Embed Size (px)
Citation preview
ProduktionDie neue INTERSPAR-Bäckerei in Kottingbrunn
KnäckebrotEin Blick auf den deutschen Markt
Management Der Fall Müller-Brot und die Folgen
0616
www.brotundbackwaren.de
O F F I Z I E L L E S O R G A N D E S V E R B A N D E S D E U T S C H E R G R O S S B Ä C K E R E I E N E . V .
E D I T O R I A L
2016 war ein gutes Jahr für die Backbranche. Die großen Lieferbäckereien haben den LEH mit neuen Produkten überzeugen können, die das Brotregal, den SB-Backautomaten und auch das TK-Angebot beleben und bereichern. Hier ist noch viel Potenzial! Die Filialisten haben Monate voller Sonne (in der Kasse), aber auch voller Schatten erlebt. Viele haben den notwendigen Umstrukturierungsprozess bereits weitgehend geschafft, aber es bleibt noch genug zu tun. Sie sind nicht mehr überall und jederzeit der Voll-versorger. Das Ganzbrot-Geschäft ist deutlich rückläufig. Das Grundsortiment kauft der Kunde heute vermehrt im Supermarkt oder beim Dis-counter. Filialisten müssen den Weg hin zur Spezialisierung, vor allem aber auch zur Indivi-dualisierung, weitergehen, wenn sie erfolgreich im Markt bleiben wollen. Ohne Frage treibt diese „Vereinzelung“ die Produktions- und Handlingskosten enorm. Dieses Risiko muss ein Filialist aber eingehen. Und, um im Bild zu bleiben, wo viel Schatten ist, da ist auch viel Sonne. Die Kunden, insbesondere die weiblichen, honorieren diese Individualisierung des Angebotes, mit der sie ihren eigenen Stil leben können. Hohe Qualität, kleine Gebindegrößen, alte Getreidesorten, neue Zutaten, alles, was in ist, kann der Filial-Bäcker anbieten. Auch die derzeit propagierte Regionalität wird ihm vorbehaltlos zugestanden – bei Rohstoffen wie bei Rezepturen.
Backwaren im Handel und in der Filiale sind nach wie vor für eine ganz breite Käuferschicht ein tagtäglich gern ausgesuchtes Produkt, das vom Kunden sehr gut angenommen wird. Alles gut also? Was kommt aber 2017 auf die Bäcker zu?
Für die tarifgebundenen Betriebe lassen sich die Personalkosten genau kalkulieren, denn es gibt 2017 bei den Großbäckern keine neue Tarifrunde. Beim hohen Perso-nalkostenanteil ist das sicherlich nicht die schlechteste Vorhersage! Tarifliche Regelungen vom Lehrling bis zum Pensionär tragen dazu bei, Personal über-haupt zu finden und dann auch halten zu können. Wer dagegen sein Heil in Lohnsenkungen sucht, wird Schiffbruch erleiden.
Zurück zu 2017: Bund und Länder werden ihre Gebührenschraube, etwa bei den Regelkontrollen, weiterdrehen. Die in NRW vor der Einführung stehende „Hygiene-Ampel“ wird, wenn sie denn rechtlichen Bestand hat, die Blaupause für die anderen Länder sein. Umso wichtiger ist es, als Branche zu reagieren, sich gemeinsam eine Meinung zu bilden und diese dann nach außen zu vertreten.
Erfreulicherweise haben auch in 2016 zukunftsgerichtete Unternehmen den Wert der Verbandsarbeit erkannt und sich unserem Verband angeschlossen. Dabei waren auch wieder neue Mitglieder aus Österreich.
Alles gut, oder?
++ Armin Juncker Hauptgeschäftsführer Verband Deutscher Großbäckereien e.V.,Düsseldorf
RA Armin Juncker
www.brotundbackwaren.de 06/2016
Anze
ige
THE CONVEYOR BELT EXPERTS
www.ashworth.com
Weltweit werden auf unseren
Förderbändern mehr Nahrungsmittel gegärt,
gebacken, gekocht, gekühlt und gefrostet.
Fragen Sie nach Ashworth.
59mmX265mm_En.indd 2 2/26/2014 8:12:32 AM

www.brotundbackwaren.de 06/2016
I N H A LT04
Produktion06 INTERSPAR: „Bester Bäcker im Lebensmitteleinzelhandel“12 Vandemoortele: Neues Werk im Herzen Europas36 REGO-HERLITZIUS: Vielseitig und leistungsstark46 Steinofen-Meister: Neues Energiekonzept
Markt14 Knäckebrot: Knabbern ohne Reue42 Ernährungsweisen: Religionen und Weltanschauungen
prägen unsere Ernährungsformen
Lebensmittelrecht18 Acrylamid: Die neue Durchführungsverordnung und ihre Tücken
Verleihung20 Eberhard-Paech-Preis 2016: Peter Becker ausgezeichnet
Interview22 Heinen: Froster – kommunikativer und komplexer
Management24 Müller-Brot: Die Folgen – aus Sicht des Schädlingsmanagements58 Betriebliche Altersversorgung: Besser als ihr Ruf
Tagungen28 Verband Deutscher Großbäckereien: Branchentreff in Prag30 FEDIMA: Marktdaten und Zukunftsstrategien32 D-A-CH-Tagung: Dialog auf hohem Niveau
Verpacken38 M-Back: Auf der Suche nach der undichten Stelle40 Multivac: Glutenfreie Backwaren sicher verpacken
Forschung50 ILU: Untersuchungen zur Stärkeverdaulichkeit von Extrudaten – Teil 152 TUM: Die Backqualität von Weizen – tatsächlich vorhersagbar?
Rubriken03 Editorial05 Nachrichten35 Nachrichten41 Nachrichten55 Inserenten-Verzeichnis56 Bezugsquellen
© C
hris
toph
Lac
kner
© M
eyer
123r
f.com
© a
urem
ar
06 14
I M P R E S S U M
brot+backwaren ISSN 0172-8180 brot+backwaren ist das offizielle Organ des Verbandes Deutscher Großbäckereien e.V. brot+backwaren erscheint 6 x im Jahr zum Einzelverkaufspreis von Euro 15,00. Im Verbund mit dem wöchentlichen digitalen Newsletter Backspiegel beträgt der Jahresabonnementpreis: + Print-Abonnement zzgl. 7 % MwSt im Inland: 75,00 EUR + Abonnement der digitalen Version zzgl. 19 % MwSt im Inland: 75,00 EUR + Kombi-Abonnement Print-Abonnement zzgl. 7 % MwSt im Inland: 70,00 EUR (Preis gilt nur im Rahmen eines Kombi-Abos) + Ergänzungsabonnement digital zzgl. 19 % MwSt im Inland: 6,00 EUR (Preis gilt nur im Rahmen eines Kombi-Abos) Im Ausland und für Studenten gelten andere Preise. Abonnementskündigungen müssen 3 Monate vor Ende des Bezugszeitraums dem Verlag schriftlich vorliegen. Abonnementsbestellungen richten Sie bitte an die genannte Vertriebsleitung. Bei Nichtlieferung ohne Verschulden des Verlags oder infolge von Störungen des Arbeitsfriedens bestehen keine Ansprüche gegen den Verlag. Die Zeit schrift und alle in ihr enthaltenen Beiträge und Abbil- dungen sind urheber rechtlich geschützt. Mit Ausnahme der gesetzlich zugelas- senen Fälle ist eine Verwertung ohne Einwilligung des Verlags strafbar. Online-Streitbeilegung gemäß Art. 14 Abs. 1 ODR-VO: Die Europäische Kommission stellt eine Plattform zur Online-Streitbeilegung (OS) bereit, die Sie unter http://ec.europa.eu/consumers/odr/ finden. Zurzeit gültig ist die Anzeigenpreisliste 2016.
VERLAG
f2m food multimedia gmbh Ehrenbergstraße 33 22767 Hamburg +49 (0)40 399 012 27 [email protected]
HERAUSGEBERINHildegard M. Keil +49 (0)40 380 94 82 [email protected]
CHEFREDAKTIONBastian Borchfeld +49 (0)40 399 012 28 [email protected]
REDAKTIONHelga Baumfalk +49 (0)40 399 030 61 [email protected]
Zhanar Sadykova [email protected]
SCHLUSSREDAKTIONSybille Kalinka TEXT-Tapir
ANZEIGENABTEILUNGAnzeigenleitung Dirk Dixon +44 143 587 20 09 [email protected]
Anzeigensachbearbeitung Wilfried Krause +49 (0)40 386 167 94 [email protected]
VERTRIEBSLEITUNGAntke Förster +49 (0)40 399 030 62 [email protected]
GESTALTUNGLANDMAGD in der Heide Linda Langhagen [email protected]
LITHO/DRUCKLeinebergland Druck GmbH & Co. KG Alfeld (Leine)
65. Jahrgang · C 1944E
Tite
lfot
o: ©
Chr
isto
ph L
ackn
er, I
NTE
RSPA
R
24

05N E W S + + N E W S + + N E W S
www.brotundbackwaren.de 06/2016
I M P R E S S U M
A n z e i g e
++ Neuer Vertriebsleiter bei FritschMarkus Jennebach ist neuer Vertriebsleiter bei FRITSCH in Markt Einersheim. Seit 1. Oktober verantwortet er den welt-weiten Vertrieb außerhalb von Deutschland, Österreich und
der Schweiz. Markus Jennebach ist 54 Jahre alt und Diplom-Ingenieur (FH). Erste Erfahrungen sammelte er bereits als wissenschaftlicher Mitarbeiter am Forschungszen- trum Jülich. Seine weiteren Statio-nen führten ihn in verschiedene, leitende Positionen der Bereiche Umwelttechnik und Komponenten für den Kraftwerksbau im In- und Ausland. +++
++ Young Scientist Research Award geht an Dr. Mario JekleDr. Mario Jekle, Leiter der Ar-beitsgruppe Getreidetechno-logie und -verfahrenstechnik des Lehrstuhls für Brau- und
© F
RITS
CH
++ Vertriebsleiter Markus Jennebach (rechts) zusammen mit dem Geschäftsführer Helmut Hirner
Getränketechnologie der TU München, wurde der Young Scientist Research Award der AACC International verliehen. Den mit 1.000 US-Dollar dotierten Preis erhielt Dr. Jekle für seine herausragenden Leistungen im Bereich der angewandten Getreidewissenschaften. Der Preis wurde Dr. Mario Jekle bei der diesjährigen AACCi Tagung in Savannah, Georgia, USA, überreicht. Die Verleihung fand im Rahmen der jährlich stattfindenden Getreidetagung mit ca. 900 Teilnehmern statt. +++
++ Ian Roberts zum „European CTO of the Year 2016“ gekürtIan Roberts, Chief Technology Officer von Bühler, Uzwil/
Schweiz, wurde als „European Chief Technology Officer of the Year 2016“ (CTO) in der Kate-gorie große Unternehmen aus-gezeichnet. Der „CTO of the Year“ ist eine Plattform, die auf die Bedeutung von Technologie und Innovation in Europa
aufmerksam machen will. Die Auszeichnung wird durch EIRMA (European Industrial Research Management Associ-ation) und das Beratungsunternehmen Spinvers vergeben und geht an Führungskräfte im Bereich Technologie von be-sonders erfolgreichen europäischen Unternehmen. +++©
Jekl
e
© B
ühle
r
Der Stikkenofen.Spart noch mehr Energie.Und hat auch sonst eindeutig die Nase vorn. Ihr nächster MIWE roll-in e+ 3.0.
� Einzigartig: Atmosphärisches Backen. Macht unabhängig von Witterungseinflüssen
� Flexible Charakteristik: MIWE delta-baking
� Geizt mit Energie – von Anschlusswert bis Wirkungsgrad
� Backen auf den Punkt: Kerntemperaturfühler
� Ergonomisch überzeugend: Soft Close-Tür, Fernanzeige, großes Display
Kontaktieren Sie uns: Telefon + 49 (0)9363 - 680 · contact @miwe.de · www.miwe.com/roll-in

www.brotundbackwaren.de 06/2016
P R O D U K T I O N06
+ Die Bäckerei, die in Kottingbrunn im September dieses Jahres offiziell eröffnet wurde, beliefert die INTER-
SPAR-Märkte in Wien, dem südlichen Niederösterreich bis hin nach Leoben, Wiener Neustadt und Bruck. Sie ist das Herzstück eines neu konzipierten Backwarenangebotes, das in den INTERSPAR-Märkten unter dem Label „Backstube“ läuft und, wie es heißt, Österreichs bester Bäcker im Lebens-mitteleinzelhandel werden will. Das Konzept stellt zwei Dinge in den Vordergrund, die man getrost als identitätsstiftend bezeichnen kann: einerseits jede Menge großer runder Bauernbrote, die das Bild der „Back- stube“ dominieren und andererseits das Garen, Veredeln und Backen von rund 80 % der Brötchen und Feingebäcke wie Croissants, Mohn- oder Nusskränze etc. im Laden. Grund dafür ist nicht nur die vom Kunden wahrnehmbare Geschäftigkeit vor Ort, sondern auch der längere Frische- Eindruck nach dem Kauf. „Halbgebackene TK-Ware nutzen wir nur bei Spezialgebäcken und -broten“, so Dieter Schranz, Leiter der INTERSPAR-Bäckereien.Die in der Produktion ausgebackenen Großbrote gehen ebenso wie Blechkuchen, Guglhupf, Biscuitrouladen, Sahnestücke und Kekse einmal täglich in die Märkte. Ein zweiter Trans-port bringt das TK-Sortiment. Snacks werden vor Ort im Markt hergestellt.
„Bester Bäcker im Lebensmitteleinzelhandel“ Die neue INTERSPAR-Bäckerei in Kottingbrunn ist beides, Handwerksbäckerei und vollautomatische Produktion von Massenartikeln zugleich. Die 5.500 m2 lassen außerdem Platz für eine deutliche Kapazitätsausweitung.
++ Die Multiline ist vielseitig einsetzbar und liefert sowohl Baguettes wie Feingebäck wie diese „Topfenkolatschen“
++ Seit September „online“, die neue INTERSPAR-Bäckerei in Kottingbrunn unweit von Baden bei Wien
© C
hris
tof L
ackn
er, I
nter
spar
© C
hris
tof L
ackn
er, I
nter
spar
Derzeit umfasst das Produktionsprogramm in Kottingbrunn rund 120 verschiedene Artikel, davon je nach Aktionen 15 bis 20 verschiedene Brotsorte. Mittelfristig will Dieter Schranz auf 80 Artikel reduzieren und deutlich mehr Brotsorten als Großbrot backen und dann vor Ort in den Märkten teilen und nach Gewicht verkaufen. Auch das verstärkt die Anmu-tung des Handwerksbäckers. 5.500 m2 an hellen und klar gegliederten Produktionsräumen vor den Toren der österreichischen Hauptstadt dürften Bäckerherzen höherschlagen lassen. Das hat sich
07P R O D U K T I O N
www.brotundbackwaren.de 06/2016
P R O D U K T I O N
A n z e i g e
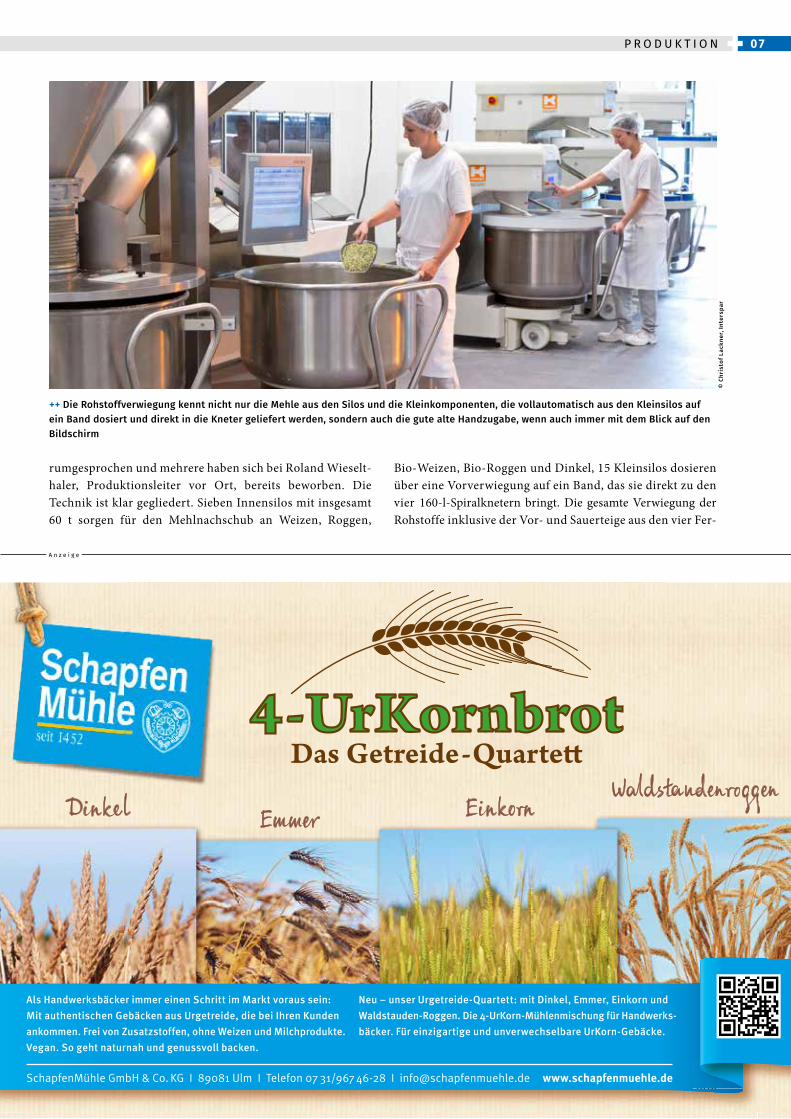
rumgesprochen und mehrere haben sich bei Roland Wieselt-haler, Produktionsleiter vor Ort, bereits beworben. Die Technik ist klar gegliedert. Sieben Innensilos mit insgesamt 60 t sorgen für den Mehlnachschub an Weizen, Roggen,
Bio-Weizen, Bio-Roggen und Dinkel, 15 Kleinsilos dosieren über eine Vorverwiegung auf ein Band, das sie direkt zu den vier 160-l-Spiralknetern bringt. Die gesamte Verwiegung der Rohstoffe inklusive der Vor- und Sauerteige aus den vier Fer-
++ Die Rohstoffverwiegung kennt nicht nur die Mehle aus den Silos und die Kleinkomponenten, die vollautomatisch aus den Kleinsilos auf ein Band dosiert und direkt in die Kneter geliefert werden, sondern auch die gute alte Handzugabe, wenn auch immer mit dem Blick auf den Bildschirm
© C
hris
tof L
ackn
er, I
nter
spar
D��l E�� E���
SchapfenMühle GmbH & Co. KG I 89081 Ulm I Telefon 07 31/967 46-28 I [email protected] www.schapfenmuehle.de
Als Handwerksbäcker immer einen Schritt im Markt voraus sein:
Mit authentischen Gebäcken aus Urgetreide, die bei Ihren Kunden
ankommen. Frei von Zusatzstoffen, ohne Weizen und Milchprodukte.
Vegan. So geht naturnah und genussvoll backen.
Neu – unser Urgetreide-Quartett: mit Dinkel, Emmer, Einkorn und
Waldstauden-Roggen. Die 4-UrKorn-Mühlenmischung für Handwerks-
bäcker. Für einzigartige und unverwechselbare UrKorn-Gebäcke.
C
M
Y
CM
MY
CY
CMY
K
AZ_Urkorn_210x142mm_BrotBackwaren_Ph6_ohneMesse.pdf 1 01.12.2016 08:30:19

www.brotundbackwaren.de 06/2016
P R O D U K T I O N08
mentern sowie die Handverwiegung laufen rechnergestützt. Die Kleingebäckproduktion konzentriert sich auf eine Indus-trie-Rex, ganz gleich ob vollautomatisch oder mit Handauf-arbeitung. Für Letzteres ist ein drei Meter langer Arbeitstisch in die Anlage integriert, an dem die Mitarbeiter und Mitarbei-terinnen die Handsemmel schlagen, den Briocheknoten schlingen etc. Bis zu 18.000 einfache Semmeln, Mohnflesserl & Co laufen pro Stunde vollautomatisch durch bis zur Abgabe in den Froster. Die Multiline daneben wird ihrem Namen gerecht, indem sie einerseits in der Lage ist, bis zu 9.000 Baguettes, Ciabatta etc. pro Stunde zu liefern, andererseits aber auch an zartblättrigen Topfenkolatschen nicht scheitert. Für die Brotherstellung stehen Abwieger, Rund- und Langwirker und reichlich Arbeits- tische für das Aufarbeiten der zwei bis vier kg wiegenden Großbrote bereit. Alles, was aus dieser Abteilung fertig geba-cken wird, passiert einen Durchschiebegärschrank, der für die richtige Reife sorgt, bevor es in die Öfen geht.
Die SPAR in ÖsterreichDie SPAR Österreich wurde 1954 von Hans F. Reisch gemeinsam mit 100 selbstständigen Kaufleuten in Tirol gegründet. Die Nachkommen der Gründerväter und Eigentümer-Familien Dr. Gerhard Drexel, Mag. Fritz Poppmeier, Hans K. Reisch und Mag. Rudolf Staudinger bilden heute den SPAR-Vorstand. Heute ist die SPAR österreichweit mit rund 1.600 SPAR-, SPAR express-, SPAR-Gourmet-, EUROSPAR-, INTERSPAR- und Maxi-markt-Märkten aktiv. Rund die Hälfte der Standorte wird von selbstständigen Kaufleuten geführt, die den Großteil ihre Waren von regionalen SPAR-Großhand-lungen beziehen.Die Gruppe der 72 INTERSPAR-Standorte ist eine eigen-ständige Tochtergesellschaft der SPAR Österreich und unabhängig von den Regionalgesellschaften. Sie be-treibt neben dem Handelsgeschäft mehr als 80 Gast-ronomie-Standorte – darunter INTERSPAR-Selbstbe-dienungsrestaurants, maxi.restaurants, maxi.bistros, maxi.kaffee sowie Café Cappuccino. Zur INTERSPAR gehören acht eigene Bäckereien in Linz, Graz, St. Pölten, Dornbirn, Wörgl, Salzburg, St. Veit an der Glan und jetzt Kottingbrunn (Ersatz für die Bäckerei in der Wiener Shopping-City Süd). Jenseits der österreichischen Grenzen ist die SPAR Österreich-Gruppe in Italien, Ungarn, Slowenien und Kroatien mit insgesamt rund 1200 Märkten tätig; im Shopping-Center-Bereich zusätzlich in Tschechien, mit Hervis (Sportartikel) zusätzlich in Tschechien, Rumä-nien und Bayern aktiv.2011 wurde die SPAR Holding AG gegründet, unter deren Dach die SPAR-AG (inkl. INTERSPAR und Hervis), ASPIAG (Austrian SPAR International AG) sowie die SES Spar European Shopping Centers stehen.
© C
hris
tof L
ackn
er, I
nter
spar
++ Technik trifft Handwerk – die Industrie-Rex kann beides, die vollautomatische Fertigung des Brötchenprogramms von der Teig- aufgabe bis hin zur Abgabe an den Froster wie auch die Bereitstel-lung von Strängen oder Teigstücken für die Handarbeit am Brioche- knoten oder an der Handsemmel
++ Die Brotanlage mit Portionierer, Rund- und Langwirker liefert bis zu 1.500 Brote pro Stunde. Die „Missionare der Brotkultur“ (Großbrote) werden nach wie vor von Hand aufgemacht
© C
hris
tof L
ackn
er, I
nter
spar

P R O D U K T I O N
TORTILLA
INDUSTRIAL
RUFEN SIE UNS AN UNTER +44 1638 668563DIE BINDEVERSCHLUSS-EXPERTEN
www.burford.comBurford Bakery Solutions, Unit 4 Sam Alper Court, Depot Road, Newmarket, Suffolk CB8 0GS UK
Tel.: +44 1638 668563 • E-Mail: [email protected] 748 • Maysville, OK 73057, USA • Tel.: +1 405 867 4467 • Fax: +1 405 867 4218 • E-Mail: [email protected]
Modell 2000VTR,optional mit Ständer undBürstenbaugruppe
Vertikale Twistband-Servo-Verschlussanlage
www.brotundbackwaren.de 06/2016
P R O D U K T I O N10
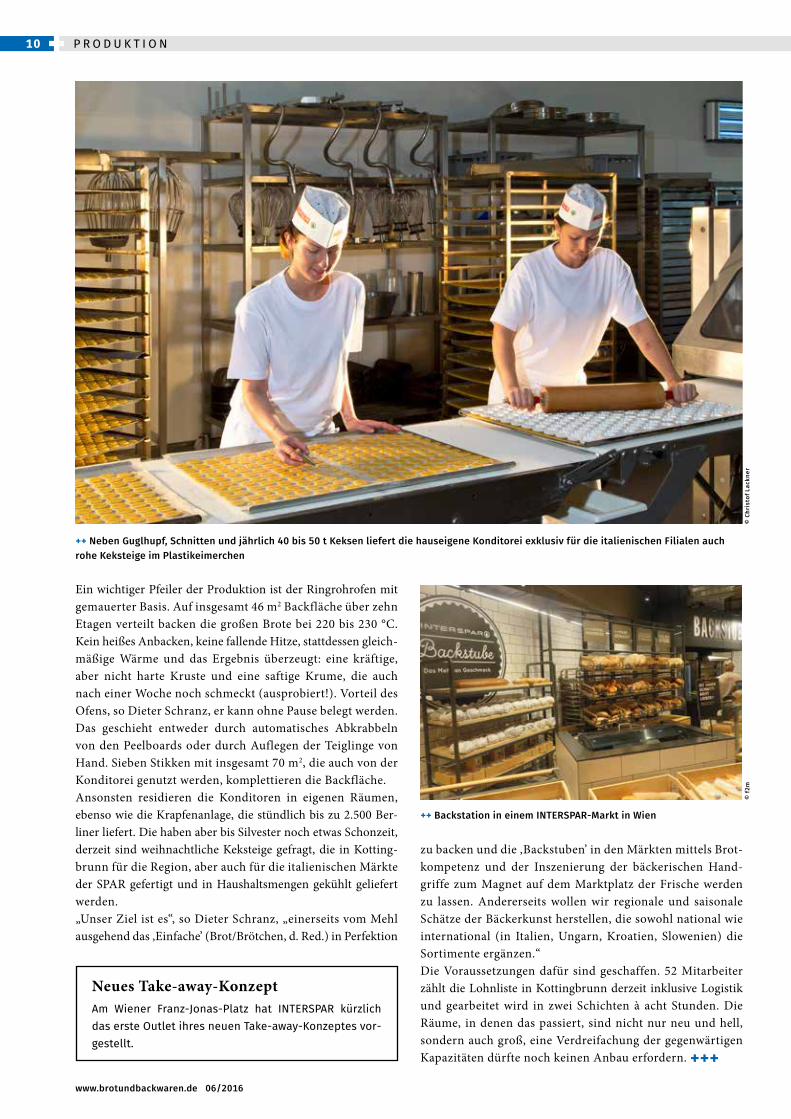
Ein wichtiger Pfeiler der Produktion ist der Ringrohrofen mit gemauerter Basis. Auf insgesamt 46 m2 Backfläche über zehn Etagen verteilt backen die großen Brote bei 220 bis 230 °C. Kein heißes Anbacken, keine fallende Hitze, stattdessen gleich-mäßige Wärme und das Ergebnis überzeugt: eine kräftige, aber nicht harte Kruste und eine saftige Krume, die auch nach einer Woche noch schmeckt (ausprobiert!). Vorteil des Ofens, so Dieter Schranz, er kann ohne Pause belegt werden. Das geschieht entweder durch automatisches Abkrabbeln von den Peelboards oder durch Auflegen der Teiglinge von Hand. Sieben Stikken mit insgesamt 70 m2, die auch von der Konditorei genutzt werden, komplettieren die Backfläche. Ansonsten residieren die Konditoren in eigenen Räumen, ebenso wie die Krapfenanlage, die stündlich bis zu 2.500 Ber-liner liefert. Die haben aber bis Silvester noch etwas Schonzeit, derzeit sind weihnachtliche Keksteige gefragt, die in Kotting-brunn für die Region, aber auch für die italienischen Märkte der SPAR gefertigt und in Haushaltsmengen gekühlt geliefert werden.„Unser Ziel ist es“, so Dieter Schranz, „einerseits vom Mehl ausgehend das ‚Einfache’ (Brot/Brötchen, d. Red.) in Perfektion
++ Neben Guglhupf, Schnitten und jährlich 40 bis 50 t Keksen liefert die hauseigene Konditorei exklusiv für die italienischen Filialen auch rohe Keksteige im Plastikeimerchen
© C
hris
tof L
ackn
er©
f2m
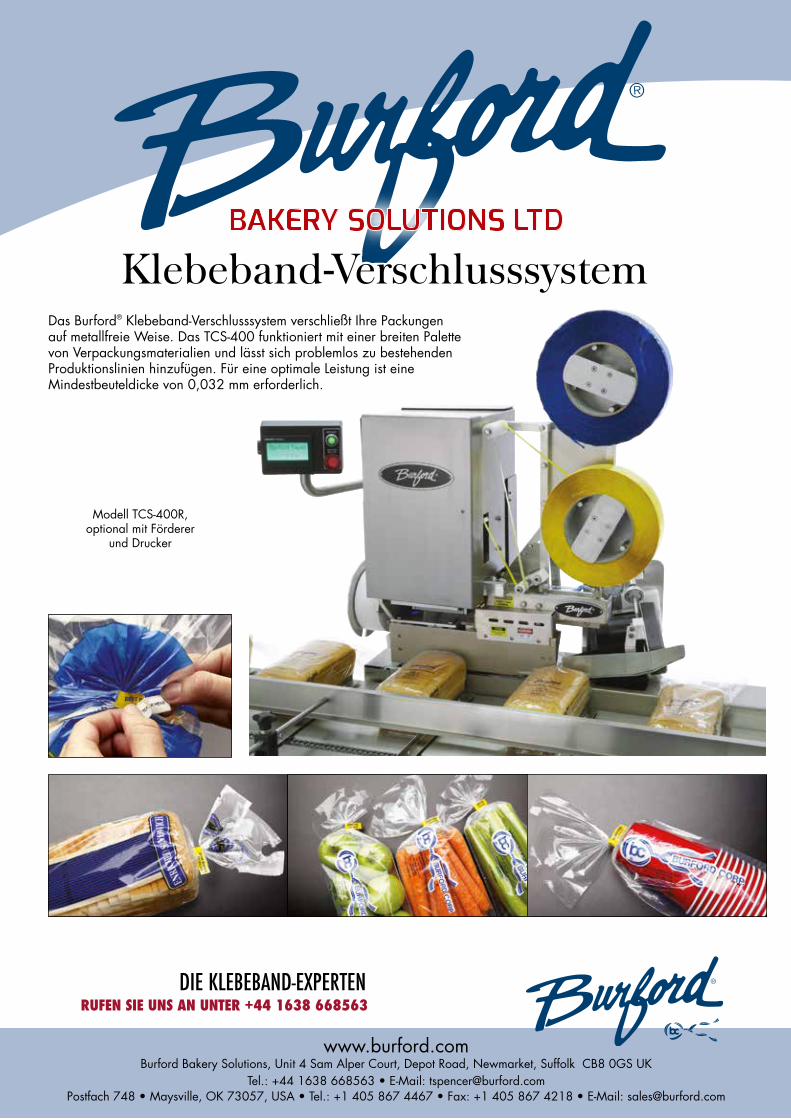
++ Backstation in einem INTERSPAR-Markt in Wien
Neues Take-away-Konzept Am Wiener Franz-Jonas-Platz hat INTERSPAR kürzlich das erste Outlet ihres neuen Take-away-Konzeptes vor-gestellt.
zu backen und die ‚Backstuben’ in den Märkten mittels Brot-kompetenz und der Inszenierung der bäckerischen Hand-griffe zum Magnet auf dem Marktplatz der Frische werden zu lassen. Andererseits wollen wir regionale und saisonale Schätze der Bäckerkunst herstellen, die sowohl national wie international (in Italien, Ungarn, Kroatien, Slowenien) die Sortimente ergänzen.“Die Voraussetzungen dafür sind geschaffen. 52 Mitarbeiter zählt die Lohnliste in Kottingbrunn derzeit inklusive Logistik und gearbeitet wird in zwei Schichten à acht Stunden. Die Räume, in denen das passiert, sind nicht nur neu und hell, sondern auch groß, eine Verdreifachung der gegenwärtigen Kapazitäten dürfte noch keinen Anbau erfordern. +++
P R O D U K T I O N
Klebeband-Verschlusssystem
RUFEN SIE UNS AN UNTER +44 1638 668563DIE KLEBEBAND-EXPERTEN
www.burford.comBurford Bakery Solutions, Unit 4 Sam Alper Court, Depot Road, Newmarket, Suffolk CB8 0GS UK
Tel.: +44 1638 668563 • E-Mail: [email protected] 748 • Maysville, OK 73057, USA • Tel.: +1 405 867 4467 • Fax: +1 405 867 4218 • E-Mail: [email protected]
Modell TCS-400R,optional mit Förderer
und Drucker
Das Burford® Klebeband-Verschlusssystem verschließt Ihre Packungenauf metallfreie Weise. Das TCS-400 funktioniert mit einer breiten Palettevon Verpackungsmaterialien und lässt sich problemlos zu bestehendenProduktionslinien hinzufügen. Für eine optimale Leistung ist eineMindestbeuteldicke von 0,032 mm erforderlich.

www.brotundbackwaren.de 06/2016
P R O D U K T I O N12
++ Jules Noten, CEO der Vandemoortele-Gruppe, (links) und Jean Vandemoor-tele, Präsident des Verwaltungsrates der Vandemoortele-Gruppe, eröffneten das neue Werk in Kutno
++ Bis zu 36.000 Kaiser-Brötchen pro Stunde werden im neuen Werk hergestellt. Hier die Produkte nach dem Fertigbacken
++ Außenansicht der neuen Produktion. Auf ca. 10.000 Quadratmetern entstanden bisher 52 Arbeitsplätze. Zwei Produktionslinien wurden in Betrieb genommen und für Anfang 2017 ist die Inbetriebnahme einer weiteren Produktionslinie geplant
+ Das neue Vandemoortele-Werk liegt rund 150 Kilo-meter von der polnischen Hauptstadt Warschau ent-
fernt. Angesiedelt ist die Produktion in einer neu geschaffe-nen Wirtschaftssonderzone. Zahlreiche Unternehmen aus unterschiedlichsten Bereichen befinden sich in der Nach-barschaft der Backwarenproduktion. Alle können die nächste Autobahnauffahrt nutzen, die verkehrsgünstig nur wenige Minuten entfernt ist. „Die Bauzeit des neuen Werkes im Herzen Europas betrug nur rund ein Jahr“, erklärte Jean Vande-moortele, Präsident des Verwaltungsra-tes der Vandemoortele-Gruppe aus Gent, Belgien, während seiner Eröffnungsrede. Zusammen mit Jules Noten, CEO der Vandemoortele-Gruppe, und Vertretern der örtlichen Behörden erfolgte die offi-zielle Eröffnung des Werkes Mitte Oktober. Vor den Gästen aus Bundes-, Landes- und Kommunalpolitik sowie Kunden, Zulieferern und Mitarbeitern hoben Jean Vandemoortele und Jules Noten in ihren Reden die Bedeutung der neuen Produk-tion für die Region und das Unternehmen hervor. Rund 30 Mio. EUR investierte das Unternehmen in den Bau und neue Produktionsanlagen. Im zentral gelegenen Kutno ent-standen auf ca. 10.000 Quadratmetern bisher insgesamt 52 neue Arbeitsplätze. Davon arbeiten 31 Mitarbeiter in der Produktion, in der bereits zwei Produktionslinien für Baguette und Kaiserbrötchen in Betrieb genommen wurden. Für An-fang 2017 ist die Inbetriebnahme einer weiteren Produktions-linie für Pastry geplant. Die neue Produktion bietet Vande-moortele die Möglichkeit, die Kapazitäten für den europäi-schen Markt erheblich auszubauen und an seiner Wachs- tumsstrategie festzuhalten, hieß es weiter. Insgesamt würden zusammen fünf Linien in der neuen Produktion Platz finden.
Neues Werk im Herzen Europas Das neue Vandemoortele-Produktionswerk im polnischen Kutno nahm im Oktober seinen Betrieb auf. Während der offiziellen Eröffnung durften die Gäste die Produktion besichtigen.
Während der offiziellen Eröffnung durften die Gäste das Werk besichtigen. Dabei versorgen vier Außensilos von spiromatic die Produktion mit Weizenmehl. Insgesamt zwei Linien haben im polnischen Kutno den Betrieb aufgenommen. Am Anfang beider Linien steht jeweils ein Kontikneter des
französischen Anlagenbauers VMI. Pro-duziert werden auf einer MegaLine II bis zu 36.000 Kaiser-Brötchen pro Stunde mit einem Teiggewicht von 80 Gramm. Die Teigteil- und Wirkmaschine Industrie Rex IV AW sorgt dabei für die Gewichts-genauigkeit der Teiglinge. Auf insgesamt 10 Reihen verlassen die Kaiser-Brötchen- Teiglinge die Anlage des österreichischen Anlagenbauers König. Nach dem Vorgären erfolgt das Stüpfeln/Schneiden der Teig-linge und bei Bedarf das Bestreuen z. B. mit Mohn oder Sesam. Anschließend erfolgt die Übergabe der Teiglinge auf Backbleche. Diese durchlaufen dann einen Paternos-terofen des französischen Herstellers Mecatherm, ausgestattet mit dem Bottom Bake-Booster. Das Fertigbacken der Pro-
dukte erfolgt allerdings nicht im Werk, sondern beim Käufer der Gebäcke. Nach dem Auskühlen gelangen die vorgebackenen Brötchen dann in den Froster und es folgt das Verpacken. Auf der zweiten Line, ebenfalls eine MegaLine II, lassen sich bis zu 9.000 vorgebackene Baguettes pro Stunde herstellen. Dabei hat Mecatherm die komplette Anlage, vom Teigteilen und -aufbereiten bis hin zu Gärschränken und Ofen geliefert. Mehr über das Familienunternehmen Vandemoortele erfahren Sie in der nächsten Ausgabe. Dort spricht Jean Vandemoortele über die Ausrichtung der Gruppe. Die Vandemoortele-Gruppe hat rund 5.200 Mitarbeiter und betreibt nun 35 Produktions-stätten in 17 europäischen Ländern. +++
© f
2m
© f
2m
© V
ande
rmoo
rtel
e

www.brotundbackwaren.de 06/2016
M A R K T14
Knabbern ohne ReueInnovative Knäckebrot-Produkte bereichern den LEH, mit klassischen Scheiben ist ein Umsatzplus kaum noch zu erzielen. Ein Blick auf den deutschen Markt.
+ In Deutschland wurden 2015 laut Iri Handelspanel 25,140 Mio. Tonnen Knäckebrot verkauft. Das ist eine Zu-
nahme von nur 1,91 % zum Vorjahr (24,668 Mio. Tonnen). Im Jahr 2012 lag der mengenmäßige Verkauf noch bei 22,411 Mio. Tonnen. Die Zuwächse blieben also insgesamt bescheiden. Bei den Umsätzen sieht es nur etwas besser aus. So gab es von 2012 auf 2013 ein Wachstum von 7,99 Prozent (von 96,652 Mio. Euro auf 104,379 Mio. Euro). Von 2013 auf 2014 stieg der Umsatz um 14,48 Prozent auf 119,491 Mio. Euro. Und 2015 war ein Umsatzplus von 5,27 Prozent auf 125,788 Mio. Euro zu ver-zeichnen.Doch so schleppend, wie die Gesamtzahlen den Markt erschei-nen lassen, ist er nicht. Das Iri Handelspanel hat den Knäcke-brotmarkt dreigeteilt und damit der Entwicklung, die seit einigen Jahren immer deutlicher festzustellen ist, Rechnung getragen. Knäckebrothersteller sind innovativ und stellen inzwischen ein breiteres Spektrum her als nur die viereckigen Scheiben. Die Iri-Analysten differenzieren zwischen „klassi-schen Scheiben“, „Genuss Scheiben“, die auch ohne Belag verzehrt werden können, und „Snacks“. Das sind kleine Scheiben, die sich zwischendurch knabbern lassen. Die Betrachtung des Umsatzes in der Kategorie „Genuss Scheiben“ zeigt ein etwas besseres Bild als die Gesamtübersicht: Mengenmäßig gab es dort von 2012 auf 2013 ein Wachstum von 5,77 Prozent (3,191 Mio. Tonnen auf 3,375 Mio. Tonnen) und 2014 sogar um 27,11 Prozent (auf 4,290 Mio. Tonnen). Die Entwicklung im Jahr 2015 verlief dann allerdings mit nur einem leichten Anstieg um 2,1 Prozent (auf 4,380 Mio. Tonnen). Auch in diesem Segment ist das Umsatzwachstum stärker preis- als mengengetrieben. Die größte Preissteigerung erlebte der Markt von 2013 auf 2014 mit einem Plus von 29,61 Prozent (von 27,836 Mio. Euro auf 36,077 Mio. Euro). Sehr viel besser steht es um die Zuwächse im Segment „Snack“. Dort stieg der Absatz von 2012 auf 2013 um 40,17 Prozent (0,473 Mio. Tonnen auf 0,663 Mio. Tonnen). In 2014 belief sich der Anstieg auf 26,4 Prozent (auf 0,838 Mio. Tonnen). Im Jahr 2015 waren es dann sogar 44,03 Prozent (auf 1,207 Mio.
Tonnen). Als Umsätze konnten 2012 7,167 Mio. Euro erzielt werden. 2013 waren es dann bereits 9,984 Mio. Euro. Das be-deutete eine Steigerung um 39,31 Prozent. Im Jahr 2014 be-lief sich der Umsatz auf 11,913 Mio. Euro, was einer Steige-rung um 19,32 Prozent entspricht. Im Jahr 2015 gab es eine Steigerung um 21,45 Prozent auf 14,468 Mio. Euro.In den Bereichen „Genuss Scheiben“ und „Snack“ ist der Knäckebrot-Markt augenscheinlich in Bewegung. Daran ist allen voran der Branchenprimus Wasa beteiligt. Der italieni-sche Barilla-Konzern hatte 1999 die schwedische Wasabröd AB gekauft, den nach eigenen Angaben weltgrößten Hersteller von Knäckebrot. Die Produkte werden in mehr als 40 Länder vertrieben. Produktionsstätten befinden sich im schwedischen Filipstad, im norwegischen Hamar sowie in Celle. Im Werk in Celle produzieren rund 290 Mitarbeiter 24.000 Tonnen Knäckebrot jährlich. Seit 2007 hat das Unternehmen mehr als 28 Millionen Euro in den Standort Celle investiert. Laut Nielsen Market Track hat die Marke Wasa am deutschen Markt einen Anteil von 49 Prozent. Mehrere Produktneuheiten werden pro Jahr in Deutschland eingeführt. Sie zielen auf einen ernährungsbewussten, vitalen und sportlich-aktiven Konsumenten. „Wenn bislang der typi-sche Knäckebrotkonsument der Generation ab 55 Jahre aufwärts angehörte, so sehen wir jetzt, dass sich immer mehr jüngere Verbraucher ans Knäckebrotregal begeben“, sagt Anna Späker von der Consumer Marketing Bakery Central Europe der Baril-la Deutschland GmbH, Köln. Einen großen Erfolg hatte Wasa bereits 2006 mit der Einführung der Wasa-Sandwich- Artikel. Zwischen zwei Knäckebrot-Streifen befindet sich eine Füllung in den Geschmacksvarianten Käse, Käse & Schnitt-lauch, Käse Tomate & Basilikum, Käse & Paprika und Käse & Feine Kräuter. Seit 2012 ist auch die süße Variante Chocolate auf dem Markt. Sie ist seither unter den Wasa-Sandwich-Arti-keln der Bestseller. Insgesamt haben sich die Sandwiches zum zweitstärksten Artikel im gesamten Wasa-Sortiment entwickelt. Wasa Sandwich wird im Dreierpack für 1,89 Euro verkauft. Eine Einzelpackung zu je 37 Gramm enthält zwei Sandwich-Riegel.
++ Das Wasa-Sandwich ist seit seiner Einführung im Jahr 2006 ein verkaufsstarker Artikel; Wasa Delicate Rounds ist eine der jüngsten Neueinführungen des Knäckebrot-Riesen
++ Burger wirbt seit diesem Jahr mit Regionalität: „Das Landknäcke”
© M
eyer
© M
eyer

1 5M A R K T
www.brotundbackwaren.de 06/2016
M A R K T
A n z e i g e
++ Knackig und mundgerecht: Dr. Karg bietet eine Alternative zu Chips, Flips und Co. Das Kreieren von ungewöhnlichenen Rezeptu-ren ist eine Spezialität des Schwabacher Unternehmens Dr. Karg
© M
eyer
Ein weiterer Trend aus dem Bereich „Genuss Scheiben“ sind die Delicate-Crisp-Produkte. Sie wurden 2011 auf dem deut-schen Markt eingeführt. Das sind hauchdünne Knäckebrot- Cracker, die es in den Geschmacksrichtungen Sesam und Rosmarin & Meersalz gibt. Sie werden in 190-Gramm-Packun-gen zu 1,99 Euro angeboten. 2012 sind dann die Wasa Delicate Crackers dazugekommen. Das sind kleine, mundgerechte Knabberartikel, die zurzeit in den Geschmacksrichtungen Schwarze & grüne Oliven, Meersalz sowie Tomate & Oregano zu bekommen sind. Die 190 Gramm leichten Packungen kosten 1,99 Euro. „Der Trend zum gesunden Snack wird sich noch verstärken“, ist sich Späker sicher. Warum die Wasa Delicate Crackers nicht neben Chips, Flips, Tacos und Co. in die Regale des Lebensmitteleinzelhandels einsortiert werden, kann Späker auch erklären: „Wasa ist die Dachmarke und die Kunden sind vor allem Knäckebrotkonsumenten.“Den Trend zur gesunden Knabberei hat auch die Dr. Klaus Karg KG aus Schwabach erkannt. „Das Interesse an Knabbern ohne Reue steigt kontinuierlich“, sagt Pressesprecher Benjamin Welke. Das Unternehmen hat zurzeit fünf Snack-Varianten auf dem Markt. Das sind mundgerechte quadratische Vollkorn- Knäckebrot-Häppchen in den Geschmacksrichtungen: Käse Kürbiskern, Tomate Kräuter, Emmentaler Zwiebel, Cranberry Kokos und Apfel Zimt. Sie alle sind als 100 Prozent Vollkorn deklariert. Die 110-Gramm-Packung kostet 1,29 Euro.Anfang 2014 hatte das Unternehmen sein Design überarbeitet
und ein neues Logo und einen neuen Claim eingeführt: „Dr. Karg’s – Genuss mit Biss“. Als Zielgruppe sollen damit vor allem die LOHAS (Lifestyle of Health and Sustainability) angesprochen werden. Die Knäckebrote von Dr. Karg gehören nicht in die Kategorie „klassische Scheiben“. Ihre Rezepturen
VORTEILE
PROFITIEREN SIE VON DEN VORTEILEN DER HANDTMANN TECHNOLOGIE!Grammgenaues Portionieren, Formen und Schneiden von Teigen, Massen, Füllungen.
→ Wirtschaftliche Produktion durch höchste Portioniergenauigkeit
→ Deutliche Kostenreduzierung durch ölfreies Portionierprinzip
→ Überlegenes Hygienic Design zur Vollreinigung mit Niederdruckgeräten
→ Große Produktvielfalt durch die
Kombination mit Vorsatzgeräten zum
Portionieren, Teilen, Dosieren und Formen
AZ_Brot und Backwaren.indd 2 22.11.2016 15:11:27
www.brotundbackwaren.de 06/2016
M A R K T16
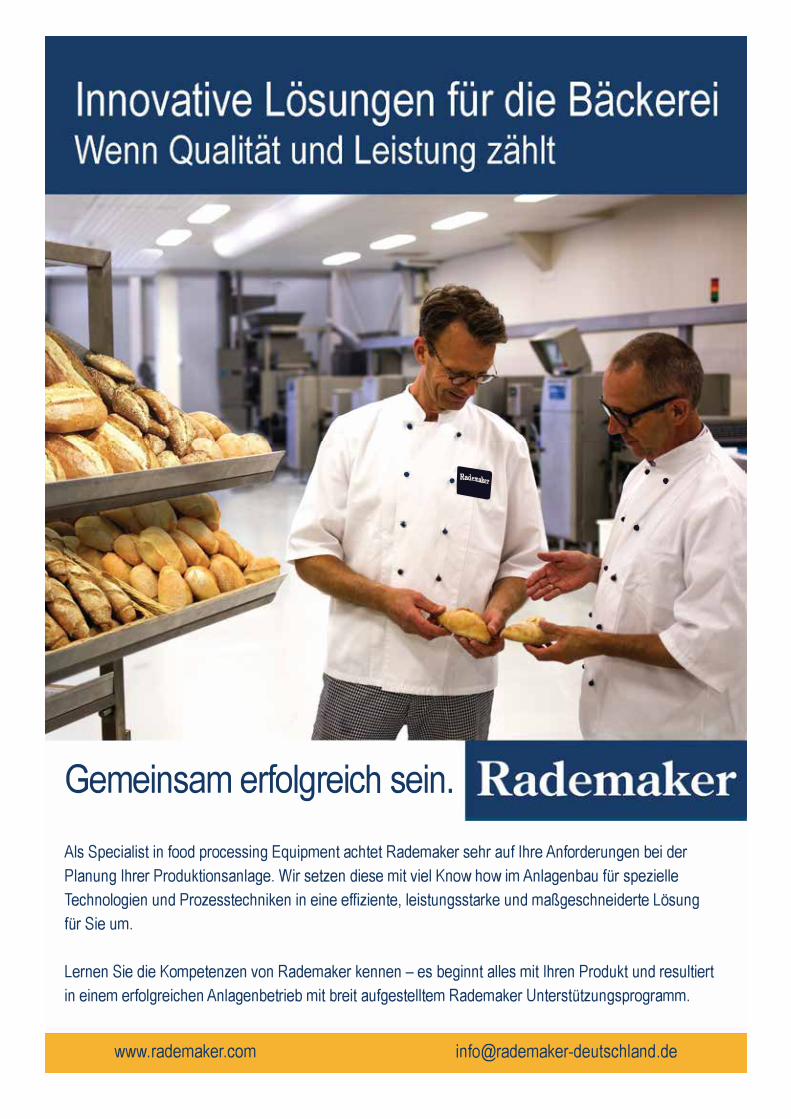
sind unkonventionell und die Optik des einzelnen Gebäck-stücks durch Zugabe von verschiedenen Saaten sehr anspre-chend. Viele Produkte sind zudem mit Käse überbacken, so-dass sich alle auch gut ohne Belag verzehren lassen und zu den „Genuss Scheiben“ gehören. Die zurzeit sieben Sorten bestehen aus Classic 3-Saat, Käse & Kürbiskern, 5-Korn, Toma-te & Mozzarella, Flammkuchen, Karotte & Quark sowie Cran-berry und Kokos. Die 200-Gramm-Packung ist für 1,99 Euro zu haben. Zudem stellt das Unternehmen aus Schwabach auch Knäckebrot und Knäckebrot-Snacks in Bio-Qualität her. Dafür arbeitet es zusätzlich mit Zutaten wie Dinkel, Chia, Hafer, Amarant oder Quinoa.Basis von Dr. Karg ist die Fränkische Dorfbäckerei Karg in Schwabach, die seit 1950 handwerkliche Bäckerqualität in der 3. Generation anbietet und elf Filialen in Schwabach und der Region umfasst. 1999 wurde die Produktion von hand-werklich hergestelltem Bäcker-Knäcke unter der Marke „Dr. Karg – exquisiter Brotgenuss“ gestartet und sukzessive ausge-baut. Inzwischen produziert das Unternehmen seit mehreren Jahren für Aldi Nord. Dort wird eine Auswahl der Knäcke-brote und Knäcke-Snacks unter der Aldi-Nord-Marke Trader Joe’s angeboten.Neben solchen Innovationen hält der Knäckebrotmarkt immer weiter seine Klassiker zu günstigen Preisen bereit – vom Iri Handelspanel als „klassische Scheiben“ tituliert: Milch, Roggen und Sesam sind hier die Top-Seller. Dieses Segment hat es be-sonders schwer und sorgt dafür, dass die Gesamtbilanz des Knäckebrot-Marktes kein besonders gutes Bild abgibt. Das mengenmäßige Wachstum betrug von 2012 auf 2013 1,89 Pro-zent (von 18,748 auf 19,102 Mio. Tonnen). 2014 waren es dann 2,3 Prozent (auf 19,541 Mio. Tonnen). Und 2015 stagnierte der Absatz mit 19,553 Mio. Tonnen fast (0,06 Prozent Zunahme). Auch die Umsatzsteigerung blieb deutlich im einstelligen Bereich: Von 2014 auf 2015 konnten lediglich 2,8 Prozent Zuwachs erzielt werden (von 71,501 auf 73,211 Mio. Euro).Obwohl die klassischen Scheiben das schwächste Wachstum erzielen, ist dieses Segment trotzdem das mit dem größten Volumen. Deshalb ist es für Produzenten weiterhin interessant. Zwar ist die Marke Wasa auch hier besonders stark positio-niert. Sie ist mit den Sorten Mjölk und Roggen sogar bei Lidl
gelistet. Aber auch die Burger Knäcke GmbH + Co. KG aus Burg bei Magdeburg tritt in die-
sem Segment verstärkt als Markenartikler auf. Das Unternehmen wurde 2001 von der Brandt Zwieback-Schokoladen GmbH + Co. KG, Hagen, übernommen. Rund 170 Mitarbeiter sind in Burg beschäftigt. Neben
dem klassischen Sortiment aus Milch, Urtyp, Sesam, Ballaststoff, Butter, Dinkel, Kümmel und Delikatesse für 0,79 Euro pro 250-Gramm-Packung
gibt es eine kleine Premium-Schiene mit zwei Sorten: Sonnenblumen und Kürbiskern für 1,40 Euro die 250-
Gramm-Packung. Auch eine Bio-Schiene ist im Programm. Die Unternehmensführung hat trotz schwieriger Ertragslage das Knäckebrot-Segment fest im Blick behalten. Von Investitionen in zweistelliger Millionen-höhe ist die Rede. In diesem Jahr hat die Marke einen Re-launch erfahren. Dabei soll die Aussage „natürlich, ländlich und mit regionalen Zutaten“ verstärkt in den Vordergrund rücken. Das hebt die nach eigenen Angaben erste deutsche Knäckebrotbäckerei von Mitbewerbern wie Wasa und Dr. Karg ab. Auf den Packungen, die durch den Relaunch nur wenig verändert wurden, ist aus diesem Anlass zum altbe-kannten Burger-Logo noch der Zusatz „Das Landknäcke“ ge-stellt worden. Hinten auf der Packung findet sich ein Hin-weis, dass der Roggen aus regionalem Anbau stammt und in einer eigenen Mühle eigens frisch gemahlen wird.Weiterhin sind Knäckebrotscheiben auch für den kleinen Preis von 0,59 Euro pro 250-Gramm-Packung zu haben. Ein wichtiger Lieferant für dieses Niedrigpreissegment ist die Continental Bakeries Deutschland GmbH aus Gronau, die ausschließlich Handelsware – konventionell und in Bio-Qua-lität – vertreibt. Das Unternehmen beliefert beispielsweise Aldi Nord und Süd. Lidl bietet seine günstige Alternative zu den Wasa-Scheiben unter der Eigenmarke „Grafschafter“ an. Sie wird von der Sweet Food GmbH aus Hagen herge-stellt. Das ist eine Tochter der Brandt Zwieback-Schokola-den GmbH + Co. KG aus Hagen. Somit kann angenommen werden, dass die Lidl-Produkte von der Burger Knäcke GmbH + Co. KG produziert werden.Auch wenn der LEH mit „klassischen Scheiben“ gesättigt scheint, bleibt es mit Blick auf den stärker wachsenden Markt von „Genuss Scheiben“ und insbesondere „Snacks“ spannend, denn immer neue und interessante Produkte wer-den entwickelt. Anfang 2015 startete Wasa beispielsweise mit dem Produkt Wasa Delicate Rounds. Das sind zart- knusprige, sehr lockere runde Knäckebrotscheiben aus Wei-zenmehl in den zunächst zwei Varianten French Herbs und Sesam & Meersalz. Sie kosten in der 290-Gramm-Packung 1,99 Euro. Der Hersteller bewirbt sie als Snack, der sich mit oder ohne Belag verzehren lässt. Sind Wasa Delicate Rounds deshalb Snacks oder Genuss Scheiben? Wegen der Kreativi-tät der Hersteller wird es für die Iri-Analysten in Zukunft wohl schwieriger werden, die Produkte in ihre drei Knäcke-brot-Kategorien einzuteilen. +++
++ Knäckebrot hat sein staubiges Image längst verloren
© B
arill
a
M A R K T
• ·• •
•
Gemeinsam erfolgreich sein. Als Specialist in food processing Equipment achtet Rademaker sehr auf Ihre Anforderungen bei der Planung Ihrer Produktionsanlage. Wir setzen diese mit viel Know how im Anlagenbau für spezielle Technologien und Prozesstechniken in eine effiziente, leistungsstarke und maßgeschneiderte Lösung für Sie um.
Lernen Sie die Kompetenzen von Rademaker kennen - es beginnt alles mit Ihren Produkt und resultiert in einem erfolgreichen Anlagenbetrieb mit breit aufgestelltem Rademaker Unterstützungsprogramm.
www.rademaker.com [email protected]

www.brotundbackwaren.de 06/2016
L E B E N S M I T T E L R E C H T 18
Acrylamid: die neue Durchführungs-verordnung und ihre TückenIm Jahr 2001 entdeckten schwedische Wissenschaftler, dass bei Bräunungsprozessen in Lebensmitteln Acrylamid entsteht. Seitdem ist der Stoff auch ein ständiger Begleiter der Backbranche geworden.
+ In Deutschland wie auf EU-Ebene wurden zum einen über Jahre praxistaugliche Signalwerte erarbeitet. Zum
anderen wurden reduzierende Techniken bei den wenigen Backwaren eingeführt, die zuweilen problematische Acryl- amidwerte aufwiesen (z. B. Kekse, Lebkuchen, Cracker).
Neue RisikobewertungEine neue Risikobewertung der EFSA brachte nach knapp 15 Jahren im Sommer 2015 Fahrt in das Dauerthema Acryl- amid. Das höchste EU-Gremium in Sachen Lebensmittelsi-cherheit stufte den Stoff nun als „potenziell krebserregend“ ein. Wie krebserregend genau, darauf mochte man sich freilich nicht festlegen. Denn nach wie vor liegen keine medizinischen Studien zu der Frage vor, ob Acrylamid für den Menschen tatsächlich krebserregend ist. Jedoch gab die EFSA getreu dem Vorsorgeprinzip zu verstehen, dass Acrylamid künftig nach dem ALARA-Prinzip (As Low As Reasonably Achie-vable = so niedrig wie vernünftigerweise machbar) zu hand-haben sei. Dass also dort, wo Acrylamid vernünftigerweise im Herstellungsprozess minimiert werden kann, dies auch geschehen soll.
Forderungen der MitgliedsstaatenMit der Neueinschätzung der EFSA erhielt der Wunsch vieler EU-Mitgliedsstaaten nach schärferen Regeln zu Acrylamid neue Nahrung. Nicht wenige Regierungen wünschen sich seit Langem Grenzwerte zur Vereinfachung des Vollzuges, oder zumindest konkretere Vorgaben zur Kontrolle und Re-duzierung für Acrylamid. Der Generaldirektion Gesundheit und Lebensmittelsicherheit (GD SANTE) der EU-Kommission ist hingegen bewusst, dass starre Grenzwerte bei der Pro-zesskontaminanten Acrylamid nicht weiterführen. So ist der Gehalt an Asparagin, dem wichtigsten Einflussfaktor für die Acrylamid-Bildung, vom Naturprodukt Getreide abhängig und daher nicht vorhersagbar.
Kompromisslösung der Kommission: Signalwerte erhalten, verbindliche BranchenleitlinienAngesichts der neuen Gefahreinschätzung der EFSA konnte sich die Kommission jedoch den Forderungen nach weiteren
Maßnahmen zur Acrylamid-Reduzierung nicht entziehen. Die Kompromisslösung war, die Signalwerte zwar zu erhalten, jedoch die Wirtschaft bei der Acrylamid-Reduzierung zu mehr Verbindlichkeit und Kontrolle zu bewegen. Dies sollte in Form sogenannter Codes of Practices geschehen, also in Branchenleitlinien. Diese sollten vor allem die technischen Möglichkeiten zur Acrylamidreduzierung für die einzelnen Lebensmittelbranchen zusammenfassen.
Der AIBI Code of PracticeFür die Großbäckereien wurde der zusammenfassende Code of Practice vom internationalen Brotindustrieverband AIBI formuliert. Er enthält zahlreiche Empfehlungen für die Re-duzierung von Acrylamid, z. B. längere Fermentationszeiten bei Hefeteigen, Optimierung von Bräunungsgrad, Feuchtigkeit und Hitzeeinwirkung beim Backprozess, Auswahl geeigneter Backmittel. Wichtig ist dabei, dass die genannten Maßnahmen zwar von den Bäckern in Betracht gezogen werden müssen. Stehen sie jedoch den erwünschten Produkteigenschaften oder dem vertretbaren technischen Aufwand entgegen, gibt es keine Pflicht zu ihrem Einsatz. Eine Acrylamidreduzierung „um jeden Preis“ konnte also verhindert werden.
Eine Durchführungs-VO als „gesetzlicher Anker“Verbindlich werden die Codes of Practice dadurch, dass sie in eine Durchführungsverordnung der Kommission eingebunden werden, die „Commission Regulation (EU) on the application of codes of good practice to reduce the presence of acrylamide in food“. Die Kommission hat inzwischen die zweite Entwurfs-fassung dieser Verordnung veröffentlicht.
Die Durchführungsverordnung hat drei wesentliche Rege-lungsgehalte:1. Codes of Practice Wie der Titel des Gesetzes bereits aussagt, verankert das
Durchführungsgesetz die Codes of Practice in der europä-ischen Gesetzgebung. Dabei verweist die Durchführungs-verordnung dynamisch auf die Codes of Practice in ihrer jeweils aktuellen Form. Dadurch ist das Anforderungssystem bei Acrylamid flexibel und kann z.B. auf Änderungen in Praxis und Technik reagieren.
2. Signalwerte Ein wesentlicher (und für die betroffenen Branchen neuer)
Punkt ist die Ermittlung von Acrylamid-Messwerten im Rahmen eines Monitorings. Hiermit soll überprüft werden, ob die Acrylamidgehalte in Brot und Backwaren regelmäßig unterhalb der Signalwerte liegen bzw. ob Reduzierungs-
AutorAlexander Meyer-KretschmerGeschäftsführer des Verbandes Deutscher Großbäckereien e.V., Düsseldorf ©
AD
BW
19L E B E N S M I T T E L R E C H T
www.brotundbackwaren.de 06/2016
L E B E N S M I T T E L R E C H T
A n z e i g e
maßnahmen erfolgreich waren. Die Werte sollen von den Lebensmittelunternehmern ermittelt, von den Verbänden gesammelt und in regelmäßigen Abständen der EFSA zur Verfügung gestellt werden.
3. Monitoring Ein wesentlicher (und für die betroffenen Branchen neuer)
Punkt ist die Ermittlung von Acrylamid-Messwerten im Rahmen eines Monitorings. Hiermit soll überprüft werden, ob die Acrylamidgehalte in Brot und Backwaren regelmäßig unterhalb der Signalwerte liegen bzw. ob Reduzierungs-maßnahmen erfolgreich waren. Die Werte sollen von den Lebensmittelunternehmern ermittelt, von den Verbänden gesammelt und in regelmäßigen Abständen der EFSA zur Verfügung gestellt werden
Überzogene Probennahme, horrende KostenNoch in der ersten Entwurfsversion der Durchführungsverord-nung (genannt Rev. 1) hatte die Kommission für das Monitoring Vorstellungen formuliert, die nur als überzogen bezeichnet werden können. Konkret sollte für jede Sorte Backwaren, die in den Mitgliedsstaaten produziert wird, monatlich eine Bepro-bung auf Acrylamid vorgenommen werden. Führt man sich die erhebliche Größe des Backwarensortimentes und die Kosten einer Acrylamidprobe von ca. 180 € vor Augen, wären damit leicht zusätzliche Kosten im fünf- bis sechsstelligen Bereich auf jeden Betrieb zugekommen. Europaweit wären die Mehr-kosten für die Backwarenbranche in die Millionen gegangen.Zwar ist bekannt, dass Brot aus Sicht der Behörden wegen seiner hohen Verzehrsmenge eine Eintragsquelle für Acrylamid darstellen kann. Ebenso bekannt ist aber auch, dass der Löwen- anteil der Backwaren in der EU kaum messbare Gehalte an Acrylamid aufweist. Eine Untersuchungsquote, wie sie sich die
Kommission vorstellte, wäre also nicht nur maßlos teuer gewesen, sie hätte vor allem eine Unzahl von „Null-Befun-den“ erzeugt, die keinem Beteiligten weitergeholfen hätten. Zudem sollte die Probenziehung quasi querbeet erfolgen und das tatsächliche Acrylamidrisiko einzelner Produkt- gruppen völlig ausklammern.
Erfolgreiches Lobbying gegen sinnlose KostenGegen diesen ersten Entwurf sind daher die europäischen Großbäckerverbände Sturm gelaufen – mit Erfolg. Der zweite Entwurf der Durchführungsverordnung (Rev. 2) erlaubt zum einen ein risikogewichtetes Monitoring. Vor allem wird aber die erwartete Probenanzahl auf ein für den Zweck angemessenes Maß reduziert. In der Regel bedeutet das die Untersuchung einer Probe pro Produktkategorie, in Fällen erhöhten Acryl- amidaufkommens evtl. mehr.
FazitDie Durchführungsverordnung der EU-Kommission zeigt einmal mehr den Wert kontinuierlicher Verbandsarbeit und einer dauerhaften Beobachtung lang laufender Sachthemen auf. Selbst wenn sich – wie bei Acrylamid – über Jahre scheinbar wenig bewegt: Im Zweifelsfall kann nur eine rasche Reaktion der Verbände verhindern, das extrem hohe Kosten für unnötige Ausgaben gesetzlich festgelegt werden. Dies ist uns in diesem Fall gelungen.
Die Durchführungsverordnung hat nun eine aus Sicht der Großbäckereien akzeptable Form erreicht. Es bleibt abzuwar-ten, wie die Mitgliedsstaaten auf den Ansatz der Kommission reagieren, gleichzeitig die Signalwerte beizubehalten und den Reduzierungsansatz über Branchenleitlinien zu steuern. +++
MMMHH...MMMHH...MMMHH...
www.wpbakerygroup.com
WP Anzeige brotbackwaren 1216.indd 2 02.12.16 14:50

V E R L E I H U N G20
Eberhard-Paech-Preis 2016 verliehenPeter Becker erhielt in Berlin den Eberhard-Paech-Preis 2016 für seine Verdienste rund um das Thema Brot. Johann Lafer erhielt einen Sonderpreis.
+ Ende Oktober 2016 fand im Atrium der Deutschen Bank in
Berlin die Verleihung des Eberhard- Paech-Preises statt. Rund 150 Bran-chenvertreter folgten der Einladung. Der Preisträger, Peter Becker, ehemali-ger Präsident des Zentralverbandes des Deutschen Bäckerhandwerkes, er-hielt die Auszeichnung für seine he- rausragenden Leistungen rund um das Thema Brot und dessen Wertschät-zung weltweit. Peter Becker trug vor allem als Präsident des Bäckerhand-werks in den Jahren 2001 bis 2015 maßgeblich zu dem hohen Ansehen des deutschen Brotes und seiner Wert-schätzung als Kulturgut bei. Ihm war es stets ein großes Anliegen, den Ver-brauchern den Wert des Brotes als wichtiges Grundnahrungsmittel nahe-zubringen. Nicht nur konnte der „Tag des Deutschen Brotes“ erstmals durch sein Engagement im Jahre 2013 gefei-ert werden, es sei auch seinem Mitwirken zu verdanken, dass die „Deutsche Brotkultur“ im Dezember 2014 in das bundesweite Verzeichnis des immateriellen Kulturerbes aufgenommen wurde. Becker erklärte während der Preisver-leihung: „Ich bin außerordentlich glücklich und stolz, diesen Preis zu bekommen, dessen Bedeutung weit über das Bäcker-handwerk hinausgeht. Ich nehme diese Ehrung aber selbst-verständlich nicht nur für mich, sondern im Namen aller Kollegen, die mitgeholfen haben, und aller ehrenamtlicher Mitarbeiter entgegen. Ich habe in meinem Leben vier Berufe gehabt; doch nur als Bäcker habe ich diese unglaubliche
Leidenschaft für die Branche und das Produkt erfahren.“
Für die Zukunft des deutschen Bäcker-handwerks wünscht er sich drei Dinge: „Zunächst, dass wir genügend junge Leute für unseren wunderschönen Beruf begeistern, denn nur mit jungen Menschen können wir die Zukunft gestalten. Auch muss der Wert des Brotes in der Gesellschaft wieder den Stellenwert erlangen, den es verdient. Und zu guter Letzt, dass wir für unsere Ziele innerhalb der Branche – auch über das Bäckerhandwerk hinaus – ge-meinsam einstehen.“
Der Eberhard-Paech-Preis wird alle drei Jahre verliehen und ist mit 10.000 EUR dotiert. Der Preis ist eine der höchst-dotierten Auszeichnungen im Bereich Brot und Backwaren.
SonderpreisWährend der Veranstaltung erhielt zudem der Koch Johann Lafer einen Sonderpreis, der 2016 erstmals verliehen wurde. Der Unternehmer und Buchautor erhielt die Auszeichnung für seinen Einsatz für das Thema „Brot im Deutschen Fernsehen“. Lafer, unter anderem bekannt durch die Fernsehsendung „Deutschlands bester Bäcker“, erklärte, dass er den Beruf des Bäckers bewundert und respektiert. Er forderte das Bäcker-handwerk auf, für eine hohe Qualität zu kämpfen und die Produkte nicht unter Wert zu verkaufen. Dann würde es auch der Kunde würdigen. +++
++ Preisträger Peter Becker
++ Hartmut Grahn, Präsident der Vereinigung der Backbranche, übergab den Sonderpreis an Johann Lafer
++ Sponsor Klaus Fritsch, Johann Lafer, Regine Begatik und Peter Becker nach der Preisverleihung
© Z
entr
alve
rban
d de
s D
euts
chen
Bäc
kerh
andw
erks
© f
2m
© f
2m

V E R L E I H U N G
f2m food multimedia gmbhEhrenbergstr. 33 · 22767 Hamburg · Germany · [email protected] Phone: +49 40 39 90 12 27 · Fax: +49 40 39 90 12 29 · www.foodmultimedia.de
foto
lia.c
om ©
luki
v007
Hard copy, 280 pages, EUR 45 incl. VAT + handling/postage
Brand New!
The European Bakery Market - A comprehensive overview 2016

www.brotundbackwaren.de 06/2016
I N T E R V I E W22
+ Borchfeld: Herr Hottinger, wie sieht die Entwicklung auf dem Markt aus, was tut
sich zurzeit in Europa und weltweit?+ Hottinger: Die Zeiten des TK-Booms sind meiner Meinung nach vorbei. Es ist nun eher ein beständiges Wachstum und wir als Markt-führer in Deutschland haben z. B. 2015 rund 60 Spiral-Systeme an den Markt gebracht und auch dieses Jahr werden wir ca. 60 Einheiten verkaufen. Die Tendenz dabei ist, dass die Anlagen immer komplexer und größer werden. Der Kunde bestellt heute oft gleich mehrere Anlagen mit Anbindungen z. B. an die Lami-nieranlage oder den Ofen bzw. die Verpackung inklusive Fördertechnik. Wir liefern heute weniger einzelne Froster, sondern mehr Bausteine bei Turn- Key-Projekten, inklusive Beratung, Service und Planung für den Kunden.
+ Borchfeld: In welchen Ländern investiert die Backbranche im Moment?+ Hottinger: Wir betreuen im Moment viele Projekte im D-A-CH-Raum, aber auch in Skandinavien und England. In Polen ist die Nachfrage ebenfalls hoch. Generell wollen die Unternehmen mehr Backwaren produzieren und gleich-zeitig die Kosten senken. Daher werden die Anlagen immer
Froster – kommunikativer und komplexer Die Betriebe investieren in immer neue Kühl- und Gefriersysteme mit zunehmend höheren Kapazitäten. Dabei beobachtet Jochen Hottinger, Geschäftsführer der Heinen Freezing GmbH & Co. KG, Varel, wie die Nachfrage nach komplexeren Anlagen steigt.
umfangreicher und die Bandbreiten immer größer. Die Stundenleistung steigt, um wirt-schaftlicher arbeiten zu können. Der Trend zu Monoanlagen mit hohem Output kommt dabei aus den USA. Dort sind die Dimensionen im Vergleich zu Europa noch etwas größer.
+ Borchfeld: Mit was für Bandbreiten wird heute gearbeitet?+ Hottinger: Wir sehen, dass z. B. die Teigauf-arbeitungsanlagen heute breiter geworden sind, was das Teigband betrifft. Diesem Trend haben wir uns natürlich angepasst. Früher hat-te bei uns eine Standardanlage eine Bandbreite von 900 mm. Heute sind es 1.000 oder 1.200. In
der Planung haben wir heute eine Anlage mit einer Brand-breite von 1.300 mm.
+ Borchfeld: Das Thema Hygiene und Reinigung wird immer wichtiger. Was für Lösungen werden heute geboten?+ Hottinger: Wir bieten heute dem Kunden zentrale Reini-gungssysteme an. Dies war für die Kunden früher eine Option und heute ist es für den Mittelstand und die Industrie Standard. So ist sichergestellt, dass die Anlagen wirtschaftlich gereinigt werden können und gleichzeitig die hohen Lebensmittelhy-gieneanforderungen erfüllen. Wir beraten den Kunden beim
++ Grundsätzlich bestehen die meisten Teile bei Kühl- und Gefrier-systemen aus Edelstahl
++ Die Anlagen sind so konstruiert, dass sie gut zugänglich sind
++ Geschäftsführer Jochen Hottinger
© H
eine
n
© H
eine
n
© H
eine
n
2 3I N T E R V I E W
www.brotundbackwaren.de 06/2016
I N T E R V I E W
A n z e i g e
Thema Reinigung gleich am Anfang eines Projektes, da-mit z. B. keine Abflusspunkte vergessen werden und die ho-hen Lebensmittelhygieneanforderungen erfüllt werden.
+ Borchfeld: Auch bei den Themen Steuerung hat sich etwas getan?+ Hottinger: Das Sicherstellen der Kommunikation über verschiedene Schnittstellen ist heute kein Problem mehr. Wir kennen unsere Marktbegleiter wie z. B. Ofenbauer. Wenn der Kunde bei einem Projekt wünscht, mit einem bestimmten Anlagenbauer zusammenzuarbeiten, ist die Anpassung der Steuerung und der Schnittstellen für uns kein Problem.
+ Borchfeld: Wie wichtig ist das Thema „Kommunikation der Anlagen“ heute?+ Hottinger: In diesen Bereich investieren wir sehr viel, weil wir hier viel Dynamik sehen, besonders in letzter Zeit. Eine Anlage ohne Fernwartungsschnittstelle oder ohne Fernüber-wachung ist heute kaum mehr denkbar. So können wir dem Kunden Hilfestellung geben bei der Fehlersuche und über den Zustand der Anlage informieren, damit es nicht zu Aus-fällen der Maschinen kommt. Die Anwender brauchen heute intelligente Maschinen, damit sie sich auf die Produktion von Backwaren konzentrieren können und mit unseren Anlagen Geld verdienen können.
Genauso wichtig ist das Thema Vernetzung. Die Anlagen sind innerbetrieblich vernetzt, um Chargen- und Prozessin-formationen weiterzugeben. So kann z. B. die gesetzliche Forderung nach Rückverfolgbarkeit erfüllt werden, aber auch die wirtschaftlichen Forderungen. Der Hersteller möchte natürlich sehen, mit welchen Verbrauchswerten das Produkt hergestellt wird. Die Kunden wollen z. B. wissen, wie hoch der Stromverbrauch ist. Dabei hilft unser Energiemanage-ment-System in der Steuerung.
+ Borchfeld: Energieverbrauch ist natürlich gerade beim Kühlen und Frosten ein Thema.+ Hottinger: Um unsere Anlagen weiter zu optimieren, testen wir z. B. den Einsatz von neuen Ventilatoren, um den Stromverbrauch zu reduzieren. Aber auch bei Motorentypen gibt es Entwicklungen, genauso wie bei der intelligenten Steuerung, um die Wärmelast spezifisch zu steuern.
+ Borchfeld: Steigt die Nachfrage nach Frostern mit ver-stärktem Isoliergehäuse?+ Hottinger: Die Kunden achten schon darauf. 140 bis 150 mm ist dabei eine Standardgröße bei uns. Bei sehr großen Anlagen gehen wir auch auf 170 mm, auch aus statischen Gründen. Ein Trend ist das Vollverschweißen des Isolierge-häuses. So ist das Gehäuse nahezu unkaputtbar, auch bei starken Temperaturbelastungen und der Belastung mit ag-gressiven Reinigungsmitteln. Solche Gehäuse haben wir schon mehrfach installiert. Dabei muss die Anlage aller-dings vor Ort beim Aufbau verschweißt werden, was einen höheren Zeitaufwand bedeutet.
+ Borchfeld:: Was für Kapazitäten bieten Sie heute an?+ Hottinger: Dies ist einfach zu beantworten. Unsere kleinste Anlage kann rund 400 bis 500 kg Backwaren oder Teiglinge einfrieren – und nach oben, ganz ehrlich, gibt es keine Grenzen und wir schrecken nicht vor Forderungen nach einer Stundenleistung von 5 Tonnen und mehr zurück.
+ Borchfeld: Was sind Ihre Pläne für 2017?+ Hottinger: Wir wollen weiter wachsen und besonders in den USA und Kanada sehen wir viel Potenzial. Dies ist der nächste Markt nach Europa und dem Nahen Osten für uns.
+ Borchfeld: Herr Hottinger, vielen Dank für das Interview. +++
WIR LIEBEN DIE NATUR!Biologische-Backtrennmittel aus rein pfl anzlichen Rohstoffen.
DE-ÖKO-006EU-/Nicht-EU-Landwirtschaft
WIR LIEBEN DIE NATUR!Biologische-Backtrennmittel aus rein pfl anzlichen Rohstoffen.
Wir kriegen’s gebacken!U
NIF
ILLE
R-S
YS
TE
ME
BA
CK
TR
EN
NM
ITT
EL
SP
RÜ
H-S
YS
TE
ME
boyens backservice GmbH · Gildestraße 76-80 · 49479 Ibbenbüren · Telefon +49 (0) 54 51-96 37-0 · Telefax +49 (0) 54 51-96 37-16 · [email protected] · www.boyensbackservice.de
Alle BIO-Backtrennmittel von Boyens Backservice enthalten 100% pfl anzliche Öle aus kontrolliert biologischem Anbau und erfüllen alle strengen Anforderungen für ökologisch erzeugte Lebensmittel. Neben der Zertifi zierung und dem Bio-Siegel steht eine permanente Qualitätskontrolle der laufenden Herstellung für eine erstklassige Qualität unserer Backtrennmittel. Beson-ders effi zient, hygienisch und ökologisch verarbeiten Sie die BIO-Backtrennmittel mit unserem KEG-Mehrweg-Sprühkonzept. Mit Boyens Backservice wird Vision zur Wirklichkeit.
KEG-PREMIUM
DE-ÖKO-006EU-/Nicht-EU-Landwirtschaft
Anzeige_ Brot und Backwaren 184x87_122016.indd 1 05.12.16 13:23

www.brotundbackwaren.de 06/2016
M A N A G E M E N T 24
+ 1. Verurteilt worden sind die Angehörigen der Leitungs-ebene (!) des Unternehmens: Es wurde ausweislich
der Presseberichterstattung „der ehemalige Mehrheitseigner wegen Inverkehrbringens von nicht zum Verzehr geeigneten Lebensmittel zu einer Geldstrafe von 9.000 Euro (150 Tages- sätze à 60 Euro), verurteilt. (…) Beim ehemaligen Finanzge-schäftsführer betrug die Geldstrafe für die Hygieneverstöße 13.000 Euro (130 Tagessätze à 100 Euro). Der ehemalige Produktions- und Logistikleiter muss 9.200 Euro Geldstrafe (230 Tagessätze à 40 Euro) für das Inverkehrbringen der Ekel-Lebensmittel berappen.“
Das bedeutet, dass das Gericht die Grundsätze der sog. Ressortzuständigkeit auf Geschäftsführungsebene, die eigent-lich eine Aufgabentrennung garantieren soll, in diesem Fall nicht (mehr) anerkannt hat. Offenbar ist das Gericht davon ausgegangen, dass bei Kenntnis bestimmter Mängel der Grundsatz der Allzuständigkeit aller Mitglieder der Geschäfts-führung wieder auflebt.
2. Der Kern des Vorwurfs gegen die Geschäftsführungsriege läuft auf ein Organisationsverschulden hinaus. Wiederum in der Presse heißt es: „Die festgestellten Mängel seien nicht in erster Linie auf radikale Optimierungs- und Sparmaßnahmen zur Gewinnerzielung zurückzuführen gewesen, sondern in erster Linie auf Organisationsversagen und Untätigkeit. (…) Die Geschäftsführer hätten von den bei den Kontrollen aufgezeigten Mängeln Kenntnis gehabt, es aber unterlassen, ‚zu organisieren, kontrollieren und reagieren’, sprich die Produktion anzuhalten, die Mängel nachhaltig beseitigen zu lassen. (…) Die Reaktion habe sich allerdings darauf beschränkt, Kammerjäger zu engagieren oder Köder auslegen zu lassen: ‚Das war nicht nachhaltig.’“
Das bedeutet, dass das Landgericht die Verletzung einer Reak-tionspflicht der Geschäftsführungsebene bei Bekanntwerden von (gravierenden) Mängeln zum wesentlichen Grund für die Annahme strafbaren Verhaltens genommen hat. Das Landge-richt hat, noch weitergehend, die im Angesicht der bekannten Mängel beauftragten Korrekturmaßnahmen („Kammerjäger engagieren, Köder auslegen lassen“) als nicht ausreichend bzw. unzulänglich angesehen.
Damit hat das Landgericht den Grundsatz der Primärverant-wortung des Lebensmittelunternehmers betont, der auch bzw.
Müller-Brot und die Folgen – aus Sicht des Schädlingsmanagements Am 30.09.2016 hat das Landgericht Landshut unter dem Vorsitzenden Alfons Gmelch die Urteile im Strafverfahren gegen die ehemalige Leitungsebene von Müller-Brot verkündet. Auch wenn die schriftlichen Urteilsgründe noch nicht vorliegen, so kann den über die Presse bekannt gewordenen einschlägigen Äußerungen des Vorsitzenden doch schon viel Lehrreiches entnommen werden.
selbst bei Beauftragung von Drittdienstleistern besondere Be-achtung verdient. Es geht nicht an, sich mit Beauftragung (einer zudem unspezifischen „08/15-Maßnahme“) mehr oder weniger „aus der Sache zu verabschieden“ – den Unternehmer trifft in diesem Zusammenhang weiterhin eine Prüfungs- und Kontrollpflicht. Soweit Maßnahmen sich als unzulänglich oder unzureichend erweisen, sind wiederum Korrekturen gebo-ten, ggf. ist der Dienstleister zu wechseln, ein Sachverständi-ger einzubeziehen usw.
3. Besonders bemerkenswert erscheint, dass das Landgericht das alles innerhalb einer Vorschrift abgehandelt hat, die bekanntlich seit Längerem kontrovers diskutiert wird, § 11 Abs. 2 Nr. 1 LFGB. Hierzu heißt es in der Presse: „Detailliert auf die lebensmittelrechtlichen Vorwürfe eingehend, stellte Gmelch mit Nachdruck fest, dass die bei vier Kontrollen Ende 2011/Anfang 2012 festgestellten Mängel nicht an den Lebensmitteln selbst, sondern in der Produktionsräumen und -maschinen festgestellt worden seien. Gesundheitsgefährdende Lebensmittel seien nie in den Handel gelangt: ‚Es gab keine tote Schabe in einer Semmel, aber einmal eine tote Maus in einem abgetrennten Siloraum, weit von der Produktion ent-fernt.’ Was man fand, waren Mäusekot, Kakerlaken, Schimmel an den Anlagen, lebende und tote Schaben.“
Nach § 11 Abs. 2 Nr. 1 LFGB werden die Fälle der sog. „ekel- erregenden Lebensmittel“ behandelt, d. h. Fälle, bei denen die Umstände der Erzeugung, Lagerung oder des Feilbietens durch gravierende Hygieneabweichungen gekennzeichnet sind, die im Falle ihres Bekanntwerdens den Verbraucher davon abhalten würden, das jeweilige Lebensmittel zu ver-zehren. Auch wenn die Frage der Europarechtskonformität dieser Vorschrift seit Langem diskutiert wird – diese Vor-schrift wird angewandt; von Behörden und von Gerichten. Im Fall wissentlicher Verstöße ist eine Verletzung der Vor-schrift mit Freiheitsstrafe bedroht.
FazitDie Grundlagen eines erfolgreichen Schädlingsmanagements werden in baulicher und hygienischer Hinsicht gelegt – die Entscheidung in Sachen Müller-Brot führt dies anschaulich vor Augen. Je schlechter die bauliche und hygienische Aus-gangslage – desto größer der spätere Aufwand für die Schäd-lingsbekämpfung: mit dem entsprechenden Risiko des an-schließenden Scheiterns.

M A N A G E M E N T
Diane Industries
Diane Industries - More than just a tray ...
u r a n u s t r i +
EINE NEUE GENERATION VON ANTIHAFTBESCHICHTUNGEN
Silikonbeschichtung Antihaftbeschichtung aus drei Schichten fl uorierter
Polymere PTFE / PFA
TÜV-Zertifi zierung: LFGB - FDA. Getestet auf Lebensmitteltauglichkeit
und Metallmigration
Entdecken Sie unser gesamtes Sortiment auf :
WWW.DIANE-INDUSTRIES.COMZI du Champ du Roy - 8, rue Voltaire 02000 LAON ( FRANKREICH )Tel : + 33 (0) 3 65 90 00 23 E-mail : [email protected]
Spezialrahmen für problemloses Reinigen
der Backbleche.
Hintergrund : More than just a tray
Industries - More than just a tray ...
3 JAHRE GARANTIE AUF DIE
SCHWEISSNÄHTE

www.brotundbackwaren.de 06/2016
M A N A G E M E N T 26
Präventives, vorausschauendes Planen und Arbeiten sowohl im Hinblick auf bauliche als auch auf hygienische Aspekte ist in diesem Zusammenhang der wichtigste Baustein.
Im Hinblick auf bauliche Aspekte sind insbesondere zu erwähnen:+ Ausgewaschene, offene Fliesen erneuern bzw. Boden-
spalten verschließen usw.+ Offene Leitungsschächte abdichten+ Spalten an Türen abdichten+ Hohlräume und abgehängte Decken vermeiden+ Beschädigungen der Gebäudehülle beseitigen+ Verzicht auf Fassadenbegrünung und hochwachsendes
Strauchwerk im Außenbereich
Im Hinblick auf hygienische Aspekte sind insbesondere zu erwähnen:+ Regelmäßiges Entfernen von Produktresten an Maschinen,
Böden usw.+ Gut funktionierendes Abfallmanagement (!)+ Regelmäßige Reinigung von Abflüssen und Böden+ Regelmäßige Reinigung von Arbeitsgeräten, Maschinen
und Arbeitsflächen+ Regelmäßige Reinigung von Reinigungsgeräten
Was schließlich die organisatorische Seite betrifft, so sind insbesondere zu erwähnen:+ Konsequente Führung und Umsetzung der Reinigungs-
pläne+ Installation eines Schädlingsmonitoringsystems+ Durchführung von Wareneingangskontrollen auch im Hin-
blick auf Schädlinge+ Keine Lagerung von Ware im Außenbereich+ Benennung eines Mitarbeiters, der sich in die Thematik
Autoren
links: Dr. Gerhard Karg, Öffentlich bestellter und vereidigter Sachverständiger für Schädlingsbekämp-fung, Burgherrenstraße 17, D-67661 Kaiserslauternrechts: Rechtsanwalt Rochus Wallau, Oberer Taubentalweg Nr. 12 a, D-85055 Ingolstadt
Schädlingsmanagement einarbeitet+ Regelmäßige Betriebsbegehungen zum Thema Schädlinge
durch einen sachkundigen Mitarbeiter+ Sensibilisierung der übrigen Mitarbeiter für das Thema
Schädlinge+ Installation eines internen Meldesystems für den Fall des
Auftretens von Schädlingen
Das Eindringen von Schädlingen in einen Betrieb lässt sich niemals zu 100 % vermeiden. Aber die Vorkehrungen dahin-gehend, dass ein einmal aufgetretener Befall rasch und nach-haltig getilgt wird, können frühzeitig geschaffen werden. Das ist letztlich sogar eine Frage des „richtigen Rechnens“: Wer die baulichen Gegebenheiten und hygienischen Prozes-se gut organisiert, spart an später notwendig werdenden Kosten intensiver, aber erfolgloser Schädlingsbekämpfung, die dort endet, wo freiwillig in der Regel niemand sitzen möchte: auf der Anklagebank. +++
A n z e i g e
Der Luther Pass, die Torte und der Keks
• Mehr erfahren unter •
backweltblog.de

www.brotundbackwaren.de 06/2016
T A G U N G E N28
+ „Der Ruf nach Freiheit und Demokratie der Prager Botschaftsflüchtlinge 1989 ist für uns Großbäcker
eindringliche Mahnung zum Weiterbau am Haus der Euro-päischen Union und zum Bekenntnis gegen Neo-Nationa-lismus“, betont die Präsidentin des Verbands Deutscher Großbäcker Prof. Dr. Ulrike Detmers anlässlich der Jahres-hauptversammlung in Prag Anfang Oktober. Über einhundert Vertreter der Backbranche nahmen an der Veranstaltung teil. Präsentiert wurden während der Veranstaltung auch aktuelle Zahlen zum Lebensmittelmarkt in Deutschland. So wurde 2015 ein Gesamtumsatz zu Endverbraucherpreisen von 188.660 Mio. EUR erzielt. Im Sortimentsbereich Brot und Backwaren belief sich der Umsatz auf 18.291 Mio. EUR. 55 % des Gesamtumsatzes entfallen für 2015 auf das Bäcker-handwerk, der restliche Umsatz wurde im Lebensmittel- einzelhandel (42 %) und anderen Angebotsformen (3 %) erwirtschaftet (Quelle: Branchenfokus Brot- und Backwaren, Jahrgang 2016, eine Gemeinschaftsstudie von Dr. Susanne Eichholz-Klein und Nicole Röben, IFH Köln und BBE Handelsberatung GmbH). Das Produktportfolio der LEH- Lieferbäckereien und der Filialbäckereien, die der Verband repräsentiert, genießt beim Verbraucher nach wie vor hohe Wertschätzung.
KaufentscheidungenEine wachsende Zahl von Verbrauchern trifft Kaufentscheide verstärkt am Mehrfachnutzen, den ihnen Lebensmittel anbieten. Lebensmittel sollen gesundheitsfreundlich, nach-haltig und convenient sein. Mit ballaststoffreichen Vollkorn-produkten, Körner- und Saatenprodukten liefern Großbäcke-reien die gesundheitsorientierten Mehrwerte, die der Kunde sucht. Der Luther Pass, die Torte und der Keks Mehrwert gibt es mit Angeboten im stark wachsenden Out-of-Home-Market
Branchentreff in Prag Über einhundert Teilnehmer folgten der Einladung des Verbandes Deutscher Großbäckereien zur Jahreshauptversammlung in die tschechische Hauptstadt Prag.
mit Sandwiches, Smoothies und Take-away-Müsli-Bechern. Ökologische Nachhaltigkeit schaffen Großbäcker unter an-derem durch die Verarbeitung von Bio-Zutaten, verbrauchsar-me und umweltfreundliche Lieferfahrzeuge und Backtechnik und den Einsatz von recyclebarem Verpackungsmaterial.
Anlässlich des weiteren Rückgangs der Anbaufläche für Roggen in Deutschland wird es zunehmend wichtiger, über politischen Einfluss potenzielle Versorgungsengpässe bei regionalem Brotgetreide zu vermeiden. 616.000 Hektar Anbaufläche für Roggen in Deutschland im Jahr 2015 stehen 575.200 Hektar 2016 gegenüber. Das entspricht einem Hektarrückgang in einem Jahr von ca. 7 %. „Mit dem Rück-gang des Roggenanbaus drohen auch fachliche Kenntnisse verloren zu gehen, z. B. über verschiedene landwirtschaftliche Maßnahmen zur Verringerung des Befalls mit Mutterkorn“, hob Armin Juncker, Hauptgeschäftsführer des Verbands Deutscher Großbäcker, hervor. Kritisch betrachten Großbä-ckereien die Konzentration der Saatgutproduzenten. Ein weiterer Risikofaktor ist aus der Sicht der Großbäcker der starke Anstieg der Preise für Ackerland.
Der Zeitgeist ist grünDie Öko-Lebensmittelnachfrage wächst und Bioprodukte sind in. Großbäcker sehen es als ihre Aufgabe an, das Bio-Produkt-portfolio zu erweitern. Über diesen Weg beteiligen sich Großbäcker am Ausbau der ökologischen Landwirtschaft und am Schutz der Umwelt. Bio-Brote und Bio-Backwaren generell gelten zudem als weniger preissensibel beim Ver-braucher. Das ist deshalb so, weil höhere Preise für ökologi-sche Lebensmittel vom Verbraucher bewusst hingenommen werden, da in diesen Preisen Kosten für Wasserqualität, Bodenschutz, Biodiversität und Tierschutz enthalten sind.
++ Rund 100 Teilnehmer zählte die Tagung in Prag
© V
erba
nd D
euts
cher
Gro
ßbäc
kere
ien

29T A G U N G E N
www.brotundbackwaren.de 06/2016
T A G U N G E N
Den Fach- und Führungskräftemangel bekämpfen Großbä-ckereien durch marktgerechte Tarifentgelte, Bildungsinves-titionen, teamorientierte Personalführung und mobile Arbeits-organisation. „Investieren Sie Zeit, Geld und Geduld in die fachliche Qualifizierung von Frauen und Männern, die als Flüchtlinge eine Arbeitserlaubnis besitzen und machen Sie den Weg frei für Frauen ins Top-Management“, empfahl Verbandspräsidentin Prof. Dr. Ulrike Detmers beim Jahres-kongress in Prag.
VortragsveranstaltungNeben den Berichten über die Arbeit des Verbandes hatten die Teilnehmer noch die Gelegenheit, an einer Vortragsver-anstaltung teilzunehmen. So informierte Julien Huen, ttz Bremerhaven, über das FLOURplus-System. Beim dem Projekt sammeln Bäckereien verschiedenste Daten wie z. B. die Ergebnisse von Mehlanalysen, Rezepturen, Prozessdaten oder auch die Resultate von Backversuchen in der Bäckerei selber. Aus diesen verschiedenen Ergebnissen soll dann bis 2017 ein Algorithmus zur Produktionssteuerung entwickelt werden, um z. B. auf Veränderungen bei der Mehlqualität angemessen zu reagieren. Die Systemstruktur des Projektes befindet sich bereits in der Endphase und nun sollen die entsprechenden Parameter verknüpft werden, erklärte der Referent.
Der Autor und Karikaturist Tiki Küstenmacher sprach an-schließend über das Thema: „simplify your business – war-um die Zukunft besser ist, als wir denken“. Der evange-lisch-lutherische Pfarrer erklärte anhand von live gezeichne-ten Karikaturen, wie das Gehirn funktioniert und was für Auswirkungen es auf das Verhalten der Menschen hat. +++
++ Besuch der deutschen Botschaft in Prag: Präsidentin Prof. Dr. Ul-rike Detmers (rechts), der deutsche Botschafter Dr. Arndt Freiherr Freytag von Loringhoven, RA Alexander Meyer-Kretschmer, RA Armin Juncker und Vorstandsmitglied Alexander Heberer
++ Die Teilnehmer während des Besuches der deutschen Botschaft in Prag
© V
erba
nd D
euts
cher
Gro
ßbäc
kere
ien
© V
erba
nd D
euts
cher
Gro
ßbäc
kere
ien
Gretel Weiß zur Brotsenatorin ernanntGretel Weiß ist vom Verband Deutscher Großbäckereien während der Jahreshauptversammlung in Prag zur neuen Brotsenatorin ernannt worden. Weiß ist Herausgeberin der Wirtschaftsfachzeitschriften gv-praxis, food-service und Food-Service Europe & Middle East. Der Verband würdigte insbesondere die Verdienste von Weiß rund um die Themen Gastronomie und gutes Essen. Der stellver-tretende Chefredakteur der Lebensmittel Zeitung, Bernd Biehl, erklärte während der Verleihung, dass Brot für Gretel Weiß, die auf einem Bauernhof aufwuchs, schon immer Teil ihres Lebens gewesen sei. Die Brotsenatorin des Vorjahres, Mag. Hanni Rützler, lobte an Gretel Weiß, dass sie immer den Überblick über den sich ständig ändernden Markt bei Essen und Trinken habe. In ihrer Dankesrede betonte Gretel Weiß, dass Brot ein Stück Lebensqualität in Deutschland sei. Brot gehöre zum Kulturgut einer jeden Nation. Zudem habe Deutschland eine atemberaubende Vielfalt an Brot und Backwaren. Auch Burger, Pizza, Snacks und Sandwiches enthielten immer Brot als wertbestimmendes Element. Mit dem
Titel Brotsenator bzw. Brotsenatorin zeichnet der Verband Deutscher Großbäckereien Persönlichkeiten aus Wirtschaft, Forschung und Wissenschaft aus, die sich um das Produkt Brot verdient gemacht haben.
++ Die neue Ehrensenatorin im Deutschen Brotsenat, Gretel Weiß (2. v.l.), gemeinsam mit der Präsidentin des Verbandes Deutscher Großbäckereien, Prof. Dr. Ulrike Detmers, dem stellvertretenden Chefredakteur der Lebensmittel Zeitung, Bernd Biehl (r.), sowie Hauptgeschäftsführer Armin Juncker (l.)
© V
erba
nd D
euts
cher
Gro
ßbäc
kere
ien

www.brotundbackwaren.de 06/2016
T A G U N G E N30
Marktdaten und ZukunftsstrategienIn Berlin traf sich Ende September die Generalversammlung der FEDIMA, der europäischen Vereinigung der Backzutatenhersteller. Neben verbandsinternen Diskussionen ging es um die Entwicklung des Backwarenmarktes und mögliche Zukunftsstrategien.
++ Das Führungsteam der FEDIMA von links: Eric Valls (Puratos), Präsidentin Sophia Barbosa (AB Mauri) und Geschäftsführer Jean-Christophe Kremer
© f
2m
+ Sophia Barbosa, Präsidentin des europäischen Dach-verbandes der Backzutatenverbände, gab in einem
Statement auf der Pressekonferenz zur Generalversammlung der FEDIMA in Berlin die Richtung vor. Die Ernährung hat bei den modernen Verbrauchern einen hohen Stellenwert. Sie sind interessiert daran, woraus ihre Nahrungsmittel bestehen, kritisch und vernetzt. Barbosa: „Es sind die Verbrau-cher, die künftig darüber entscheiden, welche Rohstoffe in einem Brot verwendet werden.“ Das zeige auch die gerade erst beginnende Diskussion um den Einsatz und die Dekla-ration von Enzymen und sowohl die Backwarenbranche wie ihre Zulieferanten müssten sich darauf einstellen, wenn sie die Gunst der Verbraucher behalten oder sogar steigern wollten.
Das Thema „Gunst der Verbraucher“ griff auch Flip van Straaten auf. Der Unternehmensberater aus den Niederlanden konzi-piert gemeinsam mit den dortigen Bäckereiverbänden wie auch den belgischen Verbänden eine Aktion, die nachhaltig dem europaweit zu beobachtenden Trend sinkenden Brot-konsums entgegenwirken soll. Die geplante Aktion baut auf die bisherigen Aktivitäten der Verbände in Form von mehr-sprachigen Online-Plattformen und Videobotschaften, die in Belgien beispielsweise mit Radiospots beworben werden. Laut van Straaten wurden diese Kurzvideos mit Informationen von Medizinern, Ernährungsberatern, Bäckern, Wissenschaft-lern etc. innerhalb von sieben Monaten 1,2-Mio.-mal angesehen und reduzierten den Anteil der Brot kritisch gegenüberste-henden Verbraucher von 18,5 % auf 15 %.
Ideelle Unterstützung bekam van Straaten durch die britische Ernährungsberaterin und ehemalige Direktorin Global External Affairs bei Unilever. Sie empfahl, darauf einzugehen, dass Ernährung heute ein Teil des Lifestyles sei. Man erreiche die Verbraucher heute nicht mit den Argumenten der Anbieter, sondern deutlich besser durch Statements und Argumentationen „neutraler Quellen“ wie z. B. Wissenschaftler. Die Anbieter von Lebensmitteln müssen sich ihrer Meinung nach vermehrt darauf einstellen, dass als Folge wachsender Gesundheitskosten und wachsender Bedeutung von Nachhaltigkeit Regierungen in den nächsten Jahren verstärkt auf den Lebensmittelmarkt Einfluss nehmen.
Der Part, den Gästen der FEDIMA-Generalversammlung die reale Gegenwart in Form von Zahlen zu präsentieren, oblag Anne Fremaux vom französischen Marktforschungsinstitut GIRA. Auch sie erwartet in fast allen europäischen Ländern in den nächsten Jahren den Rückgang des Brotverzehrs. Ausnahmen können Griechenland, Tschechien und Spanien bilden. In Ländern wie Großbritannien, Irland, Schweden
und Bulgarien, wo bislang vor allem der Konsum von länger haltbaren, verpackten Broten dominiere, werde es dagegen eine Umschichtung hin zur Frischware geben, unabhängig davon, ob diese nun von handwerklichen Bäckern oder von Backstationen angeboten werde. Wachstum werde europaweit voraussichtlich auch Brot für das Fertigbacken zu Hause erfahren. Derzeit eher sinkende Umsätze zeigen laut Fremaux Sortimente, die sich an spezielle Diätformen anlehnen, wie Low Carb etc. Wachstum gebe es dagegen im „free-from“-Sorti- ment sowie bei Vollkornprodukten. Positiv wirke sich das wachsende Außer-Haus-Geschäft aus, weil dort viele Angebote auf Brot aufbauen. Große Aufmerksamkeit in fast allen Ländern findet laut Beobachtung von GIRA das Thema der Lebensmittelverschwendung sowie das Hervorheben lokaler Rohstoffe und lokaler Produktion, wobei die Verbraucher inzwischen sehr kritisch nachfragten, ob und wie viel tatsächlich lokalen Ursprungs sei. Bei den Vertriebswegen setzen sich laut Fremaux die seit einigen Jahren beobachtbaren Trends fort. Die traditionellen handwerklichen Bäcker verlieren an Marktbedeutung, moderne Handelsbäckereien inklusive Discountern und damit die industrielle Backwarenherstellung gewinnen Umsatz und Beachtung. Eine Ausnahme stellen die Bäckereiketten dar, die, egal ob handwerklich oder lediglich als Vertriebsmodell genutzt, sich europaweit im Aufwind befinden. Für alle Sparten stelle sich die Herausforderung, deutlich stärker als bisher die Herkunft von Rohstoffen und Verarbeitungsschritten zu kommunizieren. +++
T A G U N G E N
DirectDrive System Spiralen funktionieren, wie Spiralsysteme funktionieren sollten: mit reduzierter Bandspannung, verbesserter Produktausrichtung und erhöhter Lastkapazität. Dieses System eliminiert Overdrive und sorgt für einen zuverlässig reibungslosen Betrieb Ihrer geschäftskritischen Systeme ohne Unterbrechung.
Einfacherer Betrieb dank
DirectDrive™-System
Diese Technologie ist kein Luxus. Sie ist eine Notwendigkeit.
Steigerung der Effizienz
Zuverlässige Leistung
Geringere Gesamtbetriebskosten
Finden Sie Ihre Lösungen auf intralox.com.

www.brotundbackwaren.de 06/2016
T A G U N G E N32
Dialog auf hohem NiveauInsgesamt 94 Teilnehmer zog die 2. D-A-CH-Tagung nach Wädenswil (Schweiz) an die ZHAW*. Themen wie Getreideanalytik, Lebensmittelsicherheit und Ernährung standen dort ebenso auf dem Plan wie neue Erkenntnisse zu TK-Backwaren.
+Mit „Schweizer Präzision“, in einem klaren Stil führte Prof. Dr. Mathias Kinner durch die – wie sich Alfred
Mar in seinem Grußwort ausdrückte – Netzwerkveran-staltung, denn die D-A-CH-Tagung wird gemeinsam von 4 Verbänden organisiert und versteht sich als Plattform für den Wissensaustausch in den deutschsprachigen Ländern. Zu diesem Transfer trugen nicht nur die Vorträge bei, sondern auch die lebendigen und konstruktiven Diskussionen, die sich ihnen anschlossen, und natürlich die Pausengespräche.
Mit neuen Ansätzen zur Beurteilung der Backfähigkeit von Weizenmehl befasste sich Prof. Dr. Peter Köhler, Deutsche Forschungsanstalt für Lebensmittelchemie (DFA), Freising. Ausgangspunkt seiner Arbeit war, dass etablierte Kenn-
zahlen nicht mehr ausreichen, um die Backqualität von Weizenmehlen vorherzusagen (s. auch unseren Beitrag auf Seite 52).
Günter Henkelmann, Bayerische Landesanstalt für Land- wirtschaft, Freising, referierte über die Optimierung der Knetzeit bei Weizenteigen. Nach seinen Worten geht es darum, das Gefühl des Teigmachers in eine technische Lösung zu überführen. Durch die Optimierung der Knetzeiten könnten die Getreidesorten leichter verglichen und deren Backeigen-schaften besser differenziert werden.
Bisher nicht abschließend geklärt ist die Frage, durch welche Proteine die Non-Celiac Gluten Sensitivity (NCGS, Nicht-
© f
2m©
f2m
++ Begrüßten die Teilnehmer: Prof. Dr. Mathias Kinner (unten Mitte, ICC-Schweiz), Michaela Pichler (oben Mitte, ICC-International), Alfred Mar (oben rechts, ICC-Austria), Prof. Dr. Bärbel Kniel (unten rechts, AGF) und Prof. Michael Kleinert (VDB Schweiz), der in seiner Funktion als Leiter des Instituts für Lebensmittel- und Getränkeinnovationen auch die ZHAW vorstellte
33T A G U N G E N
www.brotundbackwaren.de 06/2016
T A G U N G E N
A n z e i g e
Zöliakie-Glutensensitivität) ausgelöst wird. Studien zufolge könnten Amylase-Trypsin-Inhibitoren (ATI) mitverant- wortlich sein. ATI soll in geringer Menge auch in Einkorn vorhanden sein. Ziel des Projekts, das Sabrina Geißlitz, DFA, vorstellte, war es, Daten über den ATI- und Gluten-Gehalt sowie die Proteinzusammensetzung der „alten“ Weizenarten Einkorn, Emmer und Dinkel im Vergleich zu Weich- und Hartweizen zu erheben.
Alfred Mar, ICC-Austria, Wien, erörterte die Herausforde-rungen, die sich mit der Produktion von Vollkornerzeugnissen ergeben, insbesondere in puncto Lebensmittelsicherheit. Bei Priorisierung der Lebensmittelsicherheit seien neue Maßstäbe bei der Definition von Vollkornprodukten anzulegen. Insbe-sondere sei eine teilweise Entfernung der äußeren Frucht-schalen zu akzeptieren, und die erweiterte Rohstoffpalette mit rekombinierten, aus verschiedenen Getreidepartien zusammengesetzten Vollkornmehlen und -schroten sei in die Definition miteinzubeziehen.
Mehr Sicherheit bei der Bestimmung des Glutengehalts war das Ziel der Projektarbeit, die Kathrin Schalk, DFA, präsen-tierte. Der wahre Gehalt werde in der Praxis häufig unter- oder überbestimmt, erklärte die Referentin. Als Alternative zu ELISA wurde daher am DFA eine neue, nicht immunche-mische Methode zur Glutenquantifizierung entwickelt.
Prof. Dr. Bärbel Kniel, biotask/Esslingen, stellte das bran-chenübergreifende Europäische Getreidemonitoring (EGM) zu Rückständen und Kontaminanten vor. Den „Kopf in den Sand zu stecken“, diese Strategie sei passé. Stattdessen leiste das EGM u. a. einen entscheidenden Beitrag zum Krisenma-nagement, akut, vor allem aber vorbeugend. 117 Mühlen aus Deutschland, 16 aus Österreich und 1 Mühle aus der Schweiz sowie 11 Händler/Erzeuger haben sich im abgelaufenen Getreidewirtschaftsjahr beteiligt.
Dem Problem des „Fadenziehers“, vielmehr der Detektion des auslösenden Bacillus spp., widmete sich Lars Fieseler, ZHAW/Wädenswil. Nach seinen Worten gibt es noch kein
Die D-A-CH-Tagung für angewandte Getreidewissen-schaften wird gemeinsam veranstaltet von der VDB Schweiz, der Arbeitsgemeinschaft Getreideforschung (AGF) Detmold sowie der ICC-Internationale Gesell-schaft für Getreidewissenschaften und -technologie in Österreich und der Schweiz. Die nächste D-A-CH-Tagung findet am 5. und 6. Oktober 2017 in Detmold (Deutsch-land) statt.
*ZHAW: Zürcher Hochschule für Angewandte Wissenschaften
www.zeppelin-systems.com
Zeppelin Systems GmbHMessenhäuser Straße 37-4563322 Rödermark, GermanyTel. +49 6074 691 - [email protected]
Was habe ich davon? Nur wer seinen Kunden diese Kernfrage überzeugend beantworten
kann, wird deren Geschäft nachhaltig nach vorne bringen. Die Teigtechnologie-Experten von
Zeppelin entwickeln ausschließlich nutzenorientierte Lösungen z. B. zu den Themen schnelle
Teigherstellung, Hygienekonzepte, automatisierte Qualitätssicherung oder wirtschaftliches
Revamping. Nutzen Sie die Vorteile einer intensiven Zusammenarbeit mit unseren Profis.
NutzeN sie ihreN vorteil
cost
saving
3 tons of cookie dough
per day and line
3 tons of cookie
dough per day and line
max. systemavailibility
max. system availibility
con
tro
l yo
ur
qu
alit
yco
st
sa
vin
g
low energy
input
control your qualitycleaning in place
cleaning inplace
low energy
input
Halle 4Stand E39
031401701_AZ-Interpack_2017_184x130mm_RZ.indd 1 13.12.16 12:01

www.brotundbackwaren.de 06/2016
T A G U N G E N34
standardisiertes Verfahren, um Bacillus spp. in Mehl nach-weisen zu können. In seinem Vortrag zeigte er die Entwick-lung einer solchen Methode auf, allerdings, das Projekt konnte noch nicht vollendet werden, daher sein Aufruf: „Um Anruf zur Weiterforschung wird gebeten.“
In der anschließenden Podiumsdiskussion wurde über „Food Safety in Cereal Processing“ diskutiert. Noch nie zuvor stünden so viele Informationen wie heute zur Verfügung, dennoch sei die Verunsicherung bei den Verbrauchern groß. Wie diese „Diskrepanz“ zu bewältigen sei, darauf hatte Prof. Kleinert in seinem Schlusswort eine Antwort: Erklären, erklären, er-klären und nicht aufhören zu erklären.
Nach der QS standen die Getreidezüchtung und TK-Back-waren u. a. am zweiten Veranstaltungstag im Vordergrund. Weizensorten für Tiefkühlteige war das Thema von Fabio Mascher, DEFR agroscope, Nyon/Schweiz. Er berichtete, dass viel Feuchtgluten bei TK-Teigen zu guten Ergebnissen führt, jedoch sinkt der Gehalt an Feuchtgluten in schweize-rischen Brotweizen seit einigen Jahren. Seine Studien mit Mehl aus neun Weizensorten ergaben, dass Top-Sorten zu stabileren, höheren Brotvolumina nach dem Gefrieren führen und ein hoher Proteingehalt sowie eine hohe Knetresistenz mit bes-seren Backergebnissen einhergehen. In der anschließenden Diskussion wurde die Frage beantwortet, welche Weizensorte für TK-Biobackwaren empfohlen werde: Molinera.
Die Mehlreifung scheint für die Herstellung von TK-Back-waren im Vergleich zu frischen Backwaren keine signifikant anderen Auswirkungen zu haben, erörterte Regine Schoen-lechner, BOKU – Universität für Bodenkultur, Wien. Ihre Studien hätten außerdem ergeben, dass die Erhebung der Stärkeverkleisterungseigenschaften (RVA) neben den Exten-sogrammkennzahlen sehr gut geeignet zu seien, die Quali-tätsanforderungen von aus tiefgefrorenen Teiglingen herge-stellten Backwaren zu erklären. Aus den Reihen der Teilnehmer kam zur Sprache, dass in den Monaten Februar, März das Getreide bzw. Mehl veränderte Teigentwicklungen bzw. Backergebnisse liefern würde, was in den letzten Jahren verstärkt auftreten würde.
Johannes Frauenlob, BOKU – Universität für Bodenkultur, Wien, nahm den Einfluss des Frostens auf die Qualität von TK-Teiglingen (vorgegarte Weizenteiglingen, ¾ Gare, Kern-temperatur: –15 °C) unter die Lupe. Die größten spezifischen Volumina wurden bei Frostung mit –40 °C erzielt, wobei
CO2-Frostung besser abschnitt als konventionelle Schock- frostung. Kryogene Frostung mit N2 bei –75 °C lieferte eben-falls noch Gebäcke mit zufriedenstellendem Volumen und zeichnet sich durch geringe Gefrierdauer aus. Temperaturen unter –100 °C hatten große Auswirkungen auf die Beschaf-fenheit des Teiges bzw. der Backwaren. Es bildeten sich Risse, die Qualität war nicht mehr annehmbar.
Ziel der Arbeit, die Claudia Vogel, DFA, Freising, präsentierte war es, eine Methode zur Charakterisierung des Proteinmo-difikationsgrades zu entwickeln, um Qualitätseigenschaften von Mehlen bei der Herstellung gezielt zu beeinflussen und somit bestimmte Produkteigenschaften zu erreichen. Zudem sollten funktionelle Veränderungen in Abhängigkeit von der Behandlung definiert werden.
Im Gegensatz zu Weizen besitzt Roggen einen geringen Anteil an Gluten. Seine gute Backfähigkeit erhält er durch quellfä-hige Arabinoxylane (AX) und Glycoproteine, die im sauren Milieu durch eine oxidative Gelierung ein verzweigtes Netz-werk bilden. Die Idee des Projekts von Denisse Bender, BOKU – Universität für Bodenkultur, Wien, ist es, das Prinzip künstlich in einem glutenfreien (GF-)Teig herbeizuführen durch Zusatz von isolierten AX und quervernetzenden Enzy-men. Abhängig vom verwendeten Mehl (Hirse, Buchweizen, Quinoa, Amarant, Sorghum) wurde die Teigstabilität positiv oder negativ beeinflusst. Aufbauend darauf sollen die AX- Isolate in backtechnologischen Versuchen auf ihren mögli-chen Einsatz in GF-Backwaren untersucht werden.
Eine Studie, bei der einerseits der Einfluss der Protein-größenverteilung von Mehlen und Glutenpräparaten und andererseits Korrelationen zwischen Parametern der Poren-struktur und der Textur untersucht wurden, erläuterte Prof. Dr. Mathias Kinner. Dafür wurden drei Mehle und vier Glutenpräparate ausgewählt und sowohl einzeln als auch in Kombination auf ihre Proteingrößenverteilung untersucht. Zusammengefasst können Aussagen über die Einflüsse von Weizenprotein-Untereinheiten (UE) auf ver-schiedene Brotqualitätsparameter gemacht werden. Diese sind jedoch stark abhängig von der Einteilung der UE, die in der Literatur für die Analyse der Proteingrößenverteilung mittels SDS-PAGE und nicht für die Elektropherotogramme der verwendeten LOAC-Proteinanalyse definiert sind. Dieser Aspekt wird in weiterführenden Studien zusammen mit einer Optimierung der Proteinextraktion nach Osborne untersucht. +++
© f
2m
++ (links) Blick vomZHAW-Gelände aufden Zürichsee

www.brotundbackwaren.de 06/2016
T A G U N G E N
An
zeig
e
N E W S + + N E W S + + N E W S
++ Zacharias-Preis: Die Sieger 2016
Einer der renommiertesten Branchenpreise des Bäcker-handwerks wurde auf der südback verliehen: der Zacha-rias. Die Auszeichnung von CSM Bakery Solutions würdigt herausragende Vermarktungskonzepte. Und das sind die Sieger: Sächsische Bäckerei Union mit Emil Reimann (Dresden), Reiß Beck (Kirchzarten) sowie Treichler Zuger Kirschtorten AG (CH-Zug). Einen Sonderpreis erhält der Öffentlichkeitsausschuss des Verbandes des Rheinischen Bäckerhandwerks und des Bäckerinnungs-Verbandes West- falen-Lippe. +++
++ Grüne Woche 2017 in Berlin: Neue Markthalle mit Streetfood
Vom 20. bis 29. Januar 2017 findet in Berlin die 82. Auflage der Internatio-nalen Grünen Woche (IGW) statt. Mehr als 1.600 Aussteller aus rund 70 Ländern sowie über 400.000 Fach- und Privatbesucher werden erwartet. Neu auf der IGW 2017 wird ein Aus-stellungsbereich mit Markthallen-At-mosphäre sein. Hier bieten die Aus-steller vom Streetfood bis zum Craft
Beer sowie kleine spezialisierte Manufakturen Produkte an. Veranstaltet wird die IGW von der Messe Berlin. Ideel-le Träger sind der Deutsche Bauernverband (DBV) und die Bundesvereinigung der Deutschen Ernährungsindustrie (BVE). +++
++ Deutscher Konditorenbund tagte in BerlinDer Deutsche Konditorenbund (DKB) tagte Anfang Okto-ber 2016 in Berlin. Geschäftsführerin Alexandra Melzer bezeichnete die Finanzlage des DKB als gut. Neben ver-schiedenen Anträgen und Beschlüssen über die Anpassung der Satzung standen auch Neuwahlen auf dem Tagungs-programm. Die Innungsmitglieder wählten Gerhard Schenk wieder zum Präsidenten des Verbandes. Vizepräsidenten sind Günter Asemann und Michael Wiecker. Im Vorstand sind vertreten: Peter Czudaj, Tobias Menge, Dirk Sterne-mann, Jörg Tapper und Klaus Vollmer. Die Teilnehmer wählten Thomas Eckhardt und Hubert Cordes zu den Kassenprüfern. Ihr Stellvertreter heißt Erich Mysliwietz. Der Vorsitzende des Arbeitskreises Ausbildung ist Johannes Becker. Ergänzt wurde die Mitgliederversammlung durch zwei Vorträge. Betriebsberater Jörg Becher informierte die Teilnehmer in seinem Vortrag über das Thema „Manipula-tionssichere Kassen“. Udo Pollmer sprach über den Gefah-renstoff Zucker und was hinter der Kampagne steckt. +++
©CS
M B
aker
y So
luti
ons
Mehr…

www.brotundbackwaren.de 06/2016
P R O D U K T I O N36
Vielseitig und leistungsstarkServoantriebe sorgen bei Brotschneidemaschinen für mittlere und große Betriebe für einen ruhigen Lauf der Anlage. Zudem lassen sich die Schnittstärken präzise einstellen.
+ Die Wuppertaler REGO HERLITZIUS GMBH bietet verschiedene Bäckerei- und Konditorenmaschinen an.
Für mittlere und größere Bäckereien hat das Unternehmen nun zwei Brotschneideanlagen überarbeitet. So lag der Fokus der Überarbeitung bei der Kreismessermaschine ROTEC 2000 auf den Bereichen Vielseitigkeit, Leistungsstärke, Langlebigkeit und Hygiene. Die Kreismessermaschine mit einer Schnitt-leistung von 150 bis 300 Scheiben pro Minute bietet in der neuen Version dem Anwender mit ihrem kontinuierlichen Einlauf flexible Einsatzmöglichkeiten bei unterschiedlichen Produkten.
So besteht zum Beispiel die Möglichkeit, mit der ROTEC 2000 kontinuierlich bis zu sechs Bahnen Brotchips oder Cantuccini in dünne Scheiben von 1,5 mm zu schneiden. Bei einer Leis-tung von 300 U/min ergibt sich so eine Ausbringung von bis
zu 1.800 Brotchipsscheiben pro Minute. Die Modulbauweise erlaubt dem Anwender eine Standardmaschine, so auch die ROTEC 2000, mit vor- oder nachgeschalteten Modulen wie einem Brotmagazin im Einlauf, mehrbahnigen Auslaufbän-dern oder anschließenden Vibrationstischen im Maschinen-auslauf, auf denen die Scheiben vereinzelt werden, zu kom-binieren.
In der neuen Version ist die ROTEC 2000 mit einem Servo-antrieb ausgestattet. Diese Antriebstechnik erhöht einerseits wegen eines verringerten mechanischen Verschleißes im Antriebsbereich die Lebensdauer der Maschine. Andererseits sorgt der Servoantrieb für einen ruhigeren, runderen Lauf der Maschine und damit indirekt auch für eine noch größere Flexibilität und Präzision bei der Einstellung der Schnitt-stärken. Die neue Anlage ist gegenüber ihrem Vorgänger-
++ Neue Version der Kreismessermaschine ROTEC 2000
++ Der Schnittbrotautomat ROTEC 3000 SBA kann bis zu 600 Brotscheiben pro Minute schneiden
© R
EGO
HER
LITZ
IUS
© R
EGO
HER
LITZ
IUS
www.brotundbackwaren.de 06/2016
P R O D U K T I O N
An
zeig
e
P R O D U K T I O N
modell im Design stark verändert. Die Bauweise zielt darauf, dass die Anlage durch gute Zugänglichkeit aller relevanten Maschinenteile leicht zu reinigen und zu warten ist. Das Kreis-messer verfügt zudem über eine von REGO HERLITZIUS mitentwickelte antibakterielle Teflon-Antihaft-Beschichtung. Messerwechsel sind einfach durchführbar, da das Kreis-messer einfach zugänglich ist. Zur Sicherheit im Betrieb sind alle Hauben mechanisch und elektrisch gesichert. Bei Produktmangel sorgt eine integrierte Lichtschranke dafür, dass die Maschine automatisch abschaltet. Wie das Vorgän-germodell ist auch die neue Version der ROTEC 2000 für semi-industrielle Anwender und größere Backbetriebe zur Bedienung mit einem 5,7’’ Color Touchscreen Display sowie einer drahtlosen Funkfernbedienung ausgestattet.
SchnittbrotvollautomatikDer Schnittbrotautomat ROTEC 3000 SBA ist in einer neuen Sonderausführung verfügbar. In dieser Version kann der Automat bis zu 380 Einzelscheiben aus einem Strang schneiden, diese singulär ausbringen und nachfolgend in einer Schlauchbeutelmaschine verpacken. Um diese Lösung zu ermöglichen, haben die Ingenieure des rheinischen Backmaschinenspezialisten eine rotationsunabhängige Schnittgeschwindigkeit sowie eine interpolierende Servo-antriebstechnik entwickelt, die bis zu acht Servoachsen koordiniert. Die Rotec 3000 SBA kann bis zu 600 Brot-scheiben pro Minute schneiden und bietet mit dem inte- grierten Portioniermodul eine Verarbeitungskapazität von bis zu 118 Brotpaketen in der Minute. Damit ist der Automat auf die Anforderungen semi-industrieller Anwender und Großbäckereien ausgelegt. Variable Schnittstärken sowie die gewünschte Anzahl an Brotscheiben pro Paket lassen sich über ein 17“ Touch Screen Panel speichern und bei einem Chargenwechsel jederzeit aufrufen.
Auch bei der ROTEC 3000 SBA können auf Kundenwunsch diverse Module eingesetzt werden. So kann dem Schneide-modul beispielsweise zur automatischen Zuführung der Brotstränge ein Brotmagazintisch vorgeschaltet werden. Ebenso ist der Einsatz eines Infrarot-Entkeimungs-Moduls vor dem Schneideprozess möglich. Die Konfiguration der ROTEC 3000 SBA basiert im Schneidemodul auf der Kreis-messermaschine ROTEC 3000, mit der Strangbrote jeglicher Form, egal ob freigeschoben oder im Kasten gebacken, in variablen und exakten Stärken geschnitten werden können. Eine rotationsunabhängige, entkoppelte Schnittgeschwin-digkeit des Kreismessers ermöglicht das Aufschneiden von Brotsträngen mit sehr unterschiedlichen Konsistenzen und Frischegraden nach dem Abkühlprozess. Eine variable Beölungseinheit erlaubt eine sparsame, brotsortenabhän-gige Programmierung der jeweils optimalen Ölmenge zur Beölung des Kreismessers. Sämtliche Bauteile und Module wurden hinsichtlich ihrer Anordnung und Beschaffenheit unter hygienischen Aspekten optimiert. In der Praxis bedeutet dies, dass alle Komponenten gut zugänglich und somit einfach und schnell zu reinigen und zu warten sind. +++
Weniger…

www.brotundbackwaren.de 06/2016
V E R P A C K E N38
+ Die „Ofen Schnecke“ gehört zu den Verkaufsschlagern der M-Back GmbH, die das Unternehmen für den
Markenartikler Meggle herstellt. Die Kleingebäcke aus Blätter-teig werden als Kühlprodukte angeboten und vom Verbraucher aufgebacken. Zwei Sorten gibt es. Variante 1 ist mit einer Kombination aus Hirtenkäse und frischen Kräutern gefüllt, Variante 2 mit Hirtenkäse und Spinat. Alle Ofen Schnecken werden in Tiefziehschalen mit jeweils zwei oder drei Stück Inhalt und Füllgewichten von 180 und 300 g verpackt.
Produktbestandteile in den SiegelnähtenNachdem die Ofen-Schnecken zunächst nur in das europäische Ausland geliefert worden waren, sind sie seit Frühjahr 2016 auch auf dem deutschen Markt erhältlich. Beim Verpacken der empfindlichen Blätterteigwaren gelangen häufig Produkt-bestandteile in die Siegelnähte der Schalen. Diese können undichte Stellen verursachen, durch die Schutzgas entwei-chen und Feuchtigkeit einziehen kann. In seltenen Fällen treten durch äußere Einflüsse auch Löcher in der Folie auf. Werden solche fehlerhaften Verpackungen nicht aus dem Verkehr gezogen, können Haltbarkeit und Erscheinungsbild der Kühlprodukte beeinträchtigt werden.
Auf der Suche nach der undichten Stelle M-Back nutzt ein neues Inline-System zur Leckagedetektion bei MAP-Verpackungen. Im Zwei-schichtbetrieb kontrolliert das System pro Stunde 3.500 Verpackungen der „Ofen Schnecke“.
„Früher machten wir bei den kleineren Chargen eine Sicht-kontrolle“, erklärt Marcel Schwebler, Abteilungsleiter Verpackung bei M-Back. „Dieses Verfahren war angesichts des stark gesteigerten Ausstoßes nicht mehr praktikabel. Also haben wir nach einer vollautomatischen Lösung für die Qualitätskontrolle gesucht, die absolut zuverlässig ist.“
M-BackIn Gebesee bei Erfurt ist der Sitz und Produktions- standort der M-Back GmbH. Thüringens größter Back-warenhersteller bietet TK- und Kühlprodukte an. M-Back wurde 2009 gegründet und gehört mehrheit-lich zur Molkerei Meggle (Wasserburg), die zugleich ein Hauptabnehmer des Unternehmens ist. Mit über 300 Mitarbeitern werden jährlich mehrere 100 Mio. Baguettes und Brötchen produziert zur Auslieferung an Großhandel und LEH, Gastronomie und Gemein-schaftsverpflegung. Dabei tritt M-Back im Markt nicht mit eigener Marke auf, sondern produziert Handels- und Eigenmarken seiner Kunden. (www.mback.de)
++ Marcel Schwebler, Abteilungs-leiter Verpackung bei M-Back
++ Das Inline-System wurde am Ende der Verpackungslinie integriert
++ Häufig gelangen Bestandteile der Backwaren in die Siegelnähte
++ Eine Schalenverpackung unter dem Kontrollarm mit Sensorkopf
++ Die „Ofen Schnecke“ stellt M-Back in zwei Sorten für den Markenartikler Meggle her
++ Mit Bandgeschwindigkeiten bis 30 m/min passieren die Schalenverpackungen das Kontrollsystem
© Is
hida
© Is
hida
© Is
hida
© Is
hida
© Is
hida
© M
eggl
e

www.brotundbackwaren.de 06/2016
V E R P A C K E N
An
zeig
e
V E R P A C K E N
Quasi zeitgleich brachte Ishida AirScan ein neu entwickeltes System für die Leckagedetektion bei MAP-Verpackungen zur Marktreife, für das sich M-Back entschied.
Leckagen in Millisekunden findenDie Lösung arbeitet mit Lasertechnologie und erfasst aus-tretendes Kohlendioxid, das in den meisten MAP-Verpa-ckungen für Lebensmittel enthalten ist. Für den Check braucht sie pro Schale weniger als 20 Millisekunden. Lö-cher bis zu 0,3 mm Durchmesser bei Geschwindigkeiten von 180 Verpackungen pro Minute werden detektiert. Anders als Siegelnahttester arbeitet das Prüfverfahren ohne Druck-ausübung und damit zerstörungsfrei. Eine Modifikation der Förderanlage ist für die Installation des Inline-Systems nicht notwendig.
M-Back installierte das Prüfsystem im April 2016. Ihren Platz fand die Maschine am Ende der Verpackungslinie, zwischen weiteren Kontrollsystemen und der Etikettierung. Rund drei Prozent der Verpackungen werden als undicht erkannt, mittels einer Luftdüse ausgeschieden und in eine Sammelkammer befördert zur anschließenden Neuverpa-ckung. Die Vorgabe von M-Back war die sichere Identifi-kation von Leckagen ab 0,4 mm Durchmesser. Dass das auch eingehalten wird, wird regelmäßig überwacht. Dazu werden Verpackungen mit einer entsprechenden Nadel angestochen und getestet. „Wir finden aber definitiv sogar noch kleinere Löcher“, berichtet Marcell Schwebler. „Zur Veranschaulichung: Beim Eintauchen der beanstandeten Verpackungen im Wasserbad ist kein Gasaustritt zu beob-achten. Im Labor können wir aber die veränderte Zusam-mensetzung der Gasmischung nachweisen.“
3.500 Verpackungen pro StundeIm Zweischichtbetrieb kontrolliert das Prüfsystem aktuell 3.500 Ofen-Schnecken-Verpackungen pro Stunde, was einer Bandgeschwindigkeit von 30 m/min entspricht. Für den Produktwechsel sind keine Änderungen erforderlich, einzig der höhenverstellbare Kontrollarm mit dem Sensorkopf muss mitunter den unterschiedlichen Verpackungshöhen angepasst werden. Die Trockenreinigung vor und nach jeder Produktionscharge passiert binnen zehn Minuten. Alle ge-sammelten Produktionsdaten lassen sich als Schichtberichte ausdrucken. Künftig will M-Back das Prüfsystem in eine Produktionsauswertungssoftware einbinden. +++
++ Heftiger Ausschlag im Diagramm: Der Monitor signalisiert eine undichte Verpackung
© Is
hida
Deshalb…
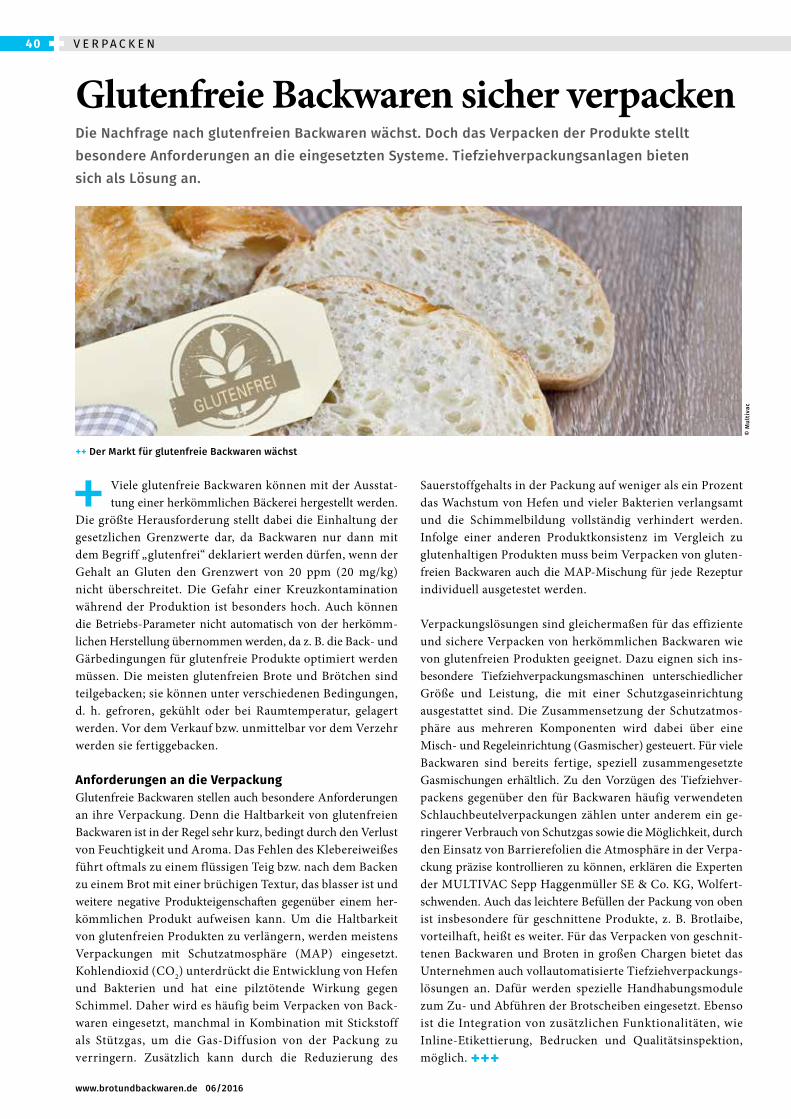
www.brotundbackwaren.de 06/2016
V E R P A C K E N40
+ Viele glutenfreie Backwaren können mit der Ausstat-tung einer herkömmlichen Bäckerei hergestellt werden.
Die größte Herausforderung stellt dabei die Einhaltung der gesetzlichen Grenzwerte dar, da Backwaren nur dann mit dem Begriff „glutenfrei“ deklariert werden dürfen, wenn der Gehalt an Gluten den Grenzwert von 20 ppm (20 mg/kg) nicht überschreitet. Die Gefahr einer Kreuzkontamination während der Produktion ist besonders hoch. Auch können die Betriebs-Parameter nicht automatisch von der herkömm- lichen Herstellung übernommen werden, da z. B. die Back- und Gärbedingungen für glutenfreie Produkte optimiert werden müssen. Die meisten glutenfreien Brote und Brötchen sind teilgebacken; sie können unter verschiedenen Bedingungen, d. h. gefroren, gekühlt oder bei Raumtemperatur, gelagert werden. Vor dem Verkauf bzw. unmittelbar vor dem Verzehr werden sie fertiggebacken.
Anforderungen an die Verpackung Glutenfreie Backwaren stellen auch besondere Anforderungen an ihre Verpackung. Denn die Haltbarkeit von glutenfreien Backwaren ist in der Regel sehr kurz, bedingt durch den Verlust von Feuchtigkeit und Aroma. Das Fehlen des Klebereiweißes führt oftmals zu einem flüssigen Teig bzw. nach dem Backen zu einem Brot mit einer brüchigen Textur, das blasser ist und weitere negative Produkteigenschaften gegenüber einem her-kömmlichen Produkt aufweisen kann. Um die Haltbarkeit von glutenfreien Produkten zu verlängern, werden meistens Verpackungen mit Schutzatmosphäre (MAP) eingesetzt. Kohlendioxid (CO2) unterdrückt die Entwicklung von Hefen und Bakterien und hat eine pilztötende Wirkung gegen Schimmel. Daher wird es häufig beim Verpacken von Back-waren eingesetzt, manchmal in Kombination mit Stickstoff als Stützgas, um die Gas-Diffusion von der Packung zu verringern. Zusätzlich kann durch die Reduzierung des
Glutenfreie Backwaren sicher verpacken Die Nachfrage nach glutenfreien Backwaren wächst. Doch das Verpacken der Produkte stellt besondere Anforderungen an die eingesetzten Systeme. Tiefziehverpackungsanlagen bieten sich als Lösung an.
Sauerstoffgehalts in der Packung auf weniger als ein Prozent das Wachstum von Hefen und vieler Bakterien verlangsamt und die Schimmelbildung vollständig verhindert werden. Infolge einer anderen Produktkonsistenz im Vergleich zu glutenhaltigen Produkten muss beim Verpacken von gluten-freien Backwaren auch die MAP-Mischung für jede Rezeptur individuell ausgetestet werden.
Verpackungslösungen sind gleichermaßen für das effiziente und sichere Verpacken von herkömmlichen Backwaren wie von glutenfreien Produkten geeignet. Dazu eignen sich ins-besondere Tiefziehverpackungsmaschinen unterschiedlicher Größe und Leistung, die mit einer Schutzgaseinrichtung ausgestattet sind. Die Zusammensetzung der Schutzatmos- phäre aus mehreren Komponenten wird dabei über eine Misch- und Regeleinrichtung (Gasmischer) gesteuert. Für viele Backwaren sind bereits fertige, speziell zusammengesetzte Gasmischungen erhältlich. Zu den Vorzügen des Tiefziehver-packens gegenüber den für Backwaren häufig verwendeten Schlauchbeutelverpackungen zählen unter anderem ein ge-ringerer Verbrauch von Schutzgas sowie die Möglichkeit, durch den Einsatz von Barrierefolien die Atmosphäre in der Verpa-ckung präzise kontrollieren zu können, erklären die Experten der MULTIVAC Sepp Haggenmüller SE & Co. KG, Wolfert-schwenden. Auch das leichtere Befüllen der Packung von oben ist insbesondere für geschnittene Produkte, z. B. Brotlaibe, vorteilhaft, heißt es weiter. Für das Verpacken von geschnit-tenen Backwaren und Broten in großen Chargen bietet das Unternehmen auch vollautomatisierte Tiefziehverpackungs-lösungen an. Dafür werden spezielle Handhabungsmodule zum Zu- und Abführen der Brotscheiben eingesetzt. Ebenso ist die Integration von zusätzlichen Funktionalitäten, wie Inline-Etikettierung, Bedrucken und Qualitätsinspektion, möglich. +++
++ Der Markt für glutenfreie Backwaren wächst
© M
ulti
vac

41N E W S + + N E W S + + N E W S
www.brotundbackwaren.de 06/2016
V E R P A C K E N
A n z e i g e
+ „Das Verkaufspersonal in den Bäckereien ist die Schnittstelle zwischen den Backzutatenherstellern in
der Kommunikation mit den Verbrauchern. Bäckereifach-verkäuferinnen werden täglich mit den verschiedensten Fragen zu den Inhaltsstoffen von Brot und Backwaren kon-frontiert“, erklärt Christof Crone, Vorstandsvorsitzender und Geschäftsführer des Wissensforum Backwaren e.V. und Geschäftsführer des Backzutatenverbandes e.V. Um sie dabei zu unterstützen, kompetente Antworten auf die Fragen der Verbraucher zu Backzutaten geben zu können, wurde der früher in Papierform existierende Katalog mit den häufigsten Fragen (englisch Frequently Asked Questions – FAQ-Bereich) an die Bäckereifachverkäufer/innen überarbeitet und in einem praxistauglichen Fragen-Antworten-Katalog in digitaler Form auf der Website zusammengefasst. Wesentlich unterstützt wurde dieses Vorhaben von der Ernährungsberaterin Barbara Krieger-Mettbach. So kann das Verkaufspersonal den Kunden nun schnell und kompetent beantworten, worin z. B. der Unterschied zwischen einem Mehr- und einem Vollkornbrot besteht oder was man unter einem Backmittel versteht.
Eine weitere Besonderheit der Website ist ihr Responsive Design. Die neue Website passt sich Endgeräten aller Art in ihrem Aussehen an und lässt sich auf diese Weise durch Kassensystemanbieter sogar in browserbasierte Kassen ein-binden. Somit wird das Verkaufspersonal an der Kasse in die Lage versetzt, auch während seiner Tätigkeit direkten Zugriff auf die FAQs zu haben. Einer der ersten Test-User war Markus Pumberger, Bäckermeister aus dem oberösterreichischen Niederkappel. Neben der Anwendung im Kundengespräch
Transparenzoffensive soll weiter aufklären Das Wissensforum Backwaren e.V. stellte die Webseite www.wissenwasschmeckt.de im neuen Responsive Design mit integriertem FAQ-Bereich vor. Sie soll dazu beitragen, das Verkaufspersonal in den Bäckereien zu informieren und Fachwissen verständlich zu vermitteln.
++ Der Vorstand des Wissensforums Back-waren (v.l.: Stellver-treter Karl Schmitz, Christof Crone, Vor-sitzender des Vor-stands, und Stellver-treter Gerrit Rosch) präsentiert das neue Signet für die Mit-glieder des Backzu-tatenverbandes©
f2m
wird er die Website zukünftig auch für Mitarbeiterschulungen einsetzen. „Wer offen aufklärt, bekommt auch Verständnis von seinen Kunden“, so die Devise von Markus Pumberger.
Signet für MitgliederEbenfalls neu vorgestellt wurde ein Signet für Mitglieder des Backzutatenverbandes e.V. Ziel des Backzutatenverbandes ist es, seinen Mitgliedsunternehmen künftig zu ermöglichen, ihre Mitgliedschaft im Verband auch wirkungsvoll nach außen dokumentieren zu können. Der transparente Aufsteller symbolisiert nicht nur die Zugehörigkeit zum Verband und die Verbundenheit mit dem Branchennetzwerk, sondern stellt auch ein Qualitätsmerkmal dar: Alle Mitglieder des Backzu-tatenverbands verfügen über die neuesten Informationen bezüglich des geltenden Lebensmittelrechts und wenden die Best Practice in der Herstellung an. Qualitätsrichtlinien im Produktionsprozess werden selbstredend eingehalten. +++

www.brotundbackwaren.de 06/2016
M A R K T42
Ethische Ernährungsweisen Religionen und Weltanschauungen beeinflussen und prägen unsere Ernährungsformen. Dr. Bernd Meyer gibt einen Überblick zu jüdischen und muslimischen Speisegesetzen, vegetarischer Ernährung und dem Trend „frei von“.
+ Die Nahrung muss sowohl die energetischen als auch die stofflichen Erfordernisse des menschlichen Körpers
erfüllen. Daher ist der Mensch auf eine mehr oder weniger regel-mäßige Nahrungsaufnahme angewiesen. Er kann nicht – anders als manche Tiere – für mehrere Monate „auf Vorrat“ essen.
Ein weiterer wesentlicher Punkt ist die Erhaltung der Gesundheit, die an die Nahrungsaufnahme zusätzliche Anforderungen stellt wie beispielsweise nicht zu einseitige Kost. Das ist zwar alles bekannt, dennoch hungern einerseits laut UN-Angabe derzeit rund 800 Mio. Menschen, andererseits gibt es heute so viele übergewichtige Menschen wie nie zuvor und ihr Anteil von ca. 50 % der Gesamtbevölkerung in westli-chen Staaten ist beträchtlich. Eine Folge davon sind sogenannte Zivilisationskrankheiten wie hoher Blutdruck, Herz-Kreislauf- Erkrankungen und Diabetes. Daher gibt es viele Diskussionen über den Gesundheitswert unterschiedlicher Lebensmittel bzw. Ernährungsweisen.
Ein weiterer Gesichtspunkt befasst sich mit dem Stoff- und Energieaufwand bei der Erzeugung von Lebensmitteln, wobei der Aufwand für Fleisch wesentlich höher ist als für pflanzliche Nahrung. Nicht vergessen werden darf auch ein Blick auf den zunehmend wichtiger werdenden Wasserbedarf zur Herstellung der Lebensmittel.
ErnährungsformenEs gibt aber verschiedene Ernährungsformen (die Anzahl ist in den letzten Jahren gestiegen), deren Motivation kaum oder gar nicht in solch medizinischen oder wirtschaftlich-
ökonomischen und ökologischen Überlegungen begründet ist. Sie basieren vielmehr auf religiösen Vorschriften oder auf Gesichtspunkten des Tierschutzes und auf humanitären Lebensweisen. Dabei wird teilweise auch der Einklang mit dem Schutz anderer Lebewesen aus Respekt/Ehrfurcht vor deren Lebensrecht angestrebt. Solche Ernährungsweisen sind unter den Bezeichnungen „Koscher“, „Halal“, „Vegeta-rismus“ oder „Veganismus“ bekannt.
Jüdische und muslimische SpeisegesetzeVon den religiös begründeten Einschränkungen der Ernährung sind bei uns wohl die bekanntesten „Koscher“ und „Halal“. Selbst im deutschen Sprachgebrauch hat sich die Redewendung „nicht ganz koscher“ für etwas Bedenkliches eingebürgert. So wie sich die beiden monotheistischen Religionen Judentum und Islam aus gemeinsamen Wurzeln herleiten, so überschnei-den sich in Teilbereichen auch die Forderungen an „Koscher“ bzw. „Halal“, wie etwa das Verbot von Schweinefleisch.
Beide Ernährungsformen sind wesentlich einschränkender als die für katholische Christen bekannte Vorschrift, am Freitag auf Fleischgenuss zu verzichten, die überdies heute von vielen ignoriert wird.
Nach den jüdischen Speisegesetzen (hebräisch: Kaschrut) werden Lebensmittel in solche eingeteilt, die für den Verzehr erlaubt sind (→ koscher), und in solche, die nicht erlaubt sind (→ nicht koscher; dazu gehört Schweinefleisch). Die Speisege-setze selbst haben ihre Grundlage in der Thora, den Büchern Moses, und wurden von Rabbinern weiterentwickelt.1)
123r
f.com
© le
nyva
vsha
/aqu
ir
43M A R K T
www.brotundbackwaren.de 06/2016
M A R K T
A n z e i g e
So wird zwischen erlaubten und nicht erlaubten Tieren unter-schieden und es gibt ein Verbot des Blutgenusses. Das hat zur Folge, dass die warmblütigen koscheren Tiere geschächtet werden müssen, damit das Blut der Tiere möglichst vollständig herausfließt. Dabei werden die Tiere mit einem speziellen Messer mit einem einzigen großen Schnitt quer durch die Halsunterseite getötet. Dabei soll das Tier nicht leiden müssen. Allerdings ist das Schächten vom Standpunkt des Tierschutzes aus umstritten.
Einteilung von LebensmittelnDie Lebensmittel werden in fleischige, milchige und neutrale (parve) eingeteilt, wobei der gleichzeitige Verzehr von fleischi-gen und milchigen Speisen verboten ist. Hier wird ein zeitlicher Abstand vorgeschrieben und getrenntes Geschirr und Besteck.
Zu den neutralen (parve) Lebensmitteln gehören Obst, Gemüse und Getreidearten sowie Eier, Honig und eine Reihe von Fischen. Für das Pessach-Fest gelten besondere Vor-schriften – wie beispielweise kein Genuss von „Gesäuertem“.
Darüber hinaus gibt es im Einzelnen noch eine Fülle weiterer Vorschriften. Da das Judentum seit 70 n. Chr. keinen eigenen Staat mehr hatte, waren die Religionsgesetze identitätsstiftend für die in aller Welt verstreuten Juden. Die Bedeutung von „Koscher“ für Juden entspricht dem Begriff „Halal“ bei Muslimen.2)
Halal bedeutet so viel wie „erlaubt“ und „zulässig“. Das Gegen-teil ist haram, das für Verbotenes steht. Dazwischen gibt es eine Grauzone: makruh, das bedeutet verpönt, unerwünscht, aber nicht ausdrücklich verboten.
Grundlage für diese muslimischen Speisegesetze ist der Koran. Grundsätzlich sind alle Lebensmittel erlaubt, mit Ausnahme
solcher, die ausdrücklich bzw. eindeutig verboten sind. In der Praxis stellen sich zahlreiche Fragen und es gibt Zweifelsfälle, zu denen die Gelehrten oft unterschiedliche Auslegungen anbieten – ähnlich wie den Rabbinern bei „Koscher“ gewisse Interpretationsspielräume eingeräumt werden.
Wie auch bei „Koscher“ ist bei „Halal“ einem Muslim das Essen von Schweinefleisch und der Genuss von Blut verboten. Daher werden die Tiere geschächtet. Es dürfen nur Tiere gegessen werden, die für den Konsum zulässig sind, regelge-recht geschlachtet wurden und nicht bereits verendet waren. Wie allgemein bekannt, ist der Genuss von berauschenden Getränken wie Alkohol verboten.
In muslimisch geprägten Ländern wird vorausgesetzt, dass angebotene Nahrungsmittel „Halal“ sind. In anderen Ländern muss der Halal-Status häufig mittels kostenpflichtiger soge-nannter Halal-Zertifikate erst bestätigt werden. Dabei prüfen manche Zertifizierer nach in islamischen Staaten existierenden Normen, wie den „Malaysian Halal Standards MS 1500:2009“.
Vegetarismus und VeganismusDie Zahl der Anhänger des Vegetarismus ist in den vergangenen Jahren durchaus gestiegen. In Deutschland leben derzeit nach Schätzungen des Vegetarierbundes Deutschland rund sechs bis acht Prozent Vegetarier. In Indien ernähren sich ca. 30–40 % der Bevölkerung vegetarisch, wobei dort die Religion, aber auch teilweise wirtschaftliche Gründe eine Rolle spielen. Gemeinsames Merkmal aller vegetarischen Ernährungsweisen ist das Meiden von Nahrungsmitteln, die von getöteten Tieren stammen, also Fleisch und Fisch.3) Die Unterschiede der ver-schiedenen Gruppen von Vegetariern zeigen sich in der Ein-beziehung von Lebensmitteln, die von lebenden Tieren stammen, wie Eier, Milch und Honig. Auch die Motivation der zahlreichen Vegetariergruppen ist sehr verschieden.
AIRSPEXX Luftentkeimungsanlagen
PRoduktquALItät ohnE komPRomISSE
Flexible kompaktlösungen für die Lebensmittelindustrie
Airspexx dSy Zur Anwendung der zuverlässigen Airspexx Luftentkeimung in
Produktions-, Reife-, kühl- und Lagerräumen
y mobil auf Fahrwagen oder zur Wandmontage
© 2
016
Eco
lab
Inc.
All
righ
ts r
eser
ved.
Ecolab Deutschland GmbHEcolab-Allee 1 • D-40789 Monheim am Rhein • Tel. 02173 599 [email protected]
www.de.ecolab.eu

www.brotundbackwaren.de 06/2016
M A R K T44
AllergikerZu der Gruppe von Lebensmitteln, bei denen auf be-stimmte Inhaltsstoffe verzichtet wird, gehören auch einige, die für „Allergiker“ sehr sinnvoll oder sogar notwendig sind. Hierzu sind lactosefreie und gluten-freie Lebensmittel zu zählen. In beiden Fällen liegt keine Allergie, sondern eine Intoleranz vor, einerseits gegen Milchzucker (Lactose), andererseits gegen Gluten (Kleber), einem Eiweißanteil von Weizen, Dinkel, Roggen, Gerste und eventuell Hafer. Lactoseintolerante Personen, in Deutschland ca. 15 % der Bevölkerung, verlieren im Erwachsenenalter die Fähigkeit, das Enzym Lactase im Darm herzustellen, das den in Milchprodukten enthal-tenen Milchzucker in seine Bestandteile Glucose und Galaktose spaltet und so der Verdauung zuführt. Die Patienten leiden daher an Blähungen und ggf. Durchfall. Das Problem wird dadurch gelöst, dass man auf die Milch/Milchprodukte das dem Patienten fehlende Enzym einwirken lässt und die Spaltung der Lactose bewerk-stelligt. Solche Lebensmittel sind unter verschiedenen Marken als „lactosefrei“ erhältlich.
Wesentlich schwerwiegender ist eine Glutenunverträg-lichkeit, die zudem meist lebenslang anhält und unter der weniger als 1 % der deutschen Bevölkerung leiden. Bei der Verdauung des Eiweißbestandteils der genannten Getreidearten und der daraus hergestellten Produkte wie Backwaren, Teigwaren oder Bier entstehen Bruch-stücke, die die Darmzotten der betroffenen Patienten weitgehend verkümmern lassen. Die Folge sind schlechte Nährstoffaufnahme, Blähungen und Durch-fälle. Hier hilft nur eine strikte Meidung dieser Getrei-dearten und ihrer Folgeprodukte. Bei ersatzweise hergestellten Lebensmitteln mit ähnlichen sensori-schen Eigenschaften werden glutenfreie Zutaten wie Reis, Mais, Buchweizen verwendet. Lebensmittel, deren Gehalt an Gluten unter 20 mg/kg liegt, können als „glutenfrei“ vermarktet werden.
Ethisch motivierte Vegetarier wollen grundsätzlich nicht, dass ihretwegen Tiere getötet werden oder bei Massentier-haltung leiden. Sie lehnen aus Respekt bzw. Ehrfurcht vor dem Lebensrecht der Tiere deren Tötung zur Nahrungsge-winnung ab. Andere sehen in der Tierhaltung wegen der geringen Futterkonversionsrate eine ineffiziente Art der Nahrungsmittelproduktion und halten sie angesichts von Hungersnöten in der Dritten Welt für unverantwortlich.
Andere Motive hat eine weitere Gruppe von Vegetariern, die in Deutschland die größte ist. Der Vegetarierbund Deutschland (VEBU) berichtet, dass nach Aussagen seiner Mitglieder der Wunsch nach einer gesunden Ernährungsweise der am häu-figsten genannte Grund für die Hinwendung zum Vegetarismus war. Diese Personengruppe geht davon aus, dass vegetarische Ernährung gesünder ist. Es gibt weitere Motivationen für Vegetarismus, beispielsweise bei Anhängern des Buddhismus.Alle Formen vegetarischer Ernährung basieren auf pflanzli-chen Lebensmitteln, wobei auch Pilze und Produkte aus Bakterienkulturen akzeptiert werden. Es werden vier Formen unterschieden:1. Die ovo-lacto-vegetarische Kost bezieht zusätzlich Eier und
Milchprodukte ein2. Die lacto-vegetarische Kost mit Milchprodukten als
Ergänzung3. Die ovo-vegetarische Kost wird lediglich durch Eier ergänzt4. Die streng vegetarische Kost meidet alle Lebensmittel
tierischen Ursprungs (Veganismus)
Daneben gibt es noch zahlreiche Splittergruppen, beispielsweise die sogenannten „Puddingvegetarier“, die lediglich Fleisch weglassen, ansonsten aber nicht sonderlich auf ihre Ernährung achten. Diskutiert wird bei vegetarischer Ernährung eine mögliche Unterversorgung mit Vitamin B12. Es ist ausschließ-lich in Lebensmitteln tierischer oder bakterieller Herkunft enthalten. Bei einer ausgewogenen vegetarischen Ernährung hält man eine ausreichende Versorgung aber für gegeben. Bei starker oder völliger Vermeidung von Nahrung aus tieri-schen Quellen kann ein Mangel auftreten, der die Einnahme eines Vitamin-B12-Präparats erforderlich macht. Dies ist der Fall bei der strengsten Form des Vegetarismus.
Der Veganismus4) lehnt nicht nur den Verzehr von allen Le-bensmitteln tierischen Ursprungs, sondern überhaupt jede Nutzung von Tieren und tierischen Produkten ab, beispiels-weise auch als Bestandteil der Kleidung. Leder, Daunenja-cken und Wollprodukte werden – zumindest von den ethisch motivierten Veganern – gemieden. Auch beim Veganismus gibt es unterschiedliche Formen veganer Ernährung:a) Bio-Veganismus lässt nur solche Lebensmittel zu, die unter
ökologischen Gesichtspunkten produziert wurdenb) Frugane oder frutarische Ernährung beschränkt sich auf
die Früchte von Nahrungspflanzen, da deren Verzehr nicht die Pflanze selbst zerstört. Dazu gehören Obst, Nüsse und Samen. Der Verzehr einer Karotte beispielsweise bringt die Vernichtung dieser einzelnen Pflanze mit sich und ist daher nicht mit der frutarischen Ernährungsweise
vereinbar. Anders ist es bei Äpfeln, da deren Ernte und Verzehr den Apfelbaum nicht beeinträchtigt.
c) Vegane Rohkost beschränkt sich auf die veganen Teile der Rohkosternährung
Die bei Vegetarismus schon diskutierte Gefahr einer Unter-versorgung mit Vitamin B12 ist bei veganer Ernährung eine ernste Gefahr. Nach Aufbrauchen des für Jahre ausreichenden Vitamin-B12-Speichers in der Leber können ernste Mangeler-scheinungen auftreten, die zu teils irreparablen Herzerkran-kungen und neurologischen Schädigungen führen können. Diese Gefahr ist vor allem für Säuglinge, Kinder und Jugend-liche groß. Veganer sollten daher auf eine Supplementierung mit B12-Präparaten achten.
Ernährung „frei von“ Als mehr weltanschaulich als sachlich bedingt sind sicher-lich bestimmte Ernährungsstile zu bezeichnen, die nur den Verzehr bestimmter Nahrungsbestandteile einschränken oder meiden wollen. Dazu gehört die sogenannte „Low Carb“-Bewegung. Sie will durch deutliche Reduzierung kohlenhydratreicher Lebensmittel individuelle Ziele wie beispielsweise eine Gewichtsreduktion erreichen.
Andere Gruppen lehnen auch aufgrund des medialen Ein-flusses Zusatzstoffe ab, allen voran Konservierungsstoffe, auch wenn deren Einsatz aus Gründen des vorbeugenden Gesundheitsschutzes sehr sinnvoll sein kann. Auch synthe-tische Farbstoffe und Geschmacksverstärker stehen in der Kritik, selbst wenn diese identisch mit den in Lebensmitteln ohnehin vorkommenden sind. Lebensmittel ohne diese Zusatzstoffe werden unter „frei von“ vermarktet.
Eine zunehmende Zahl von Lebensmitteln wird seit eini-ger Zeit auch mit der Auslobung „ohne Geschmacksver-stärker“ oder „ohne künstliche Geschmacksverstärker“ angeboten. Sie sollen die Verbraucherschichten anspre-chen, die sich gegen den Einsatz von Natriumglutamat wenden. Da die angestrebte Geschmacksintensität ohne diesen Stoff meist nicht zu erreichen ist, hat man nach Ausweichlösungen gesucht und sie auch gefunden. Hefen enthalten „von Natur aus“ Glutamat. Daher verwendet man zum Zweck der Geschmacksverstärkung spezielle Hefeextrakte. Die damit erreichbare Glutamatdosierung wird durch den aufkommenden Hefegeschmack begrenzt. Daher ist die Geschmacksverstärkung weniger ausgeprägt als bei dem Einsatz von reinem Glutamat. Im Verzeichnis der Zutaten erscheint dann nicht die Bezeichnung „Ge-schmacksverstärker Mononatriumglutamat“, sondern „Hefeextrakt“, was für die Zielgruppe offenbar besser klingt, auch wenn es sich exakt um den gleichen Wirk-stoff Glutamat handelt.
Quellenangaben [1] Michal Friedlander, Cilly Kugelmann (Hrsg.): Koscher
und Co. Über Essen und Religion, Ausstellungskatalog Jüdisches Museum Berlin 2009, ISBN 978-3-89479-538-2
[2] Paula Schrode: Sunnitisch-islamische Diskurse zu Halal- Ernährung. Konstituierung religiöser Praxis und so-zialer Positionierung unter Muslimen in Deutschland (= Muslimische Welten, Bd. 2), Ergon-Verlag, Würz-burg 2010, ISBN 978-3-89913-816-0
[3] Gabriel Cousens: Harmonie und Gesundheit mit vege-tarischer Ernährung, Vegetarismus aus wissenschaft-licher und spiritueller Sicht, Hans-Nietsch-Verlag, Freiburg 1998, ISBN 3-929475-67-7
[4] Angela Grube: Vegane Lebensstile, Diskutiert im Rahmen einer qualitati-ven/quantitativen Studie, Stuttgart 2009, ISBN 3-89821-538-5 +++
Erstveröffentlichung in backwaren aktuell, 2/2015
www.brotundbackwaren.de 06/2016
M A R K T
An
zeig
e
M A R K T
KOENIG BACKMITTEL GMBH & CO. KG • Postfach 1453 • D-59444 WerlTel. 02922/9753-0 • Fax 02922/9753-99
E-Mail: [email protected] • Internet: www.koenig-backmittel.de
Mandel-, Haselnuß- u. Erdnußkern-Präparate.Nußecken- und Bienenstich-Streusel,Haselnuß-Füllmassen und Multi-Crunch.Sonderanfertigungen nach Ihrenindividuellen Spezifikationen.
Markenqualität und Frische aus Tradition.
The Nut specialists
KOENIG Motiv3 91x53.qxd 07.02.2007 11:23 Uhr Seite 1
TRENNMITTEL UND SPRÜHTECHNIKTRENNTR
Schenkt Dir Qualität !DÜBÖR Einweg-Schneidöl in Bio-Qualität
www.dueboer.de
DÜBÖR Anzeige Brot Backwaren Ausg 6 90x130mm.pdf 1 19.10.16 09:54
WWW.BACK WELT BLOG.DE
BLOG DOCH MAL!

www.brotundbackwaren.de 06/2016
P R O D U K T I O N46
+ Umwandlungstechnologien wie die Kraft-Wärme-Kälte- Kopplung (KWKK) können durch Mehrfachnutzung
der eingesetzten Primärenergie maximale Wirkungsgrade erzielen und gelten deshalb als Schlüsselinstrument für eine wirtschaftliche und umweltentlastende Energieerzeugung. In der Mecklenburger Müritzseenlandschaft zeigt das Bau-projekt eines expandierenden Teiglingherstellers, wie ein intelligentes KWKK-Anlagenkonzept innerhalb weniger Monate geplant und umgesetzt werden kann.
Auf einem rund 3.000 Quadratmeter umfassenden Areal entstand in Waren an der Müritz ein neuer Standort zur Fertigung von Tiefkühlbackware für den nationalen und internationalen Vertrieb. Zu den Handelspartnern der orts-ansässigen Steinofen-Meister GmbH zählen regionale und überregionale Grossisten und Discounter sowie der skandi-navische Markt. Um den spezifischen Wünschen auf Dauer entsprechen zu können, fertigt das Unternehmen jeweils bedarfsorientiert in enger Abstimmung mit dem Abnehmer. Der strategisch verankerte Ansatz der Exklusivproduktion bedingt dabei ein breites Produktportfolio mit einer hohen Variantenvielfalt, welche Steinofen-Meister überwiegend in Clean-Label-Qualität – unter Gewährleitung chemischer Reinheit und frei von Zusätzen – in den Verkauf bringt.
Steinofen-Meister mit neuem Energiekonzept Die Steinofen-Meister GmbH & Co. KG hat in Waren an der Müritz eine neue Produktion errichtet. Bei ihrem Neubau setzt die Bäckerei auf ein dezentrales Energieerzeugungssystem auf Basis von Kraft-Wärme-Kälte-Kopplung.
Rund 30 Tonnen TK-Backgut werden am Warener Standort hergestellt. Die 2.000 Quadratmeter große Produktionshalle verfügt dafür über zwei umrüstbare Industrielinien. Die Ge-bäcke werden entweder vorgebacken und schockgefrostet oder tiefgekühlt zur Frischzubereitung in Backstationen ver-packt. Bei einem Kälteniveau von minus 18 Grad Celsius steht die verpackte und palettierte Ware anschließend in großen Hochregal-Paletten für den Versand bereit.
Anlagenkonzept für die grüne Wiese Allein der durchschnittliche Energiebedarf zur Sicherung von Frost- und Kühllagerungsprozessen liegt im Betrieb bei ca. 1,5 MW Nennleistung. Gleichzeitig erhöht sich mit stei-gendem Energieverbrauch auch die Emission von klimaschäd-lichem CO₂: So entfällt der Hauptanteil des PCF (Product Carbon Footprint – CO₂-Fußabdruck) von Backwaren (Brot, Brötchen, Gebäck) mit bis zu 50 Prozent auf die industrielle Verarbeitung (vgl. Studie Ökoinstitut e.V., 2010).
Sowohl aus ökonomischer als auch aus ökologischer Perspek- tive hat der Einsatz von Energieumwandlungstechnologien, wie die KWKK, Hebelwirkung in der Erschließung von Ein-sparpotenzialen. Voraussetzung ist die optimale Ausle- gung als Ergebnis einer belastbaren Anlagenplanung. Das
++ Kraft-Wärme-Kälte-Kopplungs-Anlage in Containerbauweise in Waren an der Müritz in der Bauphase. Die modularen Systeme sind flexibel erweiterbar und erfordern in der Regel keine gesonderten behördlichen Baugenehmigungen
© E
coEn
ergy
Ther
m
P R O D U K T I O N
An
zeig
e
P R O D U K T I O N
KWKK-Konzept für die Betriebsstätte Müritz entwickelte die Steinofen-Meister GmbH in Zusammenarbeit mit dem Ingenieurbüro EcoEnergyTherm nahe Hannover (Germany), einem auf die Gesamtbetreuung von KWK- und KWKK-Projekten in der Lebensmittelbranche speziali-sierten Generalunternehmer. Unter den besonderen Be-dingungen einer Grüne-Wiese-Situation setzten die Ex-perten die Idee von der Integration nachhaltiger Energietechnologie in ein schlüsselfertiges Versorgungs-system um. Der reale Zeitrahmen für Planung, Projektie-rung und Ausführung lag dabei unter einem Jahr.
Anders als bei Bestandsobjekten, welche in der Regel bereits über eine energie- und gebäudetechnische Infrastruktur verfügen, geht mit der Neuansiedlung eines Gebäudekom-plexes auf unerschlossenem Grund ein erhöhter Planungs- und Koordinationsaufwand einher. Die Abwicklung zeit-kritischer Antrags- und Genehmigungsverfahren sowie die systematische Verzahnung der involvierten Gewerke – einschließlich Abstimmung mit dem regionalen Netzbe-treiber – erfolgten zentralisiert über den Generalunter-nehmer EcoEnergyTherm GmbH.
Als beim Bundesamt für Wirtschaft und Ausfuhrkontrolle gelisteter Sachverständiger für Sorptionsanlagen führt dieser auch die Berechtigungsprüfung und Antragstellung für infrage kommende Fördermittel durch. So werden beispiel-weise bis zu 25 % (maximal 100.000 EUR) der Kosten für die Absorptionskältemaschine einer KWKK-Anlage gefördert, sofern die jeweiligen Voraussetzungen erfüllt sind. Darüber hinaus gewähren die Bundesländer Zuwendungen im Rah-men entsprechender Förderprogramme; in Mecklenburg- Vorpommern etwa gemäß Klimaschutzförderrichtlinie zur Unterstützung des Aktionsplans Klimaschutz.
Individuallösungen in Container-ModulenFür die Konzeption der Energieversorgung ergab sich aus der Standortsituation auf der grünen Wiese ein grundle-gender Vorteil, da die Anlagentechnik von Beginn an exakt in die vorgesehene energetische Infrastruktur eingeplant werden konnte. Die für Steinofen-Meister entwickelte Integrationslösung basiert auf einer modularen Cont-ainerbauweise, welche gegenüber ebenfalls umsetzbaren eingehausten Systemen deutlich verkürzte Bauzeiten auf-weist und eine flexible Wahl des Aufstellungsortes erlaubt. Der dadurch gewonnene Raum innerhalb der Produk- tionsstätte kann somit als wertvolle Produktionsfläche genutzt werden.
Vor allem aber unterstützen ausbauoffene Energieanlagen die produktionstechnische Anpassungsfähigkeit an sich ver-ändernde Marktbedingungen. Erschließt das Unternehmen z. B. neue Absatzstrukturen, steigt die Produktnachfrage oder kommt es zu prozessrelevanten Umstellungen des Fertigungsportfolios, kann der daraus resultierende, zumeist höhere Energiebedarf schnell und effektiv durch Anbin-dung zusätzlicher Aggregate sichergestellt werden. Zur

www.brotundbackwaren.de 06/2016
P R O D U K T I O N48
© M
unsc
h
++ Die im Werk der Steinofen-Meister GmbH installierte Anlage verfügt über ein Blockheizkraftwerk (BHKW) mit 385/498 kW und eine Absorptionskältemaschine (AKM) mit 147/251 kW Leistung
© E
coEn
ergy
Ther
mErsterrichtung wie auch für die spätere Erweiterung der Containermodule sind aus baurechtlicher Sicht in der Regel keine gesonderten behördlichen Genehmigungen erforderlich.
Die Komponenten eines Energiesystems werden auf Grund-lage der Planungsvorgaben durch erfahrene Hersteller und langjährige Projektpartner gefertigt und werksseitig vorkon-fektioniert, sodass sie zur Inbetriebnahme lediglich mit den bereits vorverlegten Medienleitungen verbunden werden müssen. Die Auswahl und Konfiguration der Aggregate er-folgt dabei stets als Individuallösung für den spezifischen Einsatzbereich des Auftraggebers.
Bei der für die neue Produktionsstätte in Waren entwickel-ten KWKK-Anlage handelt es sich um ein mehrstufiges, energietechnisches Verbundsystem, bestehend aus einem erdgasbetriebenen Blockheizkraftwerk (BHKW) und einer Absorptionskältemaschine (AKM), die an drei weitere Kom-pressionskältemaschinen (KKM) angeschlossen sind. Auf Grundlage des erweiterten KWK-Prinzips durch effektive Wärmenutzung sieht das KWKK-Konzept vor, sowohl Strom und Wärme als auch Kälte dezentral zu generieren und die dabei eingesetzte Primärenergie maximal effizient zu nutzen.
Das Blockheizkraftwerk verfügt über einen Otto-Gas-Motor mit einer elektrischen Nennleistung von 404 Kilowatt und einen luftgekühlten Synchrongenerator. Im Verbrennungs-prozess wird neben einer definierten Wärmemenge zusätzlich Strom erzeugt, welcher komplett betriebsseitig eingesetzt werden kann und keine anteilige Einspeisung in das öffentliche Versorgungsnetz erfordert. Der dezentral produzierte Strom liefert im weiteren Verfahren die Antriebsenergie für die an-gebundenen Kälteaggregate. Dabei entfällt ein Großteil auf die Versorgung der für Frostprozesse integrierten Kompres-sionskältemaschinen.
Parallel wird die im BHKW erzeugte Wärme vollständig der angebundenen Absorptionskältemaschine zugeführt und in einem thermodynamischen Prozess in Kälte umgewandelt.
Das in dem zweistufigen Verfahren eingesetzte natürliche Kältemittel Ammoniak wird dabei in einer NH3-Lösung von den Absorbern aufgenommen und durch Wärmezufuhr wie-der getrennt (rektifiziert). In erster Stufe erzielt das verflüssigte Ammoniak so ein Temperaturniveau von minus 10 Grad Celsius. Durch Koppelung der KKM ist in der zweiten Stufe eine weitere Umwandlung auf bis zu minus 32 Grad Celsius möglich, um die benötigten Frosttemperaturen für Lagerung und Konservierung sicherzustellen.
Über das Verteilnetz wird die Prozesskälte anschließend an die jeweiligen Abnahmepunkte (Schockfroster, Kühlräume etc.) geleitet.
Prinzipiell können kombinierte BHKW-AKM-Systeme als technisch autarke Versorgungseinheiten geplant und betrieben werden. Darüber hinaus lassen sie sich aber auch in bereits vorhandene Kältebestandsanlagen im Sole- oder Ammoniak-kälteverfahren integrieren. Im Optimalfall können die Be-standsanlagen dabei so weit entlastet werden, dass sie lediglich in kritischen Spitzenlastzeiten zugeschaltet werden müssen.
Verbesserte UmweltbilanzAufgrund der Mehrfachnutzung des Primärenergieträgers zählt die KWKK-Technologie zu den Energieeffizienzlösungen mit den höchsten Wirkungsgraden; so liegt der potenzielle Gesamtwirkungsgrad der in Waren implementierten Anlage bei über 90 %.
Gleichzeitig führt die gekoppelte Erzeugung von Kälteenergie zu einer ganzjährigen Auslastung des BHKW mit einem Nut-zungsgrad von 97 % bei einer Anlagenlaufzeit von 8.500 Be-triebsstunden. Die zeitlichen Wartungs- und Instandhaltungs-aufwände werden mit rund 260 Stunden im Jahr angesetzt.
Zukünftig wird die Steinofen-Meister GmbH 60 % ihres benötigten Stroms selbst produzieren können. Vor dem Hintergrund steigender Strompreise und einer hohen elek- trischen Grundlast im Betrieb sind die mittels KWKK erschlos-senen Einsparungen auf lange Sicht als ökonomisch bedeutsam einzuschätzen. Insgesamt ist im Vergleich zu konventionellen Energieanlagen bei identischen Nutzungsverhältnissen von einer Kostensenkung um 40 % auszugehen. Das entspricht – basierend auf den Auswertungen vergleichbarer Projekte – einem Betrag von ca. 360.000 EUR jährlich. Damit wird ein ROI von weniger als drei Jahren realisiert.
Nicht zuletzt spiegelt sich die hohe Effizienz eines KWKK-Systems in der Umweltbilanz seines Betreibers: Mit einer CO₂-Einsparung von 3.200 Tonnen pro Jahr resultiert
aus der Investition in eine progressive Technologie zugleich ein wichtiger Bei-trag zur ökologischen Nachhaltigkeit in der Backwarenindustrie. +++
— Autor: Axel Munsch, Geschäftsführer der EcoEnergyTherm GmbH, Hannover
P R O D U K T I O N
InternationaleGrüne Woche
Professional Center 23.– 27. Januar 2017
grünewoche.de
brot+backwaren_IGW2017_B2B_TimeToGrow_210x297_de.indd 1 01.12.2016 08:58:42

www.brotundbackwaren.de 06/2016
F O R S C H U N G50
Untersuchungen zur Stärkeverdau-lichkeit von Extrudaten – Teil 1Bei Getreideprodukten lässt sich die Stärkeverdaulichkeit zumindest beim Backprozess durch Variation der technologischen Parameter beeinflussen. Dieser Beitrag befasst sich mit der Frage, ob entsprechende Modifikationen auch beim Extrudieren erzielbar sind.
+ Getreideprodukte gehören zu den wichtigsten Bestand-teilen der menschlichen Ernährung, der Anteil von
Getreide an der täglichen Zufuhr Nahrungsenergie beträgt dabei knapp ein Drittel. Sie werden verzehrt in Form von Brot und Backwaren, Teigwaren, Nährmitteln sowie Früh-stückscerealien. Die Deutsche Gesellschaft für Ernährung empfiehlt in ihren 10 Regeln einer gesunden Ernährung, reichlich Getreideprodukte, vor allem mit Vollkorn zu verzeh-ren (www.dge.de). Getreide leistet viele wichtige und positive Beiträge für eine ausgewogene Ernährung, insbesondere in Vollkornprodukten sind Vitamine, Mineralstoffe und Ballast-stoffe in besonderem Maße enthalten. In den letzten Jahren wurden allerdings insbesondere der Weizen, aber auch andere stärkereiche Getreideprodukte, aus ernährungsphysiologischer Sicht kontrovers diskutiert. Die Stärke ist nach der Verarbeitung sehr schnell verdaulich und führt nach dem Verzehr zu einem schnellen Glucoseanstieg. Dadurch wird eine sehr intensive Insulin- und Glucagonaus-schüttung bewirkt, in der Folge sinkt der Blutzuckerspiegel unter den Wert, den der Körper aufrechterhalten möchte. Als Maß für die Verdaulichkeit von Kohlenhydraten wurde vor einigen Jahren der glykämische Index (GI) eingeführt. Er beschreibt die Wirkung eines kohlenhydrathaltigen Lebens-mittels auf den Blutglucosespiegel. Es existieren sehr viele Untersuchungen in Form von Humaninterventionsstudien zum Einfluss des GI auf die Gesundheit, die in der Regel die wichtige Bedeutung langsam verdaulicher Kohlenhydrate belegen. So wurde ein Zusammenhang des Konsums von Lebensmitteln mit hohem GI und vermehrtem Übergewicht und Diabeteserkrankungen in der Bevölkerung nachgewiesen. Aber auch andere negative Auswirkungen, z. B. auf den Gehalt von Cholesterol und Triglycerolen im Blut sowie ein erhöhtes Risiko für Herzinfarkt und kanzerogene Wirkungen durch einen hohen GI, wurden beschrieben (Linus Pauling Institute at Oregon State University, www.lpi.oregonstate.edu).
Tab. 1: Inhaltsstoffe der verwendeten Getreiderohstoffe
Rohstoff Feuchte g/100 g
Protein g/100 g
Stärke g/100 g
Fett g/100 g
Ballaststoffe g/100 g
Weizenvollkornmehl 10,7 12,7 62,6 1,5 12,3
Weizenmehl 550 12,6 10,8 66,0 1,1 3,2
Weizendunst 13,5 8,4 71,1 1,1 3,9
Roggenmehl 997 12,0 7,6 63,3 1,2 11,1
Reismehl 11,8 7,1 79,1 0,6 0,6
Ein Health-Claim für Erzeugnisse mit langsam verdaulicher Stärke zeigt die Bedeutung dieser Problematik. Dieser Health- Claim (erteilt am 24.09.2013) besagt: „Die Angabe langsam verdauliche Stärke darf nur bei Lebensmitteln verwendet werden, bei denen die verdaulichen Kohlenhydrate mindestens 60 % der gesamten Energieaufnahme liefern und bei denen mindestens 55 % dieser Kohlenhydrate aus verdaulicher Stärke bestehen, wobei diese zu mindestens 40 % aus SDS besteht.“ Für die Erteilung von Health-Claims sind umfangreiche Studien für den Nachweis der gesundheitsfördernden Wirkung erfor-derlich. Der Nutzen langsam verdaulicher Kohlenhydrate für die Gesundheit ist weiterhin ein aktuelles Thema wissen-schaftlicher Untersuchungen (Feskens 2015, Laville u.a. 2015, Meynier u.a. 2015, Vinoy u.a. 2015).Die Produkte, die einen Health-Claim tragen dürfen, sind Kekse, die laut Hersteller „besonders schonend gebacken“ wurden. Dadurch wird deutlich, dass eine Beeinflussung der Stärkeverdaulichkeit durch Variation der technologischen Parameter zumindest beim Backprozess möglich ist. Die hier präsentierten Arbeiten befassen sich mit der Frage, ob entsprechende Beeinflussungen auch beim Extrudieren er-zielbar sind. Die Untersuchungen konzentrierten sich dabei auf die Verarbeitung von Mahlprodukten aus Weizen, Reis und Roggen. Im Folgenden sind die Ergebnisse der Bestimmung der Stärkeverdaulichkeit für verschiedene Extrudate zusammenge-fasst, die unter Variation der technologischen Parameter sowie der Rezeptur mittels eines Laborextruders hergestellt wurden.
Material und MethodenRohstoffeAls Basisrohstoffe wurden Mahlprodukte von Weizen, Reis und Roggen eingesetzt. Vollkornweizenmehl wurde in verschiede-nen Zerkleinerungsgraden hergestellt (Vermahlung durch 0,2-; 0,5-; 1,0- und 2-mm-Siebe). Für die Extrusionsversuche wurde kommerziell verfügbares Weizenvollkornmehl, Weizen-
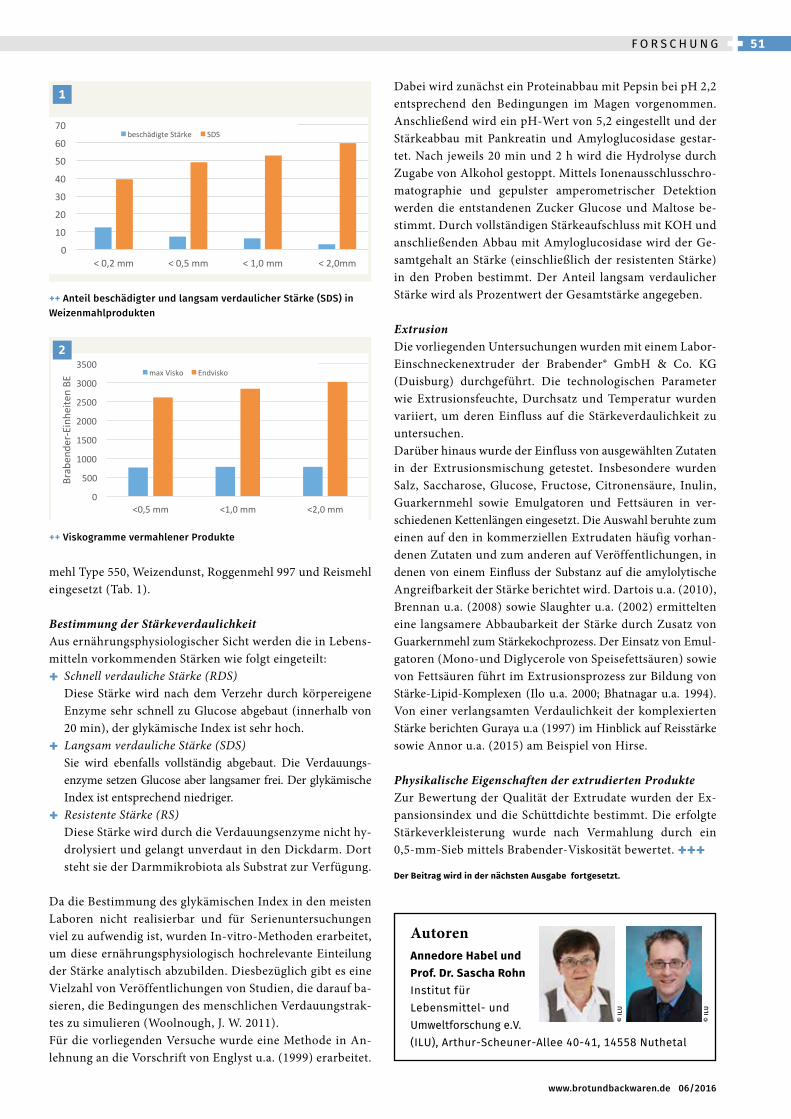
51F O R S C H U N G
www.brotundbackwaren.de 06/2016
F O R S C H U N G
mehl Type 550, Weizendunst, Roggenmehl 997 und Reismehl eingesetzt (Tab. 1).
Bestimmung der StärkeverdaulichkeitAus ernährungsphysiologischer Sicht werden die in Lebens-mitteln vorkommenden Stärken wie folgt eingeteilt:+ Schnell verdauliche Stärke (RDS) Diese Stärke wird nach dem Verzehr durch körpereigene
Enzyme sehr schnell zu Glucose abgebaut (innerhalb von 20 min), der glykämische Index ist sehr hoch.
+ Langsam verdauliche Stärke (SDS) Sie wird ebenfalls vollständig abgebaut. Die Verdauungs-
enzyme setzen Glucose aber langsamer frei. Der glykämische Index ist entsprechend niedriger.
+ Resistente Stärke (RS) Diese Stärke wird durch die Verdauungsenzyme nicht hy-
drolysiert und gelangt unverdaut in den Dickdarm. Dort steht sie der Darmmikrobiota als Substrat zur Verfügung.
Da die Bestimmung des glykämischen Index in den meisten Laboren nicht realisierbar und für Serienuntersuchungen viel zu aufwendig ist, wurden In-vitro-Methoden erarbeitet, um diese ernährungsphysiologisch hochrelevante Einteilung der Stärke analytisch abzubilden. Diesbezüglich gibt es eine Vielzahl von Veröffentlichungen von Studien, die darauf ba-sieren, die Bedingungen des menschlichen Verdauungstrak-tes zu simulieren (Woolnough, J. W. 2011). Für die vorliegenden Versuche wurde eine Methode in An-lehnung an die Vorschrift von Englyst u.a. (1999) erarbeitet.
AutorenAnnedore Habel und Prof. Dr. Sascha RohnInstitut für Lebensmittel- und Umweltforschung e.V. (ILU), Arthur-Scheuner-Allee 40-41, 14558 Nuthetal
© IL
U
© IL
U
Dabei wird zunächst ein Proteinabbau mit Pepsin bei pH 2,2 entsprechend den Bedingungen im Magen vorgenommen. Anschließend wird ein pH-Wert von 5,2 eingestellt und der Stärkeabbau mit Pankreatin und Amyloglucosidase gestar-tet. Nach jeweils 20 min und 2 h wird die Hydrolyse durch Zugabe von Alkohol gestoppt. Mittels Ionenausschlusschro-matographie und gepulster amperometrischer Detektion werden die entstandenen Zucker Glucose und Maltose be-stimmt. Durch vollständigen Stärkeaufschluss mit KOH und anschließenden Abbau mit Amyloglucosidase wird der Ge-samtgehalt an Stärke (einschließlich der resistenten Stärke) in den Proben bestimmt. Der Anteil langsam verdaulicher Stärke wird als Prozentwert der Gesamtstärke angegeben.
ExtrusionDie vorliegenden Untersuchungen wurden mit einem Labor- Einschneckenextruder der Brabender® GmbH & Co. KG (Duisburg) durchgeführt. Die technologischen Parameter wie Extrusionsfeuchte, Durchsatz und Temperatur wurden variiert, um deren Einfluss auf die Stärkeverdaulichkeit zu untersuchen.Darüber hinaus wurde der Einfluss von ausgewählten Zutaten in der Extrusionsmischung getestet. Insbesondere wurden Salz, Saccharose, Glucose, Fructose, Citronensäure, Inulin, Guarkernmehl sowie Emulgatoren und Fettsäuren in ver-schiedenen Kettenlängen eingesetzt. Die Auswahl beruhte zum einen auf den in kommerziellen Extrudaten häufig vorhan-denen Zutaten und zum anderen auf Veröffentlichungen, in denen von einem Einfluss der Substanz auf die amylolytische Angreifbarkeit der Stärke berichtet wird. Dartois u.a. (2010), Brennan u.a. (2008) sowie Slaughter u.a. (2002) ermittelten eine langsamere Abbaubarkeit der Stärke durch Zusatz von Guarkernmehl zum Stärkekochprozess. Der Einsatz von Emul-gatoren (Mono-und Diglycerole von Speisefettsäuren) sowie von Fettsäuren führt im Extrusionsprozess zur Bildung von Stärke-Lipid-Komplexen (Ilo u.a. 2000; Bhatnagar u.a. 1994). Von einer verlangsamten Verdaulichkeit der komplexierten Stärke berichten Guraya u.a (1997) im Hinblick auf Reisstärke sowie Annor u.a. (2015) am Beispiel von Hirse.
Physikalische Eigenschaften der extrudierten ProdukteZur Bewertung der Qualität der Extrudate wurden der Ex-pansionsindex und die Schüttdichte bestimmt. Die erfolgte Stärkeverkleisterung wurde nach Vermahlung durch ein 0,5-mm-Sieb mittels Brabender-Viskosität bewertet. +++Der Beitrag wird in der nächsten Ausgabe fortgesetzt.
++ Anteil beschädigter und langsam verdaulicher Stärke (SDS) in Weizenmahlprodukten
++ Viskogramme vermahlener Produkte
4
DerBeitragwirdindernächstenAusgabebrot+backwarenfortgesetzt.
Abb1:AnteilbeschädigterundlangsamverdaulicherStärke(SDS)inWeizenmahlprodukten
DieBrabender-ViskogrammezeigenUnterschiedeinderEndviskosität.Sieistumsohöher,jewenigerbeschädigteStärkevorliegt(BE:Brabender-Einheit).
Abb.2:ViskogrammevermahlenerProdukte
(Unterzwiti)Laborextruder
(Unterunterzwiti)VariationderExtrusionsparameter
DieVersuche im Laborextruderwurden zunächstmitWeizenmehl 550durchgeführt. Eswurdemitverschiedenen Feuchten und Temperaturen gearbeitet. Ergebnisse aus mehreren VersuchsseriensindinAbb.3dargestellt.DerGehaltanlangsamverdaulicherStärkeliegtimBereichvon14bis18%bezogenaufdieGesamtstärke.DieseWerte sindniedrigundunterscheiden sich kaum.TendenzenfüreinenEinflussvonExtrusionsfeuchteund-temperatursindnichtableitbar.
0
10
20
30
40
50
60
70
<0,2mm <0,5mm <1,0mm <2,0mm
beschädigteStärke SDS
0
500
1000
1500
2000
2500
3000
3500
<0,5mm <1,0mm <2,0mm
Brab
ende
r-Einh
eitenBE
maxVisko Endvisko
1
4
DerBeitragwirdindernächstenAusgabebrot+backwarenfortgesetzt.
Abb1:AnteilbeschädigterundlangsamverdaulicherStärke(SDS)inWeizenmahlprodukten
DieBrabender-ViskogrammezeigenUnterschiedeinderEndviskosität.Sieistumsohöher,jewenigerbeschädigteStärkevorliegt(BE:Brabender-Einheit).
Abb.2:ViskogrammevermahlenerProdukte
(Unterzwiti)Laborextruder
(Unterunterzwiti)VariationderExtrusionsparameter
DieVersuche im Laborextruderwurden zunächstmitWeizenmehl 550durchgeführt. Eswurdemitverschiedenen Feuchten und Temperaturen gearbeitet. Ergebnisse aus mehreren VersuchsseriensindinAbb.3dargestellt.DerGehaltanlangsamverdaulicherStärkeliegtimBereichvon14bis18%bezogenaufdieGesamtstärke.DieseWerte sindniedrigundunterscheiden sich kaum.TendenzenfüreinenEinflussvonExtrusionsfeuchteund-temperatursindnichtableitbar.
0
10
20
30
40
50
60
70
<0,2mm <0,5mm <1,0mm <2,0mm
beschädigteStärke SDS
0
500
1000
1500
2000
2500
3000
3500
<0,5mm <1,0mm <2,0mm
Brab
ende
r-Einh
eitenBE
maxVisko Endvisko
4
DerBeitragwirdindernächstenAusgabebrot+backwarenfortgesetzt.
Abb1:AnteilbeschädigterundlangsamverdaulicherStärke(SDS)inWeizenmahlprodukten
DieBrabender-ViskogrammezeigenUnterschiedeinderEndviskosität.Sieistumsohöher,jewenigerbeschädigteStärkevorliegt(BE:Brabender-Einheit).
Abb.2:ViskogrammevermahlenerProdukte
(Unterzwiti)Laborextruder
(Unterunterzwiti)VariationderExtrusionsparameter
DieVersuche im Laborextruderwurden zunächstmitWeizenmehl 550durchgeführt. Eswurdemitverschiedenen Feuchten und Temperaturen gearbeitet. Ergebnisse aus mehreren VersuchsseriensindinAbb.3dargestellt.DerGehaltanlangsamverdaulicherStärkeliegtimBereichvon14bis18%bezogenaufdieGesamtstärke.DieseWerte sindniedrigundunterscheiden sich kaum.TendenzenfüreinenEinflussvonExtrusionsfeuchteund-temperatursindnichtableitbar.
0
10
20
30
40
50
60
70
<0,2mm <0,5mm <1,0mm <2,0mm
beschädigteStärke SDS
0
500
1000
1500
2000
2500
3000
3500
<0,5mm <1,0mm <2,0mm
Brab
ende
r-Einh
eitenBE
maxVisko Endvisko
2
4
DerBeitragwirdindernächstenAusgabebrot+backwarenfortgesetzt.
Abb1:AnteilbeschädigterundlangsamverdaulicherStärke(SDS)inWeizenmahlprodukten
DieBrabender-ViskogrammezeigenUnterschiedeinderEndviskosität.Sieistumsohöher,jewenigerbeschädigteStärkevorliegt(BE:Brabender-Einheit).
Abb.2:ViskogrammevermahlenerProdukte
(Unterzwiti)Laborextruder
(Unterunterzwiti)VariationderExtrusionsparameter
DieVersuche im Laborextruderwurden zunächstmitWeizenmehl 550durchgeführt. Eswurdemitverschiedenen Feuchten und Temperaturen gearbeitet. Ergebnisse aus mehreren VersuchsseriensindinAbb.3dargestellt.DerGehaltanlangsamverdaulicherStärkeliegtimBereichvon14bis18%bezogenaufdieGesamtstärke.DieseWerte sindniedrigundunterscheiden sich kaum.TendenzenfüreinenEinflussvonExtrusionsfeuchteund-temperatursindnichtableitbar.
0
10
20
30
40
50
60
70
<0,2mm <0,5mm <1,0mm <2,0mm
beschädigteStärke SDS
0
500
1000
1500
2000
2500
3000
3500
<0,5mm <1,0mm <2,0mm
Brab
ende
r-Einh
eitenBE
maxVisko Endvisko

www.brotundbackwaren.de 06/2016
F O R S C H U N G52
Die Backqualität von Weizen – tatsächlich vorhersagbar?Neue Auswertemethoden und optimierte Backversuche zur Beschreibung der Backqualität von Mehlen aus modernen Weizensorten
+ Aufgrund des aktuellen Marktumfeldes ist es von großer Bedeutung, dass Züchter, Landwirte, Zwischenhändler,
Müller wie auch Backwarenhersteller die Qualität von Weizen schnell und unkompliziert klassifizieren können. Während der Ernte besteht meist großer Zeitdruck, weshalb es von hoher Bedeutung ist, auf allen Stufen der Getreidewertschöpfung, insbesondere auf der Ebene des Erfassungshandels sowie der direkten Weiterverarbeitung, die angebotenen Weizenpartien entsprechend zu beurteilen und im Hinblick auf die Back-qualität sicher zu bewerten. Die Einteilung der Weizensorten in Qualitätsklassen erfolgt in Deutschland u. a. anhand von indirekten physikalisch- und chemisch analytischen Standard-methoden für Korn, Mehl und Teig, den sog. „Mehlkennzahlen“, zu denen z.B. der Proteingehalt, der Sedimentationswert und die Fallzahl gehören. Zudem wird die Backqualität (u.a. Brotvolu-men, Krumenporung und -festigkeit, Krustenfarbe, Sensorik) einer Weizenpartie anhand eines standardisierten Backversu-ches, dem sog. Rapid-Mix-Test (RMT), evaluiert. Der Backtest beschreibt im Gegenzug zu den indirekten Standardmethoden die Endproduktqualität und zählt damit zu den direkten Metho-den zur Beschreibung der Backqualität. In der Vergangenheit konnte durch statistische Auswertung ein hochsignifikanter Zusammenhang zwischen Mehlkennzahlen, wie u.a. dem Protein-, Kleber-, Glutenin- und Gliadingehalt und dem Back-volumen festgestellt werden. In den letzten Jahren mehren sich in Deutschland jedoch Hinweise aus Praxis und For-schung, dass die Korrelationen der indirekten Kennzahlen mit der Backqualität bei aktuell zugelassenen Weizensorten deutlich schlechter ausfallen als früher. Durch die Züchtungserfolge der letzten Jahrzehnte wurde zwar eine kontinuierliche Er-tragssteigerung erzielt, jedoch führte dies auch zu inhalts-stofflichen Veränderungen im Weizenkorn. Diese könnten ei-nerseits dafür verantwortlich sein, dass Funktionalitäten durch indirekte Standardmethoden nicht mehr entsprechend vorher-gesagt werden können. Andererseits bestünde die Möglichkeit, dass auch der standardisierte Backversuch Rapid-Mix-Test
AutorenStefanie Hackenberg1 (Foto), Eva Müller3, Xue Chen1, Mohamed Hussein1, Jens Begemann2, Elisabeth Sciurba2, Mario Jekle1, Peter Köhler3, Thomas Becker1
1 Technische Universität München, Lehrstuhl für Brau- und Getränketechnologie, Weihenstephaner Steig 20, 85354 Freising, Deutschland
2 Max Rubner-Institut, Bundesforschungsinstitut für Ernährung und Lebensmittel, Schützenberg 12, 32756 Detmold, Deutschland
3 Deutsche Forschungsanstalt für Lebensmittelchemie, Leibniz Institut, Lise-Meitner-Str. 34, 85354 Freising, Deutschland©
Hei
ke P
ohla
(RMT) nicht mehr in der Lage ist, das backtechnische Poten-zial der modernen Weizensorten abzubilden. Daher besteht derzeit auf allen Stufen der Getreidewertschöpfungskette die Gefahr, dass durch eine fehlerhafte Beurteilung von Weizen-partien über die praxisüblichen direkten und indirekten Kenn-zahlen falsche Annahmen über die Backqualität der Rohware getroffen werden, was zu einer nicht angemessenen Verarbei-tung und zu Qualitätseinbußen beim Endprodukt führen kann. Die korrekte Vorhersage der Backqualität mittels indirekter Mehlkennzahlen wäre bei aktuell zugelassenen Weizensorten erst wieder möglich, wenn ein geeigneter Standardbackver-such vorliegt. Es sollten auch neue indirekte Analysenme-thoden in Betracht gezogen werden, welche gegebenenfalls mehrere, für die Backqualität relevante Inhaltsstoffe sowie teigrheologische Eigenschaften kombinieren und damit die Backqualität besser vorhersagen könnten als die bisher ange-wandten Standardmethoden. Ziel des AiF-Projektes „Neuar-tige Auswertemethoden und optimierte Backversuche zur Beschreibung der Backqualität von Mehlen aus modernen Weizensorten“ war daher einerseits, einen auf Weizenmehle der Praxis ausgerichteten Backversuch, den sog. Mikro-Opti- Mix-Test (MOMT) mit zeitunabhängiger Knetung, zu ent-wickeln. Zum andern sollten neue indirekte Methoden wie Nah-Infrarot (NIR) und Ultraschall- (US) Fingerprinting zur Qualitätsbeurteilung etabliert werden. In Kombination mit den praxisüblichen indirekten Methoden zur Qualitätsbeur-teilung sollte mittels chemometrischer Auswertungsverfahren eine dimensionslose Kennzahl entwickelt werden, welche die Backqualität verlässlich vorhersagen kann.
Was ist „Backqualität“? Um die Backqualität zu beschreiben, wurde eine dimensionslose Qualitätskennzahl definiert, welche die Teigeigenschaften sowie das Endprodukt entsprechend berücksichtigt. In die Qualitäts-kennzahl gingen das spezifische Brotvolumen zu 60 %, die Teigstabilität zu 25 % und die Wasserabsorption der Teige zu

53F O R S C H U N G
www.brotundbackwaren.de 06/2016
F O R S C H U N G
15 % ein (Abbildung 1). Hiermit wird Züchtern, Händlern, Müllern und Bäckern eine Möglichkeit geschaffen, eine einheit-liche Qualität von Standardweizenprodukten zu definieren und abzustimmen. Es wurden drei unterschiedliche Backtests für hefegelockerte Weizenmehlgebäcke durchgeführt. Neben dem RMT, der als Standardbacktest hinreichend in der Literatur beschrieben ist, kamen der Adaptive Backtest und der Mikro- Backtest (MBT; 10 g Mehl) nach vorheriger Optimierung zum Einsatz.
Eine Vielzahl an sortenreinen Mehlen (aktuell zugelassene E-, A-, B-, C- Weizen) und daraus hergestellte Mehlmischungen sowie kommerziell erhältliche Mehlmischungen wurden mittels praxisüblicher indirekter Standardmethoden analysiert (Tabelle 1) und mit direkten Backversuchen untersucht. Gleich-zeitig kamen neue Methoden auf der Grundlage von Ultra-schall (US) und Nah-Infrarotspektroskopie (NIR) zur Erfassung von Korn-, Teig-, und Mehleigenschaften zum Einsatz. Aus den Analysenergebnissen der indirekten Methoden und der Quali-tätskennzahl aus den Backversuchen wurde auf der Grundlage der Partial Least Squares (PLS) Regressionsanalyse ein hoch-akkurater Datenverarbeitungsalgorithmus entwickelt. Daraus ging hervor, dass zwischen der Qualitätskennzahl und den Messergebnissen der US- und NIR- Untersuchungen wie auch einigen indirekten Mehlkennzahlen hohe Korrelationen vorlagen. Damit könnten diese neuen Methoden von Züchtern, Mühlen, Bäckern und Backmittelherstellern zur Bewertung von Weizenqualitäten verwendet werden.
Modelle zur Vorhersage der BackqualitätZur Vorhersage der Backqualität wurden verschiedene Modelle entwickelt. Zum einen wurden Modelle erstellt, die Ergeb-nisse praxisnaher und im Allgemeinen in der getreideverar-beitenden Branche etablierter Methoden beinhalteten. Zum anderen wurden Modelle erzeugt, in die Daten aus weniger praxisnahen Methoden einflossen, die aber eine höhere ++ Definition der Qualitätskennzahl zur Vorhersage der Backqualität
1
A n z e i g e
13–16 March 2017 Moscow, IEC “Expocentre”
XXIIIINTERNATIONAL TRADE FAIR FOR BAKERY AND CONFECTIONERY
Food Processing
Ingredients & Raw Materials
Packaging Shopfitting Refrigeration technologies
Cleaning & Hygiene Services
www.modern-bakery.ru
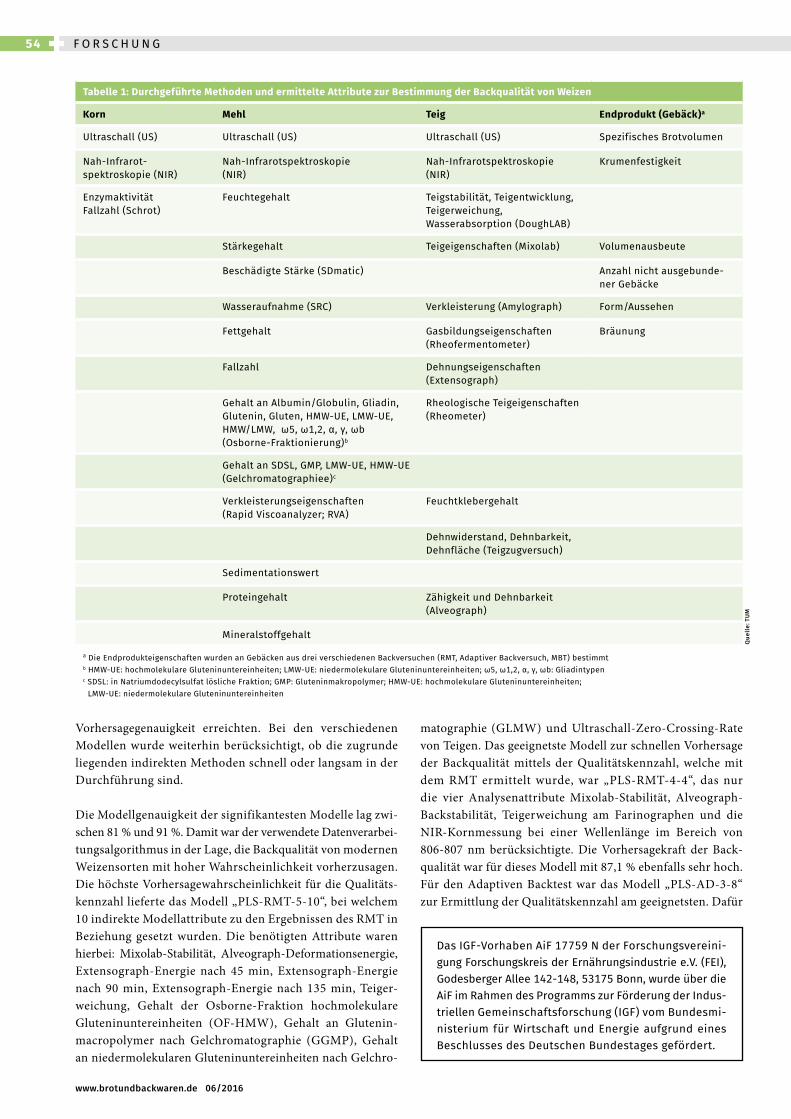
www.brotundbackwaren.de 06/2016
F O R S C H U N G54
Das IGF-Vorhaben AiF 17759 N der Forschungsvereini-gung Forschungskreis der Ernährungsindustrie e.V. (FEI), Godesberger Allee 142-148, 53175 Bonn, wurde über die AiF im Rahmen des Programms zur Förderung der Indus-triellen Gemeinschaftsforschung (IGF) vom Bundesmi-nisterium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages gefördert.
1Tabelle 1: Durchgeführte Methoden und ermittelte Attribute zur Bestimmung der Backqualität von Weizen
Korn Mehl Teig Endprodukt (Gebäck)a
Ultraschall (US) Ultraschall (US) Ultraschall (US) Spezifisches Brotvolumen
Nah-Infrarot-spektroskopie (NIR)
Nah-Infrarotspektroskopie(NIR)
Nah-Infrarotspektroskopie(NIR)
Krumenfestigkeit
EnzymaktivitätFallzahl (Schrot)
Feuchtegehalt Teigstabilität, Teigentwicklung, Teigerweichung,Wasserabsorption (DoughLAB)
Stärkegehalt Teigeigenschaften (Mixolab) Volumenausbeute
Beschädigte Stärke (SDmatic) Anzahl nicht ausgebunde-ner Gebäcke
Wasseraufnahme (SRC) Verkleisterung (Amylograph) Form/Aussehen
Fettgehalt Gasbildungseigenschaften(Rheofermentometer)
Bräunung
Fallzahl Dehnungseigenschaften (Extensograph)
Gehalt an Albumin/Globulin, Gliadin, Glutenin, Gluten, HMW-UE, LMW-UE, HMW/LMW, ω5, ω1,2, α, γ, ωb(Osborne-Fraktionierung)b
Rheologische Teigeigenschaften(Rheometer)
Gehalt an SDSL, GMP, LMW-UE, HMW-UE (Gelchromatographiee)c
Verkleisterungseigenschaften(Rapid Viscoanalyzer; RVA)
Feuchtklebergehalt
Dehnwiderstand, Dehnbarkeit, Dehnfläche (Teigzugversuch)
Sedimentationswert
Proteingehalt Zähigkeit und Dehnbarkeit (Alveograph)
Mineralstoffgehalt
a Die Endprodukteigenschaften wurden an Gebäcken aus drei verschiedenen Backversuchen (RMT, Adaptiver Backversuch, MBT) bestimmtb HMW-UE: hochmolekulare Gluteninuntereinheiten; LMW-UE: niedermolekulare Gluteninuntereinheiten; ω5, ω1,2, α, γ, ωb: Gliadintypenc SDSL: in Natriumdodecylsulfat lösliche Fraktion; GMP: Gluteninmakropolymer; HMW-UE: hochmolekulare Gluteninuntereinheiten;
LMW-UE: niedermolekulare Gluteninuntereinheiten
Que
lle: T
UM
Vorhersagegenauigkeit erreichten. Bei den verschiedenen Modellen wurde weiterhin berücksichtigt, ob die zugrunde liegenden indirekten Methoden schnell oder langsam in der Durchführung sind.
Die Modellgenauigkeit der signifikantesten Modelle lag zwi-schen 81 % und 91 %. Damit war der verwendete Datenverarbei-tungsalgorithmus in der Lage, die Backqualität von modernen Weizensorten mit hoher Wahrscheinlichkeit vorherzusagen. Die höchste Vorhersagewahrscheinlichkeit für die Qualitäts-kennzahl lieferte das Modell „PLS-RMT-5-10“, bei welchem 10 indirekte Modellattribute zu den Ergebnissen des RMT in Beziehung gesetzt wurden. Die benötigten Attribute waren hierbei: Mixolab-Stabilität, Alveograph-Deformationsenergie, Extensograph-Energie nach 45 min, Extensograph-Energie nach 90 min, Extensograph-Energie nach 135 min, Teiger-weichung, Gehalt der Osborne-Fraktion hochmolekulare Gluteninuntereinheiten (OF-HMW), Gehalt an Glutenin-macropolymer nach Gelchromatographie (GGMP), Gehalt an niedermolekularen Gluteninuntereinheiten nach Gelchro-
matographie (GLMW) und Ultraschall-Zero-Crossing-Rate von Teigen. Das geeignetste Modell zur schnellen Vorhersage der Backqualität mittels der Qualitätskennzahl, welche mit dem RMT ermittelt wurde, war „PLS-RMT-4-4“, das nur die vier Analysenattribute Mixolab-Stabilität, Alveograph- Backstabilität, Teigerweichung am Farinographen und die NIR-Kornmessung bei einer Wellenlänge im Bereich von 806-807 nm berücksichtigte. Die Vorhersagekraft der Back-qualität war für dieses Modell mit 87,1 % ebenfalls sehr hoch. Für den Adaptiven Backtest war das Modell „PLS-AD-3-8“ zur Ermittlung der Qualitätskennzahl am geeignetsten. Dafür
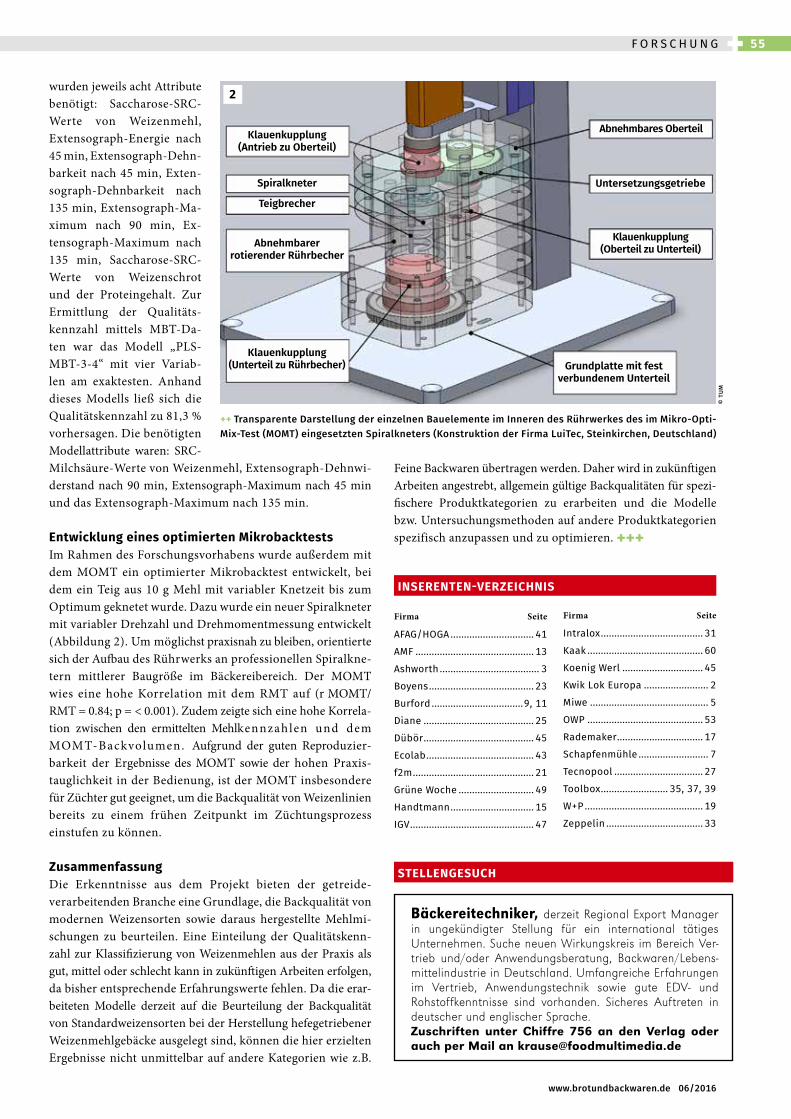
55F O R S C H U N G
www.brotundbackwaren.de 06/2016
F O R S C H U N G
wurden jeweils acht Attribute benötigt: Saccharose-SRC- Werte von Weizenmehl, Extensograph-Energie nach 45 min, Extensograph-Dehn- barkeit nach 45 min, Exten-sograph-Dehnbarkeit nach 135 min, Extensograph-Ma-ximum nach 90 min, Ex- tensograph-Maximum nach 135 min, Saccharose-SRC- Werte von Weizenschrot und der Proteingehalt. Zur Ermittlung der Qualitäts-kennzahl mittels MBT-Da-ten war das Modell „PLS-MBT-3-4“ mit vier Variab-len am exaktesten. Anhand dieses Modells ließ sich die Qualitätskennzahl zu 81,3 % vorhersagen. Die benötigten Modellattribute waren: SRC- Milchsäure-Werte von Weizenmehl, Extensograph-Dehnwi-derstand nach 90 min, Extensograph-Maximum nach 45 min und das Extensograph-Maximum nach 135 min.
Entwicklung eines optimierten MikrobacktestsIm Rahmen des Forschungsvorhabens wurde außerdem mit dem MOMT ein optimierter Mikrobacktest entwickelt, bei dem ein Teig aus 10 g Mehl mit variabler Knetzeit bis zum Optimum geknetet wurde. Dazu wurde ein neuer Spiralkneter mit variabler Drehzahl und Drehmomentmessung entwickelt (Abbildung 2). Um möglichst praxisnah zu bleiben, orientierte sich der Aufbau des Rührwerks an professionellen Spiralkne-tern mittlerer Baugröße im Bäckereibereich. Der MOMT wies eine hohe Korrelation mit dem RMT auf (r MOMT/RMT = 0.84; p = < 0.001). Zudem zeigte sich eine hohe Korrela-tion zwischen den ermittelten Mehlkennzahlen und dem MOMT-Backvolumen. Aufgrund der guten Reproduzier-barkeit der Ergebnisse des MOMT sowie der hohen Praxis-tauglichkeit in der Bedienung, ist der MOMT insbesondere für Züchter gut geeignet, um die Backqualität von Weizenlinien bereits zu einem frühen Zeitpunkt im Züchtungsprozess einstufen zu können.
ZusammenfassungDie Erkenntnisse aus dem Projekt bieten der getreide- verarbeitenden Branche eine Grundlage, die Backqualität von modernen Weizensorten sowie daraus hergestellte Mehlmi-schungen zu beurteilen. Eine Einteilung der Qualitätskenn-zahl zur Klassifizierung von Weizenmehlen aus der Praxis als gut, mittel oder schlecht kann in zukünftigen Arbeiten erfolgen, da bisher entsprechende Erfahrungswerte fehlen. Da die erar-beiteten Modelle derzeit auf die Beurteilung der Backqualität von Standardweizensorten bei der Herstellung hefegetriebener Weizenmehlgebäcke ausgelegt sind, können die hier erzielten Ergebnisse nicht unmittelbar auf andere Kategorien wie z.B.
Feine Backwaren übertragen werden. Daher wird in zukünftigen Arbeiten angestrebt, allgemein gültige Backqualitäten für spezi-fischere Produktkategorien zu erarbeiten und die Modelle bzw. Untersuchungsmethoden auf andere Produktkategorien spezifisch anzupassen und zu optimieren. +++
++ Transparente Darstellung der einzelnen Bauelemente im Inneren des Rührwerkes des im Mikro-Opti- Mix-Test (MOMT) eingesetzten Spiralkneters (Konstruktion der Firma LuiTec, Steinkirchen, Deutschland)
Klauenkupplung(Antrieb zu Oberteil)
UntersetzungsgetriebeSpiralkneter
Teigbrecher
Abnehmbarer rotierender Rührbecher
Klauenkupplung (Oberteil zu Unterteil)
Grundplatte mit fest verbundenem Unterteil
Klauenkupplung (Unterteil zu Rührbecher)
© T
UM
Abnehmbares Oberteil
2
INSERENTEN-VERZEICHNIS
STELLENGESUCH
Firma Seite
AFAG/HOGA ............................... 41
AMF ............................................ 13
Ashworth ..................................... 3
Boyens ....................................... 23
Burford ..................................9, 11
Diane ......................................... 25
Dübör ......................................... 45
Ecolab ........................................ 43
f2m ............................................. 21
Grüne Woche ............................ 49
Handtmann ............................... 15
IGV .............................................. 47
Firma Seite
Intralox ...................................... 31
Kaak ........................................... 60
Koenig Werl .............................. 45
Kwik Lok Europa ........................ 2
Miwe ............................................ 5
OWP ........................................... 53
Rademaker ................................ 17
Schapfenmühle .......................... 7
Tecnopool ................................. 27
Toolbox ......................... 35, 37, 39
W+P ............................................ 19
Zeppelin .................................... 33
Stellengesuch

ABWIEGER FÜR BROT UND BRÖTCHEN
Rubriken-Überschrift:
Abwieger für Brot und Brötchen
Carlton Food-TechnikGmbH
Rheon General-Vertretung Deutschland
Buchenstraße 3940599 Düsseldorf
Tel.: 0211/522 90 00-0www.abwieger.de
BACKFORMEN / BACKBLECHE
JOHANNISBROTKERNMEHL
C.E. ROEPERHans-Duncker-Straße 13 · 21035 HamburgTel. 0 40/734 10 30 · Fax 0 40/73 4103 35e-Mail: [email protected] · http://www.roeper.de
IDEENSCHMIEDE
VERIPAN AG · Lauchefeld 31 · CH- 9548 MatzingenTel. +41 (0)52-369 66 55 · Fax +41 (0)52-369 66 [email protected] · www.veripan.com
Die Ideenschmiede
der Nahrungsmittelindustrie
BACKOFEN-BESCHICKUNGS-GERÄTE
HYGIENESCHLEUSEN
Förchenholzstr. 19 D–83646 Bad Tölz Tel. 08041 / 79 92 4-0 Fax 79 92 4-25 Email: info@pht–gmbh.de Internet: www.pht–gmbh.de
PHT - PARTNER für HYGIENE und TECHNOLOGIE GmbH
B E Z U G S Q U E L L E N
BEUTEL- UND SACKVER-SCHLÜSSE, ALLZWECKBINDER
Johannes-Kepler-Str. 12 · Tel. 07032/9368-0Fax 07032/9368-98 · E-Mail: [email protected] · www.kabelbinder.de
56
www.brotundbackwaren.de
Preiswert werben im Bezugsquellenverzeichnis von brot+backwaren. Infos und Buchung: 040 / 38 61 67 94
Informationen von Profis für Profis
Tägliche Nachrichten:www.backwelt.de
Informationen von Profis für Profis
Tägliche Nachrichten:www.backwelt.de
www.brotundbackwaren.de
www.brotundbackwaren.de
GUARMEHL (AUCH K.B.A.)
C.E. ROEPERHans-Duncker-Straße 13 · 21035 HamburgTel. 0 40/734 10 30 · Fax 0 40/73 4103 35e-Mail: [email protected] · http://www.roeper.de
GEBINDEWASCHMASCHINEN
Förchenholzstr. 19 D–83646 Bad Tölz Tel. 08041 / 79 92 4-0 Fax 79 92 4-25 Email: info@pht–gmbh.de Internet: www.pht–gmbh.de
PHT - PARTNER für HYGIENE und TECHNOLOGIE GmbH
Telefon: (040) 38 61 67-92/-94Telefax: (040) 39 90 12 [email protected] www.brotundbackwaren.de
Bezugsquellenverzeichnis von brot + backwaren
Informationen von Profis für Profis
Telefon: (040) 38 61 67-92/-94Telefax: (040) 39 90 12 [email protected] www.brotundbackwaren.de
Bezugsquellenverzeichnis von brot + backwaren www.brotundbackwaren.de
www.brotundbackwaren.de
ENTKEIMUNGSTECHNIK
BLECHPUTZMASCHINEN
Tägliche Nachrichten:www.backwelt.de
www.brotundbackwaren.de 06/2016

KONTROLLWAAGEN
www.liebel-waegetechnik.deTelefon 09187 - 808 90-0
MALZPRODUKTE
� AROMAMALZE � MALZEXTRAKTE� MALZFLOCKEN � MALZMEHLE
WULF HANDELSGESELLSCHAFT MBHwww.wulf-rohstoffe.de
49134 WallenhorstTel. (0 54 07) 20 74 · Fax 207 67
MALZPRODUKTE
TIEFKÜHLTEIGLINGE
Anz_Brot+Backw_43x49mm.indd 118.10.2011 10:44:30 Uhr
Tel. +49 7761 933 23 30 • www.dueboer-foodtech.de [email protected]
SPRÜH-, TEMPERIER-,DOSIERTECHNIK
Nur die besten Äpfelkommen auf unsere Premium Apfelt tewww.erlenbacher.de
TK-BACKWAREN
B E Z U G S Q U E L L E N
Preiswert werben im Bezugsquellenverzeichnis von brot+backwaren. Infos und Buchung: 040 / 38 61 67 94
MINERALSTOFFE
Mineralsalze
- zur Anreicherung - für technologischen Einsatz
• als Säureregulator: z.B. Acetate, Citrate • zur Haltbarkeitsverlängerung: z.B. Propionate
[email protected] www.lohmann4minerals.com
LomaSalt
®
Natrium Reduktion in Lebensmitteln
57
www.brotundbackwaren.de
www.brotundbackwaren.de
VERPACKUNG
WERBETASCHEN
KONDI KARTONwww.kondikarton.de
24028 Kiel
Postfach 2905
Tel. 0431-589101
Fax 0431-548856
TRINKBRUNNEN
Förchenholzstr. 19 D–83646 Bad Tölz Tel. 08041 / 79 92 4-0 Fax 79 92 4-25 Email: info@pht–gmbh.de Internet: www.pht–gmbh.de
PHT - PARTNER für HYGIENE und TECHNOLOGIE GmbH
WASSERDOSIERUNG,WASSERKÜHLUNG
Informationen von Profis für Profis
Tägliche Nachrichten:www.backwelt.de
Informationen von Profis für Profis
REINIGUNGSANLAGEN
HILDEBRAND Industry AGMarksteinstrasse 2CH-8552 Felben-Wellhausen
Tel. +41 (0)52 368 45 15Fax +41 (0)52 368 46 99www.hildebrandindustry.chE-mail: [email protected]
Formen-, Platten- und
Behälterreinigung
Industrie-Reinigungsanlagen
SIEDEGEBÄCKE
Den Erfolg genießen!
Maybachstraße 11 · 71686 Remseck am NeckarFon 07141 29 22 4 - 0 · Fax 07141 29 22 4 - [email protected] · www.magicbaker.com
Bezugsquellenverzeichnis von brot + backwaren
Telefon: (040) 38 61 67-92/-94Telefax: (040) 39 90 12 [email protected] www.brotundbackwaren.de
www.brotundbackwaren.de 06/2016
WÖRTERBUCH/DICTIONARY FACHÜBERSETZUNGEN
Dic
tion
ary
of b
aker
y te
rms
f2m
food
mul
tim
edia
Dictionary of bakery terms
Wörterbuch der Bäckereitechnik
Dictionnaire des termes techniques pour la boulangerie
Glosario de términos sobre tecnologías de panificación
Термины хлебопекарной индустрии
Ordbog over bageriudtryk
English
German
French
Spanish
Russian
Danish
Japanese
f2m food multimedia GmbHEhrenbergstrasse 3322767 HamburgGermany
Publishing house· baking + biscuit international· brot + backwaren (German)· brot + backwaren (Russian)
Dictionary ofbakery terms
www.foodmultimedia.de
DEU
ENG
FRA
SPA
RUS
DAN
JPN
FachwörterbuchDas Wörterbuch mit bäckerei- spezifischen Fachausdrücken.Das „Dictionary of Bakery Engineering and Technology“ enthält auf 336 Seiten Fachbegriffe von „Ausbund“ über „Kesselgare“ bis hin zu „Teigportioniertrichter“. Dabei dient Englisch als Ausgangs-sprache für die folgenden sechs Sprachen: deutsch, französisch, spanisch, russisch, dänisch und japanisch.
Das Buch ist bei Antke Förster ([email protected]) zu einem Einzelverkaufspreis von 39 EUR (zzgl. Versand) zu bestellen.
f2m food multimedia GmbHEhrenbergstraße 33D-22767 Hamburg

www.brotundbackwaren.de 06/2016
M A N A G E M E N T58
+ Die Regierungskoalition will die Unternehmen künftig in tarifvertragliche Einheitsregelungen drängen, weil
angeblich zu wenige Betriebe ihren Mitarbeitern ein bAV- Angebot unterbreiten. Der Verband Deutscher Großbäcke-reien klagt jedoch trotz der bestehenden auf Tarifvertrag beruhenden Zusatzversorgungskasse (ZVK) und des großen Engagements der Mitgliedsunternehmen über eine mangelnde „Durchdringung“ der bAV bei den Arbeitnehmern der Branche.
Der Anspruch auf Entgeltumwandlung wird Arbeitnehmern durch das Betriebsrentengesetz (BetrAVG) im ersten Para-grafen zugesagt. Dort heißt es: „Der Arbeitnehmer kann vom Arbeitgeber verlangen, dass von seinen künftigen Entgelt- ansprüchen bis zu 4 von Hundert der jeweiligen Beitragsbe-messungsgrenze in der allgemeinen Rentenversicherung durch Entgeltumwandlung für seine betriebliche Altersversorgung verwendet werden [...]”
Betriebliche Altersversorgung ist somit zunächst ein Indivi-dualrecht der Arbeitnehmer, und die pauschale Kritik an mangelnden Angeboten der Arbeitgeber geht damit von vorn herein ins Leere. Richtig jedoch ist: die meisten Arbeit-geber übersehen die ihnen zustehende Chance, die Rahmen-bedingungen der bAV nach eigenen unternehmerischen Zielen aktiv zu gestalten. Das hierfür geeignete Instrument ist eine betriebliche Versorgungsordnung. Für den klugen Unternehmer ist die Versorgungsordnung ein Regelwerk, wie bAV in seinem Unternehmen ablaufen soll. Der aktuell von der Regierungskoalition vorgelegte Gesetzentwurf für bAV-Sozialpartnermodelle beschränkt diese Möglichkeit nicht,
Betriebliche Altersversorgung besser als ihr Ruf Die Teilnahme der Mitarbeiter an Angeboten zur betrieblichen Altersversorgung (bAV) wird erfahrungsgemäß deutlich erhöht, wenn der Arbeitgeber eine unternehmens-individuelle Versorgungsordnung einrichtet und die Beschäftigten persönlich beraten werden.
sofern die Arbeitnehmer nicht schlechter gestellt werden als in dem tariflichen Regelwerk. Weil dies möglicherweise aber nicht problemlos nachweisbar ist, empfiehlt sich die Einrichtung einer betriebsindividuellen Versorgungsordnung noch vor dem Inkrafttreten der absehbaren gesetzlichen Neureglung zu Beginn des Jahres 2018, so dass mit Bestands-schutz zu rechnen ist. Ab 2018 dürften die angestrebten Sozialpartnermodelle faktisch einen erheblichen Druck auf einheitliche Branchenregelungen ausüben. Für freiwillige Zuwendungen der Arbeitgeber über das Standardmodell hinaus soll es künftig allerdings sogar eine Subvention geben.
Ohne Versorgungsordnung hingegen wird das Unternehmen rasch Haftungsrisiken ausgesetzt. Dies ergibt sich aus der Verantwortung für Güte und Qualität des Produktes sowie der Einhaltung des Gleichbehandlungsgrundsatzes. Erhöhte Verwaltungsaufwendungen tun ihr übriges. In 95 % der Praxisfälle unterschätzen Unternehmen die Risiken, die in den Versorgungsansprüchen ihrer Mitarbeiter stecken, wenn diese nicht in einer Versorgungsordnung geregelt sind.
Versorgungsordnung ist existenziellBei der Neugestaltung einer auf das einzelne Unternehmen zugeschnittenen Versorgungsordnung kommt es zunächst darauf an, die Ziele der Geschäftsleitung sorgsam zu definieren. Wer für eine Belegschaft mit relativ geringem Lohnniveau nur die gesetzlichen Mindestanforderungen bei möglichst schlankem Verwaltungsaufwand erfüllen will, der wird sich ein anderes Versorgungssystem zulegen als ein Unternehmen, das sich als attraktiver Arbeitgeber darstellen möchte.
Probleme/Haftung für Arbeitgeber in der betrieblichen Altersversorgung
Informationsverpflichtung des Arbeitgebers ++ Gesetzlicher Anspruch des Arbeitnehmers auf Entgeltumwandlung:++ z. B. Schadenersatz durch fehlende Information über Anspruch auf Entgeltumwand-
lung und/oder fehlendes Protokoll – rückwirkender Schadenersatz möglich
Haftung für Qualität und Güte ++ Arbeitgeber haftet für Anbieter und Produkt:++ z. B. Mitarbeiter scheidet nach einem Jahr aus und die eingezahlten Beiträge sind im
Vertrag noch nicht vorhanden – mögliche Nachschussverpflichtung
Administrativer Aufwand ++ Ohne Versorgungsordnung kann jeder Arbeitnehmer sein eigenes Produkt wählen – zusätzlicher Aufwand und Haftung des Arbeitgebers (siehe Qualität und Güte)
Ständige gesetzliche Änderungen ++ Ist der Versicherer dem Abkommen zur Übertragung bei Arbeitgeberwechsel von bAV beigetreten?
Versteckte Risiken von „alten” Zusagen ++ Laufende Anpassungen von Pensionszusagen/Unterstützungskassen erforderlich++ z. B. ungenügende Ausfinanzierung, Nachschusspflicht, Finanzierungsprobleme

www.brotundbackwaren.de 06/2016
59M A N A G E M E N TM A N A G E M E N T
Arbeitgeber werden geneigt sein, insbesondere für Leistungs-träger und Fachkräfte aus der eigenen Tasche noch etwas hinzuzugeben. Dabei werden sie feststellen, dass sie den Mitar-beitern soziale, betriebliche und staatliche Zuwendungen de facto ohne eigenen Zusatzaufwand ermöglichen können. Was hindert das Unternehmen daran, sowieso abfließende SV-Beiträge – statt den Kassen – den eigenen wertvollen Mitarbeitern zuzuwenden? Das führt im besten Fall dazu, dass aus einem Euro Entgeltumwandlung des Mitarbeiters eine vier- bis in Ausnahmefällen achtfach höhere Einzahlung in die bAV bewirkt werden kann. Gut verdienende Mitarbei-ter finden die Möglichkeiten häufig so attraktiv, dass sie über ein Grundangebot hinaus selbst gern weitere Gehaltsbe-standteile in einen gesonderten zweiten Baustein-Rahmen der Versorgungsordnung einbringen möchten.
Die Vorteile der bAV ergeben sich aus der gesetzlich gewährten Stundung von Steuern und Sozialversicherungsbeiträgen bis zum Zeitpunkt der Rentenzahlung. Durch den Stundungs- effekt werden sonst hohe Steuerbelastungen in niedrig pro-gressive Phasen verschoben – Steuer wird gespart. Außerdem sind in der Rentenphase keine Renten- und Arbeitsversiche-rungsbeiträge zu entrichten. Wissenschaftliche Studien bele-gen einen höheren Wirkungsgrad zur privaten Vorsorge von 26 bis 47 % (siehe Dr. Thomas Schanz, Stuttgart, „Betriebliche Altersversorgung 07/2013). Nur erfahrene bAV-Berater beherrschen diese doch komplexen Instrumente. Weitere mögliche Vorteile durch die Einbringung anderer Gehalts-bestandteile werden zudem oft übersehen.
Zu den Grundsatzüberlegungen einer Versorgungsordnung gehört es, Art und Umfang der Leistungszusage zu definieren. Es geht darum+ die zulässigen Durchführungswege zu bestimmen, d.h.
nur nicht die Bilanz berührende Wege zu verwenden,+ zugelassene, seriöse und solvente Anbieter zu benennen, um
eine Einschränkung des Ausfallrisikos und des Verwal-tungsaufwandes zu erreichen,
+ die zulässigen, vorher geprüften Produkte/ Tarife zu bestim-men, um die Haftung aus Güte und Qualität des Produktes auszuschließen,
+ die Arten einer möglichen Absicherung zu bestimmen, hier also nach Möglichkeit aus Haftungsgründen die bio-metrische Risiken nicht aufzunehmen/ zuzulassen,
+ Personengruppen zu definieren, weil es damit gelingt, je nach Stellung oder Betriebszugehörigkeit differenzierte Zuwendungen zu gewähren, ohne in Kollision mit dem Gleichbehandlungsgrundsatz zu geraten.
Im nächsten Schritt bedarf es der Auswahl der passenden Produkte und Anbieter, und zwar möglichst durch externe Berater, die von einzelnen Produktgebern unabhängig sind. Sie müssen dabei auch die bestehenden bAV-Alt-Verträge prüfen, darauf aufbauende Optimierungsvorschläge unter-breiten und in das Gesamtkonzept einbinden. Je nach Ge-staltung des Versorgungswerks reicht ein einziges Produkt möglicherweise nicht aus.
Beim optimalen Einsatz der vom Gesetzgeber ermöglichten Durchführungswege betrieblicher Altersversorgung bestehen mehrere Alternativen:+ Direktversicherung: die am meisten verbreitete Form be-
trieblicher Altersversorgung und aufgrund geringen Ver-waltungsaufwandes für jedes Unternehmen einfach und unkompliziert nutzbar.
+ Pensionskasse: eine häufig von mehreren Unternehmen gemeinsam genutzte versicherungsförmige Lösung. Die Großbäckereien haben sich zur ZVK Zusatzversorgungs-kasse für die Beschäftigten der deutschen Brot- und Back-warenindustrie VVaG zusammengeschlossen (www.zvk-brot.de). Das Bäckerhandwerk hat seine eigene Zusatzver-sorgungskasse für Neuzugänge geschlossen.
+ Pensionsfonds: eine verbreitete Form betrieblicher Alters- versorgung zur Auslagerung von erdienten Versorgungs-ansprüchen aus Pensionszusagen, um die Bilanz von Unter-nehmen zu bereinigen.
+ Unterstützungskasse: eine günstige Form für Besserver-dienende und Mitarbeiter, die bereits die gesetzlichen bAV- Höchstbeiträge von 4 % der Beitragsbemessungsgrenze ausgeschöpft haben. Sie wirkt bilanzneutral und ist der Höhe nach nicht begrenzt.
+ Pensionszusage (Direktzusage): sie stellt eine häufige Form der Absicherung von Geschäftsführenden Gesell-schaftern dar und bietet einen hohen steuerlichen Effekt in der Anfangsphase. Sie ist jedoch mit hohen bilanziellen Risiken verbunden und bildet oft einen Hindernisgrund für den Verkauf des Unternehmens. Diese Form wird heute nicht mehr empfohlen.
Zudem müssen branchenspezifische Tarifregelungen beachtet werden, auch wenn darin meist nur Minimalregelungen getrof-fen werden. So gewährt etwa die ZVK ihre Beihilfeleistungen zur Alters- oder vollen Erwerbsminderungsrente auf der Grundlage allgemeinverbindlich erklärter Tarifverträge.
Die somit Schritt für Schritt entstandene Versorgungsordnung wird in der Regel ein juristisch formuliertes Schriftstück sein, das von „normalen“ Arbeitnehmern kaum zu verstehen ist. Entscheidend für die freiwillige Teilnahme der Beschäftigten an dem bAV-Angebot des Arbeitgebers ist daher die indivi-duelle Beratung jedes einzelnen Mitarbeiters. Vor allem Geringverdiener sehen sich meist nicht in der Lage, noch zusätzliche Sparbeträge aufzubringen. In den meisten Fällen wird zumindest die Einbringung der vermögensbildenden Leistungen möglich sein.
Sofern die Beratung mit erkennbarer Unterstützung des Arbeitgebers stattfindet und möglichst im Unternehmen während der betrieblichen Arbeitszeit durchgeführt wird, so zeigt die Erfahrung, dass sich 80 bis 90 Prozent der Beschäf-tigten auch tatsächlich an dem bAV-Angebot des Arbeitge-bers beteiligen. +++
— Autor: Thorsten Kircheis, Vorstand der diz Deutsches Institut für Zeitwertkonten und Pensionslösungen AG (www.diz.ag)
K a a k F P S | K a a k B a k e w a r e | B e n i e r | D r i e M | D a u b | M C S | L h o t e l l i e r R 2 A | M u l t i p a r t s
Silo Mischen/Kneten Kühlen Frosten Ver-packungTeigaufbereiten Endgären Kisten
HandlingTransport
& HandlingDekorieren Backen
powered by the
Artisan Bread Lines
Transportsysteme:
Backformen:
Systemsteuerung:
Wir, die Kaak-Gruppe, bieten ein umfangreiches Angebot an Produktionslinien für die verschiedenartigsten Bäckereiprodukte dieser Welt. Getreu unserem Motto
“vom Silo bis zum LKW” konzipieren und liefern wir für
jeden Kunden daraus Linien, die seinen Anforderungen und Bedingungen gerecht werden. Jede Anlagenkonfi -guration ist dabei präzise auf die Produkte zugeschnitten, die hergestellt werden sollen. Egal, ob Qualität, Effi zienz oder Service – wir erfüllen Ihre Ansprüche. Mehr Informationen unter:www.kaakgroup.com Niederlande
Vom Silo bis zum LKW
153074_Kaak Adv.prodproces_210x297mm_Dui_DF1.indd 1 07-05-15 11:08

























![Familia LoKpilot V3.0 Manual de instalación y ...1][1].0.1_Espaol.pdf · Nosotros, ESU electronic solutions Ulm Ltd. & Co KG, Industriestraße, 5, D-89081 Ulm, nos responsabilizamos](https://img.pdfslide.tips/doc/110x75/5fba2d85129bc13b356f9bb5/familia-lokpilot-v30-manual-de-instalacin-y-1101espaolpdf-nosotros.jpg)