Embed Size (px)
DESCRIPTION
SMT 客戶品質 - PCBA Return PPM(2013-wk14). 主要為三大類: 1.焊錫問題(空焊,錫短路), 93 台, 占 82 % 2.作業問題(缺件,反向,錯件), 20 台,占 18 % OT9031-290H-1 空焊 L1*10台 R47*1 台錫短路:C29*5台 R39 *5台 缺件 D5*1台反向:Q4*5 台, OTA022-290H-1 空焊 L1*18 台 R31台 反向 : D10*1 台 缺件 : R38 *1 台 - PowerPoint PPT Presentation
Citation preview

1
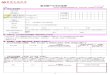
DATE Y2012 Jan-13 Feb W13 Apr W14 W15 W16 W17 May Jun Jul AUG Sep Oct Nov Dec Total
Output (Kea) 37,596 3,016 2,259 768 575 575 8,788
Defect q'ty(ea) 5,468 407 218 145 113 113 1,288
BU1 RC PPM 98 71 73 118 117 117 93
BU2 RC PPM 266 270 137 387 449 449 264
PCBA Return PPM 145 135 97 189 197 197 147
PCBA Target PPM 90 90 90 90 90 90 90 90 90 90 90 90 90 90 90 90 90 90
PCBA Return
-
50
100
150
200
250
Y2012 Jan-13 Feb W13 Apr W14 W15 W16 W17 May Jun Jul AUG Sep Oct Nov Dec
PCBA Return PPM PCBA Target PPM
SMT 客戶品質 - PCBA Return PPM(2013-wk14)
REMARK: PCBA Return PPM = Defect q'ty(EA)/Output (KEA)*10^3
主要為三大類 : 1. 焊錫問題 ( 空焊 , 錫短路 ),93 台 , 占 82%2. 作業問題 ( 缺件 , 反向 , 錯件 ),20 台 ,占 18%OT9031-290H-1 空焊 L1*10 台 R47*1 台錫短路 :C29*5 台 R39 *5 台 缺件 D5*1 台反向 :Q4*5 台 ,OTA022-290H-1 空焊 L1*18 台 R31 台 反向 : D10*1 台 缺件 : R38 *1 台PB8015-190G-1 空焊 M210*2 台 C256,RB5,M212,M212,M213 各 1 台反向 ZD206*4 台 錫短路 M210 M219 M2
08 各 1 台

2
機種 不良現象 类别 原因分析 改善對策 責任者執行時間
執行結果
:墓碑RT2S33
設備 角度扭曲偏移過爐后墓碑. 示教吸取坐標后貼片正常(Y方向偏下-0.2MM) 劉木羊 3/21 close
:側立D10S11
作業 D10 , .是零星不良無重復發生
:確保正常供料1. , 3-5 ( )上料接料時按規定預留 個空格 實施中2. .剪切料帶盡量避免有拉動料的現象3. . )重新檢測各項數據后續生產無異常執行中
開機員 3/18 close
:偏移L1S11.S33
作業
1.L1 .為手放件托盤物料放入托盤時.位置沒准确造成吸取不穩定貼片后
.不良
.放托盤前需檢查元件腳是否有變形有無裝反,AOI向 測試人員將不良品第一時間圍堵防止留; .( )出測試完成並全檢此腳位 執行中
AOI測試員 3/19 close
:偏移C29S33
設備 吸取不穩定造成偏移 重新示教X方向吸取坐標-0.25MM觀察貼片正常 劉木羊 3/20 close
:缺件C3S33
設備 吸取高度異常造成元件打飛-0.31MM -該料為膠帶電容修改前高度為 修改后為
1.05MM后續生產正常劉木羊 3/20 close
OT9031-290H-1:缺件
D9設備
此不良腳位在KE2070 F-51站生產,
由於吸取偏離中心位置,導致機器取料后漏真空,頭部在移動過程中元件掉落.
1.重新校正此站吸取座標,Y值由4.8MM改位為5.05MM.2.要求開機人員,當機器出現吸取不良報警時需照料確認座標照在零件中心位置后再生產.
謝陳旺 3/18 close
:缺件R41
設備R41腳位在D4-3區生產,由4頭貼片因4頭真空活塞活動不順暢導致貼片前元件掉落.
更換新的真空活塞后跟進生產,無此不良產出. 金丹 3/20 close
OT9031-290H-1:空焊
L1作業
1.L1 .為手放件托盤物料放入托盤時.位置沒准确造成吸取不穩定貼片后
.不良2. .電感在貼裝前有跌落碰撞導致腳
.變形引起空焊
.放托盤前需檢查元件腳是否有變形有無裝反,AOI向 測試人員將不良品第一時間圍堵防止留; .( )出測試完成並全檢此腳位 末執行到位
AOI測試員 3/19 open
OT9031-290H-1