Embed Size (px)
Citation preview

247
한국섬유공학회지, Vol. 52, No. 4, 247-253http://dx.doi.org/10.12772/TSE.2015.52.247
ISSN 1225-1089 (Print)
ISSN 2288-6419 (Online)
대환기로 편성한 싱글 져지 대환편성물의 사행도에 관한 연구. I.연계수와 꼬임방향을 중심으로
박찬호 · 심현주 · 김주용†
숭실대학교 유기신소재·파이버공학과
Study on the Skewness of Single Jersey Circular Knit Fabrics. I.Effects of Twist Multiplier and Twist Direction of Knitting Yarn
Chan Ho Park, Hyunjoo Shim, and Jooyong Kim†
Department of Organic Materials and Fiber Engineering, Soongsil University, Seoul 156-743, Korea
1. 서 론
대환기로 편성된 편성물은 패션의류제품의 주종을 이루고 있지만, 현재 제조 유통되고 있는 제품의 대부분은 코오스와 웨일의 각도가 직각을 이루지 못하여 개폭 후, 천이 사각형이 아닌 마름모꼴의 형태를 나타내어, 봉제 후에도 의류의 형상이 왜곡되어 상품성이 현저히 저하된 상태에서 유통되고 있는 실정이다. 세계적으로도 이를 해결한제품을 제조하고 있지 못할 정도로 기술의 사각지대에 놓여 있으며, 향후 이 기술을 선점하는 회사는 엄청난 파급효과를 나타낼 것으로 생각된다. 삶의 질이 향상됨에 따라서 기능성 고감성 의류 제품들이 앞 다투어 출시되고 있는현재의 상황에서 기본적인 의류의 형태를 올바르게 유지할
수 있는 사행도가 없는 편성물의 제조 기술이야 말로 시급하게 요구되는 핵심기술이라고 볼 수 있다. 사행도의 원인은 편성사의 비틀림, 급사구 수, 그리고 편성 방식의 차이에서 온다고 하였으며, 급사구 수가 늘어날때 사행도도 늘어난다고 하였다[1]. 급사구 수의 증가에 따른 사행도의 증가에만 초점을 맞춤으로써 소수의 급사구로변경하지 않으면, 편성물의 사행도는 개선이 어렵다는 결론을 도출하게 되었다. Park 등은 사행도는 편성사의 토크와 잔류 토크 그리고 스날링성 등이 분명한 관련이 있고,tightness factor는 소극적인 관련이 있다고 하였으며, Z 꼬임사보다는 S 꼬임사가 더 가치가 높다고 하였다[2]. 편사의 꼬임 방향과 편기의 회전 방향을 상관시켜서 현실적인사행도의 해결방안을 제시하는데 까지는 이르지 못하고, 일
†Corresponding Author: Jooyong KimE-mail: [email protected]
Received June 29, 2015Revised August 2, 2015Accepted August 6, 2015
ⓒ2015 The Korean Fiber Society
Abstract: Circular knitting machines are most commonly used to manufacture single jer-sey fabrics because of their high productivity and low costs. However, the knitted fabricexhibits skewness due to factors such as the large number of feeders, properties of twistedspun yarn, and cylinder rotating speed. The course skewness, which is especially promi-nent in the wale direction of plain stitch, causes fabric distortion and as a result, the dis-torted fabrics are unacceptable in appearance and for sewing purposes. In this work, thereasons for the skewness and their effects on the knitted fabric have been experimentallystudied. The results show that course skewness is prominent and primarily caused by yarntwist. The effect of the twist direction of the knitting yarns was also studied. It was shownthat the Z-twist yarns incline perpendicular to the horizontal direction of the fabric whilethe S-twist yarns incline in the opposite direction. This could reduce the course skewnessas the feeder skewness is counterbalanced.
Keywords: single jersey, cotton spun yarn, feeder skewness, course skewness, wale skewness,twist multiplier, S-twist yarn, Z-twist yarn, cylinder rotation direction

248 ▐ 박찬호 · 심현주 · 김주용 Textile Science and Engineering, 2015, 52, 247-253
반적으로 알려진 사실들을 보다 객관적으로 측정, 해석하였다. Ceken 등은 원형편기로 제조된 위편성물은 웨일이코오스에 직각이지 않고 경사져 있어 루프가 구부러져 비틀리기 때문에 치수가 변형되는 것이라고 하였다[3]. 루프한 반복단위의 역학적 균형 상태에 대한 해석을 시도한 것으로써 편성물에 사행도가 발생하는 이유는 급사구의 개수에 따라 생기는 급사구 사행도에서 비롯된다고 하였다.Desale 등은 spirality가 비대칭 루프 형태 때문에 평편조직에서 심각한 문제를 일으키는 것과, spirality의 발생 원인인 급사구 수의 증가뿐 아니라 편환장과 실의 장력의 영향에 대하여 연구하였다[4,5]. Tao 등은 spirality는 니트 원단의 루프의 비틀림으로부터 발생하며, 구조적 요인으로는 실의 선밀도, 연계수(TM), tightness factor, loop shape 등이영향을 미친다고 하였다[6,7]. 이 연구도 편사의 역학적 특성 즉, 편환의 기하학적 비대칭성으로 인한 비틀림 현상에주목하여, 편환이 비틀어져 있기 때문에 편성물의 사행도가 발생한다는 결론에 도달하였는데 편사 자체의 역학적특성 이외에도 편성물의 구조 요인 등이 사행도에 영향을미친다는 사실을 실험적으로 증명한데 있다. Shahid 등은spirality는 급사구 밀도, 게이지, loop shape 등에 영향을 받는다고 주장하였다[8]. 여기서 급사구 사행도의 관점에서접근하여 편사의 잔류응력이나 꼬임의 방향, 편기의 회전방향 등과의 상호 관계 등은 무시하였으며, 그 결과 사행도 개선의 현실적인 해결을 제시하지는 못하였다. Park 등은 평편조직의 표면과 이면의 다른 구조로 응력의 불균형때문이라고 하였다[9]. 결과적으로 spirality의 원인은 인치당 피더 수와 직접적으로 비례하며, 또한 TM이 spirality에중요한 요인이라고 하였다. 감소방안으로 시계반대방향으로 회전하는 편기에는 S twist, 시계방향으로 회전하는 편기에는 Z 꼬임사의 사용을 제안하였다. 선행연구들은 편사의 역학적 특성 및 편기의 기계적 특성을 별도로 연구한 논문이 대부분이며, 동시에 언급한 경우에도 편사와 편기의 상호 작용을 명확하게 분석하여, 사행도의 원인을 밝히고 급사구 사행도와 편사특성에 의한사행도를 별도로 구분하여 그 양을 정량적으로 분해하여,각각 분석하는 연구는 전무했다고 볼 수 있다. 또한 대부분 시험용 소량 기계에서 소량의 시료를 대상으로 이루어져, 실제 생산 스케일의 현장에서 발생할 수 있는 여러 공정 요인들에 대한 고려가 배제되었다는 점도 기존의 연구가 갖는 한계라고 볼 수 있다.편사와 편기 자체의 특성상 다양한 원인으로 발생되는사행도는 편성 후 편물에 부여된 잠재 토크가 회복되면서더욱 사행도가 커지게 되는데 이는 착용감 및 외관 뿐 아니라 봉제시 많은 문제점을 갖게 된다. 문제점들을 해결하기 위해, 사행도의 발생원인과 해결을 위해 편사의 역학적특성을 분석하여, 편성물의 사행도에 미치는 영향을 밝히
고 사행도의 원인을 급사구 사행도와 편사특성에 의한 사행도의 두 가지로 분해하여 각각을 고찰함으로써 개선방안을 제시하였다.
2. 실 험
2.1. 편포의 사행도 측정생지의 사행도 측정: 사행도 측정방법은 KS K0117, ISO
16322, ASTM D3882 그리고 AATCC 179 시험법 등이 있다[10−13]. KS K0117 시험법에 의한 면적에 대한 사행도측정법으로 면적에 대한 사행도 %를 구하는 것이며, ISO16322-1은 위편 저지 의류의 세탁 후에 발생하는 웨일 spirality%의 측정방법으로 spirality 변형은 편성물 의류의 세탁 전과 후의 치수를 계측하여 세탁건조 후의 사행도 측정에 사용된다. ASTM D3882-08 시험법은 직물의 경우 위사와 편직물은 코오스 방향의 호형도와 사행도의 측정에 적용되며프린트에서 가로 방향의 스트라이프나 기하학적 무늬의 호형도와 사행도 측정에 사용된다. 이 방법은 직물에서 위사가 경사에 대하여 또는 편성물의 코오스가 웨일에 대하여90 o로 직각을 유지하여야 정상적이나, 직물의 경사나 편성물의 웨일을 수직으로 놓았을 때 수평으로 부터 얼마나 기울어졌는지를 보는 방법을 코오스 사행도라 한다. 반대로편성물의 코오스를 수평으로 놓았을 때 웨일이 얼마나 기울어졌는지 보는 것을 웨일 사행도라 하며, 정확하고 일관성 있는 데이터를 얻을 수 있는 장점이 있다. AATCC 179-2010 시험법은 직물과 편성물 원단에 사행도 변형이나, 일반적으로 가정에서 사용하는 자동세탁기로 세탁할 때, 세탁전 보다 세탁 후 얼마나 기울어졌는지를 조사하여 변형정도가 몇 퍼센트나 되는지를 측정하는 방법으로 옷을 만들었을 때 세탁 후 얼마나 더 변형되는 정도를 보기 위한 방법이다. 편포의 사행도는 세탁 전은 ASTM 시험법을, 세탁후는 AATCC 시험법을 사용하여 결과를 도출하였다. 급사구 사행도(mechanical skewness)의 측정: 급사구에 실을 걸을 때 사행도를 쉽고 정확히 확인하기 위하여 선염된색사를 급사구 하나에 걸어 급사구의 반복되는 높이와 코오스의 모양을 쉽게 알 수 있도록 하여 개폭후 편폭에 대한 기울어짐을 측정하는 값으로
Feeder Skewness (%) =
여기서, feeder repeat는 편기가 1회전할 때 동시에 편성되는 코오스의 높이(급사구 개수×average loop height)이며,fabric width는 편기에서 떼어낸 원단 폭이다.
2.2. 편사의 준비편사는 면사를 좌연사(Z연)와 우연사(S연)를 각각 30’s와
Feeder repeatFabric width------------------------------- 100×

대환기로 편성한 싱글 져지 대환편성물의 사행도에 관한 연구. I. ▐ 249
40’s로 그리고 각 번수의 실의 꼬임수를 15 tpi부터 27 tpi의12종을 준비하였다. 실의 번수에 따른 적정 꼬임수에서의비틀림 강도를 비교하기 위하여 연계수로 표시하였으며Table 1과 같다.
2.3. 대환기의 규격 및 운전조건운전중 편사의 장력변화를 최소화하기 위하여 적극적 급사장치가 부착된 각각 실린더 직경 30인치와 36인치, 28게이지, 120 급사구와 144 급사구로 구성된 쌍용기계의 대환기를 사용하였으며 편기의 회전방향은 시계방향이고 편성속도의 영향을 알아보기 위하여 편기의 속도는 15 rpm,20 rpm, 25 rpm, 30 rpm으로 설정하였다.
3. 결과 및 고찰
3.1. 급사구 사행도급사구의 수에 따른 사행도의 변화를 알아보기 위하여직경 30인치의 120 급사구인 편기와 직경 36인치의 144 급사구인 편기에 30’s 단사를 사용하여 편성한 편포의 생지상태와 염색후의 사행도는 각각 다음의 Table 2, 3과 같다. 실린더의 직경비와 급사구의 비가 동일하므로 예측과 같이 사행도의 차이는 염색 전 후 모두 차이가 없었으며 편
기의 직경에 따라 급사구의 수가 정해지므로 실제 편포의생산시 급사구의 수는 상관이 없다. 그러나 편환장이 다를경우 코오스 repeat의 크기가 달라지며 염색 후 편포의 장력 회복에 따라 원단 폭이 변하므로 편환장이 클수록 코오스 사행도는 Table 4와 같이 증가한다.
3.2. 편기의 회전방향과 실 꼬임 방향의 관계에서 발생하는사행도
특별한 주문이 없는 한 방적공장에서는 Z 꼬임으로 생산할 정도로 대부분 좌사로 생산한다. 그런데 Z 꼬임으로 편성된 편성물은 웨일을 따라 절단해 보면 수직으로 놓고 평면에서 볼 때 코오스의 우측이 올라가는 사행도를 나타내므로, 대부분의 경우 마지막 가공인 확폭시 결을 바로 잡아 사용하게 된다. 그러나 스팀 다림질을 하거나 물세탁을하면 원래의 결로 돌아가 제품에서 측면 재봉선이 왼쪽으로 돌아가는 비틀림 현상이 나타나게 된다. 급사구 사행도는 편기의 회전 방향이 시계방향일 때 코오스의 오른쪽이 올라가는 사행도가 발생하고, 편기의 회전방향이 시계 반대 방향일 때는 코오스의 오른 쪽이 내려가는 사행도가 발생한다. Figure 1에서와 같이 편기의 회전방향이 시계방향일 때 Z 꼬임사를 사용하면 코오스의 오른쪽이 올라가는 현상이 발생함으로 편기의 회전방향에 따
Table 1. Conversion of twist multiplier (TM) according to the yarn count and twist/length
Ne
TPITM 18 19 20 21 22 23 24 25 26 27
30's 3.3 3.5 3.7 3.8 4.0 4.2 4.4 4.6 4.7 4.9 40's 2.8 3.0 3.2 3.3 3.5 3.6 3.8 4.0 4.1 4.3
Table 2. Variation in feeder skewness according to the fabric status (Cylinder diameter: 30 in, feeder: 120, gauge: 28, and course height: 1/32 in)
Fabric width wpi cpi Feeder repeat Skewness (%) Skewness angle (°)Fabric before relaxation 94" 28 32 2.5" 2.7 1.5Fabric after relaxation 72" 36 48 2.5" 3.5 2.0Fabric after finishing 64" 41 48 2.5" 3.9 2.2
Table 3. Variation in feeder skewness according to the fabric status (Cylinder diameter: 36 in, feeder: 144, gauge: 28, and course height: 1/32 in)
Fabric width wpi cpi Feeder repeat Skewness(%) Skewness angle (°)Fabric before relaxation 113" 28 32 3" 2.7 1.5Fabric after relaxation 87" 36 48 3" 3.4 2.0Fabric after finishing 77" 41 48 3" 3.9 2.2
Table 4. Variation in feeder skewness according to the loop length (Cylinder diameter: 30 in, feeder: 120, gauge: 28, using yarn with a count of 30 s)
Loop lengthFabric width after
finishingRepeat course cpi
1/cpi(inch)
wpi1/wpi(inch)
Feeder skewness(%)
2.6 mm 62" 2.25" 53 0.019 42 0.0238 3.62.8 mm 64" 2.5" 48 0.021 41 0.0244 3.93.0 mm 66" 2.75" 44 0.023 40 0.0250 4.17
250 ▐ 박찬호 · 심현주 · 김주용 Textile Science and Engineering, 2015, 52, 247-253
른 급사구 사행도와 실의 꼬임방향에 의한 사행도가 합해져 더욱 더 심한 사행도가 발생되므로 마땅하지 못하다. 그러나 S 꼬임사는 Figure 2와 같이 오른쪽이 내려가는 사행도를 나타내므로 시계방향으로 회전하는 편기에 사용하면급사구 사행도 만큼 상쇄되어 사행도가 감소되는 현상을나타낸다.
3.3. 편사의 꼬임수가 사행도에 미치는 영향 국내에서 생산되고 있는 100% 면 30’s 사의 경우 보통
TM을 3.5−3.8로 방적하여 사용하고 있다. 이렇게 사용되고있는 편사를 보면 꼬임이 안정되지 않아 실 꼬임의 반대방향으로 이력이 나타나 말리는 스날현상이 발생하며, 스날은 실 꼬임에 의한 잔류응력이 나타나는 현상으로 잔류응력이 클 때 사행도 현상은 크게 나타날 수 있고, TM이 클때 심하게 나타나는 것이다. 스날을 줄이기 위해서는 TM을 최소화 하는 것이 필요하지만, 편성 도중 끊어져 문제를 일으켜 품질이나 생산성에 문제가 된다. 강력을 확인하기위하여 TM 3.2와 3.0으로 각각 방적하여 강력을 조사하였다. 편성을 위한 최저 평균 강력은 최소 200 cN이어야 하는 것을 확인되었다. 급사구가 120개인 편기에서 현재 일반적으로 사용하고 있는 Z 꼬임의 실 TM 3.8로 편성하였고, 다른 하나는 TM 3.1로 편성하였으며, 편환장이 사행도에 영향을 미칠 것으로 예상되어 이를 확인하고자 편환장을 각각 2.6 mm, 2.8 mm, 3.0 mm로 편성하였다.
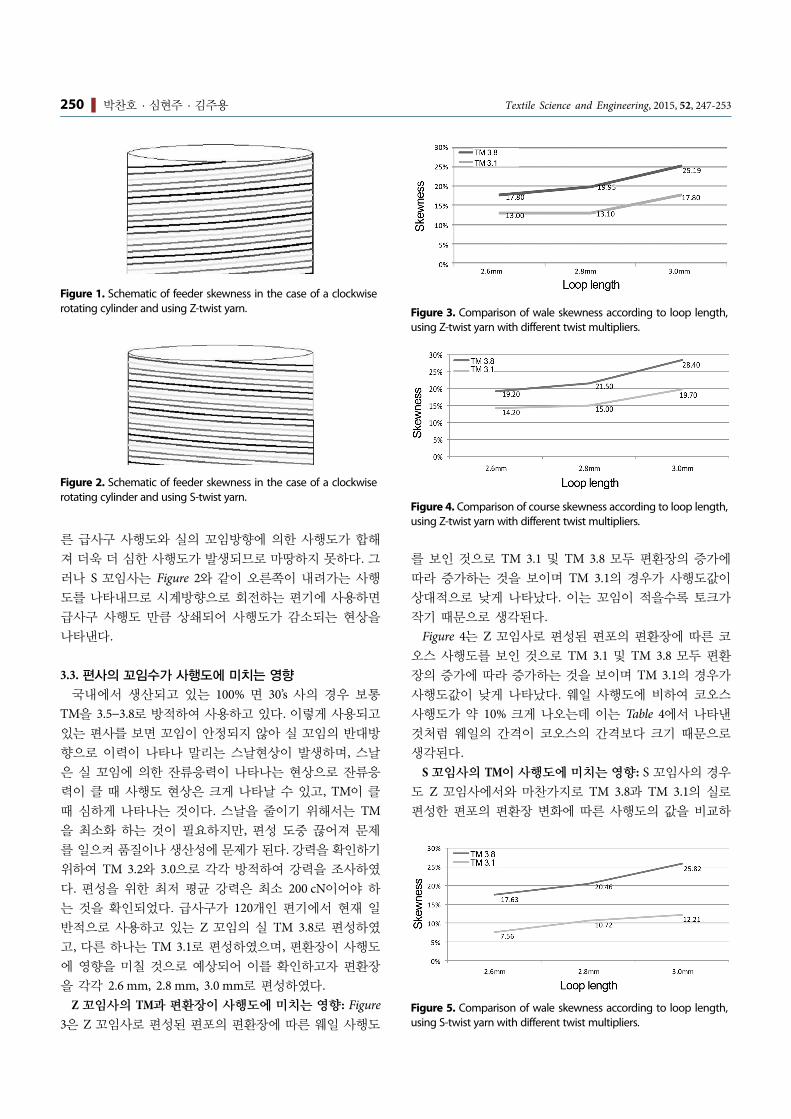
Z 꼬임사의 TM과 편환장이 사행도에 미치는 영향: Figure3은 Z 꼬임사로 편성된 편포의 편환장에 따른 웨일 사행도
를 보인 것으로 TM 3.1 및 TM 3.8 모두 편환장의 증가에따라 증가하는 것을 보이며 TM 3.1의 경우가 사행도값이상대적으로 낮게 나타났다. 이는 꼬임이 적을수록 토크가작기 때문으로 생각된다.
Figure 4는 Z 꼬임사로 편성된 편포의 편환장에 따른 코오스 사행도를 보인 것으로 TM 3.1 및 TM 3.8 모두 편환장의 증가에 따라 증가하는 것을 보이며 TM 3.1의 경우가사행도값이 낮게 나타났다. 웨일 사행도에 비하여 코오스사행도가 약 10% 크게 나오는데 이는 Table 4에서 나타낸것처럼 웨일의 간격이 코오스의 간격보다 크기 때문으로생각된다.
S 꼬임사의 TM이 사행도에 미치는 영향: S 꼬임사의 경우도 Z 꼬임사에서와 마찬가지로 TM 3.8과 TM 3.1의 실로편성한 편포의 편환장 변화에 따른 사행도의 값을 비교하
Figure 1. Schematic of feeder skewness in the case of a clockwiserotating cylinder and using Z-twist yarn.
Figure 2. Schematic of feeder skewness in the case of a clockwiserotating cylinder and using S-twist yarn.
Figure 3. Comparison of wale skewness according to loop length,using Z-twist yarn with different twist multipliers.
Figure 4. Comparison of course skewness according to loop length,using Z-twist yarn with different twist multipliers.
Figure 5. Comparison of wale skewness according to loop length,using S-twist yarn with different twist multipliers.

대환기로 편성한 싱글 져지 대환편성물의 사행도에 관한 연구. I. ▐ 251
였다. Figure 5는 편환장과 TM 값에 따른 웨일 사행도의 값을 보인 것으로 특히 TM이 3.1의 경우 Z 꼬임의 경우보다편환장에 상관 없이 작은 값을 보인다. 그러나 TM 3.8의경우 큰 차이를 보이지 않는데 이는 S 꼬임시 편기의 회전방향과 반대로 되어 꼬임이 일부 풀리기 때문으로 생각되며 TM 3.8의 경우는 해연효과가 큰 영향을 미치지 못하기때문으로 생각된다.
Figure 6은 편환장과 TM 값에 따른 코오스 사행도의 값을 보인 것으로 Z 꼬임사로 편성된 편포에 비하여 작게 나타난다. 이는 급사구 사행도의 상쇄와 더불어 실의 비틀림이 적어지는 효과가 영향을 미친 것으로 생각되며 특히 TM이 3.1인 경우가 TM 3.8인 경우보다 효과가 크게 나타났는데 코오스 사행도는 편사의 꼬임의 영향이 매우 큰 것을의미한다.
3.4. 환편기 회전방향과 편사꼬임방향의 조합이 사행도에 미치는 영향
Figure 7의 (a)에서 보이는 바와 같이 꼬임의 균형이 맞는경우는 loop의 기울어짐이 없으나 (b)와 (c)의 경우는 꼬임방향에 따라 loop의 기울어짐이 다르게 나타난다. (b)는 Z꼬임사를 사용한 경우로 웨일과 코오스 모두 우측 방향으로 나타나며, (c)는 S 꼬임사는 사용한 경우로 웨일과 코오스 모두 좌측 방향으로 나타났다.직경이 30"인 환편기에 120 급사구가 장착된 경우 28게이지에서 30’s/1와 동일한 굵기의 무연효과가 나는 실로 편환장 2.8mm로 편성하였을 때 급사구 사행도는 오른쪽이2.5"(+2.5") 올라가는 것으로 나타났다. 환편기 상에서의 급사구 사행도는 2.7%이다. 그러나 TM 3.8인 Z 꼬임사로 편성하였을 때 원단에서 오른쪽으로 13"(+13") 올라가는 사행도가 발생하였고, S 꼬임사로는 동일한 편기에서 사행도가 오른쪽이 8"(-8") 내려가는 것으로 나타났다. 이로 부터평편조직의 사행도는 급사구 사행도 이외의 다른 요인에의하여 발생한다고 생각되며, Z 꼬임과 S 꼬임이 반대 방향으로 나타나는 것은 실의 꼬임방향이 사행도에 크게 미친다는 것을 알 수 있는데, 이는 실의 꼬임 방향만 달라졌
으므로 실의 잔류응력에 의한 사행도의 영향을 고려하면실 꼬임 사행도는 원단의 사행도와 급사구 사행도의 차이가 되며 실 꼬임 사행도는 실의 꼬임에 의하여 발생하는사행도, 원단 사행도는 원단 상태에서 나타나는 사행도, 급사구 사행도는 기계적으로 급사구가 많아 발생하는 사행도이다. 이로부터 Z 꼬임사의 사행도는 10.5"가 되며(급사구사행도의 약 4배), 또한 S 꼬임사의 사행도는 5.5"가 된다(급사구 사행도의 약 2배). 따라서 평편조직에 나타나는 전체적인 사행도는 실의 꼬임방향에 따라 사행도 방향이 달라지고 가장 두드러지게 영향을 미치고 있다는 것을 알 수
Figure 6. Comparison of course skewness according to loop length,using S-twist yarn with different twist multipliers.
Figure 7. Photos showing inclination of loops due to yarn twist;(a) balanced twist yarn, (b) Z-twist yarn, and (c) S-twist yarn.

252 ▐ 박찬호 · 심현주 · 김주용 Textile Science and Engineering, 2015, 52, 247-253
있다. Figure 8은 실의 꼬임방향이 편물의 사행도에 미치는 영향을 도식적으로 나타낸 것이다.
3.5. 편사 잔류 응력 제거가 편성물의 skewness에 미치는 영향편사의 잔류응력이 skewness에 미치는 영향을 알아보기위하여 사행도가 가장 적은 TM 3.1의 S 꼬임사를 스팀 세팅한 실로 편성한 편포의 사행도를 비교하였다. Figure 9는
setting 전의 실과 스팀 셋 실로 편성된 편포의 웨일 사행도를, Figure 10은 setting 전의 실과 스팀 셋 실로 편성된 편포의 코오스 사행도를 나타낸 것이다. 웨일 사행도의 경우 큰 차이가 없었으나 코오스 사행도의 경우 증기 세팅한 실의 경우가 작은 값을 갖는 것을 알수 있으며, 편환장이 짧은 경우 실의 잔류응력이 비틀림에의하여 편포의 사행도에 영향을 주는 것을 확인할 수 있다.
Figure 8. Schematic of fabric skewness according to the yarn twist direction.
Figure 9. Comparison of wale skewness using S-twist yarn vs. steamset yarn.
Figure 10. Comparison of course skewness using S-twist yarn vs.steam set yarn. Figure 12. Effect of M/C RPM on the course skewness.
Figure 11. Effect of M/C RPM on the wale skewness.

대환기로 편성한 싱글 져지 대환편성물의 사행도에 관한 연구. I. ▐ 253
3.6. 편성속도가 사행도에 미치는 영향편성속도가 사행도에 미치는 영향을 확인하기 위하여 TM
3.0의 Z 꼬임 면사 40’s의 실을 사용하여 시계방향으로 회전하는 편기의 회전속도를 각각 15, 20, 25, 30 rpm으로 하여 편포를 제조한 후 웨일 사행도와 코오스 사행도를 조사하였다. Figure 11과 12는 각각 rpm에 따른 웨일과 웨일 사행도를 보인 것이다. 편성속도에 따른 사행도의 차이는 예상보다 크지 않았는데 이는 적극적 급사장치를 사용하였기때문에 과거 소극적 급사장치에 의한 급사방식에 비하여작고 균일한 장력으로 편성되었기 때문으로 생각된다.
4. 결 론
1. 100% 면사로 편성된 대환 평편조직 편포에서 발생하는사행도의 가장 큰 원인은 실 꼬임에 의한 영향이 가장컸다. TM이 높을 때 크게 발생하고 TM이 낮을 때 적게발생하였다. 이로부터 낮은 TM의 실, 열처리에 의하여꼬임을 안정시킨 실을 사용할 경우 효과가 있음을 확인할 수 있었다.
2.급사구가 많기 때문에 발생하는 급사구 사행도는 편환장에 비례하는 것을 확인하였다. 시계방향으로 회전하는편기의 경우 오른쪽이 올라가는 코오스 사행도가 발생하며, 그 정도는 이론적으로 4−5%이나 실제로는 이보다작게 나타나는 것을 알 수 있었다.
3.실 꼬임방향에 의한 사행도는 Z 꼬임사로 편성할 때 코오스의 오른쪽이 올라가는 사행도가 나타났고, S 꼬임사로 편성할 경우 오른쪽이 내려가는 현상의 사행도가 나타나는 것이 확인되었다.
4.시계방향으로 회전하는 편기에서는 기계의 구조적으로오른쪽이 올라가는 급사구 사행도가 발생하므로 S 꼬임사로 편성하는 것이 Z 꼬임사로 편성하는 것 보다 급사구 사행도의 1−2배 정도 감소하는 것을 알 수 있었다.
5.적극적 급사장치를 사용한 편기의 경우 편성속도가 사행
도에 미치는 영향은 거의 없음을 알 수 있었다.
References
1. Cotton Incorporated, Knitted Fabrics and the Reduction ofTorque, TRI-2002, 2002.
2. S.W. Park, S. Collie, C. N. Herath, B. C. Kang, and J. S. An,“Dimensional Stability of Single Jersey Fabrics of LincLite®
and Conventional Yarns. II. Fabric Dimensional Changes”,Fiber. Polym., 2007, 8, 72−78.
3. F. Ceken and O. Kayacan, “The Effects of Some MachineParameters on the Spirality in Single Jersey Fabrics”, Fiber.Polym., 2007, 8, 89−97.
4. V. Desale, P. P. Raichurkar, A. Shukla, and R. Yadav, “A Studyon Spirality of Single Jersey Knitted Fabric”, Text. J., 2008, 4,1371−1379.
5. D. J. Spencer, “Knitting Technology”, Pergamon Press, UK,1983, pp.103−105.
6. J. Tao, R. C. Dhingra, C. K. Chan, and M. S. Abbas, “Effects ofYarn and Fabric Construction on Spirality of Cotton SingleJersey Fabrics”, Tex. Res. J., 1997, 67, 57−68.
7. 김석근, “메리야쓰공학”, 문운당, 1994, pp.31−34.8. M. A. Shahid, F. Ahmed, A. K. M. Mahabuzaman, M. A.
Hannan, and A. N. Khan, “Spirality in Cotton Knit Fabricsbefore and after Compacting using Selected Yarn Count andStitch Length”, J. Innov. Dev. Strategy, 2010, 4, 11−17.
9. S. W. Park, S. Collie, C. N. Herath, B. C. Kang, and T. Fujimoto,“Spirality Related Mechanical Properties of Linclite® andConventional Yarn”, Fiber. Polym., 2008, 9, 467−475.
10. 한국 산업규격, KS K0117-1996, “세탁 후 원단 및 봉제품의 사행도 시험방법”, 1996.
11. ISO 16322-3, “Textile Determination of Spirality afterLaundering”, 1st Ed., 2005.
12. ASTM D3882, “Standard Test Method for Bow and Skew inWoven and Knitted Fabrics”, 2008.
13. AATCC 179-2004, “Skewness Change in Fabric and GarmentTwist Resulting from Automatic Home Laundering”, 2009.