Embed Size (px)
DESCRIPTION
Roscas y Engranajes
Citation preview
Roscas
Un roscado o rosca es una superficie cuyo eje está contenido en el plano y en torno a él
describe una trayectoria helicoidal cilíndrica.1
El roscado puede ser realizado con herramientas manuales o máquinas
herramientas como taladradora, fresadoras y tornos. Para el roscado manual se utilizan
machos y terrajas, que son herramientas de corte usadas para crear las roscas
de tornillos y tuercas en metales,madera y plástico. El macho se utiliza para roscar la parte
hembra mientras que la terraja se utiliza para roscar la porción macho del par de
acoplamiento. El macho también puede utilizarse para roscado a máquina.
Si se necesita producir grandes cantidades de roscados tanto machos como hembras se
utiliza el roscado por laminación según el material con que esté construido.
¿Por qué funciona una rosca?
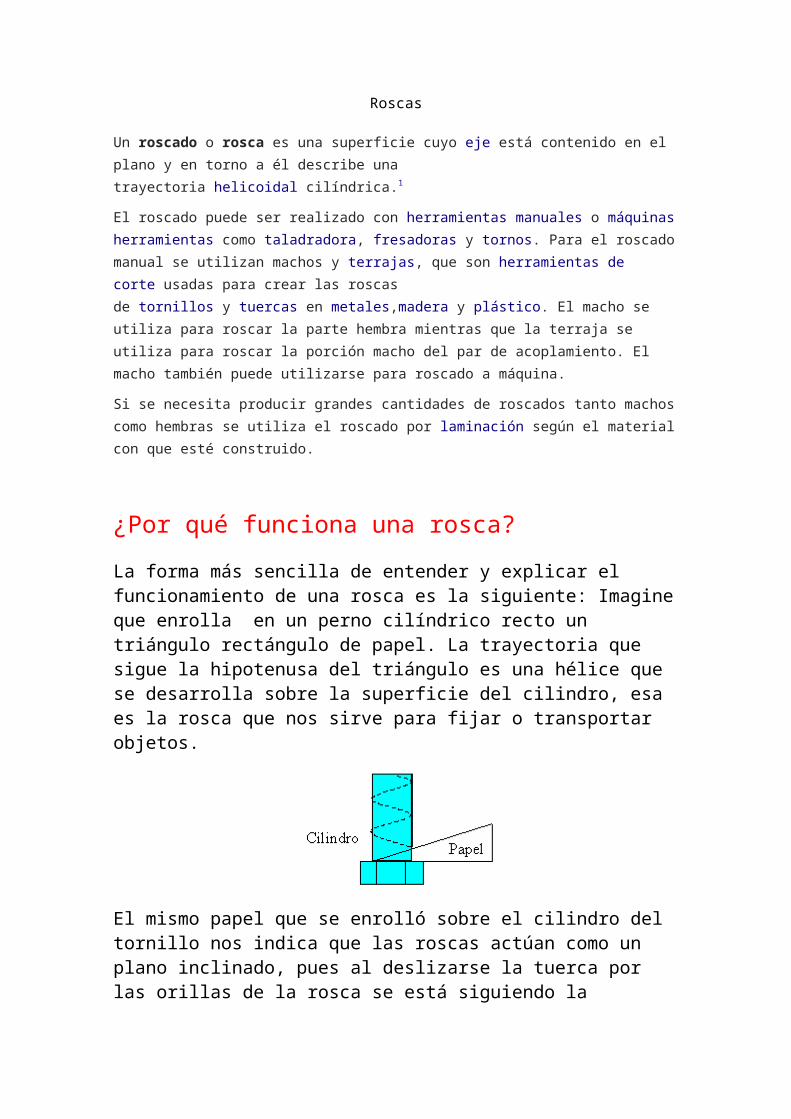
La forma más sencilla de entender y explicar el funcionamiento de una rosca es la siguiente: Imagine que enrolla en un perno cilíndrico recto un triángulo rectángulo de papel. La trayectoria que sigue la hipotenusa del triángulo es una hélice que se desarrolla sobre la superficie del cilindro, esa es la rosca que nos sirve para fijar o transportar objetos.
El mismo papel que se enrolló sobre el cilindro del tornillo nos indica que las roscas actúan como un plano inclinado, pues al deslizarse la tuerca por las orillas de la rosca se está siguiendo la trayectoria de un plano inclinado, del cual su fórmula elemental es:
P x L = W x h
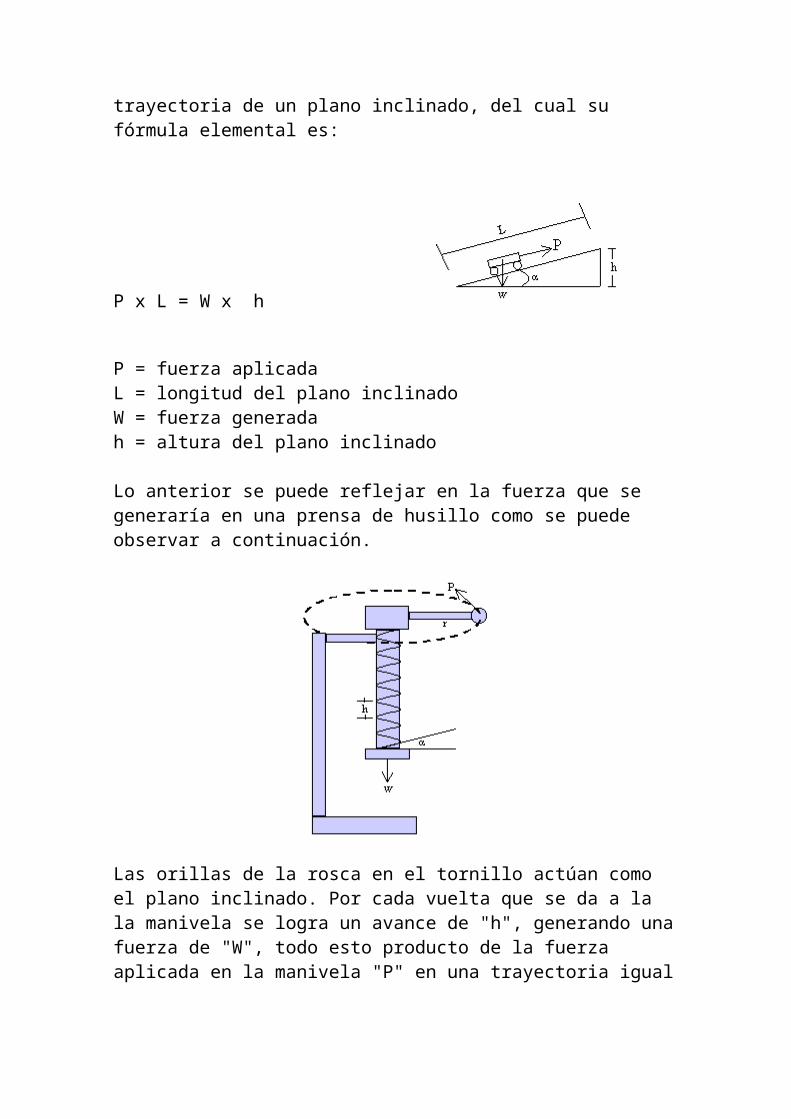
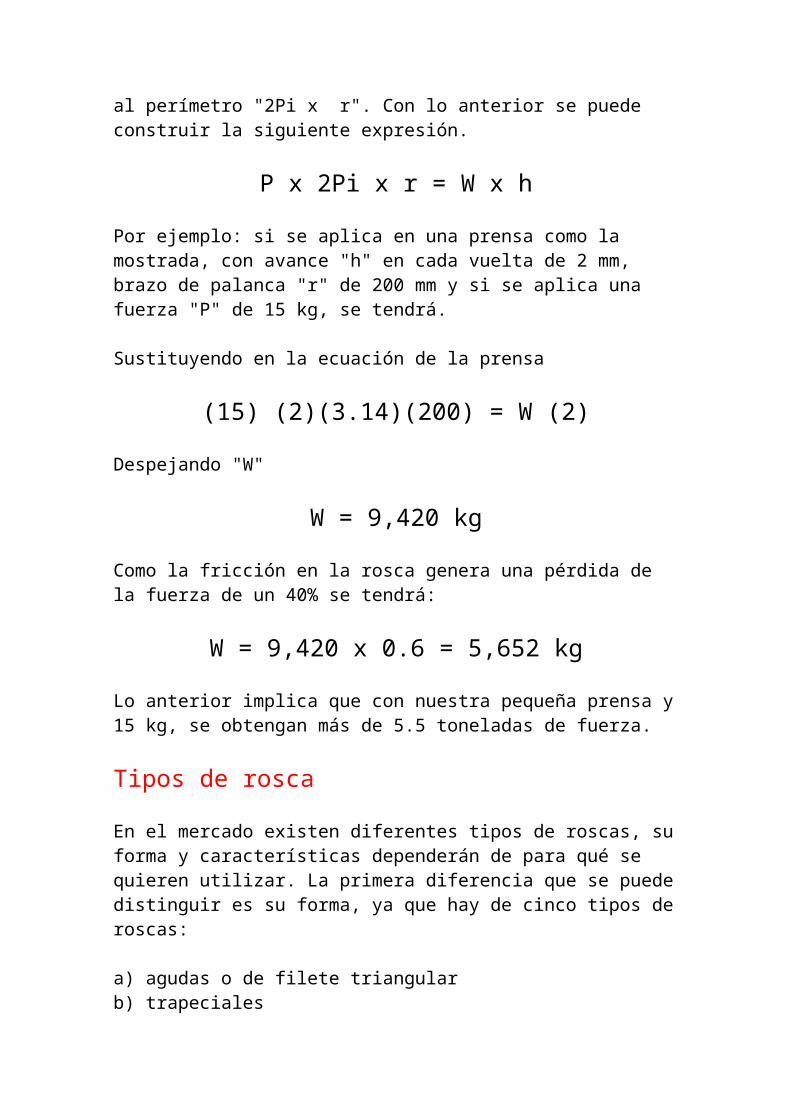
P = fuerza aplicadaL = longitud del plano inclinadoW = fuerza generadah = altura del plano inclinado Lo anterior se puede reflejar en la fuerza que se generaría en una prensa de husillo como se puede observar a continuación.
Las orillas de la rosca en el tornillo actúan como el plano inclinado. Por cada vuelta que se da a la la manivela se logra un avance de "h", generando una fuerza de "W", todo esto producto de la fuerza aplicada en la manivela "P" en una trayectoria igual al perímetro "2Pi x r". Con lo anterior se puede construir la siguiente expresión.
P x 2Pi x r = W x h
Por ejemplo: si se aplica en una prensa como la mostrada, con avance "h" en cada vuelta de 2 mm, brazo de palanca "r" de 200 mm y si se aplica una fuerza "P" de 15 kg, se tendrá. Sustituyendo en la ecuación de la prensa
(15) (2)(3.14)(200) = W (2)
Despejando "W"
W = 9,420 kg
Como la fricción en la rosca genera una pérdida de la fuerza de un 40% se tendrá:
W = 9,420 x 0.6 = 5,652 kg
Lo anterior implica que con nuestra pequeña prensa y 15 kg, se obtengan más de 5.5 toneladas de fuerza.
Tipos de rosca En el mercado existen diferentes tipos de roscas, su forma y características dependerán de para qué se quieren utilizar. La primera diferencia que se puede distinguir es su forma, ya que hay de cinco tipos de roscas: a) agudas o de filete triangularb) trapecialesc) de sierrad) redondas o redondeadasf) de filete cuadrado Las roscas de filete triangular o agudas se usan en tornillos de fijación o para uniones de tubos. Las trapeciales, de sierra y redondas se utilizan para movimiento o trasporte y las cuadradas casi nunca se usan.
Las roscas agudas o triangulares quedan definidas por los diámetros exterior (d), del núcleo (d1) y del de los flancos (d2), así como por el ángulo de los flancos (alfa) y su paso (h)
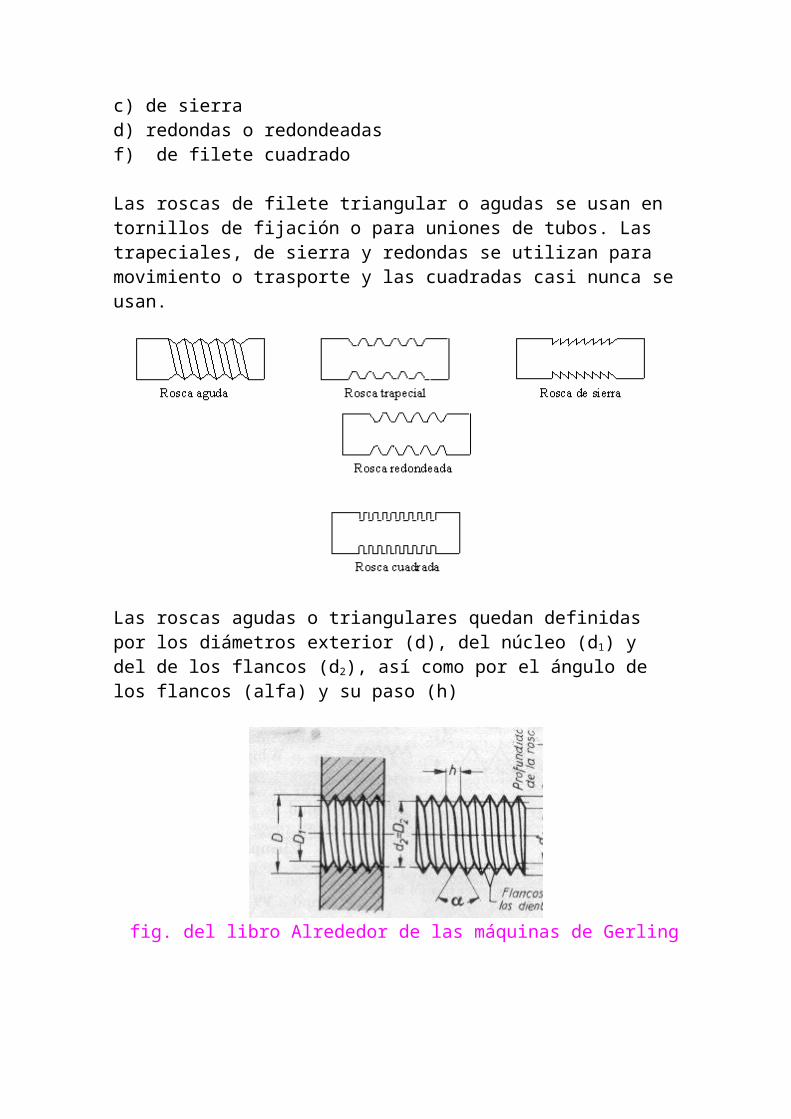
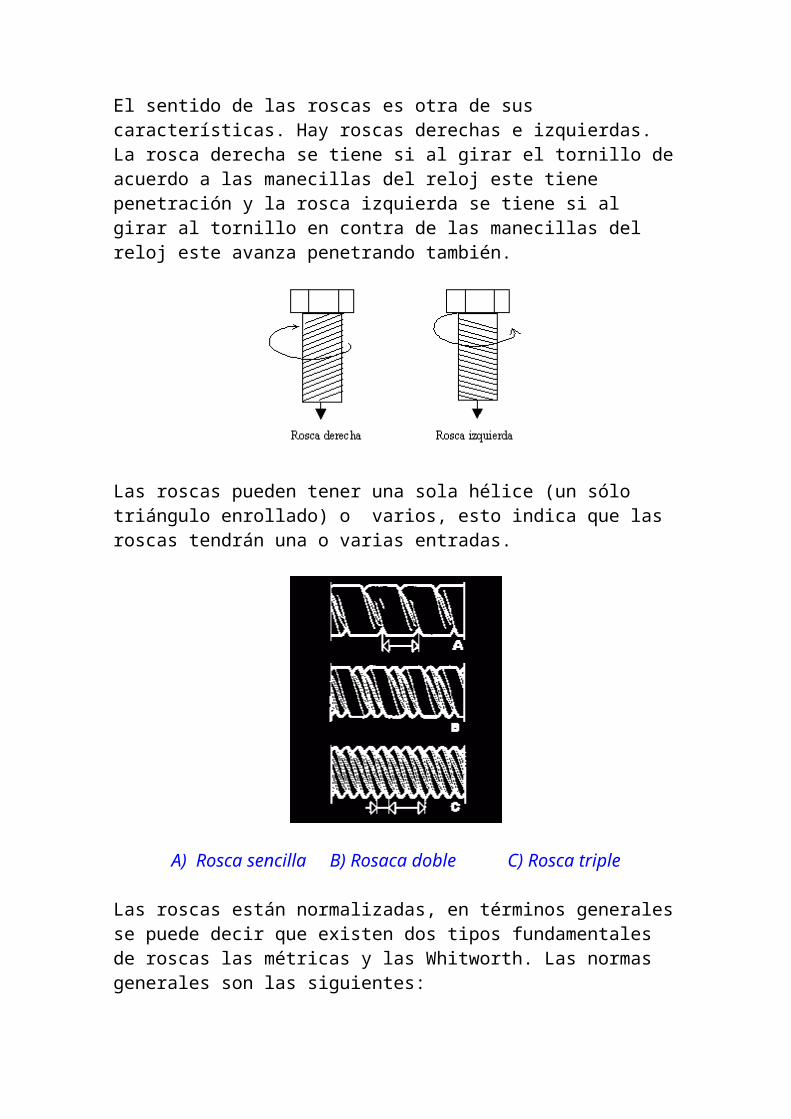
fig. del libro Alrededor de las máquinas de Gerling El sentido de las roscas es otra de sus características. Hay roscas derechas e izquierdas. La rosca derecha se tiene si al girar el tornillo de acuerdo a las manecillas del reloj este tiene penetración y la rosca izquierda se tiene si al girar al tornillo en contra de las manecillas del reloj este avanza penetrando también.
Las roscas pueden tener una sola hélice (un sólo triángulo enrollado) o varios, esto indica que las roscas tendrán una o varias entradas.
A) Rosca sencilla B) Rosaca doble C) Rosca triple
Las roscas están normalizadas, en términos generales se puede decir que existen dos tipos fundamentales de roscas las métricas y las Whitworth. Las normas generales son las siguientes: Sistema métricoBS 3643: ISO Roscas métricasBS 4827: ISO Roscas miniatura o finasBS 4846: ISO Roscas trapeciales o trapezoidalesBS 21: Roscas para conexiones y tubos de paredes delgadas Sistema inglésBS84: Roscas WhitworthBS93: Roscas de la British Assiciation (BA) La mayoría de las normas se pueden encontrar en el manual Machinery's Screw Thread Book. Las principales características y dimensiones proporcionales de las roscas triangulares métricas y Whitworth se observan en los siguientes dibujos.
fig. del libro Alrededor de las máquinas de Gerling
Rosca métrica en la que su altura (t1) es igual a 0.6495h y el radio de giro (r) del fondo es igual a 0.1082h
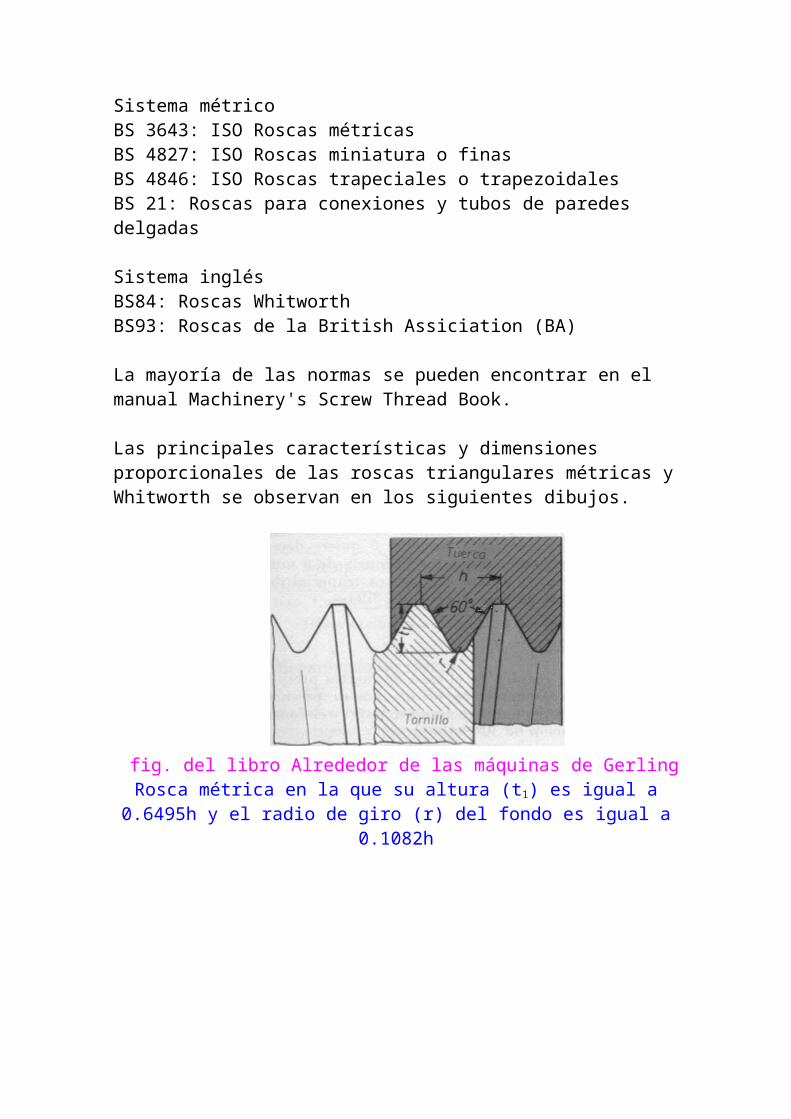
fig. del libro Alrededor de las máquinas de Gerling
Rosca Whitworth en la que la profundidad (t1) de la rosca es igual a 0.64033h y el radio de giro (r) de su fondo y extrremos es de 0.13733h
Como se puede observar las principales diferencias entres los dos tipos de roscas son:Métrica. Los ángulos de los las espiras son de 60°, en tornillos se redondea el fondo de la rosca y las puntas son planas, en el caso de las tuercas mientras que en las Whitworth es de 55°. Otra gran diferencia es que mientras en las roscas métricas su parte externa de los filetes es chata a una altura t1=0,64595h y la interna redonda con r = 0.1082h, en las Whitworth tanto la punta exterior como la parte interna son redondas, con altura de t1 = 0.64033h y r = 0.13733h. En las roscas métricas el paso se indica por el avance en milímetros por cada vuelta, mientras en las Whitworth se da por número de hilos por pulgada.
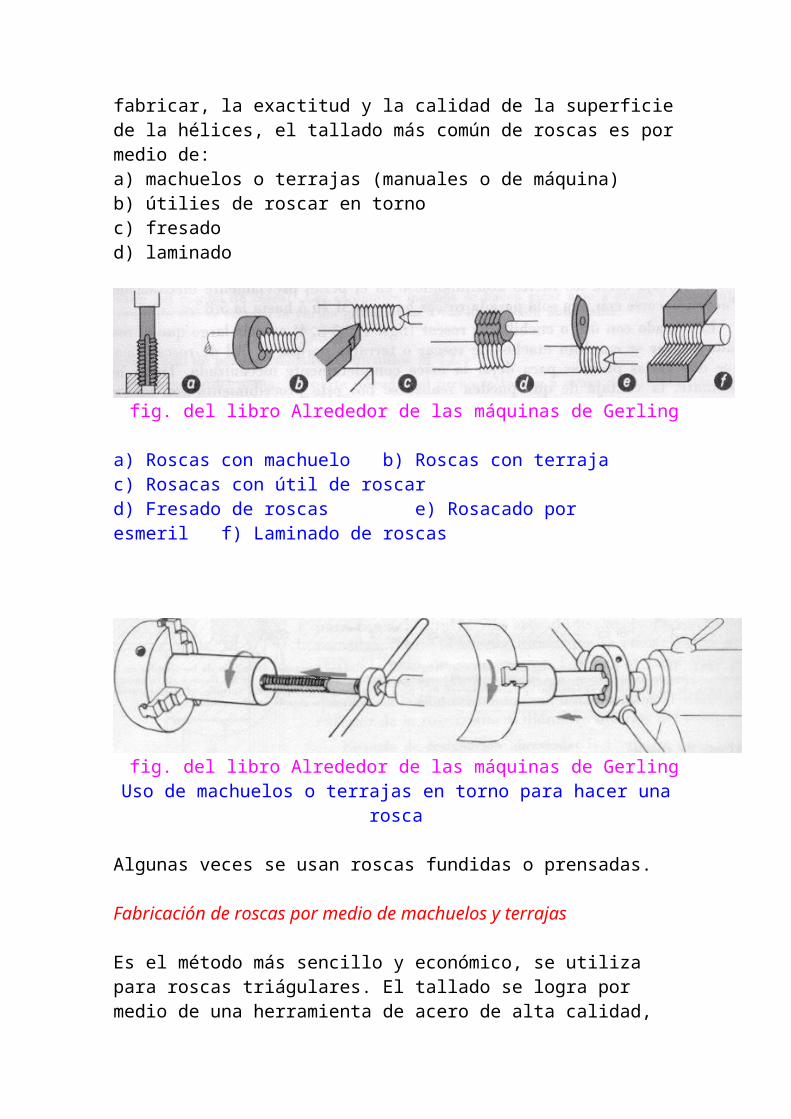
Mecanizado o tallado de roscas Las roscas pueden fabricarse por medio de diferentes procesos de manufactura. El procedimiento seleccionado dependerá del número de piezas a fabricar, la exactitud y la calidad de la superficie de la hélices, el tallado más común de roscas es por medio de:a) machuelos o terrajas (manuales o de máquina)b) útilies de roscar en tornoc) fresadod) laminado
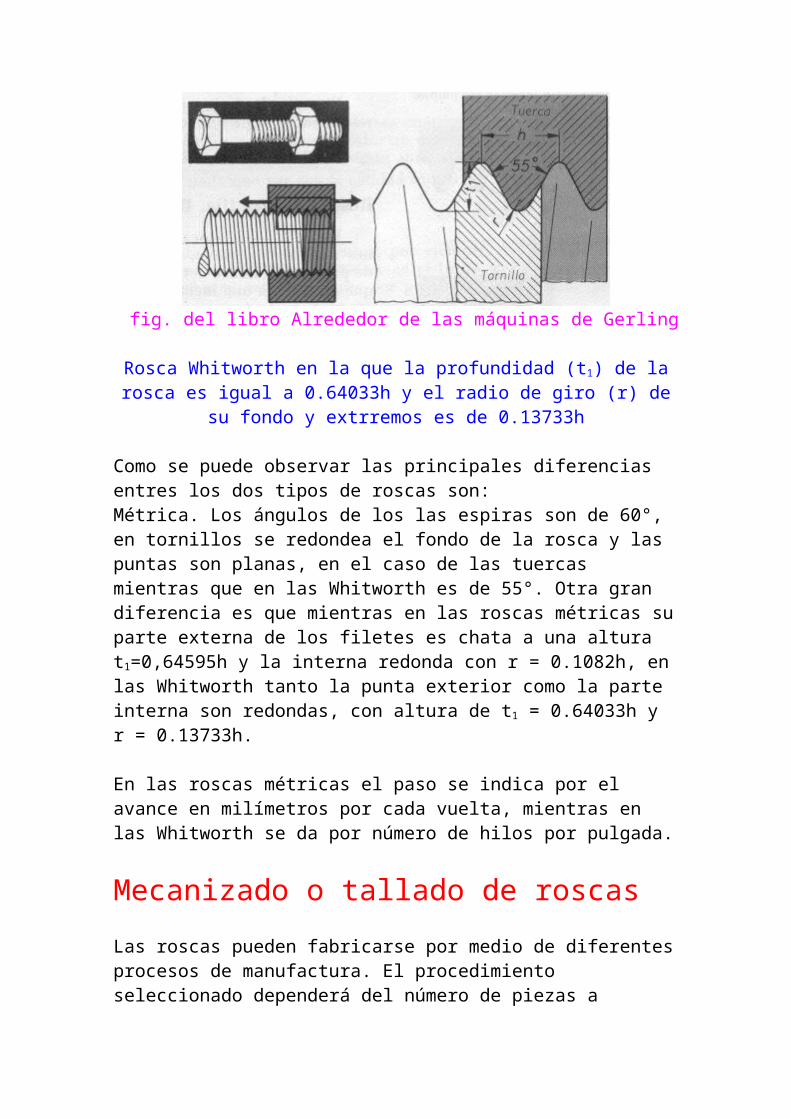
fig. del libro Alrededor de las máquinas de Gerling a) Roscas con machuelo b) Roscas con terraja c) Rosacas con útil de roscard) Fresado de roscas e) Rosacado por esmeril f) Laminado de roscas
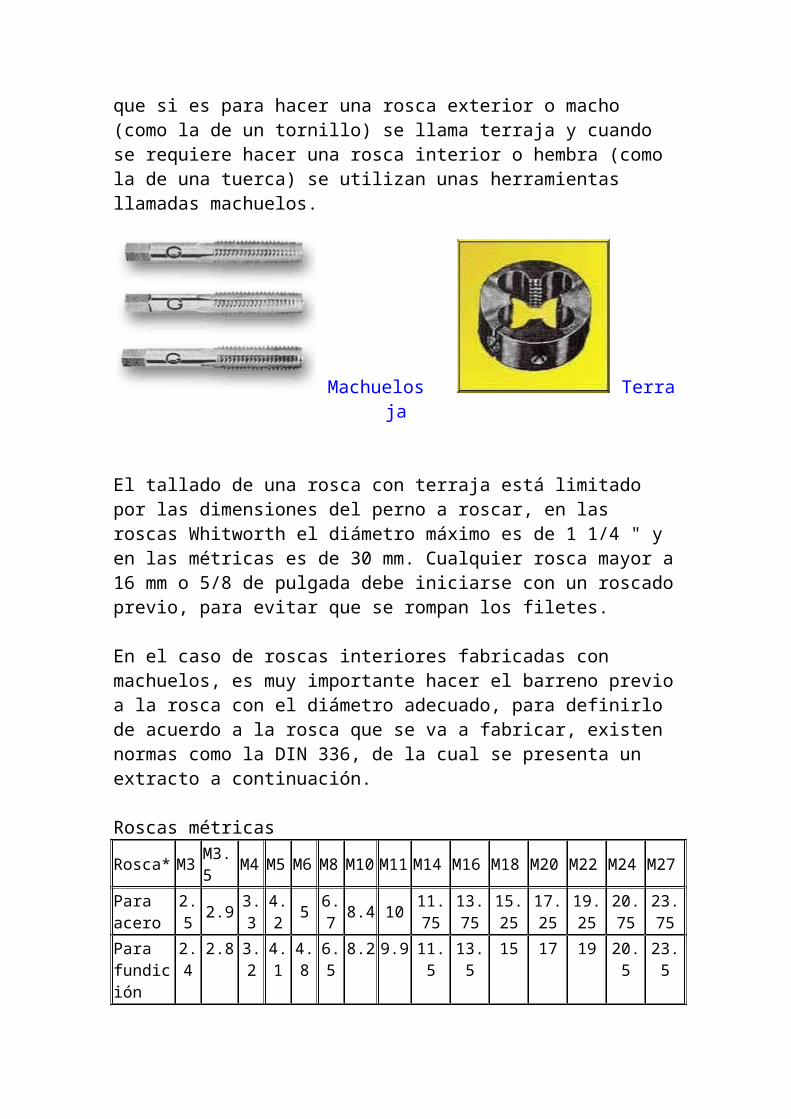
fig. del libro Alrededor de las máquinas de GerlingUso de machuelos o terrajas en torno para hacer una rosca
Algunas veces se usan roscas fundidas o prensadas. Fabricación de roscas por medio de machuelos y terrajas Es el método más sencillo y económico, se utiliza para roscas triágulares. El tallado se logra por medio de una herramienta de acero de alta calidad, que si es para hacer una rosca exterior o macho (como la de un tornillo) se llama terraja y cuando se requiere hacer una rosca interior o hembra (como la de una tuerca) se utilizan unas herramientas llamadas machuelos.
Machuelos Terraja
El tallado de una rosca con terraja está limitado por las dimensiones del perno a roscar, en las roscas Whitworth el diámetro máximo es de 1 1/4 " y en las métricas es de 30 mm. Cualquier rosca mayor a 16 mm o 5/8 de pulgada debe iniciarse con un roscado previo, para evitar que se rompan los filetes. En el caso de roscas interiores fabricadas con machuelos, es muy importante hacer el barreno previo a la rosca con el diámetro adecuado, para definirlo de acuerdo a la rosca que se va a fabricar, existen normas como la DIN 336, de la cual se presenta un extracto a continuación. Roscas métricasRosca* M3 M3.5 M4 M5 M6 M8 M10 M11 M14 M16 M18 M20 M22 M24 M27
Para acero
2.5 2.9 3.3 4.2 5 6.7 8.4 10 11.75 13.75 15.25 17.25 19.25 20.75 23.75
Para fundición gris y laton
2.4 2.8 3.2 4.1 4.8 6.5 8.2 9.9 11.5 13.5 15 17 19 20.5 23.5
*En las roscas métricas su diámetro en mm se indica después de la letra "M" Roscas WhitworthRosca* 1/4" 5/16" 3/8" 1/2" 5/8" 3/4" 7/8" 1" 1 1/8" 1 1/4" 1 3/8" 1 1/2" 1 5/8" 1 3/4" 2"
Para acero 5.1 6.5 7.9 10.5 13.5 16.5 19.25 22 24.75 27.75 30.5 33.5 35.5 39 44.5
Para fundición gris y laton
5 6.4 7.7 10.25 13.25 16.25 19 21.75 24.50 27.50 30 33 35 38.5 44
Todos los diámetros están dados en milímetros. Recomendaciones para elaborar roscas con machuelos y terrajas Uso de machuelos
1. deben estar bien afilados2. se debe hacer girar en redondo al machuelo, evitando el
cabeceo3. cuándo se va a realizar una rosca grande, se debe iniciar con un
machuelo menor y en otras pasadas con machuelos de mayor tamaño, se debe aproximar al tamaño adecuado.
4. debe haber lubricación abundante.5. se debe hacer la penetración de una vuelta y el retroceso del
machuelo para que la viruta salga y no se tape la rosca.Uso de terrajas
1. el dado de la terraja debe estar limpio y bien lubricado.
2. se debe hacer girar a la terraja en redondo y sin cabeceo.3. el perno a roscar deberá estar preparado con un chaflán en la
punta a 45°4. la terraja debe colocarse de manera perpendicular a el perno a
roscar.5. se debe hacer girar la terraja una vuelta y regresarla para
desalojar la viruta.6. debe haber lubricación abundante.
Fabricación de roscas por medio del torno Se puede utilizar un torno de plantilla con husillo de trabajo movil, como el que se muestra en la figura.
fig. del libro Alrededor de las máquinas de Gerling Como se puede observar en el extremo izquierdo del husillo principal se coloca una plantilla con la rosca que se quiere fabricar (a), ésta se acopla a una tuerca (b) que sirve de guía al husillo principal del torno. Observe que el husillo es el que se desplaza o avanza de acuerdo a lo que requiere la plantilla, como lo demandaría un tornillo acoplándose a su tuerca, mientras que el útil de roscar está inmóvil.
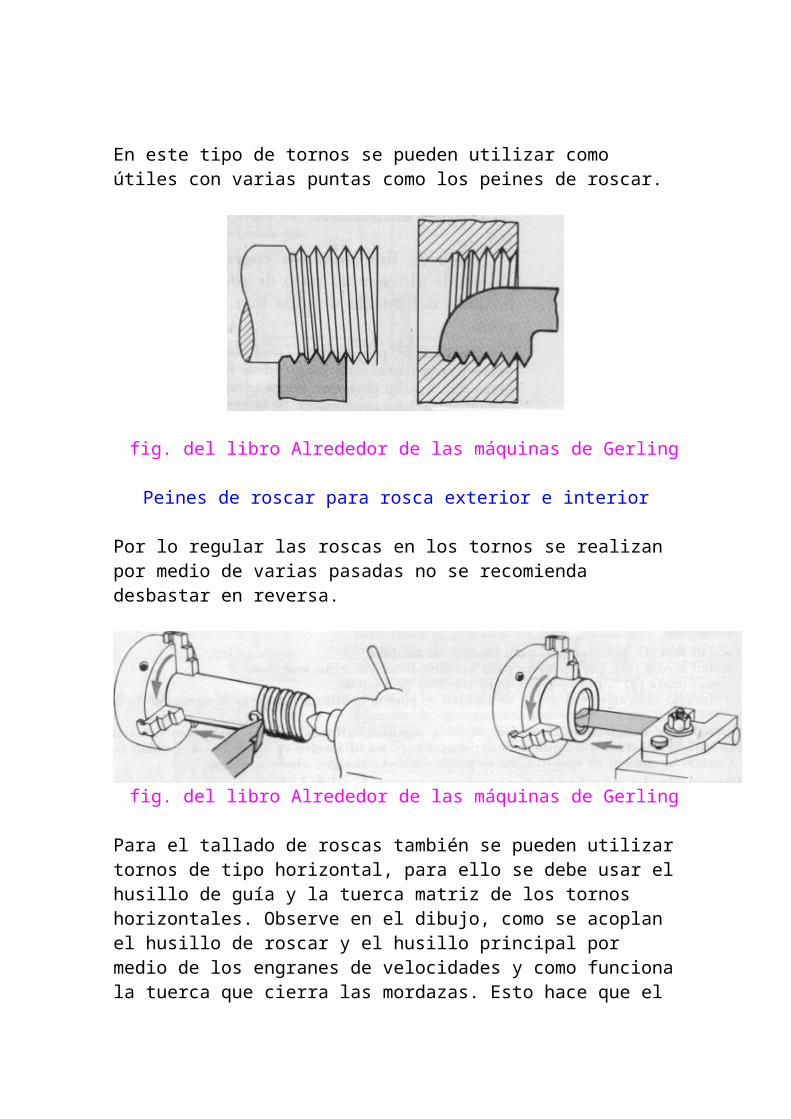
fig. del libro Alrededor de las máquinas de Gerling En este tipo de tornos se pueden utilizar como útiles con varias puntas como los peines de roscar.
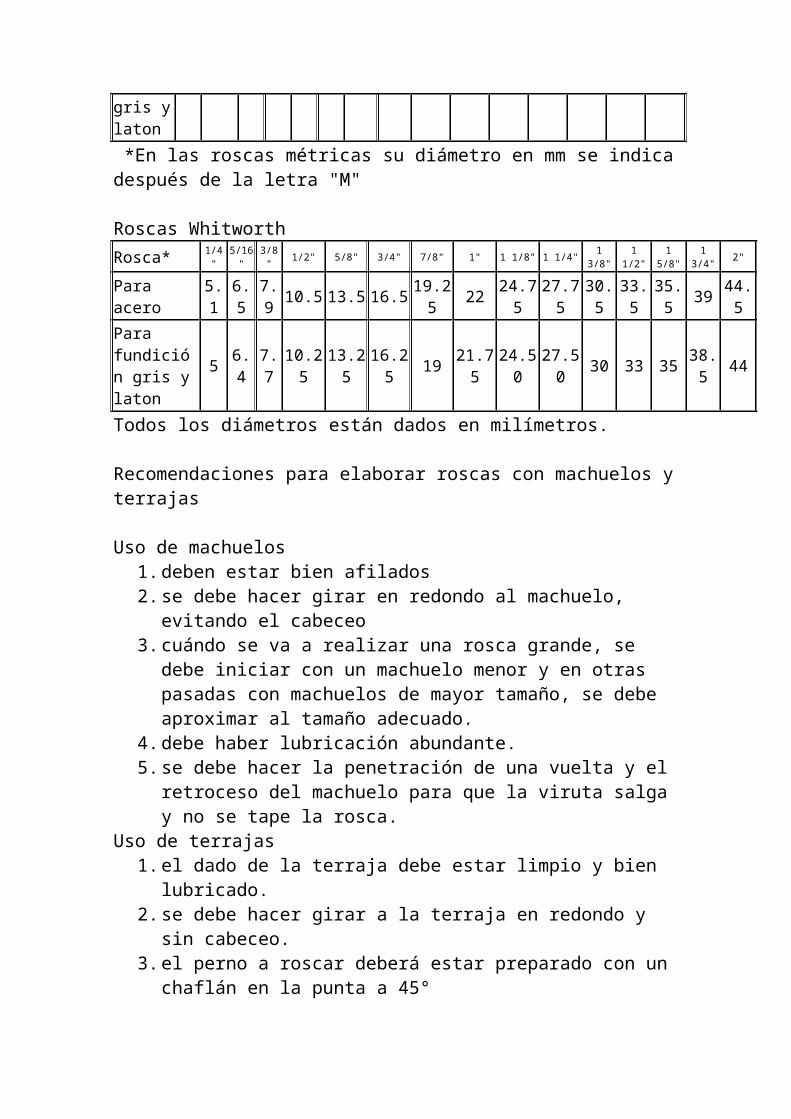
fig. del libro Alrededor de las máquinas de Gerling
Peines de roscar para rosca exterior e interior
Por lo regular las roscas en los tornos se realizan por medio de varias pasadas no se recomienda desbastar en reversa.
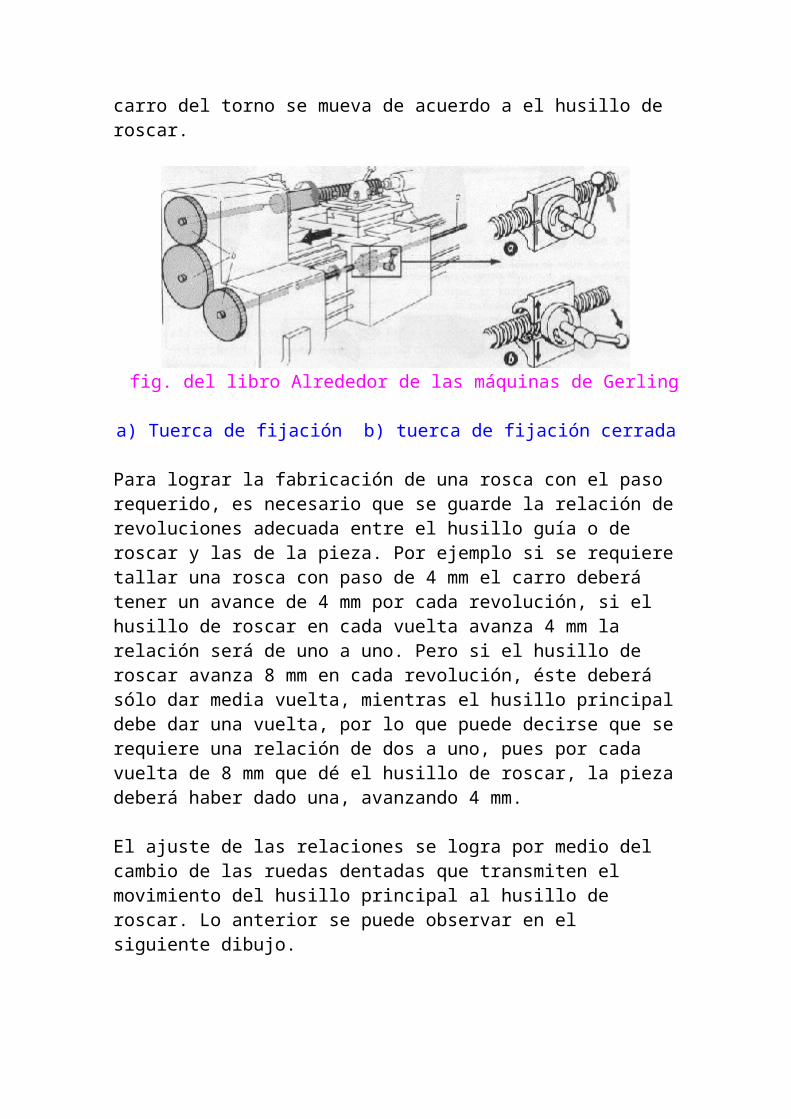
fig. del libro Alrededor de las máquinas de Gerling Para el tallado de roscas también se pueden utilizar tornos de tipo horizontal, para ello se debe usar el husillo de guía y la tuerca matriz de los tornos horizontales. Observe en el dibujo, como se acoplan el husillo de roscar y el husillo principal por medio de los engranes de velocidades y como funciona la tuerca que cierra las mordazas. Esto hace que el carro del torno se mueva de acuerdo a el husillo de roscar.
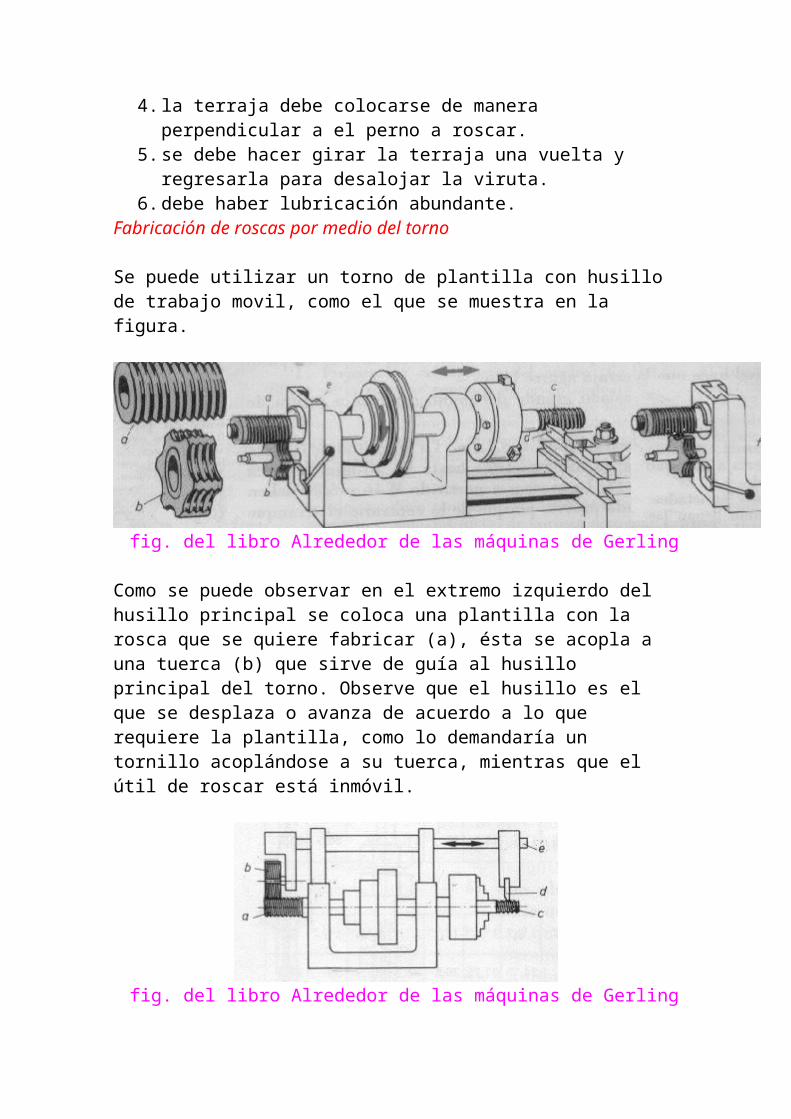
fig. del libro Alrededor de las máquinas de Gerling
a) Tuerca de fijación b) tuerca de fijación cerrada Para lograr la fabricación de una rosca con el paso requerido, es necesario que se guarde la relación de revoluciones adecuada entre el husillo guía o de roscar y las de la pieza. Por ejemplo si se requiere tallar una rosca con paso de 4 mm el carro deberá tener un avance de 4 mm por cada revolución, si el husillo de roscar en cada vuelta avanza 4 mm la relación será de uno a uno. Pero si el husillo de roscar avanza 8 mm en cada revolución, éste deberá sólo dar media vuelta, mientras el husillo principal debe dar una vuelta, por lo que puede decirse que se requiere una relación de dos a uno, pues por cada vuelta de 8 mm que dé el husillo de roscar, la pieza deberá haber dado una, avanzando 4 mm. El ajuste de las relaciones se logra por medio del cambio de las ruedas dentadas que transmiten el movimiento del husillo principal al husillo de roscar. Lo anterior se puede observar en el siguiente dibujo.
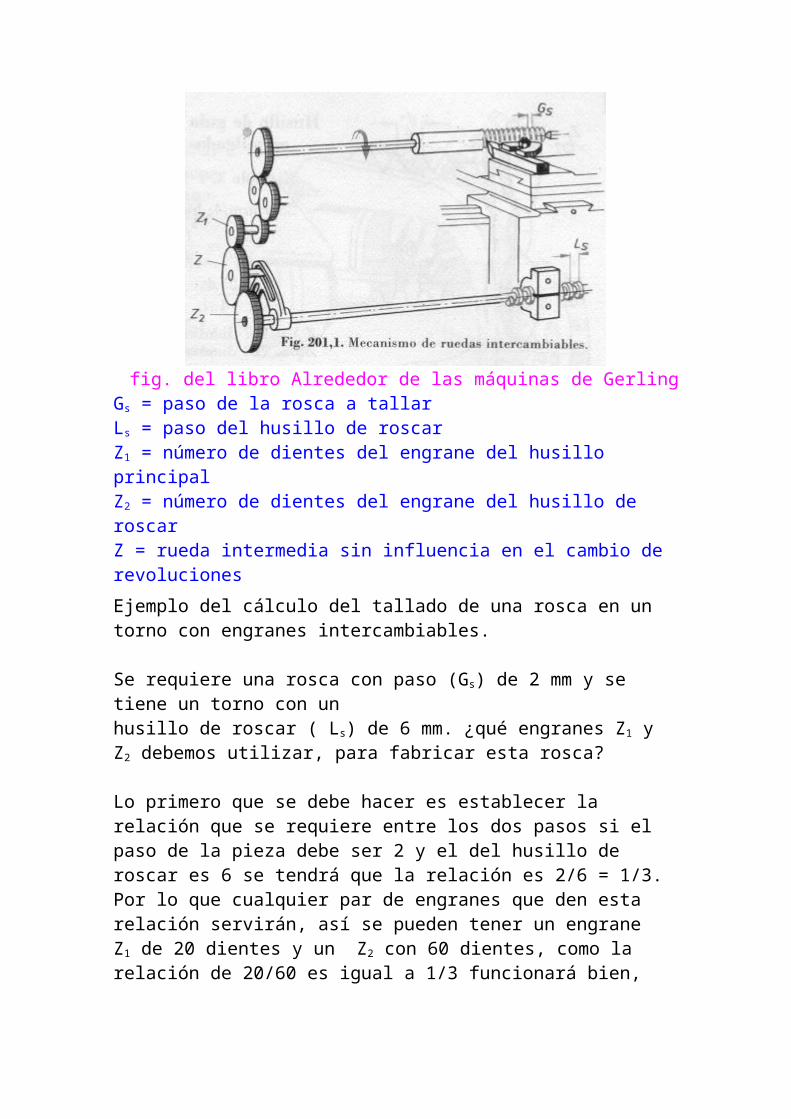
fig. del libro Alrededor de las máquinas de GerlingGs = paso de la rosca a tallarLs = paso del husillo de roscarZ1 = número de dientes del engrane del husillo principalZ2 = número de dientes del engrane del husillo de roscarZ = rueda intermedia sin influencia en el cambio de revoluciones
Ejemplo del cálculo del tallado de una rosca en un torno con engranes intercambiables. Se requiere una rosca con paso (Gs) de 2 mm y se tiene un torno con un
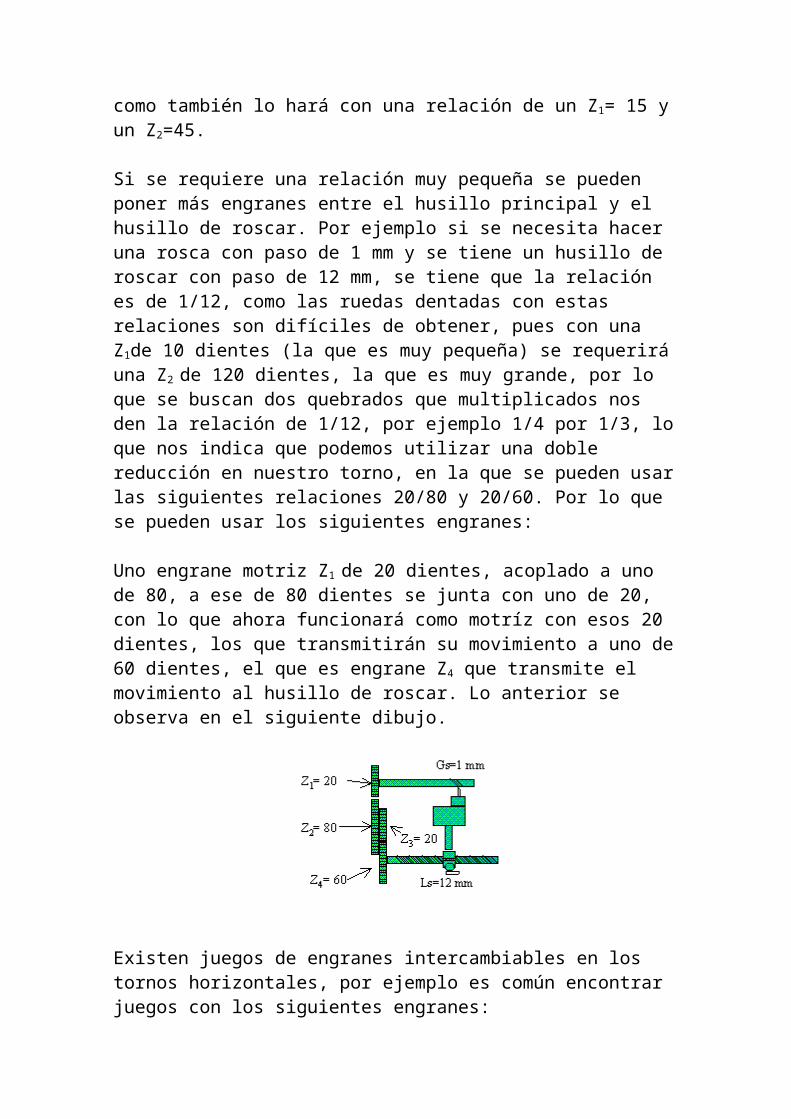
husillo de roscar ( Ls) de 6 mm. ¿qué engranes Z1 y Z2 debemos utilizar, para fabricar esta rosca? Lo primero que se debe hacer es establecer la relación que se requiere entre los dos pasos si el paso de la pieza debe ser 2 y el del husillo de roscar es 6 se tendrá que la relación es 2/6 = 1/3. Por lo que cualquier par de engranes que den esta relación servirán, así se pueden tener un engrane Z1 de 20 dientes y un Z2 con 60 dientes, como la relación de 20/60 es igual a 1/3 funcionará bien, como también lo hará con una relación de un Z1= 15 y un Z2=45. Si se requiere una relación muy pequeña se pueden poner más engranes entre el husillo principal y el husillo de roscar. Por ejemplo si se necesita hacer una rosca con paso de 1 mm y se tiene un husillo de roscar con paso de 12 mm, se tiene que la relación es de 1/12, como las ruedas dentadas con estas relaciones son difíciles de obtener, pues con una Z1de 10 dientes (la que es muy pequeña) se requerirá una Z2 de 120 dientes, la que es muy grande, por lo que se buscan dos quebrados que multiplicados nos den la relación de 1/12, por ejemplo 1/4 por 1/3, lo que nos indica que podemos utilizar una doble reducción en nuestro torno, en la que se pueden usar las siguientes relaciones 20/80 y 20/60. Por lo que se pueden usar los siguientes engranes: Uno engrane motriz Z1 de 20 dientes, acoplado a uno de 80, a ese de 80 dientes se junta con uno de 20, con lo que ahora funcionará como motríz con esos 20 dientes, los que transmitirán su movimiento a uno de 60 dientes, el que es engrane Z4 que transmite el movimiento al husillo de roscar. Lo anterior se observa en el siguiente dibujo.
Existen juegos de engranes intercambiables en los tornos horizontales, por ejemplo es común encontrar juegos con los siguientes engranes:20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100, 110, 120, 125, 127. Los husillos de roscar normalizados tienen los siguientes pasos: 4, 6, 12, 15, 24 en milímetros y 1/4 y 1/2 pulgadas.
El hacer el cambio de las ruedas dentadas en los tornos es muy tardado y molesto, por lo que ya existen transmisiones que permiten las relaciones adecuadas, sin necesidad de los cambios físicos. En la mayoría de los tornos se instalan tablas con las que se obtienen las relaciones de las ruedas dentadas con las que cuentan las transmisiones.
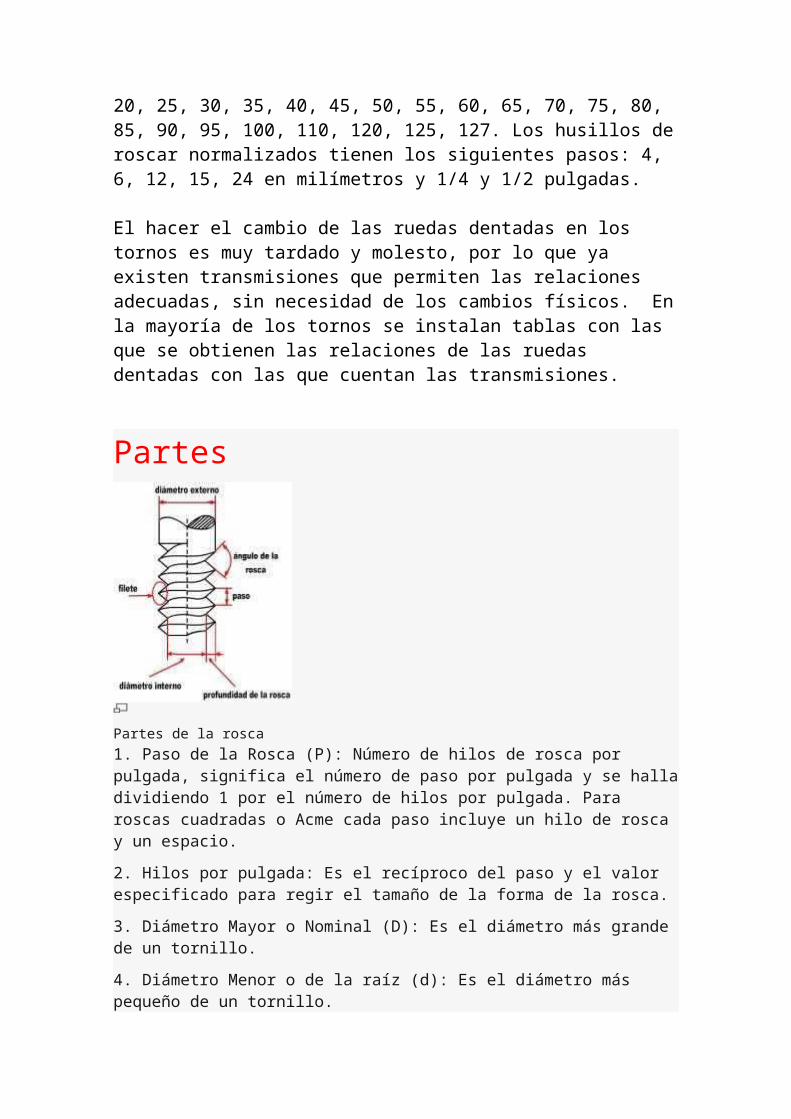
Partes
Partes de la rosca1. Paso de la Rosca (P): Número de hilos de rosca por pulgada, significa el número de paso por pulgada y se halla dividiendo 1 por el número de hilos por pulgada. Para roscas cuadradas o Acme cada paso incluye un hilo de rosca y un espacio.
2. Hilos por pulgada: Es el recíproco del paso y el valor especificado para regir el tamaño de la forma de la rosca.
3. Diámetro Mayor o Nominal (D): Es el diámetro más grande de un tornillo.
4. Diámetro Menor o de la raíz (d): Es el diámetro más pequeño de un tornillo.
5. Diámetro Primitivo o de paso (Dp): En una rosca, el diámetro de un cilindro imaginario cuya superficie corta a las formas o perfiles de los filetes de modo que sus anchos y los huecos entre ellos sean iguales. El juego entre dos roscas que emparejan se regula principalmente por estrechas tolerancias sobre los diámetros primitivos.
6. Profundidad de las Roscas (Pr): La distancia entre la cresta y la raíz medida perpendicularmente al eje.
El paso de rosca es la distancia que existe entre dos crestas consecutivas. Si el tornillo es de rosca sencilla, se corresponde con lo que avanza sobre la tuerca por cada vuelta completa. Si es de rosca doble el avance será igual al doble del paso.
ENGRANAJES
Se denomina engranaje al mecanismo utilizado para transmitir potencia de un
componente a otro dentro de una máquina. Los engranajes están formados por dos ruedas
dentadas, de las cuales la mayor se denomina corona y la menor piñón. Un engranaje
sirve para transmitir movimiento circular mediante el contacto de ruedas dentadas. Una de
las aplicaciones más importantes de los engranajes es la transmisión del movimiento
desde el eje de una fuente de energía, como puede ser un motor de combustión interna o
un motor eléctrico, hasta otro eje situado a cierta distancia y que ha de realizar un trabajo.
De manera que una de las ruedas está conectada por la fuente de energía y es conocida
como engranaje motor y la otra está conectada al eje que debe recibir el movimiento del
eje motor y que se denomina engranaje conducido.1 Si el sistema está compuesto de más
de un par de ruedas dentadas, se denomina tren.
La principal ventaja que tienen las transmisiones por engranaje respecto de la transmisión
por poleas es que no patinan como las poleas, con lo que se obtiene exactitud en la
relación de transmisión.
MÉTODOS DE FABRICACIÓN DE ENGRANAJES
El proceso de fabricación está basado en la generación del diente del engranaje a partir del diámetro exterior del mismo. El formado de los dientes del engranaje se realiza por varios procedimientos, entre los cuales se encuentran: colado en arena, moldeo en cáscara, fundición por revestimiento, colada en molde permanente, colada en matriz, fundición centrífuga. También puede fabricarse por Pulvimetalurgia (metalurgia de polvos) o bien formarse primero por extrusión y luego rebanar son cortadores formadores y generadores.Unos de los métodos más usados es el "formado en frío" en el que unas matrices o dados ruedan sobre cuerpos de engranajes para formar los dientes, en este caso las propiedades del metal mejoran grandemente, además generan un perfil de buena calidad. Los dientes de los engranajes se maquinan por fresado, cepillado o formado con sinfín y pueden ser acabados por cepillado, bruñido, esmerilado o pulido con rueda. * Tallado de dientes 2Como los engranajes son unos mecanismos que se incorporan en la mayoría de máquinas que se construyen y especialmente en todas las que llevan incorporados motores térmicos o eléctricos, hace necesario que cada día se tengan que mecanizar millones de engranajes diferentes, y por lo tanto el nivel tecnológico que se ha alcanzado para mecanizar engranajes es muy elevado tanto en las máquinas que se utilizan como en las herramientas de corte que los conforman.Antes de proceder al mecanizado de los dientes los engranajes han pasado por otras máquinas herramientas tales como tornos o fresadoras donde se les ha mecanizado todas sus dimensiones exteriores y agujeros si los tienen, dejando los excedentes necesarios en caso de que tengan que recibir tratamiento térmico y posterior mecanizado de alguna de sus zonas.El mecanizado de los dientes de los engranajes a nivel industrial se realizan en máquinas talladoras construidas ex-profeso para este fin, llamadas fresas madres.
Fabricación y diseño de Engranes
Se denomina engranaje o ruedas dentadas al mecanismo utilizado para transmitir potencia de un componente a otro dentro de una máquina.
TIPOS Engranajes cónicos de dientes rectos
Efectúan la transmisión de movimiento de ejes que se cortan en un mismo plano, generalmente en ángulo recto aunque no es el único ángulo pues puede variar dicho ángulo como por ejemplo 45, 60, 70, etc., por medio de superficies cónicas dentadas. Los dientes convergen en el punto de intersección de los ejes. Son utilizados para efectuar reducción de velocidad con ejes en 90.
Engranaje cónico helicoidal
Se utilizan para reducir la velocidad en un eje de 90°. La diferencia con el cónico recto es que posee una mayor superficie de contacto. Es de un funcionamiento relativamente silencioso. Además pueden transmitir el movimiento de ejes que se corten. Los datos constructivos de estos engranajes se encuentran en prontuarios técnicos de mecanizado.
Engranaje cónico hipoide
Un engranaje hipoide es un grupo de engranajes cónicos helicoidales formados por un piñón reductor de pocos dientes y una rueda de muchos dientes, que se instala principalmente en los vehículos industriales que tienen la tracción en los ejes traseros. Tiene la ventaja de ser muy adecuado para las carrocerías de tipo bajo, ganando así mucha estabilidad el vehículo. Por otra parte la disposición helicoidal del dentado permite un mayor contacto de los dientes del piñón con los de la corona, obteniéndose mayor robustez en la transmisión.
PARTES DE UNA RUEDA DENTADA
. • Diente de un Engranaje. • Modulo. • Diamtro Primitivo. • Paso Circular. • Espesor del Diente. • Numero de Dientes. • Diametro Exterior. • Pie de Diente. • Cabeza de Diente. • Flanco. • Altura del Diente. • Angulo de Presion. • Largo del Diente.
14. DIENTE DE UN ENGRANAJE Son los que realizan el esfuerzo de empuje y transmiten la potencia desde los ejes motrices a los ejes conducidos. El perfil del diente, o sea la forma de sus flancos, está constituido por dos curvas evolventes de círculo, simétricas respecto al eje que pasa por el centro del mismo.
15. MODULO. El módulo de un engranaje es una característica de magnitud que se define como la relación entre la medida del diámetro primitivo expresado en milímetros y el número de dientes. En los países anglosajones se emplea otra característica llamada Diametral Pitch, que es inversamente proporcional al módulo. El valor del módulo se fija mediante cálculo de resistencia de materiales en virtud de la potencia a transmitir y en función de la relación de transmisión que se establezca. El tamaño de los dientes está normalizado. El módulo está indicado por números. Dos engranajes que engranen tienen que tener el mismo módulo.
16. DIAMETRO PRIMITIVO Es la circunferencia a lo largo de la cual engranan los dientes. Con relación a la circunferencia primitiva se determinan todas las características que definen los diferentes elementos de los dientes de los engranajes. PASO CIERCULAR. es la circunferencia a lo largo de la cual engranan los dientes. Con relación a la circunferencia primitiva se determinan todas las características que definen los diferentes elementos de los dientes de los engranajes.
17. ESPESOR DEL DIENTE. Es el grosor del diente en la zona de contacto, o sea, del diámetro primitivo. NUMERO DE DIENTES. Es el número de dientes que tiene el engranaje. Se simboliza como (Z).Es fundamental para calcular la relación de transmisión. El número de dientes de un engranaje no debe estar por debajo de 18 dientes cuando el ángulo de presión es 20º ni por debajo de 12 dientes cuando el ángulo de presión es de 25º
18. DIAMETRO EXTERIOR. Es el diámetro de la circunferencia que limita la parte exterior del engranaje. DIAMETRO INTERIOR. Es el diametro de la circunferencia que limita el pie del diente.
19. PIE DE DIENTE. También se conoce con el nombre de (dedendum). Es la parte del diente comprendida entre la circunferencia interior y la circunferencia primitiva. CABEZA DEL DIENTE. También se conoce con el nombre de adendum. Es la parte del diente comprendida entre el diámetro exterior y el diámetro primitivo.
20. FLANCO. Es la cara interior del diente, es su zona de rozamiento. ALTURA DEL DIENTE. Es la suma de la altura de la cabeza (adendum) más la altura del pie (dedendum). ANGULO DE PRESION. El que forma la línea de acción con la tangente a la circunferencia de paso, φ (20º ó 25º son los ángulos normalizados).
21. LARGO DEL DIENTE. Es la longitud que tiene el diente del engranaje