-
7/24/2019 Surface Hardening Materi 3 TM
1/109
Dr.Ir.Amin Suhadi, M.Eng
-
7/24/2019 Surface Hardening Materi 3 TM
2/109
KERAS DANTAHAN AUS DI
PERMUKA-ANKONTAK
HIGHTOUGHNESS
DI TENGAH
-
7/24/2019 Surface Hardening Materi 3 TM
3/109
SURFACE HARDENINGSURFACE HARDENINGSURFACE HARDENING
TUJUANNYA : UNTUK MEMPERBAIKI KETAHANANTERHADAP KEAUSAN TANPA
MENGURANGI SIFAT LIATDAN TANGGUH DI BAGIAN DALAMNYA
KOMPONEN YANG MEMERLUKAN INI MISALNYA :CAM, RING GEAR, DLL YANG
MEMERLUKAN
PERMUKAAN KERAS KARENA KONTAK DGKOMPONEN LAIN, TAPI SECARA
BERSAMAAN HARUSPUNYA KETANGGUHAN UNTUK MENAHAN BEBANIMPAK YG
TERJADI KETIKA OPERASI
KEUNTUNGAN LAIN : KOMPONEN DAPAT DIBUATDENGAN BAJA KARBON BIASA
SEHINGGA LEBIHMURAH.
-
7/24/2019 Surface Hardening Materi 3 TM
4/109
-
7/24/2019 Surface Hardening Materi 3 TM
5/109
-
7/24/2019 Surface Hardening Materi 3 TM
6/109
SURFACE
HARDENED
-
7/24/2019 Surface Hardening Materi 3 TM
7/109
SURFACE HARDENING
MENAMBAHLAPISAN
MENGUBAHSUBSTRAT
HARDFACING
COATING
DIFUSI
SELECTIVE
HARDENING
-
7/24/2019 Surface Hardening Materi 3 TM
8/109
PENAMBAHANLAPISAN
MODIFIKASIPERMUKAAN
Dimensi berubah Dimensi tetap
-
7/24/2019 Surface Hardening Materi 3 TM
9/109
LAYERADDITION
Coatings :
-Electrochemical plating
-Chemical vapour deposition (electroless plating)-Thin films
(physical vapour deposition, sputtering, ion plating)
-Ion mixing
Hardfacing :
-Fusion hardfacing (Welded overlays)-Thermal spray (Nonfusion
bonded overlay)
SURFACE ORSUBSURFACEMODIFICATION
Diffusion Methods:-Carburising
-Nitriding
-Carbonitriding
-Nitrocarburising-Boriding
-Titanium carbon diffusion
Selective Hardening Methods :
-Flame hardening-Induction hardening-Laser hardening
-Electron beam hardening
-Ion implantation
-Selective carburising and nitriding
-Use of arc lamps
-
7/24/2019 Surface Hardening Materi 3 TM
10/109
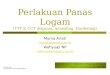
T h i c k n e s s o f h a r d la y e r
1 0- 1 1 1 0 1 0 2 1 03 1 04 m
P V D
C V D
E L E C T R O L E S S N IC K E L
C O M P O S IT E
T H E R M A L S P R A Y IN G
W E L D S U R F A C IN G
IO N IM P L A N T A T IO N
A N O D IS I N G
B O R O N IS I N G
P I 3
N IT R ID I N G
C A R B U R IS IN G
N IT R O C A R B U R I S IN G
C A R B O N IT R ID I N G
S U R F A C E A L L O Y IN G
T H E R M A L H A R D E N IN G
p l a t i n g &
c o a t in g im p la n t a t io n th e rm o c h e m ic a l t h e
r m a l
-
7/24/2019 Surface Hardening Materi 3 TM
11/109
Tabel 1. Contoh nilai kekerasan produk surface engineering
JENIS PROSES KEKERASAN(hv)
Pengerasan laserImplantasi ion
PVDCVDKarburisasiNitridisasi gas
Pengerasan nyala api
1700 - 21002000 - 2300
2300 - 25001540 - 1850800 - 900960 - 1100
700 - 800
-
7/24/2019 Surface Hardening Materi 3 TM
12/109
Pilihan teknologi rekayasa permukaan didasarkan
kepada kebutuhan sifat teknis dalam
kondisioperasionilnya.Ketahanan aus pada beban tekan rendah.
Ketahanan aus pada beban tekan tinggiKetahanan terhadap
pengelupasanKetahanan terhadap goresan
Ketahanan terhadap benturanKekuatan tekuk dan torsiKekuatan
lengkung fatigue dan torsi fatigueKetahanan terhadap mechanical
pittingdan casecrushing
Ketahanan terhadap korosiKetahanan terhadap erosi
-
7/24/2019 Surface Hardening Materi 3 TM
13/109
LAYER ADDITIONS
Hardfacing:- Fusion hardfacing (welded overlay)- Thermal spray
(nonfusion bonded
overlay)
Coatings:
- Electrochemical plating- Chemical vapor deposition
(electroless
plating)- Thin films (physical vapor deposition,sputtering, ion
plating)
- Ion mixing
-
7/24/2019 Surface Hardening Materi 3 TM
14/109
SUBSTRATE TREATMENT
Diffusion methods:
- Carburizing- Nitriding
- Carbonitriding- Nitrocarburizing- Boriding
- Titanium- carbon diffusion
-
7/24/2019 Surface Hardening Materi 3 TM
15/109
Selective hardening methods:
- Flame hardening- Induction hardening- Laser hardening-
Electron beam hardening
- Ion implantation- Selective carburizing and nitriding- Use of
arc lamps
-
7/24/2019 Surface Hardening Materi 3 TM
16/109
MODIFIKASI PERMUKAAN
Metode yang paling populer
adalah metode difusi sepertikarburisasi, nitridisasi dan
nitrokarburisasi
memodifikasi permukaan yangsudah ada dengan merubah
komposisi kimia, fasa ataumembentuk fasa baru tanpapenumpukan
dari luar terhadap
permukaan aslinya.
-
7/24/2019 Surface Hardening Materi 3 TM
17/109
waktu kedalaman
s
uhu
Pengerasan Induksi.
pemanasan:
dari arus bolak balik berfrekwensitinggi yang menghasilkan
aruseddy pada lapisan permukaan
logam dan kemudian menjadipanas.
BENDA UJI
-
7/24/2019 Surface Hardening Materi 3 TM
18/109
(a). Bentuk koil utk induksi dan medan magnit yang
dihasilkan
(b). Arus eddy yang dihasilkan dg benda uji yg dipanaskan
-
7/24/2019 Surface Hardening Materi 3 TM
19/109
Kedalaman pemanasan tergantung dari:- daya dan frekwensi arus
listrik makin tinggi frekwensi
kedalaman makan dangkal- kandungan karbon benda uji.
Keuntungan dari proses induksi ini ialah:- Pengerasan bersifat
setempat- Waktu pemanasan singkat- Kemungkinan terjadi deformasi
kecil
- Kekuatan fatigue bertambah- Biaya murah- Menghasilkan tegangan
sisa tekan
Kerugiannya ialah:- Modalnya besar- Bentuk benda terbatas- Jenis
baja yang dapat dikeraskan terbatas.
-
7/24/2019 Surface Hardening Materi 3 TM
20/109
Localized overheating of sharpcorner, and control heating at
ahole through the use of copper
slugs
-
7/24/2019 Surface Hardening Materi 3 TM
21/109
BERBAGAI
MACAMMETODEINDUKSI
-
7/24/2019 Surface Hardening Materi 3 TM
22/109
PENGERASAN DENGAN NYALA API.
Sumber Panas Berasal Dari :
Nyala api oxy acetylene, propana oxygen atau
gas alam dengan menggunakan burner las.
Kedalaman pengerasan tergantung dari:
- kecepatan pemanasan- konduksi panas dari permukaan ke
tengah
- besar flame
- material dasar
-
7/24/2019 Surface Hardening Materi 3 TM
23/109
FLAME HARDENING
-
7/24/2019 Surface Hardening Materi 3 TM
24/109
-
7/24/2019 Surface Hardening Materi 3 TM
25/109
Beberapa kesulitan yang sering dialami pada
proses pengerasan dengan nyala api sehinggamenimbulkan oksidasi
danover heatingialah :
Mengontrol temperatur
Waktu pemanasan terlalu lama
Nyala api terlau dekat dengan benda kerja
Apinya terlalu besar
Apinya terlalu banyak oksigen
Tekanan bahan bakar terlalu besar
Bentuk nyala api kurang baik
-
7/24/2019 Surface Hardening Materi 3 TM
26/109
Beberapa hal yang harus diperhatikan dalam pemanasan dengannyala
api :
1. Daerah yang akan dipanaskan harus bersih dan bebas darikerak
atau kotoran lainnya
2. Keseimbangan campuran gas harus diperhatikan sehingga
besarnya nyala api dapat dikontrol sedemikian rupa sehinggabaja
yang dipanasi dapat mencapai temperatur austenisasi.
3. Nyala diusahakan sekitar 8 mm diatas benda dan membuat
sudut sekitar 60 - 90 dengan bidang datar dan 15 - 30dengan arah
umpan dan digerakkan secara teratur dengankecepatan cukup agar
temperatur bagian yang dipanaskantidak turun.
4. Dianjurkan untuk melakukan proses tempering
setelahpengerasan.
-
7/24/2019 Surface Hardening Materi 3 TM
27/109
KARBURISASI.
Temperatur biasanya sekitar 850 - 950C dimanabaja berada pada
kondisi austenit
proses karburisasi menurut media pemberi
karbon gas
zat padat
cairan
Keberhasilan karburisasi tergantung
temperatur
waktu
komposisi atmosfir
-
7/24/2019 Surface Hardening Materi 3 TM
28/109
penentuan ketebalan yang sesuai tergantungdari :
komponen/benda kerja yang bersangkutan,yaitu dengan
memperhitungkan besarnya
tekanan yang akan dialami, besarnya nilaikeausan yang diijinkan,
dan bentuk benda kerja
jenis baja yang diproses, untuk tekanan
permukaan yang sama, ukuran ketebalanpelapisan yang diperkeras
dapat lebih kecil jikadigunakan jenis baja yang memiliki
kekuatan
yang lebih besarbesarnya lapisan yang akan dihilangkanmelalui
proses permesian.
-
7/24/2019 Surface Hardening Materi 3 TM
29/109
Teknis pelaksanaannya ada tiga cara yaitu :
1. pencelupan langsung dari suhu karburisasi
waktu
K A R B U R I S A S I
-
7/24/2019 Surface Hardening Materi 3 TM
30/109
2.pendinginan ke suhu ruang kemudian
dipanaskan pada suhu austenit dan quenching(single
quenching)
waktu
K A R B U R I S A S I austenisasi
-
7/24/2019 Surface Hardening Materi 3 TM
31/109
3.di quenching dari suhu karburisasi, dipanaskan
kembali pada suhu austenisasi kemudian di quenchinglagi (double
quenching)
K A R B U R I S A S I austenisasi
waktu
-
7/24/2019 Surface Hardening Materi 3 TM
32/109
karburisasi dengan zat padat
(Pack Carburizing)
Tebal pengerasan proses ini mencapai 0,75 - 4 mm.
oksigen dari udara karbon dari medium CO2
CO2 + C 2CO
Pada permukaan baja CO mengurai sebagai berikut :
2CO CO2 + C
C larut kedalam fasa austenit dan berdifusi.
-
7/24/2019 Surface Hardening Materi 3 TM
33/109
mempercepat reaksi ditambahkan aktivator/energizer:
BaCO3, BaCl, BaO, CaO, K2CO3, Na2CO3 K2SO4 danK4Fe(CN)6
Komposisi campuran antara energizer denganarang kayu adalah
:
komposisi.1 60% arang kayu
40% BaCO3atau
komposisi.2 45% arang kayu
50% BaCO3
5% K4Fe(CN)6
-
7/24/2019 Surface Hardening Materi 3 TM
34/109
energizer berfungsi sebagai pembentuk ataupemercepat pembentukan
gas CO :
BaCO3 BaO + CO2
CO2 + C 2CO
Gas CO yang terbentuk larut ke dalam fasaaustenit atau bereaksi
dengan Fe menjadi :
3Fe + 2CO Fe3C + CO2
-
7/24/2019 Surface Hardening Materi 3 TM
35/109
Beberapa hal yang harus diperhatikan :
1. medium harus memiliki daya hantar panas yang baik
agardistribusi temperatur yang baik mudah diperoleh dalamwaktu
relatif singkat.
2. perubahan volume (jika terjadi) harus sekecil mungkinsehingga
benda kerja selalu diselaputi oleh mediumselama proses
berlangsung.
3. memiliki mampu regenerasi yang baik4. relatif kering
5. ukuran medium harus sesuai dengan bentuk dan ukuran
benda kerja sehingga mampu menutupi seluruhpermukaan benda
dengan sempurna, umumnya ukuranbutiran medium antara 1,5 sampai 6
mm.
-
7/24/2019 Surface Hardening Materi 3 TM
36/109
Kotak untuk karburisasi harus memiliki sifat:
betul betul rapat sehingga tidak ada kebocorandari gas yang
terbentuk
tahan suhu tinggi dalam jangka waktu yanglama dan tidak terjadi
perubahan bentuk padasuhu tinggi
sesuai dengan bentuk dan ukuran benda kerjayang akan
diproses.
relatif ringan.
-
7/24/2019 Surface Hardening Materi 3 TM
37/109
KARBURISASI DENGAN GAS
ketebalan karburisasi gas sekitar 0,1 - 0,75 mm.
Media yang digunakan terdiri dari :
hidrokarbon, gas alam atau propana.Reaksi yang terjadi didalam
dapur ialah :
2CO C + CO2
atau CH4 C + 2H2
atau Co + H2 C + H2O
Karbon bebas C berdifusi ke dalam benda kerja.atau dalam reaksi
keseluruhan menjadi :
3Fe + 2CO Fe3C + CO2
-
7/24/2019 Surface Hardening Materi 3 TM
38/109
Cara pemberian gas
1. mengalirkan gas yang dibuat dalam
suatu generator
2. mengalirkan gas hidrokarbon dan udara
secara langsung kedalam dapur
3. melaksanakan proses karburisasi dalam
dapur vakum dengan cara mengalirkangas hidrokarbon kedalam
dapur.
-
7/24/2019 Surface Hardening Materi 3 TM
39/109
VACUUM CARBURIZING
-
7/24/2019 Surface Hardening Materi 3 TM
40/109
KARBURISASI DENGAN MEDIA CAIR
(salt bath carburizing)
benda kerja dipanaskan dengan
pemanasan awal 100 sampai 400C untukmenghilangkan kemungkinan
adanya uap air.
pemanasan lanjut diatas A1 (900 - 925C)dalam larutan garam yang
mengandung
karbon dan nitrogen
Ketebalan lapisan antara 0,64 - 6,35 mm.
Komposisi campuran larutan garam:
-
7/24/2019 Surface Hardening Materi 3 TM
41/109
Komposisi campuran larutan garam:
6 - 16%30 - 55%0 - 20%
0 - 20%30% max
NaCNBaCl2NaCl
KClNa2CO3
pada suhu proses NaCN mengurai menjadi :
NaCN Na + C + N
C larut ke austenit atau bereaksi dengan Femenjadi :
C + 3Fe Fe3C
-
7/24/2019 Surface Hardening Materi 3 TM
42/109
-
7/24/2019 Surface Hardening Materi 3 TM
43/109
cairan garam ditutup dengan serbuk grafit
-
7/24/2019 Surface Hardening Materi 3 TM
44/109
cairan garam ditutup dengan serbuk grafituntuk:
1. mencegah kontak antara oksigen dari udaradengan cairan
garam
2. agar asap yang timbul selama prosesberlangsung dapat
diperkecil
3. efisiensi panas dapat ditingkatkan
-
7/24/2019 Surface Hardening Materi 3 TM
45/109
KARBURISASI SEBAGIAN
Diberi penutup atau lapisan pelindung bagi bagian permukaanlain
yang tidak perlu dilakukan karburisasi.
Bahan yang digunakan sebagai lapisan pelindung adalah :
1. tanah liat, dengan ketebalan minimum 20 mm
2. campuran natrium silikat dengan talc, daya rekatnya baikdan
mudah dibersihkan setelah proses pengerasan selesai
3. pasta pelindung berupa campuran serbuk tembagadengan sejenis
vernis. Daya rekatnya baik tetapi tidaksesuai untuk digunakan pada
medium gas dan cair
4. pelapisan tembaga dengan elektrolisa, sangat baik tetapiperlu
persiapan yang cermat dan hasil pelapisan harusbebas pori pori dan
tebal pelapisan tergantung dari
waktu/lamanya
PLASMA KARBURISASI
-
7/24/2019 Surface Hardening Materi 3 TM
46/109
PLASMA KARBURISASI
dengan pijaran secara termokimia yang membentukplasmaBenda kerja
dalam plasma karburisasi dikondisikan sebagaikatoda pada sirkuit
listrik DC. Dengan adanya pijaranplasma maka transfer karbon dari
gas karburisasi ke
permukaan baja meningkat, sehingga kecepatan proseskarburisasi
dapat diatur.
Kedalaman pengerasan tergantung dari difusi karbon
didalam baja
suhu proses sekitar 930C pada keadaan vakum.
pembersihan berlangsung dengan plasma hidrogenkemudian
karburisasi berlangsung dengan plasmahidrokarbon-hidrogen-argon
pada tekanan gas parsial 0,1sampai 10 torr.
-
7/24/2019 Surface Hardening Materi 3 TM
47/109
1
23
4
5
9
10
11
6 7
8
12(- )
(+ )
Remarks :1: Vacuum chamber (anode) 5: Gas quenching supply 9 :
Gas control system
2: Cathode 6: Thermocouple 10: Control unit3: Workpiece 7:
Thermometer 11: Power unit4: Gas quenching system 8: Gas Supply 12:
Vacuum system
-
7/24/2019 Surface Hardening Materi 3 TM
48/109
-
7/24/2019 Surface Hardening Materi 3 TM
49/109
-
7/24/2019 Surface Hardening Materi 3 TM
50/109
-
7/24/2019 Surface Hardening Materi 3 TM
51/109
-
7/24/2019 Surface Hardening Materi 3 TM
52/109
Kelebihan :
-
7/24/2019 Surface Hardening Materi 3 TM
53/109
e eb a
prosesnya berlangsung lebih cepat
menghasilkan kedalaman pengerasan yangmerata walaupun permukaan
benda kerja
tidak beraturan.
karena dalam suasana vakum maka tidak
terjadi oksidasi permukaan.
Kekurangan:
Prosesnya mahal dan sulit
-
7/24/2019 Surface Hardening Materi 3 TM
54/109
NITRIDISASI
-
7/24/2019 Surface Hardening Materi 3 TM
55/109
nitrogen berdifusi dalam ferit pada suhu 500 - 590C.Proses ini
tidak memerlukan proses quenching tidakterjadi perubahan fasa.
Peningkatan kekerasan diperolehkarena nitrogen membentuk lapisan
nitrida yang bersifatkeras.
Jika baja yang dinitridisasi mengandung unsur unsurseperti
Al,Cr,V dan Mo maka kekerasan yang diperoleh
dapat lebih tinggi karena unsur unsur tersebut dengan Ndapat
membentuk nitrida yang sangat keras.
nitridisasi yang sering digunakan
dengan mediagas
dengan mediacair.
-
7/24/2019 Surface Hardening Materi 3 TM
56/109
N2H2
NH3
N
Fe
-
7/24/2019 Surface Hardening Materi 3 TM
57/109
NITRIDISASI DENGAN GAS
-
7/24/2019 Surface Hardening Materi 3 TM
58/109
digunakan gas amonia pada suhu sekitar 510C2NH3 2N + 3H2
N dalam bentuk atom berdifusi ke dalam bendadan bereaksi dengan
Fe membentuk Fero-nitridadengan lapisan keras setebal 0,2 - 0,7
mm.
Peralatan untuk nitridisasi biasanya dibuat daribahan yang tidak
bereaksi dengan gas, misalnyanikel, inconel, dan baja krom nikel
(25 - 20%).
Derajat desosiasi ialah jumlah gas yang terurai,dihitung
terhadap penggunaan total gasamoniak dan dinyatakan dalam
persen.
Desosiasi rendah kekerasan permukaan tinggi
-
7/24/2019 Surface Hardening Materi 3 TM
59/109
Desosiasi rendah kekerasan permukaan tinggi,
tetapi jika derajat desosiasi tinggi kekerasanturun tetapi tebal
lapisan bertambah.
Debit yang sesuai untuk proses nitridisasiberkisar antara 0,60
m/jam/10 m sampai dengan0,90 m/jam/10 m.
Perlu diperhatikan, jika penguraian gas amoniakdiperoleh banyak
H, maka akan terjadi prosesdenitridisasi. Tetapi jika jumlah gas
hidrogenterlalu sedikit berarti N yang ada juga sedikit,maka
pembentukan nitrida tidak cukup.
NITRIDISASI DENGAN MEDIA CAIR
-
7/24/2019 Surface Hardening Materi 3 TM
60/109
digunakan dapur larutan garam cianida(salt bath), 60 - 70% NaCN
dan 30 - 40%KCN, ditambah Na2CO3 dan NaCNO
ketebalan lapisan keras antara 0,03 - 0,30mm dengan HB 900 -
1100
Suhu nitridisasi sekitar 550 - 570C dan
waktu proses
-
7/24/2019 Surface Hardening Materi 3 TM
61/109
untuk menghindari oksidasidilakukan:
meniupkan udara kedalam saltbathsehingga kadar sianat dalam
garam
dapat dikontrolmenggunakan crucible titaniumsehingga dapat
mencegahpenguraian garam.
-
7/24/2019 Surface Hardening Materi 3 TM
62/109
NITRIDISASIDENGAN GAS
NITRIDISASI DENGANMEDIA CAIR
-waktu proses 12 - 120
jam-permukaan hasilnitridisasi sangat rapuh
-waktu proses 1 - 4 jam
-permukaan nitridisasitidakrapuh
Jika dibandingkan dengan nitridisasi gas:
menghasilkan kekerasan permukaan yang
Keuntungan proses nitridisasi ialah:
-
7/24/2019 Surface Hardening Materi 3 TM
63/109
menghasilkan kekerasan permukaan yang
tinggi - lebih tinggi dari lapisan karburisasi -berarti
mempunyai ketahanan aus danfatigue lebih tinggi dari hasil
karburisasi
resiko terjadinya pengelupasan seperti padakarburisasi sangat
kecil
memperbaiki ketahanan korosi dan relatif tahan
terhadap larutan alkalisuhu operasi nitridisasi relatif rendah
sehinggakecenderungan untuk timbulnya distorsikecil
kekerasan yang diperoleh dari prosesnitridisasi ini relatif
stabil sampai suhusekitar 600C, sedangkan kekerasan hasil
karburisasi han a stabil sam ai suhu 200 C.
Kekurangan dari proses nitridisasi ialah :
-
7/24/2019 Surface Hardening Materi 3 TM
64/109
Kekurangan dari proses nitridisasi ialah :
proses tersebut berlangsung lamasehingga biaya produksi
mahal.
baja yang digunakan umumnya darijenis baja yang mahal
NITRIDISASI SEBAGIANbagian yang tidak perlu nitridisasi
atau tidak diinginkan terjadi nitridisasiharus ditutup dengan
lapisanpelindung
cara pelapisan dengan lapisan pelindung:dilapisi dg 80% timah
hitam dan 20 % timah putih
-
7/24/2019 Surface Hardening Materi 3 TM
65/109
dilapisi dg 80% timah hitam dan 20 % timah putih
dilapisi dengan sejenis pasta yang mengandungtimah hitam dan
timah putih. Pada saatdipanaskan pasta tersebut mencair dan
paduan
timah hitam dan timah putih akan melapisi bagiantersebutdilapisi
dengan campuran oksida timah dan
gliserin. Jika larutan tersebut dioleskan padabagian yang tidak
dinitridisasi, ketika pemanasangliserin menguap danoksida timah
direduksi olehhidrogen hasil desosiasi sehingga pada bagianyang
dilindungi diperoleh lapisan timah.pelapisan timah dengan jalan
elektrolisapelapisan dengan tembaga
PLASMA NITRIDISASI (ion nitridisasi)P b l d k di i k
-
7/24/2019 Surface Hardening Materi 3 TM
66/109
Prosesnya: berlangsung pada kondisi vakum.Dinding bejana dingin
dan benda kerja sebagaikatoda sedangkan dinding bejana sebagaianoda
dan ground. Dengan mengalirkan arus DC
antara katoda dan anoda maka terbentukplasma. Nitrogen diserap
oleh permukaan baja,kemudian difusi ke dalam pada temperatur
sekitar 500C, dan kekerasan dicapai denganterjadinya presipitasi
partikel nitrida yangsangat halus di daerah difusi.
ketebalan yang dikeraskan hanya 0,1 mm berupa:' Fe4N berstruktur
FCC atau Fe2N1-x berstruktur CPH
-
7/24/2019 Surface Hardening Materi 3 TM
67/109
Keuntungan penggunaan plasmanitridisasi adalah :
aman pemakaian gas berkurang pemakaian energi berkurang
prosesnya bersih lingkungan
struktur lapisan dapat dikontrol
-
7/24/2019 Surface Hardening Materi 3 TM
68/109
Kelemahannya ialah:temperaturnya sangat bervariasi
disebabkan adanya radiasi yang hilang
terutama pada bagian yang menempeldekat dengan dinding
bejana.
adanya efek katoda berlubang (hollow
cathode)konsentrasi plasma yang menyebabkan
pemanasan berlebih setempat padalubang, dan rongga rongga
sehinggahasilnya kurang memuaskan.
KARBONITRIDISASI
-
7/24/2019 Surface Hardening Materi 3 TM
69/109
KARBONITRIDISASI
Benda kerja dipanaskan diatas suhu
kritis (800 - 900C) didalamlingkungan gas yang
memungkinkanterjadinya absorbsi dan difusi karbon
dan nitrogen. Pertama tama dilakukankarburisasi dg gas setelah
itu baru
dialirkan gas amoniak.ketebalan antara 0,08 - 0,75 mm
HARD CHROMIUM PLATING
-
7/24/2019 Surface Hardening Materi 3 TM
70/109
HARD CHROMIUM PLATING(PELAPISAN KROM)
Pelapisan ini dihasilkan oleh
deposisi listrik dari larutanyang mengandung asam
kromium (CrO3) dan katalisanion dalam jumlah yang
proporsional.
hard chromiummempunyai ciri :
-
7/24/2019 Surface Hardening Materi 3 TM
71/109
Deposit krom sangat keras, lapisanmempunyai koefision friksi
yang rendahshg
tahan thdp pengelupasan, abrasif dankorosi.Tebal lapisan
bervariasi 2.5 - 500m,
(pelapisan krom untuk dekorasi tidakpernah lebih dari 1.3
m).Pelapisan hard chromium dilakukan
langsung thdp permukaan logam dasar,sedangkan pelapisan krom
untuk
dekorasi,
-
7/24/2019 Surface Hardening Materi 3 TM
72/109
DEPOSISI UAP SECARA FISIKA
-
7/24/2019 Surface Hardening Materi 3 TM
73/109
PVD adalah suatu prosesyang menggerakkan atau
mengumpulkan atom ataumolekul secara fisika pada
suatu logam di dalamlingkungan vakum.
(PHYSICAL VAPOUR DEPOSITION-PVD)
Tahapan pelaksanaan PVD:1. pemilihan logam dasar
-
7/24/2019 Surface Hardening Materi 3 TM
74/109
p g
2. persiapan permukaan yang akan dilapisi
3. pemilihan material film4. pemilihan jenis PVD yang
digunakan
-lapisan yang stabil,
-cocok dg rangkaian prosesberikutnya-punya karakteristik film
yang
diharapkan5. pengembangan parameter proses
-limitasi parameter
-metode kontrol atau monitorin
sifat mekanis film hasil PVD tgtg dari
-
7/24/2019 Surface Hardening Materi 3 TM
75/109
Kondisi permukaan logam dasar : kekasaran, inklusi,kontaminasi,
komposisi kimia, sifat mekanis, lubang ataukeretakan, adanya gas,
daerah nukleasi yang paling baikserta stabilitas kondisi
permukaan.
Rincian proses deposisi dan geometri system : sudutdistribusi
flux atom yang ditambahkan, temperatur logamdasar, kecepatan
deposisi, kontaminasi gas, dan energi
dari tumbukan partikel.Rincian pertumbuhan film yang terbentuk :
nukleasi,pembentukan interface, supply energy untukpertumbuhan
film, reaksi dengan lingkungan, perubahan
karakteristik film selama proses, dll.Proses setelah deposisi
dan reaksi setelah deposisi :korosi, reaksi permukaan film dengan
lingkungan, siklustermal dan siklus mekanis, shot peening ,dll.
-
7/24/2019 Surface Hardening Materi 3 TM
76/109
Pelapisan PVD dibentuk mulai
-
7/24/2019 Surface Hardening Materi 3 TM
77/109
dari nukleasi dan kemudiandilanjutkan dengan proses
pertumbuhan. Nukleasi dimulaidari penyerapan atom atomtambahan
pada permukaanbenda kerja, kemudian berdifusipada permukaan ke
daerah yang
dapat mengikat atom sepertivakansi atau rongga rongga
-
7/24/2019 Surface Hardening Materi 3 TM
78/109
Atom atom yang mengalir danmengenai benda kerja dapat
ditimbulkan oleh mekanisme :
- penguapan- sputtering
- pelapisan ion
penguapan :
-
7/24/2019 Surface Hardening Materi 3 TM
79/109
pemanasan bahan sumber
dalam kondisi sangat vakum (7.5 X 10-6 bar atau lebih). Atom
atom atau molekulterlepas/diuapkan dari bahan
sumber dan bergerak didalamkondisi vakum kemudian
m n m l di b nd k r .
-
7/24/2019 Surface Hardening Materi 3 TM
80/109
Sputtering:
atom atom terdorong keluarsecara mekanis dari suatu
target oleh suatu benturan ionatau oleh suatu energi atomnetral,
kemudian atom atom inimenempel di benda uji
500-5000V
-
7/24/2019 Surface Hardening Materi 3 TM
81/109
(-)
(+)
M
Transfer atom secara
-
7/24/2019 Surface Hardening Materi 3 TM
82/109
mekanis dengan sputtering
lebih mudah dikontrol daripada transfer secara termaloleh
penguapan
Atom atom yang kena
sputtering mempunyai energilebih tinggi dari atom atom
yang diuapkan.
Pelapisan ion:
-
7/24/2019 Surface Hardening Materi 3 TM
83/109
terbentuknya lapisan olehpenguapan dari sumber yang
mempunyai panas tinggi karenadialiri listrik. Sumber tersebut
dapat
berupa kawat listrik yangdipanaskan, berkas electron ataukatoda
anoda dalam suatu system.
Benda kerja dibuat sebagai katodadengan menggunakan tegangan
DC
atau RF sebesar antara 500 5000 V.
-
7/24/2019 Surface Hardening Materi 3 TM
84/109
PVD pada high speed steel
(Ti,Al)N
Substrate (HSS)
Mikrostruktur lapisan hasil PVD
-
7/24/2019 Surface Hardening Materi 3 TM
85/109
biasanya sangat halus danmorfologi pelapisan serta
adhesinya sangat bervariasitergantung beberapa factor
yaitu:- temperatur benda kerja
- tekanan gas sputtering- energi atom.
-
7/24/2019 Surface Hardening Materi 3 TM
86/109
PVD banyak digunakan untukpembuatan perkakas potong
atau perkakas untukpengerjaan mesin yang perlu
pelapisan titanium nitride(TiN), misalnya untuk high
speed steel atau tool steeluntuk dies, cetakan logam
DEPOSISI UAP SECARA KIMIA
CHEMICAL VAPOR DEPOSITION
-
7/24/2019 Surface Hardening Materi 3 TM
87/109
CHEMICAL VAPOR DEPOSITION(CVD)
deposisi zat padat melalui reaksikimia dari fasa uap atau gas
pada
permukaan panas. Deposit/reaksitersebut berasal dari
pemindahan
atom atom/molekul molekul uapatau kombinasi dari keduanya.
PEMAKAIANNYA UNTUK :
-
7/24/2019 Surface Hardening Materi 3 TM
88/109
Semikonduktor dan prosespembuatan komponen elektronik
Pelapisan pada peralatan, bearing,dan alat alat yang
mempunyai
ketahanan aus lainnya.Optik, opto-electronic, dan produkproduk
yang tahan korosi
Serbuk serbuk halus dan serat seratyang berkekuatan tinggi.
Reaksi CVD:
-
7/24/2019 Surface Hardening Materi 3 TM
89/109
Reaksi kimia pada CVD meliputi:dekomposisi termal
(pyrolysis),reduksi, hidrolisa, oksidasi,karburisasi dan
nitridisasi. Reaksi
reaksi ini dapat berlangsungsecara tunggal atau kombinasi
antara reaksi reaksi tersebutdiatas.
Reaksi tsb di kontrol oleh :
-
7/24/2019 Surface Hardening Materi 3 TM
90/109
Termodinamika, transport
masa dan kinetik dari reaksitersebut
Sifat sifat kimia dari reaksiParameter proses, seperti
temperatur, tekanan danaktivitas kimia.
Tahap utama yg dilakukan dalam
CVD i l h li
-
7/24/2019 Surface Hardening Materi 3 TM
91/109
proses CVD ialah menganalisafaktor faktor tsb kemudian di
prediksi :apakah mekanisme reaksi dapat
menghasilkan deposit pada bendaapakah jenis/komposisi
deposit(stoichiometry)struktur dari deposit (geometridari susunan
atom)
CVD menurut metodenya:
-
7/24/2019 Surface Hardening Materi 3 TM
92/109
- thermal CVD
- plasma CVD- laser CVD
- close reactor CVD atau packcementation
- chemical vapor infiltration (CVI)- metal-organic CVD
Pada proses CVD dengan metode termal
ini aktivasi energi diperoleh dari
-
7/24/2019 Surface Hardening Materi 3 TM
93/109
ini aktivasi energi diperoleh daripemanasan pada temperatur
diatas 900 C.
Peralatan CVD termal biasanyaterdiri dari tiga komponen yang
saling berhubungan, yaitu : systemsupply gas yang akan
bereaksi,
bejana deposisi atau reactor dansystem pembuangan
-
7/24/2019 Surface Hardening Materi 3 TM
94/109
CVD TERMAL
-
7/24/2019 Surface Hardening Materi 3 TM
95/109
PLASMA CVD
PENGERASAN DENGAN SINAR
LASER
-
7/24/2019 Surface Hardening Materi 3 TM
96/109
LASER
Sumber panas dengan kekuatantinggi seperti laser digunakanuntuk
pengerasan denganmemanaskan logam padapermukaan kemudian di
quenching untuk menghasilkanstruktur martensit.
-
7/24/2019 Surface Hardening Materi 3 TM
97/109
Ciri ciri proses ini adalah :
-
7/24/2019 Surface Hardening Materi 3 TM
98/109
1. Kecepatan produksi tinggi
2. Prosesnya mudah dikontrol3. Dapat digunakan untuk benda
benda
yang berbentuk rumit4. Daerah yang terpengaruh panas
tersebut sangat tipis sehingga heat
effected zone nya juga tipis5. Distorsi sedikit6. Kondisi
pengerjaan bersih
Pemanasan ini memerlukan
bejana vakum dengan power
-
7/24/2019 Surface Hardening Materi 3 TM
99/109
bejana vakum dengan powerdensity 3 X 103 watt/cm3
dengan waktu pemanasan 0.2detik.
Komponen kendaraan yang seringdiproses dengan cara ini
adalah
cylinder linersdanpower steeringunit
IMPLANTASI-ION
(ION IMPLANTATION)
-
7/24/2019 Surface Hardening Materi 3 TM
100/109
(ION IMPLANTATION)
Ion dari sumber dimasukkan
kedalam permukaan logammelalui akselerator dengan
energi sangat tinggi yaitu dari 10sampai 500 keV.
dilakukan pada temperaturl d k i
-
7/24/2019 Surface Hardening Materi 3 TM
101/109
dilakukan pada temperaturlogam mendekati temperatur
ruang shg dapat mengurangiterbentuknya presipitat yang
karena difusi, dan mengurangiterjadinya pengkasaranmikrostruktur
permukaan
Karena dilakukan pada
temperatur rendah dan dalam
-
7/24/2019 Surface Hardening Materi 3 TM
102/109
temperatur rendah dan dalamkeadaan vakum (10-5 torr),
maka dapat dihasilkanpermukaan yang bersih dan
terhindar dari reaksi kimiayang tidak diinginkan seperti
oksidasi, dsb
Implantasi ion adalah proses
-
7/24/2019 Surface Hardening Materi 3 TM
103/109
Implantasi ion adalah prosesmodifikasi permukaan
segaris, artinya hanya daerahyang relative kecil yang
langsung berhadapan denganberkas electron saja yang
dapat di implantasi
-
7/24/2019 Surface Hardening Materi 3 TM
104/109
Implantasi ion adalah proses
-
7/24/2019 Surface Hardening Materi 3 TM
105/109
Implantasi ion adalah prosesyang sangat kompleks, tidak
setimbang dan menimbulkankerusakan kisi kisi atom
dalam bentuk cacat titikberupa vacancydan
interstitial.
-
7/24/2019 Surface Hardening Materi 3 TM
106/109
Keuntungan proses ini
1. Karena sifat keras dan tipisnya
-
7/24/2019 Surface Hardening Materi 3 TM
107/109
1. Karena sifat keras dan tipisnyalapisan yang diimplantasi
tersebut,
maka teknik ion implantasi sesuaiuntuk pemakaian khusus.
2. Walaupun dicapai kekerasan tinggi,
lapisan yang keras tersebut tidakmudah terkelupas atau lepas
3. Karena pemanasannya hanyasedikit, maka kestabilan
dimensicukup tinggi
PENUTUP
Berbagai inovasi teknologi prosesmodifikasi permukaan telah dan
akan
-
7/24/2019 Surface Hardening Materi 3 TM
108/109
g g pmodifikasi permukaan telah dan akanterus berkembang.
Pemilihan teknologi
mana yang akan dipakai tergantung darikebutuhan dan tingkat
kesulitan sertanilai ekonomis dari proses tersebut.
Tidak selamanya teknologi canggih yangpaling tepat digunakan
untuk suatuproses, jika ada alternatif yang lebihsederhana dan
tingkat kesulitan dankegagalannya rendah tetapi mampu
menghasilkan sifat mekanis yang di
-
7/24/2019 Surface Hardening Materi 3 TM
109/109