Embed Size (px)
Citation preview

SIMULAÇÃO E ANÁLISE DE INVESTIMENTO DA ADIÇÃO DE UMA
REGENERAÇÃO A ALTA PRESSÃO EM UM CICLO DE COGERAÇÃO A VAPOR
UTILIZANDO A PLATAFORMA THERMOFLEX
Roberto Rudge de Oliveira Fonseca
Projeto de Graduação apresentado ao
Curso de Engenharia Mecânica da Escola
Politécnica, Universidade Federal do Rio
de Janeiro, como parte dos requisitos
necessários à obtenção do título de
Engenheiro.
Orientador: Prof. Manuel Ernani de
Carvalho Cruz, Ph. D.

UNIVERSIDADE FEDERAL DO RIO DE JANEIRO Departamento de Engenharia Mecânica
DEM/POLI/UFRJ
SIMULAÇÃO E ANÁLISE DE INVESTIMENTO DA ADIÇÃO DE UMA REGENERAÇÃO A ALTA PRESSÃO EM UM CICLO DE COGERAÇÃO A VAPOR
UTILIZANDO A PLATAFORMA THERMOFLEX
Roberto Rudge de Oliveira Fonseca
PROJETO FINAL SUBMETIDO AO CORPO DOCENTE DO DEPARTAMENTO DE ENGENHARIA MECÂNICA DA ESCOLA POLITÉCNICA DA UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE DOS REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE ENGENHEIRO MECÂNICO.
Aprovado por:
________________________________________________ Prof. Manuel Ernani de Carvalho Cruz, Ph. D.
________________________________________________ Prof. Albino José Kalab Leiroz, Ph. D.
________________________________________________ Prof. Fabio Luiz Zamberlam, D. Sc.
RIO DE JANEIRO, RJ - BRASIL
AGOSTO DE 2015

i
Fonseca, Roberto Rudge de Oliveira.
Simulação e Análise de Investimento da Adição de uma
Regeneração a Alta pressão em um Ciclo de Cogeração a Vapor
Utilizando a Plataforma Thermoflex / Roberto Rudge de Oliveira
Fonseca – Rio de Janeiro: UFRJ / Escola Politécnica, 2015.
V, 51 p.: 29,7 cm
Orientador: Prof. Manuel Ernani de Carvalho Cruz, Ph.D.
Projeto de Graduação – UFRJ / Escola Politécnica / Curso
de Engenharia Mecânica, 2015.
Referências Bibliográficas: p.31-32
1. Cogeração. 2. Regeneração. 3. Biomassa. 4. Thermoflex.
5. Investimento. I. Cruz, Manuel Ernani de Carvalho et al. II.
Universidade Federal do Rio de Janeiro, Escola Politécnica, Curso
de Engenharia Mecânica. III. Simulação e Análise de Investimento
da Adição de uma Regeneração a Alta Pressão em um Ciclo de
Cogeração a Vapor Utilizando a Plataforma Thermoflex.

ii
Agradecimentos
Gostaria de agradecer à minha família, por todo apoio e suporte durante essa
fase tão importante em minha vida, por respeitarem e apoiarem minhas escolhas em
todos os momentos.
Aos amigos que conheci na universidade, que tornaram todas as horas de
estudo mais tranquilas e divertidas.
Aos meus professores, em especial ao meu orientador Manuel, pelo
conhecimento fundamental fornecido durante o curso.
À LEME Engenharia, em especial ao Antônio Deo, pelo grande aprendizado
durante o período de estágio e ajuda na elaboração da planta presente nessa
monografia.

iii
Resumo do Projeto de Graduação apresentado à Escola Politécnica/UFRJ como parte
dos requisitos necessários para a obtenção de grau de Engenheiro Mecânico.
Simulação e Análise de Investimento da Adição de uma
Regeneração a Alta Pressão em um Ciclo de Cogeração a Vapor
Utilizando a Plataforma Thermoflex
Roberto Rudge de Oliveira Fonseca
Agosto/2015
Orientador: Manuel Ernani de Carvalho Cruz, Ph. D
Curso: Engenharia Mecânica
Atualmente, a falta de chuvas no território brasileiro causa grande crise
energética em virtude de nossa matriz elétrica ser predominantemente hídrica. Uma
forma de diversificar nossa matriz sem recorrer a combustíveis fósseis é utilizar
biomassa, abundante em nosso país devido à grande produção agrícola, como
combustível em plantas termelétricas. Neste trabalho, foi utilizada a plataforma
Thermoflex aliada à ferramenta PEACE para simular os diferentes regimes de
operação de uma planta termelétrica de cogeração que provê vapor para
processamento de cana de açúcar e tomate em diferentes períodos de safra. Foram
também estudados os impactos termodinâmicos e análise de investimento da adição
de uma regeneração a alta pressão no ciclo de vapor.
Palavras-chave: Cogeração, Regeneração, Biomassa, Thermoflex, Investimento.

iv
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment of the requirements for the degree of Mechanical Engineer
Simulation and Investment Analysis of the Addition of a High
Pressure Regeneration in a Cogeneration Steam Cycle Using the
Thermoflex Platform
Roberto Rudge de Oliveira Fonseca
Agosto/2015
Advisor: Manuel Ernani de Carvalho Cruz, Ph. D
Course: Mechanical Engineering
Currently, the lack of rain in the Brazilian territory is causing a great energetic
crisis because our electric matrix is predominantly hydric. One way of diversifying our
matrix without appealing to fossil fuel is to utilize biomass as fuel for thermoelectric
plants. Biomass is abundant in our country due to the large agricultural production. In
this work, the Thermoflex platform was used together with the PEACE tool to simulate
different operation settings of a thermoelectric plant with cogeneration providing steam
for sugar cane and tomato processing at different crop periods. The thermodynamic
impacts and investment analysis of the addition of a high pressure regeneration in the
steam cycle were also studied.
Keywords: Cogeneration, Regeneration, Biomass, Thermoflex, Investment.

v
Índice
Capítulo I – Introdução .................................................................................................. 1
Capítulo II – Motivação e Objetivo ................................................................................ 5
Capítulo III – Biomassa e Cogeração ............................................................................ 7
Capítulo IV – Eficiência Termodinâmica...................................................................... 10
Capítulo V – Plataforma Thermoflex ........................................................................... 12
Capítulo VI – A Planta ................................................................................................. 15
Capítulo VII - Modelagem ........................................................................................... 19
Capítulo VIII – Resultados .......................................................................................... 23
Capítulo IX – Conclusões ........................................................................................... 30
Referências Bibliográficas .......................................................................................... 31
Apêndice A ................................................................................................................. 33
Apêndice B ................................................................................................................. 50

1
Capítulo I – Introdução
A energia é uma grandeza física que tradicionalmente se define como a
capacidade de corpos e sistemas de realizar trabalho. A energia pode adotar diversas
formas, podendo transformar-se de uma forma para outra (conversão de energia),
embora não se crie nem se destrua (princípio da conservação da energia)[1].
A energia é também um ingrediente essencial para o desenvolvimento, uma
das aspirações fundamentais da população dos países da América Latina, Ásia e
África. O consumo de energia per capita pode ser usado como um indicador da
importância dos problemas que afetam estes países, onde se encontram 70% da
população mundial. Na maioria dos países nos quais o consumo de energia
comercial per capita está abaixo de uma tonelada equivalente de petróleo (TEP) por
ano, as taxas de analfabetismo, mortalidade infantil e fertilidade total são altas,
enquanto a expectativa de vida é baixa [2]. O Brasil atualmente tem um consumo de
1,36TEP/hab., consideravelmente abaixo da média mundial de 1,81 TEP/hab[3].
Constatamos assim que a energia é imprescindível para a vida, não apenas
garantindo a sobrevivência, mas estando diretamente ligada à qualidade dela.

2
Figura 1 – Consumo de Energia per Capita em quilogramas de petróleo equivalente,
adaptado de [4].
No século XVIII, o Homem descobriu técnicas de como melhor converter e
utilizar energia através das máquinas a vapor alimentadas por carvão mineral. Essas
máquinas passaram a substituir a predominante força animal e até hoje equipamentos
nos remetem a esses tempos através de unidades como o cavalo-vapor (referente à
capacidade de um cavalo de levantar 33.000 libras de água a uma altura de um pé em
um minuto).
A partir de meados do século XIX, o mundo viu nascer uma nova fonte de
energia, de fácil extração, o petróleo. Até hoje, o petróleo representa a maior parte da
matriz energética mundial, mas desde as crises do petróleo ocorridas na década de
70, sua participação vem diminuindo enquanto novos combustíveis alternativos se
tornam viáveis.

3
Figura 2 – Matriz Energética Mundial, adaptado de [5].
O petróleo, por ser um combustível fóssil, traz consigo muitos problemas
ambientais como o aumento do efeito estufa e o aquecimento global. Quando
queimamos petróleo e seus derivados, estamos efetivamente lançando no ambiente,
componentes químicos que não faziam parte do sistema previamente, estavam
aprisionados no solo. Esses novos componentes, principalmente compostos de
carbono como o dióxido de carbono, ampliam a camada de gases do efeito estufa
dificultando a saída de radiação infravermelha da atmosfera. Os derivados de petróleo
ainda são muito importantes na matriz energética, sobretudo no transporte, em virtude
de seu grande poder calorífico e fácil armazenamento.
Com o preço significativo dos combustíveis fósseis, novas alternativas estão
sendo desenvolvidas principalmente na produção de energia elétrica, de forma a
reduzir nossa dependência desses componentes que estão se esgotando. Aliado à
preocupação com o esgotamento dos recursos não-renováveis, está a questão

4
ambiental e, por isso, novas fontes são predominantemente renováveis e com baixo
impacto ambiental.
Em 2012, 78% da energia elétrica mundial era produzida através de
combustíveis não renováveis (predominantemente o carvão) consumidos em
termelétricas, ou seja, muito distante do ideal proposto nas recentes conferências
internacionais sobre desenvolvimento e meio ambiente.
Figura 3 – Geração de Energia Elétrica por fonte de energia, adaptado de [6].

5
Capítulo II – Motivação e Objetivo
O cenário de demanda energética nacional é de constante crescimento em
virtude do crescimento demográfico e da expansão do parque industrial brasileiro.
Aliado ao crescimento da demanda, estamos passando por uma grande crise hídrica a
qual afeta diretamente a capacidade produtiva das hidrelétricas, que correspondem a
62% da nossa matriz energética segundo a ANEEL [7].
A fim de atender a essa demanda sem comprometer a qualidade de vida dos
brasileiros e o desenvolvimento nacional, o país está incentivando uma maior
diversificação de nossa matriz sem abrir mão das energias renováveis que são
importantes para um crescimento sustentável. Termelétricas tem sido grande foco
dessa expansão (subindo de 14% da matriz energética nacional em 2000 para 27%
em 2013) [8] por não dependerem de fatores externos para produzir. Podem, inclusive,
operar com combustíveis renováveis que são menos agressivos ao meio ambiente.
Outra grande preocupação mundial está em aumentar a eficiência dos ciclos,
ou seja, conseguir extrair mais energia útil de uma mesma quantidade de energia
entrando no sistema. No caso das termelétricas, o aumento de eficiência permite uma
produção maior consumindo a mesma quantidade de combustível que um ciclo menos
eficiente termodinamicamente. Uma opção que aumenta consideravelmente a
extração de energia útil é a utilização do conceito de cogeração, ou seja, produzir mais
de uma forma de energia, geralmente elétrica e térmica, para aquecimento ou para
vapor de processo utilizado em operações industriais.
Nesse contexto de ciclos de alta eficiência e alto investimento, é de suma
importância uma análise detalhada do empreendimento, muitas vezes feita com a
ajuda de softwares de simulação. O simulador produz cálculos preliminares que
ajudam a antever a produção e alterar parâmetros de forma que o objetivo seja
alcançado.

6
Esse projeto tem como objetivo colocar em prática os conhecimentos
adquiridos no curso de graduação em engenharia mecânica, principalmente aqueles
da área de termodinâmica, através da comparação de dois modelos de plantas de
cogeração a vapor operando com biomassa visando aumentar a eficiência do ciclo.
A comparação se dará em função da adição de uma extração a alta pressão e
temperatura na turbina para regeneração, que permitirá aquecer uma maior
quantidade de vapor queimando a mesma quantidade de combustível. Também
existirá uma análise dos investimentos necessários e diferença de receita entre os
empreendimentos.
O novo ciclo, com a adição da regeneração a alta pressão, terá equipamentos
maiores por deslocar uma maior quantidade de vapor. O programa Thermoflex foi
escolhido para simular o ciclo por ser o software utilizado ao longo dos meses de
estágio na Leme Engenharia, além de ser amplamente utilizado no mercado mundial.

7
Capítulo III – Biomassa e Cogeração
O Ministério do Meio Ambiente define Biomassa como todo recurso renovável
que provêm de matéria orgânica, vegetal ou animal, tendo por objetivo principal a
produção de energia [9]. O Brasil, com sua vasta produção agropecuária
(principalmente de cana de açúcar), é um dos pioneiros nesse tipo de combustível
incentivando o consumo de álcool através do Proálcool e outros programas
governamentais desde os choques do petróleo nos anos 70.
De acordo com o FAOSTAT (Food and Agriculture Organization of the United
States), nosso país é líder mundial em produção de cana de açúcar, tendo produzido
720 milhões de toneladas em 2012, o dobro da Índia que ocupa a segunda posição do
ranking [10], porém não aproveitamos todo o potencial de nossa produção. Grande
parte da energia da cana de açúcar não é aproveitada na extração do açúcar e álcool,
essa energia está localizada no material fibroso que constitui o bagaço da cana e na
palha (folhas e pontas) das árvores. Uma tonelada de cana de açúcar rende
aproximadamente 153 kg de açúcar, 276 kg de bagaço e 165 kg de palha [11].
Nas usinas sucroalcooleiras mais antigas, apenas a energia relativa ao açúcar
é aproveitada, tanto o bagaço quanto a palha são descartados. A palha, inclusive, é
queimada no campo piorando a qualidade do ar da região acarretando em problemas
de saúde para a população próxima [12]. Essas usinas também são ligadas à rede
elétrica e consomem energia para a operação de bombas, moendas e outros
equipamentos necessários para a produção do açúcar.
Uma alternativa que se tornou viável recentemente, em razão dos altos preços
da energia elétrica (o preço médio final do leilão para as térmicas foi de R$ 278,46 por
MWh no 21º leilão de energia nova realizado pela CCEE no dia 30/04/2015), foi a de
acoplar às usinas sucroalcooleiras, turbinas a vapor alimentadas por uma caldeira
consumindo os rejeitos do processo na forma de bagaço e palha. Essa nova

8
configuração, por mais que necessite de um investimento maior na construção da
planta, consegue prover o vapor necessário para os processos industriais (através da
cogeração) e energia elétrica para consumo interno da planta, além de um excedente
para exportação.
Além de produzir energia elétrica para operação das máquinas internas como
moendas e bombas, a usina pode utilizar extrações de vapor da turbina ou caldeira e
direcioná-lo aos processos. A usina passaria a prover tanto trabalho para o gerador
quanto calor na forma de vapor para os processos e, portanto, estaria operando em
um ciclo de cogeração.
A operação desse novo ciclo traz algumas importantes vantagens.
• Complementação da Matriz Energética: As termelétricas são uma boa opção
para complementar a matriz nacional já que a época da safra (quando a
térmica está operando) é exatamente a época de secas, além de serem
facilmente postas em operação se necessário consumindo combustível
alternativo. A utilização da energia elétrica das térmicas diminuiria a
necessidade de produção das hidrelétricas abaixando menos o nível dos
reservatórios.
• Aproveitamento da palha e bagaço: Os resíduos da produção eram
previamente descartados, muitas vezes queimados sem aproveitamento algum
de seu potencial energético e controle de emissões. Dessa forma, fica reduzida
a quantidade de resíduos e as emissões passam a ser controladas na chaminé
da planta.
• Aproveitamento das Cinzas: As cinzas coletadas na exaustão da caldeira são
utilizadas como adubo para as próximas safras do empreendimento.

9
• Produção de energia: Ciclos novos e projetados para esse fim conseguem não
mais consumir energia do sistema, mas produzir mais que sua própria
demanda por eletricidade podendo vender o excedente.

10
Capítulo IV – Eficiência Termodinâmica
A eficiência termodinâmica de um ciclo Rankine é definida como sendo a razão
entre o trabalho realizado e o calor fornecido, ou seja, quanto maior a eficiência, mais
energia elétrica será produzida com uma mesma quantidade de combustível.
É interessante para as usinas termelétricas aumentar suas eficiências já que os
maiores custos envolvidos nesses empreendimentos são os custos de operação por
necessitarem de combustível para operar, diferentemente de usinas hidrelétricas e
eólicas. Além da diminuição de custos, o impacto ambiental também é menor pelo fato
de se aumentar a produção de energia elétrica mantendo constantes as emissões de
poluentes uma vez que a quantidade de matéria queimada não é alterada. Atualmente
faz-se uso de duas técnicas que ajudam a elevar a eficiência dos ciclos, o
reaquecimento e a regeneração.
Reaquecimento é o nome que se dá à técnica do reaproveitamento do calor da
caldeira e é feito através do particionamento da produção de energia elétrica na
turbina em estágios. Após o vapor atravessar o primeiro estágio, e consequentemente
perder temperatura e pressão, ele é redirecionado para a caldeira e reaquecido antes
de entrar no segundo estágio, com pressão menor porém temperatura próxima à do
primeiro estágio.
Regeneração é a técnica em que parte do vapor é extraído antes de atravessar
todos os estágios da turbina e é utilizado para aquecer a água de alimentação da
caldeira e, assim, aumentar a temperatura média do ciclo aumentando seu
rendimento.
11
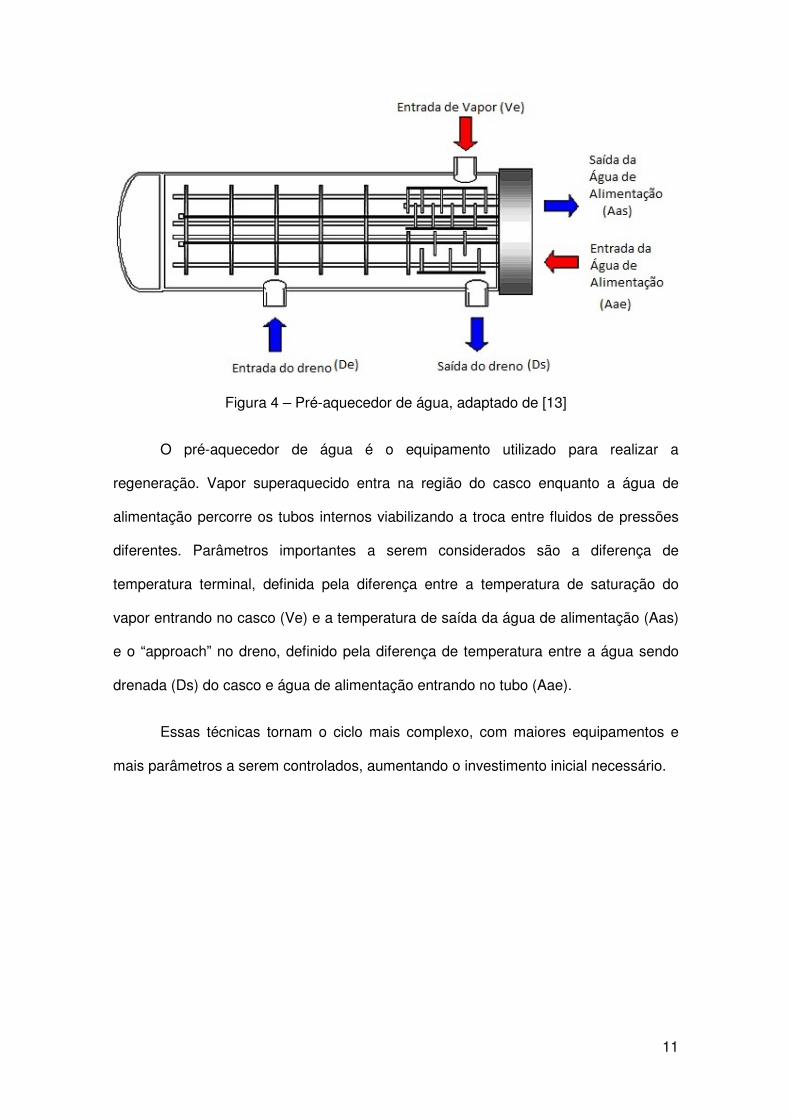
Figura 4 – Pré-aquecedor de água, adaptado de [13]
O pré-aquecedor de água é o equipamento utilizado para realizar a
regeneração. Vapor superaquecido entra na região do casco enquanto a água de
alimentação percorre os tubos internos viabilizando a troca entre fluidos de pressões
diferentes. Parâmetros importantes a serem considerados são a diferença de
temperatura terminal, definida pela diferença entre a temperatura de saturação do
vapor entrando no casco (Ve) e a temperatura de saída da água de alimentação (Aas)
e o “approach” no dreno, definido pela diferença de temperatura entre a água sendo
drenada (Ds) do casco e água de alimentação entrando no tubo (Aae).
Essas técnicas tornam o ciclo mais complexo, com maiores equipamentos e
mais parâmetros a serem controlados, aumentando o investimento inicial necessário.

12
Capítulo V – Plataforma Thermoflex
O Thermoflex é um programa modular que conta com uma interface gráfica que
permite a montagem de modelos a partir de ícones que representam mais de 150
componentes. É completamente flexível com grande foco em ciclos convencionais a
vapor e combinados. Sua vasta biblioteca de componentes permite tanto o desenho de
plantas típicas dos dias de hoje quanto a analise de desenhos conceituais que podem
se tornar práticos no futuro. A plataforma trabalha com outra ferramenta chamada
PEACE (Plant Engineering and Construction Estimator) que conta com alguns
parâmetros que permitem estimar dimensões e custos de grande parte dos
equipamentos [14].O programa contém dois grandes módulos, o primeiro chamado de
“Edit Drawing Mode” e o segundo de “Edit Inputs Mode”.
No modo de edição de desenho, o programa permite alocar equipamentos e
conectá-los com linhas de fluxo mássico, sejam elas de vapor, condensado, gases, ar
ou combustível. Ainda na edição do desenho, escolhemos parâmetros da
apresentação do ciclo como tamanho dos equipamentos na folha e número de folhas
que serão usadas, além do posicionamento de cada equipamento e linha de fluxo. Ao
término dos desenhos, para ser permitido o avanço para o modo de edição de input, o
programa checa o desenho garantindo que todos os equipamentos estejam ligados de
maneira correta, ou seja, com os tipos de fluidos corretos em suas entradas e saídas.
Ao ingressar no modo de edição de inputs, o desenho é congelado, e apenas é
permitido alterar configurações dos equipamentos já instalados no modelo. Esse modo
é a grande força do Thermoflex, pois permite que o engenheiro escolha dentre várias
formas para projetar cada equipamento. Um exemplo dessas formas está presente no
projeto do pré-aquecedor de água, parte fundamental desse projeto. É permitido
projetar esse equipamento de acordo com a diferença de temperatura terminal, a
temperatura desejada de saída da água de alimentação ou ainda assumir uma perda

13
de carga máxima dentro do equipamento, sempre considerando as condições do
vapor que cederá calor
Ainda nesse módulo, existem três diferentes etapas no dimensionamento dos
componentes, Thermodynamic Design (Projeto Termodinamico), Engineering Design
(Projeto de Engenharia) e Off-Design (Fora do ponto de Projeto). No Projeto
Termodinamico é permitido escolher como o equipamento será projetado e definir
parâmetros gerais como exemplificado acima. Os equipamentos são modelados de
acordo com eficiências pré-determinadas para cada tipo de operação termodinâmica
como bombeamento, troca térmica, expansão, etc..
Ao mudar o estado de algum componente para Projeto de Engenharia (o
programa apenas permite fazê-lo após ter sido projetado termodinamicamente), são
abertas novas escolhas ligadas ao dimensionamento como, novamente usando o pré-
aquecedor como exemplo, velocidade do fluido, material, diâmetro e espessura dos
tubos entre outros. Nesse momento o programa dimensiona fisicamente o
equipamento, determinando comprimento, largura, altura, peso, quantidade de tubos
entre outros, além de desenhar as vistas frontal e superior. Após a modelagem no
projeto de engenharia o equipamento não mais utiliza eficiências padrões, mas calcula
especificamente perdas de carga e eficiências na troca de calor para o equipamento
desenhado.
A etapa “Off-design” congela o componente, permitindo que seja avaliada a
performance com variações no ciclo como variações na vazão de fluido ou na
temperatura ambiente. Essa ferramenta se mostrou muito importante para o modelo
em questão por permitir a operação da mesma planta dentro dos diferentes períodos
da safra, nos quais as vazões de vapor mudam dentro do ciclo.
Dentro das 3 etapas, existe o comando “Control Loop” que permite escolher um
ponto alvo para um parâmetro e variar outro até que o primeiro seja alcançado. Nesse

14
projeto o comando foi utilizado para alcançar a temperatura de 150 ºC na saída da
chaminé variando a quantidade de calor trocada no pré-aquecedor de ar. Dessa
maneira foi otimizada a recuperação de calor dos gases de combustão sem
comprometer a temperatura considerada segura para exauri-los.
Ao final de cada computação, o programa retorna uma caixa com eventuais
erros que possam ter ocorrido. Os erros reportados variam desde uma temperatura
pré-determinada não sendo alcançada ou a parede de algum equipamento não
resistindo sua pressão interna até erros de balanço de massa e energia.

15
Capítulo VI – A Planta
O caso do presente estudo é o projeto de um empreendimento agroindustrial
no nordeste brasileiro que plantará cana-de-açúcar e tomate para a produção de
álcool, açúcar e extrato de tomate. Também irá queimar os resíduos da cana em uma
caldeira alimentando de vapor os processos de produção e uma turbina a vapor que
produzirá energia elétrica.
O empreendimento foi idealizado para suprir as demandas de vapor dos
processos de produção de álcool, açúcar e extrato de tomate, além de produzir
energia elétrica para exportação. A ideia foi dimensionar a planta para consumir todo o
bagaço de cana produzido, junto com as pontas e palhas, durante o ano, e queimar
cavaco de eucalipto caso a safra de cana seja menor que a esperada. Foi estimada
uma produção de 1.225.300 toneladas por ano da mistura de bagaço e palha de cana-
de-açúcar com um poder calorífico inferior de 8142 kJ/kg. Já o cavaco de eucalipto
tem um PCI de 10470 kJ/kg.
Os processos necessitam das seguintes condições:
• Produção de álcool e açúcar: 138,3 toneladas por hora de vapor a 137 ºC e
2,5 bar retornando a 100 ºC e 1,5 bar.
• Produção de extrato de tomate: 38,6 toneladas por hora de vapor a 323 ºC e
18 bar retornando a 100 ºC e 6,0 bar.
Esses processos não operam durante todo o ano devido à sazonalidade da
produção agrícola. São projetados 138 dias direcionando vapor apenas para o
processo da cana (SC), 20 dias direcionando ao tomate (ST) e 86 dias com a planta
operando os dois processos simultaneamente (SC+ST). Os outros 121 dias são
considerados período de entressafra (ES), época em que ocorrerão manutenções
(aproximadamente 30 dias) e produção puramente de energia elétrica.

16
O ciclo originalmente proposto conta com uma turbina a vapor de sete estágios
para a produção de energia elétrica com uma extração controlada de vapor no estágio
intermediário para alimentar o processo de extrato de tomate e outra no estágio de
baixa pressão alimentando o processo de produção de açúcar e álcool. As condições
das extrações foram selecionadas de forma a garantir a pressão necessária no vapor.
Anteriormente ao vapor ser direcionado ao processo, atravessa trocadores de calor do
tipo casco e tubo a fim de baixar sua temperatura até a condição requisitada,
aumentando a temperatura da água de alimentação que sai do condensador e
desaerador (quando os processos estão inativos esses trocadores são contornados).
Nas mesmas condições da extração a baixa pressão, existe também uma sangria
direcionando vapor ao desaerador.
A rejeição de calor é feita por um condensador abastecido por uma torre de
resfriamento a água com ventiladores de tiragem induzida e fluxo de contracorrente.
Combustível é queimado em uma caldeira de leito fluidizado borbulhante onde
é feito o reaquecimento do vapor saindo do estágio de alta pressão na região radiativa.
Os gases de combustão, que estão a alta temperatura, atravessam o conjunto de
equipamentos denominados superaquecedor, tubulão e economizador, na região
convectiva, trocando calor com o fluido. Entrando no economizador está fluido
condensado do desaerador após ser bombeado para a alta pressão requerida na
caldeira . A salinidade da água no ciclo é controlada através de uma purga no tubulão
e medida através de sua condutividade, ao atingir um patamar pré-estabelecido, uma
válvula se abre levando uma parcela da água para um tanque de flash operando na
mesma pressão do desaerador. A queda de pressão faz parte da água evaporar e é
direcionada ao desaerador. A água restante atravessa um trocador de calor do tipo
casco e tubo afim de recuperar uma parcela do calor antes de ser rejeitada.

17
A temperatura mínima dos gases na saída da chaminé foi estipulada em
150 ºC a fim de evitar condensação de alguns componentes químicos corrosivos, que
podem danificar a estrutura dos equipamentos. O controle é feito através de um pré-
aquecedor de ar rotativo aumentando a temperatura dos ares primário e secundário
entrando na caldeira. O controle de poluentes é realizado com um precipitador
eletrostático antes de o ar ser exaurido na chaminé.
Será estudada uma alteração no ciclo visando aumentar sua eficiência, e
produzir mais energia elétrica, através da adição de regeneração por sangria no
estágio de alta pressão. O vapor sangrado aquecerá a água entre o desaerador e o
economizador. Aumentando a temperatura na entrada do economizador, aumenta-se
também a temperatura na entrada da caldeira e, com um menor gradiente de
temperatura necessário na caldeira, a mesma quantidade de combustível consegue
aquecer uma maior quantidade de vapor. O pré-aquecedor foi idealizado mantendo
sua diferença de temperatura final, ou seja, a diferença entre a temperatura de saída
da água de alimentação e a temperatura de saturação do vapor, em 3 ºC. O
“approach” no dreno, ou seja, diferença de temperatura entre a água de alimentação
entrando no pré-aquecedor e a temperatura da água drenada é de 5 ºC.
A análise de custo de investimento terá como referência o investimento
declarado para uma planta de porte semelhante utilizando bagaço de cana como
combustível no 20º leilão A-5 organizado pela EPE (Empresa de Pesquisa
Energética). A Centro Norte Energia Sociedade Anônima declarou investimento de R$
231.600.100,00 para uma potência instalada de 105 MW [15]. Por serem plantas
semelhantes podemos presumir um custo de instalação igual por MW instalado. Dessa
forma, R$ 2.205,72 para cada kW de potência nominal será o valor utilizado nesse
texto a fim de estimativa.

18
Para o estudo da viabilidade da adição da regeneração, utilizarei o conceito de
Valor Presente Líquido (VPL), pois o dinheiro desvaloriza ao longo do tempo. A
fórmula de VPL utilizada foi:
��� =��
��
�(1 + �)�
Em que n é o número de anos, FC é o fluxo de caixa naquele ano e i é a taxa de juros
ao ano.

19
Capítulo VII - Modelagem
As plantas foram modeladas no programa THERMOFLEX 25.0 e otimizadas
para a condição de operação mais crítica, no caso, o período de entressafra, o que
significa que durante os períodos de safra, a turbina estará operando abaixo de sua
carga máxima já que o processo estará consumindo parte do vapor.
A criação de um modelo na plataforma THERMOFLEX segue uma ordem de
eventos. Primeiramente, na edição do desenho, devem-se alocar os equipamentos
que serão utilizados e interligá-los definindo os fluxos de fluidos. Podemos concluir
essa etapa pedindo que o programa verifique se todos os equipamentos estão com o
seu mínimo de conexões completas e, se tudo estiver correto, avançamos para a fase
de manipulação de entradas.
A fase de manipulação de entradas é iterativa, a cada vez que rodamos o
programa podemos voltar a essa fase permitindo que variemos parâmetros que
estejam em desacordo ou errados. Esse é o momento mais importante da modelagem,
onde são definidos os fluxos prioritários, quantidade de combustível, condições do
ambiente assim como especificações dos equipamentos como pressão de entrada da
turbina, temperatura de superaquecimento do vapor entre outros.
Abaixo estão os desenhos dos modelos do ciclo original e do ciclo com adição
da regeneração a alta pressão, respectivamente.

20
Figura 5 – Modelo do ciclo originalmente proposto.
Bom
bas
[31,
32,
38,
44]
; Cha
min
é [9
]; C
onde
nsad
or [2
8]; D
esae
rado
r [4
3]; D
utos
[07,
10,
13]
; Eco
nom
izad
or [0
4]; F
onte
de
Águ
a [3
5]; F
onte
de
Ar
[12,
15]
;
Fon
te d
e C
ombu
stív
el [2
0]; F
onte
de
Vap
or [3
3]; F
orna
lha
[01]
; Pré
-aqu
eced
or d
e Á
gua
[34]
; Pré
-aqu
eced
or d
e A
r [0
5]; P
reci
pita
dor
Ele
tros
tátic
o [0
6];
Sw
itch
[36,
45]
; Sup
eraq
uece
dor
[03]
; Tan
que
Fla
sh
[16]
; Tub
ulaç
ão [2
5, 2
7,29
, 40]
; Tor
re d
e R
esfr
iam
ento
[30]
; Tro
cado
r de
Cal
or [1
7, 3
9,41
];
Tub
ulão
[02]
; Tur
bina
[21,
22,
23]
; Vál
vula
de
Con
trol
e [1
8, 2
4, 2
6]; V
apor
par
a P
roce
sso
[37,
42]
; Ven
tilad
or [0
8, 1
1, 1
4].

21
Figura 6 – Modelo do Ciclo com Regeneração adicional.
Bom
bas
[31,
32,
38,
44]
; Cha
min
é [9
]; C
onde
nsad
or [2
8]; D
esae
rado
r [4
3]; D
utos
[07,
10,
13]
; Eco
nom
izad
or [0
4]; F
onte
de
Águ
a [3
5];
Fon
te d
e A
r [1
2, 1
5]; F
onte
de
Com
bust
ível
[20]
; Fon
te d
e V
apor
[33]
; For
nalh
a [0
1]; P
ré-a
quec
edor
de
Águ
a [3
4, 4
7]; P
ré-a
quec
edor
de
Ar
[05]
;
Pre
cipi
tado
r E
letr
ostá
tico
[06]
; Sw
itch
[36,
45]
; Sup
eraq
uece
dor
[03]
; Tan
que
Fla
sh
[16]
; Tub
ulaç
ão [2
5, 2
7,29
, 40,
46]
; Tor
re d
e R
esfr
iam
ento
[30]
;
Tro
cado
r de
Cal
or [1
7, 3
9,41
, 48]
; Tub
ulão
[02]
; Tur
bina
[21,
22,
23]
; Vál
vula
de
Con
trol
e [1
8, 2
4, 2
6]; V
apor
par
a P
roce
sso
[37,
42]
;
Ven
tilad
or [0
8, 1
1, 1
4].

22
Nos modelos, foram dimensionados tubos e dutos apenas em trechos de linha
considerados relevantes para a perda de carga, sendo assim, equipamentos próximos
uns dos outros tiveram sua perda de carga no transporte ignorada. Por ser um estudo
comparativo, essas aproximações são bastante razoáveis já que terão uma variação
muito pequena entre os dois casos.
Praticamente todos os equipamentos e funcionalidades da planta estavam
presentes na biblioteca do programa, apenas a recuperação do vapor de selagem da
turbina não estava presente. Assim é presumida rejeição integral desse vapor. O
problema foi contornado adotando uma fonte de vapor [33] com propriedades similares
ao vapor rejeitado.
Percebe-se que a nova regeneração a alta pressão requer alguns
equipamentos adicionais, não existentes no ciclo original. São eles: um pré-aquecedor
de água [47], um trocador de calor casco e tubo [48] e alguns metros de tubulação
[46], além de uma turbina mais complexa devido à sangria adicional.

23
Capítulo VIII – Resultados
Os resultados brutos apresentados pelo Thermoflex 25.0 estão detalhados no
apêndice A.
Para analise do investimento, é de grande importância sabermos a potência
nominal e a quantidade de energia que poderá ser exportada.
Potência Bruta foi considerada a potência produzida pelo gerador no eixo da
turbina. A Potência Líquida por sua vez foi definida pela potência bruta decrescida dos
consumos internos da planta em equipamentos como bombas e ventiladores.
A Eficiência Energética Bruta foi definida pelo quociente entre a Potência Bruta
e a quantidade de energia inserida via combustível. A fórmula está explicitada abaixo
sendo “η” a eficiência dada em percentual, “Pot” a potência gerada, “�� ” a vazão
mássica de combustível e “PCI” o poder calorífico inferior do combustível.
� = ���� �� ∗ ���� � ∗ 100
Para a Eficiência Energética Líquida foi utilizada a mesma fórmula previamente
citada, porém considerando a Potência Líquida no lugar da Potência Bruta.
Tabela 1 – Resultados do ciclo sem a nova Regeneração
ORIGINAL
ES SC SC+ST ST
Potência Bruta (kW) 127.629 110.296 101.871 118.772
Eficiência Energética Bruta (%) 37,0 32,0 29,6 34,5
Potência Líquida (kW) 117.584 100.232 91.820 108.753
Eficiência Energética Líquida (%) 34,1 29,1 26,6 31,6
Eficiência da Cogeração (%) 34,1 55,5 61,4 40,0
Consumo Interno (kW) 10.045 10.064 10.052 10.019
Vazão de Vapor (t/h) 345,8 334,4 335,7 337,3
ES - Entressafra; SC – Safra de Cana; ST – Safra de Tomate

24
Tabela 2 – Resultados do ciclo contendo a nova Regeneração
REGENERAÇÃO ADICIONAL
ES SC SC+ST ST
Potência Bruta (kW) 129.456 112.177 103.587 120.673
Eficiência Energética Bruta (%) 37,6 32,6 30,1 35,0
Potência Líquida (kW) 118.951 101.674 93.105 110.191
Eficiência Energética Líquida (%) 34,5 29,5 27,0 32,0
Eficiência da Cogeração (%) 34,5 55,8 61,7 40,5
Consumo Interno (kW) 10.505 10.503 10.482 10.482
Vazão de Vapor (t/h) 404,8 401,5 399,8 403,4
ES - Entressafra; SC – Safra de Cana; ST – Safra de Tomate
Podemos perceber que a Regeneração adicional cumpriu seu papel de
aumentar a eficiência do ciclo, que subiu cerca de meio por cento em cada caso.
Como o combustível foi fixado constante, esse ganho foi revertido em forma de maior
produção de energia elétrica, pouco menos de dois megawatts de potência.
Entretanto, o consumo interno da planta também aumentou, diminuindo parcialmente
esse ganho.
Tabela 3 – Condições da água na entrada do economizador, ciclo original
ORIGINAL
Período Temperatura (ºC) Pressão (bar) Entalpia (kJ/kg)
ES 164,3 133,3 701
SC 143,5 132,7 612
SC+ST 145,9 132,8 623
ST 168,2 133,4 718
ES - Entressafra; SC – Safra de Cana; ST – Safra de Tomate
25
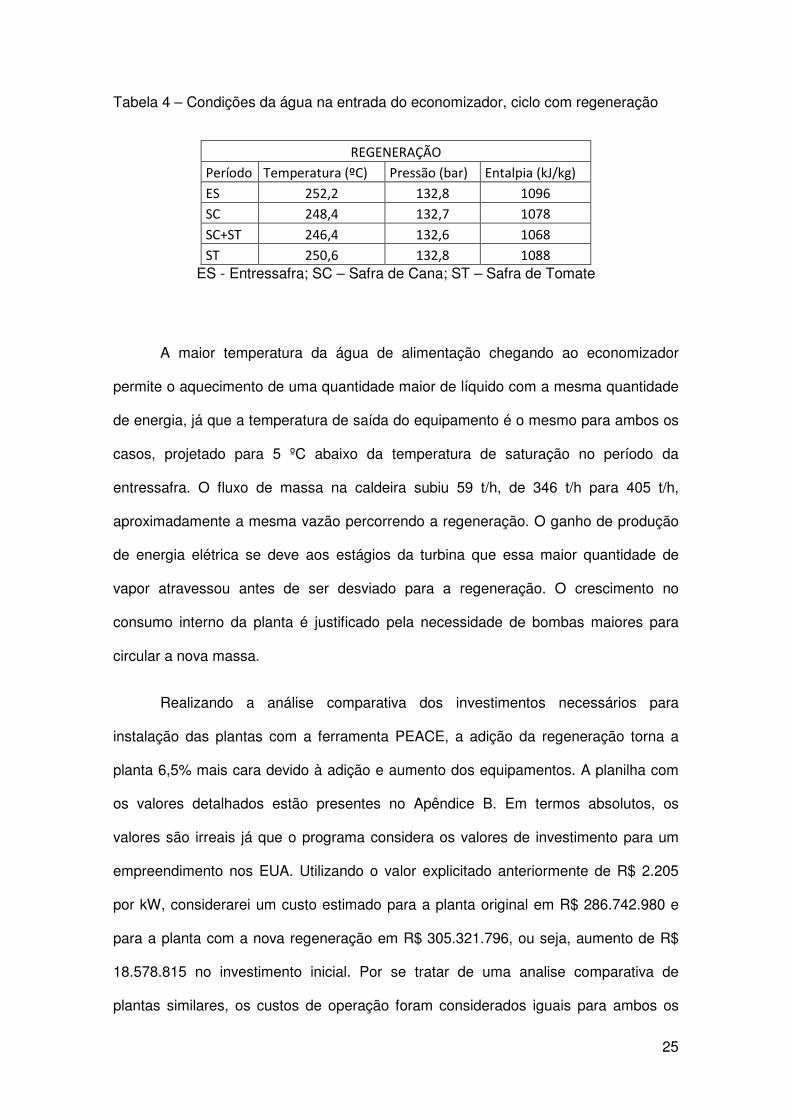
Tabela 4 – Condições da água na entrada do economizador, ciclo com regeneração
REGENERAÇÃO
Período Temperatura (ºC) Pressão (bar) Entalpia (kJ/kg)
ES 252,2 132,8 1096
SC 248,4 132,7 1078
SC+ST 246,4 132,6 1068
ST 250,6 132,8 1088
ES - Entressafra; SC – Safra de Cana; ST – Safra de Tomate
A maior temperatura da água de alimentação chegando ao economizador
permite o aquecimento de uma quantidade maior de líquido com a mesma quantidade
de energia, já que a temperatura de saída do equipamento é o mesmo para ambos os
casos, projetado para 5 ºC abaixo da temperatura de saturação no período da
entressafra. O fluxo de massa na caldeira subiu 59 t/h, de 346 t/h para 405 t/h,
aproximadamente a mesma vazão percorrendo a regeneração. O ganho de produção
de energia elétrica se deve aos estágios da turbina que essa maior quantidade de
vapor atravessou antes de ser desviado para a regeneração. O crescimento no
consumo interno da planta é justificado pela necessidade de bombas maiores para
circular a nova massa.
Realizando a análise comparativa dos investimentos necessários para
instalação das plantas com a ferramenta PEACE, a adição da regeneração torna a
planta 6,5% mais cara devido à adição e aumento dos equipamentos. A planilha com
os valores detalhados estão presentes no Apêndice B. Em termos absolutos, os
valores são irreais já que o programa considera os valores de investimento para um
empreendimento nos EUA. Utilizando o valor explicitado anteriormente de R$ 2.205
por kW, considerarei um custo estimado para a planta original em R$ 286.742.980 e
para a planta com a nova regeneração em R$ 305.321.796, ou seja, aumento de R$
18.578.815 no investimento inicial. Por se tratar de uma analise comparativa de
plantas similares, os custos de operação foram considerados iguais para ambos os

26
casos e com valor igual ao custo de combustível. A planta tem autonomia de produção
do próprio bagaço, mas será considerado o preço de mercado. Se não fosse
queimado, esse combustível seria vendido, o preço estimado da tonelada foi de R$
75,00.
O aumento em produção de energia elétrica, supondo o plano de horas
previamente explicitado, foi de 11.132 MWh por ano, um ganho de R$ 3.092.000
estimando o valor de venda do MWh em R$ 278,46. Foi utilizado o conceito de Valor
Presente Líquido para avaliar o investimento e considerado juros de 8% ao ano.
Considera-se o investimento no ano “A-5” e início de operação no ano “A=1” até o ano
25.

27
Tabela 5 – VPL Parcial e VPL em milhares de reais
VPL Parcial VPL
Ano Original Regeneração Original Regeneração
-4 - 286.742 - 305.321 - 286.742 - 305.321
-3 0 0 - 286.742 - 305.321
-2 0 0 - 286.742 - 305.321
-1 0 0 - 286.742 - 305.321
0 0 0 - 286.742 - 305.321
1 94.846 96.951 - 191.896 - 208.370
2 87.821 89.769 - 104.075 - 118.601
3 81.315 83.119 - 22.759 - 35.481
4 75.292 76.962 52.533 41.481
5 69.715 71.261 122.248 112.743
6 64.551 65.983 186.799 178.726
7 59.769 61.095 246.568 239.822
8 55.342 56.570 301.910 296.392
9 51.242 52.379 353.153 348.772
10 47.446 48.499 400.600 397.271
11 43.932 44.907 444.533 442.179
12 40.678 41.580 485.211 483.759
13 37.664 38.500 522.876 522.260
14 34.874 35.648 557.751 557.909
15 32.291 33.008 590.042 590.917
16 29.899 30.563 619.942 621.480
17 27.684 28.299 647.627 649.779
18 25.634 26.202 673.261 675.982
19 23.735 24.261 696.996 700.244
20 21.977 22.464 718.973 722.708
21 20.349 20.800 739.323 743.509
22 18.841 19.259 758.164 762.769
23 17.446 17.833 775.611 780.602
24 16.153 16.512 791.764 797.11
25 14.957 15.289 806.722 812.404

28
Figura 7 – Gráfico de VPL parcial.
Figura 8 – Gráfico de VPL.
(350.000.000,00)
(300.000.000,00)
(250.000.000,00)
(200.000.000,00)
(150.000.000,00)
(100.000.000,00)
(50.000.000,00)
-
50.000.000,00
100.000.000,00
150.000.000,00
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29
VPL Parcial
Original
Regeneração
(400.000.000,00)
(200.000.000,00)
-
200.000.000,00
400.000.000,00
600.000.000,00
800.000.000,00
1.000.000.000,00
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29
VPL
Original
Regeneração

29
Podemos perceber da tabela e dos gráficos que a adição da Regeneração
retorna o investimento inicial no mesmo ano do ciclo originalmente proposto se
provando viável. Entretanto, o ciclo original tem um retorno maior que o novo ciclo
durante 18 anos, apenas no 19º ano após o investimento inicial essa alternativa se
torna mais lucrativa.

30
Capítulo IX – Conclusões
A plataforma Thermoflex se mostrou potente e permitiu a análise de um
tipo de planta que cada vez mais se comprova viável e interessante no cenário
brasileiro. A possibilidade de analisar a mesma planta termelétrica sob diferentes
premissas de fluxo de vapor para processo é muito importante para o estudo de novos
empreendimentos que queiram aliar processos agrícolas com geração de energia.
A adição da regeneração a alta pressão cumpriu seu objetivo de aumentar a
eficiência da planta térmica permitindo produzir mais energia elétrica
(aproximadamente 2 MW de potência nominal) consumindo a mesma quantidade de
combustível e sem aumentar a emissão de poluentes. Do ponto de vista
termodinâmico a regeneração foi considerada uma excelente alteração no ciclo pois o
ganho de energia elétrica produzida foi maior que o aumento no consumo das
bombas.
Foi considerado também, para julgar a viabilidade da adição da regeneração, o
crescimento do custo de investimento com os equipamentos adicionais e aumento dos
equipamentos já existentes. A ferramenta PEACE pode ser utilizada para
empreendimentos em nosso país apenas com o fim de comparação entre modelos
previamente dimensionados já que, por utilizar dados de fornecedores nos Estados
Unidos da América, retorna valores absolutos diferentes da realidade nacional.
Atualmente, com os preços dos recentes leilões, a regeneração se mostrou
viável financeiramente, porém o estudo do investimento pode ser feito mais
detalhadamente considerando possíveis variações no preço dos equipamentos e da
energia elétrica. É comum o preço de equipamentos baixar conforme a tecnologia fica
mais acessível e concorrentes surgem no mercado. O preço da energia elétrica, que
recentemente tem tido crescimento constante, flutua bastante em virtude do regime de
chuvas no território brasileiro.

31
Referências Bibliográficas
[1] International Energy Agency - World Primary Energy Supply in 1973 and 2003.
[2] International Energy Agency – 2012 World electricity generation by fuel, 2014.
[3] Agência Nacional de Energia Elétrica – Matriz de Energia Elétrica, 2015.
(http://www.aneel.gov.br/aplicacoes/capacidadebrasil/OperacaoCapacidadeBrasil.cfm)
[4] Valor Econômico – Disponível em:
(http://www.valor.com.br/brasil/2967070/termeletricas-clima-e-crescimento-afastam-
racionamento-diz-consultor)
[5] Língua Portuguesa com Acordo Ortográfico - Porto: Porto Editora, 2003-2015.
Disponível na Internet: (http://www.infopedia.pt/$energia-(fisica))
[6] Goldemberg, J. – Estudos Avançados vol.12 no.33, 1998. Disponível na
internet: (http://www.scielo.br/pdf/ea/v12n33/v12n33a02.pdf)
[7] Bicalho, R – A Energia dos Brics, 2013. Disponível na Internet em:
(https://infopetro.wordpress.com/2013/01/07/a-energia-dos-brics/)
[7] The World Bank - Kilograms of oil equivalent, 2011. Disponível na internet em:
(http://data.worldbank.org/indicator/EG.USE.PCAP.KG.OE)
[9] Ministério do Meio Ambiente – Disponível na internet em:
(http://www.mma.gov.br/clima/energia/energias-renovaveis/biomassa).
[10] FAOSTAT (Food and agriculture organization of the United States) – Top
Production - Sugar Cane, 2012. Disponível na internet em:
(http://faostat.fao.org/site/339/default.aspx)
32
[11] Olivério, J.L. (2003). Como otimizar a Energia Elétrica Gerada na Indústria da
Cana-de-açúcar, In: VI Descentralised Energy Production International Seminar, 2003,
Rio de Janeiro, WADEWorld Alliance for Decentralised Energy and INEE-Instituto
Nacional de Eficiência Energética, Brazil]
[12] Ribeiro, H. (2008). Queimadas de cana-de-açúcar no Brasil: efeitos à saúde
respiratória. Rev. Saúde Pública, 2008, 42(2).
[13] Condition Monitoring - Process Plant Tube Inspection an Ongoing Commitment
by Plant Owners and Operators. Disponível na internet em:
(http://www.ndt.net/apcndt2001/papers/7/7.htm)
[14] Thermoflow Inc. – Disponível na internet em:
(http://www.thermoflow.com/convsteamcycle_TFX.html)
[15] Empresa de Pesquisa Energética – 20º Leilão A-5, 2014 Disponível na internet
em:(http://www.epe.gov.br/leiloes/Documents/Leil%C3%B5es%202014/Resumo_Vend
edor_20len_a5.pdf)
33
Apêndice A
Especificações das linhas de fluxo mássico dados em bar, ºC, t/h e kJ/kg.
Ex: para fluxo de 100 t/h a 40 ºC e 1 bar, entalpia igual a 167,5 kJ/kg
1,0 p
40,0 T
100 m
167,5 h
Legenda de Cores:
Azul Água/Vapor
Vermelho Ar/Gases de Combustão
Amarelo Combustível

34
Figura A.1 – Planta do ciclo com configuração original na entressafra.
35
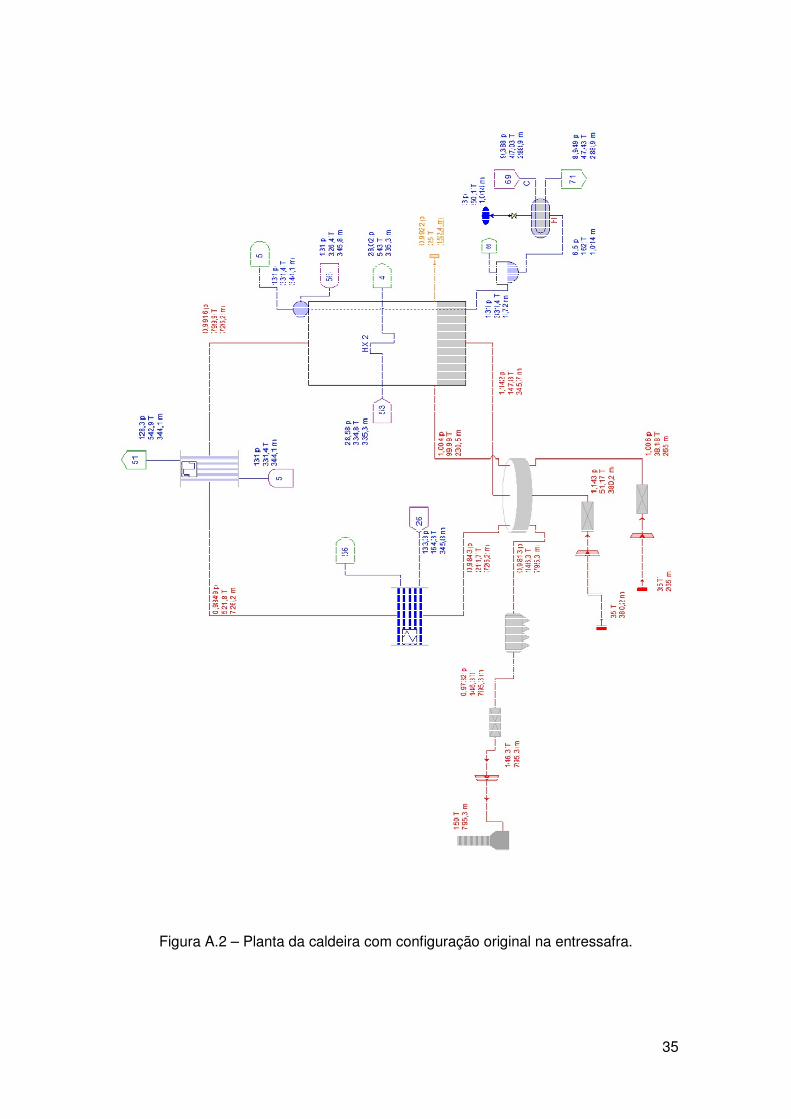
Figura A.2 – Planta da caldeira com configuração original na entressafra.

36
Figura A.3 – Planta do ciclo com configuração original na safra de cana.

37
Figura A.4 – Planta da caldeira com configuração original na safra de cana

38
Figura A.5 – Planta do ciclo com configuração original na safra de tomate.

39
Figura A.6 – Planta da caldeira com configuração original na safra de tomate.

40
Figura A.7 – Planta do ciclo com configuração original na safra de cana e tomate.

41
Figura A.8 – Planta da caldeira com configuração original na safra de cana e tomate.

42
Figura A.9 – Planta do ciclo com regeneração adicional na entressafra.

43
Figura A.10 – Planta da caldeira com regeneração adicional na entressafra.

44
Figura A.11 – Planta do ciclo com regeneração adicional na safra de cana.

45
Figura A.12 – Planta da caldeira com regeneração adicional na safra de cana.

46
Figura A.13 – Planta do ciclo com regeneração adicional na safra de tomate.

47
Figura A.14 – Planta da caldeira com regeneração adicional na safra de tomate.

48
Figura A.15 – Planta do ciclo com regeneração adicional na safra de cana e tomate.
49
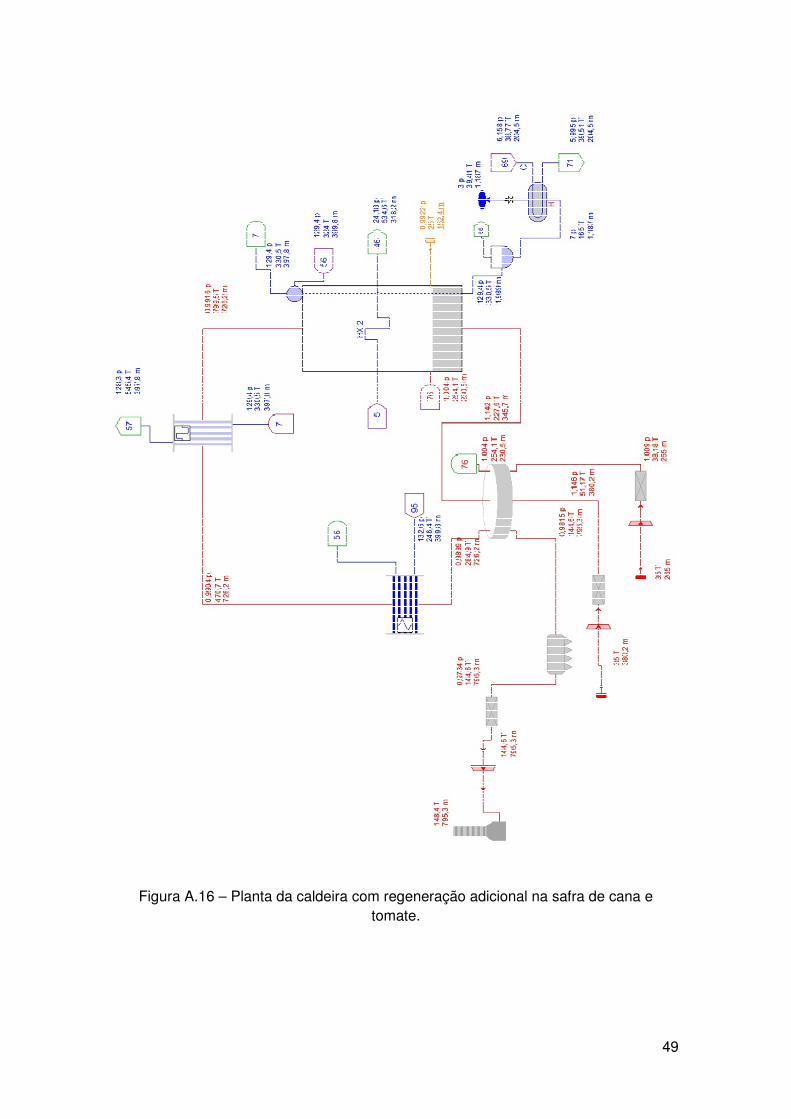
Figura A.16 – Planta da caldeira com regeneração adicional na safra de cana e tomate.

50
Apêndice B
Custos de equipamentos entregues pela ferramenta PEACE para a planta
Original:
Project Cost Summary Reference Cost Estimated Cost
Power Plant:
I Specialized Equipment 90.749.000 113.436.000 USD
II Other Equipment 14.945.000 15.692.000 USD
III Civil 39.495.000 34.605.000 USD
IV Mechanical 52.272.000 42.334.000 USD
V Electrical Assembly & Wiring 4.558.000 3.623.000 USD
VI Buildings & Structures 24.713.000 21.531.000 USD
VII Engineering & Plant Startup 21.294.000 21.294.000 USD
CO2 Capture Plant N/A N/A
Desalination Plant N/A N/A
Subtotal - Contractor's Internal Cost 248.026.000 252.514.000 USD
VIII Contractor's Soft & Miscellaneous Costs 43.043.000 39.225.000 USD
Contractor's Price 291.069.000 291.739.000 USD
IX Owner's Soft & Miscellaneous Costs 58.214.000 58.348.000 USD
Total - Owner's Cost (1 USD per US Dollar) 349.282.000 350.086.000 USD

51
Custos de equipamentos entregues pela ferramenta PEACE para a planta com
Regeneração adicional:
Project Cost Summary Reference Cost Estimated Cost
Power Plant:
I Specialized Equipment 99.518.000 124.398.000 USD
II Other Equipment 15.339.000 16.106.000 USD
III Civil 40.952.000 35.868.000 USD
IV Mechanical 59.263.000 48.030.000 USD
V Electrical Assembly & Wiring 4.976.000 3.947.000 USD
VI Buildings & Structures 24.949.000 21.737.000 USD
VII Engineering & Plant Startup 21.611.000 21.611.000 USD
CO2 Capture Plant N/A N/A
Desalination Plant N/A N/A
Subtotal - Contractor's Internal Cost 266.609.000 271.696.000 USD
VIII Contractor's Soft & Miscellaneous Costs 46.843.000 42.656.000 USD
Contractor's Price 313.451.000 314.352.000 USD
IX Owner's Soft & Miscellaneous Costs 62.690.000 62.870.000 USD
Total - Owner's Cost (1 USD per US Dollar) 376.142.000 377.223.000 USD





























