Embed Size (px)
Citation preview
Separación de butanol por
pervaporación a partir de soluciones
acuosas diluidas
Separation of butanol from aqueous
solutions by pervaporation
Víctor Hugo Grisales Díaz
Universidad Nacional de Colombia
Facultad de Ingeniería y Arquitectura, Departamento de Ingeniería Química
Manizales, Colombia
2012

Separación de butanol por
pervaporación a partir de soluciones
acuosas diluidas
Víctor Hugo Grisales Díaz
Tesis o trabajo de investigación presentada(o) como requisito parcial para optar al título de:
Magister en Ingeniería-Ingeniería Química
Director (a):
Ph.D., Javier Fontalvo Alzate
Codirector (a):
Ph.D., Miguel Ángel Gómez
Línea de Investigación:
Intensificación de procesos y sistemas híbridos
Grupo de Investigación:
Grupo de investigación en aplicación de nuevas tecnologías (GIANT)
Universidad Nacional de Colombia
Facultad de Ingeniería y Arquitectura, Departamento de Ingeniería Química
Manizales, Colombia
2012


Dedicatoria
A mis padres y a Liz Quintero


Agradecimientos A mis padres y a mis hermanos por estar a mi lado siempre y colaborarme en más de lo que podían.
A los profesores Javier Fontalvo y Miguel Ángel Gómez, por sus enseñanzas, confianza y apoyo. A
los compañeros del grupo de investigación y de maestría por los aportes y compañía.
A COLCIENCIAS por el apoyo económico otorgado para la financiación de esta investigación,
mediante el programa de jóvenes investigadores e Innovadores 2009 “Virginia Gutiérrez de Pineda”.
Convenio interadministrativo especial de cooperación 704 de 2009 entre COLCIENCIAS y la
Universidad Nacional de Colombia, sede Manizales.
Por brindarme su amistad un especial agradecimiento a Lizeth Quintero, Juan Mariscal, Harold
Ibarra, Freddy Zuluaga, Cristian Sucerquia, Carlos Gonzalez, Ana Colonia, Augusto Zuluaga, David
Jiménez, Robinson Rendón y Henry Castrillón.


Resumen y Abstract IX
Resumen
El butanol es considerado un posible biocombustible, y se espera que su demanda incremente
dramáticamente si se produce eficientemente por fermentación. La producción por fermentación
tiene bajos rendimientos, bajas concentraciones de producto y bajas productividades, generados
principalmente por la alta toxicidad del butanol a concentraciones diluidas (< 20 gL-1). Se puede
mejorar significativamente el desempeño de la fermentación, si se utilizan reactores integrados con
técnicas de recuperación emergentes como la pervaporación, en los cuales se remueva
selectivamente el butanol. En este trabajo, fue estudiada la preparación y caracterización de
membranas para la pervaporación; y se realizó una evaluación operacional, económica y energética
de un proceso de separación con pervaporación y decantación. Adicionalmente, se optimizó y diseñó
mediante simulación, diferentes reactores integrados con pervaporación y suministro de ácidos
(acético, butírico o láctico) como cosustratos. El esquema con fermentación previa de ácido láctico
es capaz de mejorar la productividad volumétrica del proceso convencional de 0.6 a 10.1 gL-1h-1, y
el rendimiento de solventes de 0.32 a 0.46 gg-1 con un consumo de energía 35% más bajo.
Palabras clave: ácido láctico, butanol, ácido butírico, membrana, pervaporación, PDMS
Correo electrónico del autor: [email protected]
Abstract
Butanol is considered as a potential biofuel and its demand is expected to increase dramatically if
its production by fermentation occurs efficiently. Due to the high toxicity of butanol at dilute
concentrations (< 20 gL-1), its fermentation has low yields, low product concentrations and low
productivities. The performance of the fermentation could be significantly improved using
integrated reactors with emerging recovery techniques like pervaporation processes, in which
butanol is selectively remove from the reactor. This work presents preparation and characterization
of membranes for pervaporation, and operational, economical and energetic evaluation of a
separation process integrated with pervaporation and decantation. Different integrated reactors with
pervaporation were optimized through simulation, considering several ways of feeding acids as
co-substrates (acetic, butyric or lactic). A reactor with previous lactic acid fermentation enhances
the volumetric productivity and the yield as compare to the conventional process from 0.6 to 10.1 g
L-1 h-1, and from 0.32 to 0.46 g g-1 respectively. Also, it was calculated a 35% saving in power
consumption.
Keywords: lactic acid, butanol, butyric acid, membrane, pervaporation, PDMS

Contenido
Pág.
Introducción ..................................................................................................................................... 1 Estructura de la tesis ...................................................................................................................... 2
1. Producción de butanol por fermentación............................................................................... 3 Resumen ......................................................................................................................................... 3
Introducción ....................................................................................................................... 3 Tipos de microorganismos para la producción de butanol por fermentación ................... 3 Bioquímica de la fermentación ABE ................................................................................. 4 Tipos de sustratos ............................................................................................................... 5 Tipo de reactores ................................................................................................................ 6
Reactores en continuo con inmovilización o reciclo celular .......................................... 7 Sistemas híbridos de fermentación y separación ............................................................ 7
1.5.2.1. Gas de arrastre ........................................................................................................ 7 1.5.2.2. Extracción líquido-líquido ..................................................................................... 8 1.5.2.3. Pertracción.............................................................................................................. 9 1.5.2.4. Adsorción ............................................................................................................. 10 1.5.2.4. Pervaporación ....................................................................................................... 11 Alimento de ácidos ........................................................................................................... 12
Fermentación para la producción de ácido acético ...................................................... 13 Fermentación para la producción de ácido butírico ..................................................... 13 Fermentación para la producción de ácido láctico ....................................................... 14
Conclusiones .................................................................................................................... 15
2. Preparación y caracterización de membranas para pervaporación .................................. 17 Resumen ....................................................................................................................................... 17 2.1. Introducción ..................................................................................................................... 17 2.2. Materiales y métodos ....................................................................................................... 18
2.2.1. Ajuste del modelo de transporte del flux de la membrana ........................................... 19 2.3. Evaluación de las membranas en la pervaporación de butanol a partir de soluciones acuosas
diluidas ......................................................................................................................................... 20 2.4. Modelo de transporte del flux de la membrana ................................................................ 22 2.5. Conclusiones .................................................................................................................... 25
3. Evaluación energética y económica de la pervaporación para la separación de butanol a
partir de soluciones acuosas diluidas ............................................................................................ 27 Resumen ....................................................................................................................................... 27 3.1. Introducción ..................................................................................................................... 27 3.2. Modelo matemático .......................................................................................................... 29 3.3. Resultados ........................................................................................................................ 31
XII Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
Análisis energético y operacional del PHOD ............................................................... 32 3.4. Análisis económico de la pervaporación .......................................................................... 34 3.5. Conclusiones .................................................................................................................... 37
4. Optimización de un fermentador ABE integrado con pervaporación .............................. 39 Resumen ....................................................................................................................................... 39 4.1. Introducción ..................................................................................................................... 39 4.2. Modelo cinético................................................................................................................ 41 4.3. Modelo matemático del reactor ........................................................................................ 43 4.4. Efecto del área de membrana ........................................................................................... 45 4.5. Efecto de la conversión de glucosa .................................................................................. 47 4.6. Efecto de la selectividad de la membrana ........................................................................ 48 4.7. Efecto de la adición de ácidos .......................................................................................... 49
4.7.1. Efecto del ácido acético ............................................................................................... 49 4.7.2. Efecto del ácido butírico .............................................................................................. 50 4.7.3. Efecto del ácido láctico ................................................................................................ 51
4.8. Análisis energético ........................................................................................................... 51 4.9. Producción de etanol contra la de butanol por fermentación ........................................... 55 4.10. Conclusiones ................................................................................................................ 57
5. Conclusiones y recomendaciones .......................................................................................... 59 5.1. Conclusiones .................................................................................................................... 59 5.2. Recomendaciones ............................................................................................................ 60
Anexo A: Modelo matemático de transporte del flux en la membrana .................................... 61
Anexo B: Modelos Cinéticos ......................................................................................................... 67 B.1. Cinética para la producción de butanol .............................................................................. 67 B.2. Cinética para la producción de etanol ................................................................................ 69
Anexo C: Publicaciones realizadas en este trabajo …………………………………………… 71
Bibliografía.…………………………………………………………………………………….... 73
Lista de figuras
Pág.
Figura 1-1. Diferentes esquemas de fermentación integrada para la producción de butanol ............ 8 Figura 1-2. Requerimientos energéticos de las técnicas de recuperación. (a). MJ/kg de ABE [116]
(b) MJ/ kg de butanol [101] ............................................................................................................. 11 Figura 1-3. Producción de butanol utilizando el proceso de fermentación en dos etapas (butylfuel)
.......................................................................................................................................................... 13 Figura 2-1. Esquema del módulo de membrana empleado en los experimentos ............................ 18 Figura 2-2. Esquema del equipo experimental de pervaporación .................................................. 19 Figura 2-3. Predicción del modelo MS del flux experimental y factor de separación (β) normalizados
(dividido por su respectivo dato máximo experimental). En la Tabla 2-2 puede observarse el material
de las membranas evaluadas, la solución usada y donde fueron tomados los datos experimentales22 Figura 2-4. Predicción del modelo solución difusión del flux experimental y factor de separación
(β) normalizados (dividido por su respectivo dato máximo experimental). En la Tabla 2-3 puede
observarse las características de las membranas evaluadas ............................................................. 23 Figura 2-5. Efecto de la temperatura sobre factor de separación y la selectividad del solvente. Las
características de las membranas (M1, L1, L2, L4 y L5) se observan en la Tabla 2-3 .................... 24 Figura 3-1.Sistema de recuperación mediante destilación azeotrópica ........................................... 28 Figura 3-2. Esquema de un tren de pervaporación .......................................................................... 28 Figura 3-3. Sistema integrado de un ciclo cerrado de una bomba de calor con pervaporación.
(Adaptado de Vane 2005) ................................................................................................................ 29 Figura 3-4. Sistema de pervaporación con decantación empleando una membrana hidrofílica y una
organofílica (PHOD) ........................................................................................................................ 30 Figura 3-5. Perfiles de temperatura en un PHOD ............................................................................ 32 Figura 3-6. Calor estimado de separación en función del factor de separación con una recuperación
de butanol del 99% y un composición de butanol final de 99.9%, a partir de una solución al 2%.
Utilizando un sistema (PHOD), sin bomba de calor y con bomba a un coeficiente de operación (COP)
de 3 ................................................................................................................................................... 32 Figura 3-7. Calor estimado de separación a diferentes concentraciones de alimento de butanol con
una recuperación de butanol del 99% y un composición de butanol final de 99.9%. Utilizando un
sistema (PHOD), con un coeficiente de operación de la bomba de calor (COP) de 3 ..................... 33 Figura 3-8. Número de módulos a diferentes factores de separación. Composición de butanol
alimento 20 gL-1 con una recuperación de butanol del 99% y un composición de butanol final de
99.9% ............................................................................................................................................... 33 Figura 3-9. Efecto del calor de recuperación sobre RM y el flux. (a) RM a diferentes calores de
recuperación. (b) Flux mínimo promedio necesario para alcanzar una fracción del precio de venta
del butanol dada a un precio de la membrana de 100 euros/m2 ....................................................... 35 Figura 3-10. Análisis económico para diferentes membranas reportadas. Las líneas continuas
representan el flux que la membrana necesita a una determinada selectividad para alcanzar un pn
dado. Los puntos representan las membranas reportadas de la Tabla 2-1 ....................................... 36
XIV Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
Figura 4-1. Esquemas de reacción integrados con pervaporación .................................................. 40 Figura 4-2. Perfiles de concentración en un reactor en rector discontinuo mediante la cinética de
Shinto et al., 2007 ............................................................................................................................ 42 Figura 4-3. Perfiles de un proceso con adición de ácido butírico y recirculación de biomasa. Las
líneas continuas son las predichas por el modelo y los puntos son los datos experimentales reportados
por Baba et al., 2011 ........................................................................................................................ 42 Figura 4-4. Efecto del área de membrana sobre el desempeño del fermentador integrado en la
optimización ..................................................................................................................................... 46 Figura 4-5. Efecto de la conversión de sustrato sobre la productividad óptima a diferentes
restricciones de conversión de sustrato en la simulación ................................................................. 47 Figura 4-6. Efecto de la selectividad de la membrana sobre el desempeño del fermentador integrado
en continuo para alcanzar la productividad máxima ........................................................................ 49 Figura 4-7. Efecto del ácido acético en la optimización ................................................................. 50 Figura 4-8. Efecto del acido butirico en la optimización ................................................................ 50 Figura 4-9. Efecto del ácido láctico en la optimización .................................................................. 51 Figura 4-10. Producción de butanol utilizando el proceso de fermentación en dos etapas con
fermentación previa de ácido láctico ............................................................................................... 52 Figura 4-11. Esquema propuesto para la recuperación del sistema de producción de butanol por
fermentación integrado .................................................................................................................... 53 Figura 4-12. Perfiles de concentración óptimos en un fermentador alcohólico integrado con
pervaporación y una relación de área de membrana de 0.05 m2L-1 ................................................. 55 Figura 4-13. Esquema propuesto de fermentación alcohólica con pervaporación .......................... 56 Figura 4-14. Efecto del área de membrana en la optimización de la productividad ....................... 57
Lista de tablas
Pág.
Tabla 1-1. Preferencia de los azúcares durante una fermentación en reactores discontinuos para
diferentes cultivos Clostridium [17,18] .............................................................................................. 4 Tabla 1-2. Fermentaciones en rectores discontinuos de melaza de caña con diferentes tipos de cepas
............................................................................................................................................................ 5 Tabla 1-3. Desempeño de diferentes esquemas de fermentación ABE ............................................. 6 Tabla 1-4. Coeficientes de partición, m, de butanol y agua y datos de solubilidad, S, en varios
solventes orgánicos a 25 °C y 1 atm .................................................................................................. 9 Tabla 1-5. Capacidad de adsorción de butanol de diferentes adsorbentes ...................................... 10 Tabla 1-6. Desempeño de la fermentación de ácido butírico por C. tyrobutyricum en un reactor
inmovilizado en un lecho fibroso a 37ºC ......................................................................................... 14 Tabla 1-7. Desempeño de diferentes la fermentaciones de ácido láctico ........................................ 14 Tabla 2-1. Desempeño de diferentes membranas organofílicas para la pervaporación de n-butanol
en soluciones diluidas ...................................................................................................................... 21 Tabla 2-2. Parámetros de la ecuación propuesta de MS para la predicción del flux [Kg m-2 h-2] de
diferentes membranas y soluciones acuosas .................................................................................... 22 Tabla 2-3. Parámetros del modelo solución difusión tradicional para la predicción del flux [Kg m-2
h-2] de diferentes membranas y soluciones acuosas ......................................................................... 24 Tabla 2-4. Selectividad de la membrana M1 calculada con diferentes modelos de actividad a 14 gL-
1 y 75°C ............................................................................................................................................ 25 Tabla 3-1. Condiciones a las cuales fueron evaluadas económicamente las membranas ............... 36 Tabla 4-1. Condiciones en la optimización del reactor integrado con pervaporación .................... 44 Tabla 4-2. Permeancia y área de las membranas evaluadas para optimizar el reactor a diferentes
selectividades ................................................................................................................................... 48 Tabla 4-3. Efecto de la adición de ácidos en la optimización de la productividad ......................... 51 Tabla 4-4. Desempeño de un fermentador ABE integrado con pervaporación y fermentación previa
de ácidos ........................................................................................................................................... 54 Tabla A-1. Parámetros binarios para el modelo UNIQUAC ........................................................... 63 Tabla A-2. Datos experimentales y predicciones del modelo solución difusión y del modelo MS 63 Tabla B-1. Parámetros cinéticos, del modelo de Shinto et al. (2007) .............................................. 68 Tabla B-2 . Parámetros cinéticos para el modelo matemático de fermentación de glucosa/xilosa α =
0.65 ................................................................................................................................................... 70
Lista de Símbolos y abreviaturas
Símbolos con letras latinas Símbolo Término Unidad SI
A Área m2
COP Coeficiente de desempeño
Cp Capacidad calorífica
D Difusividad m2s-1
F Flujo másico gh-1
G Energía libre de Gibbs Jmol-1
J Flux gm-2h-1
K Constante proporcional
M Cantidad de masa en el reactor g
𝑃𝑠𝑎𝑡 Presión de saturación bar
P Presión bar
Per Permeabilidad gmolbar-1m-2h-1
Q Calor MJ
R Velocidad de reacción gL-1s-1
T Temperatura K
V Volumen L
∆𝐻 Entalpia MJkg-1
X Fracción molar en el retentato
Y Fracción molar en el permeato
Símbolos con letras griegas Símbolo Término Unidad SI
α Selectividad
β Factor de separación
γ Coeficiente de actividad
Subíndices Subíndice Término
i Componente i
j Componente j
b Butanol
s Solvente
T Total
rxn Reacción
vap Vapor
Lista de símbolos y abreviaturas XVII
Abreviaturas Abreviatura Término
ABE Acetona, butanol y etanol
IBE Isopropanol, butanol y etanol
MS Maxwell-Stefan
MMMs Mezcla de Matrices de membranas
PHOD Sistema de separación con pervaporación y
decantación

Introducción
El alcohol butílico o butanol es un alcohol alifático con una estructura de cuatro carbonos, su fórmula
molecular es C4H10O, y puede ser producido químicamente por el proceso oxo a partir de propileno
(con H2 y CO sobre un catalizador de rodio), el proceso aldol a partir de acetaldehído, por
gasificación de biomasa, catálisis Guerbert (condensación de etanol), por fermentación ABE,
fermentación con E. coli y fermentación en dos etapas (ButylfuelTM) [1].
Anualmente se producen de 10 a 12 millones de libras de butanol con un crecimiento del 3% anual
[2]. Su demanda está concentrada en América del Norte (28%), Europa Occidental (23%) y el
Noreste de Asia (35%) [3]. La mitad de su producción es usada para sintetizar acrilato de butilo y
ésteres de metacrilato [4]; es usado en la manufactura de acetato de butilo, dibutil ftalato, ésteres del
glicol y resinas de amina; y es un solvente en la manufactura de farmacéuticos, aceites y perfumes
[5].
El butanol está siendo considerado como biocombustible porque en comparación con el etanol [6,7],
no es soluble en agua, es menos corrosivo, rinde más kilómetros por litro, tiene menor presión de
vapor, y se puede mezclar con la gasolina convencional en una proporción mayor sin hacer
adaptaciones en los automóviles [8]. Actualmente, el butanol es producido por vía petroquímica, y
si se logra producir eficientemente por fermentación se espera que la producción por vía
petroquímica cierre en el año 2017, y que la demanda de butanol incremente de 6 $ bn a 250 $ bn en
el año 2020 [7].
La producción de butanol por fermentación está limitada por la toxicidad de butanol en pequeñas
concentraciones para el microorganismo que lo sintetiza, consecuentemente este proceso sufre de
bajo rendimiento, productividad y concentración de producto [9]. Mediante desarrollos
biotecnológicos se han creado cultivos celulares más resistentes, pero las fracciones másicas que se
alcanzan en el reactor son menores al 3% [10,11]. El butanol es recuperado tradicionalmente a estas
concentraciones mediante destilación [12]. Sin embargo, separar butanol a concentraciones diluidas
(< 30 gL-1) mediante destilación demanda gran cantidad de energía [13].
Existen diferentes técnicas de separación alternativas a la destilación, tales como la adsorción, la
pertracción, la pervaporación y la extracción líquido-líquido [14]. Entre estas técnicas, la
pervaporación es una de las más atractivas porque es una tecnología limpia que no necesita productos
químicos adicionales, tiene bajo consumo de energía y permite diseños modulares compactos [14].
Está tecnología utiliza una membrana selectiva como agente separador. El butanol difunde a través
de la membrana y se evapora. Como la pervaporación no es dañina para los microorganismos, puede
ser usada en sistemas integrados de reacción-separación. Mejorando de esta manera el consumo de
sustrato, con una disminución del tamaño de los fermentadores y con un menor consumo energético
en el proceso [5].
2 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
Estructura de la tesis
El uso de pervaporación en fermentadores integrados, es la implementación con mayor potencial en
la remoción de butanol de soluciones acusas diluidas. Para analizar la viabilidad de este proceso, en
el primer capítulo de este trabajo se realizará una revisión bibliográfica sobre los diferentes adelantos
de la producción de butanol por fermentación. En el segundo capítulo de este trabajo, se estudia
experimental y teóricamente, la preparación y la caracterización de membranas para la separación
de butanol a partir de soluciones acuosas diluidas, y se establece el modelo matemático para describir
el transporte del flux en las membranas.
En el tercer capítulo, se propone y diseña mediante simulación un sistema de separación con
pervaporación y decantación, capaz de obtener butanol al 99.9% a partir de soluciones acuosas
diluidas. Con la simulación de este proceso, se determinan las propiedades necesarias de la
membrana para hacer de la pervaporación económica y energéticamente viable.
En el cuarto capítulo se simularán y diseñarán diferentes esquemas integrados con pervaporación
para la producción de butanol. Optimizando la productividad del reactor integrado con
pervaporación, se analiza el efecto de la velocidad de remoción de butanol; de la selectividad de la
membrana; y de la adición de ácidos como cosustratos al reactor. Finalmente, debido a la aplicación
del butanol como combustible se comparará el desempeño de la producción de butanol con la del
etanol.
1. Producción de butanol por fermentación
Resumen
En este capítulo se estudian los avances biotecnológicos en la obtención de butanol por fermentación.
La producción por fermentación sufre de bajos rendimientos, concentraciones de producto y
productividades, generados principalmente por la alta toxicidad del butanol. Existen diferentes
alternativas para mejorar la fermentación, como el uso de sustratos no alimentarios de bajo costo;
suplemento de ácidos; recirculación e inmovilización celular; inserción de genes de productoras
tradicionales de acetona, butanol y etanol (ABE) en microorganismos no nativos; y sistemas de
fermentación integrados con pervaporación, pertracción, extracción, gas de arrastre y adsorción.
Entre las mejoras tecnológicas, los reactores integrados con suplemento de ácidos elevan la
productividad volumétrica del reactor, reducen el consumo de energía en la separación y mejoran el
consumo de sustrato. De las técnicas de recuperación, la pervaporación es una de las técnicas más
prometedoras, por no ser perjudicial para los microorganismos y por su bajo consumo de energía.
Sin embargo, para determinar la viabilidad de la pervaporación aún es necesario estudiar mejor la
integración energética, elevar el flux de las membranas, realizar pruebas experimentales de los
sistemas integrados por tiempos más prolongados, realizar análisis económicos actuales y optimizar
las condiciones del sistema híbrido de reacción y pervaporación.
Introducción
A mediados del siglo XX la fermentación para la producción de butanol (fermentación ABE) fue la
segunda en importancia del mundo, solo superada por la fermentación para la producción de etanol
[12]. Debido a las condiciones desfavorables que trajo la competencia con la industria petroquímica
y al bajo desempeño de la fermentación, las plantas comerciales de fermentación ABE se vieron
forzadas a cerrar a mediados de 1980 [12]. Las principales empresas biotecnológicas que trabajan
en solucionar los problemas asociados con la fermentación de butanol, son ButylFuel, Cathay
Industrial Biotech, Cobalt Biofuels, Green Biologics, Metabolic Explorer, Tetravitae Bioscience y
Butamax [15]. Actualmente, la fermentación ABE fue restaurada en algunas plantas de China y
Brasil [15].
Tipos de microorganismos para la producción de butanol
por fermentación
La producción de butanol por fermentación puede ser llevada a cabo por diferentes tipos de cepas
Clostridium productoras de solventes (C. acetobutylicum , C. saccharobutylicum, C. butylicum, C.
beijerinckii) [16]. Las bacterias del género Clostridium son gram positivas, anaeróbicas estrictas,
4 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
heterofermentativas y mesófilas. Estas bacterias presentan forma alargada durante la fase de
crecimiento exponencial y forma ovalada cuando se encuentra en condiciones adversas.
Las clostridias que producen butanol son capaces de consumir sacarosa, fructosa, glucosa, manosa,
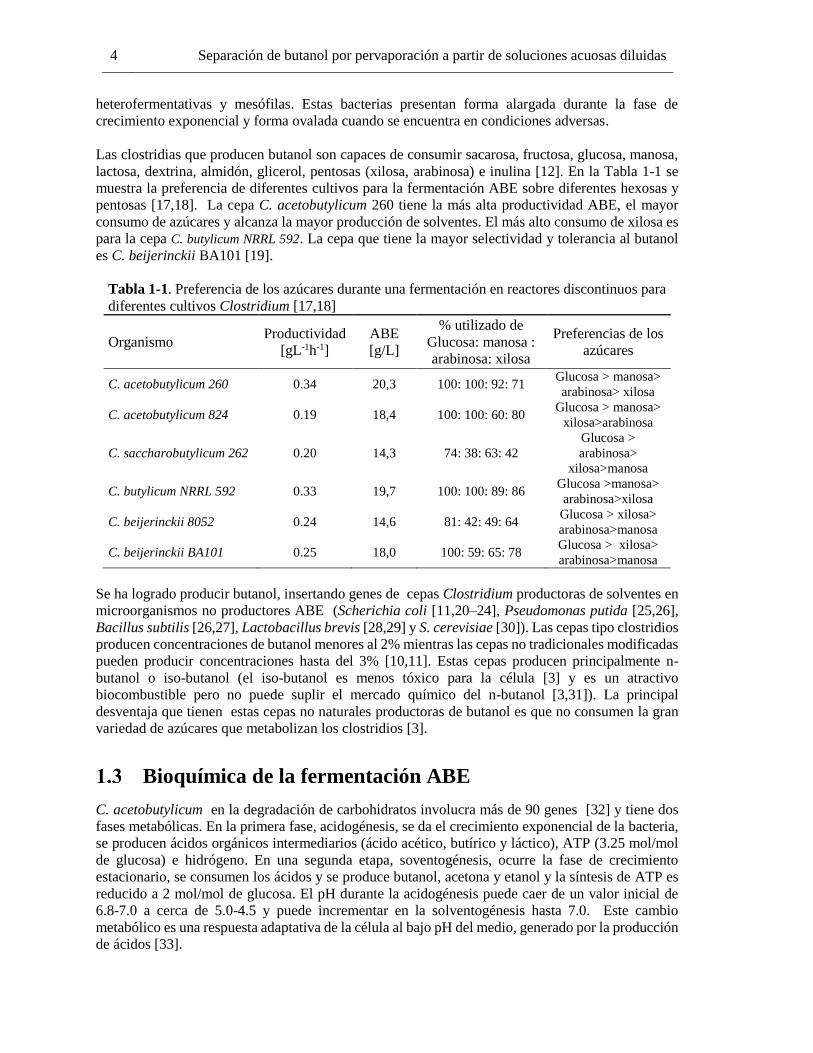
lactosa, dextrina, almidón, glicerol, pentosas (xilosa, arabinosa) e inulina [12]. En la Tabla 1-1 se
muestra la preferencia de diferentes cultivos para la fermentación ABE sobre diferentes hexosas y
pentosas [17,18]. La cepa C. acetobutylicum 260 tiene la más alta productividad ABE, el mayor
consumo de azúcares y alcanza la mayor producción de solventes. El más alto consumo de xilosa es
para la cepa C. butylicum NRRL 592. La cepa que tiene la mayor selectividad y tolerancia al butanol
es C. beijerinckii BA101 [19].
Tabla 1-1. Preferencia de los azúcares durante una fermentación en reactores discontinuos para
diferentes cultivos Clostridium [17,18]
Organismo Productividad
[gL-1h-1]
ABE
[g/L]
% utilizado de
Glucosa: manosa :
arabinosa: xilosa
Preferencias de los
azúcares
C. acetobutylicum 260 0.34 20,3 100: 100: 92: 71 Glucosa > manosa>
arabinosa> xilosa
C. acetobutylicum 824 0.19 18,4 100: 100: 60: 80 Glucosa > manosa>
xilosa>arabinosa
C. saccharobutylicum 262 0.20 14,3 74: 38: 63: 42
Glucosa >
arabinosa>
xilosa>manosa
C. butylicum NRRL 592 0.33 19,7 100: 100: 89: 86 Glucosa >manosa>
arabinosa>xilosa
C. beijerinckii 8052 0.24 14,6 81: 42: 49: 64 Glucosa > xilosa>
arabinosa>manosa
C. beijerinckii BA101 0.25 18,0 100: 59: 65: 78 Glucosa > xilosa>
arabinosa>manosa
Se ha logrado producir butanol, insertando genes de cepas Clostridium productoras de solventes en
microorganismos no productores ABE (Scherichia coli [11,20–24], Pseudomonas putida [25,26],
Bacillus subtilis [26,27], Lactobacillus brevis [28,29] y S. cerevisiae [30]). Las cepas tipo clostridios
producen concentraciones de butanol menores al 2% mientras las cepas no tradicionales modificadas
pueden producir concentraciones hasta del 3% [10,11]. Estas cepas producen principalmente n-
butanol o iso-butanol (el iso-butanol es menos tóxico para la célula [3] y es un atractivo
biocombustible pero no puede suplir el mercado químico del n-butanol [3,31]). La principal
desventaja que tienen estas cepas no naturales productoras de butanol es que no consumen la gran
variedad de azúcares que metabolizan los clostridios [3].
Bioquímica de la fermentación ABE
C. acetobutylicum en la degradación de carbohidratos involucra más de 90 genes [32] y tiene dos
fases metabólicas. En la primera fase, acidogénesis, se da el crecimiento exponencial de la bacteria,
se producen ácidos orgánicos intermediarios (ácido acético, butírico y láctico), ATP (3.25 mol/mol
de glucosa) e hidrógeno. En una segunda etapa, soventogénesis, ocurre la fase de crecimiento
estacionario, se consumen los ácidos y se produce butanol, acetona y etanol y la síntesis de ATP es
reducido a 2 mol/mol de glucosa. El pH durante la acidogénesis puede caer de un valor inicial de
6.8-7.0 a cerca de 5.0-4.5 y puede incrementar en la solventogénesis hasta 7.0. Este cambio
metabólico es una respuesta adaptativa de la célula al bajo pH del medio, generado por la producción
de ácidos [33].
Capítulo 1. Producción de butanol por fermentación 5
La acumulación de ácidos y solventes en la fermentación es tóxica para el microorganismo y
eventualmente causa inhibición total del metabolismo. El cambio de metabolismo de acidogénesis a
solventogénesis es efectivo para atenuar la toxicidad de los ácidos. Sin embargo, el butanol
producido inhibe totalmente el crecimiento alrededor de 12 a 16 gL-1 [34]. En C. acetobutylicum los
efectos tóxicos del butanol no son apreciables en concentraciones por debajo de 4 a 4.8 gL-1 [12]. La
adición de etanol y acetona reduce el crecimiento en aproximadamente 50% a una concentración
alrededor de 40 gL-1 y la inhibición total del crecimiento se produce a una concentración alrededor
de 70 gL-1 de acetona y 50 a 60 gL-1 de etanol [35]. De los solventes producidos, el butanol es el más
tóxico y solo éste alcanza concentraciones inhibitorias durante la fermentación.
Tipos de sustratos
El butanol puede ser producido mediante Clostridium a partir de diferentes materias primas
incluyendo melaza, lactosuero permeado y maíz [5,12,36–39]. El almidón del maíz y la sacarosa de
la melaza son hidrolizados por los cultivos clostridia, por lo cual se puede eliminar el paso de la
hidrólisis esencial en la producción de etanol por fermentación. El contenido típico de lactosa en el
suero permeado es de 44-50 gL-1 y es adecuado para la producción de butanol por fermentación, ya
que la toxicidad del producto limita las concentraciones de alimento a menos de 65 gL-1 [40]. El
lactosuero es rico en minerales por lo cual no se requiere suplementos minerales.
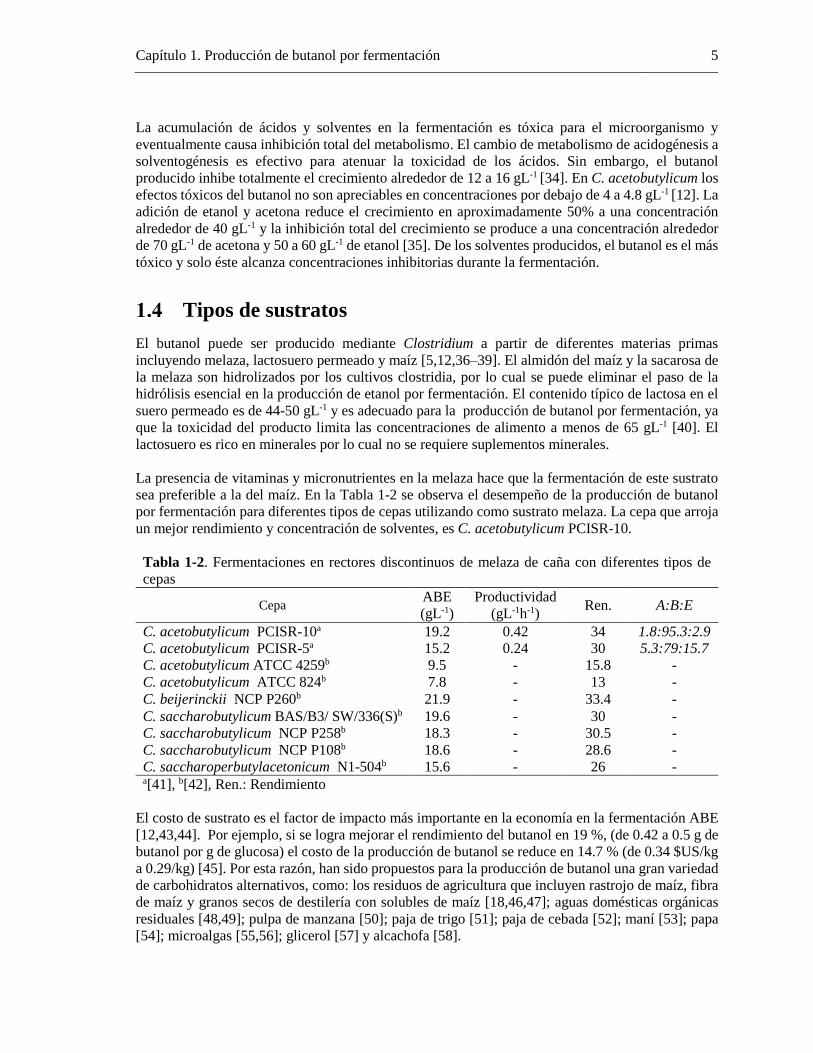
La presencia de vitaminas y micronutrientes en la melaza hace que la fermentación de este sustrato
sea preferible a la del maíz. En la Tabla 1-2 se observa el desempeño de la producción de butanol
por fermentación para diferentes tipos de cepas utilizando como sustrato melaza. La cepa que arroja
un mejor rendimiento y concentración de solventes, es C. acetobutylicum PCISR-10.
Tabla 1-2. Fermentaciones en rectores discontinuos de melaza de caña con diferentes tipos de
cepas
Cepa ABE
(gL-1)
Productividad
(gL-1h-1) Ren. A:B:E
C. acetobutylicum PCISR-10a 19.2 0.42 34 1.8:95.3:2.9
C. acetobutylicum PCISR-5a 15.2 0.24 30 5.3:79:15.7
C. acetobutylicum ATCC 4259b 9.5 - 15.8 -
C. acetobutylicum ATCC 824b 7.8 - 13 -
C. beijerinckii NCP P260b 21.9 - 33.4 -
C. saccharobutylicum BAS/B3/ SW/336(S)b 19.6 - 30 -
C. saccharobutylicum NCP P258b 18.3 - 30.5 -
C. saccharobutylicum NCP P108b 18.6 - 28.6 -
C. saccharoperbutylacetonicum N1-504b 15.6 - 26 - a[41], b[42], Ren.: Rendimiento
El costo de sustrato es el factor de impacto más importante en la economía en la fermentación ABE
[12,43,44]. Por ejemplo, si se logra mejorar el rendimiento del butanol en 19 %, (de 0.42 a 0.5 g de
butanol por g de glucosa) el costo de la producción de butanol se reduce en 14.7 % (de 0.34 $US/kg
a 0.29/kg) [45]. Por esta razón, han sido propuestos para la producción de butanol una gran variedad
de carbohidratos alternativos, como: los residuos de agricultura que incluyen rastrojo de maíz, fibra
de maíz y granos secos de destilería con solubles de maíz [18,46,47]; aguas domésticas orgánicas
residuales [48,49]; pulpa de manzana [50]; paja de trigo [51]; paja de cebada [52]; maní [53]; papa
[54]; microalgas [55,56]; glicerol [57] y alcachofa [58].
6 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
Tipo de reactores
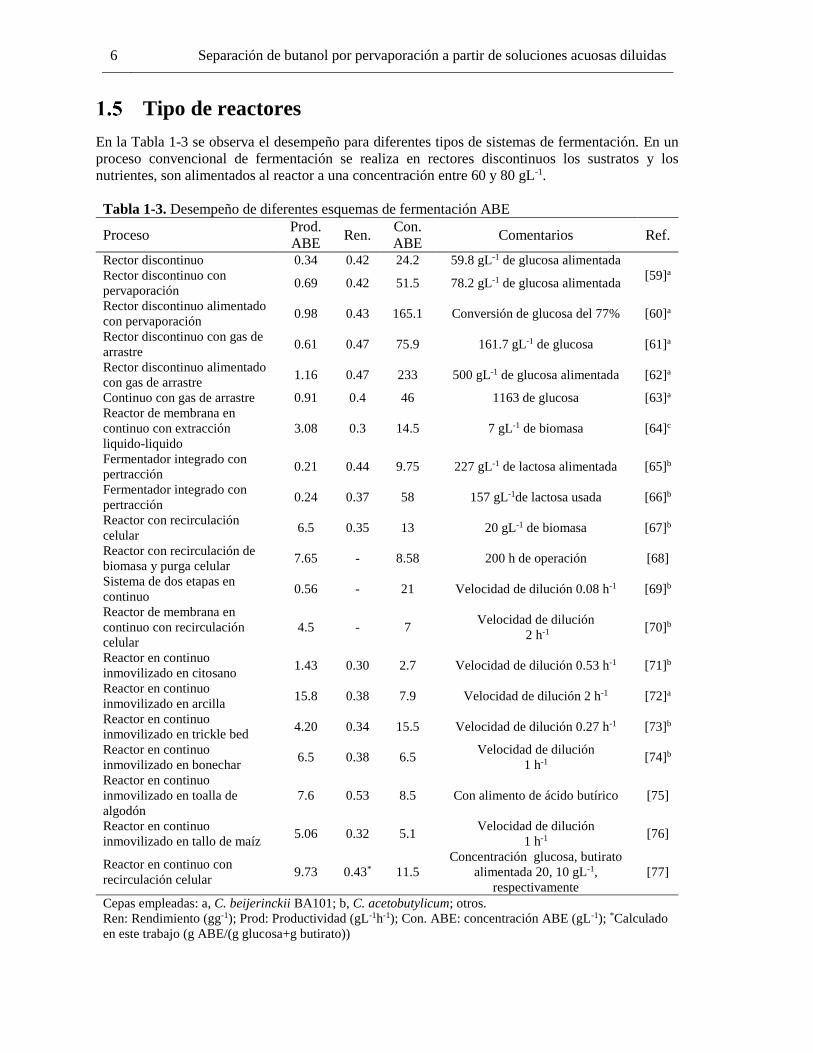
En la Tabla 1-3 se observa el desempeño para diferentes tipos de sistemas de fermentación. En un
proceso convencional de fermentación se realiza en rectores discontinuos los sustratos y los
nutrientes, son alimentados al reactor a una concentración entre 60 y 80 gL-1.
Tabla 1-3. Desempeño de diferentes esquemas de fermentación ABE
Proceso Prod.
ABE Ren.
Con.
ABE Comentarios Ref.
Rector discontinuo 0.34 0.42 24.2 59.8 gL-1 de glucosa alimentada
[59]a Rector discontinuo con
pervaporación 0.69 0.42 51.5 78.2 gL-1 de glucosa alimentada
Rector discontinuo alimentado
con pervaporación 0.98 0.43 165.1 Conversión de glucosa del 77% [60]a
Rector discontinuo con gas de
arrastre 0.61 0.47 75.9 161.7 gL-1 de glucosa [61]a
Rector discontinuo alimentado
con gas de arrastre 1.16 0.47 233 500 gL-1 de glucosa alimentada [62]a
Continuo con gas de arrastre 0.91 0.4 46 1163 de glucosa [63]a
Reactor de membrana en
continuo con extracción
liquido-liquido
3.08 0.3 14.5 7 gL-1 de biomasa [64]c
Fermentador integrado con
pertracción 0.21 0.44 9.75 227 gL-1 de lactosa alimentada [65]b
Fermentador integrado con
pertracción 0.24 0.37 58 157 gL-1de lactosa usada [66]b
Reactor con recirculación
celular 6.5 0.35 13 20 gL-1 de biomasa [67]b
Reactor con recirculación de
biomasa y purga celular 7.65 - 8.58 200 h de operación [68]
Sistema de dos etapas en
continuo 0.56 - 21 Velocidad de dilución 0.08 h-1 [69]b
Reactor de membrana en
continuo con recirculación
celular
4.5 - 7 Velocidad de dilución
2 h-1 [70]b
Reactor en continuo
inmovilizado en citosano 1.43 0.30 2.7 Velocidad de dilución 0.53 h-1 [71]b
Reactor en continuo
inmovilizado en arcilla 15.8 0.38 7.9 Velocidad de dilución 2 h-1 [72]a
Reactor en continuo
inmovilizado en trickle bed 4.20 0.34 15.5 Velocidad de dilución 0.27 h-1 [73]b
Reactor en continuo
inmovilizado en bonechar 6.5 0.38 6.5
Velocidad de dilución
1 h-1 [74]b
Reactor en continuo
inmovilizado en toalla de
algodón
7.6 0.53 8.5 Con alimento de ácido butírico [75]
Reactor en continuo
inmovilizado en tallo de maíz 5.06 0.32 5.1
Velocidad de dilución
1 h-1 [76]
Reactor en continuo con
recirculación celular 9.73 0.43* 11.5
Concentración glucosa, butirato
alimentada 20, 10 gL-1,
respectivamente
[77]
Cepas empleadas: a, C. beijerinckii BA101; b, C. acetobutylicum; otros.
Ren: Rendimiento (gg-1); Prod: Productividad (gL-1h-1); Con. ABE: concentración ABE (gL-1); *Calculado
en este trabajo (g ABE/(g glucosa+g butirato))
Capítulo 1. Producción de butanol por fermentación 7
La fermentación en rectores discontinuos tiene un tiempo de duración de 48 a 96 h. La mezcla
reaccionante se pone en autoclave a 121ºC por 15 minutos seguido de enfriamiento a 35-37ºC e
inoculación con las cepas del cultivo. Durante el enfriamiento, se burbujea N2 o CO2 a través de la
superficie para mantener un medio anaerobio. Se ha logrado una máxima concentración ABE en un
reactor discontinuo de 33 gL-1 y un rendimiento de 0.4-0.42 gg-1 con C. beijerinckii BA101 [78,79].
Al final de la fermentación, la masa celular y otros sólidos suspendidos son removidos por
centrifugación y vendidos como alimento de ganado. A continuación se analizan diferentes
esquemas alternativos de producción:
Reactores en continuo con inmovilización o reciclo celular
Con el fin de mejorar la productividad alcanzando mayores concentraciones de biomasa, se han
propuesto técnicas como la inmovilización o recirculación celular [68,70,72,80,81]. Mediante
inmovilización celular se ha alcanzado la máxima productividad ABE, 15.8 gL-1h-1. Sin embargo, se
obtuvieron bajas conversiones de sustrato (33%) y una concentración ABE de 7.9 gL-1 [72]. Este
reactor demostró ser estable por cerca de 550 horas. Con recirculación celular, mediante
microfiltración y purga, manteniendo concentraciones de biomasa alrededor a 30 gL-1, se ha logrado
obtener una productividad ABE de 7.65 gL-1h-1 en un periodo de operación de 207 h, con una
concentración ABE de 8.58 gL-1 [68].
A pesar que la recirculación y la inmovilización logran mejorar la productividad entre 16 y 30 veces
en comparación con un fermentador ABE tradicional, disminuyen otros parámetros importantes de
la fermentación, como la concentración de producto y conversión de sustrato. Una manera de
incrementar la concentración de producto y conversión de sustrato es utilizar fermentaciones en dos
o más etapas. Este hecho permite que la acidogénesis y solventogénesis ocurra en dos bioreactores
separados, disminuyendo la degeneración celular. En un sistema en dos etapas se reportó una
concentración de solvente de 18.2 gL-1 y una productividad de 1 gL-1h-1 usando C. acetobutylicum
DSM 1731 [82], es decir se duplica la productividad de un reactor discontinuo, con una
concentración de producto equivalente al proceso discontinuo.
Sistemas híbridos de fermentación y separación
Estudios para la separación de butanol mediante destilación indican que un aumento en la
concentración de butanol de 10 a 40 gL-1, reducirá el uso de combustible para la separación en un 80
% [13]. Los sistemas de fermentación integrados permiten elevar la concentración de butanol
limitando su toxicidad, lo que incrementa su velocidad de producción y mejora la conversión de
sustrato. Por esto, se han propuesto en la literatura diferentes sistemas de fermentación integrados
con técnicas de recuperación emergentes (gas de arrastre, pervaporación, extracción liquido líquido,
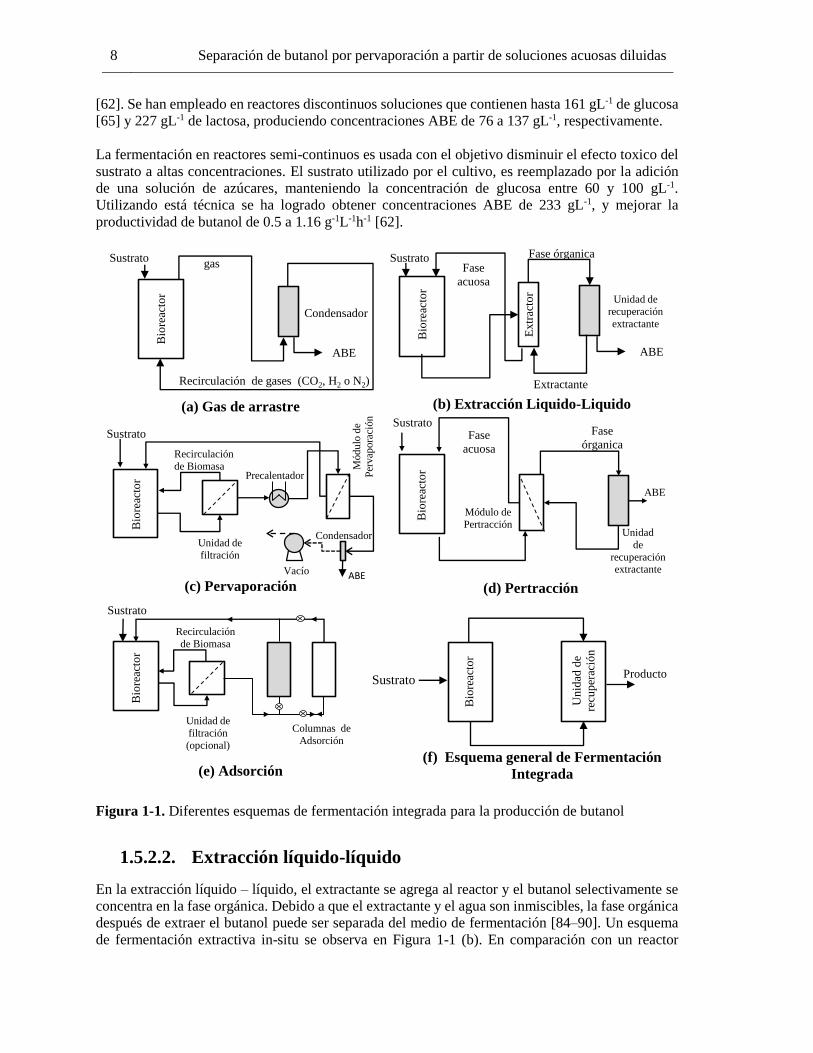
pertracción) (Figura 1-1). A continuación se analizan diferentes reactores integrados:
1.5.2.1. Gas de arrastre
En esta técnica H2 y CO2, productos de la fermentación, se burbujean directamente al fermentador
capturando ABE, el cuál se condensa y recolecta en un tanque de almacenamiento. Un esquema de
esta técnica se observa en la Figura 1-1 (a). Esta técnica remueve solamente los solventes volátiles
(butanol, acetona, etanol y agua) con una selectividad, en relación a la concentración de agua, que
varía entre 4.5-30.5 [83]. Entre las técnicas de recuperación, ésta es la única que logra mejorar el
rendimiento [61], lo que hace suponer que existe un consumo de CO2 para la producción de solventes
8 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
[62]. Se han empleado en reactores discontinuos soluciones que contienen hasta 161 gL-1 de glucosa
[65] y 227 gL-1 de lactosa, produciendo concentraciones ABE de 76 a 137 gL-1, respectivamente.
La fermentación en reactores semi-continuos es usada con el objetivo disminuir el efecto toxico del
sustrato a altas concentraciones. El sustrato utilizado por el cultivo, es reemplazado por la adición
de una solución de azúcares, manteniendo la concentración de glucosa entre 60 y 100 gL-1.
Utilizando está técnica se ha logrado obtener concentraciones ABE de 233 gL-1, y mejorar la
productividad de butanol de 0.5 a 1.16 g-1L-1h-1 [62].
Figura 1-1. Diferentes esquemas de fermentación integrada para la producción de butanol
1.5.2.2. Extracción líquido-líquido
En la extracción líquido – líquido, el extractante se agrega al reactor y el butanol selectivamente se
concentra en la fase orgánica. Debido a que el extractante y el agua son inmiscibles, la fase orgánica
después de extraer el butanol puede ser separada del medio de fermentación [84–90]. Un esquema
de fermentación extractiva in-situ se observa en Figura 1-1 (b). En comparación con un reactor
(a) Gas de arrastre
Condensador
Bio
reac
tor
ABE
Recirculación de gases (CO2, H2 o N2)
gas
(c) Pervaporación
(b) Extracción Liquido-Liquido
Bio
reac
tor
Extr
acto
r
Unidad de
recuperación
extractante
ABE
Fase
acuosa
Fase órganica
Extractante
SustratoSustrato
Bio
reac
tor
Sustrato
Unidad de
filtración
Precalentador
Vacío ABE
Recirculación
de Biomasa
(d) Pertracción
(e) Adsorción(f) Esquema general de Fermentación
Integrada
Mód
ulo
de
Per
vap
ora
ción
Bio
reac
tor
Un
idad
de
recu
per
ació
n
ProductoSustrato
Fase
acuosa
SustratoFase
órganica
ABE
Módulo de
PertracciónUnidad
de
recuperación extractante
Condensador
Bio
reac
tor
Sustrato
Unidad de
filtración
(opcional)
Columnas de
Adsorción
Recirculación
de Biomasa
Bio
reac
tor
Capítulo 1. Producción de butanol por fermentación 9
discontinuo convencional, con fermentación extractiva se ha logrado mejorar la productividad del
reactor hasta 6.2 veces [64].
La fermentación extractiva in situ para la producción a gran escala, no es tan recomendable como la
extracción externa debido a: Difícil control del proceso, formación de emulsiones, inhibición celular
por el extractante, pérdidas de células en la interfase, coeficientes de distribución reales más bajos
que los llevados a cabo sin células, extracción de los intermediarios de la reacción y precipitación
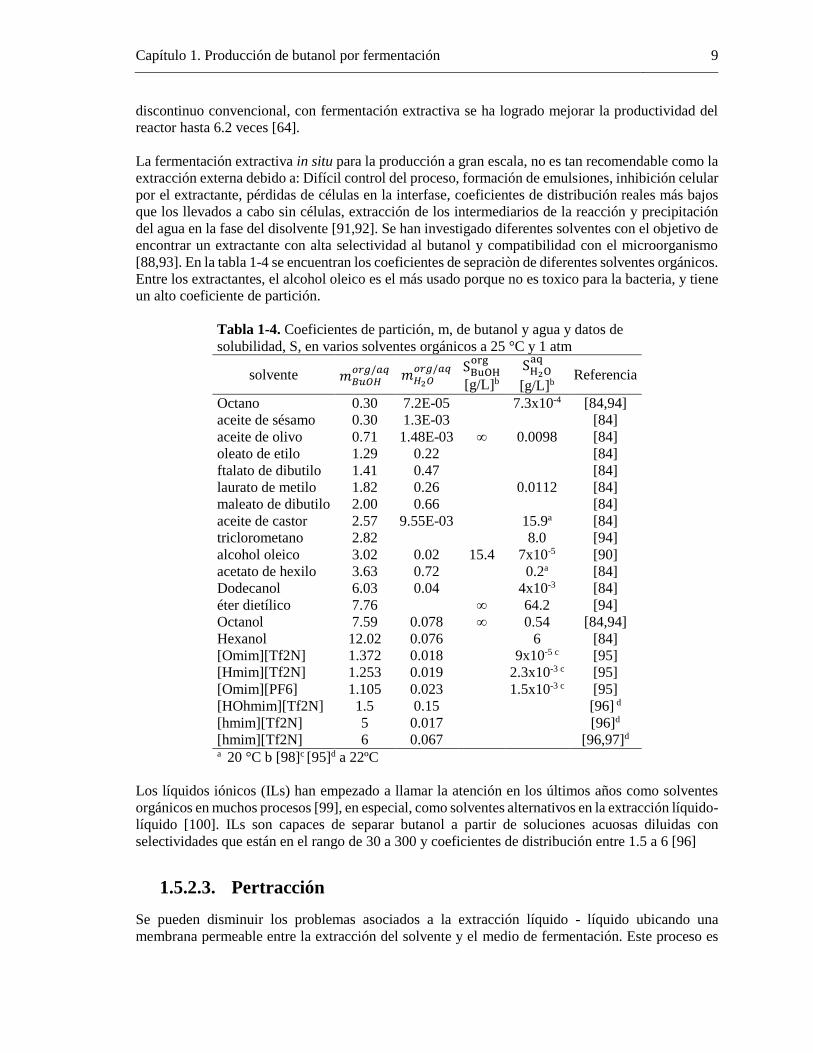
del agua en la fase del disolvente [91,92]. Se han investigado diferentes solventes con el objetivo de
encontrar un extractante con alta selectividad al butanol y compatibilidad con el microorganismo
[88,93]. En la tabla 1-4 se encuentran los coeficientes de sepraciòn de diferentes solventes orgánicos.
Entre los extractantes, el alcohol oleico es el más usado porque no es toxico para la bacteria, y tiene
un alto coeficiente de partición.
Tabla 1-4. Coeficientes de partición, m, de butanol y agua y datos de
solubilidad, S, en varios solventes orgánicos a 25 °C y 1 atm
solvente 𝑚𝐵𝑢𝑂𝐻𝑜𝑟𝑔/𝑎𝑞
𝑚𝐻2𝑂𝑜𝑟𝑔/𝑎𝑞
SBuOH
org
[g/L]b
SH2Oaq
[g/L]b Referencia
Octano 0.30 7.2E-05 7.3x10-4 [84,94]
aceite de sésamo 0.30 1.3E-03 [84]
aceite de olivo 0.71 1.48E-03 ∞ 0.0098 [84]
oleato de etilo 1.29 0.22 [84]
ftalato de dibutilo 1.41 0.47 [84]
laurato de metilo 1.82 0.26 0.0112 [84]
maleato de dibutilo 2.00 0.66 [84]
aceite de castor 2.57 9.55E-03 15.9a [84]
triclorometano 2.82 8.0 [94]
alcohol oleico 3.02 0.02 15.4 7x10-5 [90]
acetato de hexilo 3.63 0.72 0.2a [84]
Dodecanol 6.03 0.04 4x10-3 [84]
éter dietílico 7.76 ∞ 64.2 [94]
Octanol 7.59 0.078 ∞ 0.54 [84,94]
Hexanol 12.02 0.076 6 [84]
[Omim][Tf2N] 1.372 0.018 9x10-5 c [95]
[Hmim][Tf2N] 1.253 0.019 2.3x10-3 c [95]
[Omim][PF6] 1.105 0.023 1.5x10-3 c [95]
[HOhmim][Tf2N] 1.5 0.15 [96] d
[hmim][Tf2N] 5 0.017 [96]d
[hmim][Tf2N] 6 0.067 [96,97]d a 20 °C b [98]c [95]d a 22ºC
Los líquidos iónicos (ILs) han empezado a llamar la atención en los últimos años como solventes
orgánicos en muchos procesos [99], en especial, como solventes alternativos en la extracción líquido-
líquido [100]. ILs son capaces de separar butanol a partir de soluciones acuosas diluidas con
selectividades que están en el rango de 30 a 300 y coeficientes de distribución entre 1.5 a 6 [96]
1.5.2.3. Pertracción
Se pueden disminuir los problemas asociados a la extracción líquido - líquido ubicando una
membrana permeable entre la extracción del solvente y el medio de fermentación. Este proceso es
1
0
Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
denominado pertracción. La membrana proporciona la superficie donde las dos fases no miscibles
pueden intercambiar el butanol. Como no hay contacto directo entre las dos fases, la toxicidad del
extractante, la fase de dispersión, emulsión y la acumulación de células en la interface acuosa-
orgánica son drásticamente reducidos o eliminados.
El butanol difunde preferiblemente a través de la membrana liquida, mientras que otros componentes
de fermentación y productos intermedios (por ejemplo, ácido acético y butírico) se mantienen en la
fase acuosa [65]. El flujo total de butanol desde el medio de fermentación a la fase orgánica, depende
principalmente de la permeabilidad del butanol en la membrana. Por lo cual, la membrana representa
una barrera física que limita la velocidad de extracción del butanol. Un esquema de esta técnica se
observa en la Figura 1-1 (d). En un reactor en discontinuo integrado con pertracción se consumió
157 gL-1 de lactosa con una productividad de 0.24 g-1L-1h-1.
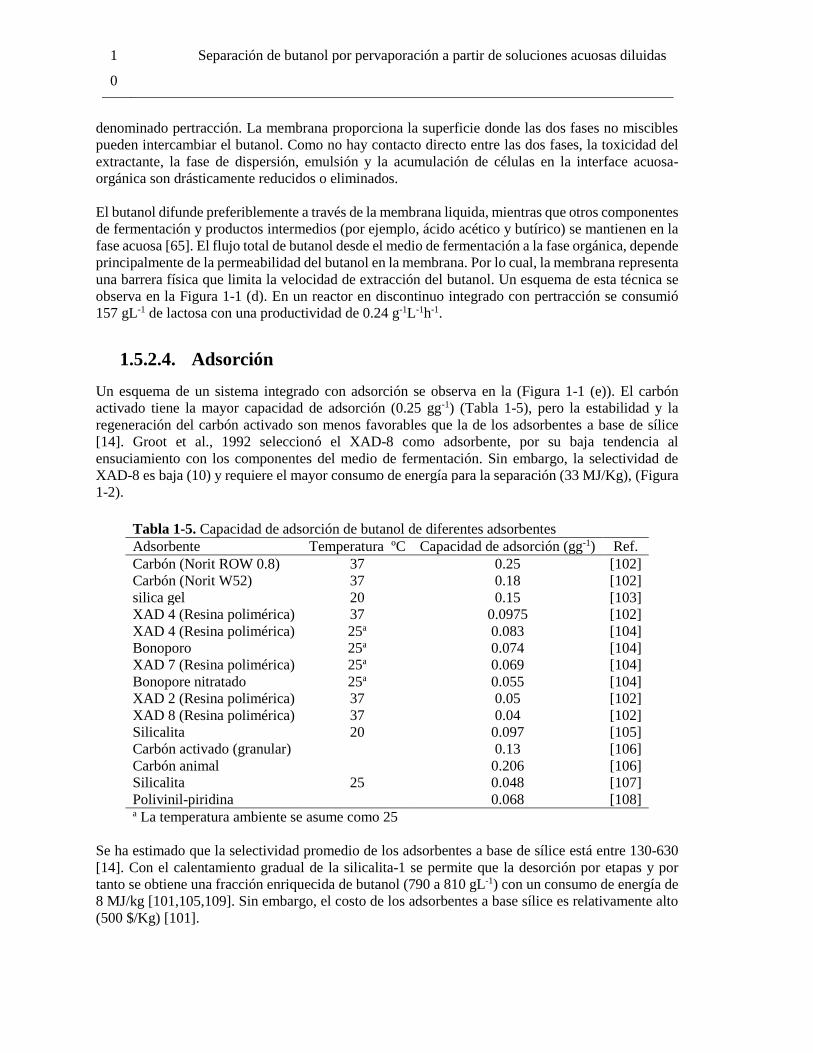
1.5.2.4. Adsorción
Un esquema de un sistema integrado con adsorción se observa en la (Figura 1-1 (e)). El carbón
activado tiene la mayor capacidad de adsorción (0.25 gg-1) (Tabla 1-5), pero la estabilidad y la
regeneración del carbón activado son menos favorables que la de los adsorbentes a base de sílice
[14]. Groot et al., 1992 seleccionó el XAD-8 como adsorbente, por su baja tendencia al
ensuciamiento con los componentes del medio de fermentación. Sin embargo, la selectividad de
XAD-8 es baja (10) y requiere el mayor consumo de energía para la separación (33 MJ/Kg), (Figura
1-2).
Tabla 1-5. Capacidad de adsorción de butanol de diferentes adsorbentes
Adsorbente Temperatura ºC Capacidad de adsorción (gg-1) Ref.
Carbón (Norit ROW 0.8) 37 0.25 [102]
Carbón (Norit W52) 37 0.18 [102]
silica gel 20 0.15 [103]
XAD 4 (Resina polimérica) 37 0.0975 [102]
XAD 4 (Resina polimérica) 25a 0.083 [104]
Bonoporo 25a 0.074 [104]
XAD 7 (Resina polimérica) 25a 0.069 [104]
Bonopore nitratado 25a 0.055 [104]
XAD 2 (Resina polimérica) 37 0.05 [102]
XAD 8 (Resina polimérica) 37 0.04 [102]
Silicalita 20 0.097 [105]
Carbón activado (granular) 0.13 [106]
Carbón animal 0.206 [106]
Silicalita 25 0.048 [107]
Polivinil-piridina 0.068 [108] a La temperatura ambiente se asume como 25
Se ha estimado que la selectividad promedio de los adsorbentes a base de sílice está entre 130-630
[14]. Con el calentamiento gradual de la silicalita-1 se permite que la desorción por etapas y por
tanto se obtiene una fracción enriquecida de butanol (790 a 810 gL-1) con un consumo de energía de
8 MJ/kg [101,105,109]. Sin embargo, el costo de los adsorbentes a base sílice es relativamente alto
(500 $/Kg) [101].
Capítulo 1. Producción de butanol por fermentación 11
Aplicando un sistema de recirculación celular antes de la adsorción se disminuye el ensuciamiento
y se alcanza un mayor grado de separación de butanol [101]. Utilizando polivinil-piridina como
adsorbente en una fermentación integrada con recirculación celular en ciclos repetidos se ha logrado
un rendimiento de 0.32 gg-1, y una productividad de 1.69 gL-1h-1 [80].
1.5.2.4. Pervaporación
La pervaporación es una técnica que permite remover selectivamente los compuestos volátiles del
medio de fermentación usando una membrana (Figura 1-1 (c)). En la literatura se han descrito
aplicaciones de pervaporación para la producción ABE en reactores discontinuos, semi-continuos y
continuos [59,60,110–115]. En este tipo de reactores se eleva la productividad y la concentración
total de solventes. Con la pervaporación se ha logrado aumentar la productividad del reactor a 2.34
gL-1h-1 [115], y se han obtenido concentraciones ABE de 165 gL-1 [60], lo que representa, con
respecto a un reactor tradicional, un aumento de 4 y 8 veces, en la productividad y la concentración
de producto, respectivamente.
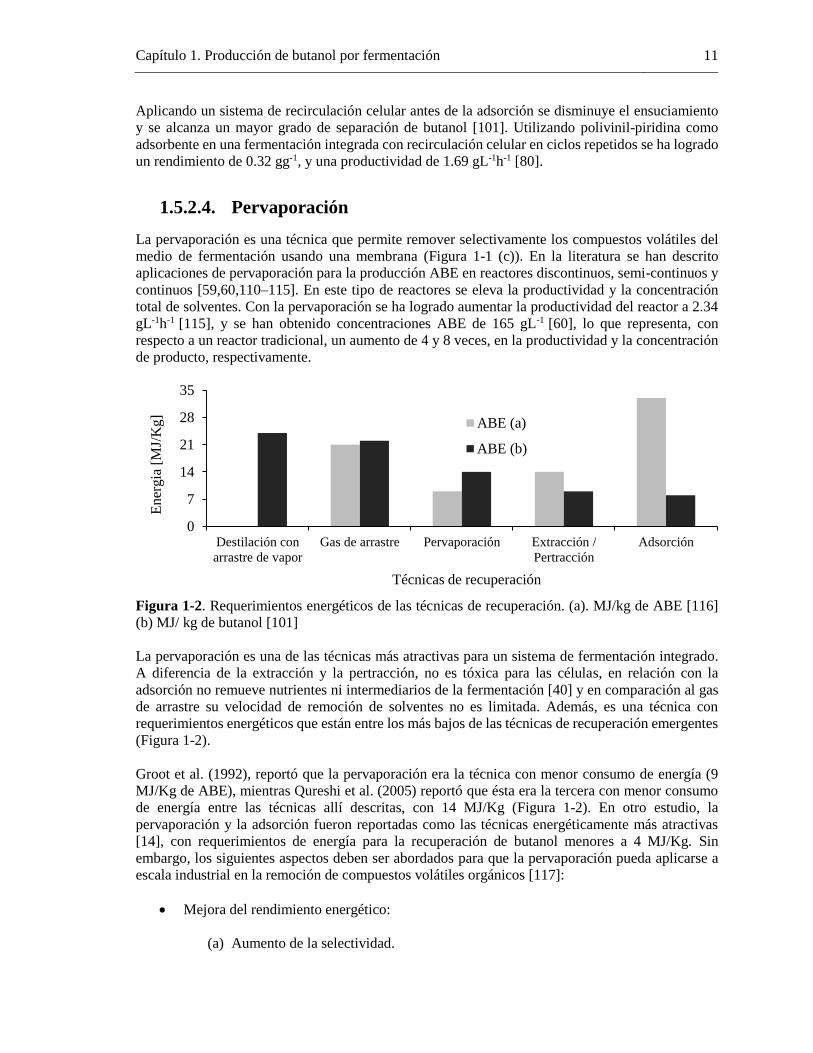
Figura 1-2. Requerimientos energéticos de las técnicas de recuperación. (a). MJ/kg de ABE [116]
(b) MJ/ kg de butanol [101]
La pervaporación es una de las técnicas más atractivas para un sistema de fermentación integrado.
A diferencia de la extracción y la pertracción, no es tóxica para las células, en relación con la
adsorción no remueve nutrientes ni intermediarios de la fermentación [40] y en comparación al gas
de arrastre su velocidad de remoción de solventes no es limitada. Además, es una técnica con
requerimientos energéticos que están entre los más bajos de las técnicas de recuperación emergentes
(Figura 1-2).
Groot et al. (1992), reportó que la pervaporación era la técnica con menor consumo de energía (9
MJ/Kg de ABE), mientras Qureshi et al. (2005) reportó que ésta era la tercera con menor consumo
de energía entre las técnicas allí descritas, con 14 MJ/Kg (Figura 1-2). En otro estudio, la
pervaporación y la adsorción fueron reportadas como las técnicas energéticamente más atractivas
[14], con requerimientos de energía para la recuperación de butanol menores a 4 MJ/Kg. Sin
embargo, los siguientes aspectos deben ser abordados para que la pervaporación pueda aplicarse a
escala industrial en la remoción de compuestos volátiles orgánicos [117]:
Mejora del rendimiento energético:
(a) Aumento de la selectividad.
0
7
14
21
28
35
Destilación con
arrastre de vapor
Gas de arrastre Pervaporación Extracción /
Pertracción
Adsorción
Ener
gia
[M
J/K
g]
Técnicas de recuperación
ABE (a)
ABE (b)
1
2
Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
(b) Integración de calor / eficiencia energética (estudiado en este trabajo).
Reducción del costo de capital:
(a) Reducción del costo del módulo de membrana por unidad de área.
(b) Aumento del flux para reducir el área de membrana requerida (estudiado en este
trabajo).
Pruebas de estabilidad del sistema de fermentación pervaporación en periodos más largos
de tiempo.
Optimizar el sistema de fermentación y pervaporación (estudiado en este trabajo).
Análisis económicos actuales (estudiado en este trabajo).
Alimento de ácidos
Para mejorar el rendimiento, la productividad y la concentración de solventes, se ha estudiado la
adición de intermediarios como ácido acético, láctico y butírico en la producción de solventes. La
adición de ácido acético aumenta la producción y mejora la estabilización de solventes [78]. El
suplemento de ácido butírico inhibe su formación e incrementa la producción de butanol [118]. La
adición de ácido láctico incrementa la concentración de producto, mejora el rendimiento y la
productividad de butanol [119].
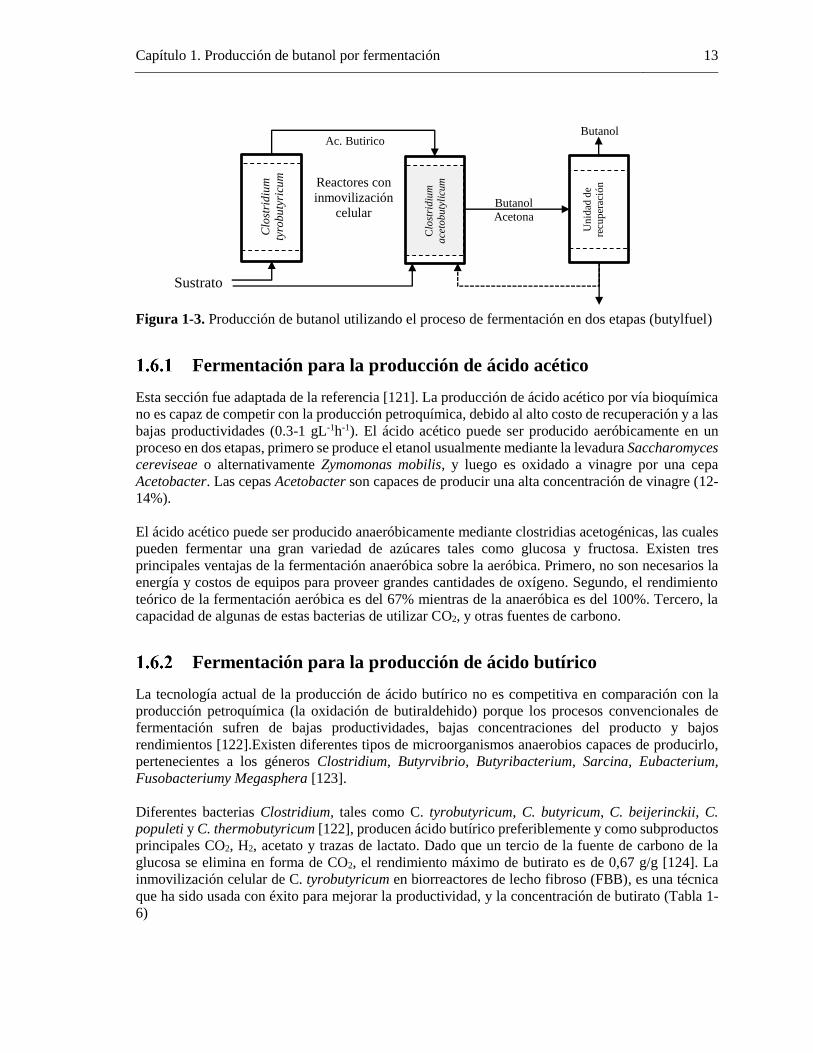
Por los beneficios que genera la adición del ácido butírico, se ha patentado un sistema de
fermentación de dos reactores con fermentación previa de ácido butírico [74,120]. En el primer
reactor se da la producción de ácido butírico por Clostridium tyrobutyricum, y en el segundo se
convierten los ácidos mediante una cepa solventogenética. Al segundo reactor también se alimenta
glucosa ya que la asimilación de ácidos necesita energía y el ácido butírico es una fuente deficiente
de ésta (Figura 1-3). Este proceso mejora el rendimiento de butanol [74] ya que disminuye la
producción de todos los derivados.
Para la operación en continuo del bioreactor, se usa la técnica de inmovilización celular con un
soporte de lecho fibroso – FBB [86]. La eficiencia del reactor FBB y la fermentación por dos etapas
da un rendimiento máximo de butanol de 42% (2,5 galones por bushel), un rendimiento ABE de
0.52, una productividad volumétrica de 4.6 gL-1h-1, a una velocidad de dilución de 0.9 h-1, un pH de
4.3, una temperatura de 35 ºC y una concentración de alimento de 54 gL-1 de glucosa y 3 gL-1 de
butirato [75]. Los principales problemas de este esquema son las bajas conversiones de sustrato
alcanzadas (glucosa y butirato, 0.19, 0.31 respectivamente), y las bajas concentraciones de producto
5.1 gL-1.
En otro estudio, mediante recirculación de biomasa, y la adición de ácido butírico y glucosa en
continuo (10 y 20 gL-1, respectivamente) con la cepa Clostridium saccharoperbutylacetonicum N1-
4, se alcanzó una productividad ABE de 9.73 gL-1h-1[77]. En este sistema la selectividad de butanol
hacia los solventes aumenta de 0.666 a 0.797 g-1g-1, sin producción de etanol. El suplemento de ácido
butírico, acético y láctico, mejora el desempeño de la fermentación ABE pero su producción
representa un costo adicional, y la viabilidad de la adición de estos dependerá de la eficiencia de su
síntesis, por ello a continuación se analizá la fermentación de cada uno de estos ácidos.
Capítulo 1. Producción de butanol por fermentación 13
Figura 1-3. Producción de butanol utilizando el proceso de fermentación en dos etapas (butylfuel)
Fermentación para la producción de ácido acético
Esta sección fue adaptada de la referencia [121]. La producción de ácido acético por vía bioquímica
no es capaz de competir con la producción petroquímica, debido al alto costo de recuperación y a las
bajas productividades (0.3-1 gL-1h-1). El ácido acético puede ser producido aeróbicamente en un
proceso en dos etapas, primero se produce el etanol usualmente mediante la levadura Saccharomyces
cereviseae o alternativamente Zymomonas mobilis, y luego es oxidado a vinagre por una cepa
Acetobacter. Las cepas Acetobacter son capaces de producir una alta concentración de vinagre (12-
14%).
El ácido acético puede ser producido anaeróbicamente mediante clostridias acetogénicas, las cuales
pueden fermentar una gran variedad de azúcares tales como glucosa y fructosa. Existen tres
principales ventajas de la fermentación anaeróbica sobre la aeróbica. Primero, no son necesarios la
energía y costos de equipos para proveer grandes cantidades de oxígeno. Segundo, el rendimiento
teórico de la fermentación aeróbica es del 67% mientras de la anaeróbica es del 100%. Tercero, la
capacidad de algunas de estas bacterias de utilizar CO2, y otras fuentes de carbono.
Fermentación para la producción de ácido butírico
La tecnología actual de la producción de ácido butírico no es competitiva en comparación con la
producción petroquímica (la oxidación de butiraldehido) porque los procesos convencionales de
fermentación sufren de bajas productividades, bajas concentraciones del producto y bajos
rendimientos [122].Existen diferentes tipos de microorganismos anaerobios capaces de producirlo,
pertenecientes a los géneros Clostridium, Butyrvibrio, Butyribacterium, Sarcina, Eubacterium,
Fusobacteriumy Megasphera [123].
Diferentes bacterias Clostridium, tales como C. tyrobutyricum, C. butyricum, C. beijerinckii, C.
populeti y C. thermobutyricum [122], producen ácido butírico preferiblemente y como subproductos
principales CO2, H2, acetato y trazas de lactato. Dado que un tercio de la fuente de carbono de la
glucosa se elimina en forma de CO2, el rendimiento máximo de butirato es de 0,67 g/g [124]. La
inmovilización celular de C. tyrobutyricum en biorreactores de lecho fibroso (FBB), es una técnica
que ha sido usada con éxito para mejorar la productividad, y la concentración de butirato (Tabla 1-
6)
Un
idad
de
recu
per
ació
n
Clo
stri
diu
m
tyro
bu
tyri
cum
Clo
stri
diu
m
ace
tob
uty
licu
m
Sustrato
Ac. Butirico
Butanol
Acetona
Butanol
Reactores con
inmovilización
celular
1
4
Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
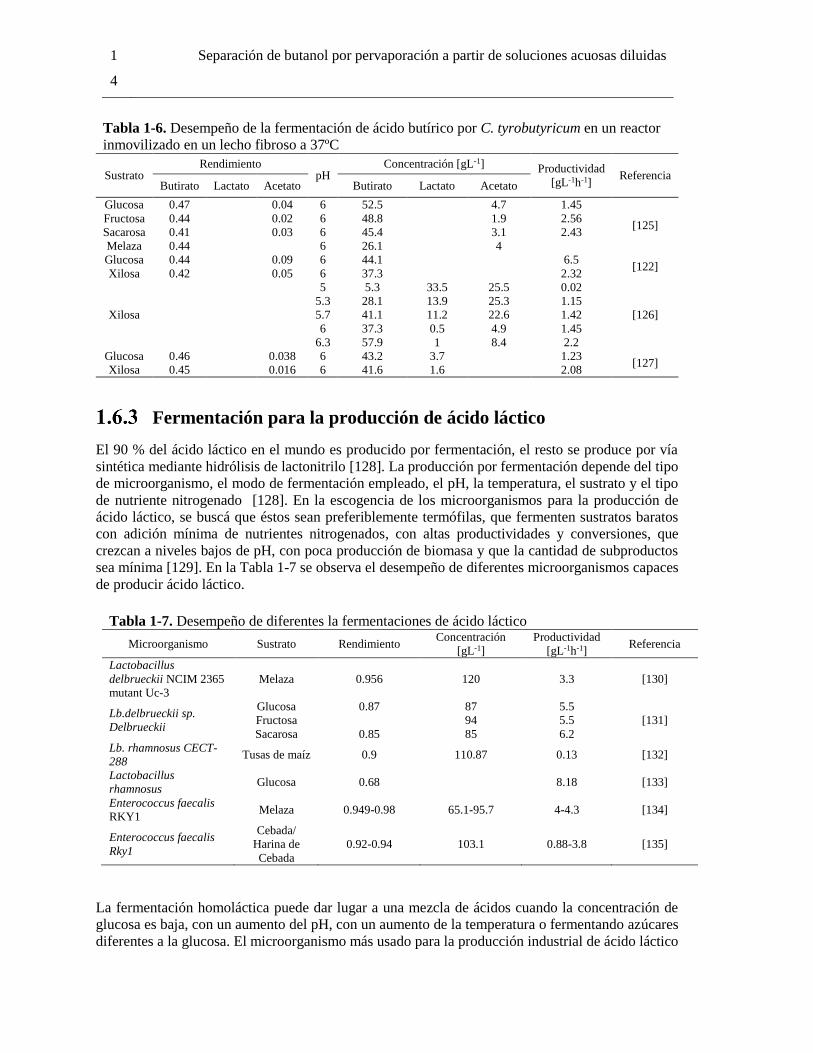
Tabla 1-6. Desempeño de la fermentación de ácido butírico por C. tyrobutyricum en un reactor
inmovilizado en un lecho fibroso a 37ºC
Sustrato Rendimiento
pH Concentración [gL-1] Productividad
[gL-1h-1] Referencia
Butirato Lactato Acetato Butirato Lactato Acetato
Glucosa 0.47 0.04 6 52.5 4.7 1.45
[125] Fructosa 0.44 0.02 6 48.8 1.9 2.56
Sacarosa 0.41 0.03 6 45.4 3.1 2.43
Melaza 0.44 6 26.1 4
Glucosa 0.44 0.09 6 44.1 6.5 [122]
Xilosa 0.42 0.05 6 37.3 2.32
Xilosa
5 5.3 33.5 25.5 0.02
[126]
5.3 28.1 13.9 25.3 1.15
5.7 41.1 11.2 22.6 1.42
6 37.3 0.5 4.9 1.45
6.3 57.9 1 8.4 2.2
Glucosa 0.46 0.038 6 43.2 3.7 1.23 [127]
Xilosa 0.45 0.016 6 41.6 1.6 2.08
Fermentación para la producción de ácido láctico
El 90 % del ácido láctico en el mundo es producido por fermentación, el resto se produce por vía
sintética mediante hidrólisis de lactonitrilo [128]. La producción por fermentación depende del tipo
de microorganismo, el modo de fermentación empleado, el pH, la temperatura, el sustrato y el tipo
de nutriente nitrogenado [128]. En la escogencia de los microorganismos para la producción de
ácido láctico, se buscá que éstos sean preferiblemente termófilas, que fermenten sustratos baratos
con adición mínima de nutrientes nitrogenados, con altas productividades y conversiones, que
crezcan a niveles bajos de pH, con poca producción de biomasa y que la cantidad de subproductos
sea mínima [129]. En la Tabla 1-7 se observa el desempeño de diferentes microorganismos capaces
de producir ácido láctico.
Tabla 1-7. Desempeño de diferentes la fermentaciones de ácido láctico
Microorganismo Sustrato Rendimiento Concentración
[gL-1]
Productividad
[gL-1h-1] Referencia
Lactobacillus
delbrueckii NCIM 2365
mutant Uc-3
Melaza 0.956 120 3.3 [130]
Lb.delbrueckii sp.
Delbrueckii
Glucosa 0.87 87 5.5
[131] Fructosa 94 5.5
Sacarosa 0.85 85 6.2
Lb. rhamnosus CECT-
288 Tusas de maíz 0.9 110.87 0.13 [132]
Lactobacillus
rhamnosus Glucosa 0.68 8.18 [133]
Enterococcus faecalis
RKY1 Melaza 0.949-0.98 65.1-95.7 4-4.3 [134]
Enterococcus faecalis
Rky1
Cebada/
Harina de
Cebada
0.92-0.94 103.1 0.88-3.8 [135]
La fermentación homoláctica puede dar lugar a una mezcla de ácidos cuando la concentración de
glucosa es baja, con un aumento del pH, con un aumento de la temperatura o fermentando azúcares
diferentes a la glucosa. El microorganismo más usado para la producción industrial de ácido láctico
Capítulo 1. Producción de butanol por fermentación 15
es Lactobacillus delbrueckiim, ya que consume eficientemente glucosa y es un microorganismo
termófilo con temperatura crecimiento óptima de 41.5°C, lo que reduce el costo de enfriamiento,
esterilización y los riesgos de contaminación microbiológica en el fermentador [136].
La fermentación para la producción de ácido láctica es más eficiente que la producción de ácido
butírico por fermentación, ya que tiene un rendimiento 50% mayor, con rendimientos cercanos al
100%, y concentraciones de producto y productividades superiores en la mayoría de los casos.
Debido a que por vía biotecnológica se produce el 90 % del ácido láctico en el mundo, y a su más
alto desempeño que la fermentación para la producción de butirato, se proponé en este trabajo un
sistema de fermentación integrada con pervaporación en el cual previamente se fermente ácido
láctico [137].
Conclusiones
Los principales problemas asociados a la fermentación son la baja selectividad de butanol, baja
productividad, bajo rendimiento y alto costo de recuperación debido a la baja concentración de
producto. Existen diferentes alternativas de solución para hacer eficiente la fermentación, tales como
el uso de sustratos alternativos, inmovilización celular, suplemento de ácidos, recirculación celular,
inserción de genes de productoras ABE tradicionales (clostridios) en microorganismos más
resistentes, y sistemas de fermentación integrados con técnicas de recuperación tales como
pervaporación, pertracción, extracción, gas de arrastre y adsorción.
Sistemas con fermentación previa de ácido láctico o butírico utilizando constituye una alternativa
interesante de producción, ya que en estos se mejora el rendimiento, la productividad y la
concentración de producto. Estos sistemas pueden ser integrados con tecnologías de recuperación.
Entre estas tecnologías, la pervaporación es una alternativa prometedora porque no es tóxica para la
fermentación y es de las técnicas con menor consumo energético. Sin embargo, aún es necesario un
mayor conocimiento tecno-económico, mejorar el rendimiento energético del proceso, hacer ensayos
de las membranas en más largos periodos de tiempo, y optimizar el sistema de fermentación
integrado utilizando diferentes variables de operación y esquemas de reacción.
2. Preparación y caracterización de membranas para
pervaporación
Resumen
Se prepararon y caracterizaron varios tipos de membranas, para la separación de butanol a partir de
soluciones acuosas diluidas. Se prepararon diferentes membranas compuestas de polidimetilsiloxano
(PDMS) con soporte poroso cerámico. Estas membranas se modificaron con solventes orgánicos
tales como dodecanol y trioctilamina (TOA); y con adsorbentes tales como carbón activado y
silicalita. Se desarrolló un modelo de transporte, alternativo al modelo tradicional (solución-
difusión), basado en las ecuaciones de Maxwell-Stefan (MS) para describir el transporte del flux en
la membrana. Se minimizaron los parámetros del modelo de MS y del modelo de solución-difusión,
para predecir los fluxes experimentales de diferentes membranas, tanto reportadas en este trabajo
como en la literatura. Finalmente, con base en las predicciones de los modelos se estudió cómo deben
ser caracterizadas las membranas en pervaporación.
2.1. Introducción
En la pervaporación los compuestos orgánicos volátiles difunden selectivamente a través de una
membrana, y se evaporan al otro lado que se encuentra a vacío. La eficiencia de la separación está
dada por la selectividad (una medida de la eliminación selectiva de los compuestos volátiles), el flux
(la velocidad a la cual un compuesto pasa a través de la membrana por área de membrana) y la
estabilidad de la membrana. Los factores más deseados para una membrana son alta estabilidad, flux
y selectividad. Diferentes materiales poliméricos, cerámicos o líquidos han sido investigados para la
preparación de membranas en la recuperación de butanol a partir de soluciones acuosas diluidas
mediante pervaporación.
Las membranas más estudiadas son las poliméricas de PDMS, material elastomérico a menudo
referenciado como elastómero de silicona con excelente capacidad de formar capas delgadas, alta
estabilidad térmica, química e inercia fisiológica [138]. Los factores de separación reportados para
las membranas de PDMS varían en el rango de 15 a 60. Esta variación depende de diferentes factores
como la fuente del polímero, la densidad del entrecruzamiento, el espesor de la capa selectiva, el
material del soporte poroso (si lo hay) y las condiciones de ensayo (temperatura de la solución,
composición del retentato, presión de permeato, gas de arrastre, etc.). Diferentes membranas de
PDMS se han preparado comercialmente por compañías como SolSep BV (Apeldoorn, Netherlands),
Pervatech BV (Enter, Netherlands), Sulzer Chemtech (Neunkirchen, Germany) y Celanese Corp.
(NC, United States) [139].
Otro material polimérico altamente estudiado es el poli-[(trimetilsilil)-1-propino] (PTMSP), el cual
tiene un volumen libre mayor que el PDMS, con un factor de separación tan alto como 70 [140]. En
18 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
la fermentación el polímero se contamina con moléculas de alto peso molecular por lo cual su
selectividad y flux decaen [141]. Estas membranas no tienen aplicación industrial debido al rápido
deterioro de las membranas con el tiempo [139].
Las membranas cerámicas o inorgánicas a base de sílice presentan un desempeño superior en
comparación con las poliméricas en cuanto a flux y selectividad. Las zeolitas son los principales
materiales para fabricar membranas cerámicas [139]. Estos son aluminosilicatos hidrotratados con
estructura cristalina uniforme y poros de tamaño molecular. La selectividad de la silicalita aumenta
con la relación de sílice/ alúmina. Los principales materiales zeolíticos para la preparación de
membranas son la silicalita-1 y el ZSM-5, los cuales tienen poros tipo zig-zag y rectos con un tamaño
de apertura de poro cercano a 0.65 nm [139]. Las membranas inorgánicas de silicalita no son
comerciales actualmente porque es difícil producirlas libres de defectos a escala industrial, y son de
10 a 50 veces más costosas que las membranas poliméricas [139].
Membranas con mezclas de matrices (MMMs) han sido utilizadas para mejorar la selectividad y
estabilidad de las membranas. Las principales MMMs son de silicalita y PDMS, las cuales mejoran
la selectividad de las membranas de PDMS hasta 5 veces. De este tipo existe una membrana
comercial, creada por Sulzer Chemtech (Neunkirchen, Germany) [117]. La membrana más selectiva
de la literatura es una membrana líquida de (trioctilamina) TOA [142], presenta una alta estabilidad
en el tiempo, pero tiene un flux bajo (11 gm2h-1).
En este trabajo se prepararon diferentes membranas compuestas de PDMS con soporte poroso
cerámico, y se modificaron con solventes orgánicos como dodecanol y TOA; y adsorbentes como
carbón y silicalita. Adicionalmente, se ajusta el flux de diferentes membranas reportadas en este
trabajo y en la literatura, a un modelo basado en las ecuaciones de Maxwell-Stefan (MS) y se
compará con un modelo de transporte tradicional (el modelo de solución difusión [143]).
2.2. Materiales y métodos
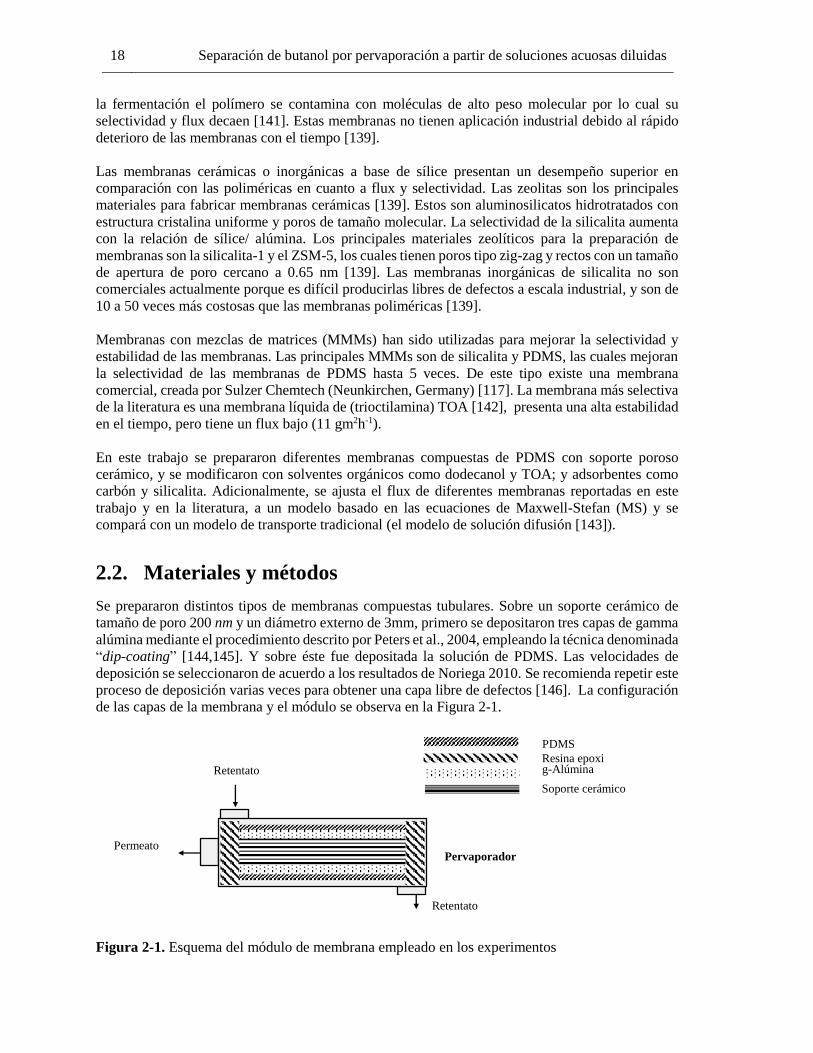
Se prepararon distintos tipos de membranas compuestas tubulares. Sobre un soporte cerámico de
tamaño de poro 200 nm y un diámetro externo de 3mm, primero se depositaron tres capas de gamma
alúmina mediante el procedimiento descrito por Peters et al., 2004, empleando la técnica denominada
“dip-coating” [144,145]. Y sobre éste fue depositada la solución de PDMS. Las velocidades de
deposición se seleccionaron de acuerdo a los resultados de Noriega 2010. Se recomienda repetir este
proceso de deposición varias veces para obtener una capa libre de defectos [146]. La configuración
de las capas de la membrana y el módulo se observa en la Figura 2-1.
Figura 2-1. Esquema del módulo de membrana empleado en los experimentos
Permeato
Retentato
Retentato
Soporte cerámico
g-Alúmina Resina epoxi
PDMS
Pervaporador
Capítulo 2. Preparación y caracterización de membranas compuestas para pervaporación 19
En la preparación de la solución de PDMS, se disolvieron 10 gr de la base pre-polímero de PDMS
en 100 gr de n-hexano (reactivos grado analítico MERCK ®). Luego se agregó 2 gr del agente de
curado a la solución. [145]. Después de realizar la deposición, a la velocidad deseada, la muestra se
seca a 90ºC por 5 horas. Las soluciones de PDMS se le adicionaron solventes orgánicos como
dodecanol y TOA, así como de adsorbentes, tales como silicalita y carbón activado. Estos solventes
y adsorbentes fueron agregados con una carga del 60% en relación al PDMS. El área efectiva de la
membrana es de 25.5 cm2.
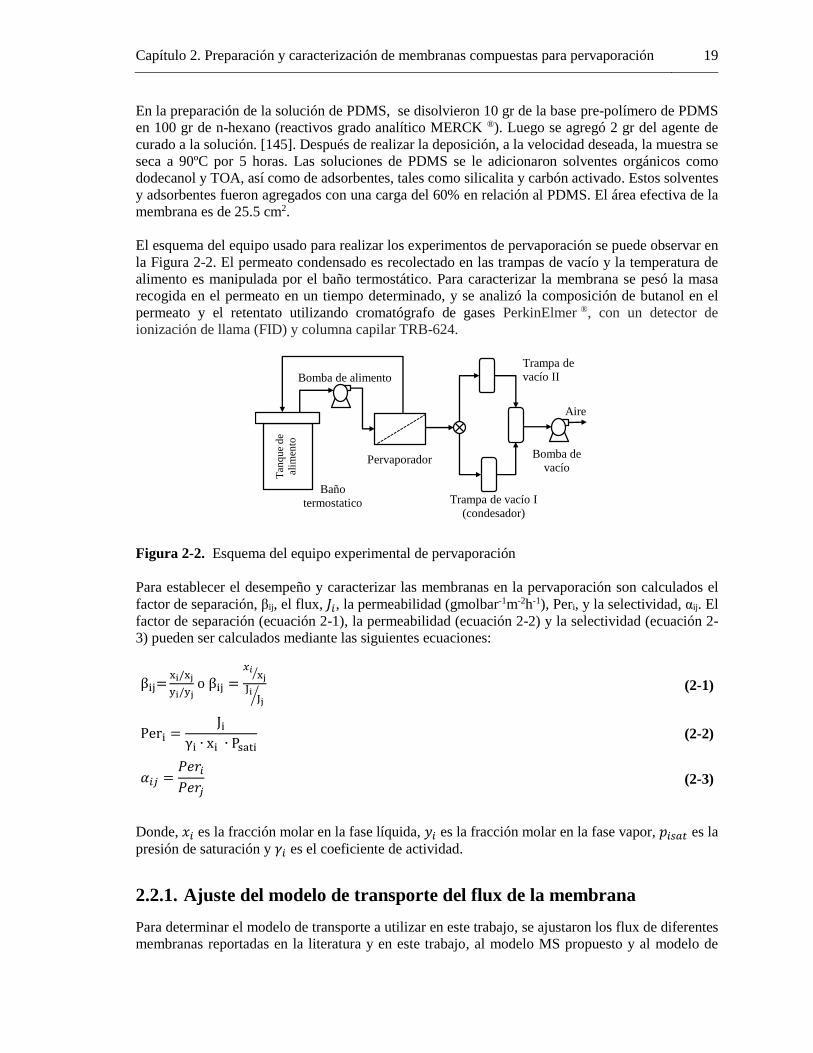
El esquema del equipo usado para realizar los experimentos de pervaporación se puede observar en
la Figura 2-2. El permeato condensado es recolectado en las trampas de vacío y la temperatura de
alimento es manipulada por el baño termostático. Para caracterizar la membrana se pesó la masa
recogida en el permeato en un tiempo determinado, y se analizó la composición de butanol en el
permeato y el retentato utilizando cromatógrafo de gases PerkinElmer ®, con un detector de
ionización de llama (FID) y columna capilar TRB-624.
Figura 2-2. Esquema del equipo experimental de pervaporación
Para establecer el desempeño y caracterizar las membranas en la pervaporación son calculados el
factor de separación, βij, el flux, 𝐽𝑖, la permeabilidad (gmolbar-1m-2h-1), Peri, y la selectividad, αij. El
factor de separación (ecuación 2-1), la permeabilidad (ecuación 2-2) y la selectividad (ecuación 2-
3) pueden ser calculados mediante las siguientes ecuaciones:
βij=xi/xj
yi/yj o βij =
𝑥𝑖xj⁄
JiJj
⁄ (2-1)
Peri =Ji
γi ∙ xi ∙ Psati (2-2)
𝛼𝑖𝑗 =𝑃𝑒𝑟𝑖
𝑃𝑒𝑟𝑗 (2-3)
Donde, 𝑥𝑖 es la fracción molar en la fase líquida, 𝑦𝑖 es la fracción molar en la fase vapor, 𝑝𝑖𝑠𝑎𝑡 es la
presión de saturación y 𝛾𝑖 es el coeficiente de actividad.
2.2.1. Ajuste del modelo de transporte del flux de la membrana
Para determinar el modelo de transporte a utilizar en este trabajo, se ajustaron los flux de diferentes
membranas reportadas en la literatura y en este trabajo, al modelo MS propuesto y al modelo de
Tan
qu
ed
e
alim
ento
Baño
termostatico
Bomba de alimento
Pervaporador
Trampa de vacío I
(condesador)
Trampa de
vacío II
Bomba de
vacío
Aire
20 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
solución tradicional [147], y se comparó su desempeño. El modelo matemático para la obtención de
estos modelos se observa en el Anexo A. La minimización de los parámetros fue realizada con ayuda
de la herramienta del “toolboox” de optimización de Matlab ®. La función objetivo, Fobj, en la
minimización de los parámetros es:
𝐹𝑜𝑏𝑗 =
∑ √((𝐽𝑏,𝑒𝑥𝑝−𝐽𝑏,𝑐𝑎𝑙)
𝐹𝑏,𝑒𝑥𝑝)
2
+ ((𝛽𝑏,𝑒𝑥𝑝−𝛽𝑏,𝑐𝑎𝑙)
𝛽𝑏,𝑒𝑥𝑝)
2
𝑛
(2-4)
Donde n indica el número total de datos experimentales, y los subíndices cal y exp, representan
experimental y calculado, respectivamente. En la minimización se restringieron a ser positivos los
parámetros K del modelo de MS y solución difusión, para que éstos tengan sentido físico. Los
parámetros E pueden ser positivos o negativos e indican un efecto de aumento o disminución con la
temperatura de las solubilidades o resistencias a la transferencia de masa. Finalmente, se usa el
modelo de MS para estudiar el efecto de la composición y la temperatura, en la caracterización de la
membrana.
2.3. Evaluación de las membranas en la pervaporación de
butanol a partir de soluciones acuosas diluidas
En este trabajo, se evaluaron diferentes tipos de membranas de PDMS modificadas con solventes
(M2 y M3) y adsorbentes (M4 y M5), sin embargo su desempeño fue similar al de una PDMS
estándar (M1), con variaciones menores al 5% (Tabla 2-1). La solución de PDMS modificada con
dodecanol (M3) mejora la selectividad al comienzo de la pervaporación en 25%, pero debido al
posible arrastre o evaporación del solvente ésta cae hasta que se alcanza un valor similar al de una
membrana de PDMS estándar. Mediante la adición de carbón activado la membrana no mejoró su
selectividad posiblemente porque la regeneración del carbón activado es lenta [14], y la relación de
carbón en el PDMS (M5) pudo ser baja.
La membrana de PDMS-silicalita (M4) no logró mejorar la selectividad de la membrana de PDMS
posiblemente por la mala escogencia del soporte porque la g-alumina incrementa la relación de
aluminio/sílice, disminuyendo la selectividad de la silicalita. Con la inclusión de adsorbentes como
silicalita y carbón, se puede generar una estructura mecánicamente más resistente que la membrana
de PDMS estándar [148], lo cual puede mejorar la estabilidad de estas membranas de PDMS
“ultradelgadas” que disminuye por el hinchamiento [148].
En la Tabla 2-1 puede observarse el desempeño de la membrana compuesta de PDMS-cerámica
(M1) preparada en este trabajo a diferentes temperaturas y concentraciones diluidas de butanol; y de
diferentes membranas organofílicas reportadas en la literatura, para la pervaporación de butanol en
soluciones diluidas. De estas membranas, la preparada en este trabajo es la segunda menos selectiva,
la tercera con mayor permeabilidad de butanol, y la que tiene el mayor flux total.
Las membranas deben tener una selectividad mayor a del equilibrio líquido-vapor, para que la
pervaporación sea energéticamente más atractiva que la evaporación. La volatilidad relativa del
butanol calculada con el software Aspen Plus®, usando el método base UNIQUAC/Hayden
O’Connel, es 23 a una composición de 1.4% y presión atmosférica. Sin embargo, la membrana de
PDMS preparada en este trabajo, a la misma composición, y a una temperatura de 75°C, tiene un
factor de separación 1.8 veces menor que la volatilidad relativa.
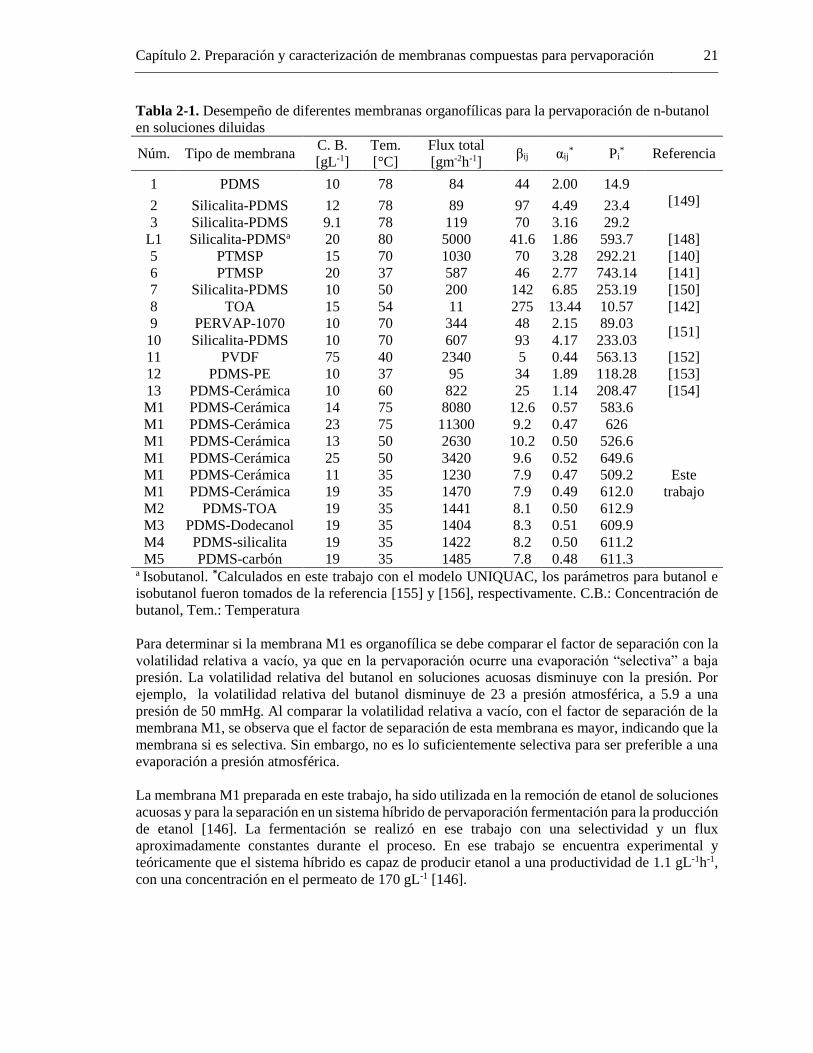
Capítulo 2. Preparación y caracterización de membranas compuestas para pervaporación 21
Tabla 2-1. Desempeño de diferentes membranas organofílicas para la pervaporación de n-butanol
en soluciones diluidas
Núm. Tipo de membrana C. B.
[gL-1]
Tem.
[°C]
Flux total
[gm-2h-1] βij
αij* Pi
* Referencia
1 PDMS 10 78 84 44 2.00 14.9
[149] 2 Silicalita-PDMS 12 78 89 97 4.49 23.4
3 Silicalita-PDMS 9.1 78 119 70 3.16 29.2
L1 Silicalita-PDMSa 20 80 5000 41.6 1.86 593.7 [148]
5 PTMSP 15 70 1030 70 3.28 292.21 [140]
6 PTMSP 20 37 587 46 2.77 743.14 [141]
7 Silicalita-PDMS 10 50 200 142 6.85 253.19 [150]
8 TOA 15 54 11 275 13.44 10.57 [142]
9 PERVAP-1070 10 70 344 48 2.15 89.03 [151]
10 Silicalita-PDMS 10 70 607 93 4.17 233.03
11 PVDF 75 40 2340 5 0.44 563.13 [152]
12 PDMS-PE 10 37 95 34 1.89 118.28 [153]
13 PDMS-Cerámica 10 60 822 25 1.14 208.47 [154]
M1 PDMS-Cerámica 14 75 8080 12.6 0.57 583.6
Este
trabajo
M1 PDMS-Cerámica 23 75 11300 9.2 0.47 626
M1 PDMS-Cerámica 13 50 2630 10.2 0.50 526.6
M1 PDMS-Cerámica 25 50 3420 9.6 0.52 649.6
M1 PDMS-Cerámica 11 35 1230 7.9 0.47 509.2
M1 PDMS-Cerámica 19 35 1470 7.9 0.49 612.0
M2 PDMS-TOA 19 35 1441 8.1 0.50 612.9
M3 PDMS-Dodecanol 19 35 1404 8.3 0.51 609.9
M4 PDMS-silicalita 19 35 1422 8.2 0.50 611.2
M5 PDMS-carbón 19 35 1485 7.8 0.48 611.3 a Isobutanol. *Calculados en este trabajo con el modelo UNIQUAC, los parámetros para butanol e
isobutanol fueron tomados de la referencia [155] y [156], respectivamente. C.B.: Concentración de
butanol, Tem.: Temperatura
Para determinar si la membrana M1 es organofílica se debe comparar el factor de separación con la
volatilidad relativa a vacío, ya que en la pervaporación ocurre una evaporación “selectiva” a baja
presión. La volatilidad relativa del butanol en soluciones acuosas disminuye con la presión. Por
ejemplo, la volatilidad relativa del butanol disminuye de 23 a presión atmosférica, a 5.9 a una
presión de 50 mmHg. Al comparar la volatilidad relativa a vacío, con el factor de separación de la
membrana M1, se observa que el factor de separación de esta membrana es mayor, indicando que la
membrana si es selectiva. Sin embargo, no es lo suficientemente selectiva para ser preferible a una
evaporación a presión atmosférica.
La membrana M1 preparada en este trabajo, ha sido utilizada en la remoción de etanol de soluciones
acuosas y para la separación en un sistema híbrido de pervaporación fermentación para la producción
de etanol [146]. La fermentación se realizó en ese trabajo con una selectividad y un flux
aproximadamente constantes durante el proceso. En ese trabajo se encuentra experimental y
teóricamente que el sistema híbrido es capaz de producir etanol a una productividad de 1.1 gL-1h-1,
con una concentración en el permeato de 170 gL-1 [146].
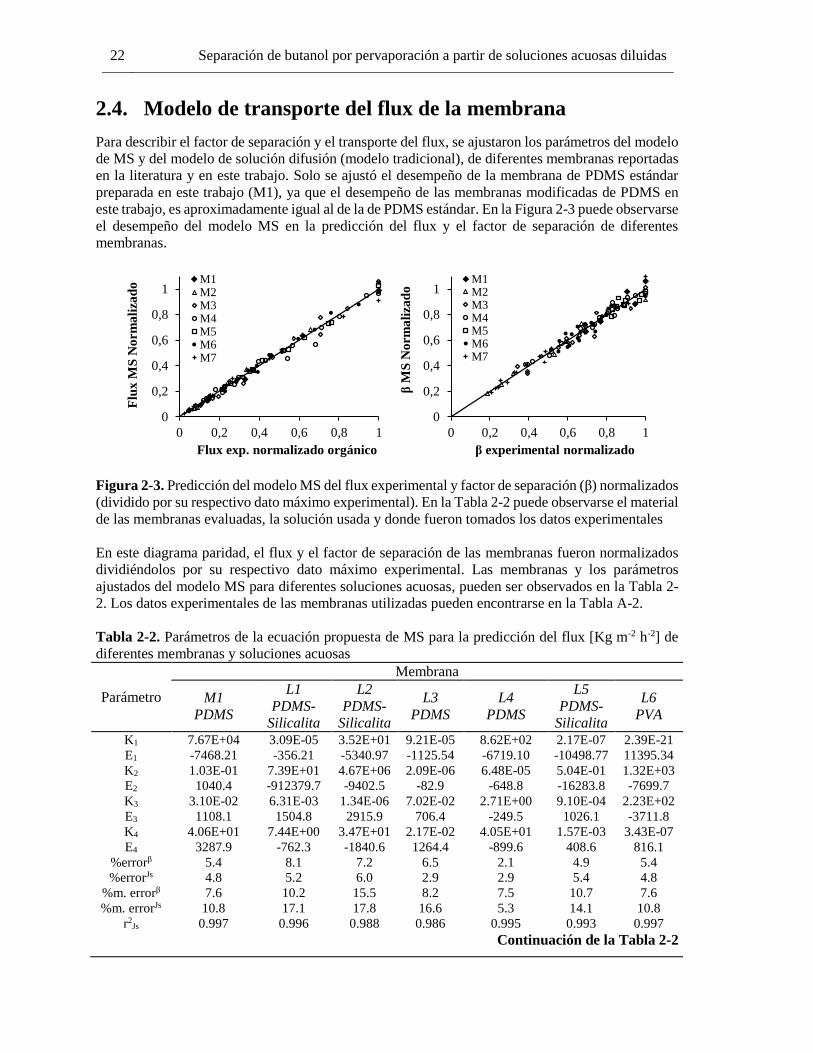
22 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
2.4. Modelo de transporte del flux de la membrana
Para describir el factor de separación y el transporte del flux, se ajustaron los parámetros del modelo
de MS y del modelo de solución difusión (modelo tradicional), de diferentes membranas reportadas
en la literatura y en este trabajo. Solo se ajustó el desempeño de la membrana de PDMS estándar
preparada en este trabajo (M1), ya que el desempeño de las membranas modificadas de PDMS en
este trabajo, es aproximadamente igual al de la de PDMS estándar. En la Figura 2-3 puede observarse
el desempeño del modelo MS en la predicción del flux y el factor de separación de diferentes
membranas.
Figura 2-3. Predicción del modelo MS del flux experimental y factor de separación (β) normalizados
(dividido por su respectivo dato máximo experimental). En la Tabla 2-2 puede observarse el material
de las membranas evaluadas, la solución usada y donde fueron tomados los datos experimentales
En este diagrama paridad, el flux y el factor de separación de las membranas fueron normalizados
dividiéndolos por su respectivo dato máximo experimental. Las membranas y los parámetros
ajustados del modelo MS para diferentes soluciones acuosas, pueden ser observados en la Tabla 2-
2. Los datos experimentales de las membranas utilizadas pueden encontrarse en la Tabla A-2.
Tabla 2-2. Parámetros de la ecuación propuesta de MS para la predicción del flux [Kg m-2 h-2] de
diferentes membranas y soluciones acuosas
Parámetro
Membrana
M1
PDMS
L1
PDMS-
Silicalita
L2
PDMS-
Silicalita
L3
PDMS
L4
PDMS
L5
PDMS-
Silicalita
L6
PVA
K1 7.67E+04 3.09E-05 3.52E+01 9.21E-05 8.62E+02 2.17E-07 2.39E-21
E1 -7468.21 -356.21 -5340.97 -1125.54 -6719.10 -10498.77 11395.34
K2 1.03E-01 7.39E+01 4.67E+06 2.09E-06 6.48E-05 5.04E-01 1.32E+03
E2 1040.4 -912379.7 -9402.5 -82.9 -648.8 -16283.8 -7699.7
K3 3.10E-02 6.31E-03 1.34E-06 7.02E-02 2.71E+00 9.10E-04 2.23E+02
E3 1108.1 1504.8 2915.9 706.4 -249.5 1026.1 -3711.8
K4 4.06E+01 7.44E+00 3.47E+01 2.17E-02 4.05E+01 1.57E-03 3.43E-07
E4 3287.9 -762.3 -1840.6 1264.4 -899.6 408.6 816.1
%errorβ 5.4 8.1 7.2 6.5 2.1 4.9 5.4
%errorJs 4.8 5.2 6.0 2.9 2.9 5.4 4.8
%m. errorβ 7.6 10.2 15.5 8.2 7.5 10.7 7.6
%m. errorJs 10.8 17.1 17.8 16.6 5.3 14.1 10.8
r2Js 0.997 0.996 0.988 0.986 0.995 0.993 0.997
Continuación de la Tabla 2-2
0
0,2
0,4
0,6
0,8
1
0 0,2 0,4 0,6 0,8 1
Flu
x M
S N
orm
ali
zad
o
Flux exp. normalizado orgánico
M1M2M3M4M5M6M7
0
0,2
0,4
0,6
0,8
1
0 0,2 0,4 0,6 0,8 1
βM
S N
orm
ali
zad
o
β experimental normalizado
M1M2M3M4M5M6M7
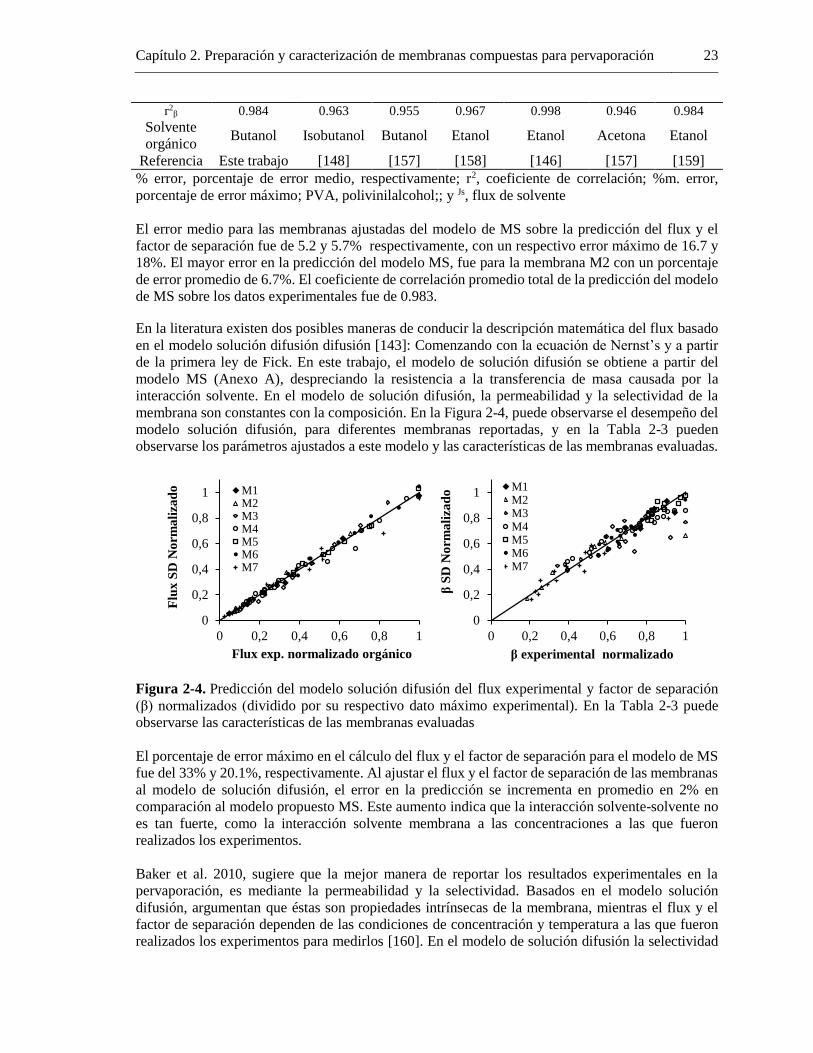
Capítulo 2. Preparación y caracterización de membranas compuestas para pervaporación 23
r2β 0.984 0.963 0.955 0.967 0.998 0.946 0.984
Solvente
orgánico Butanol Isobutanol Butanol Etanol Etanol Acetona Etanol
Referencia Este trabajo [148] [157] [158] [146] [157] [159]
% error, porcentaje de error medio, respectivamente; r2, coeficiente de correlación; %m. error,
porcentaje de error máximo; PVA, polivinilalcohol;; y Js, flux de solvente
El error medio para las membranas ajustadas del modelo de MS sobre la predicción del flux y el
factor de separación fue de 5.2 y 5.7% respectivamente, con un respectivo error máximo de 16.7 y
18%. El mayor error en la predicción del modelo MS, fue para la membrana M2 con un porcentaje
de error promedio de 6.7%. El coeficiente de correlación promedio total de la predicción del modelo
de MS sobre los datos experimentales fue de 0.983.
En la literatura existen dos posibles maneras de conducir la descripción matemática del flux basado
en el modelo solución difusión difusión [143]: Comenzando con la ecuación de Nernst’s y a partir
de la primera ley de Fick. En este trabajo, el modelo de solución difusión se obtiene a partir del
modelo MS (Anexo A), despreciando la resistencia a la transferencia de masa causada por la
interacción solvente. En el modelo de solución difusión, la permeabilidad y la selectividad de la
membrana son constantes con la composición. En la Figura 2-4, puede observarse el desempeño del
modelo solución difusión, para diferentes membranas reportadas, y en la Tabla 2-3 pueden
observarse los parámetros ajustados a este modelo y las características de las membranas evaluadas.
Figura 2-4. Predicción del modelo solución difusión del flux experimental y factor de separación
(β) normalizados (dividido por su respectivo dato máximo experimental). En la Tabla 2-3 puede
observarse las características de las membranas evaluadas
El porcentaje de error máximo en el cálculo del flux y el factor de separación para el modelo de MS
fue del 33% y 20.1%, respectivamente. Al ajustar el flux y el factor de separación de las membranas
al modelo de solución difusión, el error en la predicción se incrementa en promedio en 2% en
comparación al modelo propuesto MS. Este aumento indica que la interacción solvente-solvente no
es tan fuerte, como la interacción solvente membrana a las concentraciones a las que fueron
realizados los experimentos.
Baker et al. 2010, sugiere que la mejor manera de reportar los resultados experimentales en la
pervaporación, es mediante la permeabilidad y la selectividad. Basados en el modelo solución
difusión, argumentan que éstas son propiedades intrínsecas de la membrana, mientras el flux y el
factor de separación dependen de las condiciones de concentración y temperatura a las que fueron
realizados los experimentos para medirlos [160]. En el modelo de solución difusión la selectividad
0
0,2
0,4
0,6
0,8
1
0 0,2 0,4 0,6 0,8 1
Flu
x S
D N
orm
ali
zad
o
Flux exp. normalizado orgánico
M1M2M3M4M5M6M7
0
0,2
0,4
0,6
0,8
1
0 0,2 0,4 0,6 0,8 1
βS
D N
orm
ali
zad
o
β experimental normalizado
M1M2M3M4M5M6M7
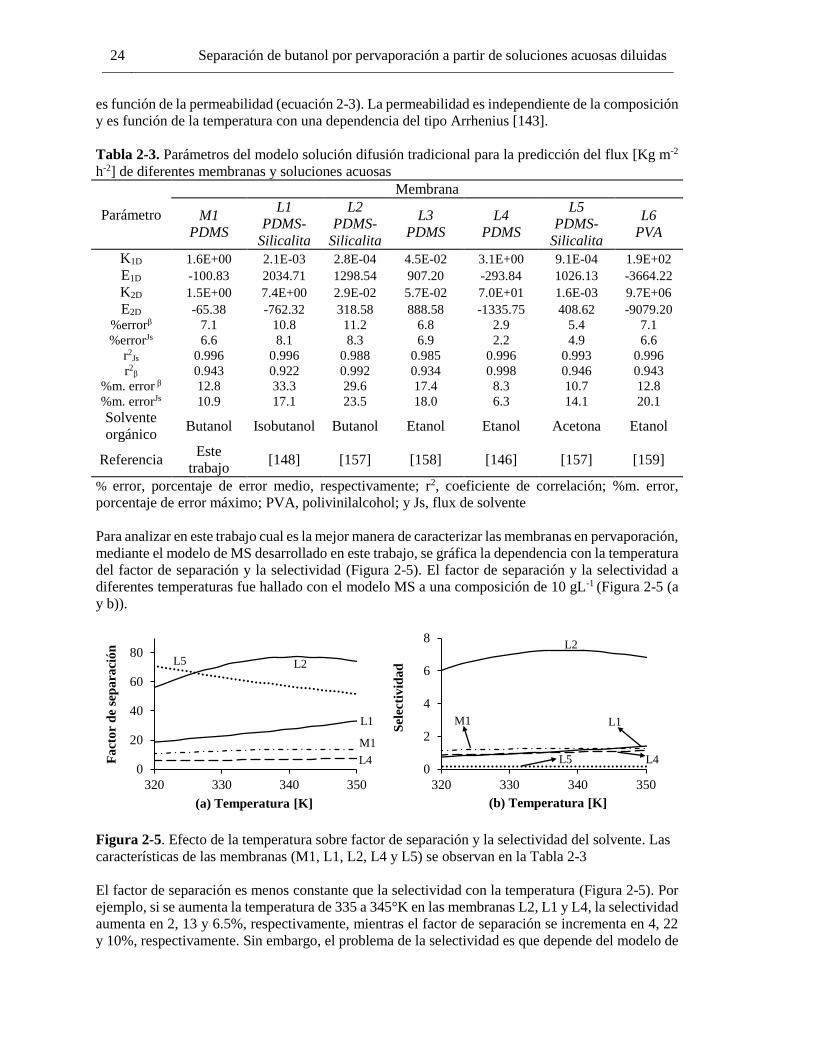
24 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
es función de la permeabilidad (ecuación 2-3). La permeabilidad es independiente de la composición
y es función de la temperatura con una dependencia del tipo Arrhenius [143].
Tabla 2-3. Parámetros del modelo solución difusión tradicional para la predicción del flux [Kg m-2
h-2] de diferentes membranas y soluciones acuosas
Parámetro
Membrana
M1
PDMS
L1
PDMS-
Silicalita
L2
PDMS-
Silicalita
L3
PDMS
L4
PDMS
L5
PDMS-
Silicalita
L6
PVA
K1D 1.6E+00 2.1E-03 2.8E-04 4.5E-02 3.1E+00 9.1E-04 1.9E+02
E1D -100.83 2034.71 1298.54 907.20 -293.84 1026.13 -3664.22
K2D 1.5E+00 7.4E+00 2.9E-02 5.7E-02 7.0E+01 1.6E-03 9.7E+06
E2D -65.38 -762.32 318.58 888.58 -1335.75 408.62 -9079.20
%errorβ 7.1 10.8 11.2 6.8 2.9 5.4 7.1
%errorJs 6.6 8.1 8.3 6.9 2.2 4.9 6.6
r2Js 0.996 0.996 0.988 0.985 0.996 0.993 0.996
r2β 0.943 0.922 0.992 0.934 0.998 0.946 0.943
%m. error β 12.8 33.3 29.6 17.4 8.3 10.7 12.8
%m. errorJs 10.9 17.1 23.5 18.0 6.3 14.1 20.1
Solvente
orgánico Butanol Isobutanol Butanol Etanol Etanol Acetona Etanol
Referencia Este
trabajo [148] [157] [158] [146] [157] [159]
% error, porcentaje de error medio, respectivamente; r2, coeficiente de correlación; %m. error,
porcentaje de error máximo; PVA, polivinilalcohol; y Js, flux de solvente
Para analizar en este trabajo cual es la mejor manera de caracterizar las membranas en pervaporación,
mediante el modelo de MS desarrollado en este trabajo, se gráfica la dependencia con la temperatura
del factor de separación y la selectividad (Figura 2-5). El factor de separación y la selectividad a
diferentes temperaturas fue hallado con el modelo MS a una composición de 10 gL-1 (Figura 2-5 (a
y b)).
Figura 2-5. Efecto de la temperatura sobre factor de separación y la selectividad del solvente. Las
características de las membranas (M1, L1, L2, L4 y L5) se observan en la Tabla 2-3
El factor de separación es menos constante que la selectividad con la temperatura (Figura 2-5). Por
ejemplo, si se aumenta la temperatura de 335 a 345°K en las membranas L2, L1 y L4, la selectividad
aumenta en 2, 13 y 6.5%, respectivamente, mientras el factor de separación se incrementa en 4, 22
y 10%, respectivamente. Sin embargo, el problema de la selectividad es que depende del modelo de
0
20
40
60
80
320 330 340 350
Fa
cto
r d
e se
pa
raci
ón
(a) Temperatura [K]
M1
L1
L2L5
L40
2
4
6
8
320 330 340 350
Sel
ecti
vid
ad
(b) Temperatura [K]
M1
L4
L2
L5
L1
Capítulo 2. Preparación y caracterización de membranas compuestas para pervaporación 25
actividad usado (Tabla 2-4). Por esta razón, si se desea comparar una membrana con otra mediante
la selectividad o permeabilidad, es necesario que sea calculada con el mismo modelo de actividad y
usando los mismos parámetros en el modelo.
En el capítulo siguiente se hará un análisis de la selectividad sobre un sistema de separación de
pervaporación con decantación y se determinará la selectividad de membrana mínima que necesita
este sistema para disminuir los requerimientos energéticos de la destilación. Adicionalmente, se
propondrá un análisis económico para determinar cuál es flux mínimo promedio en la separación
que se necesita, a una establecida selectividad, para alcanzar diferentes costos totales de separación.
Tabla 2-4. Selectividad de la membrana M1 calculada con diferentes modelos de actividad a
14 gL-1 y 75°C
Ítem
UNIQUAC UNIFAC- Dortmund
[161] Referencia de los parámetros
[155] [162] Aspen Plus®
Coeficiente de actividad 47.87 23.62 40.16 39.21
Selectividad de la membrana 0.59 1.19 0.70 0.72
2.5. Conclusiones
Se preparó una membrana de PDMS la cual tiene el más alto flux en la literatura, sin embargo la
selectividad de este material es aproximadamente 1.8 veces menor que la evaporación a presión
atmosférica. Las diferentes membranas de PDMS modificadas con solventes y adsorbentes,
alcanzaron un desempeño similar al de una PDMS estándar (M1), con variaciones menores al 5%.
Se propuso un modelo de MS el cual tuvo un error medio de 5.2% en el ajuste de diferentes
membranas reportadas en la literatura y en este trabajo.
El error del modelo de MS es en promedio 2% menor que el modelo tradicional de solución difusión.
La selectividad es más constante con la temperatura y concentración de butanol que el factor de
separación y el flux. Sin embargo, la selectividad y la permeabilidad deben ser calculadas, para una
comparación más exacta, con los mismos parámetros y modelo de actividad.
El modelo MS propuesto en este trabajo es más exacto que el modelo de solución difusión tradicional
y se recomienda para garantizar un diseño más exacto. Sin embargo, en los siguientes capítulos se
utilizará el modelo solución-difusión para predecir el flux de las membranas, ya que su menor
número de parámetros permite hacer un análisis, en función de la selectividad y flux, de las
membranas reportadas en la literatura con menores datos experimentales.

3. Evaluación energética y económica de la pervaporación
para la separación de butanol a partir de soluciones
acuosas diluidas
Resumen
En este capítulo, se analizó energética y económicamente, mediante simulación un sistema para la
separación de butanol a partir de soluciones acuosas diluidas, el cual utiliza un sistema de
pervaporación hidrofílico y organofílico con decantación (PHOD). Con el fin de disminuir los
requerimientos energéticos de la destilación, el sistema de separación propuesto necesita que las
membranas tengan un factor de separación superior a 85 a una composición de 10 gL-1 y temperatura
de 75°C. Si se integra energéticamente el PHOD con una bomba de calor con un coeficiente de
desempeño típico de 3, el factor de separación para que la pervaporación sea energéticamente más
atractiva que la destilación disminuye a 25. Adicionalmente, se propone un esquema para
seleccionar una membrana considerando que las membranas con alta selectividad tienen baja
permeabilidad.
3.1. Introducción
El butanol puede ser obtenido por fermentación, pero debido a la toxicidad del butanol para la
bacteria que lo crea, se obtienen en el reactor composiciones másicas menores al 2 %. La destilación
es la técnica más frecuentemente usada para la purificación de butanol en soluciones acuosas por su
simplicidad, bajo costo de capital y confiabilidad [163]. El sistema de destilación azeotrópica
convencional para la separación de la solución butanol-agua consta de dos torres y un decantador
(Figura 3-1) [164]. El agua sale por los fondos de la segunda torre y el vapor de la cima de las torres
es condensado, y alimentado al decantador. La fase liviana en el decantador, rica en butanol se
alimenta a la segunda torre, y la fase pesada es recirculada a la primera torre. La corriente residual
de agua puede usarse para precalentar el alimento. Sin embargo, la destilación tiene baja eficiencia
energética (Figura 3-2).
La pervaporación es una de las tecnologías con menor consumo de energía (Figura 1-2). La eficiencia
de este proceso depende de la selectividad y el flux de la membrana. La pervaporación es una
tecnología estudiada por más de treinta años, sin embargo el mercado actual de esta tecnología es
inferior a 20 millones de dólares por año [163]. A pesar que se han preparado membranas con alta
selectividad, esta tecnología no ha sido más implementada en la industria por la dificultad de hacer
membranas y módulos de membranas, fiables y económicos [163]. Sin embargo, progresos
significativos se han realizado en la preparación de membranas en los últimos 3 o 4 años [163].
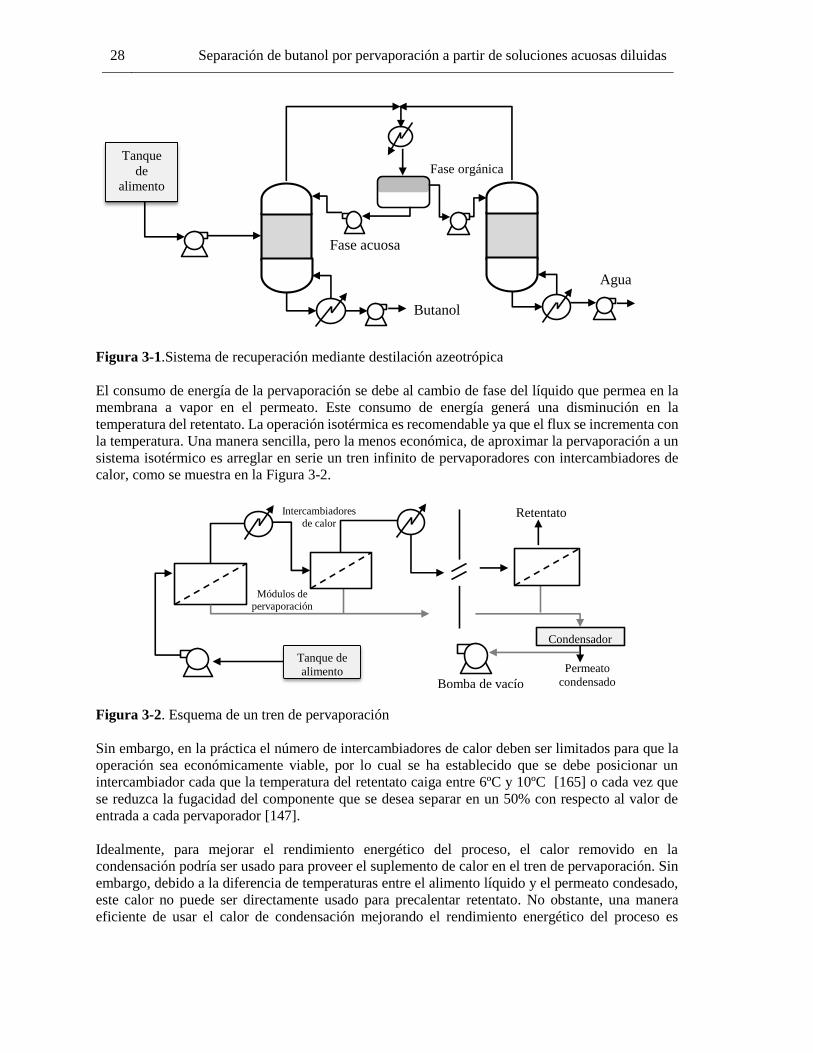
28 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
Figura 3-1.Sistema de recuperación mediante destilación azeotrópica
El consumo de energía de la pervaporación se debe al cambio de fase del líquido que permea en la
membrana a vapor en el permeato. Este consumo de energía generá una disminución en la
temperatura del retentato. La operación isotérmica es recomendable ya que el flux se incrementa con
la temperatura. Una manera sencilla, pero la menos económica, de aproximar la pervaporación a un
sistema isotérmico es arreglar en serie un tren infinito de pervaporadores con intercambiadores de
calor, como se muestra en la Figura 3-2.
Figura 3-2. Esquema de un tren de pervaporación
Sin embargo, en la práctica el número de intercambiadores de calor deben ser limitados para que la
operación sea económicamente viable, por lo cual se ha establecido que se debe posicionar un
intercambiador cada que la temperatura del retentato caiga entre 6ºC y 10ºC [165] o cada vez que
se reduzca la fugacidad del componente que se desea separar en un 50% con respecto al valor de
entrada a cada pervaporador [147].
Idealmente, para mejorar el rendimiento energético del proceso, el calor removido en la
condensación podría ser usado para proveer el suplemento de calor en el tren de pervaporación. Sin
embargo, debido a la diferencia de temperaturas entre el alimento líquido y el permeato condesado,
este calor no puede ser directamente usado para precalentar retentato. No obstante, una manera
eficiente de usar el calor de condensación mejorando el rendimiento energético del proceso es
Fase acuosa
Fase orgánica
Butanol
Agua
Tanque
de
alimento
Bomba de vacío
Condensador
Permeato
condensado
Retentato
Módulos de
pervaporación
Intercambiadores
de calor
Tanque de
alimento
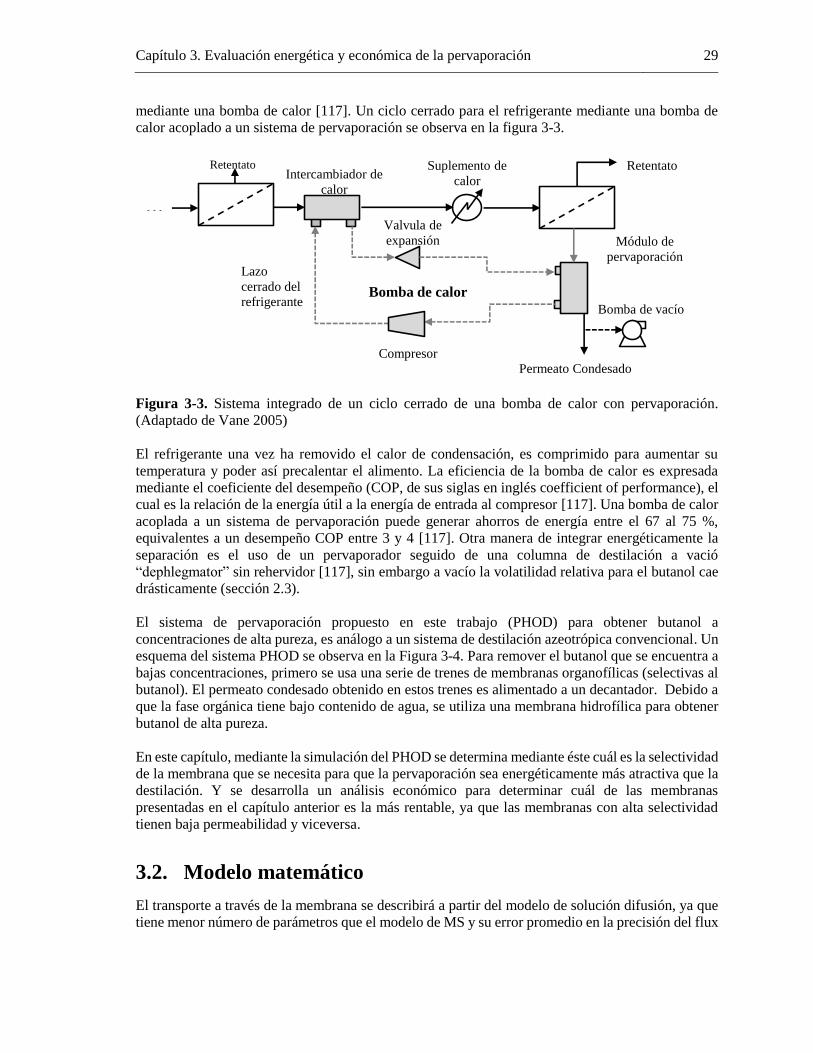
Capítulo 3. Evaluación energética y económica de la pervaporación 29
mediante una bomba de calor [117]. Un ciclo cerrado para el refrigerante mediante una bomba de
calor acoplado a un sistema de pervaporación se observa en la figura 3-3.
Figura 3-3. Sistema integrado de un ciclo cerrado de una bomba de calor con pervaporación.
(Adaptado de Vane 2005)
El refrigerante una vez ha removido el calor de condensación, es comprimido para aumentar su
temperatura y poder así precalentar el alimento. La eficiencia de la bomba de calor es expresada
mediante el coeficiente del desempeño (COP, de sus siglas en inglés coefficient of performance), el
cual es la relación de la energía útil a la energía de entrada al compresor [117]. Una bomba de calor
acoplada a un sistema de pervaporación puede generar ahorros de energía entre el 67 al 75 %,
equivalentes a un desempeño COP entre 3 y 4 [117]. Otra manera de integrar energéticamente la
separación es el uso de un pervaporador seguido de una columna de destilación a vació
“dephlegmator” sin rehervidor [117], sin embargo a vacío la volatilidad relativa para el butanol cae
drásticamente (sección 2.3).
El sistema de pervaporación propuesto en este trabajo (PHOD) para obtener butanol a
concentraciones de alta pureza, es análogo a un sistema de destilación azeotrópica convencional. Un
esquema del sistema PHOD se observa en la Figura 3-4. Para remover el butanol que se encuentra a
bajas concentraciones, primero se usa una serie de trenes de membranas organofílicas (selectivas al
butanol). El permeato condesado obtenido en estos trenes es alimentado a un decantador. Debido a
que la fase orgánica tiene bajo contenido de agua, se utiliza una membrana hidrofílica para obtener
butanol de alta pureza.
En este capítulo, mediante la simulación del PHOD se determina mediante éste cuál es la selectividad
de la membrana que se necesita para que la pervaporación sea energéticamente más atractiva que la
destilación. Y se desarrolla un análisis económico para determinar cuál de las membranas
presentadas en el capítulo anterior es la más rentable, ya que las membranas con alta selectividad
tienen baja permeabilidad y viceversa.
3.2. Modelo matemático
El transporte a través de la membrana se describirá a partir del modelo de solución difusión, ya que
tiene menor número de parámetros que el modelo de MS y su error promedio en la precisión del flux
Compresor
Valvula de
expansión
RetentatoSuplemento de
calor
Permeato Condesado
Intercambiador de
calor
Bomba de calor
Bomba de vacío
Módulo de
pervaporaciónLazo
cerrado del
refrigerante
Retentato
...
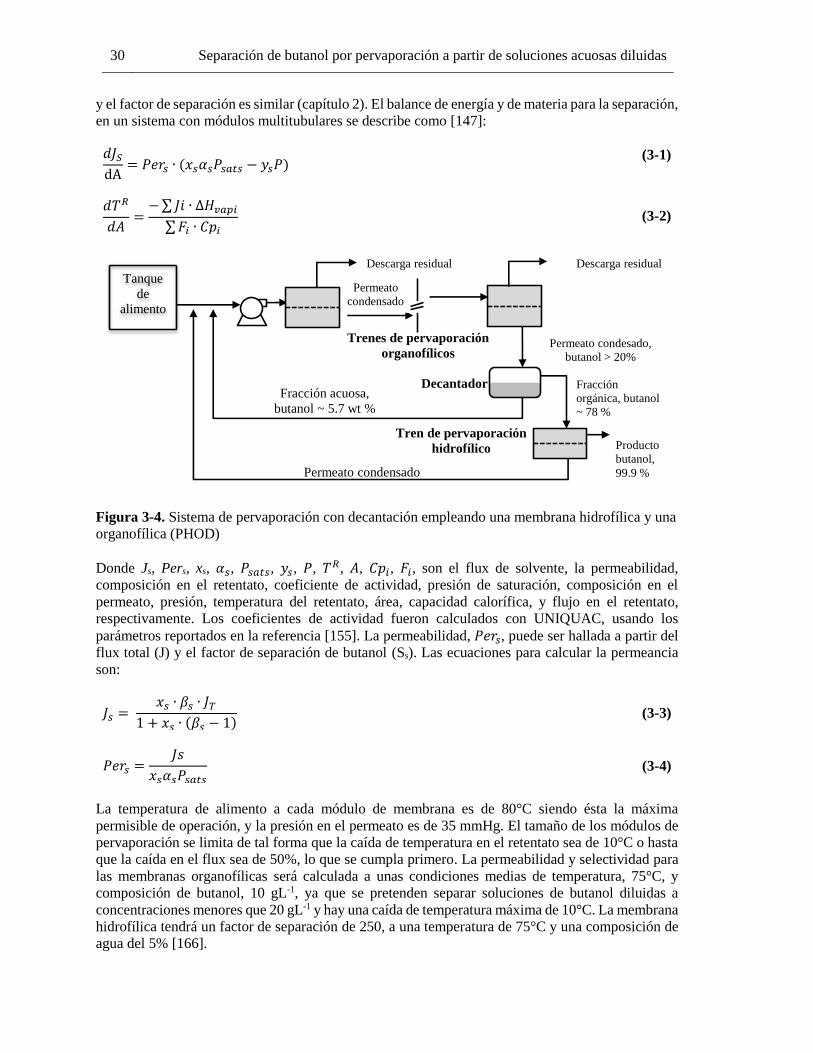
30 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
y el factor de separación es similar (capítulo 2). El balance de energía y de materia para la separación,
en un sistema con módulos multitubulares se describe como [147]:
𝑑𝐽𝑆
dA= 𝑃𝑒𝑟𝑠 ∙ (𝑥𝑠𝛼𝑠𝑃𝑠𝑎𝑡𝑠 − 𝑦𝑠𝑃)
(3-1)
𝑑𝑇𝑅
𝑑𝐴=
− ∑ 𝐽𝑖 ∙ ∆𝐻𝑣𝑎𝑝𝑖
∑ 𝐹𝑖 ∙ 𝐶𝑝𝑖 (3-2)
Figura 3-4. Sistema de pervaporación con decantación empleando una membrana hidrofílica y una
organofílica (PHOD)
Donde Js, Pers, xs, 𝛼𝑠, 𝑃𝑠𝑎𝑡𝑠, 𝑦𝑠, 𝑃, 𝑇𝑅, 𝐴, 𝐶𝑝𝑖, 𝐹𝑖, son el flux de solvente, la permeabilidad,
composición en el retentato, coeficiente de actividad, presión de saturación, composición en el
permeato, presión, temperatura del retentato, área, capacidad calorífica, y flujo en el retentato,
respectivamente. Los coeficientes de actividad fueron calculados con UNIQUAC, usando los
parámetros reportados en la referencia [155]. La permeabilidad, 𝑃𝑒𝑟𝑠, puede ser hallada a partir del
flux total (J) y el factor de separación de butanol (Ss). Las ecuaciones para calcular la permeancia
son:
𝐽𝑠 = 𝑥𝑠 ∙ 𝛽𝑠 ∙ 𝐽𝑇
1 + 𝑥𝑠 ∙ (𝛽𝑠 − 1) (3-3)
𝑃𝑒𝑟𝑠 =𝐽𝑠
𝑥𝑠𝛼𝑠𝑃𝑠𝑎𝑡𝑠 (3-4)
La temperatura de alimento a cada módulo de membrana es de 80°C siendo ésta la máxima
permisible de operación, y la presión en el permeato es de 35 mmHg. El tamaño de los módulos de
pervaporación se limita de tal forma que la caída de temperatura en el retentato sea de 10°C o hasta
que la caída en el flux sea de 50%, lo que se cumpla primero. La permeabilidad y selectividad para
las membranas organofílicas será calculada a unas condiciones medias de temperatura, 75°C, y
composición de butanol, 10 gL-1, ya que se pretenden separar soluciones de butanol diluidas a
concentraciones menores que 20 gL-1 y hay una caída de temperatura máxima de 10°C. La membrana
hidrofílica tendrá un factor de separación de 250, a una temperatura de 75°C y una composición de
agua del 5% [166].
Descarga residual
Trenes de pervaporación
organofílicos
Permeato
condensado
Descarga residual
Permeato condesado,
butanol > 20%
Tren de pervaporación
hidrofílico
DecantadorFracción acuosa,
butanol ~ 5.7 wt %
Fracción
orgánica, butanol
~ 78 %
Permeato condensado
Producto
butanol,
99.9 %
Tanque
de
alimento
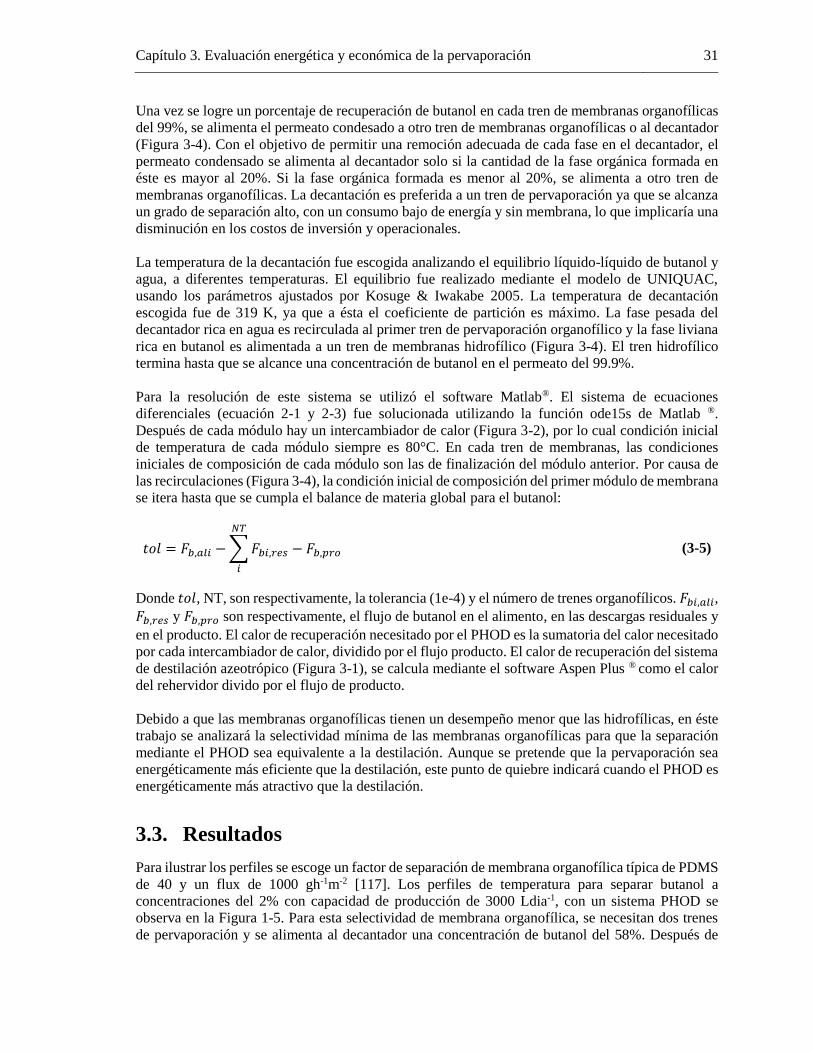
Capítulo 3. Evaluación energética y económica de la pervaporación 31
Una vez se logre un porcentaje de recuperación de butanol en cada tren de membranas organofílicas
del 99%, se alimenta el permeato condesado a otro tren de membranas organofílicas o al decantador
(Figura 3-4). Con el objetivo de permitir una remoción adecuada de cada fase en el decantador, el
permeato condensado se alimenta al decantador solo si la cantidad de la fase orgánica formada en
éste es mayor al 20%. Si la fase orgánica formada es menor al 20%, se alimenta a otro tren de
membranas organofílicas. La decantación es preferida a un tren de pervaporación ya que se alcanza
un grado de separación alto, con un consumo bajo de energía y sin membrana, lo que implicaría una
disminución en los costos de inversión y operacionales.
La temperatura de la decantación fue escogida analizando el equilibrio líquido-líquido de butanol y
agua, a diferentes temperaturas. El equilibrio fue realizado mediante el modelo de UNIQUAC,
usando los parámetros ajustados por Kosuge & Iwakabe 2005. La temperatura de decantación
escogida fue de 319 K, ya que a ésta el coeficiente de partición es máximo. La fase pesada del
decantador rica en agua es recirculada al primer tren de pervaporación organofílico y la fase liviana
rica en butanol es alimentada a un tren de membranas hidrofílico (Figura 3-4). El tren hidrofílico
termina hasta que se alcance una concentración de butanol en el permeato del 99.9%.
Para la resolución de este sistema se utilizó el software Matlab®. El sistema de ecuaciones
diferenciales (ecuación 2-1 y 2-3) fue solucionada utilizando la función ode15s de Matlab ®.
Después de cada módulo hay un intercambiador de calor (Figura 3-2), por lo cual condición inicial
de temperatura de cada módulo siempre es 80°C. En cada tren de membranas, las condiciones
iniciales de composición de cada módulo son las de finalización del módulo anterior. Por causa de
las recirculaciones (Figura 3-4), la condición inicial de composición del primer módulo de membrana
se itera hasta que se cumpla el balance de materia global para el butanol:
𝑡𝑜𝑙 = 𝐹𝑏,𝑎𝑙𝑖 − ∑ 𝐹𝑏𝑖,𝑟𝑒𝑠
𝑁𝑇
𝑖
− 𝐹𝑏,𝑝𝑟𝑜 (3-5)
Donde 𝑡𝑜𝑙, NT, son respectivamente, la tolerancia (1e-4) y el número de trenes organofílicos. 𝐹𝑏𝑖,𝑎𝑙𝑖,
𝐹𝑏,𝑟𝑒𝑠 y 𝐹𝑏,𝑝𝑟𝑜 son respectivamente, el flujo de butanol en el alimento, en las descargas residuales y
en el producto. El calor de recuperación necesitado por el PHOD es la sumatoria del calor necesitado
por cada intercambiador de calor, dividido por el flujo producto. El calor de recuperación del sistema
de destilación azeotrópico (Figura 3-1), se calcula mediante el software Aspen Plus ® como el calor
del rehervidor divido por el flujo de producto.
Debido a que las membranas organofílicas tienen un desempeño menor que las hidrofílicas, en éste
trabajo se analizará la selectividad mínima de las membranas organofílicas para que la separación
mediante el PHOD sea equivalente a la destilación. Aunque se pretende que la pervaporación sea
energéticamente más eficiente que la destilación, este punto de quiebre indicará cuando el PHOD es
energéticamente más atractivo que la destilación.
3.3. Resultados
Para ilustrar los perfiles se escoge un factor de separación de membrana organofílica típica de PDMS
de 40 y un flux de 1000 gh-1m-2 [117]. Los perfiles de temperatura para separar butanol a
concentraciones del 2% con capacidad de producción de 3000 Ldia-1, con un sistema PHOD se
observa en la Figura 1-5. Para esta selectividad de membrana organofílica, se necesitan dos trenes
de pervaporación y se alimenta al decantador una concentración de butanol del 58%. Después de
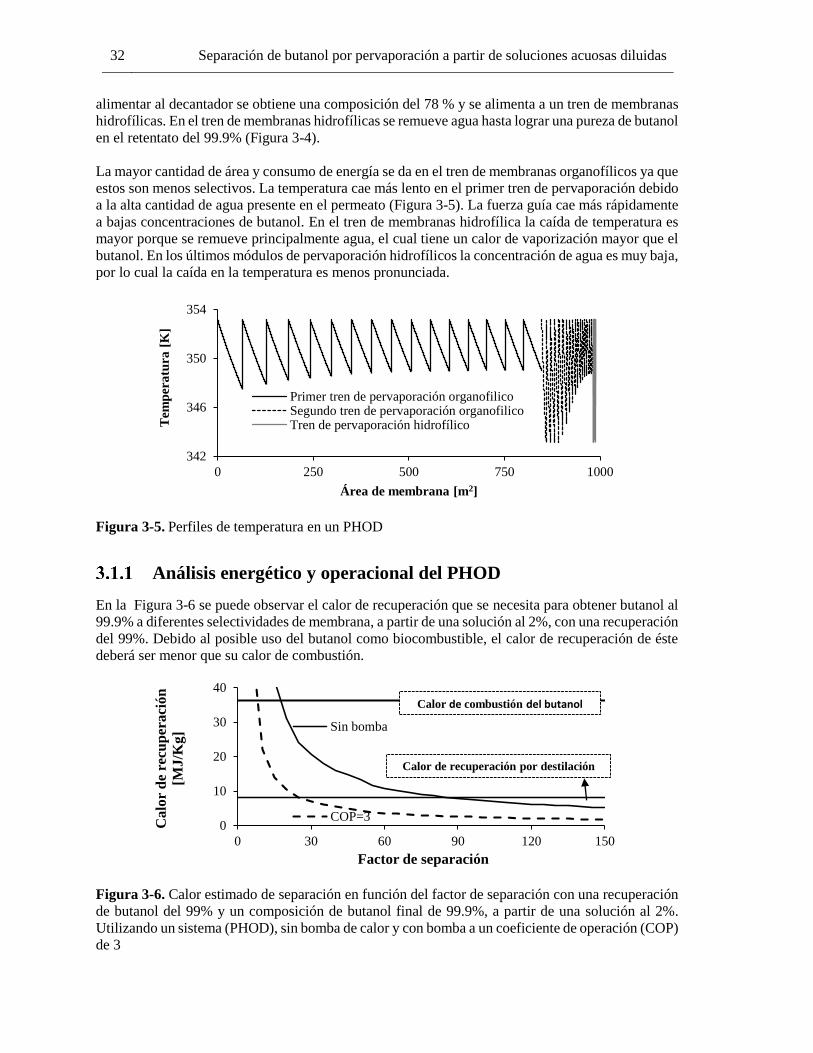
32 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
alimentar al decantador se obtiene una composición del 78 % y se alimenta a un tren de membranas
hidrofílicas. En el tren de membranas hidrofílicas se remueve agua hasta lograr una pureza de butanol
en el retentato del 99.9% (Figura 3-4).
La mayor cantidad de área y consumo de energía se da en el tren de membranas organofílicos ya que
estos son menos selectivos. La temperatura cae más lento en el primer tren de pervaporación debido
a la alta cantidad de agua presente en el permeato (Figura 3-5). La fuerza guía cae más rápidamente
a bajas concentraciones de butanol. En el tren de membranas hidrofílica la caída de temperatura es
mayor porque se remueve principalmente agua, el cual tiene un calor de vaporización mayor que el
butanol. En los últimos módulos de pervaporación hidrofílicos la concentración de agua es muy baja,
por lo cual la caída en la temperatura es menos pronunciada.
Figura 3-5. Perfiles de temperatura en un PHOD
Análisis energético y operacional del PHOD
En la Figura 3-6 se puede observar el calor de recuperación que se necesita para obtener butanol al
99.9% a diferentes selectividades de membrana, a partir de una solución al 2%, con una recuperación
del 99%. Debido al posible uso del butanol como biocombustible, el calor de recuperación de éste
deberá ser menor que su calor de combustión.
Figura 3-6. Calor estimado de separación en función del factor de separación con una recuperación
de butanol del 99% y un composición de butanol final de 99.9%, a partir de una solución al 2%.
Utilizando un sistema (PHOD), sin bomba de calor y con bomba a un coeficiente de operación (COP)
de 3
342
346
350
354
0 250 500 750 1000
Tem
per
atu
ra [
K]
Área de membrana [m2]
Primer tren de pervaporación organofilicoSegundo tren de pervaporación organofilicoTren de pervaporación hidrofílico
0
10
20
30
40
0 30 60 90 120 150
Ca
lor
de
recu
per
aci
ón
[MJ
/Kg
]
Factor de separación
Sin bomba
COP=3
Calor de combustión del butanol
Calor de recuperación por destilación
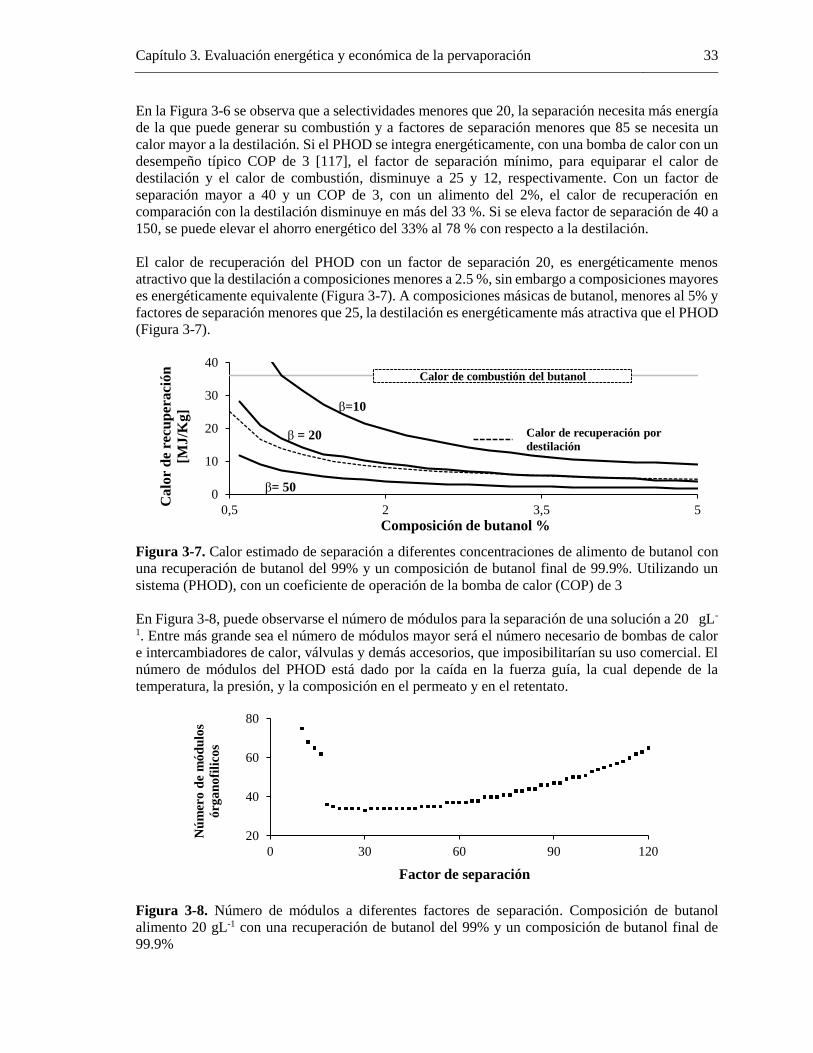
Capítulo 3. Evaluación energética y económica de la pervaporación 33
En la Figura 3-6 se observa que a selectividades menores que 20, la separación necesita más energía
de la que puede generar su combustión y a factores de separación menores que 85 se necesita un
calor mayor a la destilación. Si el PHOD se integra energéticamente, con una bomba de calor con un
desempeño típico COP de 3 [117], el factor de separación mínimo, para equiparar el calor de
destilación y el calor de combustión, disminuye a 25 y 12, respectivamente. Con un factor de
separación mayor a 40 y un COP de 3, con un alimento del 2%, el calor de recuperación en
comparación con la destilación disminuye en más del 33 %. Si se eleva factor de separación de 40 a
150, se puede elevar el ahorro energético del 33% al 78 % con respecto a la destilación.
El calor de recuperación del PHOD con un factor de separación 20, es energéticamente menos
atractivo que la destilación a composiciones menores a 2.5 %, sin embargo a composiciones mayores
es energéticamente equivalente (Figura 3-7). A composiciones másicas de butanol, menores al 5% y
factores de separación menores que 25, la destilación es energéticamente más atractiva que el PHOD
(Figura 3-7).
Figura 3-7. Calor estimado de separación a diferentes concentraciones de alimento de butanol con
una recuperación de butanol del 99% y un composición de butanol final de 99.9%. Utilizando un
sistema (PHOD), con un coeficiente de operación de la bomba de calor (COP) de 3
En Figura 3-8, puede observarse el número de módulos para la separación de una solución a 20 gL-
1. Entre más grande sea el número de módulos mayor será el número necesario de bombas de calor
e intercambiadores de calor, válvulas y demás accesorios, que imposibilitarían su uso comercial. El
número de módulos del PHOD está dado por la caída en la fuerza guía, la cual depende de la
temperatura, la presión, y la composición en el permeato y en el retentato.
Figura 3-8. Número de módulos a diferentes factores de separación. Composición de butanol
alimento 20 gL-1 con una recuperación de butanol del 99% y un composición de butanol final de
99.9%
0
10
20
30
40
0,5 2 3,5 5
Calo
r d
e re
cup
eraci
ón
[MJ/K
g]
Composición de butanol %
Calor de recuperación por
destilación
Calor de combustión del butanol
β= 50
β = 20
β=10
20
40
60
80
0 30 60 90 120
Nú
mer
o d
e m
ód
ulo
s
órg
an
ofi
lico
s
Factor de separación
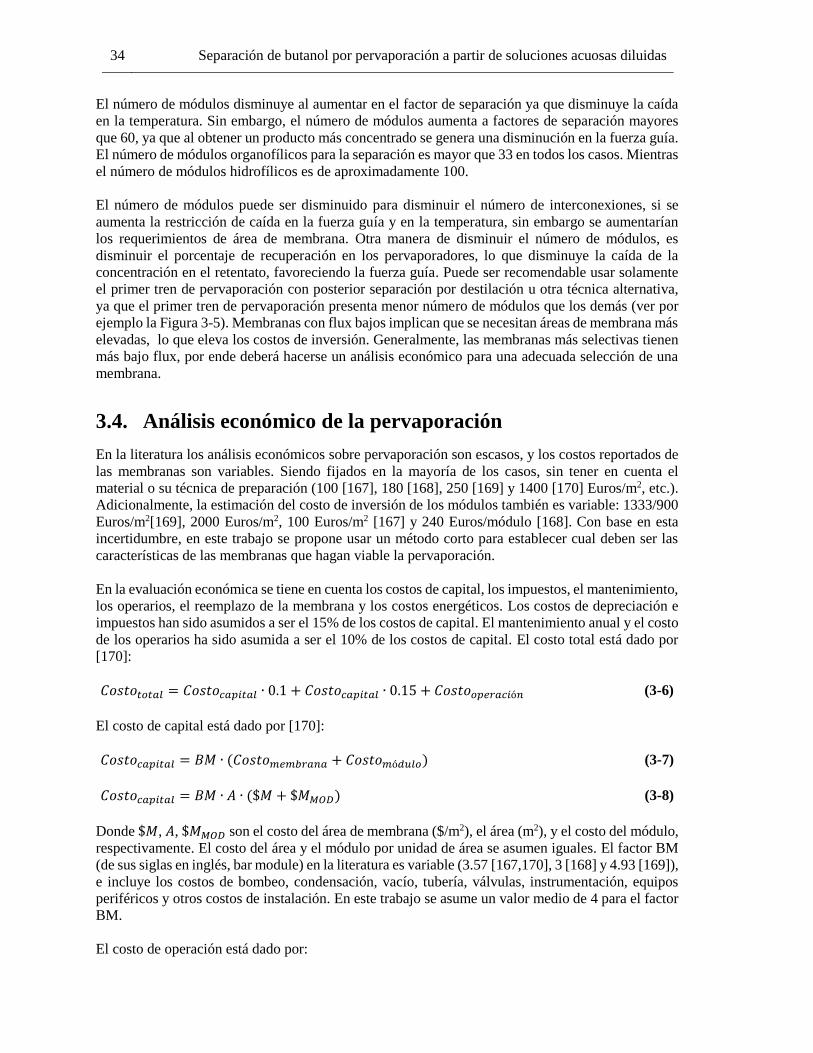
34 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
El número de módulos disminuye al aumentar en el factor de separación ya que disminuye la caída
en la temperatura. Sin embargo, el número de módulos aumenta a factores de separación mayores
que 60, ya que al obtener un producto más concentrado se genera una disminución en la fuerza guía.
El número de módulos organofílicos para la separación es mayor que 33 en todos los casos. Mientras
el número de módulos hidrofílicos es de aproximadamente 100.
El número de módulos puede ser disminuido para disminuir el número de interconexiones, si se
aumenta la restricción de caída en la fuerza guía y en la temperatura, sin embargo se aumentarían
los requerimientos de área de membrana. Otra manera de disminuir el número de módulos, es
disminuir el porcentaje de recuperación en los pervaporadores, lo que disminuye la caída de la
concentración en el retentato, favoreciendo la fuerza guía. Puede ser recomendable usar solamente
el primer tren de pervaporación con posterior separación por destilación u otra técnica alternativa,
ya que el primer tren de pervaporación presenta menor número de módulos que los demás (ver por
ejemplo la Figura 3-5). Membranas con flux bajos implican que se necesitan áreas de membrana más
elevadas, lo que eleva los costos de inversión. Generalmente, las membranas más selectivas tienen
más bajo flux, por ende deberá hacerse un análisis económico para una adecuada selección de una
membrana.
3.4. Análisis económico de la pervaporación
En la literatura los análisis económicos sobre pervaporación son escasos, y los costos reportados de
las membranas son variables. Siendo fijados en la mayoría de los casos, sin tener en cuenta el
material o su técnica de preparación (100 [167], 180 [168], 250 [169] y 1400 [170] Euros/m2, etc.).
Adicionalmente, la estimación del costo de inversión de los módulos también es variable: 1333/900
Euros/m2[169], 2000 Euros/m2, 100 Euros/m2 [167] y 240 Euros/módulo [168]. Con base en esta
incertidumbre, en este trabajo se propone usar un método corto para establecer cual deben ser las
características de las membranas que hagan viable la pervaporación.
En la evaluación económica se tiene en cuenta los costos de capital, los impuestos, el mantenimiento,
los operarios, el reemplazo de la membrana y los costos energéticos. Los costos de depreciación e
impuestos han sido asumidos a ser el 15% de los costos de capital. El mantenimiento anual y el costo
de los operarios ha sido asumida a ser el 10% de los costos de capital. El costo total está dado por
[170]:
𝐶𝑜𝑠𝑡𝑜𝑡𝑜𝑡𝑎𝑙 = 𝐶𝑜𝑠𝑡𝑜𝑐𝑎𝑝𝑖𝑡𝑎𝑙 ∙ 0.1 + 𝐶𝑜𝑠𝑡𝑜𝑐𝑎𝑝𝑖𝑡𝑎𝑙 ∙ 0.15 + 𝐶𝑜𝑠𝑡𝑜𝑜𝑝𝑒𝑟𝑎𝑐𝑖ó𝑛
(3-6)
El costo de capital está dado por [170]:
𝐶𝑜𝑠𝑡𝑜𝑐𝑎𝑝𝑖𝑡𝑎𝑙 = 𝐵𝑀 ∙ (𝐶𝑜𝑠𝑡𝑜𝑚𝑒𝑚𝑏𝑟𝑎𝑛𝑎 + 𝐶𝑜𝑠𝑡𝑜𝑚ó𝑑𝑢𝑙𝑜)
(3-7)
𝐶𝑜𝑠𝑡𝑜𝑐𝑎𝑝𝑖𝑡𝑎𝑙 = 𝐵𝑀 ∙ 𝐴 ∙ ($𝑀 + $𝑀𝑀𝑂𝐷) (3-8)
Donde $𝑀, 𝐴, $𝑀𝑀𝑂𝐷 son el costo del área de membrana ($/m2), el área (m2), y el costo del módulo,
respectivamente. El costo del área y el módulo por unidad de área se asumen iguales. El factor BM
(de sus siglas en inglés, bar module) en la literatura es variable (3.57 [167,170], 3 [168] y 4.93 [169]),
e incluye los costos de bombeo, condensación, vacío, tubería, válvulas, instrumentación, equipos
periféricos y otros costos de instalación. En este trabajo se asume un valor medio de 4 para el factor
BM.
El costo de operación está dado por:
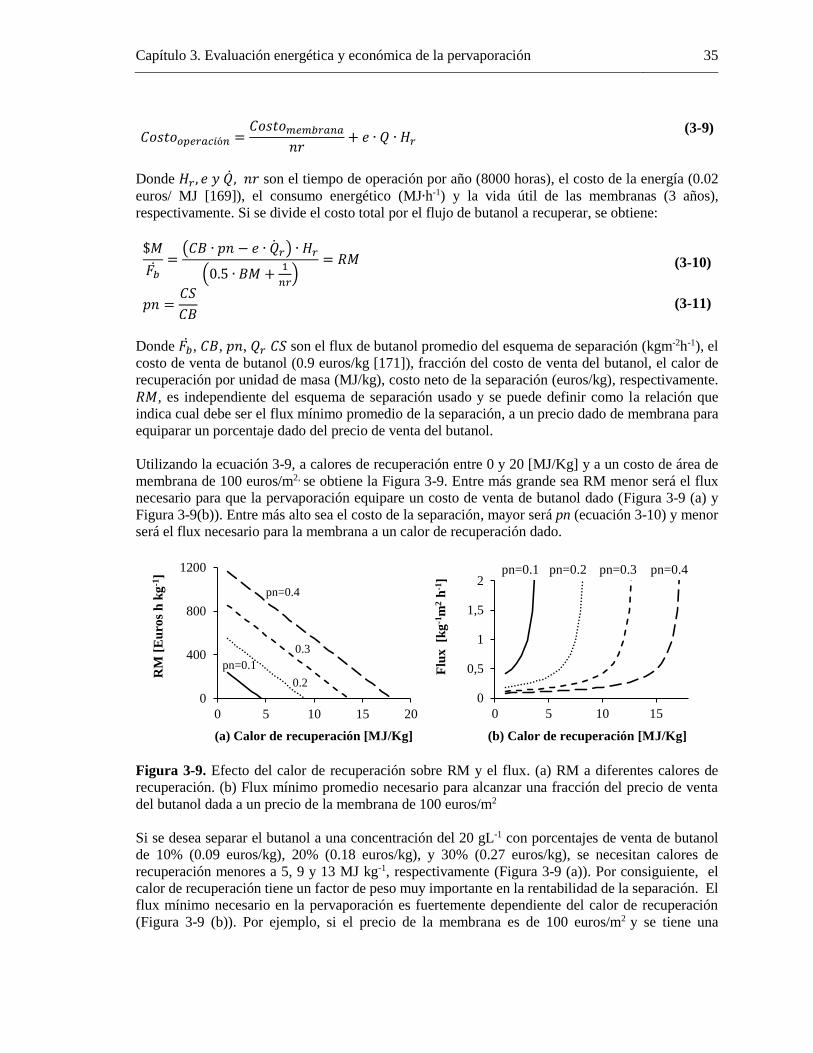
Capítulo 3. Evaluación energética y económica de la pervaporación 35
𝐶𝑜𝑠𝑡𝑜𝑜𝑝𝑒𝑟𝑎𝑐𝑖ó𝑛 =𝐶𝑜𝑠𝑡𝑜𝑚𝑒𝑚𝑏𝑟𝑎𝑛𝑎
𝑛𝑟+ 𝑒 ∙ 𝑄 ∙ 𝐻𝑟
(3-9)
Donde 𝐻𝑟, 𝑒 𝑦 ��, 𝑛𝑟 son el tiempo de operación por año (8000 horas), el costo de la energía (0.02
euros/ MJ [169]), el consumo energético (MJ∙h-1) y la vida útil de las membranas (3 años),
respectivamente. Si se divide el costo total por el flujo de butanol a recuperar, se obtiene:
$𝑀
𝐹��
=(𝐶𝐵 ∙ 𝑝𝑛 − 𝑒 ∙ 𝑄𝑟
) ∙ 𝐻𝑟
(0.5 ∙ 𝐵𝑀 +1
𝑛𝑟)
= 𝑅𝑀 (3-10)
𝑝𝑛 =𝐶𝑆
𝐶𝐵 (3-11)
Donde 𝐹��, 𝐶𝐵, 𝑝𝑛, 𝑄𝑟 𝐶𝑆 son el flux de butanol promedio del esquema de separación (kgm-2h-1), el
costo de venta de butanol (0.9 euros/kg [171]), fracción del costo de venta del butanol, el calor de
recuperación por unidad de masa (MJ/kg), costo neto de la separación (euros/kg), respectivamente.
𝑅𝑀, es independiente del esquema de separación usado y se puede definir como la relación que
indica cual debe ser el flux mínimo promedio de la separación, a un precio dado de membrana para
equiparar un porcentaje dado del precio de venta del butanol.
Utilizando la ecuación 3-9, a calores de recuperación entre 0 y 20 [MJ/Kg] y a un costo de área de
membrana de 100 euros/m2, se obtiene la Figura 3-9. Entre más grande sea RM menor será el flux
necesario para que la pervaporación equipare un costo de venta de butanol dado (Figura 3-9 (a) y
Figura 3-9(b)). Entre más alto sea el costo de la separación, mayor será pn (ecuación 3-10) y menor
será el flux necesario para la membrana a un calor de recuperación dado.
Figura 3-9. Efecto del calor de recuperación sobre RM y el flux. (a) RM a diferentes calores de
recuperación. (b) Flux mínimo promedio necesario para alcanzar una fracción del precio de venta
del butanol dada a un precio de la membrana de 100 euros/m2
Si se desea separar el butanol a una concentración del 20 gL-1 con porcentajes de venta de butanol
de 10% (0.09 euros/kg), 20% (0.18 euros/kg), y 30% (0.27 euros/kg), se necesitan calores de
recuperación menores a 5, 9 y 13 MJ kg-1, respectivamente (Figura 3-9 (a)). Por consiguiente, el
calor de recuperación tiene un factor de peso muy importante en la rentabilidad de la separación. El
flux mínimo necesario en la pervaporación es fuertemente dependiente del calor de recuperación
(Figura 3-9 (b)). Por ejemplo, si el precio de la membrana es de 100 euros/m2 y se tiene una
0
400
800
1200
0 5 10 15 20
RM
[E
uro
s h
kg
-1]
(a) Calor de recuperación [MJ/Kg]
pn=0.4
0.3
0.2
pn=0.1
0
0,5
1
1,5
2
0 5 10 15
Flu
x
[kg
-1m
2h
-1]
(b) Calor de recuperación [MJ/Kg]
pn=0.1 pn=0.2 pn=0.3 pn=0.4
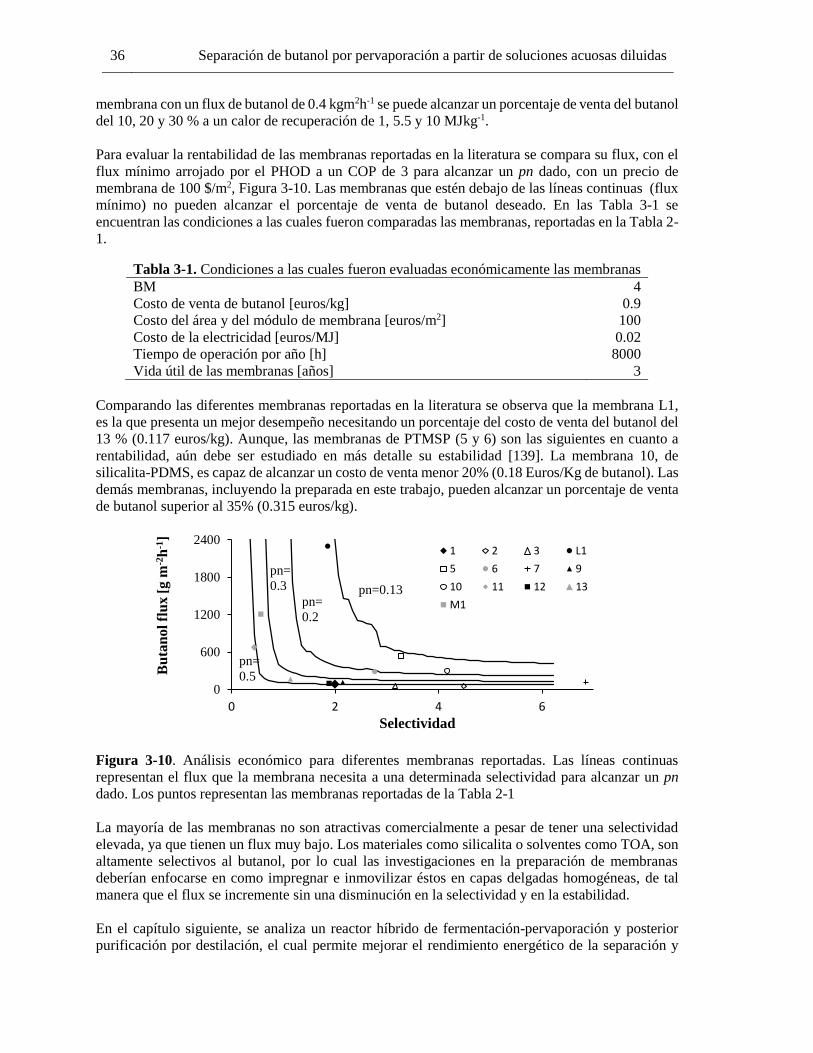
36 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
membrana con un flux de butanol de 0.4 kgm2h-1 se puede alcanzar un porcentaje de venta del butanol
del 10, 20 y 30 % a un calor de recuperación de 1, 5.5 y 10 MJkg-1.
Para evaluar la rentabilidad de las membranas reportadas en la literatura se compara su flux, con el
flux mínimo arrojado por el PHOD a un COP de 3 para alcanzar un pn dado, con un precio de
membrana de 100 $/m2, Figura 3-10. Las membranas que estén debajo de las líneas continuas (flux
mínimo) no pueden alcanzar el porcentaje de venta de butanol deseado. En las Tabla 3-1 se
encuentran las condiciones a las cuales fueron comparadas las membranas, reportadas en la Tabla 2-
1.
Tabla 3-1. Condiciones a las cuales fueron evaluadas económicamente las membranas
BM 4
Costo de venta de butanol [euros/kg] 0.9
Costo del área y del módulo de membrana [euros/m2] 100
Costo de la electricidad [euros/MJ] 0.02
Tiempo de operación por año [h] 8000
Vida útil de las membranas [años] 3
Comparando las diferentes membranas reportadas en la literatura se observa que la membrana L1,
es la que presenta un mejor desempeño necesitando un porcentaje del costo de venta del butanol del
13 % (0.117 euros/kg). Aunque, las membranas de PTMSP (5 y 6) son las siguientes en cuanto a
rentabilidad, aún debe ser estudiado en más detalle su estabilidad [139]. La membrana 10, de
silicalita-PDMS, es capaz de alcanzar un costo de venta menor 20% (0.18 Euros/Kg de butanol). Las
demás membranas, incluyendo la preparada en este trabajo, pueden alcanzar un porcentaje de venta
de butanol superior al 35% (0.315 euros/kg).
Figura 3-10. Análisis económico para diferentes membranas reportadas. Las líneas continuas
representan el flux que la membrana necesita a una determinada selectividad para alcanzar un pn
dado. Los puntos representan las membranas reportadas de la Tabla 2-1
La mayoría de las membranas no son atractivas comercialmente a pesar de tener una selectividad
elevada, ya que tienen un flux muy bajo. Los materiales como silicalita o solventes como TOA, son
altamente selectivos al butanol, por lo cual las investigaciones en la preparación de membranas
deberían enfocarse en como impregnar e inmovilizar éstos en capas delgadas homogéneas, de tal
manera que el flux se incremente sin una disminución en la selectividad y en la estabilidad.
En el capítulo siguiente, se analiza un reactor híbrido de fermentación-pervaporación y posterior
purificación por destilación, el cual permite mejorar el rendimiento energético de la separación y
0
600
1200
1800
2400
0 2 4 6
Bu
tan
ol
flu
x [
g m
-2h
-1]
Selectividad
1 2 3 L1
5 6 7 9
10 11 12 13
M1pn=0.13
pn=
0.3
pn=
0.2
pn=
0.5

Capítulo 3. Evaluación energética y económica de la pervaporación 37
favorecer la fermentación drásticamente sin la ayuda de bombas de calor. En este sistema solo existe
un módulo de pervaporación el cual está dentro del reactor, y se realiza una posterior separación con
un sistema de destilación convencional. Ya que el reactor es un CSTR (de las siglas en inglés,
continuous stirred-tank reactor), la pervaporación se ve favorecida por la no existencia a lo largo del
módulo, de un gradiente de concentraciones en el retentato. Para estudiar la viabilidad del reactor en
ese capítulo se analizará el requerimiento energético de la recuperación, el rendimiento de la
fermentación y la productividad del reactor.
3.5. Conclusiones
Se analizó un sistema de pervaporación y decantación (PHOD) energética y económicamente para
la separación de butanol a partir de soluciones acuosas diluidas. Con el fin de disminuir los
requerimientos energéticos de la destilación, el sistema de separación propuesto necesita que las
membranas tengan un factor de separación superior a 85 a una composición de 10 gL-1 y temperatura
de 75°C. Si se integra energéticamente el PHOD con una bomba de calor con un coeficiente de
desempeño típico de 3, el factor de separación para que la pervaporación sea energéticamente más
atractiva que la destilación disminuye a 25. Con base a la incertidumbre del costo de las membranas,
se propone un método corto para establecer cual deben ser las características de las membranas que
hagan viable la pervaporación. Si el precio de la membrana es de 100 euros/m2, la membrana M2, la
cual tienen una selectividad de 2 y una permeabilidad de 570 gmolbar-1m-2, es la que presenta un
mejor desempeño, y necesita una inversión para la separación de 0.117 euros/Kg de butanol. La
membrana preparada en este trabajo requiere 0.315 euros/Kg para la separación de butanol.

4. Optimización de un fermentador ABE integrado con
pervaporación
Resumen
El butanol producido, entre otros procesos, por medio de fermentación ABE promete ser un
importante biocombustible. Se puede mejorar el desempeño del proceso mediante un fermentador
alimentado con ácidos (acetato, butirato o lactato) como co-sustratos, integrado con una técnica de
recuperación in-situ del butanol formado. En este estudio, el butanol se recupera mediante
pervaporación. Se analizó teóricamente el efecto del área y selectividad de la membrana, así como
de la adición de ácidos sobre la productividad del sistema híbrido. Se empleó un modelo cinético
basado en el análisis de flujo metabólico para la bacteria Clostridium saccharoperbutylacetonicum
N1-4. Ya que la fermentación láctica tiene rendimientos más altos que la butírica, se propone un
sistema novedoso con previa formación de ácido láctico. En comparación con un reactor por
discontinuo convencional, un reactor en continuo integrado con pervaporación, alimentando ácido
láctico y glucosa, se logra mejorar la productividad ABE de 0.6 a 10.1 gL-1h-1, el rendimiento ABE
de 0.32 a 0.46 gg-1 y la concentración final de butanol de 1.6 a 26.5 wt%. Debido a su uso potencial
como biocombustible, se compararán los resultados obtenidos para la producción de butanol con la
optimización de un rector-pervaporador para la producción de etanol.
4.1. Introducción
El butanol se puede producir mediante la fermentación ABE utilizando diferentes tipos de cepas
Clostridium solventogenéticas. La alta toxicidad del butanol para la bacteria que lo produce, hace
que este proceso en reactores discontinuos tenga rendimientos de butanol menores a 0.25,
productividades alrededor de 0.5 gL-1h-1 y concentraciones de producto menores al 2% [12]. En
reactores operados en continuo se puede alcanzar una mayor concentración de biomasa que en los
reactores discontinuos tradicionales, lo que permite alcanzar una mayor productividad [72]. Sin
embargo, este proceso es realizado de manera convencional en reactores discontinuos (Figura 4-1
(a)), porque en éstos se alcanza una mayor conversión y concentración de producto.
Con el fin de disminuir el efecto de la toxicidad del butanol, logrando una mayor productividad y un
menor consumo energético de la separación, éste puede ser removido del medio de fermentación con
un sistema en continuo integrado con pervaporación. En este tipo de reactores, con respecto al reactor
tradicional discontinuo, se ha logrado mejorar la productividad hasta en cinco veces [115], y la
concentración de producto en más de ocho veces [60]. Sin embargo, aún es necesario conocer
adecuadamente el efecto de diferentes variables como el área o la selectividad de la membrana, para
lograr un proceso más eficiente [117].
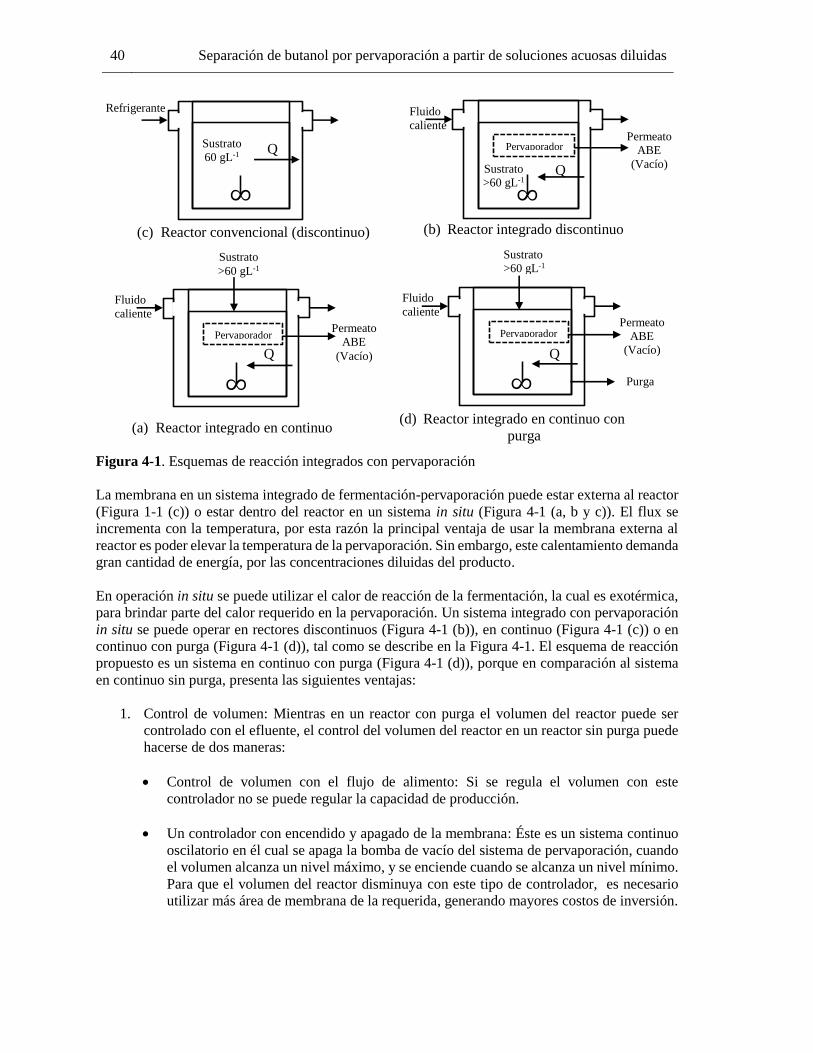
40 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
Figura 4-1. Esquemas de reacción integrados con pervaporación
La membrana en un sistema integrado de fermentación-pervaporación puede estar externa al reactor
(Figura 1-1 (c)) o estar dentro del reactor en un sistema in situ (Figura 4-1 (a, b y c)). El flux se
incrementa con la temperatura, por esta razón la principal ventaja de usar la membrana externa al
reactor es poder elevar la temperatura de la pervaporación. Sin embargo, este calentamiento demanda
gran cantidad de energía, por las concentraciones diluidas del producto.
En operación in situ se puede utilizar el calor de reacción de la fermentación, la cual es exotérmica,
para brindar parte del calor requerido en la pervaporación. Un sistema integrado con pervaporación
in situ se puede operar en rectores discontinuos (Figura 4-1 (b)), en continuo (Figura 4-1 (c)) o en
continuo con purga (Figura 4-1 (d)), tal como se describe en la Figura 4-1. El esquema de reacción
propuesto es un sistema en continuo con purga (Figura 4-1 (d)), porque en comparación al sistema
en continuo sin purga, presenta las siguientes ventajas:
1. Control de volumen: Mientras en un reactor con purga el volumen del reactor puede ser
controlado con el efluente, el control del volumen del reactor en un reactor sin purga puede
hacerse de dos maneras:
Control de volumen con el flujo de alimento: Si se regula el volumen con este
controlador no se puede regular la capacidad de producción.
Un controlador con encendido y apagado de la membrana: Éste es un sistema continuo
oscilatorio en él cual se apaga la bomba de vacío del sistema de pervaporación, cuando
el volumen alcanza un nivel máximo, y se enciende cuando se alcanza un nivel mínimo.
Para que el volumen del reactor disminuya con este tipo de controlador, es necesario
utilizar más área de membrana de la requerida, generando mayores costos de inversión.
(a) Reactor integrado en continuo
(b) Reactor integrado discontinuo (c) Reactor convencional (discontinuo)
Sustrato
60 gL-1
Refrigerante
Q
Q
Pervaporador Permeato
ABE
(Vacío)
Fluido
caliente
Sustrato
>60 gL-1
Q
Pervaporador Permeato
ABE
(Vacío)
Fluido
caliente
Sustrato
>60 gL-1
Q
Pervaporador Permeato
ABE
(Vacío)
Fluido
caliente
Sustrato
>60 gL-1
Purga
(d) Reactor integrado en continuo con
purga
∞
∞
∞
∞
Capítulo 4. Optimización de un fermentador ABE integrado con pervaporación 41
2. Selectividad de la membrana: Por balance de materia la concentración de producto depende
del rendimiento y la concentración de sustrato. En un reactor integrado sin purga si se
obtienen un rendimiento de producto de 50%, y la concentración de alimento es la máxima
solubilidad de glucosa en agua, 700 gL-1, se obtiene una concentración de producto máxima
de 350 gL-1. Por consiguiente, en un sistema de pervaporación sin purga, serán subutilizadas
las membranas que sean capaces de obtener concentraciones mayores a 350 gL-1. Aunque
en un reactor con purga la concentración promedio de las corrientes seguirá siendo 350 gL-
1, la concentración en el permeato podrá ser más elevada y estará fijada por la capacidad de
la membrana de separar el producto, lo que disminuye el requerimiento energético de la
pervaporación.
3. Toxicidad de inhibidores no volátiles: En un reactor sin purga las concentraciones de
componentes no volátiles se acumulan en el reactor hasta llegar a niveles de inhibición total.
Mientras la purga hace que los componentes no volátiles estén a una menor concentración
en el reactor.
En este trabajo, se optimizarán la concentración de sustrato y velocidad de dilución que hagan
máxima la productividad, en un reactor integrado con pervaporación con y sin adición de ácidos.
Estas optimizaciones se realizarán a diferentes selectividades y áreas de membrana, con el fin de
evaluar su efecto en la fermentación, y mejorar el conocimiento sobre el diseño de este tipo de
procesos. Los resultados de la simulación del sistema de reacción integrado con pervaporación y los
datos reportados en la literatura, proporcionarán una idea preliminar del alcance de la fermentación,
y las estrategias de operación que deberán ser adoptadas para su aplicación. En este capítulo, también
se compara la productividad, el rendimiento y el consumo energético de la fermentación ABE con
la producción por fermentación del etanol, debido al posible uso del butanol como biocombustible.
4.2. Modelo cinético
En este trabajo, se realizará un estudio teórico de la fermentación utilizando una cinética de flujo
metabólica, desarrollada por Shinto et al., 2007 para la fermentación ABE con la bacteria
Clostridium saccharoperbutylacetonicum N1-4. El análisis del flujo metabólico (AFM) es un
método sistemático desarrollado para evaluar las funciones individuales en una ruta metabólica
[172]. El AFM describe la participación cuantitativa de las reacciones individuales involucradas en
el mecanismo de reacción [173,174]. Por esta razón, el AFM es útil para establecer estrategias
ingenieriles para llevar a cabo un proceso.
En ese modelo se tiene en cuenta la inhibición acompetitiva a causa del butanol, activación e
inhibición por parte del ácido butírico e inhibición por sustrato, no hay limitación por nitrógeno ni
nutrientes, e incluye 19 reacciones y 17 componentes involucrados en el metabolismo [175] (Anexo
B.1.). Es denominado mecanismo on-off porque se supone que existe un mínimo de glucosa tolerable
en el reactor (1mM) a partir del cual las reacciones que se dan en presencia de energía en forma de
ATP, ADP, NADH y NAD+ cesan [175]. Está cinética no tiene en cuenta el efecto de la temperatura,
por lo cual el modelo de reacción se asumirá isotérmico. Los perfiles de concentración en un reactor
discontinuo convencional, con una concentración inicial de glucosa de 60 gL-1, utilizando está
cinética, se observan en la Figura 4-2.
El modelo cinético propuesto por Shinto et al., 2007, es capaz de predecir las rutas metabólicas, por
lo cual también puede predecir el efecto de la adición de ácidos. Validar éste modelo a partir de otros
resultados reportados en la literatura es difícil, porque los investigadores pueden emplear diferentes
bacterias, temperaturas o medios de cultivo. Baba et al., 2011 desarrolló un proceso en continuo con
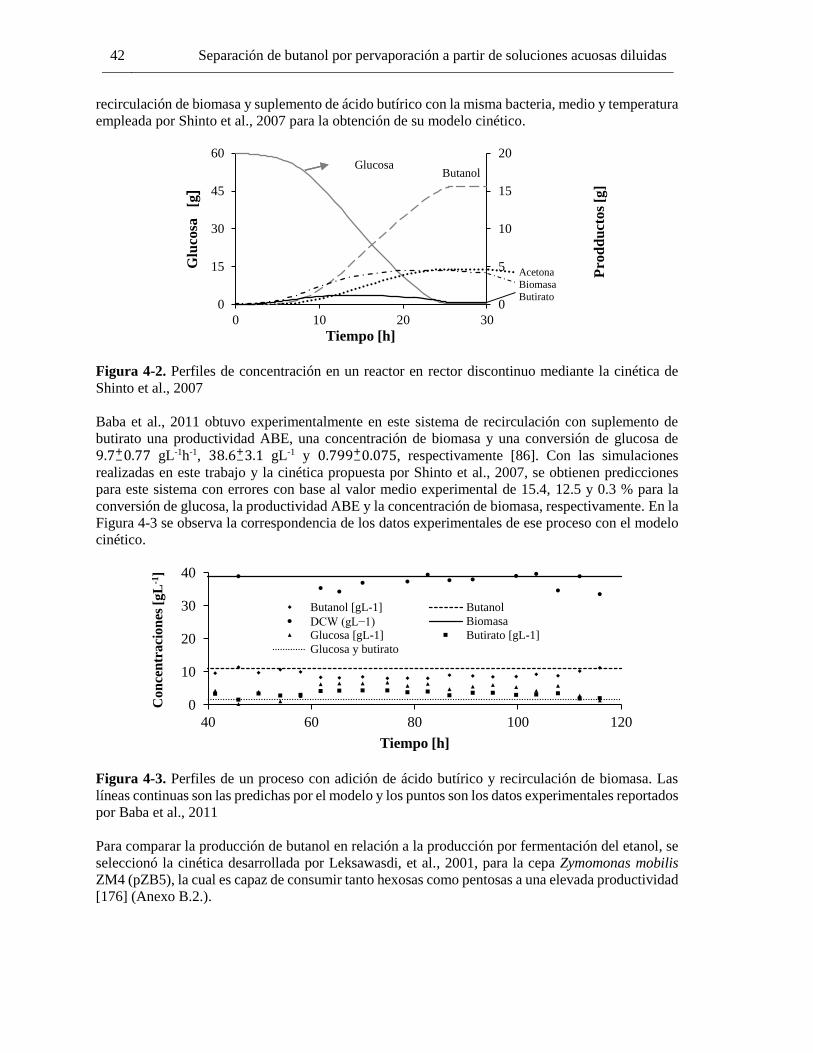
42 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
recirculación de biomasa y suplemento de ácido butírico con la misma bacteria, medio y temperatura
empleada por Shinto et al., 2007 para la obtención de su modelo cinético.
Figura 4-2. Perfiles de concentración en un reactor en rector discontinuo mediante la cinética de
Shinto et al., 2007
Baba et al., 2011 obtuvo experimentalmente en este sistema de recirculación con suplemento de
butirato una productividad ABE, una concentración de biomasa y una conversión de glucosa de
9.7−+0.77 gL-1h-1, 38.6−
+3.1 gL-1 y 0.799−+0.075, respectivamente [86]. Con las simulaciones
realizadas en este trabajo y la cinética propuesta por Shinto et al., 2007, se obtienen predicciones
para este sistema con errores con base al valor medio experimental de 15.4, 12.5 y 0.3 % para la
conversión de glucosa, la productividad ABE y la concentración de biomasa, respectivamente. En la
Figura 4-3 se observa la correspondencia de los datos experimentales de ese proceso con el modelo
cinético.
Figura 4-3. Perfiles de un proceso con adición de ácido butírico y recirculación de biomasa. Las
líneas continuas son las predichas por el modelo y los puntos son los datos experimentales reportados
por Baba et al., 2011
Para comparar la producción de butanol en relación a la producción por fermentación del etanol, se
seleccionó la cinética desarrollada por Leksawasdi, et al., 2001, para la cepa Zymomonas mobilis
ZM4 (pZB5), la cual es capaz de consumir tanto hexosas como pentosas a una elevada productividad
[176] (Anexo B.2.).
0
5
10
15
20
0
15
30
45
60
0 10 20 30
Pro
dd
uct
os
[g]
Glu
cosa
[
g]
Tiempo [h]
Butanol
Acetona
Biomasa
Butirato
Glucosa
0
10
20
30
40
40 60 80 100 120
Con
cen
traci
on
es [
gL
-1]
Tiempo [h]
Butanol [gL-1] Butanol
DCW (gL−1) Biomasa
Glucosa [gL-1] Butirato [gL-1]
Glucosa y butirato
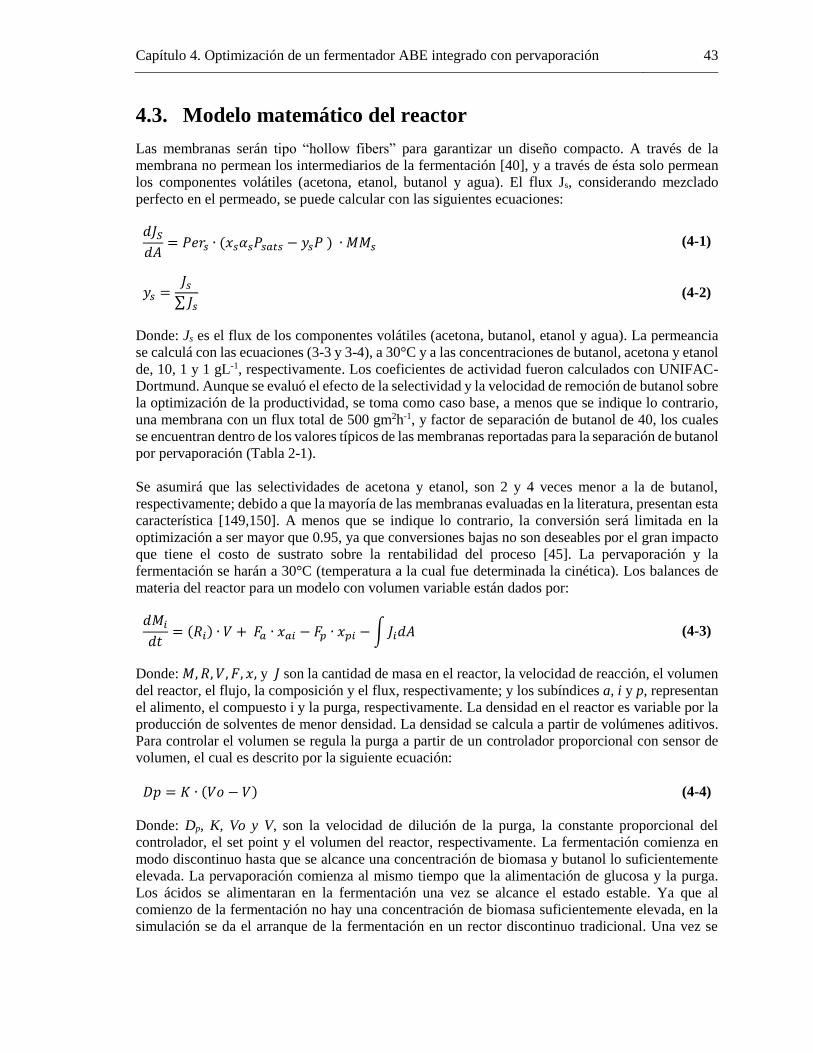
Capítulo 4. Optimización de un fermentador ABE integrado con pervaporación 43
4.3. Modelo matemático del reactor
Las membranas serán tipo “hollow fibers” para garantizar un diseño compacto. A través de la
membrana no permean los intermediarios de la fermentación [40], y a través de ésta solo permean
los componentes volátiles (acetona, etanol, butanol y agua). El flux Js, considerando mezclado
perfecto en el permeado, se puede calcular con las siguientes ecuaciones:
𝑑𝐽𝑆
𝑑𝐴= 𝑃𝑒𝑟𝑠 ∙ (𝑥𝑠𝛼𝑠𝑃𝑠𝑎𝑡𝑠 − 𝑦𝑠𝑃 ) ∙ 𝑀𝑀𝑠 (4-1)
𝑦𝑠 =𝐽𝑠
∑ 𝐽𝑠 (4-2)
Donde: Js es el flux de los componentes volátiles (acetona, butanol, etanol y agua). La permeancia
se calculá con las ecuaciones (3-3 y 3-4), a 30°C y a las concentraciones de butanol, acetona y etanol
de, 10, 1 y 1 gL-1, respectivamente. Los coeficientes de actividad fueron calculados con UNIFAC-
Dortmund. Aunque se evaluó el efecto de la selectividad y la velocidad de remoción de butanol sobre
la optimización de la productividad, se toma como caso base, a menos que se indique lo contrario,
una membrana con un flux total de 500 gm2h-1, y factor de separación de butanol de 40, los cuales
se encuentran dentro de los valores típicos de las membranas reportadas para la separación de butanol
por pervaporación (Tabla 2-1).
Se asumirá que las selectividades de acetona y etanol, son 2 y 4 veces menor a la de butanol,
respectivamente; debido a que la mayoría de las membranas evaluadas en la literatura, presentan esta
característica [149,150]. A menos que se indique lo contrario, la conversión será limitada en la
optimización a ser mayor que 0.95, ya que conversiones bajas no son deseables por el gran impacto
que tiene el costo de sustrato sobre la rentabilidad del proceso [45]. La pervaporación y la
fermentación se harán a 30°C (temperatura a la cual fue determinada la cinética). Los balances de
materia del reactor para un modelo con volumen variable están dados por:
𝑑𝑀𝑖
𝑑𝑡= (𝑅𝑖) ∙ 𝑉 + 𝐹𝑎 ∙ 𝑥𝑎𝑖 − 𝐹𝑝 ∙ 𝑥𝑝𝑖 − ∫ 𝐽𝑖𝑑𝐴 (4-3)
Donde: 𝑀, 𝑅, 𝑉, 𝐹, 𝑥, y 𝐽 son la cantidad de masa en el reactor, la velocidad de reacción, el volumen
del reactor, el flujo, la composición y el flux, respectivamente; y los subíndices a, i y p, representan
el alimento, el compuesto i y la purga, respectivamente. La densidad en el reactor es variable por la
producción de solventes de menor densidad. La densidad se calcula a partir de volúmenes aditivos.
Para controlar el volumen se regula la purga a partir de un controlador proporcional con sensor de
volumen, el cual es descrito por la siguiente ecuación:
𝐷𝑝 = 𝐾 ∙ (𝑉𝑜 − 𝑉) (4-4)
Donde: Dp, K, Vo y V, son la velocidad de dilución de la purga, la constante proporcional del
controlador, el set point y el volumen del reactor, respectivamente. La fermentación comienza en
modo discontinuo hasta que se alcance una concentración de biomasa y butanol lo suficientemente
elevada. La pervaporación comienza al mismo tiempo que la alimentación de glucosa y la purga.
Los ácidos se alimentaran en la fermentación una vez se alcance el estado estable. Ya que al
comienzo de la fermentación no hay una concentración de biomasa suficientemente elevada, en la
simulación se da el arranque de la fermentación en un rector discontinuo tradicional. Una vez se
44 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
alcance una concentración de butanol y biomasa lo suficientemente alta, se alimenta glucosa al
reactor, se enciende el pervaporador y el controlador de volumen.
Una vez alcanzado el estado estable, se alimenta ácido acético en una concentración óptima al
reactor. El alimento del ácido se da después de alcanzar el estado estable y no al comienzo de la
fermentación, para analizar el efecto de la adición de éste sobre la bacteria. La concentración de
glucosa en ambas fases de alimentación se mantiene constante por lo cual la adición de ácidos es la
única perturbación del sistema.
De acuerdo a la literatura, la fermentación se inhibe por completo a concentraciones de butirato y
acetato superiores de 9.5 y 11.9 g L-1 respectivamente, [114]; y concentraciones de ácido láctico
mayores a 10 gL-1 no mejoran la producción de butanol [119]. Entonces, con el fin de disminuir el
efecto de inhibitorio de los ácidos y obtener una predicción más realista, en cualquier tiempo de la
fermentación se limitarán las concentraciones de acetato, butirato y lactato a menos de 6 gL-1.
El rendimiento de solvente se calcula como la cantidad total de solventes, sobre la cantidad total
alimentada de glucosa y ácidos. En las optimizaciones se limitará la concentración de biomasa a 30
gL-1 porque la fermentación no es estable a altas concentraciones de biomasa [68]. La concentración
de butanol en el reactor se restringe a menos de 16 gL-1. La productividad es calculada como la
integral en el tiempo de la cantidad total de butanol producido, dividido por el tiempo final de la
fermentación y el volumen del reactor. La función de optimización está dada por:
𝐹𝑜𝑏𝑗 =1
𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑣𝑖𝑑𝑎𝑑=
𝑡𝑓 ∙ 𝑉𝑚á𝑥
𝑁𝑏(𝑡𝑓) + ∫ (𝐹𝑏𝑝
+ 𝐹𝑏𝑝𝑒𝑟𝑚
)𝑑𝑡𝑡𝑓
0
(4-5)
Donde: tf, 𝐹𝑏𝑝, 𝐹𝑏
𝑝𝑒𝑟𝑚, 𝑁(𝑡𝑓) 𝑦 𝑉𝑚á𝑥, son el tiempo final de la fermentación [h], el flujo de butanol
en la purga [gh-1], el flujo de butanol a través de la membrana [gh-1], la cantidad de butanol final en
el reactor, y el nivel del reactor máximo que se alcanzó en la fermentación [L]. La fermentación no
es estable en largos periodos de tiempo [72], por lo cual el tiempo de fermentación final en todas las
simulaciones será de 500 horas (máximo tiempo de operación en continuo [68]). Las optimizaciones
se harán con un programa basado en el “toolboox” de minimización de Matlab®. En la Tabla 4-1 se
observan las condiciones en la optimización del reactor integrado con pervaporación.
Tabla 4-1. Condiciones en la optimización del reactor integrado con pervaporación
Condiciones de operación
Temperatura de la fermentación y pervaporación 30°C
Tiempo final de fermentación 500 h
Tiempo al cual inicia la alimentación, la pervaporación
y el control de volumen 15 h
Tiempo al cual se alimentan ácidos 60 h
Concentración inicial de glucosa 60 gL-1
Concentración inicial de biomasa 0.1 gL-1
Restricciones en la optimización
Concentración máxima de glucosa en el alimento 700 gL-1
Concentración máxima de cada ácido en el reactor 6 gL-1
Concentración máxima de biomasa en el reactor 30 gL-1
Concentración máxima de butanol en el reactor 16 gL-1
Debido al uso potencial de butanol como biocombustible, el rendimiento energético del proceso es
un factor clave en la selección de un esquema para su producción [169,177]. Por esta razón, se hará
Capítulo 4. Optimización de un fermentador ABE integrado con pervaporación 45
el análisis energético para 4 posibles procesos: el convencional con separación por destilación; un
reactor integrado con pervaporación sin adición de ácidos; un sistema de fermentación en un reactor
integrado con pervaporación y previa fermentación de ácido butírico “butylfuel” [74]; y un proceso
en el cual se fermente glucosa para producir ácido láctico, antes de alimentarse al fermentador ABE
integrado con pervaporación [137].
4.4. Efecto del área de membrana
Para analizar el efecto de la velocidad de remoción de butanol a través de la membrana sobre el
desempeño de la fermentación, se realizaron optimizaciones a la misma selectividad pero a diferentes
áreas. Ya que uno de los principales objetivos de un sistema de fermentación integrado es mejorar
la productividad, se pretenderá lograr en las optimizaciones productividades superiores a 2.3 gL-1h-
1, la cual es la máxima productividad alcanzada experimentalmente en un sistema integrado con
pervaporación [115].
La relación de área de membrana-volumen requerida para tal fin, se puede estimar dividiendo la
productividad de butanol que se pretende alcanzar por el flux de butanol. Aunque este estimado no
es exacto, porque el flux y la productividad dependen de las concentraciones, es una manera rápida
(“short-cut”) de estimar la relación de área de membrana necesaria. El flux de butanol de una
membrana con factor de separación igual a 40, a las condiciones descritas en el modelo matemático,
es aproximadamente 200 gm-2h-1. Por esta razón, se optimizará la productividad a relaciones de área
de membrana superiores a 0.015 m2L-1 (Figura 4-4). Los resultados de esta simulación pueden ser
extrapolados a membranas que tengan un factor de separación igual, 40, pero diferente flux de
butanol, utilizando la siguiente relación:
F1𝑏𝐴1𝑏 = F2𝑏𝐴2𝑏 (4-6)
En esta relación, se debe tener en cuenta que el flux de butanol, F2𝑏 , tiene que ser hallado a las
mismas condiciones de concentración y temperatura a las que fue hallado F1𝑏. En las optimizaciones
de la productividad a diferentes áreas de membrana, al aumentar la relación de área-volumen
aumenta la velocidad de remoción de butanol a través de la membrana, y la concentración de éste en
el reactor disminuye, por lo cual su efecto tóxico cae y se pueden obtener concentraciones de biomasa
más elevadas (Figura 4-4 (a)).
A relaciones de área-volumen menores que 0.05 m2L-1 se alcanzan concentraciones de biomasa
menores a 30 gL-1, y puede ser recomendable recircular biomasa para alcanzar una productividad
más elevada. El método corto propuesto para escoger el área de membrana necesaria (Figura 5-4
(b)), para relaciones de área menores a 0.02 m2L-1, tiene una variación con respecto a la productividad
lograda en la optimización, menores al 5.3%. Sin embargo, para relaciones de área de membrana
mayores a 0.05 m2L-1 se obtiene variaciones mayores al 50%.
Utilizar relaciones de área de membrana mayores que 0.17 m2L-1, no mejora la productividad (Figura
4-4 (b)) porque se alcanzan concentraciones de butanol en el reactor menores a 4 gL-1, y a estas
concentraciones la inhibición por producto es despreciable [12]. Al disminuir la concentración de
butanol en el reactor, por un aumento de la relación de área-volumen, disminuye la concentración
de éste en el permeato porque cae la fuerza guía para la pervaporación (Figura 4-4 (c)). Debido al
balance de materia, en las optimizaciones el sustrato debe ser alimentado más diluido al aumentar la
relación de área-volumen (Figura 4-4 (d)), ya que se obtiene butanol en el permeato a una menor
concentración (Figura 4-4 (c)).
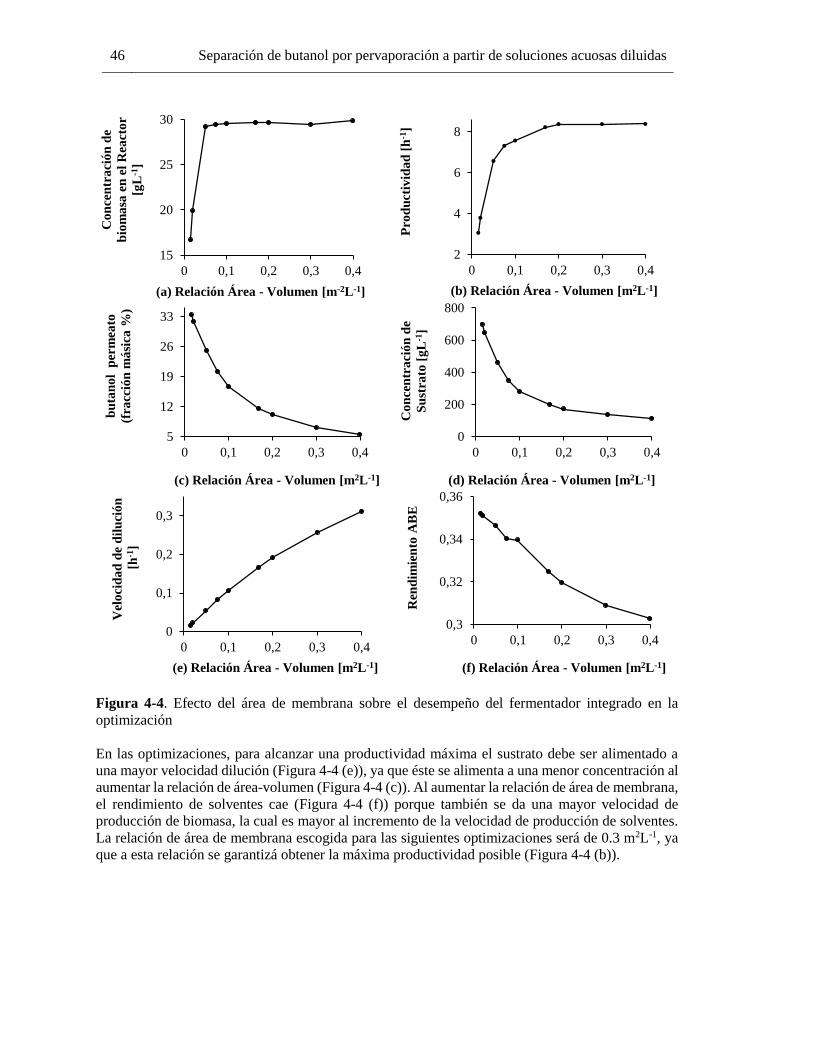
46 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
Figura 4-4. Efecto del área de membrana sobre el desempeño del fermentador integrado en la
optimización
En las optimizaciones, para alcanzar una productividad máxima el sustrato debe ser alimentado a
una mayor velocidad dilución (Figura 4-4 (e)), ya que éste se alimenta a una menor concentración al
aumentar la relación de área-volumen (Figura 4-4 (c)). Al aumentar la relación de área de membrana,
el rendimiento de solventes cae (Figura 4-4 (f)) porque también se da una mayor velocidad de
producción de biomasa, la cual es mayor al incremento de la velocidad de producción de solventes.
La relación de área de membrana escogida para las siguientes optimizaciones será de 0.3 m2L-1, ya
que a esta relación se garantizá obtener la máxima productividad posible (Figura 4-4 (b)).
15
20
25
30
0 0,1 0,2 0,3 0,4
Co
nce
ntr
aci
ón
de
bio
ma
sa e
n e
l R
eact
or
[gL
-1]
(a) Relación Área - Volumen [m-2L-1]
2
4
6
8
0 0,1 0,2 0,3 0,4
Pro
du
ctiv
ida
d [
h-1
]
(b) Relación Área - Volumen [m2L-1]
5
12
19
26
33
0 0,1 0,2 0,3 0,4
bu
tan
ol
per
mea
to
(fra
cció
n m
ási
ca %
)
(c) Relación Área - Volumen [m2L-1]
0
200
400
600
800
0 0,1 0,2 0,3 0,4
Co
nce
ntr
aci
ón
de
Su
stra
to [
gL
-1]
(d) Relación Área - Volumen [m2L-1]
0
0,1
0,2
0,3
0 0,1 0,2 0,3 0,4
Vel
oci
da
d d
e d
ilu
ció
n
[h-1
]
(e) Relación Área - Volumen [m2L-1]
0,3
0,32
0,34
0,36
0 0,1 0,2 0,3 0,4
Ren
dim
ien
to A
BE
(f) Relación Área - Volumen [m2L-1]
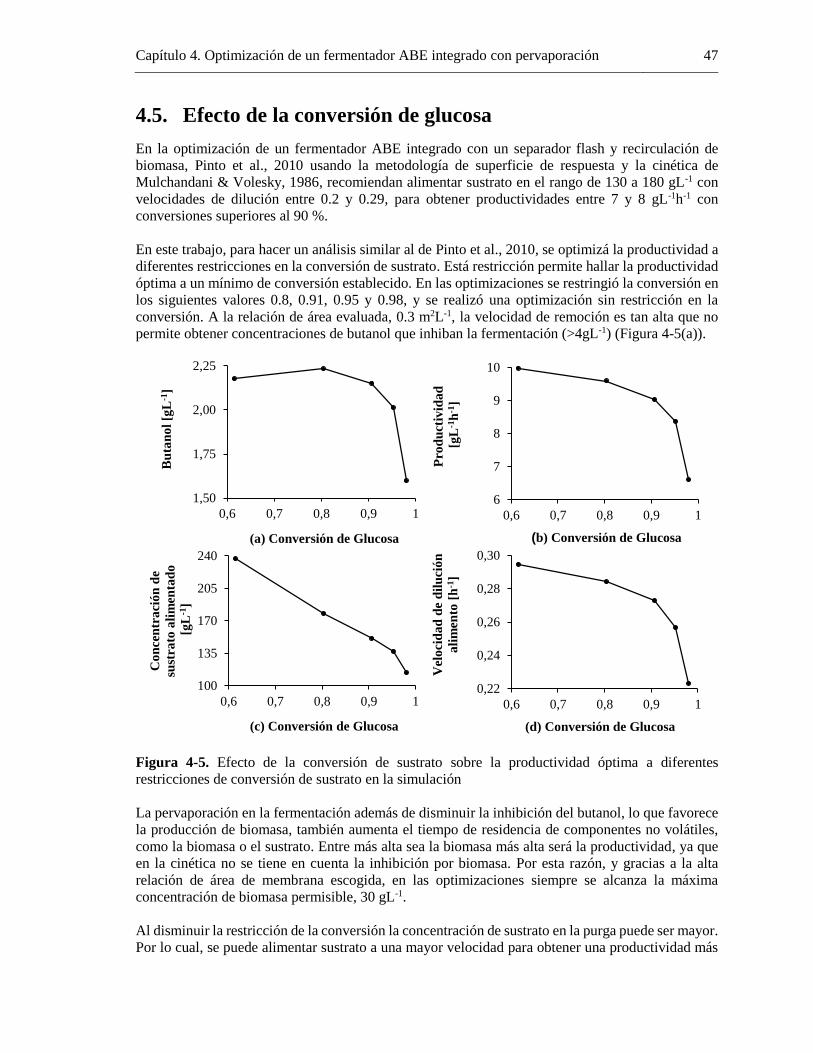
Capítulo 4. Optimización de un fermentador ABE integrado con pervaporación 47
4.5. Efecto de la conversión de glucosa
En la optimización de un fermentador ABE integrado con un separador flash y recirculación de
biomasa, Pinto et al., 2010 usando la metodología de superficie de respuesta y la cinética de
Mulchandani & Volesky, 1986, recomiendan alimentar sustrato en el rango de 130 a 180 gL-1 con
velocidades de dilución entre 0.2 y 0.29, para obtener productividades entre 7 y 8 gL-1h-1 con
conversiones superiores al 90 %.
En este trabajo, para hacer un análisis similar al de Pinto et al., 2010, se optimizá la productividad a
diferentes restricciones en la conversión de sustrato. Está restricción permite hallar la productividad
óptima a un mínimo de conversión establecido. En las optimizaciones se restringió la conversión en
los siguientes valores 0.8, 0.91, 0.95 y 0.98, y se realizó una optimización sin restricción en la
conversión. A la relación de área evaluada, 0.3 m2L-1, la velocidad de remoción es tan alta que no
permite obtener concentraciones de butanol que inhiban la fermentación (>4gL-1) (Figura 4-5(a)).
Figura 4-5. Efecto de la conversión de sustrato sobre la productividad óptima a diferentes
restricciones de conversión de sustrato en la simulación
La pervaporación en la fermentación además de disminuir la inhibición del butanol, lo que favorece
la producción de biomasa, también aumenta el tiempo de residencia de componentes no volátiles,
como la biomasa o el sustrato. Entre más alta sea la biomasa más alta será la productividad, ya que
en la cinética no se tiene en cuenta la inhibición por biomasa. Por esta razón, y gracias a la alta
relación de área de membrana escogida, en las optimizaciones siempre se alcanza la máxima
concentración de biomasa permisible, 30 gL-1.
Al disminuir la restricción de la conversión la concentración de sustrato en la purga puede ser mayor.
Por lo cual, se puede alimentar sustrato a una mayor velocidad para obtener una productividad más
1,50
1,75
2,00
2,25
0,6 0,7 0,8 0,9 1
Bu
tan
ol
[gL
-1]
(a) Conversión de Glucosa
6
7
8
9
10
0,6 0,7 0,8 0,9 1
Pro
du
ctiv
ida
d
[gL
-1h
-1]
(b) Conversión de Glucosa
100
135
170
205
240
0,6 0,7 0,8 0,9 1
Co
nce
ntr
aci
ón
de
sust
rato
ali
men
tad
o
[gL
-1]
(c) Conversión de Glucosa
0,22
0,24
0,26
0,28
0,30
0,6 0,7 0,8 0,9 1
Vel
oci
da
d d
e d
ilu
ció
n
ali
men
to [
h-1
]
(d) Conversión de Glucosa
48 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
elevada (Figura 4-5 (b)). Ya que se puede obtener una mayor cantidad de sustrato en la purga si
disminuye la restricción de la conversión de glucosa, se puede alimentar un sustrato más concentrado
(Figura 4-5 (c)) y a una mayor velocidad de dilución (Figura 4-5 (d)).
La productividad óptima que se alcanzá sin restringir la conversión es 0.61 (Figura 4-5 (b)). La
productividad no puede incrementarse indefinidamente al disminuir la restricción de la conversión,
porque si aumenta demasiado la concentración de glucosa en el reactor se obtiene una inhibición de
sustrato muy fuerte, y si aumenta demasiado la velocidad de dilución se alcanzarían bajas
concentraciones de biomasa en el reactor. Con las especificaciones de la membrana descritas, para
obtener conversiones entre 0.91 y 0.98, rendimientos de butanol entre 0.22 y 0.26, con
productividades de 6.6 a 9 gL-1h-1, se recomienda operar con concentraciones de sustrato entre 110
y 150 gL-1, y velocidades de dilución entre 0.22 y 0.27 h-1.
4.6. Efecto de la selectividad de la membrana
En las optimizaciones realizadas a diferentes factores de separación se utilizó la misma relación de
área por permeabilidad de butanol. Se utiliza la ecuación 4.7 para calcular la relación de área de
membrana ya que la permeabilidad de butanol incrementa al aumentar el factor de separación. Para
garantizar alcanzar la más elevada productividad posible, se selecciona la relación de área de
membrana del caso base (factor de separación 40), 0.3 m2L-1. Las selectividades y las relaciones de
área de membrana a las cuales fue optimizado el reactor se observan en la Tabla 4-2.
Per1𝑏 ∙ 𝐴1𝑏 = Per2𝑏 ∙ 𝐴2𝑏 (4-7)
Tabla 4-2. Permeancia y área de las membranas evaluadas para optimizar el reactor a
diferentes selectividades
Factor de separación Relación de Área
[m2L-1]
Permeancia [mol m-2h-1bar-1]
Butanol Agua Acetona Etanol
10 0.94 270 398 38 41
20 0.51 495 361 76 82
40 0.3 847 302 151 164
80 0.19 1315 219 296 325
100 0.17 1479 188 367 404
120 0.16 1613 162 436 483
En las optimizaciones realizadas a diferentes selectividades, la concentración de butanol final en el
reactor es aproximadamente constante, 2 gL-1, ya que la velocidad de remoción de butanol es
equivalente. La velocidad de producción de biomasa es aproximadamente constante en los óptimos
de productividad, debido a que la concentración de butanol en el reactor es la misma. Ya que la purga
disminuye la concentración de biomasa en el reactor, y la velocidad de producción de biomasa es
aproximadamente constante, la purga es igual para todos los casos, 0.13 h-1.
Al aumentar la selectividad de la membrana disminuye la permeación de agua a través de ésta, por
esta razón se debe alimentar menor cantidad de agua al reactor. En consecuencia, se puede alimentar
un sustrato más concentrado (Figura 4-6 (a)) y a una menor dilución de alimento (Figura 4-6 (b)).
En el rango de selectividades evaluadas no se observó ningún efecto significativo sobre la
productividad óptima, la cual variaba aleatoriamente en el rango entre 8.35−+0.1, esta variación se
debe posiblemente a que en la optimización se hallaron mínimos locales cercanos al global. A pesar
que la productividad máxima es independiente de la selectividad de membrana escogida, membranas
más selectivas son recomendables porque se puede obtener un producto más concentrado.
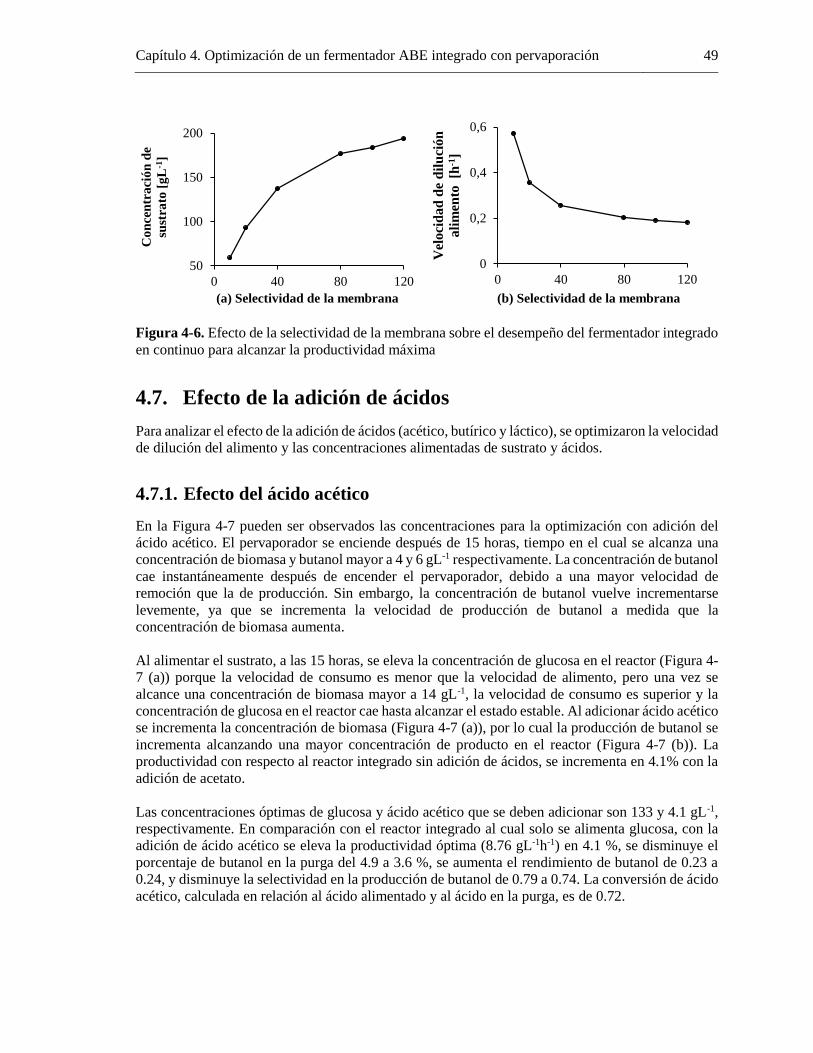
Capítulo 4. Optimización de un fermentador ABE integrado con pervaporación 49
Figura 4-6. Efecto de la selectividad de la membrana sobre el desempeño del fermentador integrado
en continuo para alcanzar la productividad máxima
4.7. Efecto de la adición de ácidos
Para analizar el efecto de la adición de ácidos (acético, butírico y láctico), se optimizaron la velocidad
de dilución del alimento y las concentraciones alimentadas de sustrato y ácidos.
4.7.1. Efecto del ácido acético
En la Figura 4-7 pueden ser observados las concentraciones para la optimización con adición del
ácido acético. El pervaporador se enciende después de 15 horas, tiempo en el cual se alcanza una
concentración de biomasa y butanol mayor a 4 y 6 gL-1 respectivamente. La concentración de butanol
cae instantáneamente después de encender el pervaporador, debido a una mayor velocidad de
remoción que la de producción. Sin embargo, la concentración de butanol vuelve incrementarse
levemente, ya que se incrementa la velocidad de producción de butanol a medida que la
concentración de biomasa aumenta.
Al alimentar el sustrato, a las 15 horas, se eleva la concentración de glucosa en el reactor (Figura 4-
7 (a)) porque la velocidad de consumo es menor que la velocidad de alimento, pero una vez se
alcance una concentración de biomasa mayor a 14 gL-1, la velocidad de consumo es superior y la
concentración de glucosa en el reactor cae hasta alcanzar el estado estable. Al adicionar ácido acético
se incrementa la concentración de biomasa (Figura 4-7 (a)), por lo cual la producción de butanol se
incrementa alcanzando una mayor concentración de producto en el reactor (Figura 4-7 (b)). La
productividad con respecto al reactor integrado sin adición de ácidos, se incrementa en 4.1% con la
adición de acetato.
Las concentraciones óptimas de glucosa y ácido acético que se deben adicionar son 133 y 4.1 gL-1,
respectivamente. En comparación con el reactor integrado al cual solo se alimenta glucosa, con la
adición de ácido acético se eleva la productividad óptima (8.76 gL-1h-1) en 4.1 %, se disminuye el
porcentaje de butanol en la purga del 4.9 a 3.6 %, se aumenta el rendimiento de butanol de 0.23 a
0.24, y disminuye la selectividad en la producción de butanol de 0.79 a 0.74. La conversión de ácido
acético, calculada en relación al ácido alimentado y al ácido en la purga, es de 0.72.
50
100
150
200
0 40 80 120
Co
nce
ntr
aci
ón
de
sust
rato
[g
L-1
]
(a) Selectividad de la membrana
0
0,2
0,4
0,6
0 40 80 120
Vel
oci
da
d d
e d
ilu
ció
n
ali
men
to
[h-1
]
(b) Selectividad de la membrana
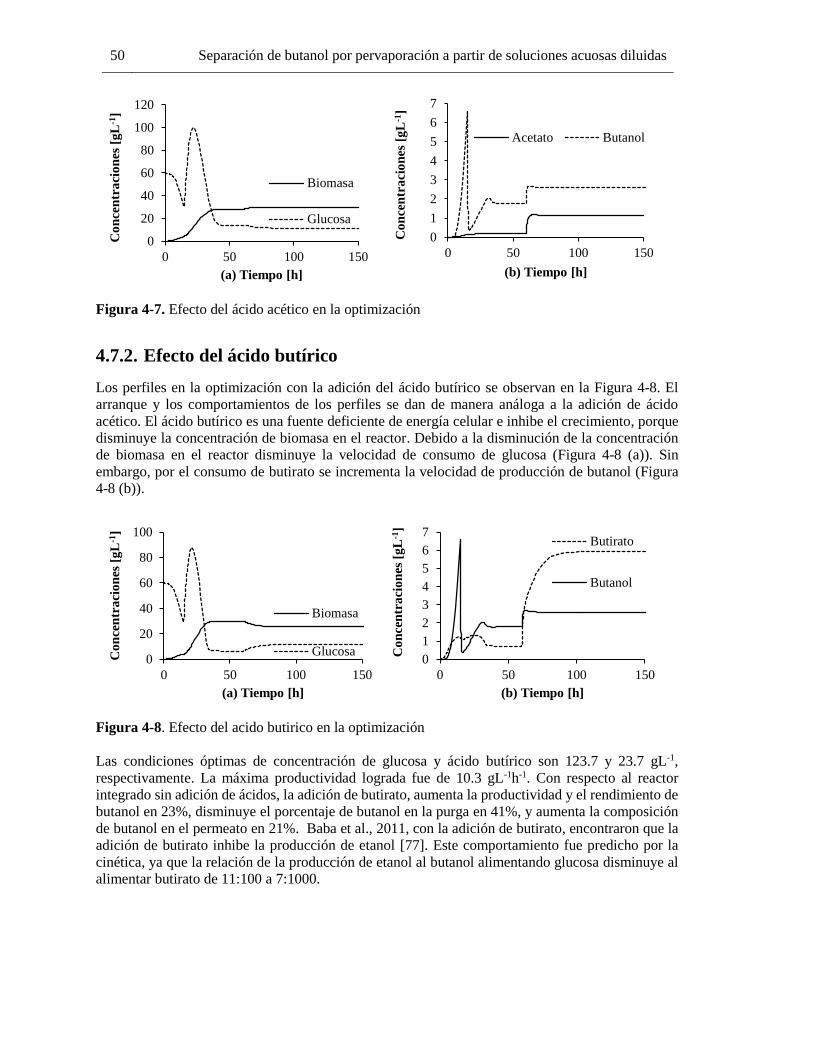
50 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
Figura 4-7. Efecto del ácido acético en la optimización
4.7.2. Efecto del ácido butírico
Los perfiles en la optimización con la adición del ácido butírico se observan en la Figura 4-8. El
arranque y los comportamientos de los perfiles se dan de manera análoga a la adición de ácido
acético. El ácido butírico es una fuente deficiente de energía celular e inhibe el crecimiento, porque
disminuye la concentración de biomasa en el reactor. Debido a la disminución de la concentración
de biomasa en el reactor disminuye la velocidad de consumo de glucosa (Figura 4-8 (a)). Sin
embargo, por el consumo de butirato se incrementa la velocidad de producción de butanol (Figura
4-8 (b)).
Figura 4-8. Efecto del acido butirico en la optimización
Las condiciones óptimas de concentración de glucosa y ácido butírico son 123.7 y 23.7 gL-1,
respectivamente. La máxima productividad lograda fue de 10.3 gL-1h-1. Con respecto al reactor
integrado sin adición de ácidos, la adición de butirato, aumenta la productividad y el rendimiento de
butanol en 23%, disminuye el porcentaje de butanol en la purga en 41%, y aumenta la composición
de butanol en el permeato en 21%. Baba et al., 2011, con la adición de butirato, encontraron que la
adición de butirato inhibe la producción de etanol [77]. Este comportamiento fue predicho por la
cinética, ya que la relación de la producción de etanol al butanol alimentando glucosa disminuye al
alimentar butirato de 11:100 a 7:1000.
0
20
40
60
80
100
120
0 50 100 150
Co
nce
ntr
aci
on
es [
gL
-1]
(a) Tiempo [h]
Biomasa
Glucosa
0
1
2
3
4
5
6
7
0 50 100 150
Co
nce
ntr
aci
on
es [
gL
-1]
(b) Tiempo [h]
Acetato Butanol
0
20
40
60
80
100
0 50 100 150
Co
nce
ntr
aci
on
es [
gL
-1]
(a) Tiempo [h]
Biomasa
Glucosa0
1
2
3
4
5
6
7
0 50 100 150
Co
nce
ntr
aci
on
es [
gL
-1]
(b) Tiempo [h]
Butirato
Butanol
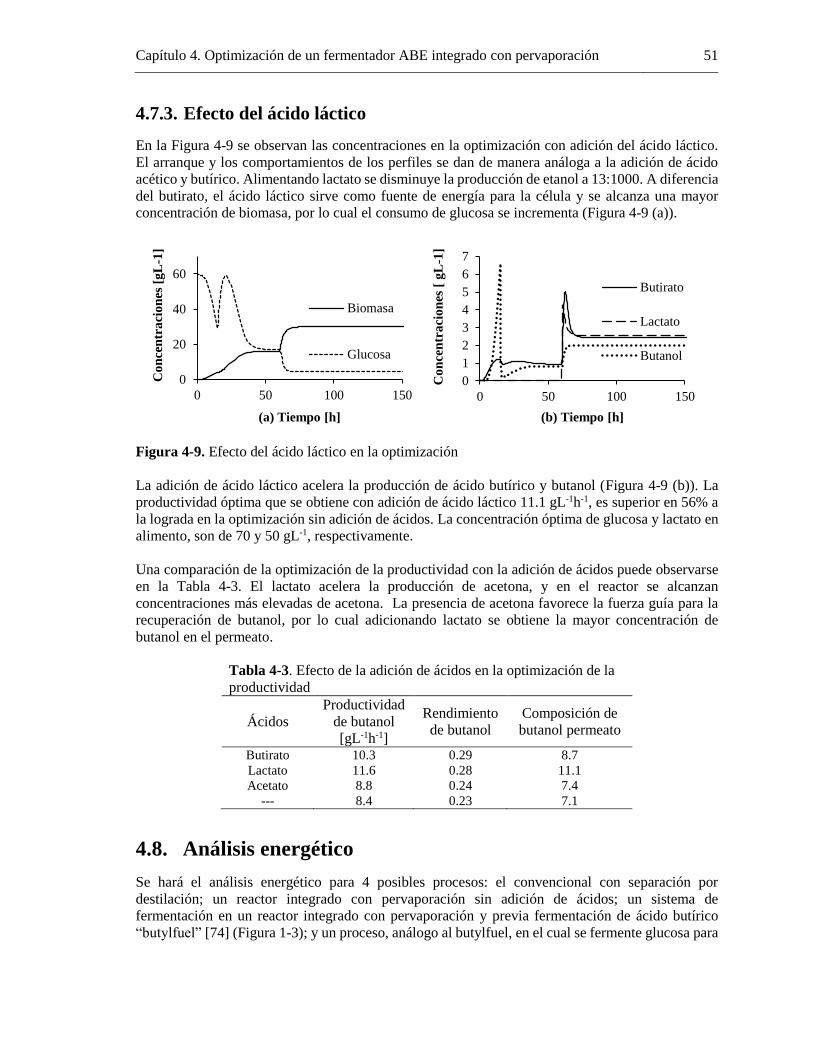
Capítulo 4. Optimización de un fermentador ABE integrado con pervaporación 51
4.7.3. Efecto del ácido láctico
En la Figura 4-9 se observan las concentraciones en la optimización con adición del ácido láctico.
El arranque y los comportamientos de los perfiles se dan de manera análoga a la adición de ácido
acético y butírico. Alimentando lactato se disminuye la producción de etanol a 13:1000. A diferencia
del butirato, el ácido láctico sirve como fuente de energía para la célula y se alcanza una mayor
concentración de biomasa, por lo cual el consumo de glucosa se incrementa (Figura 4-9 (a)).
Figura 4-9. Efecto del ácido láctico en la optimización
La adición de ácido láctico acelera la producción de ácido butírico y butanol (Figura 4-9 (b)). La
productividad óptima que se obtiene con adición de ácido láctico 11.1 gL-1h-1, es superior en 56% a
la lograda en la optimización sin adición de ácidos. La concentración óptima de glucosa y lactato en
alimento, son de 70 y 50 gL-1, respectivamente.
Una comparación de la optimización de la productividad con la adición de ácidos puede observarse
en la Tabla 4-3. El lactato acelera la producción de acetona, y en el reactor se alcanzan
concentraciones más elevadas de acetona. La presencia de acetona favorece la fuerza guía para la
recuperación de butanol, por lo cual adicionando lactato se obtiene la mayor concentración de
butanol en el permeato.
Tabla 4-3. Efecto de la adición de ácidos en la optimización de la
productividad
Ácidos
Productividad
de butanol
[gL-1h-1]
Rendimiento
de butanol
Composición de
butanol permeato
Butirato 10.3 0.29 8.7
Lactato 11.6 0.28 11.1
Acetato 8.8 0.24 7.4
--- 8.4 0.23 7.1
4.8. Análisis energético
Se hará el análisis energético para 4 posibles procesos: el convencional con separación por
destilación; un reactor integrado con pervaporación sin adición de ácidos; un sistema de
fermentación en un reactor integrado con pervaporación y previa fermentación de ácido butírico
“butylfuel” [74] (Figura 1-3); y un proceso, análogo al butylfuel, en el cual se fermente glucosa para
0
20
40
60
0 50 100 150
Co
nce
ntr
aci
on
es [
gL
-1]
(a) Tiempo [h]
Biomasa
Glucosa
0
1
2
3
4
5
6
7
0 50 100 150
Co
nce
ntr
aci
on
es [
gL
-1]
(b) Tiempo [h]
Butirato
Lactato
Butanol
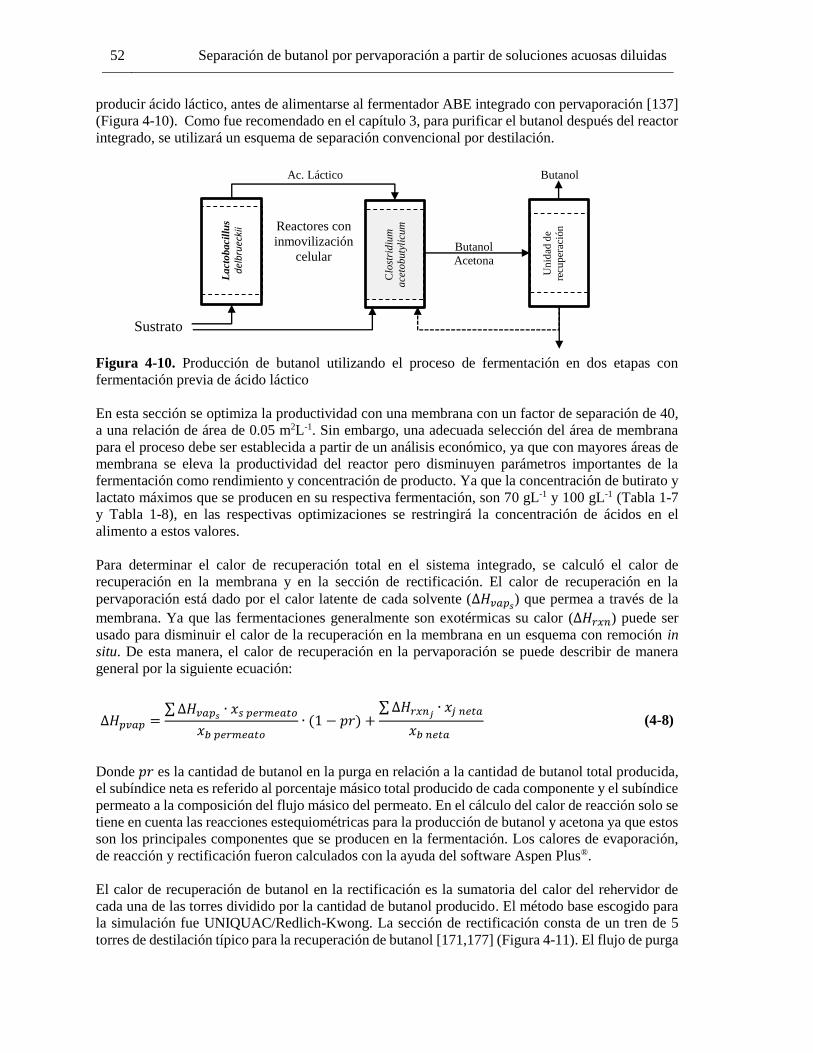
52 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
producir ácido láctico, antes de alimentarse al fermentador ABE integrado con pervaporación [137]
(Figura 4-10). Como fue recomendado en el capítulo 3, para purificar el butanol después del reactor
integrado, se utilizará un esquema de separación convencional por destilación.
Figura 4-10. Producción de butanol utilizando el proceso de fermentación en dos etapas con
fermentación previa de ácido láctico
En esta sección se optimiza la productividad con una membrana con un factor de separación de 40,
a una relación de área de 0.05 m2L-1. Sin embargo, una adecuada selección del área de membrana
para el proceso debe ser establecida a partir de un análisis económico, ya que con mayores áreas de
membrana se eleva la productividad del reactor pero disminuyen parámetros importantes de la
fermentación como rendimiento y concentración de producto. Ya que la concentración de butirato y
lactato máximos que se producen en su respectiva fermentación, son 70 gL-1 y 100 gL-1 (Tabla 1-7
y Tabla 1-8), en las respectivas optimizaciones se restringirá la concentración de ácidos en el
alimento a estos valores.
Para determinar el calor de recuperación total en el sistema integrado, se calculó el calor de
recuperación en la membrana y en la sección de rectificación. El calor de recuperación en la
pervaporación está dado por el calor latente de cada solvente (∆𝐻𝑣𝑎𝑝𝑠) que permea a través de la
membrana. Ya que las fermentaciones generalmente son exotérmicas su calor (∆𝐻𝑟𝑥𝑛) puede ser
usado para disminuir el calor de la recuperación en la membrana en un esquema con remoción in
situ. De esta manera, el calor de recuperación en la pervaporación se puede describir de manera
general por la siguiente ecuación:
∆𝐻𝑝𝑣𝑎𝑝 =∑ ∆𝐻𝑣𝑎𝑝𝑠
∙ 𝑥𝑠 𝑝𝑒𝑟𝑚𝑒𝑎𝑡𝑜
𝑥𝑏 𝑝𝑒𝑟𝑚𝑒𝑎𝑡𝑜∙ (1 − 𝑝𝑟) +
∑ ∆𝐻𝑟𝑥𝑛𝑗∙ 𝑥𝑗 𝑛𝑒𝑡𝑎
𝑥𝑏 𝑛𝑒𝑡𝑎 (4-8)
Donde 𝑝𝑟 es la cantidad de butanol en la purga en relación a la cantidad de butanol total producida,
el subíndice neta es referido al porcentaje másico total producido de cada componente y el subíndice
permeato a la composición del flujo másico del permeato. En el cálculo del calor de reacción solo se
tiene en cuenta las reacciones estequiométricas para la producción de butanol y acetona ya que estos
son los principales componentes que se producen en la fermentación. Los calores de evaporación,
de reacción y rectificación fueron calculados con la ayuda del software Aspen Plus®.
El calor de recuperación de butanol en la rectificación es la sumatoria del calor del rehervidor de
cada una de las torres dividido por la cantidad de butanol producido. El método base escogido para
la simulación fue UNIQUAC/Redlich-Kwong. La sección de rectificación consta de un tren de 5
torres de destilación típico para la recuperación de butanol [171,177] (Figura 4-11). El flujo de purga
Un
idad
de
recu
per
ació
n
La
cto
bacil
lus
delbrueckii
Clo
stri
diu
m
ace
tob
uty
licu
m
Sustrato
Ac. Láctico
Butanol
Acetona
Butanol
Reactores con
inmovilización
celular
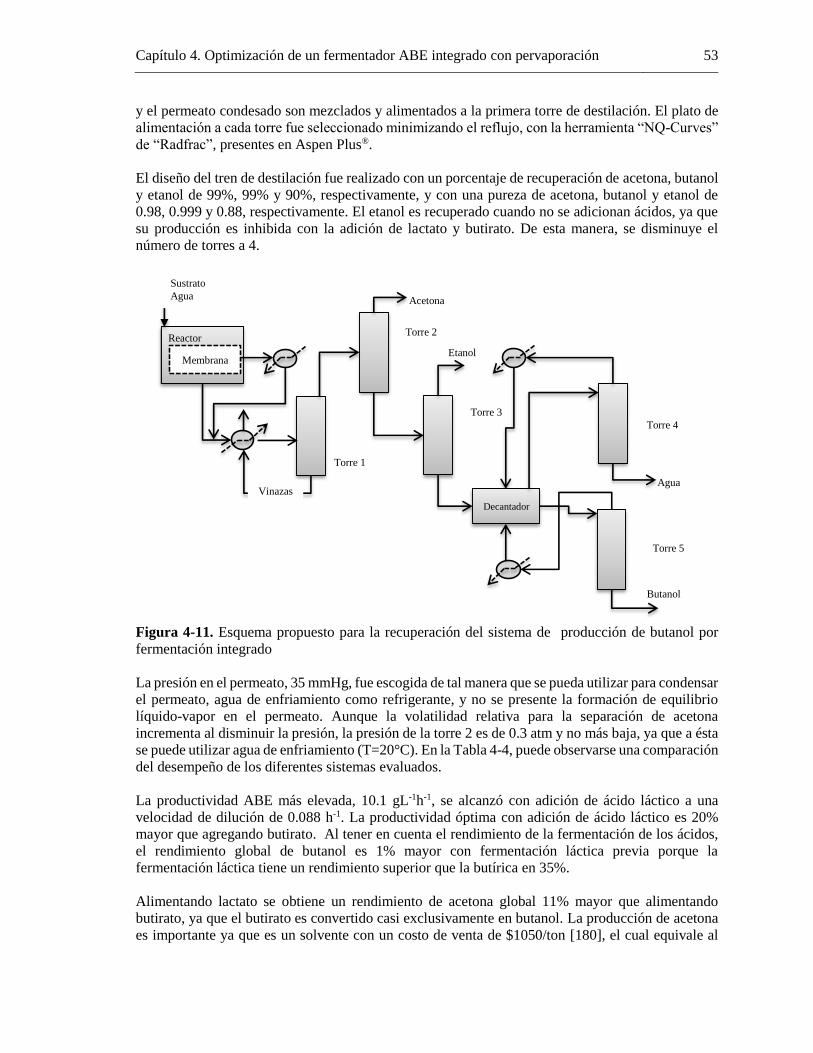
Capítulo 4. Optimización de un fermentador ABE integrado con pervaporación 53
y el permeato condesado son mezclados y alimentados a la primera torre de destilación. El plato de
alimentación a cada torre fue seleccionado minimizando el reflujo, con la herramienta “NQ-Curves”
de “Radfrac”, presentes en Aspen Plus®.
El diseño del tren de destilación fue realizado con un porcentaje de recuperación de acetona, butanol
y etanol de 99%, 99% y 90%, respectivamente, y con una pureza de acetona, butanol y etanol de
0.98, 0.999 y 0.88, respectivamente. El etanol es recuperado cuando no se adicionan ácidos, ya que
su producción es inhibida con la adición de lactato y butirato. De esta manera, se disminuye el
número de torres a 4.
Figura 4-11. Esquema propuesto para la recuperación del sistema de producción de butanol por
fermentación integrado
La presión en el permeato, 35 mmHg, fue escogida de tal manera que se pueda utilizar para condensar
el permeato, agua de enfriamiento como refrigerante, y no se presente la formación de equilibrio
líquido-vapor en el permeato. Aunque la volatilidad relativa para la separación de acetona
incrementa al disminuir la presión, la presión de la torre 2 es de 0.3 atm y no más baja, ya que a ésta
se puede utilizar agua de enfriamiento (T=20°C). En la Tabla 4-4, puede observarse una comparación
del desempeño de los diferentes sistemas evaluados.
La productividad ABE más elevada, 10.1 gL-1h-1, se alcanzó con adición de ácido láctico a una
velocidad de dilución de 0.088 h-1. La productividad óptima con adición de ácido láctico es 20%
mayor que agregando butirato. Al tener en cuenta el rendimiento de la fermentación de los ácidos,
el rendimiento global de butanol es 1% mayor con fermentación láctica previa porque la
fermentación láctica tiene un rendimiento superior que la butírica en 35%.
Alimentando lactato se obtiene un rendimiento de acetona global 11% mayor que alimentando
butirato, ya que el butirato es convertido casi exclusivamente en butanol. La producción de acetona
es importante ya que es un solvente con un costo de venta de $1050/ton [180], el cual equivale al
Butanol
Agua
Etanol
Acetona
Membrana
Decantador
Vinazas
Sustrato
Agua
Torre 1
Torre 2
Torre 3
Torre 4
Torre 5
Reactor
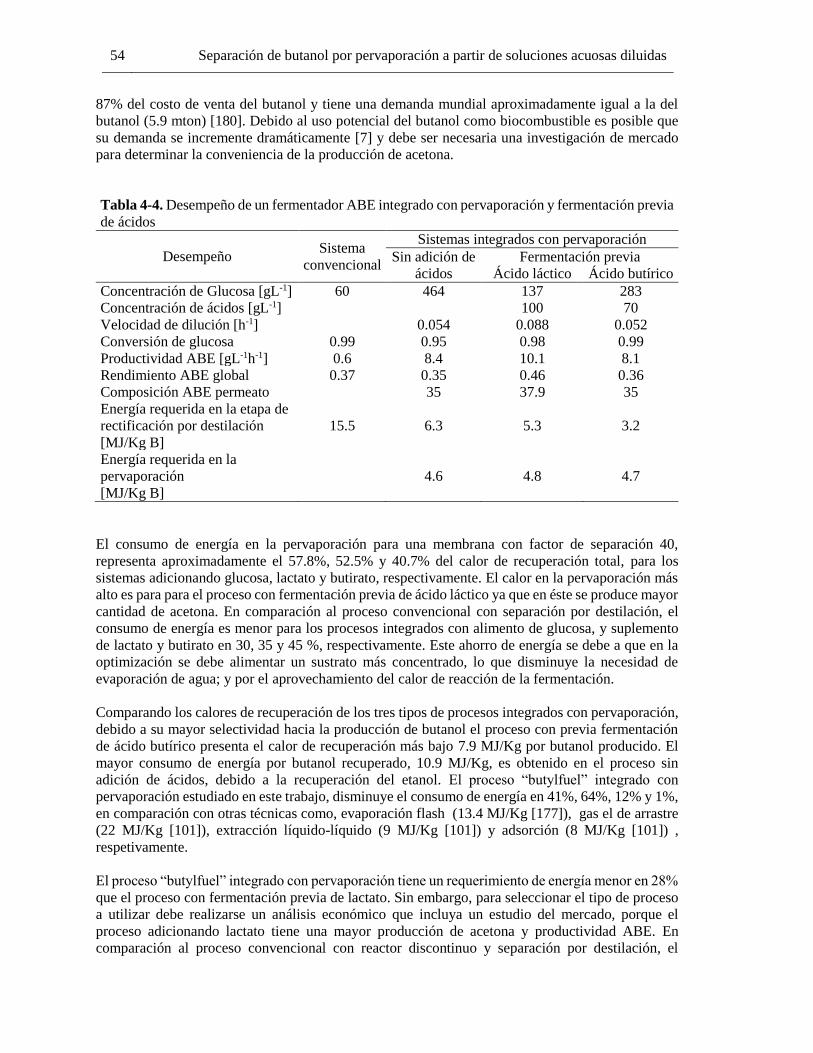
54 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
87% del costo de venta del butanol y tiene una demanda mundial aproximadamente igual a la del
butanol (5.9 mton) [180]. Debido al uso potencial del butanol como biocombustible es posible que
su demanda se incremente dramáticamente [7] y debe ser necesaria una investigación de mercado
para determinar la conveniencia de la producción de acetona.
Tabla 4-4. Desempeño de un fermentador ABE integrado con pervaporación y fermentación previa
de ácidos
Desempeño Sistema
convencional
Sistemas integrados con pervaporación
Sin adición de
ácidos
Fermentación previa
Ácido láctico Ácido butírico
Concentración de Glucosa [gL-1] 60 464 137 283
Concentración de ácidos [gL-1] 100 70
Velocidad de dilución [h-1] 0.054 0.088 0.052
Conversión de glucosa 0.99 0.95 0.98 0.99
Productividad ABE [gL-1h-1] 0.6 8.4 10.1 8.1
Rendimiento ABE global 0.37 0.35 0.46 0.36
Composición ABE permeato 35 37.9 35
Energía requerida en la etapa de
rectificación por destilación
[MJ/Kg B]
15.5 6.3 5.3 3.2
Energía requerida en la
pervaporación
[MJ/Kg B]
4.6 4.8 4.7
El consumo de energía en la pervaporación para una membrana con factor de separación 40,
representa aproximadamente el 57.8%, 52.5% y 40.7% del calor de recuperación total, para los
sistemas adicionando glucosa, lactato y butirato, respectivamente. El calor en la pervaporación más
alto es para para el proceso con fermentación previa de ácido láctico ya que en éste se produce mayor
cantidad de acetona. En comparación al proceso convencional con separación por destilación, el
consumo de energía es menor para los procesos integrados con alimento de glucosa, y suplemento
de lactato y butirato en 30, 35 y 45 %, respectivamente. Este ahorro de energía se debe a que en la
optimización se debe alimentar un sustrato más concentrado, lo que disminuye la necesidad de
evaporación de agua; y por el aprovechamiento del calor de reacción de la fermentación.
Comparando los calores de recuperación de los tres tipos de procesos integrados con pervaporación,
debido a su mayor selectividad hacia la producción de butanol el proceso con previa fermentación
de ácido butírico presenta el calor de recuperación más bajo 7.9 MJ/Kg por butanol producido. El
mayor consumo de energía por butanol recuperado, 10.9 MJ/Kg, es obtenido en el proceso sin
adición de ácidos, debido a la recuperación del etanol. El proceso “butylfuel” integrado con
pervaporación estudiado en este trabajo, disminuye el consumo de energía en 41%, 64%, 12% y 1%,
en comparación con otras técnicas como, evaporación flash (13.4 MJ/Kg [177]), gas el de arrastre
(22 MJ/Kg [101]), extracción líquido-líquido (9 MJ/Kg [101]) y adsorción (8 MJ/Kg [101]) ,
respetivamente.
El proceso “butylfuel” integrado con pervaporación tiene un requerimiento de energía menor en 28%
que el proceso con fermentación previa de lactato. Sin embargo, para seleccionar el tipo de proceso
a utilizar debe realizarse un análisis económico que incluya un estudio del mercado, porque el
proceso adicionando lactato tiene una mayor producción de acetona y productividad ABE. En
comparación al proceso convencional con reactor discontinuo y separación por destilación, el
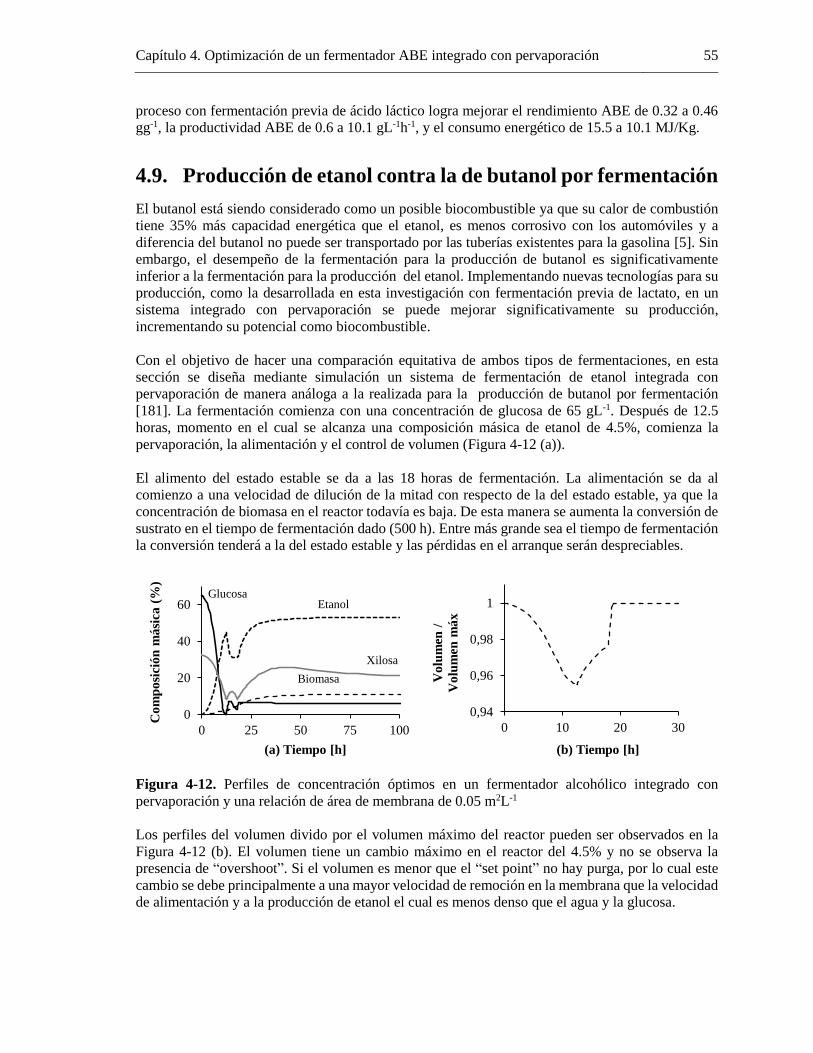
Capítulo 4. Optimización de un fermentador ABE integrado con pervaporación 55
proceso con fermentación previa de ácido láctico logra mejorar el rendimiento ABE de 0.32 a 0.46
gg-1, la productividad ABE de 0.6 a 10.1 gL-1h-1, y el consumo energético de 15.5 a 10.1 MJ/Kg.
4.9. Producción de etanol contra la de butanol por fermentación
El butanol está siendo considerado como un posible biocombustible ya que su calor de combustión
tiene 35% más capacidad energética que el etanol, es menos corrosivo con los automóviles y a
diferencia del butanol no puede ser transportado por las tuberías existentes para la gasolina [5]. Sin
embargo, el desempeño de la fermentación para la producción de butanol es significativamente
inferior a la fermentación para la producción del etanol. Implementando nuevas tecnologías para su
producción, como la desarrollada en esta investigación con fermentación previa de lactato, en un
sistema integrado con pervaporación se puede mejorar significativamente su producción,
incrementando su potencial como biocombustible.
Con el objetivo de hacer una comparación equitativa de ambos tipos de fermentaciones, en esta
sección se diseña mediante simulación un sistema de fermentación de etanol integrada con
pervaporación de manera análoga a la realizada para la producción de butanol por fermentación
[181]. La fermentación comienza con una concentración de glucosa de 65 gL-1. Después de 12.5
horas, momento en el cual se alcanza una composición másica de etanol de 4.5%, comienza la
pervaporación, la alimentación y el control de volumen (Figura 4-12 (a)).
El alimento del estado estable se da a las 18 horas de fermentación. La alimentación se da al
comienzo a una velocidad de dilución de la mitad con respecto de la del estado estable, ya que la
concentración de biomasa en el reactor todavía es baja. De esta manera se aumenta la conversión de
sustrato en el tiempo de fermentación dado (500 h). Entre más grande sea el tiempo de fermentación
la conversión tenderá a la del estado estable y las pérdidas en el arranque serán despreciables.
Figura 4-12. Perfiles de concentración óptimos en un fermentador alcohólico integrado con
pervaporación y una relación de área de membrana de 0.05 m2L-1
Los perfiles del volumen divido por el volumen máximo del reactor pueden ser observados en la
Figura 4-12 (b). El volumen tiene un cambio máximo en el reactor del 4.5% y no se observa la
presencia de “overshoot”. Si el volumen es menor que el “set point” no hay purga, por lo cual este
cambio se debe principalmente a una mayor velocidad de remoción en la membrana que la velocidad
de alimentación y a la producción de etanol el cual es menos denso que el agua y la glucosa.
0
20
40
60
0 25 50 75 100
Co
mp
osi
ció
n m
ási
ca (
%)
(a) Tiempo [h]
Etanol
Xilosa
Biomasa
Glucosa
0,94
0,96
0,98
1
0 10 20 30
Vo
lum
en /
Vo
lum
en m
áx
(b) Tiempo [h]
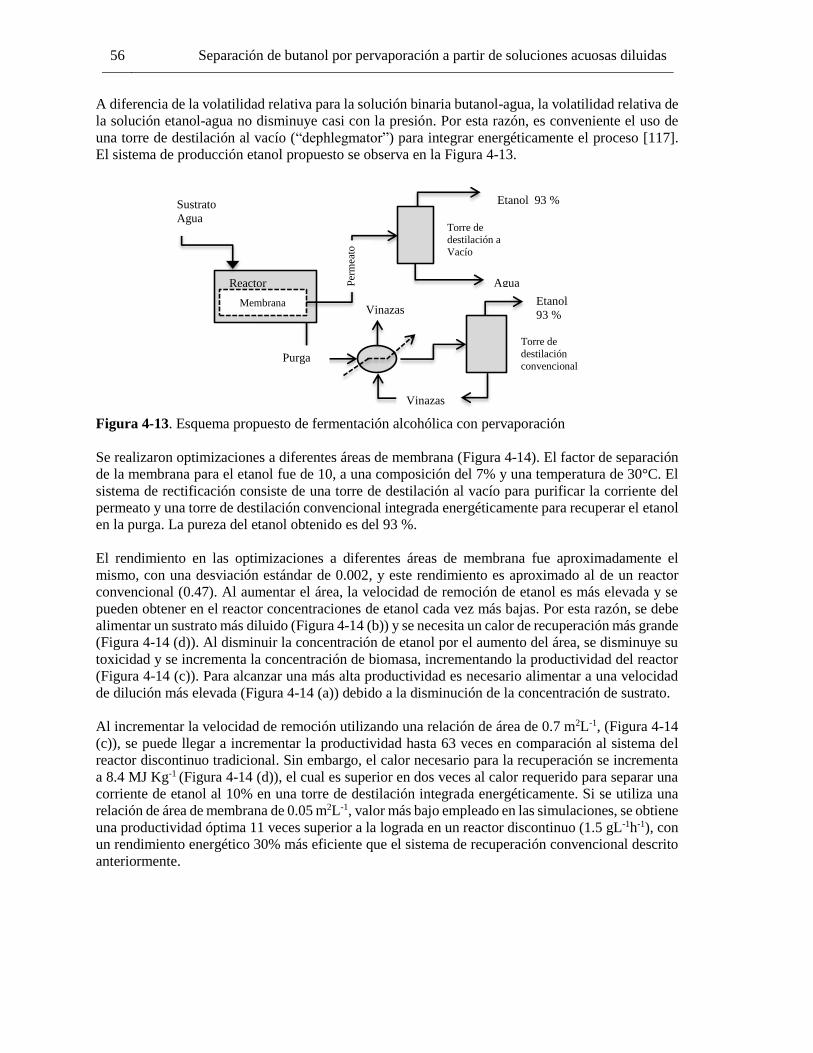
56 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
A diferencia de la volatilidad relativa para la solución binaria butanol-agua, la volatilidad relativa de
la solución etanol-agua no disminuye casi con la presión. Por esta razón, es conveniente el uso de
una torre de destilación al vacío (“dephlegmator”) para integrar energéticamente el proceso [117].
El sistema de producción etanol propuesto se observa en la Figura 4-13.
Figura 4-13. Esquema propuesto de fermentación alcohólica con pervaporación
Se realizaron optimizaciones a diferentes áreas de membrana (Figura 4-14). El factor de separación
de la membrana para el etanol fue de 10, a una composición del 7% y una temperatura de 30°C. El
sistema de rectificación consiste de una torre de destilación al vacío para purificar la corriente del
permeato y una torre de destilación convencional integrada energéticamente para recuperar el etanol
en la purga. La pureza del etanol obtenido es del 93 %.
El rendimiento en las optimizaciones a diferentes áreas de membrana fue aproximadamente el
mismo, con una desviación estándar de 0.002, y este rendimiento es aproximado al de un reactor
convencional (0.47). Al aumentar el área, la velocidad de remoción de etanol es más elevada y se
pueden obtener en el reactor concentraciones de etanol cada vez más bajas. Por esta razón, se debe
alimentar un sustrato más diluido (Figura 4-14 (b)) y se necesita un calor de recuperación más grande
(Figura 4-14 (d)). Al disminuir la concentración de etanol por el aumento del área, se disminuye su
toxicidad y se incrementa la concentración de biomasa, incrementando la productividad del reactor
(Figura 4-14 (c)). Para alcanzar una más alta productividad es necesario alimentar a una velocidad
de dilución más elevada (Figura 4-14 (a)) debido a la disminución de la concentración de sustrato.
Al incrementar la velocidad de remoción utilizando una relación de área de 0.7 m2L-1, (Figura 4-14
(c)), se puede llegar a incrementar la productividad hasta 63 veces en comparación al sistema del
reactor discontinuo tradicional. Sin embargo, el calor necesario para la recuperación se incrementa
a 8.4 MJ Kg-1 (Figura 4-14 (d)), el cual es superior en dos veces al calor requerido para separar una
corriente de etanol al 10% en una torre de destilación integrada energéticamente. Si se utiliza una
relación de área de membrana de 0.05 m2L-1, valor más bajo empleado en las simulaciones, se obtiene
una productividad óptima 11 veces superior a la lograda en un reactor discontinuo (1.5 gL-1h-1), con
un rendimiento energético 30% más eficiente que el sistema de recuperación convencional descrito
anteriormente.
Torre de destilación a
Vacío
Etanol
93 %
Torre de
destilación
convencional
Agua
Vinazas
Etanol 93 %
Membrana
Per
mea
to
Purga
Sustrato
Agua
Reactor
Vinazas
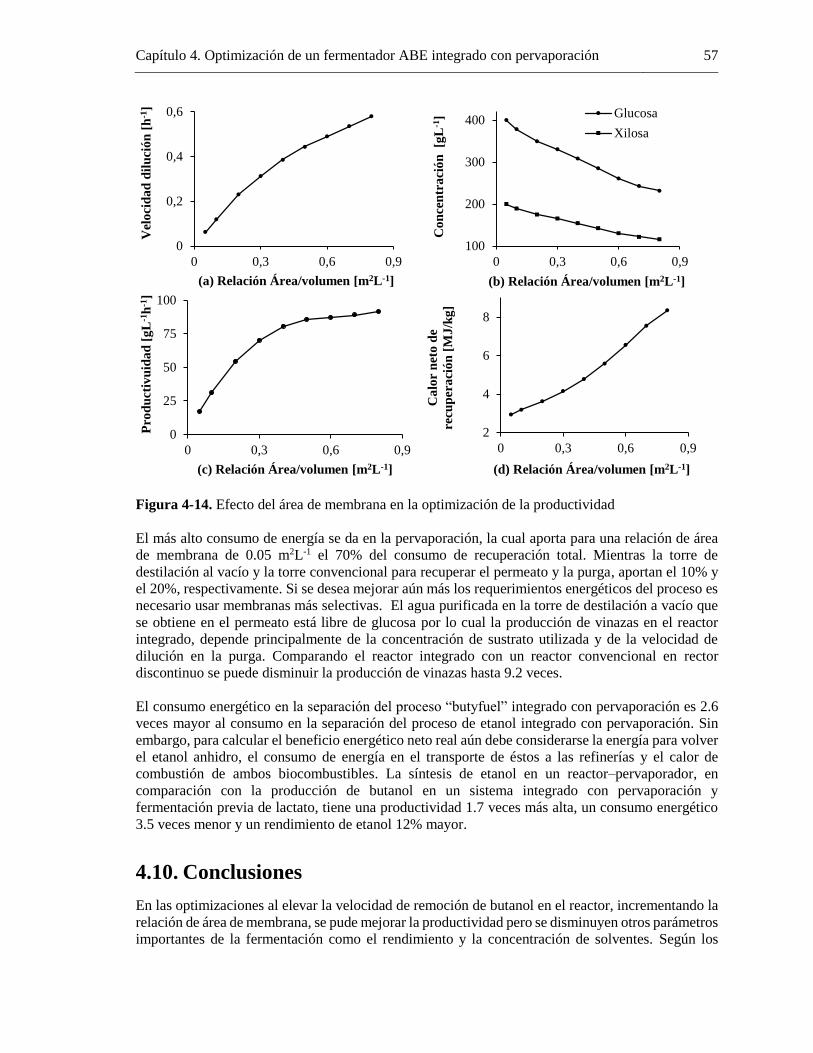
Capítulo 4. Optimización de un fermentador ABE integrado con pervaporación 57
Figura 4-14. Efecto del área de membrana en la optimización de la productividad
El más alto consumo de energía se da en la pervaporación, la cual aporta para una relación de área
de membrana de 0.05 m2L-1 el 70% del consumo de recuperación total. Mientras la torre de
destilación al vacío y la torre convencional para recuperar el permeato y la purga, aportan el 10% y
el 20%, respectivamente. Si se desea mejorar aún más los requerimientos energéticos del proceso es
necesario usar membranas más selectivas. El agua purificada en la torre de destilación a vacío que
se obtiene en el permeato está libre de glucosa por lo cual la producción de vinazas en el reactor
integrado, depende principalmente de la concentración de sustrato utilizada y de la velocidad de
dilución en la purga. Comparando el reactor integrado con un reactor convencional en rector
discontinuo se puede disminuir la producción de vinazas hasta 9.2 veces.
El consumo energético en la separación del proceso “butyfuel” integrado con pervaporación es 2.6
veces mayor al consumo en la separación del proceso de etanol integrado con pervaporación. Sin
embargo, para calcular el beneficio energético neto real aún debe considerarse la energía para volver
el etanol anhidro, el consumo de energía en el transporte de éstos a las refinerías y el calor de
combustión de ambos biocombustibles. La síntesis de etanol en un reactor–pervaporador, en
comparación con la producción de butanol en un sistema integrado con pervaporación y
fermentación previa de lactato, tiene una productividad 1.7 veces más alta, un consumo energético
3.5 veces menor y un rendimiento de etanol 12% mayor.
4.10. Conclusiones
En las optimizaciones al elevar la velocidad de remoción de butanol en el reactor, incrementando la
relación de área de membrana, se pude mejorar la productividad pero se disminuyen otros parámetros
importantes de la fermentación como el rendimiento y la concentración de solventes. Según los
0
0,2
0,4
0,6
0 0,3 0,6 0,9
Vel
oci
da
d d
ilu
ció
n [
h-1
]
(a) Relación Área/volumen [m2L-1]
100
200
300
400
0 0,3 0,6 0,9
Co
nce
ntr
aci
ón
[g
L-1
]
(b) Relación Área/volumen [m2L-1]
Glucosa
Xilosa
0
25
50
75
100
0 0,3 0,6 0,9
Pro
du
ctiv
uid
ad
[g
L-1
h-1
]
(c) Relación Área/volumen [m2L-1]
2
4
6
8
0 0,3 0,6 0,9
Ca
lor
net
o d
e
recu
per
aci
ón
[M
J/k
g]
(d) Relación Área/volumen [m2L-1]
58 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
resultados de la optimización, en un reactor integrado con pervaporación con una membrana con
flux total 500 gm-2h-1, factor separación 40 y relación de área de membrana de 0.3 m2h-1, para obtener
conversiones entre 0.91 y 0.98, rendimientos de butanol entre 0.22 y 0.26, y productividades de 6.6
a 9 gL-1h-1, se debe operar con concentraciones de sustrato entre 110 y 150 gL-1, y velocidades de
dilución entre 0.22 y 0.27 h-1.
La productividad óptima no es función de la selectividad de membrana si se utiliza la misma
velocidad de remoción de butanol a través de la membrana. En la optimización de la productividad
con adición de ácidos, la adición de ácido acético acelera levemente la producción de biomasa y la
producción de solventes; la adición de butirato inhibe la formación de biomasa, el consumo de
glucosa y acelera la producción de butanol; y con adición de ácido láctico se alcanza la más elevada
productividad, se incrementa el consumo de glucosa, la producción de biomasa.
El proceso “butylfuel” integrado con pervaporación estudiado en este trabajo, disminuye el consumo
de energía en 41%, 64%, 12% y 1%, en comparación con otras técnicas como, evaporación flash,
gas de arrastre, extracción líquido-líquido y adsorción, respetivamente. El proceso “butylfuel”
integrado con pervaporación tiene un requerimiento de energía menor en 28% que el proceso con
fermentación previa de lactato. Sin embargo, para seleccionar el tipo de proceso a utilizar debe
realizarse un análisis económico que incluya un estudio del mercado, porque el proceso adicionando
lactato tiene una mayor producción de acetona y productividad ABE.
Comparando la producción de butanol por fermentación con fermentación previa de lactato con la
de etanol a condiciones de productividad óptima, se observa que la fermentación de etanol tiene una
productividad 1.7 veces más alta y un rendimiento de etanol 12% más elevado. Sin embargo, para
calcular el beneficio energético neto real aún debe considerarse la energía para volver el etanol
anhidro y el consumo de energía en el transporte de éstos a las refinerías, teniendo en cuenta el calor
de combustión de ambos biocombustibles.
5. Conclusiones y recomendaciones
5.1. Conclusiones
Se preparó una membrana de PDMS la cual tiene el más alto flux en la literatura, sin embargo la
selectividad de este material es aproximadamente 1.8 veces menor que la evaporación a presión
atmosférica. Las diferentes membranas de PDMS modificadas con solventes y adsorbentes,
alcanzaron un desempeño similar al de una PDMS estándar (M1), con variaciones menores al 5%.
Se propuso un modelo de MS el cual tuvo un error medio de 5.2% en el ajuste de diferentes
membranas reportadas en la literatura y en este trabajo. El error del modelo de MS es en promedio
2% menor que el modelo tradicional de solución difusión.
La selectividad y la permeabilidad son más constantes con la temperatura y concentración de butanol
que el factor de separación y el flux. Sin embargo, si se desea comparar una membrana con la
selectividad y permeabilidad con mayor exactitud, se deben calcular con el mismo modelo de
actividad y usando los mismos parámetros en el modelo.
Se evaluó energética, operacional y económicamente un esquema de separación de membranas para
la separación de butanol a partir de soluciones acuosas diluidas (PHOD). Para disminuir los
requerimientos energéticos de la destilación, el PHOD necesita que las membranas tengan un factor
de separación superior a 85 a una composición de 10 gL-1 y temperatura de 75°C. El factor de
separación mínimo disminuye a 25 si se integra energéticamente el PHOD con una bomba de calor
con un coeficiente de desempeño típico de 3.
Se optimizó un reactor integrado con pervaporación mediante simulación a diferentes condiciones.
En la optimización al elevar la velocidad de remoción de butanol en el reactor, incrementando la
relación de área de membrana, se pude alcanzar una mayor productividad pero se disminuyen otros
parámetros importantes de la fermentación como el rendimiento y la concentración de solventes. En
un reactor integrado con pervaporación con una membrana con flux total 500 gm-2h-1, factor
separación 40 y relación de área de membrana de 0.3 m2h-1, para obtener conversiones entre 0.91 y
0.98, rendimientos de butanol entre 0.22 y 0.26, y productividades de 6.6 a 9 gL-1h-1, se recomienda
operar con concentraciones de sustrato entre 110 y 150 gL-1, y velocidades de dilución entre 0.22 y
0.27 h-1.
En las simulaciones, la productividad óptima no es función de la selectividad de membrana si se
utiliza la misma velocidad de remoción de butanol. En la optimización de la productividad con
adición de ácidos, la adición de ácido acético acelera levemente la producción de biomasa y la
producción de solventes; la adición de butirato inhibe la formación de biomasa, el consumo de
glucosa y acelera la producción de butanol; y con la adición de ácido láctico se incrementa el
consumo de glucosa, se eleva la producción de biomasa y la producción de solventes, y se alcanza
la más elevada productividad.
60 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
El proceso “butylfuel” puede ser integrado con pervaporación, y disminuye el consumo de energía
en 41%, 64%, 12% y 1%, en comparación con otras técnicas como, evaporación flash, gas de
arrastre, extracción líquido-líquido y adsorción, respetivamente. Este proceso tiene un requerimiento
de energía menor en 28% que el proceso con fermentación previa de lactato. Sin embargo, para
seleccionar el tipo de proceso se debe realizar un análisis económico que incluya un estudio del
mercado, porque el proceso adicionando lactato tiene una mayor producción de acetona y
productividad ABE.
El consumo energético en la separación del proceso “butylfuel” integrado con pervaporación es 2.6
veces mayor al consumo en la separación del proceso de etanol integrado con pervaporación. Sin
embargo, para calcular el beneficio energético neto real aún debe considerarse la energía para volver
el etanol anhidro, y el consumo de energía en el transporte de éste a las refinerías. Comparando la
fermentación para la producción de butanol con fermentación previa de lactato con la de etanol a
condiciones de productividad óptima, se observa que la fermentación de etanol tiene una
productividad 1.7 veces más alta, un consumo energético 3.7 veces más elevado y un rendimiento
de etanol 12% más elevado.
5.2. Recomendaciones
Con el objetivo de mejorar la producción de butanol es necesario desarrollar membranas
más selectivas y flux cercanos a los obtenidos en este trabajo, procesos que utilicen sustratos
lignocelulósicos y cepas más resistentes.
Es necesario establecer cuál es el precio de fabricación de las membranas y estudios sobre
la estabilidad de las mismas en el medio de fermentación. Para que el sistema de reacción
integrado sea atractivo energética y económicamente, se recomienda realizar experimentos
de los reactores integrados usando membranas con flux de butanol superiores a 500 gm-2h-1
y factores de separación mayores a 25.
En el desarrollo de este trabajo el efecto del CO2 no fue tenido en cuenta en las simulaciones.
Con el fin de mejorar la confiablidad de los resultados obtenidos, deberá estudiarse el efecto
del CO2 que se produce en la fermentación sobre la pervaporación y la purificación del
butanol.
Se deben desarrollar modelos cinéticos de flujo metabólico que tengan en cuenta el cambio
de temperatura, el pH y los efectos inhibitorios de la biomasa u otros componentes.
Si se eleva la producción de butanol mediante la fermentación ABE, es necesario un análisis
de mercado para determinar la conveniencia de la producción de acetona (subproducto en
esta fermentación).
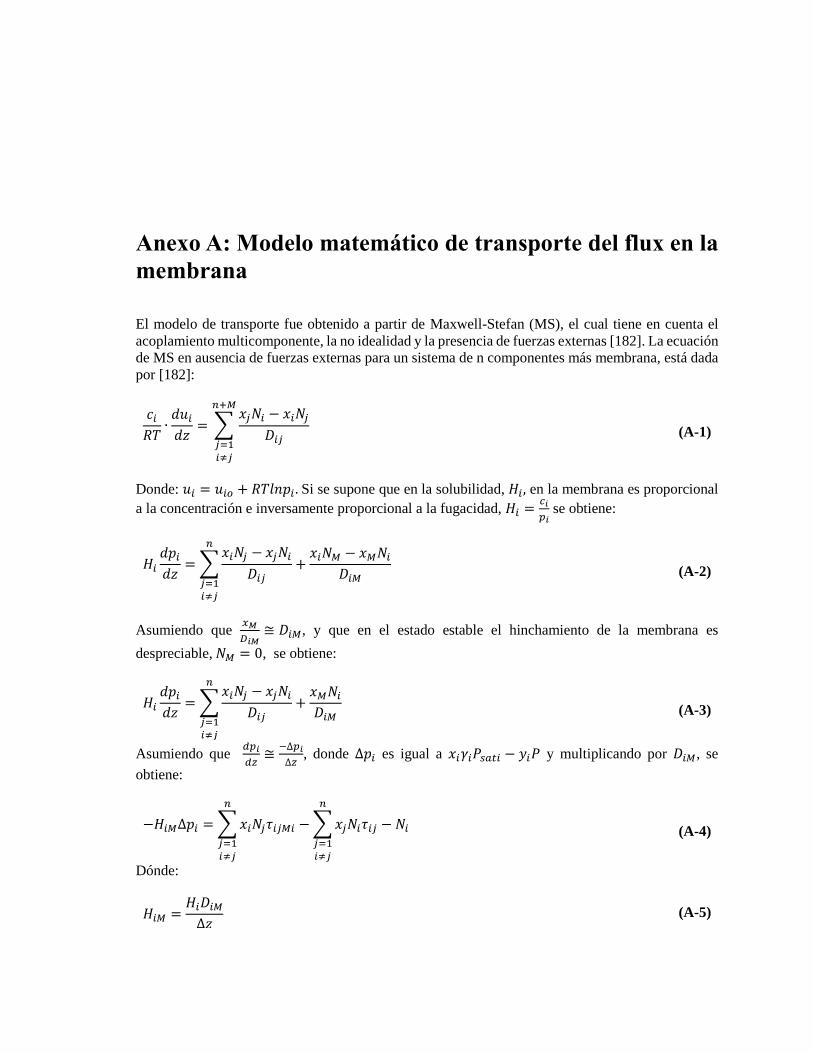
Anexo A: Modelo matemático de transporte del flux en la
membrana
El modelo de transporte fue obtenido a partir de Maxwell-Stefan (MS), el cual tiene en cuenta el
acoplamiento multicomponente, la no idealidad y la presencia de fuerzas externas [182]. La ecuación
de MS en ausencia de fuerzas externas para un sistema de n componentes más membrana, está dada
por [182]:
𝑐𝑖
𝑅𝑇∙
𝑑𝑢𝑖
𝑑𝑧= ∑
𝑥𝑗𝑁𝑖 − 𝑥𝑖𝑁𝑗
𝐷𝑖𝑗
𝑛+𝑀
𝑗=1𝑖≠𝑗
(A-1)
Donde: 𝑢𝑖 = 𝑢𝑖𝑜 + 𝑅𝑇𝑙𝑛𝑝𝑖 . Si se supone que en la solubilidad, 𝐻𝑖, en la membrana es proporcional
a la concentración e inversamente proporcional a la fugacidad, 𝐻𝑖 =𝑐𝑖
𝑝𝑖 se obtiene:
𝐻𝑖
𝑑𝑝𝑖
𝑑𝑧= ∑
𝑥𝑖𝑁𝑗 − 𝑥𝑗𝑁𝑖
𝐷𝑖𝑗+
𝑥𝑖𝑁𝑀 − 𝑥𝑀𝑁𝑖
𝐷𝑖𝑀
𝑛
𝑗=1𝑖≠𝑗
(A-2)
Asumiendo que 𝑥𝑀
𝐷𝑖𝑀≅ 𝐷𝑖𝑀, y que en el estado estable el hinchamiento de la membrana es
despreciable, 𝑁𝑀 = 0, se obtiene:
𝐻𝑖
𝑑𝑝𝑖
𝑑𝑧= ∑
𝑥𝑖𝑁𝑗 − 𝑥𝑗𝑁𝑖
𝐷𝑖𝑗+
𝑥𝑀𝑁𝑖
𝐷𝑖𝑀
𝑛
𝑗=1𝑖≠𝑗
(A-3)
Asumiendo que 𝑑𝑝𝑖
𝑑𝑧≅
−∆𝑝𝑖
∆𝑧, donde ∆𝑝𝑖 es igual a 𝑥𝑖𝛾𝑖𝑃𝑠𝑎𝑡𝑖 − 𝑦𝑖𝑃 y multiplicando por 𝐷𝑖𝑀, se
obtiene:
−𝐻𝑖𝑀∆𝑝𝑖 = ∑ 𝑥𝑖𝑁𝑗𝜏𝑖𝑗𝑀𝑖 − ∑ 𝑥𝑗𝑁𝑖𝜏𝑖𝑗
𝑛
𝑗=1𝑖≠𝑗
− 𝑁𝑖
𝑛
𝑗=1𝑖≠𝑗
(A-4)
Dónde:
𝐻𝑖𝑀 =𝐻𝑖𝐷𝑖𝑀
∆𝑧 (A-5)

62 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
𝜏𝑖𝑗𝑀𝑖 =𝐷𝑖𝑀
𝐷𝑖𝑗 (A-6)
Reorganizando en forma matricial y despejando el flux, se obtiene la ecuación (2-11):
𝑁 = 𝐵−1 𝑆 (A-7)
Dónde:
𝐵𝑖𝑗 = 𝑥𝑖𝜏𝑖𝑗𝑀𝑖 (A-8)
𝐵𝑖𝑖 = −1 − ∑ 𝑥𝑗𝜏𝑖𝑗𝑀𝑖
𝑛
𝑖=1𝑖≠𝑗
(A-9)
𝑆𝑖 = 𝐻𝑖𝑀∆𝑝𝑖 (A-10)
Para un sistema binario se obtienen las siguientes ecuaciones:
𝑁1 =(𝑥1𝜏12𝑀2 + 1) ∙ 𝐻1𝑀∆𝑝1 + 𝐻2𝑀∆𝑝2𝑥1𝜏12𝑀1
1 + 𝑥2𝜏12𝑀1 + 𝑥1𝜏12𝑀2 (A-11)
𝑁2 =(𝑥2𝜏12𝑀1 + 1) ∙ 𝐻2𝑀∆𝑝2 + 𝐻1𝑀∆𝑝1𝑥2𝜏12𝑀2
1 + 𝑥2𝜏12𝑀1 + 𝑥1𝜏12𝑀2 (A-12)
Se asume que las constantes 𝐷𝑖𝑀 y 𝜏𝑖𝑗 son del tipo Arrhenius [183]:
𝐷𝑖𝑀=𝑘𝑒(𝐸/𝑇) (A-13)
𝐻𝑖= 𝑘𝑒(𝐸/𝑇) (A-14)
El número de parámetros ajustables del modelo de Maxwell Stefan con las simplificaciones
realizadas para n componentes es:
𝐷𝑖𝑀 → 2𝑛 (A-15)
𝐻𝑖 → 2𝑛 (A-16)
𝑡𝑜𝑡𝑎𝑙 → 4𝑛 (A-17)
Por consiguiente para un sistema de 2 componentes, se obtienen 8 parámetros ajustables (4 𝑘 𝑦 4 𝐸),
tal como se ilustra a continuación:
𝐷1𝑀 = 𝐾1𝑒(𝐸1/𝑇) (A-18)
𝐷2𝑀 = 𝐾2𝑒(𝐸2/𝑇) (A-19)
𝐻1𝑀 = 𝐾3𝑒(𝐸3/𝑇) (A-20)
𝐻2𝑀 = 𝐾4𝑒(𝐸4/𝑇) (A-21)
El modelo MS binario se transforma en un modelo tradicional de solución difusión cuando la
resistencia a la transferencia es más grande por la interacción solvente-membrana que por la
interacción solvente-solvente, es decir si 𝜏12𝑀1=𝜏12𝑀2 =0. El modelo solución difusión está dado
por:
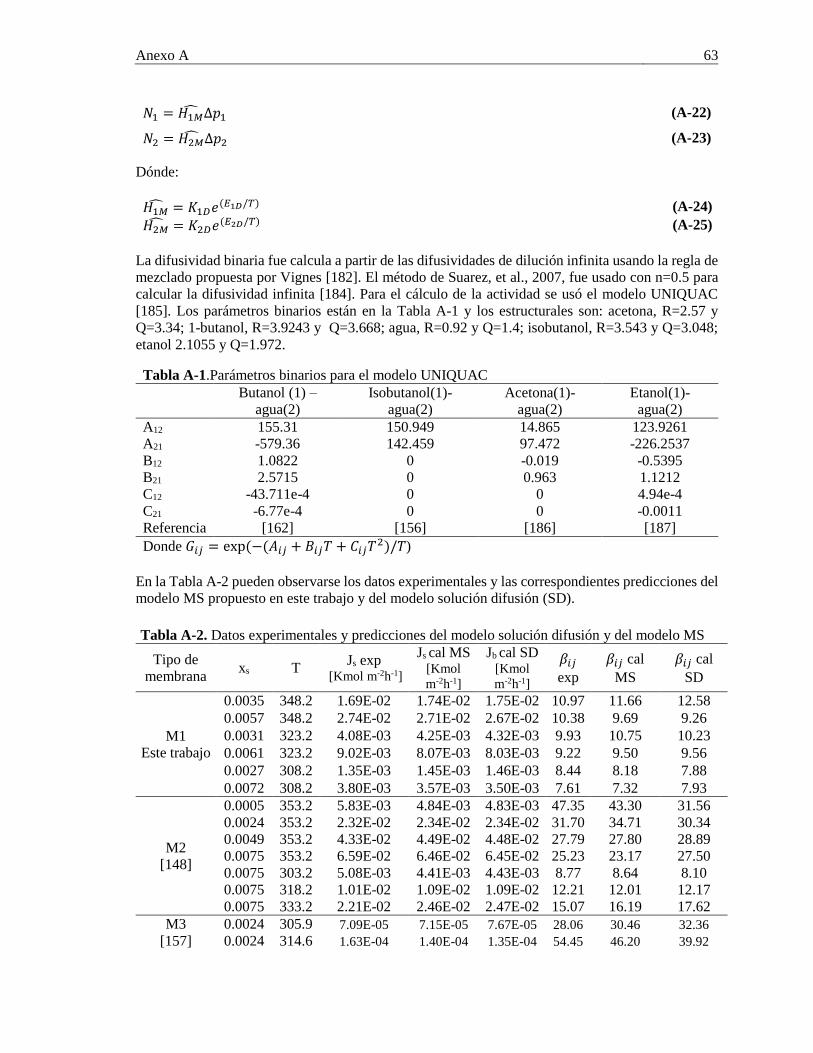
Anexo A 63
𝑁1 = 𝐻1��∆𝑝1 (A-22)
𝑁2 = 𝐻2��∆𝑝2 (A-23)
Dónde:
𝐻1�� = 𝐾1𝐷𝑒(𝐸1𝐷/𝑇) (A-24)
𝐻2�� = 𝐾2𝐷𝑒(𝐸2𝐷/𝑇) (A-25)
La difusividad binaria fue calcula a partir de las difusividades de dilución infinita usando la regla de
mezclado propuesta por Vignes [182]. El método de Suarez, et al., 2007, fue usado con n=0.5 para
calcular la difusividad infinita [184]. Para el cálculo de la actividad se usó el modelo UNIQUAC
[185]. Los parámetros binarios están en la Tabla A-1 y los estructurales son: acetona, R=2.57 y
Q=3.34; 1-butanol, R=3.9243 y Q=3.668; agua, R=0.92 y Q=1.4; isobutanol, R=3.543 y Q=3.048;
etanol 2.1055 y Q=1.972.
Tabla A-1.Parámetros binarios para el modelo UNIQUAC
Butanol (1) –
agua(2)
Isobutanol(1)-
agua(2)
Acetona(1)-
agua(2)
Etanol(1)-
agua(2)
A12 155.31 150.949 14.865 123.9261
A21 -579.36 142.459 97.472 -226.2537
B12 1.0822 0 -0.019 -0.5395
B21 2.5715 0 0.963 1.1212
C12 -43.711e-4 0 0 4.94e-4
C21 -6.77e-4 0 0 -0.0011
Referencia [162] [156] [186] [187]
Donde 𝐺𝑖𝑗 = exp (−(𝐴𝑖𝑗 + 𝐵𝑖𝑗𝑇 + 𝐶𝑖𝑗𝑇2)/𝑇)
En la Tabla A-2 pueden observarse los datos experimentales y las correspondientes predicciones del
modelo MS propuesto en este trabajo y del modelo solución difusión (SD).
Tabla A-2. Datos experimentales y predicciones del modelo solución difusión y del modelo MS
Tipo de
membrana xs T
Js exp [Kmol m-2h-1]
Js cal MS [Kmol
m-2h-1]
Jb cal SD [Kmol
m-2h-1]
𝛽𝑖𝑗
exp
𝛽𝑖𝑗 cal
MS
𝛽𝑖𝑗 cal
SD
M1
Este trabajo
0.0035 348.2 1.69E-02 1.74E-02 1.75E-02 10.97 11.66 12.58
0.0057 348.2 2.74E-02 2.71E-02 2.67E-02 10.38 9.69 9.26
0.0031 323.2 4.08E-03 4.25E-03 4.32E-03 9.93 10.75 10.23
0.0061 323.2 9.02E-03 8.07E-03 8.03E-03 9.22 9.50 9.56
0.0027 308.2 1.35E-03 1.45E-03 1.46E-03 8.44 8.18 7.88
0.0072 308.2 3.80E-03 3.57E-03 3.50E-03 7.61 7.32 7.93
M2
[148]
0.0005 353.2 5.83E-03 4.84E-03 4.83E-03 47.35 43.30 31.56
0.0024 353.2 2.32E-02 2.34E-02 2.34E-02 31.70 34.71 30.34
0.0049 353.2 4.33E-02 4.49E-02 4.48E-02 27.79 27.80 28.89
0.0075 353.2 6.59E-02 6.46E-02 6.45E-02 25.23 23.17 27.50
0.0075 303.2 5.08E-03 4.41E-03 4.43E-03 8.77 8.64 8.10
0.0075 318.2 1.01E-02 1.09E-02 1.09E-02 12.21 12.01 12.17
0.0075 333.2 2.21E-02 2.46E-02 2.47E-02 15.07 16.19 17.62
M3
[157]
0.0024 305.9 7.09E-05 7.15E-05 7.67E-05 28.06 30.46 32.36
0.0024 314.6 1.63E-04 1.40E-04 1.35E-04 54.45 46.20 39.92
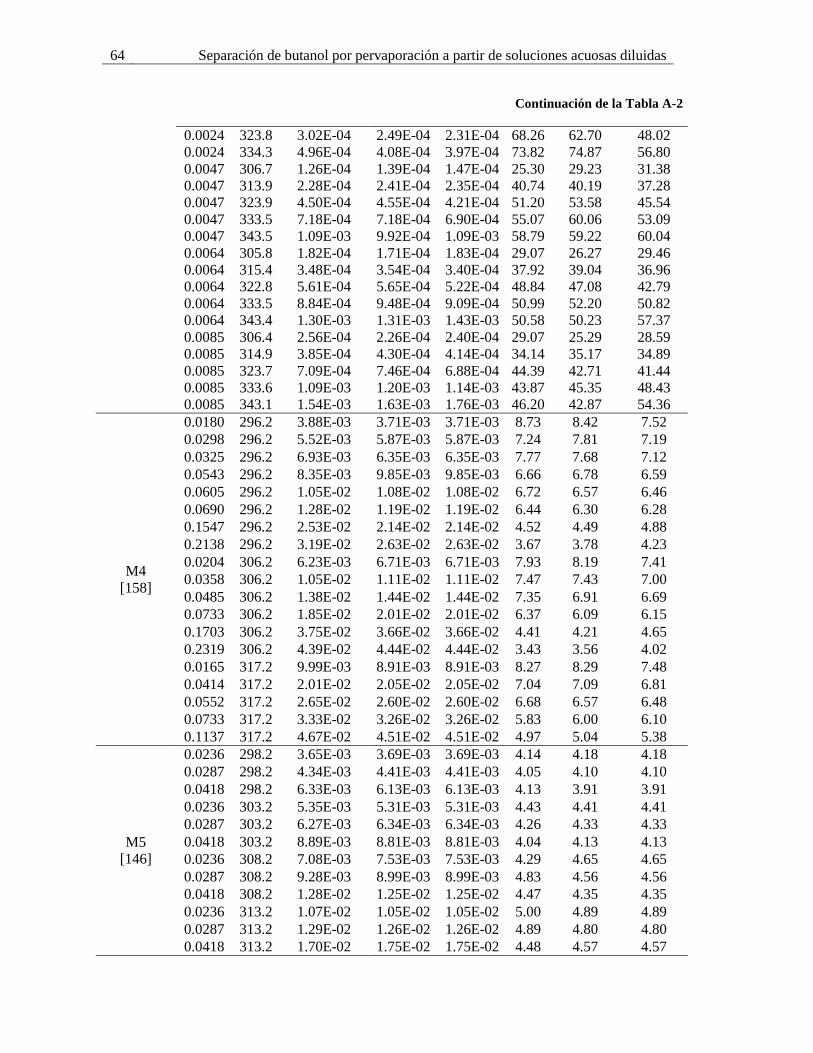
64 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
Continuación de la Tabla A-2
0.0024 323.8 3.02E-04 2.49E-04 2.31E-04 68.26 62.70 48.02
0.0024 334.3 4.96E-04 4.08E-04 3.97E-04 73.82 74.87 56.80
0.0047 306.7 1.26E-04 1.39E-04 1.47E-04 25.30 29.23 31.38
0.0047 313.9 2.28E-04 2.41E-04 2.35E-04 40.74 40.19 37.28
0.0047 323.9 4.50E-04 4.55E-04 4.21E-04 51.20 53.58 45.54
0.0047 333.5 7.18E-04 7.18E-04 6.90E-04 55.07 60.06 53.09
0.0047 343.5 1.09E-03 9.92E-04 1.09E-03 58.79 59.22 60.04
0.0064 305.8 1.82E-04 1.71E-04 1.83E-04 29.07 26.27 29.46
0.0064 315.4 3.48E-04 3.54E-04 3.40E-04 37.92 39.04 36.96
0.0064 322.8 5.61E-04 5.65E-04 5.22E-04 48.84 47.08 42.79
0.0064 333.5 8.84E-04 9.48E-04 9.09E-04 50.99 52.20 50.82
0.0064 343.4 1.30E-03 1.31E-03 1.43E-03 50.58 50.23 57.37
0.0085 306.4 2.56E-04 2.26E-04 2.40E-04 29.07 25.29 28.59
0.0085 314.9 3.85E-04 4.30E-04 4.14E-04 34.14 35.17 34.89
0.0085 323.7 7.09E-04 7.46E-04 6.88E-04 44.39 42.71 41.44
0.0085 333.6 1.09E-03 1.20E-03 1.14E-03 43.87 45.35 48.43
0.0085 343.1 1.54E-03 1.63E-03 1.76E-03 46.20 42.87 54.36
M4
[158]
0.0180 296.2 3.88E-03 3.71E-03 3.71E-03 8.73 8.42 7.52
0.0298 296.2 5.52E-03 5.87E-03 5.87E-03 7.24 7.81 7.19
0.0325 296.2 6.93E-03 6.35E-03 6.35E-03 7.77 7.68 7.12
0.0543 296.2 8.35E-03 9.85E-03 9.85E-03 6.66 6.78 6.59
0.0605 296.2 1.05E-02 1.08E-02 1.08E-02 6.72 6.57 6.46
0.0690 296.2 1.28E-02 1.19E-02 1.19E-02 6.44 6.30 6.28
0.1547 296.2 2.53E-02 2.14E-02 2.14E-02 4.52 4.49 4.88
0.2138 296.2 3.19E-02 2.63E-02 2.63E-02 3.67 3.78 4.23
0.0204 306.2 6.23E-03 6.71E-03 6.71E-03 7.93 8.19 7.41
0.0358 306.2 1.05E-02 1.11E-02 1.11E-02 7.47 7.43 7.00
0.0485 306.2 1.38E-02 1.44E-02 1.44E-02 7.35 6.91 6.69
0.0733 306.2 1.85E-02 2.01E-02 2.01E-02 6.37 6.09 6.15
0.1703 306.2 3.75E-02 3.66E-02 3.66E-02 4.41 4.21 4.65
0.2319 306.2 4.39E-02 4.44E-02 4.44E-02 3.43 3.56 4.02
0.0165 317.2 9.99E-03 8.91E-03 8.91E-03 8.27 8.29 7.48
0.0414 317.2 2.01E-02 2.05E-02 2.05E-02 7.04 7.09 6.81
0.0552 317.2 2.65E-02 2.60E-02 2.60E-02 6.68 6.57 6.48
0.0733 317.2 3.33E-02 3.26E-02 3.26E-02 5.83 6.00 6.10
0.1137 317.2 4.67E-02 4.51E-02 4.51E-02 4.97 5.04 5.38
M5
[146]
0.0236 298.2 3.65E-03 3.69E-03 3.69E-03 4.14 4.18 4.18
0.0287 298.2 4.34E-03 4.41E-03 4.41E-03 4.05 4.10 4.10
0.0418 298.2 6.33E-03 6.13E-03 6.13E-03 4.13 3.91 3.91
0.0236 303.2 5.35E-03 5.31E-03 5.31E-03 4.43 4.41 4.41
0.0287 303.2 6.27E-03 6.34E-03 6.34E-03 4.26 4.33 4.33
0.0418 303.2 8.89E-03 8.81E-03 8.81E-03 4.04 4.13 4.13
0.0236 308.2 7.08E-03 7.53E-03 7.53E-03 4.29 4.65 4.65
0.0287 308.2 9.28E-03 8.99E-03 8.99E-03 4.83 4.56 4.56
0.0418 308.2 1.28E-02 1.25E-02 1.25E-02 4.47 4.35 4.35
0.0236 313.2 1.07E-02 1.05E-02 1.05E-02 5.00 4.89 4.89
0.0287 313.2 1.29E-02 1.26E-02 1.26E-02 4.89 4.80 4.80
0.0418 313.2 1.70E-02 1.75E-02 1.75E-02 4.48 4.57 4.57
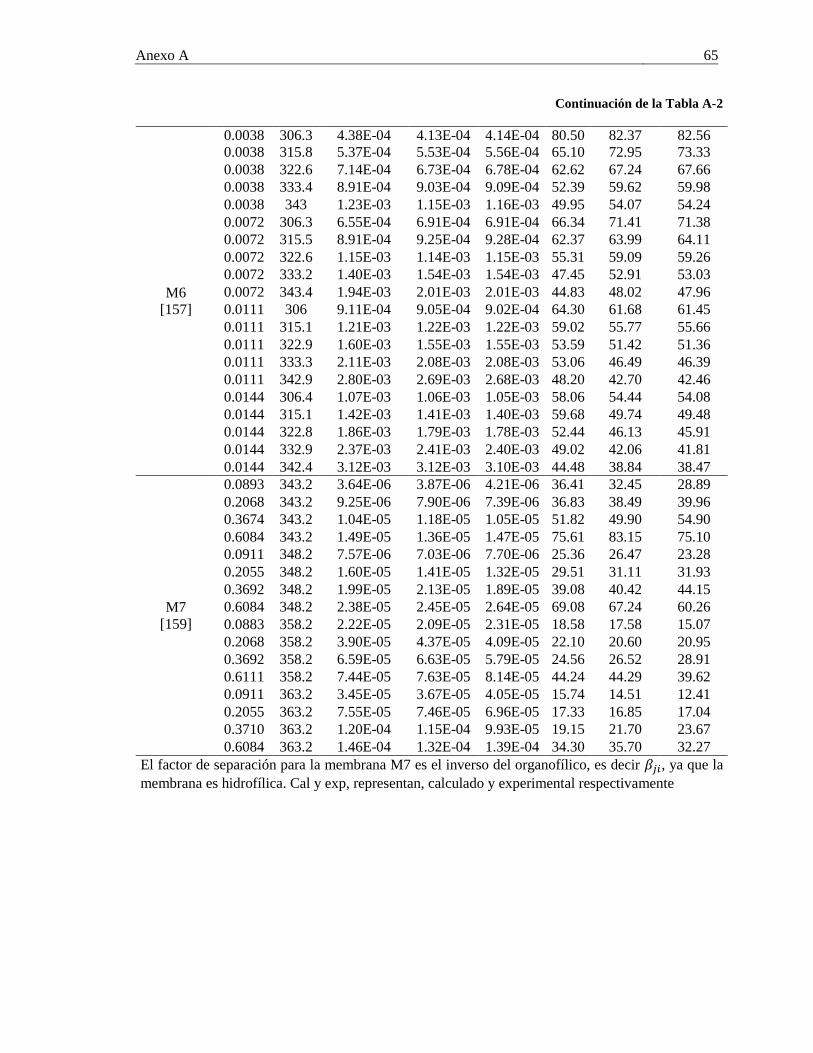
Anexo A 65
Continuación de la Tabla A-2
M6
[157]
0.0038 306.3 4.38E-04 4.13E-04 4.14E-04 80.50 82.37 82.56
0.0038 315.8 5.37E-04 5.53E-04 5.56E-04 65.10 72.95 73.33
0.0038 322.6 7.14E-04 6.73E-04 6.78E-04 62.62 67.24 67.66
0.0038 333.4 8.91E-04 9.03E-04 9.09E-04 52.39 59.62 59.98
0.0038 343 1.23E-03 1.15E-03 1.16E-03 49.95 54.07 54.24
0.0072 306.3 6.55E-04 6.91E-04 6.91E-04 66.34 71.41 71.38
0.0072 315.5 8.91E-04 9.25E-04 9.28E-04 62.37 63.99 64.11
0.0072 322.6 1.15E-03 1.14E-03 1.15E-03 55.31 59.09 59.26
0.0072 333.2 1.40E-03 1.54E-03 1.54E-03 47.45 52.91 53.03
0.0072 343.4 1.94E-03 2.01E-03 2.01E-03 44.83 48.02 47.96
0.0111 306 9.11E-04 9.05E-04 9.02E-04 64.30 61.68 61.45
0.0111 315.1 1.21E-03 1.22E-03 1.22E-03 59.02 55.77 55.66
0.0111 322.9 1.60E-03 1.55E-03 1.55E-03 53.59 51.42 51.36
0.0111 333.3 2.11E-03 2.08E-03 2.08E-03 53.06 46.49 46.39
0.0111 342.9 2.80E-03 2.69E-03 2.68E-03 48.20 42.70 42.46
0.0144 306.4 1.07E-03 1.06E-03 1.05E-03 58.06 54.44 54.08
0.0144 315.1 1.42E-03 1.41E-03 1.40E-03 59.68 49.74 49.48
0.0144 322.8 1.86E-03 1.79E-03 1.78E-03 52.44 46.13 45.91
0.0144 332.9 2.37E-03 2.41E-03 2.40E-03 49.02 42.06 41.81
0.0144 342.4 3.12E-03 3.12E-03 3.10E-03 44.48 38.84 38.47
M7
[159]
0.0893 343.2 3.64E-06 3.87E-06 4.21E-06 36.41 32.45 28.89
0.2068 343.2 9.25E-06 7.90E-06 7.39E-06 36.83 38.49 39.96
0.3674 343.2 1.04E-05 1.18E-05 1.05E-05 51.82 49.90 54.90
0.6084 343.2 1.49E-05 1.36E-05 1.47E-05 75.61 83.15 75.10
0.0911 348.2 7.57E-06 7.03E-06 7.70E-06 25.36 26.47 23.28
0.2055 348.2 1.60E-05 1.41E-05 1.32E-05 29.51 31.11 31.93
0.3692 348.2 1.99E-05 2.13E-05 1.89E-05 39.08 40.42 44.15
0.6084 348.2 2.38E-05 2.45E-05 2.64E-05 69.08 67.24 60.26
0.0883 358.2 2.22E-05 2.09E-05 2.31E-05 18.58 17.58 15.07
0.2068 358.2 3.90E-05 4.37E-05 4.09E-05 22.10 20.60 20.95
0.3692 358.2 6.59E-05 6.63E-05 5.79E-05 24.56 26.52 28.91
0.6111 358.2 7.44E-05 7.63E-05 8.14E-05 44.24 44.29 39.62
0.0911 363.2 3.45E-05 3.67E-05 4.05E-05 15.74 14.51 12.41
0.2055 363.2 7.55E-05 7.46E-05 6.96E-05 17.33 16.85 17.04
0.3710 363.2 1.20E-04 1.15E-04 9.93E-05 19.15 21.70 23.67
0.6084 363.2 1.46E-04 1.32E-04 1.39E-04 34.30 35.70 32.27
El factor de separación para la membrana M7 es el inverso del organofílico, es decir 𝛽𝑗𝑖, ya que la
membrana es hidrofílica. Cal y exp, representan, calculado y experimental respectivamente

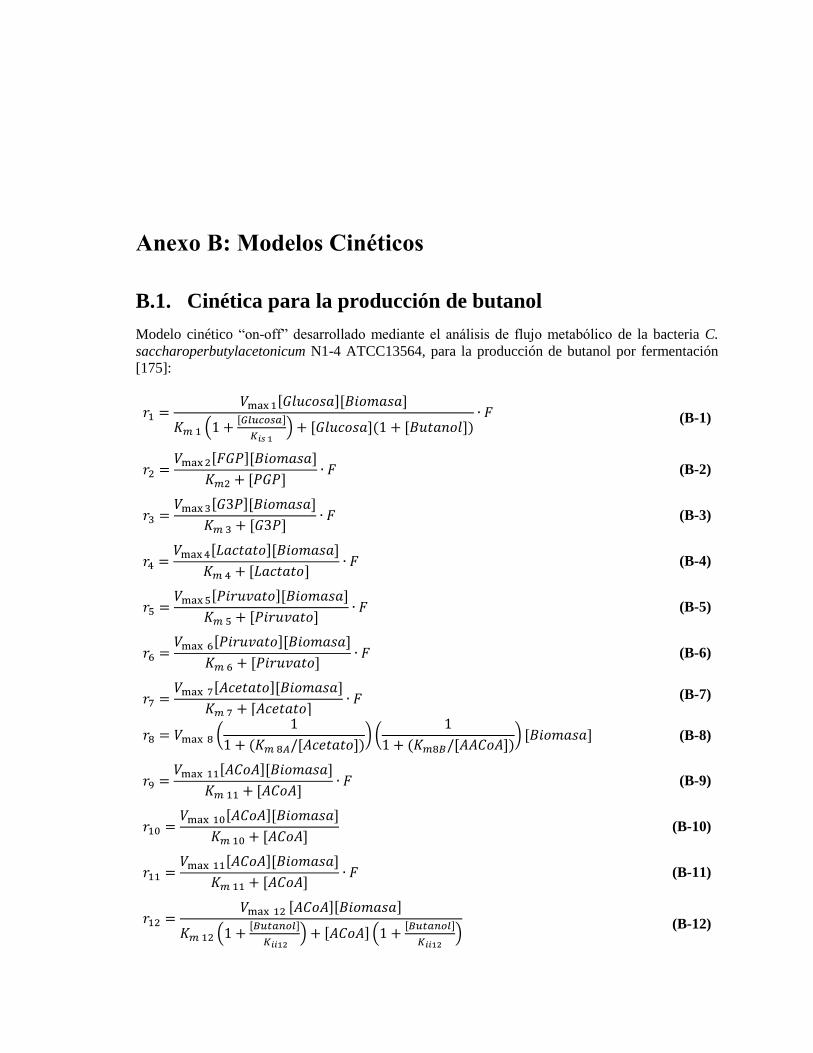
Anexo B: Modelos Cinéticos
B.1. Cinética para la producción de butanol
Modelo cinético “on-off” desarrollado mediante el análisis de flujo metabólico de la bacteria C.
saccharoperbutylacetonicum N1-4 ATCC13564, para la producción de butanol por fermentación
[175]:
𝑟1 =𝑉max 1[𝐺𝑙𝑢𝑐𝑜𝑠𝑎][𝐵𝑖𝑜𝑚𝑎𝑠𝑎]
𝐾𝑚 1 (1 +[𝐺𝑙𝑢𝑐𝑜𝑠𝑎]
𝐾𝑖𝑠 1) + [𝐺𝑙𝑢𝑐𝑜𝑠𝑎](1 + [𝐵𝑢𝑡𝑎𝑛𝑜𝑙])
∙ 𝐹 (B-1)
𝑟2 =𝑉max 2[𝐹𝐺𝑃][𝐵𝑖𝑜𝑚𝑎𝑠𝑎]
𝐾𝑚2 + [𝑃𝐺𝑃]∙ 𝐹 (B-2)
𝑟3 =𝑉max 3[𝐺3𝑃][𝐵𝑖𝑜𝑚𝑎𝑠𝑎]
𝐾𝑚 3 + [𝐺3𝑃]∙ 𝐹 (B-3)
𝑟4 =𝑉max 4[𝐿𝑎𝑐𝑡𝑎𝑡𝑜][𝐵𝑖𝑜𝑚𝑎𝑠𝑎]
𝐾𝑚 4 + [𝐿𝑎𝑐𝑡𝑎𝑡𝑜]∙ 𝐹 (B-4)
𝑟5 =𝑉max 5[𝑃𝑖𝑟𝑢𝑣𝑎𝑡𝑜][𝐵𝑖𝑜𝑚𝑎𝑠𝑎]
𝐾𝑚 5 + [𝑃𝑖𝑟𝑢𝑣𝑎𝑡𝑜]∙ 𝐹 (B-5)
𝑟6 =𝑉max 6[𝑃𝑖𝑟𝑢𝑣𝑎𝑡𝑜][𝐵𝑖𝑜𝑚𝑎𝑠𝑎]
𝐾𝑚 6 + [𝑃𝑖𝑟𝑢𝑣𝑎𝑡𝑜]∙ 𝐹 (B-6)
𝑟7 =𝑉max 7[𝐴𝑐𝑒𝑡𝑎𝑡𝑜][𝐵𝑖𝑜𝑚𝑎𝑠𝑎]
𝐾𝑚 7 + [𝐴𝑐𝑒𝑡𝑎𝑡𝑜]∙ 𝐹 (B-7)
𝑟8 = 𝑉max 8 (1
1 + (𝐾𝑚 8𝐴/[𝐴𝑐𝑒𝑡𝑎𝑡𝑜])) (
1
1 + (𝐾𝑚8𝐵/[𝐴𝐴𝐶𝑜𝐴])) [𝐵𝑖𝑜𝑚𝑎𝑠𝑎] (B-8)
𝑟9 =𝑉max 11[𝐴𝐶𝑜𝐴][𝐵𝑖𝑜𝑚𝑎𝑠𝑎]
𝐾𝑚 11 + [𝐴𝐶𝑜𝐴]∙ 𝐹 (B-9)
𝑟10 =𝑉max 10[𝐴𝐶𝑜𝐴][𝐵𝑖𝑜𝑚𝑎𝑠𝑎]
𝐾𝑚 10 + [𝐴𝐶𝑜𝐴] (B-10)
𝑟11 =𝑉max 11[𝐴𝐶𝑜𝐴][𝐵𝑖𝑜𝑚𝑎𝑠𝑎]
𝐾𝑚 11 + [𝐴𝐶𝑜𝐴]∙ 𝐹 (B-11)
𝑟12 =𝑉max 12 [𝐴𝐶𝑜𝐴][𝐵𝑖𝑜𝑚𝑎𝑠𝑎]
𝐾𝑚 12 (1 +[𝐵𝑢𝑡𝑎𝑛𝑜𝑙]
𝐾𝑖𝑖12) + [𝐴𝐶𝑜𝐴] (1 +
[𝐵𝑢𝑡𝑎𝑛𝑜𝑙]
𝐾𝑖𝑖12) (B-12)
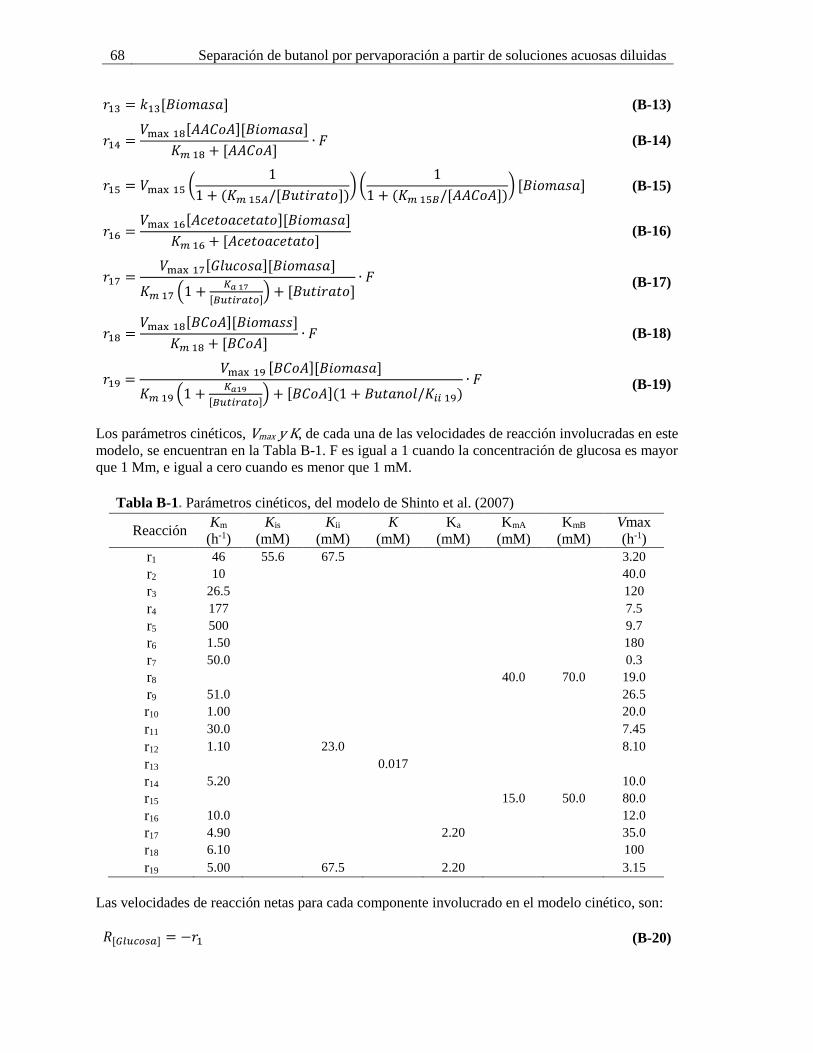
68 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
𝑟13 = 𝑘13[𝐵𝑖𝑜𝑚𝑎𝑠𝑎] (B-13)
𝑟14 =𝑉max 18[𝐴𝐴𝐶𝑜𝐴][𝐵𝑖𝑜𝑚𝑎𝑠𝑎]
𝐾𝑚 18 + [𝐴𝐴𝐶𝑜𝐴]∙ 𝐹 (B-14)
𝑟15 = 𝑉max 15 (1
1 + (𝐾𝑚 15𝐴/[𝐵𝑢𝑡𝑖𝑟𝑎𝑡𝑜])) (
1
1 + (𝐾𝑚 15𝐵/[𝐴𝐴𝐶𝑜𝐴])) [𝐵𝑖𝑜𝑚𝑎𝑠𝑎] (B-15)
𝑟16 =𝑉max 16[𝐴𝑐𝑒𝑡𝑜𝑎𝑐𝑒𝑡𝑎𝑡𝑜][𝐵𝑖𝑜𝑚𝑎𝑠𝑎]
𝐾𝑚 16 + [𝐴𝑐𝑒𝑡𝑜𝑎𝑐𝑒𝑡𝑎𝑡𝑜] (B-16)
𝑟17 =𝑉max 17[𝐺𝑙𝑢𝑐𝑜𝑠𝑎][𝐵𝑖𝑜𝑚𝑎𝑠𝑎]
𝐾𝑚 17 (1 +𝐾𝑎 17
[𝐵𝑢𝑡𝑖𝑟𝑎𝑡𝑜]) + [𝐵𝑢𝑡𝑖𝑟𝑎𝑡𝑜]
∙ 𝐹 (B-17)
𝑟18 =𝑉max 18[𝐵𝐶𝑜𝐴][𝐵𝑖𝑜𝑚𝑎𝑠𝑠]
𝐾𝑚 18 + [𝐵𝐶𝑜𝐴]∙ 𝐹 (B-18)
𝑟19 =𝑉max 19 [𝐵𝐶𝑜𝐴][𝐵𝑖𝑜𝑚𝑎𝑠𝑎]
𝐾𝑚 19 (1 +𝐾𝑎19
[𝐵𝑢𝑡𝑖𝑟𝑎𝑡𝑜]) + [𝐵𝐶𝑜𝐴](1 + 𝐵𝑢𝑡𝑎𝑛𝑜𝑙/𝐾𝑖𝑖 19)
∙ 𝐹 (B-19)
Los parámetros cinéticos, Vmax y K, de cada una de las velocidades de reacción involucradas en este
modelo, se encuentran en la Tabla B-1. F es igual a 1 cuando la concentración de glucosa es mayor
que 1 Mm, e igual a cero cuando es menor que 1 mM.
Las velocidades de reacción netas para cada componente involucrado en el modelo cinético, son:
𝑅[𝐺𝑙𝑢𝑐𝑜𝑠𝑎] = −𝑟1 (B-20)
Tabla B-1. Parámetros cinéticos, del modelo de Shinto et al. (2007)
Reacción Km
(h-1)
Kis
(mM)
Kii
(mM)
K
(mM)
Ka
(mM)
KmA
(mM)
KmB
(mM)
Vmax
(h-1)
r1 46 55.6 67.5 3.20
r2 10 40.0
r3 26.5 120
r4 177 7.5
r5 500 9.7
r6 1.50 180
r7 50.0 0.3
r8 40.0 70.0 19.0
r9 51.0 26.5
r10 1.00 20.0
r11 30.0 7.45
r12 1.10 23.0 8.10
r13 0.017
r14 5.20 10.0
r15 15.0 50.0 80.0
r16 10.0 12.0
r17 4.90 2.20 35.0
r18 6.10 100
r19 5.00 67.5 2.20 3.15
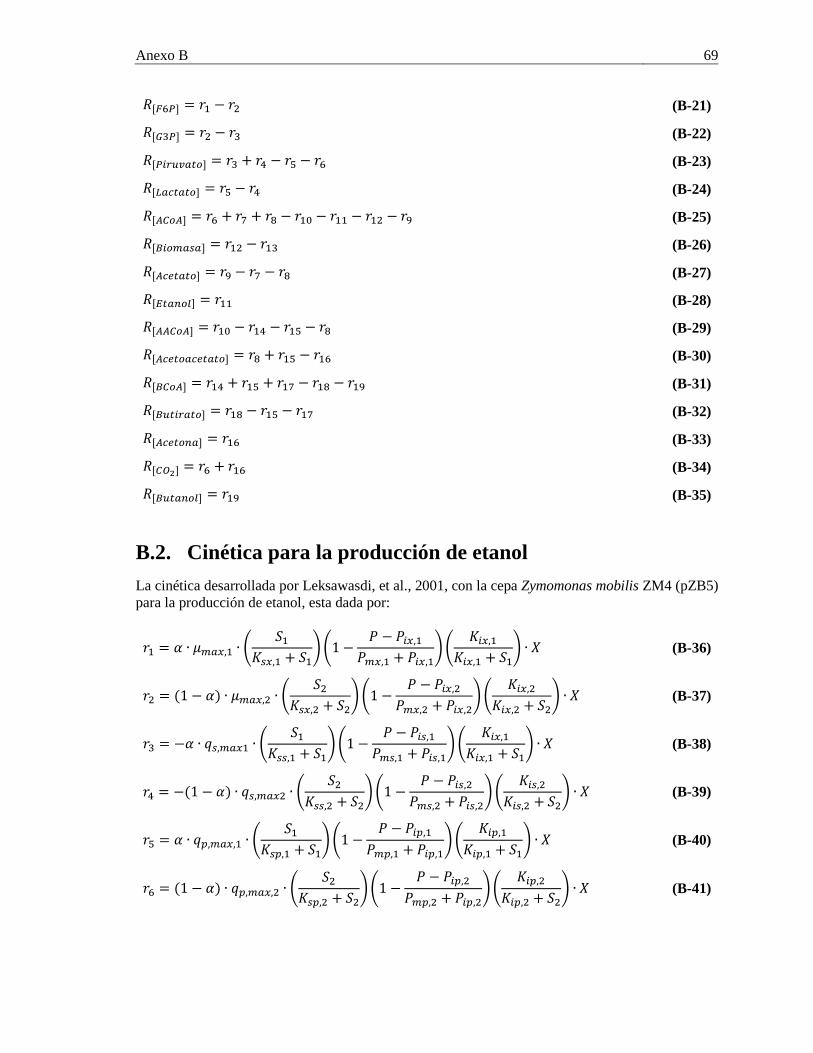
Anexo B 69
𝑅[𝐹6𝑃] = 𝑟1 − 𝑟2 (B-21)
𝑅[𝐺3𝑃] = 𝑟2 − 𝑟3 (B-22)
𝑅[𝑃𝑖𝑟𝑢𝑣𝑎𝑡𝑜] = 𝑟3 + 𝑟4 − 𝑟5 − 𝑟6 (B-23)
𝑅[𝐿𝑎𝑐𝑡𝑎𝑡𝑜] = 𝑟5 − 𝑟4 (B-24)
𝑅[𝐴𝐶𝑜𝐴] = 𝑟6 + 𝑟7 + 𝑟8 − 𝑟10 − 𝑟11 − 𝑟12 − 𝑟9 (B-25)
𝑅[𝐵𝑖𝑜𝑚𝑎𝑠𝑎] = 𝑟12 − 𝑟13 (B-26)
𝑅[𝐴𝑐𝑒𝑡𝑎𝑡𝑜] = 𝑟9 − 𝑟7 − 𝑟8 (B-27)
𝑅[𝐸𝑡𝑎𝑛𝑜𝑙] = 𝑟11 (B-28)
𝑅[𝐴𝐴𝐶𝑜𝐴] = 𝑟10 − 𝑟14 − 𝑟15 − 𝑟8 (B-29)
𝑅[𝐴𝑐𝑒𝑡𝑜𝑎𝑐𝑒𝑡𝑎𝑡𝑜] = 𝑟8 + 𝑟15 − 𝑟16 (B-30)
𝑅[𝐵𝐶𝑜𝐴] = 𝑟14 + 𝑟15 + 𝑟17 − 𝑟18 − 𝑟19 (B-31)
𝑅[𝐵𝑢𝑡𝑖𝑟𝑎𝑡𝑜] = 𝑟18 − 𝑟15 − 𝑟17 (B-32)
𝑅[𝐴𝑐𝑒𝑡𝑜𝑛𝑎] = 𝑟16 (B-33)
𝑅[𝐶𝑂2] = 𝑟6 + 𝑟16 (B-34)
𝑅[𝐵𝑢𝑡𝑎𝑛𝑜𝑙] = 𝑟19 (B-35)
B.2. Cinética para la producción de etanol
La cinética desarrollada por Leksawasdi, et al., 2001, con la cepa Zymomonas mobilis ZM4 (pZB5)
para la producción de etanol, esta dada por:
𝑟1 = 𝛼 ∙ 𝜇𝑚𝑎𝑥,1 ∙ (𝑆1
𝐾𝑠𝑥,1 + 𝑆1) (1 −
𝑃 − 𝑃𝑖𝑥,1
𝑃𝑚𝑥,1 + 𝑃𝑖𝑥,1) (
𝐾𝑖𝑥,1
𝐾𝑖𝑥,1 + 𝑆1) ∙ 𝑋 (B-36)
𝑟2 = (1 − 𝛼) ∙ 𝜇𝑚𝑎𝑥,2 ∙ (𝑆2
𝐾𝑠𝑥,2 + 𝑆2) (1 −
𝑃 − 𝑃𝑖𝑥,2
𝑃𝑚𝑥,2 + 𝑃𝑖𝑥,2) (
𝐾𝑖𝑥,2
𝐾𝑖𝑥,2 + 𝑆2) ∙ 𝑋 (B-37)
𝑟3 = −𝛼 ∙ 𝑞𝑠,𝑚𝑎𝑥1 ∙ (𝑆1
𝐾𝑠𝑠,1 + 𝑆1) (1 −
𝑃 − 𝑃𝑖𝑠,1
𝑃𝑚𝑠,1 + 𝑃𝑖𝑠,1) (
𝐾𝑖𝑥,1
𝐾𝑖𝑥,1 + 𝑆1) ∙ 𝑋 (B-38)
𝑟4 = −(1 − 𝛼) ∙ 𝑞𝑠,𝑚𝑎𝑥2 ∙ (𝑆2
𝐾𝑠𝑠,2 + 𝑆2) (1 −
𝑃 − 𝑃𝑖𝑠,2
𝑃𝑚𝑠,2 + 𝑃𝑖𝑠,2) (
𝐾𝑖𝑠,2
𝐾𝑖𝑠,2 + 𝑆2) ∙ 𝑋 (B-39)
𝑟5 = 𝛼 ∙ 𝑞𝑝,𝑚𝑎𝑥,1 ∙ (𝑆1
𝐾𝑠𝑝,1 + 𝑆1) (1 −
𝑃 − 𝑃𝑖𝑝,1
𝑃𝑚𝑝,1 + 𝑃𝑖𝑝,1) (
𝐾𝑖𝑝,1
𝐾𝑖𝑝,1 + 𝑆1) ∙ 𝑋 (B-40)
𝑟6 = (1 − 𝛼) ∙ 𝑞𝑝,𝑚𝑎𝑥,2 ∙ (𝑆2
𝐾𝑠𝑝,2 + 𝑆2) (1 −
𝑃 − 𝑃𝑖𝑝,2
𝑃𝑚𝑝,2 + 𝑃𝑖𝑝,2) (
𝐾𝑖𝑝,2
𝐾𝑖𝑝,2 + 𝑆2) ∙ 𝑋 (B-41)

70 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
Donde, S1 y S2 son las respectivas concentraciones de glucosa y de xilosa en gL-1. X y P son las
concentraciones de biomasa y etanol en gL-1, respectivamente. μmax es la máxima velocidad de
crecimiento específico (L.h-1), qs,max es la velocidad máxima de consumo de sustrato (g.g-1h-1), qp,max
es la máxima velocidad de producción de etanol (g.g-1h-1), α es el factor de peso para el consumo de
glucosa, Pm es la máxima concentración de etanol (gL-1), Pi es el umbral de concentración de etanol
(gL-1). Ks es la constante de limitación de sustrato (gL-1) y Ki es la constante por inhibición (gL-1).
Los parámetros cinéticos de este modelo se observan en la Tabla B-2.
Tabla B-2 . Parámetros cinéticos para el modelo matemático de fermentación de
glucosa/xilosa α = 0.65
Parámetro Valor Parámetro Valor
umax1 0.31 pms2 81.2
umax2 0.1 Kis1 186
Ksx1 1.45 Kis2 600
Ksx2 4.91 Pis1 42.6
Pmx1 57.2 Pis2 53.1
Pmx2 56.3 qpmax1 51.2
Kix1 200 qpmax2 1.59
Kix2 600 Ksp1 6.32
Pix1 28.9 Ksp2 0.03
Pix2 26.6 pmp1 75.4
qsmax1 10.9 Pmp2 81.2
qsmax2 3.27 Kip1 186
Kss1 6.32 Kip2 600
Kss2 0.03 Pip1 42.6
Pms1 75.4 Pip2 53.1
Las velocidades de reacción netas para cada componente involucrado en el modelo cinético, son:
𝑅[𝐵𝑖𝑜𝑚𝑎𝑠𝑎] = 𝑟1 + 𝑟2 (B-42)
𝑅[𝐺𝑙𝑢𝑐𝑜𝑠𝑎] = 𝑟3 (B-43)
𝑅[𝑥𝑖𝑙𝑜𝑠𝑎] = 𝑟4 (B-44)
𝑅[𝑒𝑡𝑎𝑛𝑜𝑙] = 𝑟5 + 𝑟6 (B-45)
Anexo C: Publicaciones realizadas en el desarrollo de la
tesis
Aguilar D., Grisales V. H., Fontalvo J., y Gomez G. "Effect of pH, CO2 and high glucose
concentration on PDMS pervaporation membranes for ethanol removal" En: Polonia. 2011.
Evento: International Conference on Pervaporation, Vapor Permeation and Membrane
Distillation Ponencia: Effect of pH, CO2 and high glucose concentration on PDMS
pervaporation membranes for ethanol removal
Aguilar D., Grisales V. H., Fontalvo J., y Gomez G. "Efecto del pH, CO2 y alta concentración
de glucosa en la pervaporación con membranas de PDMS para la remoción de etanol" En:
Colombia. 2011. Evento: XXVI Congreso Colombiano de Ingeniería Química -
Bucaramanga Ponencia: Efecto del pH, CO2 y alta concentración de glucosa en la
pervaporación con membranas de PDMS para la remoción de etanol.
Grisales V. H., Fontalvo J., y Gomez G. "Diseño de un nuevo reactor integrado con
fermentación previa de ácido láctico para la producción de butanol" En: Colombia. 2011.
Evento: XXVI Congreso Colombiano de Ingeniería Química Ponencia: Diseño de un nuevo
reactor integrado con fermentación previa de ácido láctico para la producción de butanol.
Grisales V. H., Fontalvo J., y Gomez G., "Optimización de un reactor de fermentación
alcohólica integrado con pervaporación" En: Colombia. 2011. Evento: III congreso
internacional sobre diseño de procesos y productos e Higuerilla y oleaginosas promisorias
Ponencia: Optimización de un reactor de fermentación alcohólica integrado con
pervaporación.
Bibliografía
[1] Cascone R. Biobutanol - a replacement for bioethanol? Chem Eng Prog 2008:104:S4–S8.
[2] Kirschner M. N-butanol. chemical market reporter january 30– february 5, abi/inform global.
2006.
[3] Green EM. Fermentative production of butanol-the industrial perspective. Current Opinion
in Biotechnology 2011;22(3):337–43.
[4] Donaldson GK, Huang LL, Maggio-Hall LA, Nagarajan V, Nakamura CE, Suh W.
Fermentative Production of Four Carbon Alcohols. U.S. Patent WO2007/041269, 2007.
[5] Lee SY, Park JH, Jang SH, Nielsen LK, Kim J, Jung KS. Fermentative butanol production
by clostridia. Biotechnology and Bioengineering 2008;101(2):209–28.
[6] Dürre P. Biobutanol: an attractive biofuel. Biotechnology Journal 2007;2(12):1525–34.
[7] Green Biologics Ltd. Http://www.r-e-a.net/document-library/events/rea-events-
2009/bioenergy/sean%20sutcliffe%20-%2009.10.pdf 2009.
[8] Mays T. Dupont and bp disclose advanced biofuels partnership targeting multiple butanol
molecules.
http://www.bp.com/genericarticle.do?categoryId%20=9024973&contentId=7046879 2008.
[9] Ranjan A, Moholkar VS. Biobutanol : a viable gasoline substitute through abe fermentation.
In: Proceedings of international conference on energy and environment. 2009. p. 497–503.
[10] Knoshaug EP, Zhang M. Butanol tolerance in a selection of microorganisms. Applied
Biochemistry and Biotechnology 2009;153(1-3):13–20.
[11] Shen CR, Lan EI, Dekishima Y, Baez A, Cho KM, Liao JC. Driving forces enable high-titer
anaerobic 1-butanol synthesis in escherichia coli. Applied and Environmental Microbiology
2011;77(9):2905–15.
[12] Jones D, Woods D. Acetone-butanol fermentation revisited. American Society for
Microbiology 1986;50(4):484–524.
[13] Phillips JA, Humphrey AE. Process technology for the biological conversion of
lignocellulosic materials to fermentables and alcohols. In: In wood and agricultural residues:
research on use for feed, fuels and chemicals. New York: 1983.
74 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
[14] Oudshoorn A, Wielen LAMVD, Straathof AJJ. Assessment of options for selective 1-butanol
recovery from aqueous solution. Ind. Eng. Chem. Res. 2009;48:7325–7336.
[15] Ni Y, Sun Z. Recent progress on industrial fermentative production of acetone – butanol –
ethanol by clostridium acetobutylicum in china. Applied Microbiology Biotechnology
2009;83:415–423.
[16] Zverlov VV, Berezina O, Velikodvorskaya GA, Schwarz WH. Bacterial acetone and butanol
production by industrial fermentation in the soviet union: use of hydrolyzed agricultural
waste for biorefinery. Applied Microbiology and Biotechnology 2006;71(5):587–97.
[17] Blaschek H, Ezeji T. Production of acetone acetone-butanol butanol-ethanol (abe) using
distillers dried grains with solubles (ddgs): pentose sugar utilization and impact of
degradation products. In: Growing the bioeconomy: science and policy for next generation
biorefining. Ames, Iowa: 2007.
[18] Ezeji T, Blaschek HP. Fermentation of dried distillers’ grains and solubles(ddgs)
hydrolysates to solvents and value-added products bysolventogenic clostridia. Bioresource
Technology, 2008;(99):5232–5242.
[19] Ezeji T, Qureshi N, Blaschek HP. Butanol production from agricultural residues: impact of
degradation products on clostridium beijerinckii growth and butanol fermentation.
Biotechnology and Bioengineering 2007;97(6):1460–9.
[20] Baez A, Cho K-M, Liao JC. High-flux isobutanol production using engineered escherichia
coli: a bioreactor study with in situ product removal. Applied Microbiology and
Biotechnology 2011;90(5):1681–90.
[21] Reyes LH, Almario MP, Kao KC. Genomic library screens for genes involved in n-butanol
tolerance in escherichia coli. PloS One 2011;6(3):e17678.
[22] Inui M, Suda M, Kimura S. Expression of clostridium acetobutylicum butanol synthetic genes
in escherichia coli. Applied Microbiology 2008;8052:1305–1316.
[23] Winkler J, Rehmann M, Kao KC. Novel escherichia coli hybrids with enhanced butanol
tolerance. Biotechnology Letters 2010.
[24] Atsumi S, Cann AF, Connor MR, Shen CR, Smith KM, Brynildsen MP, Chou KJY, Hanai
T, Liao JC. Metabolic engineering of escherichia coli for 1-butanol production. Metabolic
Engineering 2008;10(6):305–11.
[25] Rühl J, Schmid A, Blank LM. Selected pseudomonas putida strains able to grow in the
presence of high butanol concentrations. Applied and Environmental Microbiology
2009;75(13):4653–6.
[26] Nielsen DR, Leonard E, Yoon S-H, Tseng H-C, Yuan C, Prather KLJ. Engineering alternative
butanol production platforms in heterologous bacteria. Metabolic Engineering 2009;11(4-
5):262–73.
Bibliografía 75
[27] Kataoka N, Tajima T, Kato J, Rachadech W, Vangnai AS. Development of butanol-tolerant
bacillus subtilis strain grsw2-b1 as a potential bioproduction host. AMB Express
2011;1(1):10.
[28] Winkler J, Kao KC. Transcriptional analysis of lactobacillus brevis to n-butanol and ferulic
acid stress responses. PLoS ONE 2011;6(8):e21438.
[29] Berezina OV, Zakharova NV, Brandt A, Yarotsky SV, Schwarz WH, Zverlov VV.
Reconstructing the clostridial n-butanol metabolic pathway in lactobacillus brevis. Applied
Microbiology and Biotechnology 2010;87(2):635–46.
[30] Steen EJ, Chan R, Prasad N, Myers S, Petzold CJ, Redding A, Ouellet M, Keasling JD.
Metabolic engineering of saccharomyces cerevisiae for the production of n-butanol.
Microbial Cell Factories 2008;7:36.
[31] Butamax. California biobutanol multimedia evaluation.
http://www.arb.ca.gov/fuels/multimedia/020910biobutanoltieri.pdf. 2010.
[32] Nolling J, Breton G, Omelchenko MV, Makarova KS, Zeng Q, Gibson R, Lee HM, Dubois
J, Qiu D, Hitti J, Wolf YI, Tatusov RL, Sabathe F, Doucette-Stamm L, Soucaille P, Daly MJ,
Bennett GN, Koonin EV, Smit DR. Genome sequence and comparative analysis of the
solvent-producing bacterium clostridium acetobutylicum. Journal Of Bacteriology
2001;183(16):4823–4838.
[33] Gottwald M, Gottschalk G. The internal ph of clostridium acetobutylicum and its effect on
the shift from acid to solvent formation. Arch. Microbiol 1985;143:42–46.
[34] Woods DR. The genetic engineering of microbial solvent production. Trends Biotechnol
1995;13:259–264.
[35] Bowles LK, Ellefson WL. Effects of butanol on clostridium acetobutylicum. Applied and
Environmental Microbiology 1985;50(5):1165–70.
[36] Ezeji TC, Qureshi N, Blaschek HP. Bioproduction of butanol from biomass: from genes to
bioreactors. Curr Opin Biotech 2007;18:220– 227.
[37] Ezeji TC, Qureshi N, Blaschek HP. Production of acetone butanol (ab) from liquefied corn
starch, a commercial substrate, using clostridium beijerinckii coupled with product recovery
by gas stripping. J Ind Microbiol Biotechnol 2007;34:771–777.
[38] Maddox IS, Qureshi N, Gutierrez NA. Utilization of whey by clostridia and process
technology. In: The clostridia and biotechnology. 1993. p. 343–369.
[39] Qureshi N, Ezeji TC, Ebener J, Dien BS, Cotta MA, Blaschek HP. Butanol production by
clostridium beijerinckii. part i: use of acid and enzyme hydrolyzed corn fiber. Bioresource
Technology 2008;99(13):5915–22.
76 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
[40] Qureshi N, Blaschek HP. Butanol production from agricultural biomass. In: Food
biotechnology. Boca Raton: 2005.
[41] Syed. Biochemical Studies on Anaerobic Fermentation of Molasses by Clostridium.pdf.
University of the Punjab, 1994.
[42] Shaheen R, Shirley M, Jones DT. Comparative fermentation studies of industrial strains
belonging to four species of solvent-producing clostridia. Journal of Molecular Microbiology
and Biotechnology 2000;2(1):115–24.
[43] Qureshi N, Lolas A, Blaschek HP. Soy molasses as fermentation substrate for production of
butanol using clostridium beijerinckii ba101. Journal of Industrial Microbiology &
Biotechnology 2001;26:290–295.
[44] Qureshi N, Blaschek HP. Abe production from corn: a recent economic evaluation. Journal
of Industrial Microbiology & Biotechnology 2001;27(5):292–7.
[45] Qureshi N, Blaschek HP. Evaluation of recent advances in butanol fermentation, upstream,
and downstream processing. Bioprocess and Biosystems Engineering 2001;24(4):219–226.
[46] Koukiekolo R, Cho H, Kosugi A, Inui M, Yukawa H, Doi RH. Degradation of corn fiber by
clostridium cellulovorans cellulases and hemicellulases and contribution of scaffolding
protein cbpa. Applied and Environmental Microbiology 2005;71(7):3504–3511.
[47] Ezeji T, Qureshi N, Blaschek H. Production of acetone–butanol–ethanol (abe) in a continuous
flow bioreactor using degermed corn and clostridium beijerinckii. Process Biochemistry
2007;42(1):34–39.
[48] Claassen PAM, Budde MAW, López-Contreras AM. Utilisation of saccharides in extruded
domestic organic waste by clostridium acetobutylicum atcc 824 for production of acetone ,
butanol and ethanol. Appl Microbiol Biotechnol 2000;54:162–167.
[49] Claassen PAM, Budde MAW, López-Contreras AM. Acetone , butanol and ethanol
production from domestic organic waste by solventogenic clostridia. J. Mol. Microbiol.
Biotechnol. 2000;2(1):39–44.
[50] Voget CE, Mignone CF, Ertola RJ. Butanol production from apple pomance. Biotechnol. Lett
1985;7:43–46.
[51] Marchal R, Ropars M, Vandescasteele JP. Conversion into acetone and butanol of
lignocellulosic substrates pretreated by steam explosion. Biotechno!ogy Letters
1986;8(5):365–370.
[52] Qureshi N, Saha BC, Dien B, Hector RE, Cotta MA. Production of butanol (a biofuel) from
agricultural residues: part i – use of barley straw hydrolysate. Biomass and Bioenergy
2010;34(4):559–565.
Bibliografía 77
[53] Jesse TW, Ezeji TC, Qureshi N, Blaschek HP. Production of butanol from starch-based waste
packing peanuts and agricultural waste. Journal of Industrial Microbiology & Biotechnology
2002;29:117 – 123.
[54] Gutierrez NA, Maddoxt S, Schuster KC, Swoboda H, Gapes JR. Strain comparison and
medium preparation for the acetone-butanol-ethanol (abe) fermentation process using a
substrate of potato. Bioresource Technology 1998;66(3):263–265.
[55] Harun R, Singh M, Forde GM, Danquah MK. Bioprocess engineering of microalgae to
produce a variety of consumer products. Renewable and Sustainable Energy Reviews
2010;14(3):1037–1047.
[56] Nakas JP, Schaedle M, Parkinson CM, Coonley CE, Tanenbaum SW. System development
for linked-fermentation production of solvents from algal biomass. Applied and
Environmental Microbiology 1983;46(5):1017–23.
[57] Andrade JC, Vasconcelos I. Continuous cultures of clostridium acetobutylicum: culture
stability and low-grade glycerol utilisation. Biotechnology Letters 2003;25(2):121–5.
[58] Marchal R, Blanchet D, Vandecasteele JP. Industrial optimization of acetone-butanol
fermentation: a study of the utilization of jerusalem artichokes. Appl. Microbiol. Biotechnol.
1985;23:92–98.
[59] Qureshi N, Meagher MM, Hutkins RW. Recovery of butanol from model solutions and
fermentation broth using a silicalite / silicone membrane 1. Journal of Membrane Science
1999;158:115–125.
[60] Qureshi N, Blaschek H. Butanol production using clostridium beijerinckii ba101 hyper-
butanol producing mutant strain and recovery by pervaporation. Applied Biochemistry and
Biotechnology 2000;84(4):225–235.
[61] Ezeji TC, Qureshi N, Blaschek HP. Production of butanol by clostridium beijerinckii ba101
and in-situ recovery by gas stripping. Microbiol. Biotechnol. World J 2003;19:595–603.
[62] Ezeji TC, Qureshi N, Blaschek HP. Butanol fermentation research: upstream and downstream
manipulations. Chem Rec 2004;4:305–314.
[63] Ezeji TC, Qureshi N, Blaschek HP. Acetone–butanol ethanol (abe) production from
concentrated substrate: reduction in substrate inhibition by fed-batch technique and product
inhibition by gas stripping. Appl Microbiol Biotechnol 2004;63:653–658.
[64] Eckert G, Schiigerl K. Continuous acetone-butanol production with direct product removal.
Applied Microbiology Bioteclmology 1987;27:221–228.
[65] Qureshi N, Maddox I. Reduction in butanol inhibition by perstraction: utilization of
concentrated lactose/whey permeate by clostridium acetobutylicum to enhance butanol
fermentation economics. Food and Bioproducts Processing 2005;83(1):43–52.
78 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
[66] Qureshi N, Maddox IS, Friedl A. Application of continuous substrate feeding to the abe
fermentation: relief of product inhibition using extraction, perstraction, stripping, and
pervaporation. Biotechnology Progress 1992;8(5):382–390.
[67] Pierrot P, Fick M, Engasser JM. Continuous acetone-butanol fermentation with high
productivity by cell ultrafiltration and recycling. Biotechnology Letters 1986;8(4):253–256.
[68] Tashiro Y, Takeda K, Kobayashi G, Sonomoto K. High production of acetone-butanol-
ethanol with high cell density culture by cell-recycling and bleeding. Journal of
Biotechnology 2005;120(2):197–206.
[69] Godin C, Engasser JM. Two-stage continuous fermentation of clostridium acetobutylicum :
effects of ph and dilution rate. Applied Microbiology Biotechnology 1990;33:269–273.
[70] Afschar AS, Biebl H, Schaller K, Schiigerl K. Production of acetone and butanol by
clostridium acetobutylicum in continuous culture with cell recycle. Appl Microbiol
Biotechnol 1985;22:394–398.
[71] Frick C, Schügerl K. Continuous acetone-butanol production with free and immobilized
clostridium acetobutylicum. Applied Microbiology and Biotechnology 1986;25(3):186–193.
[72] Qureshi N, Schripsema J, Lienhardt J, Blaschek HP. Continuous solvent production by
clostridium beijerinckii ba101 immobilized by adsorption onto brick. World Journal of
Microbiology and Biotechnology 2000;16:337–382.
[73] Park CH, Okos MR, Wankat PC. Acetone-butanol-ethanol (abe) fermentation and
simultaneous separation in a trickle bed reactor. Biotechnology Progress 1991;7(2):185–194.
[74] Ramey DE. Continuous Two Stage, Dual Path Anaerobic Fermentation of Butanol and Other
Organic Solvents Using Two Different Strains of Bacteria. U.S. Patent 5753474, 1998.
[75] Huang W-C, Ramey DE, Yang S. Continuous production of butanol by clostridium
acetobutylicum immobilized in a fibrous bed bioreactor. Applied Biochemistry and
Biotechnology 2004;115:887–898.
[76] Zhang Y, Ma Y, Yang F, Zhang C. Continuous acetone-butanol-ethanol production by corn
stalk immobilized cells. Journal of Industrial Microbiology & Biotechnology
2009;36(8):1117–1121.
[77] Baba S-I, Tashiro Y, Shinto H, Sonomoto K. Development of high-speed and highly efficient
butanol production systems from butyric acid with high density of living cells of clostridium
saccharoperbutylacetonicum. Journal of Biotechnology 2011:4–11.
[78] Chen C, Blaschek H. Acetate enhances solvent production and prevents degeneration in
clostridium beijerinckii ba101. Applied Microbiology and Biotechnology 1999;52(2):170–3.
[79] Formanek J, Mackie R, Blaschek HP. Enhanced butanol production by clostridium
beijerinckii ba101 grown in semidefined p2 medium containing 6 percent maltodextrin or
glucose. Applied and Environmental Microbiology 1997;63(6):2306–10.
Bibliografía 79
[80] Yang X, Tsao GT. Enhanced acetone-butanol fermentation using repeated fed-batch
operation coupled with cell recycle by membrane and simultaneous removal of inhibitory
products by adsorption. Biotechnology and Bioengineering 1995;47(4):444–50.
[81] Lienhardt J, Schripsema J, Qureshi N, Blaschek HP. Butanol production by clostridium
beijerinckii ba101 in an immobilized cell biofilm reactor. Applied Biochemistry and
Biotechnology 2002;98(1):591–598.
[82] Bahl H, Andersch W, Gottschalk G. Continuous production of acetone and butanol by
clostridium acetobutylicum in a two-stage phosphate limited chemostat. European Journal of
Applied Microbiology and Biotechnology 1982;15(4):201–205.
[83] Qureshi N, Blaschek HP. Recovery of butanol from fermentation broth by gas stripping.
Biotechnology and Bioengineering 2001;22:557–564.
[84] Groot WJ, Soedjak HS, Donck PB, Lans RGJM, Luyben KCAM, Timmer JMK. Butanol
recovery from fermentations by liquid-liquid extraction and membrane solvent extraction.
Bioprocess Engineering 1990;5(5):203–216.
[85] Ishizaki A. Extractive acetone-butanol-ethanol fermentation using methylated crude palm oil
as extractant in batch culture of clostridium saccharoperbutylacetonicum n1-4 (atcc 13564).
Journal of Bioscience and Bioengineering 1999;87(3):352–356.
[86] Janke GA, Johnson, Jr. WD. Extractive Fermentation Using Convoluted Fibrous Bed
Bioreactor. U.S. Patent 5563069, 1999.
[87] Roffler SR, Blanch HW, Wilke CR. In-situ recovery of butanol during fermentation.
Bioprocess Engineering 1987;2(4):181–190.
[88] Job C, Schertler C, Staudenbauer WL, Blass E. Selection of organic solvents for in situ
extraction of fermentation products from clostridium thermohydrosulfuricum cultures.
Biotechnology Techniques 1989;3(5):315–320.
[89] Eckert G, Schügerl K. Continuous acetone-butanol production with direct product removal.
Applied Microbiology and Biotechnology 1987;27(3):221–228.
[90] Davison BH, Thompson JE. Continuous direct solvent extraction of butanol in a fermenting
fluidized-bed bioreactor with immobilized clostridium acetobutylicum. Applied
Biochemistry and Biotechnology 1993;39-40(1):415–426.
[91] Kraemer K, Harwardt A, Bronneberg R, Marquardt W. Separation of butanol from acetone–
butanol–ethanol fermentation by a hybrid extraction–distillation process. Computers &
Chemical Engineering 2011;35(5):949–963.
[92] Ezeji TC, Qureshi N, Karcher P, Blaschek HP. Production of butanol from corn. In:
Alcoholics fuels. 2006.
80 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
[93] Shukla R, Kang W, Sirkar KK. Toxicity of organic solvents toclostridium acetobutylicum for
extractive abe fermentation. Applied Biochemistry and Biotechnology 1988;18(1):315–324.
[94] Leo A, Hansch C, Elkins D. Partition coefficients and their uses. Chemical Reviews
1971;71(6):525–616.
[95] Ha SH, Mai NL, Koo Y-M. Butanol recovery from aqueous solution into ionic liquids by
liquid–liquid extraction. Process Biochemistry 2010;45(12):1899–1903.
[96] Simoni LD, Chapeaux A, Brennecke JF, Stadtherr MA. Extraction of biofuels and
biofeedstocks from aqueous solutions using ionic liquids. Computers and Chemical
Engineering 2010;34(9):1406–1412.
[97] Chapeaux A, Simoni LD, Ronan TS, Stadtherr MA, Brennecke JF. Extraction of alcohols
from water with 1-hexyl-3-methylimidazolium bis(trifluoromethylsulfonyl)imide. Green
Chemistry 2008;10(12):1301.
[98] Lide DR, editor. Crc handbook of chemistry and physics. Boca Raton: 2008.
[99] Cull SG, Holbrey JD, Vargas-Mora V, Seddon KR, Lye GJ. Room-temperature ionic liquids
as replacements for organic solvents in multiphase bioprocess operations. Biotechnology and
Bioengineering 2000;69(2):227–233.
[100] Huddleston JG, Rogers RD. Room temperature ionic liquids as novel media for “clean”
liquid–liquid extraction. Chem. Commun. 1998:1765–1766.
[101] Qureshi N, Hughes S, Maddox IS, Cotta MA. Energy-efficient recovery of butanol from
model solutions and fermentation broth by adsorption. Bioprocess and Biosystems
Engineering 2005;27(4):215–22.
[102] Groot WJ, Luyben KCAM. Applied microbiology biotechnology in situ product recovery by
adsorption in the butanol / isopropanol batch fermentation. Appl Microbiol Biotechnol
1986;25:29–31.
[103] Kipling JJ, Peakall DB. Adsorption from binary liquid mixtures on silica and titania gels.
Journal of the Chemical Society (Resumed) 1957:4054.
[104] Nielsen L, Larsson M, Holst O, Mattiasson B. Adsorbents for extractive bioconversion
applied to the acetone-butanol fermentation. Applied Microbiology and Biotechnology
1988;28(4-5):335–339.
[105] Milestone NB, Bibby DM. Concentration of alcohols by adsorption on silicalite. Journal of
Chemical Technology and Biotechnology 1981;31(1):732–736.
[106] Das K, Soni B, Chose T. Static and column studies on selective adsorption-desorption of
butanol. In: Proceedings 4th european congress on biotechnol. 1987. p. 1:76–78.
Bibliografía 81
[107] Meagher M, Qureshi N, Hutkins R. Silicalite Membrane and Method for the Selective
Recovery and Concentration of Acetone and Butanol from Model ABE Solutions and
Fermentation Broth. U.S. Patent 5,755,967, 1998.
[108] Yang X, Tsai G-J, Tsao GT. Enhancement of in situ adsorption on the acetone-butanol
fermentation by clostridium acetobutylicum. Separations Technology 1994;4(2):81–92.
[109] Holtzapple M. Conceptual design for a process to recover volatile solutes from aqueous
solutions using silicalite. Separations Technology 1994;4(4):213–229.
[110] Favre E, Nguyen QT, Bruneau S. Extraction of 1 -butanol from aqueous solutions by
pervaporation. J. Chem. Tech. BiotechnoL 1996;65:221–228.
[111] Huang J, Meagher MM. Pervaporative recovery of n-butanol from aqueous solutions and abe
fermentation broth using thin-film silicalite-filled silicone composite membranes. Journal of
Membrane Science 2001;192:231–242.
[112] Groot WJ, Kossen CE, Qever NWF. Pervaporation for simultaneous product recovery in the
butanol/isopropanol batch fermentation. Biotechnology Letters 1984;6:709–714.
[113] Qureshi N, Meagher MM, Huangb J, Hutkins RW. Acetone butanol ethanol (abe) recovery
by pervaporation using silicalite–silicone composite membrane from fed-batch reactor of
clostridium acetobutylicum. Journal of Membrane Science 2001;187(1-2):93–102.
[114] Park C. Pervaporative butanol fermentation using a new bacterial strain. Biotechnology and
Bioprocess Engineering 1996;1:1–8.
[115] Izák P, Schwarz K, Ruth W, Bahl H, Kragl U. Increased productivity of clostridium
acetobutylicum fermentation of acetone, butanol, and ethanol by pervaporation through
supported ionic liquid membrane. Applied Microbiology and Biotechnology
2008;78(4):597–602.
[116] Groot WJ, van Der Lans RGJM, Luyben KCAM. Technologies for butanol recovery
integrated with fermentations. Process Biochemistry 1992;27:61–75.
[117] Vane LM. A review of pervaporation for product recovery from biomass fermentation
processes. Journal of Chemical Technology & Biotechnology 2005;80(6):603–629.
[118] Matta-el-Ammouri G, Janati-Idrissi R, Junelles a M, Petitdemange H, Gay R. Effects of
butyric and acetic acids on acetone-butanol formation by clostridium acetobutylicum.
Biochimie 1987;69(2):109–15.
[119] Oshiro M, Hanada K, Tashiro Y, Sonomoto K. Efficient conversion of lactic acid to butanol
with ph-stat continuous lactic acid and glucose feeding method by clostridium
saccharoperbutylacetonicum. Applied Microbiology and Biotechnology 2010;87(3):1177–
85.
[120] Ramey D. Production of butyric acid and butanol from biomass. Morgantown, WV: 2004.
82 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
[121] Rogers P, Chen J, Zidwick MJO. The prokaryotes. Springer New York, 2006.
[122] Zhu Y, Wu Z, Yang S. Butyric acid production from acid hydrolysate of corn fibre by
clostridium tyrobutyricum in a fibrous-bed bioreactor. Process Biochemistry 2002;38:657–
666.
[123] Zigova J, S E. Butyric acid production by clostridium butyricum with integrated extraction
and pertraction. Biotechnology and Bioengineering 1999;34:835 – 843.
[124] Zhang C, Yang H, Yang F, Ma Y. Current progress on butyric acid production by
fermentation. Current Microbiology 2009;59(6):656–63.
[125] Jiang L, Wang J, Liang S, Wang X, Cen P, Xu Z. Bioresource technology butyric acid
fermentation in a fibrous bed bioreactor with immobilized clostridium tyrobutyricum from
cane molasses. Bioresource Technology 2009;100(13):3403–3409.
[126] Zhu Y, Yang S. Effect of ph on metabolic pathway shift in fermentation of xylose by
clostridium tyrobutyricum. Journal of Biotechnology 2004;110(2):143–57.
[127] Huang J, Cai J, Wang J, Zhu X, Huang L, Yang S-T, Xu Z. Efficient production of butyric
acid from jerusalem artichoke by immobilized clostridium tyrobutyricum in a fibrous-bed
bioreactor. Bioresource Technology 2011;102(4):3923–6.
[128] Hofvendahl K, Hahn-Hägerdal B. Factors affecting the fermentative lactic acid production
from renewable resources(1). Enzyme and Microbial Technology 2000;26(2-4):87–107.
[129] Akerberg C, Zacchi G. An economic evaluation of the fermentative production of lactic acid
from wheat flour. Bioresource Technology 2000;75(2):119–126.
[130] Patil SS, Kadam SR, Bastawde KB, Khire JM, Gokhale DV. Production of lactic acid and
fructose from media with cane sugar using mutant of lactobacillus delbrueckii ncim 2365.
Letters in Applied Microbiology 2006;43(1):53–7.
[131] Suskovic J, S N, V M, S M. Lactic acid fermentation kinetics on different carbon sources.
Prehrambeno–Tehnol Biotehnol Rev 1991;29:155–8.
[132] Rivas B, Moldes AB, Domínguez JM, Parajó JC. Development of culture media containing
spent yeast cells of debaryomyces hansenii and corn steep liquor for lactic acid production
with lactobacillus rhamnosus. International Journal of Food Microbiology 2004;97(1):93–8.
[133] Min-tian G, Koide M, Gotou R, Takanashi H, Hirata M, Hano T. Development of a
continuous electrodialysis fermentation system for production of lactic acid by lactobacillus
rhamnosus. Process Biochemistry 2005;40(3-4):1033–1036.
[134] WEE Y. Utilization of sugar molasses for economical l(+)-lactic acid production by batch
fermentation of enterococcus faecalis. Enzyme and Microbial Technology 2004;35(6-
7):568–573.
Bibliografía 83
[135] Oh H, Wee Y-J, Yun J-S, Ho Han S, Jung S, Ryu H-W. Lactic acid production from
agricultural resources as cheap raw materials. Bioresource Technology 2005;96(13):1492–8.
[136] Serna-Cock L, Stouvenel AR. Produccion biotecnologica de acido lactico: estado del arte
biotechnological production of lactic acid: state of the art produccion biotecnoloxica de acido
lactico: estado do arte. CyTA - Journal of Food 2005;5(1):54–65.
[137] Grisales VH, García M, Fontalvo J. Diseño de un nuevo reactor integrado con fermentación
previa de ácido láctico para la producción de butanol. XXVI Congreso Colombiano De
Ingeniería Química 2011.
[138] Pouget E, Tonnar J, Lucas P, Lacroix-Desmazes P, Ganachaud F, Boutevin B. Well-
architectured poly(dimethylsiloxane)-containing copolymers obtained by radical chemistry.
Chemical Reviews 2010;110(3):1233–77.
[139] Peng P, Shi B, Lan Y. A review of membrane materials for ethanol recovery by
pervaporation. Separation Science and Technology 2011;46(2):234–246.
[140] Fadeev AG, Selinskaya YA, Kelley SS, Meagher MM, Litvinova EG, Khotimsky VS,
Volkov VV. Extraction of butanol from aqueous solutions by pervaporation through poly (
1-trimethylsilyl-1-propyne ) 2001;186:205–217.
[141] Fadeev A, Meagher MM, Kelleyb SS, Volkov VV. Fouling of poly[-1-(trimethylsilyl)-1-
propyne] membranes in pervaporative recovery of butanol from aqueous solutions and abe
fermentation broth. Journal of Membrane Science 2000;173(1):133–144.
[142] Thongsukmak A, Sikar KK. Pervaporation membranes highly selective for solvents present
in fermentation broths. Journal of Membrane Science 2007;302(1-2):45–58.
[143] Lipnizki F, Trägårdh G. Modelling of pervaporation: models to analyze and predict the mass
transport in pervaporation. Separation & Purification Reviews 2001;30(1):49–125.
[144] PETERS T, FONTALVO J, VORSTMAN M, KEURENTJES J. Design directions for
composite catalytic hollow fibre membranes for condensation reactions. Chemical
Engineering Research and Design 2004;82(2):220–228.
[145] Noriega VM. REMOCIÓN DE ETANOL EN SISTEMAS DE FERMENTACIÓN
ALCOHÓLICA MEDIANTE PERVAPORACIÓN. Universidad Nacional de Colombia,
2010.
[146] Aguilar DM. Produción De Etanol a Partir De Bagazo De Caña Pañalera Mediante Un
Sistema Híbrido De Fermentación y Pervaporación. Nacional de Colombia, 2011.
[147] Gutiérrez HJP. DISEÑO DE UN PROCESO PARA LA RECUPERACIÓN Y
DEGRADACIÓN DE FENOL DE AGUAS RESIDUALES INDUSTRIALES. Nacional de
Colombia, 2007.
84 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
[148] Liu X, Li Y, Liu Y, Zhu G, Liu J, Yang W. Capillary supported ultrathin homogeneous
silicalite-poly(dimethylsiloxane) nanocomposite membrane for bio-butanol recovery.
Journal of Membrane Science 2011;369(1-2):228–232.
[149] Qureshi N, Meagher MM, Huang J, Hutkins RW. Acetone butanol ethanol ( abe ) recovery
by pervaporation using silicalite – silicone composite membrane from fed-batch reactor of
clostridium acetobutylicum. Journal of Membrane Science 2001;187:93–102.
[150] Zhou H, Su Y, Chen X, Yi S, Wan Y. Modification of silicalite-1 by vinyltrimethoxysilane
(vtms) and preparation of silicalite-1 filled polydimethylsiloxane (pdms) hybrid
pervaporation membranes. Separation and Purification Technology 2010;75(3):286–294.
[151] Huang J, Meagher MM. Pervaporative recovery of n-butanol from aqueous solutions and abe
fermentation broth using thin-film silicalite-filled silicone composite membranes. Journal of
Membrane Science 2001;192(1-2):231–242.
[152] Srinivasan K, Palanivelu K, Gopalakrishnan AN. Recovery of 1-butanol from a model
pharmaceutical aqueous waste by pervaporation. Chemical Engineering Science
2007;62:2905 – 2914.
[153] Li S-Y, Srivastava R, Parnas RS. Separation of 1-butanol by pervaporation using a novel tri-
layer pdms composite membrane. Journal of Membrane Science 2010;363(1-2):287–294.
[154] LIU G, HOU D, WEI W, XIANGLI F, JIN W. Pervaporation separation of butanol-water
mixtures using polydimethylsiloxane/ceramic composite membrane. Chinese Journal of
Chemical Engineering 2011;19(1):40–44.
[155] Kosuge H, Iwakabe K. Estimation of isobaric vapor–liquid–liquid equilibria for partially
miscible mixture of ternary system. Fluid Phase Equilibria 2005;233(1):47–55.
[156] Liaw H-J, Gerbaud V, Chen C-C, Shu C-M. Effect of stirring on the safety of flammable
liquid mixtures. Journal of Hazardous Materials 2010;177(1-3):1093–101.
[157] Zhou H, Su Y, Chen X, Wan Y. Separation of acetone, butanol and ethanol (abe) from dilute
aqueous solutions by silicalite-1/pdms hybrid pervaporation membranes. Separation and
Purification Technology 2011.
[158] Verhoef A, Figoli A, Leen B, Bettens B, Drioli E, Vanderbruggen B. Performance of a
nanofiltration membrane for removal of ethanol from aqueous solutions by pervaporation.
Separation and Purification Technology 2008;60(1):54–63.
[159] Chen J, Huang J, Li J, Zhan X, Chen C. Mass transport study of pva membranes for the
pervaporation separation of water/ethanol mixtures. Desalination 2010;256(1-3):148–153.
[160] Baker RW, Wijmans JG, Huang Y. Permeability, permeance and selectivity: a preferred way
of reporting pervaporation performance data. Journal of Membrane Science 2010;348(1-
2):346–352.
Bibliografía 85
[161] Gmehling J, Li J, Schiller M. A modified unifac model. 2. present parameter matrix and
results for different thermodynamic properties. Industrial & Engineering Chemistry Research
1993;32(1):178–193.
[162] Winkelman JGM, Kraai GN, Heeres HJ. Binary, ternary and quaternary liquid–liquid
equilibria in 1-butanol, oleic acid, water and n-heptane mixtures. Fluid Phase Equilibria
2009;284(2):71–79.
[163] Huang Y, Baker RW, Vane LM. Low-energy distillation-membrane separation process.
Industrial & Engineering Chemistry Research 2010;49(8):3760–3768.
[164] Luyben WL. Control of the heterogeneous azeotropic n -butanol/water distillation system.
Energy & Fuels 2008;22(6):4249–4258.
[165] Fontalvo J. TWO-PHASE FLOW PERVAPORATION AND HYBRID DISTILLATION
PROCESSES. Technische Universiteit Eindhoven, 2006.
[166] Cuperus FP, van Gemert RW. Dehydration using ceramic silica pervaporation membranes–
the influence of hydrodynamic conditions. Separation and Purification Technology
2002;27(3):225–229.
[167] Ji W, Hilaly A, Sikdar SK, Hwang S-T. Optimization of multicomponent pervaporation for
removal of volatile organic compounds from water. Journal of Membrane Science
1994;97(94):109–125.
[168] Oliveira T a. C, Cocchini U, Scarpello JT, Livingston AG. Pervaporation mass transfer with
liquid flow in the transition regime. Journal of Membrane Science 2001;183(1):119–133.
[169] Oudshoorn A, van den Berg C, Roelands CPM, Straathof AJJ, van der Wielen L a. M. Short-
cut calculations for integrated product recovery options in fermentative production of bio-
bulk chemicals. Process Biochemistry 2010;45(10):1605–1615.
[170] Fontalvo J, Cuellar P, Timmer JMK, Vorstman MAG, Wijers JG, Keurentjes JTF. Comparing
pervaporation and vapor permeation hybrid distillation processes. Industrial & Engineering
Chemistry Research 2005;44(14):5259–5266.
[171] Merwe ABVD. Evaluation of Different Process Designs for Biobutanol Production from
Sugarcane Molasses. University of Stellenbosch, 2010.
[172] Vallino JJ, Stephanopoulos G. Metabolic flux distributions in corynebacterium glutamicum
during growth and lysine overproduction. Biotechnology and Bioengineering
1993;41(6):633–46.
[173] Deckwer W-D, Hempel DC, Zeng A-P, Jahn D. Systembiotechnologische ansätze zur
prozessentwicklung. Chemie Ingenieur Technik 2006;78(3):193–208.
[174] Junne S. Stimulus Response Experiments for Modelling Product Formation in Clostridium
Acetobutylicum Fermentations. Universidad técnica de Berlin, 2010.
86 Separación de butanol por pervaporación a partir de soluciones acuosas diluidas
[175] Shinto H, Tashiro Y, Yamashita M, Kobayashi G, Sekiguchi T, Hanai T, Kuriya Y, Okamoto
M, Sonomoto K. Kinetic modeling and sensitivity analysis of acetone-butanol-ethanol
production. Journal of Biotechnology 2007;131(1):45–56.
[176] Leksawasdi N, Joachimsthal EL, Rogers PL. Mathematical modelling of ethanol production
from glucose/xylose mixtures by recombinant zymomonas mobilis. Biotechnology Letters
2001;23(13):1087–1093.
[177] Mariano AP, Keshtkar MJ, Atala DIP, Maugeri Filho F, Wolf Maciel MR, Maciel Filho R,
Stuart P. Energy requirements for butanol recovery using the flash fermentation technology.
Energy & Fuels 2011:2347–2355.
[178] Pinto A, Bastos C, Costa B, Franceschi DD, Angelis D, Maugeri F, Ibraim D, Atala P, Regina
M, Maciel W, Maciel R. Chemical engineering research and design optimisation of a
continuous flash fermentation for butanol production using the response surface
methodology. Chemical Engineering Research and Design 2010;88(5-6):562–571.
[179] Mulchandani A, Volesky B. Modelling of the acetone-butanol fermentation with cell
retention. The Canadian Journal of Chemical Engineering 1986;64(4):625–631.
[180] Mansur MC, O’Donnell MK, Rehmann MS, Zohaib M. Abe fermentation of sugar in brazil.
2010.
[181] Grisales VH, Fontalvo J, Gómez M. Optimización de un reactor de fermentación alcohólica
integrado con pervaporación. In: Iii congreso internacional sobre diseño de procesos y
productos e higuerilla y oleaginosas promisorias. 2011.
[182] Taylor R, Krishna R. Multicomponent mass transfer, vol. 2. Wiley-Interscience, 1993.
[183] TENELSHOF J, ABADAL C, SEKULI J, CHOWDHURY S, BLANK D. Transport
mechanisms of water and organic solvents through microporous silica in the pervaporation
of binary liquids. Microporous and Mesoporous Materials 2003;65(2-3):197–208.
[184] Suárez-Iglesias O, Medina I, Pizarro C, Bueno JL. Modeling of tracer diffusion in liquids
when solute–solvent interactions are present. Fluid Phase Equilibria 2007;253(2):155–164.
[185] Abrams DS, Prausnitz JM. Statistical thermodynamics of liquid mixtures: a new expression
for the excess gibbs energy of partly or completely miscible systems. AIChE Journal
1975;21(1):116–128.
[186] Ghanadzadeh H, Ghanadzadeh A, Alitavoli M. Lle of ternary mixtures of water/acetone/2-
ethyl-1-hexanol at different temperatures. Fluid Phase Equilibria 2004;219(2):165–169.
[187] WYCZESANY A. Calculation of vapour–liquid–liquid equilibria. Chemical and Process
Engineering 2010;31(2):333–353.