Embed Size (px)
Citation preview
SVEUČILIŠTE U SPLITU
KEMIJSKO-TEHNOLOŠKI FAKULTET
(Sveučilišni dodiplomski studij kemijske tehnologije
Smjer - Kemijsko tehnološki procesi)
UTJECAJ EKSTRUDIRANJA NA KINETIKU TOPLINSKE
RAZGRADNJE POLIETILENA VISOKE GUSTO ĆE
DIPLOMSKI RAD
Željana Šalov
Mat. br. 4387
Split, listopad 2010.

Rad je izrañen u Zavodu za organsku tehnologiju pod nadzorom dr.sc. Matka Ercega,
doc. u vremenskom razdoblju od lipnja do rujna 2010. godine.

U prvom redu zahvaljujem svom mentoru dr. sc. Matku Ercegu, doc. na predloženoj
temi, savjetima, zalaganju, stručnoj pomoći i strpljenju prilikom izrade diplomskog
rada. Zahvaljujem se i djelatnicima Zavoda za organsku tehnologiju koji su mi prilikom
izrade praktičnog dijela bili od velike pomoći.
Od srca zahvaljujem svojim roditeljima i obitelji Mikelić koji su vjerovali u mene i bili
mi tijekom studiranja velika potpora.
Posebno se zahvaljujem svojim prijateljima i kolegama koji su me svakodnevno
uveseljavali.
ZADATAK DIPLOMSKOG RADA
1. Višekratno ekstrudirati polietilen visoke gustoće na laboratorijskom ekstruderu
Dynisco LME 230.
2. Razgraditi dobivene uzorke u temperaturnom području od 50 do 550 °C pri brzinama
zagrijavanja 2,5 °Cmin-1, 5 °Cmin-1, 10 °Cmin-1 i 20 °Cmin-1 u inertnoj atmosferi.
3. Odrediti aktivacijsku energiju procesa neizotermne toplinske razgradnje polietilena
visoke gustoće primjenom izokonverzijske Flynn-Wall-Ozawa metode.
4. Ispitati mogućnost odreñivanja kinetičkog modela procesa neizotermne toplinske
razgradnje polietilena visoke gustoće primjenom grafičke metode na osnovi oblika DTG
krivulja.
SAŽETAK
U ovom radu istraživan je utjecaj broja ciklusa ekstrudiranja na kinetiku toplinske
razgradnje polietilena visoke gustoće (PE-HD). PE-HD je ekstrudiran šest puta na
laboratorijskom ekstruderu pri temperaturi 190 °C i broju okretaja 120 min-1. Izvorni
PE-HD i ekstrudirani uzorci podvrgnuti su neizotermnoj termogravimetrijskoj analizi.
Neizotermna termogravimetrijska analiza provedena je u temperaturnom području 50-
550 °C pri brzinama zagrijavanja 2,5; 5, 10 i 20 °Cmin-1 u struji dušika. Toplinska
razgradnja svih uzoraka odvija se u jednom razgradnom stupnju. Primjenom
izokonverzijske Flynn-Wall-Ozawa metode izračunate su vrijednosti aktivacijske
energije (EFWO) procesa neizotermne toplinske razgradnje PE-HD-a. Rezultati pokazuju
da kod svih istraživanih uzoraka EFWO raste do konverzije α = 0,10, a zatim je
konstantna u preostalom području konverzija. Izvorni PE-HD i 2 puta ekstrudiran
uzorak pokazuju manje vrijednosti EFWO. Ostali uzorci pokazuju veće vrijednosti EFWO u
odnosu na izvorni PE-HD, ali to povećanje ne ovisi linearno o broju ciklusa
ekstrudiranja.
Primjenom grafičke metode na eksperimentalno odreñene podatke za konverziju pri
maksimalnoj brzini razgradnje (αmax) i širinu na polovici visine pika, (∆T), te temeljem
oblika DTG krivulja odreñeni su mogući kinetički modeli (R2 i R3) za neizotermnu
toplinsku razgradnju PE-HD-a.
Rezultati dobiveni grafičkom metodom nisu u skladu s podatcima u literaturi, pa se
može zaključiti da ova metoda ne dovodi do ispravnog kinetičkog modela za promatrani
proces.
SADRŽAJ
UVOD....................................................................................................................... 1
1. OPĆI DIO............................................................................................................ 2
1.1. Proizvodnja i potrošnja plastike u svijetu..................................................... 2
1.2. Polietilen (PE)................................................................................................... 4
1.2.1. Polietilen visoke gustoće (PE-HD)............................................................... 6
1.3. Postupci oporabe plastike............................................................................... 7
1.3.1. Postupci oporabe PE-HD-a ....................................................................... 9
1.4. Ekstrudiranje................................................................................................... 13
1.5. Termogravimetrijska analiza......................................................................... 15
1.6. Kinetička analiza............................................................................................. 17
1.6.1. Flynn-Wall-Ozawa metoda.......................................................................... 19
1.6.2. Grafička metoda........................................................................................... 19
2. EKSPERIMENTALNI DIO.............................................................................. 24
2.1. Materijal........................................................................................................... 24
2.2. Priprema uzoraka............................................................................................ 25
2.3. Metoda rada i aparatura................................................................................. 26
2.3.1. Termogravimetrijska analiza...................................................................... 26
3. REZULTATI RADA.......................................................................................... 28
3.1. Termogravimetrijska razgradnja.................................................................. 28
3.2. Kinetička analiza............................................................................................. 37
3.2.1. Flynn-Wall-Ozawa metoda.......................................................................... 42
3.3. Grafička metoda.............................................................................................. 45
4. RASPRAVA........................................................................................................ 47
5. ZAKLJU ČAK..................................................................................................... 50
6. LITERATURA.................................................................................................... 51

1
UVOD
Polietilen je termoplastični polimer linearnih makromolekula koji se ubraja u tzv.
širokoprimjenjive plastomere. Na temelju molekulne strukture i svojstava, polietilen se
kao konstrukcijski materijal svrstava u polietilen niske gustoće (engl. low density
polyethylene, PE-LD), linearni polietilen niske gustoće (engl. linear low density
polyethylene, PE-LLD) i polietilen visoke gustoće (engl. high density polyethylene, PE-
HD). Polietilen je žilav materijal, velikog modula elastičnosti, voskastog izgleda i
nepotpune prozirnosti. Zbog otpornosti na brojne kemijske supstancije, postojanosti na
utjecaj otapala i propusnost plinova, niske apsorpcije vlage, neotrovnosti te lake
preradljivosti, primjenu nalazi u različitim područjima, od ambalaže, poljodjelstva,
grañevinarstva, preko automobilske, farmaceutske, kozmetičke te sanitarne industrije.
Godišnja svjetska potrošnja polietilena je preko 70 milijuna tona. Tako velike
upotrebljene količine rezultiraju i velikom količinom polietilenskog otpada. Biološki je
nerazgradljiv u okolišu, što znači da bi se jednostavnim odlaganjem njegova količina u
okolišu kontinuirano povećavala. Istraživanja pokazuju da odlaganje plastičnog otpada,
pa tako i onog od polietilena, valja izbjegavati jer to znači ne samo ekološku već i
ekonomsku štetu. Nadalje, zakonskim aktima se nastoji povećati količine oporabljene
plastike. Stoga se razvijaju različiti postupci oporabe polietilenskog otpada, meñu
kojima su najpoznatiji postupci materijalne oporabe - recikliranje. Postupci materijalne
oporabe taljevinski su postupci koji često uključuju postupak ekstrudiranja.
Cilj ovog rada je provesti kinetičku analizu procesa toplinske razgradnje izvornog i
višestruko ekstrudiranih uzoraka polietilena visoke gustoće primjenom Flynn-Wall-
Ozawa i grafičke metode.
2
1. OPĆI DIO
1.1. Proizvodnja i potrošnja plastike u svijetu
Organski sintetski plastični materijali, skupnim imenom plastika, prvobitno su
razvijeni s ciljem zamjene prirodnih materijala koji imaju ograničen rok uporabe.
Zahvaljujući velikoj raznolikosti svojstava, posebno čvrstoći i trajnosti, prilagodljivosti
novopostavljenim zahtjevima, te povoljnom odnosu cijena-svojstvo našli su primjenu u
gotovo svim područjima ljudskog života učinivši ga ugodnijim i jednostavnijim.1
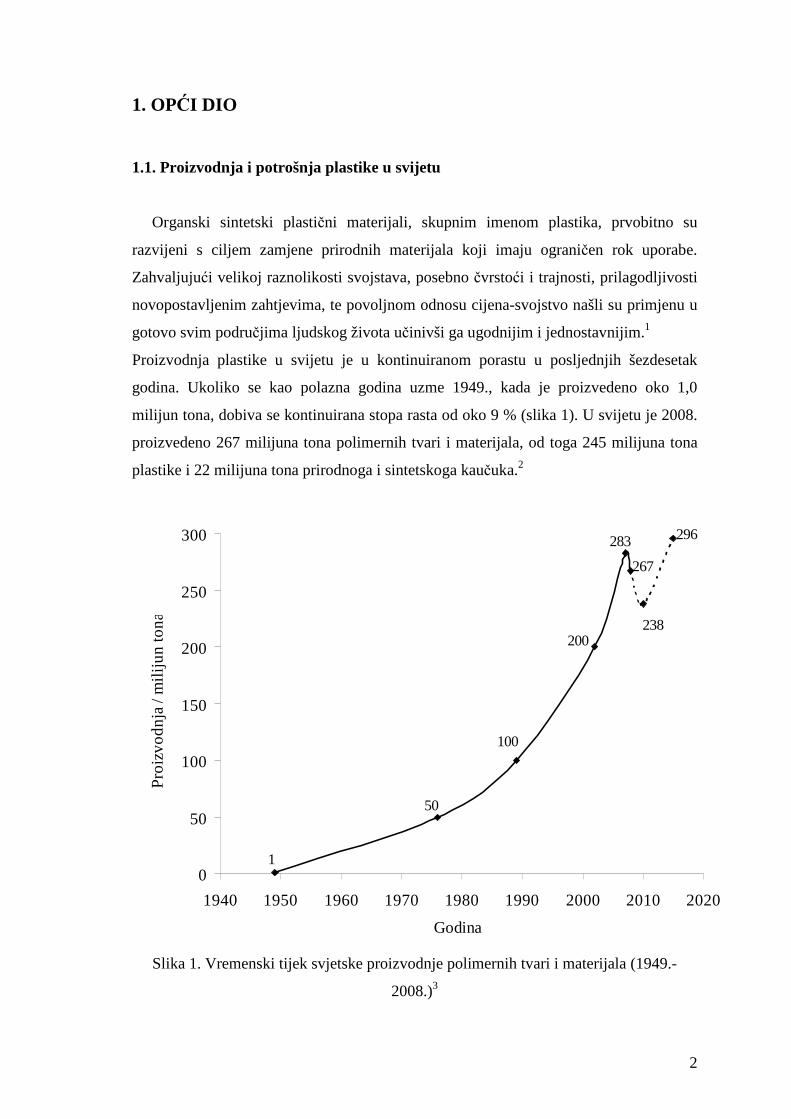
Proizvodnja plastike u svijetu je u kontinuiranom porastu u posljednjih šezdesetak
godina. Ukoliko se kao polazna godina uzme 1949., kada je proizvedeno oko 1,0
milijun tona, dobiva se kontinuirana stopa rasta od oko 9 % (slika 1). U svijetu je 2008.
proizvedeno 267 milijuna tona polimernih tvari i materijala, od toga 245 milijuna tona
plastike i 22 milijuna tona prirodnoga i sintetskoga kaučuka.2
283
267
238
50
1
100
200
296
0
50
100
150
200
250
300
1940 1950 1960 1970 1980 1990 2000 2010 2020
Godina
Pro
izvo
dn
ja /
mili
jun
ton
a
Slika 1. Vremenski tijek svjetske proizvodnje polimernih tvari i materijala (1949.-
2008.)3
3
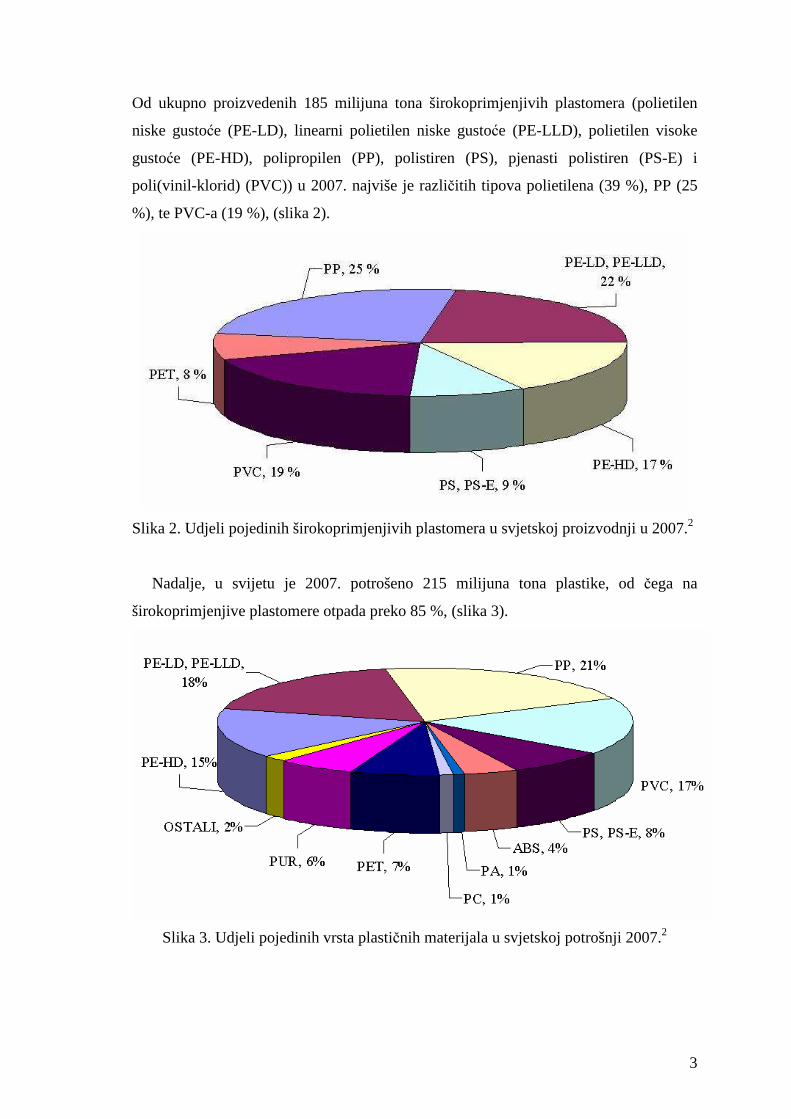
Od ukupno proizvedenih 185 milijuna tona širokoprimjenjivih plastomera (polietilen
niske gustoće (PE-LD), linearni polietilen niske gustoće (PE-LLD), polietilen visoke
gustoće (PE-HD), polipropilen (PP), polistiren (PS), pjenasti polistiren (PS-E) i
poli(vinil-klorid) (PVC)) u 2007. najviše je različitih tipova polietilena (39 %), PP (25
%), te PVC-a (19 %), (slika 2).
Slika 2. Udjeli pojedinih širokoprimjenjivih plastomera u svjetskoj proizvodnji u 2007.2
Nadalje, u svijetu je 2007. potrošeno 215 milijuna tona plastike, od čega na
širokoprimjenjive plastomere otpada preko 85 %, (slika 3).
Slika 3. Udjeli pojedinih vrsta plastičnih materijala u svjetskoj potrošnji 2007.2
4
Tako velike količine upotrijebljene plastike stvaraju i velike količine plastičnog otpada,
pa se plastični materijali, iako nezamjenjivi u suvremenom društvu, smatraju jednim od
velikih ekoloških problema današnjice.
Zadnjih je godina zabilježen i znatan rast cijena sirovina i energije, a povećani su i
zakonski zahtjevi za oporabom plastike, posebice u području ambalaže, tako da postupci
oporabe plastike dobivaju sve veću važnost.
1.2. Polietilen (PE)
Polietilen (PE) najjednostavniji je poliugljikovodik, a ujedno i jedan od najvažnijih i
najviše korištenih polimera današnjice. Industrijski se proizvodi polimerizacijom
etilena, CH2=CH2, a laboratorijski se može dobiti i od diazometana.
nCH2=CH2 → (-CH2-CH2-)n
Slika 4. Reakcija dobivanja polietilena4
Jednostavna struktura makromolekula polietilena izgrañena od ponavljanih jedinica
-CH2-CH2- omogućuje njegovu laganu kristalizaciju. Polietilen kristalizira u izduženoj
cik-cak, odnosno trans- konformaciji i pod uobičajenim uvjetima iz otopine ili taljevine
stvara pravilno grañene lamele presavijajućih makromolekula, a o stupnju kristalne,
odnosno amorfne faze ovise i njegova temeljna svojstva.5 U komercijalnom polietilenu
izmjenjuju se kristalna i amorfna područja (slika 5) izgrañujući, meñu ostalim, različite
morfološke tvorevine, najčešće sferolite.
Slika 5. Shematski prikaz kristalnih i amorfnih područja u polietilenu5
5
Najvažniji strukturni parametri, koji izravno utječu na svojstva polietilena su stupanj
kristalnosti, prosječna molekulna masa i raspodjela molekulnih masa.
Budući da je stupanj kristalnosti posljedica sreñene, pravilne strukture, on prije svega
ovisi o grañi samih makromolekula. Stupanj kristalnosti mjera je za omjer kristalne faze
prema amorfnoj fazi. Linearne polietilenske makromolekule sadrže odreñen broj bočnih
skupina koje mogu biti kratkolančane i dugolančane, a koje onemogućuju gusto
slaganje lančanih segmenata i potpuniju kristalizaciju. Stoga mu se s povećanjem
granatosti smanjuje stupanj kristalnosti. Kratkolančana granatost molekula polietilena
sastoji se najviše od butilnih, zatim metilnih, etilnih i vinilnih skupina. Njihova
zastupljenost, odnosno općenita mjera za granatost polietilenskih makromolekula
odreñena je brojem metilnih skupina na 1000 C-atoma temeljnog lanca i iznosi do 80.
Dugolančana granatost iznosi samo do dvije skupine po makromolekuli temeljnog
lanca, ali bitno utječe na svojstva PE i raspodjelu molekulskih masa.5
Stupnju kristalnosti izravno je proporcionalna gustoća polietilena. Kako se gustoća
može jednostavno mjeriti, svojstva polietilena se upravo prema njegovoj gustoći i
ocjenjuju. S porastom gustoće povećava se talište i poboljšava većina mehaničkih
svojstava, a takoñer i kemijska postojanost. Osim toga, smanjuje se i propusnost
kapljevina i plinova. S druge strane, porastom gustoće smanjuje se savitljivost,
prozirnost, žilavost i otpornost prema nastajanju napuklina od naprezanja.
Prosječna molekulna masa polietilena vrlo je važna, posebno zato što o njoj ovisi
sposobnost njegove preradbe, pa se polietilen s većom molekulnom masom teže
prerañuje. Na temelju razlika u gustoći, odnosno prosječnoj molekulskoj masi,
polietilen se kao tehnički materijal svrstava u nekoliko tipova:
1. Polietilen niske gustoće (engl. low density polyethylene, PE-LD)
2. Linearni polietilen niske gustoće (engl. linear low density polyethylene, PE-LLD)
3. Polietilen visoke gustoće (engl. high density polyethylene, PE-HD)
4. Polietilen ultra visoke molekulne mase (engl. ultra high molecular weight
polyethylene, PE-UHMW).
5. Polietilen srednje gustoće (engl. medium density polyethylene, PE-VLD)
6. Polietilen vrlo niske gustoće (engl. very low density polyethylene, PE-VLD)
7. Umreženi polietilen (engl. crosslinked polyethylene, PE-X)
6
PE-LD, PE-LLD, i PE-HD su komercijalno vrlo važni materijali i proizvode se u
velikim količinama, dok se PE-UHMW, PE-MD, PE-VLD i PE-X proizvode u manjim
količinama.
Zahvaljujući svojim dobrim mehaničkim svojstvima, kemijskoj postojanosti,
nepropusnosti za vodu i druge neagresivne kapljevine i relativno niskoj cijeni, polietilen
je danas vrlo cijenjen tehnički materijal velike i raznolike primjene. U tu se svrhu
proizvodi mnogo vrsta komercijalnog polietilena koje se meñusobno razlikuju prema
strukturi, te prema vrsti i količini dodataka.6 Polietilen se može prerañivati svim
glavnim postupcima prerade plastomera. Najviše se primjenjuju ekstrudiranje, puhanje,
injekcijsko prešanje i rotacijsko lijevanje. Temperatura preradbe polietilena obično je u
rasponu od 180 do 280 ºC.
Kao materijal u ovom radu korišten je polietilen visoke gustoće.
1.2.1. Polietilen visoke gustoće (PE-HD)
Polietilen visoke gustoće (PE-HD) prvi put je dobiven 1890. godine iz diazometana, a
njegova komercijalna proizvodnja započela je 1956. godine.
Procesi proizvodnje PE-HD-a temelje se na polimerizaciji etilena uz metal-organske
koordinativne katalizatore, a reakcija se odvija uz relativno niske tlakove, do 20 MPa.
Postupci se razlikuju ponajprije katalitičkim sustavom, a najpoznatiji su Zieglerov
postupak i postupak Phillips Petroleum Company.5
Proizvodnja polietilena Zieglerovim postupkom provodi se uobičajeno u neutralnim
ugljikovodicima, kontinuirano ili diskontinuirano, pri 60-75 °C i tlaku do 10 bara uz
Ziegler-Natta katalizatore.5 Ziegler-Natta katalizatori su kompleksni spojevi nastali
reakcijom halogenida prijelaznih metala (TiCl4, TiCl3, VCl3, CoCl2) i organometalnih
spojeva (Al(C2H5)3, Al (C2H5)2Cl, Al(C2H5)Cl2). Zieglerovim katalizatorima je danas
moguće proizvesti do 700 kg polietilena po 1 g metala katalizatora kojeg nije potrebno
uklanjati iz polimera. Phillipsov proces koristi kao katalizator kromov oksid na nosaču
Al 2O3/SiO2. Polimerizacija etilena provodi se pri 65-180 °C i tlaku do 200 bara u
cikloheksanonu ili drugim ugljikovodičnim otapalima ili bez otapala u plinskoj fazi.
Najveća područja primjene PE-HD–a u Europi su za proizvodnju boca puhanjem,
injekcijski prešanu ambalažu za kozmetičke proizvode, deterdžente, kontejnere te
ekstrudirane filmove, folije i cijevi za vodu, kemikalije i kanalizaciju.
7
1.3. Postupci oporabe plastike
Polimerni materijali imaju izuzetnu važnost u suvremenom svijetu jer nalaze primjenu u
gotovo svim područjima ljudske djelatnosti, od elektronike, medicine, automobilske
industrije, suvremenog graditeljstva, poljoprivrede do ambalaže, iako je prvobitni cilj
njihovog razvoja bio zamjena uobičajenih materijala (metala, drva, keramike i stakla).4
Meñutim, plastični se proizvodi, posebno ambalaža, često prozivaju kao velik ekološki
problem suvremenog svijeta, iako tijekom proizvodnje, transporta i oporabe troše manje
energije od metala, drva ili stakla.7 Najveći dio današnjih plastičnih materijala proizvodi
se iz neobnovljivih izvora, nafte i prirodnog plina. Budući da su biološki nerazgradljivi,
njihova bi se količina u okolišu, ukoliko bi se nakon uporabe jednostavno odlagali na
odlagališta, kontinuirano povećavala, pa je potrebno provesti oporabu tog otpada. S
druge strane, budući da je odlagališnog prostora sve manje, jednostavno odlaganje
plastičnog otpada na odlagališta u mnogim zemljama više nije dopušteno. Stoga se
pitanje gospodarenja proizvodima nakon kraja uporabe postavlja već tijekom njihova
razvoja.8
Pravilno gospodarenje plastičnim otpadom je od velike važnosti, a to u prvom redu
znači izbjegavanje ili smanjenje količine otpada, ponovnu uporabu, kemijsku,
energijsku ili materijalnu oporabu (recikliranje), te na kraju odlaganje kao
najnepovoljnije rješenje.9,10
Oporaba otpada jest svaki postupak ponovne obrade otpada radi njegova korištenja u
materijalne i energetske svrhe. „Oporaba“ generički znači „ponovna uporaba“,7 a
obuhvaća postupke kojima se zatvara tok materijala i proizvoda zbog gospodarskih i
ekoloških ciljeva. Odlaganje plastičnog otpada znači ekonomsku, a ne ekološku štetu,
jer je plastični otpad neutralan i pridonosi stabilnosti odlagališta.7 Stoga se razvijaju
brojni postupci oporabe plastičnog otpada, u cilju njegovog što boljeg iskorištavanja.
Postupci iskorištavanja plastičnog otpada su:
- kemijska oporaba,
- energijska oporaba,
- otopinska oporaba,
- materijalna oporaba.
8
Kemijska oporaba obuhvaća postupke kojima se plastični otpad pretvara u polazne
sirovine. Troškovi ovih postupaka oporabe su dosta visoki, pa su za ekonomsku
opravdanost potrebni veliki kapaciteti.
Energijska oporaba je oporaba kojom se iz otpadne plastike, budući da je plastika
„posuñena nafta“, djelomično vraća utrošena energija za proizvodnju plastičnih
tvorevina. Plastični otpad ima veliku kalorijsku vrijednost, što pogoduje
spaljivaonicama otpada. Ovaj postupak oporabe plastičnog otpada je najjeftiniji,
najperspektivniji, najčišći, ali i društveno najmanje prihvaćen.
Otopinska oporaba osniva se na različitoj topljivosti komponenti izmiješanog
polimernog otpada u odgovarajućem otapalu pri različitim temperaturama. Oporabljeni
je polimer ekvivalentan izvornom, ali postupak zahtjeva velike količine organskih
otapala, a potrebno je i stalno kontrolirati količinu zaostalog otapala u oporabljenom
polimeru.
Materijalna oporaba, odnosno recikliranje, najpoznatiji je oblik oporabe polimera i
predstavlja simbol zaštite okoliša.7 Obavlja se taljevinskim postupcima kojima se
plastični otpad toplinom prevodi u viskofluidno stanje (taljevinu), najčešće u
ekstruderima, te se od njega oblikuju nove tvorevine. Materijalno se može oporabiti oko
80 % plastomera.
Materijalnu oporabu (recikliranje) se može podijeliti na dva tipa:7
- primarno recikliranje,
- sekundarno recikliranje.
Primarno recikliranje je recikliranje homogenog (čistog) plastičnog otpada (npr. otpada
s proizvodne linije).
9
Glavne proizvodne poteškoće povezane s primarnim recikliranjem jesu:7
- moguća termomehanička razgradnja zbog ponavljanja procesa,
- eventualno onečišćenje nastalog otpada.
Tijekom procesa oporabe uslijed povišene temperature i tlaka može doći do
termomehaničke razgradnje što može uzrokovati:7
- promjene u molekulnoj masi,
- stvaranje oksidiranih sastojaka.
Sekundarno recikliranje je recikliranje uporabljenih proizvoda (homogenog i
heterogenog plastičnog otpada).
Ekobilance pokazuju da ne postoji samo jedan ekološki razuman postupak oporabe,
nego su to ovisno o situaciji, kemijska, materijalna ili energijska oporaba, ili najčešće
njihova kombinacija.
1.3.1. Postupci oporabe PE-HD-a
Budući da su jedno od najvećih područja primjene PE-HD-a proizvodnja boca za
mlijeko i sokove, te boca za deterdžente i šampone, a koje karakterizira kratak životni
vijek, vrlo je važno ovaj otpad sakupljati i oporabiti. Shematski prikaz procesa
recikliranja boca za mlijeko od PE-HD-a prikazan je na slici 6.
10
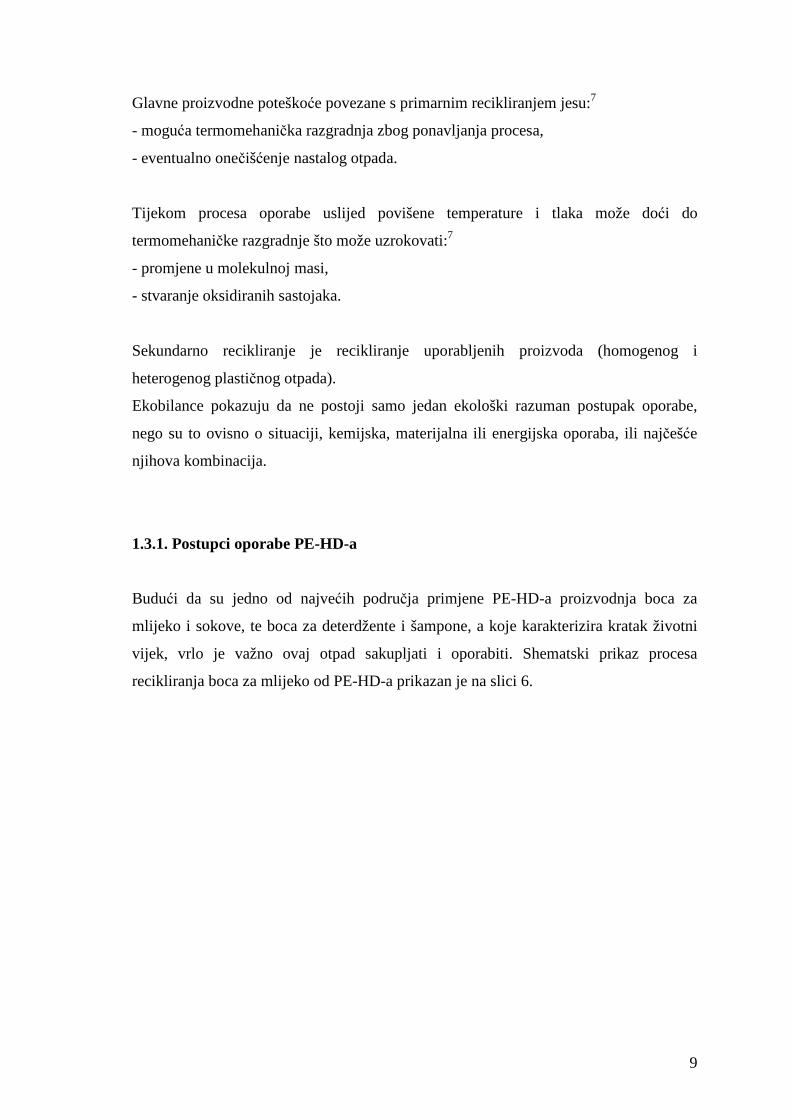
Slika 6. Proces recikliranja PE-HD boca11
Otpadne boce od mlijeka dopremaju se u postrojenje za recikliranje u obliku zbijenih
bala, nakon što su prethodno razvrstane od PET-a, PVC-a i drugih nepolietilenskih
sastojaka. Oporaba takvih boca započinje transportiranjem bala transportnim trakama
do ureñaja koji ih razbija na sitnije dijelove. Tako usitnjeni dijelovi stižu na vibrirajuću
traku koja omogućava uklanjanje prašine i čestica onečišćenja, a zatim u dio pogona u
kojem se vrši odstranjivanje čepova. Čepovi čine oko 10 mas. % ukupne mase boce.
Proces se nastavlja u granulatoru, a zatim slijedi zračno razvrstavanje kojim se uklanjaju
ekspandirani polistiren i polietilenski film. Zaostali materijal se nakon zračnog
razvrstavanja pere s ciljem uklanjanja zaostalog mlijeka i naljepnica, nakon toga se
razvrstava postupkom „pliva-tone“ kako bi se na osnovu razlike u gustoći uklonili
zaostali PET i PVC, a nakon toga se suši.
U mnogim postupcima oporabe, boja PE-HD reciklata je maslinasto zelena, a potječe od
obojenih čepova koji su takoñer izrañeni od PE-HD-a pa se teško uklanjaju postupkom
11
„pliva-tone“. Njihovo uklanjanje provodi se optičkim razvrstavanjem. Meñutim, optičko
razvrstavanje značajno poskupljuje oporabu.
Prednosti PE-HD reciklata dobivenog iz procesa oporabe boca su velika količina,
ujednačen maseni protok taljevine i gustoća, te mogućnost dobivanja čistih, prirodno
obojenih produkata. Reciklirani PE-HD koristi se u proizvodnji boca za motorna ulja,
vrećica, odvodnih cijevi, kontejnera, folija i vreća za smeće.
Od velike je važnosti i recikliranje spremnika za gorivo izrañenih od PE-HD-a. Tvrtka
Solvay iz Belgije u suradnji sa Renaultom razvila je proces mehaničkog recikliranja
takvih spremnika. PE-HD od kojeg su spremnici napravljeni može biti onečišćen
antikorozivnim premazima, ostatcima goriva, visokom razinom olova, metalnim
umetcima i poliamidnom barijerom koja se tijekom prerade treba ugraditi u polimer.
Najveći tehnološki problem pri recikliranju plastičnih spremnika predstavlja ostatak
goriva adsorbiran unutar stijenki spremnika, zbog čega je plamište materijala nisko
(ispod 50 °C) što taljevinske postupke čini vrlo opasnim. Takvi se spremnici prerañuju
procesom prikazanim na slici 7.
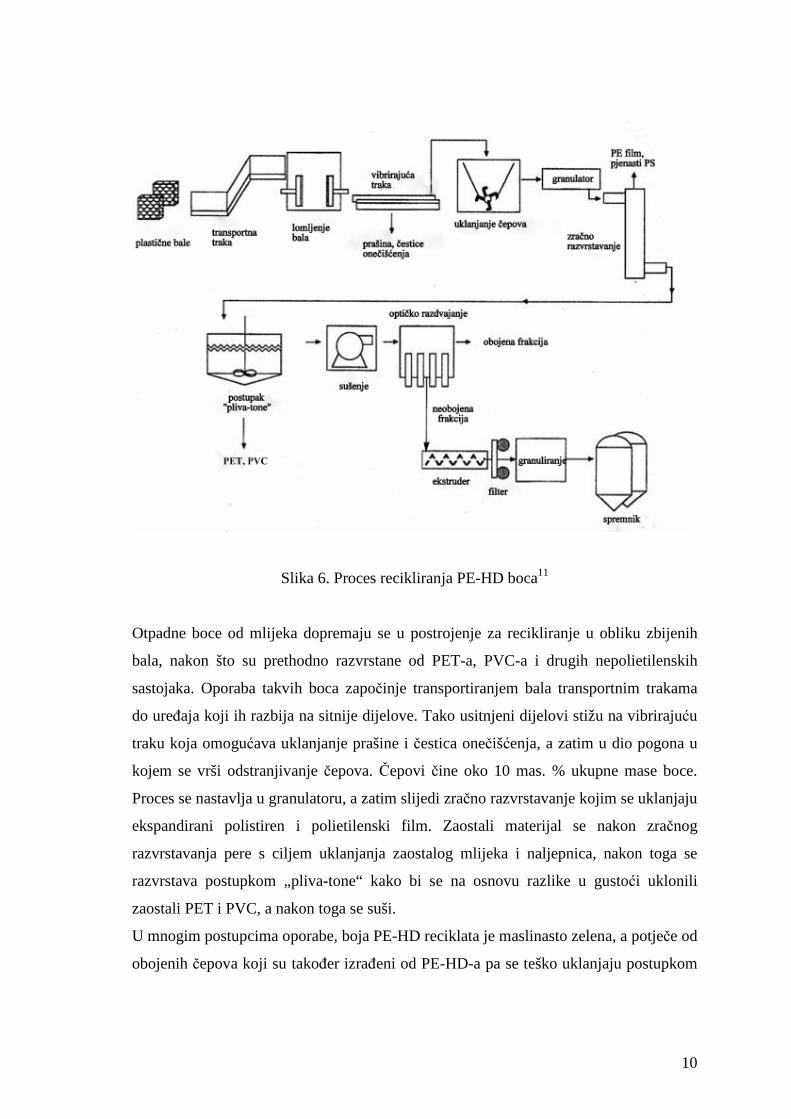
Slika 7. Postupak recikliranja PE-HD spremnika11
PE-HD spremnici za gorivo usitnjavaju se u inertnoj atmosferi s dušikom, usitnjeni
dijelovi se peru da se uklone onečišćenja, i konačno suše u vakuum peći da bi se
12
uklonilo adsorbirano gorivo. Pročišćeni materijal prolazi kroz dvopužni ekstruder da bi
se poliamidna barijera raspršila u PE-HD matrici.
Ova dva polimera su miješljiva kada čestice poliamida imaju promjer manji od 100
nanometara. Reciklirani materijal ima dobra funkcionalna svojstva i koristi se za izradu
automobilskih dijelova, uključujući kućišta za baterije, blatobrane i cijevi za zrak.
Iz ova dva primjera vidi se da oporaba PE-HD uključuje postupak ekstrudiranja. Cilj je
ovog rada utvrditi utjecaj broja ekstrudiranja u laboratorijskom ekstruderu na kinetiku
toplinske razgradnje PE-HD-a.
13
1.4. Ekstrudiranje
Postupci materijalne oporabe uključuju postupak ekstrudiranja, a ekstrudiranje je i
najzastupljeniji postupak praoblikovanja (preradbe) polimera.
Ekstrudiranje se definira kao kontinuirani proces praoblikovanja protiskivanjem
kapljastog polimera kroz mlaznicu. Istisnuti polimer očvršćuje u ekstrudat, geliranjem
ili hlañenjem, odnosno polimerizacijom i/ili umrežavanjem. Ekstrudiranjem se izrañuju
tzv. beskonačni proizvodi ili poluproizvodi (ekstrudati). To su npr. cijevi, štapovi,
filmovi, folije i ploče, puni i šuplji profili, vlakna, izolacije kabela.12 Osnovni dio linije
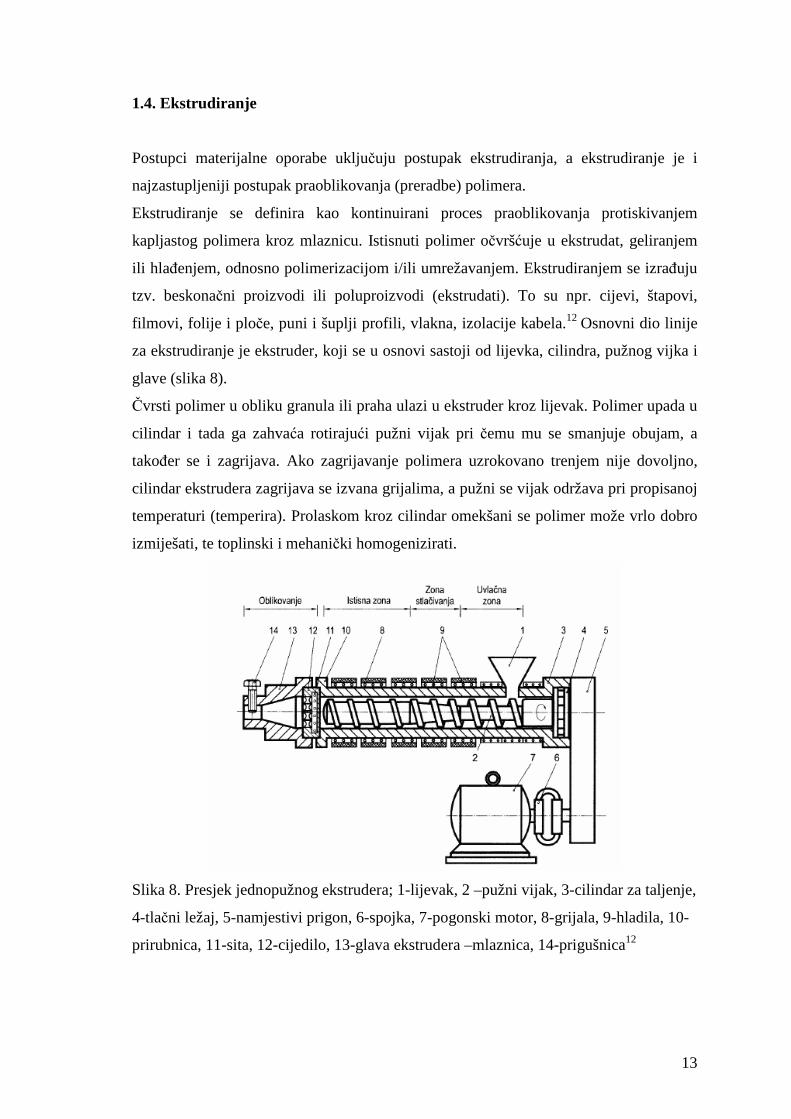
za ekstrudiranje je ekstruder, koji se u osnovi sastoji od lijevka, cilindra, pužnog vijka i
glave (slika 8).
Čvrsti polimer u obliku granula ili praha ulazi u ekstruder kroz lijevak. Polimer upada u
cilindar i tada ga zahvaća rotirajući pužni vijak pri čemu mu se smanjuje obujam, a
takoñer se i zagrijava. Ako zagrijavanje polimera uzrokovano trenjem nije dovoljno,
cilindar ekstrudera zagrijava se izvana grijalima, a pužni se vijak održava pri propisanoj
temperaturi (temperira). Prolaskom kroz cilindar omekšani se polimer može vrlo dobro
izmiješati, te toplinski i mehanički homogenizirati.
Slika 8. Presjek jednopužnog ekstrudera; 1-lijevak, 2 –pužni vijak, 3-cilindar za taljenje,
4-tlačni ležaj, 5-namjestivi prigon, 6-spojka, 7-pogonski motor, 8-grijala, 9-hladila, 10-
prirubnica, 11-sita, 12-cijedilo, 13-glava ekstrudera –mlaznica, 14-prigušnica12
14
Ekstrudiranje pri oporabi plastičnog otpada omogućuje:7
- homogenizaciju taljevine i smanjenje razlika u svojstvima recikliranog materijala,
- čišćenje materijala filtriranjem taljevine,
- dodavanje i disperziju dodataka (npr. stabilizatora i punila).
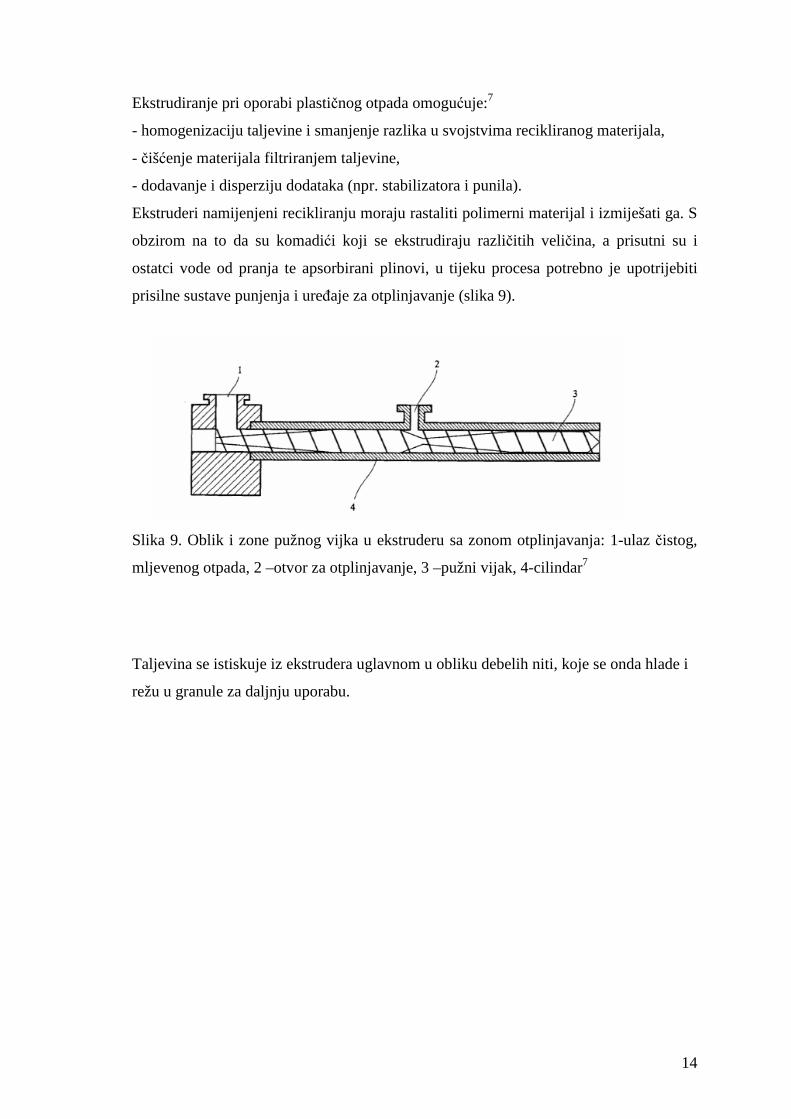
Ekstruderi namijenjeni recikliranju moraju rastaliti polimerni materijal i izmiješati ga. S
obzirom na to da su komadići koji se ekstrudiraju različitih veličina, a prisutni su i
ostatci vode od pranja te apsorbirani plinovi, u tijeku procesa potrebno je upotrijebiti
prisilne sustave punjenja i ureñaje za otplinjavanje (slika 9).Eksstr
dinjei ostaci
v odpranjau
Slika 9. Oblik i zone pužnog vijka u ekstruderu sa zonom otplinjavanja: 1-ulaz čistog,
mljevenog otpada, 2 –otvor za otplinjavanje, 3 –pužni vijak, 4-cilindar7
OsOSlika 10. Oblik i zo
Taljevina se istiskuje iz ekstrudera uglavnom u obliku debelih niti, koje se onda hlade i
režu u granule za daljnju uporabu.
ne pužnog vijka u ekstruderu sa zonom otplinjavanja: 1 - ulaz čistog,
og otpada, 2 – otvor za otplinjavanje, 3 – pužni vijak, 4 – cilindar 6blik i zone pužnog vijka u
ekstruderu sa
zonom otplinjavanja: 1 - ulaz čistog,
jevenog otpada, 2 – otvor za otplinjavanje, 3 – pužni vijak, 4 – cilindar 6ti čnog otpada
SSsSSSSSSSSSSSSSSSSSSmogućuje:6 homogenizaciju taljevine i smanjenje razlika u svojstvima
srecikliranog materijala,
Sišćenje materijala filtriranjem taljevine,
- dodavanje i disperziju dodSlika 10. Oblik i zone pužnog vijka u ekstruderu sa zonom
otplinjavanja: 1 - ulaz čistog,evnog otpada, 2 – otvor za otplinjavanje, 3 – puni vijak, 4 – cilindar 6
I
15
1.5. Termogravimetrijska analiza
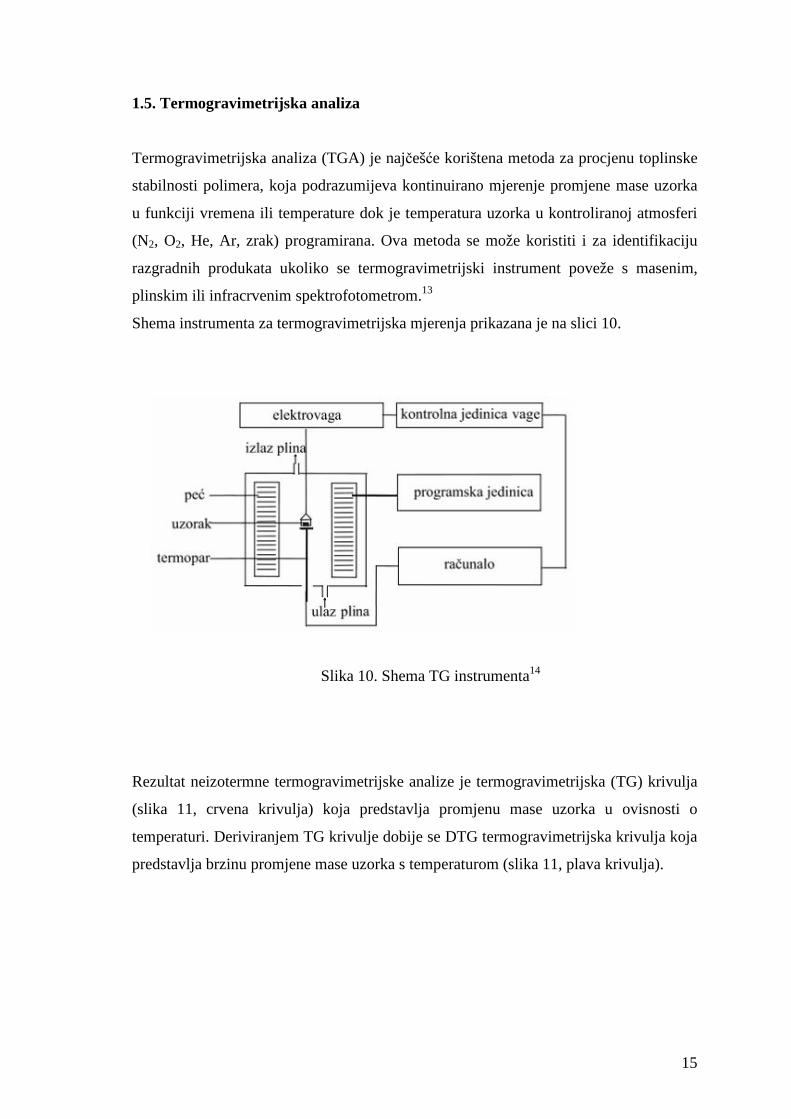
Termogravimetrijska analiza (TGA) je najčešće korištena metoda za procjenu toplinske
stabilnosti polimera, koja podrazumijeva kontinuirano mjerenje promjene mase uzorka
u funkciji vremena ili temperature dok je temperatura uzorka u kontroliranoj atmosferi
(N2, O2, He, Ar, zrak) programirana. Ova metoda se može koristiti i za identifikaciju
razgradnih produkata ukoliko se termogravimetrijski instrument poveže s masenim,
plinskim ili infracrvenim spektrofotometrom.13
Shema instrumenta za termogravimetrijska mjerenja prikazana je na slici 10.
bilnost i toplinska
svojstva P
P primjenom Slika 10. Shema TG instrumenta14rmogravimetrijske analize i
d
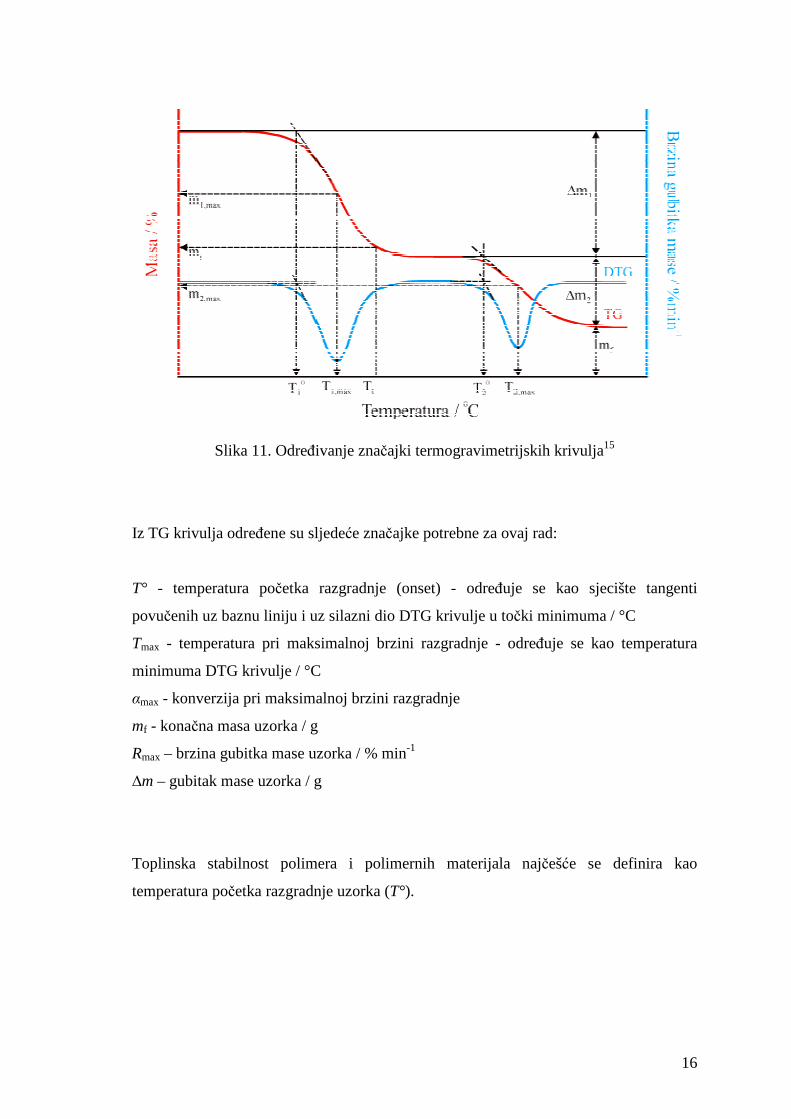
Rezultat neizotermne termogravimetrijske analize je termogravimetrijska (TG) krivulja
(slika 11, crvena krivulja) koja predstavlja promjenu mase uzorka u ovisnosti o
temperaturi. Deriviranjem TG krivulje dobije se DTG termogravimetrijska krivulja koja
predstavlja brzinu promjene mase uzorka s temperaturom (slika 11, plava krivulja).
16
Slika 11. Odreñivanje značajki termogravimetrijskih krivulja15
Iz TG krivulja odreñene su sljedeće značajke potrebne za ovaj rad:
T° - temperatura početka razgradnje (onset) - odreñuje se kao sjecište tangenti
povučenih uz baznu liniju i uz silazni dio DTG krivulje u točki minimuma / °C
Tmax - temperatura pri maksimalnoj brzini razgradnje - odreñuje se kao temperatura
minimuma DTG krivulje / °C
αmax - konverzija pri maksimalnoj brzini razgradnje
mf - konačna masa uzorka / g
Rmax – brzina gubitka mase uzorka / % min-1
∆m – gubitak mase uzorka / g
Toplinska stabilnost polimera i polimernih materijala najčešće se definira kao
temperatura početka razgradnje uzorka (T°).
Erenci

17
1.6. Kinetička analiza
Rezultati TGA često se koriste za kinetičku analizu procesa toplinske razgradnje
polimera i polimernih materijala. Cilj kinetičke analize je odreñivanje kinetičkih
parametara, tj. aktivacijske energije (E), predeksponencijalnog faktora (A) i kinetičkog
modela f(α).
Kinetička analiza na temelju eksperimentalnih podataka provodi se kinetičkim
jednadžbama za reakciju u jednom stupnju koja se definira kao produkt dviju funkcija
od kojih jedna ovisi o temperaturi (T), a druga o konverziji (α):
r = dt
dα = k(T) · f(α) (1)
gdje je:
r - brzina reakcije / min-1
k (T) - konstanta brzine / min-1
f (α) - funkcija koja opisuje mehanizam procesa
α - konverzija
Za TG mjerenja konverzija (α) se definira kao omjer gubitaka mase u bilo kojem
trenutku i ukupnog gubitka mase za dani stupanj razgradnog procesa:
α=( )( )fmm
mm
−−
0
0 (2)
gdje su:
m - trenutna masa uzorka / g
m0 - početna masa uzorka / g
mf - konačna masa uzorka / g
18
Ovisnost brzine reakcije o temperaturi dana je Arrheniusovom jednadžbom:
k (T) = A · exp
−T
E
R (3)
gdje je:
A - predeksponencijalni faktor / min-1
E - aktivacijska energija / Jmol-1
R - opća plinska konstanta / Jmol-1K-1
Uvrštavanjem jednadžbe (3) u jednadžbu (1) dobije se opća kinetička jednadžba (4):
dt
dα = A · exp
−T
E
R · f (α) (4)
Ova jednadžba opisuje ukupan proces toplinske razgradnje i njena primjena
pretpostavlja da izračunate vrijednosti E, A i f(α) mogu opisati ukupan tijek procesa bez
obzira na njegovu složenost. Naime, TGA ne može mjeriti brzinu reakcije elementarnih
stupnjeva, već ukupnu brzinu procesa. Stoga i Arrheniusovi parametri nisu stvarni već
ukupni (prividni) parametri procesa i pravo je pitanje kako ih ispravno interpretirati.16
Dinamička TG analiza provodi se konstantnom brzinom zagrijavanja β=dT/dt, pa opća
kinetička jednadžba (4) poprima oblik:
dt
dα≈ β
dT
dα = A exp
−T
E
R · f (α) (5)
Izokonverzijske metode smatraju se najpouzdanijim metodama za izračunavanje
aktivacijske energije toplinski aktiviranih procesa. One ne zahtijevaju poznavanje niti
pretpostavljanje f(α) kao tzv. 'model fitting metode', ali zahtijevaju snimanje TG
krivulja pri različitim brzinama zagrijavanja. Ove metode omogućavaju odreñivanje
funkcijske ovisnosti E o α i time daju uvid u kompleksnost procesa, a smatraju se
najpouzdanijim kriterijem utvrñivanja kompleksnosti procesa.17 U ovom radu
primijenjena je Flynn-Wall-Ozawa izokonverzijska metoda.18
19
1.6.1. Flynn-Wall-Ozawa metoda
Flynn-Wall-Ozawa (FWO) izokonverzijska metoda dana je jednadžbom (6):
T
E
Rg
AE
R4567,0315,2
)(loglog −−=
αβ (6)
Crtanjem ovisnosti logβ nasuprot 1/T za svaki α = konst. i primjenom linearne
regresijske analize dobije se niz izokonverzijskih pravaca iz čijih se nagiba odredi
aktivacijska energija za odreñenu konverziju.
1.6.2. Grafička metoda
Jedan od ciljeva kinetičke analize je i utvrñivanje kinetičkog modela (kinetičke
jednadžbe) koja opisuje mehanizam razgradnje sustava koji se proučava. Oblici TG i
DTG krivulja kinetički su ovisni, pa je u literaturi opisan postupak uporabe oblika tih
krivulja za utvrñivanje kinetičkog modela procesa dinamičke toplinske razgradnje
uzoraka u čvrstom stanju.19
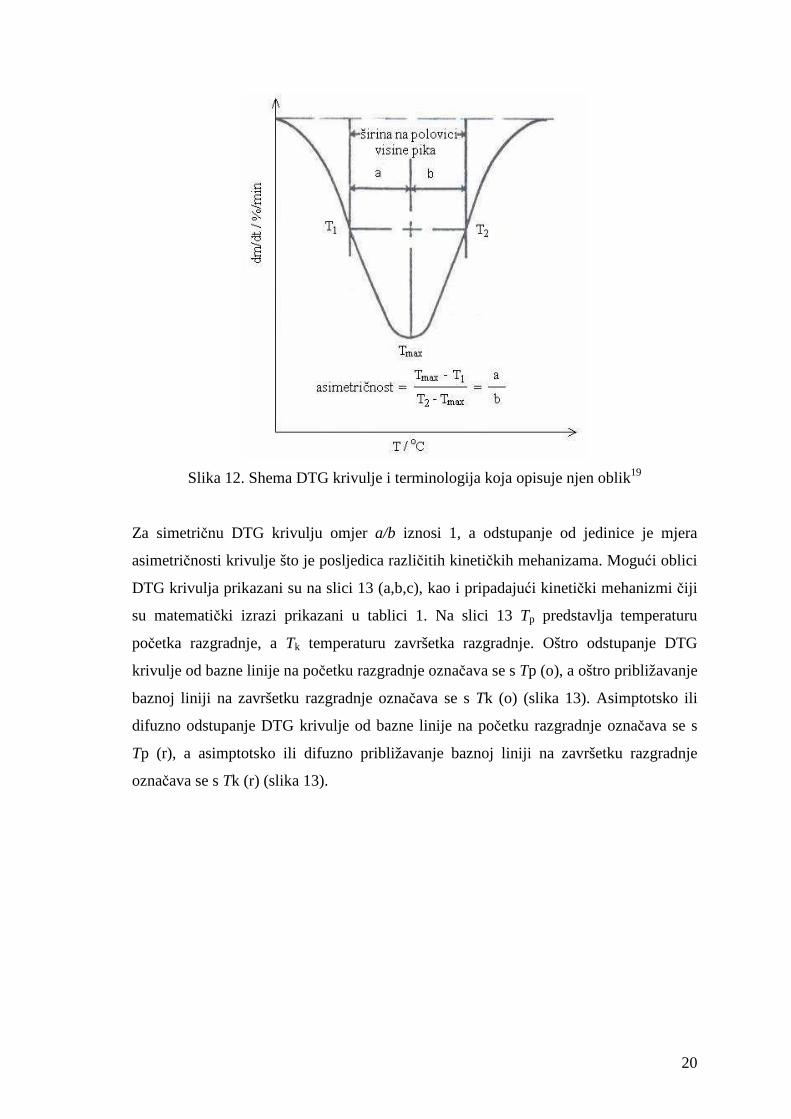
Slika 12 prikazuje značajke DTG krivulja koje se upotrebljavaju u grafičkoj metodi i
terminologiju koja se koristi za opisivanje oblika DTG krivulje. Tmax predstavlja
temperaturu pri maksimalnoj brzini razgradnje (temperatura minimuma DTG krivulje).
T1 i T2 su granične temperature koje omeñuju širinu polovine visine pika. Izraz a/b
predstavlja asimetričnost ili faktor oblika i može se izračunati iz omjera a/b=(Tmax-
T1)/(T2-Tmax).
20
Slika 12. Shema DTG krivulje i terminologija koja opisuje njen oblik19
Za simetričnu DTG krivulju omjer a/b iznosi 1, a odstupanje od jedinice je mjera
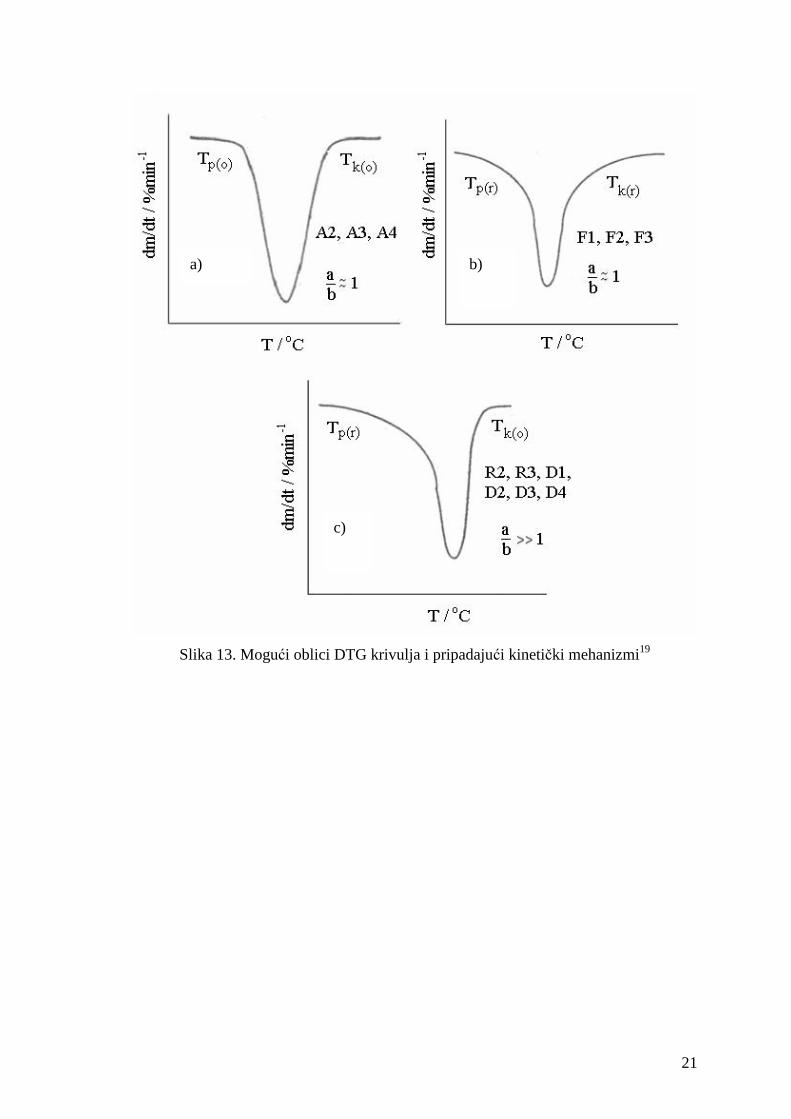
asimetričnosti krivulje što je posljedica različitih kinetičkih mehanizama. Mogući oblici
DTG krivulja prikazani su na slici 13 (a,b,c), kao i pripadajući kinetički mehanizmi čiji
su matematički izrazi prikazani u tablici 1. Na slici 13 Tp predstavlja temperaturu
početka razgradnje, a Tk temperaturu završetka razgradnje. Oštro odstupanje DTG
krivulje od bazne linije na početku razgradnje označava se s Tp (o), a oštro približavanje
baznoj liniji na završetku razgradnje označava se s Tk (o) (slika 13). Asimptotsko ili
difuzno odstupanje DTG krivulje od bazne linije na početku razgradnje označava se s
Tp (r), a asimptotsko ili difuzno približavanje baznoj liniji na završetku razgradnje
označava se s Tk (r) (slika 13).
21
Slika 13. Mogući oblici DTG krivulja i pripadajući kinetički mehanizmi19
a) b)
c)
22
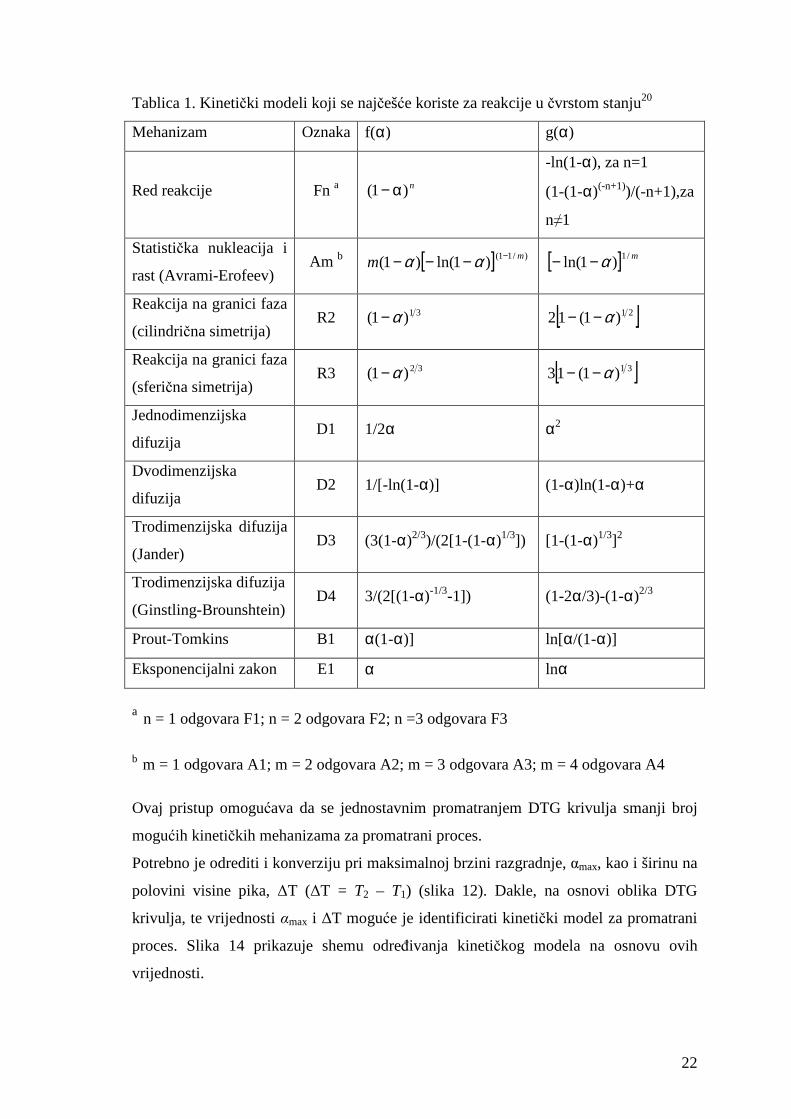
Tablica 1. Kinetički modeli koji se najčešće koriste za reakcije u čvrstom stanju20
Mehanizam Oznaka f(α) g(α)
Red reakcije Fn a n)1( α−
-ln(1-α), za n=1
(1-(1-α)(-n+1))/(-n+1),za
n≠1
Statistička nukleacija i
rast (Avrami-Erofeev) Am b [ ] )/11()1ln()1( mm −−−− αα [ ] m/1)1ln( α−−
Reakcija na granici faza
(cilindrična simetrija) R2 31)1( α− [ ]21)1(12 α−−
Reakcija na granici faza
(sferična simetrija) R3 32)1( α− [ ]31)1(13 α−−
Jednodimenzijska
difuzija D1 1/2α α2
Dvodimenzijska
difuzija D2 1/[-ln(1-α)] (1-α)ln(1-α)+α
Trodimenzijska difuzija
(Jander) D3 (3(1-α)2/3)/(2[1-(1-α)1/3]) [1-(1-α)1/3]2
Trodimenzijska difuzija
(Ginstling-Brounshtein) D4 3/(2[(1-α)-1/3-1]) (1-2α/3)-(1-α)2/3
Prout-Tomkins B1 α(1-α)] ln[α/(1-α)]
Eksponencijalni zakon E1 α lnα
a n = 1 odgovara F1; n = 2 odgovara F2; n =3 odgovara F3
b m = 1 odgovara A1; m = 2 odgovara A2; m = 3 odgovara A3; m = 4 odgovara A4
Ovaj pristup omogućava da se jednostavnim promatranjem DTG krivulja smanji broj
mogućih kinetičkih mehanizama za promatrani proces.
Potrebno je odrediti i konverziju pri maksimalnoj brzini razgradnje, αmax, kao i širinu na
polovini visine pika, ∆T (∆T = T2 – T1) (slika 12). Dakle, na osnovi oblika DTG
krivulja, te vrijednosti αmax i ∆T moguće je identificirati kinetički model za promatrani
proces. Slika 14 prikazuje shemu odreñivanja kinetičkog modela na osnovu ovih
vrijednosti.
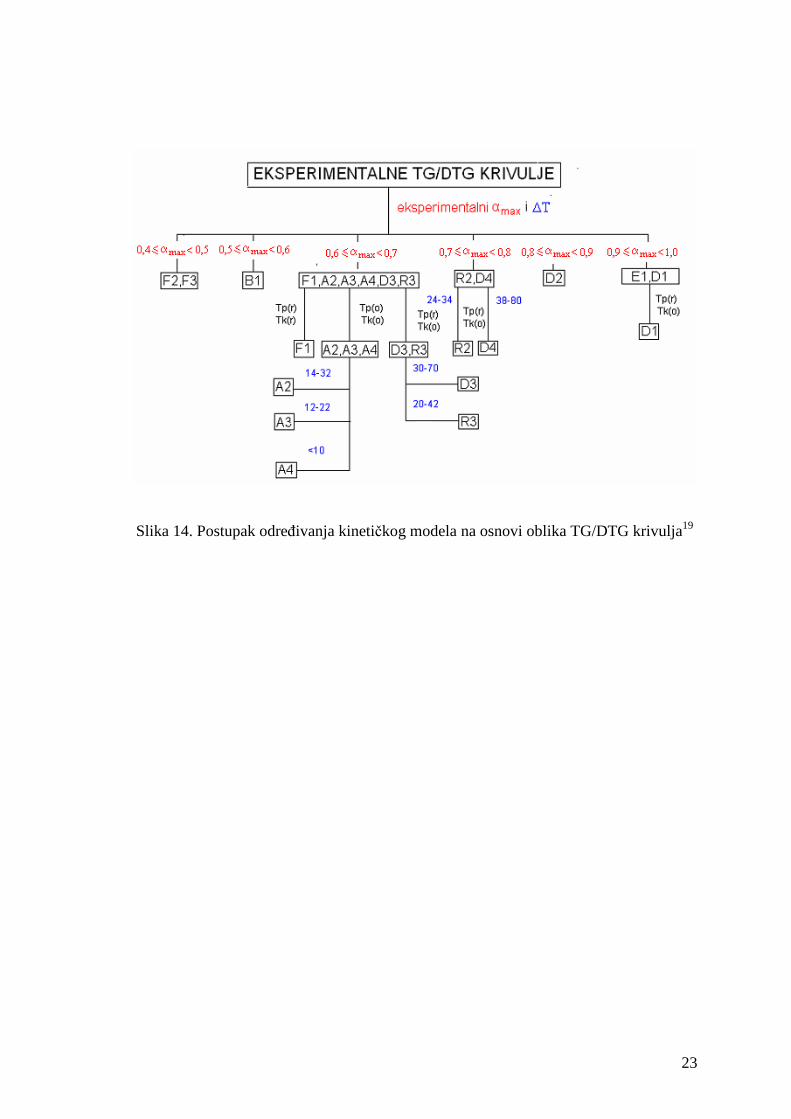
23
Slika 14. Postupak odreñivanja kinetičkog modela na osnovi oblika TG/DTG krivulja19
24
2. EKSPERIMENTALNI DIO
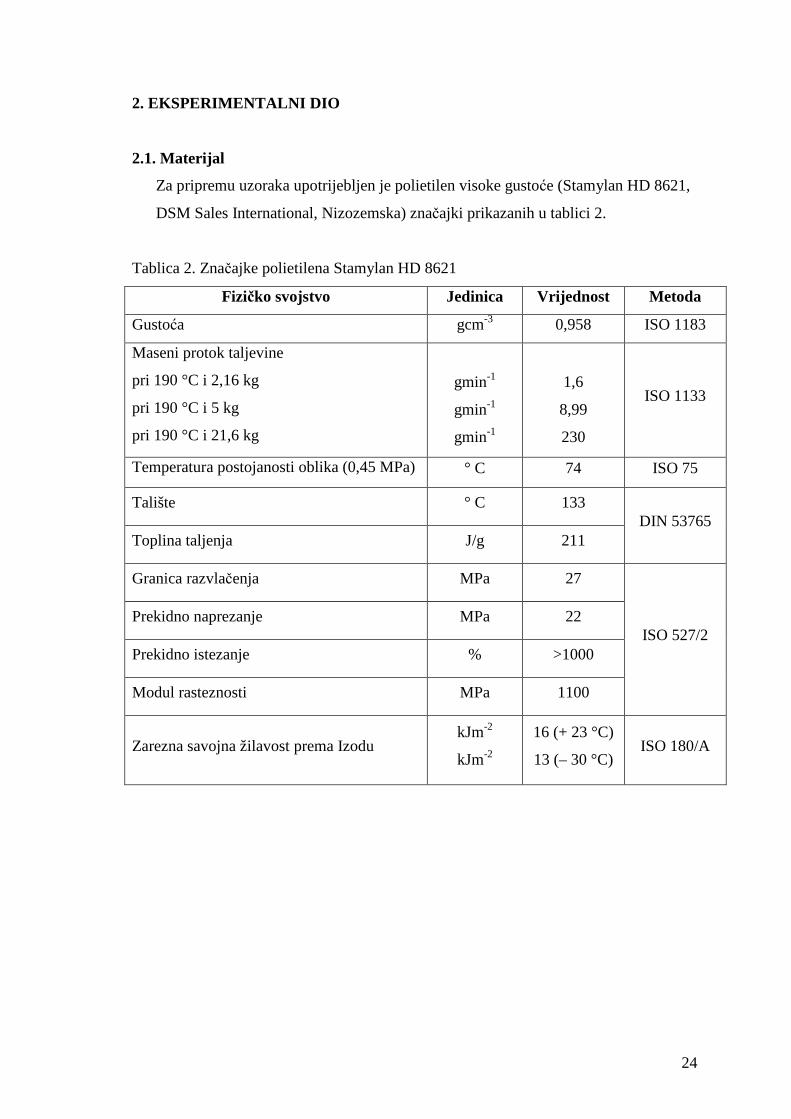
2.1. Materijal
Za pripremu uzoraka upotrijebljen je polietilen visoke gustoće (Stamylan HD 8621,
DSM Sales International, Nizozemska) značajki prikazanih u tablici 2.
Tablica 2. Značajke polietilena Stamylan HD 8621
Fizičko svojstvo Jedinica Vrijednost Metoda
Gustoća gcm-3 0,958 ISO 1183
Maseni protok taljevine
pri 190 °C i 2,16 kg
pri 190 °C i 5 kg
pri 190 °C i 21,6 kg
gmin-1
gmin-1
gmin-1
1,6
8,99
230
ISO 1133
Temperatura postojanosti oblika (0,45 MPa) ° C 74 ISO 75
Talište ° C 133
Toplina taljenja J/g 211 DIN 53765
Granica razvlačenja MPa 27
Prekidno naprezanje MPa 22
Prekidno istezanje % >1000
Modul rasteznosti MPa 1100
ISO 527/2
Zarezna savojna žilavost prema Izodu kJm-2
kJm-2
16 (+ 23 °C)
13 (– 30 °C) ISO 180/A

25
2.2 . Priprema uzoraka
Uzorci su pripremani u laboratorijskom ekstruderu Dynisco LME 230 (Dynisco, SAD)
(slika 15). Radni uvjeti pri ekstrudiranju su prikazani u tablici 3.
Tablica 3. Radni uvjeti pri ekstrudiranju
Temperatura / °C 190
Broj okretaja / min-1 120
Slika 15. Laboratorijski ekstruder Dynisco LME 230
PE-HD u obliku granula (izvorni PE-HD) se ekstrudira, a dobivena taljevina je na izlazu
iz ekstrudera oblikovana u „štapiće“, koji se režu na manje dijelove. Jedan dio se odlaže
(uzorak 1), dok se preostali dio ponovno ekstrudira i tako dobije uzorak 2. Postupak se
ponavlja još četiri puta pri čemu se dobiju ostali ekstrudirani uzorci polietilena za TGA
analizu (uzorak 3, uzorak 4, uzorak 5 i uzorak 6).
26
2.3. Metoda rada i aparatura
2.3.1. Termogravimetrijska analiza
Toplinska razgradnja provedena je pomoću aparature za termogravimetrijsku analizu
Pyris 1 TGA (Perkin Elmer, SAD) (slika 16). Radni uvjeti snimanja TG krivulja
prikazani su u tablici 4.
Tablica 4. Radni uvjeti snimanja TG krivulja
Početna temperatura / oC 50
Konačna temperatura / oC 550
Brzina zagrijavanja / oCmin -1 2,5; 5, 10 i 20
Masa uzorka / mg 10,1 ± 2,5
se ponavl2.3.1.
Slika 16. Aparatura za termogravimetrijsku analizu Pyris 1 TGA

27
Postupak mjerenja
1. Uključiti računalo. Otvoriti plin i podesiti brzinu protjecanja. Uključiti Pyris 1
TGA. Pokrenuti Pyris 1 TGA Manager.
2. Kalibrirati masu i temperaturu ako ureñaj nije kalibriran za zadano područje
analize i brzinu zagrijavanja.
3. U Method Editor-u upisati sve potrebne podatke prije pokretanja metode (Sample
Info, Inital State, Program, View Program).
4. Izvagati praznu platinsku posudicu (Zero Weight), te posudicu s uzorkom
(Sample Weight).
5. Postaviti peć u radni položaj (Raise Furance).
6. Nakon stabilizacije od nekoliko minuta pokrenuti programirano zagrijavanje
uzorka.
7. Po završetku procesa zagrijavanja prijeći u program analize (Data Analysis).
8. Analizirati krivulju.

28
3. REZULTATI RADA
3.1. Termogravimetrijska razgradnja TG i DTG krivulje toplinske razgradnje polietilena snimljene pri različitim brzinama
zagrijavanja prikazane su na slikama 17-30. Značajke TG i DTG krivulja odreñene su
pomoću Pyris Softwarea V 8.0.0.0172 i prikazane u tablici 5.
Dynisco LME 230. Radni uvjeti pri
2.
29
Uzorci su pripremani u laboratrijskom ekstruderu Dynisco LME 30. Radni uvjeti pri
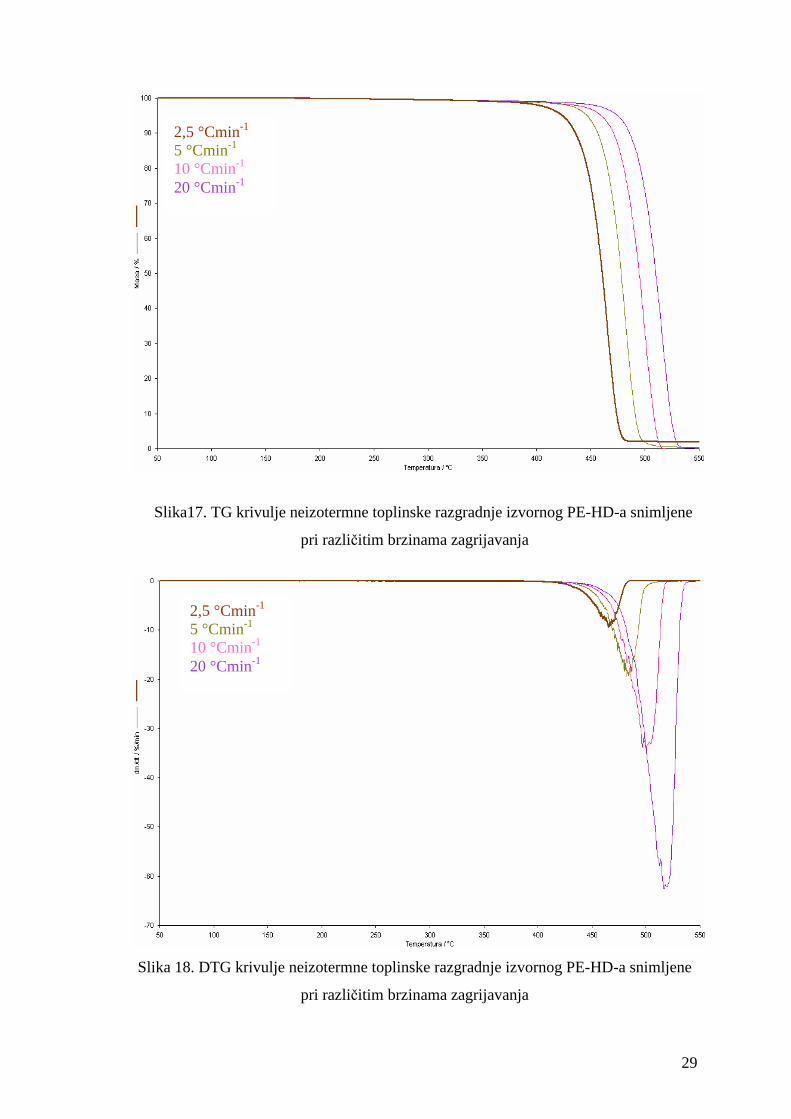
22 Slika17. TG krivulje neizotermne toplinske razgradnje izvornog PE-HD-a snimljene
pri različitim brzinama zagrijavanja
Slika 18. DTG krivulje neizotermne toplinske razgradnje izvornog PE-HD-a snimljene
pri različitim brzinama zagrijavanja
2,5 °Cmin-1 5 °Cmin-1 10 °Cmin-1 20 °Cmin-1
2,5 °Cmin-1 5 °Cmin-1 10 °Cmin-1 20 °Cmin-1
30
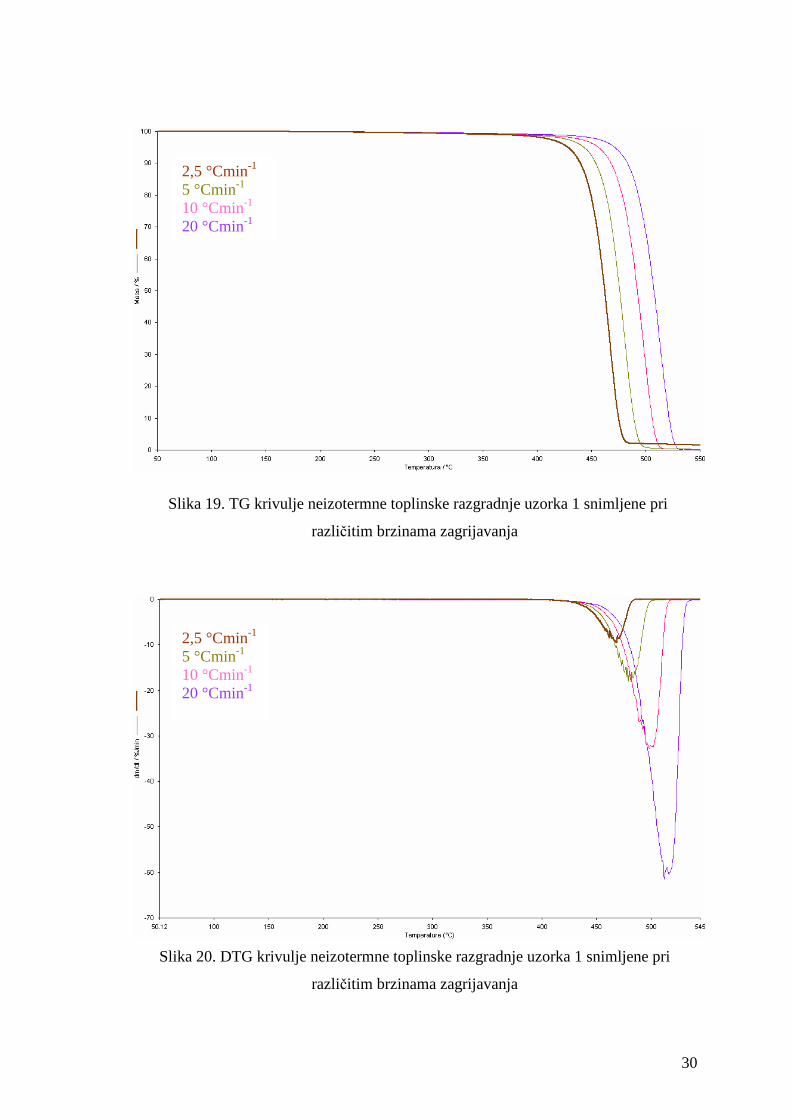
2Slika 19. TG krivulje neizotermne toplinske razgradnje uzorka 1 snimljene pri
različitim brzinama zagrijavanja
Slika 20. DTG krivulje neizotermne toplinske razgradnje uzorka 1 snimljene pri
različitim brzinama zagrijavanja
2,5 °Cmin-1 5 °Cmin-1 10 °Cmin-1 20 °Cmin-1
2,5 °Cmin-1 5 °Cmin-1 10 °Cmin-1 20 °Cmin-1
31
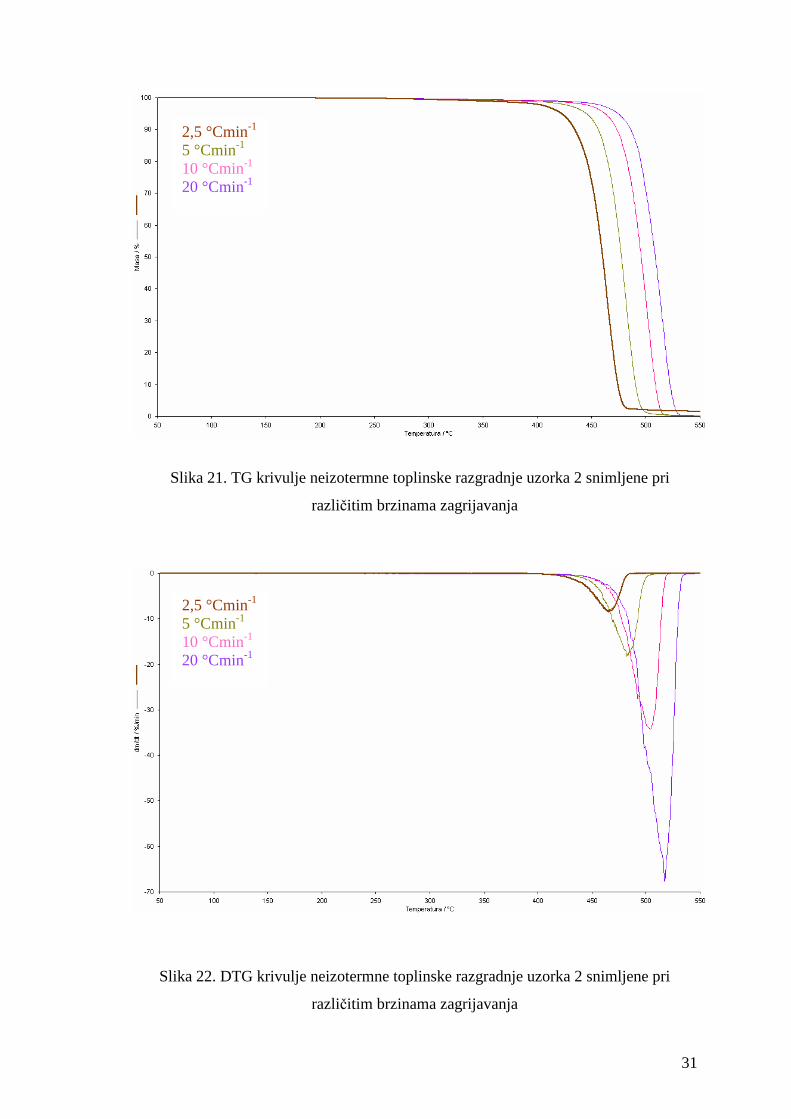
2 Slika 21. TG krivulje neizotermne toplinske razgradnje uzorka 2 snimljene pri
različitim brzinama zagrijavanja
Slika 22. DTG krivulje neizotermne toplinske razgradnje uzorka 2 snimljene pri
različitim brzinama zagrijavanja
2,5 °Cmin-1 5 °Cmin-1 10 °Cmin-1 20 °Cmin-1
2,5 °Cmin-1 5 °Cmin-1 10 °Cmin-1 20 °Cmin-1
32
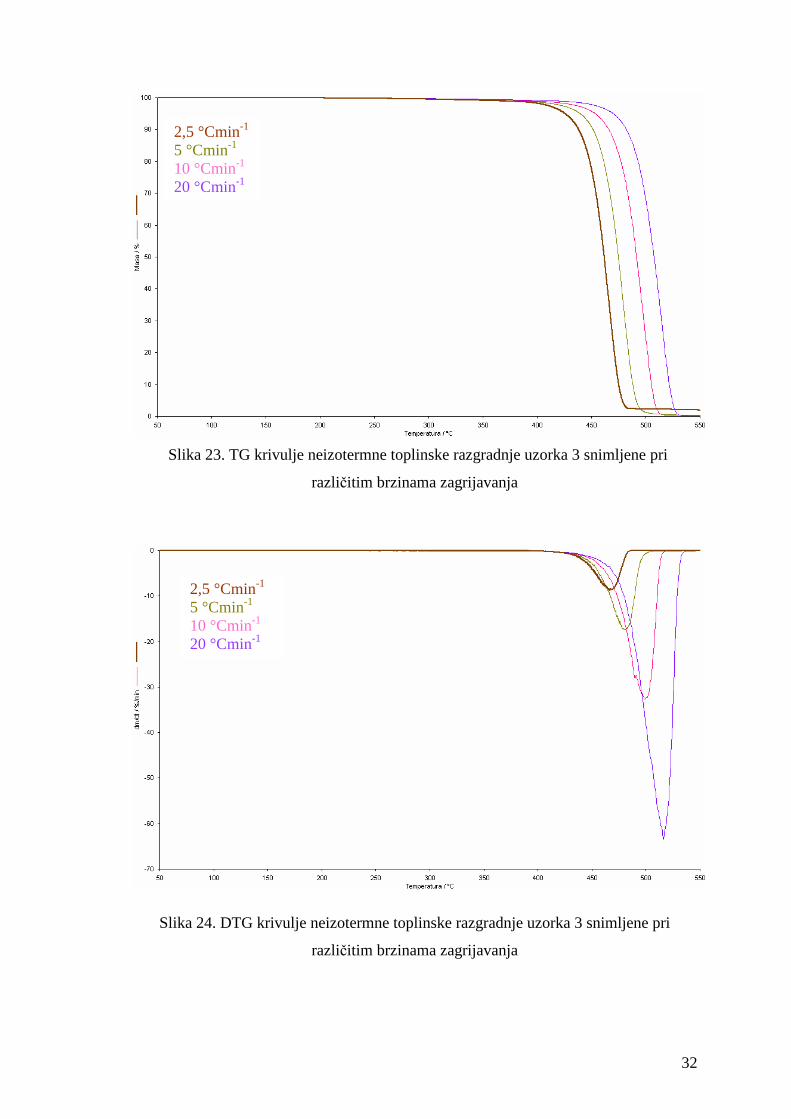
2Slika 23. TG krivulje neizotermne toplinske razgradnje uzorka 3 snimljene pri
različitim brzinama zagrijavanja
v Slika 24. DTG krivulje neizotermne toplinske razgradnje uzorka 3 snimljene pri
različitim brzinama zagrijavanja
2,5 °Cmin-1 5 °Cmin-1 10 °Cmin-1 20 °Cmin-1
2,5 °Cmin-1 5 °Cmin-1 10 °Cmin-1 20 °Cmin-1
33
2. P2riprema uzorakaekstrudiranju su prikazani u tablici 3.
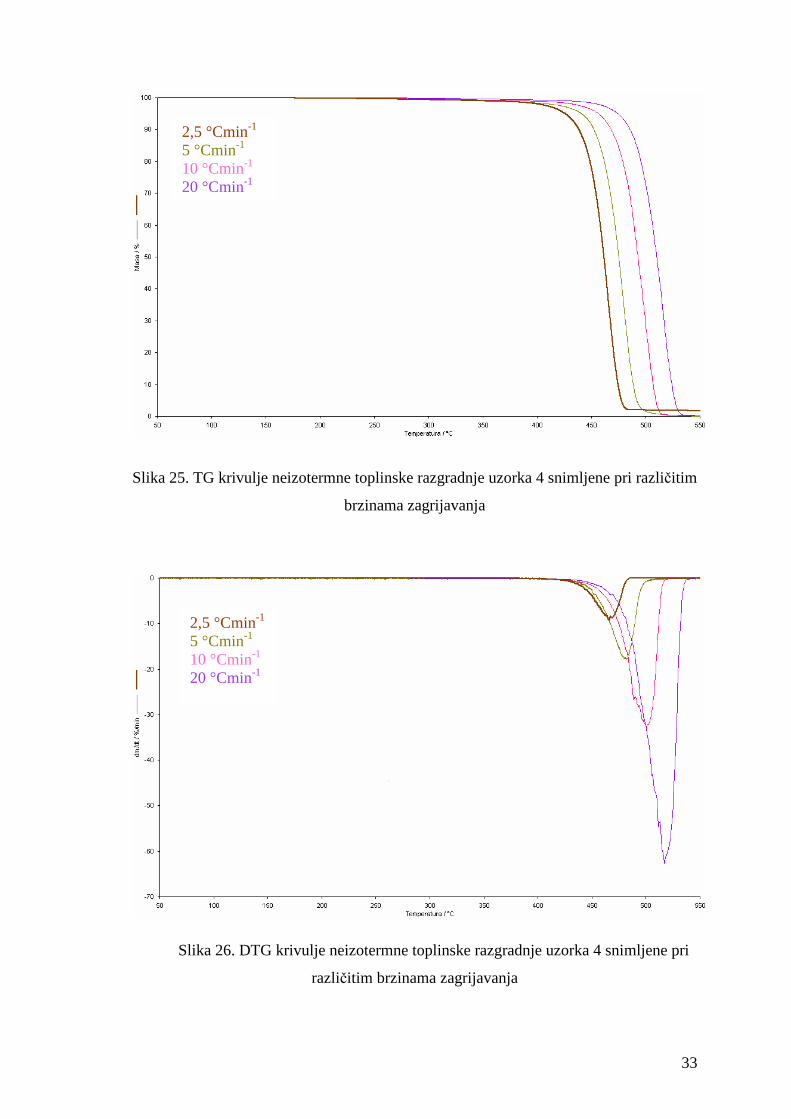
Slika 25. TG krivulje neizotermne toplinske razgradnje uzorka 4 snimljene pri različitim
brzinama zagrijavanja
Pr
iprema uzoraka2.2. Priprema uzorakaTa2.2riprema uzoraka
Uzorc Slika 26. DTG krivulje neizotermne toplinske razgradnje uzorka 4 snimljene pri
različitim brzinama zagrijavanja
i su pripremani u laboratorijskom ekstruderu Dynisco LME 230. Radni uvji pristr
2,5 °Cmin-1 5 °Cmin-1 10 °Cmin-1 20 °Cmin-1
2,5 °Cmin-1 5 °Cmin-1 10 °Cmin-1 20 °Cmin-1
34
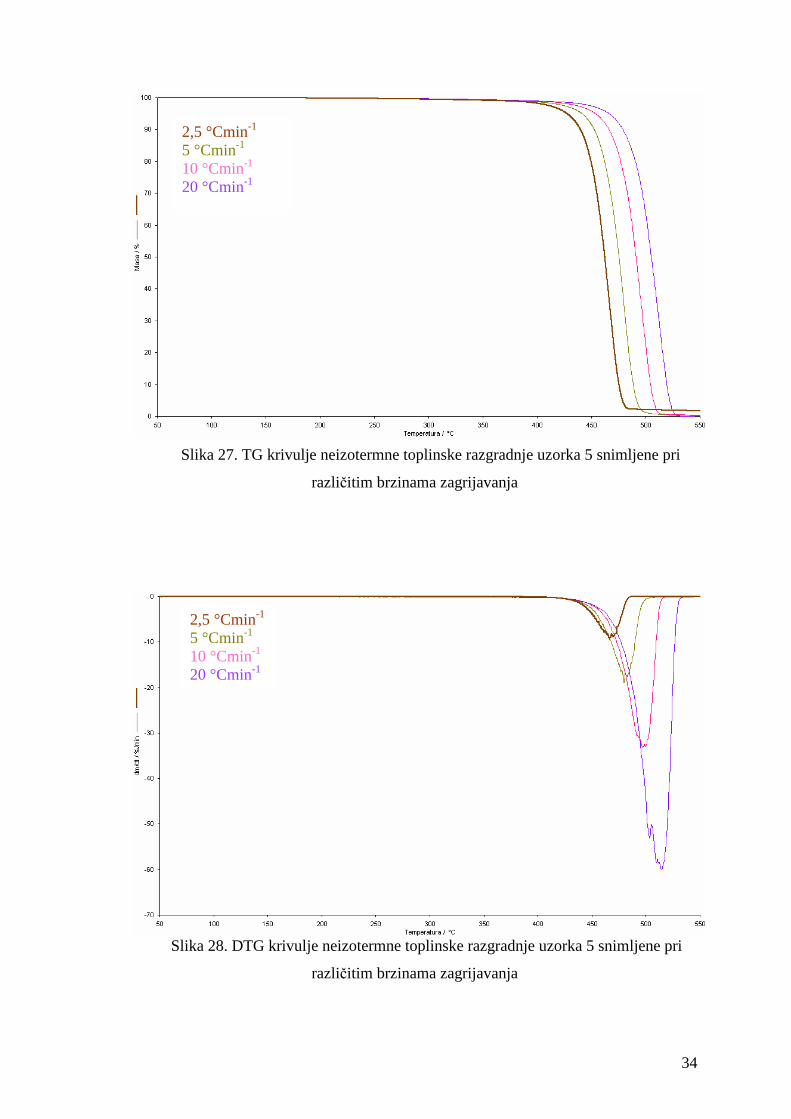
10jrt Slika 27. TG krivulje neizotermne toplinske razgradnje uzorka 5 snimljene pri
različitim brzinama zagrijavanja
aja / min-1
obku granula (izvorni PP) se ekstrudira, aobivena taljevina se na izlazu iz
ekstrda oblikuje u 'štapiće', koji se režu na manje dijelove. Jedan se odlaže
(uzo
rak Slika 28. DTG krivulje neizotermne toplinske razgradnje uzorka 5 snimljene pri
različitim brzinama zagrijavanja
1), dok se preostali dio ponovno ekstrudira te se tako dobije uzorak 2. Postupak2.2. Priprema aka
2,5 °Cmin-1 5 °Cmin-1 10 °Cmin-1 20 °Cmin-1
2,5 °Cmin-1 5 °Cmin-1 10 °Cmin-1 20 °Cmin-1
35
Uz
ro
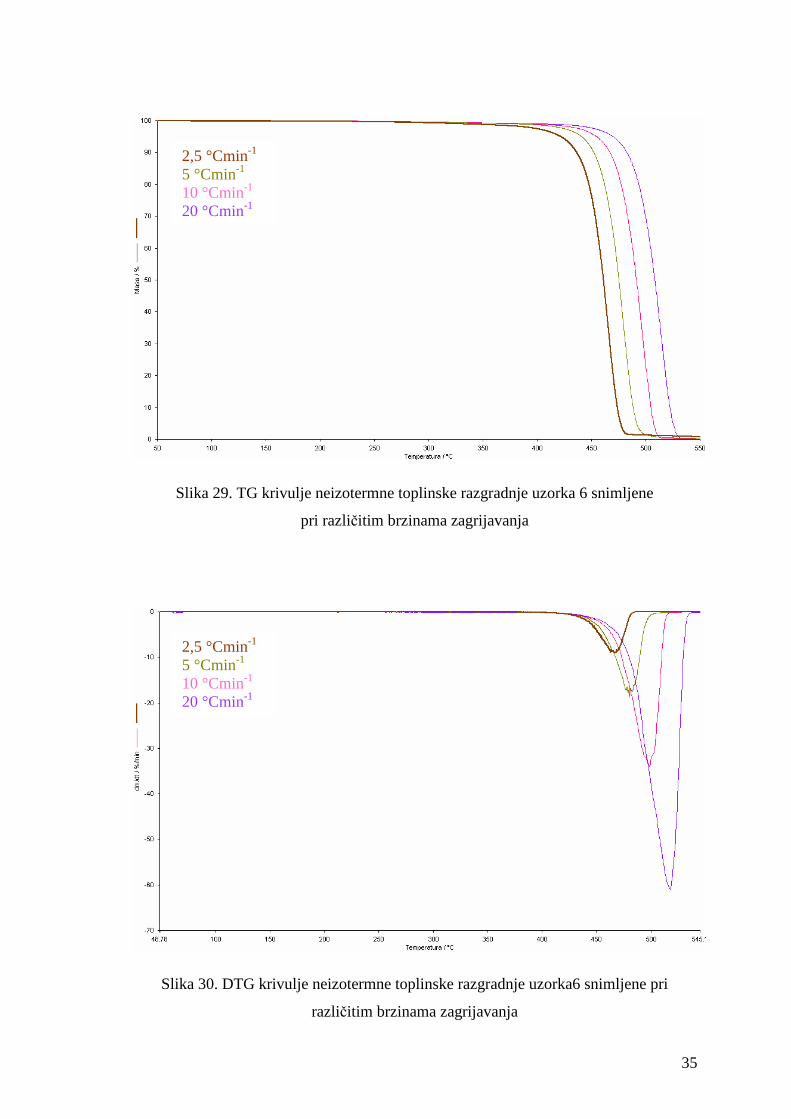
Slika 29. TG krivulje neizotermne toplinske razgradnje uzorka 6 snimljene
pri različitim brzinama zagrijavanja
ca 3. Radni uvjeti pri ekstrudiranju
Temperatura / °C
19
0
Slika 30. DTG krivulje neizotermne toplinske razgradnje uzorka6 snimljene pri
različitim brzinama zagrijavanja
2,5 °Cmin-1 5 °Cmin-1 10 °Cmin-1 20 °Cmin-1
2,5 °Cmin-1 5 °Cmin-1 10 °Cmin-1 20 °Cmin-1
36
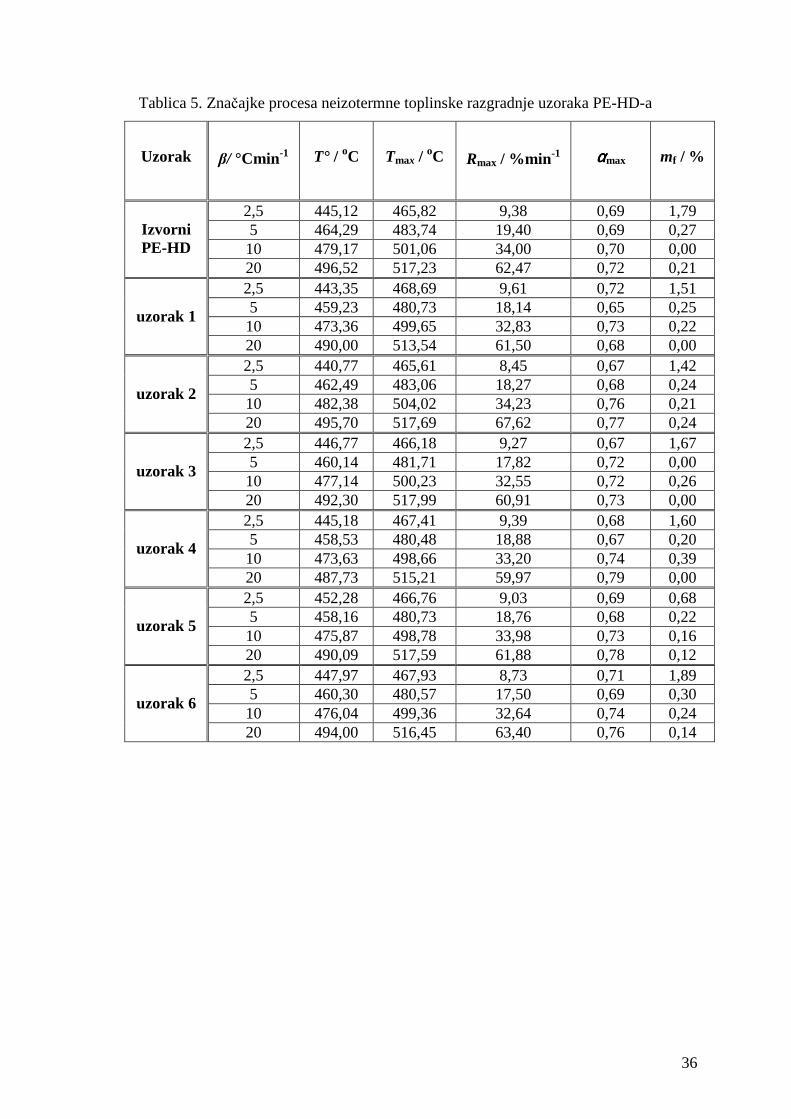
oTablica 5. Značajke procesa neizotermne toplinske razgradnje uzoraka PE-HD-a
Uzorak
β/ °Cmin-1
T° / oC Tmax /
oC
Rmax / %min -1
ααααmax mf / %
2,5 445,12 465,82 9,38 0,69 1,79 5 464,29 483,74 19,40 0,69 0,27 10 479,17 501,06 34,00 0,70 0,00
Izvorni PE-HD
20 496,52 517,23 62,47 0,72 0,21 2,5 443,35 468,69 9,61 0,72 1,51 5 459,23 480,73 18,14 0,65 0,25 10 473,36 499,65 32,83 0,73 0,22
uzorak 1
20 490,00 513,54 61,50 0,68 0,00 2,5 440,77 465,61 8,45 0,67 1,42 5 462,49 483,06 18,27 0,68 0,24 10 482,38 504,02 34,23 0,76 0,21
uzorak 2
20 495,70 517,69 67,62 0,77 0,24 2,5 446,77 466,18 9,27 0,67 1,67 5 460,14 481,71 17,82 0,72 0,00 10 477,14 500,23 32,55 0,72 0,26
uzorak 3
20 492,30 517,99 60,91 0,73 0,00 2,5 445,18 467,41 9,39 0,68 1,60 5 458,53 480,48 18,88 0,67 0,20 10 473,63 498,66 33,20 0,74 0,39
uzorak 4
20 487,73 515,21 59,97 0,79 0,00 2,5 452,28 466,76 9,03 0,69 0,68 5 458,16 480,73 18,76 0,68 0,22 10 475,87 498,78 33,98 0,73 0,16
uzorak 5
20 490,09 517,59 61,88 0,78 0,12 2,5 447,97 467,93 8,73 0,71 1,89 5 460,30 480,57 17,50 0,69 0,30 10 476,04 499,36 32,64 0,74 0,24
uzorak 6
20 494,00 516,45 63,40 0,76 0,14 vno ekstrudira te se tako dobije uzorak 2. Postupak2.2.
37
3.2. Kinetička analiza
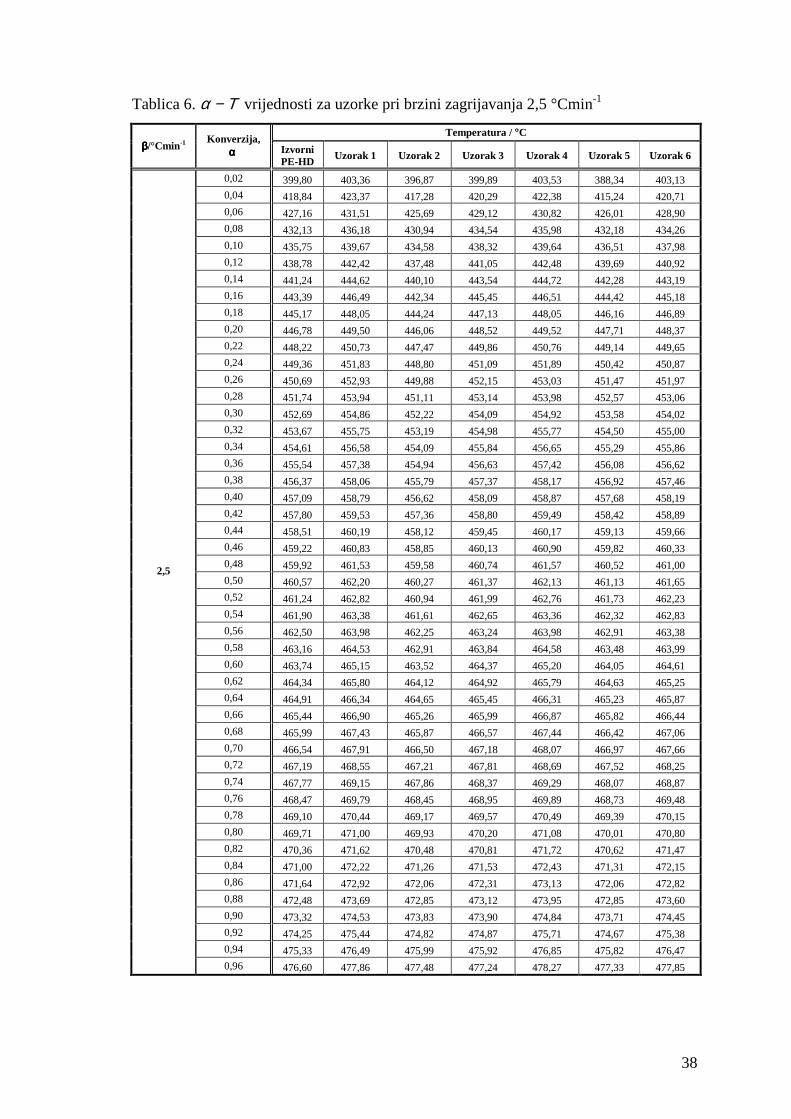
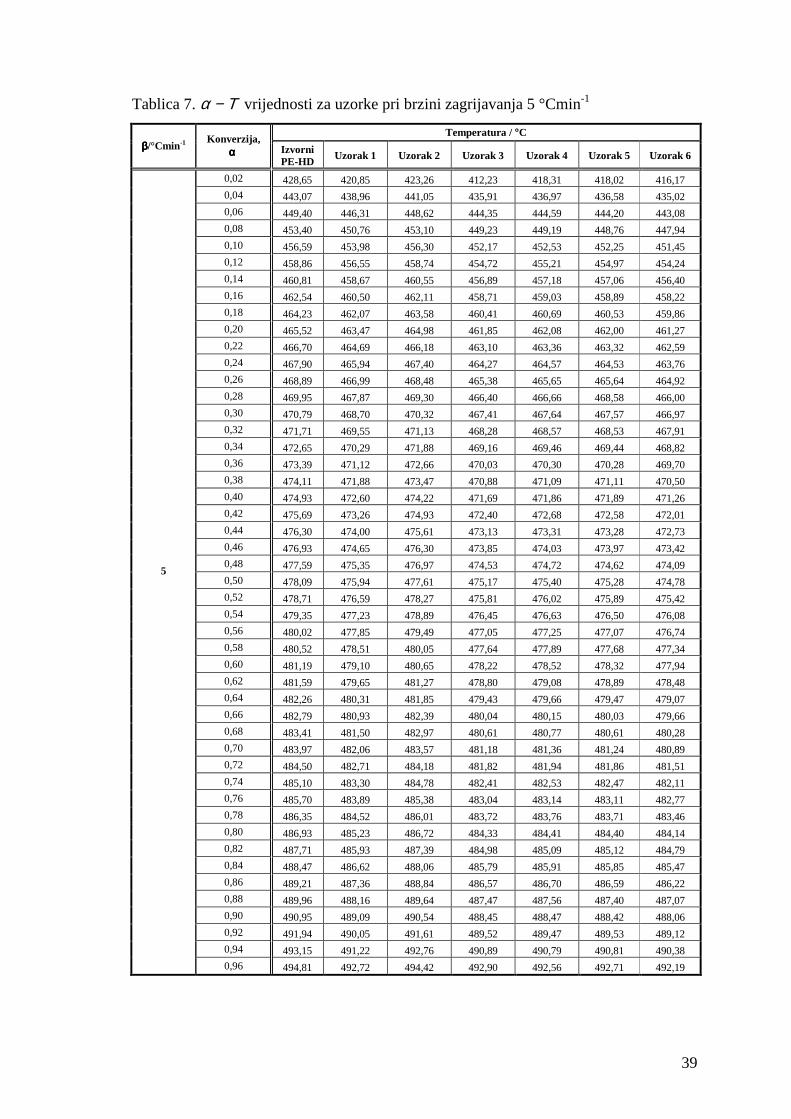
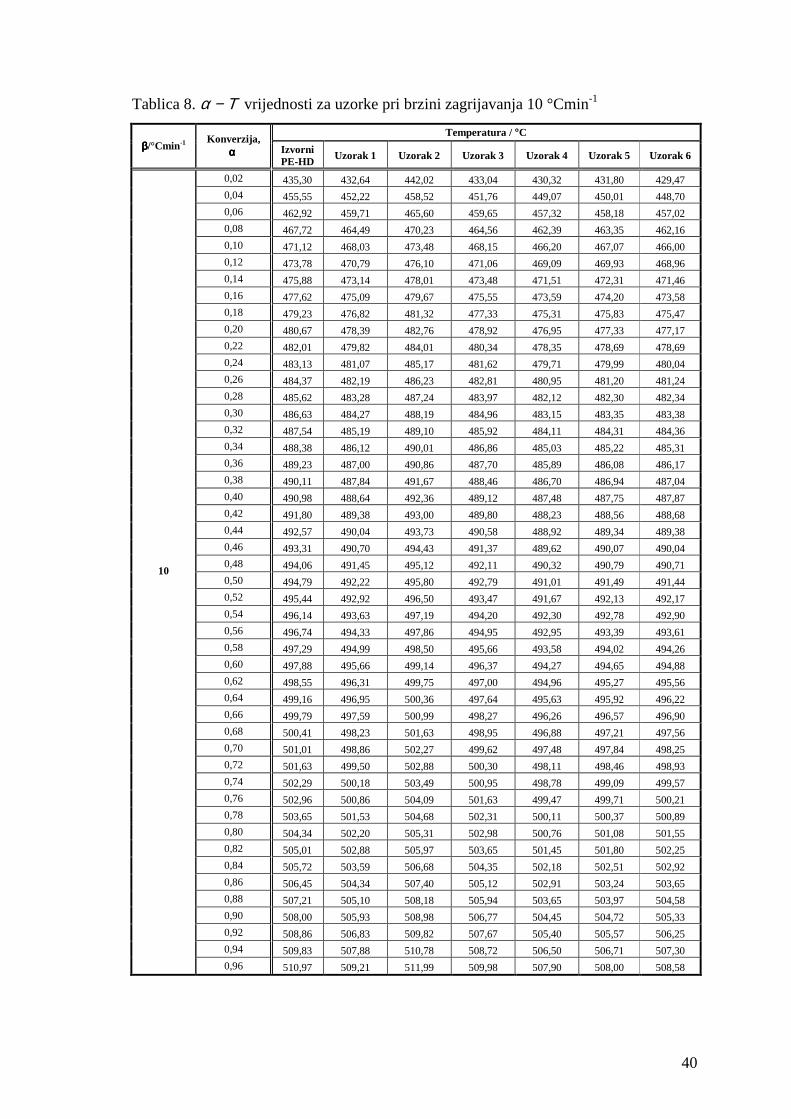
Iz eksperimentalnih TG krivulja snimljenih pri četiri brzine zagrijavanja, β = 2,5, 5, 10 i
20 ºCmin-1, odreñene su α-T vrijednosti koje su prikazane u tablicama 6-9.
38
Tablica 6. α − Τ vrijednosti za uzorke pri brzini zagrijavanja 2,5 °Cmin-1a / min-1
Temperatura / °C ββββ/°Cmin-1
Konverzija, α α α α Izvorni
PE-HD Uzorak 1 Uzorak 2 Uzorak 3 Uzorak 4 Uzorak 5 Uzorak 6
0,02 399,80 403,36 396,87 399,89 403,53 388,34 403,13
0,04 418,84 423,37 417,28 420,29 422,38 415,24 420,71
0,06 427,16 431,51 425,69 429,12 430,82 426,01 428,90
0,08 432,13 436,18 430,94 434,54 435,98 432,18 434,26
0,10 435,75 439,67 434,58 438,32 439,64 436,51 437,98
0,12 438,78 442,42 437,48 441,05 442,48 439,69 440,92
0,14 441,24 444,62 440,10 443,54 444,72 442,28 443,19
0,16 443,39 446,49 442,34 445,45 446,51 444,42 445,18
0,18 445,17 448,05 444,24 447,13 448,05 446,16 446,89
0,20 446,78 449,50 446,06 448,52 449,52 447,71 448,37
0,22 448,22 450,73 447,47 449,86 450,76 449,14 449,65
0,24 449,36 451,83 448,80 451,09 451,89 450,42 450,87
0,26 450,69 452,93 449,88 452,15 453,03 451,47 451,97
0,28 451,74 453,94 451,11 453,14 453,98 452,57 453,06
0,30 452,69 454,86 452,22 454,09 454,92 453,58 454,02
0,32 453,67 455,75 453,19 454,98 455,77 454,50 455,00
0,34 454,61 456,58 454,09 455,84 456,65 455,29 455,86
0,36 455,54 457,38 454,94 456,63 457,42 456,08 456,62
0,38 456,37 458,06 455,79 457,37 458,17 456,92 457,46
0,40 457,09 458,79 456,62 458,09 458,87 457,68 458,19
0,42 457,80 459,53 457,36 458,80 459,49 458,42 458,89
0,44 458,51 460,19 458,12 459,45 460,17 459,13 459,66
0,46 459,22 460,83 458,85 460,13 460,90 459,82 460,33
0,48 459,92 461,53 459,58 460,74 461,57 460,52 461,00
0,50 460,57 462,20 460,27 461,37 462,13 461,13 461,65
0,52 461,24 462,82 460,94 461,99 462,76 461,73 462,23
0,54 461,90 463,38 461,61 462,65 463,36 462,32 462,83
0,56 462,50 463,98 462,25 463,24 463,98 462,91 463,38
0,58 463,16 464,53 462,91 463,84 464,58 463,48 463,99
0,60 463,74 465,15 463,52 464,37 465,20 464,05 464,61
0,62 464,34 465,80 464,12 464,92 465,79 464,63 465,25
0,64 464,91 466,34 464,65 465,45 466,31 465,23 465,87
0,66 465,44 466,90 465,26 465,99 466,87 465,82 466,44
0,68 465,99 467,43 465,87 466,57 467,44 466,42 467,06
0,70 466,54 467,91 466,50 467,18 468,07 466,97 467,66
0,72 467,19 468,55 467,21 467,81 468,69 467,52 468,25
0,74 467,77 469,15 467,86 468,37 469,29 468,07 468,87
0,76 468,47 469,79 468,45 468,95 469,89 468,73 469,48
0,78 469,10 470,44 469,17 469,57 470,49 469,39 470,15
0,80 469,71 471,00 469,93 470,20 471,08 470,01 470,80
0,82 470,36 471,62 470,48 470,81 471,72 470,62 471,47
0,84 471,00 472,22 471,26 471,53 472,43 471,31 472,15
0,86 471,64 472,92 472,06 472,31 473,13 472,06 472,82
0,88 472,48 473,69 472,85 473,12 473,95 472,85 473,60
0,90 473,32 474,53 473,83 473,90 474,84 473,71 474,45
0,92 474,25 475,44 474,82 474,87 475,71 474,67 475,38
0,94 475,33 476,49 475,99 475,92 476,85 475,82 476,47
2,5
0,96 476,60 477,86 477,48 477,24 478,27 477,33 477,85
39
Tablica 7. α − Τ vrijednosti za uzorke pri brzini zagrijavanja 5 °Cmin-1kretaja / min-1
Temperatura / °C ββββ/°Cmin-1
Konverzija, α α α α Izvorni
PE-HD Uzorak 1 Uzorak 2 Uzorak 3 Uzorak 4 Uzorak 5 Uzorak 6
0,02 428,65 420,85 423,26 412,23 418,31 418,02 416,17
0,04 443,07 438,96 441,05 435,91 436,97 436,58 435,02
0,06 449,40 446,31 448,62 444,35 444,59 444,20 443,08
0,08 453,40 450,76 453,10 449,23 449,19 448,76 447,94
0,10 456,59 453,98 456,30 452,17 452,53 452,25 451,45
0,12 458,86 456,55 458,74 454,72 455,21 454,97 454,24
0,14 460,81 458,67 460,55 456,89 457,18 457,06 456,40
0,16 462,54 460,50 462,11 458,71 459,03 458,89 458,22
0,18 464,23 462,07 463,58 460,41 460,69 460,53 459,86
0,20 465,52 463,47 464,98 461,85 462,08 462,00 461,27
0,22 466,70 464,69 466,18 463,10 463,36 463,32 462,59
0,24 467,90 465,94 467,40 464,27 464,57 464,53 463,76
0,26 468,89 466,99 468,48 465,38 465,65 465,64 464,92
0,28 469,95 467,87 469,30 466,40 466,66 468,58 466,00
0,30 470,79 468,70 470,32 467,41 467,64 467,57 466,97
0,32 471,71 469,55 471,13 468,28 468,57 468,53 467,91
0,34 472,65 470,29 471,88 469,16 469,46 469,44 468,82
0,36 473,39 471,12 472,66 470,03 470,30 470,28 469,70
0,38 474,11 471,88 473,47 470,88 471,09 471,11 470,50
0,40 474,93 472,60 474,22 471,69 471,86 471,89 471,26
0,42 475,69 473,26 474,93 472,40 472,68 472,58 472,01
0,44 476,30 474,00 475,61 473,13 473,31 473,28 472,73
0,46 476,93 474,65 476,30 473,85 474,03 473,97 473,42
0,48 477,59 475,35 476,97 474,53 474,72 474,62 474,09
0,50 478,09 475,94 477,61 475,17 475,40 475,28 474,78
0,52 478,71 476,59 478,27 475,81 476,02 475,89 475,42
0,54 479,35 477,23 478,89 476,45 476,63 476,50 476,08
0,56 480,02 477,85 479,49 477,05 477,25 477,07 476,74
0,58 480,52 478,51 480,05 477,64 477,89 477,68 477,34
0,60 481,19 479,10 480,65 478,22 478,52 478,32 477,94
0,62 481,59 479,65 481,27 478,80 479,08 478,89 478,48
0,64 482,26 480,31 481,85 479,43 479,66 479,47 479,07
0,66 482,79 480,93 482,39 480,04 480,15 480,03 479,66
0,68 483,41 481,50 482,97 480,61 480,77 480,61 480,28
0,70 483,97 482,06 483,57 481,18 481,36 481,24 480,89
0,72 484,50 482,71 484,18 481,82 481,94 481,86 481,51
0,74 485,10 483,30 484,78 482,41 482,53 482,47 482,11
0,76 485,70 483,89 485,38 483,04 483,14 483,11 482,77
0,78 486,35 484,52 486,01 483,72 483,76 483,71 483,46
0,80 486,93 485,23 486,72 484,33 484,41 484,40 484,14
0,82 487,71 485,93 487,39 484,98 485,09 485,12 484,79
0,84 488,47 486,62 488,06 485,79 485,91 485,85 485,47
0,86 489,21 487,36 488,84 486,57 486,70 486,59 486,22
0,88 489,96 488,16 489,64 487,47 487,56 487,40 487,07
0,90 490,95 489,09 490,54 488,45 488,47 488,42 488,06
0,92 491,94 490,05 491,61 489,52 489,47 489,53 489,12
0,94 493,15 491,22 492,76 490,89 490,79 490,81 490,38
5
0,96 494,81 492,72 494,42 492,90 492,56 492,71 492,19
40
Tablica 8. α − Τ vrijednosti za uzorke pri brzini zagrijavanja 10 °Cmin-1
Temperatura / °C ββββ/°Cmin-1
Konverzija, α α α α Izvorni
PE-HD Uzorak 1 Uzorak 2 Uzorak 3 Uzorak 4 Uzorak 5 Uzorak 6
0,02 435,30 432,64 442,02 433,04 430,32 431,80 429,47
0,04 455,55 452,22 458,52 451,76 449,07 450,01 448,70
0,06 462,92 459,71 465,60 459,65 457,32 458,18 457,02
0,08 467,72 464,49 470,23 464,56 462,39 463,35 462,16
0,10 471,12 468,03 473,48 468,15 466,20 467,07 466,00
0,12 473,78 470,79 476,10 471,06 469,09 469,93 468,96
0,14 475,88 473,14 478,01 473,48 471,51 472,31 471,46
0,16 477,62 475,09 479,67 475,55 473,59 474,20 473,58
0,18 479,23 476,82 481,32 477,33 475,31 475,83 475,47
0,20 480,67 478,39 482,76 478,92 476,95 477,33 477,17
0,22 482,01 479,82 484,01 480,34 478,35 478,69 478,69
0,24 483,13 481,07 485,17 481,62 479,71 479,99 480,04
0,26 484,37 482,19 486,23 482,81 480,95 481,20 481,24
0,28 485,62 483,28 487,24 483,97 482,12 482,30 482,34
0,30 486,63 484,27 488,19 484,96 483,15 483,35 483,38
0,32 487,54 485,19 489,10 485,92 484,11 484,31 484,36
0,34 488,38 486,12 490,01 486,86 485,03 485,22 485,31
0,36 489,23 487,00 490,86 487,70 485,89 486,08 486,17
0,38 490,11 487,84 491,67 488,46 486,70 486,94 487,04
0,40 490,98 488,64 492,36 489,12 487,48 487,75 487,87
0,42 491,80 489,38 493,00 489,80 488,23 488,56 488,68
0,44 492,57 490,04 493,73 490,58 488,92 489,34 489,38
0,46 493,31 490,70 494,43 491,37 489,62 490,07 490,04
0,48 494,06 491,45 495,12 492,11 490,32 490,79 490,71
0,50 494,79 492,22 495,80 492,79 491,01 491,49 491,44
0,52 495,44 492,92 496,50 493,47 491,67 492,13 492,17
0,54 496,14 493,63 497,19 494,20 492,30 492,78 492,90
0,56 496,74 494,33 497,86 494,95 492,95 493,39 493,61
0,58 497,29 494,99 498,50 495,66 493,58 494,02 494,26
0,60 497,88 495,66 499,14 496,37 494,27 494,65 494,88
0,62 498,55 496,31 499,75 497,00 494,96 495,27 495,56
0,64 499,16 496,95 500,36 497,64 495,63 495,92 496,22
0,66 499,79 497,59 500,99 498,27 496,26 496,57 496,90
0,68 500,41 498,23 501,63 498,95 496,88 497,21 497,56
0,70 501,01 498,86 502,27 499,62 497,48 497,84 498,25
0,72 501,63 499,50 502,88 500,30 498,11 498,46 498,93
0,74 502,29 500,18 503,49 500,95 498,78 499,09 499,57
0,76 502,96 500,86 504,09 501,63 499,47 499,71 500,21
0,78 503,65 501,53 504,68 502,31 500,11 500,37 500,89
0,80 504,34 502,20 505,31 502,98 500,76 501,08 501,55
0,82 505,01 502,88 505,97 503,65 501,45 501,80 502,25
0,84 505,72 503,59 506,68 504,35 502,18 502,51 502,92
0,86 506,45 504,34 507,40 505,12 502,91 503,24 503,65
0,88 507,21 505,10 508,18 505,94 503,65 503,97 504,58
0,90 508,00 505,93 508,98 506,77 504,45 504,72 505,33
0,92 508,86 506,83 509,82 507,67 505,40 505,57 506,25
0,94 509,83 507,88 510,78 508,72 506,50 506,71 507,30
10
0,96 510,97 509,21 511,99 509,98 507,90 508,00 508,58
41
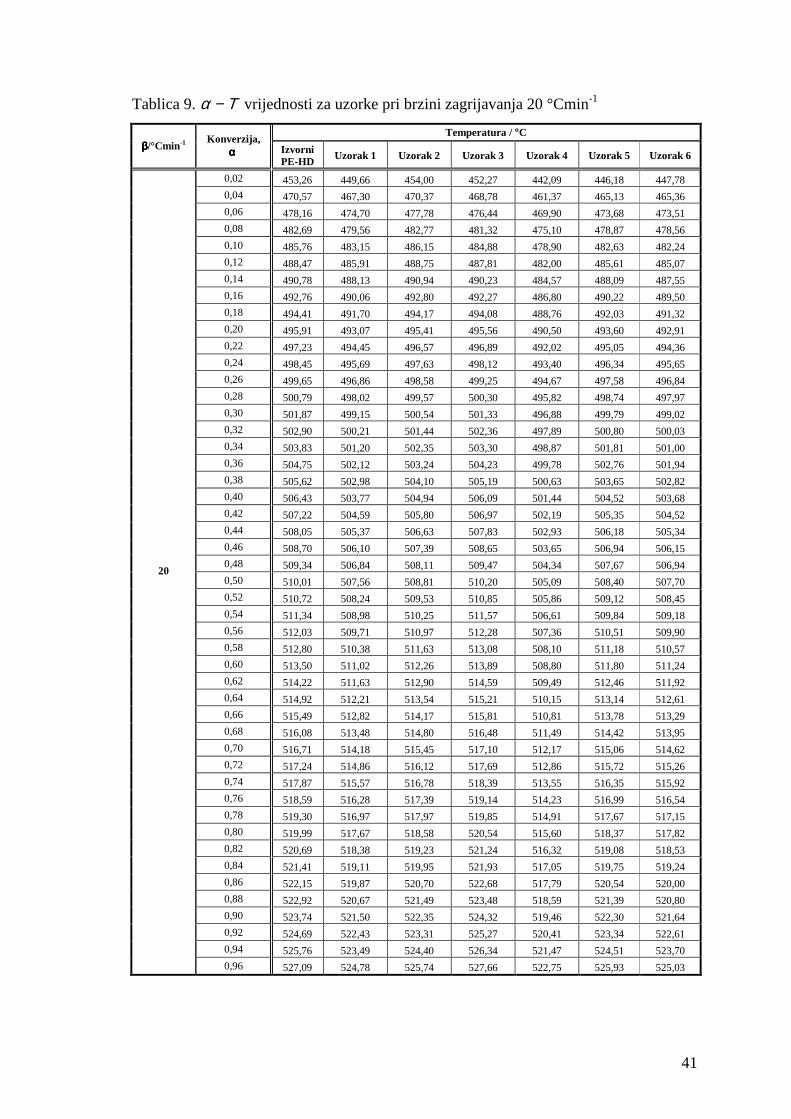
Tablica 9. α − Τ vrijednosti za uzorke pri brzini zagrijavanja 20 °Cmin-1
Temperatura / °C ββββ/°Cmin-1
Konverzija, α α α α Izvorni
PE-HD Uzorak 1 Uzorak 2 Uzorak 3 Uzorak 4 Uzorak 5 Uzorak 6
0,02 453,26 449,66 454,00 452,27 442,09 446,18 447,78
0,04 470,57 467,30 470,37 468,78 461,37 465,13 465,36
0,06 478,16 474,70 477,78 476,44 469,90 473,68 473,51
0,08 482,69 479,56 482,77 481,32 475,10 478,87 478,56
0,10 485,76 483,15 486,15 484,88 478,90 482,63 482,24
0,12 488,47 485,91 488,75 487,81 482,00 485,61 485,07
0,14 490,78 488,13 490,94 490,23 484,57 488,09 487,55
0,16 492,76 490,06 492,80 492,27 486,80 490,22 489,50
0,18 494,41 491,70 494,17 494,08 488,76 492,03 491,32
0,20 495,91 493,07 495,41 495,56 490,50 493,60 492,91
0,22 497,23 494,45 496,57 496,89 492,02 495,05 494,36
0,24 498,45 495,69 497,63 498,12 493,40 496,34 495,65
0,26 499,65 496,86 498,58 499,25 494,67 497,58 496,84
0,28 500,79 498,02 499,57 500,30 495,82 498,74 497,97
0,30 501,87 499,15 500,54 501,33 496,88 499,79 499,02
0,32 502,90 500,21 501,44 502,36 497,89 500,80 500,03
0,34 503,83 501,20 502,35 503,30 498,87 501,81 501,00
0,36 504,75 502,12 503,24 504,23 499,78 502,76 501,94
0,38 505,62 502,98 504,10 505,19 500,63 503,65 502,82
0,40 506,43 503,77 504,94 506,09 501,44 504,52 503,68
0,42 507,22 504,59 505,80 506,97 502,19 505,35 504,52
0,44 508,05 505,37 506,63 507,83 502,93 506,18 505,34
0,46 508,70 506,10 507,39 508,65 503,65 506,94 506,15
0,48 509,34 506,84 508,11 509,47 504,34 507,67 506,94
0,50 510,01 507,56 508,81 510,20 505,09 508,40 507,70
0,52 510,72 508,24 509,53 510,85 505,86 509,12 508,45
0,54 511,34 508,98 510,25 511,57 506,61 509,84 509,18
0,56 512,03 509,71 510,97 512,28 507,36 510,51 509,90
0,58 512,80 510,38 511,63 513,08 508,10 511,18 510,57
0,60 513,50 511,02 512,26 513,89 508,80 511,80 511,24
0,62 514,22 511,63 512,90 514,59 509,49 512,46 511,92
0,64 514,92 512,21 513,54 515,21 510,15 513,14 512,61
0,66 515,49 512,82 514,17 515,81 510,81 513,78 513,29
0,68 516,08 513,48 514,80 516,48 511,49 514,42 513,95
0,70 516,71 514,18 515,45 517,10 512,17 515,06 514,62
0,72 517,24 514,86 516,12 517,69 512,86 515,72 515,26
0,74 517,87 515,57 516,78 518,39 513,55 516,35 515,92
0,76 518,59 516,28 517,39 519,14 514,23 516,99 516,54
0,78 519,30 516,97 517,97 519,85 514,91 517,67 517,15
0,80 519,99 517,67 518,58 520,54 515,60 518,37 517,82
0,82 520,69 518,38 519,23 521,24 516,32 519,08 518,53
0,84 521,41 519,11 519,95 521,93 517,05 519,75 519,24
0,86 522,15 519,87 520,70 522,68 517,79 520,54 520,00
0,88 522,92 520,67 521,49 523,48 518,59 521,39 520,80
0,90 523,74 521,50 522,35 524,32 519,46 522,30 521,64
0,92 524,69 522,43 523,31 525,27 520,41 523,34 522,61
0,94 525,76 523,49 524,40 526,34 521,47 524,51 523,70
20
0,96 527,09 524,78 525,74 527,66 522,75 525,93 525,03

42
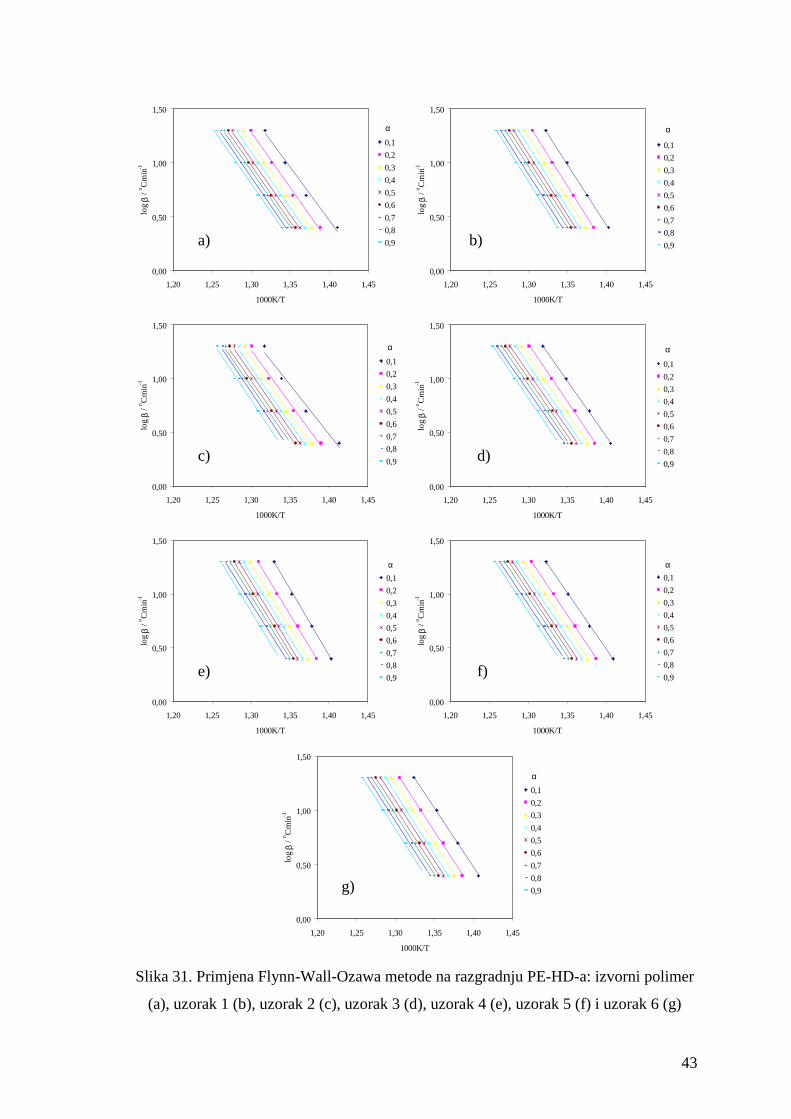
3.2.1. Flynn-Wall-Ozawa metoda
Crtanjem ovisnosti logβ o 1/T za svaki α = konst. i primjenom linearne regresijske
analize dobije se niz izokonverzijskih pravaca iz čijih se nagibâ odredi EFWO. Odabrani
izokonverzijski pravci prikazani su na slici 31, ovisnosti EFWO o α za sve uzorke na slici
32, a prosječne vrijednosti EFWO u tablici 10.strudiranju su prikazani u tablici 3. 3. Radni
uvjeti pri ekstrudiranjueratura / °
43
α
0,00
0,50
1,00
1,50
1,20 1,25 1,30 1,35 1,40 1,45
1000K/T
log
β /
o Cm
in-10,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
α
0,00
0,50
1,00
1,50
1,20 1,25 1,30 1,35 1,40 1,45
1000K/T
log
β /
o Cm
in-1
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
α
0,00
0,50
1,00
1,50
1,20 1,25 1,30 1,35 1,40 1,45
1000K/T
log
β /
o Cm
in-1
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
α
0,00
0,50
1,00
1,50
1,20 1,25 1,30 1,35 1,40 1,45
1000K/T
log
β /
o Cm
in-1
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
α
0,00
0,50
1,00
1,50
1,20 1,25 1,30 1,35 1,40 1,45
1000K/T
log
β /
o Cm
in-1
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
α
0,00
0,50
1,00
1,50
1,20 1,25 1,30 1,35 1,40 1,45
1000K/T
log
β /
o Cm
in-1
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
α
0,00
0,50
1,00
1,50
1,20 1,25 1,30 1,35 1,40 1,45
1000K/T
log
β /
o Cm
in-1
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
Slika 31. Primjena Flynn-Wall-Ozawa metode na razgradnju PE-HD-a: izvorni polimer
(a), uzorak 1 (b), uzorak 2 (c), uzorak 3 (d), uzorak 4 (e), uzorak 5 (f) i uzorak 6 (g)
a) b)
c) d)
e) f)
g)
44
0
50
100
150
200
250
300
0,0 0,2 0,4 0,6 0,8 1,0
Konverzija, α
EF
WO /
kJm
ol-1
IZVORNI PE-HD UZORAK 1 UZORAK 2
UZORAK 3 UZORAK 4 UZORAK 5
UZORAK 6
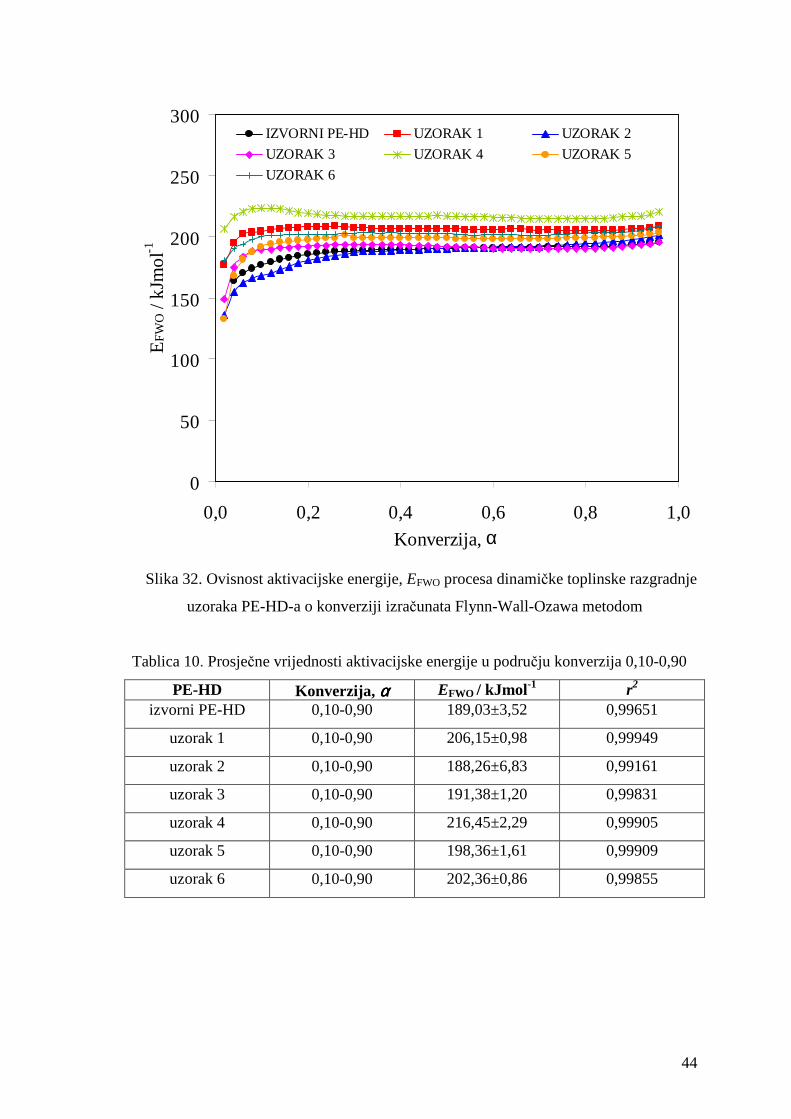
uzSlika 32. Ovisnost aktivacijske energije, EFWO procesa dinamičke toplinske razgradnje
uzoraka PE-HD-a o konverziji izračunata Flynn-Wall-Ozawa metodom
Tablica 10. Prosječne vrijednosti aktivacijske energije u području konverzija 0,10-0,90
PE-HD Konverzija, αααα EFWO / kJmol-1 r2 izvorni PE-HD 0,10-0,90 189,03±3,52 0,99651
uzorak 1 0,10-0,90 206,15±0,98 0,99949
uzorak 2 0,10-0,90 188,26±6,83 0,99161
uzorak 3 0,10-0,90 191,38±1,20 0,99831
uzorak 4 0,10-0,90 216,45±2,29 0,99905
uzorak 5 0,10-0,90 198,36±1,61 0,99909
uzorak 6 0,10-0,90 202,36±0,86 0,99855
45
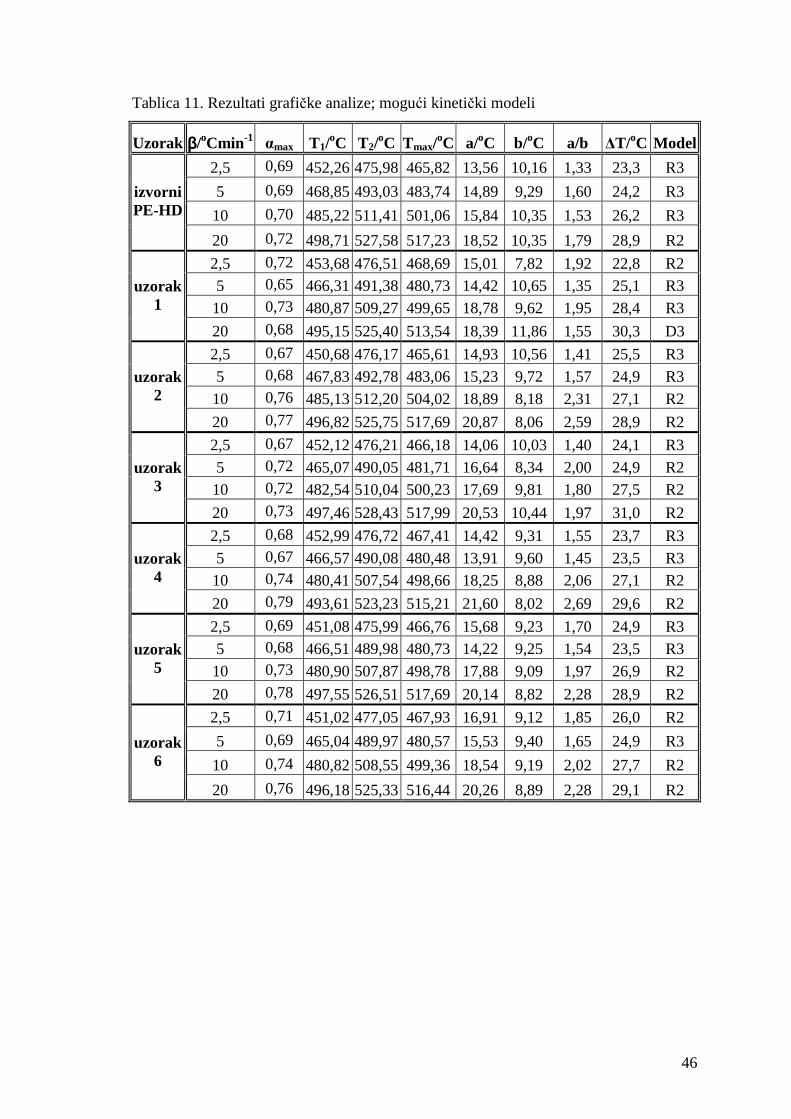
3.3. Grafička metoda
Postupak grafičke metode opisan je na primjeru uzorka 2 pri brzini zagrijavanja β = 2,5
°Cmin-1. Postupak započinje usporedbom eksperimentalnih vrijednosti αmax (tablica 11)
s teorijskim vrijednostima αmax prikazanim na slici 14. Iz danih podataka proizlazi da
eksperimentalni αmax za ovaj uzorak i pri ovoj brzini zagrijavanja iznosi αmax = 0,68 i da
se nalazi u području vrijednosti 0,6≤ αmax < 0,7, što znači da su mogući kinetički modeli
F1, A2, A3, A4, D3 i R3. Promatrajući oblik pripadajuće DTG krivulje (slika 20) (Tp(r)
i Tk(o)) za dani uzorak pri ovoj brzini zagrijavanja može se eliminirati sljedeće modele
F1, A2, A3 i A4. Konačno, na temelju vrijednosti ∆T, koja za ovaj uzorak i pri ovoj
brzini zagrijavanja iznosi ∆T=25,5 °C (tablica 11) može se eliminirati kinetički model
D3, tako da je za uzorak 2 pri β = 2,5 °Cmin-1 mogući kinetički model R3.
Na analogan su način za sve analizirane uzorke i pri svim brzinama zagrijavanja
odreñeni mogući kinetički modeli prema grafičkoj metodi i prikazani su u tablici 11.
46
Tablica 11. Rezultati grafičke analize; mogući kinetički modeli
Uzorak ββββ/oCmin-1 αmax T1/oC T2/
oC Tmax/oC a/oC b/oC a/b ∆T/oC Model
2,5 0,69 452,26 475,98 465,82 13,56 10,16 1,33 23,3 R3
5 0,69 468,85 493,03 483,74 14,89 9,29 1,60 24,2 R3
10 0,70 485,22 511,41 501,06 15,84 10,35 1,53 26,2 R3
izvorni PE-HD
20 0,72 498,71 527,58 517,23 18,52 10,35 1,79 28,9 R2
2,5 0,72 453,68 476,51 468,69 15,01 7,82 1,92 22,8 R2 5 0,65 466,31 491,38 480,73 14,42 10,65 1,35 25,1 R3
10 0,73 480,87 509,27 499,65 18,78 9,62 1,95 28,4 R3 uzorak
1
20 0,68 495,15 525,40 513,54 18,39 11,86 1,55 30,3 D3
2,5 0,67 450,68 476,17 465,61 14,93 10,56 1,41 25,5 R3
5 0,68 467,83 492,78 483,06 15,23 9,72 1,57 24,9 R3
10 0,76 485,13 512,20 504,02 18,89 8,18 2,31 27,1 R2 uzorak
2
20 0,77 496,82 525,75 517,69 20,87 8,06 2,59 28,9 R2
2,5 0,67 452,12 476,21 466,18 14,06 10,03 1,40 24,1 R3
5 0,72 465,07 490,05 481,71 16,64 8,34 2,00 24,9 R2 10 0,72 482,54 510,04 500,23 17,69 9,81 1,80 27,5 R2
uzorak 3
20 0,73 497,46 528,43 517,99 20,53 10,44 1,97 31,0 R2
2,5 0,68 452,99 476,72 467,41 14,42 9,31 1,55 23,7 R3
5 0,67 466,57 490,08 480,48 13,91 9,60 1,45 23,5 R3 10 0,74 480,41 507,54 498,66 18,25 8,88 2,06 27,1 R2
uzorak 4
20 0,79 493,61 523,23 515,21 21,60 8,02 2,69 29,6 R2
2,5 0,69 451,08 475,99 466,76 15,68 9,23 1,70 24,9 R3 5 0,68 466,51 489,98 480,73 14,22 9,25 1,54 23,5 R3
10 0,73 480,90 507,87 498,78 17,88 9,09 1,97 26,9 R2 uzorak
5
20 0,78 497,55 526,51 517,69 20,14 8,82 2,28 28,9 R2
2,5 0,71 451,02 477,05 467,93 16,91 9,12 1,85 26,0 R2
5 0,69 465,04 489,97 480,57 15,53 9,40 1,65 24,9 R3
10 0,74 480,82 508,55 499,36 18,54 9,19 2,02 27,7 R2
uzorak 6
20 0,76 496,18 525,33 516,44 20,26 8,89 2,28 29,1 R2
47
4. RASPRAVA
U ovom radu neizotermna termogravimetrijska analiza polietilena visoke gustoće (PE-
HD) provedena je u temperaturnom području 50-550 °C pri četiri brzine zagrijavanja
(2,5, 5, 10 i 20 °Cmin-1) u struji dušika.
Toplinska razgradnja sviju uzoraka odvija se u temperaturnom području 370-540 °C,
ovisno o brzini zagrijavanja. Porastom brzine zagrijavanja toplinska razgradnja
započinje i završava pri višim temperaturama (slike 17-30). Porastom brzine
zagrijavanja raste i brzina gubitka mase uzoraka, dm/dt (slike 18, 20, 22, 24, 26, 28 i 30)
što znači da su procesi razgradnje brži, veća je i brzina uklanjanja razgradnih produkata
iz reakcijske zone, dok TG krivulje zadržavaju isti oblik.
Dinamička toplinska razgradnja svih uzoraka odvija se kroz jedan razgradni stupanj što
se očituje pojavom jednog pika na DTG krivuljama (slike 18, 20, 22, 24, 26, 28 i 30).
Ekstrudirani uzorci pokazuju u pravilu niže vrijednosti temperature početka razgradnje
(T°) u odnosu na izvorni PE-HD, ali nije utvrñena linearna ovisnost sniženja T° o broju
ekstrudiranja. Temperatura pri maksimalnoj brzini razgradnje (Tmax) ne mijenja se
značajno povećanjem broja ciklusa ekstrudiranja, kao ni maksimalne brzine razgradnje
(Rmax) niti konverzije pri maksimalnoj brzini razgradnje (αmax) (tablica 5).
Dakle, ekstrudiranjem se nešto snižava temperatura početka toplinske razgradnje PE-
HD-a, ali je nakon toga brzina toplinske razgradnje jednaka za sve uzorke, odnosno
mehanizam toplinske razgradnje ostaje isti. Uzorci se razgrañuju gotovo bez ostataka,
osim pri brzini zagrijavanja 2,5 °Cmin-1 (tablica 5).
Toplinska razgradnja PE-HD-a započinje na tzv. “slabim vezama” polimernog lanca, a
smatra se da su istinski “slabe veze” peroksidne grupe nastale tijekom pripreme,
skladištenja i polimerizacije polietilena.21 Nakon otkidanja “slabih veza” reakcija
toplinske razgradnje PE-HD-a nastavlja se statističkim cijepanjem polimernih lanaca
nakon kojeg slijedi proces prijenosa radikala. Pri razgradnji PE-HD-a može doći i do
granjanja ili umrežavanja. Glavni razgradni produkti su propen i l-heksen.21 Procesi
razgradnje kojima nastaju ovi produkti odvijaju se istovremeno, što se može zaključiti iz
samo jednog razgradnog stupnja na TG krivuljama.
Aktivacijska energija (E) procesa toplinske razgradnje za sve uzorake odreñena je
primjenom Flynn-Wall-Ozawa (FWO) metode. Toplinska razgradnja PE-HD-a je
heterogeni proces tijekom kojeg se odvija niz kemijskih reakcija i fizikalnih procesa, od
kojih najsporiji odreñuje brzinu ukupnog procesa. Termogravimetrija mjeri ukupni
48
gubitak mase pri odreñenom temperaturnom programu i nije kemijski specifična jer ne
može mjeriti brzinu elementarnog stupnja, već samo ukupnu brzinu procesa. Stoga je E
izračunata iz TG podataka ukupna (prividna) aktivacijska energija i može biti sasvim
različita od one minimalne koju je potrebno dovesti sustavu da bi došlo do kemijske
reakcije.
Izokonverzijske metode smatraju se najpouzdanijim metodama odreñivanja E, jer se E
odreñuje direktno iz eksperimentalnih podataka pri više brzina zagrijavanja bez
pretpostavke kinetičkog modela. S druge strane ovako odreñena E daje uvid u
kompleksnost procesa preko ovisnosti E o konverziji, α. Ukoliko se E ne mijenja s α
proces je kinetički jednostavan i može se opisati jedinstvenim vrijednostima E,
kinetičkog modela f(α), te predeksponencijalnog faktora (A) (jednadžba 4). Ako se E
mijenja s α, proces je kompleksan, a oblik ovisnosti E-α ukazuje na mogući reakcijski
mehanizam.
Vrijednosti E za neizotermnu termogravimetrijsku razgradnju PE-HD-a u literaturi su u
rasponu od 150 do 270 kJ/mol, a odreñene su tzv. fitting metodama, koje pretpostavljaju
odreñeni kinetički model razgradnje i koje zahtijevaju samo jednu brzinu zagrijavanja.21
Primjenom napredne izokonverzijske metode J.D. Peterson i sur.21 su izračunali da E za
neizotermnu toplinsku razgradnju PE-HD-a umjereno raste u cijelom području
konverzija α = 0,05-0,90 i iznosi 150-240 kJ/mol.
U ovom radu odreñivanje aktivacijske energije (EFWO) za sve analizirane uzorke
provedeno je Flynn-Wall-Ozava (FWO) izokonverzijskom metodom, primjenom
jednadžbe (6) koristeći α-T vrijednosti iz tablica 6-9. Na slici 31 prikazani su odabrani
izokonverzijski pravci, a na slici 32 ovisnost EFWO o α za sve analizirane uzorke u
području konverzija (α=0,04-0,96). Vrlo niske konverzije (α<0,04) i vrlo visoke
konverzije (α>0,96) smatraju se nepouzdanima pa za njih nije provedena kinetička
analiza. Rezultati pokazuju da se za izvorni PE-HD kao i za sve ostale uzorke, EFWO
povećava do konverzije α = 0,10, a zatim je konstantna u cijelom području konverzija
(slika 32, tablica 10). Početne, manje vrijednosti EFWO, povezuju se s procesima
razgradnje koji se dogañaju na tzv. “slabim vezama”. Kako “slabe veze” nestaju
razgradnjom, glavni proces razgradnje postaje statističko cijepanje polimernih lanaca
PE-HD-a koje ima veću aktivacijsku energiju. Izvorni PE-HD i ekstrudirani uzorak 2
pokazuju najmanje, identične vrijednosti EFWO. Ostali uzorci pokazuju nešto veće
vrijednosti EFWO, pri čemu povećanje ne ovisi linearno o broju ciklusa ekstrudiranja.

49
Konstantnost EFWO u području konverzija α = 0,10-0,90 ukazuje da je ovaj proces s
kinetičkog stajališta jednostavan i može se opisati jedinstvenim vrijednostima E, f(α) i
A. U literaturi se proces toplinske razgradnje PE-HD-a kinetički opisuje reakcijama n-
tog reda,22-25 a parametri n izračunati isključivo 'model fitting' metodama se značajno
razlikuju. U ovom radu je primjenjena jednostavna grafička metoda odreñivanja f(α) na
osnovu oblika DTG krivulja, vrijednosti konverzije pri maksimalnoj brzini razgradnje,
αmax, te širine pika DTG krivulja na polovini visine, ∆T. Ispitana je mogućnost njenog
korištenja za odreñivanje mogućeg kinetičkog modela promatranog procesa razgradnje.
Rezultati ove metode primjenjeni na neizotermnu toplinsku razgradnju analiziranih
uzoraka prikazani su u tablici 11. Grafička metoda pokazuje da su ovisno o uzorku i
brzini zagrijavanja, R2 i R3 mogući kinetički modeli neizotermne toplinske razgradnje
PE-HD-a. Rezultati dobiveni grafičkom metodom nisu u skladu s podatcima iz
literature, pa se može zaključiti da se grafička metoda ne može primjeniti za predviñanje
ispravnog kinetičkog modela promatranog procesa toplinske razgradnje.
50
5. ZAKLJU ČAK
1. Dinamička toplinska razgradnja izvornog polietilena visoke gustoće i svih
ekstrudiranih uzoraka odvija se u jednom razgradnom stupnju.
2. Prosječne vrijednosti aktivacijskih energija za proces neizotermne toplinske
razgradnje polietilena visoke gustoće izračunate Flynn-Wall-Ozawa metodom su
konstantne u području konverzija α = 0,10-0,90, što ukazuje da je proces s kinetičkog
stajališta jednostavan.
3. Ekstrudirani uzorci (izuzev uzorka 2) pokazuju nešto veće vrijednosti aktivacijske
energije u odnosu na izvorni PE-HD.
4. Prema grafičkoj metodi mogući kinetički modeli za neizotermnu toplinsku razgradnju
polietilena visoke gustoće su R2 i R3.
5. Grafička metoda ne može se primjeniti za predviñanje ispravnog kinetičkog modela
procesa neizotermne toplinske razgradnje polietilena visoke gustoće budući da se njeni
rezultati ne slažu s podatcima u literaturi.
51
6. LITERATURA
1. M. Erceg, Doktorski rad, Kemijsko-tehnološki fakultet Split, 2007.
2. G. Barić, Zbornik radova, Savjetovanje Polimerni materijali i dodatci polimerima,
Zagreb, 19.-20.11.2009., str.23-43
3. The Compelling Facts About Plastics 2009, The analysis of European plastics
production, demand and recovery for 2008., PlasticsEurope, Brussels, 2009.
4. A. L. Andrady, Plastics and the Environment, John Wiley and Sons, Inc., Hoboken,
New Jersey, (2003).
5. Z. Janović, Polimerizacije i polimeri, Hrvatsko društvo kemijskih inženjera i
tehnologa, Zagreb, 1997.
6. http://www.tehnologija hrane.poliolefini 28.7.2010.
7. M. Šercer, D. Opsenica, G. Barić, Oporaba plastike i gume, mtg topgraf d.o.o.,
Velika Gorica, 2000.
8. M. Rujnić-Sokele, Polimeri 30 (2009) 147.
9. A. Azapagic, A. Emsley, I. Hamerton, Polymers, the Environment and Sustainable
Development, John Wiley and Sons, Chichecter, 2003., str.6.
10. G. Barić, Polimeri 30 (2009) 164.
11. J. Scheirs, Polymer Recycling, John Wiley and Sons, LTD, Chichecter, England,
1998, str. 183.-210.
12. I. Čatić, Uvod u proizvodnju polimernih tvorevina, Društvo plastičara i gumaraca,
Zagreb, 1990.
13. T. Kovačić, B. Andričić, Struktura i svojstva polimera, interna skripta, Kemijsko-
tehnološki fakultet, Split, 2007.
14. P. J. Haines, Thermal Methods of Analysis, Principles, Applications and Problems,
Blackie Academics & Professional, Glasgow, 1995.
15. N. Stipanelov, Magistarski rad, Kemijsko-tehnološki fakultet, Split, 1999.
16. S. Vyazovkin, C. A. Wight, Annu. Rev. Phys. Chem. 48 (1997) 125.
17. S. V. Vyazovkin, A. I. Lesnikovich, Thermochim. Acta 165 (1990) 273.
18. T. Ozawa, Themochim. Acta 203 (1992) 159.
19. Yoke Foo Lee, D. Dollimore, Thermochim. Acta 323 (1998) 75.
20. K. Pielichowski, J. Njuguna, Thermal Degradation of Polymeric Materials, Rapra
Technology Limited, Shawbury, 2005, str. 40.
21. J. D. Peterson, S. Vyazovkin, C. A. Wight Macroml. Chem. Phys. 202 (2001) 775.

52
22. K. Chrissafis, K. M. Paraskevopoulos, E. Pavlidou, D. Bikiaris, Thermochim. Acta
485 (2009) 65.
23. J. W. Park, S. C. Oh, H. P. Lee, H. T. Kim, K. O. Yoo, Polym. Degrad. and Stab. 67
82000) 535-540
24. S. M. Lomakin, I. L. Dubnikova, A. N. Shchegolikin, G. E. Zaikov, R. Kozlowsky, G.
M. Kim and G. H. Michler, J. Therm. Analy. Calorim. 94 (2008), 719.
25. I. Kayacan, O. M. Dogan, Energy Sources, Part A 30 (2008) 385.


















![Aula 3 Alcanos [Modo de Compatibilidade] 3 Alcanos.pdf · CH 2 CH 2 CH 2 CH 2 CH 2 CH 2 CH 3 Representação espacial de uma conformação do butano. As forças de atração de van](https://img.pdfslide.tips/doc/110x75/60094353a69050205b27485c/aula-3-alcanos-modo-de-compatibilidade-3-alcanospdf-ch-2-ch-2-ch-2-ch-2-ch.jpg)