Embed Size (px)
Citation preview

Stato degli RPC di ATLAS
Riunione CSN1 Catania 19/9/02
R. Santonico

Lay out
• Produzione e QC dei volumi di gas• “ pannelli di strisce lettura segnale• “ elettronica di FE• “ montaggio schede FE sui piani di strisce• “ assemblaggio camere• Test delle camere di produzione con con RC• Preparazione del test di camere di produzione a X5
(Richiesto da LHCC)• Risultati preliminari del test sul trigger a X5• Ulteriori attività nel 2003• Conclusioni

Gasvolumes
Supportpanels
Lateralprofiles
Strippanels
GaAs die
FE + BEPrinted boards
Bakeliteresistive
plates
General Tecnica
Panpla
Protvino
Alcan +Protvino
General Tecnica
GIGA /TriQuint
Zener
Punching
Assembledboards
Napoli
MicroTel
Supportstructures
FE equippedstrips
Roma 2
Assembledunits
Lecce
QA
LECCE
CERN/
Protvino
NAPOLI
ROMA 2
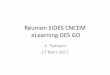
RPC construction and QA

Volumi di gas
• La produzione è ben avviata e procede senza ulteriori significativi problemi secondo la pianificazione concordata tra l’esperimento la commissione di controllo
• I controlli di qualità prevedono i seguenti tests: - Misura di resistività delle singole lastre - Misura di resistenza della grafite - Test di incollaggio degli spaziatori - Test di polimerizzazione dell’olio - Misura delle correnti• I risultati dei tests sono riportati nel database di
produzione





PUSH TEST Test performed on the gap produced since 15/05/2002 Last Production day tested: 30/07/2002 Short description: 1 Gap for each day of production undergoes the test. If at least 1 spacer is found not well glued, the whole production for that day is checked. Gas volumes with more than 1 spacer not glued are rejected. Summary results for spacers
Glued 9034 Tested 9112
Unglued 78
Unglued 0.86 %
Summary results for gaps
Accepted 359 97 % # of gap produced (since 15/05/02)
370 Rejected 11 3%

OILING TEST Test performed on the gap produced since 01/01/02 Last Oiling day tested: 03/09/2002 Short description: The oiling is done in parallel for 40-45 gaps. The gaps are arranged in blocks of about 20 gaps. Each oiling cycle is the performed for 2 blocks simultaneously. For each cycle we take one oil sample and one extra gas gap (sacrificial volume) that is opened and then visually inspected to check for oil varnishing problems. A sample of about 10x10 cm2 is cut away and send together with oil sample for IR chemical analysis. The Bakelite surface is also scanned with microscope.
Sacrificial volume 11 gaps inspected
5 results ready # of oiling cycles
11 Oil sample & varnishing analysis 6 not yet received
Accepted 188
Rejected 0 # of gaps oiled 415
Waiting for results
227

Pannelli di strisce
• Migliorata la geometria dei pannelli con la realizzazione, da parte di GT, di un tavolo per taglio e lavorazione dei bordi
• La rate di produzione va ancora aumentata per accordarla alla produzione dei volumi di gas


Elettronica di FE
• La produzione di schede di FE e BE da parte della Microtel è proseguita senza ulteriori ritardi
• Le schede vengono sottoposte al test AC con cui si prova la funzionalità e si misura la soglia e l’assorbimento di potenza per ciascuno degli 8 canali
• E’ stato messo a punto il test di Burn-in che ha lo scopo di accelerare la “mortalità infantile” dovuta a eventuali difetti nascosti del die GaAs: Prima del test AC le schede, alimentate alla tensione di funzionamento, vengono sottoposte in camera termica a 3 cicli di temperattura da 0 a 100 C di durata 1 ora

From design project….
..to technical realization:

Burn-in procedure..filling,
..connecting low voltage,
..inside the climatic chamber.

Climatic Chamber

Temperature Control log-files
each thermic cycle produces a log-file kept in local database

Variable Threshold before and after Burn-In

Selected Boards before and after Burn-In
Only One board lost due to one channel out of threshold cut!!

Power Consumption before and after Burn-In

Pannelli di read out
• La produzione, assistita da attrezzature ora ben ottimizzate, prosegue molto più speditamente che in passato, anche grazie al fatto che non si sono più verificati ritardi nella consegna delle schede
• Si tratta di un lavoro di grande complessità: montaggio di 90 000 schede di FE e BE su 8 000 piani di strisce, interconnessione delle schede e connessione dei cavi di alimentazione e test per un totale di diversi milioni di saldature
• La velocità di produzione va ulteriormente aumentata per rispettare i tempi imposti dall’esperimento
• Per questo è necessario un incremento del numero di tecnici impegnati


Assemblaggio e test con RC
• Il sistema di assemblaggio ha raggiunto la velocità di 2 unità per giorno ma deve essere ulteriormente potenziato fino a 3 unità/giorno
• Il test con RC delle camere BML viene condotto a Napoli. L’inizio dei tests a Lecce e Roma2 avverrà in tempi brevi











Ageing di camere di produzione a X5
• Il test è stato richiesto dai referees di LHCC• Sarà condotto su 3 unità BML che saranno esposte, in posizione
verticale (per minimizzare gli ingombri), alla sorgente gamma della GIF
• L’efficienza delle camere durante l’irraggiamento verrà misurata con RC utilizzando un odoscopio di scintillatori
• Le camere saranno installate aIla GIF alla fine di Settembre e test durerà diversi mesi fino a raggiungere il limite di 10 anni Atlas
• Ci è stato richiesto di includere nel test anche il funzionamento, in regime di ricircolo e purificazione del gas, di 2 delle 3 camere
• Questo richiede di realizzare un prototipo di sistema di purificazione capace di rimuovere i componenti chimicamente aggressivi come HF. Il test alla GIF di questo prototipo è di grande importanza per ottimizzare il progetto del sistema di gas

RPCs
Three small size (50x50 cm2) chambers reproducing “trigger stations” Three pairs of gas volumes 12 read out panels: 6 x, 6 y 192 read out channels The readout is performed by six 32 channels KLOE TDCs
Three small size (50x50 cm2) chambers reproducing “trigger stations” Three pairs of gas volumes 12 read out panels: 6 x, 6 y 192 read out channels The readout is performed by six 32 channels KLOE TDCs
137Cs
X5 RPC Set-up





Ulteriori attività nel 2003
• Integrazione RPC-MDT BML/ Frascati e BOS/Monaco-Cern
• Definizione dei cavi di connessione FE-Trigger• Inizio preassemblaggi RPC-MDT al cern
(personale tecnico)• Definizione e inizio di produzione del sistema di
distribuzione di potenza (HV e LV)• Definizione del sistema di gas e realizzazione di
2 dei 5 racks di distribuzione

Richiesta di adeguamento costi per produzione RPC ATLAS
Produzione Gas Volumes (~ 4000)Costo medio di una gap 200 €
• Lavorazioni aggiuntive, miglioramenti QC, aumento costo PET 8,50 €/gap• Assistenza tecnica e logistica per test 2,00 €/gap
Produzione Elettrodi (~ 8000)Costo medio di un pannello 40 €
• Lavorazioni aggiuntive e aumenti costo Cu e PET 8,50 €/pannello
Totale richiesta adeguamento 74 k€ (su ~ 1000 k€)