Embed Size (px)
Citation preview

Starting Clutch Outer SubStarting Clutch Outer SubStarting Clutch Outer SubStarting Clutch Outer Sub
의 신뢰성확보를 위환의 신뢰성확보를 위환의 신뢰성확보를 위환의 신뢰성확보를 위환Ass'yAss'yAss'yAss'y
제조공정 기술지원제조공정 기술지원제조공정 기술지원제조공정 기술지원
년 월 일년 월 일년 월 일년 월 일2005 9 302005 9 302005 9 302005 9 30
지원기관 한국기계연구원지원기관 한국기계연구원지원기관 한국기계연구원지원기관 한국기계연구원::::
지원기업지원기업지원기업지원기업 : SINTERNET: SINTERNET: SINTERNET: SINTERNET
산업자원부산업자원부산업자원부산업자원부

- 2 -
제 출 문제 출 문제 출 문제 출 문
산업자원부장관 귀하산업자원부장관 귀하산업자원부장관 귀하산업자원부장관 귀하
본 보고서를 의 신뢰성 확보를 위한 제조공정기술“Starting clutch outer sub ass'y
지원 지원기간 과제의 기술지원성과 보고서로 제출합니”( : 2004. 10. ~ 2005. 9.)
다.
2005. 9. 30.2005. 9. 30.2005. 9. 30.2005. 9. 30.
지원기관 기관명 한국기계연구원지원기관 기관명 한국기계연구원지원기관 기관명 한국기계연구원지원기관 기관명 한국기계연구원: ( ): ( ): ( ): ( )
대표자 박 화 영대표자 박 화 영대표자 박 화 영대표자 박 화 영( )( )( )( )
지원기업 기업명지원기업 기업명지원기업 기업명지원기업 기업명: ( ) SINTERNET: ( ) SINTERNET: ( ) SINTERNET: ( ) SINTERNET
대표자 정 행 웅대표자 정 행 웅대표자 정 행 웅대표자 정 행 웅( )( )( )( )
지원책임자지원책임자지원책임자지원책임자 :::: 이 구 현이 구 현이 구 현이 구 현
참여연구원참여연구원참여연구원참여연구원 ::::
::::〃〃〃〃
::::〃〃〃〃
- 3 -
목 차목 차목 차목 차
제 장 서론제 장 서론제 장 서론제 장 서론1111
제 절 기술지원 필요성제 절 기술지원 필요성제 절 기술지원 필요성제 절 기술지원 필요성1111
제 절 기술지원 목표제 절 기술지원 목표제 절 기술지원 목표제 절 기술지원 목표2222
제 절 기술지원 내용제 절 기술지원 내용제 절 기술지원 내용제 절 기술지원 내용3333
제 장 본론제 장 본론제 장 본론제 장 본론2222
제 절 기술지원 성과제 절 기술지원 성과제 절 기술지원 성과제 절 기술지원 성과1111
부품의 상세한 설명부품의 상세한 설명부품의 상세한 설명부품의 상세한 설명1.1.1.1.
기술지원 달성정도기술지원 달성정도기술지원 달성정도기술지원 달성정도2.2.2.2.
기술지원의 내용기술지원의 내용기술지원의 내용기술지원의 내용3.3.3.3.
가 스타팅클러치의 균열발생 원인 분석가 스타팅클러치의 균열발생 원인 분석가 스타팅클러치의 균열발생 원인 분석가 스타팅클러치의 균열발생 원인 분석....
나 스타팅클러치 금형설계를 위한 응력해석나 스타팅클러치 금형설계를 위한 응력해석나 스타팅클러치 금형설계를 위한 응력해석나 스타팅클러치 금형설계를 위한 응력해석....
다 스타팅클러치 부품의 제조공정 설계다 스타팅클러치 부품의 제조공정 설계다 스타팅클러치 부품의 제조공정 설계다 스타팅클러치 부품의 제조공정 설계....
원료분말 선정 및 금형설계원료분말 선정 및 금형설계원료분말 선정 및 금형설계원료분말 선정 및 금형설계1)1)1)1)
소결조건 변화에 따른 경도변화소결조건 변화에 따른 경도변화소결조건 변화에 따른 경도변화소결조건 변화에 따른 경도변화2)2)2)2)
용침용침용침용침3) (infiltration)3) (infiltration)3) (infiltration)3) (infiltration)
수증기처리수증기처리수증기처리수증기처리4) (steam treatment)4) (steam treatment)4) (steam treatment)4) (steam treatment)
소결체의 침탄 열처리 기술소결체의 침탄 열처리 기술소결체의 침탄 열처리 기술소결체의 침탄 열처리 기술5)5)5)5)
라 소결체의 기계적 특성 평가라 소결체의 기계적 특성 평가라 소결체의 기계적 특성 평가라 소결체의 기계적 특성 평가....
인장특성인장특성인장특성인장특성1)1)1)1)
경도특성경도특성경도특성경도특성2)2)2)2)
피로특성피로특성피로특성피로특성3)3)3)3)
지원 내용의 기업 전략에의 기여도지원 내용의 기업 전략에의 기여도지원 내용의 기업 전략에의 기여도지원 내용의 기업 전략에의 기여도4.4.4.4.
제 절 기술지원 수행제 절 기술지원 수행제 절 기술지원 수행제 절 기술지원 수행2222
제 장 결론제 장 결론제 장 결론제 장 결론3333
- 4 -
제 장 서 론제 장 서 론제 장 서 론제 장 서 론1111
제 절 기술지원 필요성제 절 기술지원 필요성제 절 기술지원 필요성제 절 기술지원 필요성1111
이륜자동차 는 단거리 이동의 편리성과 경제성 및 유용성의 측면에서(motorcycle)
많은 이용하고 있는 이송수단이다 그러나 최근 국내의 생활수준 경제력의 향상과. ,
안정성 등의 복합적인 원인으로 이륜자동차보다 승용차를 이용하는 경향이 커 국내
의 이륜자동차 시장은 많이 위축되고 있다 하지만 중국 및 동남아 동의 개발도상.
국을 중심으로 생산되고 있는 이륜자동차는 연간 약 만대 이상이다 이륜자동2,000 .
차의 주소 비국은 중국 인도 및 대부분은 동남아 국가 인도네시아 태국 및 베트남, ( ,
등 들이며 아직 이륜차 제조 기술이 미비한 경우가 대부분이다 따라서 아주 거대) , .
한 이륜차 시장이 바로 옆에 놓여있다고 해도 과언이 아니다.
이륜자동차에서 엔진이 차지하는 비중은 상당하다 금액으로 보아서도 전체의 이륜.
자동차의 약 정도 차지하고 있다 특히 이륜자동차의 경우 자동차의 엔진과 달40% .
리 의 높은 엔진 회전속도와 엔진부피의 제약으로 부픔이 소형이4,000~5,000rpm
며 우수한 기계적 특성을 갖추어야하기 때문에 부품제조에 높은 기술력이 필요하다
고 하겠다 현재 국내의 이륜자동차 부품의 제조 기술은 선진기술인 일본과 큰 차.
이가 나지 않을 정도로 높은 수준에 와 있으며 동남아 등 이륜자동차의 주 소비국,
에서 높은 인지도를 갖고 있다.
이륜자동차엔진 부품은 지금까지는 주로 주 단조 후 기계가공공정에 의해 제작되고·
있다 따라서 국내의 높은 인건비로 인해 부품의 가격 경쟁력이 현저히 낮아지고.
있는 실정이다 국내의 부품 업계는 동남아 국가들의 낮은 인건비로 제작된 저가품
의 크나큰 도전을 받고 있으며 동남아 시장에서 차지하는 국산 부품 시장도 많이,
위축되어 있다.

- 5 -
이를 극복하기 위해서는 높은 제조기술을 바탕으로 제조공정을 개선하여 가격 경쟁
력을 높이면서 품질이 우수한 부품의 생산만이 국내 부품산업의 활로라 생각되며,
거대한 해외 이륜자동차 부품시장 확보가 이루어지리라 생각된다 이러한 문제점을.
극복하기 위해 제조공정의 변화가 절실하다 부품의 제조공정에서 대량 생산에 적.
합한 분말야금법을 이용한 부품의 제조가 최근 몇몇 업체에서 실시되고 있다.
분말야금 공정은 단순한 부품을 대량으로 제조하는 최적의 공정 기술로서 특히 자
동차부품 및 기어류 등에 많이 적용되고 있다 분말야금의 제조공정은 원료분말의.
혼합에서 성형 소결 및 열처리 등의 다양한 공정들로 이루어져 있어 각각의 공정,
간 자동화에 의한 공정 설계가 어렵다 특허 영세한 소규모의 제조업체의 경우 이.
러한 제조공정을 완벽하게 이해하지 못하기 때문에 부품의 많은 불량이 발생되고
있으며 또한 엔진부품 등과 같이 높은 정밀도를 요구하는 부품의 제조에는 접근조,
차 곤란한 실정이다.
최근 국내의 부품 소재 산업은 저가의 중국 제품으로 인해 내수 및 수출 시장에서·
많은 고전을 면치 못하고 있다 특히 국내의 부품제조업은 대부분 기술력이 부족한.
중소기업에서 생산되고 있는 실정에서 동남아 및 중국 등의 저가 제품과 선진국의
품질이 우수한 제품 사이에서 운신의 폭이 자꾸 줄어드는 침체기에 접어들었다고
해도 과언이 아니라 생각된다 이러한 중소 부품제조업의 활로는 기술개발에 따른.
제품의 품질개선과 제조공정개선에 따른 부품의 가격경쟁력을 확보하는 것이 급선
무라 하겠다.
본 과제에서 지원하는 업체는 이륜차엔진부품의 제조공정의 문제점을 파악하여 분
말야금공정을 도입하여 제품을 제조하고 있는 업체이다.

- 6 -
이 업체가 제조하는 이륜자동차 엔진 부품으로는 변속기 기어류 스타팅 클러치와,
클러치아웃터 등 다수의 부품을 분말야금 공정을 이용하여 제조 하고 있다 하지만.
현재 제조되고 있는 제품의 특성을 완벽히 만족시키지 못하여 기능성 및 내구성에
문제가 발생하고 제조공정상의 공정에로기술의 부족으로 인해 제품의 불량률이 높
게 나타나고 있는 상황에 처해 있는 업체이다.
따라서 본 과제에서 지원한 기업은 이륜차 부품을 생산을 위해 창업하여 아직 생산
공정이 완전히 정립되지 못해 제품생산에 많은 애로 사항을 가진 업체로서 생산,
공정의 확립과 제품의 품질 수준을 향상 시키면 앞으로 이륜차 부품제조 및 분말야
금 응용부품의 제조에 탁월한 성과가 기대된다 즉 신 제조공정을 도입으로 품질이.
우수하면서도 저렴한 이륜자동차 엔진 부품을 생산하고자 하는 과정에서 발생되는
기술애로사항 즉 체계적이고 원활한 부품 개발공정기술 부족 장비 및 자체 연구인, ,
력 부족 등의 문제점을 해결하기 위해 본 과제를 시행하게 되었다.
- 7 -
제 절 기술지원 목표제 절 기술지원 목표제 절 기술지원 목표제 절 기술지원 목표2222
이륜자동차 엔진 부품은 가혹한 환경에서 작동하는 부품으로 일반적인 분말야금 제
조공정에 의해 제조된 것으로는 내충격 특성과 내마모 특성을 만족시키기가 매우
어렵다 따라서 이륜차 엔진 부품의 선진국인 일본에서도 극히 한정된 곳에만 일부.
적용하고 있다 하지만 동일 품목이 대량 생산되고 있는 이륜자동차의 엔진 부품을.
분말야금법을 이용하여 제조하면 아주 많은 장점이 있을 것이라 생각된다 분말야.
금 제조법의 최대 장점은 제조공정은 단순한 형상을 대량으로 제조하는데 가장 적
절한 제조공정이라 할 수 있다 금속분말을 원하는 형태로 성형하고 이를 다시 고.
온의 로에서 소결하여 제조하는 것으로 형상이 단순하고 제품의 수량이 대량일 때
아주 유효하다 그리고 제품의 형상이 성형하기 곤란하더라도 그 수량이 많으면 소.
결 및 접합공정을 이용하여 제조하므로서 제조 단가를 낮출 수 있는 장점도 있다.
그러나 분말야금 제품은 가공품에 비해 낮은 밀도를 갖는다는 단점이 존재하고 있
다 밀도가 낮은 제품은 내부에 존재하는 미세 기공이 외부의 응력에 의해 균열발.
생의 시작점과 응력집중 점으로 작용하여 내충격성이 낮아지는 점이 있다 이러한.
단점을 보완하기 위해 일반가공품에서는 첨가되지 않는 다양한 합금원소의 첨가와
밀도를 높이기 위한 함침 및 고온 성형법 등이 이용되고 있다 또한 분말야금법을.
적용될 수 있는 단순한 형태의 부품이라도 소형이면서 충격 및 높은 엔진회전수에
서 나타나는 소음 문제 등의 아주 정밀성을 요하는 이륜차 엔진 부품을 분말야금법
을 이용하여 제조에 있어서 높은 신뢰성을 확보하기 위한 제조공정 최적화가 가장
우선적으로 이루어져야한다 분말야금 공정은 제품을 대량생산에 적합한 제조공정.
이지만 기계가공공정과 달리 초기 재료선정과 성형기술 및 소결기술 등의 다양한
제조공정 기술이 요하는 제조법이다.
- 8 -
따라서 최적의 기계적 특성 및 정밀도를 가지는 제품을 제조 생산하기 위해 제조공
정 문제점 도출과 현재 제조된 제품에서 나타나는 문제점 및 미비점을 보완 검토하
여 최적의 제품을 생산할 수 있도록 제조공정 최적화를 목표로 하는 본 과제의 세
부적인 사항은 아래에 나타내었다.
소결공정으로 제조된 이륜차 부품의 신뢰성 확보를 위한 공정설계■
기술 합금- Alloying Design (Fe base )
소결공정의 최적공정설계-
부품의 균열발생 원인 규명 및 방지대책-
피로 및 충격에 의한 균열방지를 위한 공정기술 확보-
최적 열처리 공정 기술확보-
자료의 화 공정 변수에 따른 조직 및 기계적특성등- DB ( )
기술지원 목표■
소결품의 신뢰성 확보 내충격성 소결 부품- :
소결 밀도- : 7.1-7.3g/cm3
침탄 후 경도 이상- : HRc 35
- 9 -
제 절 기술지원 내용제 절 기술지원 내용제 절 기술지원 내용제 절 기술지원 내용3333
피로 및 충격에 의한 소결체의 균열 방지 제조공정기술 확보하므로서 가격 경쟁력,
및 고품질의 이륜자동차 엔진부품의 제조를 가능하게 할 수 있다 이를 위해 현재.
제품을 생산하고 있는 업체의 제조 공정상 문제점을 요약하면 아래와 같다.
분말야금법을 응용한 최적 제조공정기술 미확보■
적용제품에 대한 응력해석 등의 제품 설계기술 미확보■
고기능성 분말 소결체를 얻기 위한 원료분말 설계기술과 금형 설계기술부족■
분말 소결체의 접합기술 등을 응용한 복합 소결공법에 대한 이해 부족■
분말제품에 대한 제품의 신뢰성 평가 방법 및 능력 부족■
이러한 많은 문제점을 갖고 이륜자동차 부픔을 제조하는 지원 대상 기업의 제조,
공정의 개선하고 우수한 부품을 제조하기 위한 최적의 제조공정을 설정하기 위해
기술지원을 하였으며 그 내용은 다음과 같다.
이륜차 엔진 부품 제조를 위한 최적 공정설계 기술■
기존 제품의 물성 및 기계적 특성을 평가하여 개발 제품의 합금조성을 확정- ,
제조공정을 결정하고 각 공정에 적합한 금형설계의 기본 방안 설정- ,
제품의 응력해석을 통한 문제점 해결방안 제시■
시제품 제작을 통한 특성평가■

- 10 -
각 제조공정별 기계적 특성 평가 및 미세조직 관찰을 통해 최적 공정 도출
시제품의 특성평가를 통해 제품의 신뢰성 확립-
구축 및 기타 엔진 부품의 제조기술 적용성 검토DB■
제조 공정별 평가자료 화- DB
공정관리자 및 현장 작업자의 교육자료로 활용-
- 11 -
제 장 본 론제 장 본 론제 장 본 론제 장 본 론2222
제 절 기술지원 성과제 절 기술지원 성과제 절 기술지원 성과제 절 기술지원 성과1111
부품의 상세한 설명부품의 상세한 설명부품의 상세한 설명부품의 상세한 설명1.1.1.1.
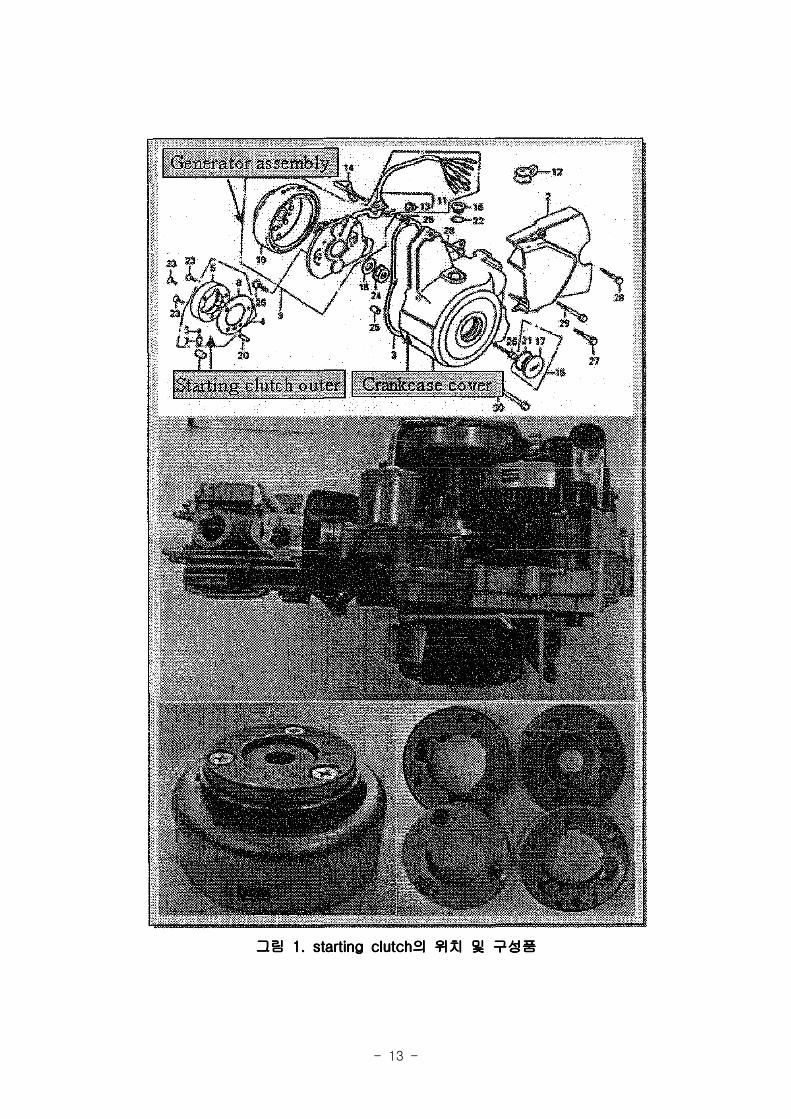
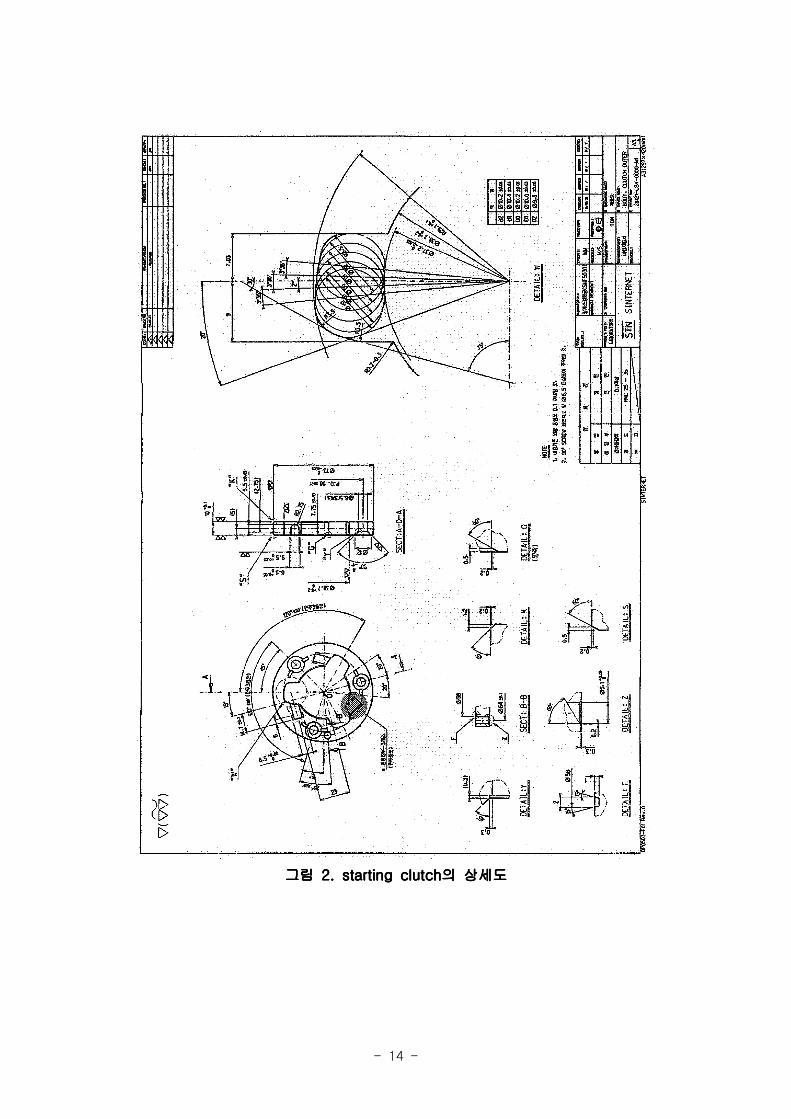
본 기술지원사업에 적용된 이륜차 엔진의 단면과 부품의 사진 및 상세도를 그림 1
에 나타내었다 스타팅클러치 는 이륜차엔 엔진의 시동에 필수 장치. (starting clutch)
로서 초기 엔진의 에 포함되어 있다 즉 전기적인 회전 운동을generator assembly .
크랭크샤프트 액 전달하여 내연기관의 폭발을 유도하여 엔진을 운전시(crack shift)
키는 장치로서 구동의 역회전을 방지하기 위한 원웨이 클러치 기(oneway clutch)
능을 가진 제품이다.
이 부품은 엔진을 가동시킬 수 있을 정도의 충분한 내력과 시동 후 고속의 회전력
에 견디어야 하는 표면 내구력이 겸비 되어야 하는 부품이다 종래의 가공부품은.
이를 만족시키기 위해 내부는 강인성의 조직을 갖으면서 표면의 경도를 높이는 침
탄공정을 적용하여 사용하였다 그리고 이 부품은 크랭크축으로부터 전해지는 높은.
회전속도와 충격하중 등의 악조건에서 작동되는 것으로 충격 및 진동에 의한 소음
을 최소화하도록 아주 정밀하게 제작되어 있다.
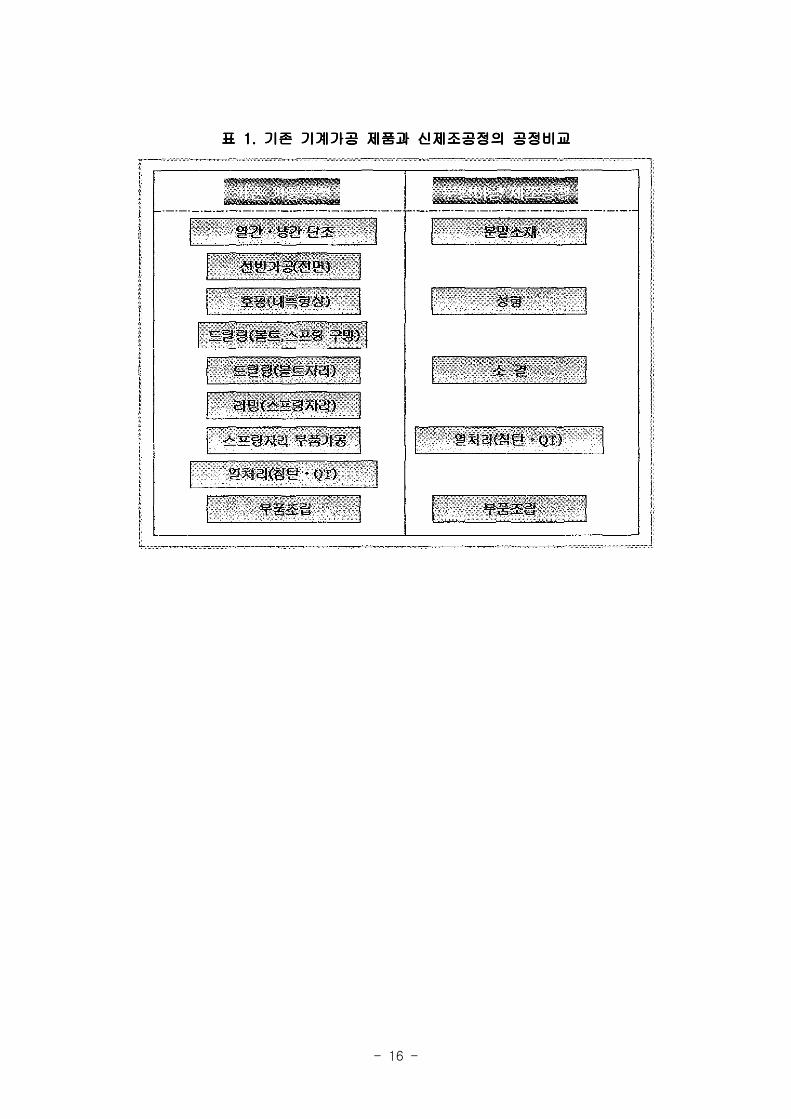
이러한 이륜자동차 엔진 부품은 최근까지 전면 기계가공에 의해 제작되고 있었지만
지원대상 업체인 에서 기존의 제조방식에서 탈피하여 대량생산에 적합SINTERNET
한 분말야금법을 응용한 신공법으로 제조하고 있다 이 신제조공정은 기존의 제조.
공정과 비교하면 표 에 나타낸 것과 같이 기계가공이 대폭 절감되어 제품의 단가1
를 낮출 수 있는 제조방법이다.
- 12 -
아래 공정비교 표 에 보인 것처럼 스타팅 클러치의 부품은 단조에서부터 부품조립1
전 공정이 기계가공에 의해 생산되는데 비해 소결 및 접합 공법을 응용하면 기계가
공 공정의 감소 능률의 증가 제품의 가격절감 등의 다양한 효과를 얻을 수 있는, ,
장점을 갖고 있다 따라서 제품의 생산에 기술적 가격적인 면에서 높은 시장경쟁력.
을 확보할 수 있는 제조공정이라 하겠다.
하지만 이러한 신제조공은 분말야금 자체의 단점 및 다양한 공정의 혼합되어 있어
많은 문제점이 노출되어 있다 이를 나열하면 다음과 같다. .
충격하중 및 소음 절감을 위한 정밀 제품제조를 위한 금형의 설계기술 및 합금①
설계기술
내충격 및 내마모 특성을 만족시키기 위한 용침 벚 표면처리 공정설계 기술②
그리고 제품의 신뢰성 및 문제점이 발견 부품의 처리방안과 해결법 미숙,③
따라서 이러한 문제점을 극복할 수 있도록 기술지원을 함으로서 선제 조공정의 안
정화로 부품의 가격 및 기술 경쟁력을 확보하여 세계적인 이륜차 엔진부품 전문기
업으로 거듭날 수 있을 것으로 생각된다.
- 13 -
그림 의 위치 및 구성품그림 의 위치 및 구성품그림 의 위치 및 구성품그림 의 위치 및 구성품1. starting clutch1. starting clutch1. starting clutch1. starting clutch
- 14 -
그림 의 상세도그림 의 상세도그림 의 상세도그림 의 상세도2. starting clutch2. starting clutch2. starting clutch2. starting clutch
- 15 -
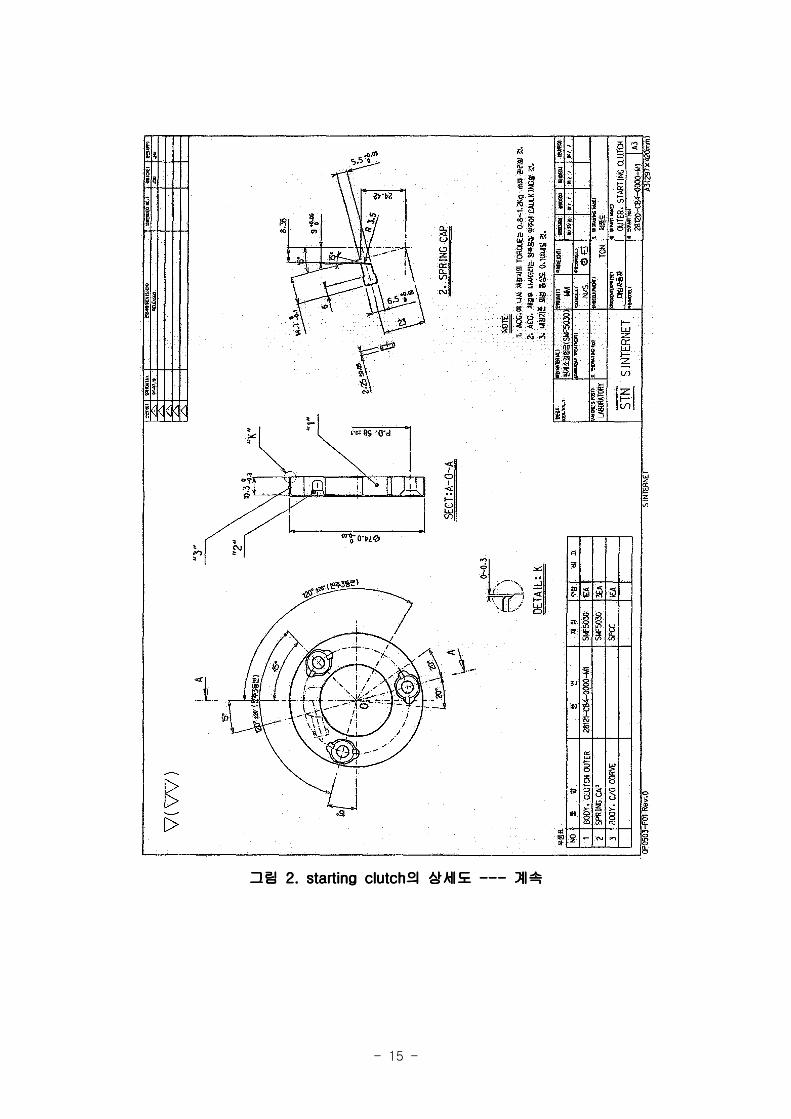
그림 의 상세도 계속그림 의 상세도 계속그림 의 상세도 계속그림 의 상세도 계속2. starting clutch ---2. starting clutch ---2. starting clutch ---2. starting clutch ---
- 16 -
표 기존 기계가공 제품과 신제조공정의 공정비교표 기존 기계가공 제품과 신제조공정의 공정비교표 기존 기계가공 제품과 신제조공정의 공정비교표 기존 기계가공 제품과 신제조공정의 공정비교1.1.1.1.
- 17 -
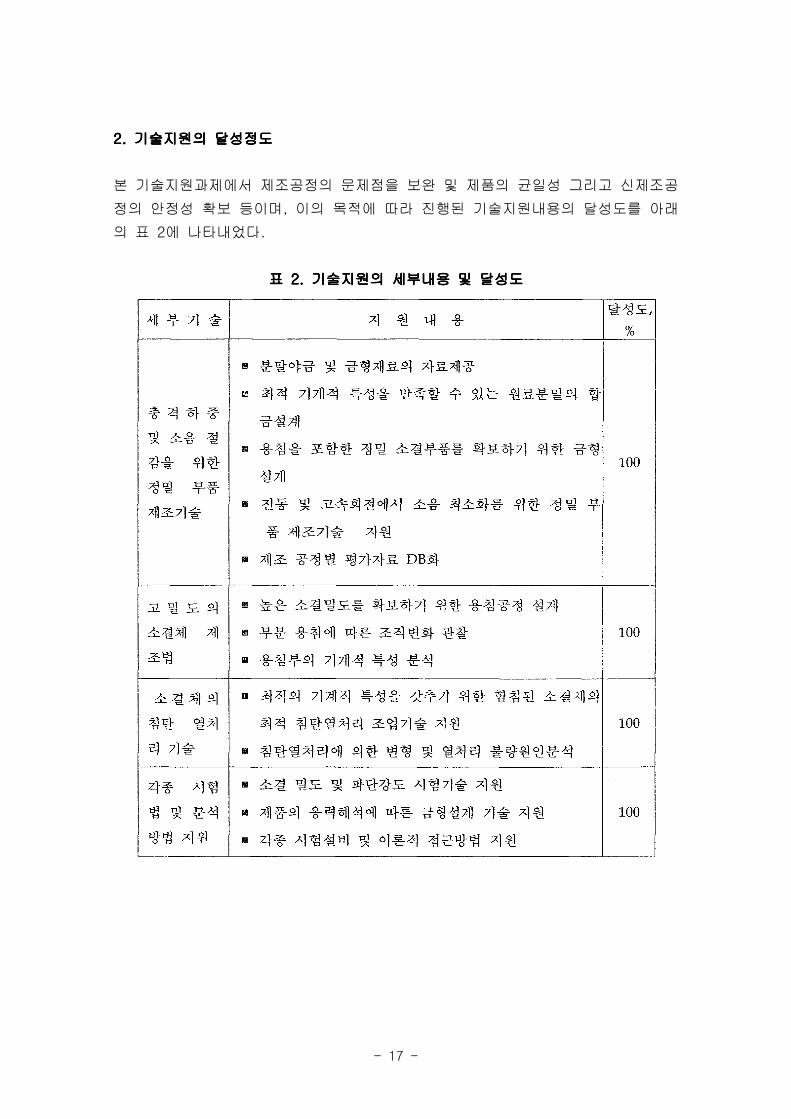
기술지원의 달성정도기술지원의 달성정도기술지원의 달성정도기술지원의 달성정도2.2.2.2.
본 기술지원과제에서 제조공정의 문제점을 보완 및 제품의 균일성 그리고 신제조공
정의 안정성 확보 등이며 이의 목적에 따라 진행된 기술지원내용의 달성도를 아래,
의 표 에 나타내었다2 .
표 기술지원의 세부내용 및 달성도표 기술지원의 세부내용 및 달성도표 기술지원의 세부내용 및 달성도표 기술지원의 세부내용 및 달성도2.2.2.2.
- 18 -
기술지원의 내용기술지원의 내용기술지원의 내용기술지원의 내용3.3.3.3.
가 스타팅클러치의 균열발생 원언 분석가 스타팅클러치의 균열발생 원언 분석가 스타팅클러치의 균열발생 원언 분석가 스타팅클러치의 균열발생 원언 분석....
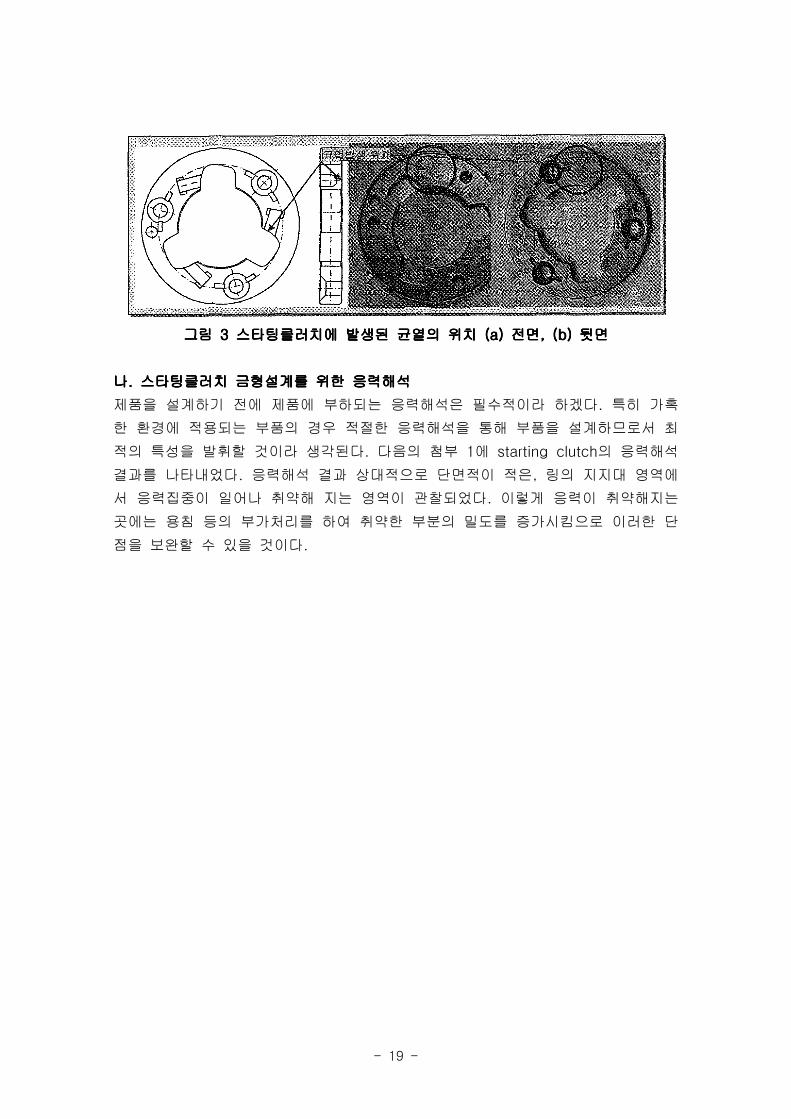
본 과제에서는 분말야금법에 의해 제조된 스타팅클러치 중 일부가 현장에 적용에서
몇몇 이하 의 제품에 아래 그림 에 보인 것처럼 균열이 발생하는 경우가(0.05% ) 3
있었다.
이러한 균열발생 원인은 다음과 같다.
과도한 엔진의 회전력에 의한 롤러와의 충격하중 발생-
소결체의 저 밀도 영역에서 나타나는 내충격성 저하-
낮은 템퍼링 처리 온도에서 나타나는 높은 심부경도-
크랭크 축과 스타팅클러치에서 나타날 수 있는 편심하중-
위와 같은 원인에 의해 발생되는 균열은 본 제품의 신뢰성에 치명적인 요인으로 작
용한다 아직 분말야금 제품에 대한 충분한 인식이 자리하지 못한 실정에서 막연히.
균열에 대한 의심을 지울 수가 없을 것이다 이러한 균열을 완전히 제거하는 방법.
으로 제조 공정을 보완하여 신뢰성을 확보하는 것이 무엇보다 시급한 실정이라 할
것이다 스타팅클러치 부품에서 발생되는 균열을 제거하는 방법으로는 우선 취약부.
위에 밀도를 증가시키는 방법에서 원료분말의 내충격성이 강한 소재를 활용하는 등
의 방법들이 있을 수 있다 이를 열거하면 다음과 같다. .
높은 소결 밀도에 의한 기계적 특성 증가-
원료분말에 인성을 높이는 의 함량을 증가시킨 사용- Ni metal powder
를 이용한 용침 으로 소결밀도 증가와 인성을 증가- Cu (infiltration)
템퍼링 온도를 조절하여 과잉의 경도를 감소 시켜 인성을 확보-
이와 같은 방법을 적적히 이용한다면 균열발생이 없는 우수한 제 품을 생산할 수
있을 것 이다 다음에 이들 각각의 변수들에 대해 상세히 설명하였다. .
- 19 -
그림 스타팅클러치에 발생된 균열의 위치 전면 뒷면그림 스타팅클러치에 발생된 균열의 위치 전면 뒷면그림 스타팅클러치에 발생된 균열의 위치 전면 뒷면그림 스타팅클러치에 발생된 균열의 위치 전면 뒷면3 (a) , (b)3 (a) , (b)3 (a) , (b)3 (a) , (b)
나 스타팅클러치 금형설계를 위한 응력해석나 스타팅클러치 금형설계를 위한 응력해석나 스타팅클러치 금형설계를 위한 응력해석나 스타팅클러치 금형설계를 위한 응력해석....
제품을 설계하기 전에 제품에 부하되는 응력해석은 필수적이라 하겠다 특히 가혹.
한 환경에 적용되는 부품의 경우 적절한 응력해석을 통해 부품을 설계하므로서 최
적의 특성을 발휘할 것이라 생각된다 다음의 첨부 에 의 응력해석. 1 starting clutch
결과를 나타내었다 응력해석 결과 상대적으로 단면적이 적은 링의 지지대 영역에. ,
서 응력집중이 일어나 취약해 지는 영역이 관찰되었다 이렇게 응력이 취약해지는.
곳에는 용침 등의 부가처리를 하여 취약한 부분의 밀도를 증가시킴으로 이러한 단
점을 보완할 수 있을 것이다.
- 20 -
다 스타팅클라치 부품의 제조공정 설계다 스타팅클라치 부품의 제조공정 설계다 스타팅클라치 부품의 제조공정 설계다 스타팅클라치 부품의 제조공정 설계....
원료분말 선정 및 금형설계원료분말 선정 및 금형설계원료분말 선정 및 금형설계원료분말 선정 및 금형설계1)1)1)1)
제품의 초기 설계단계에서는 거의 모든 설계인자들을 설계자가 결정해야만 한다.
특히 내충격성 내마모성 소음 및 진동 등이 중요시되는 기계라면 제품의 제조 공, ,
정을 요구하는 특성에 만족할 수 있도록 설계되어야 한다 본 기술지원과제의 대상.
부품인 스타팅클러치는 상대편 크랭크샤프트 와 맞물려 작동하는 것으(crank shaft)
로서 고속의 회전 에서는 높은 응력과 진동에 의한 영향을 고려(5,000~8,000rpm)
하여 설계하여야 한다 따라서 성형 및 소결에 의해 제작된 부품은 원료분말 및 금.
형의 설계가 무엇보다 중요하다.
기계가공에 의해 제작되는 부품과 달리 소결 부품은 성형 빛 소결 과정에서 치수의
변형이 따른다 즉 가압 성형체가 소결 과정에서 수축 또는 팽창이 일어나면서 치.
밀화가 일어난다 또한 사용하는 원료분말의 종류에 따라 소결과정에서 치수의 변.
화가 심하게 나타나는 것과 그렇지 않는 것이 있다 본 과제에서는 제품의 치수 안.
정성 내충격성 기계적 특성을 고려하여 원료분말을 성정하였다 철계구조용 합금, , .
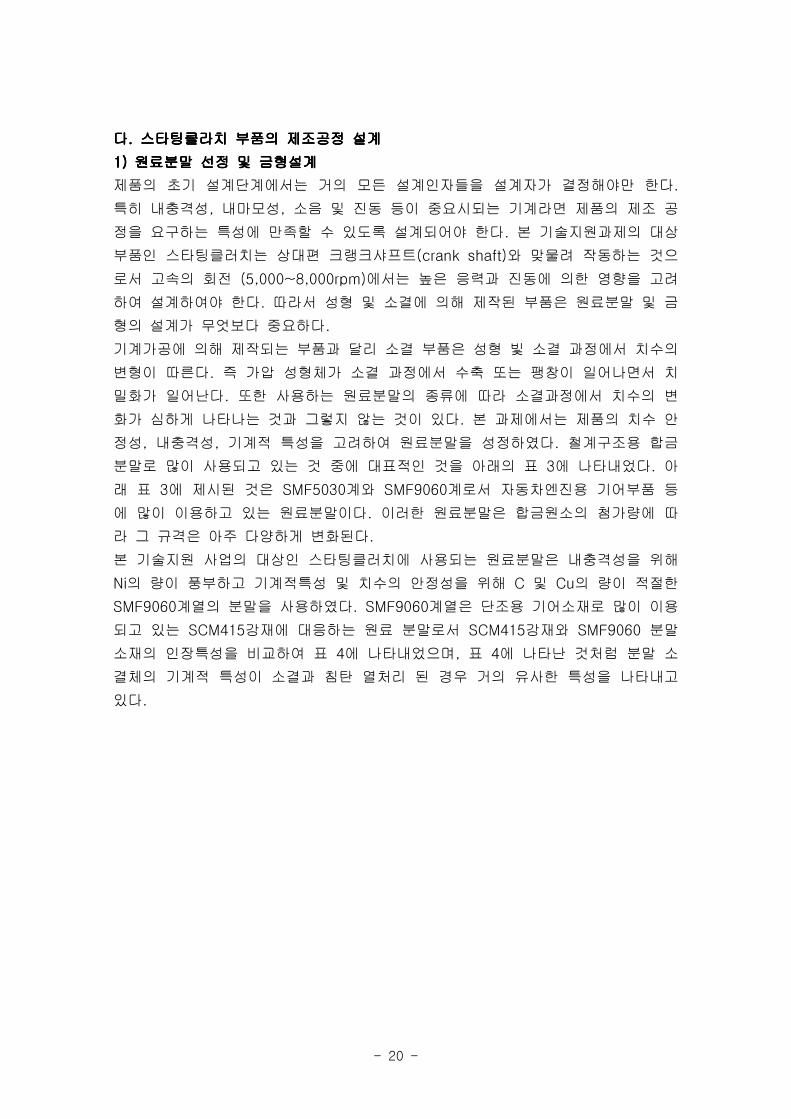
분말로 많이 사용되고 있는 것 중에 대표적인 것을 아래의 표 에 나타내었다 아3 .
래 표 에 제시된 것은 계와 계로서 자동차엔진용 기어부품 등3 SMF5030 SMF9060
에 많이 이용하고 있는 원료분말이다 이러한 원료분말은 합금원소의 첨가량에 따.
라 그 규격은 아주 다양하게 변화된다.
본 기술지원 사업의 대상인 스타팅클러치에 사용되는 원료분말은 내충격성을 위해
의 량이 풍부하고 기계적특성 및 치수의 안정성을 위해 및 의 량이 적절한Ni C Cu
계열의 분말을 사용하였다 계열은 단조용 기어소재로 많이 이용SMF9060 . SMF9060
되고 있는 강재에 대응하는 원료 분말로서 강재와 분말SCM415 SCM415 SMF9060
소재의 인장특성을 비교하여 표 에 나타내었으며 표 에 나타난 것처럼 분말 소4 , 4
결체의 기계적 특성이 소결과 침탄 열처리 된 경우 거의 유사한 특성을 나타내고
있다.

- 21 -
그림 와 에 원료분말의 전자현미경 조직사진과 입자 분포에 대한 자료를 나타내4 5
었다.
금형의 설계는 상기의 분말을 사용하여 성형 및 소결과정에서의 치수 변화와 용침
및 열처리과정에서 나타나는 치수변화 등을 고려하여 제작하였다 그 상세한 사항.
은 기업의 기밀사항에 해당되므로 여기서는 제시하지 않았다.
- 22 -
표 철계구조용 합금분말의 화학조성 및 열처리 후 치수변화표 철계구조용 합금분말의 화학조성 및 열처리 후 치수변화표 철계구조용 합금분말의 화학조성 및 열처리 후 치수변화표 철계구조용 합금분말의 화학조성 및 열처리 후 치수변화3. (QT)3. (QT)3. (QT)3. (QT)
표 강재와 분말 소재의 화학조성 및 인장특성표 강재와 분말 소재의 화학조성 및 인장특성표 강재와 분말 소재의 화학조성 및 인장특성표 강재와 분말 소재의 화학조성 및 인장특성4. SCR415 SMF90604. SCR415 SMF90604. SCR415 SMF90604. SCR415 SMF9060
그림 분말의 전자현미경 사진그림 분말의 전자현미경 사진그림 분말의 전자현미경 사진그림 분말의 전자현미경 사진4. SMF90604. SMF90604. SMF90604. SMF9060
- 23 -
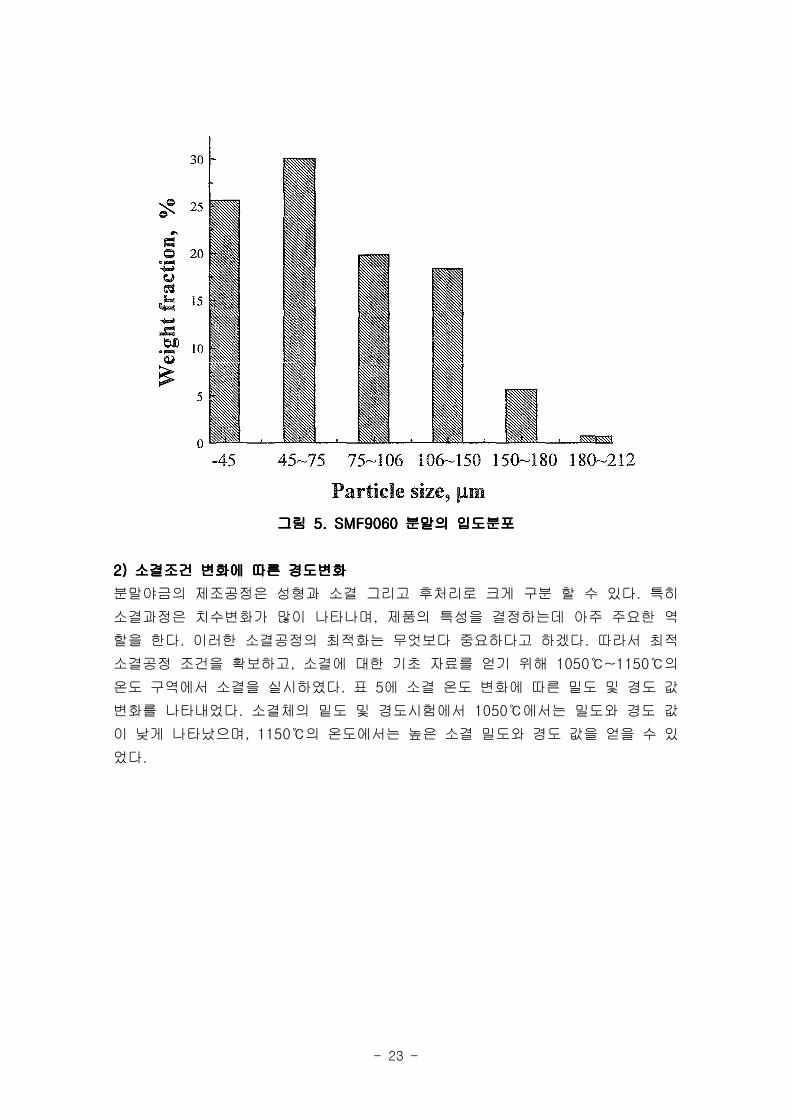
그림 분말의 입도분포그림 분말의 입도분포그림 분말의 입도분포그림 분말의 입도분포5. SMF90605. SMF90605. SMF90605. SMF9060
소결조건 변화에 따른 경도변화소결조건 변화에 따른 경도변화소결조건 변화에 따른 경도변화소결조건 변화에 따른 경도변화2)2)2)2)
분말야금의 제조공정은 성형과 소결 그리고 후처리로 크게 구분 할 수 있다 특히.
소결과정은 치수변화가 많이 나타나며 제품의 특성을 결정하는데 아주 주요한 역,
할을 한다 이러한 소결공정의 최적화는 무엇보다 중요하다고 하겠다 따라서 최적. .
소결공정 조건을 확보하고 소결에 대한 기초 자료를 얻기 위해 의, 1050 ~1150℃ ℃
온도 구역에서 소결을 실시하였다 표 에 소결 온도 변화에 따른 밀도 및 경도 값. 5
변화를 나타내었다 소결체의 밑도 및 경도시험에서 에서는 밀도와 경도 값. 1050℃
이 낮게 나타났으며 의 온도에서는 높은 소결 밀도와 경도 값을 얻을 수 있, 1150℃
었다.
- 24 -
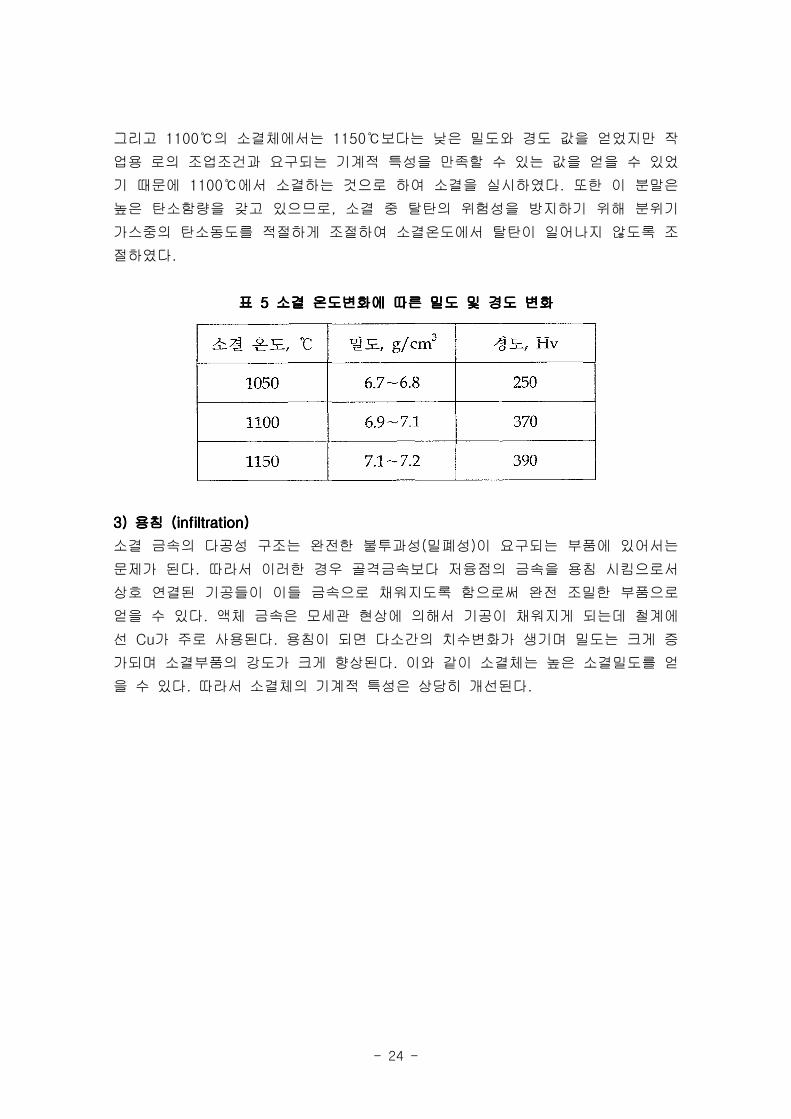
그리고 의 소결체에서는 보다는 낮은 밀도와 경도 값을 얻었지만 작1100 1150℃ ℃
업용 로의 조업조건과 요구되는 기계적 특성을 만족할 수 있는 값을 얻을 수 있었
기 때문에 에서 소결하는 것으로 하여 소결을 실시하였다 또한 이 분말은1100 .℃
높은 탄소함량을 갖고 있으므로 소결 중 탈탄의 위험성을 방지하기 위해 분위기,
가스중의 탄소동도를 적절하게 조절하여 소결온도에서 탈탄이 일어나지 않도록 조
절하였다.
표 소결 온도변화에 따른 밀도 및 경도 변화표 소결 온도변화에 따른 밀도 및 경도 변화표 소결 온도변화에 따른 밀도 및 경도 변화표 소결 온도변화에 따른 밀도 및 경도 변화5555
용침용침용침용침3) (infiltration)3) (infiltration)3) (infiltration)3) (infiltration)
소결 금속의 다공성 구조는 완전한 불투과성 밀폐성 이 요구되는 부품에 있어서는( )
문제가 된다 따라서 이러한 경우 골격금속보다 저융점의 금속을 용침 시킴으로서.
상호 연결된 기공들이 이들 금속으로 채워지도록 함으로써 완전 조밀한 부품으로
얻을 수 있다 액체 금속은 모세관 현상에 의해서 기공이 채워지게 되는데 철계에.
선 가 주로 사용된다 용침이 되면 다소간의 치수변화가 생기며 밀도는 크게 증Cu .
가되며 소결부품의 강도가 크게 향상된다 이와 같이 소결체는 높은 소결밀도를 얻.
을 수 있다 따라서 소결체의 기계적 특성은 상당히 개선된다. .
- 25 -
용침 공정은 융점이 낮은 재료를 이용하여 소결체내에 존재하는 기공을 제거하여
거의 진밀도 이론밀도 에 가깝게 제작하는 방법으로서 용침 후 소결체는 기계적 특( ) ,
성이 개선되고 접합공정에서 발생될 수 있는 용가재 부족현상을 미리 억제하는 효
과도 있다.
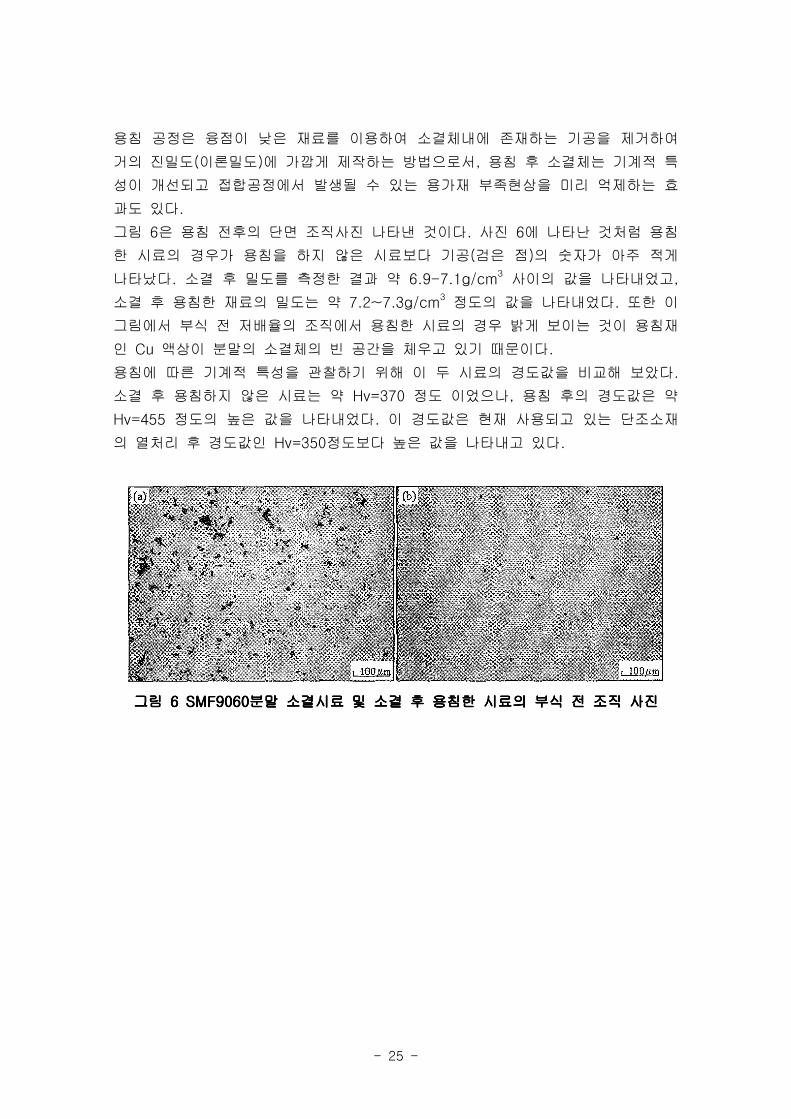
그림 은 용침 전후의 단면 조직사진 나타낸 것이다 사진 에 나타난 것처럼 용침6 . 6
한 시료의 경우가 용침을 하지 않은 시료보다 기공 검은 점 의 숫자가 아주 적게( )
나타났다 소결 후 밀도를 측정한 결과 약. 6.9-7.1g/cm3사이의 값을 나타내었고,
소결 후 용침한 재료의 밀도는 약 7.2~7.3g/cm3정도의 값을 나타내었다 또한 이.
그림에서 부식 전 저배율의 조직에서 용침한 시료의 경우 밝게 보이는 것이 용침재
인 액상이 분말의 소결체의 빈 공간을 체우고 있기 때문이다Cu .
용침에 따른 기계적 특성을 관찰하기 위해 이 두 시료의 경도값을 비교해 보았다.
소결 후 용침하지 않은 시료는 약 정도 이었으나 용침 후의 경도값은 약Hv=370 ,
정도의 높은 값을 나타내었다 이 경도값은 현재 사용되고 있는 단조소재Hv=455 .
의 열처리 후 경도값인 정도보다 높은 값을 나타내고 있다Hv=350 .
그림 분말 소결시료 및 소결 후 용침한 시료의 부식 전 조직 사진그림 분말 소결시료 및 소결 후 용침한 시료의 부식 전 조직 사진그림 분말 소결시료 및 소결 후 용침한 시료의 부식 전 조직 사진그림 분말 소결시료 및 소결 후 용침한 시료의 부식 전 조직 사진6 SMF90606 SMF90606 SMF90606 SMF9060
- 26 -
위와 같이 소결체를 용침하면 밀도가 높아지면서 경도 등의 기계적 특성이 많이 우
수해진다 용침에 의해 소결체의 밀도가 높아지는 것은 와 의 고용도 차이에. Fe Cu
서 나타난다 즉 는 상온에서 에 거의 고용되지 않는 함금으로서 용침과정에. , Cu Fe
과잉의 는 고용되지 못하고 주로 공공 에 위치하기 때문에 전체적을로Cu (porosity)
소결체의 밀도가 높아진다 이렇게 용침재로 사용되는 소재는 기지금속에 고용도가.
낮은 재료를 이용하여한다.
용침을 하면 기계적 특성은 개선되지만 치수 정밀도를 충족시키기가 매우 어렵다.
따라서 소결체의 치수정밀도를 확보하기 위해 일반적으로 소결 후 사이징 공(sizing)
정을 거친다 하지만 용침이 되어 치밀화가 일어난 소재는 사이징 공정에서도 치수.
가 변화하지 않는다 이는 치수가 변화시키기 위해 표면층엔 미소량의 소성변형이.
존재하여야 하지만 치밀화된 소재는 높은 탄성값에 의해 소성변형이 어려워지기 때
문에 치수조절이 아주 어렵다.
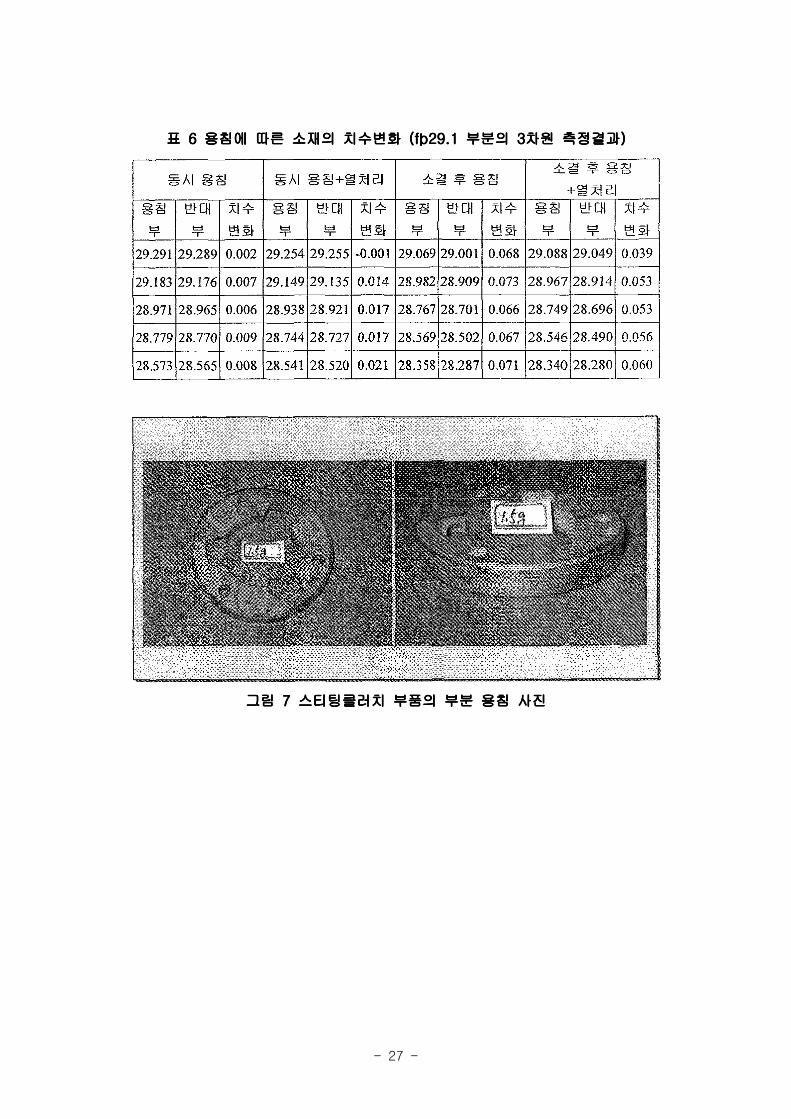
따라서 본 소재도 이러한 관점에서 전체를 용침하지 않고 부분 응력해석에서 취한
영역으로 판단된 곳에만 용침을 실시하는 부분용침을 하여 각각의 공정 변화에 따
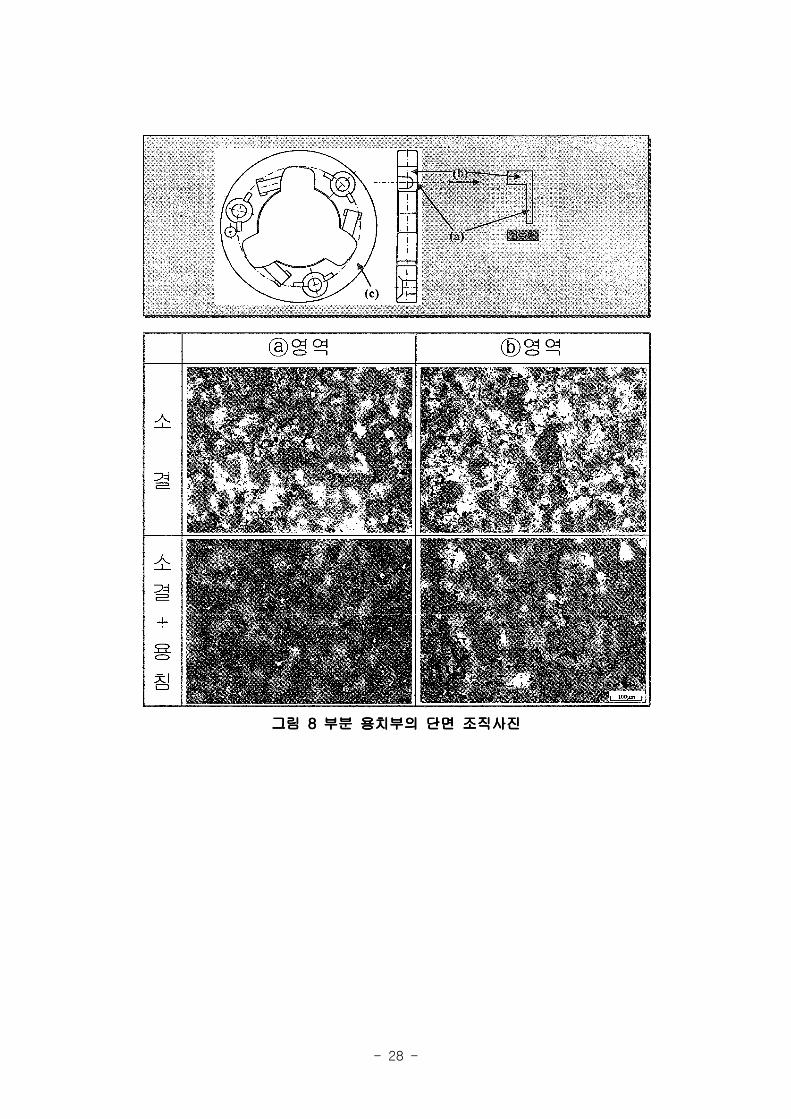
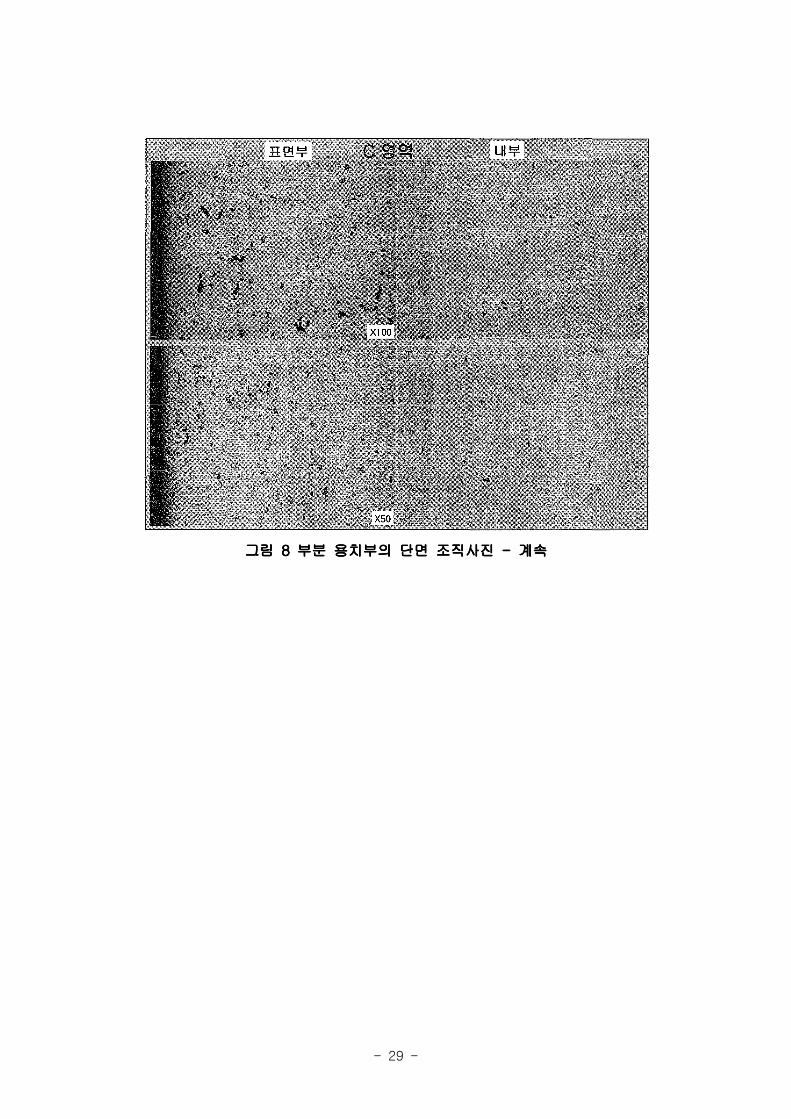
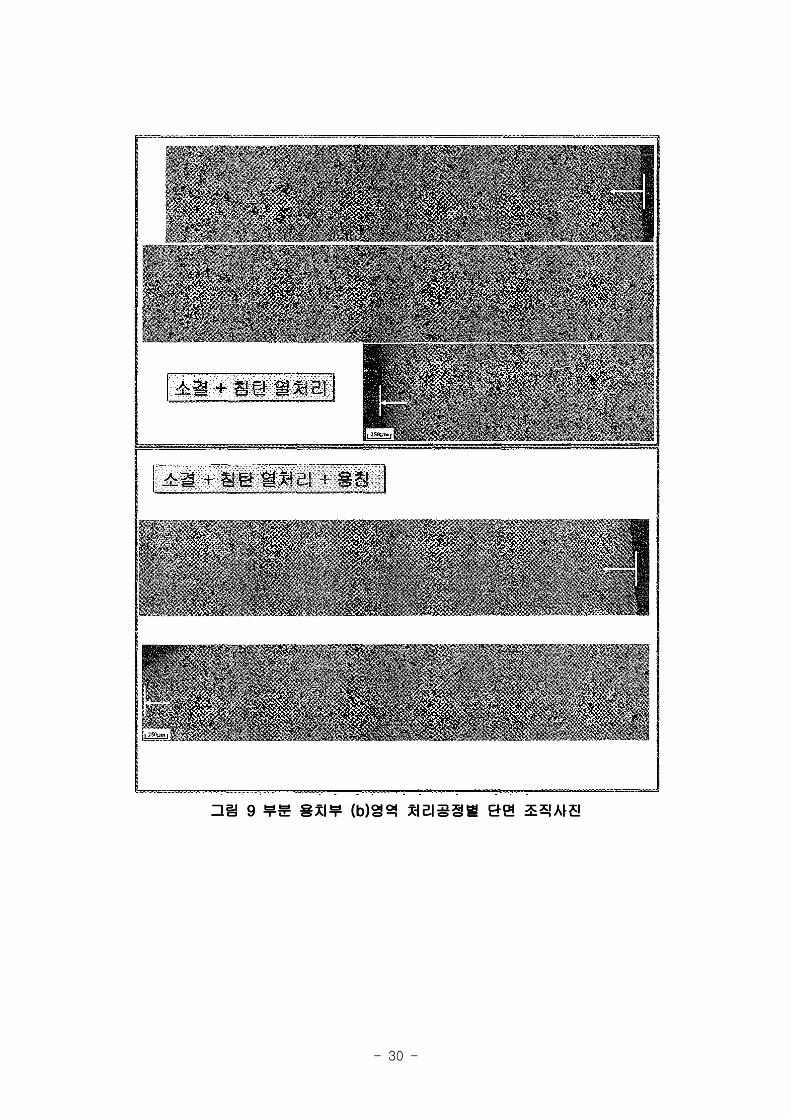
라 치수변화를 조사하여 보았다 부분 용침한 사진을 그림 에 각각의 단면부 조직. 7
사진을 그림 에 부분 용침 후 열처 후의 조직사진을 그림 에 나타내었다 그리8 , 9 .
고 치수변화를 조사한 값을 표 에 나타내었다6 .
부분 용침 공정을 소결과정에서 하는 것과 소결 후 부분 용침을 실시하는 것으로
구분하여 실시하였을 경우 소결과 동시에 부분 용침을 실시하였을 경우에 치수변화
가 가장 적게 나타났으며 소결 후 용침과 침탄 열처리를 할 시료에서 가장 큰 치,
수 변화값이 나타났다 따라서 부분 용침을 실시할 경우 소결과 동시에 용침을 실.
시하여야 하는 것이 치수 조절에 용이 하다고 생각된다.
- 27 -
표 용침에 따른 소재의 치수변화 부분의 차원 측정결과표 용침에 따른 소재의 치수변화 부분의 차원 측정결과표 용침에 따른 소재의 치수변화 부분의 차원 측정결과표 용침에 따른 소재의 치수변화 부분의 차원 측정결과6 (fþ29.1 3 )6 (fþ29.1 3 )6 (fþ29.1 3 )6 (fþ29.1 3 )
그림 스티팅클러치 부품의 부분 용침 사진그림 스티팅클러치 부품의 부분 용침 사진그림 스티팅클러치 부품의 부분 용침 사진그림 스티팅클러치 부품의 부분 용침 사진7777
- 28 -
그림 부분 용치부의 단면 조직사진그림 부분 용치부의 단면 조직사진그림 부분 용치부의 단면 조직사진그림 부분 용치부의 단면 조직사진8888
- 29 -
그림 부분 용치부의 단면 조직사진 계속그림 부분 용치부의 단면 조직사진 계속그림 부분 용치부의 단면 조직사진 계속그림 부분 용치부의 단면 조직사진 계속8 -8 -8 -8 -
- 30 -
그림 부분 용치부 영역 처리공정별 단면 조직사진그림 부분 용치부 영역 처리공정별 단면 조직사진그림 부분 용치부 영역 처리공정별 단면 조직사진그림 부분 용치부 영역 처리공정별 단면 조직사진9 (b)9 (b)9 (b)9 (b)
- 31 -
수증기처리수증기처리수증기처리수증기처리4) (steam treatment)4) (steam treatment)4) (steam treatment)4) (steam treatment)
수증기처리는 철계 소결재료의 내식 내마모성을 향상시키기 위해 수증기중에서,
의 온도범위에서 처리하는 것으로 재품의 표면에 산화철 피막을 형450 ~ 550℃ ℃
성시키는 처리법이다.
피막의 두께는 약 5μ 정도이고 기공을 통해 제품의 내부에서 피막이 형성시켜 기m ,
공을 제거하는 효과가 있다 산화피막의 형성과정을 그림 에 나타낸 것처럼 표면. 10
및 개기공을 통해 유입된 산화물 층으로 인해 기공이 막히는 효과를 볼 수 있다.
이러한 산화물층이 형성되는 과정은 다음의 반응에 의해 나타나며 온도에 의해 형,
성되는 기구는 조금씩 차이가 난다.
이상570 Fe + H℃ 2O FeO + H⇄ 2
3FeO + 4H2O Fe⇄ 3O4 Fe⇄ 3O4 +4H2
이하570 3FeO + 4H℃ 2O Fe⇄ 3O4 Fe⇄ 3O4 +4H2
접합공정에서 앞의 그림 에 나타난 것처럼 용가재가 소결체 표면부의 개가공을 따8
라 소결체 내부로 침투하여 접합면에 용가재가 거의 남아 있지 않는다 따라서 이.
러한 불량률을 낮추고 접합을 원활하게 하기 위해 소결체의 표면 개기공을 폐기공
으로 만드는 방법으로 수증기 처리를 하였다 그림 에서 보인 것처럼 수증기 처. 11
리로 소결체 표면층의 기공을 산화물로 막을 수 있다.
따라서 본 사업에서 내식성을 증가시키기 위해 침탄 처리 후 수증기 처리를 실시하
였다.

- 32 -
그림 수증기처리 전 후의 소결체 표면의 기공의 변화그림 수증기처리 전 후의 소결체 표면의 기공의 변화그림 수증기처리 전 후의 소결체 표면의 기공의 변화그림 수증기처리 전 후의 소결체 표면의 기공의 변화10.10.10.10.
소결체의 침탄 열처리 기술소결체의 침탄 열처리 기술소결체의 침탄 열처리 기술소결체의 침탄 열처리 기술5)5)5)5)
크랭크샤프트와 접하고 있는 본 부품은 접촉면의 내마모성은 아주 중요하다 따라.
서 소결체의 내마모성을 개선하기 위해 사용되고 있는 열처리 법으로는 일반적으로
침탄 열처리가 많이 적용되고 있다 본 과제에서도 이와 같은 침탄 열처리를 실시.
하였으며 침탄 열처리는 동안 침탄 후 급랭하여 에서, 850 -2hr 180 1hr30min℃ ℃
템퍼링 하였다 이때 로내 분위기중의 탄소 농도는 의 농도가 되도록 변성가. 0.9%C
스를 이용하여 침탄 열처리를 설시하였다.
- 33 -
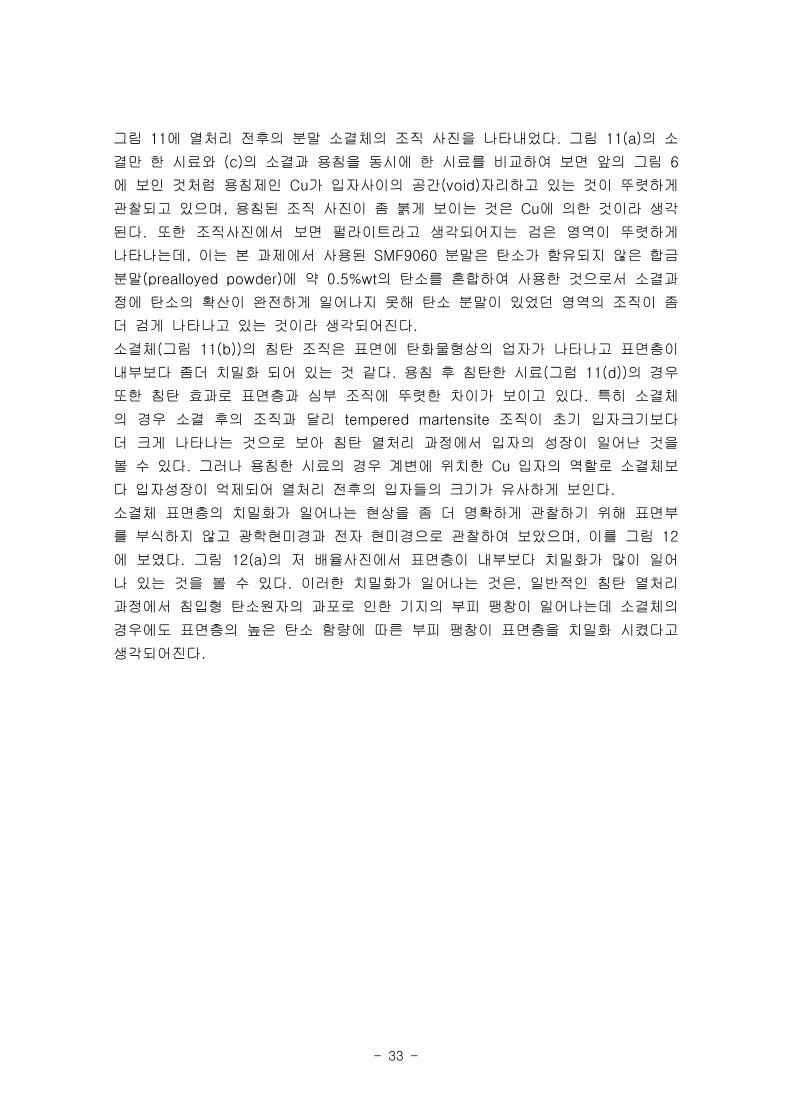
그림 에 열처리 전후의 분말 소결체의 조직 사진을 나타내었다 그림 의 소11 . 11(a)
결만 한 시료와 의 소결과 용침을 동시에 한 시료를 비교하여 보면 앞의 그림(c) 6
에 보인 것처럼 용침제인 가 입자사이의 공간 자리하고 있는 것이 뚜렷하게Cu (void)
관찰되고 있으며 용침된 조직 사진이 좀 붉게 보이는 것은 에 의한 것이라 생각, Cu
된다 또한 조직사진에서 보면 펄라이트라고 생각되어지는 검은 영역이 뚜렷하게.
나타나는데 이는 본 과제에서 사용된 분말은 탄소가 함유되지 않은 합금, SMF9060
분말 에 약 의 탄소를 혼합하여 사용한 것으로서 소결과(prealloyed powder) 0.5%wt
정에 탄소의 확산이 완전하게 일어나지 못해 탄소 분말이 있었던 영역의 조직이 좀
더 검게 나타나고 있는 것이라 생각되어진다.
소결체 그림 의 침탄 조직은 표면에 탄화물형상의 업자가 나타나고 표면층이( 11(b))
내부보다 좀더 치밀화 되어 있는 것 같다 용침 후 침탄한 시료 그럼 의 경우. ( 11(d))
또한 침탄 효과로 표면층과 심부 조직에 뚜렷한 차이가 보이고 있다 특히 소결체.
의 경우 소결 후의 조직과 달리 조직이 초기 입자크기보다tempered martensite
더 크게 나타나는 것으로 보아 침탄 열처리 과정에서 입자의 성장이 일어난 것을
볼 수 있다 그러나 용침한 시료의 경우 계변에 위치한 입자의 역할로 소결체보. Cu
다 입자성장이 억제되어 열처리 전후의 입자들의 크기가 유사하게 보인다.
소결체 표면층의 치밀화가 일어나는 현상을 좀 더 명확하게 관찰하기 위해 표면부
를 부식하지 않고 광학현미경과 전자 현미경으로 관찰하여 보았으며 이를 그림, 12
에 보였다 그림 의 저 배율사진에서 표면층이 내부보다 치밀화가 많이 일어. 12(a)
나 있는 것을 볼 수 있다 이러한 치밀화가 일어나는 것은 일반적인 침탄 열처리. ,
과정에서 침입형 탄소원자의 과포로 인한 기지의 부피 팽창이 일어나는데 소결체의
경우에도 표면층의 높은 탄소 함량에 따른 부피 팽창이 표면층을 치밀화 시켰다고
생각되어진다.

- 34 -
그림 침탄열처리한 소결체기어의 광학현미경 조직사진그림 침탄열처리한 소결체기어의 광학현미경 조직사진그림 침탄열처리한 소결체기어의 광학현미경 조직사진그림 침탄열처리한 소결체기어의 광학현미경 조직사진11111111
소결 소결 침탄 소결 용침 소결 용침 침탄소결 소결 침탄 소결 용침 소결 용침 침탄소결 소결 침탄 소결 용침 소결 용침 침탄소결 소결 침탄 소결 용침 소결 용침 침탄(a) (b) + (c) + (d) + +(a) (b) + (c) + (d) + +(a) (b) + (c) + (d) + +(a) (b) + (c) + (d) + +
그림 소결체의 침탄부 광학 및 전자현미경 조직관찰그림 소결체의 침탄부 광학 및 전자현미경 조직관찰그림 소결체의 침탄부 광학 및 전자현미경 조직관찰그림 소결체의 침탄부 광학 및 전자현미경 조직관찰12121212
표면부 광학현미경 조직 침탄부 전자현미경 조직표면부 광학현미경 조직 침탄부 전자현미경 조직표면부 광학현미경 조직 침탄부 전자현미경 조직표면부 광학현미경 조직 침탄부 전자현미경 조직(a) (b)(a) (b)(a) (b)(a) (b)
- 35 -
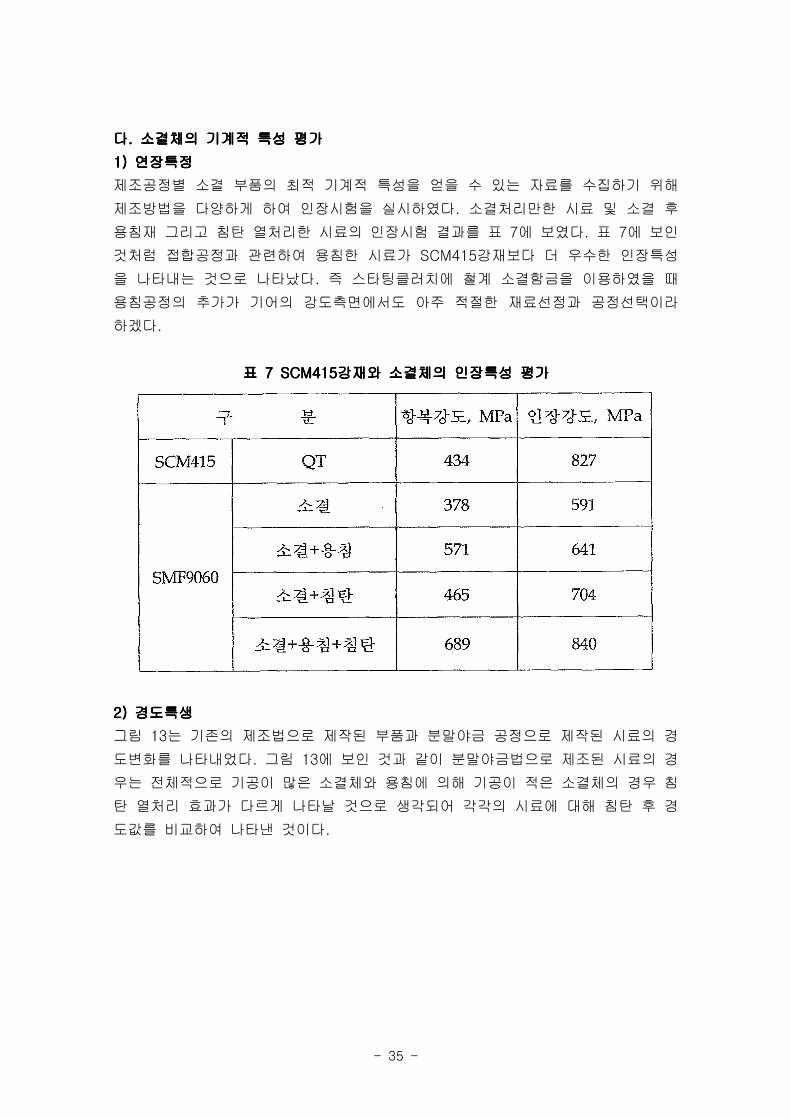
다 소결체의 기계적 특성 평가다 소결체의 기계적 특성 평가다 소결체의 기계적 특성 평가다 소결체의 기계적 특성 평가....
연장특정연장특정연장특정연장특정1)1)1)1)
제조공정별 소결 부품의 최적 기계적 특성을 얻을 수 있는 자료를 수집하기 위해
제조방법을 다양하게 하여 인장시험을 실시하였다 소결처리만한 시료 및 소결 후.
용침재 그리고 침탄 열처리한 시료의 인장시험 결과를 표 에 보였다 표 에 보인7 . 7
것처럼 접합공정과 관련하여 용침한 시료가 강재보다 더 우수한 인장특성SCM415
을 나타내는 것으로 나타났다 즉 스타팅클러치에 철계 소결함금을 이용하였을 때.
용침공정의 추가가 기어의 강도측면에서도 아주 적절한 재료선정과 공정선택이라
하겠다.
표 강재와 소결체의 인장특성 평가표 강재와 소결체의 인장특성 평가표 강재와 소결체의 인장특성 평가표 강재와 소결체의 인장특성 평가7 SCM4157 SCM4157 SCM4157 SCM415
경도특생경도특생경도특생경도특생2)2)2)2)
그림 는 기존의 제조법으로 제작된 부품과 분말야금 공정으로 제작된 시료의 경13
도변화를 나타내었다 그림 에 보인 것과 같이 분말야금법으로 제조된 시료의 경. 13
우는 전체적으로 기공이 많은 소결체와 용침에 의해 기공이 적은 소결체의 경우 침
탄 열처리 효과가 다르게 나타날 것으로 생각되어 각각의 시료에 대해 침탄 후 경
도값를 비교하여 나타낸 것이다.

- 36 -
소결한 시료가 기지의 높은 탄소 함량으로 인해 단조 소재보다 전제적으로 높은 경
도값을 유지하고 있다 특히 소결만 단독으로 처리한 시료의 경우가 소결과 용침을.
한 시료에 비해 더 높은 경도값을 보이고 있는 것은 그림 에 보인 것처럼 전, 11(a)
체적으로 기공이 많이 존재하기 때문에 침탄 분위기에서 분위가스 중에 탄소의 확
산이 용이하기 때문에 나타나는 현상이라 생각된다 즉 단조소재의 경우 탄소의 확.
산에 의해 침탄이 일어나지만 소결체의 경우 탄소의 확산이 자유표면을 따라 일어
나기 때문에 확산의 유속은 일반적인 단조소재의 유속보다 빠를 것이다 그러므로.
전체적인 경화층 및 확산층이 일반 단조소재보다 깊고 경도값도 높게 나타난 것이
라 생각된다.
그림 침탄처리된 강재 및 소결체의 경도값 변화그림 침탄처리된 강재 및 소결체의 경도값 변화그림 침탄처리된 강재 및 소결체의 경도값 변화그림 침탄처리된 강재 및 소결체의 경도값 변화15 SCM41515 SCM41515 SCM41515 SCM415
- 37 -
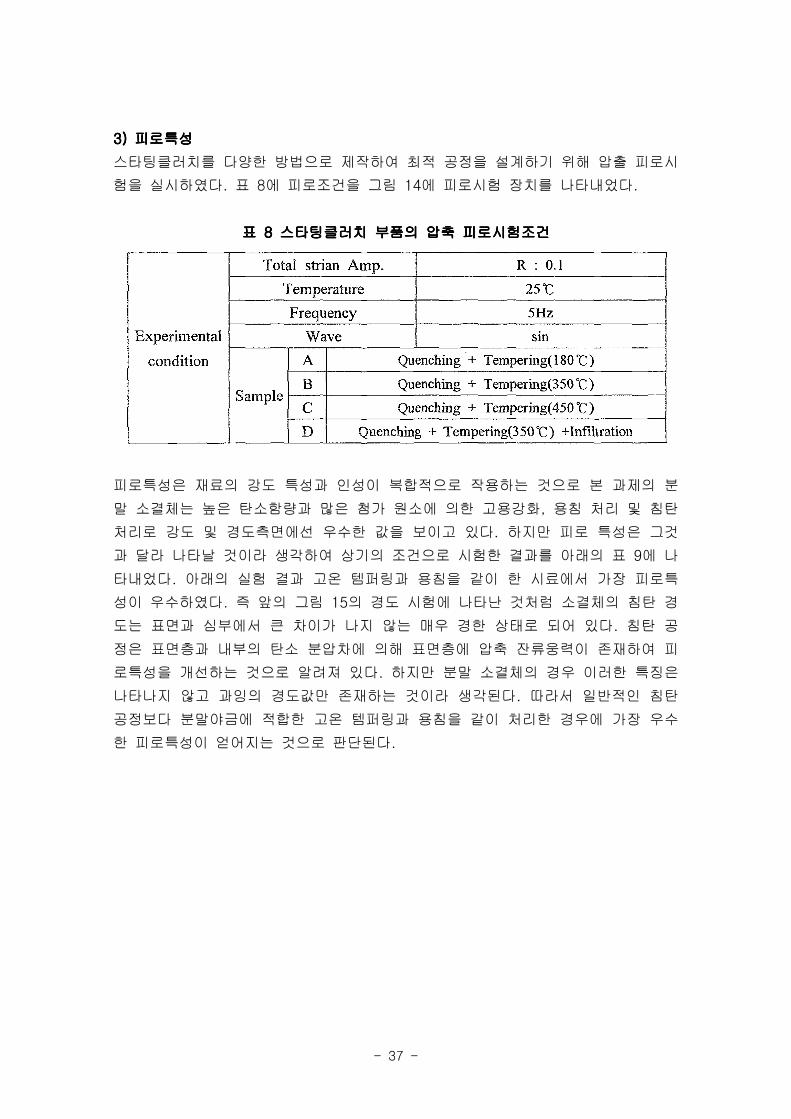
피로특성피로특성피로특성피로특성3)3)3)3)
스타팅클러치를 다양한 방법으로 제작하여 최적 공정을 설계하기 위해 압출 피로시
험을 실시하였다 표 에 피로조건을 그림 에 피로시험 장치를 나타내었다. 8 14 .
표 스타팅클러치 부품의 압축 피로시험조건표 스타팅클러치 부품의 압축 피로시험조건표 스타팅클러치 부품의 압축 피로시험조건표 스타팅클러치 부품의 압축 피로시험조건8888
피로특성은 재료의 강도 특성과 인성이 복합적으로 작용하는 것으로 본 과제의 분
말 소결체는 높은 탄소함량과 많은 첨가 원소에 의한 고용강화 용침 처리 및 침탄,
처리로 강도 및 경도측면에선 우수한 값을 보이고 있다 하지만 피로 특성은 그것.
과 달라 나타날 것이라 생각하여 상기의 조건으로 시험한 결과를 아래의 표 에 나9
타내었다 아래의 실험 결과 고온 템퍼링과 용침을 같이 한 시료에서 가장 피로특.
성이 우수하였다 즉 앞의 그림 의 경도 시험에 나타난 것처럼 소결체의 침탄 경. 15
도는 표면과 심부에서 큰 차이가 나지 않는 매우 경한 상태로 되어 있다 침탄 공.
정은 표면층과 내부의 탄소 분압차에 의해 표면층에 압축 잔류웅력이 존재하여 피
로특성을 개선하는 것으로 알려져 있다 하지만 분말 소결체의 경우 이러한 특징은.
나타나지 않고 과잉의 경도값만 존재하는 것이라 생각된다 따라서 일반적인 침탄.
공정보다 분말야금에 적합한 고온 템퍼링과 용침을 같이 처리한 경우에 가장 우수
한 피로특성이 얻어지는 것으로 판단된다.

- 38 -
표 스타팅클러치의 압축피로시험 결과표 스타팅클러치의 압축피로시험 결과표 스타팅클러치의 압축피로시험 결과표 스타팅클러치의 압축피로시험 결과9999
그림 스타팅클러치 압축 피로시험그림 스타팅클러치 압축 피로시험그림 스타팅클러치 압축 피로시험그림 스타팅클러치 압축 피로시험14141414
- 39 -
지원 내용의 가업 전략에의 기여도지원 내용의 가업 전략에의 기여도지원 내용의 가업 전략에의 기여도지원 내용의 가업 전략에의 기여도4.4.4.4.
본 기술지원 사업은 현재 이륜자동차 부품을 신제조공정인 분말야금법을 응용하여
제조하는 전문 부품제조 업체이다 그러나 제조공정에서의 불균일한 제품의 품질로.
인하여 생산단가의 상승과 고품질제품의 제작미비 또한 고부가 제품을 생산 할 수
있는 능력이 부족한 실정이며 따라서 제품의 신뢰성의 미확보로 시장 점유율은 미
비한 실정이다.
세계시장의 경우 약 만대 년 이상으로 생산되것으로 추정되는 이륜자동차의 부2,000 /
품 시장에서 저가의 중국제품과 고가의 일본제품 사이에서 그 시장의 틈바구니 속
에서 제품의 경쟁력을 향상시켜야하는 방법으로서는 고기능 저단가의 부품을 제조·
하는 방법밖에는 없다 이러한 방법중의 하나로서 분말야금법을 이용한 부품의 생.
산이다 따라서 이륜차 부품을 생산하는 이 가진 공정간의 문제점을 기. SINTERNET
술지원으로 해결하고 계속적인 기술지도를 통해 신공정이 확립되면 기타의 고부가,
엔진부품의 제조에도 크나큰 도움이 될 것이다.
현재 의 제조공정상 문제점으로 대두되고 있는 소결체의 신뢰성 확보에SINTERNET
대한 기본적인 이론교육과 다양한 처리공정간에 나타날 수 있는 문제점에 대한 교
육을 통해 해결할 수 있도록 했다 따라서 이러한 공정을 타 부품에 적용할 경우.
약 이상의 절약 효과가 있을 것으로 생각되며 시장경쟁력의 확보에 매우 유리40% ,
한 위치를 선점한다고 생각된다.
- 40 -
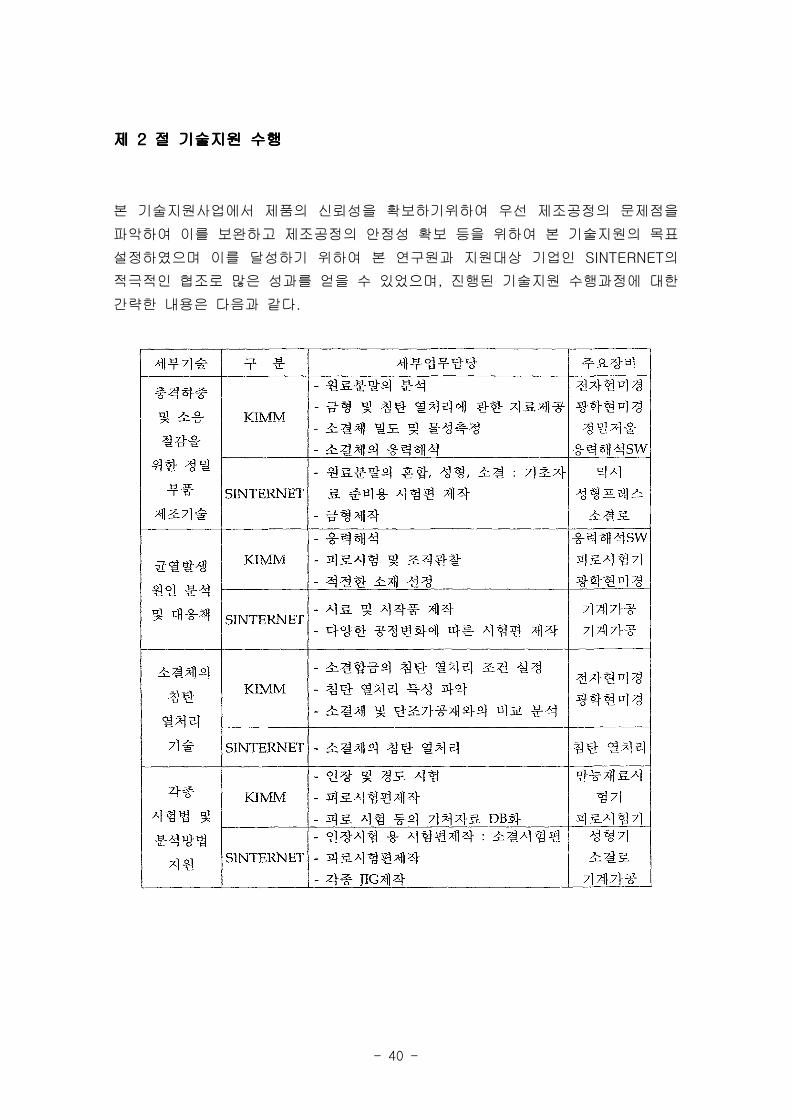
제 절 기술지원 수행제 절 기술지원 수행제 절 기술지원 수행제 절 기술지원 수행2222
본 기술지원사업에서 제품의 신뢰성을 확보하기위하여 우선 제조공정의 문제점을
파악하여 이를 보완하고 제조공정의 안정성 확보 등을 위하여 본 기술지원의 목표
설정하였으며 이를 달성하기 위하여 본 연구원과 지원대상 기업인 의SINTERNET
적극적인 협조로 많은 성과를 얻을 수 있었으며 진행된 기술지원 수행과정에 대한,
간략한 내용은 다음과 같다.
- 41 -
제 장 결 론제 장 결 론제 장 결 론제 장 결 론3333
신 제조공정에 의해 제조된 의 신뢰성확보를 위해Starting Clutch Outer Sub Ass'y
과의 협조하에 다양한 시험 및 시제품 제작을 통해 얻은 결과는 다음과SINTERNET
같다.
이륜차 엔진용 스타팅클러치 제작에 필요한 기초 자료에 대한 화를 하였고1. DB ,
이를 바탕으로 최적의 금형설계 및 금형제작을 수행 하였음.
또한 제품의 제작에 중요한 원료 분말의 배합에 대한 최적화를 달성하였음 이러한.
원료 분말을 이용하여 소결 및 용침 등을 통해 밀도 7.2g/cm3이상의 소결밀도를
갖는 제품을 제조할 수 있었다.
스타팅크러치에서 발생하는 균열의 원인 분석을 통해 최적 열처럼 공정 조건을2.
확보 할 수 있었으며 다양한 결과를 통해 얻은 결론은 이상의 고온에서 처리, 350℃
하며 용침을 실시하였을 경우 우수한 피로특성을 얻을 수 있었다, .
소결 스타팅클러치와 단조 후 가공된 크랭크 샤프트의 서로 접촉하는 면에는 침3.
탄 열처리로 이상의 높은 경도값을 얻어 경도특성이 단조소재보다 우수하게HRc 35
나타났다.
- 42 -
주 의
이 보고서는 산업자원부에서 시행한 부품 소재 기술개발사업의1. ㆍ
기술개발 보고서이다.
이 기술개발내용을 대외적으로 발표할 때에는 반드시 산업자원부에서2.
시행한 부품 소재 기술 개발사업의 기술개발결과임을 밝혀야 한다.ㆍ
- 43 -





























