Embed Size (px)
Citation preview

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
F.M.E.A.Modo de Falha e Análise do Efeito
Luís Gama NunesGil Bruno FaustinoIST, 13 Março 2004

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
Índice
• Definição
• Objectivo
• Cronologia no âmbito do projecto
• Metodologia
• Tipos de FMEA (Sistema, Produto e Processo)
• Origem
• A Técnica FMEA

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
Modo de Falha e Análise do Efeito (FMEA - Failure Mode and
Effect Analysis) é uma técnica de análise sistemática, de produtos
ou processos, para identificar e minimizar falhas potenciais e os
seus efeitos ainda na sua fase de concepção.
• Definição

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
• Objectivo
Prevenção de problemas, eliminando a insatisfação do cliente.

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
O método FMEA é utilizado durante as fases de planeamento de um
produto ou processo, centrando-se nos pontos de qualidade negativa
e suas consequências potenciais.
O processo é iterativo e faz parte integrante do desenvolvimento de
um novo sistema.
• Cronologia no âmbito do projecto

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
A técnica do FMEA sistematiza o processo de concepção,
desenvolvido pelas equipas de engenharia, no sentido de
encontrar possiveis problemas e respectivas soluções,
prioritizadas em função das hipóteses de falha, sua gravidade e
probabilidade de ocorrência.
Esta técnica é muito poderosa visto não se limitar apenas a focar
as equipas na busca de falhas mas essencialmente na busca de
soluções.
• Metodologia

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
Claramente, a identificação de falhas potenciais de qualquer
produto são extremamente complexas. Por exemplo, no caso
do automóvel é virtualmente impossível identificar todos os
campos em que o veículo poderá desiludir as expectativas do
cliente.

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
Para que a análise de falhas potenciais tenha algum rigor,
credibilidade e sucesso terá de ser estruturada. Um
questionário esporádico do tipo “o que acontecerá se...?” não
levará à identificação de todos os modos potenciais nos quais o
sistema poderá falhar.

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
A análise terá de ser estruturada em termos de:
falhas relacionadas com o design de sistemas do
produto e seu processo de fabrico.
falhas relacionadas com o processo de montagem.
As hipóteses de identificação de falhas potenciais, que
levam o cliente à insatisfação, começam assim a aumentar.

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
• Tipos

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
• FMEA de Sistema
Técnica empregue para analisar o design de um produto
durante a sua fase de concepção sendo parte do critério de
selecção do conceito. Este FMEA foca-se nos modos de
falha potencial das funções de produtos ou equipamentos
causados por um design deficiente.

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
• FMEA de Produto
Técnica empregue para analisar o design de um produto
durante a sua fase de desenvolvimento. Foca-se nos
modos de falha potencial dos produtos ou equipamentos e
é parte essencial no processo de desenvolvimento.

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
• FMEA de Processo
Técnica empregue para analisar o processo de montagem
durante a fase de planeamento. Foca-se nos modos de
falha potencial dos processos de montagem.

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
• Origem
A disciplina de FMEA foi desenvolvida pelo Exército Norte
Americano.
Procedimento Militar MIL-P-1629, datado de 9 de Novembro de
1949, entitulado “Procedimento para desempenhar um modo de
falha, seus efeitos e análise da sua criticidade”.
Usado como técnica de avaliação da fiabilidade para determinar
o efeito das falhas num sistema ou num equipamento.

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
As falhas eram classificadas de acordo com o seu impacto no
sucesso da missão e na segurança do pessoal/equipamento.
Em 1988 a ISO, Organização Internacional para a Standardização,
emitiu as normas ISO 9000 para gestão de negócios. As
exigências da ISO 9000 obrigou as organizações a desenvolver
sistemas de gestão de qualidade que idealmente estão focados
nas necessidades, exigências e expectativas dos consumidores.

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
A QS 9000 é a analogia da ISO 9000 para a Industria
Automóvel. Uma equipa representante da Chrysler
Corporation, Ford Motor Company e General Motors
Corporation desenvolveram a QS 9000 com o objectivo de
standardizar os sistemas de Qualidade dos fornecedores.
De acordo com a norma QS 9000, os fornecedores da industria
automóvel devem usar o Planeamento de Qualidade de
excelência do produto, incluindo os FMEAs de processo e
produto, e desenvolver um plano de controlo.

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
O FMEA é composto essencialmente pelos seguintes aspectos:
1) Definição do objectivo e função (constituição da equipa)
2) Identificação de falhas potenciais (em função)
3) Prioritização das falhas potenciais
4) Selecção e implementação das acções correctivas
5) Observação e aprendizagem
6) Documentação do processo
A Técnica FMEA

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
1) Definição do objectivo e função (constituição da equipa)
O FMEA pode ser usado para analisar qualquer sistema,
subsistema, componente ou processo. Durante as fases iniciais
de concepção, a análise de falhas potenciais estará a um nível
elevado cobrindo um âmbito largo (todo o sistema).

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
Ao longo do desenvolvimento do produto, o nível da análise
tornar-se-á cada vez mais detalhado e o âmbito cada vez
mais especializado para que se possa identificar possíveis
falhas ao nível dos seus sub-componentes e sub-processos.
Para tal é necessário analisar detalhadamente a função de
cada sub-componente de modo a esquematizar os requisitos
que lhe são exigidos.

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
S iste m a d e c o m b u s tív e l:P o r ta d e a c e ss o a o ta m p ã o d o d e p ó s ito c o m b u st ív e l
P e rm iteo a c e s so
P ro te c ç ã o d a a b e r tu ra
P e rm ite a b a s te c im e n to
A u m e n ta se g u ra n ç a
E sc o n d e o ta m p ã o
In d ic a a lo c a liz a ç ã o d o p o n to d e a b a s te c im e n to
S e g u ra o ta m p ã o d u ra n te o a b a s te c im e n to
P e rm ite o a c e s so d a p is to la d e a b a s te c im e n to
E tc

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
Ao desenhar o processo de fabrico, este deverá ser
claramente definido e deverão ser tomadas em consideração
as diferenças entre a sua implementação teórica e prática
(por ex. possível falha de operador).

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
Os processos podem ser definidos através de diagramas de
fluxo de processo. Além de representar operações de
processo que alteram o produto (maquinação, montagem,
etc.), os diagramas de fluxo de processo também incluem
operações que não acrescentam valor, mas que poderão
contribuir como fontes potenciais de falha como, por exemplo,
manipulação do material e armazenamento.

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
A concepção do produto ou processo será sujeita a vários
processos de análise de um ou mais engenheiros mecânicos,
metalurgicos, químicos, etc.
Porém, para assegurar a análise de falhas potenciais deverão
trazer-se elementos que não estejam familiarizados com o
projecto, de modo a obterem-se opiniões não "viciadas".
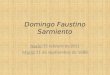
O FMEA deverá sempre ser executado por uma equipa de
engenharia multi-disciplinar.

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
Equipade apoio
Equipa FMEA
Engenheiro ResponsávelEngenheiro de ProdutoEngenheiro de ProcessoEngenheiro de Qualidade
Engenheiro do pós vendaEngenheiro metalurgico
Fornecedor do futuro componenteEngenheiro de testes
Representante da área de produção
Equipafixa

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
2) Identificação de falhas potenciais
Assuma-se a definição de efeito potencial de uma falha como:
“O efeito de uma falha é a consequência dessa mesma falha,
que será identificado numa fase posterior ou pelo operador,
ou pelo controlo de qualidade ou em último caso pelo cliente
final”.

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
Os efeitos de falha podem ser classificados nos seguintes grupos:
• Efeito no equipamento de montagem
(não permitindo o processo pré-determinado).
• Efeito na segurança do operador.
• Efeito numa posterior fase de montagem.
• Efeito na utilização do produto (em teste, ou pelo cliente final).
• Efeito no não cumprimento de directivas regulamentares

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
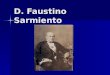
As causas potenciais dos modos de falha podem ser identificadas
e classificadas em termos de categorias gerais como, por
exemplo: material, ambiente, pessoas, equipamento e método:
Material - a escolha do material a usar num dado
componente do produto.
Ambiente - o ambiente onde o componente irá operar.
Pessoas – uso incorrecto, indevido ou abusivo por parte
dos utilizadores.

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
Equipamento – interacção com outros componentes, ou ainda
outros sistemas também em análise.
Método - aspectos de operação dos componentes, interface dos
equipamentos de linha com o produto.
Estas cinco categorias de causas prováveis, podem claramente ser
usadas como um método para evidenciar as causas potenciais de
falhas de processo.

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
Causas potenciais de modos de falha do produto ou processo
A m b ie n te E q u ip a m e n to P e ss o a s
M a te ria l M é to d o
M o d o d efa lh a
Elasticidade
M a te ria lFalta de apertoLigação aparafusada
Etc .
R osca g ripada
C orrosão
Falta de apertoLigação aparafusada
R osca g ripada
R osca fund ida
Parafuso de roscainadequada
R osca con tam inadaR osca contam inada

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
3) Prioritização das falhas potenciais
Para qualquer falha potencial, algumas das causas são
mais prováveis que aconteçam do que outras. Também a
severidade dos efeitos da falha pode variar de menor a
extremamente grave. Finalmente, nalguns casos é fácil
detectar essa falha enquanto noutros só é possível com a
avaria no “cliente”.
Estes são os critérios usados na decisão do grau de
risco para um dado processo ou produto.

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
No preenchimento das tabelas do FMEA, é usado um
sistema de avaliação que caracteriza o nivel de
ocorrências, o grau de severidade e a probabilidade de
detecção.
O produto destes três valores dá o Número de Prioridade
de Risco (NPR) que pode ser usado como uma medida do
grau de risco. Obviamente, estes números não podem ser
considerados como valores absolutos mas tomados em
conta como uma grandeza relativa.

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
O nível de ocorrências – factor correspondente à probabilidade de um dado efeito ocorrer dada a existência de uma falha potencial conhecida.
Prob. deOcorrência
Factor Cpk ProbabilidadeDe falha
Critério
Quase impossivel 1 1.67 1 em 1.5 106 Falha improvavel. Processo sem falhasRemota 2 1.50 1 em 1.5 105 Número remoto de falhasMuito ligeira 3 1.33 1 em 1.5 104 Probabilidade muito baixa de falhasLigeira 4 1.17 1 em 2 103 Probabilidade baixa de falhasBaixa 5 1.00 1 em 400 Probabilidade ocasional de falhaMédia 6 0.83 1 em 80 Probabilidade ocasional de falhaAcima da média 7 0.67 1 em 20 Probabilidade moderada de falhaAlta 8 0.51 1 em 8 Probabilidade frequente de falhaMuito alta 9 0.33 1 em 3 Probabilidade alta de falhaQuase certa 10 < 0.33 >1 em 3 Probabilidade quase certa de falha. A
História deprocessos similaresmostrammuitas falhas.

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
Grau de severidade – factor correspondente à gravidade do efeito da falha potencial. A severidade aplica-se apenas ao efeito do modo de falha.
Severidade Factor CritérioEfeito nulo 1 Efeito nuloEfeito muito ligeiro 2 Efeito muito ligeiro no desempenho do produto. Falha esporádicaEfeito ligeiro 3 Efeito ligeiro no desempenho do produto. Falha detectavelEfeito menor 4 Efeito menor no desempenho do produto. Não requer reparaçãoEfeito moderado 5 Efeito moderado no desempenho do produto. Reparação.
Insatisfação do clienteEfeito significativo 6 Desempenho degradado do produto. Funcionalidade afectada.
Reparação.Efeito elevado 7 Desempenho do produto muito afectado. Funcionalidade mto
afectada. Reparação.Efeito extremo 8 Produto inoperacional. Profunda insatisfação do utilizador.Efeito grave 9 Produto inoperacional. Avaria por degradação. Cumprimento das
Normas em vigor.Efeito abrupto 10 Produto inoperacional. Avaria repentina. Não cumprimento das
Normas em vigor.

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
Probabilidade de detecção – factor correspondente à probabilidade de a falha ser detectada pelo processo de controlo planeados antes de completar o ciclo de produção.
Detecção Factor Critério: Técnica de avaliação projectoQuase certa 1 A mais alta eficiencia em todos os campos em análiseMuito alta 2 Muito alta eficienteAlta 3 Alta eficiênciaModeradamente alta 4 Eficiência moderadamente altaMédia 5 Eficiência médiaBaixa 6 Pouca eficienciaLigeira 7 Muito pouca eficienciaMuito ligeira 8 Pouca eficiencia em todos os campos em análiseRemota 9 Eficiencia desconhecidaQuase impossivel 10 Avaliação projecto inexistente ou não planeada

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
Critérios de prioritização
•Severidade = 9 ou 10
• Severidade e probabilidade >= 7
• “NPR elevado” - O Team tem soberania, devido à sua experiência, para
decidir se o risco é elevado e se necessário definir uma acção correctiva

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
4) Selecção e implementação das acções correctivas
Para falhas potenciais onde o risco de falha é considerado
demasiadamente elevado, são introduzidas acções de modo
a eliminar, reduzir ou controlar a falha em questão.
As acções correctivas utilizadas destinam-se,
sequencialmente, a focar-se na eliminação das causas
potenciais, eliminação dos modos de falha, redução dos
efeitos destas, ou, como último recurso, aumentar o nível de
detecção.

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
5) Observação e aprendizagem
É importante que os FMEAs sejam actualizados de acordo
com as novas experiências com o produto ou com o
processo. Os FMEAs devem ser revistos sempre que o
produto sofra alterações, no caso de existirem alterações
no processo.

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
Acima de tudo, um FMEA é um documento vivo, e não um
mero exercício no papel (retrospectivo), é uma fonte
importante de informação especialmente na introdução de
uma nova geração do modelo.

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
6) Documentação do processo
Modo de falha e análise de efeitos são registados em
forma de tabela. Este formato regista o resultado da
análise inicial e os efeitos das acções posteriores. É
posteriormente actualizada para reflectir a experiência
adquirida após entrar em serviço. Fornece a possibilidade
de armazenar e disponibilizar dados relativos às falhas
potenciais do processo ou produto durante a sua vida.
O suporte físico do FMEA pode ser em papel ou
computador.

13 Março 2004
Seminário ISTFMEA
Luís G. NunesGil Faustino
Com o alargamento das redes intra-net e bases-de-dados on-
line, temos a vantagem adicional desta valiosa informação ficar
acessível a todas as equipas de engenharia de toda a
corporação em qualquer ponto do Globo.