Embed Size (px)
Citation preview
A R T Í C U L O S T É C N I C O S
327
/ M
ARZO
/ 2
011
TECNOLOGÍA DEL AGUA
58
En este artículo se describen los traba-jos de reforma de las Líneas 3 y 4 de la EDAR da Gavà-Viladecans (Barce-lona), para convertir un proceso de de-puración convencional por fangos acti-vos en un proceso híbrido Hybas para la eliminación biológica de materia orgánica y nitrógeno mediante zonas aerobias-anóxicas-aerobias-anóxicas. Las zonas aerobias incluyen un relleno de plástico y, además, se ha cambiado la aireación con turbinas por una parri-lla de difusores alimentados por tur-bosoplantes. Se presentan también los criterios de dimensionado aplicados al diseño del tratamiento Hybas y se muestran los resultados analíticos ob-tenidos durante las primeras semanas de funcionamiento de las líneas tras su reforma y puesta en marcha.
Palabras clave:EDAR, remodelación, procesos de le- cho móvil, proceso híbrido Hybas, IFAS, eliminación de nitrógeno.
Resumen
Remodelling biological treatment of Ga-và-Viladecans WWTP by Hybas hybrid processThis article describes the reform of Lines 3 and 4 of Gavà-Viladecans WWTP (Barcelona, Spain) to turn an active sludge conventional purifi-cation process into an Hybas hybrid process to eliminate biological orga-nic matter and nitrogen by aerobic zones-anoxic-aerobic-anoxic. The aerobic zones includes a plastic land-fill. Moreover, the turbine’s aeration has been changed to diffusers with turboboosts. The Hybas treatment de- sign is presented too, together the analytical results obtained during lines start-up.
Keywords:WWTP, remodelling, moving bed pro-cess, Hybas hybric process, IFAS, ni-trogen removal.
Abstract
Remodelación del tratamiento biológico de la EDAR Gavà-Viladecans mediante el proceso híbrido HybasPor: Araitz Santamaria1; Gorka Zalakain1; Marta Hernández2; Silvia
Fernández3; Josep Gassó3
1 Veolia Water Solutions & Techonologies - AnoxKaldnesC/ Portuetxe, 23, Oficina 1-1 - 20018 San Sebastián (Guipúzcoa)Tel.: 943 315 225 - Fax: 943 311 611E-mail: [email protected]; [email protected] CadaguaGran Vía, 45, 7ª y 8ª - 48011 Bilbao (Vizcaya)Tel.: 944 817 300 - Fax: 944 817 361E-mail: [email protected] - www.cadagua.es3 Empresa Metropolitana de Sanejament, S.A. (EMSSA)C/ Madrazo, 50-52, 1º, 2ª - 08006 BarcelonaTel.: 932 093 555E-mail: [email protected]; [email protected] - www.emssa.com
1. Introduccióntravés de la resolución del ‘Proyecto básico de am-pliación de los tratamientos
de la depuradora de Gavà-Vilade-cans’ y su adjudicación a Cadagua, la entidad pública Empresa Metro-politana de Sanejament (EMSSA) planteó modificar las Líneas 3 y 4 del tratamiento biológico de dicha EDAR, adoptando la tecnología Hy-bas de AnoxKaldnes, empresa espe-cializada en la depuración de aguas residuales mediante lechos móviles perteneciente a Veolia Water Solu-tions & Technologies.
De esta manera, se pretendía am-pliar el tratamiento biológico exis-tente, que solo biodegradaba materia orgánica, a fin de que también pu-diera eliminar nitrógeno, sin aumen-tar el volumen de los reactores exis-tentes. En esta misma resolución la EMSSA decidió modificar las Líneas 1 y 2 de la EDAR mediante la adop-ción de reactores de membrana MBR.
ALa solución proyectada por Ca-
dagua se centraba exclusivamente en los nuevos tratamientos biológicos y en un nuevo tratamiento terciario (solo para MBR), por lo que no pre-veía ninguna actuación en las etapas de pretratamiento, decantación pri-maria, tratamiento de fangos prima-rios y en exceso, espesador de fan-gos, digestión y deshidratación. En concreto, las actuaciones proyecta-das por la EMSSA para las Líneas 3 y 4 incluían la reconversión de los reactores biológicos existentes que debían adaptarse a una configuración D(anóxico)-N(aerobio)-D(anóxico)-N(aerobio), y la sustitución del sis-tema de aireación con turbinas por turbosoplantes. Además, de acuerdo con el proyecto de Cadagua, la eli-minación de fósforo se haría me-diante un sistema de dosificación de sulfato de alúmina.
Los datos de carga de diseño fa-cilitados por la EMSSA correspon-den a una situación a corto plazo (año 2020), siendo el caudal mensual
_TA327_AT_Veolia.indd 58 21/03/11 10:18
A R T Í C U L O S T É C N I C O S
327
/ M
ARZO
/ 2
011
TECNOLOGÍA DEL AGUA
59
máximo a tratar por las cuatro líneas de tratamiento biológico de la EDAR (MBR + Hybas) de 64.000 m3/día. La población equivalente (he) a tra-tar en las Líneas 3 y 4 (Hybas) co-rresponde a 187.000 he. Los límites de vertido son los establecidos en la Directiva Europea 91/271/CEE so-bre tratamiento de aguas residuales urbanas, transpuesta a la normativa española por el RD Ley 11/1995. Se detalla, asimismo, el dimensionado del nuevo tratamiento en la EDAR de Gavà-Viladecans, se describen los trabajos de remodelación y se pre-sentan algunos resultados analíticos obtenidos una vez arrancado el nue-vo proceso biológico.
2. Tratamiento HybasLos tratamientos biológicos ba-
sados en el proceso Hybas combinan simultáneamente, en una determina-da fracción del reactor biológico, procesos de biomasa en suspensión y procesos de biomasa adherida a soporte móvil [1]. El objetivo de esta combinación es crear una biopelícu-la en el soporte, principalmente for-mada por bacterias nitrificantes, y realizar la eliminación de materia orgánica, tanto en condiciones óxi-cas como anóxicas (desnitrifica-ción), por medio de la biomasa en suspensión. El hecho de que la ni-trificación ocurra en biopelícula permite trabajar con edades del fan-go en suspensión menores que en un proceso de fangos activos conven-cional, consiguiendo un sistema compacto y robusto, que garantiza la nitrificación a bajas temperaturas y que presenta fangos con buenas características de sedimentación.
Esta solución presenta las si-guientes ventajas frente al sistema convencional de fangos activos:– Sistema compacto, reducción de
volumen aerobio (concentración en biopelícula de bacterias de len-to crecimiento requiriendo menor volumen de reactor).
– Bajas necesidades de soporte plás-tico.
– Mayor capacidad de nitrificación a bajas temperaturas.
– Estabilidad y robustez de la nitri-ficación ante inhibiciones por tóxi-cos.
– Mejores características de sedi-mentación del fango.El sistema Hybas de AnoxKald-
nes, como proceso IFAS, presenta también las siguientes ventajas es-pecíficas:– Sistema de aireación robusto que
no requiere mantenimiento, por lo que no es necesario extraer el re-lleno plástico, evitando así paradas técnicas y operaciones costosas.
– Empleo de soporte de gran super-ficie específica, diseñado especial-mente para este tipo de aplicación, y, por tanto, reducción del volu-men aerobio.
– Obtención de un sistema de mez-cla completa en el que no se crean caminos preferenciales que redu-cen el rendimiento del proceso.
– Facilidad de implantación en reac-tores de fangos activos existentes. Muy útil para la remodelación de EDAR existentes [2, 3].
3. Configuración y dimensionado del Hybas
Para el dimensionado del proceso Hybas se empleó un procedimiento de diseño desarrollado por Anox-Kaldnes, contrastado con simulacio-nes mediante el uso de una herra-mienta informática, desarrollada por Anoxkaldnes y CEIT, que combina los modelos de fangos activos ASM de la IWA y el modelo biopelícula con coloide [4], en la plataforma de simulación WEST. Tal y como se ha indicado anteriormente, el dimensio-nado Hybas se realizó para las Lí-neas 3 y 4 de tratamiento, que con-taban con un volumen total disponible de 12.000 m3, dividido en dos líneas de 6.000 m3 cada una.
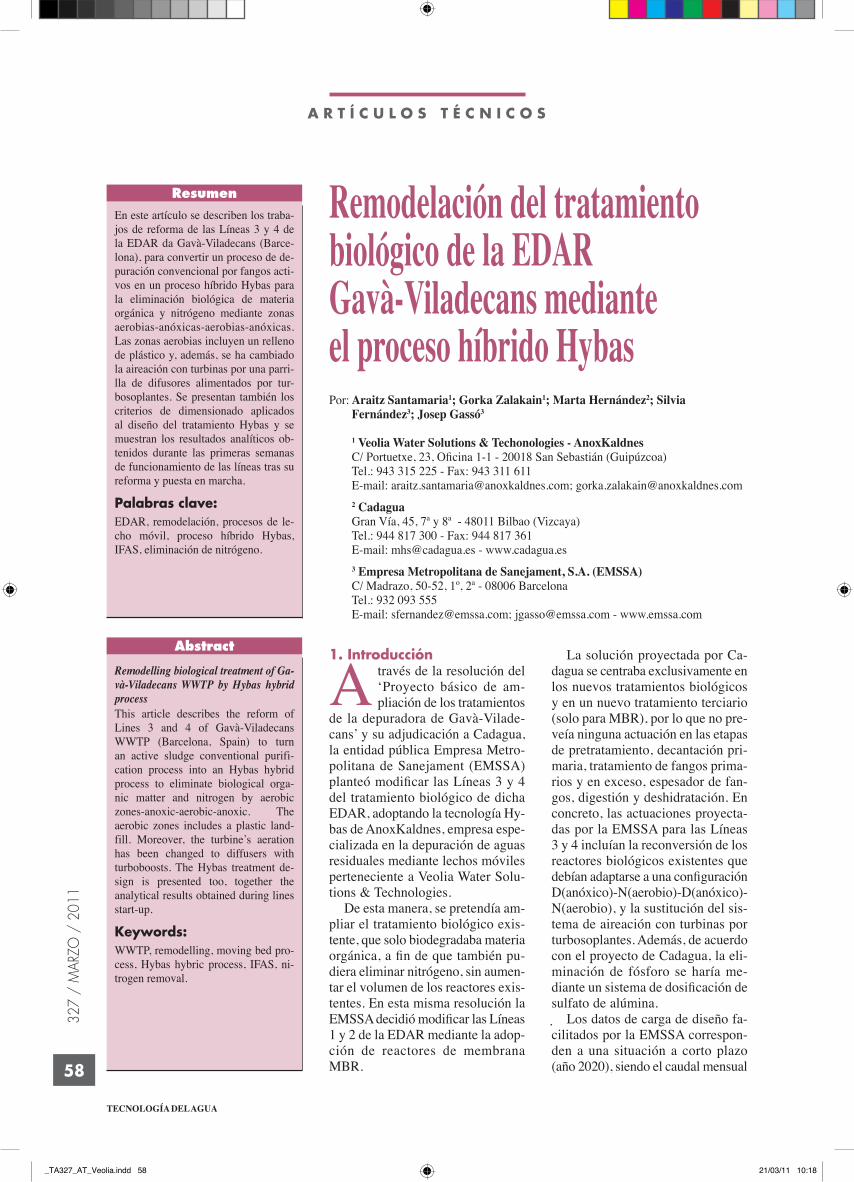
En la Tabla 1 se recogen las ca-racterísticas del agua de entrada al tratamiento biológico después de la decantación primaria, características empleadas para el diseño del trata-miento biológico, según información facilitada por la EMSSA en el plie-go de las bases del proyecto básico. En la remodelación de esta EDAR,
Cadagua comprobó la viabilidad de trabajar con los cuatro decantadores primarios existentes a caudal de di-seño. En la Tabla 2 se presentan los límites de vertido a alcanzar y las concentraciones de salida pre-vistas en el modelo de tratamien-to Hybas, en cuyo proyecto se ha puesto como condición obligada para las Líneas 3 y 4 realizar la reconversión de los reactores bio-lógicos, adaptándolos a una con-figuración D-N-D-N.
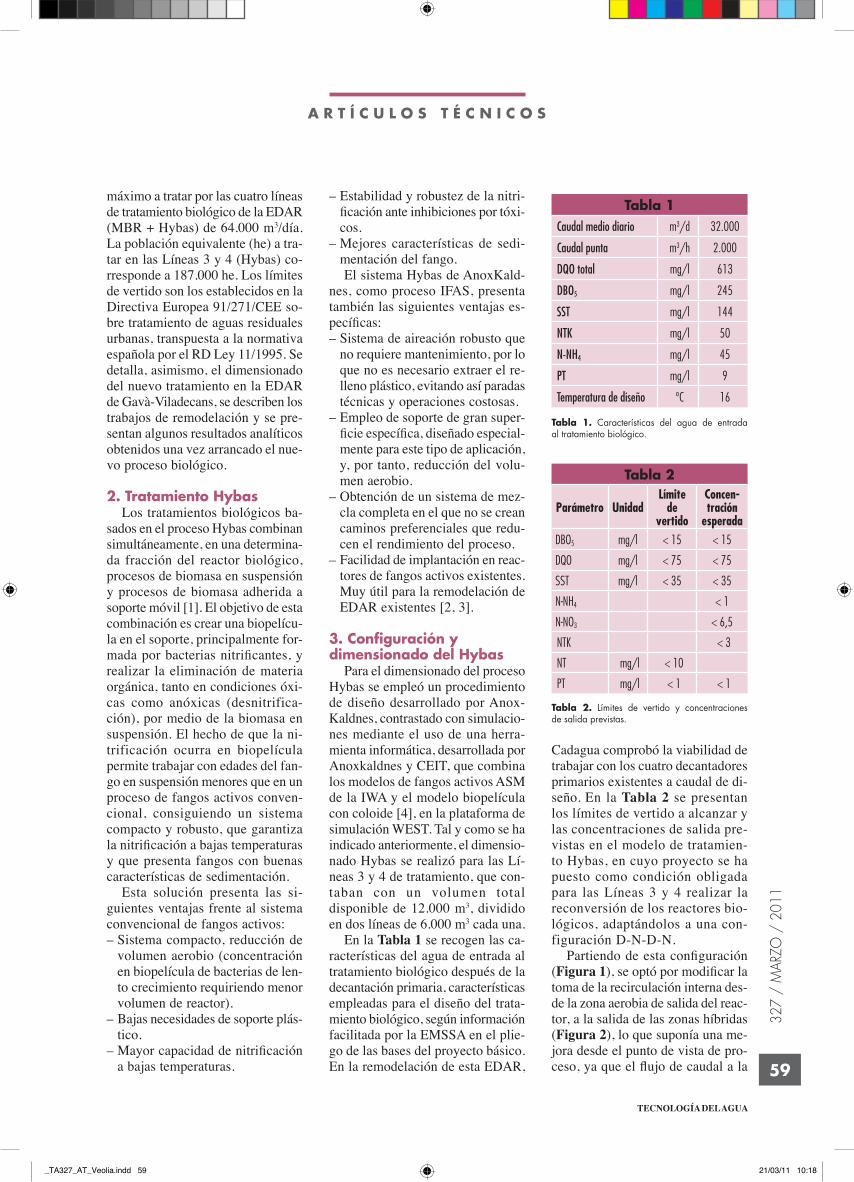
Partiendo de esta configuración (Figura 1), se optó por modificar la toma de la recirculación interna des-de la zona aerobia de salida del reac-tor, a la salida de las zonas híbridas (Figura 2), lo que suponía una me-jora desde el punto de vista de pro-ceso, ya que el flujo de caudal a la
Tabla 1. Características del agua de entradaal tratamiento biológico.
Tabla 2. Límites de vertido y concentraciones de salida previstas.
Tabla 1Caudal medio diario m3/d 32.000
Caudal punta m3/h 2.000
DQO total mg/l 613
DBO5 mg/l 245
SST mg/l 144
NTK mg/l 50
N-NH4 mg/l 45
PT mg/l 9
Temperatura de diseño ºC 16
Tabla 2
Parámetro UnidadLímite
de vertido
Concen-tración
esperadaDBO5 mg/l < 15 < 15
DQO mg/l < 75 < 75
SST mg/l < 35 < 35
N-NH4 < 1
N-NO3 < 6,5
NTK < 3
NT mg/l < 10
PT mg/l < 1 < 1
_TA327_AT_Veolia.indd 59 21/03/11 10:18
A R T Í C U L O S T É C N I C O S
327
/ M
ARZO
/ 2
011
TECNOLOGÍA DEL AGUA
60
segunda cámara anóxica se reduciría considerablemente, disminuyendo así el aporte de oxígeno. Además, al ser la concentración de nitratos en el reactor H3 (desde donde se recir-cularían al reactor D1) más elevada que en el reactor A, el caudal de re-circulación resultante es más bajo, reduciendo aún más el aporte de oxí-geno al primer reactor anóxico D1.
A lo largo del año 2008, AnoxKald-nes y CEIT desarrollaron un proyec-to de I+D donde se operó una planta piloto con las configuraciones de la solución base y esta solución varian-te, con el fin de optimizar la opera-ción de este proceso [5].
3.1. Reactores biológicosEl volumen de los reactores bio-
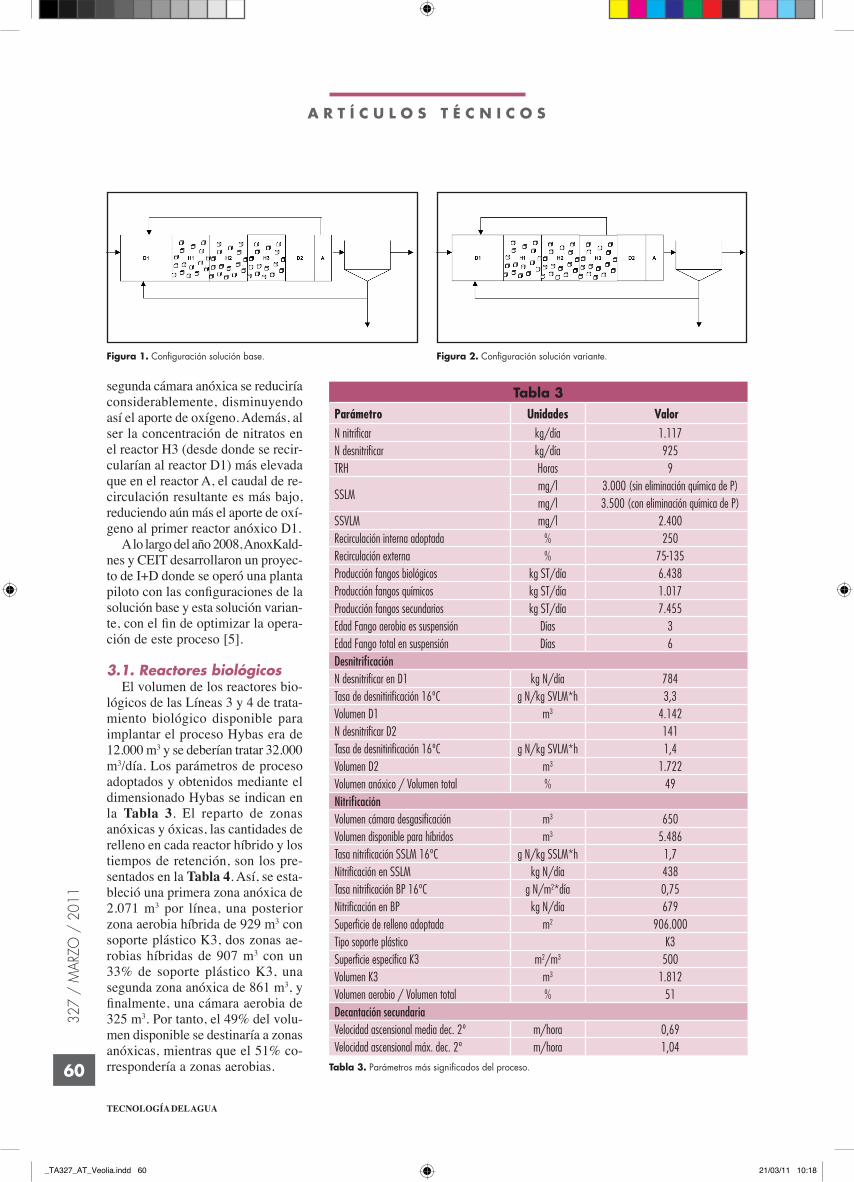
lógicos de las Líneas 3 y 4 de trata-miento biológico disponible para implantar el proceso Hybas era de 12.000 m3 y se deberían tratar 32.000 m3/día. Los parámetros de proceso adoptados y obtenidos mediante el dimensionado Hybas se indican en la Tabla 3. El reparto de zonas anóxicas y óxicas, las cantidades de relleno en cada reactor híbrido y los tiempos de retención, son los pre-sentados en la Tabla 4. Así, se esta-bleció una primera zona anóxica de 2.071 m3 por línea, una posterior zona aerobia híbrida de 929 m3 con soporte plástico K3, dos zonas ae-robias híbridas de 907 m3 con un 33% de soporte plástico K3, una segunda zona anóxica de 861 m3, y finalmente, una cámara aerobia de 325 m3. Por tanto, el 49% del volu-men disponible se destinaría a zonas anóxicas, mientras que el 51% co-rrespondería a zonas aerobias.
Tabla 3Parámetro Unidades ValorN nitrificar kg/día 1.117N desnitrificar kg/día 925TRH Horas 9
SSLMmg/l 3.000 (sin eliminación química de P)mg/l 3.500 (con eliminación química de P)
SSVLM mg/l 2.400Recirculación interna adoptada % 250Recirculación externa % 75-135Producción fangos biológicos kg ST/día 6.438Producción fangos químicos kg ST/día 1.017Producción fangos secundarios kg ST/día 7.455Edad Fango aerobia es suspensión Días 3Edad Fango total en suspensión Días 6DesnitrificaciónN desnitrificar en D1 kg N/día 784Tasa de desnitirificación 16ºC g N/kg SVLM*h 3,3Volumen D1 m3 4.142N desnitrificar D2 141Tasa de desnitirificación 16ºC g N/kg SVLM*h 1,4Volumen D2 m3 1.722Volumen anóxico / Volumen total % 49NitrificaciónVolumen cámara desgasificación m3 650Volumen disponible para híbridos m3 5.486Tasa nitrificación SSLM 16ºC g N/kg SSLM*h 1,7Nitrificación en SSLM kg N/día 438Tasa nitrificación BP 16ºC g N/m2*día 0,75Nitrificación en BP kg N/día 679Superficie de relleno adoptada m2 906.000Tipo soporte plástico K3Superficie específica K3 m2/m3 500Volumen K3 m3 1.812Volumen aerobio / Volumen total % 51Decantación secundariaVelocidad ascensional media dec. 2º m/hora 0,69Velocidad ascensional máx. dec. 2º m/hora 1,04
Tabla 3. Parámetros más significados del proceso.
Figura 1. Configuración solución base. Figura 2. Configuración solución variante.
_TA327_AT_Veolia.indd 60 21/03/11 10:18
A R T Í C U L O S T É C N I C O S
327
/ M
ARZO
/ 2
011
TECNOLOGÍA DEL AGUA
61
Según la configuración adoptada, el agua residual llega a los reactores anóxicos D1 tras pasar por el pre-tratamiento y por la decantación primaria. Estos reactores reciben la recirculación externa de fangos des-de los decantadores secundarios y la recirculación interna proveniente de los reactores híbridos H3, desde donde se aportan los nitratos a des-nitrificar. Los reactores anóxicos están dotados de agitadores hiper-boloides verticales para mantener la biomasa en suspensión.
El agua pasa después a los reac-tores híbridos, que llevan un relleno plástico diseñado especialmente para este tipo de aplicaciones, en el que se genera una biopelícula rica en bacterias nitrificantes. En los reactores híbridos H1 se degrada el exceso de materia orgánica no eli-minado en los reactores anóxicos por medio de la biomasa en suspensión. La nitrificación tiene lugar tanto en la biopelícula como en la materia en suspensión.
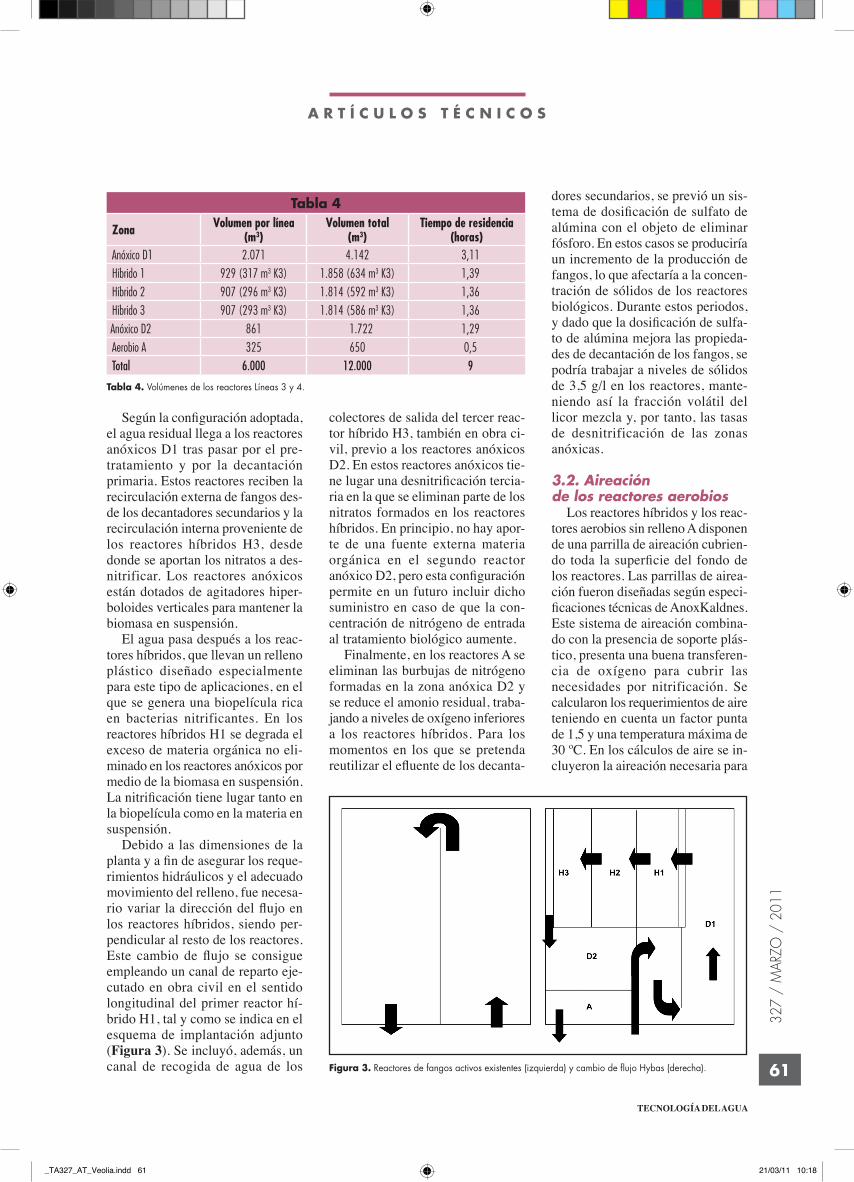
Debido a las dimensiones de la planta y a fin de asegurar los reque-rimientos hidráulicos y el adecuado movimiento del relleno, fue necesa-rio variar la dirección del flujo en los reactores híbridos, siendo per-pendicular al resto de los reactores. Este cambio de flujo se consigue empleando un canal de reparto eje-cutado en obra civil en el sentido longitudinal del primer reactor hí-brido H1, tal y como se indica en el esquema de implantación adjunto (Figura 3). Se incluyó, además, un canal de recogida de agua de los
colectores de salida del tercer reac-tor híbrido H3, también en obra ci-vil, previo a los reactores anóxicos D2. En estos reactores anóxicos tie-ne lugar una desnitrificación tercia-ria en la que se eliminan parte de los nitratos formados en los reactores híbridos. En principio, no hay apor-te de una fuente externa materia orgánica en el segundo reactor anóxico D2, pero esta configuración permite en un futuro incluir dicho suministro en caso de que la con-centración de nitrógeno de entrada al tratamiento biológico aumente.
Finalmente, en los reactores A se eliminan las burbujas de nitrógeno formadas en la zona anóxica D2 y se reduce el amonio residual, traba-jando a niveles de oxígeno inferiores a los reactores híbridos. Para los momentos en los que se pretenda reutilizar el efluente de los decanta-
dores secundarios, se previó un sis-tema de dosificación de sulfato de alúmina con el objeto de eliminar fósforo. En estos casos se produciría un incremento de la producción de fangos, lo que afectaría a la concen-tración de sólidos de los reactores biológicos. Durante estos periodos, y dado que la dosificación de sulfa-to de alúmina mejora las propieda-des de decantación de los fangos, se podría trabajar a niveles de sólidos de 3,5 g/l en los reactores, mante-niendo así la fracción volátil del licor mezcla y, por tanto, las tasas de desnitrificación de las zonas anóxicas.
3.2. Aireación de los reactores aerobios
Los reactores híbridos y los reac-tores aerobios sin relleno A disponen de una parrilla de aireación cubrien-do toda la superficie del fondo de los reactores. Las parrillas de airea-ción fueron diseñadas según especi-ficaciones técnicas de AnoxKaldnes. Este sistema de aireación combina-do con la presencia de soporte plás-tico, presenta una buena transferen-cia de oxígeno para cubrir las necesidades por nitrificación. Se calcularon los requerimientos de aire teniendo en cuenta un factor punta de 1,5 y una temperatura máxima de 30 ºC. En los cálculos de aire se in-cluyeron la aireación necesaria para
Tabla 4
Zona Volumen por línea (m3)
Volumen total (m3)
Tiempo de residencia (horas)
Anóxico D1 2.071 4.142 3,11Híbrido 1 929 (317 m3 K3) 1.858 (634 m3 K3) 1,39Híbrido 2 907 (296 m3 K3) 1.814 (592 m3 K3) 1,36Híbrido 3 907 (293 m3 K3) 1.814 (586 m3 K3) 1,36Anóxico D2 861 1.722 1,29Aerobio A 325 650 0,5Total 6.000 12.000 9
Tabla 4. Volúmenes de los reactores Líneas 3 y 4.
Figura 3. Reactores de fangos activos existentes (izquierda) y cambio de flujo Hybas (derecha).
_TA327_AT_Veolia.indd 61 21/03/11 10:18
A R T Í C U L O S T É C N I C O S
327
/ M
ARZO
/ 2
011
TECNOLOGÍA DEL AGUA
62
dificaría el tratamiento posterior de estabilización de fangos. La concen-tración de sólidos en suspensión de entrada a los decantadores estimada fue del orden de 3.000 mg/l corres-pondiente a una edad del fango en suspensión de 5,6 días, siendo la producción de fangos biológicos diaria estimada de 6.438 kg ST/día.
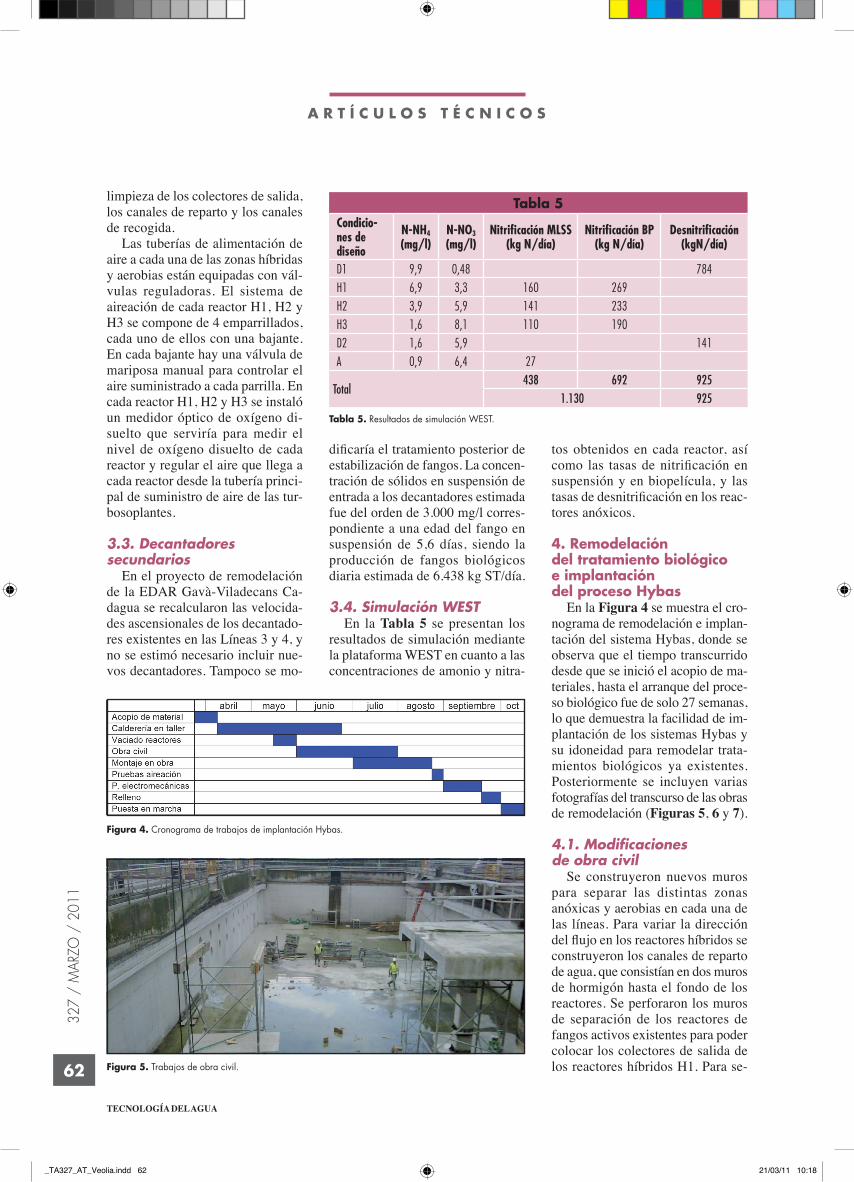
3.4. Simulación WESTEn la Tabla 5 se presentan los
resultados de simulación mediante la plataforma WEST en cuanto a las concentraciones de amonio y nitra-
limpieza de los colectores de salida, los canales de reparto y los canales de recogida.
Las tuberías de alimentación de aire a cada una de las zonas híbridas y aerobias están equipadas con vál-vulas reguladoras. El sistema de aireación de cada reactor H1, H2 y H3 se compone de 4 emparrillados, cada uno de ellos con una bajante. En cada bajante hay una válvula de mariposa manual para controlar el aire suministrado a cada parrilla. En cada reactor H1, H2 y H3 se instaló un medidor óptico de oxígeno di-suelto que serviría para medir el nivel de oxígeno disuelto de cada reactor y regular el aire que llega a cada reactor desde la tubería princi-pal de suministro de aire de las tur-bosoplantes.
3.3. Decantadores secundarios
En el proyecto de remodelación de la EDAR Gavà-Viladecans Ca-dagua se recalcularon las velocida-des ascensionales de los decantado-res existentes en las Líneas 3 y 4, y no se estimó necesario incluir nue-vos decantadores. Tampoco se mo-
tos obtenidos en cada reactor, así como las tasas de nitrificación en suspensión y en biopelícula, y las tasas de desnitrificación en los reac-tores anóxicos.
4. Remodelación del tratamiento biológico e implantación del proceso Hybas
En la Figura 4 se muestra el cro-nograma de remodelación e implan-tación del sistema Hybas, donde se observa que el tiempo transcurrido desde que se inició el acopio de ma-teriales, hasta el arranque del proce-so biológico fue de solo 27 semanas, lo que demuestra la facilidad de im-plantación de los sistemas Hybas y su idoneidad para remodelar trata-mientos biológicos ya existentes. Posteriormente se incluyen varias fotografías del transcurso de las obras de remodelación (Figuras 5, 6 y 7).
4.1. Modificaciones de obra civil
Se construyeron nuevos muros para separar las distintas zonas anóxicas y aerobias en cada una de las líneas. Para variar la dirección del flujo en los reactores híbridos se construyeron los canales de reparto de agua, que consistían en dos muros de hormigón hasta el fondo de los reactores. Se perforaron los muros de separación de los reactores de fangos activos existentes para poder colocar los colectores de salida de los reactores híbridos H1. Para se-
Tabla 5Condicio-nes de diseño
N-NH4 (mg/l)
N-NO3 (mg/l)
Nitrificación MLSS (kg N/día)
Nitrificación BP (kg N/día)
Desnitrificación (kgN/día)
D1 9,9 0,48 784H1 6,9 3,3 160 269H2 3,9 5,9 141 233H3 1,6 8,1 110 190D2 1,6 5,9 141A 0,9 6,4 27
Total438 692 925
1.130 925
Tabla 5. Resultados de simulación WEST.
Figura 4. Cronograma de trabajos de implantación Hybas.
Figura 5. Trabajos de obra civil.
_TA327_AT_Veolia.indd 62 21/03/11 10:18

A R T Í C U L O S T É C N I C O S
327
/ M
ARZO
/ 2
011
TECNOLOGÍA DEL AGUA
63
parar los reactores híbridos H2 y H3 se construyó un muro en el que se distribuyeron los pasamuros nece-sarios para la posterior colocación de los colectores de salida. Esta mis-ma operación se llevó a cabo para la instalación de los colectores de salida de los reactores híbridos H3. Este muro, a cierta distancia de la pared de hormigón existente, se uti-lizó a su vez para obtener un canal de recogida del agua que devolvía la dirección inicial al flujo.
4.2. Descripción de trabajos de calderería
En lo que concierne a la caldere-ría, se diferencian el trabajo en taller y el trabajo en obra. Se intentó ade-lantar en taller la mayor parte posi-ble para facilitar el montaje en obra, debido a los cortos plazos de entre-ga. La construcción tanto de los co-lectores de salida como de las parri-llas de aireación se llevó a cabo prácticamente en su totalidad en el taller. Así, el montaje en obra con-sistió en montar los colectores de salida, colocar y nivelar las parrillas de los reactores aerobios, las tube-rías de aireación de los canales de reparto y de recogida. Asimismo, se llevó a cabo la unión de las parrillas con la tubería principal de aire.
5. Puesta en marcha del tratamiento biológico remodelado
Tanto el llenado de los reactores como la introducción de relleno se
realizaron de forma gradual, a fin de favorecer desde el principio el co-rrecto movimiento del soporte den-tro del líquido. La introducción de relleno se inició una vez comproba-do el correcto funcionamiento del sistema de aireación.
Para evitar que el arranque del proceso biológico se prolongara de-masiado, se aceleró el proceso de formación de biomasa en suspensión mediante la siembra de fango bioló-gico proveniente de las líneas de tratamiento MBR de la propia EDAR (Líneas 1 y 2). La recircula-ción externa se puso en marcha in-mediatamente. Se procuró arrancar el proceso con una concentración de SSLM de unos 1.000 mg/l y concen-traciones de OD en torno a 4 mg/l, para favorecer la nitrificación en biopelícula. Por su parte, la recircu-lación interna fue graduándose en función de la concentración de N-NO3 de los reactores anóxicos D1. Transcurridas 4 semanas de alimen-tación en semicontinuo, ya se podía observar un espesor aceptable de la biopelícula en el soporte plástico (Figura 8).
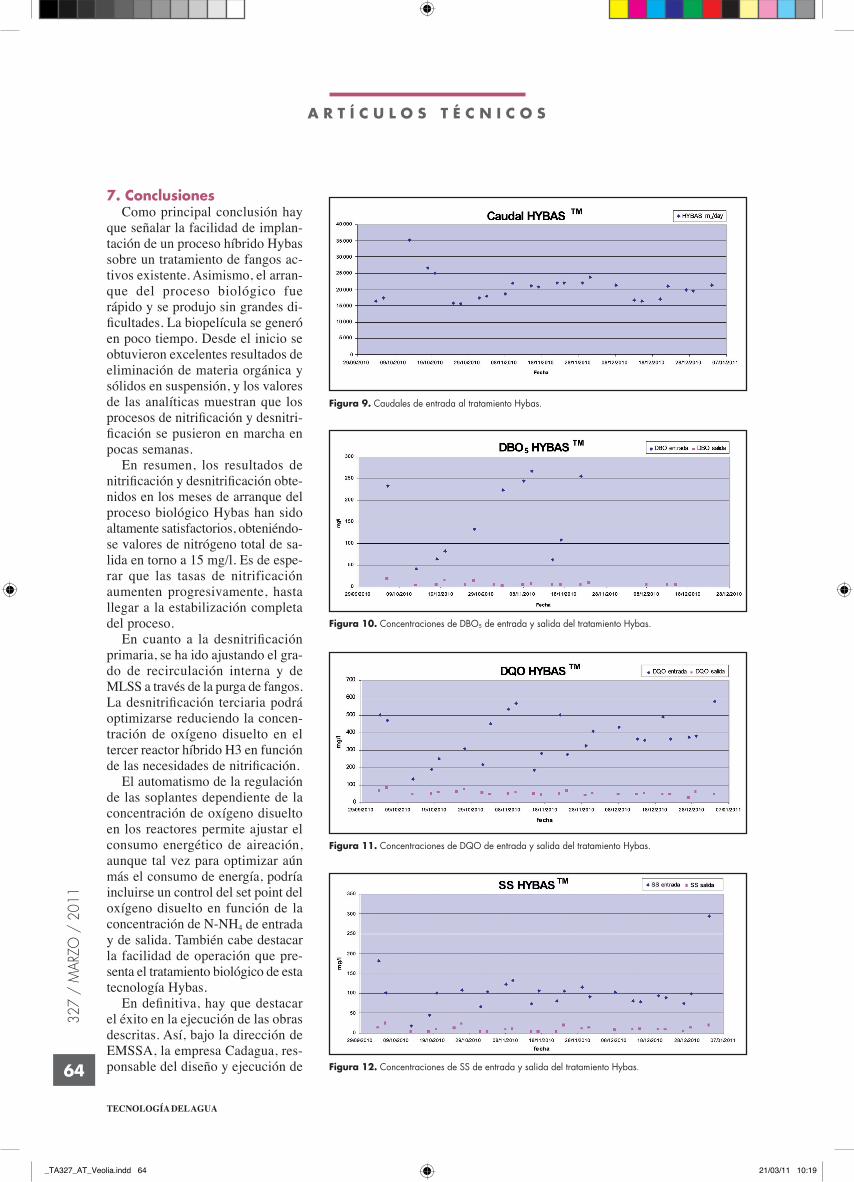
6. Resultados obtenidosLos caudales tratados por las Lí-
neas 3 y 4, las concentraciones de entrada y salida de sólidos en sus-pensión (SS), la demanda química de oxígeno (DQO), la demanda bio-química de oxígeno (DBO5), el ni-
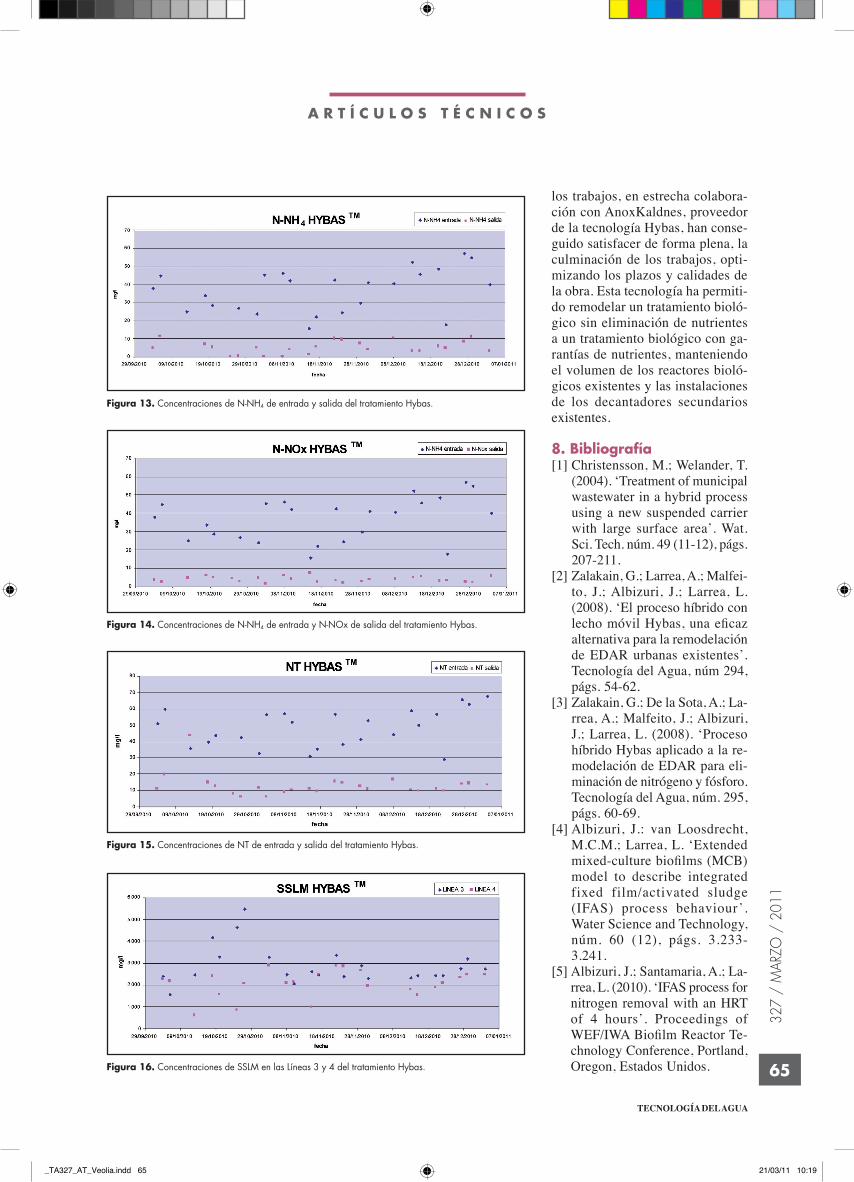
trógeno y las concentraciones de sólidos en suspensión del licor mez-cla (SSLM) se presentan en las Fi-guras 9, 10, 11, 12, 13, 14, 15 y 16.
El periodo mostrado corresponde al periodo de puesta en marcha des-de la fase inicial en la que se intro-dujo el soporte plástico (23/09/10) hasta alcanzarse un grado de estabi-lización del proceso casi completo (02/01/11). Como puede verse en las figuras, el caudal tratado por el pro-ceso Hybas es algo inferior al de diseño. Durante las primeras sema-nas de operación se fueron ajustan-do las purgas de fango a las cargas tratadas llegando a estabilizar los sólidos en suspensión en los reacto-res a mediados del mes de noviem-bre. Los valores de amonio a la sa-lida han oscilado entre 1 y 10 mg/l a lo largo del periodo. Asimismo, el ajuste de la recirculación interna, ha permitido al final del periodo alcan-zar valores de nitratos en el efluente del orden de 5-6 mg/l.
Figura 7. Introducción del relleno en reactor híbrido H1.
Figura 6. Calderería del reactor híbrido H3.
Figura 8. Aspecto de la biopelícula a las 4 semanas del llenado de los reactores.
_TA327_AT_Veolia.indd 63 21/03/11 10:19
A R T Í C U L O S T É C N I C O S
327
/ M
ARZO
/ 2
011
TECNOLOGÍA DEL AGUA
64
7. ConclusionesComo principal conclusión hay
que señalar la facilidad de implan-tación de un proceso híbrido Hybas sobre un tratamiento de fangos ac-tivos existente. Asimismo, el arran-que del proceso biológico fue rápido y se produjo sin grandes di-ficultades. La biopelícula se generó en poco tiempo. Desde el inicio se obtuvieron excelentes resultados de eliminación de materia orgánica y sólidos en suspensión, y los valores de las analíticas muestran que los procesos de nitrificación y desnitri-ficación se pusieron en marcha en pocas semanas.
En resumen, los resultados de nitrificación y desnitrificación obte-nidos en los meses de arranque del proceso biológico Hybas han sido altamente satisfactorios, obteniéndo-se valores de nitrógeno total de sa-lida en torno a 15 mg/l. Es de espe-rar que las tasas de nitrificación aumenten progresivamente, hasta llegar a la estabilización completa del proceso.
En cuanto a la desnitrificación primaria, se ha ido ajustando el gra-do de recirculación interna y de MLSS a través de la purga de fangos. La desnitrificación terciaria podrá optimizarse reduciendo la concen-tración de oxígeno disuelto en el tercer reactor híbrido H3 en función de las necesidades de nitrificación.
El automatismo de la regulación de las soplantes dependiente de la concentración de oxígeno disuelto en los reactores permite ajustar el consumo energético de aireación, aunque tal vez para optimizar aún más el consumo de energía, podría incluirse un control del set point del oxígeno disuelto en función de la concentración de N-NH4 de entrada y de salida. También cabe destacar la facilidad de operación que pre-senta el tratamiento biológico de esta tecnología Hybas.
En definitiva, hay que destacar el éxito en la ejecución de las obras descritas. Así, bajo la dirección de EMSSA, la empresa Cadagua, res-ponsable del diseño y ejecución de
Figura 9. Caudales de entrada al tratamiento Hybas.
Figura 10. Concentraciones de DBO5 de entrada y salida del tratamiento Hybas.
Figura 11. Concentraciones de DQO de entrada y salida del tratamiento Hybas.
Figura 12. Concentraciones de SS de entrada y salida del tratamiento Hybas.
_TA327_AT_Veolia.indd 64 21/03/11 10:19
A R T Í C U L O S T É C N I C O S
327
/ M
ARZO
/ 2
011
TECNOLOGÍA DEL AGUA
65
los trabajos, en estrecha colabora-ción con AnoxKaldnes, proveedor de la tecnología Hybas, han conse-guido satisfacer de forma plena, la culminación de los trabajos, opti-mizando los plazos y calidades de la obra. Esta tecnología ha permiti-do remodelar un tratamiento bioló-gico sin eliminación de nutrientes a un tratamiento biológico con ga-rantías de nutrientes, manteniendo el volumen de los reactores bioló-gicos existentes y las instalaciones de los decantadores secundarios existentes.
8. Bibliografía[1] Christensson, M.; Welander, T.
(2004). ‘Treatment of municipal wastewater in a hybrid process using a new suspended carrier with large surface area’. Wat. Sci. Tech. núm. 49 (11-12), págs. 207-211.
[2] Zalakain, G.; Larrea, A.; Malfei-to, J.; Albizuri, J.; Larrea, L. (2008). ‘El proceso híbrido con lecho móvil Hybas, una eficaz alternativa para la remodelación de EDAR urbanas existentes’. Tecnología del Agua, núm 294, págs. 54-62.
[3] Zalakain, G.; De la Sota, A.; La-rrea, A.; Malfeito, J.; Albizuri, J.; Larrea, L. (2008). ‘Proceso híbrido Hybas aplicado a la re-modelación de EDAR para eli-minación de nitrógeno y fósforo. Tecnología del Agua, núm. 295, págs. 60-69.
[4] Albizuri, J.: van Loosdrecht, M.C.M.; Larrea, L. ‘Extended mixed-culture biofilms (MCB) model to describe integrated fixed film/activated sludge (IFAS) process behaviour’. Water Science and Technology, núm. 60 (12), págs. 3.233-3.241.
[5] Albizuri, J.; Santamaria, A.; La-rrea, L. (2010). ‘IFAS process for nitrogen removal with an HRT of 4 hours’. Proceedings of WEF/IWA Biofilm Reactor Te-chnology Conference, Portland, Oregon, Estados Unidos.
Figura 13. Concentraciones de N-NH4 de entrada y salida del tratamiento Hybas.
Figura 14. Concentraciones de N-NH4 de entrada y N-NOx de salida del tratamiento Hybas.
Figura 15. Concentraciones de NT de entrada y salida del tratamiento Hybas.
Figura 16. Concentraciones de SSLM en las Líneas 3 y 4 del tratamiento Hybas.
_TA327_AT_Veolia.indd 65 21/03/11 10:19