Embed Size (px)
Citation preview

TMMOB Metalurj i ve Malzeme Mühendisleri Odas ı Eğ i t im MerkeziBildir i ler Kitab ı
83119. Uluslararas ı Metalurj i ve Malzeme Kongresi | IMMC 2018
Sürekli Dökümde EMS Akımının Makrosegregasyon Üzerine Etkisinin İncelenmesi•
Investigation of the Effect of EMS Current on Macrosegregation in Continuous Castingİlker Ayçiçek¹, Nuri Solak²
¹İskenderun Demir Çelik A. Ş, Payas/Hatay, Türkiye²İstanbul Teknik Üniversitesi, İstanbul, Türkiye
Abstract
In this study, investigation of the effect of the EMS current on macrosegregation, one of the most important parameters of the electromagnetic stirrer (EMS), which affects the internal structure homogeneity positively in the production of C66 quality of the DIN-EN-10083-2 standard, is examined in the continuous casting machine. The carbon range of heats tested is in the range of 0.63-0.68. For this scope, values of 0 A, 100 A, 200 A, 300 A and 350 A were tested in EMS current values. It is theoretically clear that as the EMS current value increases, the mixing intensity will also increase, but it is not always correct to say that working at the maximum mixing intensity point will be beneficial for machine equipment and billet internal structure. Operating the EMS current with a current greater than the required value will corrode the submerged entry nozzle used in castings with submerged entry nozzle casting and reduce its service life. Moreover, it is known that using excess current adversely affects the casting conditions in the mold, and it is known to use excess current in mold to cause entrapping slag and mold powder in the cast structure. In this study, macro etching samples were taken from the billets at different EMS current intensities and from the billets at the center of the heats. The internal structures of the macro-etched samples were examined. Subsequently, chips were taken from these samples and cut into pieces to represent the entire cross section of the billet cast structure from the edge. The chip samples were analyzed on a LECO CS-844 instrument. Other sampled particle samples were analyzed on the OES instrument to determine the chemical compositions of Mn, Si, S, P and B elements. The ratio of elemental solid analysis to liquid steel analysis, the ratio of solid analytical values in itself, and the standard deviation of elemental measurements in solid analysis were investigated in order to give an idea of the index of macrosegregation results. After the initial experiments, it was determined that solid chemical
analysis values at 100A and 200A fell to values of 0,85 and 0,93 in the carbon element according to liquid analysis. For EMS current 300A and 350A, these values are in the range of 1.04-0.97 and 1.05-1. Furthermore, no significant difference was observed between Mn and Si elements in terms of analysis from liquid steel. This situation does not change with EMS current. Since the equilibrium distribution coefficient is low in P and S elements, it is expected that there will be differences within liquid analysis and solid analysis itself. These differences were observed higher than other elements. However, the fact that the element P and S are found as impurities in the subject matter of work and their low concentration make it difficult to study these elements. As to the boron element, there is a tendency to have low composition in solid analysis compared to liquid analytical in all heats and all EMS current in general. The high oxygen affinity of boron indicates that operational preconditions must be met in boron alloy steels, especially for billet casting, for correct adjustment of EMS current intensity, for precautions against reoxidation. Confirmation experiments were conducted to confirm the behavior of the carbon element after initial experiments. In the tests carried out, 300A and 350A values were applied in two different heats. Although the values of 300A and 350A were close to each other after the confirmation experiments, the results of 300A gave better results in terms of carbon distiribution in solid. Hardness test were carried out on the casting structure in order to test the effect of the carbon distribution on the casting structure. After chemical and physical tests, equiaxed grain zone has been investigated in the for the effect of EMS current value on the casting structure.
Özet
Yapılan çalı mada sürekli döküm makinasındaDIN-EN-10083-2 standardının C66 kalitesinin üretiminde içyapı homojenli ini olumlu yönde etkileyen elekromanyetik karı tırıcı (EMS) en
UCTEA Chamber of Metallurgical & Materials Engineers’s Training Center Proceedings Book
832 IMMC 2018 | 19th International Metallurgy & Materials Congress
önemli parametrelerinden biri olan EMS akımınınmakrosegregasyon üzerine etkisi incelenmi tir. Bu kapsamda EMS akım de erlerinde 0 A, 100 A, 200 A, 300 A ve 350 A de erleri test edilmi tir. Teorik olarak EMS akım de erinin arttı ında karı tırma iddetinin de artaca ı açık olsa da, her zaman
karı tırma iddetinin maksimum oldu u noktada çalı manın makine ekipmanlar ve döküm yapısı için olumlu sonuç verece ini söylemek do ru de ildir.EMS akım iddetinin olması gereken de erdenfazla akım ile çalı tırmak kapalı dökümlerde kullanılan daldırma nozulunu a ındırmakta ve kullanım ömrünü azaltmaktadır. Ayrıca fazla akımkullanmak kalıptaki döküm artlarını olumsuz etkiledi i ve döküm içerisine kalıp cürufu ve döküm tozu kaçtı ı bilinmektedir. Yapılançalı mada farklı EMS akım iddetinde çalı ılandökümlerde kütüklerden, dökümün ortasına gelecek kütüklerden makro da lama numunesi alınmı tır.Alınan makro da lama numunelerinin içyapılarıincelenmi tir. Sonrasında alınan bu numunelerden tala numunesi alınmı ve kütük döküm yapısınınkenardan ortaya bütün kesiti temsil edecek ekildeparça kesilmi tir. Alınan tala numuneleri LECO CS-844 cihazında analiz edilmi tir. Di er alınanparça numuneleri ise Mn, Si, S, P ve B elementlerinin kimyasal kompozisyonlarıbelirlenmek üzere OES cihazında analiz edilmi tir.Çıkan sonuçların kütük iç yapısında bulunan makrosegregasyon açısından fikir vermesi adınaelement bazında katı analizin sıvı çelik analizine oranı, katı analiz de erlerinin kendi içerisindeki oranı ve katı analizde element bazında ölçümlerin standart sapması incelenmi tir. Yapılan ilk deneyler sonrasında 100 A ve 200 A de erlerinde katı analiz de erlerinde sıvı analizde göre karbon elementinde 0,85 ve 0,93 de erlerine kadar dü tü ü tespit edilmi tir. 300 A ve 350 A de erlerinde bu de erler1,04-0,97 ve 1,05-1 de erleri aralı ında kalmı tır.Ayrıca Mn ve Si elementlerinde analiz açısındansıvı çeli e göre büyük bir fark gözlemlenmemi tir.Bu durum EMS akım bazlı da de i memektedir. P ve S elementlerinde denge da ılım katsayısınındü ük olmasından kaynaklı sıvı analize göre ve katının kendi içerisinde farklılıklar beklenmektedir. Bu farklılıklar di er elementlere oranla daha yüksek gözlemlenmi tir. Fakat P ve S elementinin çalı maya konu kalitede empürite olarak bulunmasıve komposiyonlarının dü ük olması bu elementlerin incelenmelerini zorla tırmaktadır. Bor elementine gelince bütün döküm ve EMS akımlarında genel olarak sıvı analize göre katı analizde dü ükkomposizyona sahip olma e ilimi gözlemlenmi tir.B elementinin oksijen afinitesinin yüksek olması,bor ala ımlı çeliklerde, özellikle kütük dökümde, EMS akım iddetinin do ru ayarlanması,reoksidasyona kar ı tedbir alınması gibi operasyonel ön artların sa lanması gerekti inigöstermi tir. lk deneyler sonrasında karbon elementinin davranı ının do rulanması için
do rulama deneyleri yapılmı tır. Yapılandeneylerde 300 A ve 350 A de erleri iki farklıdökümde uygulanmı tır. Yapılan do rulama deneyleri sonrasında 300 A ve 350 A de erleribirbirine yakın çıkmasına ra men, 300 A de erininsonuçları karbon elementinin katı içerisindeki da ılımı açısından daha iyi sonuç vermi tir.Yapılan analizlerde özellikle karbon da ılımınındöküm yapısına etkisinin test edilmesi amacıyladöküm yapılarına sertlik testi yapılmı tır. Kimyasal ve fiziksel testler sonrasında EMS akım de erinindöküm yapısına olan etkisinin incelenmesi için eeksenli bölge büyüklükleri incelenmi tir.
1. Giri
2015 yılı dünya çelik üretimi 1,6 milyar ton seviyelerine çıkarak, tarihinin en yüksek seviyelerini görmü tür. Artan çelik üretimi, geli enve verimlili i artan üretim yöntemleri ile bu rakamın her geçen yıl artaca ı dü ünülmektedir.Çelik üretiminde verimlili i arttıran ve maliyeti dü üren bir yöntem olması sebebiyle sürekli döküm yöntemi, toplam çelik üretiminde yakla ık %97’lik bir paya sahiptir. [1] Her üretim yönteminde oldu ugibi, sürekli döküm ile çelik üretiminde de çe itlikalite problemleri ya anmaktadır. Bu kalite problemleri girdi malzemesi olan sıvı çelik ile alakalı olabilece i gibi, sürekli döküm ekipmanları,sıvı çeli in temas etti i refrakterler veya sürekli döküm proses parametreleri ile ilgili olabilir. Bu kalite problemlerini önlemek adına endüstride seviye 1-seviye 2- seviye 3- seviye 4 gibi otomasyon sistemleri geli tirilmi tir. Yanı sıraiçyapı kalite problemlerini gidermek adına yassıdökümde yumu ak ezme ve uzun mamullerin hammaddesi olan kütük dökümde elektro manyetik karı tırıcı (EMS) kullanılmaktadır. Kütük üretiminde EMS kullanımı katıla manın do asıgere i iç yapıda olu an makro ve mikrosegregasyonun minimize edilmesini sa lamaktadır.
Bu çalı manın amacı sürekli döküm makinasında130’luk kare kesite sahip DIN-EN 10083-2 standardının C66 kalitesinin (%C: 0,63-0,68) üretimi sırasında kullanılan M- EMS’nin akımde erinin kütük iç yapısında meydana gelen makrosegregasyon kusuru üzerine etkisinin incelenmesidir. Ek olarak M-EMS akımınınetkinli inin de bir göstergesi olan döküm yapısındaki es eksenli tane bölgesinin büyüklü üneM-EMS akımının etkisini gözlemlemektir.
2. Deneysel Çalı malar
Yapılan deneyde amaç kütük dökümde kar ıla ılanmakro segregasyon problemine kar ı bir çözüm olarak kullanılan EMS’nin farklı akım de erlerininmakro segregasyon üzerine etkisinin incelemesi ve optimum de erin bulunmasıdır. Bu kapsamda tek tandi te 3 farklı döküm yapılmı tır. Yapılan
TMMOB Metalurj i ve Malzeme Mühendisleri Odas ı Eğ i t im MerkeziBildir i ler Kitab ı
83319. Uluslararas ı Metalurj i ve Malzeme Kongresi | IMMC 2018
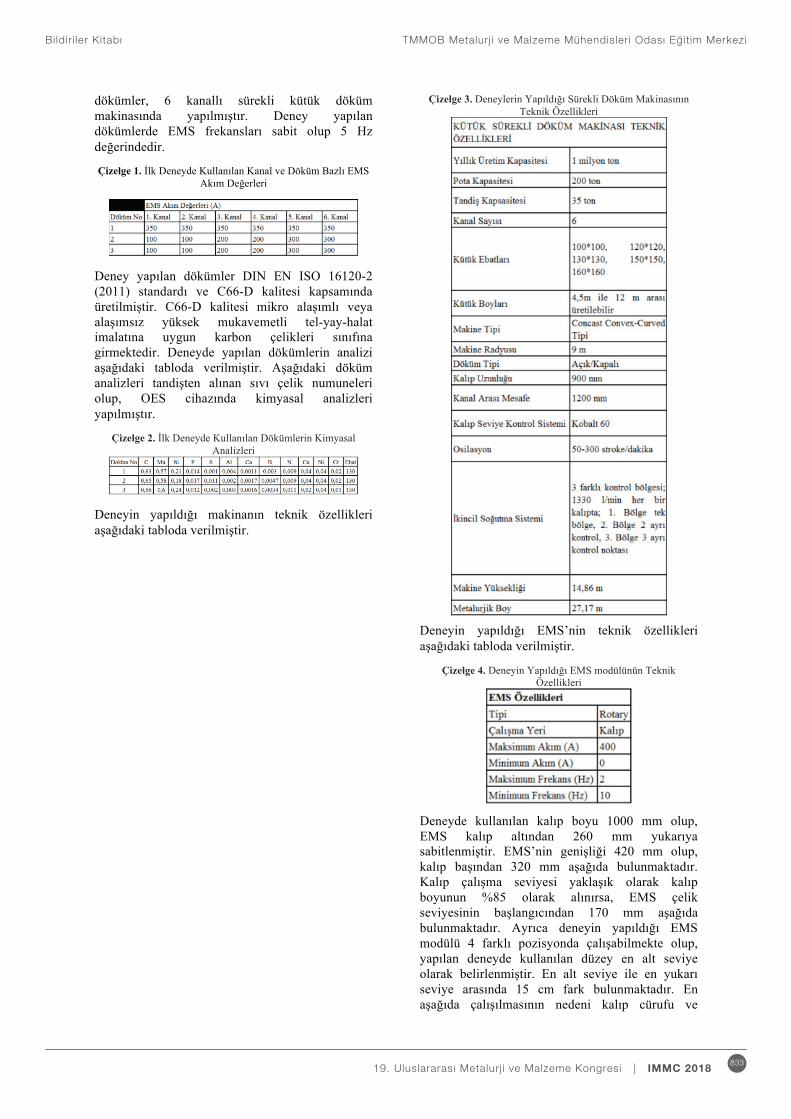
dökümler, 6 kanallı sürekli kütük döküm makinasında yapılmı tır. Deney yapılandökümlerde EMS frekansları sabit olup 5 Hz de erindedir.
Çizelge 1. lk Deneyde Kullanılan Kanal ve Döküm Bazlı EMS Akım De erleri
Deney yapılan dökümler DIN EN ISO 16120-2 (2011) standardı ve C66-D kalitesi kapsamındaüretilmi tir. C66-D kalitesi mikro ala ımlı veya ala ımsız yüksek mukavemetli tel-yay-halat imalatına uygun karbon çelikleri sınıfınagirmektedir. Deneyde yapılan dökümlerin analizi a a ıdaki tabloda verilmi tir. A a ıdaki döküm analizleri tandi ten alınan sıvı çelik numuneleri olup, OES cihazında kimyasal analizleri yapılmı tır.
Çizelge 2. lk Deneyde Kullanılan Dökümlerin Kimyasal Analizleri
Deneyin yapıldı ı makinanın teknik özellikleri a a ıdaki tabloda verilmi tir.
Çizelge 3. Deneylerin Yapıldı ı Sürekli Döküm MakinasınınTeknik Özellikleri
Deneyin yapıldı ı EMS’nin teknik özellikleri a a ıdaki tabloda verilmi tir.
Çizelge 4. Deneyin Yapıldı ı EMS modülünün Teknik Özellikleri
Deneyde kullanılan kalıp boyu 1000 mm olup, EMS kalıp altından 260 mm yukarıyasabitlenmi tir. EMS’nin geni li i 420 mm olup, kalıp ba ından 320 mm a a ıda bulunmaktadır.Kalıp çalı ma seviyesi yakla ık olarak kalıpboyunun %85 olarak alınırsa, EMS çelik seviyesinin ba langıcından 170 mm a a ıdabulunmaktadır. Ayrıca deneyin yapıldı ı EMS modülü 4 farklı pozisyonda çalı abilmekte olup, yapılan deneyde kullanılan düzey en alt seviye olarak belirlenmi tir. En alt seviye ile en yukarıseviye arasında 15 cm fark bulunmaktadır. En a a ıda çalı ılmasının nedeni kalıp cürufu ve
UCTEA Chamber of Metallurgical & Materials Engineers’s Training Center Proceedings Book
834 IMMC 2018 | 19th International Metallurgy & Materials Congress
döküm tozunun çelik içerisine karı tırmanınyarattı ı etki ile kaçmasını önlemektir. Ayrıca M-EMS’nin en alt pozisyondan kullanılmasının bir ba ka nedeni de kapalı dökümlerde daldırma nozulunun a ınmasının önlenmesidir.
Deneyde kullanılan EMS’nin çalı ma prensibine de inilecek olursa, EMS bobininin içerisinde bulunan kar ılıklı bakır sarımlardan AC akımgeçirilmektedir. Geçen bu akım manyetik akımyaratmakta olup, bu manyetik akım, paslanmaz çelik tüp içerisinde, su ceketleri ile so utulan bakırkalıbın içerisinde bulunan ve ilk katıla an kabu uniçerisine hapsolmu sıvı çeli in karı tırılmasınısa lar. çerisinde bulunan bakır tellerden yüksek mertebede akım geçerken (300-400 A arası) bu bakır teller ısınır ve bu bakır tellerin so utulmasıgerekir. Bu sebeple ısınan bakır tellerin üzerine demineralize su püskürtülerek bu bakır teller so utulur ve ısınarak erimesi önlenir. Demineralize su kullanılmasının sebebi, yüksek akımlı ortamda suyun iletkenli ini dü ürmektedir.
2.1. Numune Alma
Numuneler dökümün ortasına gelen kütüklerden alınmı tır. Dökümlerden 3 cm kalınlı ında makro inceleme numunesi kesilmi tir. Bütün kanallardan numune alınmı tır. Böylece 3 farklı dökümün 6 farklı kanalından numune alınmı tır. Ayrıcasonradan yapılan konfirmasyon deneylerinde de aynı yöntem izlenmi tir.
2.2. Analiz Methodları
3 cm’lik makro numuneleri iki farklı analiz methodu kullanılarak döküm yapısındaki makro segregasyon incelenmi tir.
2.3. Leco cihazi ile karbon analizi
Kare kesite sahip olan numunelerden diyagonal çizgi üzerinde birbirine e it uzaklıkta ve ortadaki numune tam merkeze gelecek ekilde 5 adet talanumunesi alınmı tır. Bu tala numuneleri LECO CS-844 cihazında analiz edilmi tir.
2.4. OES cihazı ile kimyasal analiz
Leco cihazında analizi yapılan numunelerin arka yüzeylerinden tüm yüzeyi temsil edecek ekildeparça kesilmi tir. Kesilen parça 5 farklı bölgeye ayrılmı , kütü ün kenarında merkezine kimyasal analiz farklılıkları incelenmi tir.
2.5. E Eksenli Bölge Tespiti OES cihazı ile kimyasal analizleri tamamlanmınumuneler, iki e it parçaya bölünmü tür. ki e itparçaya numuneler 200-600-1200’lük zımparalarile zımparalanmı tır. Ardından 3 mikron ve 6 mikronluk parlatıcılar ile partılmı tır. Son olarak da % 3’lük nital ile da lanmı tır. Da lanannumunelerin yapısı makro mikroskopta incelenmi
ve döküm yapısında kolumnar yapıdan e eksenli yapıya geçi bölgesi tespit edilmi tir. Yapılan tespit sonrasında kolumnar bölge, e eksenli bölge ve toplam bölge kumpas ile ölçülmü tür. Sonrasındaölçülen bölgeler ile numunenin geri kalan bölgelerinde benzer döküm yapısının oldu uvarsayılarak toplam alan hesaplanmı tır.
E eksenli bölge tayini yapılan numunelere sertlik testi yapılmı tır. Yapılan sertlik testinde Wolpert sertlik cihazı kullanılmı tır. Numuneler HRB skalasında de erlendirilmi tir.
3. Sonuçlar ve De erlendirme
Yapılan deneyde tek tandi te 3 döküm yapılmı tır.Yapılan deneylerin döküm ve deney parametrelerine bir önceki bölümde yer verilmiolup, sonuçlar, makro da lama sonucu döküm yapısının incelenmesi ve yapılan LECO ve OES analizlerine göre makrosegregasyon sonuçlarıaçısından de erlendirilecektir.
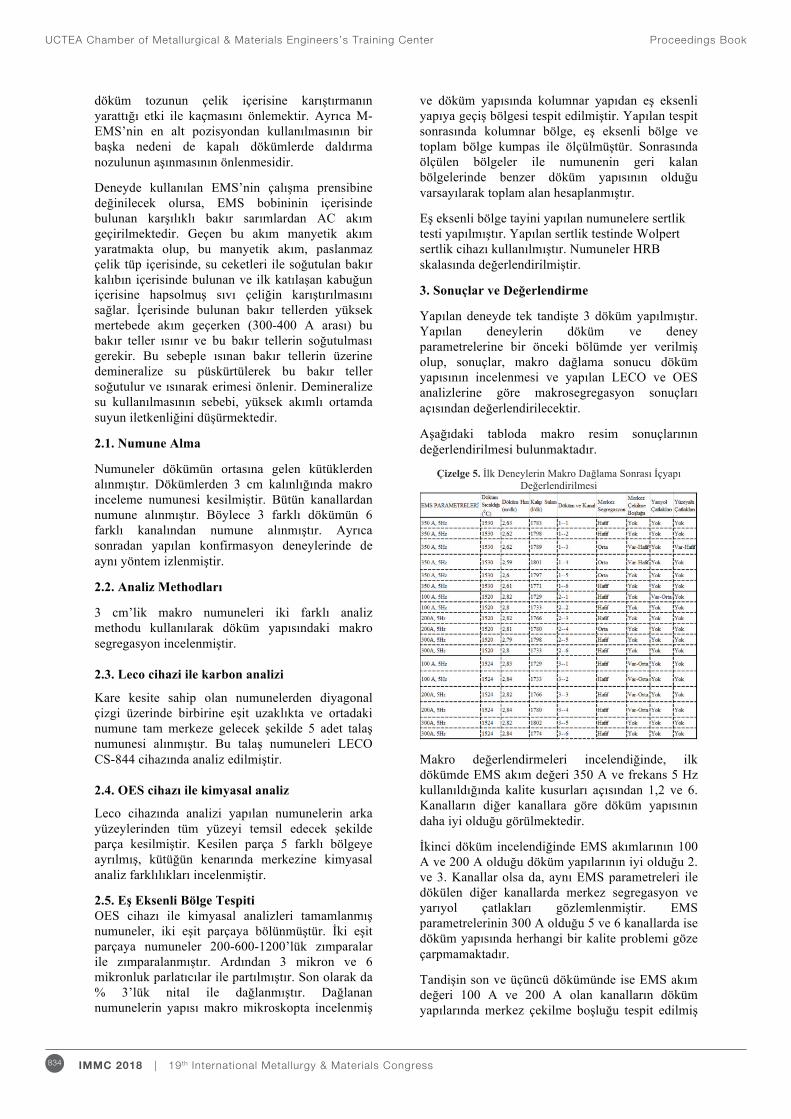
A a ıdaki tabloda makro resim sonuçlarınınde erlendirilmesi bulunmaktadır.
Çizelge 5. lk Deneylerin Makro Da lama Sonrası çyapıDe erlendirilmesi
Makro de erlendirmeleri incelendi inde, ilk dökümde EMS akım de eri 350 A ve frekans 5 Hz kullanıldı ında kalite kusurları açısından 1,2 ve 6. Kanalların di er kanallara göre döküm yapısınındaha iyi oldu u görülmektedir.
kinci döküm incelendi inde EMS akımlarının 100 A ve 200 A oldu u döküm yapılarının iyi oldu u 2. ve 3. Kanallar olsa da, aynı EMS parametreleri ile dökülen di er kanallarda merkez segregasyon ve yarıyol çatlakları gözlemlenmi tir. EMS parametrelerinin 300 A oldu u 5 ve 6 kanallarda ise döküm yapısında herhangi bir kalite problemi göze çarpmamaktadır.
Tandi in son ve üçüncü dökümünde ise EMS akımde eri 100 A ve 200 A olan kanalların döküm yapılarında merkez çekilme bo lu u tespit edilmi
TMMOB Metalurj i ve Malzeme Mühendisleri Odas ı Eğ i t im MerkeziBildir i ler Kitab ı
83519. Uluslararas ı Metalurj i ve Malzeme Kongresi | IMMC 2018
olup, 300 A olan kanallarda ciddi bir kalite problemi görülmemektedir.
Kütük döküm yapısında kimyasal açıdanhomojenlik incelenmi olup, daha iyi sonuç veren dökümlerde makrosegregasyon açısından daha ba arılı oldu u de erlendirilmesi yapılacaktır. Bu kapsamda dökümlerin kimyasal analizi tandi tenalınan numunenin OES yöntemi ile yapılan analiz sonucudur. Ayrıca döküm LECO analizleri dökümün makro da lama numunelerinden a a ıdaki foto rafta görüldü ü tala numunesi alınması ile yapılmı tır.
Dökümlerin analizleri incelendi inde, karbon analizi incelemesi LECO numuneleri baz alınarakyapılmı tır.
Ayrıca makro da lama numuneleri tam ortasınıtemsil edecek bölge ortada kalacak ekilde 30 mm kalınlı ında bir parça kesilmi ve parça boyunca numunenin OES analizi yapılmı tır. Böylece kütü ün kenardan merkeze ve merkezden di erkenarına olan kimyasal analiz farklılıklarıincelenmi tir. Bu kapsamda OES yöntemi ile Mn, Si, S, P ve B elementlerin davranı larıincelenmi tir.
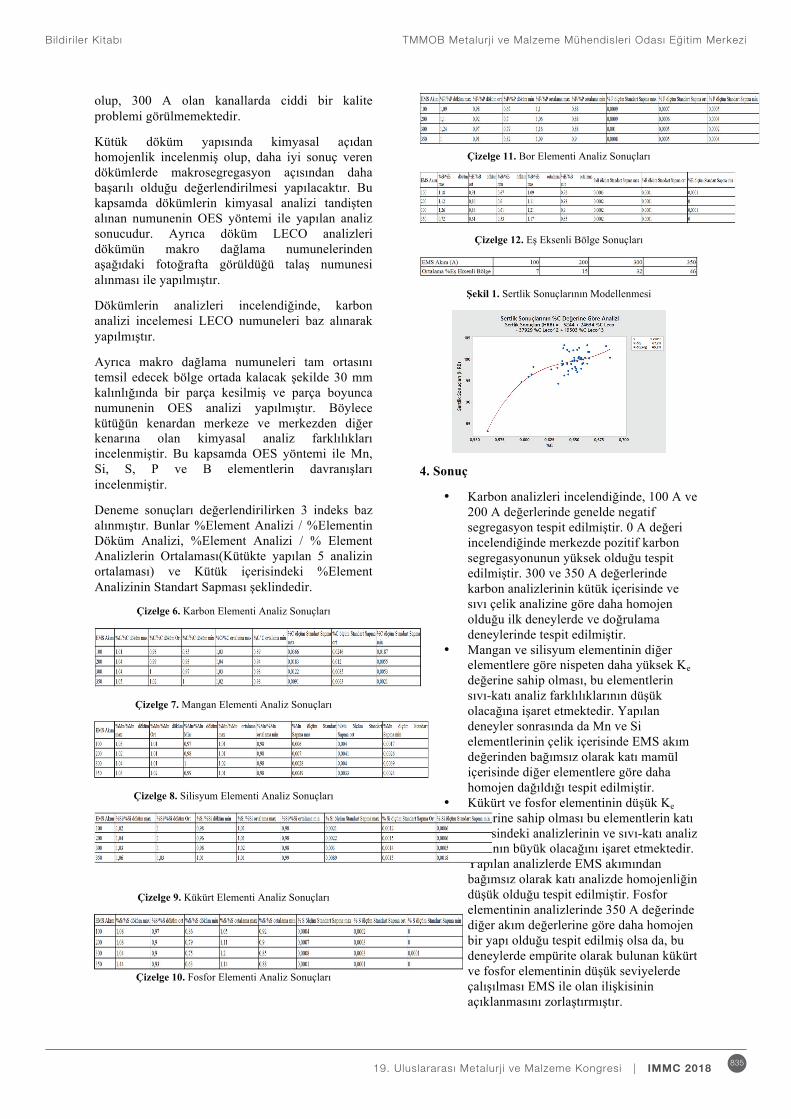
Deneme sonuçları de erlendirilirken 3 indeks baz alınmı tır. Bunlar %Element Analizi / %Elementin Döküm Analizi, %Element Analizi / % Element Analizlerin Ortalaması(Kütükte yapılan 5 analizin ortalaması) ve Kütük içerisindeki %Element Analizinin Standart Sapması eklindedir.
Çizelge 6. Karbon Elementi Analiz Sonuçları
Çizelge 7. Mangan Elementi Analiz Sonuçları
Çizelge 8. Silisyum Elementi Analiz Sonuçları
Çizelge 9. Kükürt Elementi Analiz Sonuçları
Çizelge 10. Fosfor Elementi Analiz Sonuçları
Çizelge 11. Bor Elementi Analiz Sonuçları
Çizelge 12. E Eksenli Bölge Sonuçları
ekil 1. Sertlik Sonuçlarının Modellenmesi
4. Sonuç
• Karbon analizleri incelendi inde, 100 A ve 200 A de erlerinde genelde negatif segregasyon tespit edilmi tir. 0 A de eriincelendi inde merkezde pozitif karbon segregasyonunun yüksek oldu u tespit edilmi tir. 300 ve 350 A de erlerindekarbon analizlerinin kütük içerisinde ve sıvı çelik analizine göre daha homojen oldu u ilk deneylerde ve do rulama deneylerinde tespit edilmi tir.
• Mangan ve silisyum elementinin di erelementlere göre nispeten daha yüksek Kede erine sahip olması, bu elementlerin sıvı-katı analiz farklılıklarının dü ükolaca ına i aret etmektedir. Yapılandeneyler sonrasında da Mn ve Si elementlerinin çelik içerisinde EMS akımde erinden ba ımsız olarak katı mamül içerisinde di er elementlere göre daha homojen da ıldı ı tespit edilmi tir.
• Kükürt ve fosfor elementinin dü ük Kede erine sahip olması bu elementlerin katıiçerisindeki analizlerinin ve sıvı-katı analiz farkının büyük olaca ını i aret etmektedir. Yapılan analizlerde EMS akımındanba ımsız olarak katı analizde homojenli indü ük oldu u tespit edilmi tir. Fosfor elementinin analizlerinde 350 A de erindedi er akım de erlerine göre daha homojen bir yapı oldu u tespit edilmi olsa da, bu deneylerde empürite olarak bulunan kükürt ve fosfor elementinin dü ük seviyelerde çalı ılması EMS ile olan ili kisininaçıklanmasını zorla tırmı tır.

UCTEA Chamber of Metallurgical & Materials Engineers’s Training Center Proceedings Book
836 IMMC 2018 | 19th International Metallurgy & Materials Congress
• Bor elementi deneylerde ala ım elementi olarak kullanılmı tır. Yapılan bütün katıanalizlerinin ortalamasında bor katı analizi sıvı analizine göre dü ük tespit edilmi tir.En yüksek EMS akımının kullanıldı ı 350 A de erinde en fazla dü ü ya anmı tır.Bu tespitin sonucunda borun yüksek oksijen ve azot afinitesi nedeniyle reoksidasyon sonucu çelikten uzakla tı ıgörülmektedir. Borlu kalite üretimlerinde reoksidasyona dikkat edilmesi ve uygun EMS akımının kullanılması sonucu ortaya çıkmı tır.
• Do rulama deneyleri sonucunda karbon elementinin segregasyon davranı ı 300 ve 350 A de erleri için iki dökümde tekrar incelenmi tir. Yapılan incelemeler sonrasında bir kanal sonucu dı ındasonuçlar ilk dökümlere benzer çıkmı tır.Karbon elementinin segregasyonu azaltmak için bu kalitede en az 300 A de erinin uygulanması gerekti i ortaya çıkmı tır.
• Ayrıca EMS akımının etkinli inin test edilmesi amacıyla, e eksenli bölgelerin büyüklükleri incelenmi olup, EMS akımının artması ile 100 A de % 7 olan eeksenli bölgenin 350 A de erinde %46’ya kadar ula tı ı tespit edilmi tir.
• Yapıda bulunan karbon miktarı ile sertlik sonuçları arasında ili ki tespit edilmi tir.Yapıdaki karbon miktarı arttıkça, sertlik sonuçlarının arttı ı görülmü tür. Ayrıcayapılan bilgisayar destekli regresyon analizinde sertlik sonuçlarının %67,2 gibi büyük bir kısmı yapı içerisindeki karbon miktarından etkilendi i tespit edilmi tir.
5. Referanslar
[1]URL1: www.worldsteel.org/en/dam/jcr:37ad1117-fefc-4df3-b84f-6295478ae460/Steel+Statistical+Yearbook+2016.pdf Alıntı Tarihi: 28.04.2017





























