Embed Size (px)
DESCRIPTION
This is a training material on a basic concept of Statistical Process Control. It is written in Korean.
Citation preview

Copyright © 2006 by Nemo Partners ICG. ALL RIGHTS RESERVED.
No part of this publication may be reproduced, stored in a retrieval system, or
transmitted in any form or by any means - electronic, mechanical, photocopying,
recording, or otherwise - without the permission of Nemo Partners ICG. Prepared by Jaesu Choi
Statistical Process Control
2006.9.6

1
산포(Variation)의 개념
Quincunx Game

2
Controlled Variation vs. Uncontrolled Variation
모든 프로세스는 산포를 가지고 있는데,
어떤 프로세스는 관리되는 산포를 가지는 반면에,
어떤 프로세스는 관리되지 않는 산포를 가지고 있다.
While every process displays variation,
some processes display controlled variation,
while others display uncontrolled variation.
- Dr. Shewhart

3
관리되는 산포 (Controlled Variation)
크기
시간
예측가능
관리되는 산포란 시간이 지남에 따라 안정되고 일관된
패턴의 변동을 보이는 것으로,
우연 원인(Chance Causes)에 의해 발생한다.

4
관리되지 않는 산포 (Uncontrolled Variation)
관리되지 않는 산포란 시간이 지남에 따라 변화하는
변동의 패턴을 보이는 것으로,
이상 원인(Assignable Causes)에 의해 발생한다.
시간
? ? ?
? ?
예측불가능
크기

5
우연원인 vs. 이상원인
Machine
Material
Method
Measurement
Operator
Environment
Chance Causes Assignable Causes
장비의 Trouble
잘못된 측정 도구
Tampering
작업자의 피로
원 재료의 급격한 변화
잘못된 Recipe

6
프로세스 개선을 위한 두 가지 방법
프로세스가 관리되는 산포를 나타낼 때, 프로세스의 산포는 프로세스
자체에 내재되어 있는 것으로 산포를 줄이기 위해서는 프로세스
자체가 변해야 한다.
프로세스가 관리되지 않는 산포를 나타낼 때, 프로세스의 본연의
방식과는 다른 불안정성에 의한 것으로 개선의 첫 단계는 이상원인이
무엇인지 찾는 것이다.
만약 이상원인이 해로운 것이면 제거하고, 유익한 것이면 그
이상원인이 프로세스의 일부분이 되도록 해야 한다.

7
프로세스의 4가지 상태
Control
Threshold State
• 프로세스를 변경하거나
Specification을 변경해야…
• Sorting은 일시적인 조치에 불과
• Control chart- 프로세스를
관리상태로 유지하고, 개선 활동을
평가
Ideal State
•Control chart- 프로세스를
관리상태로 유지하고, 문제가 발생하면
Timely warning을 제시
Lack of
Control
State of Chaos
• 이상원인이 여전히 지배적임
• 이상원인에 의한 변동은 개선활동을
좌절시킴
• Chaos를 벗어나는 유일한 방법은
이상원인을 최우선으로 제거하는 것임
Brink of Chaos
• 모든 것이 좋아 보이지만…
• 이상원인이 프로세스의 결과를 결정
• 품질과 Conformance는 일순간에
바뀔 수 있음
Some Nonconforming 100% Conforming
- ‘Understanding Statistical Process Control’, Donald Wheeler

8
Entropy의 효과
EN
TR
OP
Y
Ideal State
Threshold State
PR
OC
ES
S IM
PR
OV
EM
EN
T
Brink of Chaos
State of Chaos Entropy Slide
Chaos Manager
- ‘Understanding Statistical Process Control’, Donald Wheeler

9
Chaos를 벗어나는 유일한 방법
EN
TR
OP
Y
Ideal State
Threshold State
PR
OC
ES
S IM
PR
OV
EM
EN
T
Brink of Chaos
State of Chaos Entropy Slide
Chaos Manager
- ‘Understanding Statistical Process Control’, Donald Wheeler

10
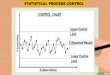
Control Chart
• Dr. Walter Shewhart에 의해 개발 (1924)
–The Economic Control of Manufactured Product (1931)
–Statistical Method From the Viewpoint of Quality Control (1939)
• Dr. Deming에 의해 확산
–2차 세계대전을 계기로 30,000명 이상의 군수산업 엔지니어를 대상으로
강의 (~1945)
–일본 JUSE, 經團聯의 초청으로 경영자, 엔지니어들을 대상으로 통계적
방법에 대해 강의, SPC 보급 (1949~)

11
Shewhart 관리도의 Logic
프로세스가
관리되는 산포를
가지고 있다고 가정
평균과 범위를 예측
- Control Limit을 계산
관찰된 평균과
범위를 Control Limit과
비교
관찰값이 예측된 것과
일치하면 프로세스는
안정된 것임
관찰값이 예측된 것과
불일치하면 프로세스는
분명히 불안정한 것임
Limit 내에서
프로세스가
지속적으로 운영되는
것이 ‘안정성’에 대한
유일한 증거
이상원인을 찾아
제거하기 위해 조치를
취한다
- ‘Understanding Statistical Process Control’, Donald Wheeler

12
Control Limit
우연원인에 의한 산포
Control Limit은 안정된 프로세스의 측정 값들이 어디에 위치할 지를 나타낸다

13
Control Limit과 정규분포
Limit 확률
+/-1 σ 68.27%
+/-2 σ 95.45%
+/-3 σ 99.73%
+/-3 σ 외부 0.27%
관리 상한선
(Upper Control Limit)
관리 하한선
(Lower Control Limit)
m +1s m +2s m +3s m -3s m -2s m -1s 평 균 m

14
Control Limits vs. Spec Limits
Control Limits
프로세스의 Performance에
기초해서 설정
언제 Process에 조치를 취할 지
알려 준다
Spec Limits
Product의 Performance에
기초해서 설정
Product를 언제 처분할 지를
알려준다

15
관리도 판정 기준 – WECO Rule (1)
Test 1. 관리한계선을 벗어난 점이 나타나는
경우
Test 2. 중심선의 위·아래에 연속해서 벗어나는
점이 9번 나타나는 경우
Test 3. 6점이 연속적으로 증가하거나 감소하는
경우
Test 4. 연속된 14점이 한 점씩 위·아래로 번갈아
나타나는 경우

16
관리도 판정 기준 – WECO Rule (2)
Test 7. 연속된 15점이 C 영역에 모여 있는
경우
Test 8. 연속된 8점 중 C 영역에는 한 점도 없는
경우
Test 5. 연속된 3점 중 2점이 A 영역이나
그 바깥쪽에 있는 경우
Test 6. 연속된 5점 중 4점이 B 영역이나
그 바깥쪽에 있는 경우

17
X bar-R 관리도
Subgroup Size (n) = 5

18
X bar-R 관리도
RAxLCL
xLineCenter
RAxUCL
2
2
RDLCL
RLineCenter
RDUCL
3
4
Control Limit

19
Subgroup 형성의 원칙
1. Never knowingly subgroup unlike things together.
2. Minimize the variation within each subgroup.
3. Maximize the opportunity for variation between the subgroups.
4. Average across noise, not across signal.
5. Treat the chart in accordance with the use of the data.
6. Establish operational definitions for the sampling procedure.
- ‘Understanding Statistical Process Control’, Donald Wheeler

20
반도체 FAB에서 Rational Subgroup의 형성
* Rule of thumb:
가능하면 IIND 특성을 만족하는 데이터들만을 그룹으로 형성하라.
(Independently, Identically, Normally Distributed).
반도체 FAB에서 Natural Grouping은 IIND 특성을 만족하지 않을 수 있다.
- Costas J. Spanos, Department of Electrical Engineering and Computer Sciences, UC Berkeley

21
Effective Sample Size (Neff)
• Wafer fab은 전형적인 Batch Process – Batch of Chips, Batch of Wafers
• Batch 내의 측정값들은 독립적이지 않아,
그런데 독립적인 측정값이라는 가정하에 계산된 UCL과 LCL은 실제보다 Tight한
Limit을 얻게 됨
• Effective Sample Size
• If Neff = 1, 각 X bar는 Individual Chart의 단일 측정값과 같이 처리함
n
X
X
ss
2
2
4
2
2
XX
Xeff
s
cs
N
s
s결과는 항상 반올림
- Digital Equipment Corporation, 1987

22
Control Chart의 종류
Proportion Defective Count of Defects
C chart
Constant sample size
U chart
Variable sample size
NP chart
Constant sample size
P chart
Variable sample size
Individuals, Moving Range
Subgroup size = 1
Subgroup size < 10
X-bar and R
Subgroup size > 10
X-bar and S
Discrete Continuous
Type of Data

23
Control Limit의 개정
데이터가 과거와는 명확히 다른 패턴을 보이는가?
yes
yes
새로운 프로세스의 결과가 지속될 것으로 기대되는가?
yes
변화의 원인을 알고 있는가?
새로운 데이터를 사용해 Limit을 계산한다

24
Control Limit의 개정

25
Instability Index
정해진 Control Limit에 따라 수행되지 않는 Control Chart를 찾는 도구
기간 내 Control Rule을 위반한 점의 수
기간 내 수집된 점의 수
- Motorola SPC, 2002
Istab =

26
Instability Index (계속)
Istab은 다음의 조건하에서 최소값을 갖는다.
Out-of-Control 데이터가 적을 때
Control limit과 Center line이 정확할 때
프로세스가 안정되어 있을 때
Off target &
Out of control
Off target &
wide limits
Stable process &
accurate control limits
- Motorola SPC, 2002

27
Instability Index (계속)
Istab의 사용을 통해 정확한 Control Limit과 Center Line의 사용하게 된다
FROM TO
Even on skewed distributions like particles, Ranges, Std.Dev

28
OCAP (Out-of-Control Action Plan)
• Decision Tree라고도 불리는 OCAP은 생산 작업자가 Out-of-Control의 다양한 상황에
따라 어떻게 조치할 지를 돕기 위한 것
• OCAP은 Product와 Process 모두에 대한 지침을 주어야 함. Out-of-Control이
발생했을 때 해당 Product를 처리하고, Process를 복구하는 데 필요한 구체적인
Action에 대해 언급
• OCAP은 엔지니어의 지식을 구체화하여, Operator가 그것을 활용하도록 하는 도구
• OCAP의 형식
- Flow chart 또는 단순한 Box Diagram 형식의 Decision Tree
- 진단, 응급조치 및 시정조치 (Corrective Action)에 대한 설명문
- Out-of-Control 상황이 발생했을 때 Operator에게 진단, 조치를 유도할 수 있는
Computer 상호 대화
- Motorola Six Sigma Process Control Guide, 1993

29
SPC 관리항목의 결정
1. 고객이 요구하는 품질 특성
2. Quality Planning 단계에서 Process Flow Chart, FMEA, C&E Diagram, Pareto
Diagram 등을 통해 밝혀진 중요 품질 특성
3. Cross Functional Brainstorming, 프로세스 공정능력 분석, DOE에서 도출된 특성
4. 제품 및 프로세스의 지식, 경험에 근거해 중요하다고 알려진 특성
- Motorola Six Sigma Process Control Guide, 1993

30
SPC 적용현황 Audit
1. 가장 적절한 Control Chart가 사용되고 있는 지를 확인
2. Rational Subgroup이 형성되었는지를 점검
3. OCAP이 준수되는 지를 검증
4. 프로세스 산포에 대한 새롭게 알게 된 것을 문서화하도록 주장
5. 고객의 기대나 요구사항이 변화했을 때 관리항목이 변경되었는지 확인

31
SPC 도입 시 문제점 및 어려운 점
1. Top Management의 참여와 Commitment 부족
2. SPC Training의 부족
3. Control Chart의 올바른 해석과 필요한 조치를 취하는 것에서의 실패
4. 어떤 제품 특성 또는 프로세스 Parameter를 측정, 모니터링 할 지에 대한 지식 결여
5. 검증되고 능력 있는 측정시스템의 부족
- J. Antony, A conceptual framework for the effective implementation of statistical process control, 2003