Embed Size (px)
Citation preview

STALE NARZĘDZIOWE

Stale narzędziowe - stopy przeznaczone na
narzędzia tj. przedmioty służące do rozdzielania i
rozdrabniania materiałów bądź nadawania kształtu
przez obróbkę skrawaniem lub przez przeróbkęplastyczną, a także stopy przeznaczone na
przyrządy pomiarowe używane w masowej
produkcji.
Różnorodność warunków pracy narzędzi stwarza
konieczność zróżnicowania wymagań stawianych
stalom narzędziowym, jednakże we wszystkich
przypadkach zawsze dąży się do osiągnięcia
największej trwałości narzędzia.

Podstawowe wymagania:
•Wysoka twardość (najczęściej ponad 60 HRC) –narzędzie musi być twardsze od obrabianego materiału, przy dostatecznej ciągliwości i odporności na pękanie,
•Odporność na zużycie ścierne, zabezpieczające trwałość narzędzia w warunkach tarcia przy znacznych naciskach jednostkowych,
•Odpowiednia hartowność, dla zapewnienia niezbędnej grubości warstwy martenzytycznej, a tym samym odpowiednich właściwości mechanicznych na przekroju narzędzia,
•Odporność na odpuszczające działanie podwyższonych temperatur, tj. zdolność do zachowania wysokiej twardości i odporności na ścieranie.

Dodatkowe wymagania, zróżnicowane dla poszczególnych grup narzędzi, np.:
•odporność na pękanie w warunkach cyklicznych zmian temperatury i obciążeń dynamicznych (narzędzia kuźnicze do przeróbki plastycznej na gorąco),• stabilność wymiarów (sprawdziany i dokładne narzędzia pomiarowe, •odporność na ścieranie i korozyjne oddziaływanie czynników aktywnych chemicznie (narzędzia do przetwórstwa tworzyw sztucznych).

Zgodnie z normą PN-EN ISO 4957:2004 wyróżnia sięstale:
1. Narzędziowe niestopowe,
2. Narzędziowe stopowe do pracy na zimno,
3. Narzędziowe stopowe do pracy na gorąco,
4. Szybkotnące.
Podstawą podziału stali narzędziowych do pracy na zimno i na gorąco jest temperatura powierzchninarzędzia, która powinna być niższa od 200°C dla stali do pracy na zimno, a dla stali przeznaczonych na narzędzia do pracy na gorąco wynosi zwykle powyżej 200°C. Stale szybkotnące przeznaczone głównie do obróbki skrawaniem i w produkcji formowania mogą nagrzewać się do temperatury 600°C.

Podstawową rolę we wszystkich stalach narzędziowych odgrywa węgiel, który wpływa na twardość stali.
Stale narzędziowe są zwykle wysokowęglowe, tylko niektóre są stalami średnio- węglowymi, jeśli musząposiadać większą odporność na obciążenia dynamiczne.
Węgiel i na ogół duża zawartość pierwiastków stopowych, głównie węglikotwórczych (Cr, Mo, W, V) w połączeniu z obróbką cieplną - hartowaniem i odpuszczaniem - są podstawą ukształtowania struktury, w postaci twardej osnowy martenzytu odpuszczonego z drobnymi, równomiernie rozmieszczonymi twardymi węglikami, co zapewnia wysoką odporność na zużycie ścierne.

Pierwiastki stopowe zwiększają hartowność, odpornośćna ścieranie i odporność na odpuszczające działanie ciepła oraz zachowanie twardości w wysokiej
temperaturze.
Zwiększenie hartowności pozwala na stosowanie podczas hartowania mniej intensywnych środków chłodzących, co zmniejsza naprężenia, a tym samym ogranicza możliwość wystąpienia pęknięć hartowniczych oraz zmiany wymiarów i kształtu narzędzi.

Stale narzędziowe niestopowe
Stale narzędziowe niestopowe (węglowe) są stalami do
pracy na zimno. Wg PN-EN ISO 4957:2004 obejmująsześć gatunków o wzrastającej zawartości węgla od 0,45
do 1,20%Tabl. 1. Stale narzędziowe niestopowe
Gatunek
Odpowiednik wg
PN Średnia
zawartość węgla
%
Temperatura
hartowania
°C
Temperatura
odpuszczania
°C
Twardość po
obróbce
cieplnej HRC
C45U
C70U
C80U
C90U
C105U
C120U
brak
N7(E)
N8(E)
N9(E)
N10(E)/N11(E)
N12(E)
0,45
0,70
0,80
0,90
1,05
1,20
810
800
790
780
780
770
180
54
57
58
60
61
62

Hartowność stali niestopowych: mała, zahartowanie na
wskroś można uzyskać tylko dla średnic do 10 mm. W przypadku większych średnic głębokość warstwy zahartowanej zmienia się, np. dla średnicy 30 mm głębokośćwarstwy zahartowanej wynosi około 3mm. Nie zahartowany rdzeń o strukturze, najczęściej drobnego perlitu, jest bardziej miękki ale jednocześnie bardziej ciągliwy, co pozwala stosować taką stal na narzędzia narażone na obciążenia dynamiczne.
Przeznaczenie stali niestopowych:wyrób narzędzi o
prostych kształtach. Z gatunków o niższej zawartości węgla wykonuje się narzędzia pracujące udarowo, jak przecinaki, młotki, siekiery, wykrojniki, przebijaki, narzędzia tnące; piły, dłuta, a stale o dużej zawartości węgla na narzędzia do obróbki metali z niewielką szybkością skrawania; frezy, wiertła, narzynki, gwintowniki.

Obróbka cieplna stali narzędziowych niestopowych
Półwyroby ze stali narzędziowych są dostarczane z hut w stanie zmiękczonym aby umożliwić obróbkę wiórową. Wytworzone narzędzia poddaje się hartowaniu i odpuszczaniu:
• Austenityzowanie w temperaturach 30 - 50°C powyżej linii Ac3 (stale podeutektoidalne) a powyżej linii Ac1 (stale eutektoidalne i nadeutektoidalne)
• Chłodzenie w wodzie
• Struktura po hartowaniu: martenzyt (stal podeutektoidalna i eutektoidalna), martenzyt z kulkowym cementytemdrugorzędowym (stal nadeutektoidalna)
• Odpuszczanie niskie, w temperaturze ~180°C w celu usunięcia naprężeń. Zostaje zachowana struktura hartowania i wysoka twardość.

Fragment wykresu układu równowagi fazowej Fe-Fe3C z pasmem prawidłowych temperatur hartowania

Stale narzędziowe stopowe
Stale do pracy na zimno (PN-EN ISO 4957:2004)
W porównaniu ze stalami niestopowymi mają:
1. Zwiększoną hartowność, co daje możliwość produkcji
większych narzędzi o bardziej skomplikowanych
kształtach, z uwagi na stosowanie podczas
hartowania łagodniejszych ośrodków chłodzących
(olej, powietrze),
2. Podwyższoną odporność na ścieranie wskutek
obecności drobnych węglików pierwiastków
stopowych (Cr, Mo, V, W).
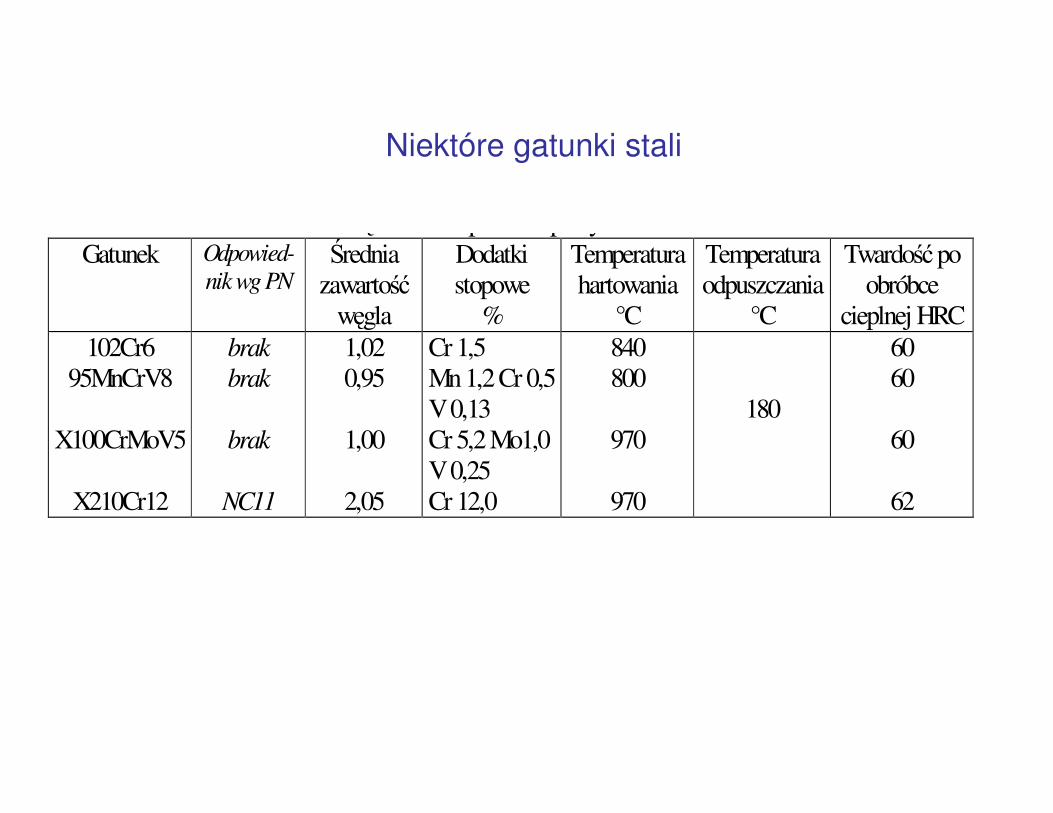
. Stale narzędziowe stopowe do pracy na zimno
Gatunek Odpowied-
nik wg PN Średnia
zawartość węgla
Dodatki
stopowe
%
Temperatura
hartowania
°C
Temperatura
odpuszczania
°C
Twardość po
obróbce
cieplnej HRC
102Cr6
95MnCrV8
X100CrMoV5
X210Cr12
brak
brak
brak
NC11
1,02
0,95
1,00
2,05
Cr 1,5
Mn 1,2 Cr 0,5
V 0,13
Cr 5,2 Mo1,0
V 0,25
Cr 12,0
840
800
970
970
180
60
60
60
62
Niektóre gatunki stali

Skład chemiczny:
• Węgiel 0,3 - 2,3%
• Dodatki stopowe: Cr do 17%, Mo do 1,3%, V do 1,0%, W do 2,2%, Ni do 4,3, Mn do 2,5 i Si do 1,0%
Przeznaczenie:
• Stale o niższej zawartości węgla (0,3-0,6% C) mają dobrąodporność na uderzenia i dlatego stosuje się je np. na nitowniki, dłuta.
• Stale o zawartości węgla 1,4-2,3% to stale ledeburytyczne; po odlaniu występuje w strukturze ledeburyt przemieniony –mieszanina eutektyczna węglików i perlitu. Stale mają dużąhartowność, pozwalającą na hartowanie narzędzi o mniejszych przekrojach w powietrzu, a dzięki dużemu udziałowi objętościowemu twardszych od cementytu węglików stopowych (głównie chromu) należą do bardzo odpornych na ścieranie. Duża regularność odkształceń po hartowaniu bez zmiany kształtu powoduje, że stosuje się je do wyrobu narzędzi o skomplikowanych kształtach, m.in. na płyty tnące do wykrojników, pierścienie do przeciągania, szczęki i rolki do walcowania i wytłaczania, sprawdziany itp.

Obróbka cieplna stali narzędziowych do pracy na zimno
• Hartowanie i odpuszczanie niskie (wyższe od temperatury pracy)
• Kilkustopniowe nagrzewanie narzędzi ze stali wysokostopowych o skomplikowanych kształtach dla zminimalizowania naprężeńcieplnych
• Austenityzowanie w temperaturach 30 - 50°C powyżej linii Ac1(stale nadeutektoidalne), powyżej linii Accm (stale ledeburytyczne).
W stalach nadeutektoidalnych podczas austenityzowania węgliki wtórne pozostają nie rozpuszczone, w stalach ledeburytycznychrozpuszczają się w większości węgliki wtórne, a pozostają nie rozpuszczone węgliki pierwotne. Podczas austenityzacjipozostawia się więc pewną część węglików nie rozpuszczoną, co zwiększa odporność na ścieranie.
• Odpuszczanie w 180°C. Zostaje zachowana struktura martenzytu z węglikami nie rozpuszczonymi podczas austenityzacji, co zapewnia wysoką twardość i odporność na ścieranie.

Wpływ temperatury odpuszczania na zmiany twardości stali narzędziowych: a) niestopowych, b) stopowych do pracy na
zimno

Stale narzędziowe do pracy na gorąco(PN-EN ISO 4957:2004)
Przeznaczone na narzędzia, których temperatura powierzchni nagrzewa się powyżej 200°C i jednocześnie narażone są na częste i nagłe zmiany temperatury, odpuszczające działanie ciepła, duże naciski i ścieranie.
Gatunek
Odpowied-
nik wg PN Średnia
zawartość węgla
Dodatki stopowe
%
Temperatura
hartowania
°C
Temperatura
odpuszczania
°C
Twardość po
obróbce
cieplnej
HRC
32CrMoV12-28
X40CrMoV5-1
50CrMoV13-15
WLV
WCLV
brak
0,32
0,40
0,50
Cr 3,0 Mo 2,75 V
0,55
Cr 5,2 Mo 1,3 V
1,0
Mn 0,7 Cr 5,3 Mo
1,5 V 0,25
1040
1020
1010
550
550
510
46
50
56
Niektóre gatunki stali

Cechy stali narzędziowych do pracy na gorąco:
• Dobre właściwości mechaniczne w podwyższonych
temperaturach (wysoka wytrzymałość, twardość, dobra
ciągliwość), a w wypadku dużych wymiarów narzędzi, np.
matryc - duża hartowność,
• Dostateczna odporność na szybkie zmiany temperatury; w
wyniku wielokrotnego nagrzewania i chłodzenia wierzchniej
warstwy narzędzi wytwarza się z upływem czasu na ich
powierzchni siatka pęknięć. Zjawisko to zwane zmęczeniem
cieplnym jest podstawową przyczyną zużywania się narzędzi
do pracy na gorąco.

Skład chemiczny:
• Węgiel 0,25 – 0,60%
• Dodatki stopowe: Cr do 5,5%, Mo do 3,2%, V do 2,1%,
Si do 1,0%, w niektórych gatunkach Ni do 2%, W do 9,5%,
Co ok.4,5%
Przeznaczenie:
• Stale średniostopowe mają lepszą przewodność cieplną niżwysokostopowe i dlatego mniejszą skłonność do tworzenia pęknięćwskutek zmęczenia cieplnego. Stosuje się je do wyrobu matryc kuźniczych, kowadeł do pras i młotów. Z uwagi na duże naciski i wstrząsy w czasie kucia muszą wykazywać dostateczną twardość i dużą ciągliwość.
• Stale wysokostopowe stosowane są na matryce do pras i formy do odlewów pod ciśnieniem, gdzie kontakt gorącego materiału jest stosunkowo długi i silniejsze nagrzewanie powierzchni narzędzia, przy spokojniejszych warunkach pracy. W, Mo i V hamują spadek twardości przy odpuszczaniu.
Obróbka cieplna stali narzędziowych do pracy na gorąco
• Hartowanie i wysokie odpuszczanie (temperatura wyższa od
temperatury pracy narzędzia)
•Temperatura austenityzacji: stale średniostopowe 1010 - 1040°C,
wysokostopowe 1120 - 1150°C. Nagrzewanie dużych narzędzi prowadzi się stopniowo z małymi szybkościami, a czas
austenityzacji narzędzi o dużych wymiarach może dochodzić do
kilku godzin. Chłodzenie w oleju lub powietrzu. Struktura stali po
hartowaniu to martenzyt z niewielką ilością austenitu szczątkowego i
węglikami stopowymi nie rozpuszczonymi podczas austenityzacji.
• Odpuszczanie stali średniostopowych 500 – 550°C,
wysokostopowych w 600°C ma na celu uzyskanie dobrej udarności i odporności na odpuszczające działanie ciepła. Struktura po
odpuszczaniu to martenzyt odpuszczony, węgliki drobnodyspersyjne wydzielone podczas odpuszczania i większe
węgliki, nie rozpuszczone podczas austenityzacji.

Wpływ temperatury odpuszczania na zmiany twardości stali narzędziowych: a) stopowych do pracy na gorąco, b)
szybkotnących

Stale narzędziowe szybkotnące PN-EN ISO 4957:2004
Stale szybkotnące stosowane są na narzędzia skrawające pracujące w bardzo ciężkich warunkach; dużych szybkościach skrawania i dużych przekrojach wióra, dzięki zdolności zachowania twardości, odporności na ścieranie do temperatury 600°C oraz zależnych od nich własności tnących stali.
Gatunek Odpowied-
nik wg PN Średnia
zawartość węgla
Dodatki
stopowe
%
Temperatura
hartowania
°C
Temperatura
odpuszczania
°C
Twardość po obróbce
cieplnej
HRC
HS18-0-1
HS6-5-2
SW18
SW7M
0,80
0,85
W 18,0 V
1,1 Cr 4,0
W 6,3 Mo
5,0 V 1,0
Cr 4,0
1260
1220
560
560
63
65

Skład chemiczny:
• Węgiel 0,77 – 1,40%
• Dodatki stopowe: W do 18%, Mo do 8,7%, V do 4%,
Cr do 4%; w kilku gatunkach stali Co do 10%
Wysoki udział węgla jest niezbędny do utworzenia węglikówstopowych. Zawartość węgla jest tak dobrana, aby w stanie wyżarzonym związać w węglikach prawie całkowicie pierwiastki stopowe – Mo, W, V i Cr, a w temperaturze austenityzowania do hartowania część rozpuścić (nasycić austenit i zwiększyćhartowności stali) i część pozostawić w celu zwiększenia odporności na ścieranie.
Znaczna zawartość pierwiastków węglikotwórczych zapewnia: zachowanie drobnego ziarna w stali przy hartowaniu z wysokich temperatur, wysoką hartowność, twardość wtórną przy odpuszczaniu w 500-600ºC oraz zachowanie wysokiej twardości do 500-600ºC. Kobalt – pierwiastek, który nie tworzy węglików zwiększa przewodność cieplną stali, wskutek czego narzędzia mogą skrawać z większą szybkością.

Stale szybkotnące należą do stali ledeburytycznych, tzn. w
stanie odlanym i powolnym chłodzeniu mają strukturę
złożoną z drobnego perlitu, węglików wtórnych i ledeburytu
- eutektyki przemienionej – w skład której wchodzi perlit
drobny, węgliki pierwotne i wtórne. Po wyżarzaniu
ujednorodniającym wlewek poddaje się kuciu (lub
walcowaniu) w zakresie temperatur 1100 do 900°C celem
rozbicia ledeburytycznej siatki węglików. Co najmniej
ośmiokrotne zmniejszenie przekroju wlewka jest niezbędne
dla obniżenia stopnia segregacji węglików. Segregacja
węglików podlega ścisłej kontroli w oparciu o wzorce
zawarte w normach, ponieważ w końcowym efekcie
decydują one w dużym stopniu o zużywaniu narzędzia i
jego jakości.

Obróbka cieplna stali szybkotnących
Po obróbce plastycznej półwyroby ze stali szybkotnącej podlegająwyżarzaniu zmiękczającemu w temperaturze 800 - 850°C przez ok. 10 godz. Zapewnia ono zmniejszenie twardości poniżej 300HV i dobrą obrabialność dzięki równomiernemu rozłożeniu węglików , w osnowie ferrytu stopowego. Gotowe narzędzia hartuje się i odpuszcza.
Schemat obróbki cieplnej stali szybkotnącej

• Podgrzewanie stopniowe z uwagi na małą przewodność cieplną
•Temperatura austenityzowania około 1280°C, co umożliwia
rozpuszczenie takiej ilości węglików w austenicie aby został on
nasycony pierwiastkami stopowymi i węglem dla zwiększenia hartowności, a jednocześnie pozostawienie części węglików nie
rozpuszczonych, które zahamują rozrost ziaren austenitu
•Chłodzenie stopniowe w kąpieli solnej lub oleju o temperaturze ok.
550°C i następnie w spokojnym powietrzu. Struktura stali po
hartowaniu: martenzyt z austenitem szczątkowym (ok. 30%) i
nierozpuszczone podczas austenityzowania węgliki
• Dwukrotne odpuszczanie w temperaturze od 550 ÷ 600°C przez 2
godz. z chłodzeniem w powietrzu. Podczas pierwszego
odpuszczania z martenzytu i austenitu szczątkowego wydzielają siędrobnodyspersyjne węgliki, a podczas chłodzenia następuje
przemiana austenitu szczątkowego w martenzyt hartowania. Drugie
odpuszczanie ma na celu usunięcie kruchości martenzytu hartowania
i dalsze obniżenie udziału austenitu szczątkowego.
![STALE NARZ ĘDZIOWE - Strona główna - Wydział Mechaniczny narz.pdf · N10(E)/N11(E) N12(E) C45U C70U C80U C90U C105U C120U Twardo ść po obróbce cieplnej [HRC] Temperatura odpuszczania](https://img.pdfslide.tips/doc/110x75/5c75db0609d3f25d028b721e/stale-narz-edziowe-strona-glowna-wydzial-mechaniczny-narzpdf-n10en11e.jpg)




























