Embed Size (px)
Citation preview
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 1/66
S7 300 TEMEL SEVİYE
EĞİTİM NOTLARI
HAZIRLAYAN
ÖZGÜR TURAY KAYMAKÇI
E-mail : [email protected]
İ.T.Ü. Elektrik – Elektronik Fak.
Kontrol Mühendisliği Bölümü
Endüstriyel Otomasyon Laboratuarı
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 2/66
2
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
S7 300 – Temel Seviye
S7 300 Temel Seviye Konu Başlıkları
•S7300’ün Genel Özellikleri
•S/300’ün Modüler Donanım Yapısı
•PC-PLC Haberleşmesi
•STEP 7 Simatic Manager
•Program Oluşturma
•Donanım Yapısı Oluşturma
•PLC’nin Çalışma Felsefesi
•Programlama Teknikleri
•Yapısal Programlama Elemanlar ı
•Program Bloklar ını Oluşturma
•Program Yazım Editörü
•Program Gösterilimi
•Sayı Formatlar ı
•İkili Mantıksal İşlemler
•Temel Mantıksal İşlemler
•Kurma-Silme Komutlar ı
•Çıkan Kenar ve Düşen Kenar Algılama Komutlar ı
•İkili Mantıksal İşlemlerin İçeriğini Bir Haf ıza Elemanında Saklamak
•Zamanlama İşlemleri
•Gecikmeli Zamanlayıcı (S_ODT)
•Gecikmeli ve Mühürlemeli Zamanlayıcı (S_ODTD)
•Düşen Kenara Göre Gecikmeli Zamanlayıcı (S_OFFDT)
•Darbe Zamanlı Zamanlayıcı (S_PULSE)
•Uzatılmış Darbe Zamanlı Zamanlayıcı (S_PEXT)
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 3/66
3
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
S7 300 – Temel Seviye
•Sayma İşlemleri
•İleri Sayıcı(CU)
•Geri Sayıcı(CD)
•İleri-Geri Sayıcı(CUD)
•Kar şılaştırma Komutlar ı
•Kar şılaştırma Komutlar ının Sayıcılarla Beraber Kullanılması
•Dönüştürme Komutlar ı
•BCD < ─ > 16 bitlik Tamsayı(INT)
•BCD < ─ > 32 bitlik Tamsayı(INT)
•16 Bitlik Tamsayı(INT) ─ >32 bitlik Tamsayı(INT)
•32 Bitlik Tamsayı(INT) ─ >32 bitlik Gerçek Sayı(Floating Point)
•16 bitlik Sayının Bit Düzeyinde Eşleniğini Alma
•16 bitlik Sayının Eşleniğini Alma
•32 bitlik Sayının Eşleniğini Alma
•32 Bitlik Gerçek Sayıyı 32 Bitlik Tamsayıya Dönüştürme
•ROUND
•TRUNC
•FLOOR
•CEIL
•Sembolik adresleme ve Sembol Tablosu
•Değişken Tablolar ının Oluşturulması(VAT)
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 4/66
4
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
S7 300
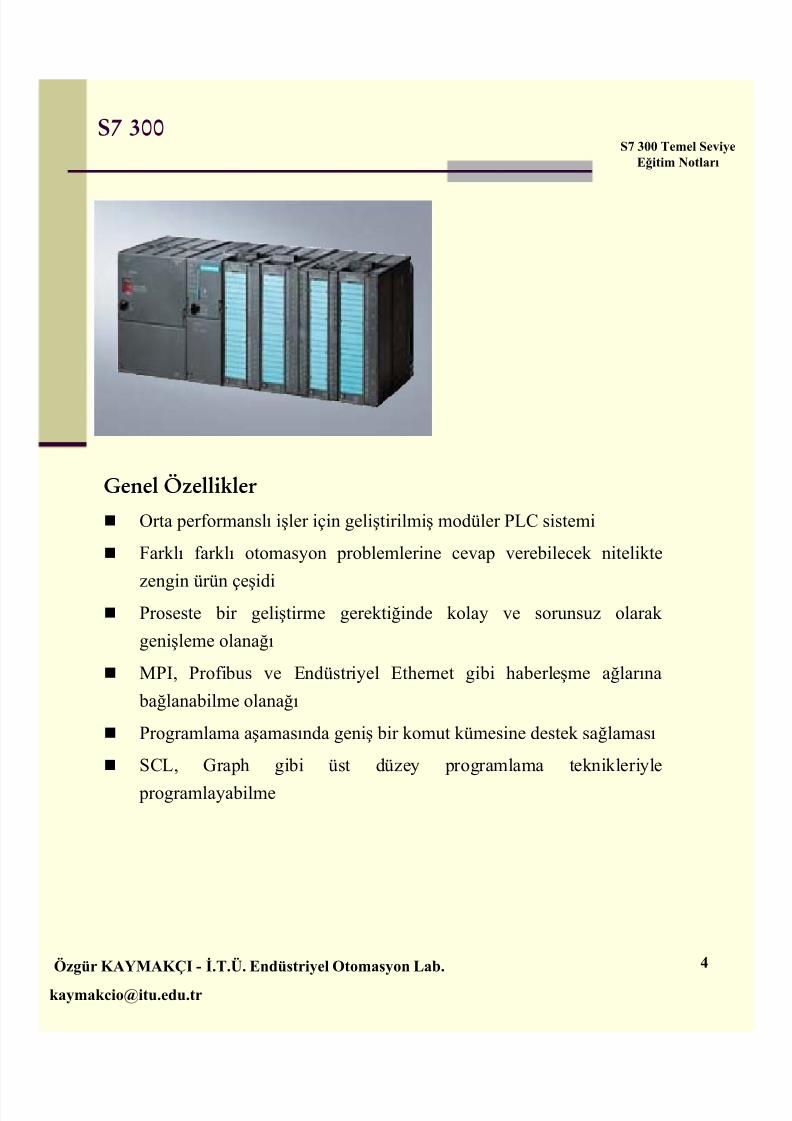
Genel Özellikler
Orta performanslı işler için geliştirilmiş modüler PLC sistemi
Farklı farklı otomasyon problemlerine cevap verebilecek nitelikte
zengin ürün çeşidi Proseste bir geliştirme gerektiğinde kolay ve sorunsuz olarak
genişleme olanağı
MPI, Profibus ve Endüstriyel Ethernet gibi haberleşme ağlar ına
bağlanabilme olanağı
Programlama aşamasında geniş bir komut kümesine destek sağlaması
SCL, Graph gibi üst düzey programlama teknikleriyle
programlayabilme
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 5/66
5
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
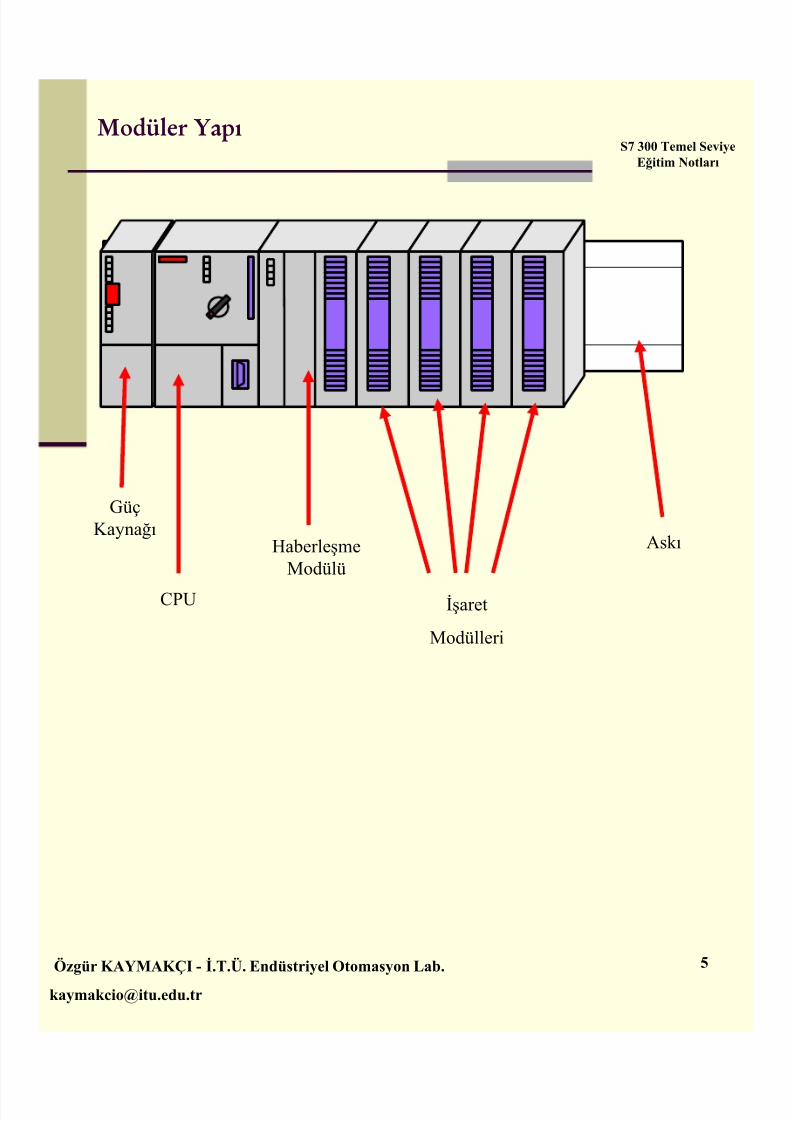
Modüler Yapı
GüçKaynağı
CPU
HaberleşmeModülü
İşaret
Modülleri
Ask ı

8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 6/66
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 7/66
7
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
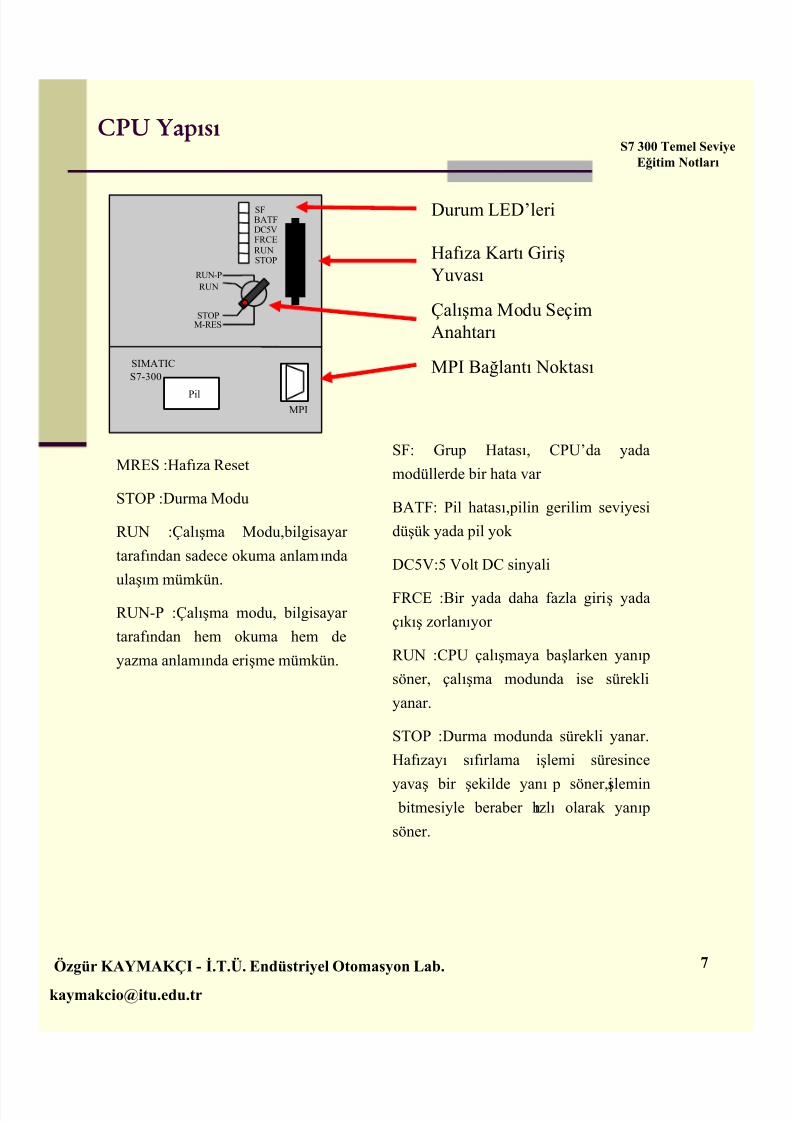
CPU Yapısı
MRES :Haf ıza Reset
STOP :Durma Modu
RUN :Çalışma Modu,bilgisayar
taraf ından sadece okuma anlamında
ulaşım mümkün.
RUN-P :Çalışma modu, bilgisayar
taraf ından hem okuma hem de
yazma anlamında erişme mümkün.
SF: Grup Hatası, CPU’da yada
modüllerde bir hata var
BATF: Pil hatası,pilin gerilim seviyesi
düşük yada pil yok
DC5V:5 Volt DC sinyali
FRCE :Bir yada daha fazla giriş yada
çık ış zorlanıyor
RUN :CPU çalışmaya başlarken yanı p
söner, çalışma modunda ise sürekli
yanar.
STOP :Durma modunda sürekli yanar.
Haf ızayı sıf ırlama işlemi süresince
yavaş bir şekilde yanı p söner,işlemin bitmesiyle beraber hızlı olarak yanı p
söner.
Çalışma Modu SeçimAnahtar ı
Durum LED’leri
MPI Bağlantı Noktası
Haf ıza Kartı GirişYuvası
SFBATFDC5VFRCERUNSTOP
RUN-PRUN
STOPM-RES
SIMATICS7-300
PilMPI
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 8/66
8
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
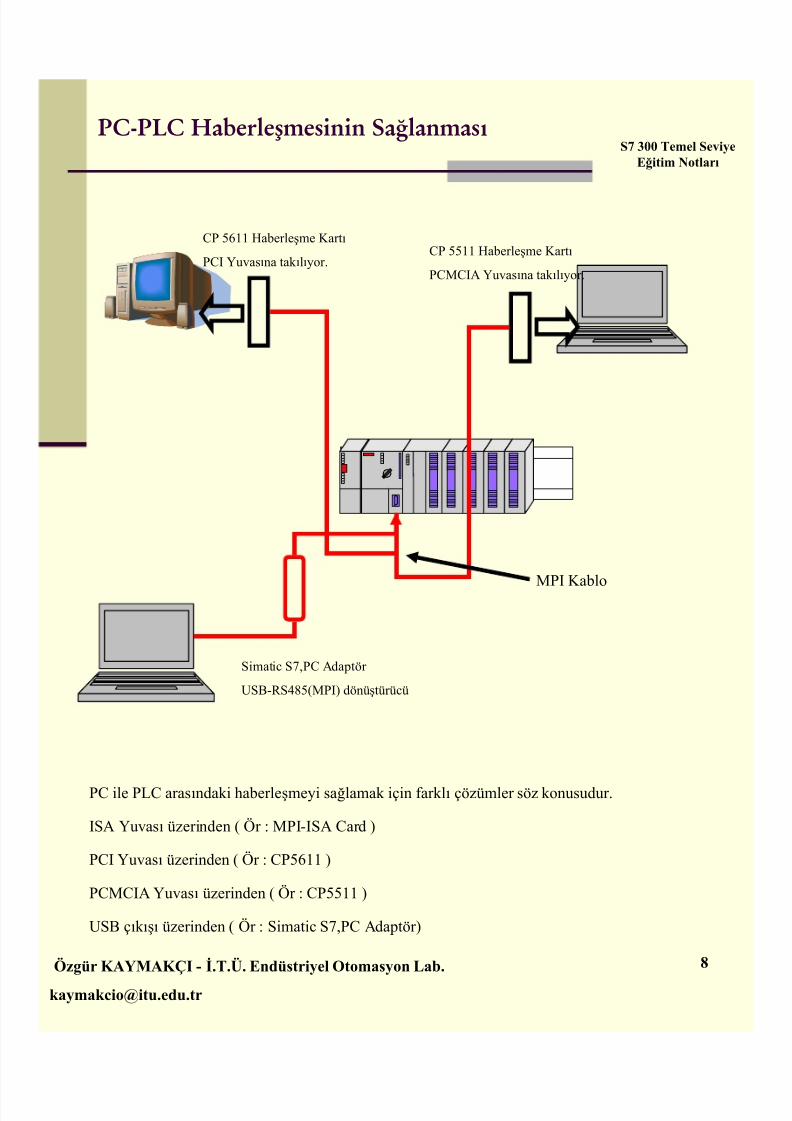
PC-PLC Haberleşmesinin Sağlanması
CP 5611 Haberleşme Kartı
PCI Yuvasına tak ılıyor.CP 5511 Haberleşme Kartı
PCMCIA Yuvasına tak ılıyor.
Simatic S7,PC Adaptör
USB-RS485(MPI) dönüştürücü
MPI Kablo
PC ile PLC arasındaki haberleşmeyi sağlamak için farklı çözümler söz konusudur.
ISA Yuvası üzerinden ( Ör : MPI-ISA Card )
PCI Yuvası üzerinden ( Ör : CP5611 )
PCMCIA Yuvası üzerinden ( Ör : CP5511 )
USB çık ışı üzerinden ( Ör : Simatic S7,PC Adaptör)
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 9/66
9
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
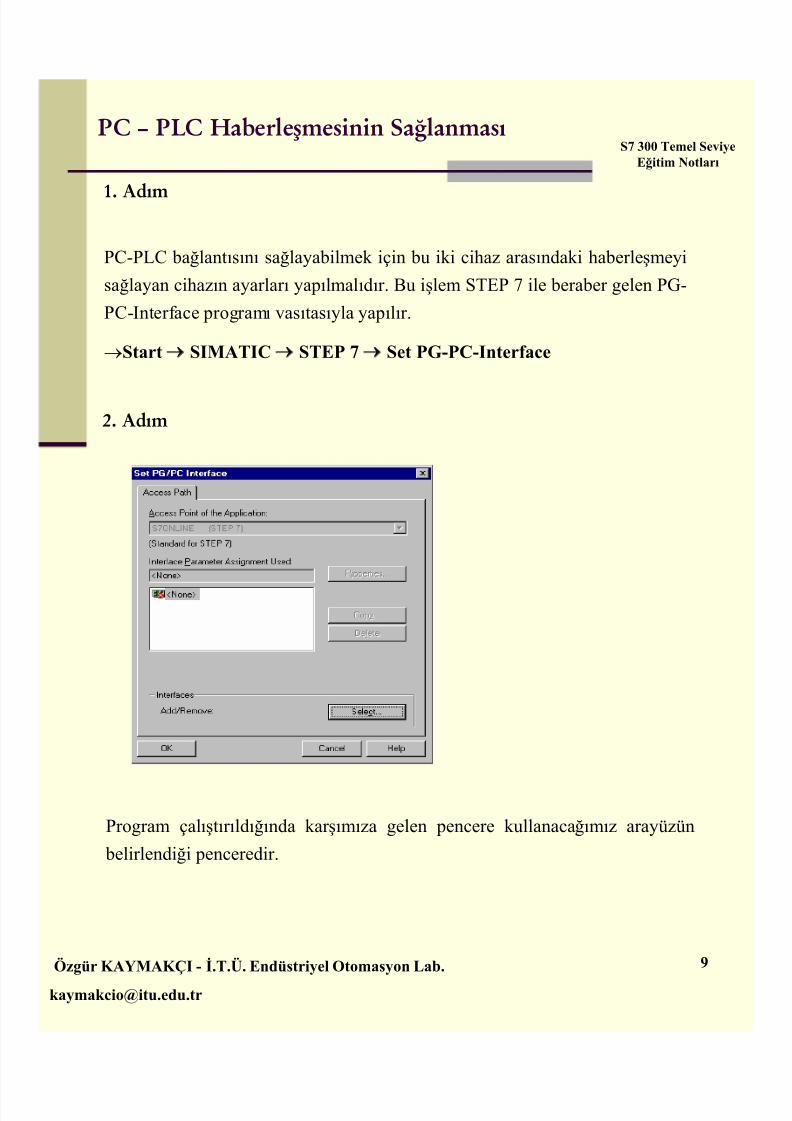
PC – PLC Haberleşmesinin Sağlanması
PC-PLC bağlantısını sağlayabilmek için bu iki cihaz arasındaki haberleşmeyi
sağlayan cihazın ayarlar ı yapılmalıdır. Bu işlem STEP 7 ile beraber gelen PG-
PC-Interface programı vasıtasıyla yapılır.
→Start→ SIMATIC→ STEP 7→ Set PG-PC-Interface
2. Adım
Program çalıştır ıldığında kar şımıza gelen pencere kullanacağımız arayüzün
belirlendiği penceredir.
1. Adım
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 10/66
10
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
PC – PLC Haberleşmesinin Sağlanması
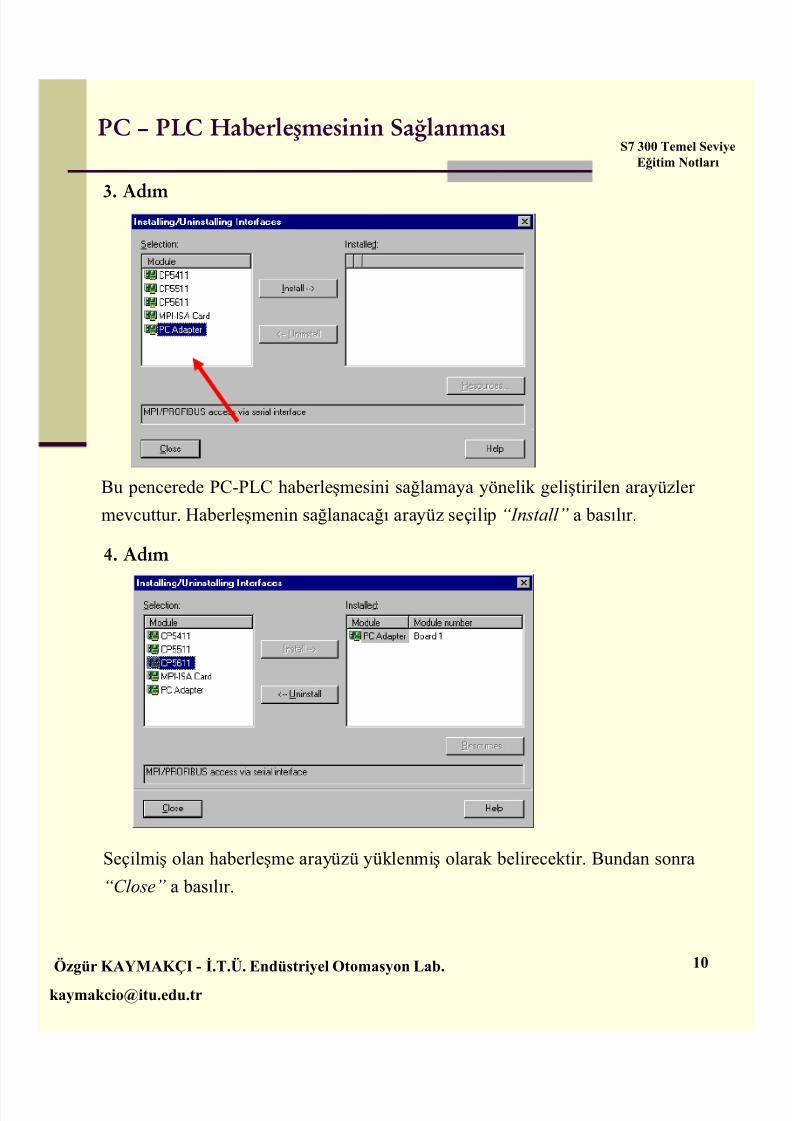
3. Adım
Bu pencerede PC-PLC haberleşmesini sağlamaya yönelik geliştirilen arayüzler
mevcuttur. Haberleşmenin sağlanacağı arayüz seçilip “Install” a basılır.
4. Adım
Seçilmiş olan haberleşme arayüzü yüklenmiş olarak belirecektir. Bundan sonra
“Close” a basılır.
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 11/66
11
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
PC – PLC Haberleşmesinin Sağlanması
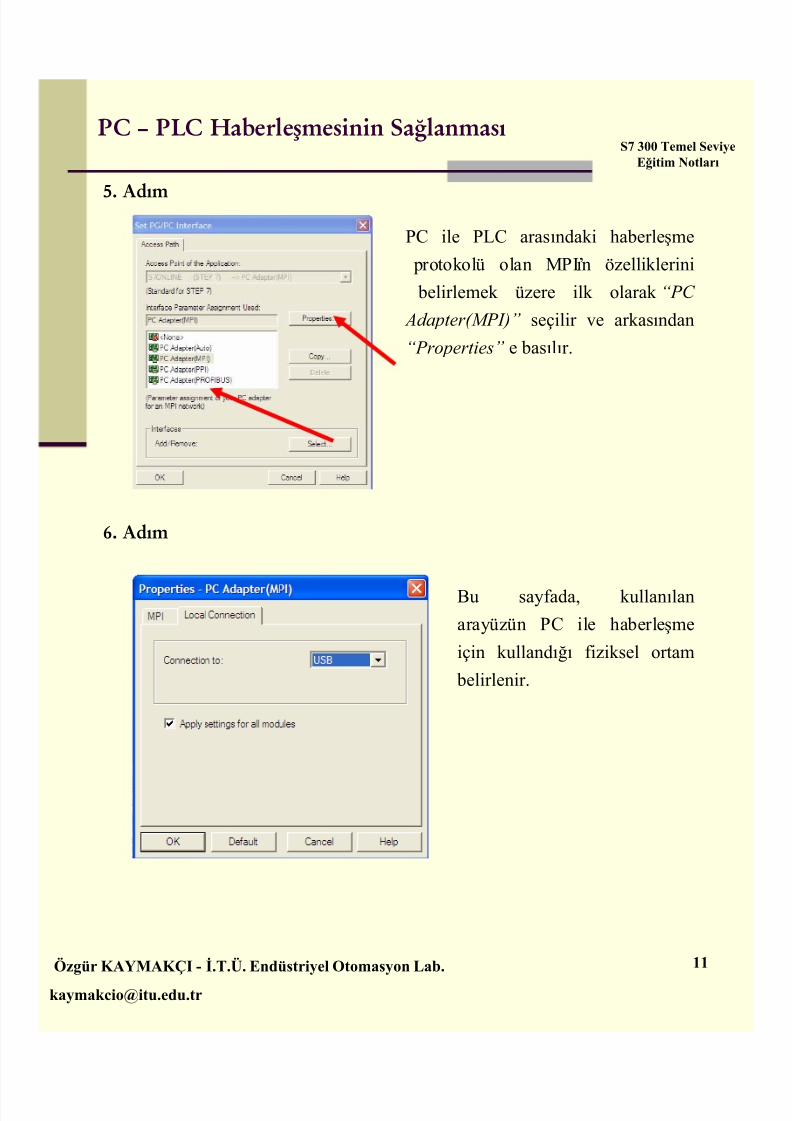
5. Adım
PC ile PLC arasındaki haberleşme
protokolü olan MPI’ın özelliklerini
belirlemek üzere ilk olarak “PC
Adapter(MPI)” seçilir ve arkasından
“Properties” e basılır.
Bu sayfada, kullanılan
arayüzün PC ile haberleşme
için kullandığı fiziksel ortam
belirlenir.
6. Adım

8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 12/66
12
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
MPI adress: PC’nin, MPI ağına bağlandığında alacağı adres belirlenir.
Tımeout: MPI ağında bir hata oluştuğunda ağın ne kadar süreyle izleneceğini
belirler. Mesela ağda haberleşme yoğunluğundan dolayı cevap paketlerinde bir
gecikme olduğunda ayarlanan süre kadar PC cevabın gelmesini bekler.
Alabileceği değerler 10 s., 30 s., ve 100 s.’dir
Transmission Rate: Ağda kullanılacak haberleşme hızı belirlenir.
Alabileceği değerler 1.5 Mbps., 187.5 Kbps., 19.2 Kbps.’dır
Highest Station Adress: Ağa bağlı olan cihazlara verilebilecek en yüksek adres
girilir.
Alabileceği değerler 15, 31, 63, 126’dır.
PC – PLC Haberleşmesinin Sağlanması
7. Adım
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 13/66
13
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
STEP 7 Simatic Manager
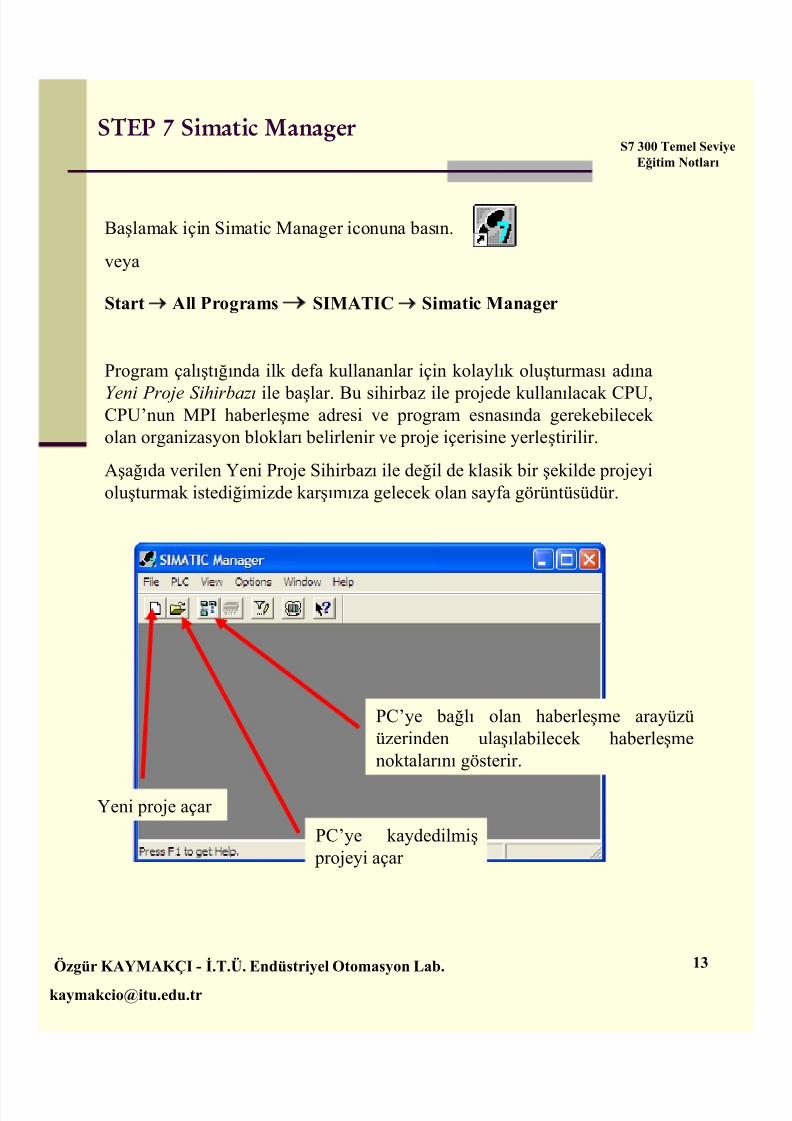
Başlamak için Simatic Manager iconuna basın.
veya
Start→ All Programs→ SIMATIC→ Simatic Manager
Program çalıştığında ilk defa kullananlar için kolaylık oluşturması adına
Yeni Proje Sihirbaz ı ile başlar. Bu sihirbaz ile projede kullanılacak CPU,CPU’nun MPI haberleşme adresi ve program esnasında gerekebilecek olan organizasyon bloklar ı belirlenir ve proje içerisine yerleştirilir.
Aşağıda verilen Yeni Proje Sihirbazı ile değil de klasik bir şekilde projeyioluşturmak istediğimizde kar şımıza gelecek olan sayfa görüntüsüdür.
Yeni proje açar
PC’ye kaydedilmiş projeyi açar
PC’ye bağlı olan haberleşme arayüzüüzerinden ulaşılabilecek haberleşmenoktalar ını gösterir.
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 14/66
14
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
STEP 7 Simatic Manager
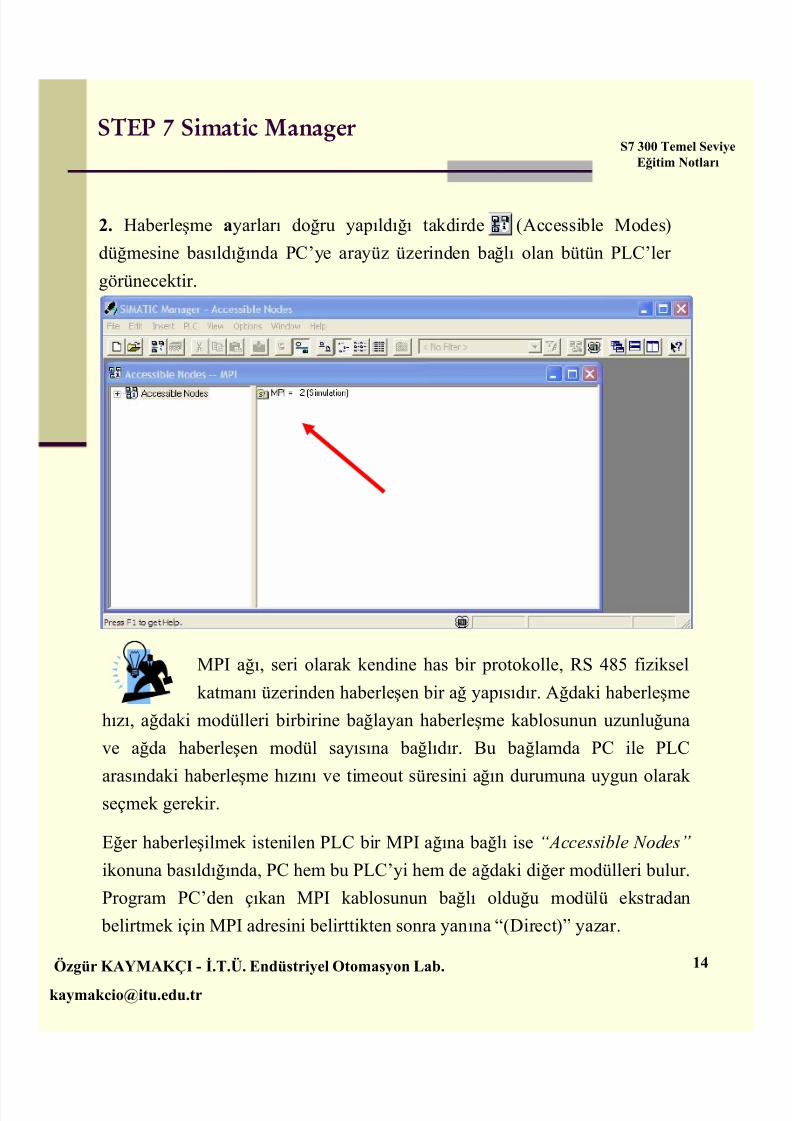
2. Haberleşme ayarlar ı doğru yapıldığı takdirde (Accessible Modes)
düğmesine basıldığında PC’ye arayüz üzerinden bağlı olan bütün PLC’ler
görünecektir.
MPI ağı, seri olarak kendine has bir protokolle, RS 485 fiziksel
katmanı üzerinden haberleşen bir ağ yapısıdır. Ağdaki haberleşme
hızı, ağdaki modülleri birbirine bağlayan haberleşme kablosunun uzunluğuna
ve ağda haberleşen modül sayısına bağlıdır. Bu bağlamda PC ile PLC
arasındaki haberleşme hızını ve timeout süresini ağın durumuna uygun olarak
seçmek gerekir.
Eğer haberleşilmek istenilen PLC bir MPI ağına bağlı ise “Accessible Nodes”
ikonuna basıldığında, PC hem bu PLC’yi hem de ağdaki diğer modülleri bulur.
Program PC’den çıkan MPI kablosunun bağlı olduğu modülü ekstradan
belirtmek için MPI adresini belirttikten sonra yanına “(Direct)” yazar.
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 15/66
15
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
STEP 7 Simatic Manager
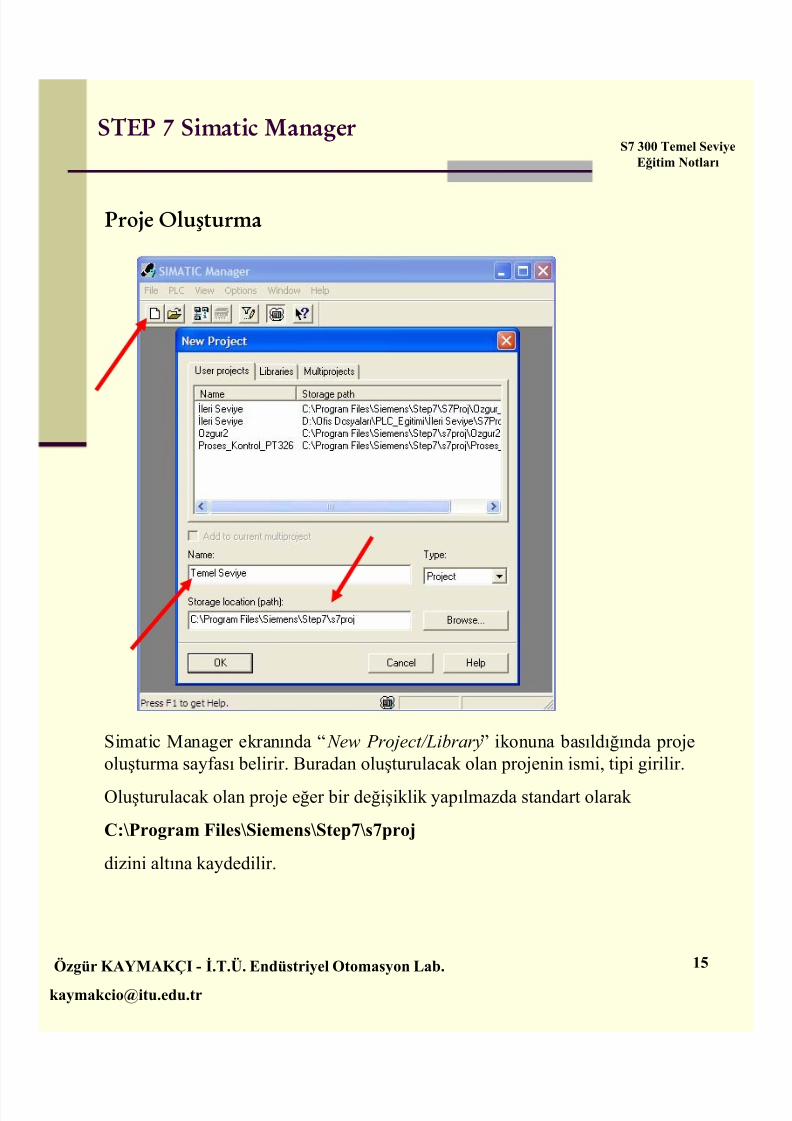
Proje Oluşturma
Simatic Manager ekranında “ New Project/Library” ikonuna basıldığında projeoluşturma sayfası belirir. Buradan oluşturulacak olan projenin ismi, tipi girilir.
Oluşturulacak olan proje eğer bir değişiklik yapılmazda standart olarak
C:\Program Files\Siemens\Step7\s7proj
dizini altına kaydedilir.
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 16/66
16
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
STEP 7 Simatic Manager
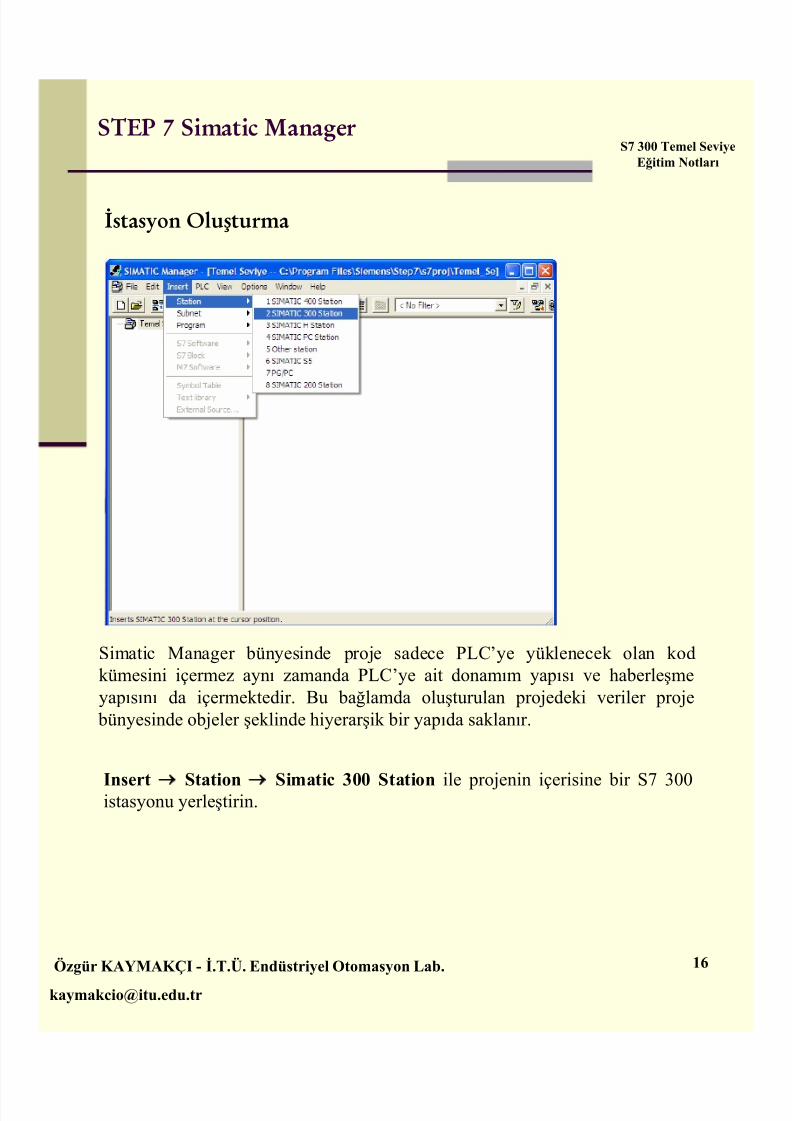
İstasyon Oluşturma
Simatic Manager bünyesinde proje sadece PLC’ye yüklenecek olan kodkümesini içermez aynı zamanda PLC’ye ait donamım yapısı ve haberleşmeyapısını da içermektedir. Bu bağlamda oluşturulan projedeki veriler proje
bünyesinde objeler şeklinde hiyerar şik bir yapıda saklanır.
Insert→
Station→
Simatic 300 Station ile projenin içerisine bir S7 300istasyonu yerleştirin.
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 17/66
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 18/66
18
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
STEP 7 Simatic Manager
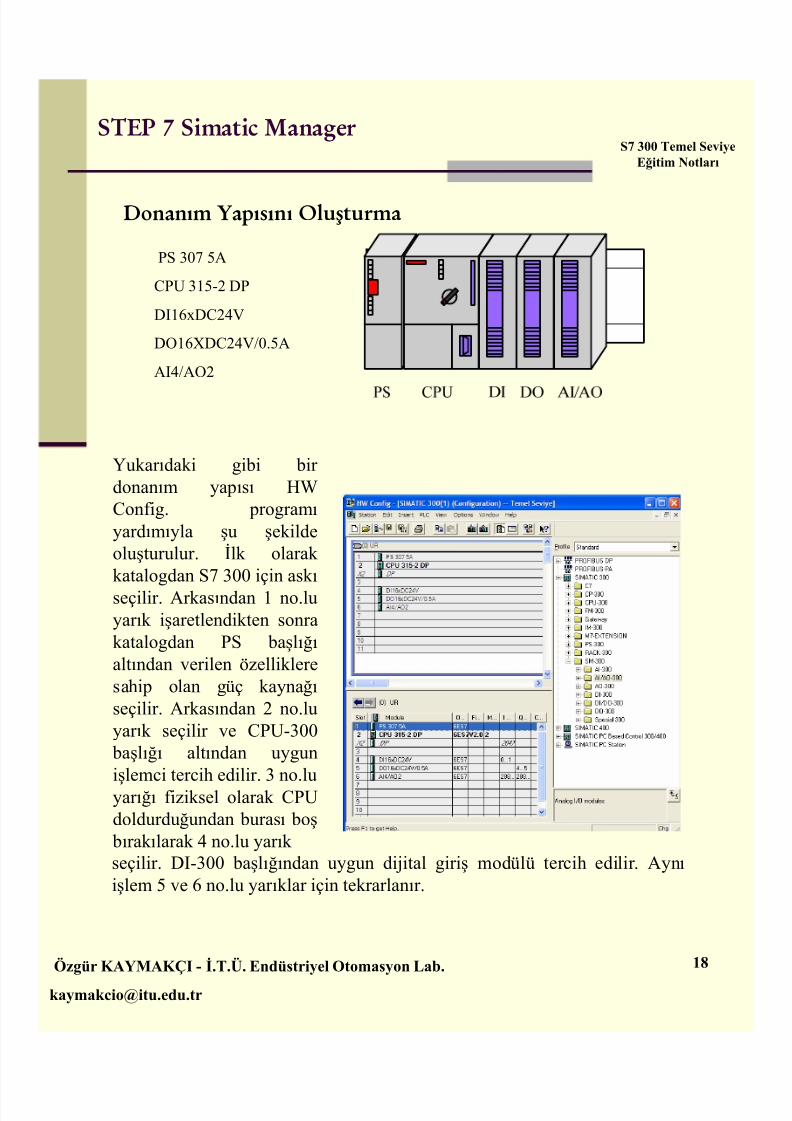
PS 307 5A
CPU 315-2 DP
DI16xDC24V
DO16XDC24V/0.5A
AI4/AO2
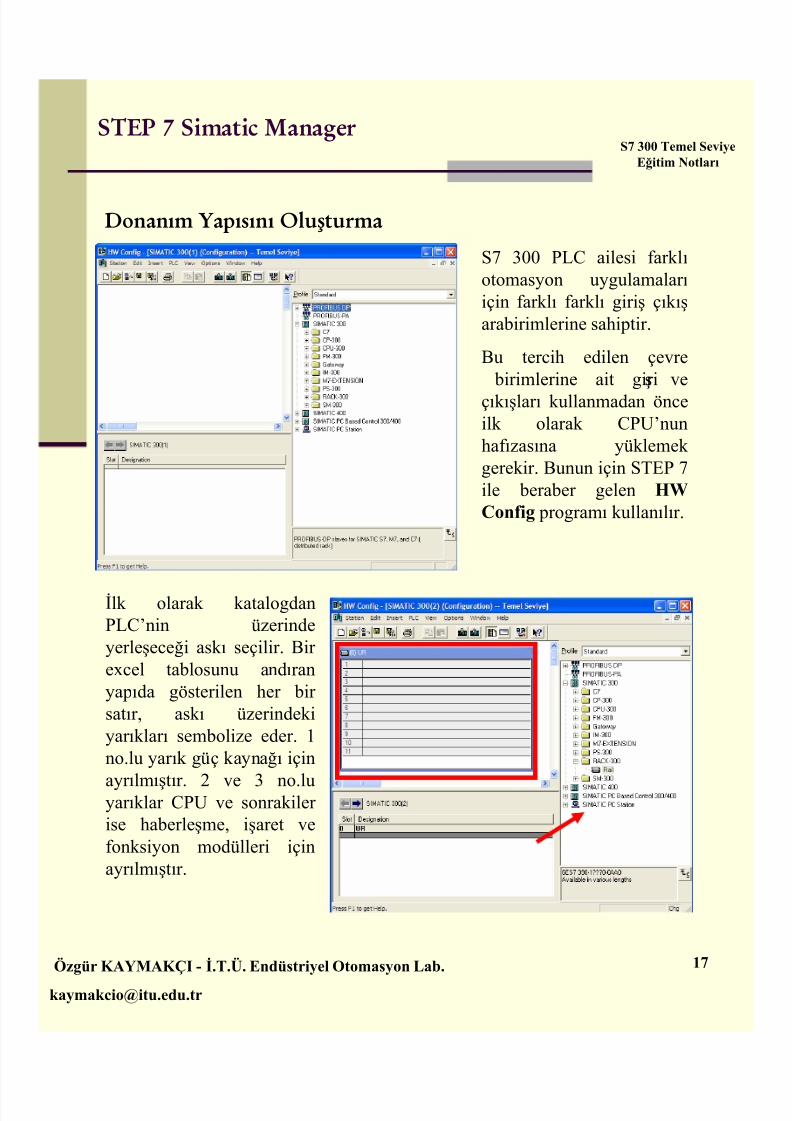
Donanım Yapısını Oluşturma
Yukar ıdaki gibi bir donanım yapısı HWConfig. programı
yardımıyla şu şekildeoluşturulur. İlk olarak katalogdan S7 300 için ask ıseçilir. Arkasından 1 no.luyar ık işaretlendikten sonrakatalogdan PS başlığı
altından verilen özellikleresahip olan güç kaynağı
seçilir. Arkasından 2 no.luyar ık seçilir ve CPU-300
başlığı altından uygunişlemci tercih edilir. 3 no.luyar ığı fiziksel olarak CPUdoldurduğundan burası boş
bırak ılarak 4 no.lu yar ık seçilir. DI-300 başlığından uygun dijital giriş modülü tercih edilir. Aynı
işlem 5 ve 6 no.lu yar ıklar için tekrarlanır.
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 19/66
19
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
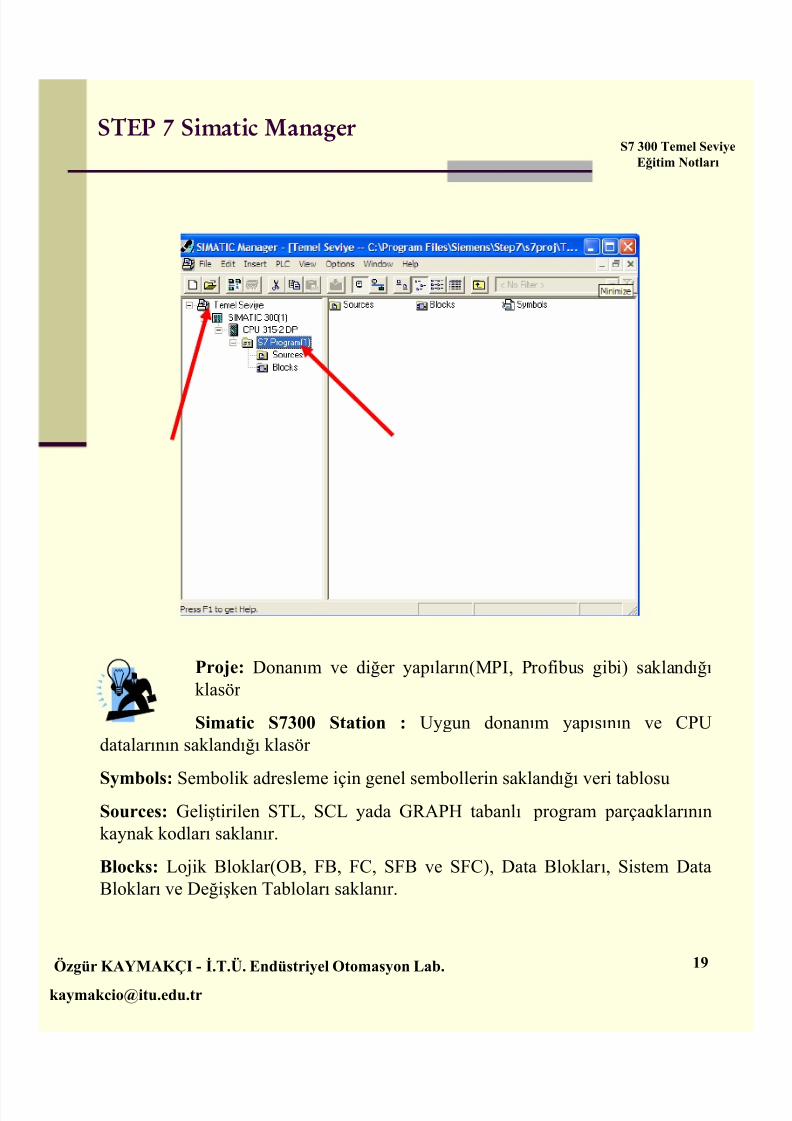
Proje: Donanım ve diğer yapılar ın(MPI, Profibus gibi) saklandığı
klasör
Simatic S7300 Station : Uygun donanım yapısının ve CPUdatalar ının saklandığı klasör
Symbols: Sembolik adresleme için genel sembollerin saklandı
ğı
veri tablosuSources: Geliştirilen STL, SCL yada GRAPH tabanlı program parçacıklar ınınkaynak kodlar ı saklanır.
Blocks: Lojik Bloklar(OB, FB, FC, SFB ve SFC), Data Bloklar ı, Sistem DataBloklar ı ve Değişken Tablolar ı saklanır.
STEP 7 Simatic Manager
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 20/66
20
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
PLC’nin Çalışma Felsefesi
PII
Zamanlayıcı
Sayıcı
Hafıza Alanı
PIQ
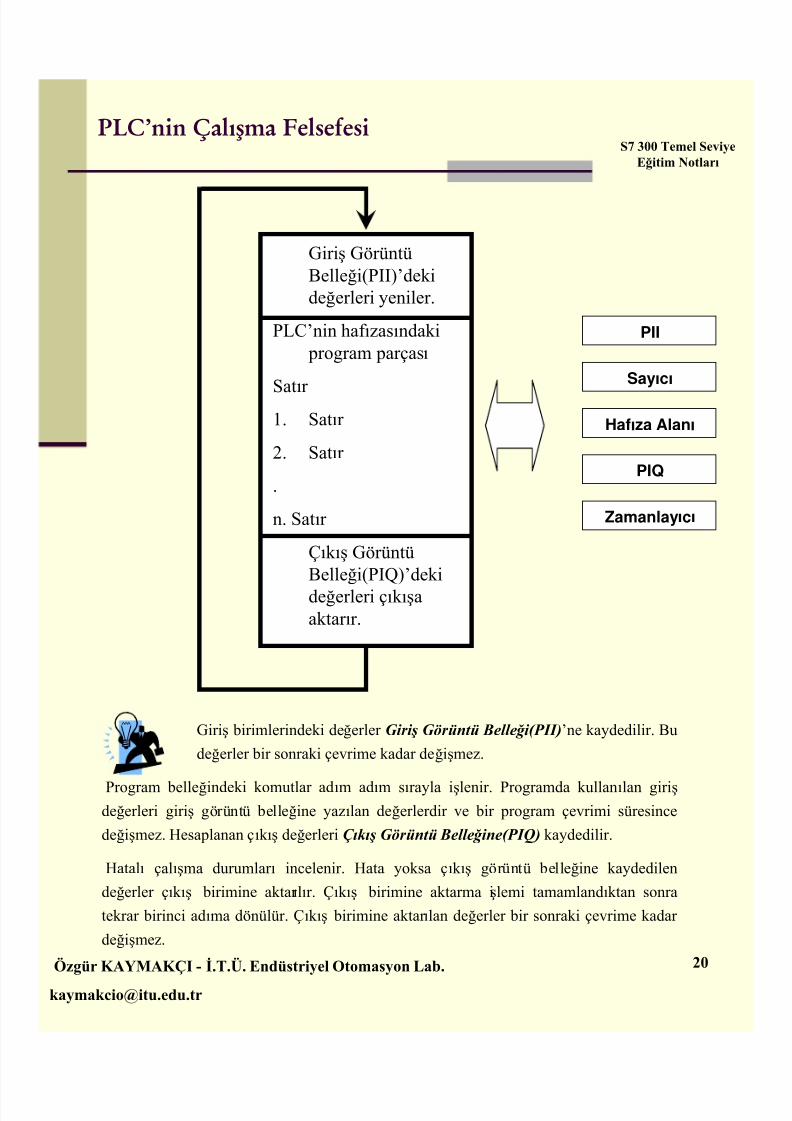
Giriş GörüntüBelleği(PII)’dekideğerleri yeniler.
PLC’nin haf ızasındaki program parçası
Satı
r 1. Satır
2. Satır
.
n. Satır
Çık ış GörüntüBelleği(PIQ)’deki
değerleri çık ışaaktar ır.
Giriş birimlerindeki değerler Giri ş Görüntü Belle ğ i(PII)’ne kaydedilir. Bu
değerler bir sonraki çevrime kadar değişmez.
Program belleğindeki komutlar adım adım sırayla işlenir. Programda kullanılan girişdeğerleri giriş görüntü belleğine yazılan değerlerdir ve bir program çevrimi süresince
değişmez. Hesaplanan çık ış değerleri Ç ık ı ş Görüntü Belle ğ ine(PIQ) kaydedilir.
Hatalı çalışma durumlar ı incelenir. Hata yoksa çık ış görüntü belleğine kaydedilen
değerler çık ış birimine aktar ılır. Çık ış birimine aktarma işlemi tamamlandıktan sonra
tekrar birinci adıma dönülür. Çık ış birimine aktar ılan değerler bir sonraki çevrime kadar
değişmez.
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 21/66
21
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
Programlama Teknikleri
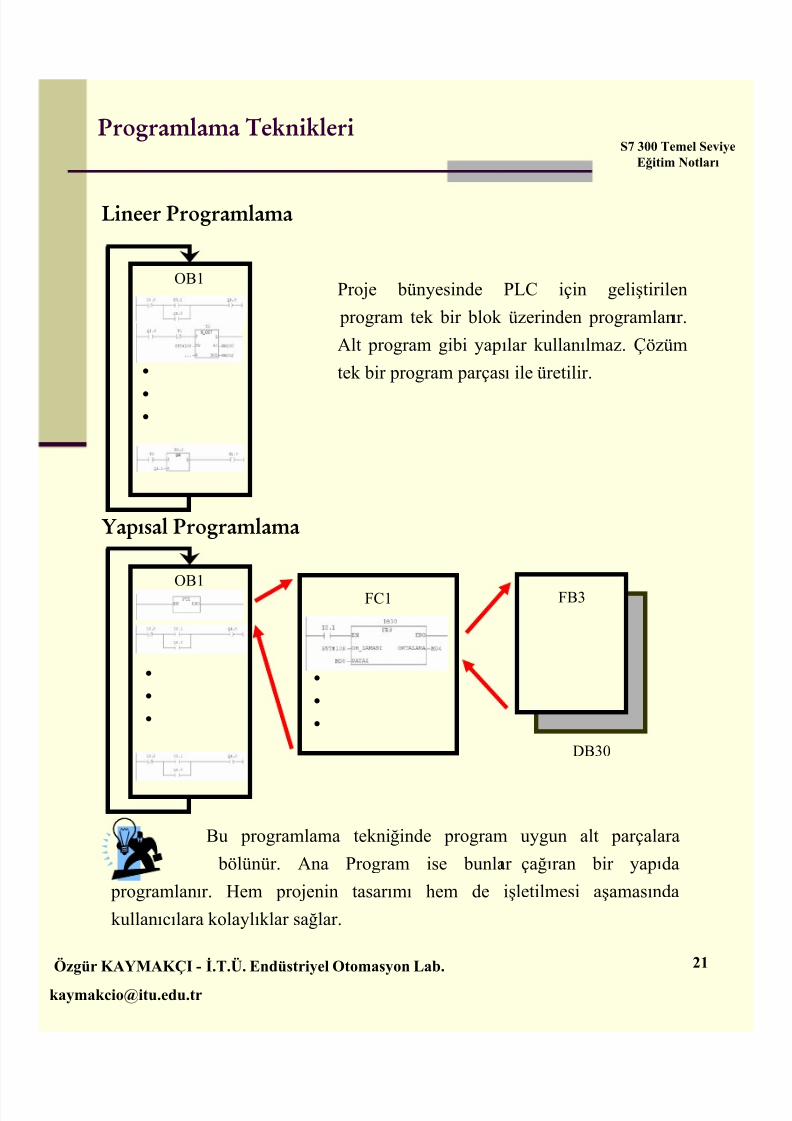
Lineer Programlama
OB1
.
..
Proje bünyesinde PLC için geliştirilen
program tek bir blok üzerinden programlanır.
Alt program gibi yapılar kullanılmaz. Çözüm
tek bir program parçası ile üretilir.
Yapısal Programlama
OB1
.
.
....
FC1 FB3
DB30
Bu programlama tekniğinde program uygun alt parçalara
bölünür. Ana Program ise bunlar ı çağıran bir yapıda
programlanır. Hem projenin tasar ımı hem de işletilmesi aşamasında
kullanıcılara kolaylıklar sağlar.
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 22/66
22
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
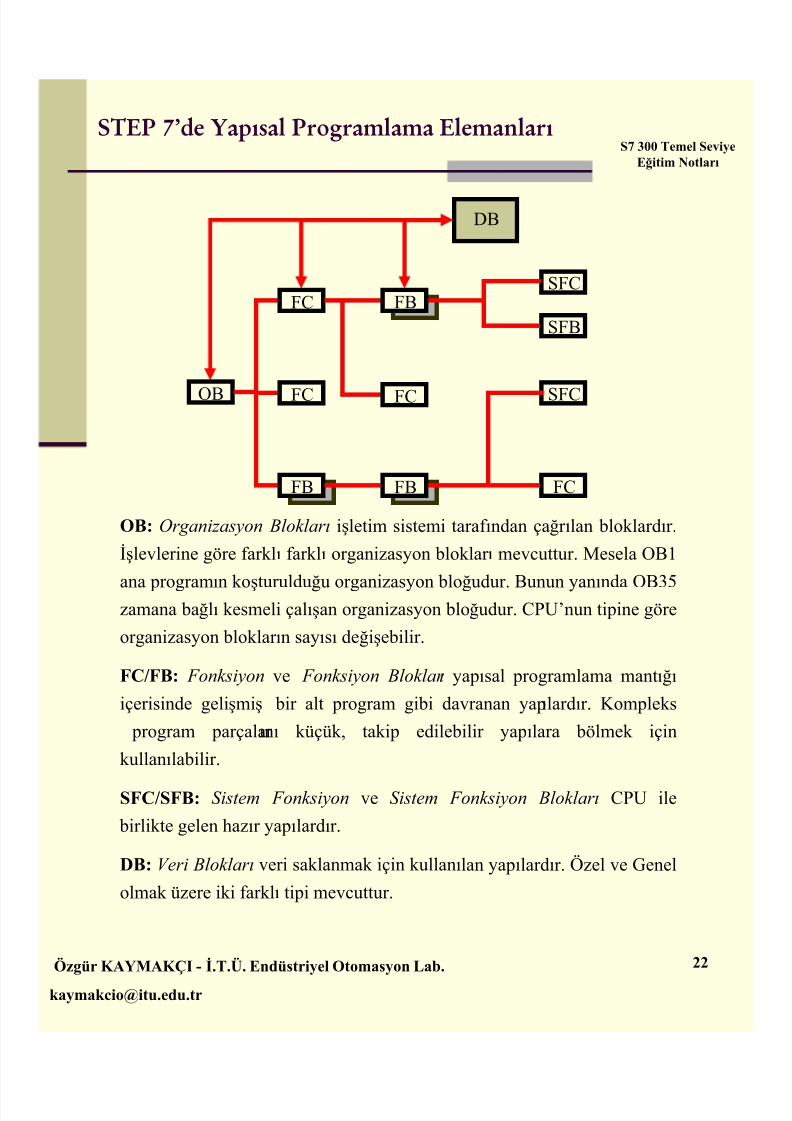
STEP 7’de Yapısal Programlama Elemanları
OB: Organizasyon Bloklar ı işletim sistemi taraf ından çağr ılan bloklardır.
İşlevlerine göre farklı farklı organizasyon bloklar ı mevcuttur. Mesela OB1
ana programı
n koşturulduğu organizasyon bloğudur. Bunun yanı
nda OB35zamana bağlı kesmeli çalışan organizasyon bloğudur. CPU’nun tipine göre
organizasyon bloklar ın sayısı değişebilir.
FC/FB: Fonksiyon ve Fonksiyon Bloklar ı yapısal programlama mantığı
içerisinde gelişmiş bir alt program gibi davranan yapılardır. Kompleks
program parçalar ını küçük, takip edilebilir yapılara bölmek için
kullanılabilir.
SFC/SFB: Sistem Fonksiyon ve Sistem Fonksiyon Bloklar ı CPU ile
birlikte gelen hazır yapılardır.
DB: Veri Bloklar ı veri saklanmak için kullanılan yapılardır. Özel ve Genel
olmak üzere iki farklı tipi mevcuttur.
OB
FC
FC
FB FCFB
SFC
SFB
SFC
FB
FC
DB
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 23/66
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 24/66
24
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
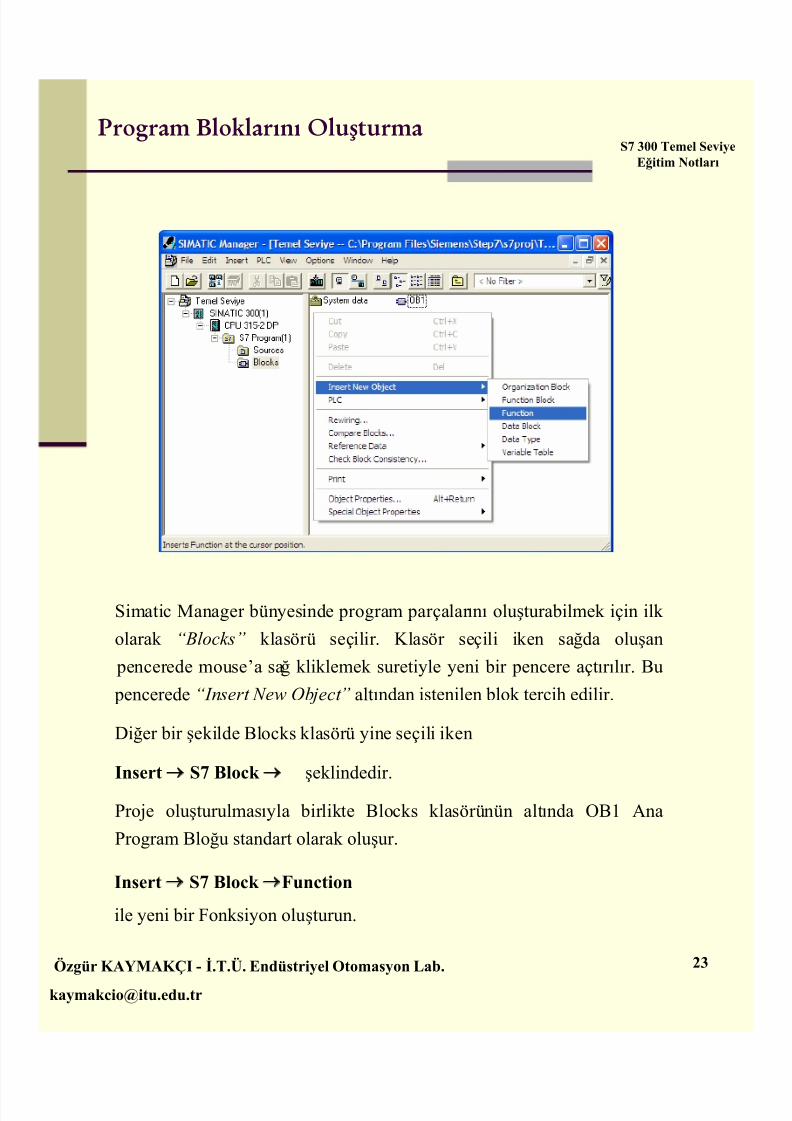
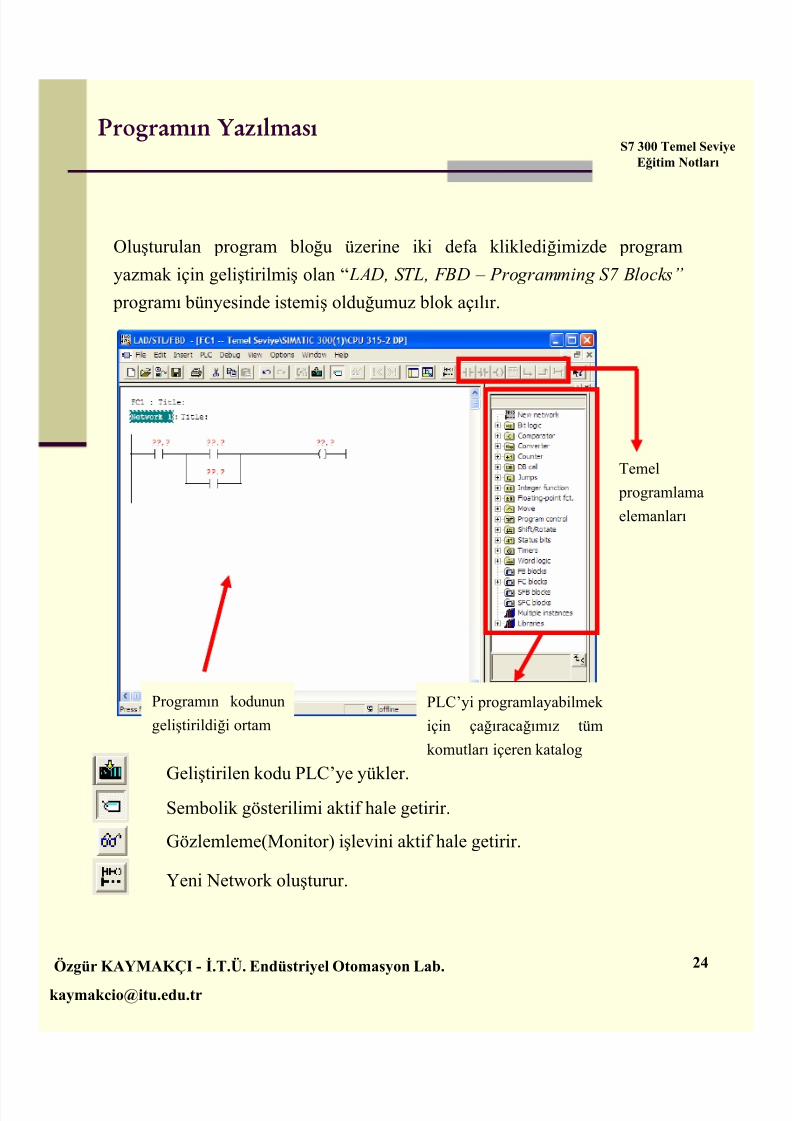
Programın Yazılması
Oluşturulan program bloğu üzerine iki defa kliklediğimizde program
yazmak için geliştirilmiş olan “ LAD, STL, FBD – Programming S7 Blocks”
programı bünyesinde istemiş olduğumuz blok açılır.
Programın kodunun
geliştirildiği ortam
Temel
programlama
elemanlar ı
PLC’yi programlayabilmek
için çağıracağımız tüm
komutlar ı içeren katalog
Yeni Network oluşturur.
Geliştirilen kodu PLC’ye yükler.
Gözlemleme(Monitor) işlevini aktif hale getirir.
Sembolik gösterilimi aktif hale getirir.
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 25/66
25
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
Program Gösterimi
I0.0 &
=
Q4.0
Network 1
Network 2
I0.2
I0.3
&
I0.1
Q4.1
>=
=
Q4.1
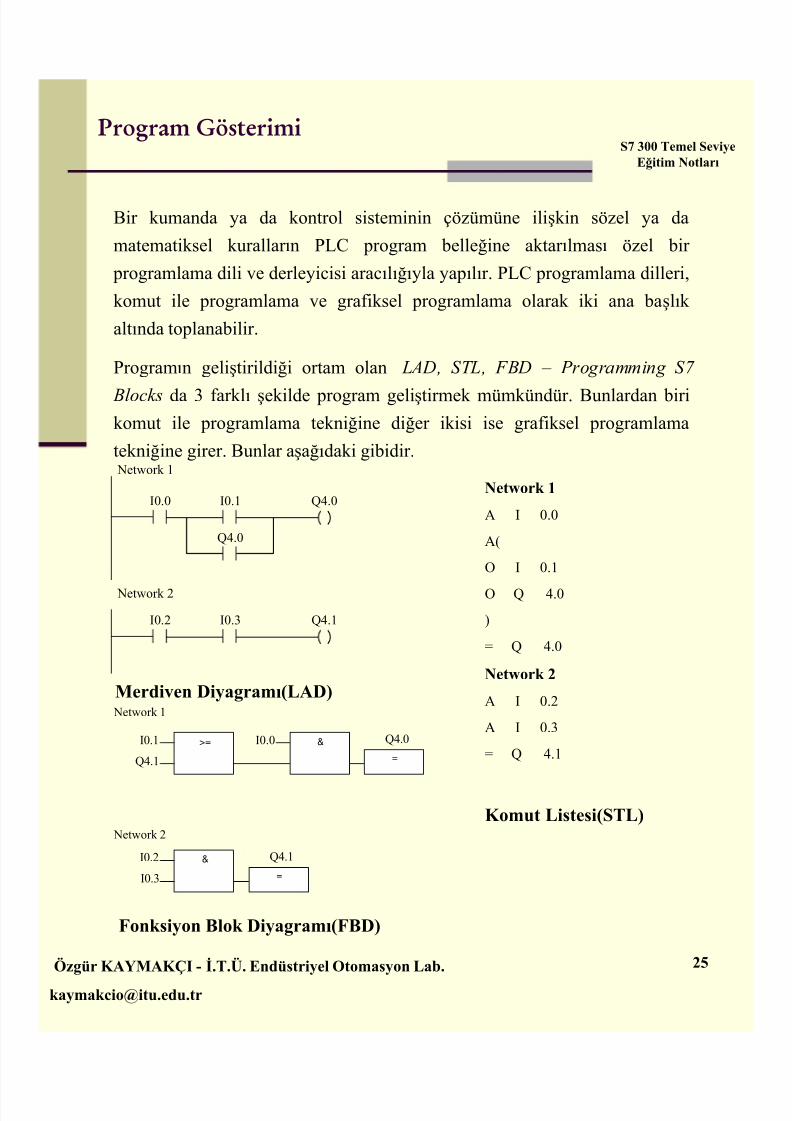
Bir kumanda ya da kontrol sisteminin çözümüne ilişkin sözel ya da
matematiksel kurallar ın PLC program belleğine aktar ılması özel bir
programlama dili ve derleyicisi aracılığıyla yapılır. PLC programlama dilleri,
komut ile programlama ve grafiksel programlama olarak iki ana başlık
altında toplanabilir.
Programın geliştirildiği ortam olan LAD, STL, FBD – Programming S7
Blocks da 3 farklı şekilde program geliştirmek mümkündür. Bunlardan birikomut ile programlama tekniğine diğer ikisi ise grafiksel programlama
tekniğine girer. Bunlar aşağıdaki gibidir.
Komut Listesi(STL)
I0.0 I0.1
Q4.0
Q4.0
Network 1
Network 2
I0.2 I0.3 Q4.1
Merdiven Diyagramı(LAD)
Fonksiyon Blok Diyagramı(FBD)
Network 1
A I 0.0
A(
O I 0.1
O Q 4.0
)
= Q 4.0
Network 2
A I 0.2
A I 0.3
= Q 4.1
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 26/66
26
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
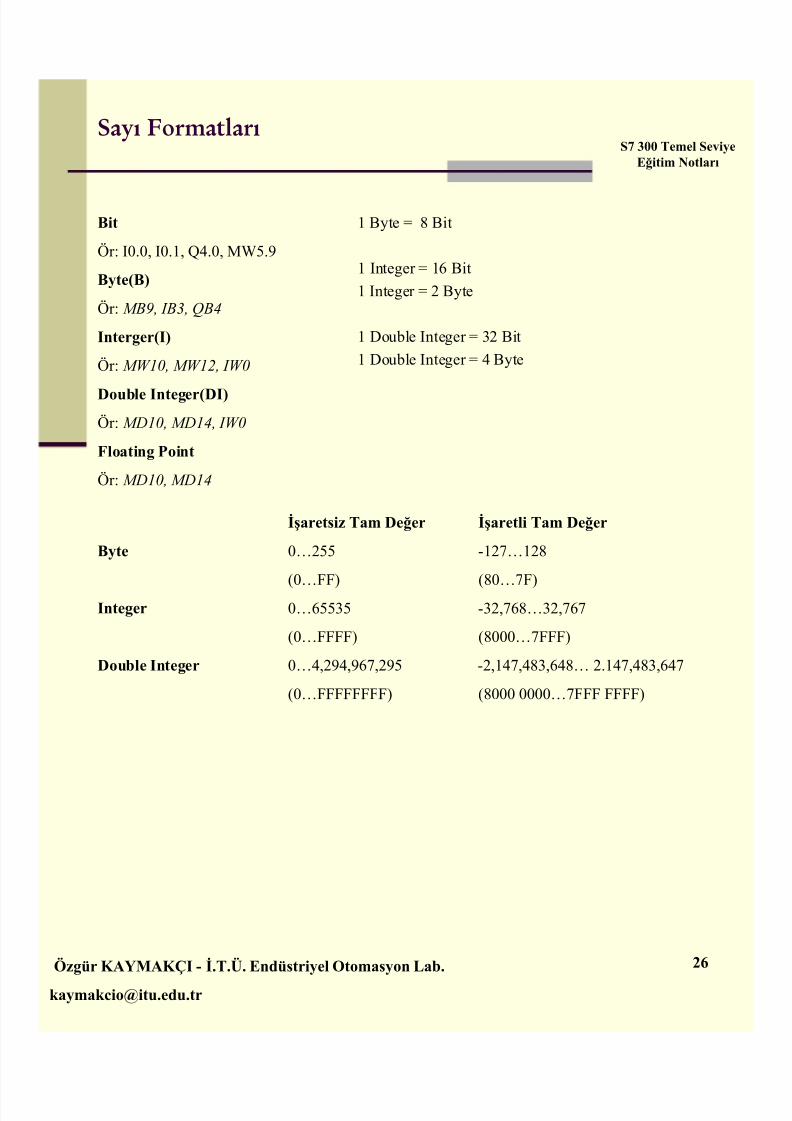
Sayı Formatları
Bit
Ör: I0.0, I0.1, Q4.0, MW5.9
Byte(B)
Ör: MB9, IB3, QB4
Interger(I)
Ör: MW10, MW12, IW0
Double Integer(DI)
Ör: MD10, MD14, IW0
Floating Point
Ör: MD10, MD14
1 Byte = 8 Bit
1 Integer = 16 Bit
1 Integer = 2 Byte
1 Double Integer = 32 Bit
1 Double Integer = 4 Byte
İşaretsiz Tam Değer İşaretli Tam Değer
Byte 0…255 -127…128
(0…FF) (80…7F)
Integer 0…65535 -32,768…32,767
(0…FFFF) (8000…7FFF)
Double Integer 0…4,294,967,295 -2,147,483,648… 2.147,483,647
(0…FFFFFFFF) (8000 0000…7FFF FFFF)
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 27/66
27
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
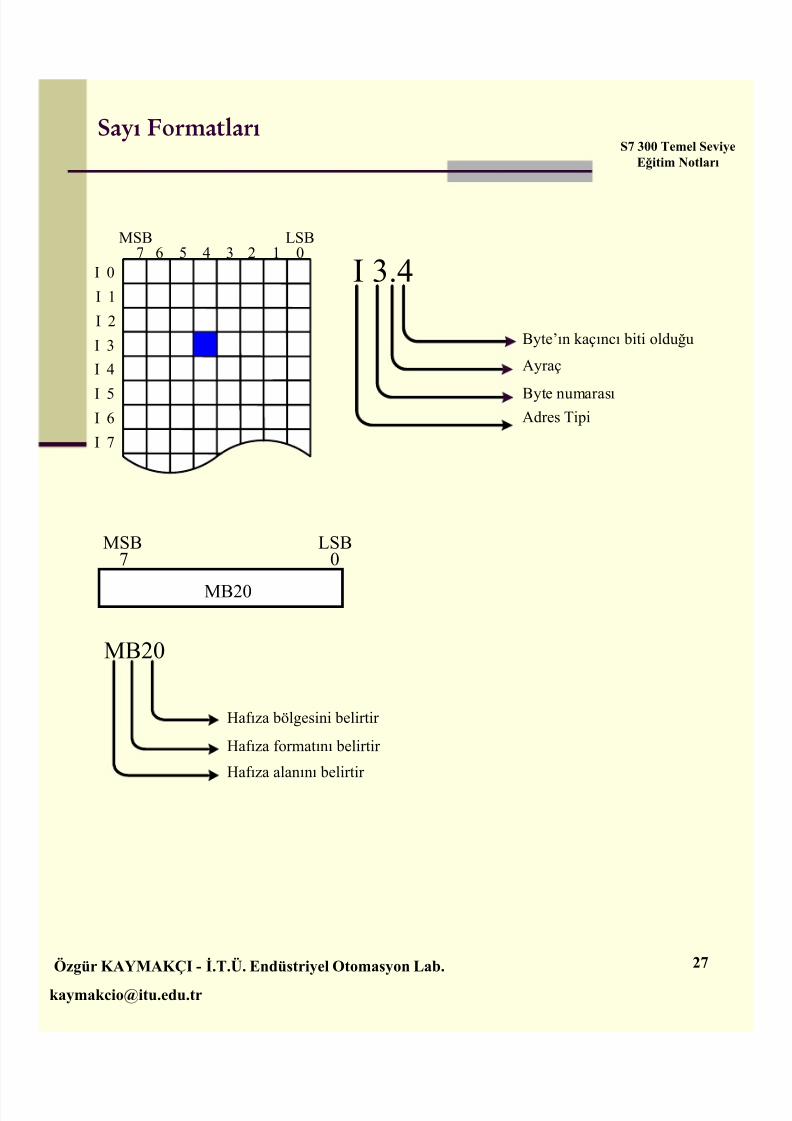
Sayı Formatları
I 3.4
Byte’ın kaçıncı biti olduğu
Ayraç
Byte numarası
Adres Tipi
MB20
LSB0
MSB7
MB20
Haf ıza bölgesini belirtir
Haf ıza alanını belirtir
Haf ıza formatını belirtir
I 0
I 1
I 2
I 3
I 4
I 5I 6
I 7
MSB LSB0234567 1
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 28/66
28
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
Sayı Formatları
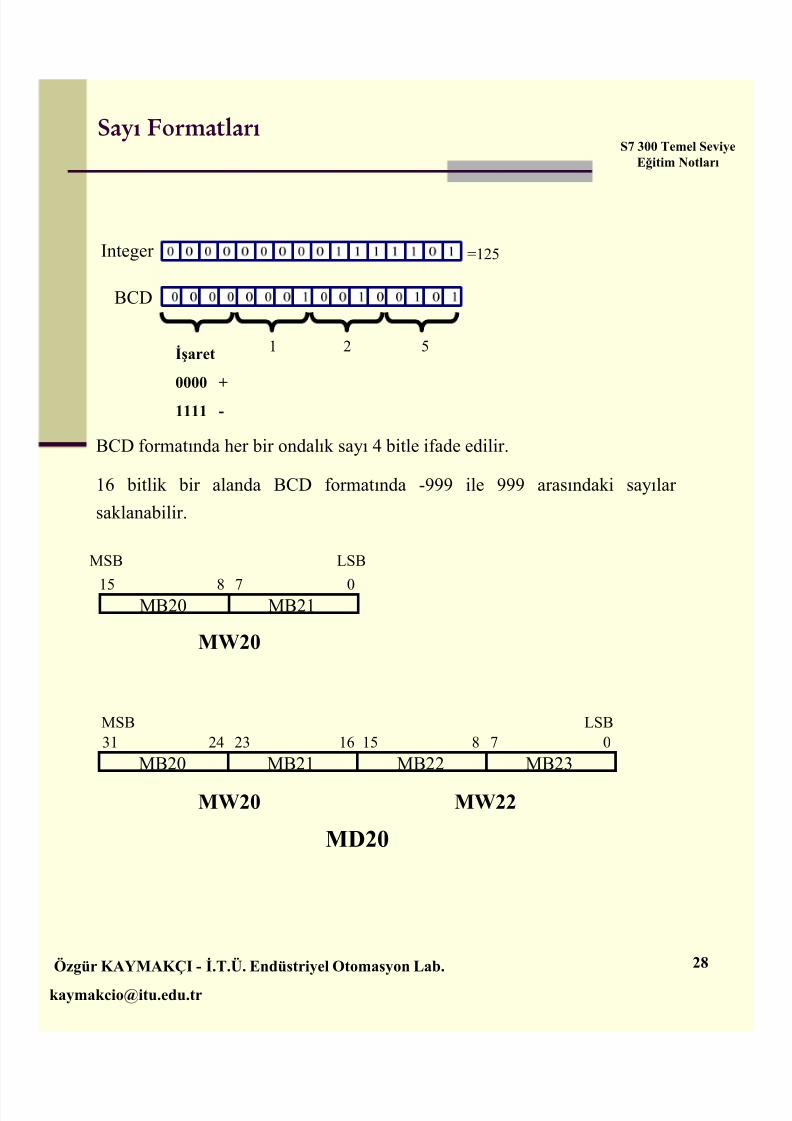
BCD
Integer =125
İşaret
0000 +
1111 -
1 2 5
BCD formatında her bir ondalık sayı 4 bitle ifade edilir.
16 bitlik bir alanda BCD formatında -999 ile 999 arasındaki sayılar
saklanabilir.
LSB
0
MSB
15 7MB20 MB218
MW20
LSB2324 16 0
MSB31 8
MW20
MB20 MB21 MB22 MB23715
MW22
MD20
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 29/66
29
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
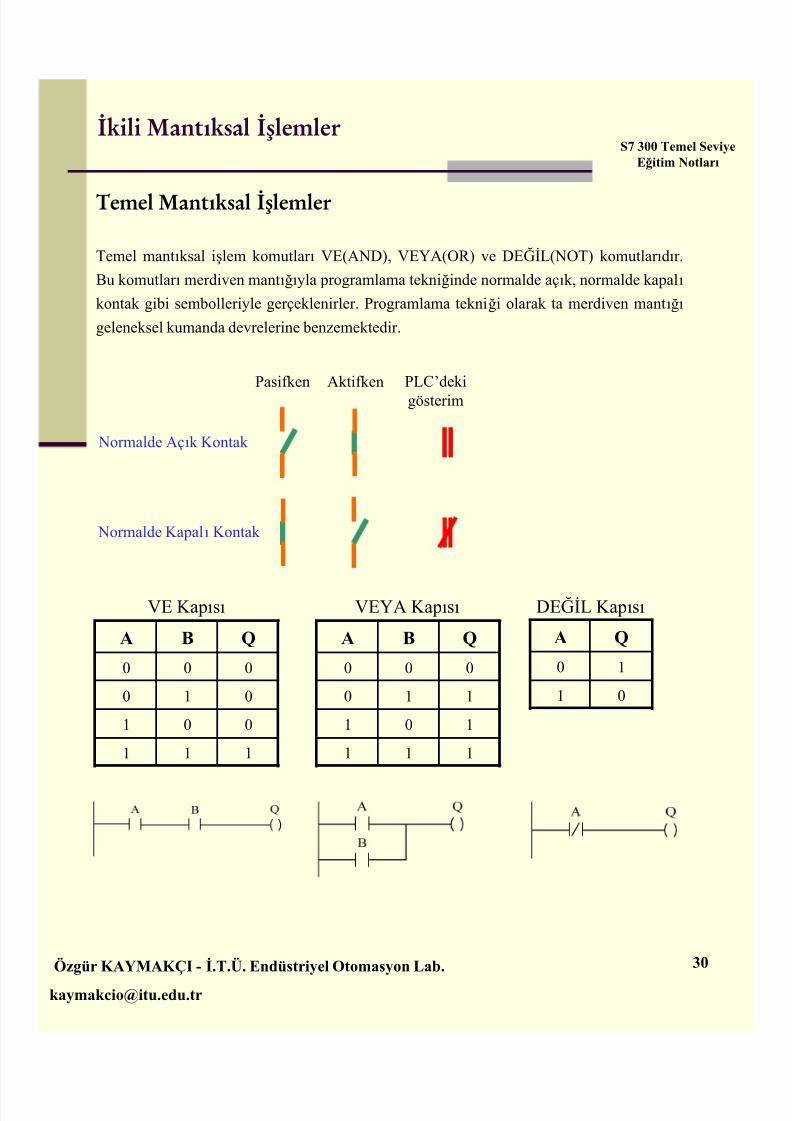
İkili Mantıksal İşlemler
Kumanda devrelerindeki mantıksal işlevlerin gerçeklenmesi kontrol
birimine ilişkin ikili mantıksal işlemlerle yapılır. Elektropnömatik
kumanda devreleri için de geçerli olan bu tür işlemler komut (STL),
merdiven mantığı (LAD) veya fonksiyon blok (FBD) ile ifade edilebilir.
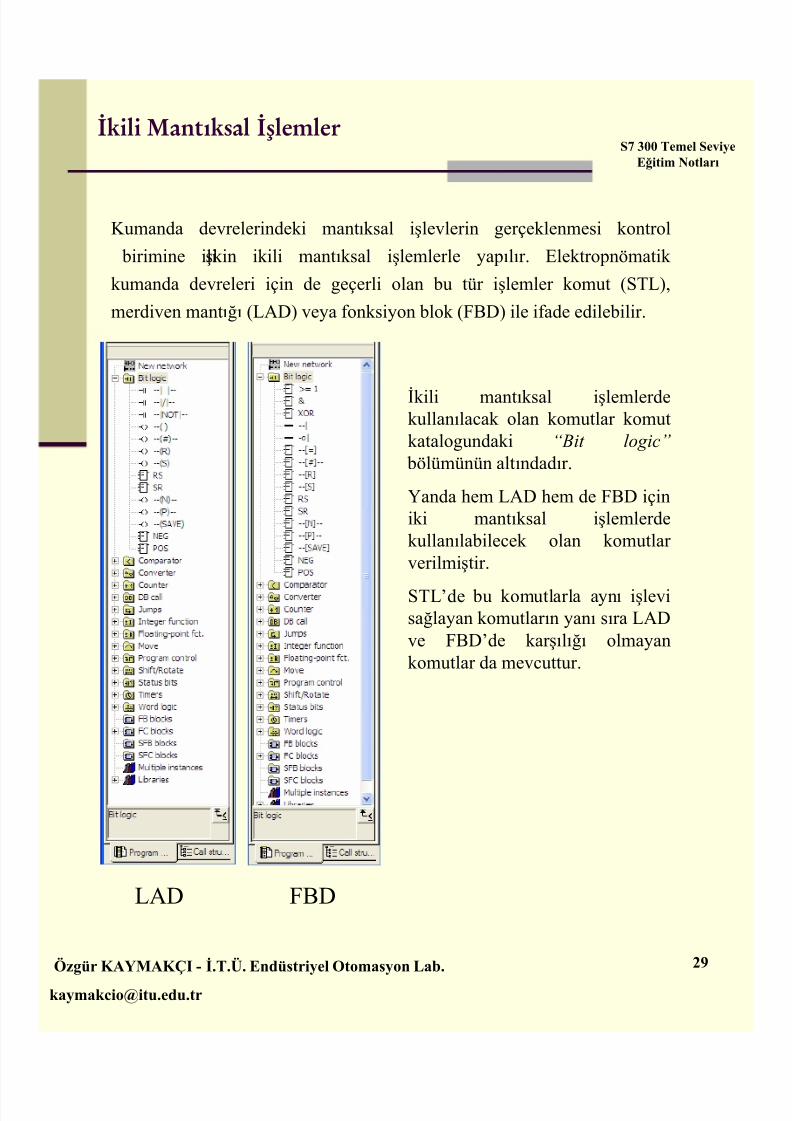
İkili mantıksal işlemlerdekullanılacak olan komutlar komutkatalogundaki “Bit logic”
bölümünün altındadır.
Yanda hem LAD hem de FBD içiniki mantıksal işlemlerdekullanılabilecek olan komutlar verilmiştir.
STL’de bu komutlarla aynı işlevisağlayan komutlar ın yanı sıra LADve FBD’de kar şılığı olmayankomutlar da mevcuttur.
LAD FBD
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 30/66
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 31/66
31
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
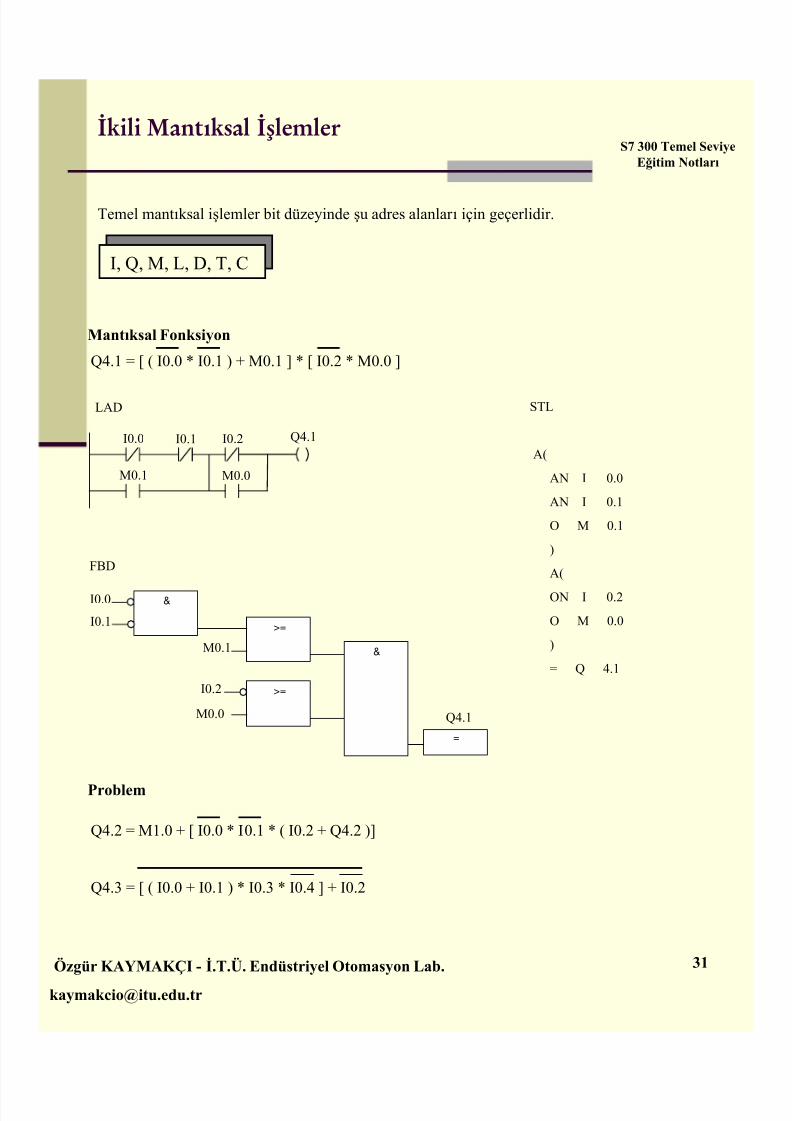
İkili Mantıksal İşlemler
Temel mantıksal işlemler bit düzeyinde şu adres alanlar ı için geçerlidir.
I0.0 &
I0.1>=
M0.1
>=I0.2
M0.0
&
=
Q4.1
FBD
STL
A(
AN I 0.0
AN I 0.1
O M 0.1
)
A(
ON I 0.2
O M 0.0
)
= Q 4.1
LAD
Q4.1I0.0
M0.1
I0.1 I0.2
M0.0
Mantıksal Fonksiyon
Q4.1 = [ ( I0.0 * I0.1 ) + M0.1 ] * [ I0.2 * M0.0 ]
I, Q, M, L, D, T, C
Problem
Q4.2 = M1.0 + [ I0.0 * I0.1 * ( I0.2 + Q4.2 )]
Q4.3 = [ ( I0.0 + I0.1 ) * I0.3 * I0.4 ] + I0.2
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 32/66
32
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
İkili Mantıksal İşlemler
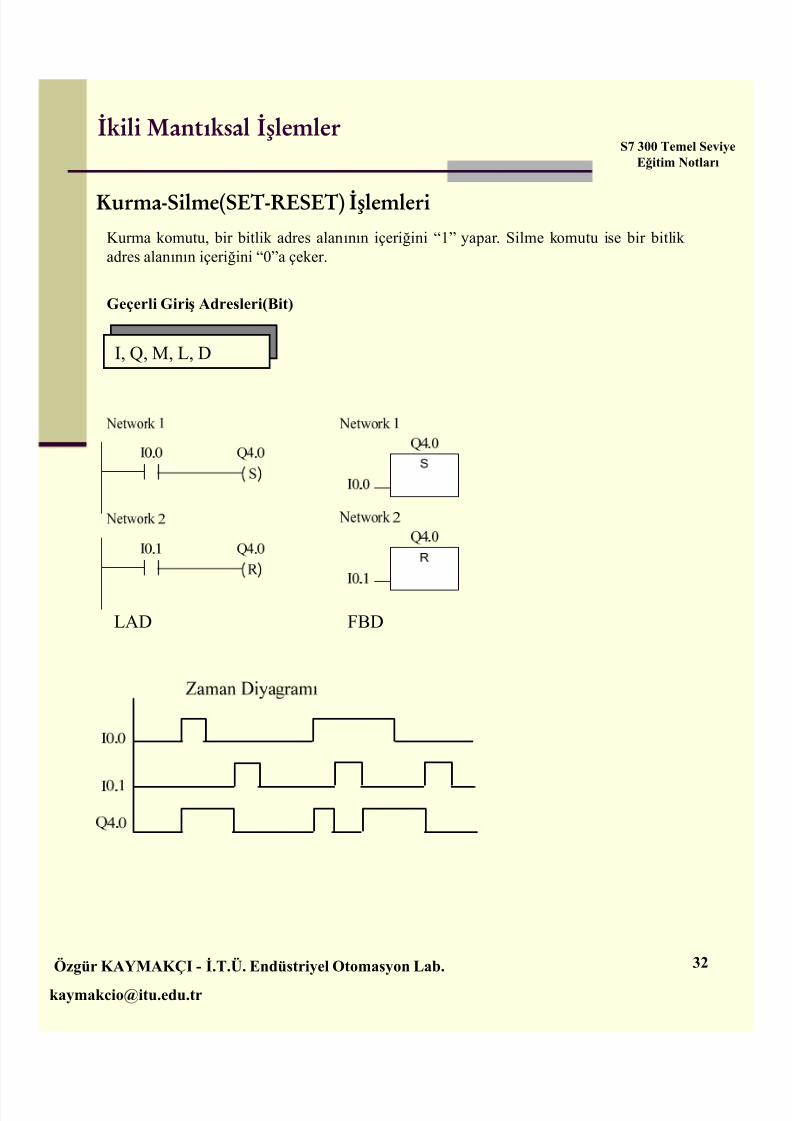
Kurma-Silme(SET-RESET) İşlemleri
LAD FBD
Kurma komutu, bir bitlik adres alanının içeriğini “1” yapar. Silme komutu ise bir bitlik adres alanının içeriğini “0”a çeker.
Geçerli Giriş Adresleri(Bit)
I, Q, M, L, D
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 33/66
33
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
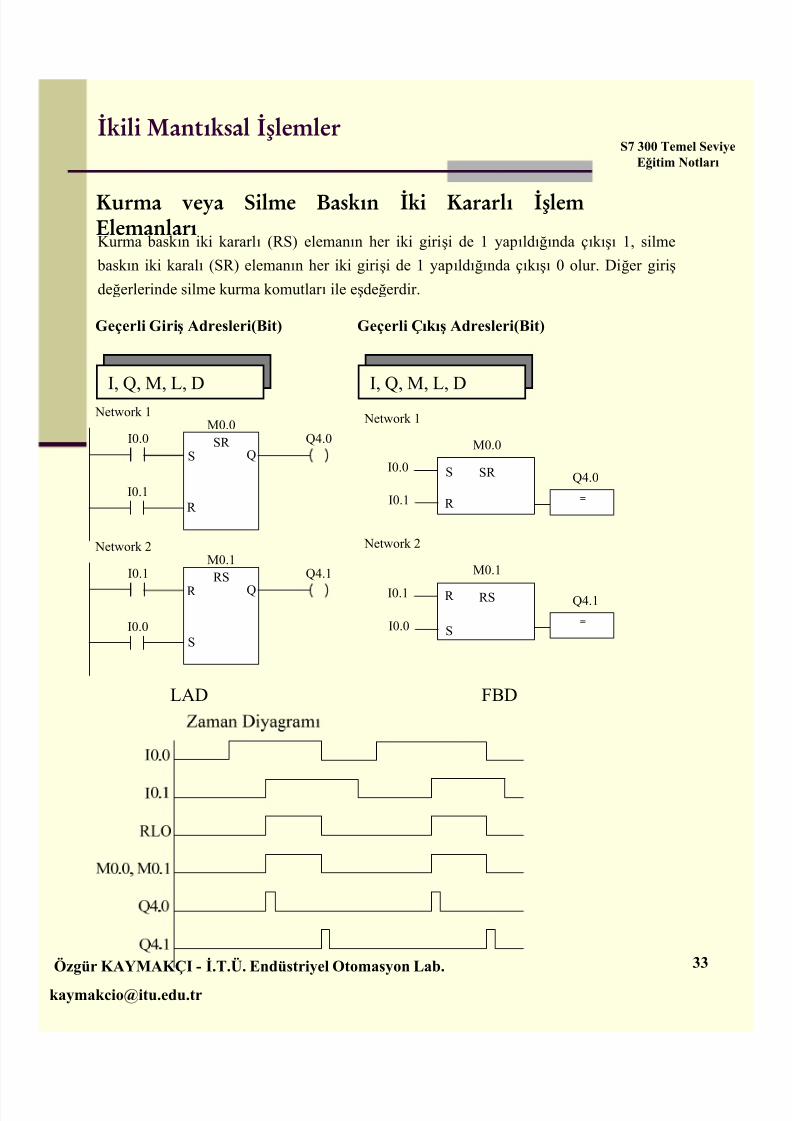
İkili Mantıksal İşlemler
Kurma veya Silme Baskın İki Kararlı İşlemElemanlarıKurma bask ın iki kararlı (RS) elemanın her iki girişi de 1 yapıldığında çık ışı 1, silme
bask ın iki karalı (SR) elemanın her iki girişi de 1 yapıldığında çık ışı 0 olur. Diğer giriş
değerlerinde silme kurma komutlar ı ile eşdeğerdir.
LAD FBD
Network 1
I0.0 Q4.0M0.0
I0.1
S
R
QSR
Network 2
I0.1 Q4.1M0.1
I0.0
R
S
Q
RS
I0.1
SR
M0.0
Network 1
Network 2
RS
M0.1
=
Q4.0
=
Q4.1
I0.0
I0.0
I0.1
S
R
R
S
I, Q, M, L, D
Geçerli Giriş Adresleri(Bit)
I, Q, M, L, D
Geçerli Çık ış Adresleri(Bit)
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 34/66
34
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
İkili Mantıksal İşlemler
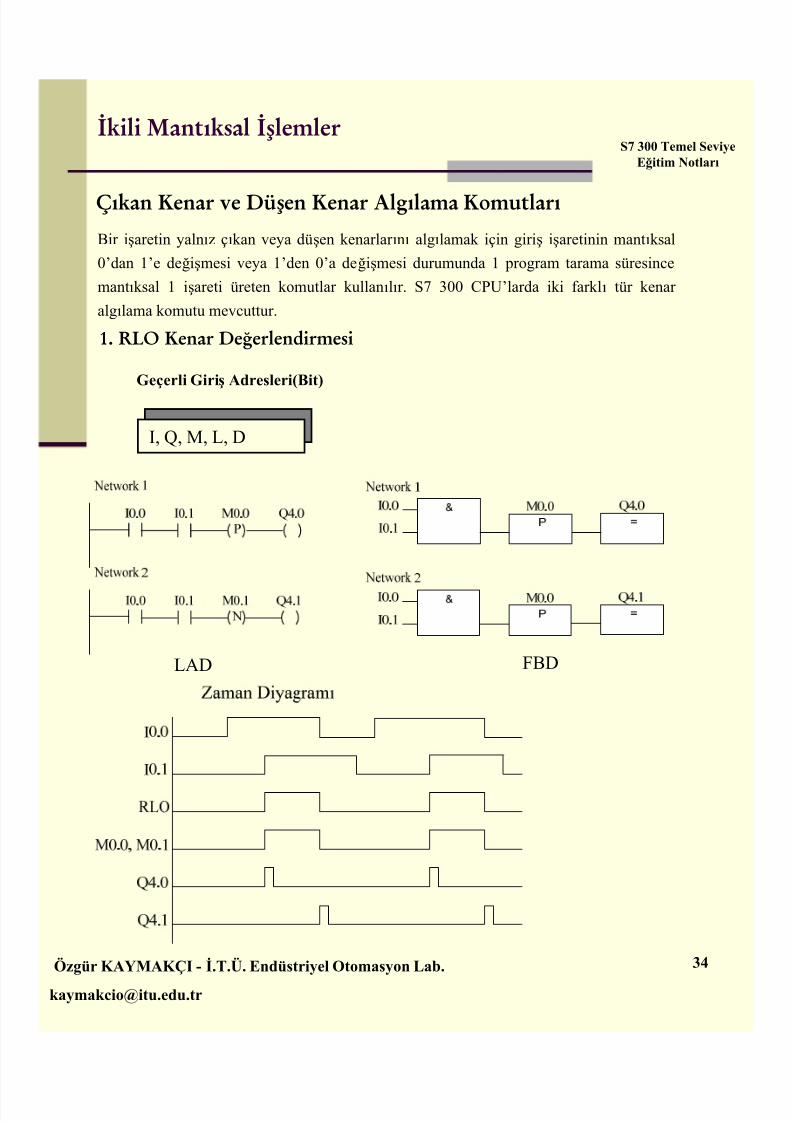
Çıkan Kenar ve Düşen Kenar Algılama Komutları
Bir işaretin yalnız çıkan veya düşen kenarlar ını algılamak için giriş işaretinin mantıksal
0’dan 1’e değişmesi veya 1’den 0’a değişmesi durumunda 1 program tarama süresince
mantıksal 1 işareti üreten komutlar kullanılır. S7 300 CPU’larda iki farklı tür kenar
algılama komutu mevcuttur.
1. RLO Kenar Değerlendirmesi
I, Q, M, L, D
Geçerli Giriş Adresleri(Bit)
LAD FBD
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 35/66
35
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
İkili Mantıksal İşlemler
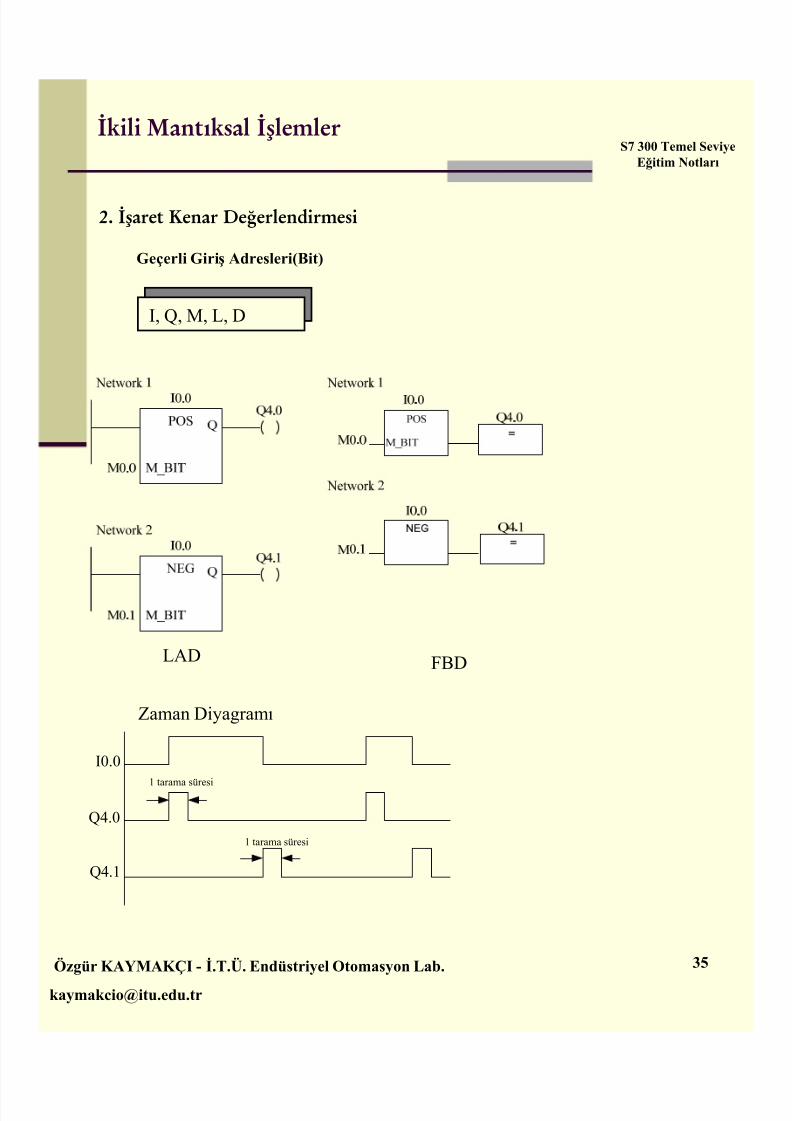
2. İşaret Kenar Değerlendirmesi
I, Q, M, L, D
Geçerli Giriş Adresleri(Bit)
I0.0
Q4.0
Q4.1
Zaman Diyagramı
1 tarama süresi
1 tarama süresi
LAD FBD
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 36/66
36
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
İkili Mantıksal İşlemler
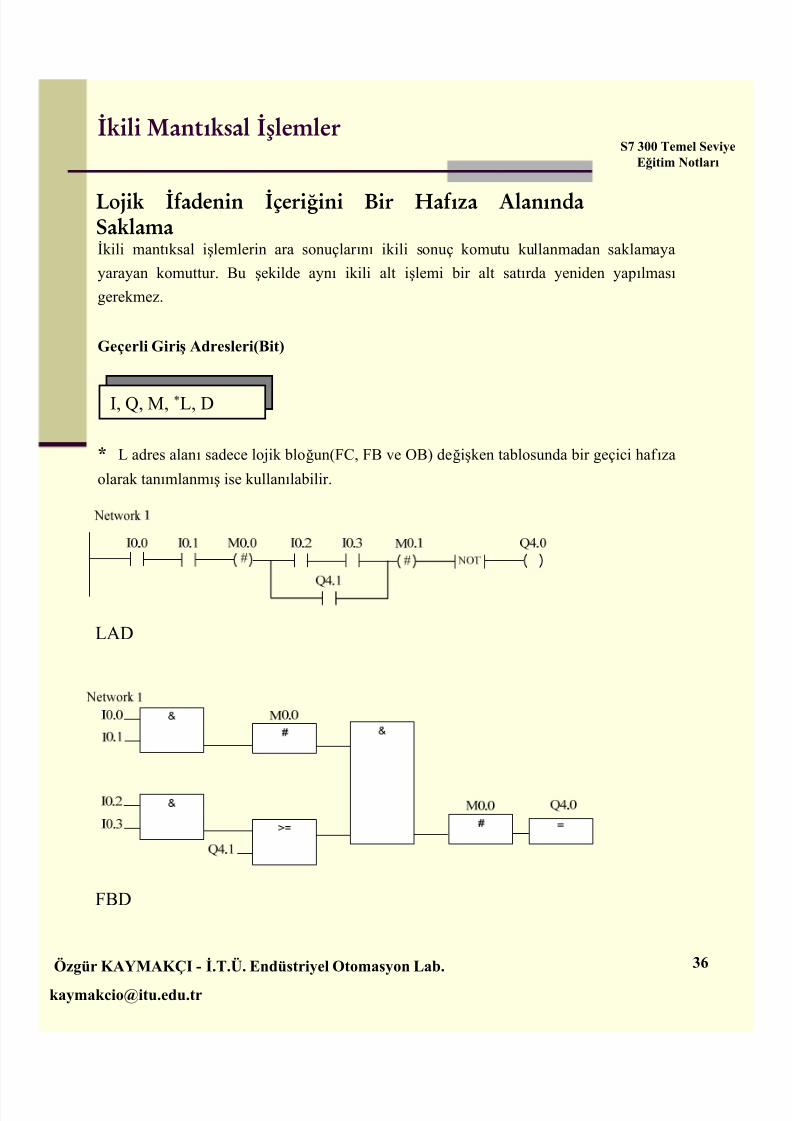
Lojik İfadenin İçeriğini Bir Haf ıza AlanındaSaklamaİkili mantıksal işlemlerin ara sonuçlar ını ikili sonuç komutu kullanmadan saklamaya
yarayan komuttur. Bu şekilde aynı ikili alt işlemi bir alt satırda yeniden yapılması
gerekmez.
I, Q, M, *L, D
Geçerli Giriş Adresleri(Bit)
* L adres alanı sadece lojik bloğun(FC, FB ve OB) değişken tablosunda bir geçici haf ıza
olarak tanımlanmış ise kullanılabilir.
LAD
FBD

8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 37/66
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 38/66
38
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
Zamanlama İşlemleri
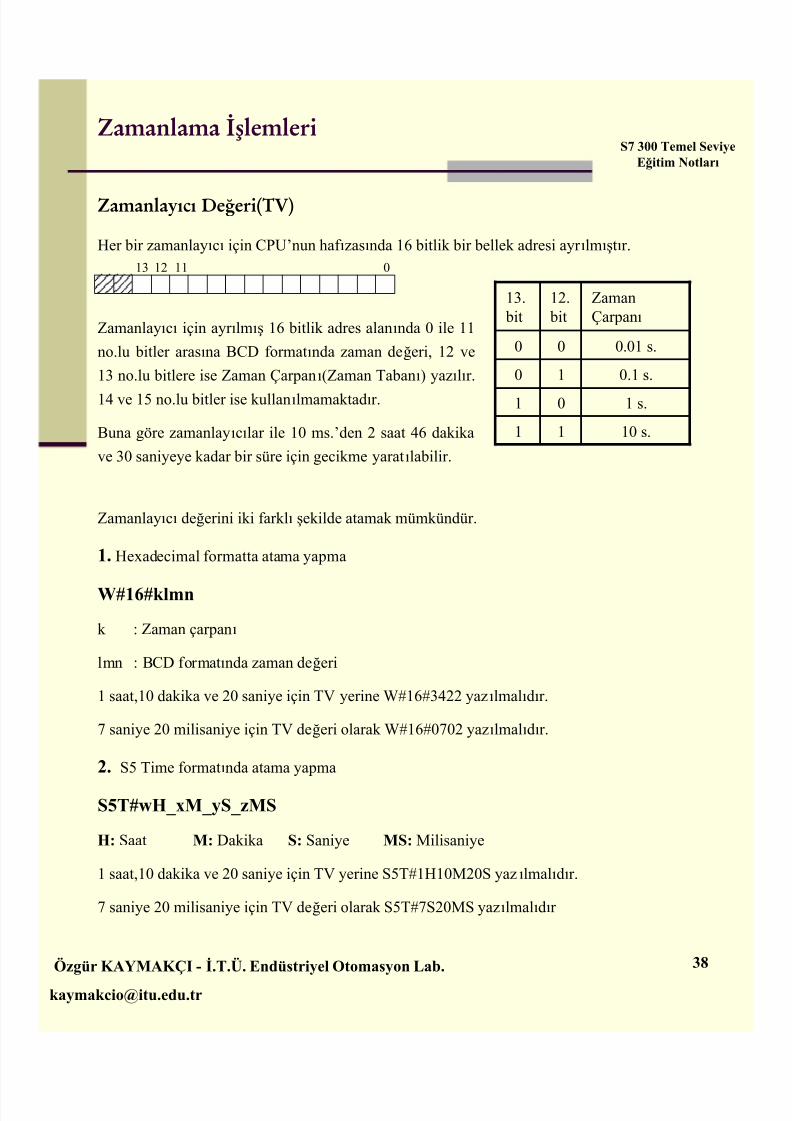
Zamanlayıcı Değeri(TV)
Her bir zamanlayıcı için CPU’nun haf ızasında 16 bitlik bir bellek adresi ayr ılmıştır.
0111213
Zamanlayıcı için ayr ılmış 16 bitlik adres alanında 0 ile 11
no.lu bitler arasına BCD formatında zaman değeri, 12 ve
13 no.lu bitlere ise Zaman Çarpanı(Zaman Tabanı) yazılır.
14 ve 15 no.lu bitler ise kullanılmamaktadır.
Buna göre zamanlayıcılar ile 10 ms.’den 2 saat 46 dakika
ve 30 saniyeye kadar bir süre için gecikme yaratılabilir.
1
1
0
0
13. bit
10 s.1
1 s.0
0.1 s.1
0.01 s.0
ZamanÇarpanı
12. bit
Zamanlayıcı değerini iki farklı şekilde atamak mümkündür.
1. Hexadecimal formatta atama yapma
W#16#klmn
k : Zaman çarpanı
lmn : BCD formatında zaman değeri
1 saat,10 dakika ve 20 saniye için TV yerine W#16#3422 yazılmalıdır.
7 saniye 20 milisaniye için TV değeri olarak W#16#0702 yazılmalıdır.
2. S5 Time formatında atama yapma
S5T#wH_xM_yS_zMS
H: Saat M: Dakika S: Saniye MS: Milisaniye
1 saat,10 dakika ve 20 saniye için TV yerine S5T#1H10M20S yazılmalıdır.
7 saniye 20 milisaniye için TV değeri olarak S5T#7S20MS yazılmalıdır
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 39/66
39
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
Zamanlama İşlemleri
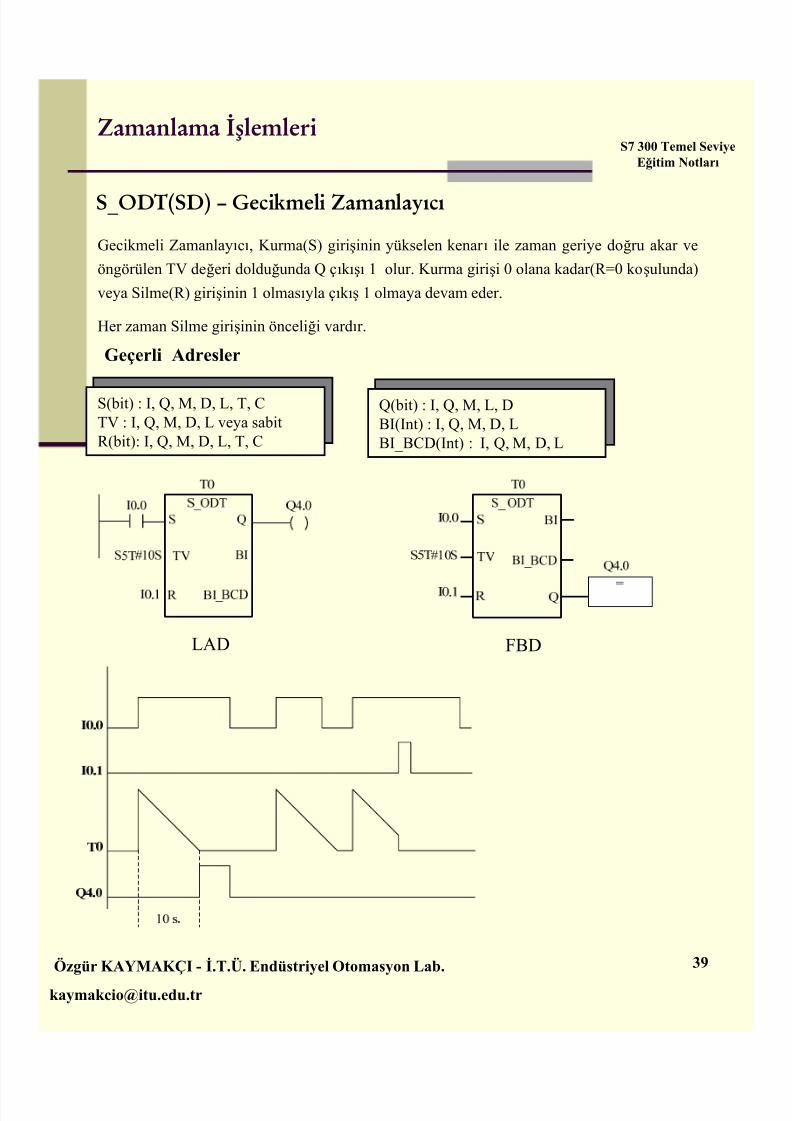
S_ODT(SD) – Gecikmeli Zamanlayıcı
Gecikmeli Zamanlayıcı, Kurma(S) girişinin yükselen kenar ı ile zaman geriye doğru akar ve
öngörülen TV değeri dolduğunda Q çık ışı 1 olur. Kurma girişi 0 olana kadar(R=0 koşulunda)
veya Silme(R) girişinin 1 olmasıyla çık ış 1 olmaya devam eder.
Her zaman Silme girişinin önceliği vardır.
LAD FBD
Geçerli Adresler
S(bit) : I, Q, M, D, L, T, CTV : I, Q, M, D, L veya sabitR(bit): I, Q, M, D, L, T, C
Q(bit) : I, Q, M, L, DBI(Int) : I, Q, M, D, LBI_BCD(Int) : I, Q, M, D, L
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 40/66
40
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
Zamanlama İşlemleri
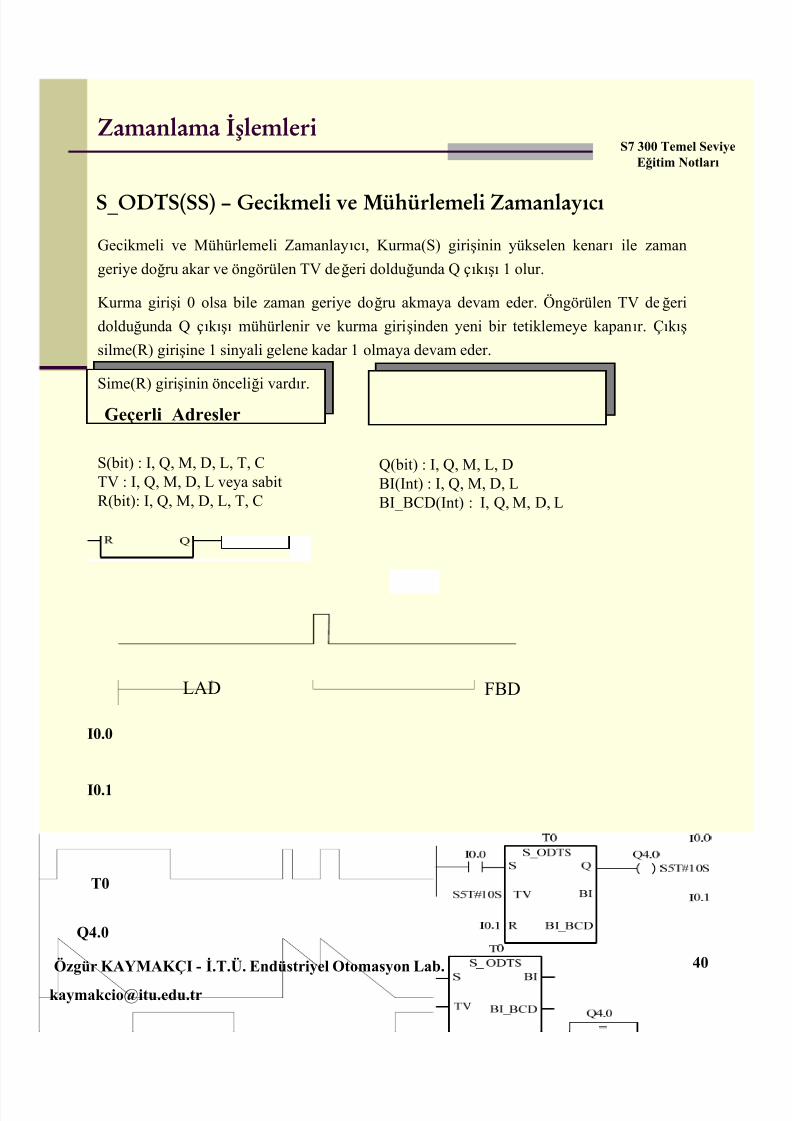
S_ODTS(SS) – Gecikmeli ve Mühürlemeli Zamanlayıcı
Gecikmeli ve Mühürlemeli Zamanlayıcı, Kurma(S) girişinin yükselen kenar ı ile zaman
geriye doğru akar ve öngörülen TV değeri dolduğunda Q çık ışı 1 olur.
Kurma girişi 0 olsa bile zaman geriye doğru akmaya devam eder. Öngörülen TV değeri
dolduğunda Q çık ışı mühürlenir ve kurma girişinden yeni bir tetiklemeye kapanır. Çık ış
silme(R) girişine 1 sinyali gelene kadar 1 olmaya devam eder.
Sime(R) girişinin önceliği vardır.
Geçerli Adresler
S(bit) : I, Q, M, D, L, T, CTV : I, Q, M, D, L veya sabitR(bit): I, Q, M, D, L, T, C
Q(bit) : I, Q, M, L, DBI(Int) : I, Q, M, D, LBI_BCD(Int) : I, Q, M, D, L
Q4.0
I0.0
I0.1
T0
LAD FBD
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 41/66
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 42/66
42
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
Zamanlama İşlemleri
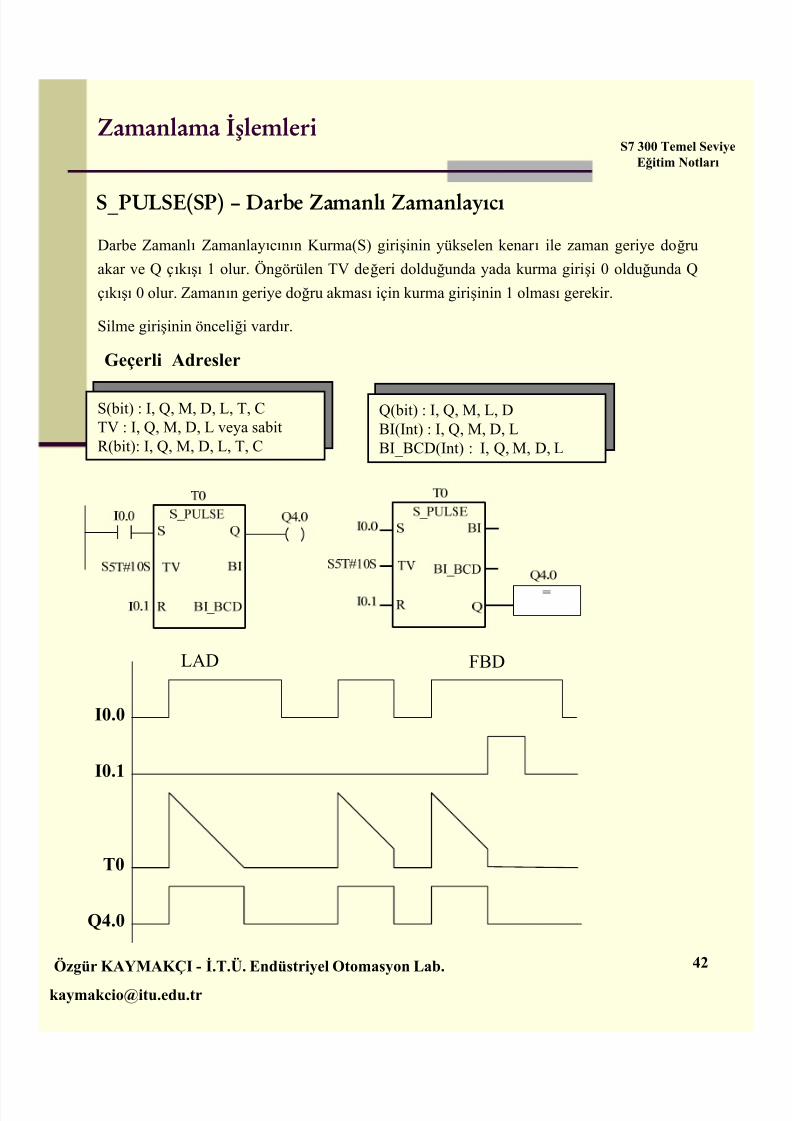
S_PULSE(SP) – Darbe Zamanlı Zamanlayıcı
Darbe Zamanlı Zamanlayıcının Kurma(S) girişinin yükselen kenar ı ile zaman geriye doğru
akar ve Q çık ışı 1 olur. Öngörülen TV değeri dolduğunda yada kurma girişi 0 olduğunda Q
çık ışı 0 olur. Zamanın geriye doğru akması için kurma girişinin 1 olması gerekir.
Silme girişinin önceliği vardır.
Geçerli Adresler
S(bit) : I, Q, M, D, L, T, CTV : I, Q, M, D, L veya sabitR(bit): I, Q, M, D, L, T, C
Q(bit) : I, Q, M, L, DBI(Int) : I, Q, M, D, LBI_BCD(Int) : I, Q, M, D, L
I0.0
I0.1
T0
Q4.0
LAD FBD
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 43/66
43
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
Zamanlama İşlemleri
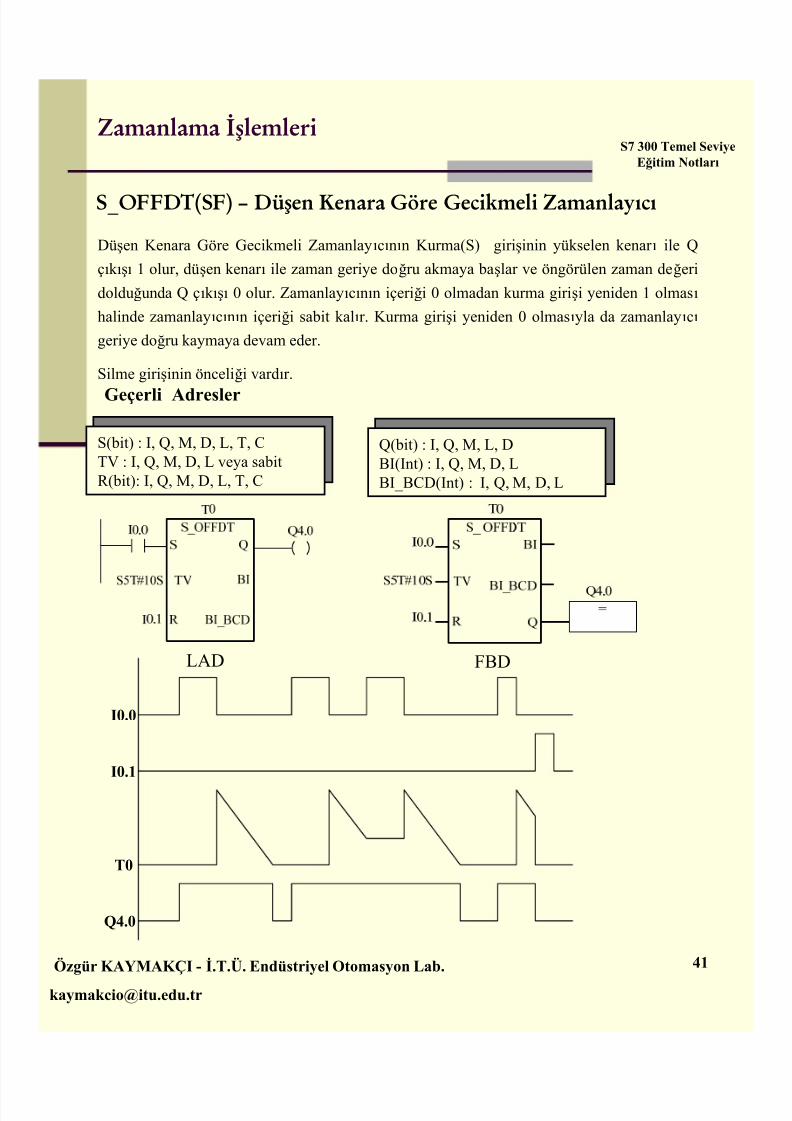
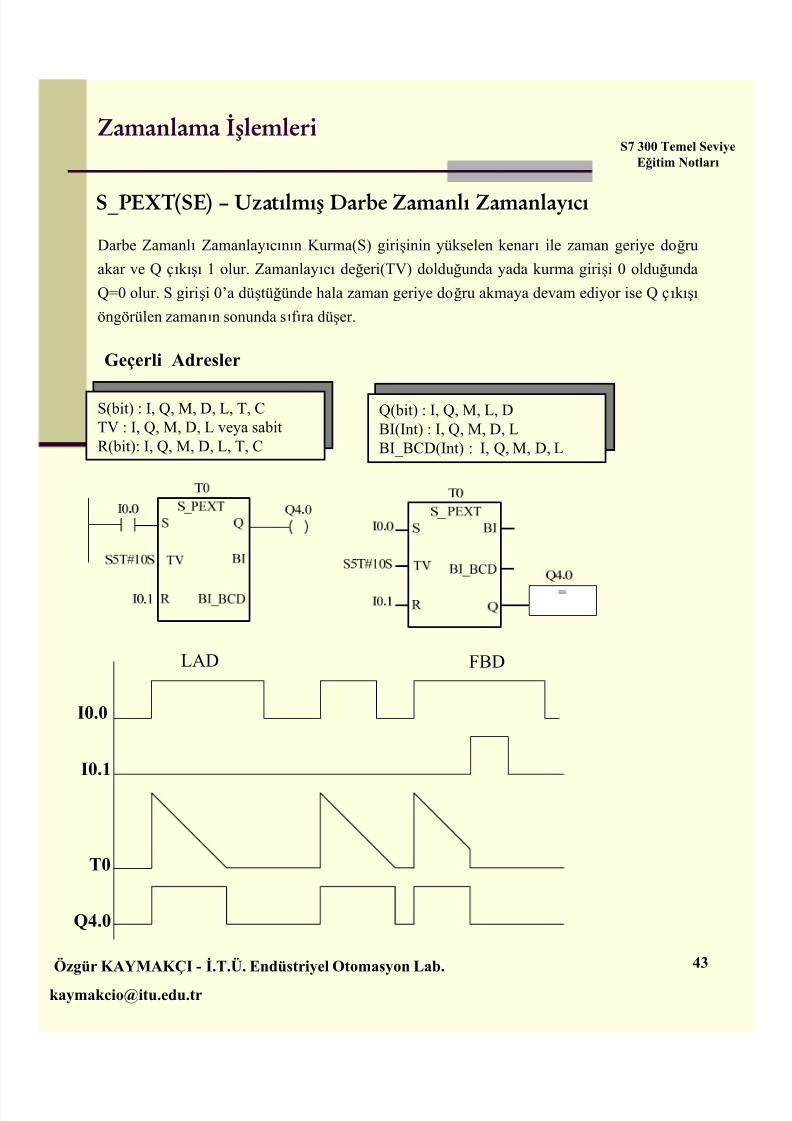
S_PEXT(SE) – Uzatılmış Darbe Zamanlı Zamanlayıcı
Darbe Zamanlı Zamanlayıcının Kurma(S) girişinin yükselen kenar ı ile zaman geriye doğru
akar ve Q çık ışı 1 olur. Zamanlayıcı değeri(TV) dolduğunda yada kurma girişi 0 olduğunda
Q=0 olur. S girişi 0’a düştüğünde hala zaman geriye doğru akmaya devam ediyor ise Q çık ışı
öngörülen zamanın sonunda sıf ıra düşer.
Geçerli Adresler
S(bit) : I, Q, M, D, L, T, CTV : I, Q, M, D, L veya sabitR(bit): I, Q, M, D, L, T, C
Q(bit) : I, Q, M, L, DBI(Int) : I, Q, M, D, LBI_BCD(Int) : I, Q, M, D, L
T0
Q4.0
I0.0
I0.1
LAD FBD
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 44/66
44
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
Sayma İşlemleri
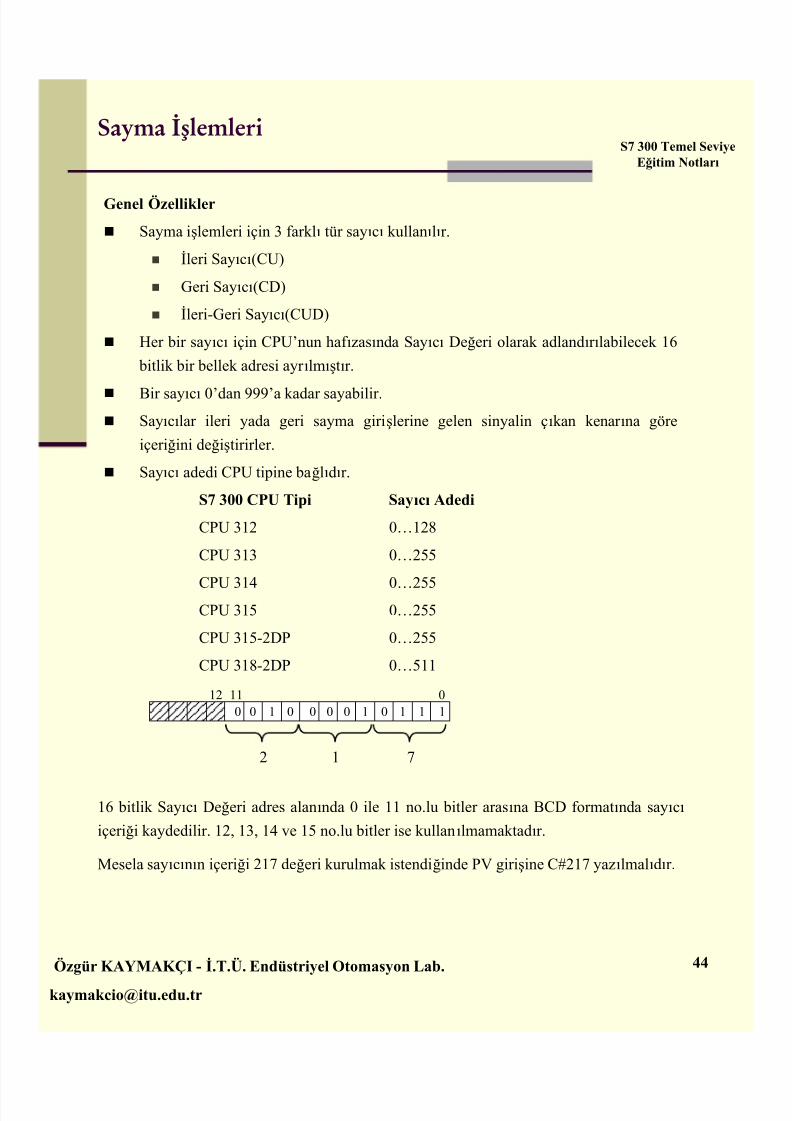
Genel Özellikler
Sayma işlemleri için 3 farklı tür sayıcı kullanılır.
İleri Sayıcı(CU)
Geri Sayıcı(CD)
İleri-Geri Sayıcı(CUD)
Her bir sayıcı için CPU’nun haf ızasında Sayıcı Değeri olarak adlandır ılabilecek 16
bitlik bir bellek adresi ayr ılmıştır.
Bir sayıcı 0’dan 999’a kadar sayabilir. Sayıcılar ileri yada geri sayma girişlerine gelen sinyalin çıkan kenar ına göre
içeriğini değiştirirler.
Sayıcı adedi CPU tipine bağlıdır.
S7 300 CPU Tipi Sayıcı Adedi
CPU 312 0…128
CPU 313 0…255
CPU 314 0…255CPU 315 0…255
CPU 315-2DP 0…255
CPU 318-2DP 0…511
16 bitlik Sayıcı Değeri adres alanında 0 ile 11 no.lu bitler arasına BCD formatında sayıcı
içeriği kaydedilir. 12, 13, 14 ve 15 no.lu bitler ise kullanılmamaktadır.
Mesela sayıcının içeriği 217 değeri kurulmak istendiğinde PV girişine C#217 yazılmalıdır.
01112100 0 0 0 0 1 1110
2 1 7
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 45/66
45
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
Sayma İşlemleri
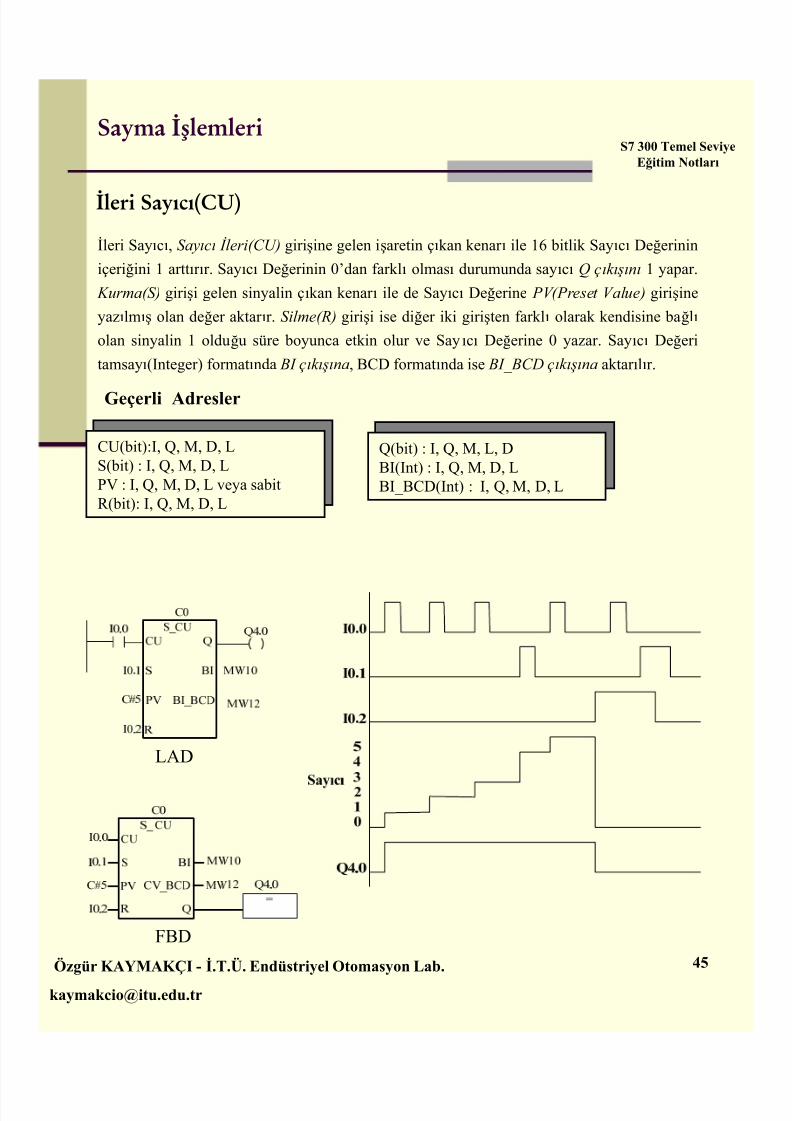
İleri Sayıcı(CU)
LAD
FBD
İleri Sayıcı, Sayıcı İ leri(CU) girişine gelen işaretin çıkan kenar ı ile 16 bitlik Sayıcı Değerinin
içeriğini 1 arttır ır. Sayıcı Değerinin 0’dan farklı olması durumunda sayıcı Q çık ı şını 1 yapar.
Kurma(S) girişi gelen sinyalin çıkan kenar ı ile de Sayıcı Değerine PV(Preset Value) girişine
yazılmış olan değer aktar ır. Silme(R) girişi ise diğer iki girişten farklı olarak kendisine bağlı
olan sinyalin 1 olduğu süre boyunca etkin olur ve Sayıcı Değerine 0 yazar. Sayıcı Değeri
tamsayı(Integer) formatında BI çık ı şına, BCD formatında ise BI_BCD çık ı şına aktar ılır.
Geçerli Adresler
CU(bit):I, Q, M, D, LS(bit) : I, Q, M, D, LPV : I, Q, M, D, L veya sabitR(bit): I, Q, M, D, L
Q(bit) : I, Q, M, L, DBI(Int) : I, Q, M, D, LBI_BCD(Int) : I, Q, M, D, L
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 46/66
46
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
Sayma İşlemleri
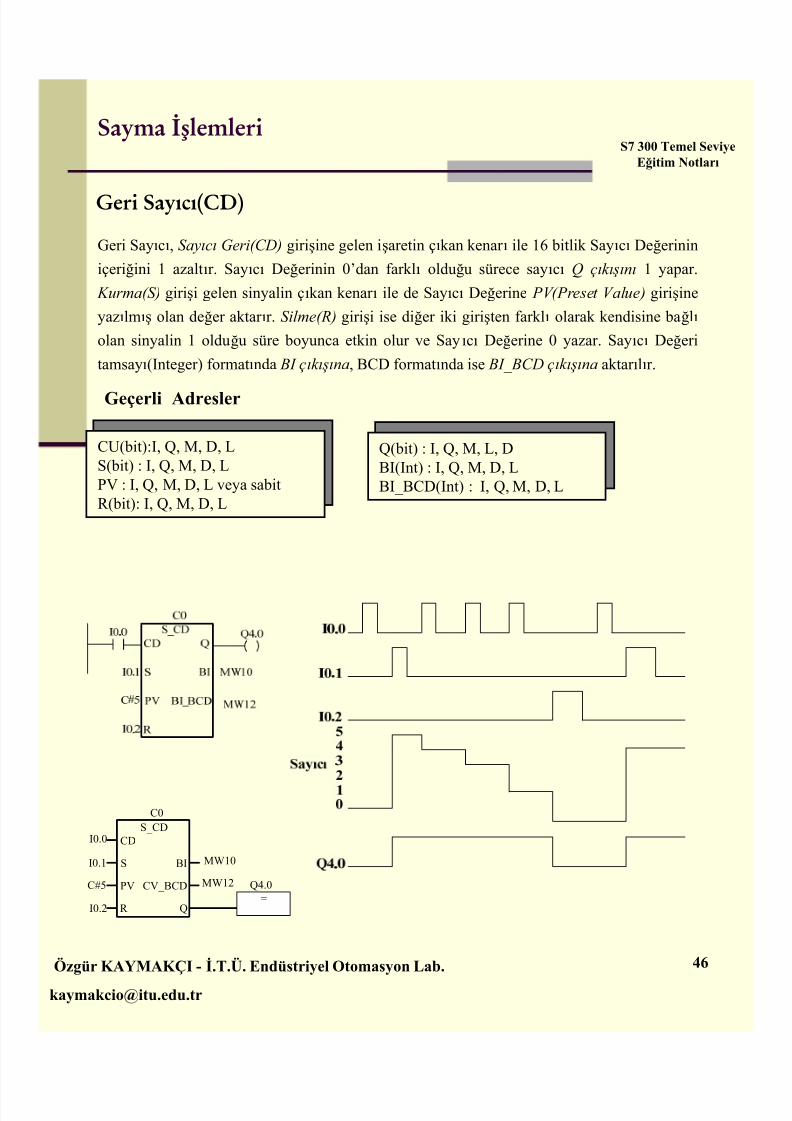
Geri Sayıcı(CD)
Geri Sayıcı, Sayıcı Geri(CD) girişine gelen işaretin çıkan kenar ı ile 16 bitlik Sayıcı Değerinin
içeriğini 1 azaltır. Sayıcı Değerinin 0’dan farklı olduğu sürece sayıcı Q çık ı şını 1 yapar.
Kurma(S) girişi gelen sinyalin çıkan kenar ı ile de Sayıcı Değerine PV(Preset Value) girişine
yazılmış olan değer aktar ır. Silme(R) girişi ise diğer iki girişten farklı olarak kendisine bağlı
olan sinyalin 1 olduğu süre boyunca etkin olur ve Sayıcı Değerine 0 yazar. Sayıcı Değeri
tamsayı(Integer) formatında BI çık ı şına, BCD formatında ise BI_BCD çık ı şına aktar ılır.
Geçerli Adresler
CU(bit):I, Q, M, D, LS(bit) : I, Q, M, D, LPV : I, Q, M, D, L veya sabitR(bit): I, Q, M, D, L
Q(bit) : I, Q, M, L, DBI(Int) : I, Q, M, D, LBI_BCD(Int) : I, Q, M, D, L
S_CD
Q
CV_BCD
BI
C0
C#5
I0.0
I0.2=
Q4.0
I0.1
CD
S
PV
R
MW10
MW12
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 47/66
47
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
Sayma İşlemleri
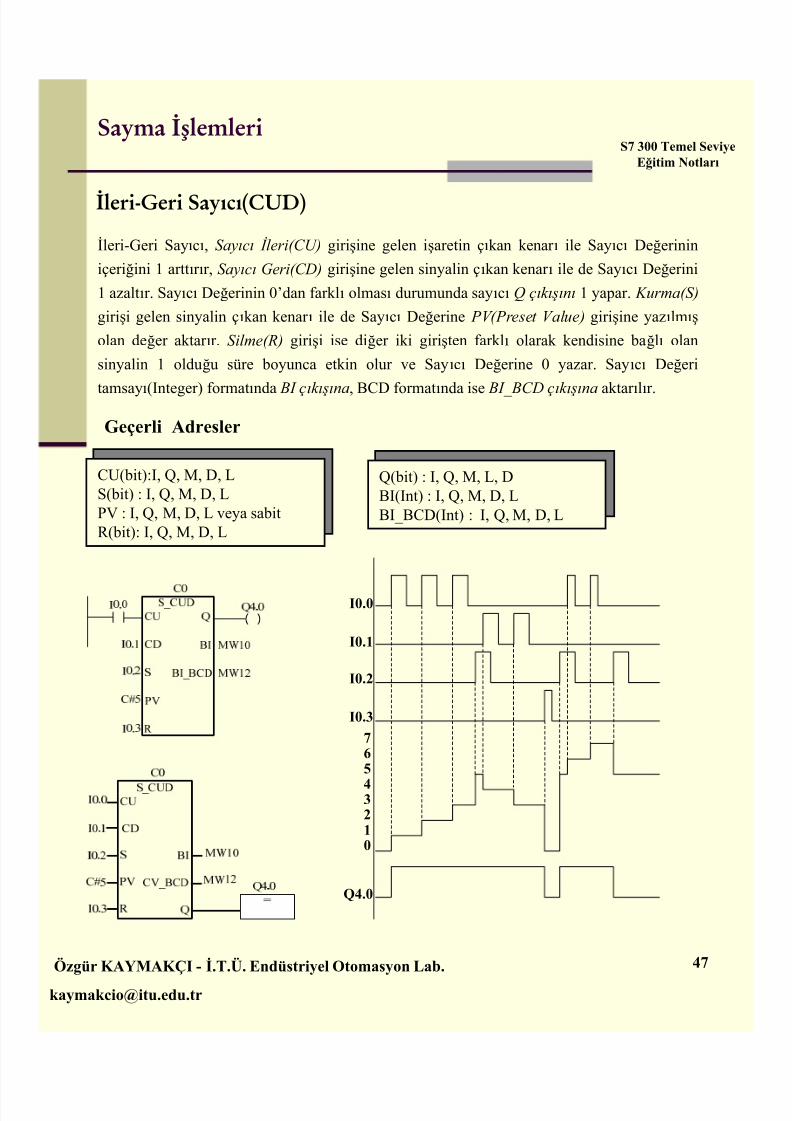
İleri-Geri Sayıcı(CUD)
I0.0
I0.1
I0.2
I0.3
01234
567
Q4.0
İleri-Geri Sayıcı, Sayıcı İ leri(CU) girişine gelen işaretin çıkan kenar ı ile Sayıcı Değerinin
içeriğini 1 arttır ır, Sayıcı Geri(CD) girişine gelen sinyalin çıkan kenar ı ile de Sayıcı Değerini
1 azaltır. Sayıcı Değerinin 0’dan farklı olması durumunda sayıcı Q çık ı şını 1 yapar. Kurma(S)
girişi gelen sinyalin çıkan kenar ı ile de Sayıcı Değerine PV(Preset Value) girişine yazılmış
olan değer aktar ır. Silme(R) girişi ise diğer iki girişten farklı olarak kendisine bağlı olan
sinyalin 1 olduğu süre boyunca etkin olur ve Sayıcı Değerine 0 yazar. Sayıcı Değeri
tamsayı(Integer) formatında BI çık ı şına, BCD formatında ise BI_BCD çık ı şına aktar ılır.
Geçerli Adresler
CU(bit):I, Q, M, D, LS(bit) : I, Q, M, D, LPV : I, Q, M, D, L veya sabitR(bit): I, Q, M, D, L
Q(bit) : I, Q, M, L, DBI(Int) : I, Q, M, D, LBI_BCD(Int) : I, Q, M, D, L
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 48/66
48
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
Karşılaştırma Komutları
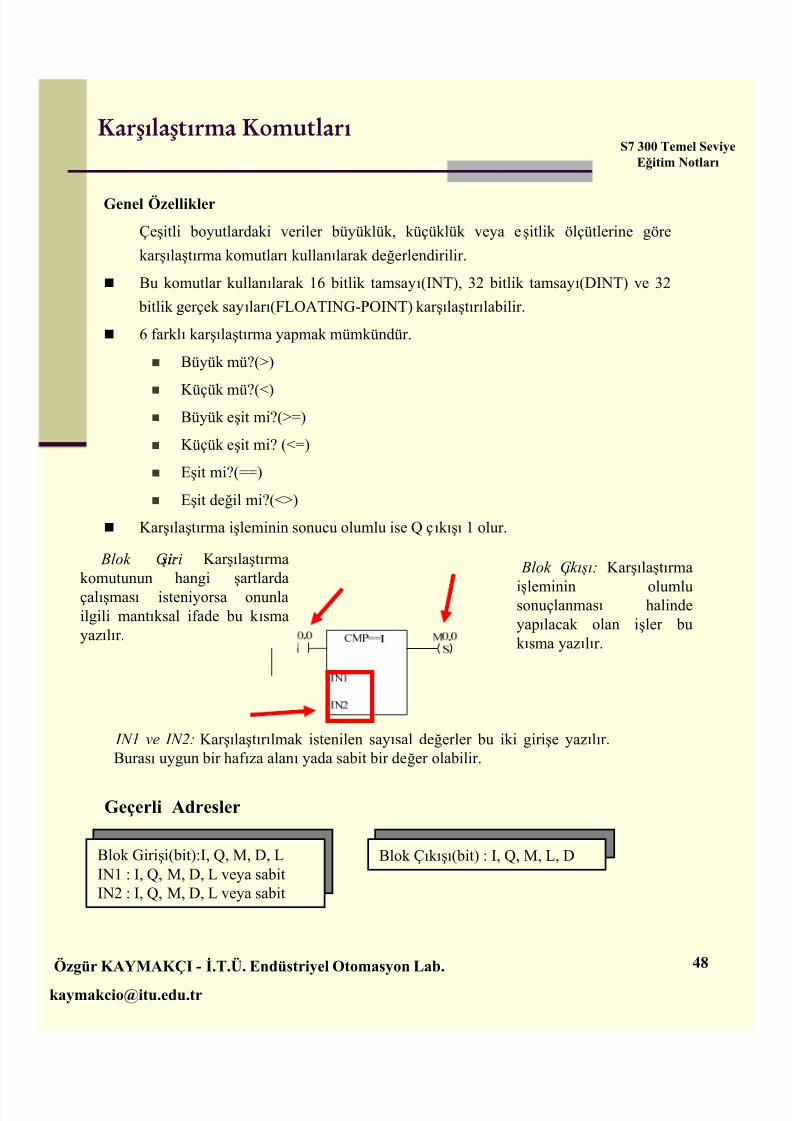
Genel Özellikler
Çeşitli boyutlardaki veriler büyüklük, küçüklük veya eşitlik ölçütlerine göre
kar şılaştırma komutlar ı kullanılarak değerlendirilir.
Bu komutlar kullanılarak 16 bitlik tamsayı(INT), 32 bitlik tamsayı(DINT) ve 32
bitlik gerçek sayılar ı(FLOATING-POINT) kar şılaştır ılabilir.
6 farklı kar şılaştırma yapmak mümkündür.
Büyük mü?(>)
Küçük mü?(<) Büyük eşit mi?(>=)
Küçük eşit mi? (<=)
Eşit mi?(==)
Eşit değil mi?(<>)
Kar şılaştırma işleminin sonucu olumlu ise Q çık ışı 1 olur.
Blok Giri şi: Kar şılaştırmakomutunun hangi şartlardaçalışması isteniyorsa onunlailgili mantıksal ifade bu k ısmayazılır.
Blok Ç ık ı şı: Kar şılaştırma
işleminin olumlusonuçlanması halindeyapılacak olan işler buk ısma yazılır.
IN1 ve IN2: Kar şılaştır ılmak istenilen sayısal değerler bu iki girişe yazılır.Burası uygun bir haf ıza alanı yada sabit bir değer olabilir.
Geçerli Adresler
Blok Girişi(bit):I, Q, M, D, LIN1 : I, Q, M, D, L veya sabitIN2 : I, Q, M, D, L veya sabit
Blok Çık ışı(bit) : I, Q, M, L, D
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 49/66
49
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
Karşılaştırma Komutları
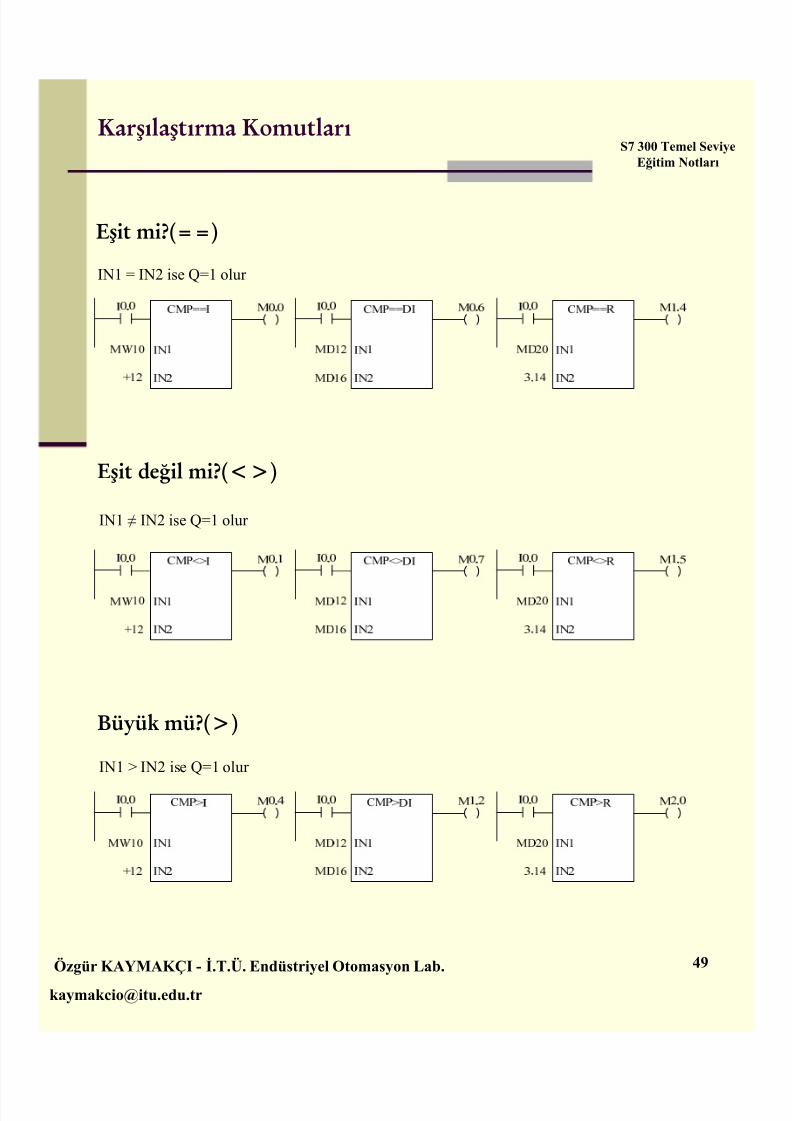
Eşit mi?(==)
IN1 = IN2 ise Q=1 olur
Eşit değil mi?(<>)
IN1 ≠ IN2 ise Q=1 olur
Büyük mü?(>)
IN1 > IN2 ise Q=1 olur
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 50/66
50
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
Karşılaştırma Komutları
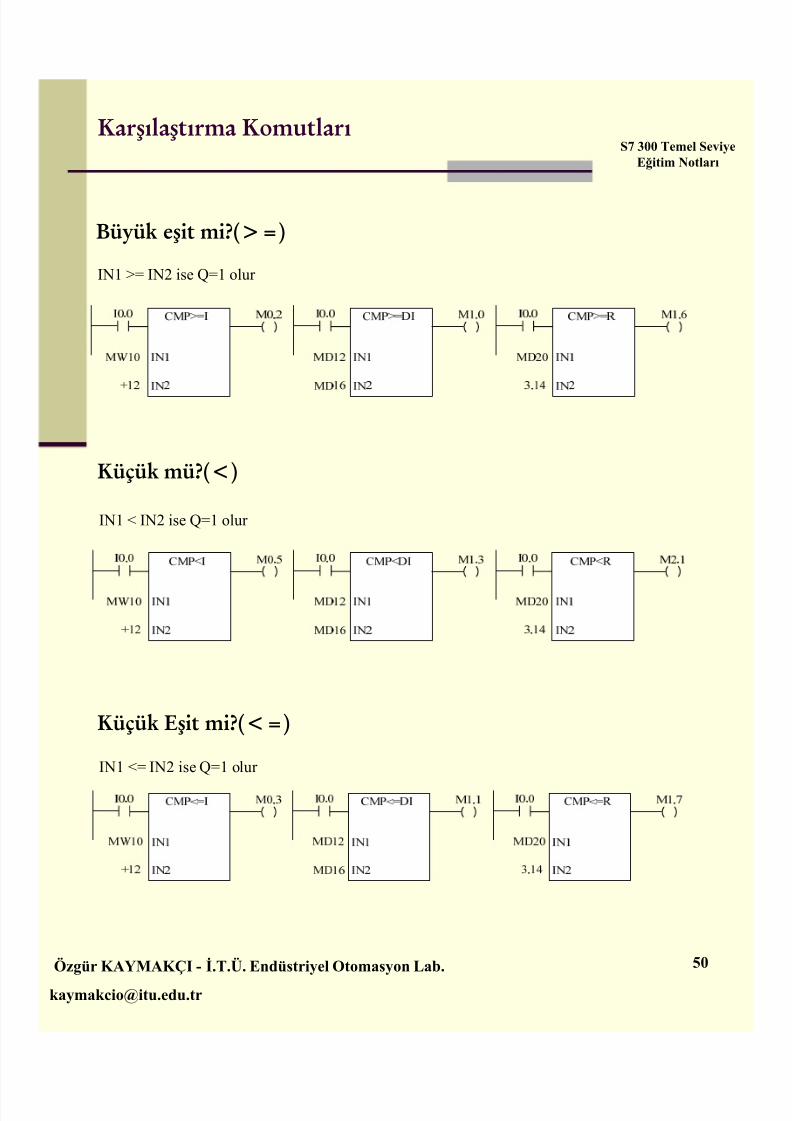
Büyük eşit mi?(>=)
IN1 >= IN2 ise Q=1 olur
Küçük mü?(<)
IN1 < IN2 ise Q=1 olur
Küçük Eşit mi?(<=)
IN1 <= IN2 ise Q=1 olur
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 51/66
51
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
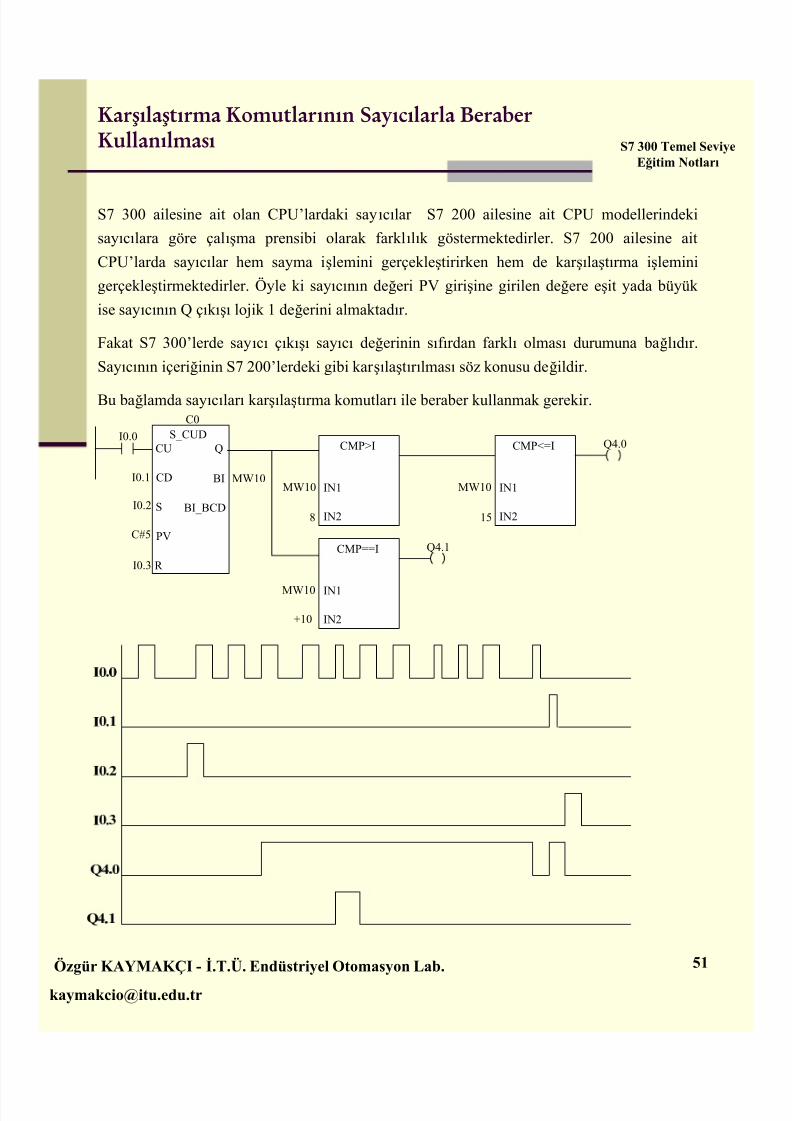
Karşılaştırma Komutlarının Sayıcılarla BeraberKullanılması
S7 300 ailesine ait olan CPU’lardaki sayıcılar S7 200 ailesine ait CPU modellerindeki
sayıcılara göre çalışma prensibi olarak farklılık göstermektedirler. S7 200 ailesine ait
CPU’larda sayıcılar hem sayma işlemini gerçekleştirirken hem de kar şılaştırma işlemini
gerçekleştirmektedirler. Öyle ki sayıcının değeri PV girişine girilen değere eşit yada büyük
ise sayıcının Q çık ışı lojik 1 değerini almaktadır.
Fakat S7 300’lerde sayıcı çık ışı sayıcı değerinin sıf ırdan farklı olması durumuna bağlıdır.
Sayıcının içeriğinin S7 200’lerdeki gibi kar şılaştır ılması söz konusu değildir.
Bu bağlamda sayıcılar ı kar şılaştırma komutlar ı ile beraber kullanmak gerekir.
S_CUDCU
S
PV
Q
BI_BCD
BI
C0
I0.2
C#5
I0.0
R
MW10
I0.3
CDI0.1IN1
IN2
CMP<=I
MW10
15
IN1
IN2
CMP>I
MW10
8
IN1
IN2
CMP==I Q4.1
MW10
+10
Q4.0
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 52/66
52
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
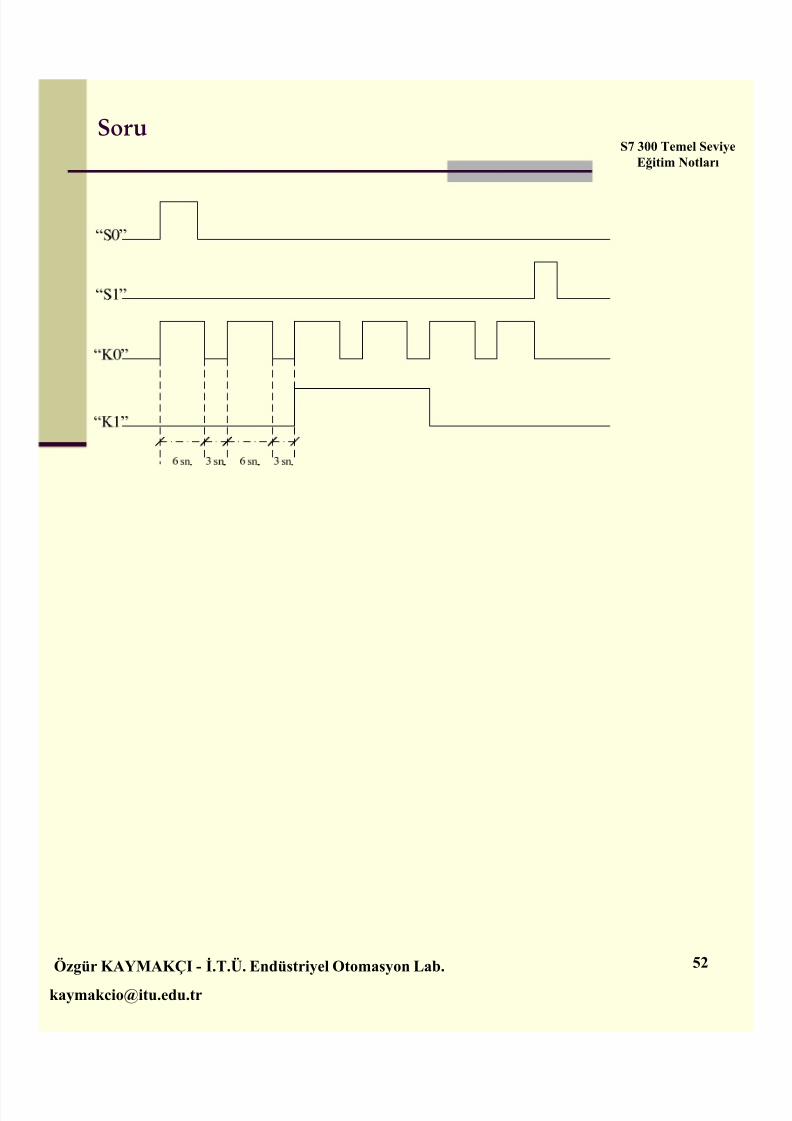
Soru
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 53/66
53
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
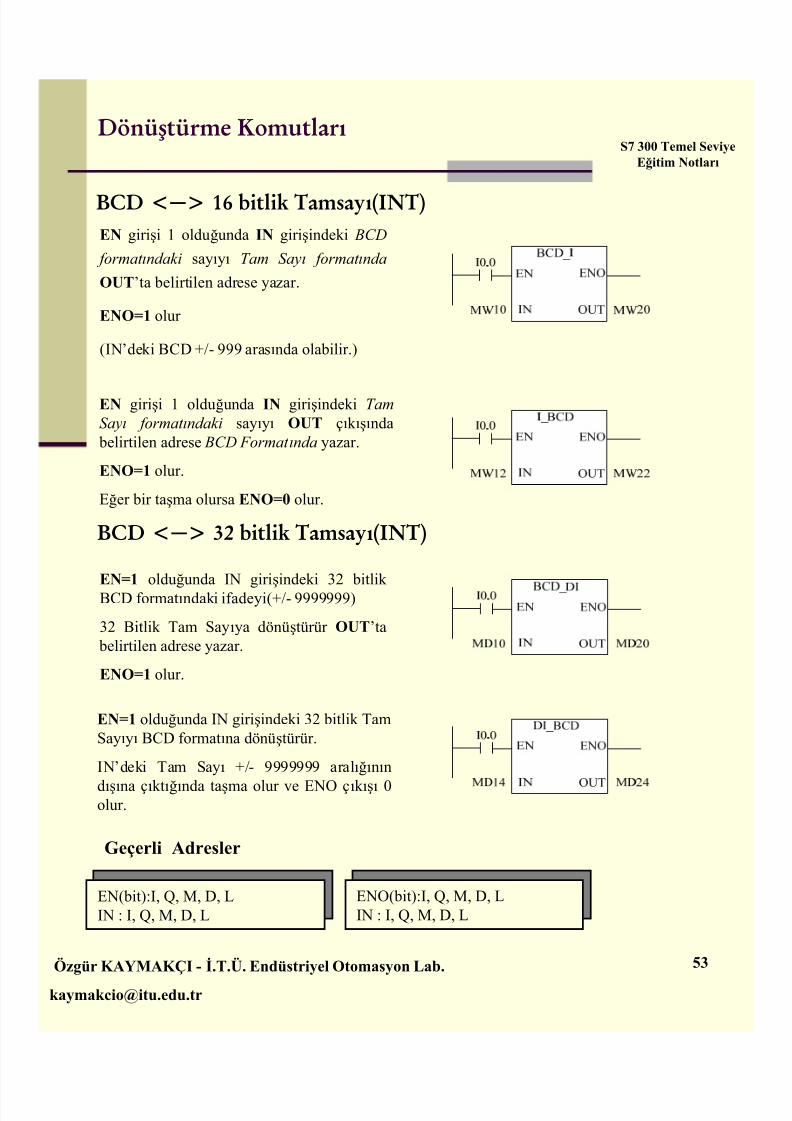
Dönüştürme Komutları
BCD < ─ > 16 bitlik Tamsayı(INT)EN girişi 1 olduğunda IN girişindeki BCD
format ındaki sayıyı Tam Sayı format ında
OUT’ta belirtilen adrese yazar.
ENO=1 olur
(IN’deki BCD +/- 999 arasında olabilir.)
EN girişi 1 olduğunda IN girişindeki Tam
Sayı format ındaki sayıyı OUT çık ışında belirtilen adrese BCD Format ında yazar.
ENO=1 olur.
Eğer bir taşma olursa ENO=0 olur.
BCD < ─ > 32 bitlik Tamsayı(INT)
EN=1 olduğunda IN girişindeki 32 bitlik BCD formatındaki ifadeyi(+/- 9999999)
32 Bitlik Tam Sayıya dönüştürür OUT’ta belirtilen adrese yazar.
ENO=1 olur.
EN=1 olduğunda IN girişindeki 32 bitlik TamSayıyı BCD formatına dönüştürür.
IN’deki Tam Sayı +/- 9999999 aralığının
dışına çıktığında taşma olur ve ENO çık ışı 0olur.
Geçerli Adresler
EN(bit):I, Q, M, D, LIN : I, Q, M, D, L
ENO(bit):I, Q, M, D, LIN : I, Q, M, D, L
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 54/66
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 55/66
55
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
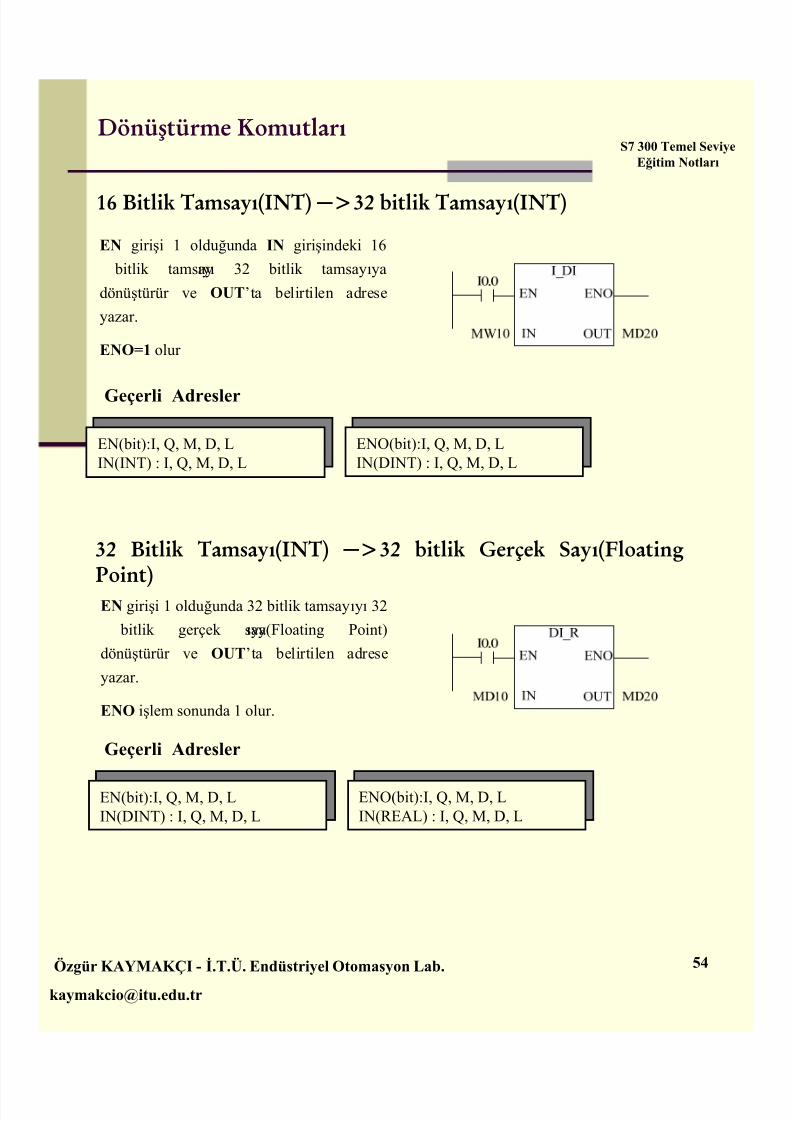
Dönüştürme Komutları
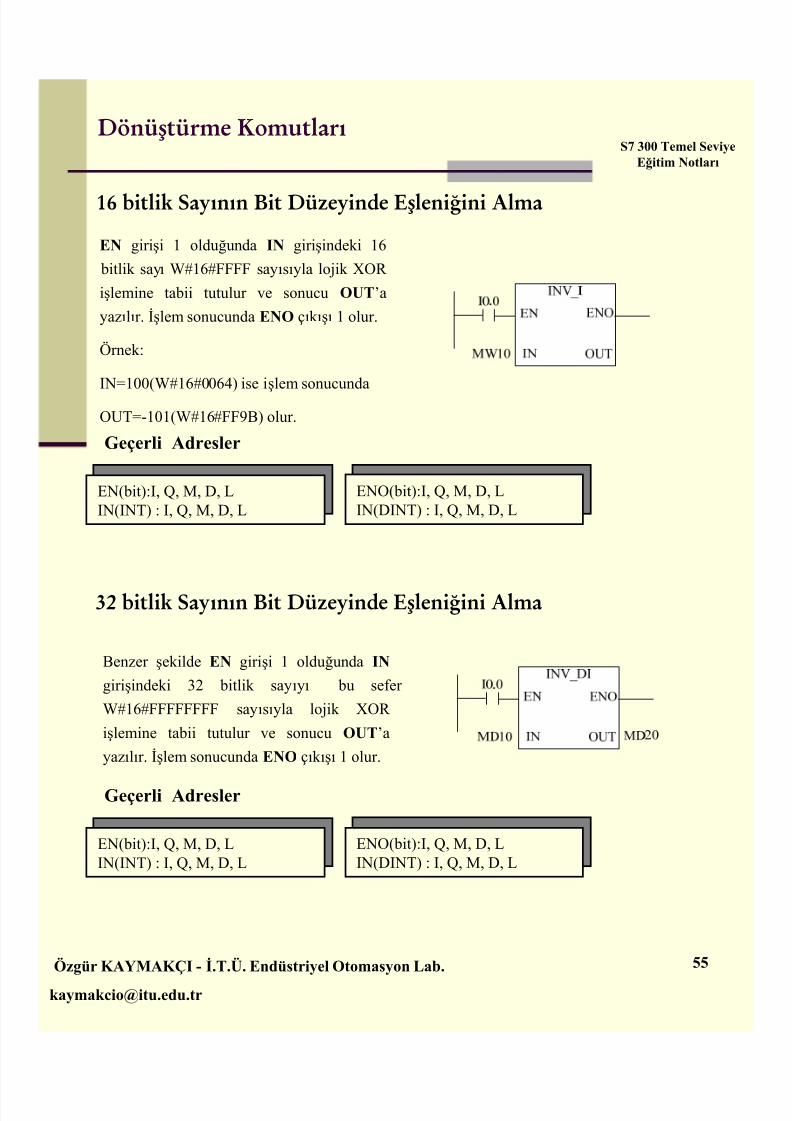
16 bitlik Sayının Bit Düzeyinde Eşleniğini Alma
EN girişi 1 olduğunda IN girişindeki 16
bitlik sayı W#16#FFFF sayısıyla lojik XOR
işlemine tabii tutulur ve sonucu OUT’a
yazılır. İşlem sonucunda ENO çık ışı 1 olur.
Örnek:
IN=100(W#16#0064) ise işlem sonucunda
OUT=-101(W#16#FF9B) olur.
32 bitlik Sayının Bit Düzeyinde Eşleniğini Alma
Benzer şekilde EN girişi 1 olduğunda IN
girişindeki 32 bitlik sayıyı bu sefer
W#16#FFFFFFFF sayısıyla lojik XOR
işlemine tabii tutulur ve sonucu OUT’a
yazılır. İşlem sonucunda ENO çık ışı 1 olur.
Geçerli Adresler
EN(bit):I, Q, M, D, LIN(INT) : I, Q, M, D, L
ENO(bit):I, Q, M, D, LIN(DINT) : I, Q, M, D, L
Geçerli Adresler
EN(bit):I, Q, M, D, LIN(INT) : I, Q, M, D, L
ENO(bit):I, Q, M, D, LIN(DINT) : I, Q, M, D, L
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 56/66
56
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
Dönüştürme Komutları
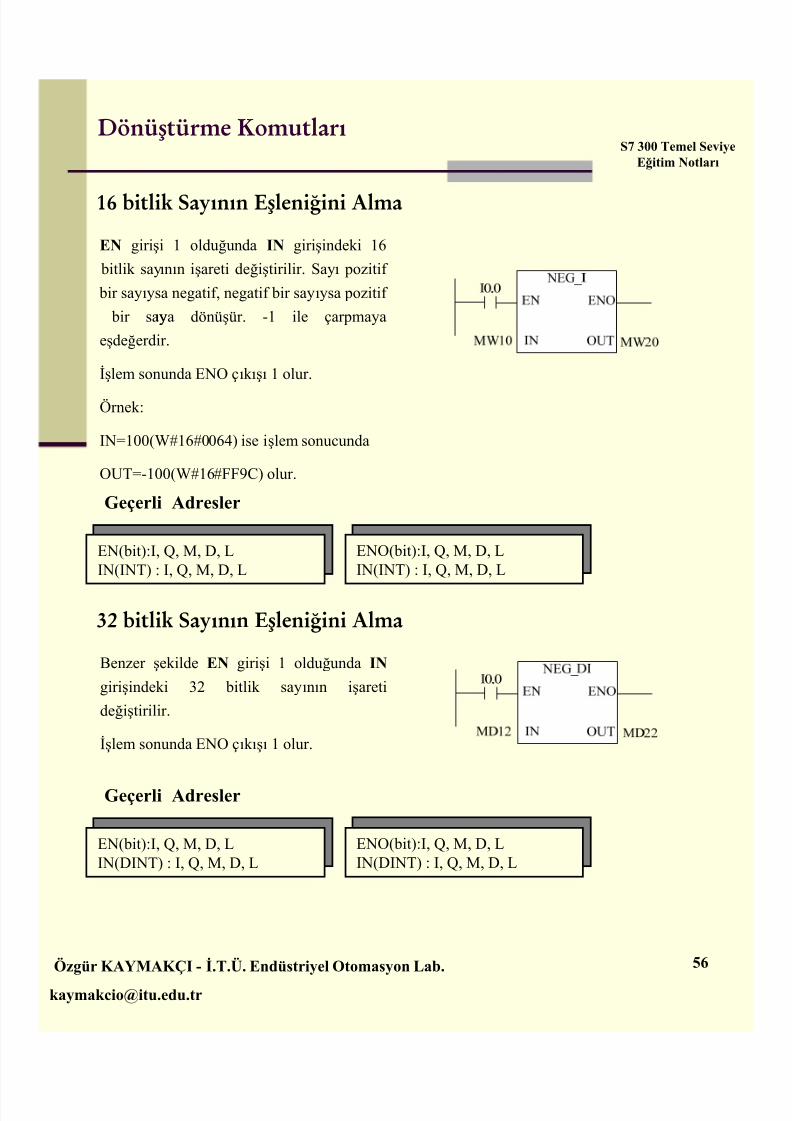
16 bitlik Sayının Eşleniğini Alma
EN girişi 1 olduğunda IN girişindeki 16
bitlik sayının işareti değiştirilir. Sayı pozitif
bir sayıysa negatif, negatif bir sayıysa pozitif
bir sayıya dönüşür. -1 ile çarpmaya
eşdeğerdir.
İşlem sonunda ENO çık ışı 1 olur.
Örnek:
IN=100(W#16#0064) ise işlem sonucunda
OUT=-100(W#16#FF9C) olur.
Geçerli Adresler
EN(bit):I, Q, M, D, LIN(INT) : I, Q, M, D, L
ENO(bit):I, Q, M, D, LIN(INT) : I, Q, M, D, L
32 bitlik Sayının Eşleniğini Alma
Benzer şekilde EN girişi 1 olduğunda IN
girişindeki 32 bitlik sayının işareti
değiştirilir.
İşlem sonunda ENO çık ışı 1 olur.
Geçerli Adresler
EN(bit):I, Q, M, D, LIN(DINT) : I, Q, M, D, L
ENO(bit):I, Q, M, D, LIN(DINT) : I, Q, M, D, L

8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 57/66
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 58/66
58
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
Dönüştürme Komutları
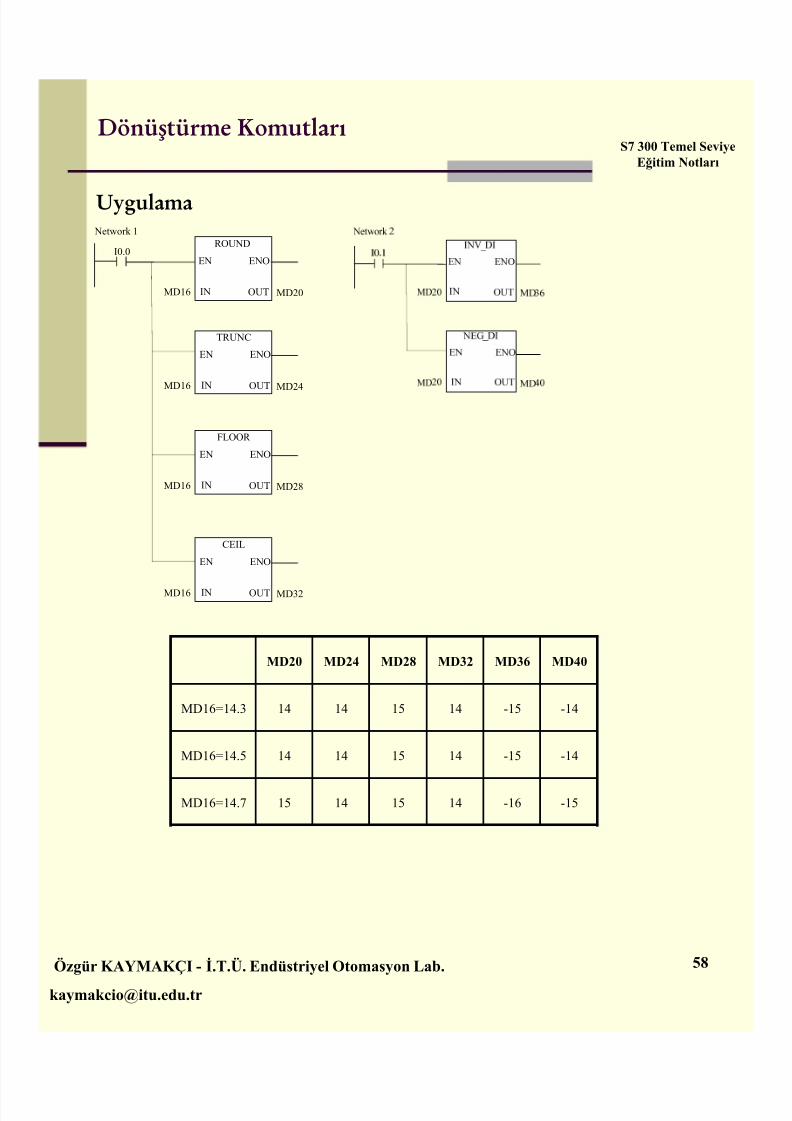
Uygulama
IN OUT
ROUNDI0.0
MD16
EN ENO
MD20
IN OUT
TRUNC
MD16
EN ENO
MD24
IN OUT
FLOOR
MD16
EN ENO
MD28
IN OUT
CEIL
MD16
EN ENO
MD32
Network 1
-14-1514151414MD16=14.3
14
14
MD32
-15-16151415MD16=14.7
-14-15151414MD16=14.5
MD40MD36MD28MD24MD20
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 59/66
59
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
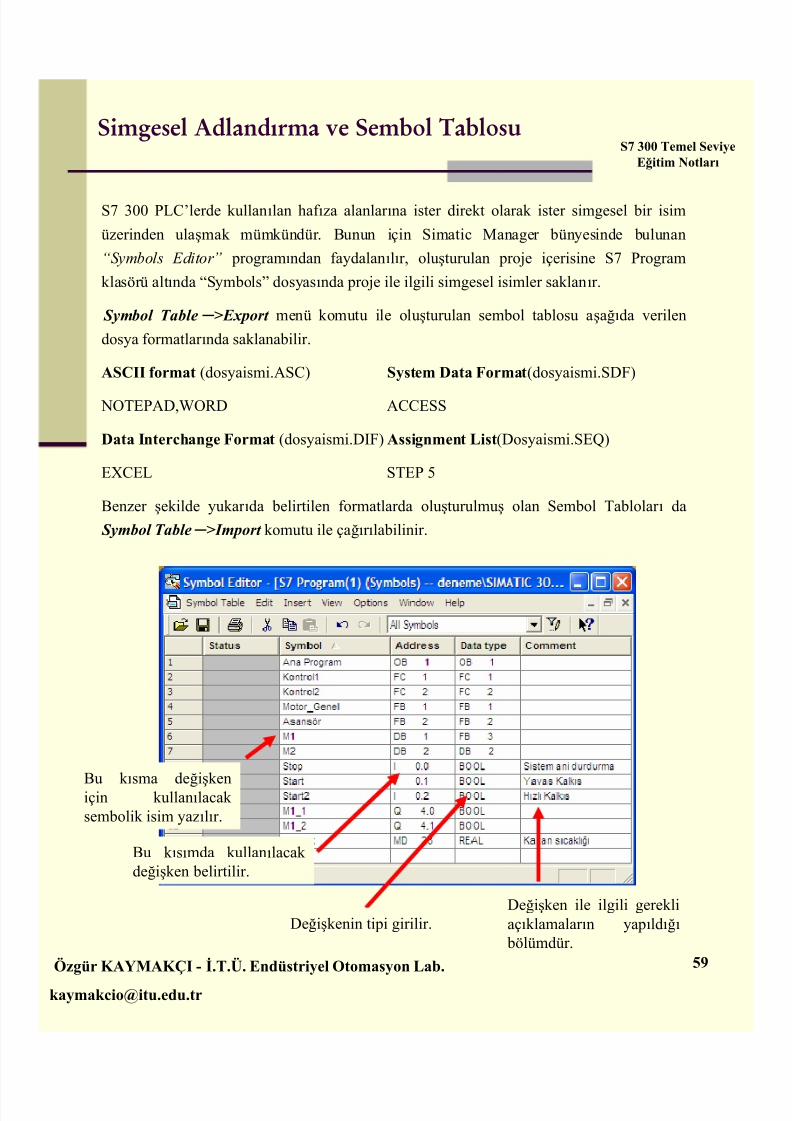
Simgesel Adlandırma ve Sembol Tablosu
S7 300 PLC’lerde kullanılan haf ıza alanlar ına ister direkt olarak ister simgesel bir isim
üzerinden ulaşmak mümkündür. Bunun için Simatic Manager bünyesinde bulunan
“Symbols Editor” programından faydalanılır, oluşturulan proje içerisine S7 Program
klasörü altında “Symbols” dosyasında proje ile ilgili simgesel isimler saklanır.
Symbol Table ─ >Export menü komutu ile oluşturulan sembol tablosu aşağıda verilen
dosya formatlar ında saklanabilir.
ASCII format (dosyaismi.ASC) System Data Format(dosyaismi.SDF)
NOTEPAD,WORD ACCESS
Data Interchange Format (dosyaismi.DIF) Assignment List(Dosyaismi.SEQ)
EXCEL STEP 5
Benzer şekilde yukar ıda belirtilen formatlarda oluşturulmuş olan Sembol Tablolar ı da
Symbol Table ─ >Import komutu ile çağır ılabilinir.
Bu k ı
sma değişkeniçin kullanılacak sembolik isim yazılır.
Bu k ısımda kullanılacak değişken belirtilir.
Değişkenin tipi girilir.Değişken ile ilgili gerekliaçıklamalar ın yapıldığı
bölümdür.
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 60/66
60
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
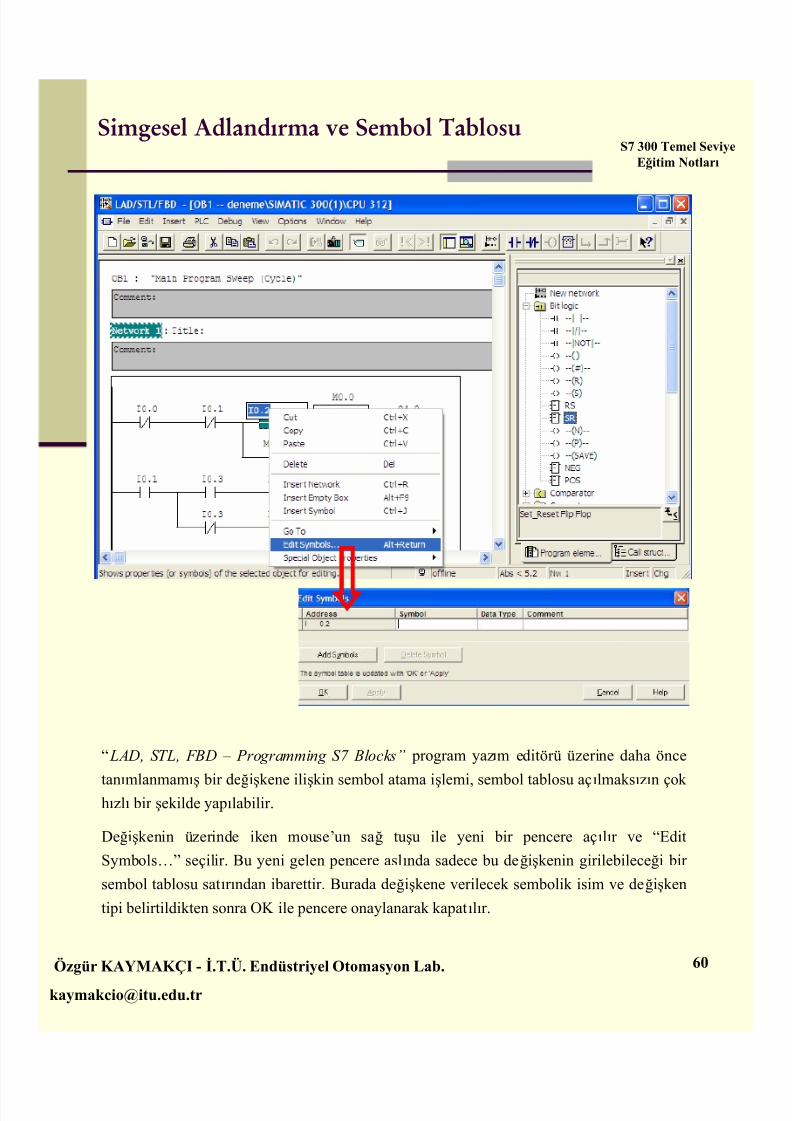
Simgesel Adlandırma ve Sembol Tablosu
“ LAD, STL, FBD – Programming S7 Blocks” program yazım editörü üzerine daha önce
tanı
mlanmamı
ş bir değişkene ilişkin sembol atama işlemi, sembol tablosu açı
lmaksı
zı
n çok hızlı bir şekilde yapılabilir.
Değişkenin üzerinde iken mouse’un sağ tuşu ile yeni bir pencere açılır ve “Edit
Symbols…” seçilir. Bu yeni gelen pencere aslında sadece bu değişkenin girilebileceği bir
sembol tablosu satır ından ibarettir. Burada değişkene verilecek sembolik isim ve değişken
tipi belirtildikten sonra OK ile pencere onaylanarak kapatılır.
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 61/66
61
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
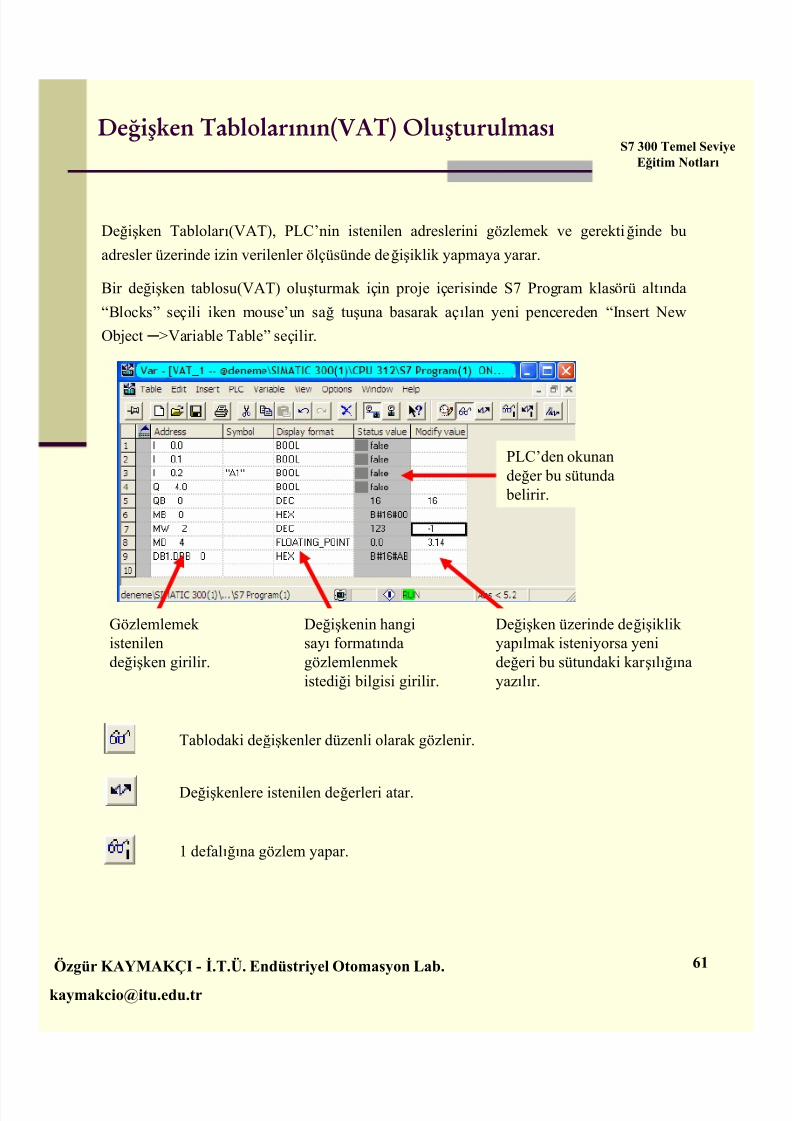
Değişken Tablolarının(VAT) Oluşturulması
Değişken Tablolar ı(VAT), PLC’nin istenilen adreslerini gözlemek ve gerektiğinde bu
adresler üzerinde izin verilenler ölçüsünde değişiklik yapmaya yarar.
Bir değişken tablosu(VAT) oluşturmak için proje içerisinde S7 Program klasörü altında
“Blocks” seçili iken mouse’un sağ tuşuna basarak açılan yeni pencereden “Insert New
Object ─ >Variable Table” seçilir.
Gözlemlemek istenilendeğişken girilir.
Değişkenin hangisayı formatındagözlemlenmek istediği bilgisi girilir.
PLC’den okunandeğer bu sütunda
belirir.
Değişken üzerinde değişiklik yapılmak isteniyorsa yenideğeri bu sütundaki kar şılığınayazılır.
Tablodaki değişkenler düzenli olarak gözlenir.
Değişkenlere istenilen değerleri atar.
1 defalığına gözlem yapar.
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 62/66
62
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
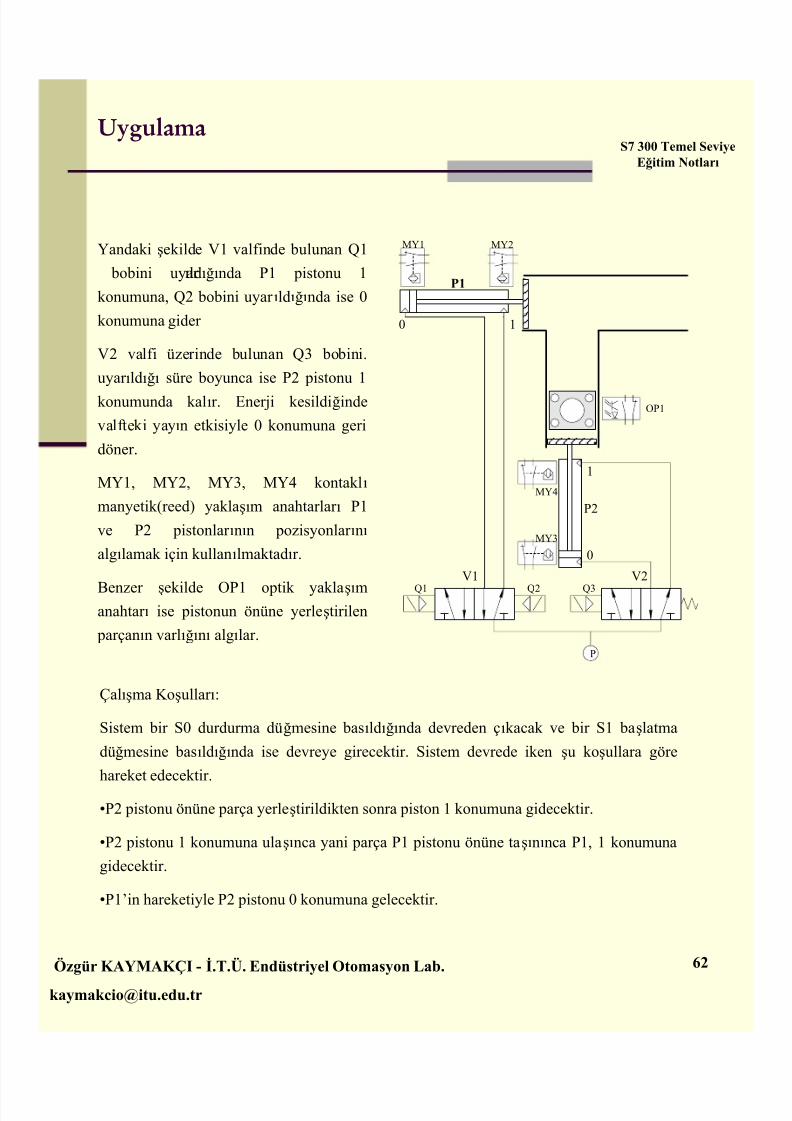
Uygulama
Yandaki şekilde V1 valfinde bulunan Q1
bobini uyar ıldığında P1 pistonu 1
konumuna, Q2 bobini uyar ıldığında ise 0
konumuna gider
V2 valfi üzerinde bulunan Q3 bobini.
uyar ıldığı süre boyunca ise P2 pistonu 1
konumunda kalır. Enerji kesildiğinde
valfteki yayın etkisiyle 0 konumuna geri
döner.
MY1, MY2, MY3, MY4 kontaklı
manyetik(reed) yaklaşım anahtarlar ı P1
ve P2 pistonlar ının pozisyonlar ını
algılamak için kullanılmaktadır.
Benzer şekilde OP1 optik yaklaşımanahtar ı ise pistonun önüne yerleştirilen
parçanın varlığını algılar.P
Q1 Q2 Q3
P1
P2
MY1 MY2
MY3
MY4
OP1
V1 V2
0 1
0
1
Çalışma Koşullar ı:
Sistem bir S0 durdurma düğmesine basıldığında devreden çıkacak ve bir S1 başlatma
düğmesine basıldığında ise devreye girecektir. Sistem devrede iken şu koşullara göre
hareket edecektir.
•P2 pistonu önüne parça yerleştirildikten sonra piston 1 konumuna gidecektir.
•P2 pistonu 1 konumuna ulaşınca yani parça P1 pistonu önüne taşınınca P1, 1 konumuna
gidecektir.
•P1’in hareketiyle P2 pistonu 0 konumuna gelecektir.

8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 63/66
63
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
Uygulama
Gerekli elektriksel sinyalleri PLC’ye almak ve valflere ait bobinleri uyarmak için
PLC’ye bir adet SM 323 DI8/DO8x24V/0.5A dijital giriş/çık ış kartı bağlanmıştır. Karta
ilişkin dış devre bağlantılar ı aşağıdaki gibidir. Devrede şu elemanlar kullanılmıştır:
•Durdurma düğmesi olarak bir adet normalde kapalı kumanda düğmesi
•Başlatma düğmesi olarak bir adet normalde açık kumanda düğmesi
•Pistonlar ın pozisyonlar ını algılamak için 4 adet manyetik(reed) yaklaşım anahtar ı
•Parçayı algılamak için bir adet optik yaklaşım anahtar ı
0
1
2
3
4
5
6
7
0
1
2
3
4
5
6
7
1
2
3
4
56
7
8
9
10
11
1L+
1M
12
13
14
15
1617
18
19
20 2M
2L+
MY1
MY2MY3
MY4
OP1
S0
S1
VeriyoluHaberleşmesi
M
M
Q1
Q2
Q3
AC
DC
L1
N
PE
24 V.DC
W1
W2
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 64/66
64
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
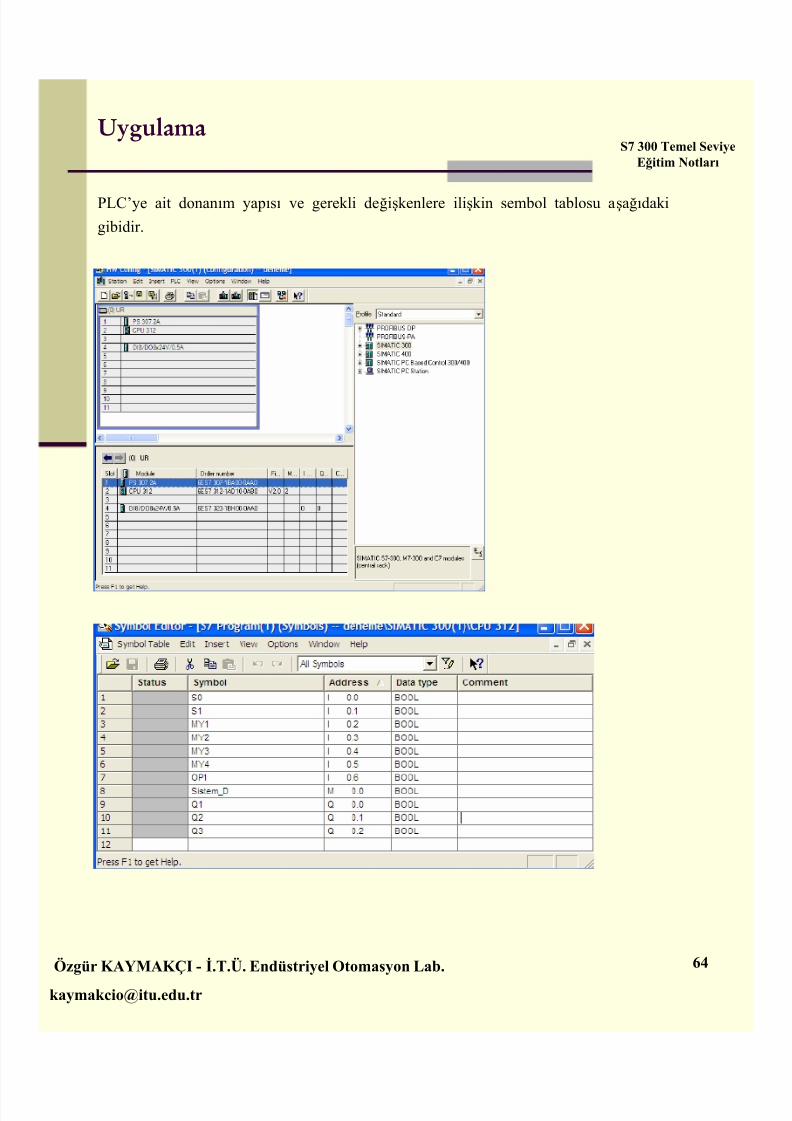
Uygulama
PLC’ye ait donanım yapısı ve gerekli değişkenlere ilişkin sembol tablosu aşağıdaki
gibidir.
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 65/66
65
S7 300 Temel SeviyeEğitim Notları
Özgür KAYMAKÇI - İ.T.Ü. Endüstriyel Otomasyon Lab.
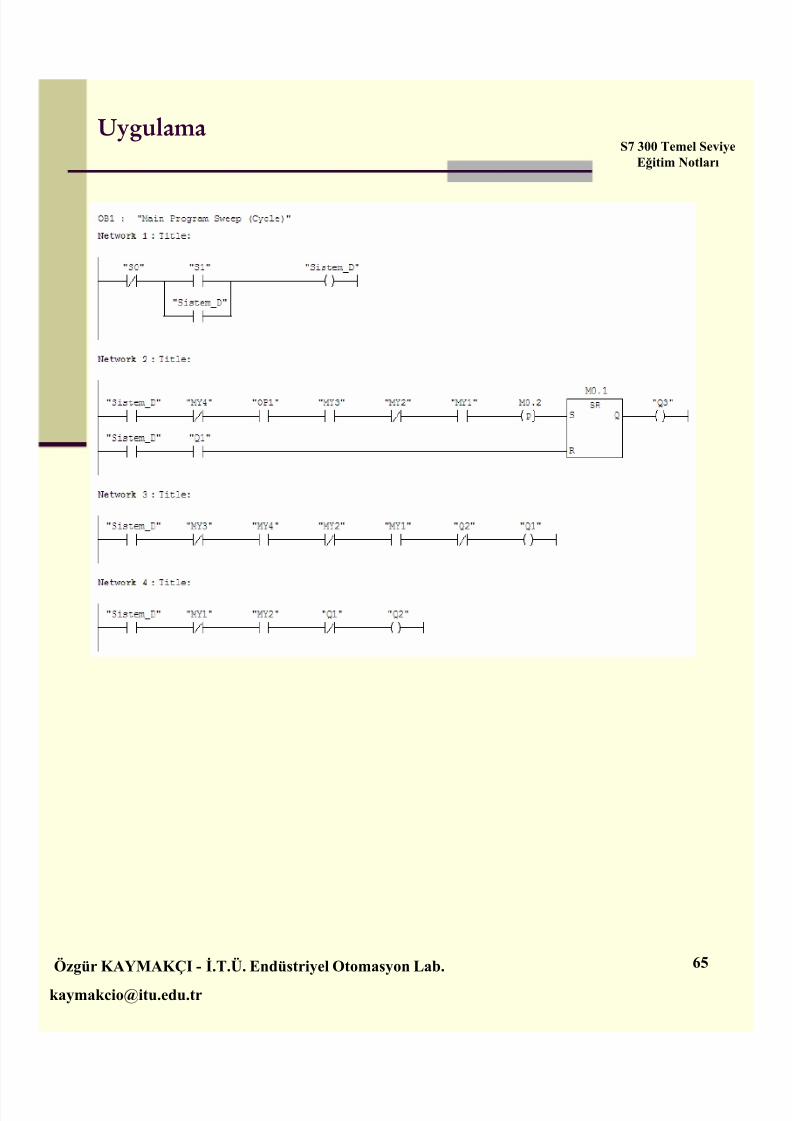
Uygulama
8/7/2019 S7-300 PLC
http://slidepdf.com/reader/full/s7-300-plc 66/66
S7 300 Temel SeviyeEğitim Notları
EĞİTİMİMİZE GÖSTERMİŞOLDUĞUNUZ İLGİ İÇİN TEŞEKKÜRLER
S7 300 İLER İ SEVİYEDE GÖRÜŞMEK DİLEĞİYLE…














![[123doc.vn] - tu-dong-hoa-plc-s7-300-voi-tia-portal.pdf](https://img.pdfslide.tips/doc/110x75/55cf8fee550346703ba16566/123docvn-tu-dong-hoa-plc-s7-300-voi-tia-portalpdf.jpg)














