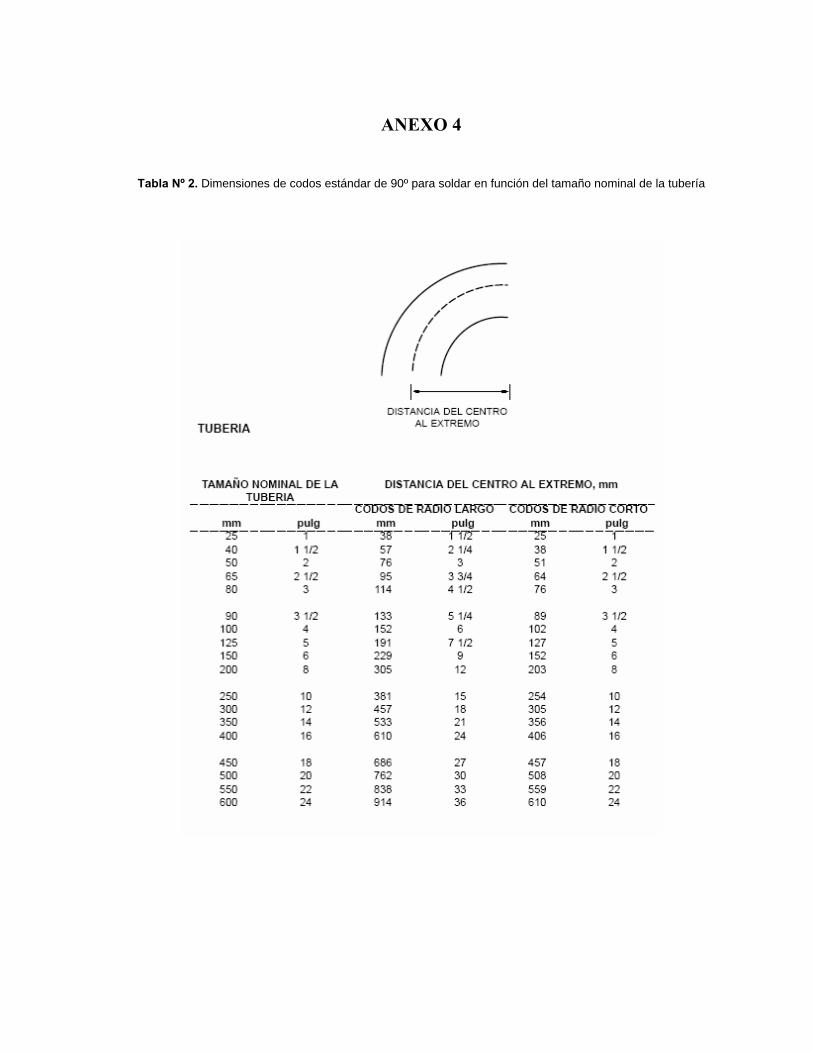
ANEXO 4
Tabla Nº 2. Dimensiones de codos estándar de 90º para soldar en función del tamaño nominal de la tubería