Embed Size (px)
Citation preview

JOÃO VITOR PAWLIK
IMPLANTAÇÃO DO SISTEMA DE MANUTENÇÃO PROFISSIONAL EM EMPRESA DE FUNDIÇÃO DE ALUMÍNIO
PONTA GROSSA - PR2014

JOÃO VITOR PAWLIK
IMPLANTAÇÃO DO SISTEMA DE MANUTENÇÃO PROFISSIONAL EM FUNDIÇÃO DE ALUMÍNIO
Projeto de Pesquisa apresentado como requisito parcial para aprovação na disciplina de TCC I do Curso Superior de Engenharia Elétrica do Centro de Ensino Superior dos Campos Gerais.
Orientador: M. Sc. Ricardo Nunes Wazen
PONTA GROSSA - PR2014

SUMÁRIO
1 DELIMITAÇÃO DO TEMA........................................................................3
2 PROBLEMÁTICA..................................................................................... 3
3 HIPÓTESE................................................................................................ 3
4 OBJETIVOS............................................................................................. 4
4.1 OBJETIVO GERAL................................................................................... 4
4.2 OBJETIVOS ESPECÍFICOS..................................................................... 4
5 JUSTIFICATIVA....................................................................................... 4
6 FUNDAMENTAÇÃO TEÓRICA................................................................ 5
6.1 MANUTENÇÃO INDUSTRIAL.................................................................. 5
6.2 TIPOS DE MANUTENÇÃO....................................................................... 7
6.2.1 Manutenção Preventiva.......................................................................... 7
6.2.2 Manutenção Corretiva............................................................................ 7
6.2.3 Manutenção Corretiva............................................................................ 8
6.3 INDICADORES DE DESEMPENHO......................................................... 8
6.3.1 MTBF........................................................................................................ 9
6.3.2 MTTR...................................................................................................... 10
6.3.3 Disponibilidade Física.......................................................................... 10
6.4 MANUFATURA CLASSE MUNDIAL (WCM).......................................... 10
6.5 O PILAR MANUTENÇÃO PROFISSIONAL............................................ 12
7 METODOLOGIA..................................................................................... 13
8 CRONOGRAMA..................................................................................... 14
REFERÊNCIAS...................................................................................... 15

3
1 DELIMITAÇÃO DO TEMA
A Itesapar Fundição é uma empresa jovem situada na cidade de Palmeira, a
80 Km da cidade de Curitiba. Indústria do setor metalúrgico, trabalha com injeção
sob alta pressão de peças técnicas em alumínio para automóveis e conta em seu
parque de máquinas, com Injetoras e Centros de Usinagem CNC de última geração.
A fundição de alumínios é um dos primeiros processos industriais utilizados
na produção de artigos de metais. Pode ser feita por gravidade, com uso de areia ou
molde metálico, e sob pressão (alta ou baixa). As peças fundidas em alumínio tem
suas principais aplicações na área automotiva e de transportes. Como exemplo,
pode-se citar blocos de motor, cabeçotes, caixas de câmbio, carcaças, mancais e
rodas para veículos leves e pesados.
A partir do uso e consumo desses equipamentos, nasce a necessidade de
mantê-los altamente disponíveis e produtivos. A eficiência da manutenção, além dos
profissionais e ferramentas de qualidade, depende diretamente de seu sistema de
gestão e controle desse processo.
2 PROBLEMÁTICA
Verificado que na Itesapar, a quebra dos equipamentos foi uma das perdas
mais significativas. A disponibilidade atual dos equipamentos produtivos não tem
atendido à demanda fabril, ficando abaixo das metas estabelecidas e, em uma
primeira análise, não se tem percebido evolução em relação à diminuição de
quebras de equipamentos.
3 HIPÓTESE
O programa WCM (World Class Manufacturing), através do desdobramento
de custos, identifica perdas da fábrica e define dentre os dez pilares técnicos do
programa, qual é o mais indicado para a redução da perda encontrada.
Acredita-se que o sistema WCM, aplicado de forma completa pode trazer
resultados realmente satisfatórios no que diz respeito ao controle e na tomada de

4
decisões, não somente no ambiente de manutenção como em todos ambientes
industriais. Porém, na tomada de decisões, sempre resta a dúvida, se elas
realmente podem trazer o melhor para a empresa, se aquele é realmente o caminho
correto. Partindo da premissa que em outras empresas o programa WCM foi
implementado e se obtiveram ganhos significativos a partir dele, se nota que o WCM
é muito mais que uma simples ferramenta de gestão, sendo principalmente uma
importante fonte de dados para tomada de decisões, na procura de minimizar erros.
4 OBJETIVOS
4.1 OBJETIVO GERAL
Implementar um sistema de gestão de manutenção, buscando otimizar a
disponibilidade dos equipamentos e recursos da empresa.
4.2 OBJETIVOS ESPECÍFICOS
Avaliar a disponibilidade atual da empresa.
Estudar o World Class Manufacturing e suas ferramentas.
Verificar os sistemas e equipamentos críticos onde implantar.
Implantar um novo método de gestão.
Avaliar os ganhos da implantação.
5 JUSTIFICATIVA
Hoje o mundo está globalizado, onde novas tecnologias e novas ideias
surgem a cada momento o que traz como consequência uma forte concorrência.
Com a alta complexidade na fabricação de peças técnicas de alumínio para o setor
automobilístico, mercado este que traz consigo grandes especificações e mínimas
tolerâncias, pequenos detalhes transformam um processo íntegro em um processo
instável.

5
A manutenção insere-se como a área mantenedora do processo estável e
íntegro. Desta forma é importante um estudo aprofundado da rotina da empresa
para que se evidenciem os pontos críticos, planejando assim uma melhoria contínua
nos equipamentos produtivos. Isso se faz necessário para que tanto a produtividade
alcance sua meta, como o custo de produção e manutenção seja reduzido.
O pilar de Manutenção Profissional do programa WCM, organiza e monitora
os pontos críticos do parque fabril, sendo uma ferramenta muito útil na busca pelo
melhoramento da performance dos equipamentos produtivos.
6 FUNDAMENTAÇÃO TEÓRICA
6.1 MANUTENÇÃO INDUSTRIAL
A produção não depende apenas da operação dos equipamentos, mas
também das condições de sua operação. Uma máquina sem segurança, pode
produzir com maior velocidade, porém coloca em risco a integridade de quem a
opera. Assim, também, uma máquina que opera com falta de periféricos de suporte
ou com capacidade reduzida, produzirá menos que quando operada em perfeitas
condições. Portanto, a manutenção das boas condições de trabalho de cada
equipamento é importante para o bom andamento do processo produtivo.
“Antes da revolução industrial a manutenção e suas equipes, praticamente, não existiam, pois a produção de bens era feita sob encomenda, sem máquinas e equipamentos. Com o surgimento das máquinas a vapor, os operadores começaram a ser treinados para operar, lubrificar e reparar seus equipamentos. A função da manutenção era de reparar os equipamentos depois das falhas, com equipamentos menos complexos e superdimensionados (PIECHNICKI, 2011, p. 17).”
A partir do momento em que a mão-de-obra humana deixou de ser a maior
fonte de trabalho para a fabricação de bens, começou-se a verificar que a máquina
trabalhava em um ritmo fixo, assim era contabilizado o tempo necessário para que
se fabricasse um determinado produto. Com isso, a preocupação se voltava em
deixar a máquina operando o máximo de tempo possível, usufruindo de toda sua
capacidade.
Por volta de 1900 surgiram as primeiras técnicas de planejamento de
serviços. No entanto foi durante a Segunda Guerra Mundial que a manutenção se

6
firmou como necessidade absoluta, quando houve então um fantástico
desenvolvimento de técnicas de organização, planejamento e controle para tomada
de decisão. A aparição efetiva do termo “manutenção”, indicando a função de
manter em bom funcionamento todo e qualquer equipamento, ferramenta ou
dispositivo, ocorre na década de 1950 nos EUA e neste mesmo período na Europa
tal tendência ocupa aos poucos os espaços nos meios produtivos, em detrimento da
palavra “conservação” (VIANA, 2006, p. 2).
A competitividade e a redução de custos foram os fatores que mais
contribuíram para a evolução das técnicas de planejamento e organização da
produção e manutenção. A busca por menores gastos e melhores diferencias em
relação à concorrentes, forçou as empresas a investir no planejamento e controle
para que se obtivesse melhores resultados. A partir disso, desenvolveu-se inúmeras
técnicas e procedimentos para gerenciamento da produção e da manutenção dentro
das industrias, desenvolvimento este que continua até os dias atuais.
Nos anos 50 e 70, as instalações industriais se tornaram complexas e
mecanizadas, criando, como objetivo básico das empresas, a necessidade de mão
de obra especializada e maior disponibilidade dos equipamentos a um baixo custo.
Surge então a manutenção preventiva, sendo realizada em intervalos determinados
(PIECHNICKI, 2011, p. 17).
Neste cenário, a manutenção aponta não como setor de apoio, mas como
parte integrada do processo e que busca manter a estabilidade do mesmo.
Em empresas que a disponibilidade é considerada o indicador mais
importante e a confiabilidade o objetivo constante, a manutenção se transformou
numa função estratégica. A análise de falhas se tornou uma prática consagrada e as
intervenções nos equipamentos pela manutenção são reduzidas, pela aplicação da
Preditiva, TPM e MCC. A gestão dos custos de manutenção transformaram as áreas
de manutenção em um segmento estratégico para o sucesso empresarial
(PIECHNICKI, 2001).

7
6.2 TIPOS DE MANUTENÇÃO
A manutenção possui dois fatores importantes: é um processo caro e é um
processo do tipo “mão-de-obra intensiva”. Existe assim a necessidade de realizar o
planejamento da manutenção, adotando políticas de manutenção adequadas para
as operações de reparo, substituição e recondicionamento dos sistemas e
componentes e que seja compatível com o plano de custos adotado pela empresa.
(CAMPOS; BELHOT, 1995).
O plano de manutenção divide-se em três rotinas básicas:
Manutenção Preventiva
Manutenção Corretiva
Manutenção Preditiva
6.2.1 Manutenção Preventiva
A manutenção preventiva é a manutenção executada previamente planejada
e busca manter um item em condições regulares de operação, através de
intervenções sistemáticas, detecção e prevenção de falhas. As atividades para
manter as capacidades funcionais dos equipamentos ou sistemas são realizadas em
pontos determinados no tempo (SANTOS; COLOSIMO; MOTTA, 2007).
As ações são direcionadas à substituição de peças que podem falhar em
operação, em equipamentos cuja taxa de falhas cresce com o uso (CAVALCANTE;
ALMEIDA, 2005).
O objetivo é reduzir a taxa de falha de um equipamento ou evitar a
degradação de um serviço prestado programando-se uma intervenção antes mesmo
da falha ocorrer (WAZEN, 2008).
6.2.2 Manutenção Corretiva
É realizada de forma não planejada, pois ocorre sempre após a falha, sendo o
seu objetivo corrigir as falhas reestabelecendo a condição de operação do
equipamento (WAZEN, 2008).

8
Quando mensuramos o tempo aplicado com manutenção corretiva, vemos
que os custos com a manutenção são bem maiores que os custos com
manutenções planejadas (SOUZA, 2008).
“É a forma mais primária e mais cara de manutenção, porém, torna-se
impossível eliminá-la completamente, pois não se pode prever o momento
exato em que ocorrerá uma falha que obrigará a uma manutenção corretiva
(SANTOS; COLOSIMO; MOTTA, 2007).”
6.2.3 Manutenção Preditiva
Conhecida também como manutenção preventiva não-sistemática, as
intervenções são programadas devido aos defeitos observados. As condições de
trabalho são comparadas à parâmetros originais ou definidos a partir da experiência
de trabalho de cada equipamento, formando o tipo mais refinado de manutenção
(SANTOS; COLOSIMO; MOTTA, 2007)
Faz-se um acompanhamento detalhado e eficiente do equipamento a partir de
ensaios, monitoramento e análise sob condição. A partir desses dados podemos
encontrar uma falha prestes a acontecer e evitarmos que a mesma venha a ocorrer.
A manutenção Preditiva tem o objetivo de predizer ou estimar o intervalo ótimo para
a intervenção (WAZEN, 2008).
6.3 INDICADORES DE DESEMPENHO
A produção é o maior cliente do setor de manutenção e seus desempenhos
são medidos com relação às necessidades de qualidade, segurança, confiabilidade
e previsibilidade, mas atentando-se aos custos. Para se dizer que o processo de
manutenção é realmente eficiente, comparamos os valores de seu desempenho com
os valores esperados, sendo os mantenedores os responsáveis diretos pelos índices
de confiança e disponibilidade dos equipamentos (PAULA, 2011).
Segundo PIECHNICKI (2001), são dados estatísticos relacionados ao
processo de manutenção com a criação de metas e padrões, pois grande parte dos
problemas de manutenção envolvem variáveis probabilísticas. A partir dos dados,

9
observa-se que os equipamentos seguem um padrão de comportamento. Os
indicadores também facilitam comparações e Benchmarking entre as empresas.
Segundo VIANA (2006), devem retratar aspectos importantes no processo da
empresa e avaliar a melhor forma de ação do seu processo. Existem seis
indicadores chamados de “Índices de Classe Mundial”, chamados assim pelo fato de
que a maioria dos países do ocidente os utiliza:
MTBF – Mean Time Between Failures (Tempo Médio Entre Falhas)
MTTR – Mean Time To Repair (Tempo Médio de Reparo)
TMPF – Tempo Médio Para Falha
Disponibilidade Física
Custo de Manutenção por Faturamento
Custo de Manutenção por Valor de Reposição
Neste trabalho, exploraremos apenas os indicadores utilizados pela empresa
em estudo, que são o MTBF, MTTR e a Disponibilidade dos maquinários.
6.3.1 MTBF
É a relação entre o tempo de operação dos itens operacionais e o número
total de falhas nestes itens, no período observado. Mede o tempo de funcionamento
até a constatação da próxima falha e monitora o comportamento dos equipamentos
em função das ações mantenedoras. O objetivo é aumentar esse indicador, pois é
um sinal positivo de que as quebras foram reduzidas (PIECHNICKI, 2001).
Para VIANA (2006), o MTBF é encontrado dividindo a soma das horas
disponíveis do equipamento para operar (HD), pelo número de intervenções
corretivas neste equipamento (NC), em um determinado tempo.
MTBF = HD / NC
Este indicador é utilizado para se observar o comportamento dos
equipamentos diante as ações mantenedoras. Se o valor do MTBF com o tempo
aumentar, é um sinal positivo, pois indica que o número de intervenções corretivas
vem diminuindo e o número de horas disponíveis para a produção aumentando
(VIANA, 2006).

10
6.3.2 MTTR
Segundo PIECHNICKI (2001), o MTTR indica o quanto as intervenções
corretivas impactam a produção.
Para VIANA (2006), é calculado através da divisão entre o as horas em
manutenção (HM) pelo número de intervenções corretivas em um determinado
tempo (NC).
MTTR = HM / NC
Quanto menor o MTTR durante um período, melhor as intervenções da
manutenção, pois os reparos corretivos impactam cada vez menos na produção
(VIANA, 2006).
6.3.3 Disponibilidade Física
É a confiança de que um equipamento que sofreu intervenções exerça sua
função requerida em um período de tempo, considerando a confiabilidade e o
suporte de manutenção. O conceito de disponibilidade mostra a proporção do tempo
total em relação ao tempo que o equipamento está disponível para a operação. Isso
faz da disponibilidade o indicador mais importante, pois a função da manutenção é
proporcionar a continuidade operacional (PIECHNICKI, 2006).
Segundo VIANA (2006), disponibilidade é a capacidade de um equipamento
estar com condição de operar em um dado instante ou durante um período
determinado. Podemos dizer que a disponibilidade é a relação entre as horas
trabalhadas (horas disponíveis menos as horas com intervenções corretivas) e as
horas disponíveis no período (HD).
DF = (HT / HD) * 100
6.4 MANUFATURA CLASSE MUNDIAL (WCM)
Segundo SOUZA (2010), a grande competitividade exige das empresas o
nível de excelência na gestão de seus processos. A partir disso, a alta direção das
empresas buscam programas de aperfeiçoamento da manufatura procurando

11
identificar e eliminar as perdas. O WCM neste caso propõe a mudança da cultura e a
definição de um novo padrão de trabalho de forma que ao longo de sua
implementação, as pessoas e o sistema sejam capazes de identificar e atacar cada
vez mais as perdas embutidas no custo de transformação da empresa. O custo de
transformação é estratificado de tal forma com o auxílio do WCM que possibilita um
nível melhor sobre gerenciamento dos custos, garantindo grandes ganhos para a
companhia já no primeiro ano de implantação.
O programa WCM (Manufatura Classe Mundial) revela, através da análise de
custos, as maiores perdas da fábrica e define dentre os dez pilares técnicos do
programa, o mais indicado:
Segurança no trabalho – Eliminar Acidentes;
Desdobramento dos Custos – Identificar problemas que aumentam os
custos;
Melhoria Focada – Desenvolver o Know How para reduzir custos
utilizando métodos apropriados;
Atividades Autônomas – Consiste em atividades autônomas como a
Manutenção Autônoma, 5S, ou seja, atividades de apoio realizadas
pelo próprio operador do equipamento;
Manutenção Profissional – Quebra zero de máquinas;
Controle de Qualidade – Utilização do CEP (controle estatístico do
processo), projetos Seis Sigmas, visando o zero defeito e o TQC (Total
Quality Control);
Logística – Utilização de uma logística baseada nos princípios do
Picking, JIT Kan Ban, com o comprometimento de satisfazer
plenamente seus clientes;
Gestão Antecipada – Consiste em lançar os produtos prevendo a
fabricação adequada.
Desenvolvimento de Pessoas – Como premissa em tudo no Japão, é
criar uma cultura de resultados através da disciplina e da melhoria da
formação das pessoas;
Meio Ambiente – É o desenvolvimento das atividades de um ambiente
de trabalho agradável a todos sem se esquecer da prevenção à
poluição.

12
Segundo DIAS (2008), a fim de competir nas categorias de custo, qualidade,
confiabilidade, flexibilidade e rapidez de entrega, as empresas de classe mundial,
estão rotineiramente em busca dos melhores processos e técnicas operacionais.
Assim, os diversos setores da empresa focam no melhor resultado possível, fazendo
com que não haja uma empresa excelente sem que seus setores (principais ou de
apoio) também não o sejam.
“A empresa Case New Holland de Curitiba adotou esse programa e áreas de trabalho foram priorizadas de acordo com o valor das perdas de cada fábrica, tratores e colheitadeiras, da planta. Em ambas as fábricas, a quebra dos maquinários foi uma das perdas mais significativas. Com base nisso e de acordo com os causais desta perda, a manutenção profissional é acionada para atacar as maiores criticidades com a implantação dos sete passos do pilar. A consolidação desses passos visa à obtenção da quebra zero para as máquinas selecionadas (SOUZA, 2008).”
6.5 O PILAR MANUTENÇÃO PROFISSIONAL
O pilar de manutenção profissional, o quinto da filosofia WCM, objetiva chegar
ao estado da quebra zero nas áreas implantadas. São sete passos aplicados para
se alcançar esse objetivo:
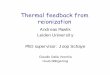
Figura I – Os passos de implantação da Manutenção Profissional
Fonte: SOUZA (2008)

13
Chegar à quebra zero é tecnicamente possível, porém, a questão é como
fazer isso sem exagerar nos custos. Estes sete passos são as ferramentas para se
chegar ao patamar desejado. São evidenciadas as maiores criticidades com relação
ao custo de manutenção e é a partir delas que começa o trabalho da manutenção
profissional, garantindo assim o ganho e o retorno do investimento realizado
(SOUZA, 2008).
7 METODOLOGIA
A manutenção se insere como setor de apoio à operação das máquinas
injetoras. Tem o objetivo de proporcionar uma disponibilidade de máquina de 96%
ao mês. E a partir de uma análise inicial, a disponibilidade dos equipamentos não
tem atendido à demanda fabril e não se percebem evoluções em relação à
diminuição de quebras dos mesmos. Com base em estudos e benchmarking de
outras empresas do setor automobilístico, será implantado o pilar de Manutenção
Profissional do programa WCM, dividindo a implantação em três etapas.
A primeira etapa será iniciada pelo estudo da disponibilidade individual dos
equipamentos produtivos, levantando as máquinas mais críticas em relação à
disponibilidade. O programa será introduzido gradativamente, iniciando pelos
equipamentos com menor disponibilidade média durante o primeiro semestre de
2014. Criando-se assim um plano de implantação.
A segunda etapa do projeto busca estudar o programa WCM e o pilar de
Manutenção Profissional, assim como seus passos e suas ferramentas e
levantamento de manuais técnicos. A terceira etapa consiste em seguir os sete
passos do pilar. Será a etapa mais longa e mais complexa.
Por fim, os resultados serão apurados e comparados aos dados iniciais.
Espera-se que, de imediato, as ações da implantação da manutenção profissional
influam positivamente no aspecto visual e técnico e na disponibilidade dos
equipamentos evidenciados.
Para as análises propostas serão utilizados os indicadores atuais da empresa,
bem como planilhas referentes aos equipamentos atualmente em operação, bem

14
como os manuais técnicos dos equipamentos. Além disto, os materiais de
implantação de WCM serão estudados para a definição dos moldes e formatos de
implantação na planta industrial.
8 CRONOGRAMA
REFERÊNCIAS
BELHOT, RENATO VAIRO; CAMPOS, FERNANDO CELSO DE. Relações entre Manutenção e Engenharia de Produção: uma reflexão. Scielo – Scientific Eletronic Library Online, v. 5, n. 2, p. 125-134, jul.-dez. 1995. Disponível em: < http://www.scielo.br/pdf/prod/v5n2/v5n2a01.pdf >. Acesso em: 19/02/2014.
CAVALCANTE, CRISTIANO ALEXANDRE VIRGÍNIO; ALMEIDA, ADIEL TEIXEIRA DE. Modelo multicritério de apoio a decisão para o planejamento de manutenção preventiva utilizando Promethee II em situações de incerteza. Scielo – Scientific Eletronic Library Online, v. 25, n. 2, p. 279-296, mai.-ago. 2005. Disponível em: <http://www.scielo.br/pdf/pope/v25n2/25710.pdf>. Acesso em: 11 de maio de 2014.

15
CHIOCHETTA, JOÃO CARLOS; HATAKEYAMA, KAZUO; MARÇAL, RUI FRANSCISCO MARTINS. Sistema de Gestão da Manutenção para a pequena e média empresa. Encontro Nacional de Engenharia de Produção, XXIV, 2004, Florianópolis, 03 a 05 nov, p. 604-611.
DIAS, HERBSTER BEZERRA. A mentalidade enxuta e sua contribuição para a empresa de classe mundial. 2008. 110 p. Trabalho de conclusão de curso de Pós Graduação – MBA em Gestão Empresarial – Centro Universitário Radial, São Paulo, 2008.
PARANHOS FILHO, MOACYR. Gestão da Produção Industrial. 20ª Ed. Curitiba:
Ibpex, 2007. 340 p.
PAULA, ANTONIO DE. Planejamento e Controle da Manutenção. 2011. 56 p. Monografia de conclusão de curso de Especialista Pós Graduação Engenharia de Produção – AVM Faculdade Integrada, Rio de Janeiro, 2011.
PIECHNICKI, ADEMIR STEFANO. Metodologias para implantação e
desenvolvimento de sistemas de gestão da manutenção: as melhores práticas.
2011. 77 p. Monografia de especialização em Gestão Industrial Produção e
Manutenção. Universidade Tecnológica Federal do Paraná, Ponta Grossa, 2012.
SANTOS, WAGNER BARACHO DOS; COLOSIMO, ENRINO ANTONIO; MOTTA,
SERGIO BRANDÃO DA. Tempo ótimo entre manutenções preventivas para
sistemas sujeitos a mais de um tipo de evento aleatório. Scielo – Scientific
Eletronic Library Online, v. 14, n. 1, p. 193-202, jan.-abr. 2007. Disponível em:
<http://www.scielo.br/pdf/gp/v14n1/15.pdf>. Acesso em: 11 de Maio de 2014.
SOUZA, LUIZ RODRIGO CARVALHO DE. Reduzindo as quebras através da Manutenção Profissional. Seminário Paranaense de Manutenção, VIII, 2008 Curitiba. Disponível em: <http://www.abraman.org.br/Arquivos/125/125.pdf>. Acesso em: 19/05/2014.
VIANA, HEBERT RICARDO GARCIA. PCM, Planejamento e Controle de
Manutenção. 1ª Ed. Rio de Janeiro: Qualitymark, 2006. 192 p.
WAZEN, RICARDO NUNES. Proposta de aplicação da manutenção baseada em confiabilidade para linhas de transmissão da Copel. 2008. 96 p. Monografia de conclusão de curso de Especialização em Gerência de Manutenção – Universidade Tecnológica Federal do Paraná, Curitiba, 2008.