Embed Size (px)
DESCRIPTION
Informacion sobre el rotomoldeo y los tips necesarios para lograr diseños coherentes con la tecnologia.
Citation preview

4. Consideraciones de diseño
Realizar el diseño de un producto nuevo implica laintegración de diversos elementos, disciplinas y pen-samientos, de éstos, resaltan dos factores: el mate-rial y el proceso de producción. Estos factores de-ben explotarse al máximo para subordinar las condi-cionantes de proceso al diseño del producto. En estecaso, el rotomoldeo se estableció desde el iniciocomo nuestra técnica de trabajo, no así el material,el cual será seleccionado de acuerdo a las necesi-dades a satisfacer del producto. La importancia deconocer la materia prima ideal del producto radica enque deben considerarse sus restricciones y variablesen el diseño del producto y en que éstas pueden sermuy diferentes para cada plástico.
Para lograr el manejo adecuado de las propiedadesde cada material es necesario reparar en cada unade las características del proceso y explicar las téc-nicas que se han desarrollado para esta industria.Con el fin de marcar puntos importantes se utilizaránimágenes que muestran la configuración deseada yen casos especiales se presentará una tabla con losparámetros recomendados para cada plástico.
4.1 Espesor de pared
La pieza perfecta para el rotomoldeo es la esfera,porque es un objeto que mantiene la misma distan-cia desde su centro a cualquiera de sus otros pun-tos. Así, al moldear esta geometría la distribucióndel material es perfecta, teniendo como resultado elmismo espesor de pared en cualquiera de sus pun-tos. En aspectos de diseño del molde no existiríaningún problema, ya que se podría dividir en dospartes: una estaría fija al brazo de la máquina y laotra se podría retirar para cargar y descargar laspiezas. Desafortunadamente, no podemos limitarnosa esta geometría; en cambio, conocer las virtudes dela esfera nos ayudará a delimitar y generar un pro-ducto que se beneficie de los preceptos observadosen la esfera, tales como el espesor de pared.
Entender el papel que desempeña el espesor depared en el producto es básico, puede decirse quees el principal elemento de diseño, puesto que es elproducto en sí mismo. Por esta razón, es importantedefinir el grueso del espesor, ya que esta dimensiónse utiliza para precisar el resto de los aspectos dediseño. El espesor, además, influye directamente enel costo final del producto. Un espesor grueso tienemejores características mecánicas, sin embargo,ocupa mayor cantidad de material y el tiempo de pro-ceso aumenta; en contraparte, un espesor de pareddelgado requiere menor cantidad de material y sutiempo de proceso disminuye, por lo que se generaun producto más barato. De tal manera, nuestroobjetivo es utilizar espesores delgados que garanti-cen la función óptima de nuestro producto.
El control del espesor de pared en objetos rotomol-deados es usualmente mejor que el obtenido enpiezas procesadas por soplado o termoformado,pero no tan bueno como el de piezas moldeadas porinyección. Por tal motivo, es normal que existanvariaciones en el espesor de pared de productosrotomoldeados. Los principales factores que influyenen esta falta de homogeneidad son las variables tér-
19
“Lo que hace al diseño tan interesante, es que los factores en su creación son tan inconsistentes y
maravillosamente humanos....”
George Nelson
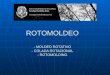
fig. y tabla 5 Espesores de pared recomendados1
Material Ideal mm. Posible mm. Min. Max. Min. Max.
Polietileno 1.50 12.70 0.50 50.80Polipropileno 1.50 6.40 0.75 10.10PVC 1.50 10.10 0.25 25.40 Nylon 2.50 20.30 1.50 31.75 Policarbonato 2.00 10.10 1.50 12.70
ESPESOR DE PARED
1 Beall, Glenn L. Rotational Molding, Design, Materials, Tooling and Processing.Ed. Hanser Publishers, Munich 1998. Página 71.

micas existentes en el horno y la cámara de enfria-miento así como las deficiencias en la velocidadrotacional de cualquiera de los dos ejes (estasvelocidades son siempre diferentes entre sí).
Una virtud del proceso que ya se mencionó, es elrango tan amplio que existe para obtener diferentesespesores de pared, sin embargo, incrementarlotiene un efecto significativo en el ciclo, por ejemplo:aumentar 0.75 mm el espesor de una pieza fabrica-da con Nylon requiere 2 minutos más en el ciclo decalentamiento, y entre más largo sea éste, el mate-rial puede comenzar a degradarse; adicionalmenteel espesor máximo permitido está restringido por lasensibilidad térmica del polímero. Por lo tanto, esnecesario estudiar los parámetros involucrados parallegar a un balance óptimo durante la producción.
Puede resultar complicado este precepto porquedesconocemos cómo determinar el espesor depared ideal. Para lograrlo, se recomienda consultara algún especialista del área con el que se decidiráconjuntamente el valor ideal del espesor de pared.También podríamos basarnos en una fórmula yaexistente, que sirve para determinar el espesor depared en elementos cilíndricos tales como tinacos,contenedores o tanques, funciona muy bien, por lo quese muestra enseguida un ejemplo práctico:
Cálculo de espesor depared de un tanque cilíndrico.
E = P x D2 sd
E = Espesor de paredP = Presión (kpa)D = Diámetro exterior del tanque (mm)Sd* = Esfuerzo a la presión hidrostática
(Design hoop stress), el valor obtenido se mide en Kilopascales (Kpa)
*Este valor lo otorga el proveedor de la resina. En este ejemplo el material es comercializado porA. Schulman, con la marca Superlinear XL 0370.
Datos adicionales:
Diámetro del tanque = 1200 mm (ver fig. 6)Altura del tanque = 1500 mmDensidad del fluido que se almacenará = 1.5 Kg/lSd = 3619 kpa (Superlinear XL 0370 de A.Schulman)
Con los datos presentados existen dos variables: elespesor y la presión ejercida en el tanque cilíndrico.Es necesario conocer el valor de ésta última con elfin de despejar la variable principal, para hacerlo seutiliza la siguiente fórmula:
P = S.G x .0098 (kpa/mm H2O) x H
S.G. = Gravedad específica del fluido. H = Altura del tanque (mm)
S.G. = Densidad de fluido (Kg/l) Densidad del agua ( 0.987 Kg/l)
Substituyendo:
P = (1.51 Kg/l x .0098 kpa/mm) x 1500 mm = 22. 5 kpa0.987 Kg/l
Con el valor de la presión puede conocerse el valor co-rrespondiente al espesor de pared:
E = 22.5 kpa x 1200 mm = 3.8 mm2 x 3619 kpa
E = 3.8 mm
Otro método muy utilizado para proponer el espesores realizar una comparación de productos similares;por ejemplo, los juguetes “Little tikes” y “Step2”,tienen un espesor aproximado de 6 mm, al tenerampliamente comprobado que este espesor fun-ciona de manera adecuada, puede proponerse suuso en productos similares. Otros objetos que mane-jan este espesor son: botes de basura, contene-dores medianos, juguetes, tolvas, mobiliario, tan-ques, etc. La desventaja de esta situación radica enque el producto puede utilizar más materia prima dela necesaria.
20
fig. 6 Contenedor cilíndrico

El espesor de pared se considera uniforme en laspiezas rotomoldeadas, sin embargo, no se trata de lamisma uniformidad que se maneja en la inyección.Es común que en un mismo producto existan áreascon diferencias de espesor, por esta razón seestablecieron tolerancias para productos comer-ciales. Como ejemplo, la norma que se utiliza enMéxico y E.U. permite una variación del 20 %, por loque un espesor de pared de 6 mm. puede medir ±1.2mm y seguir cumpliendo con la norma.
Puede concluirse que este es un factor polémico, yaque a pesar de ser un elemento importantísimo parael diseño de producto, el método para definirlo varíade acuerdo a la geometría, función y materialempleado.
4.2 Refuerzos perimetrales
Una particularidad que se ha logrado con el roto-moldeo, es la de aprovechar la forma para mejorar elcomportamiento mecánico del producto. Existendiversas técnicas para lograr esto, sin embargo, eneste capítulo solo se abarcará la de los refuerzosperimetrales.
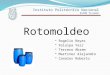
Existen básicamente dos configuraciones de produc-tos: abiertos o cerrados, por ejemplo, un bote debasura es un producto abierto, una pelota es un pro-ducto cerrado. Los productos cerrados son estruc-turalmente muy estables porque son bloques com-pactos, en cambio, los segundos son más frágilespues tienen una abertura. Para contrarrestar estafragilidad se recomienda aplicar refuerzos en elperímetro de la abertura o del corte, tal como semuestra a continuación.
A. Cuello interno: Las piezas pueden moldearsecompletamente cerradas, para después generar laabertura, dejando una pestaña que estructure el pro-ducto. Este método puede ser muy impráctico.
B. Cuello escalonado: Es muy utilizado en produc-tos pequeños, como cajas, y tiene un mejor desem-peño que el anterior. Funciona generando un cambiode dirección de la pared.
C. Cuello curvo: Este método es excelente paraaplicarlo en productos que serán sometidos agrandes esfuerzos, ya que es muy difícil deformar lamedia caña que se genera, además, no existengrandes problemas técnicos para moldear esteperímetro, sin embargo, puede ocasionar cambiosen el diseño del producto.
D. Cuello cerrado: Es el refuerzo que estructuramejor el producto, sin embargo, es más difícil obte-nerlo porque se utilizan dimensiones precisas quecomplican la construcción del molde, por esta razónno es muy común su uso.
Un elemento clave para la distribución de los esfuer-zos en los productos son los radios, en estas zonasexiste la mayor variación en el espesor de pared,por lo que a continuación se mencionan los paráme-tros para utilizarlos adecuadamente.
21
fig. 7 Cuellos de refuerzo para objetos abiertos

4.3 Radios
El rotomoldeo permite radios mínimos de 1 mm, sinembargo, los radios son un elemento que ayuda amejorar algunas características del producto. Esmás práctico utilizar radios amplios, porque el plásti-co se distribuye de manera uniforme y además, ge-neran continuidad en las intersecciones, lo cual unifi-ca el producto. Otra ventaja de los radios am-plios esque si el producto estará en contacto directo con elser humano, el riesgo de lastimar al usuario dismin-uye, porque desaparecen las intersecciones agudas.En contraparte, los radios muy pequeños cortan elrecorrido del plástico en las intersecciones, estoprovoca que el material se acumule en esa zona y alenfriarse genera esfuerzos internos que puedendeformar esa intersección.
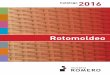
Es necesario considerar que los radios pueden serpositivos y negativos. Los radios negativos son deforma convexa, configuración que dificulta la acumu-lación de plástico en esa zona por cuestiones degravedad y movimiento del molde; para propiciar lacorrecta distribución del material sus dimensionesdeben ser amplias, de lo contrario, el espesor serámuy delgado y podría fracturarse el producto en esazona. En contraparte, los radios positivos son deforma cóncava, configuración que facilita la acumu-
lación de material generando espesores gruesos,por lo que los radios positivos pueden ser pequeños. Para dejar en claro el tema de radios positivos y ne-gativos se presentan dos secciones posibles: laprimera utiliza radios negativos y positivos muypequeños, por lo que el espesor que se forma en losradios negativos es muy delgado, por el contrario,los radios positivos acumulan demasiado material,fig. 9. En la segunda opción los radios son amplios yel espesor se distribuye de manera uniforme.
Finalmente, la ventaja de crear un diseño con radiosgrandes se refleja en la distribución uniforme delplástico que, a su vez, mejora la distribución de losesfuerzos. Para concluir este tema se presenta lasiguiente tabla.
22
fig. 8 Radios positivos y negativos
RADIO NEGATIVO
RADIO NEGATIVO
RADIO POSITIVO
RADIO POSITIVO
fig. 9 Radios
RADIOS POSITIVOS Y NEGATIVOS PEQUEÑOS
RADIOS POSITIVOS Y NEGATIVOS ADECUADOS
Material Radio positivo Radio negativo Min. Óptimo Min. Óptimo
Polietileno 1.50 6.35 3.20 12.70Polipropileno 6.35 12.70 6.35 19.05 PVC 2.00 6.35 3.20 9.50 Nylon 4.75 12.70 6.35 19.05Policarbonato 6.35 19.05 3.20 12.70
tabla 6 Radios recomendados2
2 Beall, Glenn L. Rotational Molding, Design, Materials, Tooling and Processing.Ed. Hanser Publishers, Munich 1998. Página 90.

4.4 Ángulos de salida
En el rotomoldeo, pueden obtenerse piezas sinángulos de salida, es decir perpendiculares al planode partición del molde. Esto se logra en situacionesespeciales que varían de acuerdo al plástico utiliza-do y al considerar algunas características del diseñotales como la altura. Un material excelente para estoes el Polietileno, debido a su alto índice de contrac-ción (3%), lo que permite retirar la pieza sin proble-mas, sin embargo, para evitar complicaciones serecomienda utilizar ángulos de salida mayores a 1°,así se garantiza ampliamente la reproducción de lapieza. Es importante además visualizar la contrac-ción del producto para aplicar de manera correctalos ángulos de salida y aprovechar esta misma con-tracción al remover la pieza.
Como se observó en el ejemplo anterior, es comúnque el molde quede en medio de las partes que secontraen, por lo que es necesario aplicar ángulosgrandes que eviten complicaciones en el proceso.Los ángulos pueden ser internos o externos. Esimportante distinguir unos de otros, pero para hacer-lo es preciso comprender el comportamiento decontracción que tendrá la pieza. Este factor se con-sidera exclusivamente cuando existen hendiduras
profundas que en un momento determinado puedensujetarse al molde, tal como se observa en los dosejemplos anteriores y complicar la remoción de lapieza moldeada.
En algunas situaciones, puede resultar necesario laaplicación de ángulos agudos en el producto. Estosángulos se obtienen generando un radio amplio en laintersección de las paredes que se unen, con estaconfiguración el plástico fluye sin complicaciones.Además, es necesario respetar las recomenda-ciones de la siguiente tabla.
23
3 Beall, Glenn L. Rotational Molding, Design, Materials, Tooling and Processing.Ed. Hanser Publishers, Munich 1998. Página 92.
fig. 10 Ángulos de salida
fig. 11 Ángulos internos y externos (Miraplástek S.A.)
POR EL ÁNGULO MÍNIMO EN LA PIEZA Y POR EL SENTIDO DE LACONTRACCIÓN LA REMOCIÓN DE LA PIEZA ES MUY DIFÍCIL.
SE CONSIDERÓ EL SENTIDO DE LA CONTRACCIÓN, POR LO QUE SE APLICÓ UN ÁNGULO AMPLIO PARA FACILITAR LA
REMOCIÓN DE LA PIEZA.
Material Ángulos interiores Ángulos exterioresMin. Óptimo Min. Óptimo
Polietileno 1.0º 2.0º 0.0º 1.0ºPolipropileno 1.5º 3.0º 1.0º 1.5ºPVC 1.0º 3.0º 0.0º 1.5º Nylon 1.5º 3.0º 1.0º 1.5ºPolicarbonato 2.0º 4.0º 1.5º 2.0º
Material Ángulos agudosMin. Óptimo
Polietileno 30º 45º Polipropileno 30º 45º PVC 30º 45º Nylon 20º 30º Policarbonato 30º 45º
tabla 7 Ángulos interiores y exteriores recomendados.3
tabla 8 Ángulos agudos recomendados

4.5 Doble pared
Esta técnica se desarrolló para generar productosmuy resistentes, que basan esta propiedad en elhecho de ser productos cerrados y de este modo,muy difíciles de fragmentar. Se denomina así a estatécnica porque el plástico realiza un recorrido de iday vuelta a una distancia específica que crea unapared compacta. Para obtener esta pared se deberespetar la ley de los espesores, que establece ladimensión permitida para formarla adecuadamente.Así, la distancia mínima que se admite es 3 veces elespesor de pared nominal y la óptima 5 veces eseespesor. Por ejemplo, si el espesor del producto es4 mm., entonces la distancia mínima entre carasserá de 12 mm., mientras que la distancia óptimaserá de 20 mm.
Si esta ley no se observa el producto no se formaadecuadamente, pues una vez que el plástico alcan-za su punto de fusión, comienza a adherirse a lascaras del molde formando el espesor de pared; sinembargo, para conseguir esto es necesario generarun espacio que permita el paso del plástico por todoel molde y así cubrirlo completamente. Utilizar unadistancia menor a la mínima recomendada ocasionaque las paredes que se van formando quedenunidas, obstruyendo el recorrido del plástico en lazona, y trayendo como consecuencia la formaciónde agujeros en la pieza.
Utilizar correctamente la doble pared en un productoayuda a reducir su espesor, ya que generamos unobjeto cerrado. Además puede complementarse uti-lizando otras técnicas como: columnas permanentesy momentáneas, relieves estructurales, etc. El usode esta técnica debe estar completamente justifica-do, de lo contrario, podría generarse un productosobrado y costoso. Por último, se mencionanalgunos productos que aprovechan esta técnica: tari-mas, contenedores de uso rudo, volquetes, juguetes,muebles, etc.
24
fig. 12 Comportamiento del plástico en intersecciones
fig. 13 Especificaciones para utilizar doble pared en el rotomoldeo (Miraplástek S.A. de C.V.)

4 .6 Relieves
Como se ha observado hasta el momento, el roto-moldeo se caracteriza por su alta flexibilidad en eldiseño de la pieza, sin embargo, es necesario men-cionar sus limitaciones más importantes: las sec-ciones planas y largas, las cuales deben evitarse yaque tienden a pandearse cuando el producto forma-do es extraído del molde. Es recomendable diseñaren esa zona un refuerzo estructural.
Una manera clásica de hacerlo es aplicar seccionesen forma de “U” en las paredes del producto y asíevitar su deformación al ser expuesto a grandesesfuerzos. Las recomendaciones para el diseño deestos relieves son básicamente dos: la primera esconsiderar el sentido del plano de partición del
molde para evitar relieves negativos que impidan laremoción de la pieza formada; la segunda esrespetar la ley de los espesores en zonas estrechas. El funcionamiento de los relieves depende de su pro-fundidad: entre más grande sea, se obtendránmejores resultados.
Sin embargo, un producto puede carecer de relievesy funcionar perfectamente. Este resultado puedenotarse en productos que presentan dobles curva-turas, radios amplios y zonas planas pequeñas. Poresta razón, es primordial que el diseñador determineel uso de relieves de acuerdo a las característicasdel producto.
25
fig. 14 Refuerzos de diversas formas y dimensiones recomendadas (Miraplástek S.A. de C.V.)
fig. 15 Relieves que mejoran la estructura del producto(Miraplástek S.A. de C.V.)

Una manera efectiva para decidir la forma y el senti-do del relieve es visualizar cómo pueden presen-tarse las deformaciones de proceso y de acuerdo aesto, generar relieves contrarios para disminuirlas.
4.7 Columnas permanentes (Kiss off)
Un recurso para reforzar zonas que están sometidasa grandes esfuerzos son las columnas internas, lascuales sirven para distribuir las cargas de maneraequilibrada. Para crearlas es necesario delimitar lazona que estará sometida a los mayores esfuerzos yde acuerdo a esta información, definir su forma y ubi-cación. Las columnas se forman durante el proceso,uniendo la cara superior e inferior en un punto deter-minado. Por esta razón, el uso de esta técnica estáasociada necesariamente a los productos con doblepared.
Las formas más utilizadas para crear estos refuerzosson cónicas o trapezoidales, aunque pueden adoptarcualquier configuración respetando sus variables.Para crear una columna permanente, debe haberuna distancia entre las caras superior e inferior de1.75 veces el espesor. Además, la zona de unión nodeberá ser muy grande, pues el espacio que existepara la formación de la pared es mínimo. Utilizar
áreas muy grandes puede bloquear el paso del plás-tico, generando huecos y malformaciones en lapieza.
En los soportes cónicos, el círculo superior deberátener un diámetro máximo de 25 mm. La alturarecomendada es de 50 mm. y el diámetro en la basedeberá ser amplio considerando que entre másgrande sea éste, el calor podrá circular más fácil-mente en la zona de la columna garantizando así uncalentamiento uniforme.
En los soportes de forma trapezoidal hay dos ele-mentos a respetar: el ancho del área de contacto yla altura. La primera dimensión no deberá excederlos 25 mm, pues una medida mayor podría obstruirel paso del plástico. En cuanto a la altura, serecomienda que sea menor de 50 mm con el fin defacilitar la circulación de calor. La longitud puedetener dimensiones grandes (100, 200, 300 mm) yaque el plástico puede deslizarse sin problemas porlas zonas laterales, fig. 18. Lo más importante enuna columna es garantizar que el plástico cubracompletamente toda su área, especialmente la zonade contacto: una altura pequeña combinada con unabase extensa facilita el paso de aire caliente y por lotanto, la formación adecuada de la pared del pro-ducto.
26
ÁREA ADECUADAPARA GENERAR UNA COLUMNAPERMANENTE.
ÁREA
ÁREA
ÁREA MUY GRANDE QUE IMPIDEEL PASO DEL PLÁSTICO
A LA ZONA DE LA COLUMNA.
fig. 16 Columnas permanentes
fig. 17 Dimensiones comunes para obtener un soporte cónico
1.75 �ptimo

Como se mencionó anteriormente, generar colum-nas de diversas configuraciones es factible con-siderando los datos de la figura 19.
El uso de las columnas se observa en tarimas de usorudo, asientos, bancas, automóviles, volquetes, etc.
4.8 Columnas momentáneas(Almost kiss off)
Uno de los problemas de las columnas perma-nentes, al estar expuestas a grandes esfuerzos, esla acumulación de estrés en el punto de contacto,esto puede ocasionar su falla. Para evitarlo, sedesarrolló la técnica de columnas momentáneas,que mantiene la idea básica de crear un soporte, sinembargo, en éstas la cara superior e inferior noestán soldadas como en las columnas permanentes,sino que se forman exclusivamentes al usar el pro-ducto. Para conseguirlo, se crean relieves en la carainferior, con una separación entre caras igual a 3veces el espesor de pared. Así, cuando el productoestá en uso la cara superior cede hasta tocar losrelieves formando una columna natural. Al liberardichas cargas del producto, el plástico recupera suestado original, eliminando el estrés generado.
Las observaciones que se dan para utilizar esta téc-nica son: respetar la ley de los espesores y garanti-zar la uniformidad del calor en la zona del relieve queformará la columna. La forma de dicho relievepuede adoptar cualquier geometría, recordando quela idea principal es generar columnas durante el usodel producto.
27
fig. 18 Detalle de soporte trapezoidal
1.75 �ptimo
25
1.75 �ptimo
fig. 19 Otra configuración para obtener soportes alternos fig. 20 Detalle de una columna momentánea
3e M�nimo4e M�ximo

4.9 Barrenos
Los barrenos que se obtienen con el rotomoldeo pre-sentan características especiales. Éstos puedenatravesar el objeto o simplemente formarse en algu-na de las caras, también pueden obtenerse directa-mente del proceso o maquinarlos utilizando herra-mentales comunes para este fin.
La técnica más utilizada para generarlos durante elproceso se vale de las paredes del objeto, estomejora la estructura del producto, ya que se formancolumnas internas. Sus principales defectos son lainexactitud en sus dimensiones y la dificultad dedesmoldeo por el efecto de contracción.
En situaciones especiales es necesario crear un ba-rreno interior, largo y estrecho, para obtenerlo esinevitable instalar en el molde un sistema de calen-tamiento particular para esa zona y así garantizar suformación durante el proceso de producción. Otrométodo para formar barrenos es crear tubos con elplástico, para después cortarles una sección y deeste modo obtener un barreno con un diámetro exte-rior determinado. fig. 22
La principal desventaja de generar los barrenosdurante el proceso es la variación de dimensionesque existe, principalmente por el fenómeno de con-tracción. Por esta razón, si resulta necesario crearun barreno con dimensiones muy precisas, esrecomendable utilizar el router o el taladro ymaquinarlo con una operación secundaria, de esta
manera, la obtención de dimensiones exactas dejaráde ser problema. Para facilitar esta acción se puedeubicar el centro del barreno en el molde con unpunto, que se estampará en el plástico y servirá deguía para barrenar la pieza, aunque también es posi-ble utilizar una plantilla. En el primer caso se deberárealizar el cálculo exacto de la contracción.
Finalmente se presenta una imagen con las dimen-siones recomendadas para la generación de ba-rrenos.
4.10 Insertos de metal
Una de las particularidades del rotomoldeo es el usode insertos, partes integradas de metal al plástico.Dicha integración se genera durante el moldeo de lapieza. Los insertos pueden ser de dos tipos: estruc-turales, que se incrustan al producto y ayudan amejorar su funcionamiento mecánico o insertos cie-gos, tuercas especiales integradas al plástico quesirven para fijar diversos elementos (asas, acceso-rios, etc.). A estos últimos se les conoce así porquesólo son visibles de un lado ya que durante el pro-ceso, el plástico cubre al inserto sellando su ladomás alejado del molde.
Existen ciertos aspectos que deben considerarsepara aplicar cualquier inserto, tales como:
La seleccion del material adecuado para el inserto,esto es fundamental, pues éste deberá ser quími-camente compatible con el plástico a utilizar,además de resistir altas temperaturas.
28
fig. 21 Barrenos que se pueden moldear durante elproceso de producción
fig. 22 Barrenos que se generan después de obtener la pieza

El aseguramiento firme de los insertos al molde ysu posición inamovible para garantizar su buenfuncionamiento, de lo contrario, la pieza insertadapuede moverse y ser cubierta completamente porel plástico, con lo que se obtendría un productodeficiente.
Características determinantes para aplicar uninserto ciego:
Evitar el uso de insertos de gran tamaño, porquepueden provocar agrietamientos y fracturas en elplástico cuando éste se comienza a enfriar y con-traer. Además, respetar las dimensiones mínimasque se muestran en la figura 23, de lo contrario, seobtendrán deformaciones en la zona de los insertos.
Aspetos básicos para utilizar un inserto estructural:
Para usar este tipo de elemento es necesariodeterminar cómo se fijará la estructura de metal almolde. Actualmente existen tuercas especialesque se sueldan a la estructura, éstas sirven parafijarla y ubicarla en el molde, además, establecenla separación precisa que debe existir entre elmolde y la estructura, para que el plástico fluya sincomplicaciones.
Es muy importante definir la forma de la estructura ysus puntos de sujeción para establecer zonas deunión muy precisas en el molde. Estas zonas nodeben de ser muy anchas, ya que podrían obstruirla circulación del plástico entre la estructura y elmolde, lo que ocasionaría la exposición de la es-tructura al entorno, situación que debe evitarseinvariablemente. Una excelente solución para evitareste problema es utilizar tubos de sección circularcon los cuales se consigue que sólo un cuadranteesté en contacto con el plástico, por lo que no existeriesgo de obstrucción. La unión entre metal y plásti-co es excelente con este método porque el plásticocubre las tuercas que fijan a la estructura, con loque se obtiene el anclaje total.
La distancia que se mantendrá entre la estructuray el molde será la equivalente a 1.75 veces elespesor de pared de la pieza. Puede observarseque el principio es muy similar a la generación deuna columna permanente.
29
fig. 23 Insertos ciegos (Ameri-Kart Corp.) fig. 24 Dimensiones para colocar una estructura interna

El uso de los insertos ciegos se ha extendido y escomún verlos en diversos productos tales como: tan-ques de gasolina, mobiliario, botes, etc. Las estruc-turas de metal se utilizan básicamente en tarimasque están sometidas a grandes esfuerzos.
4.11 Cuerdas
Con el moldeo rotacional pueden obtenerse produc-tos con cuerdas integradas. Para hacerlo se utilizauna pieza especial, manufacturada con las carac-terísticas de la cuerda deseada, que se coloca en elmolde, de tal modo que el plástico reproduzca esamisma forma. Las cuerdas recomendadas son lasde avance rápido, ya que son más resistentes ypueden reproducirse fácilmente. También puedenmoldearse cuerdas estándar, sin embargo, su calidady resistencia no son muy buenas. Para obtenercualquier cuerda debe considerarse el encogimientodel plástico, pues esto modifica la distancia entrehilos.
El material óptimo para obtener cuerdas dimensio-nalmente estables y de mayor duración es el Nylon,gracias a sus características naturales, sin embargo,el Polietileno se utiliza regularmente.
Otro método para obtener cuerdas es maquinarlasdirectamente en el plástico, de esta forma la cuerdaserá de buena calidad y con dimensiones precisas.Para lograrlo es necesario tener la pieza completa-mente moldeada, razón por la que el tiempo de pro-ducción y los costos aumentan.
4.12 Zonas sólidas
Una característica que sólo puede lograrse con elrotomoldeo es la obtención de partes sólidas y hue-cas en un mismo producto, sin necesidad de combi-nar procesos de producción o realizar operacionessecundarias complicadas. Para conseguir esto, dosmétodos han sido desarrollados: los moldes TRIP yel compuesto tridimensional para rotomoldeo,RMC3, por sus siglas en inglés (Three DimensionalRotomolding Compound), que se explicará a conti-nuación.
RMC3
El compuesto desarrollado por Molding GraphicSystems comienza a revolucionar la industria. Estecompuesto es muy similar en cuanto a su maleabili-dad a la plastilina, gracias a esto puede manipularsesin problemas. La base del RMC3 es el Polietileno,su aplicación se explica enseguida.
30
fig. 25 Cuerdas
Cuerda tipo estandarNo recomendada
Cuerda redondaRecomendada
Cuerda tipo seguetaRecomendada
Detalle a
fig. 26 Cuerdas de Polietileno

Primero se coloca el material en el área del produc-to que será sólida, evitando la formación de burbujasinternas y exceso de material; a continuación, el PEpulverizado es cargado en el molde y comienza elciclo normal. El RMC3 no se funde, por lo quemantiene su posición en el molde y reacciona con elcalor solidificándose. Al mismo tiempo, el PE pul-verizado cumple su ciclo normal y al encontrarse enestado de fusión se suelda al compuesto sólido,combinando zonas sólidas y huecas. Puede decirseque con la aparición de este producto la ley de losespesores mínimos entre paredes ha dejado de serun factor limitante para los diseñadores.
Las pruebas a las que se ha expuesto este com-puesto demuestran excelente resistencia al impacto,excepto en la zona de unión entre el PE pulverizadoy la plastilina; esta unión puede fracturase en situa-ciones extremas, porque no se ha desarrollado unensamble completo.
Aplicaciones hay muchas: columnas sólidas, cuer-das de mejor calidad y sin poros, refuerzos en losproductos similares a los utilizados por la inyección,etc. Con esta técnica pueden obtenerse piezas muycomplejas y a un costo razonable. Para adquirir esteproducto es necesario contactar a cualquier provee-dor de Molding Graphic Systems.
Moldes TRIP
El otro método para obtener piezas que combinanpartes sólidas y huecas, son los moldes TRIP(Transfer Rotational Injection Process), que cuentancon mecanismos que se activan inmediatamentedespués del ciclo de horneo en zonas predefinidaspara unir caras y de esta forma, generar zonas sólidas.
Como en todos los procesos, para generar el moldees necesario tener el diseño final del producto. Eneste caso, la importancia radica en que a partir de ladelimitación de las áreas sólidas (si es que las hay)se definen los mecanismos en el molde y se manu-facturan. Una vez construido éste, comienza el pro-cedimiento de producción del rotomoldeo, pero enesta ocasión es necesaria una acción complemen-taria. Tras haberse formado las paredes del produc-to cubriendo el molde los mecanismos se activanempujando las paredes de las áreas establecidashasta unirlas y soldarlas, obteniendo así una piezaque combina partes huecas y sólidas.
Al utilizar plástico pulverizado en todo el producto,no existe riesgo de fractura en la zona sólida comolo hay con la técnica RMC3. La inversión que se rea-liza es únicamente en el molde, que resulta más caro
por su complejidad. La principal desventaja de estosmoldes es que reducen drásticamente las posibili-dades de realizar cambios en el diseño debido a lacomplicación de los mecanismos y al espacio queéstos necesitan para funcionar.
31
fig. 27 Three Dimensional Rotomolding compound RMC3
(Molding Graphic Systems)
1
2
3
4
5
6

32
Ejemplificación
fig. 28 Piezas obtenidas con un molde TRIP (SJS industries)