Embed Size (px)
Citation preview

82 N. 46 - JULY/AUGUST 2017 - international PAINT&COATING magazine
Foto apertura: Particolare della nuova linea di verniciatura dedicata alla fi nitura delle ruote diamantate.
Alessia Venturi ipcm®
FOCUS ON TECHNOLOGY SPECIAL AUTOMOTIVE
© ipcm ®
Ronal, Speedline Corse, Speedline Truck sono i marchi delle ruote che il gruppo Ronal, con sede a Härkingen in Svizzera, produce e commercializza in tutto il mondo. L’azienda è fra i
leader mondiali sia nel settore dei prodotti di primo equipaggiamento che in quello degli accessori per automobili e veicoli commerciali ed è l’unico produttore integrato di ruote in lega e forgiate.Oggi produce oltre 20 milioni di ruote all’anno in 11 stabilimenti situati in 3 continenti. La presenza in Europa Orientale, nell’area
NAFTA e in Asia ha trasformato il Gruppo Ronal in uno dei pochi veri global player. Grazie alla strategia di integrazione verticale di tutte le fasi di produzione, dalla costruzione alla realizzazione di utensili, fino al prodotto finale, l’azienda è uno dei principali fornitori di ruote tecnologicamente all’avanguardia.Fondata 17 anni fa, Ronal Querétaro Sa. de Cv., in Messico, è un’azienda che negli ultimi anni è cresciuta drasticamente sia in quanto a volumi che in quanto a infrastrutture produttive.
Ronal Querétaro: tecnologie smart per la verniciatura di cerchi in lega diamantati
83international PAINT&COATING magazine - JULY/AUGUST 2017 - N. 46
FOCUS ON TECHNOLOGY
© ip
cm ®
1
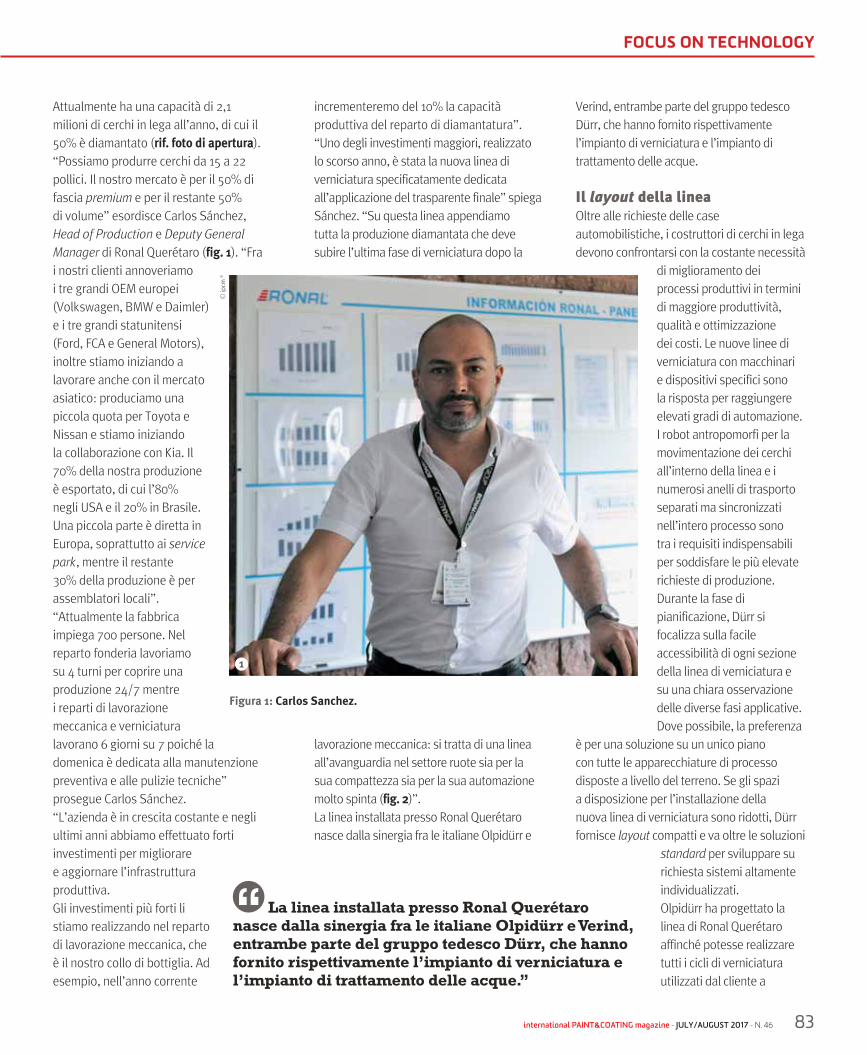
Attualmente ha una capacità di 2,1 milioni di cerchi in lega all’anno, di cui il 50% è diamantato (rif. foto di apertura).“Possiamo produrre cerchi da 15 a 22 pollici. Il nostro mercato è per il 50% di fascia premium e per il restante 50% di volume” esordisce Carlos Sánchez, Head of Production e Deputy General Manager di Ronal Querétaro (fig. 1). “Fra i nostri clienti annoveriamo i tre grandi OEM europei (Volkswagen, BMW e Daimler) e i tre grandi statunitensi (Ford, FCA e General Motors), inoltre stiamo iniziando a lavorare anche con il mercato asiatico: produciamo una piccola quota per Toyota e Nissan e stiamo iniziando la collaborazione con Kia. Il 70% della nostra produzione è esportato, di cui l’80% negli USA e il 20% in Brasile. Una piccola parte è diretta in Europa, soprattutto ai service park, mentre il restante 30% della produzione è per assemblatori locali”.“Attualmente la fabbrica impiega 700 persone. Nel reparto fonderia lavoriamo su 4 turni per coprire una produzione 24/7 mentre i reparti di lavorazione meccanica e verniciatura lavorano 6 giorni su 7 poiché la domenica è dedicata alla manutenzione preventiva e alle pulizie tecniche” prosegue Carlos Sánchez.“L’azienda è in crescita costante e negli ultimi anni abbiamo effettuato forti investimenti per migliorare e aggiornare l’infrastruttura produttiva. Gli investimenti più forti li stiamo realizzando nel reparto di lavorazione meccanica, che è il nostro collo di bottiglia. Ad esempio, nell’anno corrente
incrementeremo del 10% la capacità produttiva del reparto di diamantatura”.“Uno degli investimenti maggiori, realizzato lo scorso anno, è stata la nuova linea di verniciatura specificatamente dedicata all’applicazione del trasparente finale” spiega Sánchez. “Su questa linea appendiamo tutta la produzione diamantata che deve subire l’ultima fase di verniciatura dopo la
lavorazione meccanica: si tratta di una linea all’avanguardia nel settore ruote sia per la sua compattezza sia per la sua automazione molto spinta (fig. 2)”.La linea installata presso Ronal Querétaro nasce dalla sinergia fra le italiane Olpidürr e
Verind, entrambe parte del gruppo tedesco Dürr, che hanno fornito rispettivamente l’impianto di verniciatura e l’impianto di trattamento delle acque.
Il layout della lineaOltre alle richieste delle case automobilistiche, i costruttori di cerchi in lega devono confrontarsi con la costante necessità
di miglioramento dei processi produttivi in termini di maggiore produttività, qualità e ottimizzazione dei costi. Le nuove linee di verniciatura con macchinari e dispositivi specifici sono la risposta per raggiungere elevati gradi di automazione. I robot antropomorfi per la movimentazione dei cerchi all’interno della linea e i numerosi anelli di trasporto separati ma sincronizzati nell’intero processo sono tra i requisiti indispensabili per soddisfare le più elevate richieste di produzione.Durante la fase di pianificazione, Dürr si focalizza sulla facile accessibilità di ogni sezione della linea di verniciatura e su una chiara osservazione delle diverse fasi applicative. Dove possibile, la preferenza
è per una soluzione su un unico piano con tutte le apparecchiature di processo disposte a livello del terreno. Se gli spazi a disposizione per l’installazione della nuova linea di verniciatura sono ridotti, Dürr fornisce layout compatti e va oltre le soluzioni
standard per sviluppare su richiesta sistemi altamente individualizzati.Olpidürr ha progettato la linea di Ronal Querétaro affinché potesse realizzare tutti i cicli di verniciatura utilizzati dal cliente a
Figura 1: Carlos Sanchez.
La linea installata presso Ronal Querétaro
nasce dalla sinergia fra le italiane Olpidürr e Verind,
entrambe parte del gruppo tedesco Dürr, che hanno
fornito rispettivamente l’impianto di verniciatura e
l’impianto di trattamento delle acque.”

84 N. 46 - JULY/AUGUST 2017 - international PAINT&COATING magazine
SPECIAL AUTOMOTIVE©
ipcm
®
© ip
cm ®
© ip
cm ®
2
3
4
partire dal classico ciclo 3 layers, modificando il percorso delle ruote attraverso la linea di verniciatura, e potendo occupare uno spazio in pianta estremamente ridotto non essendoci altre aree disponibili nello stabilimento di Quéretaro. Per questo ha sviluppato un layout su tre livelli, con la parte di pretrattamento e di applicazione vernici al piano zero, i forni di asciugatura e polimerizzazione al 1°piano (fig. 3) e i generatori di calore al livello superiore. Il trasportatore aereo e le zone di manipolazione robotizzata permettono il trasferimento delle ruote da un piano all’altro (fig. 4).
Al fine di evitare depositi di overspray di vernice, il sistema di trasporto è suddiviso in circuiti separati. Il trasferimento tra ogni linea di trasporto, sincronizzata con quelle a monte a ed a valle, è eseguito da robot antropomorfi a 6 assi dotati di pinze a 2 e 3 prese, che sono state sviluppate da Dürr minimizzando il peso per aumentare il payload operativo e ridurre le inerzie (figg. 5, 6, 7).La linea ha tre cabine di verniciatura: una è dedicata al fondo trasparente o a polvere (fig. 8), due sono cabine a velo d’acqua con ricircolo dell’aria per l’applicazione del KSL, un prodotto
Figura 2: La nuova linea è all’avanguardia per compattezza e automazione.
Figura 3: Il layout dell’impianto si sviluppa su tre livelli, i forni d’asciugatura e polimerizzazione sono posizionati al secondo livello.
Figura 4: Il modulo touch screen raffi gurante uno dei livelli del layout.
Oltre alle richieste
delle case automobilistiche,
i costruttori di cerchi in
lega devono confrontarsi
con la costante necessità di
miglioramento dei processi
produttivi in termini di
maggiore produttività, qualità
e ottimizzazione dei costi.”

FOCUS ON TECHNOLOGY
© ip
cm ®
5
liquido che fornisce una protezione anticorrosiva addizionale ed è riservato ad un unico cliente, e del clearcoat (fig. 9).Utilizzando vernici a base solvente, le estrazioni delle cabine e dei forni sono inviate ad un postcombustore termico rigenerativo realizzato sempre da Olpidürr e dotato di soluzioni tecniche specifiche per evitare la condensazione dei solventi altobollenti presenti nelle vernici utilizzate nel settore delle ruote in lega.“Il livello di automazione della linea è molto alto e il sistema di controllo di produzione è molto avanzato” afferma Carlos Sánchez, “Sono necessarie solamente 8 persone per la sua conduzione: uno o due operatori al carico e scarico, un responsabile per le tre cabine di verniciatura, un supervisore e un suo collaboratore. Tutto il flusso di produzione è gestito da un software sviluppato da Dürr: possiamo vedere in qualsiasi
momento i dati storici, le temperature, i tempi, i parametri operativi di tutte le fasi di processo. Durante il carico delle ruote sulla linea, possiamo inserire nel pannello di controllo il codice del pezzo e le dimensioni del lotto, e tutto l’impianto si adegua in base alla ricetta pre-programmata (fig. 10)”.In caso di necessità inoltre Ronal può chiedere l’assistenza da remoto dei tecnici Olpidurr grazie ai dispositivi hardware installati e al software sviluppato dal team interno di specialisti di automazione e supervisione di cui dispone Olpidürr e che cura direttamente anche la programmazione dei robot di manipolazione.
Il processo di produzione generale della fabbrica“Fondiamo i lingotti di alluminio ad iniezione a bassa pressione con stampi permanenti, dopodiché tutta la produzione passa sotto i raggi X: qui separiamo le ruote non
Figura 5: Il robot antropomorfo per la movimentazione automatica delle ruote da un livello all’altro dell’impianto.

86 N. 46 - JULY/AUGUST 2017 - international PAINT&COATING magazine
SPECIAL AUTOMOTIVE
S I N C E 1 9 8 2
© ip
cm ®
© ip
cm ®
© ip
cm ®
6 7
8
conformi che presentano qualsiasi tipo di difetto non approvato dalle specifiche del cliente” interviene Luis Maldonado, Head of Infrastructure degli stabilimenti di Querétaro e di San Luis de Potosí fig. 11). “Le ruote approvate subiscono un processo di alesaggio per togliere i coni di iniezione. Utilizziamo due leghe diverse, il silicio 7 e il silicio 11. A seconda della lega utilizzata, le ruote procedono verso un trattamento termico o direttamente alle lavorazioni
meccaniche. Quest’ultimo reparto è dotato di un tornio a 4 assi, un tornio a 2 assi e una fresatrice. Dopo la lavorazione meccanica le ruote sono appese a un trasportatore che le conduce a una fase di lavaggio per eliminare qualsiasi residuo di refrigerante da taglio poiché devono essere sottoposte a una prova di fuga a base di elio (aria con il 10% di elio). Successivamente le ruote entrano nella fase più manuale del processo dove
Figura 6: Un’altra fase del posizionamento automatico delle ruote. Figura 7: Il robot preleva le ruote dall’anello verticale del pretrattamento per posizionarle sul trasportatore a terra che procederà in verniciatura.
Figura 8: La cabina dedicata all’applicazione delle polveri.
Olpidürr ha progettato
la linea di Ronal Querétaro
affi nché potesse realizzare tutti
i cicli di verniciatura utilizzati
dal cliente a partire dal classico
ciclo 3 layers, modifi cando il
percorso delle ruote attraverso
la linea di verniciatura, e
potendo occupare uno spazio in
pianta estremamente ridotto.”

Europolveri, offre una diversificata varietà di Vernici in Polvere caratterizzate da elevato standard qualitativo, ottime performances ed un basso impattoambientale. Un'ampia gamma di prodotti standard disponibili in più di 1800 toni cromatici ed una serie di 240 effetti speciali formulati per garantire unplus in termini di valore estetico e durabilità. Cinque linee di prodotti innovativi formulati ad hoc per rispondere ad esigenze ed applicazioni specifiche.Europolveri: Esperienza, Efficienza, Evoluzione.
Europolveri offers a wide range of Powder Coatings characterized by high quality, great performances and an environmentally-friendly formula.A wide range of more than 1800 chromatic tones are available and a series of more than 240 “Special Effects” have been designedfor increasing durability and enhancing surface appearance. Europolveri designed five innovative product lines for special needsand applications. Europolveri: Experience, Efficiency and Evolution.
[email protected] - www.europolveri.it
POWDER COAT ING
SS II NN CC EE 11 99 88 22
Zani
olo
CdA
- 1.
17
S E M P R E I N E V I D E N Z A _ D U R A T A E D E S T E T I C A
A L W A Y S H I G H L I G H T E D _ D U R A B I L I T Y & A E S T H E T I C S A P P E A R A N C E
R I C E R C A E I N N O VA Z I O N ER E S E A R C H & I N N O VAT I O NQ U A L I T ÀQ U A L I T YA M B I E N T EE N V I R O N M E N TR I S P O S T EA N S W E R S

88 N. 46 - JULY/AUGUST 2017 - international PAINT&COATING magazine
SPECIAL AUTOMOTIVE©
ipcm
®
© ip
cm ®
9
10
le prepariamo alla successiva verniciatura attraverso una smerigliatura che elimina fili, bave e difetti superficiali. Per questa fase della produzione sono attualmente in corso dei processi di ottimizzazione in vista di una futura automazione”.“A questo punto tutti i cerchi in lega entrano in verniciatura su una linea pre-esistente” prosegue Maldonado “dove subiscono una pulizia profonda con un pretrattamento a 10 stadi che prevede due sgrassaggi alcalini, due risciacqui con acqua di rete, decapaggio acido, due risciacqui con acqua di rete, fosfatazione SAM (Self Assembled Monolayer), e due risciacqui con acqua demineralizzata. Tutta la chimica di processo è Chemetall. Segue asciugatura e applicazione
del primer in polvere acrilica. La linea ha due cabine a polvere automatiche autopulenti, una dedicata ai primer di colore grigio, che costituiscono il 50% della produzione, e una multicolore che applica 7 differenti colori.
Dopo la polimerizzazione, le ruote che lo necessitano passano in una cabina di ritocco poi proseguono nell’area di applicazione del sistema di verniciatura liquido che prevede base coat e clear coat (che può essere opaco,
semiopaco o brillante) applicati bagnato su bagnato.Dopo la cottura finale, tutte le ruote subiscono un’ispezione di qualità. A questo punto la ruota può essere terminata e procedere verso l’imballaggio oppure, se si tratta di prodotto diamantato, prosegue verso l’area di lavorazione meccanica del fronte del cerchio. Una volta diamantato, il cerchio è appeso sulla nuova linea di verniciatura completamente automatica di Dürr (fig. 12)”.
Figura 9: Il clearcoat è applicato in unna cabina a velo d’acqua.
Figura 10: Il pannello di controllo posizionato nella zona di carico.

89international PAINT&COATING magazine - JULY/AUGUST 2017 - N. 46
FOCUS ON TECHNOLOGY©
ipcm
®
© ip
cm ®
© ip
cm ®
11 12
13
Il ciclo di verniciatura del prodotto diamantato“La linea di verniciatura trasparente per le ruote diamantate progettata da Olpidürr prevede il medesimo pretrattamento eseguito per la prima fase di verniciatura dei cerchi (fig. 13)” spiega Juan Meza, Senior Paintshop Manager di Ronal Querétaro. “Le ruote subiscono un altro pretrattamento completo perché durante il processo di diamantatura utilizziamo soluzioni di taglio che contengono oli minerali, organici o sintetici. Inoltre le ruote sono contaminate con gli oli lubrificanti delle macchine quindi una seconda pulizia profonda è essenziale per garantire la qualità e assicurare la
più alta resistenza alla corrosione. Il tunnel di pretrattamento si autocontrolla: tutti i parametri operativi, dalle concentrazioni al PH sino alla conducibilità dell’acqua sono costantemente monitorati in automatico (fig. 14)”.
“Dopo l’asciugatura, a seconda del cliente, i cerchi possono seguire due cicli diversi: applicazione del fondo a polvere (figg. 15, 16) e del trasparente liquido oppure applicazione del prodotto KSL (protettivo liquido anticorrosione), fondo a polveri e trasparente liquido (fig. 17)” prosegue Meza. “Il ciclo termina con il controllo finale del 100% delle ruote verniciate e i cerchi conformi son immagazzinati. La linea di Olpidürr è tecnicamente molto robusta, efficiente, accurata e “pulita”. Dal marzo 2016 abbiamo avuto un ramp up di produzione molto buono e rapido: durante il primo mese di operatività avevamo il 25% di scarto ora ridotto al 5%, ma il 95% dei difetti non dipende dalla verniciatura bensì dai processi antecedenti (fig. 18).La tecnologia che Olpidürr ha concentrato in questa linea è delle più avanzate: ogni modello di ruota possiede una propria ricetta di verniciatura. Sui pannelli di controllo abbiamo una visualizzazione completa del processo e il sistema monitora costantemente il funzionamento del processo di verniciatura. Un sistema di allerta ci consente di tracciare qualsiasi evento “fuori standard” accaduto, ad esempio un mal funzionamento di un bruciatore, e tracciare completamente l’origine del difetto. La tracciabilità
Figura 11: Da destra Luis Maldonado, Juan Meza e Alessia Venturi di ipcm®.
Figura 12: La zona di carico.
Figura 13: Le ruote in uscita dal tunnel di pretrattamento salgono verso il forno d’asciugatura.
Da marzo 2016,
Ronal Querétaro ha avuto
un ramp up di produzione
molto buono e rapido:
durante il primo mese
di operatività avevamo il
25% di scarto ora ridotto
al 5%, ma il 95% dei
difetti non dipende dalla
verniciatura bensì dai
processi antecedenti.”

90 N. 46 - JULY/AUGUST 2017 - international PAINT&COATING magazine
SPECIAL AUTOMOTIVE
© ip
cm ®
© ip
cm ®
© ip
cm ®
14 15
16
Il trattamento acque primarie e di scaricoLa linea è completata da un impianto per il trattamento delle acque primarie e delle acque in scarico commissionato da Olpidürr a Verind di Rodano, Milano, anch’essa una società del Gruppo Dürr. Il sistema si compone di osmosi inversa, impianto di demineralizzazione e impianto chimico-fisico (fig. 19).
Osmosi InversaCon questo impianto si produce (partendo da acqua industriale) acqua demineralizzata ad una conducibilità inferiore a 10 mS, utilizzata nei vari processi di produzione. Il sistema, dalla capacità produttiva di 3 m3/h, installa membrane di osmosi inversa da 4”; le apparecchiature sono posizionate su skid autoportante, con funzionamento automatico 24 ore al giorno.
del prodotto è massima grazie all’impiego del codice a barre che consente di avere sempre disponibile lo storico di produzione degli ultimi tre mesi, mentre tutti i dati precedenti sono archiviati in automatico nel sistema. Ciò significa che possiamo tracciare qualsiasi lotto di produzione, sapere in quale data è stato verniciato, con quale ricetta, il volume di cerchi verniciati, i parametri di verniciatura utilizzati. Inoltre, il sistema di gestione ci comunica la produttività di ogni turno”.
La linea è completata da
un impianto per il trattamento
delle acque primarie e
delle acque in scarico
commissionato da Olpidürr a
Verind, anch’essa una società
del Gruppo Dürr.”
Figura 14: Il grande tunnel di pretrattamento. Figura 15: La fase d’applicazione del fondo con vernici in polvere.
Figura 16: Il centro polveri.

FOCUS ON TECHNOLOGY
info @ abl-technic.dewww.abl-technic.de
ABL-Germany | ABL-Austria
ABL-France | ABL-Italy | ABL-Turkey | ABL-Czechoslovakia
ABL-Poland | ABL-Slovakia
ABL-Hungary | ABL-Portugal
ABL-USA
Worldwideleading andinnovative technologies
guaranteethe bestsolutions for our customers around the globe.
… and always close to you
Paint stripping
worldwide
© ip
cm ®
17
Demineralizzazione a resine scambiatriciQuesto impianto tratta l’acqua utilizzata per il lavaggio delle ruote dopo la fosfatazione. Il sistema utilizza resine scambiatrici di ioni, l’acqua viene purificata in continuo e ricircolata sulle linee produttive per il medesimo utilizzo. Il sistema installato è in duplex: quando le resine della prima sezione hanno esaurito il loro ciclo di funzionamento, in automatico viene effettuata la loro rigenerazione e viene messa in funzione la seconda sezione. Al fine di evitare formazioni batteriche all’interno delle vasche di lavaggio i reflui, dopo trattamento, subiscono una disinfezione/debatterizzazione.Gli eluati acidi ed alcalini prodotti durante la fase di rigenerazione delle resine sono inviati all’impianto di trattamento acque WWT.La portata trattata è di 4 m3/h, le colonne hanno un diametro di mm 600 e un contenuto di resine di litri 300 / cad. A protezione delle resine in ingresso al trattamento è installato un filtro a carboni attivi.
Trattamento acque WWT (Waste Water Treatment)Tutti gli eluati prodotti dalla linea di verniciatura ruote, i bagni esausti, gli eluati di rigenerazioni delle resine e il concentrato dell’osmosi inversa vengono opportunamente stoccati in apposti serbatoi e da qui
inviati all’impianto di trattamento acque (WWT) di tipo chimico-fisico.La portata di trattamento è pari a 4 m3/h, con funzionamento totalmente automatico.La linea di trattamento è principalmente costituita da:Sezione di reazione, neutralizzazione e flocculazione, con dosaggio di additivi chimici per favorire la precipitazione degli inquinanti presenti;Sezione di sedimentazione con decantatore con pacchi lamellari;Sezione di filtrazione con sabbia per lo scarico;Sezione di ispessimento e disidratazione fanghi.
Il trattamento delle acque di cabinaPer il trattamento delle acque di cabina di Ronal Querétaro, Olpidürr, in qualità di capo commessa, ha previsto l’installazione di due impianti di defangazione a flottazione Skimmerflot 8000, forniti e installati da Water Energy di San Pietro in Casale, Bologna (fig. 20).Ogni impianto ha una capacità di trattamento di 8000 litri/ora, è realizzato in acciaio AISI304 ed è in grado di ridurre la concentrazione dei fanghi
Figura 17: La fase d’applicazione del clearcoat.

92 N. 46 - JULY/AUGUST 2017 - international PAINT&COATING magazine
SPECIAL AUTOMOTIVE©
ipcm
®
© ip
cm ®
© ip
cm ®
18 19
20
nelle acque reflue circolando l’acqua delle cabine di verniciatura mediante l’utilizzo di specifici prodotti denaturanti.L’impianto di flottazione, opera per effetto di una separazione molecolare dell’acqua e del fango specifico da trattare, permettendone l’emersione e infine, per mezzo di un sistema di pompaggio/captazione di fango e surnatante, l’asportazione. Per facilitare ulteriormente la separazione degli inquinanti ed il galleggiamento del fango, ed evitare l’accumulo di fango nelle parti della cabina soggette a bassa corrente d’acqua, all’ingresso degli Skimmerflot viene iniettata aria. Inoltre, sul fondo degli stessi vi è un’ulteriore micronizzazione dell’aria disciolta.Water Energy fornisce anche i prodotti chimici personalizzati e testati necessari al buon funzionamento degli impianti.
In questo modo, è possibile garantire:- l’asportazione dell’overspray di vernice
dall’acqua;- il sensibile decremento dei costi di
manutenzione alle cabine, pulizia di pompe, velo e sistemi di abbattimento poiché il fango non sporca i veli della cabina, le pompe di rilancio, il retro della cabina e tutte le parti in contatto con il fango.
- l’ottenimento di un fango già posto in big bag (efficienza dell’80% di recupero fanghi) e pronto allo smaltimento, con umidità del fango minore del 40%.
- cabine più pulite e sostituzione dell’acqua delle cabine una sola volta all’anno.
- denaturazione del fango (riduzione del potere di appiccicosità della
vernice per evitare che si incolli all’impianto)- flocculazione del
fango-flottazione (fango denaturato che galleggia sul pelo dell’acqua; aggregazione della vernice denaturata sotto forma di fiocchi che galleggiano sul livello dell’acqua per permetterne la separazione e l’estrazione del fango senza sedimentazione nella vasca della cabina).
Figura 18: “La linea di Olpidürr è tecnicamente molto robusta, effi ciente, accurata e “pulita”- spiega Juan Meza di Ronal.
Figura 19: L’impianto di trattamento delle acque primarie e di scarico è stato realizzato da Verind di Rodano, Milano.
Figura 20: Per il trattamento delle acque di cabina, Olpidürr ha commissionato due impianti di defangazione a fl ottazione Skimmerfl ot 8000, forniti e installati da Water Energy di San Pietro in Casale, Bologna.