Embed Size (px)
Citation preview
FACOLTÀ
“Tecniche della Prevenzione nell’Ambiente e nei Luoghi di Lavoro”
“SICUREZZA NELLA RACCOLTA DELLE OLIVE E
DELLA LAVORAZIONE
Candidato Relatore
Tony Scredo
1604251
Prof.Luca Natalia
FACOLTÀ DI MEDICINA E ODONTOIATRIA
Corso di Laurea in “Tecniche della Prevenzione nell’Ambiente e nei Luoghi di Lavoro”
TESI SPERIMENTALE
“SICUREZZA NELLA RACCOLTA DELLE OLIVE E
DELLA LAVORAZIONE IN FRANTOIO”
Prof. Marco Sciarra
1604251 Correlatore
Luca Natalia
Anno accademico 2015/2016
ODONTOIATRIA
“Tecniche della Prevenzione nell’Ambiente e nei Luoghi di Lavoro”
“SICUREZZA NELLA RACCOLTA DELLE OLIVE E
N FRANTOIO”

2
INDICE
INTRODUZIONE ............................................................................................................ 5
CAPITOLO I .................................................................................................................... 8
1.1 STORIA PRODUZIONE DELLE OLIVE ............................................................. 8
1.2 DALLA RACCOLTA ALLA LAVORAZIONE IN FRANTOIO, PROCEDURE. ..................................................................................................................................... 11
1.2.1 RACCOLTA ................................................................................................... 12
1.2.2 TRASPORTO DELLE OLIVE IN FRANTOIO ............................................ 16
1.2.3 STOCCAGGIO DELLE OLIVE .................................................................... 18
1.2.4 DEFOGLIAZIONE E LAVAGGIO DELLE OLIVE .................................... 21
1.2.5 PREPARAZIONE DELLA PASTA DI OLIVE ............................................ 23
1.2.6 GRAMOLAZIONE DELLA PASTA DELLE OLIVE ................................. 29
1.2.7 SEPARAZIONE DELL’OLIO DALLA PASTA DI OLIVE ........................ 32
1.2.8 LA DOPPIA ESTRAZONE DELL’OLIO DALLE OLIVE .......................... 43
1.2.9 LA SEPARAZIONE DELL’OLIO DAL MOSTO OLEOSO ....................... 46
1.2.10 CONSERVAZIONE IN MASSA DELL’OLIO VERGINE DI OLIVA ..... 50
1.2.11 I SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ............. 57
CAPITOLO II ................................................................................................................. 64
2.1 NORMATIVA ...................................................................................................... 64
2.2 REGOLAMENTO N. 852/04 ............................................................................ 64
2.3 IL FRANTOIO: STORIA E REQUISITI ............................................................. 69
CAPITOLO III ................................................................................................................ 80
3.1 MACCHINE E ATTREZZATURE ...................................................................... 80
3.2 CICLO DI LAVORAZIONE DELLE OLIVE: RISCHI ...................................... 82
CAPITOLO IV ............................................................................................................... 87
4.1 ANALISI E VALUTAZIONE DEL RISCHIO .................................................... 87
4.1.2 METODO INDUTTIVO (PREDITTIVO) ..................................................... 87
4.1.3 METODO DEDUTTIVO ............................................................................... 88
4.1.4 SCHEMA LOGICO DELL’ANALISI DEL RISCHIO ................................. 89
4.2 METODOLOGIE E CRITERI ADOTTATI PER LA VALUTAZIONE DEI RISCHI ........................................................................................................................... 90
4.2.1 ANALISI QUALITATIVA E QUANTITATIVA ......................................... 90
4.2.2 PREDITTIVA: METODOLGIE DI ANALISI PER LA VALUTAZIONE DEI RISCHI DI INCIDENTI RILEVANTI IN UN PROCESSO PRODUTTIVO 95

3
4.3 METODOLOGIA HAZOP ................................................................................. 109
4.4 APPLICAZIONE METODICHE PREDITTIVE – HAZOP E FMEA............... 125
CONCLUSIONI ........................................................................................................ 135
BIBLIOGRAFIA .......................................................................................................... 137
SITOGRAFIA ............................................................................................................... 138
INDICE ICONOGRAFICO
FIGURA 1 - DIAGRAMMA DI LAVORAZIONE DELLE OLIVE MEDIANTE
SISTEMA DELLA PRESSIONE ................................................................................... 35
FIGURA 2 -DIAGRAMMA DI LAVORAZIONE DELLE OLIVE MEDIANTE IL
SISTEMA DI PERCOLAMENTO CON L’OTTENIMENTO DI DUE TIPI DI OLIO.
........................................................................................................................................ 38
FIGURA 3- DIAGRAMMA DI LAVORAZIONE DELLE OLIVE MEDIANTE IL
CICLO DELLA CENTRIFUGAZIONE A 3 FASI, CHE PREVEDE L’AGGIUNTA DI
ACQUA .......................................................................................................................... 42
FIGURA 4- ESEMPIO OLEIFICIO RISPONDENTE ALLE NORMATIVE .............. 79
FIGURA 5 – METODOLOGIA DI ANALISI PER LA VALUTAZIONE DEI RISCHI
DI INCIDENTI RILEVANTI IN UN PROCESSO PRODUTTIVO ............................. 95
FIGURA 6 – ESEMPIO FMEA ................................................................................... 101
FIGURA 7 - PROCEDURA TIPICA DI UNO STUDIO HAZOP .............................. 110
FIGURA 8 - ESEMPIO PAROLE GUIDA .................................................................. 114
TABELLA 1 – STOCCAGGIO E PESATURA DELLE OLIVE: RISCHI .................. 84
TABELLA 2 – LAVAGGI E DEFOGLIAZIONI: RISCHI .......................................... 84
TABELLA 3 - FRANGITURA E PREPARAZIONE DELLA PASTA CON METODO
CONTINU: RISCHI ....................................................................................................... 85
TABELLA 4 – ALLONTANAMENTO DELLE SANSE E DELLE ACQUE: RISCHI
........................................................................................................................................ 85
TABELLA 5 – PULIZIA E MANUTENZIONE DI LOCALI, MACCHINE E
ATTREZZATURE ......................................................................................................... 86
TABELLA 6 – CLASSIFICAZIONE PROBABILITÀ EVENTO ................................ 91
TABELLA 7 – CLASSIFICAZIONE GRAVITÀ DEL DANNO ................................. 92
TABELLA 8 – MATRICE DI CALCOLO DELL’EQUAZIONE R= P X D................ 93

4
TABELLA 9 – TEMPI DI ATTUAZIONE DEI MIGLIORAMENTI IN BASE
ALL’ENTITÀ DEL RISCHIO ....................................................................................... 93
TABELLA 10 – APPLICAZIONE HAZOP E FMEA AL NODO GRAMOLAZIONE
...................................................................................................................................... 128
TABELLA 11 – APPLICAZIONE HAZOP E FMEA AL NODO
CENTRIFUGAZIONE ................................................................................................. 131
TABELLA 12 – RISULTATI HAZOP E FMEA ......................................................... 132
TABELLA 13 – INDICE DI GRAVITÀ ..................................................................... 133
TABELLA 14 – INDICE DI PROBABILITÀ ............................................................. 134
TABELLA 15 – INDICE DI RILEVABILITÀ ............................................................ 134
5
INTRODUZIONE
Il lavoro mira a valorizzare una valutazione dei rischi per la salute e la sicurezza
sul lavoro riferita a un ciclo produttivo oleario, attraverso l’utilizzo di metodiche
qualitativo/quantitative e predittive.
L’adozione di metodi predittivi prevede l’utilizzo di varie analisi preliminari poco
convenzionali come: audit, check list, analisi storiche per l’applicazione delle seguenti
metodiche: FMEA (Failure Mode and Effect Analysis), e HAZOP (Hazard and
Operability Analysis).
Nella fattispecie verrà analizzato il ciclo produttivo del Frantoio Oleario Bernardi Mario
S. Risulta pertanto opportuno descrivere, in fase preliminare, come i processi della
trasformazione olivicola si siano sviluppati nel corso degli anni.
La situazione nel settore della trasformazione olivicola durante gli anni 60', era
caratterizzata dall’impiego, pressoché generalizzato, del sistema tradizionale della
pressione e, in minor misura, del sistema del percolamento e della centrifugazione.
Quest'ultimo sistema infatti apparve sul mercato italiano alla fine degli anni 60 e
riscosse un rapido e meritato successo nei due decenni successivi, con una conseguente
diffusione dell'innovazione specie nei paesi a più elevata produzione olivicola come
l'Italia, la Spagna e la Grecia.
L'opera di rinnovamento delle strutture però suscitò perplessità e, in certi casi, il rifiuto
ad accogliere l'innovativo sistema che modificava il tradizionale ciclo di lavorazione
delle olive con riflessi, non sempre accettati, sulla qualità organolettica degli oli.
Il progresso tecnologico e la necessità di ridurre i costi di produzione dell’olio
determinarono l’affermazione del sistema della centrifugazione che, in seguito, fu
ulteriormente modificato e perfezionato per soddisfare esigenze particolari connesse ai
problemi ambientali ed al miglioramento qualitativo e quantitativo dell’olio vergine di

6
oliva. Attualmente, infatti, con il sistema continuo della centrifugazione, a 3 fasi e a 2
fasi, si producono quasi la totalità dell’olio vergine di olivo estratto in tutto il mondo.
Nei capitoli del presente lavoro tratteremo dunque l’evoluzione che ha subito il settore
oleario e l’influenza determinata dalle innovazioni tecnologiche sui processi di
lavorazione in materia di salute e sicurezza sul lavoro.
Dopo un breve preambolo su che cosa sia il rischio, su come procedere in un’analisi ed
in una valutazione del rischio, verrà descritto il processo di analisi utilizzato all’interno
dell’organizzazione, ovvero le metodologie deduttive e le metodologie induttive: nel
primo caso si è proceduto ipotizzando l’evento finale al fine di risalire agli eventi di
causa, tramite analisi qualitative e quantitative, mentre nel secondo caso si è proceduto
ipotizzando il guasto di una componente con successiva analisi volta ad identificare gli
eventi che tale guasto potrebbero causare.
Nel percorso predittivo si prevedono diversi passaggi quali: l’effettuazione dei safety
audit, attraverso i quali si esamina il processo industriale nella sua globalità con lo
scopo di identificare i pericoli potenziali e rischi associati. Conseguentemente con
l’utilizzo di check-list, di processo o sistema, si valutano: componenti, materie e
procedure. Nell’analisi storica che si approccia, attraverso la consultazione delle
informazioni sugli incidenti storicamente verificatesi, a identificare i tipi di eventi
probabili, le loro cause con le modalità di evoluzione. Una volta terminata l’analisi
differenziata dei diversi eventi, si applicano le metodologie per la valutazione dei rischi.
Pertanto, attraverso il metodo FMEA si analizzano continuamente i possibili guasti, o
difetti, legati al progetto e/o al processo. La metodologia prevede un'analisi continua
sistematica dei modi ed effetti di guasto basata sul calcolo di un indice RPN (Risk,
Priority, Number) su 3 indicatori (gravità, frequenza, rintracciabilità) quale tecnica

7
preventiva e può essere di progetto o di processo. Infine, con il metodo HAZOP si andrà
ad identificare rischi e problemi di funzionalità di un processo o impianto.
Per dimostrare l’efficacia delle metodiche di analisi nelle differenti condizioni di
utilizzo, come detto in precedenza, è stato analizzato il ciclo produttivo del Frantoio
Oleario Bernardi Mario S.

8
CAPITOLO I
1.1STORIA PRODUZIONE DELLE OLIVE
L’olivo (Olea europaea, var. sativa), pianta arborea dalla lunga vita, è diffuso nel mondo
soprattutto nell’emisfero boreale, e anche, ma in misura nettamente minore,
nell’emisfero australe. Più in particolare, la sua coltivazione è concentrata nei Paesi che
si affacciano sul Mar Mediterraneo dove, attualmente, si ottiene il 95-97% della
produzione mondiale di olive e di olio. L’attuale situazione è il risultato del lento ma
continuo sviluppo delle varie civiltà che si sono susseguite nei territori costieri del
Mediterraneo e del Medio Oriente. Non esiste unanime consenso circa il luogo dove la
pianta di olivo fu originariamente coltivata, ma è verosimile che essa fosse nota fin dal
5000-6000 a.C. Come sembra accertato, le civiltà dei Sumeri e degli Ittiti, sorte e
sviluppatesi nell’antica Mesopotamia, corrispondente all’attuale Iraq, e le popolazioni
che abitavano il vicino territorio, corrispondente all’attuale Iran, furono le prime a
lavorare la terra al fine di ottenere, da una primitiva forma di agricoltura, i frutti con cui
alimentarsi e, pertanto, è ragionevole far risalire a loro anche la prima coltivazione
dell’olivo. In ogni caso, nòccioli di olive, sono stati trovati in zone abitate dall’uomo nel
periodo Paleolitico (35.000-8.000 a.C.), mentre resti fossili risalenti al periodo Terziario
(circa 1 milione di anni fa) provano l’esistenza di una pianta selvatica progenitrice
dell’olivo. La storia e l’archeologia hanno documentato che tutte le civiltà sorte e fiorite
intorno al Mar Mediterraneo o nel Medio Oriente, hanno dedicato particolare attenzione
alla coltivazione dell’olivo per ottenerne l’olio impiegato nelle cerimonie religiose, per
l’illuminazione e come unguento per il corpo. La diffusione dell’olivo nei Paesi del
Nord Africa e dell’Europa meridionale avvenne a opera dei Fenici i quali, crearono
colonie nei predetti territori e favorirono la coltivazione della pianta. In Italia, l’olivo è
arrivato a opera sia dei Fenici sia dei coloni greci che, a cominciare dall’VIII secolo
9
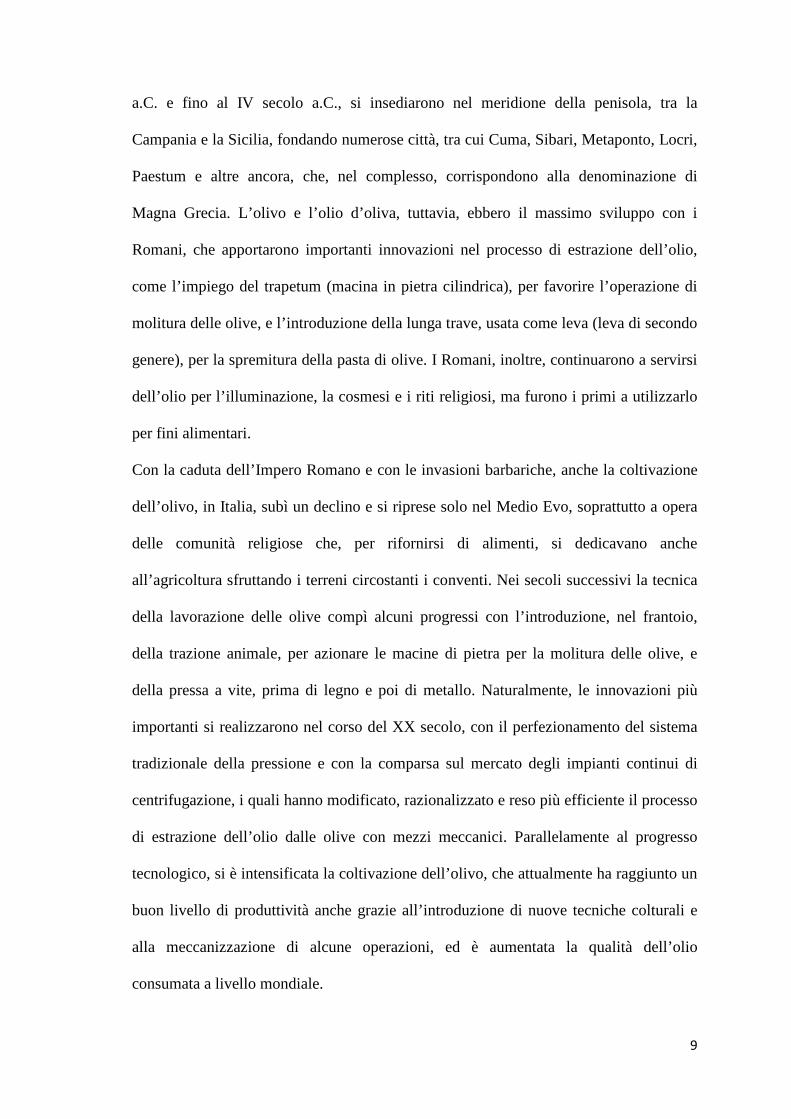
a.C. e fino al IV secolo a.C., si insediarono nel meridione della penisola, tra la
Campania e la Sicilia, fondando numerose città, tra cui Cuma, Sibari, Metaponto, Locri,
Paestum e altre ancora, che, nel complesso, corrispondono alla denominazione di
Magna Grecia. L’olivo e l’olio d’oliva, tuttavia, ebbero il massimo sviluppo con i
Romani, che apportarono importanti innovazioni nel processo di estrazione dell’olio,
come l’impiego del trapetum (macina in pietra cilindrica), per favorire l’operazione di
molitura delle olive, e l’introduzione della lunga trave, usata come leva (leva di secondo
genere), per la spremitura della pasta di olive. I Romani, inoltre, continuarono a servirsi
dell’olio per l’illuminazione, la cosmesi e i riti religiosi, ma furono i primi a utilizzarlo
per fini alimentari.
Con la caduta dell’Impero Romano e con le invasioni barbariche, anche la coltivazione
dell’olivo, in Italia, subì un declino e si riprese solo nel Medio Evo, soprattutto a opera
delle comunità religiose che, per rifornirsi di alimenti, si dedicavano anche
all’agricoltura sfruttando i terreni circostanti i conventi. Nei secoli successivi la tecnica
della lavorazione delle olive compì alcuni progressi con l’introduzione, nel frantoio,
della trazione animale, per azionare le macine di pietra per la molitura delle olive, e
della pressa a vite, prima di legno e poi di metallo. Naturalmente, le innovazioni più
importanti si realizzarono nel corso del XX secolo, con il perfezionamento del sistema
tradizionale della pressione e con la comparsa sul mercato degli impianti continui di
centrifugazione, i quali hanno modificato, razionalizzato e reso più efficiente il processo
di estrazione dell’olio dalle olive con mezzi meccanici. Parallelamente al progresso
tecnologico, si è intensificata la coltivazione dell’olivo, che attualmente ha raggiunto un
buon livello di produttività anche grazie all’introduzione di nuove tecniche colturali e
alla meccanizzazione di alcune operazioni, ed è aumentata la qualità dell’olio
consumata a livello mondiale.
10
Quando si parla in modo generico di qualità dell’olio ci si riferisce, principalmente, alle
caratteristiche chimiche, chimico-fisiche e organolettiche che il prodotto possiede e che,
in definitiva, si sintetizzano nei valori dei parametri stabiliti dalla normativa nazionale,
comunitaria e internazionale per definire la categoria commerciale a cui appartiene
l’olio vergine d’oliva, il quale è l’olio che si estrae dalle olive solo con mezzi
meccanici. Gli organismi sopranazionali che dettano le norme sulla qualità dell’olio
d’oliva sono il Codex Alimentarius, il Consiglio Oleicolo Internazionale e, per i Paesi
comunitari, l’Unione Europea. Tali organismi, in modo indipendente, possono stabilire i
limiti analitici che l’olio deve possedere per essere classificato in una certa categoria.
Tuttavia, al fine di facilitare gli scambi commerciali tra Paesi olivicoli delle varie parti
del mondo, si è cercato, negli ultimi anni, di armonizzare tutte le norme e i regolamenti
riguardanti le caratteristiche chimiche, chimico-fisiche e organolettiche, e i relativi
limiti analitici, che gli oli ottenuti dalle olive devono presentare per stabilirne la qualità
merceologica e la genuinità. Buoni risultati sono stati ottenuti sul piano
dell’armonizzazione delle norme e attualmente, per quanto riguarda l’olio vergine
d’oliva, vige, per i Paesi dell’Unione Europea, il Regolamento (CE) n. 1513/2001 del
Consiglio del 23 luglio 2001 (4), che, modificando le definizioni precedenti, stabilisce:
“Oli di oliva vergini Gli oli ottenuti dal frutto dell’olivo soltanto mediante processi
meccanici o altri processi fisici, in condizioni che non causano alterazione dell’olio, e
che non hanno subito alcun trattamento diverso dal lavaggio, dalla decantazione, dalla
centrifugazione e dalla filtrazione, esclusi gli oli ottenuti mediante solvente o con
coadiuvanti ad azione chimica o biochimica o con processi di riesterificazione e
qualsiasi miscela con oli di altra natura”.
Per tener conto delle differenze qualitative che si possono verificare a carico dell’olio,
in dipendenza della qualità delle olive e degli effetti che le varie operazioni di post-

11
raccolta possono determinare, la normativa ultima, emanata con il Regolamento (CE) n.
1989/2003, stabilisce, per ciascuno dei parametri che definiscono la qualità
merceologica, limiti analitici che consentono di classificare gli oli vergini in una delle
tre categorie commerciali previste. (inserire tab 1.9)
Gli oli vergini appartenenti alle categorie “extra vergine” e “vergine” possono essere
commercializzati al minuto e posti in vendita direttamente al consumatore, mentre gli
oli vergini che appartengono alla categoria “lampante” non possono essere posti in
vendita al minuto ma devono essere conferiti alle industrie di raffinazione, al fine di
sottoporli ai processi di rettifica, mediante deacidificazione, decolorazione e
deodorazione, e ottenere, infine, l’olio d’oliva raffinato che, previa miscelazione con
olio d’oliva vergine (“extra” o “vergine”), può essere posto in commercio sotto il nome
di “olio di oliva”.
1.2DALLA RACCOLTA ALLA LAVORAZIONE IN FRANTOIO,
PROCEDURE.
La lavorazione delle olive viene realizzata mediante due tipologie di processi produttivi:
− ciclo continuo (completamente automatizzato). Le olive vengono raccolte in
campagna e depositate in contenitori di plastica (cassettoni), i quali vengono
caricati su appositi automezzi per il trasporto in frantoio. Le olive vengono
scaricate in una tramoggia e di seguito mediante un nastro trasportatore,
vengono convogliate alle macchine del ciclo produttivo per la loro
trasformazione nel prodotto finito.
− ciclo tradizionale (forte incidenza di operazioni manuali) I frantoi tradizionali
detti anche discontinui, sono quelli che utilizzano per la frangitura delle olive le
antiche ruote di pietra (dette molazze), che schiacciano le olive per pressione
meccanica, mentre l'estrazione dell'olio di oliva viene affidata alla spremitura

12
meccanica (presse idrauliche). Le olive vengono lavate e defogliate; per la
frantumazione delle olive si utilizzano le antiche ruote di pietra (molazze), che
schiacciano le olive, la pasta che si ottiene tramite macchine dosatrici viene
distribuita su dischi di fibra (oggi sintetica, una volta di fibra vegetale)
chiamati fiscoli, che vengono messi uno sopra l'altro in pila su un carrello che
viene poi portato alla pressa per ottenere l'olio con spremitura meccanica. La
ridotta sollecitazione meccanica a carico del frutto olivo rappresenta un
vantaggio per questo tipo di sistema tradizionale.
1.2.1 RACCOLTA
La raccolta delle olive è un'operazione delicata che incide direttamente e in modo
irreversibile sulla qualità dell'olio, di conseguenza il grado di maturazione dell'oliva
determina le caratteristiche organolettiche dell'olio, mentre le cure e le attenzioni rivolte
alla salvaguardia dell'integrità dei frutti prevengono le alterazioni negative del suo
sapore e della sua qualità finale.
La raccolta generalmente viene effettuata a maturazione industriale, cioè quando la
buccia ha assunto un colore rosso vinoso - nero; Se viene effettuata a maturazione
fisiologica, quando cioè la buccia diviene viola scuro e la polpa bruna, si potrebbero
verificare i seguenti inconvenienti:
− le caratteristiche organolettiche dell'olio peggiorano, di conseguenza l'olio
diventa eccessivamente viscoso, perde di colore e di aroma; ad una maturazione
più piena corrispondono oli di colore giallo oro dagli aromi dolci e mandorlati,
mentre il caratteristico colore verdognolo degli oli toscani, ricchi di clorofilla, e
la tendenza al gusto fruttato sono indizio di raccolta precoce effettuata ad uno
stadio di maturazione incipiente;
13
− i frutti maturi sono soggetti ad una maggiore tendenza ad irrancidire, a subire
l'attacco di muffe, a subire l'idrolisi dei grassi da parte della lipasi;
− si può andare incontro ad avversità meteorologiche, per esempio il freddo
modifica le molecole degli acidi grassi conferendo all'olio il gusto di cotto e
altera i tessuti cellulari facendoli diventare marroni e conferendo all'olio un
colore rosso detto "colpo di sole"; tali difetti non si allontanano né con la
rettifica né con l'uso di carbone attivo decolorante; l'olio che si ottiene è un "olio
tarato" che può trovare applicazione solo nell'industria;
− si può andare incontro alla caduta spontanea delle olive ed ai seguenti
inconvenienti:
− la buccia delle olive si può lacerare e in parte ossidare (ammaccatura);
− le olive si possono rompere e possono essere attaccate da microrganismi;
− si può verificare il processo dell'umificazione che conferisce sapore di terra;
parte dell'olio si perde nel terreno; entrano nell'oliva Ca2+ e Mg2+ che formano
saponi insolubili disturbando le successive operazioni di estrazione.
La raccolta delle olive può essere manuale o meccanica.
1. Raccolta manuale: è qualitativamente migliore, ma economicamente più
gravosa perché richiede più mano d'opera. Può essere effettuata con le seguenti
procedure:
− brucatura: consiste nel distacco manuale dei frutti; è fra i metodi più costosi, ma
assicura una maggiore finezza del prodotto; assicura la produzione di un olio
meno acido perché le olive vengono via via raccolte a maturazione industriale
riducendone al minimo le perdite e preservandole dall'attacco della mosca
dell'olivo; l'albero non subisce sollecitazioni, non si hanno rotture dei rami, non
si ha il distacco di ingenti quantitativi di foglie; permette anche di risparmiare la
14
lavatura e la mondatura delle olive. Si usa per oli pregiati e/o per piante non
eccessivamente alte;
− pettinatura: è un metodo di completamento alla brucatura, specialmente dove gli
alberi raggiungono grandi altezze, che consiste nell'uso di "pettini" di legno per
ripassare le fronde cariche di olive;
− raccattatura: consiste nel raccogliere da terra le olive cadute per maturazione
fisiologica o perché attaccate da parassiti o perché abbattute dalle intemperie; è
un metodo di raccolta antieconomico e irrazionale perché le olive risultano
stramature, soggette a inacidimento, irrancidimenti e ossidazioni e attacchi di
muffe. L'uso di cascolanti per facilitare la caduta è altamente sconsigliato perché
sono sostanze poi difficili da allontanare; i cascolanti devono essere sostanze
non liposolubili e non devono produrre metaboliti liposolubili, non devono
danneggiare le foglie e devono avere un effetto rapido. Fra i cascolanti più usati
abbiamo:
− idrazide maleica: è pericolosa perché la pianta reagisce al trattamento
trasformando le sostanze che entrano negli stomi in prodotti di difesa che
non conosciamo; deve essere data otto giorni prima della raccolta e se
nel frattempo piove o tira vento se ne perdono grosse quantità;
− alcoli: CH3OH è tossico per la pianta, provoca la caduta delle foglie e
pare provochi cardiopatie; C2H5OH e gli alcoli superiori sono migliori;
più la catena è lunga più sono attivi, ma anche più tossici;
− glicerina: passa nell'olio, ma non è dannosa; poiché un eccesso può
simulare un esterificato è proibita per legge; è molto costosa;
− acido ascorbico: è molto costoso, ma non passa nell'olio perché è
idrosolubile;

15
− acque di vegetazione: contengono l'ormone che provoca la caduta,
sarebbe quindi un'ottima scelta, ma è ancora in fase di studio;
− bacchettatura o abbacchiatura: si esegue percuotendo con pertiche i rami
dell'olivo; è il metodo peggiore che esista perché esalta i difetti della
raccolta meccanizzata senza mantenere i pregi della brucatura, infatti
poiché l'olivo fruttifica sui rami del secondo anno si pregiudica la
vegetazione degli anni successivi sia troncando i giovani rami sia
provocando contusioni e lacerazione alla corteccia che costituiranno vie
aperte all'ingresso di parassiti vegetali e animali come l'agente della
rogna dell'olivo (pseudomonas sovastanoi);
− scrollatura: si realizza scuotendo ogni tanto l'albero per far cadere le
olive che hanno raggiunto l'ultramaturazione; ha quindi gli stessi
svantaggi della raccattatura.
2. Raccolta meccanizzata: permette di abbreviare i tempi di lavoro, di diminuire
la mano d'opera, ma costringe la pianta a sollecitazioni traumatiche. Ormai la
domanda di mercato ed i costi di produzione hanno reso molto comune l'uso di
macchine e quindi si stanno producendo ed inventando macchine che abbiano
un'azione sempre più simili a quella "morbida" dell'uomo. Con l'ausilio dei
mezzi meccanici si possono eseguire:
− scuotitura: distacco delle olive dall'albero per effetto delle oscillazioni
dei rami provocate da elementi vibranti; il braccio meccanico può
scuotere il fusto o, come è il caso dei più moderni macchinari, i rami;
− pettinatura: distacco delle olive dall'albero per effetto di attrezzi a mano,
a denti, punte, ecc.;
16
− raccattatura: raccolta delle olive per mezzo di elementi meccanici o per
aspirazione; l'operazione è abbinata di norma alla scuotitura.
− La raccolta meccanica si è finalizzata a prevedere la scelta del sistema
migliore di raccolta nelle situazioni olivicole più varie: con l'introduzione
di scuotitori a maggior efficienza; con macchine specifiche per la
raccolta da terra; con telai intercettori meccanizzati, per aumentare la
produttività dei vari cantieri di raccolte e quindi diminuire l'abbandono
degli investimenti olivicoli. I sistemi che si sono rivelati più validi sono:
− telai intercettori in sostituzione delle reti: montati su rimorchio svolgono
la funzione di ricezione, di carico e di trasporto delle olive per mezzo di
rulli che possono svolgere e riavvolgere le reti con le olive;
− ramazzatura da terra e aspirazione meccanica: predisponendo delle
apposite piazzole, livellate e rullate, attorno agli olivi vi si raccolgono le
olive cadute per scuotimento meccanico, che vengono ramazzate da terra
e poi aspirate meccanicamente e subito selezionate dalle impurità;
− ventilazione: mediante un ventilatore montato nella parte anteriore
dell'attrezzo, con getto di aria diretto verso terra si spingono le olive,
precedentemente staccate per scuotimento, in un incanalatore e da questo
ad un sollevatore a palette che porta le olive ad una griglia selezionatrice;
− pettini meccanici: rappresentano un buon compromesso fra la raccolta a
mano e quella meccanizzata.
1.2.2 TRASPORTO DELLE OLIVE IN FRANTOIO
Abbiamo visto quanto sia importante la raccolta delle olive sane e al punto giusto di
maturazione, è altrettanto importante però il trasporto in giornata all’oleificio affinché
siano poste rapidamente in lavorazione.

17
Il mezzo più idoneo per il trasporto delle olive dipende da molti fattori, come la quantità
di drupe da trasportare, la distanza da percorrere, le disponibilità dell’azienda
produttrice, il sistema di stoccaggio che il frantoio adotta. Nel nostro Paese, nelle zone
ad alta produzione olivicola, il modo più comune di trasportare le olive è rappresentato
dall’impiego di motofurgoni, con cassone ribaltabile, che permette di scaricare
rapidamente le olive nelle box di stoccaggio. Attualmente, tuttavia, lo stoccaggio delle
olive in frantoio si effettua soprattutto mediante l’impiego dei bins e, pertanto, si cerca
di realizzare il trasporto delle olive in modo da facilitare lo scarico delle stesse nei
grossi cassoni (bins). A tal fine, un mezzo razionale di trasporto è rappresentato dall’uso
delle piccole cassette di plastica forate, della capacità di 20-30 kg, da cui è agevole e
rapido lo scarico delle olive nei bins, con limitato impiego di manodopera.
Disponendo di un idoneo mezzo meccanico di trasporto, come un trattore o un camion,
appare ugualmente razionale caricare le olive raccolte direttamente nei bins, posti sul
mezzo, da trasferire all’oleificio dove, mediante opportuno muletto, i cassoni si
depositano in attesa della lavorazione. Le predette modalità di trasporto ben si adattano
alla realtà italiana, dove la lavorazione delle olive in frantoio si realizza per singole
partite di ciascun proprietario.
Questa caratteristica se, da una parte, rappresenta un utile mezzo per conservare gli
elementi di tipicità delle differenti produzioni, costituisce, dall’altra, un ulteriore
aggravio dei costi di trasformazione poiché determina un’inevitabile perdita di tempo,
nonché la riduzione della capacità di lavorazione del frantoio.
Nel caso di trasporto di quantitativi elevati di olive, quando la distanza da percorrere è
ridotta, il mezzo di trasporto più razionale è quello che si avvale di grossi trattori con
rimorchio dotato di cassone ribaltabile; quando la distanza da percorrere è notevole, è
opportuno utilizzare autocarri dal fondo coperto con tela impermeabile e con cassone
18
ribaltabile al fine di agevolare l’operazione di scarico. Ciò avviene comunemente in tutti
i Paesi olivicoli, soprattutto nelle regioni con maggiore produzione di olive, dove l’uso
di trattori piccoli o grandi è molto diffuso.
1.2.3 STOCCAGGIO DELLE OLIVE
Lo stoccaggio delle olive è un’operazione necessaria, ma che sarebbe bene evitare,
allorché la quantità di olive, pervenute in oleificio nell’arco della giornata, sia superiore
alla capacità di lavorazione giornaliera del frantoio stesso. Questa esigenza, che
fortunatamente è andata riducendosi negli ultimi anni, si verificava spesso nel passato in
quanto i frantoi, pur numerosi, erano dotati in maggioranza di impianti operanti con il
sistema della pressione, la cui capacità oraria e giornaliera di lavorazione, riferita alla
singola pressa con pistone da 35 o 40 cm, è molto contenuta, variabile da 1,2 a 1,5 t di
olive/8 ore.
La conseguenza era l’accumulo delle olive nell’olivaio, in attesa del turno di
lavorazione, con il rischio del deterioramento delle olive a causa del loro
schiacciamento, che poteva innescare fenomeni di fermentazione della sostanza
organica con formazione di prodotti volatili correlati con alcuni difetti organolettici. Ciò
avveniva regolarmente quando lo stoccaggio delle olive si effettuava utilizzando i
sacchi, di iuta o di plastica che favorivano, a causa del peso sullo strato di fondo, la
rottura delle cellule della polpa dei frutti con fuoruscita del liquido costitutivo delle
olive e con l’innesco dei fenomeni catabolici alterativi a opera dei microrganismi.
Tale problematica si presenta ancora oggi in alcune zone italiane in cui il problema
della qualità dell’olio è secondario poiché il particolare patrimonio olivicolo, costituito
da piante secolari, di dimensioni monumentali, non sempre consente di effettuare le
pratiche agronomiche razionali necessarie per assicurare la sanità e la qualità delle
olive. In tali casi si ottiene un olio che presenta una significativa diminuzione della sua
19
qualità per il notevole incremento dell’acidità libera e per l’insorgenza di difetti
organolettici, la cui intensità va aumentando con la durata dello stoccaggio.
Inoltre si verifica una riduzione del contenuto di fenoli totali degli oli che, pertanto,
subiscono una perdita di quel valore nutrizionale conferito dagli antiossidanti all’olio
stesso. I valori degli altri parametri di qualità non subiscono variazioni di rilievo ma, in
ogni caso, non è accettabile una pratica che comporta una riduzione della qualità
dell’olio, soprattutto nel momento in cui si cerca di adottare ogni accorgimento per il
miglioramento della qualità dell’olio vergine di oliva.
Sebbene lo stoccaggio delle olive per 1-2 giorni su platea impermeabile e lavabile, sia al
coperto sia all’aperto, non comporti rischi significativi per la qualità dell’olio, si
raccomanda di evitarlo poiché l’avvio delle olive verso le operazioni successive richiede
l’impiego di una pala meccanica o, come avveniva in passato, l’impiego di pale manuali
che implicano, in ogni caso, un aggravio economico per i costi della manodopera.
Inoltre, lo stoccaggio all’aperto comporta anche i rischi legati al clima, specie nel caso
di eventi atmosferici ordinari o straordinari che possono determinare pioggia, freddo o,
peggio ancora, neve e gelo. La lavorazione delle olive gelate o molto fredde risulta
altamente problematica poiché l’olio tende a solidificare e, pertanto, è difficile separarlo
dalle altre fasi con conseguente perdita di resa, qualunque sia il sistema di estrazione
impiegato. Un modo razionale di stoccare le olive, in attesa della loro lavorazione in
oleificio, consiste nell’utilizzare allo scopo le cassette di plastica forate aventi capacità
di 25-30 kg; tale pratica consente una buona conservazione delle olive poiché, lo
spessore dello strato di drupe non supera i 20-30 cm, evitando ogni rischio di
schiacciamento dei frutti anche perché, in genere, una certa percentuale di foglie (fino al
5-10%) accompagna le olive stesse; inoltre, la presenza, nelle cassette, dei fori
20
longitudinali assicura la circolazione dell’aria, utile per evitare ogni fenomeno di
riscaldamento della massa.
Tuttavia, l’impiego delle piccole cassette, per la conservazione delle olive, trova un
limite nella necessità di dover utilizzare, per la loro movimentazione, il lavoro manuale
che, per gli alti costi della manodopera e per le difficoltà che talvolta si incontrano nel
reperirla, si cerca di limitare ricorrendo ad altri metodi di stoccaggio.
Attualmente, la maggior parte degli oleifici, specie se di dimensioni medio-grandi,
adotta la pratica di stoccare le olive nei cassoni di plastica (bins) forati aventi una
capacità di 250-350 kg e di dimensioni tali da permettere di movimentarli con la
macchina elevatrice (muletto), alimentata con batterie elettriche, che li trasporta verso le
apparecchiature che effettuano le successive operazioni previste dal ciclo di lavorazione
adottato dall’oleificio.
Le modalità di stoccaggio delle olive dipendono anche dal modo con cui l’oleificio
procede alla loro lavorazione, che può essere di tipo partitario o in massa. Nel primo
caso, le singole partite di olive di ciascun produttore sono stoccate separatamente e, di
conseguenza, avviate alle operazioni di oleificio in modo distinto, al fine di attribuire a
ciascun olivicoltore la resa reale in olio ottenuta e di consentire, a ognuno di essi, di
ritirare l’olio estratto dalle proprie olive e, quindi, di poterne disporre a piacimento. In
tal caso, l’unico metodo di stoccaggio possibile è quello che prevede l’impiego di bins,
cassette o box in muratura al fine di poter tenere separate le olive di ciascun
olivicoltore. Questo metodo, naturalmente, è dispendioso poiché comporta una perdita
di capacità produttiva del frantoio per i tempi morti che necessariamente determina.
Diverso è il caso degli oleifici che operano la lavorazione delle olive in massa e che,
pertanto, non hanno la necessità di tenere separate le partite di olive dei differenti
olivicoltori ma le possono miscelare, fin dallo stoccaggio, con quelle di altri produttori e

21
sottoporle tutte insieme all’estrazione dell’olio. Naturalmente sarà cura del responsabile
del frantoio, soprattutto se cooperativo, mettere insieme partite di olive di buona qualità,
sane e senza evidenti segni di alterazione, tenendole distinte da altre partite di olive di
qualità chiaramente inferiore da sottoporre a estrazione in linee separate.
1.2.4 DEFOGLIAZIONE E LAVAGGIO DELLE OLIVE
La raccolta delle olive, sia a mano sia con gli scuotitori e le macchine agevolatrici,
provoca anche la caduta delle foglie la cui presenza, insieme alle olive, nei contenitori
utilizzati per lo stoccaggio determina condizioni favorevoli per ridurre il peso delle
drupe ed evitare il rischio del loro schiacciamento. In passato, quando i frantoi erano
dotati solo del sistema a pressione, gli olivicoltori operavano in campagna una cernita
manuale delle olive eliminando la maggior parte delle foglie, con fatica e perdita di
tempo.
Alla fine degli anni Sessanta del secolo scorso, con l’introduzione, nell’oleificio, del
sistema continuo di centrifugazione a 3 fasi, le aziende costruttrici ritennero utile e
necessario fornire, insieme alle macchine indispensabili per l’estrazione dell’olio, anche
la macchina automatica in grado di eliminare le foglie, e l’eventuale altro materiale
vegetale presente, e di lavare le olive. Le due operazioni vanno, in genere, effettuate per
motivi di ordine igienico e sanitario, per rispettare le norme di buona pratica e
l’HACCP, per ragioni tecnico-meccaniche e anche per motivi legati alla qualità
dell’olio. Infine, poiché l’olio è un alimento, è corretto e doveroso, nel rispetto delle più
elementari norme che regolano la fabbricazione di prodotti destinati all’alimentazione
umana, che la materia prima da cui esso si ottiene sia esente da materiali estranei, sia
vegetali che minerali.
La defogliazione e il lavaggio delle olive vengono, generalmente, effettuati da una sola
macchina che esegue in sequenza le due operazioni e che ha dimensioni variabili in

22
relazione alla capacità di lavorazione dell’oleificio. La macchina elimina, dapprima, le
foglie, e tutto il materiale vegetale libero, mediante una forte aspirazione la cui
efficienza viene agevolata dal movimento di vibrazione della griglia su cui si muovono
le olive, e, successivamente, consente il lavaggio delle olive stesse che, a ondate,
vengono sommerse dall’acqua contenuta nel sottostante cassone e mossa da apposita
pompa di circolazione. Le olive, infine, avanzando sulla griglia vibrante, passano sotto
un magnete, per l’eliminazione del materiale ferroso eventualmente presente, e
subiscono un lavaggio finale con acqua di rete, finemente spruzzata, per rimuovere il
velo di acqua di lavaggio, meno pura. Le olive così preparate sono pronte per la
successiva operazione di frangitura. Le predette operazioni, pur previste e auspicate,
non sempre vengono effettuate dai frantoi di piccole dimensioni che adottano il sistema
della pressione, molto diffusi nel centro-nord del Paese, i quali nel migliore dei casi
provvedono a eliminare solo le foglie con l’apposita macchina.
Dopo l’eliminazione, più o meno completa, delle foglie è opportuno effettuare anche il
lavaggio delle olive al fine di evitare che materiale estraneo non vegetale, come terra,
sabbia, pietre e pietrisco, possa causare danni meccanici al frangitore metallico rotante
ad alta velocità. Lo stesso materiale siliceo, sabbia e terra in particolare, risulta dannoso
per l’azione abrasiva che può esercitare sul corpo cilindro-conico d’acciaio del decanter
che, pertanto, potrebbe risultarne squilibrato con pericolo di rottura e, a causa dell’alta
velocità di rotazione della macchina (circa 3.500 rpm), con conseguente rischio per
l’incolumità del personale addetto al lavoro. In ogni caso, dopo un certo tempo di lavoro
del decanter, anche in relazione alla quantità di olive lavorate, è buona norma sottoporre
l’impianto centrifugo a revisione per lo squilibrio che si genera per l’inevitabile
abrasione cui è soggetto a seguito del lungo esercizio.

23
Il lavaggio delle olive deve essere effettuato con acqua potabile, da ricambiare con
frequenza tale da assicurare l’igiene dell’operazione e da evitare l’insorgenza di cattivi
odori che potrebbero inquinare l’olio. Per un lavaggio completo delle olive, e al fine di
impedire inquinamenti dovuti all’acqua riciclata nella lavatrice, è opportuno integrare
l’impianto con spruzzatori a doccia supplementari che effettuano il lavaggio finale con
acqua di rete eliminando eventuali residui di “sporco” dalle olive. L’operazione di
lavaggio delle olive, inoltre, favorisce l’allontanamento di eventuali residui di
fitofarmaci idrosolubili, o dei loro metaboliti, e anche di residui di sali di rame
impiegati normalmente per la protezione della coltura.
1.2.5 PREPARAZIONE DELLA PASTA DI OLIVE
Dopo le operazioni di defogliazione e lavaggio, comuni a tutti i sistemi anche se non
sempre adottate, le olive devono essere assoggettate ad altre operazioni che hanno la
finalità di preparare una pasta in cui la fase oleosa possa essere separata, con relativa
facilità, dalle altre fasi costituenti l’impasto. L’estrazione dell’olio dalle olive con mezzi
meccanici, infatti, è resa possibile da un insieme di procedure che si effettuano in
oleificio e che sono finalizzate a liberare le gocce di olio dai tessuti vegetali che le
contengono e a favorire la riunione delle piccole gocce, per formare gocce di più grandi
dimensioni in grado di separarsi in una fase liquida continua. L’olio, difatti, è presente
nelle cellule della polpa delle olive racchiuso, per la maggior parte, nei vacuoli e
disperso, in minor misura, nel sistema colloidale del citoplasma. In minima percentuale,
inoltre, è contenuto nell’epicarpo e nell’endosperma dell’oliva.
Le operazioni industriali che si devono effettuare in frantoio per la preparazione della
pasta di olive possono essere le seguenti:
− la molitura o frangitura delle olive;
− la denocciolatura delle olive.

24
Molitura e/o frangitura delle olive
L’operazione principale e più importante, tra quelle che si compiono per liberare l’olio,
è la molitura, o la frangitura, delle olive che determina la rottura, più o meno profonda,
delle cellule della polpa contenenti l’olio e che si effettua mediante l’impiego del
frangitore a macine di granito (o molazze) o dei frangitori metallici rotanti ad alta
velocità. Negli oleifici che adottano il sistema della pressione, la molitura delle olive si
effettua, generalmente, con il frantoio a macine di granito (da 2 a 6 macine) che,
operando per 15-25 min, a seconda delle dimensioni delle macine e della quantità di
olive caricate nel frantoio, assicura la migliore preparazione della pasta di olive,
destinata, dopo una breve gramolazione, alla successiva spremitura mediante presse
idrauliche, e anche l’ottenimento di soddisfacenti rendimenti di estrazione. Al frantoio a
macine viene riconosciuto il merito di consentire la preparazione della pasta di olive
senza eccessive sollecitazioni meccaniche, evitando la formazione di emulsioni e senza
pericoli, per l’olio, di inquinamento da metalli. Esso, inoltre, consente di:
− preparare la pasta rapportando la durata della molitura alle caratteristiche delle
olive, in modo da ridurre i nòccioli in frantumi delle dimensioni volute e più
opportuneper la migliore efficacia del sistema della pressione;
− realizzare una soddisfacente rottura delle cellule della polpa che, tuttavia, non
puòessere molto spinta per il fatto che le superfici del bacino del frantoio e dello
scalzodella macinasono scabre, non lisce (condizione favorevole per il buon
esercizio della pressa);
− favorire la riunione delle goccioline di olio sostituendo, in parte, la
gramolazione;
− non provocare un aumento significativo della temperatura della pasta di olive.
Gli svantaggi sono:
25
− è ingombrante e costoso;
− effettua un lavoro lento e discontinuo;
− bassa capacità di lavorazione;
Negli oleifici che adottano il sistema continuo della centrifugazione, invece, la molitura
delle olive si effettua, in genere, con i frangitori metallici, tra cui più diffusi sono quelli
a martelli fissi, a denti (o a dischi), a martelli mobili, a coni, a rulli, a coltelli. Tali
frangitori hanno un’elevata capacità di lavorazione e operano violentemente la
frangitura delle olive determinando una rottura profonda delle cellule contenenti l’olio e
assicurando, dopo opportuna gramolazione, una buona separazione centrifuga con
soddisfacenti rese in olio.
La violenza dell’operazione, conseguente all’alta velocità di rotazione dell’organo
metallico che determina la rottura dell’oliva (da 1.400 a 2.500 rpm), causa un
incremento della temperatura della pasta ottenuta per effetto del calore che si sviluppa,
per attrito, nel forzato passaggio dell’oliva attraverso i fori, o le fessure, di piccole
dimensioni, che caratterizzano i diversi frangitori. La temperatura della pasta di olive
aumenta di circa 10-14 °C, nel caso di impiego del frangitore metallico a martelli fissi, e
di circa 4-5 °C nel caso di impiego del frantoio a macine.
I frangitori metallici più violenti sono quelli a martelli fissi, che hanno una velocità di
rotazione di circa 2.500 rpm, mentre meno violenti sono quelli a dischi, che hanno una
velocità di rotazione di circa 1.400 rpm; meno violenti ancora sono quelli a rulli e a coni
(meno usati attualmente) e anche quelli a martelli e/o a coltelli mobili, grazie al fatto
che gli organi metallici che schiacciano le olive sono snodati.
Le due tipologie di macchine utilizzate per la preparazione della pasta di olive (macine
di granito e frangitori metallici) non determinano differenze significative nei parametri
della qualità commerciale degli oli, mentre possono influire sull’intensità di alcune note
26
olfatto-gustative dell’olio prodotto. In realtà, la scelta del metodo di molitura delle olive
deve tener conto, oltre che dei costi delle diverse macchine, anche dei seguenti fattori:
− resa in olio;
− qualità organolettica degli oli;
− capacità di lavorazione dell’oleificio.
Alcuni studi mostrano che aumentando la violenza della frangitura, come conseguenza
della maggiore velocità relativa dei martelli, si ottengono oli più amari e piccanti a
causa dell’accresciuto contenuto di un particolare gruppo di sostanze fenoliche; ciò ha
provocato qualche perplessità negli olivicoltori, abituati all’olio ottenuto con la
pressione da paste preparate con le macine di granito e un malcontento dei consumatori.
Gli oli estratti da paste di olive preparate con le macine di granito presentano, invece, un
più basso tenore delle sostanze fenoliche e caratteri organolettici meno intensi
risultando, pertanto, più equilibrati e armonici.
Molti produttori richiesero ai frantoiani modifiche al ciclo di lavorazione al fine di
ottenere oli meno amari e piccanti specie nelle regioni olivicole, come la Puglia, dove
alcune varietà di olive, come la Coratina, danno, di norma, oli amari e piccanti perché
dotati di un elevato contenuto di fenoli secoiridoidi, sia oleuropeinici sia ligstrosidici.
La soluzione tecnologica, che gli oleifici operanti con il sistema della centrifugazione
hanno adottato per soddisfare le predette esigenze, è stata quella di sostituire il
frangitore metallico, violento, con il tradizionale frantoio a macine di granito; Questa
soluzione, se, da una parte, consente di variare alcune caratteristiche degli oli,
riducendone il tenore di fenoli, presenta, dall’altra, alcuni svantaggi, come la riduzione
della capacità produttiva dell’impianto e la minore efficienza del decanter, che non
sempre assicura rese in olio soddisfacenti quando la pasta di olive viene preparata con le
macine di granito. Il frantoio a macine, infatti, ha una ridotta capacità oraria di lavoro,
27
poiché richiede un tempo eccessivo (18-25 min) per preparare adeguatamente la pasta di
olive, e, pertanto, l’oleificio di dimensioni medio-grandi (2-3 t/ora o più) dovrebbe
disporre di 2-3 frantoi a macine per molire le olive necessarie ad alimentare i decanter
centrifughi di cui, in genere, è dotato. Il frantoio a macine è ingombrante e costoso e
averne più di uno non è economicamente proponibile; di conseguenza, la soluzione
adottata molto di frequente è stata quella di impiegare un frangitore metallico a valle del
frantoio a macine. Questa soluzione permette all’oleificio di conservare la capacità
lavorativa originale e di conseguire le stesse rese in olio che il decanter consente di
avere quando la frangitura delle olive viene effettuata con il solo frangitore metallico.
L’operazione di frangitura o di molitura quindi, assume una particolare importanza
poiché, le modalità con cui viene preparata la pasta di olive possono determinare
variazioni significative per quanto riguarda sia le rese di estrazione sia alcune
caratteristiche di qualità, come il contenuto di sostanze fenoliche degli oli e, di
conseguenza, l’intensità degli attributi organolettici di amaro e di piccante. L’oleificio,
pertanto, in relazione alle esigenze proprie e a quelle degli olivicoltori o dei
consumatori, può dotarsi di frangitori differenti da quelli forniti dalla ditta costruttrice
del decanter o può ricorrere all’abbinamento di due tipi di frangitori, che agiscono con
differente violenza, al fine di poter conseguire buone rese di estrazione e di poter
variare, entro certi limiti, le caratteristiche organolettiche degli oli.
Denocciolatura delle olive
Un metodo diverso per la preparazione della pasta di olive, alternativo alla molitura o
alla frangitura, è quello rappresentato dalla denocciolatura delle drupe per mezzo di
apposito apparecchio in grado di separare la polpa finemente sminuzzata dal nòcciolo
intero che si raccoglie a parte. Le macchine che effettuano questa operazione sono
costituite da una camera cilindrica, con superficie forata, entro cui ruota a elevata

28
velocità una coclea avente le spire con la parte periferica ricoperta di materiale plastico-
gommoso di una certa consistenza. Le olive sono spinte dalla coclea e dalla forza
centrifuga contro la parete del cilindro e, man mano che avanzano velocemente,
vengono sminuzzate dagli spigoli vivi dei fori; i frammenti di polpa che si formano,
passando attraverso gli stessi fori, sono raccolti nella parte sottostante dell’apparecchio
e avviati nella gramolatrice.
I nòccioli, con le moderne macchine ad alta efficienza, risultano quasi completamente
privati di polpa ed escono dalla parte anteriore dell’apparecchio, dove vengono raccolti
a parte per essere utilizzati, in genere, come combustibile o per altre finalità.
Negli anni Settanta-Ottanta, il problema della denocciolatura delle olive fu affrontato su
scala industriale, con la finalità, da una parte, di aumentare la capacità di lavoro degli
impianti riducendo, con l’operazione descritta, del 30% circa il peso della pasta di olive
da sottoporre a estrazione, e, dall’altra, di ottenere un prodotto costituito solo dall’olio
presente nella polpa dell’oliva, evitando l’eventuale presenza dell’olio contenuto
nell’endosperma. In una serie di prove di confronto (paste di olive integrali e paste di
olive snocciolate) effettuate, furono ottenuti risultati che misero in evidenza una
significativa riduzione del rendimento di estrazione quando si operava con paste di olive
denocciolate e, in aggiunta, la necessità di ridurre la portata di alimentazione del
decanter, per la difficoltosa separazione delle fasi che la mancanza del nocciolino
determinava. Gli oli ottenuti, inoltre, non presentavano differenze nei valori dei
parametri della qualità merceologica, mentre il contenuto di sostanze fenoliche risultava
superiore, del 10% circa, negli oli ottenuti da paste di olive denocciolate.
Tali risultati fecero decadere l’interesse per la tecnica della snocciolatura delle olive
anche, e soprattutto, perché le paste, private del nocciolino, determinavano la perdita,
nella centrifugazione, di una quantità significativa di olio. Con il trascorrere degli anni,

29
tuttavia, si iniziò a prestare maggiore attenzione, da parte dei consumatori, alle
caratteristiche organolettiche degli oli vergini di oliva e, pertanto, si ripropose la tecnica
della snocciolatura delle olive che appariva idonea a far ottenere oli più armonici ed
equilibrati che potevano incontrare un maggior favore da parte del pubblico. In alcune
zone dell’Italia meridionale, infatti, dove spesso si trovano varietà di olive che fanno
ottenere oli disarmonici e con caratteristiche organolettiche di eccessiva intensità, si
incontrano oleifici che operano con il sistema della centrifugazione e che, oltre alla
normale dotazione di frangitori metallici, dispongono anche di apposita macchina per la
denocciolatura delle olive al fine di poter soddisfare anche le richieste di produttori alla
ricerca di oli più equilibrati.
1.2.6 GRAMOLAZIONE DELLA PASTA DELLE OLIVE
La pasta di olive ottenuta dopo l’operazione di frangitura, o molitura, o dopo
denocciolatura, deve essere sottoposta a un’ulteriore operazione tecnologica, la
gramolazione, per preparare al meglio l’impasto per la successiva, e più importante,
separazione delle fasi liquide da quella solida che si effettua con i differenti sistemi di
estrazione. Tale operazione consiste in un lento e continuo movimento della pasta di
olive e si realizza in apparecchiature chiamate gramolatrici (o gramole) aventi forma
semicilindrica, con asse di rotazione orizzontale, o forma semisferica, con asse di
rotazione verticale, queste ultime usate soprattutto in passato negli oleifici dotati del
sistema della pressione. Il lento movimento (20-30 rpm) viene trasmesso alla pasta di
olive da palette, variamente inclinate e ancorate all’asse di rotazione, o, più
comunemente, da un nastro elicoidale a elica senza fine, anch’esso saldato sull’asse e
con inclinazione tale da convogliare la pasta verso l’uscita della gramolatrice dove è
situata la monopompa che alimenta la successiva apparecchiatura.
30
Tutte le parti metalliche dell’apparecchio, in contatto con la pasta di olive, sono
realizzate in acciaio inossidabile, non solo in ottemperanza di quanto previsto dalle più
recenti norme igieniche e sanitarie e dalle norme HACCP, ma anche per motivi di
ordine qualitativo al fine di evitare possibili inquinamenti dell’olio da parte di materiale
ferroso ossidato. Le stesse normative impongono, attualmente, la chiusura accurata delle
gramole per evitare incidenti sul lavoro e cadute accidentali di materiale estraneo
all’interno dell’apparecchiatura stessa.
Le gramolatrici sono dotate di idoneo sistema di riscaldamento, in genere realizzato con
circolazione di acqua calda in apposita camicia esterna, e hanno capacità variabile a
seconda del sistema di estrazione adottato dall’oleificio e della sua capacità di
lavorazione giornaliera.
L’operazione di gramolazione quindi, ha la finalità di incrementare la percentuale di
olio “libero” favorendo, da una parte, la riunione delle goccioline di olio con
formazione di gocce di più grandi dimensioni, tali da potersi separare in una fase liquida
continua, e determinando, dall’altra, la rottura dell’emulsione olio/acqua. In realtà, dopo
la frangitura delle olive, necessaria per ottenere la rottura della maggior parte delle
cellule della polpa, le gocce di olio, disperse nell’impasto, hanno dimensioni
microscopiche e hanno difficoltà a riunirsi perché circondate da una membrana di
natura lipoproteica tendente a mantenerle in stato di emulsione. Il lento movimento, cui
è sottoposta la pasta di olive nella gramolatrice, determina, per azione meccanica, la
rottura della membrana favorendo la riunione delle piccole gocce che diventano di
dimensioni sempre più grandi. L’efficacia della gramolazione dipende soprattutto dalle
caratteristiche reologiche della pasta di olive, ma anche dalla durata dell’operazione e
dalla temperatura che raggiunge l’impasto in lento movimento. I parametri tempo e
31
temperatura di gramolazione possono essere variati entro valori non molto ampi e in
dipendenza del sistema di separazione delle fasi adottato.
Pertanto è opportuno che l’operazione di gramolazione sia effettuata in modo razionale,
utilizzando macchine e impianti puliti, che evitino eventuali inquinamenti dell’olio, e
per tempi e a temperature ragionevoli.
Se si adottano tali condizioni, l’operazione di gramolazione, effettuata in impianti
industriali e su quantitativi industriali di pasta di olive (superiori a 200 kg):
− risulta utile per aumentare le rese di estrazione in olio;
− può avere durata ridotta, anche 15-20 minuti, se si effettua la molitura delle olive
con il frantoio a macine di granito, come avviene comunemente quando si adotta
il sistema della pressione. In tal caso la temperatura della pasta di olive può
essere limitata a valori non superiori a 24-25 °C, senza che ciò comprometta la
resa di estrazione in olio;
− può avere durata maggiore, anche 45-60 minuti, quando si effettua la frangitura
delle olive con i frangitori metallici ad alta velocità di rotazione che determinano
l’incremento dello stato di emulsione dell’impasto con riflessi negativi sulle rese
di estrazione. In tali casi, è buona norma prolungare nel tempo l’operazione che
deve avvenire a temperature variabili tra 28 e 32 °C;
− deve essere prolungata ed effettuata alle temperature predette, specie quando le
paste di olive presentano caratteristiche reologiche tali da renderle di “difficile”
lavorazione e quando si adotta il sistema della centrifugazione a 3 e a 2 fasi;
− non determina variazioni significative nei parametri della qualità merceologica
degli oli, se condotta nelle condizioni sopra descritte;
32
− non determina una riduzione significativa del contenuto di fenoli totali degli oli,
se condotta per tempi non superiori a 45 minuti; ne determina invece un
aumento all’incrementare della temperatura.
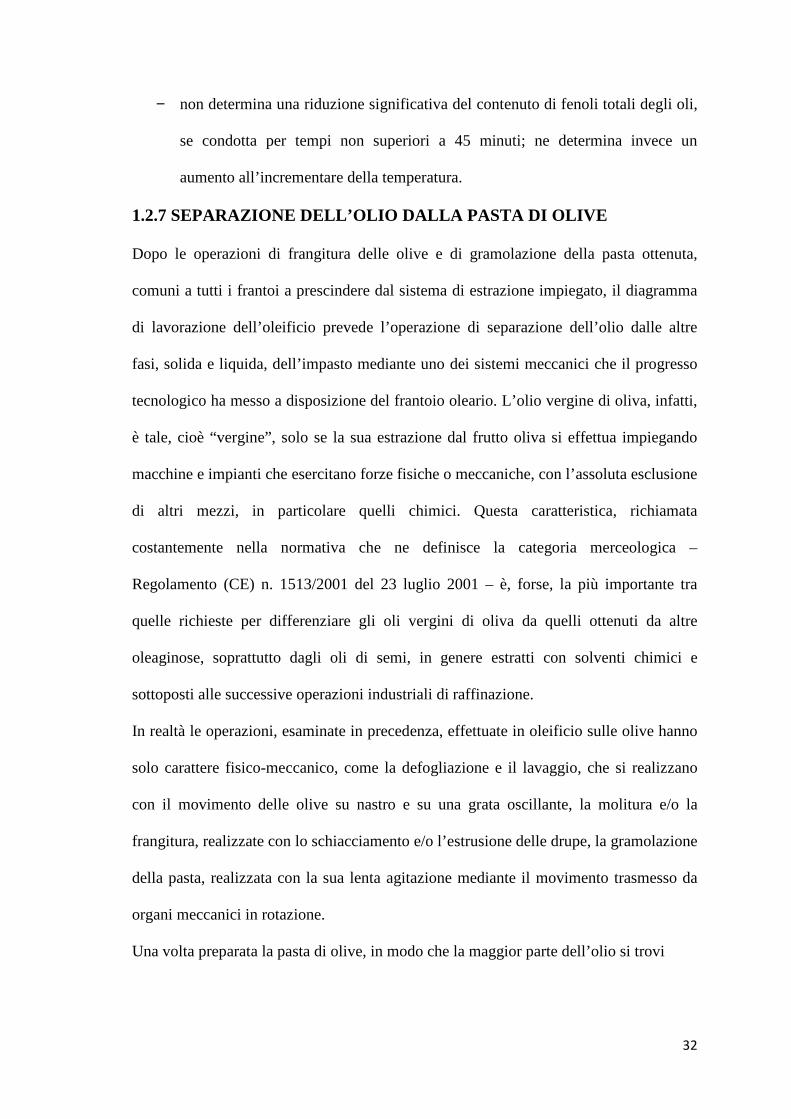
1.2.7 SEPARAZIONE DELL’OLIO DALLA PASTA DI OLIVE
Dopo le operazioni di frangitura delle olive e di gramolazione della pasta ottenuta,
comuni a tutti i frantoi a prescindere dal sistema di estrazione impiegato, il diagramma
di lavorazione dell’oleificio prevede l’operazione di separazione dell’olio dalle altre
fasi, solida e liquida, dell’impasto mediante uno dei sistemi meccanici che il progresso
tecnologico ha messo a disposizione del frantoio oleario. L’olio vergine di oliva, infatti,
è tale, cioè “vergine”, solo se la sua estrazione dal frutto oliva si effettua impiegando
macchine e impianti che esercitano forze fisiche o meccaniche, con l’assoluta esclusione
di altri mezzi, in particolare quelli chimici. Questa caratteristica, richiamata
costantemente nella normativa che ne definisce la categoria merceologica –
Regolamento (CE) n. 1513/2001 del 23 luglio 2001 – è, forse, la più importante tra
quelle richieste per differenziare gli oli vergini di oliva da quelli ottenuti da altre
oleaginose, soprattutto dagli oli di semi, in genere estratti con solventi chimici e
sottoposti alle successive operazioni industriali di raffinazione.
In realtà le operazioni, esaminate in precedenza, effettuate in oleificio sulle olive hanno
solo carattere fisico-meccanico, come la defogliazione e il lavaggio, che si realizzano
con il movimento delle olive su nastro e su una grata oscillante, la molitura e/o la
frangitura, realizzate con lo schiacciamento e/o l’estrusione delle drupe, la gramolazione
della pasta, realizzata con la sua lenta agitazione mediante il movimento trasmesso da
organi meccanici in rotazione.
Una volta preparata la pasta di olive, in modo che la maggior parte dell’olio si trovi

33
allo stato “libero”, in grado di separarsi in una fase continua, essa viene sottoposta
all’operazione di separazione delle fasi mediante uno dei sistemi meccanici disponibili,
e permessi, che, esercitando una forza fisica sull’impasto, determina l’estrazione
dell’olio, più o meno puro. I sistemi meccanici che si adottano negli oleifici per
l’estrazione dell’olio sono:
− il sistema della pressione, che opera mediante la forza premente (forza elevata);
− il sistema del percolamento, che opera mediante la forza della tensione
superficiale(forza debole);
− il sistema della centrifugazione, che opera mediante la forza centrifuga (forza
elevata).
Sistema della pressione
Si tratta del metodo classico, che separa il mosto d'olio dalle sanse attraverso una
filtrazione per effetto di una pressione. La pressione si attua in una pressa
idraulica aperta disponendo la pasta d'olio su strati sottili alternati a diaframmi filtranti
in una torre carrellata. Il dispositivo utilizzato per la costruzione della pila consiste in un
piatto circolare in acciaio con sponde leggermente rialzate e sagomate, carrellato per la
movimentazione. Al centro del piatto è inserito un cilindro forato (detto foratina) che ha
lo scopo di mantenere la pila in verticale e favorire il deflusso del mosto d'olio anche
lungo l'asse centrale della pila.
La costruzione della pila avviene secondo un ordine standard: il diaframma filtrante è
costituito da un disco in fibra sintetica forato al centro in modo da essere infilato lungo
la foratina, sul primo diaframma, adagiato sul fondo del piatto, si dispone uno strato di
pasta d'oliva spesso 3 cm, si sovrappone un secondo diaframma e un secondo strato di
pasta e così via. Ogni tre strati di pasta si sovrappone un diaframma senza pasta e un
disco d'acciaio allo scopo di distribuire uniformemente la pressione. Complessivamente

34
si costruisce una pila composta dalla sovrapposizione di 60 diaframmi alternati a 60
strati di pasta, 20 dischi d'acciaio e 20 diaframmi senza pasta. Il quantitativo di pasta
impiegato corrisponde ad una partita di olive molite con la molazza (2,5-3 quintali).
L'intera operazione di carico di una pressa si effettuava a mano, ma attualmente si
utilizzano apposite dosatrici, spesso integrate con la gramola. A questo punto la torre
viene inserita nella pressa e sottoposta a pressioni medie dell'ordine di 400 atm. Per
effetto della pressione il mosto d'olio si separa dalla frazione solida e dal sistema
drenante fluisce lungo l'esterno e lungo la foratina e viene raccolto sul piatto. Terminata
l'estrazione, la pila viene smontata e dai diaframmi viene rimossa la sansa utilizzando
apposite macchine.
I vantaggi dell'estrazione per pressione sono i seguenti
− buona qualità delle sanse
− ridotti consumi di energia e acqua e costi fissi contenuti
− minori quantitativi d'acqua di vegetazione da smaltire
− minore carica inquinante dell'acqua di vegetazione
Gli svantaggi sono i seguenti
− costi rilevanti per l'impiego della manodopera
− oneri derivanti dalla difficoltà di pulizia dei diaframmi filtranti
− funzionamento a ciclo discontinuo
− rischio di peggioramento della qualità in caso di cattiva pulizia dei diaframmi

35
Figura 1 - Diagramma di lavorazione delle olive mediante sistema della pressione

36
Sistema del percolamento
L’estrazione dell’olio dalle olive con il percolamento si basa sul principio della
differente tensione superficiale tra l’olio e l’acqua rispetto a una superficie metallica
che, immersa in un sistema che li contiene, come la pasta di olive, si ricopre
preferenzialmente di olio che aderisce alla superficie con forza tanto maggiore quanto
maggiore è la differenza tra i valori della tensione superficiale tra le due fasi liquide
presenti.
L’olio e l’acqua di vegetazione, infatti, hanno un diverso valore della tensione
interfacciale nei confronti della lamina metallica che si immerge nell’impasto
contenente sia la fase oleosa sia la fase acquosa. Più precisamente, nelle condizioni in
cui si opera, e in particolare in presenza della fase solida della pasta di olive, la tensione
interfacciale dell’olio è inferiore a quella dell’acqua di vegetazione, per cui la superficie
metallica si ricopre preferibilmente di uno strato oleoso.
La prima realizzazione di una macchina funzionante sul citato principio si deve ad
Acapulco, che nel 1917 mise a punto un impianto consistente in una rete metallica su
cui veniva disposta la pasta di olive. Con la rimozione della pasta di olive, si verificava
la separazione dell’olio che filtrava attraverso i fori della rete in quantità molto
maggiore rispetto all’acqua; per tale motivo, il sistema fu anche chiamato “filtrazione
selettiva”. Il sistema però, presentava alcuni inconvenienti risolti successivamente
dall’azienda Rapanelli Fioravante di Foligno (PG), la quale perfezionò la macchina e la
denominò “Sinolea”. Dal punto di vista meccanico-costruttivo, la macchina Sinolea è
costituita da una vasca semicilindrica avente come fondo una griglia d’acciaio
inossidabile nelle cui fessure sono alloggiate numerose lamine mobili, disposte
radialmente al pettine, che, muovendosi lentamente nelle maglie della griglia stessa,
penetrano nella pasta di olive e lasciano sgocciolare l’olio quando se ne ritraggono. Da

37
ciò il nome di “percolamento” o “sgocciolamento” o “filtrazione selettiva”, come in
genere viene chiamata l’operazione.
Le lamine, in un apparecchio della capacità di 300-350 kg di pasta di olive, sono
presenti in numero di 5.120, per una superficie totale, a contatto con la pasta, di circa
1,18 m2. Un sistema meccanico, costituito da un palone d’acciaio e da un pettine di
materiale plastico-gommoso, ruotando alla velocità di 7,5 giri/min, rimuove la pasta di
olive portando continuamente e uniformemente la stessa pasta, che man mano si
rinnova, a contatto con le lamine della griglia.
Sostanzialmente, le fasi di percolamento attraverso la Sinolea, sono:
− immersione del dispositivo estrattore;
− sollevamento;
− raschiamento dell’olio;
Ad ogni ciclo d'immersione il sollevamento del dispositivo fa sgrondare l'acqua di
vegetazione per effetto della gravità mentre l'olio aderisce alle superfici metalliche.
L'efficacia del processo si basa sull'elevato numero di lamelle, indispensabile per una
sufficiente superficie di interfaccia. Durante il moto di ritorno le superfici metalliche
vanno a contatto con un dispositivo raschiatore che rimuove l'olio facendolo confluire in
un sistema di raccolta; tale sistema permette di ottenere un olio di altissima qualità, ma
presenta una resa piuttosto bassa. Qualora esista la convenienza economica, la pasta
residua può essere sottoposta ad un secondo processo di estrazione per centrifugazione,
in modo da ottenere due prodotti differenziati in termini di qualità.
I vantaggi sono:
− lavorazione a freddo e all'assenza di interferenze del processo di estrazione con
le caratteristiche biochimiche della frazione oleosa della polpa delle olive;
− Automazione del processo e ciclo continuo di lavorazione;

38
− l'olio estratto dalla Sinolea, è privo d'acqua e non necessita della successiva
separazione centrifuga
Gli svantaggi sono:
− Bassa resa dell’olio;
− Incremento dei costi di traformazione;
Figura 2 -Diagramma di lavorazione delle olive mediante il sistema di percolamento con l’ottenimento di due tipi di
olio.

39
Sistema della centrifugazione
Si tratta di un metodo molto diffuso perché permette di superare i molteplici svantaggi
associati all'estrazione per pressione. La pasta d'olio è sottoposta ad una centrifugazione
in un tamburo conico ruotante ad asse orizzontale (detto comunemente decanter). Il
decanter utilizzato per la centrifugazione continua delle paste di olive gramolate è
costituito da un tamburo esterno di acciaio a forma cilindro-conica, con la parte
cilindrica più lunga di quella conica, che ruota ad alta velocità, circa 3.500 giri/min,
all’interno del quale gira, generalmente a una velocità leggermente superiore (da 5 a 20
giri/min), una coclea, il cui nastro elicoidale sfiora la superficie interna del tamburo. La
pasta di olive gramolata viene avviata al decanter mediante una monopompa, preferibile
rispetto a una coclea che potrebbe creare emulsioni, e, prima di entrare nella centrifuga,
viene addizionata di acqua, alla temperatura di 24-30 °C, in quantità variabile da 30-40
fino a 60-70 L/100 kg di olive, a seconda delle caratteristiche della pasta stessa.
Distinguiamo diversi tipi di decanter, tra cui:
− Il Decanter a 3 fasi, la tipologia più vecchia, che è in grado di scaricare 3 fasi
contemporaneamente; una fase scarica olio separato, una seconda fase scarica
acqua di vegetazione e impurità fini, la terza fase scarica sansa (nocciolo e
residui della polpa). Tutto il processo avviene in un procedimento continuo e
con macchina interamente in acciaio inox per preservare perfettamente le
caratteristiche organolettiche dell'olio d'oliva. La macchina permette di
risparmiare manodopera e tempo in quanto il ciclo è continuo: lavaggio delle
olive, macinatura, gramolatura (disemulsionamento) e separazione continua
nella centrifuga a tre fasi. Uno dei principali vantaggi, rispetto ai sistemi
tradizionali per pressione, e l'aumento della produttività e la migliore qualità
dell'olio.
40
Questo sistema richiede la preventiva diluizione della pasta d'olio con acqua. In
sostanza presenta difetti considerevoli perché consuma elevati quantitativi d'acqua e
produce elevati quantitativi di acque di vegetazione. L'acqua ha inoltre un'azione di
lavaggio della pasta che porta all'estrazione di un'elevata quantità di polifenoli. Le
acque di vegetazione hanno pertanto una maggiore carica inquinante rendendone
ulteriormente più oneroso lo smaltimento.
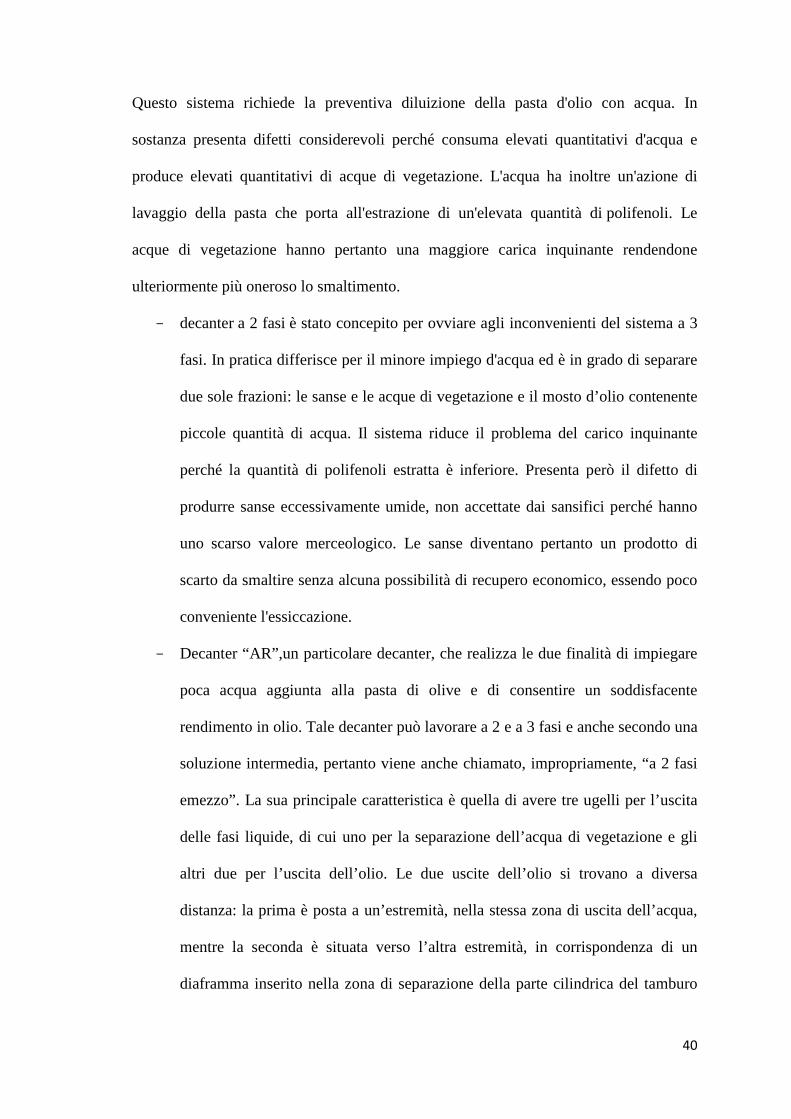
− decanter a 2 fasi è stato concepito per ovviare agli inconvenienti del sistema a 3
fasi. In pratica differisce per il minore impiego d'acqua ed è in grado di separare
due sole frazioni: le sanse e le acque di vegetazione e il mosto d’olio contenente
piccole quantità di acqua. Il sistema riduce il problema del carico inquinante
perché la quantità di polifenoli estratta è inferiore. Presenta però il difetto di
produrre sanse eccessivamente umide, non accettate dai sansifici perché hanno
uno scarso valore merceologico. Le sanse diventano pertanto un prodotto di
scarto da smaltire senza alcuna possibilità di recupero economico, essendo poco
conveniente l'essiccazione.
− Decanter “AR”,un particolare decanter, che realizza le due finalità di impiegare
poca acqua aggiunta alla pasta di olive e di consentire un soddisfacente
rendimento in olio. Tale decanter può lavorare a 2 e a 3 fasi e anche secondo una
soluzione intermedia, pertanto viene anche chiamato, impropriamente, “a 2 fasi
emezzo”. La sua principale caratteristica è quella di avere tre ugelli per l’uscita
delle fasi liquide, di cui uno per la separazione dell’acqua di vegetazione e gli
altri due per l’uscita dell’olio. Le due uscite dell’olio si trovano a diversa
distanza: la prima è posta a un’estremità, nella stessa zona di uscita dell’acqua,
mentre la seconda è situata verso l’altra estremità, in corrispondenza di un
diaframma inserito nella zona di separazione della parte cilindrica del tamburo
41
dal cono di spiaggiatura, in questo caso di dimensioni ridotte (cono corto). In
presenza di tale dispositivo, l’avanzamento della sansa trasportata dalla coclea
interna incontra l’ostacolo costituito dal diaframma generando una leggera
pressione sulla sansa stessa che determina l’ulteriore separazione di quella parte
di olio ancora libero, contenuto nella fase solida, che, mediante l’apposito
ugello, può essere estratto incrementando la resa in olio. Il vantaggio di questo
sistema è che si produce un quantitativo inferiore di acque di vegetazione e con
una minore carica inquinante. Le sanse umide hanno ancora uno scarso valore,
tuttavia possono essere trattate con sistemi che permettono un recupero
economico sfruttando il potenziale energetico del nocciolino.
Nel complesso, il bilancio tra i vantaggi e gli svantaggi del sistema della
centrifugazione si riassume nei seguenti punti.
Vantaggi:
− alta capacità di lavoro;
− ridotto fabbisogno di lavoro grazie all'automazione e all'inserimento in un ciclo
continuo;
− discreta qualità dell'olio per il basso grado di ossidazione e la facilità di pulizia;
− ridotti spazi d'ingombro.
Svantaggi:
− elevati consumi energetici;
− maggior consumo d'acqua;
− costi elevati di manutenzione a causa dell'usura a cui è soggetto il tamburo;
− costi di smaltimento dei reflui per la quantità d'acqua di vegetazione prodotta e
difficoltà di gestione delle sanse;

42
Figura 3- Diagramma di lavorazione delle olive mediante il ciclo della centrifugazione a 3 fasi, che prevede l’aggiunta
di acqua

43
1.2.8 LA DOPPIA ESTRAZONE DELL’OLIO DALLE OLIVE
L’estrazione dell’olio dalle olive mediante la doppia lavorazione risulta essere una
necessità tecnologica quando la prima estrazione si effettua con un sistema che non
consente un sufficiente esaurimento della pasta di olive, determinando l’ottenimento di
sanse vergini a elevata umidità e con un contenuto non trascurabile di olio, oppure una
scelta tecnica ed economica dettata dall’opportunità di conseguire sia il vantaggio di
una maggiore resa di estrazione in olio sia quello di disporre di due tipi di olio con
caratteristiche differenti. Il primo caso, che riguarda le paste di olive residue dalla
centrifugazione, può rivelarsi interessanti ed economici il recupero di una parte dell’olio
e, anche, la contemporanea riduzione del contenuto di acqua delle sanse al fine di
poterle collocare vantaggiosamente presso il sansificio.
Nel secondo caso le olive vengono lavorate mediante la doppia pressione per ottenere
l’olio “verdone”.
Alcuni studi confermano che la doppia estrazione dell’olio, effettuata mediante il
sistema della centrifugazione a 3 fasi, determina un esaurimento della pasta di olive
simile a quello accertato con la doppia pressione, con il vantaggio di evitare il notevole
ingombro delle presse e la discontinuità del lavoro tipica del sistema della pressione e,
aspetto molto importante, di ridurre significativamente i costi della manodopera. Inoltre
analizzando i risultati tecnologici, che si conseguono con i sistemi meccanici più
largamente impiegati per la lavorazione delle olive, in particolare con la pressione unica
e con la centrifugazione diretta delle paste di olive gramolate, si evince che, se utilizzati
razionalmente, determinano buoni rendimenti di estrazione in olio ma fanno anche
ottenere sottoprodotti con caratteristiche molto diverse. Con il sistema della pressione,
infatti, si ottengono sanse a bassa umidità ma ad alto contenuto di olio e acque di
vegetazione in cui residua una limitata quantità di olio, mentre con il sistema della
44
centrifugazione a 3 fasi, invece, si ottengono sanse molto umide e a basso contenuto di
olio e acque di vegetazione in cui residua una consistente quantità di olio.Da tale
osservazione si può dedurre che, in tema di doppia estrazione dell’olio, un modo
efficace per conseguire elevate rese dovrebbe consistere nell’effettuare una prima
spremitura soffice della pasta di olive gramolata a cui far seguire la centrifugazione
delle sanse ottenute dalla pressa. In altre parole, l’abbinamento pressione-
centrifugazione avrebbe, in teoria, tutte le possibilità di far conseguire alti rendimenti di
estrazione e anche due tipi di olio da impiegare separatamente, o in miscela tra loro.
Malgrado i buoni risultati quantitativi, e anche di qualità dell’olio, che l’abbinamento
dei sistemi pressione e centrifugazione consente di ottenere, il problema dei costi di
lavorazione, specie per l’elevata incidenza del costo della manodopera, ha provocato il
fenomeno della sostituzione degli impianti a pressione con quelli continui di
centrifugazione, soprattutto nei Paesi ad alta produzione olivicola. Inoltre l’introduzione
dei decanter a 2 fasi, che produce, oltre all’olio vergine, solo sansa molto umida e
contenente tutto l’olio non estratto, ha provocato una modifica importante del normale
ciclo di lavorazione delle olive da parte dei frantoi di grandi dimensioni, consistente nel
cercare di recuperare l’olio che residuava nella sansa mediante una successiva
centrifugazione.
La doppia lavorazione delle olive quindi, può risultare conveniente solo nel caso in cui
la quantità di olio recuperato in seconda estrazione abbia un valore commerciale tale da
compensare i costi di ammortamento e di esercizio delle apparecchiature (gramolatore,
decanter e altre macchine) necessarie per effettuare l’operazione di ripassare la pasta già
centrifugata per una seconda estrazione dell’olio.
Alcuni oleifici di grandi dimensioni, aventi una capacità teorica di lavoro di circa 300-
400 t di olive al giorno possono effettuare la doppia estrazione, eventualmente in

45
periodi di conferimenti ridotti di olive, ricorrendo a un diagramma di lavoro diverso che
consente anche il recupero di un sottoprodotto solido, il nocciolino della sansa, da
utilizzare, convenientemente, come combustibile. Il ciclo di lavoro consiste in una
prima estrazione dell’olio dalla pasta di olive gramolata, mediante un decanter a 2 fasi
(2 uscite), che successivamente viene avviata alla macchina denocciolatrice, per la
separazione del nocciolino. Dalla macchina si ottiene una pasta di olive parzialmente
denocciolata (poiché è bene lasciare una parte dei frattumi di nòcciolo per l’azione
drenante che potranno esercitare nella successiva centrifugazione) che si sottopone
all’operazione di gramolazione, alla temperatura di 40-50 °C, per essere, quindi, avviata
alla centrifugazione in un decanter operante a 3 fasi (3 uscite), con aggiunta di 10-20 L
di acqua/100 kg di pasta.
Questa tecnica di lavorazione presenta quindi, una variante che consiste nella possibilità
di sottoporre alla seconda centrifugazione, previa lunga gramolazione a una temperatura
di 45-55 °C:
− la pasta di olive già centrifugata proveniente dal primo decanter;
− la pasta di olive già centrifugata proveniente dal primo decanter e sottoposta a
una successiva operazione di denocciolatura.
Tale soluzione richiede importanti investimenti, per dotarsi di macchine efficaci a
elevata capacità lavorativa, ma determina sicuramente una significativa riduzione dei
costi se l’oleificio ha la possibilità di lavorare le olive in massa, evitando la separazione
delle varie partite, specie di quelle di peso ridotto.
46
1.2.9 LA SEPARAZIONE DELL’OLIO DAL MOSTO OLEOSO
L’ultima operazione che si effettua in frantoio, è quella della separazione dell’olio dal
mosto oleoso (olio + acqua di vegetazione) mediante un apparecchio centrifugo ad asse
verticale rotante ad alta velocità.
Ogni sistema di lavorazione delle olive prevede, alla fine del processo, la separazione
delle fasi liquide da quella solida secondo le seguenti modalità:
− il sistema della pressione lascia la fase solida (sansa) all’interno della torre di
fiscoli e fa defluire la parte liquida, costituita da olio e da acqua di vegetazione
(mosto oleoso), in un pozzetto da cui viene ripresa e avviata al separatore
centrifugo verticale;
− il sistema del percolamento lascia sgocciolare, dall’apposito apparecchio, una
fase liquida costituita prevalentemente da olio e, in minor misura, da acqua di
vegetazione;
− il sistema continuo della centrifugazione a 3 fasi separa in maniera continua e
distinta le 3 fasi che sono rappresentate, rispettivamente, dalla sansa, dall’olio,
più o meno impuro per la presenza di acqua, e dalla fase acquosa costituita da
acqua di vegetazione diluita e da minime quantità di olio, presente allo stato
libero o in emulsione o racchiuso nei frammenti vegetali che inevitabilmente
confluiscono nella fase acquosa;
− il sistema continuo della centrifugazione a 2 fasi separa in maniera continua e
distinta, da una parte, la fase semisolida costituita dalla sansa e dall’acqua di
vegetazione e, dall’altra, la fase liquida costituita prevalentemente da olio in
presenza di quantità più o meno evidenti di acqua di vegetazione e di frammenti
vegetali.

47
L’olio, comunque ottenuto con i sistemi descritti, prima di essere destinato allo
stoccaggio o al consumo deve essere liberato dalla parte acquosa e dalle altre eventuali
impurezze mediante metodi, che consentono la separazione delle due fasi immiscibili
(olio e acqua), come la decantazione naturale o quella accelerata attuata dalla forza
centrifuga originata da una macchina rotante ad alta velocità intorno a un asse verticale.
La Decantazione è il metodo tradizionale basato sulla non miscibilità dell'olio e
dell'acqua; in fase di riposo l'olio, essendo più leggero, tende ad affiorare in superficie
separandosi dall'acqua. Il mosto d'olio, appena ottenuto con la spremitura, subisce una
prima separazione che permette di ottenere un prodotto di maggiore qualità e
successivamente una seconda separazione della quantità residua che richiede tempi più
lunghi di stazionamento. La separazione per decantazione naturale, tuttavia, è parziale,
di scarsa efficacia e richiede un lungo tempo di contatto tra i due liquidi, anche oltre 10-
12 ore, con possibile inquinamento dell’olio a causa dei prodotti di neoformazione per
fermentazione (aerobica e anaerobica) delle acque di vegetazione. In tal caso l’olio può
acquisire i difetti di avvinato, se l’acqua di vegetazione ha subito una fermentazione
prevalentemente alcolica, di riscaldo, se la fermentazione è stata prevalentemente
lattica, e, infine, di morchia, se il contatto è stato molto prolungato nel tempo e la
fermentazione sviluppata è stata di tipo anaerobico con produzione di acidi grassi a
corta catena. Questo è un metodo ormai del tutto abbandonato in quanto poco adatto ad
ottenere prodotti di qualità.
La centrifugazione verticale è il sistema impiegato in tutti gli impianti (ad eccezione
dell'olio estratto con la Sinolea) per separare l'olio dall'acqua. Al processo è sottoposto
sia il mosto d'olio ottenuto per spremitura o per centrifugazione orizzontale, sia l'acqua
di vegetazione ottenuta dalla centrifugazione orizzontale.
48
Allo scopo si utilizzano separatori centrifughi verticali, macchine mutuate
dall'impiantistica dell'industria lattiero-casearia (scrematrici), che effettuano la
separazione in virtù di una rotazione ad alta velocità. Il separatore centrifugo consiste in
un serbatoio cilindrico contenente il tamburo ruotante costituito da una serie di dischi
conici forati e sovrapposti. Il mosto d'olio, immesso dall'alto, entra nel tamburo ed è
sottoposto ad una centrifugazione a 6000-6500 giri al minuto. Per effetto della
differente densità olio e acqua si separano in due differenti efflussi. Durante la rotazione
si ha un accumulo di residui solidi (morchie) che vengono espulsi tramite un sistema di
sicurezza automatizzato.
I pregi di queste macchine risiedono nella continuità del lavoro, nell’alta portata oraria e
nella rapidità con cui si realizza la separazione dell’olio dall’acqua. L’inconveniente
principale, invece, è rappresentato dalla necessità di fermare l’apparecchio per lo
scarico del solido, che si stratifica nella parte interna del tamburo, e per la pulizia dei
coni sulla cui superficie si deposita uno strato di materiale solido che impedisce il
normale flusso dell’olio. In tali condizioni, lo spessore dello strato di acqua aumenta
fino a miscelarsi con l’olio e uscire dallo stesso braccio. Per ripristinare la normale
efficienza del separatore si deve procedere allo smontaggio della macchina e
all’eliminazione del residuo solido, ovunque depositato e, in particolare, dai coni
mediante lavaggio degli stessi, anche con soluzioni alcaline calde, con notevole perdita
di tempo (fino ad alcune ore) e con la conseguente riduzione della capacità di
lavorazione del frantoio.
La frequenza con cui si deve effettuare la pulizia del separatore, dipende dalla sua
capacità, dal sistema di lavorazione impiegato e dalle caratteristiche delle olive. Quando
si adotta il sistema della pressione, l’acqua di vegetazione, in genere, presenta un tenore
ridotto di frammenti vegetali solidi che vengono bloccati sulla sansa per l’azione

49
filtrante dei fiscoli (diaframmi filtranti) e, pertanto, la pulizia delseparatore deve essere
attuata meno frequentemente, specie se la capacità lavorativadel frantoio è limitata.
Quando si adotta il sistema continuo della centrifugazione, invece, il frantoio, in genere,
ha una capacità di lavoro medio-alta e le acque di vegetazione prodotte contengono
quantità significative di frammenti vegetali che si accumulano, in breve tempo, nella
parte più esterna del tamburo fino a riempire tutto il volume disponibile ostruendo, così,
il percorso obbligato dell’acqua di vegetazione che, a causa di tale impedimento, è
costretta a seguire la via riservata all’olio miscelandosi di nuovo con esso. In tal caso, la
pulizia del separatore dovrebbe avvenire troppo frequentemente, con notevole riduzione
della capacità di lavoro del frantoio. Questo inconveniente è stato in parte superato dalle
moderne centrifughe autopulitrici che, entrate nel frantoio insieme agli impianti continui
di centrifugazione, effettuano, in movimento, lo scarico automatico dei fanghi
azionando il comando per l’apertura di una serie di fori periferici presenti sul tamburo.
Naturalmente, anche questi separatori a scarico automatico necessitano, dopo che una
quantità elevata di mosto è stata sottoposta a centrifugazione, di essere sottoposti a
pulizia con conseguente arresto della macchina.
In genere, la separazione del mosto oleoso, ottenuto con i vari sistemi impiegati
perl’estrazione meccanica dell’olio dalle olive, si effettua inviando direttamente il
mosto al separatore centrifugo verticale che presenta, al di sopra della serie di coni,
l’apposito anello di dimensioni (diametro) opportune, in relazione al rapporto
volumetrico olio/acqua del mosto oleoso, per regolare l’uscita separata dell’olio e
dell’acqua di vegetazione. Nella realtà pratica industriale, tuttavia, si nota spesso che
l’operatore dell’oleificio immette, con apposita tubazione posta al di sopra del
separatore, una certa quantità di acqua di rete, leggermente riscaldata, che si aggiunge al

50
flusso di mosto oleoso il quale, proveniente dalla precedente operazione, alimenta il
separatore centrifugo verticale.
L’immissione di acqua bianca, che si dovrebbe evitare in una normale e corretta
operazione, viene giustificata in vari modi, tra i quali i più frequenti sono il richiamo a
usi e costumi consolidati dalla tradizione (anche se non motivati) o il fine di ottenere un
olio più pulito o ragioni tecniche legate alle caratteristiche del mosto stesso, come nel
caso in cui si adotta il sistema della pressione e le olive risultano molto mature.
Quando si ricorre all’aggiunta di acqua di rete al flusso di mosto oleoso quindi, si
determina la diluizione delle acque di vegetazione con un conseguente aumento del loro
volume, rendendo impossibile, a meno che non si conosca perfettamente il quantitativo
di acqua aggiunta, utilizzare i dati di composizione delle acque (residuo secco e olio)
per stabilire il bilancio di materia dell’operazione di oleificio. Inoltre, si altera la
composizione di tutte le classi di sostanze solubili nell’acqua di vegetazione, in
particolare delle sostanze fenoliche. Ciò causa, per la legge dell’equilibrio di partizione,
la diminuzione della concentrazione dei fenoli nell’olio che, pertanto, risulterà meno
dotato di antiossidanti naturali.
1.2.10 CONSERVAZIONE IN MASSA DELL’OLIO VERGINE DI OLIVA
L’olio vergine di oliva prodotto nei frantoi italiani segue, in genere, due vie:
− l’olio prodotto viene ritirato, in tutto o in parte, dal produttore di olive;
− l’olio prodotto viene lasciato, in tutto o in parte, nell’oleificio sia perché di
proprietà del frantoiano stesso sia perché venduto dal produttore di olive al
frantoiano privato sia perché conferito, dal socio olivicoltore, all’oleificio
cooperativo che provvederà alla sua successiva commercializzazione.
Nel primo caso, molto comune in Italia, dove la maggior parte degli oleifici sono privati
ed esercitano l’attività molitoria di servizio per conto terzi remunerata secondo un
51
tariffario variabile nelle diverse regioni, il produttore di olive utilizza l’olio ritirato
quale provvista annuale da impiegare per il consumo quotidiano familiare,
conservandolo in piccoli contenitori di materiale inerte (vetro, acciaio o materiale
metallico protetto da banda stagnata). Questa quota di produzione olearia, destinata
all’autoconsumo, rappresenta circa il 30% della produzione annuale italiana e, in alcune
regioni dell’Italia centrale, raggiunge anche il 40-50% della produzione regionale.
Nel secondo caso, l’olio viene conservato in massa, in attesa della sua
commercializzazione, utilizzando idonei contenitori, di dimensioni medio-grandi,
costituiti dalle posture interrate, aventi le pareti e il fondo ricoperti di lamina di acciaio
o dai serbatoi aerei in acciaio inossidabile, posti all’interno di locali che evitino, o
riducano, le escursioni termiche stagionali sia per la favorevole collocazione naturale
sia perché opportunamente climatizzati.
Qualunque sia la destinazione dell’olio, è evidente che il suo consumo
periodico,richiede un inevitabile stoccaggio al fine di renderne possibile l’impiego
alimentare anche dopo 10-12 mesi dalla produzione. La conservazione dell’olio risulta
pertanto, un’operazione necessaria da effettuare in modo razionale ed efficace, poiché in
questa fase si può facilmente correre il rischio di deteriorare irreparabilmente la qualità
del prodotto.
Il problema della conservazione dell’olio vergine di oliva, assume diversa importanza in
relazione alla quantità di olio che si deve destinare allo stoccaggio. Nel caso dei piccoli
produttori, che destinano all’autoconsumo parte dell’olio prodotto, il problema si risolve
utilizzando un contenitore, di volume adeguato, da cui attingere giornalmente la
quantità di olio necessaria per soddisfare le esigenze alimentari familiari. Tale
soluzione, anche se apparentemente efficace, non è la migliore possibile né quella
consigliabile, per chi apprezza le caratteristiche organolettiche dell’olio vergine di oliva.
52
Diverso è il caso delle aziende, sia direttamente produttrici di olio sia solo commerciali,
che hanno la necessità di stoccare quantitativi notevoli di prodotto da immettere
periodicamente sul mercato. Per queste aziende è di estrema importanza che l’olio
conservi più a lungo possibile le caratteristiche qualitative iniziali e, pertanto, esse
devono
disporre di mezzi adeguati per evitare gli effetti negativi che uno stoccaggio in massa,
realizzato in maniera poco razionale, può determinare sulla qualità dell’olio.
Nel corso dello stoccaggio, l’olio vergine di oliva può essere soggetto a processi di
natura chimica e biologica, che ne alterano la qualità, riconducibili a due tipi di
reazioni:
− l’idrolisi, a carico dei trigliceridi (lipolisi) e di altri esteri eventualmente
degradabili, dovuta ad azioni enzimatiche;
− l’ossidazione chimica degli acidi grassi, costituenti i trigliceridi, attraverso una
reazione radicalica a catena, favorita dalla presenza di ossigeno e di radicali
liberi, che porta alla formazione degli idroperossidi.
Il processo alterativo dell’olio, dovuto a fenomeni idrolitici, richiede la presenza di
enzimi e, quindi, di acqua e, pertanto, si può originare quando l’olio è ancora torbido
per la presenza, in emulsione, di microgocce di acqua di vegetazione, o acqua di
lavaggio. In tali condizioni, gli enzimi lipolitici (lipasi) sono in grado di scindere il
legame estereo tra la glicerina e gli acidi grassi, determinando l’incremento dell’acidità
libera dell’olio, specie a temperatura ambientali superiori ai 20-25 °C.
La fase acquosa presente nell’olio vergine di oliva tende, lentamente, a depositarsi sul
fondo del contenitore formando uno strato, spesso di colore scuro, che prende il nome di
sedimento o morchia.

53
A prescindere da considerazioni di tipo estetico, che non fanno gradire ai consumatori la
visione dello strato scuro sul fondo del recipiente, specie se costituito da una bottiglia di
vetro, la presenza del sedimento è in grado di determinare, quando la temperatura
ambiente supera i 20 °C, la fermentazione anaerobica della sostanza organica con
possibile formazione di acidi grassi a corta catena responsabili del difetto di “morchia”,
particolarmente sgradevole.
Per evitare le alterazioni idrolitiche, pertanto, è necessario eliminare l’acqua dall’olio
mediante l’operazione di filtrazione che si effettua, generalmente, all’atto del
confezionamento del prodotto da avviare alla commercializzazione.
Durante la conservazione in massa, in contenitori di dimensioni medio-grandi, invece,
l’olio vergine di oliva, naturalmente torbido per la presenza di acqua di vegetazione, o
di acqua di lavaggio, si spoglia lentamente, per decantazione naturale, della fase
acquosa dispersa in emulsione, per effetto dell’aggregazione delle microgocce di acqua
che, aumentando di dimensioni, si depositano sul fondo rendendo l’olio più limpido. Al
fine di evitare gli inconvenienti dianzi indicati, connessi con la presenza del sedimento,
è necessario che la temperatura del locale dove si effettua lo stoccaggio dell’olio sia
inferiore a 20 °C, meglio se compresa fra 13 e 18 °C; Questo intervallo di temperatura
rappresenta una condizione ottimale di conservazione del prodotto poiché in tal modo si
evitano gli effetti negativi sia di una temperatura troppo bassa sia di quella troppo alta.
Se il contenitore dell’olio, sia di grandi sia di piccole dimensioni, è esposto a una
temperatura ambientale troppo bassa, come può avvenire in inverno nel caso di serbatoi
metallici posti al di sopra del piano terra, si assiste alla formazione di grumi solidi, di
colore bianco-giallo, che si depositano sul fondo o sulle pareti a causa del processo di
solidificazione. Inoltre, la successiva fase di scongelamento, conseguente a
un’aumentata temperatura ambientale, ha ripercussioni negative sulla qualità dell’olio
54
che, pur reso molto più limpido, risulta meno dotato di sostanze fenoliche e anche meno
stabile alla conservazione.
La conservazione dell’olio vergine di oliva a temperature superiori a 20-22 °C,
invece,comporta rischi di danni alla sua qualità dovuti a un’accelerazione dei processi
idrolitici e di ossidazione; negli oli torbidi infatti, contenenti acqua in emulsione,
l’incremento della temperatura favorisce e accelera l’attività degli enzimi presenti che si
può manifestare con l’aumento dell’acidità libera dell’olio e anche del contenuto di
fenoli semplici.
L’olio vergine di oliva, inoltre, è soggetto, durante lo stoccaggio, a un altro importantee
dannoso processo alterativo della sua qualità, rappresentato dall’ossidazione chimica
determinata dalla reazione dell’ossigeno, disciolto nell’olio, con gli acidi grassi insaturi
costituenti i trigliceridi. L’ossidazione dell’olio, in tali condizioni, prende il nome di
autossidazione e ha un decorso che dipende da molti fattori, i più importanti dei quali
sono:
− la composizione in acidi grassi dell’olio e il contenuto di antiossidanti naturali;
− il materiale di costruzione dei contenitori dell’olio;
− l’esposizione alla luce;
− la temperatura di conservazione;
− il contatto con l’aria;
Tra i fattori maggiormente responsabili dell’alterazione dell’olio vergine di oliva,
durante la conservazione, va considerata, tuttavia, l’esposizione dell’olio all’ossigeno
dell’aria poiché, in definitiva, l’ossidazione dei lipidi è possibile solo in presenza di
ossigeno. Comunque si proceda allo stoccaggio dell’olio, sia in piccoli contenitori sia in
contenitori di maggiori dimensioni, lo spazio al di sopra del pelo libero dell’olio è
occupato, in genere, dall’aria, che contiene il 21-23% di ossigeno. Questo spazio libero,

55
risulta tanto maggiore quanto maggiore è il volume del contenitore poiché,
generalmente, nello riempire d’olio i serbatoi, o i più piccoli recipienti, si lascia un 5-
10% di volume libero per assorbire le eventuali dilatazioni termiche dovute a variazioni
di temperatura.
Per evitare l’insorgenza dei problemi sopraelencati, la maggior parte dell’olio vergine
d’oliva commercializzato, prima di essere imbottigliato, viene filtrato; L’operazione di
filtrazione dell’olio, nella sua forma più semplice e tradizionale, può essere realizzata
mediante l’impiego del cotone idrofilo che, disposto su un’estesa superficie, è in grado
di adsorbire la fase acquosa e le altre impurezze, solide o mucillaginose, inevitabilmente
contenute nell’olio stesso. Questo tipo di filtrazione si realizza con il cosiddetto “filtro
alla barese”, che è costituito da due contenitori di acciaio sovrapposti, il primo dei quali
ha, sul fondo, una rete metallica (di acciaio) con concavità semisferiche, il cui fine è
quello di aumentare la superficie filtrante. Su questa rete si dispone uno strato di cotone
idrofilo su cui si invia l’olio vergine torbido che, una volta filtrato, si raccoglie nel
contenitore sottostante e, da qui, viene inviato, mediante idonea pompa, al serbatoio di
stoccaggio, da cui si preleva, successivamente, per l’imbottigliamento.
Il metodo descritto risulta lento e di parziale efficacia ed espone l’olio a un prolungato
contatto con la luce e con l’aria e, pertanto, non si addice alle realtà industriali che
necessitano di un prodotto limpido, o brillantato, da imbottigliare, in notevole quantità,
nelle differenti confezioni. In tal caso si deve disporre di idonea macchina, come il
filtro-pressa, in grado di effettuare una filtrazione efficace e rapida.Il filtro-pressa è
costituito da una serie di cartoni di cellulosa compatta avente una porosità adeguata per
conseguire i risultati voluti, attraverso cui, mediante una pompa, viene inviato l’olio
che, in tal modo, si libera della fase acquosa, assorbita dal materiale cellulosico idrofilo,
e delle impurezze solide o semisolide che vengono trattenute dai cartoni, poiché di
56
dimensioni maggiori del diametro dei pori; l’efficacia dell’operazione dipende dalla
porosità dei cartoni impiegati. Quando i pori vengono completamente ostruiti dal
materiale solido dell’olio, infatti, la pressione necessaria diventa eccessiva e, pertanto, è
indispensabile, a quel punto, porre termine all’operazione e cambiare la serie di cartoni.
Nel caso di grosse partite di olio vergine di oliva, con una torbidità non trascurabile, è
opportuno e consigliabile effettuare una preventiva riduzione della fase acquosa e delle
impurezze ricorrendo all’impiego di farina fossile (o polvere di diatomee) che,
miscelata in quantità dell’1-2% con l’olio, è in grado di adsorbire la maggior parte
dell’acqua e le mucillagini presenti rendendo l’olio meno torbido e, di conseguenza, più
facilmente filtrabile nella successiva operazione mediante filtro-pressa.
La filtrazione dell’olio vergine di oliva risulta necessaria per evitare inconvenienti di
varia natura, a cui l’olio può andare incontro, se conservato in maniera poco razionale.
È doveroso, tuttavia, evidenziare che la filtrazione, comunque effettuata, riduce il tenore
di sostanze fenoliche totali presenti nell’olio torbido in quanto determina la fissazione
della fase acquosa e dei fenoli che contiene.
In definitiva, si può affermare che la fase dello stoccaggio risulta di grande importanza
al fine di assicurare la conservazione delle caratteristiche di qualità che l’olio vergine di
oliva possedeva all’atto della sua produzione in frantoio. Tale risultato si può ottenere
adottando le seguenti condizioni:
− l’olio va conservato in massa con la minima torbidità che presenta al momento
della produzione;
− l’olio deve essere stoccato in contenitori di materiale inerte, come acciaio, vetro
ecc., in modo da evitare cessioni di sostanze estranee. Il contenitore, inoltre,
deve essere impermeabile all’aria;

57
− l’olio deve essere protetto dalla luce e, pertanto, i contenitori devono essere
opachi alle radiazioni;
− l’olio va conservato in ambiente a temperatura controllata, preferibilmente fra 13
e 18 °C;
− l’olio va conservato in contenitori pieni, con una quantità di aria non superiore al
3% del volume del serbatoio, o di altro recipiente;
− se il serbatoio di stoccaggio dell’olio non è pieno, è necessario sostituire l’aria,
nello spazio di testa al di sopra del pelo libero dell’olio, con gas inerte, come
l’azoto, l’anidride carbonica o l’argon.
1.2.11 I SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIV E
I sottoprodotti dell’attività del frantoio, che opera con i sistemi della pressione, della
centrifugazione a 3 fasi o del percolamento-centrifugazione, sono i seguenti:
− foglie di olivo;
− acqua di lavaggio delle olive;
− sansa vergine di oliva;
− acqua di vegetazione delle olive;
− acqua di lavaggio dell’olio.
Nel caso della lavorazione delle olive con il sistema della centrifugazione a 2 fasi,
invece, i sottoprodotti dell’oleificio possono essere gli stessi sopra elencati, tranne
l’acqua di vegetazione.
Qualora l’oleificio sia dotato di vasca, o serbatoio, di adeguata capacità per l’accumulo
dell’acqua di vegetazione (tale locale, in genere sotterraneo, è chiamato “morchiaio” o
“inferno” o “sentina”), si può ottenere, dopo un certo tempo di stoccaggio, la
separazione in superficie di olio vergine di oliva lampante, ad alta acidità, ossidato e

58
con il caratteristico difetto di morchia ad alta intensità, che viene ceduto all’industria
per essere sottoposto alle operazioni di rettifica, o raffinazione.
Le foglie di olivo
La raccolta delle olive determina la contemporanea caduta delle foglie, la cui presenza
può essere anche elevata, specie nel caso di impiego degli scuotitori meccanici o delle
macchine agevolatrici; in genere, tutti gli oleifici operano, mediante opportune
macchine, la separazione delle foglie che, pertanto, rappresentano un sottoprodotto da
smaltire razionalmente e nel rispetto della normativa e dell’ambiente. Il modo più
comune di smaltimento delle foglie consiste nel riciclarle sul terreno, in genere l’oliveto
stesso, meglio se sminuzzate, con apposita macchina, e interrate. Altra destinazione
delle foglie può essere quella dell’essiccamento naturale e della successiva utilizzazione
come combustibile nei focolari domestici o negli impianti termoelettrici che si stanno
diffondendo nelle varie regioni.
Le foglie d’olivo, tuttavia, sono una fonte potenziale di sostanze fenoliche poiché
contengono glucosidi fenolici e, in particolare, oleuropeina. Questa sostanza naturale,
oltre a possedere proprietà antiossidanti, ha anche un interesse farmacologico per le sue
proprietà ipotensive e risulterebbe, pertanto, utile ed economico realizzare l’estrazione
della sostanza dalle foglie mediante opportuno solvente per la produzione di un
preparato farmaceutico naturale (“safe”), in sostituzione dei prodotti farmaceutici
ipotensivi di sintesi, molto impiegati per patologie associate all’aumento della pressione
arteriosa.
L’acqua di lavaggio delle olive
Non tutti gli oleifici operano il lavaggio delle olive che, tuttavia, sarebbe opportuno
effettuare, specie quando si lavora con il sistema della centrifugazione, anche per
ragioni di ordine igienico-sanitario. Il lavaggio delle olive, che si effettua mediante

59
apposita macchina (Figura 12.2) dopo la defogliazione, richiede l’impiego di acqua
potabile e il volume finale delle acque residuate dall’operazione ammonta a circa il 10%
(v/p) della quantità giornaliera di olive poste in lavorazione.
Questo sottoprodotto viene, in genere, miscelato con l’acqua di vegetazione prodotta
dall’oleificio e, pertanto, ne segue la via dell’utilizzazione prevista che, nel caso degli
oleifici italiani, è quella dello spargimento controllato sul terreno agrario, così come
consentito e regolato dalla legislazione vigente.
Nel caso in cui l’oleificio sia dotato di decanter centrifughi a 2 fasi, che non producono
acqua di vegetazione, l’acqua di lavaggio delle olive viene miscelata con l’acqua
utilizzata per il lavaggio finale dell’olio, realizzato nel separatore centrifugo verticale e
naturalmente smaltita nei modi previsti dalle norme vigenti nel Paese.
La sansa vergine di oliva
La sansa vergine di oliva ha rappresentato e, in qualche caso, ancora oggi, il
sottoprodotto più importante per l’oleificio poiché le sue caratteristiche possono essere
tali da renderlo utilizzabile quale materia prima per l’estrazione dell’olio di sansa,
mediante solvente, da parte dei sansifici.
Con l’introduzione del sistema continuo di centrifugazione a 3 fasi, il suo valore
commerciale si ridusse al punto da non rappresentare più un reddito per il frantoio e
divenne ancora più marcata con la comparsa, nel frantoio oleario, dei decanter a 2 fasi,
da cui si ottiene un sottoprodotto solido molto umido, di consistenza melmosa e non
accettata dal sansificio.
La sansa di oliva, a seconda delle sue caratteristiche, può essere utilizzata in diversi
settori, nell’industria o nell’agricoltura, per i seguenti scopi:
− estrazione dell’olio mediante solvente da parte del sansificio;
− produzione di energia termica, dopo parziale essiccamento all’aria;
60
− preparazione di compost o mangimi, meglio se dopo la separazione dal
nocciolino;
− separazione del nocciolino, da impiegare come combustibile;
L’industria di estrazione dell’olio di sansa trova maggiore interesse e convenienza
nell’utilizzare la sansa ottenuta con il sistema della pressione per il minore contenuto di
acqua, che determina anche un minor costo per la necessaria operazione di
essiccamento, e per il più alto contenuto di olio, che assicura più alte rese di estrazione.
Anche la sansa ottenuta con il sistema della centrifugazione a 3 fasi trova, nella maggior
parte dei casi, utilizzazione nel sansificio, per l’estrazione dell’olio di sansa;
naturalmente però, questo tipo di sansa non sarà remunerata al meglio, ma, in ogni caso,
conserva in parte la sua importanza per il settore della trasformazione e del comparto
olivicolo-oleario.
Nelle zone in cui non sono presenti sansifici, o quando il sansificio non è nelle
condizioni di remunerare convenientemente la sansa ottenuta con il decanter centrifugo
a 3 fasi, l’oleificio può trovare convenienza a cedere il sottoprodotto alle piccole
centrali termoelettriche, alimentate con cascami vegetali legnosi, sorte recentemente in
diverse regioni del centro-meridione.
Altra possibilità di utilizzazione della sansa di oliva da impianti centrifughi è
rappresentata dall’eventuale impiego come ingrediente per la preparazione di compost,
da usare come ammendante o fertilizzante del suolo agricolo. A tale fine, tuttavia,
sarebbe opportuno usare solo la parte fibrosa della sansa che contiene quelle sostanze
organiche utili al processo di maturazione della miscela di cascami vegetali e animali
destinati al compostaggio e all’incremento del valore del prodotto finale.
Minore interesse e applicazione ha incontrato la proposta di utilizzare la sansa, sia tal
quale sia dopo separazione del nocciolino, a fini mangimistici in quanto il sottoprodotto,

61
contenendo un’elevata quantità di potassio, potrebbe avere controindicazioni di ordine
sanitario per i negativi riflessi, a livello gastrointestinale, che l’elemento può
determinare per gli animali.
Più interessante, e in rapida diffusione negli oleifici operanti con il sistema continuo di
centrifugazione, appare l’utilizzazione della parte legnosa della sansa, dopo separazione
della parte fibrosa dal nocciolino mediante opportuna macchina denocciolatrice. In
considerazione del fatto che la parte legnosa separata ha un contenuto di acqua e di olio,
rispettivamente, del 16-20% e dello 0,2-0,3%, il nocciolino presenta un elevato potere
calorifico, variabile, in funzione dell’umidità e delle impurezze, tra 4.000 e 4.200
kcal/kg. Esso, pertanto, è da ritenere un ottimo combustibile anche per il fatto che
produce ceneri in minime quantità e fumi in cui sono praticamente assenti i composti
azotati e solforati.
L’efficienza dell’operazione di separazione della parte legnosa della sansa è legata, oltre
che alle caratteristiche della macchina, anche all’umidità del sottoprodotto da sottoporre
a separazione, nel senso che la resa in nocciolino è tanto maggiore quanto più elevata è
la percentuale di acqua nella sansa stessa, perciò tale operazione risulta più agevole se
ottenuta mediante decanter centrifugo a 2 fasi.
Un ulteriore possibilità che il frantoio ha di smaltire la sansa umida, è attraverso il suo
spargimento controllato sul terreno agrario, così come previsto dalla Legge n. 574 del
1996 la quale non stabilisce la quantità di sansa che è possibile spargere ma, per
analogia con quanto previsto per le acque di vegetazione (80 m3/ha), il quantitativo
massimo dovrebbe essere di 80 t/ha. I risultati delle non numerose prove sperimentali,
effettuate sullo spargimento sul terreno coltivato della sansa umida hanno indicato che
la pratica ha determinato effetti non negativi sulla produttività delle colture (mais e vite)

62
e sulle caratteristiche del suolo quando la quantità massima di sansa sparsa è stata di
100 t/ha.
L’acqua di vegetazione
L’acqua di vegetazione è il sottoprodotto liquido che si ottiene negli oleifici quando si
lavorano le olive per estrarre l’olio con i sistemi meccanici della pressione e della
centrifugazione a 3 fasi; il sottoprodotto liquido che si ottiene presenta, in ogni caso, un
alto potere inquinante dovuto all’elevato contenuto di sostanza organica di origine
vegetale che non consente il raggiungimento della sua bonifica mediante i trattamenti
depurativi basati sui comuni sistemi di depurazione biologica aerobica a fanghi attivi.
Anche i numerosi altri metodi, proposti dalla ricerca, per la depurazione chimica,
chimico-fisica e biologica delle acque di vegetazione, hanno evidenziato notevoli
difficoltà e l’impossibilità di conseguire un risultato tecnicamente ed economicamente
accettabile per il settore della trasformazione olivicola caratterizzato da molti frantoi di
piccole dimensioni e non in grado di sostenere gli elevati costi di una soluzione tecnica
del problema, qualora effettivamente possibile ed efficace.
Il problema dello smaltimento delle acque di vegetazione è stato affrontato in maniera
diversa dai Paesi olivicoli del Mediterraneo che hanno adottato soluzioni temporanee o
definitive riconducibili alle seguenti tipologie:
− diffusione dei decanter centrifughi a 2 fasi, che non producono acqua di
vegetazione;
− stoccaggio delle acque in lagune per conseguire una parziale o totale
evaporazione dell’acqua mediante riscaldamento solare durante i mesi caldi;
− depurazione delle acque mediante un qualunque sistema che assicuri
l’ottenimento di un liquido finale con caratteristiche tali da poterlo smaltire nei
modi previsti dalla legislazione in vigore;
63
− utilizzazione delle acque di vegetazione, quale fertilizzante e ammendante, per
spargimento controllato sul terreno agricolo.
Un’altra soluzione suggerita è l’utilizzazione agronomica delle acque di vegetazione
mediante diverse tecniche finalizzate al riciclo sul terreno di un prodotto che proviene
dal terreno stesso. Questa soluzione, in tutte le prove effettuate, ha generato effetti quasi
sempre positivi; dovuti al fatto che la sostanza organica delle acque di vegetazione
viene lentamente mineralizzata dal terreno e assorbita dalle radici delle colture e dai
microrganismi presenti e ciò determina una fertilizzazione del suolo e anche un
incremento dell’attività biologica. Il modo più razionale di riciclare le acque di
vegetazione consiste nell’effettuare lo spargimento sul terreno coltivato con l’olivo,
realizzando così un ciclo chiuso con cui si riporta sul terreno la maggior parte di
sostanza organica e minerale proveniente dal terreno stesso.
Il riciclo controllato del refluo sul terreno, inoltre, ha consentito di ridurre, o evitare,
l’impiego dei fertilizzanti di sintesi, in genere utilizzati per la concimazione del suolo,
per l’apporto di elevate quantità di sostanza organica e minerale che la pratica
determina. L’utilizzazione agronomica delle acque di vegetazione delle olive si può a
ragione ritenere come una pratica che ben si inserisce nel concetto generale di
agricoltura sostenibile, in quanto riporta nel terreno ciò che dal terreno agricolo
proviene evitando altre costose e inefficaci soluzioni che prevedono di distruggere
sostanze naturali, preziose se razionalmente riciclate, con consumo di energia termica o
elettrica e con aggravio dei problemi connessi con l’aumento dei gas serra.
64
CAPITOLO II
2.1 NORMATIVA
Tutte le procedure descritte in precedenza, devono essere svolte nella totale sicurezza
sia per il lavoratore che per il consumatore. Per l’identificazione delle sorgenti di rischio
presenti nel ciclo lavorativo e l’individuazione dei conseguenti rischi di esposizione, sia
per la sicurezza che per la salute, ci sarà dunque una regolamentazione e dei requisiti da
rispettare. Prenderemo principalmente in considerazione:
− il Regolamento n. 852 del 29/04/2004 con riferimento al sistema HACCP;
− le Direttive della Comunità Europea e in particolare il Manuale di buona pratica
per il frantoio oleario preparato dal COI (Consiglio Oleico Internazionale);
− Decreto Legislativo 81/08, Testo Unico sulla Sicurezza sul Lavoro;
− Direttiva 2006/42/CE Del Parlamento Europeoedel Consiglio;
2.2 REGOLAMENTO N. 852/04
Il presente regolamento stabilisce norme generali in materia di igiene dei prodotti
alimentari destinate agli operatori del settore alimentare, tenendo conto in particolare
dei seguenti principi:
− la responsabilità principale per la sicurezza degli alimenti incombe all'operatore
del settore alimentare;
− è necessario garantire la sicurezza degli alimenti lungo tutta la catena alimentare,
a cominciare dalla produzione primaria;
− è importante il mantenimento della catena del freddo per gli alimenti che non
possono essere immagazzinati a temperatura ambiente in condizioni di
sicurezza, in particolare per quelli congelati;
65
− l'applicazione generalizzata di procedure basate sui principi del sistema HACCP,
unitamente all'applicazione di una corretta prassi igienica, dovrebbe accrescere
laresponsabilità degli operatori del settore alimentare;
− i manuali di corretta prassi costituiscono uno strumento prezioso per aiutare gli
operatori del settore alimentare nell'osservanza delle norme d'igiene a tutti i
livelli della catena alimentare e nell'applicazione dei principi del sistema
HACCP;
− è necessario determinare criteri microbiologici e requisiti in materia di controllo
delle temperature sulla base di una valutazione scientifica dei rischi;
− è necessario garantire che gli alimenti importati rispondano almeno agli stessi
standard igienici stabiliti per quelli prodotti nella Comunità, o a norme
equivalenti.
Il presente regolamento si applica a tutte le fasi della produzione, della trasformazione e
della distribuzione degli alimenti nonché alle esportazioni e fermi restando requisiti più
specifici relativi all'igiene degli alimenti.
Il presente regolamento non si applica:
− alla produzione primaria per uso domestico privato;
− alla preparazione, alla manipolazione e alla conservazione domestica di alimenti
destinati al consumo domestico privato;
− alla fornitura diretta di piccoli quantitativi di prodotti primari dal produttore al
consumatore finale o a dettaglianti locali che forniscono direttamente il
consumatore finale.
− ai centri di raccolta e alle concerie che rientrano nella definizione di impresa del
settore alimentare solo perché trattano materie prime per la produzione di
gelatina o di collagene.

66
Il Reg. 852/04 impone, come abbiamo già detto, la predisposizione di procedure di
autocontrollo basate sul sistema HACCP. I principi basilari di detto sistema sono:
− identificare ogni pericolo che deve essere prevenuto, eliminato o ridotto a livelli
accettabili;
− identificare i punti critici di controllo nella fase o nelle fasi in cui il controllo
stesso si rivela essenziale per prevenire o eliminare un rischio o per ridurlo a
livelli accettabili;
− stabilire, nei CCP, i limiti critici che differenziano l’accettabilità e
l’inaccettabilità ai fini della prevenzione, eliminazione o riduzione dei rischi
identificati;
− stabilire ed applicare procedure di sorveglianza efficaci nei punti CCP;
− stabilire le azioni correttive da intraprendere nel caso in cui dalla sorveglianza
risulti che un determinato CP non è sotto controllo;
− stabilire le procedure, da applicare regolarmente, per verificare l’effettivo
funzionamento del sistema HACCP;
− predisporre documenti e registrazioni adeguati alla natura e alle dimensioni
dell’impresa alimentare al fine di dimostrare l’effettiva applicazione del sistema
HACCP;
Di seguito una scheda di sintesi relativa all’Individuazione, analisi, sorveglianza,
controllo dei rischi sanitari, previsti dal manuale di buona pratica per il frantoio oleario.
FASE: Consegna delle olive e delle altre materie prime;
PERICOLI: biologici (presenza di microrganismi o parassiti), chimici (residui di
prodotti fitosanitari, di fertilizzanti, erbicidi, contaminantiprovenienti da carichi
precedenti del mezzo di trasporto, detergenti, composti alogenati, acqua).
MISURE DI PREVENZIONE: formazione degli olivicoltori, fissazione di un capitolato

67
d'oneri per la materia prima, formazione del personale ispettivo
Punti critici di controllo (CCP): ispezione visiva e valutazione della presenza di
microrganismi e parassiti delle olive, controllo del tenore dei residui di prodotti
fitosanitari e altri contaminanti nelle olive, analisi della qualità dell'acqua;
SOGLIE CRITICHE: contenuto massimo di residui fitosanitari, contenuto massimo di
microrganismi e composti alogenati dell'acqua;
SISTEMA DI CONTROLLO PER OGNI CCP: metodi per l'analisi del contenuto di
residui di prodotti fitosanitari e contaminanti;
MISURE CORRETTIVE: separazione olive in funzione di qualità, pulizia e condizioni
sanitarie;
FASE: Consegna e conservazione delle olive;
PERICOLI: In condizioni di rispetto delle norme di corretta prassi e di igiene non si
individuano pericoli in questa fase;
FASE: Defogliazione e lavaggio delle olive;
PERICOLI: biologici e chimici(contaminazione delle olive danneggiate da parte
dell'acqua di lavaggio inquinata o sporca);
MISURE DI PREVENZIONE: controllo della qualità e pulizia dell'acqua
PUNTI CRITICI DI CONTROLLO (CCP): analisi dell’acqua:
SOGLIE CRITICHE: acqua potabile, conforme alle norme di legge
MISURE DI CONTROLLO PER OGNI CCP: controllo potabilità acqua
MISURE CORRETTIVE: Ripetizione del lavaggio delle olive con acqua rinnovata
FASE: Frangitura delle olive;
PERICOLI: In condizioni di rispetto delle norme di corretta prassi e di igiene non si
individuano pericoli in questa fase;
FASE: Gramolatura della pasta;

68
PERICOLI:In condizioni di rispetto delle norme di corretta prassi e di igiene non si
individuano pericoli in questa fase;
FASE: Separazione solido-liquido: olio, sansa, fase acquosa;
PERICOLI: chimici: presenza di solventi alogenati provenienti dall'acqua;
MISURE DI PREVENZIONE: verifica lavaggio adeguato impianti o attrezzature e
controllo qualità acqua;
PUNTI CRITICI DI CONTROLLO (CCP): analisi del contenuto di solventi alogenati;
SOGLIE CRITICHE: analisi dell'acqua;
MISURE DI CONTROLLO PER OGNI CCP: verifica potabilità acqua;
MISURE CORRETTIVE: garantire potabilità acqua;
FASE: Separazione liquido-liquido;
PERICOLI: chimici: presenza di solventi alogenati provenienti dall'acqua;
FASE: Stoccaggio – conservazione dell'olio presso il frantoio;
PERICOLI: chimici: residui di impurità e detergenti:
MISURE DI PREVENZIONE: adeguato lavaggio dei serbatoi con acqua potabile;
PUNTI CRITICI DI CONTROLLO (CCP): verifica buone condizioni dei depositi:
chiusura ermetica, forma troncoconica, facilità di manutenzione, etc.
SOGLIE CRITICHE: rispetto delle norme fissate per i depositi;
MISURE DI CONTROLLO PER OGNI CCP: assicurare il rispetto delle norme;
MISURE CORRETTIVE: attuazione di quanto previsto dalle misure di controllo;
FASE: Travaso olio;
PERICOLI: In condizioni di rispetto delle norme di corretta prassi e di igiene e di
accurato
controllo delle tramogge e delle pompe non si individuano pericoli in questa fase.
FASE: Eventuale filtrazione dell'olio;
69
PERICOLI: In condizioni di rispetto delle norme di corretta prassi e di igiene non si
individuano pericoli in questa fase.
Per quanto riguarda i requisiti dei locali di lavorazione delle olive, nonché i requisiti di
un frantoio, facciamo riferimento, in parte al Reg. 852/04, nel quale è riportato una sorta
di “check-list”, ma soprattutto al Manuale di buona pratica per il frantoio oleario
preparato dal COI.
2.3 IL FRANTOIO: STORIA E REQUISITI
Per molti secoli e fino a pochi anni fa, in molte regioni italiane il locale in cui si
estraeva l’olio con le presse era chiamato, con differenti versioni dialettali, “trappeto”,
nome derivato dal latino trapetumche originariamente, all’epoca dei Romani, indicava
un mortaio in pietra entro il quale potevano girare, attorno a un asse verticale di legno,
due macine, sempre in pietra, a forma semisferica. Successivamente, per designare il
luogo dove si svolgeva la predetta attività venne introdotto il termine “frantoio”,
dall’evidente significato derivante dall’azione di frangere le olive per estrarne l’olio.
Attualmente il locale in cui si lavorano le olive viene chiamato anche oleificio, termine
che meglio si addice alle grandi aziende dotate di impianti moderni di centrifugazione e
che induce maggiormente a pensare a un’attività industriale anziché a una artigianale,
quale è in
realtà quella svolta dalla maggior parte delle piccole aziende a pressione, per le quali
risulta più appropriato il termine frantoio.
In passato, il trappeto era costituito da un locale angusto, poco illuminato (basti pensare
ai “frantoi ipogei” ritrovati in Puglia), la cui pulizia non era la prima preoccupazione del
frantoiano e dove l’atmosfera, caratterizzata nei giorni iniziali di lavorazione dal
gradevole odore emanato delle olive frante con le macine di pietra, diventava molto
meno gradevole, verso la fine della campagna olivicola, per lo sviluppo di prodotti
70
volatili di neoformazione a seguito dell’attività aerobica e anaerobica dei microrganismi
sul materiale organico vegetale che residuava nei locali e nelle macchine. Fin dalla metà
del secolo scorso, tuttavia, il frantoio oleario cominciò ad assumere unaspetto più
confacente a un’azienda che produce alimenti, specie con la comparsa sul mercato degli
impianti continui di centrifugazione che, avendo un alto grado di automazione,
riducevano il rischio di perdite di materiale vegetale nell’ambiente, con evidenti
vantaggi sia per la qualità del prodotto sia per la pulizia del locale. Nei successivi
decenni, il miglioramento dei locali di produzione dell’olio vergine di oliva è stato
continuo, e prosegue tuttora, parallelamente alla maggiore attenzione che i produttori, e
i consumatori, hanno rivolto alla qualità dell’olio che oggi rappresenta, nel nostro Paese,
un fine generalizzato perseguito da tutti i produttori, piccoli e grandi.
Attualmente, per il settore della produzione olearia, interessato alla qualità dell’olio,
assume particolare importanza la cura dell’immagine dell’oleificio, che deve rispettare,
non solo le norme igieniche e sanitarie e applicare le regole dell’HACCP (Hazard
Analysis and Control Critical Points), ma deve anche tener conto delle aspettative del
consumatore; questi, infatti, immagina il luogo dove si produce l’olio di qualità
costituito da un locale pulito, adeguatamente illuminato, a una temperatura controllata,
con un’atmosfera chiara, limpida e con il solo aroma derivante dal frutto fresco e sano
appena schiacciato.
Disposizioni in materia di igiene, sicurezza sul posto di lavoro, tutela dell'ambiente,
analisi dei rischi, valutazione dei punti critici per il controllo, tracciabilità e garanzia di
qualità, sono riportate, come già anticipato nelle Direttive della Comunità Europea e in
alcune leggi nazionali, nonché nel Manuale di buona pratica per il frantoio oleario
preparato dal Consiglio Oleicolo Internazionale di Madrid.

71
Il presente manuale è destinato alle aziende che producono olio di oliva vergine,
indipendentemente dalle loro dimensioni o personalità giuridica e si basa sul principio
della qualità totale, per garantire agli acquirenti e ai consumatori l'innocuità (l'idoneità
al consumo umano) dell'olio di oliva vergine prodotto e fornire una garanzia di qualità.
Sono riportati inoltre, suggerimenti per la costruzione di un oleificio rispondente alle
norme internazionali, con le indicazioni sul luogo dove farlo sorgere, sui materiali da
impiegare, sulla disposizione dei locali, sulla sicurezza e igiene del personale che vi
opera.
UBICAZIONE DEL FRANTOIO
− lontano da aree inquinate e da attività industriali che possano rappresentare una
minaccia di contaminazione per le olive e per gli oli;
− lontana da aree esposte a inondazioni, a meno che non esistano adeguati
dispositivi di sicurezza;
− lontana da aree infestate da parassiti;
− su terreni sufficientemente ampli, in situazione che consenta l'adeguato
stoccaggio e/o trattamento delle acque reflue e delle sanse per evitare
infiltrazioni nel suolo o scarichi nei corsi d'acqua; Impianti e attrezzature
− gli impianti devono essere costruiti solidamente, con materiali durevoli, per
evitare qualsiasi deterioramento dovuto al clima, alla natura del terreno o altro;
− gli impianti devono essere progettati in modo da permettere lo svolgimento del
lavoro all'interno dello stabilimento alla luce naturale, durante il giorno, e in
modo da assicurare un'aerazione sufficiente in tutte le zone di lavoro;
− la distribuzione dei vani deve permettere una chiara differenziazione delle zone
di lavoro:
72
− zona entrata olive ben ventilata, coperta, asciutta, direttamente collegata
alla defogliatrice, al sistema di lavaggio, pesatura, prelievo dei campioni di
olive e alle tramogge;
− zona di elaborazione o frantoio vero e proprio (frangitrice
gramolatricepressa, decanter e centrifuga a paniere verticale) ben illuminata,
aerata, esente da odori e fumi; deve disporre di un sistema di evacuazione
dell'aria; se possibile la frangitrice deve essere situata in un locale separato,
intermedio tra la zona di entrata e quella di elaborazione, al fine di ridurre il
rumore e lo sporco;
− stoccaggio e conservazione dell'olio: zona in cui la temperatura ambiente
viene mantenuta costante (12-22ºC), con luci e ventilazione ridotte al
minimo;
− zona per il riscaldamento dell'acqua: deve trovarsi in un’area indipendente,
per eliminare odori e fumi;
− zona di ricevimento dei campioni e laboratorio per il controllo della qualità
delle olive e per l'analisi fisico-chimica e organolettica degli di oliva
ottenuti, finalizzata a uno stoccaggio in lotti omogenei. situato in una zona
isolata dal resto del frantoio, luminosa e ben aerata; zona di deposito dei
prodotti ausiliari autorizzati: isolato dal frantoio, asciutto e chiuso, facile da
pulire e mantenere in buono stato;
− le attrezzature devono essere adatte alle loro diverse funzioni, devono funzionare
correttamente ed essere in buone condizioni; i mezzi di trasporto devono essere
atti al trasporto di alimenti e in perfette condizioni;
− le apparecchiature mobili dei macchinari devono avere dispositivi di sicurezza;
− gli impianti devono essere dotati di un dispositivo antincendio;

73
− gli impianti devono disporre di una adeguata erogazione di acqua potabile e dei
necessari sistemi di deposito, distribuzione e controllo della temperatura
dell'acqua; la qualità dell'acqua potabile deve essere conforme, o superiore, ai
criteri fissati in materia dall'OMS. L'acqua non potabile (acqua utilizzata nei
sistemi antincendio o acqua calda destinata al riscaldamento della gramolatrice)
deve scorrere in condotte ad essa destinate, debitamente identificate, senza
raccordi né possibilità di riflussi con le condotte dell'acqua potabile;
− Le attrezzature sanitarie, separate dalle zone di lavoro, devono permettere di
mantenere una adeguata igiene personale: dispositivi per lavarsi e asciugarsi
igienicamente le mani (lavandini muniti di rubinetti di acqua calda e fredda),
gabinetti conformi alle norme igieniche, docce, spogliatoi per il personale,
mense;
LOCALI
− le pareti dei muri e dei tramezzi devono essere lisce, in materiali impermeabili,
facili da pulire e da disinfettare e con gli angoli arrotondati;
− i pavimenti devono essere in materiali resistenti, impermeabili, non
sdrucciolevoli, facili da pulire e da disinfettare, e permettere un buon drenaggio
delle acque; gli angoli devono essere arrotondati;
− le finestre devono essere protette per evitare l'entrata di insetti o roditori; devono
essere facili da pulire;
− la superficie delle porte deve essere liscia e non assorbente, facile da pulire ed
eventualmente da disinfettare; le porte d'accesso devono essere scorrevoli, o
aprirsi verso l'esterno, ed essere di facile apertura dall'interno; devono essere
sufficientemente ermetiche per evitare l'accesso di parassiti o altri piccolo
animali;

74
− i canali interrati in cui passano condotte o tubature devono essere adeguatamente
protetti per evitare rischi di contaminazione;
− i locali devono essere muniti di sistemi autorizzati e non inquinanti per la
disinfestazione, la derattizzazione e l'eliminazione di altri animali nocivi;
− tra le attrezzature deve esserci spazio sufficiente per permettere al personale di
muoversi senza pericolo;
− l'altezza dei soffitti deve essere adeguata alle necessità e consentire una buona
ventilazione;
− la superficie minima a disposizione di ogni lavoratore deve essere di 2 metri
quadrati;
− le zone di lavoro devono disporre di adeguata illuminazione artificiale; le
lampadine devono essere protette in modo da evitare contaminazioni in caso di
rottura durante il processo di elaborazione degli oli.
IGIENE DEL PERSONALE
− le persone riconosciute o sospette di essere affette o portatrici di malattie
trasmissibili attraverso gli alimenti non saranno autorizzate a entrare nel frantoio
qualora esista una probabilità di contaminazione dell'olio;
− le persone riconosciute come affette o portatrici di malattie trasmissibili
attraverso gli alimenti non saranno autorizzate a lavorare nelle zone di
produzione qualora esista una probabilità diretta o indiretta di contaminazione
dei prodotti;
− le persone che lavorano nello stabilimento devono mantenere un elevato
standard di pulizia personale; devono sempre lavarsi le mani prima della
manipolazione della pasta o dell'olio e immediatamente prima di aver fatto uso
dei gabinetti;
75
− le persone che lavorano nel frantoio devono evitare i comportamenti che
possono causare una contaminazione della pasta o dell'olio, come ad esempio
fumare, sputare, masticare o mangiare, starnutire o tossire nelle immediate
vicinanze della pasta o dell'olio;
− gli indumenti delle persone che lavorano nel frantoio devono essere adeguati ai
loro compiti e non costituire pericolo;
− le persone che lavorano in zone dove il rumore è forte e continuo devono
utilizzare adeguate protezioni auricolari;
− il personale addetto ai processi di fabbrica deve avere ricevuto una formazione
in materia di elaborazione degli alimenti.
VIE ED USCITE DI EMERGENZA
Le uscite di emergenza devono avere altezza minima di 2 mt. e larghezza minima
conforme a quanto disposto dalla normativa vigente in materia antincendio. Le porte
devono essere apribili verso l’esterno e non devono essere chiuse a chiave.
Le vie e le uscite di emergenza devono essere evidenziate da apposita segnaletica,
devono rimanere sgombre ed essere collocate in modo da permettere al lavoratore di
raggiungere il più rapidamente possibile un luogo sicuro. Nei locali di lavoro e di
deposito non sono ammesse, come porte di uscita d’emergenza, porte scorrevoli
verticalmente, saracinesche a rullo, porte girevoli su asse centrale. Ove necessario deve
essere presente l’illuminazione di emergenza che entri in funzione in caso di guasto
all’impianto elettrico.
RICAMBIO DELL’ARIA E ILLUMINAZIONE NATURALE E ARTIF ICIALE
Tutti i locali dove viene svolta attività lavorativa continuata devono disporre di
sufficiente luce naturale diretta attraverso aperture finestrate, eventualmente integrata
con l’apporto di illuminazione artificiale. Devono essere tenuti a disposizione dei

76
lavoratori mezzi di illuminazione sussidiaria, in stato di efficienza, da impiegare in caso
di necessità. Sia le superfici illuminanti che i mezzi di illuminazione artificiale devono
essere tenuti puliti ed efficienti. Al fine di garantire le migliori condizioni di igiene per i
lavoratori deve essere garantito un adeguato ricambio dell’aria attraverso aperture o
adeguati sistemi di condizionamento.
RISCALDAMENTO
Il riscaldamento dei locali e dell’acqua da impiegare durante il ciclo produttivo avviene
tramite gasolio, gas, legno o utilizzando sansa esausta o nocciolino (sottoprodotto della
lavorazione delle olive) che ha buone proprietà combustibili. In questi ultimi due casi le
manovre di apertura e chiusura dei portelli dei bruciatori devono risultare sicure ed
agevoli. Le pareti e le parti esterne che possono raggiungere alte temperature devono
essereefficacemente isolate termicamente o protette contro i contatti accidentali. Per gli
impianti con potenzialità superiore a 30.000 Kcal. è obbligatorio che il datore di lavoro
rispetti quanto dettato dalle norme per la prevenzione degli incendi.
IMPIANTI ELETTRICI
Gli impianti elettrici devono essere costruiti, installati e mantenuti in modo da prevenire
i pericoli derivanti dal contatto accidentale con gli elementi sotto tensione e dai rischi di
incendio e di scoppio. Nel rispetto generale della normativa vigente gli impianti elettrici
dei frantoi devono corrispondere principalmente ai seguenti requisiti di carattere
generale:
− l'impianto elettrico deve essere dotato di impianto di messa a terra;
− sul quadro generale e sui quadri di derivazione è necessaria l'installazione di un
interruttore differenziale con corrente differenziale nominale In < 30mA, tale
interruttore è obbligatorio per le linee che alimentano prese a spina;

77
− il frantoio, in considerazione delle lavorazioni svolte, deve essere considerato un
luogo di lavoro umido e/o bagnato e per tale motivo l'impianto elettrico deve
essere realizzato adottando componenti con grado di protezione adeguato. Tale
grado di protezione può essere IP 44 o IP 55 in relazione al tipo di lavorazione
svolta e alla collocazione delle utenze elettriche rispetto alle zone di rischio;
− gli interruttori dei quadri elettrici devono riportare l'indicazione dei circuiti
serviti;
− i cavi elettrici che alimentano gli utensili e le attrezzature mobili (prolunga)
devono avere idoneo rivestimento atto a resistere anche all'usura meccanica;
− le lampade elettriche portatili da usare in ambienti bagnati o umidi, o in
presenza di grandi masse metalliche, devono essere alimentate a tensione non
superiore a 25 Volt con involucro in vetro protetto da gabbia metallica;
− le prese a spina devono essere dotate di interruttore omnipolare, è comunque
consigliabile usare interruttori dotati di dispositivo di blocco.
CABINA ELETTRICA
Qualora l'impianto elettrico sia alimentato da cabina elettrica propria questa deve
corrispondere ai seguenti requisiti:
− deve essere esposto lo schema dell'impianto della cabina;
− sulla porta deve essere esposto un cartello indicante il divieto di ingresso e
avviso di pericolo;
− la porta deve essere chiusa a chiave;
− deve essere provvista di illuminazione sussidiaria;
− deve essere presente un cartello indicante le norme di pronto soccorso in caso di
folgorazione.

78
La Legge del 5 marzo 1990 n. 46 "Norme per la sicurezza degli impianti” stabilisce
che, per gli impianti elettrici di nuova realizzazione, l’installatore deve rilasciare, al
termine dei lavori, la "dichiarazione di conformità", che garantisce la realizzazione
dell’impianto nel rispetto delle Norme CEI ed UNI. Questa dichiarazione
(accompagnata da una relazionesulla tipologia dei materiali impiegati, il progetto e da
altri allegati obbligatori) deve essere tenuta a disposizione in azienda.
RESPONSABILITA’ – REGISTRAZIONE DEI CONTROLLI
− Responsabile per l'applicazione e il controllo delle norme igieniche è la
direzione dell'azienda.
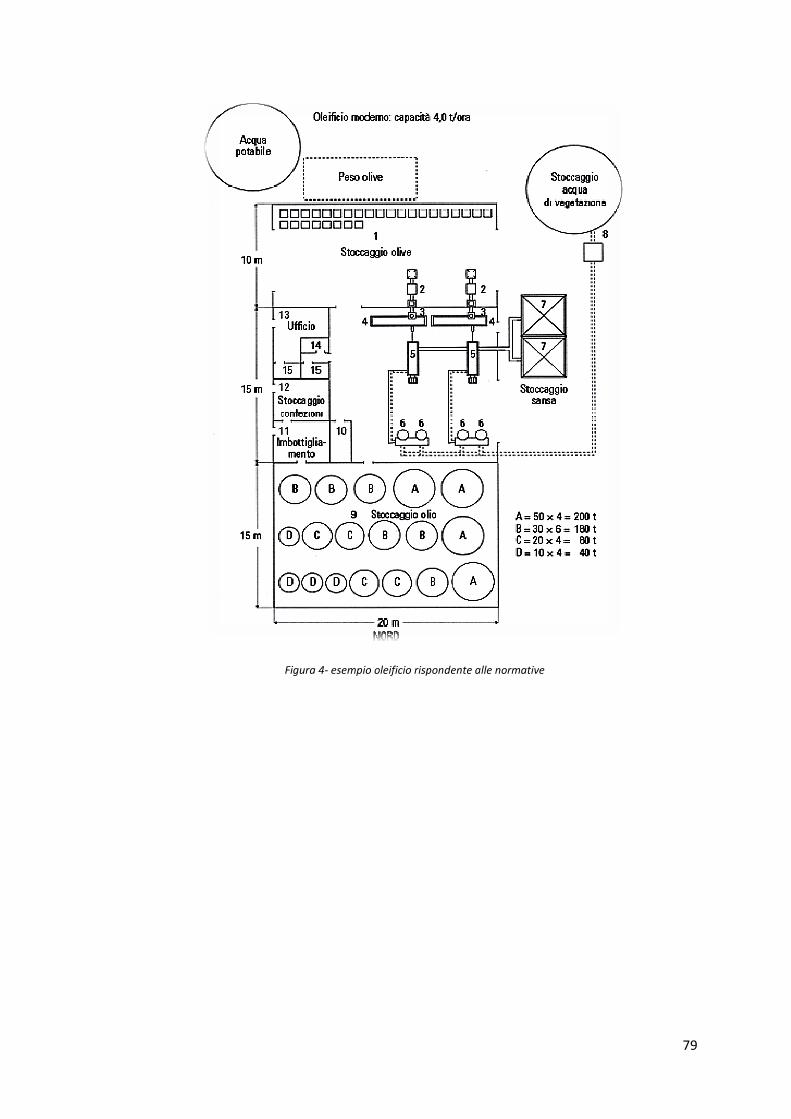
Figura
Figura 4- esempio oleificio rispondente alle normative
79

80
CAPITOLO III
3.1 MACCHINE E ATTREZZATURE
All’interno di un ciclo produttivo di un oleificio, vi sono molteplici macchinari e
attrezzature utilizzati per la lavorazione delle olive. Questi devono essere progettati e
tenuti in totale sicurezza, in modo da ridurre rischi per i lavoratori; in riferimento,
abbiamo la Direttiva 2006/42/CE o Del Parlamento Europeo e del Consiglio (Direttiva
macchine) che sostituisce la Direttiva 98/37/CE.
I requisiti essenziali di sicurezza e di tutela della salute relativi alla progettazione e alla
costruzione delle macchine, sono contenuti nell’Allegato I nel quale si espone:
“Il fabbricante di una macchina, o il suo mandatario, deve garantire che sia
effettuata una valutazione dei rischi per stabilire i requisiti di sicurezza e di tutela della
salute che concernono la macchina; deve inoltre essere progettata e costruita tenendo
conto dei risultati della valutazione dei rischi. Con il processo iterativo della valutazione
dei rischi e della riduzione dei rischi di cui sopra, il fabbricante o il suo mandatario:
− stabilisce i limiti della macchina, il che comprende l'uso previsto e l'uso
scorretto ragionevolmente prevedibile;
− individua i pericoli cui può dare origine la macchina e le situazioni pericolose
che ne derivano;
− stima i rischi, tenendo conto della gravità dell'eventuale lesione o danno alla
salute e della probabilità che si verifichi;
− valuta i rischi al fine di stabilire se sia richiesta una riduzione del rischio
conformemente all'obiettivo della presente direttiva;
− elimina i pericoli o riduce i rischi che ne derivano, applicando le misure di
protezione;

81
Campo di applicazione
la Direttiva 2006/42/CE si applica a:
− macchine;
− attrezzature intercambiabili;
− componenti di sicurezza;
− accessori di sollevamento;
− catene, funi e cinghie;
− dispositivi amovibili di trasmissione meccanica;
− quasi-macchine;
IMMISSIONE SUL MERCATO E MESSA IN SERVIZIO DELLE MACCHINE
Direttiva 2006/42/CE delinea più chiaramente la procedura che il fabbricante, ovvero il
suo mandatario, ove designato e investito di tale incarico, deve effettuare per attuare ed
accertarsi della conformità alla Direttiva delle macchine da lui immesse sul mercato.
In particolare la procedura prevede l’obbligo di:
− accertarsi che i requisiti essenziali di sicurezza siano rispettati;
− il fascicolo tecnico della macchina risulti disponibile;
− siano effettuate le procedure di valutazione della conformità;
− siano presenti le informazioni necessarie;
− venga redatta la dichiarazione CE di conformità e risulti accertato che la
medesima accompagni la macchina;
− sia apposta la marcatura CE di conformità;

82
3.2 CICLO DI LAVORAZIONE DELLE OLIVE: RISCHI
Il ciclo di lavorazione delle olive si compone, in maniera schematica, di fasi operative
quali: la raccolta, il successivo trasporto nei punti di raccolta, lo stoccaggio ed infine la
trasformazione, che avviene nei frantoi; tenendo in considerazione la regolamentazione
citata in precedenza, il lavoro di tesi si è concentrato soprattutto sulle attività che
avvengono all’interno dei frantoi nei quali il ciclo di lavorazione o processo di
trasformazione rappresenta il momento di processo produttivo dove si concentrano i
principali rischi. Analizzando il processo lavorativodel Frantoio Oleario Bernardi Mario
S. e i singoli rischi correlati all’esecuzione delle diverse fasi del processo, i fattori critici
principali rilevati possono essere riassunti in:
− Rischi di natura ergonomica (dovuti al sollevamento e trasporto manuale dei
carichi)
− Rischi di natura fisica (rumore, vibrazioni, condizioni microclimatiche,etc.)
− Rischi di natura infortunistica (elettrica, meccanica, incendi ed esplosioni, etc.)
− Rischi residui di natura igienico-ambientale (legati principalmente a carenze
strutturali dell’ambiente di lavoro)
Di seguito uno schema con i rischi relativi ad ogni fase.

83
STOCCAGGIO E PESATURA DELLE OLIVE
RISCHIO DANNO MISURE DI PREVENZIONE MISURE DI PROTEZIONE
pavimentazione
scivolosa
scivolamento e cadute: fratture e
distorsioni
pavimentazione in materiale antiscivolo
calzature con suola antiscivolo
pavimenti non sconnessi e privi di
ostacoli
uso di detergenti sgrassanti per
pavimenti
protocollo che prevede la pulizia
immediata in caso di sverso di sostanze
liquide o olive
cassette e sacchi
movimentazione manuale dei
carichi: mal di schiena,
lombosciatalgie, danni a carico
dell'apparato osteoarticolare
evitare di movimentare carichi eccessivi
utilizzare preferibilmente cassette
provviste di presa
sollevare in modo corretto i carichi in
due persone
utilizzo di transpallet manuali o elettrici
effettuare pause di riposo
rischio chimico
derivante da olive
trattate con
fitofarmaci
intossicazioni acute e croniche ed
allergie cutanee
dichiarazione degli eventuali principi
attivi utilizzati e del trascorso tempo di
carenza guanti in gomma
divieto di fumare e consumare alimenti
all'interno dei locali
carrello elevatore
caduta dal mezzo durante
la salita e la discesa dal
posto di guida: traumi, lesioni
Scarpe con suola antiscivolo
ribaltamento del mezzo: traumi,
lesioni
evitare manovre busche cinture di sicurezza o cancelleto di
protezione
evitare carichi eccessivi
roll-bar, cinture di sicurezza mantenere i carichi bassi durante la
marcia
conoscenza dei luoghi di lavoro
investimento: traumi e lesioni
assicurarsi che durante le fasi di
movimento del mezzo, non ci siano
altre persone nel raggio di sicurezza
della macchina
segnalatori acustici e visivi del moto e
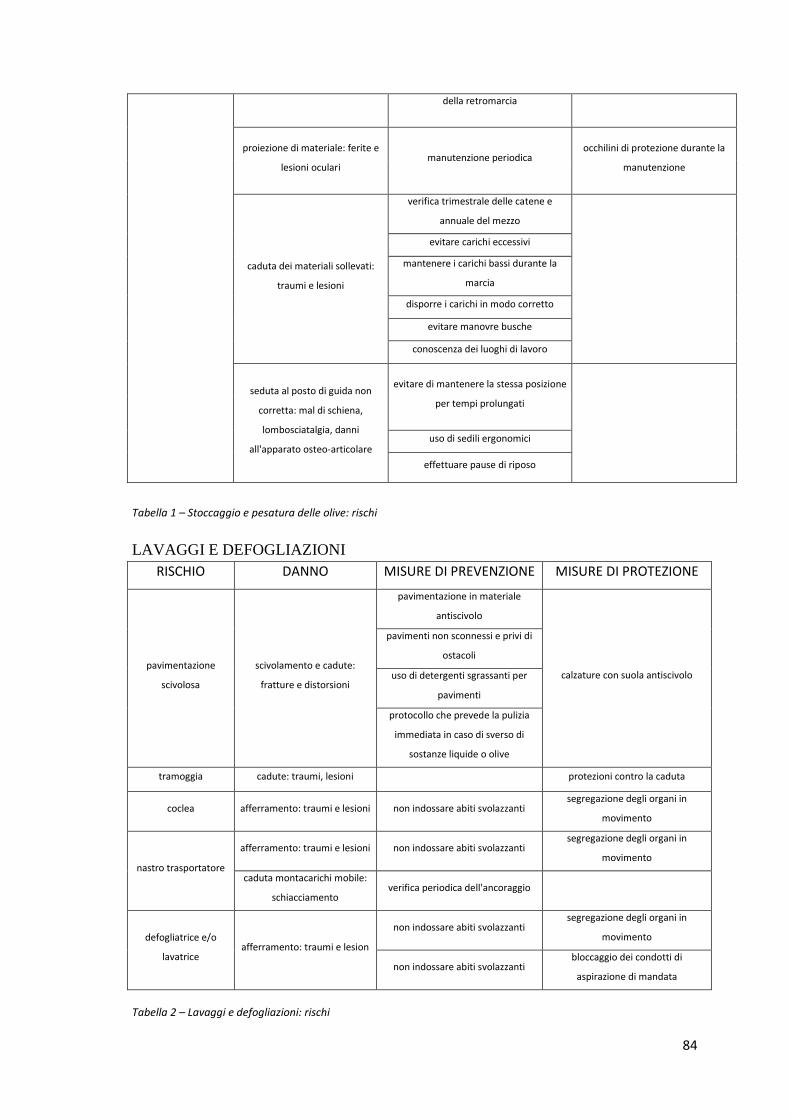
84
della retromarcia
proiezione di materiale: ferite e
lesioni oculari manutenzione periodica
occhilini di protezione durante la
manutenzione
caduta dei materiali sollevati:
traumi e lesioni
verifica trimestrale delle catene e
annuale del mezzo
evitare carichi eccessivi
mantenere i carichi bassi durante la
marcia
disporre i carichi in modo corretto
evitare manovre busche
conoscenza dei luoghi di lavoro
seduta al posto di guida non
corretta: mal di schiena,
lombosciatalgia, danni
all'apparato osteo-articolare
evitare di mantenere la stessa posizione
per tempi prolungati
uso di sedili ergonomici
effettuare pause di riposo
Tabella 1 – Stoccaggio e pesatura delle olive: rischi
LAVAGGI E DEFOGLIAZIONI RISCHIO DANNO MISURE DI PREVENZIONE MISURE DI PROTEZIONE
pavimentazione
scivolosa
scivolamento e cadute:
fratture e distorsioni
pavimentazione in materiale
antiscivolo
calzature con suola antiscivolo
pavimenti non sconnessi e privi di
ostacoli
uso di detergenti sgrassanti per
pavimenti
protocollo che prevede la pulizia
immediata in caso di sverso di
sostanze liquide o olive
tramoggia cadute: traumi, lesioni protezioni contro la caduta
coclea afferramento: traumi e lesioni non indossare abiti svolazzanti segregazione degli organi in
movimento
nastro trasportatore
afferramento: traumi e lesioni non indossare abiti svolazzanti segregazione degli organi in
movimento
caduta montacarichi mobile:
schiacciamento verifica periodica dell'ancoraggio
defogliatrice e/o
lavatrice afferramento: traumi e lesion
non indossare abiti svolazzanti segregazione degli organi in
movimento
non indossare abiti svolazzanti bloccaggio dei condotti di
aspirazione di mandata
Tabella 2 – Lavaggi e defogliazioni: rischi

85
FRANGITURA E PREPARAZIONE DELLA PASTA CON METODO CONTINUO
RISCHIO DANNO MISURE DI PREVENZIONE MISURE DI PROTEZIONE
frangitore
afferramento, schiacciamento, urti: lesioni gravi agli arti
superiori
segregazione degli organi in movimento e di trasmissione
installazione di microswitch alle protezioni
pulsante di arresto
gramolatrice afferramento: lesioni gravi
griglia di protezione
non indossare abiti svolazzanti
pulsante di arresto
decanter (estrattore centrifugo)
afferramento: lesioni gravi
segregazione degli organi in movimento
e di trasmissione
separatore centrifugo pulsante di arresto
Tabella 3 - Frangitura e preparazione della pasta con metodo continu: rischi
ALLONTANAMENTO DELLE SANSE E DELLE ACQUE
RISCHIO DANNO MISURE DI PREVENZIONE MISURE DI PROTEZIONE
coclea o nastro trasportatore
afferramento: lesioni gravi
segregazione degli organi in movimento e di trasmissione
pompa pulsante di arresto
Tabella 4 – Allontanamento delle sanse e delle acque: rischi

86
PULIZIA E MANUTENZIONE DI LOCALI, MACCHINARI E ATTREZZATURE
RISCHIO DANNO MISURE DI PREVENZIONE MISURE DI PROTEZIONE
idropulitrice proiezione di materiale
assicurarsi che durante l'utilizzo dell'attrezzatura non siano
presenti altre persone nel raggio di azione
occhiali di protezione
guanti in gomma
macchina lavapavimenti
movimentazione manuale dei carichi: mal di schiena, lombosciatalgie, danni a
carico dell'apparato osteoarticolare
movimentare in modo corretto i carichi
effettuare pause di riposo
utilizzo prodotti per le pulizie
rischio chimico: intossicazioni, lesioni e
allergie
utilizzo di prodotti a bassa tossicità occhiali di protezione, guanti in gomma, maschera con filtro AP,
indumenti protettivi
possesso delle schede di sicurezza
presenza di doccia, lavamani e lavaocchi
rimozione residui e polveri rischio biologico: allergie conoscenza di eventuali
allergenizzanti mascherina con filtro antipolvere
macchine: operazioni di pulizia e manutenzione
con organi in movimento
afferramento, schiacciamento, proiezioni,
taglio: lesioni
esecuzione delle operazioni senza rimozione dei dispositivi di protezioni degli organi di
trasmissione e movimento
guanti in pelle
macchine: operazioni di pulizia e manutenzione
con macchine ferme
afferramento, schiacciamento, proiezioni,
taglio: lesioni
disattivazione dell'alimentazione dei macchinari
guanti in pelle
segnalazione presso il quadro di alimentazione di esecuzione
manutenzione
ripristino, prima della messa in funzione dei macchinari, dei
dispositivi di sicurezza
pulizie e manutenzioni in altezza
caduta dall'alto: traumi e fratture
uso di scale provviste di gradini e piedi antisdrucciolo
calzature con suola antiscivolo saldo ancoraggio o scala trattenuta
al piede da altro operatore
uso di attrezzature idonee per le operazioni di pulizia dei vetri
Tabella 5 – Pulizia e manutenzione di locali, macchine e attrezzature

87
CAPITOLO IV
4.1 ANALISI E VALUTAZIONE DEL RISCHIO
Il rischio è un concetto probabilistico. Può essere definito come la probabilità che
accada un certo evento capace di causare un danno alle persone. La nozione di rischio
implica l’esistenza di una sorgente di pericolo e delle possibilità che essa si trasformi in
un danno.
La valutazione dei rischi è un elemento cardine del sistema prevenzionistico aziendale.
L’articolo 17 del D.lgs 81/08 prevede l’obbligo inderogabile del datore di lavoro
dell’effettuare la valutazione dei rischi ed elaborare il documento della valutazione dei
rischi (DVR). L’articolo 28 del D.lgs 81/08 specifica il concetto relativo a “tutti i
rischi”: La valutazione dei rischi dei lavoratori deve riguardare tutto ciò che comprende
la salute e la sicurezza dei lavoratori, dalle attrezzature alle sostanze utilizzate, fino alla
sistemazione adeguata dei luoghi di lavoro.
In letteratura esistono diversi metodi finalizzati all’analisi del rischio, quali:
4.1.2 METODO INDUTTIVO(PREDITTIVO)
Si ipotizza il guasto del componente procedendo poi ad un’anlisi volta ad identificare
gli eventi che tale guasto potrebbe causare.
Attraverso l’acquisizione e la gestione di dati consentano il riconoscimento e la
caratterizzazione dei rischi che si intende analizzare, valutare e gestire in scenari e
contesti operativi. Sono applicati soprattutto in scenari che prevedono impianti di
processo.
Questo metodo si basa sul seguente schema logico:
− Si ipotizza uno scostamento dell’impianto dalle normali condizioni operative;
− Si identificano le possibili cause dello scostamento;
− Si identificano le possibili conseguenze dello scostamento;
88
− Si verifica se esistono protezioni impiantistiche od operative;
− Si valuta il rischio associato allo scostamento;
− Si decidono eventuali interventi preventivi e mitigativi.
4.1.3 METODO DEDUTTIVO
Si ipotizza l’evento finale per risalire agli eventi che potrebbero causarlo.
I metodi di analisi del rischio possono essere anche suddivisi in questa maniera:
1. Metodi Quantitativi
si basano sull’analisi quantitativa del rischio R= f(P,D), in cui:
− la funzione f può assumere una forma anche complessa, che tenga conto della
maggior parte dei parametri che intervengono nella nascita e nello sviluppo del
rischio, quali: fattore umano, materiali, macchina, processo e ambiente;
− vengono considerati, oltre alla probabilità di accadimento e gravità del danno,
anche altri fattori quali: estensione del danno, frequenza e durata di esposizione,
possibilità di evitare/ limitare il danno, ecc.
Tale tipologia di valutazione viene effettuata quando si vuole valutare il rischio in
modo molto dettagliato e analitico, lasciando poco spazio alla soggettività del
valutatore.
2 Metodi Qualitativi
Tali modelli non utilizzano espressioni matematiche del tipo R=f(P,D) per valutare i
diversi rischi, ma effettuano un’analisi qualitativa verificando la conformità alle
norme vigenti (leggi, decreti o norme di buona tecnica). Il punto di arrivo è un
giudizio qualitativo della situazione che si sta valutando.
3 Metodi Semi-Quantitativi (O Semi-Qualitativi)
Si basano su un’analisi quantitativa, in cui il rischio è R=f(P,D), ma con approccio
leggermente semplificato. I dati a disposizione sono quelli rilevati al momento
89
dell’indagine ed i parametri di confronto sono quelli che prescrivono le norme
tecniche, dipendenti sempre dalla probabilità di accadimento e del danno
conseguente.
4 Metodi Multi-Criterio
consentono di prendere in considerazione contemporaneamente diversi fattori
attraverso la formulazione del problema decisionale in una struttura gerarchica. Essi
senza perdere di rigore quantitativo e senza ridurre i fattori di analisi coinvolti,
mantengono una visione sintetica della percezione del rischio. Un approccio di
questo tipo appare in grado di fornire una metodologia flessibile e di facile
comprensione con cui analizzare i pericoli e le loro cause e definire
conseguentemente delle azioni correttive congruenti.
4.1.4 SCHEMA LOGICO DELL’ANALISI DEL RISCHIO
I vari metodi di valutazione dei rischi si differenziano per scopo, completezza ed
utilizzo ma tutti presentano la stessa sequenza di passi logici articolandosi in tre passi
principali:
1. Identificazione dei pericoli: si individuano in modo sistematico tutti i pericoli
legati all’attività in esame ed i fattori di rischio connessi (in questa fase si usano
prevalentemente check-list, dati storici sugli incidenti, casi simili ecc.).
2. Valutazione del rischio: si stima il rischio per ogni pericolo individuato; questa
fase comprende anche il giudizio sul grado di accettabilità del rischio stesso.
3. Definizione delle priorità degli interventi correttivi: i pericoli vengono ordinati
per valori di rischio decrescenti e per tutti i casi in cui tale livello risulta
inaccettabile si individuano azioni correttive adeguate.
4. In termini analitici il Rischio viene sempre definito come funzione della
probabilità di accadimento e della magnitudo (severità del danno) relativi al
90
singolo pericolo attraverso l’espressione R=f (M,p)dove R sta per
“magnitudodel rischio, M per “magnitudo del danno potenziale, p per
“probabilità di accadimento del danno.
4.2 METODOLOGIE E CRITERI ADOTTATI PER LA VALUTAZIO NE
DEI RISCHI
4.2.1 ANALISI QUALITATIVA E QUANTITATIVA
La valutazione dei rischi è stata effettuata utilizzando le metodiche ed i criteri ritenuti
più adeguati alle situazioni lavorative aziendali, tenendo conto dei principi generali di
tutela previsti dall’art. 15 del D.Lgs. 81/08. Laddove la legislazione fornisce indicazioni
specifiche sulle modalità di valutazione, i descrittori di rischio sono stati individuati
sulla base di norme tecniche e/o linee guida di riferimento, avvalendosi anche delle
informazioni contenute in banche dati istituzionali, nazionali ed internazionali (Es.:
Rumore, Vibrazioni. Movimentazione manuale dei carichi, ecc.).
In assenza di indicazioni legislative specifiche sulle modalità di valutazione, sono stati
adottati criteri basati sull’esperienza e conoscenza delle effettive condizioni lavorative
dell’azienda e, ove disponibili, su strumenti di supporto, dati desumibili dal registro
infortuni, profili di rischio, indici infortunistici, dinamiche infortunistiche, liste di
controllo, norme tecniche, istruzioni di uso e manutenzione, ecc. In tal caso, l’entità dei
rischi viene ricavata assegnando un opportuno valore alla probabilità di accadimento
(P) ed alla gravità del danno(D). Dalla combinazione di tali grandezze si ricava la
matrice di rischio la cui entità è data dalla relazione:
R = P X D
Alla probabilità di accadimento dell'eventoP è associato un indice numerico
rappresentato nella seguente tabella:
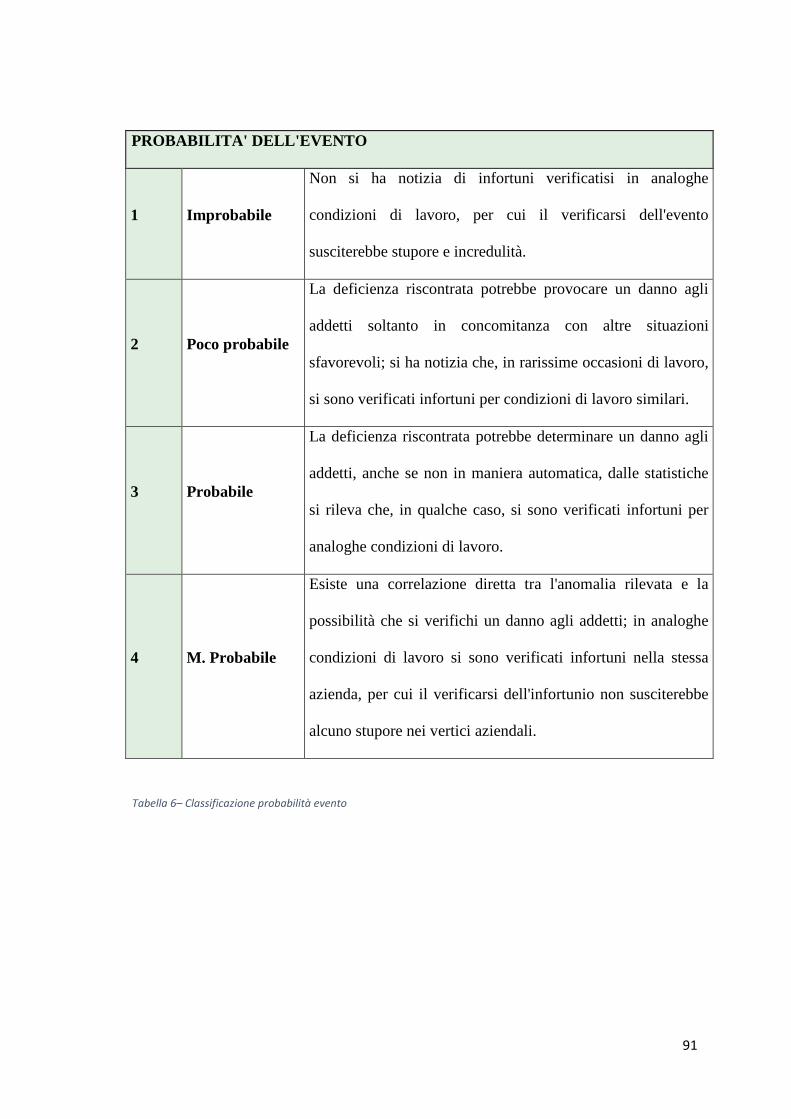
91
PROBABILITA' DELL'EVENTO
1 Improbabile
Non si ha notizia di infortuni verificatisi in analoghe
condizioni di lavoro, per cui il verificarsi dell'evento
susciterebbe stupore e incredulità.
2 Poco probabile
La deficienza riscontrata potrebbe provocare un danno agli
addetti soltanto in concomitanza con altre situazioni
sfavorevoli; si ha notizia che, in rarissime occasioni di lavoro,
si sono verificati infortuni per condizioni di lavoro similari.
3 Probabile
La deficienza riscontrata potrebbe determinare un danno agli
addetti, anche se non in maniera automatica, dalle statistiche
si rileva che, in qualche caso, si sono verificati infortuni per
analoghe condizioni di lavoro.
4 M. Probabile
Esiste una correlazione diretta tra l'anomalia rilevata e la
possibilità che si verifichi un danno agli addetti; in analoghe
condizioni di lavoro si sono verificati infortuni nella stessa
azienda, per cui il verificarsi dell'infortunio non susciterebbe
alcuno stupore nei vertici aziendali.
Tabella 6– Classificazione probabilità evento
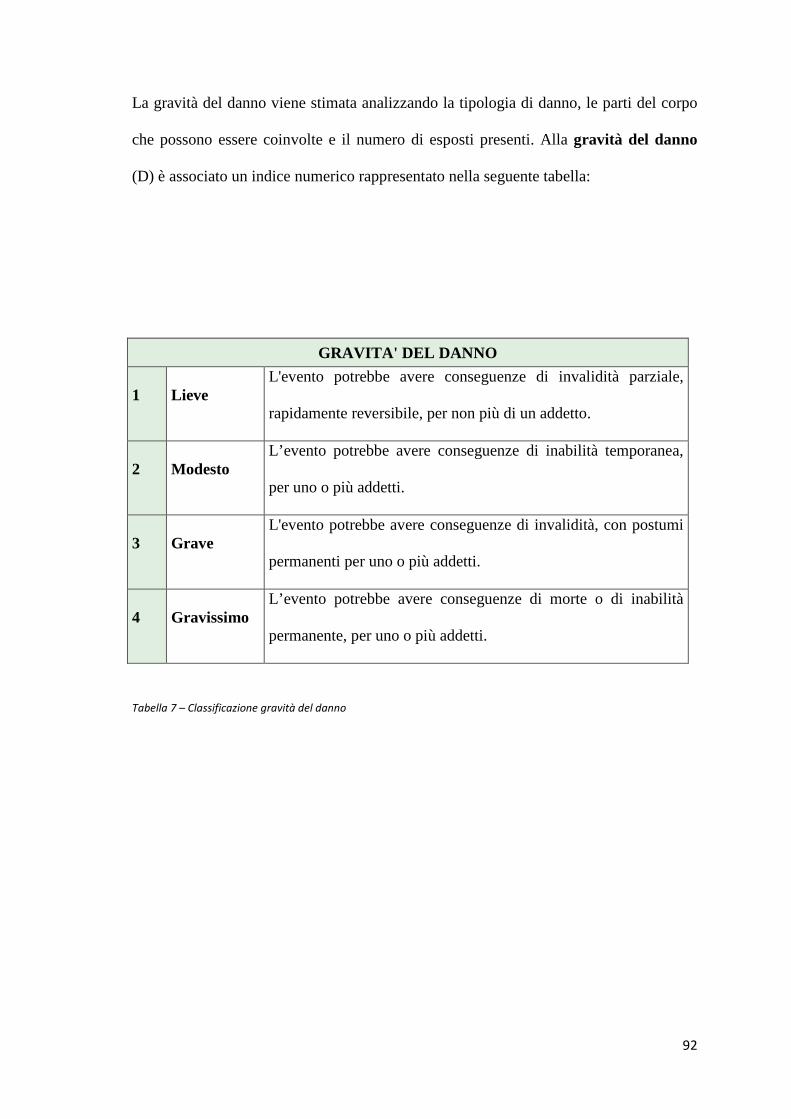
92
La gravità del danno viene stimata analizzando la tipologia di danno, le parti del corpo
che possono essere coinvolte e il numero di esposti presenti. Alla gravità del danno
(D) è associato un indice numerico rappresentato nella seguente tabella:
Tabella 7 – Classificazione gravità del danno
GRAVITA' DEL DANNO
1 Lieve L'evento potrebbe avere conseguenze di invalidità parziale,
rapidamente reversibile, per non più di un addetto.
2 Modesto L’evento potrebbe avere conseguenze di inabilità temporanea,
per uno o più addetti.
3 Grave L'evento potrebbe avere conseguenze di invalidità, con postumi
permanenti per uno o più addetti.
4 Gravissimo L’evento potrebbe avere conseguenze di morte o di inabilità
permanente, per uno o più addetti.
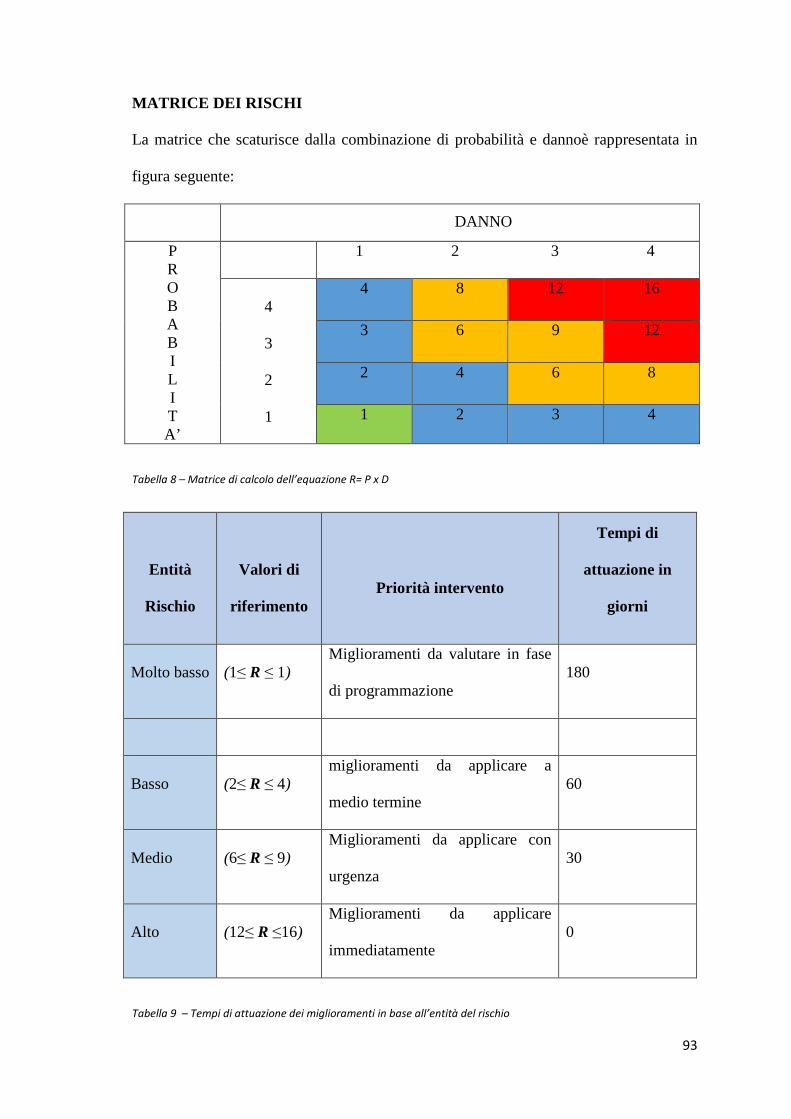
93
MATRICE DEI RISCHI
La matrice che scaturisce dalla combinazione di probabilità e dannoè rappresentata in
figura seguente:
DANNO
P R O B A B I L I T A’
1 2 3 4
4 3 2 1
4 8 12 16
3 6 9 12
2 4 6 8
1 2 3 4
Tabella 8 – Matrice di calcolo dell’equazione R= P x D
Tabella 9 – Tempi di attuazione dei miglioramenti in base all’entità del rischio
Entità
Rischio
Valori di
riferimento
Priorità intervento
Tempi di
attuazione in
giorni
Molto basso (1≤ R ≤ 1) Miglioramenti da valutare in fase
di programmazione 180
Basso (2≤ R ≤ 4) miglioramenti da applicare a
medio termine 60
Medio (6≤ R ≤ 9) Miglioramenti da applicare con
urgenza 30
Alto (12≤ R ≤16) Miglioramenti da applicare
immediatamente 0
94
Gli orientamenti considerati si sono basati sui seguenti aspetti:
− osservazione dell’ambiente di lavoro (requisiti dei locali di lavoro, vie di
accesso, sicurezza delle attrezzature, microclima, illuminazione);
− rumore, agenti fisici e nocivi;
− identificazione dei compiti eseguiti sul posto di lavoro (per valutare i rischi
derivanti dalle singole mansioni);
− osservazione delle modalità di esecuzione del lavoro (in modo da controllare il
rispetto delle procedure e se queste comportano altri rischi);
− esame dell’ambiente per rilevare i fattori esterni che possono avere effetti
negativi sul posto di lavoro (microclima, aerazione);
− esame dell’organizzazione del lavoro;
− rassegna dei fattori psicologici, sociali e fisici che possono contribuire a creare
stress sul lavoro e studio del modo in cui essi interagiscono fra di loro e con altri
fattori nell’organizzazione e nell’ambiente di lavoro.
Le osservazioni compiute vengono confrontate con criteri stabiliti per garantire la
sicurezza e la salute in base a:
− norme legali nazionali ed internazionali;
− norme di buona tecnica;
− norme e orientamenti pubblicati;
Principi gerarchici della prevenzione dei rischi:
− eliminazione dei rischi;
− sostituire ciò che è pericoloso con ciò che non è pericoloso e lo è meno;
− combattere i rischi alla fonte;
− applicare provvedimenti collettivi di protezione piuttosto che individuali;
− adeguarsi al progresso tecnico ed ai cambiamenti nel campo dell’informazione;
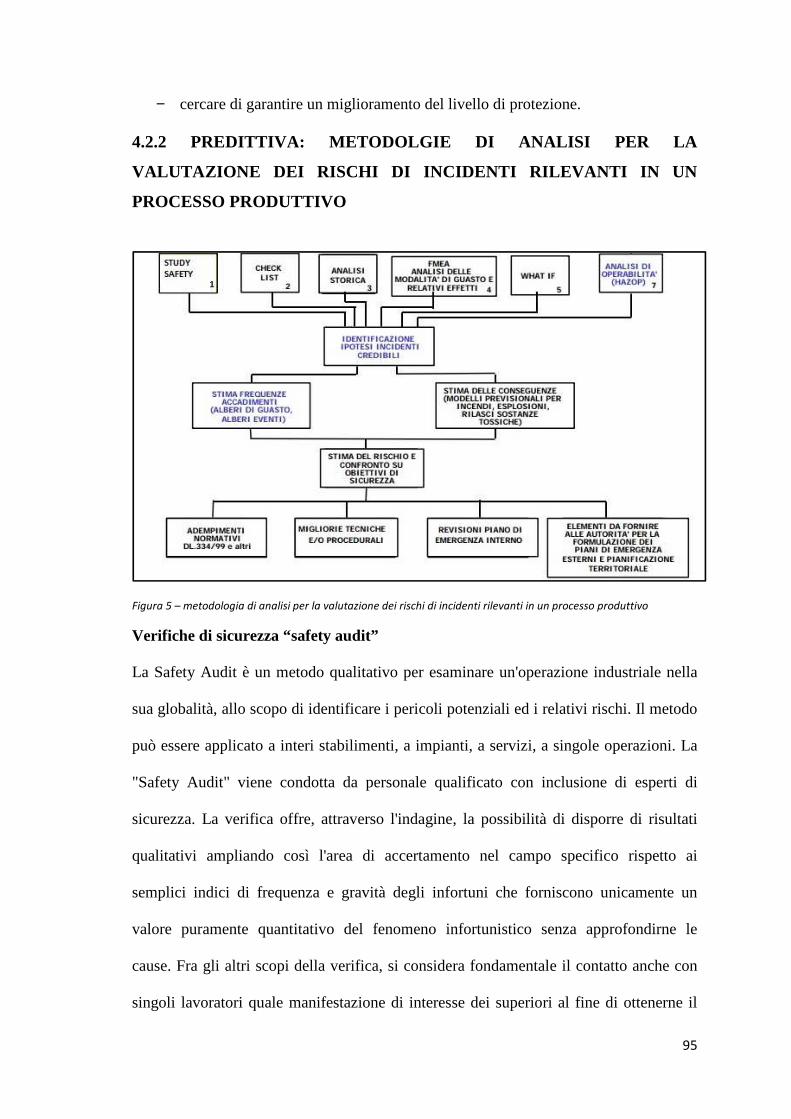
95
− cercare di garantire un miglioramento del livello di protezione.
4.2.2 PREDITTIVA: METODOLGIE DI ANALISI PER LA
VALUTAZIONE DEI RISCHI DI INCIDENTI RILEVANTI IN UN
PROCESSO PRODUTTIVO
Figura 5 – metodologia di analisi per la valutazione dei rischi di incidenti rilevanti in un processo produttivo
Verifiche di sicurezza “safety audit”
La Safety Audit è un metodo qualitativo per esaminare un'operazione industriale nella
sua globalità, allo scopo di identificare i pericoli potenziali ed i relativi rischi. Il metodo
può essere applicato a interi stabilimenti, a impianti, a servizi, a singole operazioni. La
"Safety Audit" viene condotta da personale qualificato con inclusione di esperti di
sicurezza. La verifica offre, attraverso l'indagine, la possibilità di disporre di risultati
qualitativi ampliando così l'area di accertamento nel campo specifico rispetto ai
semplici indici di frequenza e gravità degli infortuni che forniscono unicamente un
valore puramente quantitativo del fenomeno infortunistico senza approfondirne le
cause. Fra gli altri scopi della verifica, si considera fondamentale il contatto anche con
singoli lavoratori quale manifestazione di interesse dei superiori al fine di ottenerne il

96
coinvolgimento, incoraggiando commenti e suggerimenti relativi ai problemi della
sicurezza e richiedendo la cooperazione nello scoprire le condizioni che necessitano di
correttivi. Quale premessa ad una corretta impostazione della Safety Audit si rendono
necessarie due azioni preliminari:
− esame dei più significativi infortuni ed incidenti accaduti;
− formulazione di un questionario da compilare preventivamente alla Safety
Audit.
La verifica indaga su ogni aspetto di un sistema: dalla politica aziendale, alle procedure
operative, dall'organizzazione ai piani di emergenza, dagli standard di sicurezza alla
registrazione di incidenti, all'addestramento del personale, agli atteggiamenti nei
confronti della sicurezza. Il primo passo per la realizzazione di una Safety Audit è
l'identificazione delle situazioni di pericolo potenziale esistenti nel sistema in esame.
L’identificazione di tali situazioni viene fatta con l'ausilio di un elenco appositamente
predisposto in cui vengono riportati i pericoli potenziali tipici della realtà industriale in
auditing. I termini che ricorrono in questo elenco si riferiscono a situazioni generali di
pericolo ed a situazioni specifiche. Una volta identificate le situazioni più preoccupanti
occorre procedere alla valutazione del loro livello di rischio. Per avere dati confrontabili
con analisi fatte su situazioni simili è necessario:
- fissare una scala di giudizio per valutare le varie situazioni;
- scegliere delle modalità operative di analisi e raccolta dati.
Liste di controllo: Check-list
Una check-list di processo o sistema può essere applicata per valutare: componenti,
materiali o procedure. Le check-list, inoltre, possono essere usate durante qualsiasi fase
del progetto per guidare i progettisti attraverso i pericoli più comuni usando procedure
standardizzate. Le check-list dovrebbero essere preparate da un tecnico esperto che
97
abbia familiarità con le operazioni generali dell'impianto e le procedure dell’azienda.
Successivamente alla preparazione, essa può essere applicata da tecnici con minor
esperienza e poi riesaminata da un responsabile che abbia l'autorità per approvarla. Una
check-list, generalmente, assicura un’adesione agli standard minimi e permette di
identificare aree che richiedono ulteriori valutazioni di rischio.
Analisi storica
La disponibilità di raccolta di informazioni sugli incidenti storicamente verificatesi
consente di identificare i tipi di eventi probabili, le loro cause e le loro modalità di
evoluzione. Questa disponibilità consente da un lato di limitare l'estensione dello studio
ai soli eventi credibili (escludendo quindi situazioni estreme teoricamente ipotizzabili
ma mai verificatesi nella storia industriale) e di sostenere questa scelta nei confronti sia
delle autorità di controllo che della pubblica opinione;
dall'altro lato l'esecuzione dello studio è guidata ed ancorata alla reale esperienza di
esercizio ed è quindi grandemente agevolata la stesura del relativo rapporto di sicurezza.
In molti casi di impianti tecnologicamente semplici (ad esempio stoccaggio di
idrocarburi) una buona analisi di sicurezza con approfondito sopralluogo sull'impianto
ed interviste al personale consente di individuare l'elenco degli incidenti credibili da
considerare nell'analisi. È evidente che i limiti connessi a questo tipo di indagine sono
essenzialmente legati al tipo ed alla qualità di informazioni raccolte nonché agli anni di
riferimento dell'indagine.
Inoltre non sempre sono ben esplicitate le cause iniziatrici che hanno comportato gravi
sequenze incidentali. Molti incidenti sono generici e molti casi si attribuiscono
erroneamente al "fattore umano" senza individuare quelle che invece sono le condizioni
che realmente hanno portato all'incidente (progettazione, ispezione, addestramento,
costruzione, manutenzione).

98
Analisi delle modalità di guasto e dei relativi effetti (FMEA)
La FMEA (Failure Mode and Effect Analysis) è una metodologia utilizzata per
analizzare le modalità di guasto o di difetto di un processo, prodotto o sistema.
Il failure mode è l'espressione di come il guasto o difetto si manifesta nel processo,
mentre per effect si intende l'impatto del guasto, o difetto, sul processo o sul cliente
interno/esterno. La FMECA, Failure Mode and Effect Criticality Analisys (“Analisi
critica dei modi di guasto/errore e dei loro effetti”) aggiunge un percorso di valutazione
orientato all’assunzione di decisioni operative coerenti. La FMEA è un’analisi di tipo
qualitativo, la FMECA aggiunge valenze quantitative. Nell’uso, ormai, quando si parla
di FMEA si intende la FMECA. Nelle definizioni tecniche il “modo di guasto”
rappresenta quello che potrebbe succedere se si verificasse un difetto in un componente,
un’omissione o un errore in un’attività, ecc. Il “guasto” invece è l’effettivo
allontanamento del componente o dell’attività da quelle che sono le specifiche del
progetto o del processo.
La FMEA-FMECA è, quindi, una tecnica previsionale, nata verso la metà degli anni ’60
in alcune aziende statunitensi del settore aeronautico, dove è stata introdotta sia nel
settore della progettazione che della produzione.
Ad esempio alla NASA fu introdotta questa tecnica in maniera massiccia durante la fase
di studio, messa a punto e realizzazione della missione Apollo.
Durante i successivi anni alcune grosse aziende: Boeing, Ford, General Motor, Chrysler,
Texas Instruments, Motorola contribuirono in modo determinante alla diffusione di
questa tecnica di analisi. Nei settori Aeronautico, Automotive e Elettronico ormai
costituisce uno standard consolidato.
La FMEA è una tecnica che può essere applicata anche a posteriori su un prodotto e su
un processo di lavoro, soprattutto se non lo si è fatto preventivamente, per evidenziarne
99
punti critici e classificarli per priorità prima di intervenire con gli strumenti del
miglioramento continuo. Può inoltre essere ripetuta per sottolineare cambiamenti nelle
valutazioni per effetto delle modifiche delle conoscenze teoriche o dell’esperienza del
prodotto/servizio.
La formalizzazione della valutazione si ottiene attraverso:
− la standardizzazione del processo valutativo;
− l’ancoraggio dello stesso al punto di vista dell’utilizzatore (cliente interno e
finale);
− il ricorso a gruppi multidisciplinari di esperti.
La FMEA descrive un gruppo di attività mirate a:
− Riconoscere e valutare i potenziali difetti di un prodotto/processo e i suoi effetti.
− Identificare azioni che possono eliminare o ridurre la frequenza di accadimento
dei difetti potenziali.
− Descrivere i prodotti/processi.
Essa è complementare alla progettazione per definire in modo ottimale come deve
essere ilprodotto/processo per soddisfare il cliente finale.
Si possono distinguere due “modalità di applicazione” della FMEA:
− FMEA di progettazione (Design FMEA): consiste nell’analisi dei potenziali
anomalie ed effetti da utilizzarsi nella fase di progettazione di un
prodotto/processo. è una tecnica utilizzata generalmente dai responsabili della
progettazione (uffici tecnici, di sviluppo nuovi prodotti, di ingegnerizzazione
della produzione). Nasce con il prodotto e si evolve con esso, ne segue lo
sviluppo: in pratica si tratta di prevedere già durante la fase di progettazione e
sviluppo quali potranno essere i problemi potenziali di produzione e legarli alle
presunte cause che li generano. Utilizzata per evidenziare e correggere eventuali
100
debolezze di progetto che possono generare guasti, problemi e
malfunzionamenti in fase di impiego/applicazione del prodotto (approccio
preventivo più utilizzato per prodotti complessi / beni durevoli).
− FMEA di Processo (Process FMEA): analisi di anomalie potenziali ed effetti
durante la fase di produzione di un prodotto/processo. è una tecnica analitica
utilizzata da un responsabile di processo o da un gruppo come mezzo per
individuare i problemi potenziali e legarli alle possibili cause. L’inserimento
delle cause potenziali deve essere il più preciso possibile solo così può essere
uno strumento importante nella soluzione dei problemi (effetti).
L’analisi FMEA può essere suddivisa in 2 fasi:
− analisi qualitativa: viene descritto il corretto svolgimento delle attività
necessarie a realizzare il servizio o il corretto funzionamento del bene. In
riferimento a ciò vengono elencati: tutti i possibili modi di errore/guasto, i loro
effetti e le cause potenziali. L’analisi qualitativa (FMEA propriamente detta)
termina a questo punto e da qui in poi si possono cominciare a valutare le
criticità. È evidente che quanto più è competente - o in grado di procurarsi
informazioni – chi è chiamato a sviluppare l’analisi, tanto più saranno i possibili
modi di guasto che verranno individuati;
− analisi quantitativa: I tre elementi analizzati vengono ora presi in
considerazione associandovi un giudizio di valore su criteri predefiniti, costruito
su una scala che va da 1 a 10, che permetterà di calcolare un indice di priorità
del rischio (IPR). Vengono considerate:
− la probabilità che si verifichi la causa del modo di errore/guasto (e quindi del
guasto);
− la gravità degli effetti dell’errore/guasto;
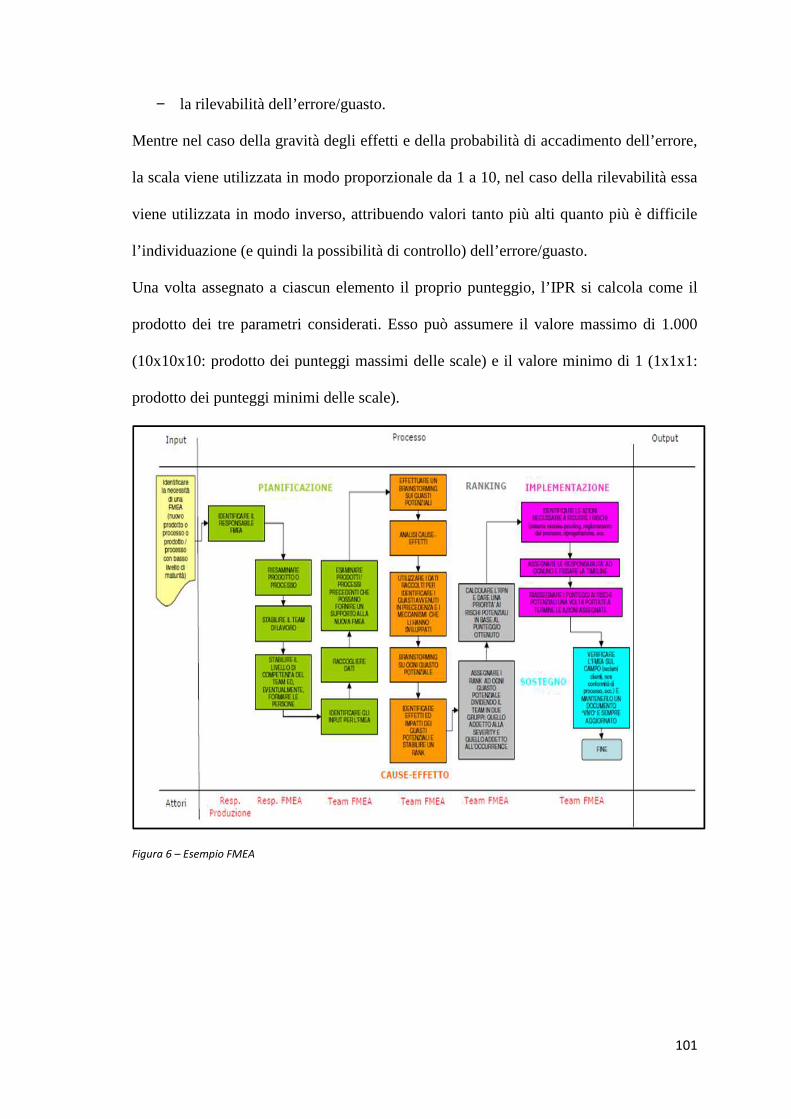
− la rilevabilità dell’errore/guasto.
Mentre nel caso della gravità degli effetti e della probabilità di accadimento dell’errore,
la scala viene utilizzata in modo proporzionale da 1 a 10, nel caso della rilevabilità essa
viene utilizzata in modo
l’individuazione (e quindi la possibilità di controllo) dell’errore/guasto.
Una volta assegnato a ciascun elemento il proprio punteggio, l’IPR si calcola come il
prodotto dei tre parametri
(10x10x10: prodotto dei punteggi massimi delle scale) e il valore minimo di 1 (1x1x1:
prodotto dei punteggi minimi delle scale).
Figura 6 – Esempio FMEA
la rilevabilità dell’errore/guasto.
Mentre nel caso della gravità degli effetti e della probabilità di accadimento dell’errore,
la scala viene utilizzata in modo proporzionale da 1 a 10, nel caso della rilevabilità essa
viene utilizzata in modo inverso, attribuendo valori tanto più alti quanto più è difficile
l’individuazione (e quindi la possibilità di controllo) dell’errore/guasto.
Una volta assegnato a ciascun elemento il proprio punteggio, l’IPR si calcola come il
prodotto dei tre parametri considerati. Esso può assumere il valore massimo di 1.000
(10x10x10: prodotto dei punteggi massimi delle scale) e il valore minimo di 1 (1x1x1:
prodotto dei punteggi minimi delle scale).
101
Mentre nel caso della gravità degli effetti e della probabilità di accadimento dell’errore,
la scala viene utilizzata in modo proporzionale da 1 a 10, nel caso della rilevabilità essa
inverso, attribuendo valori tanto più alti quanto più è difficile
l’individuazione (e quindi la possibilità di controllo) dell’errore/guasto.
Una volta assegnato a ciascun elemento il proprio punteggio, l’IPR si calcola come il
considerati. Esso può assumere il valore massimo di 1.000
(10x10x10: prodotto dei punteggi massimi delle scale) e il valore minimo di 1 (1x1x1:
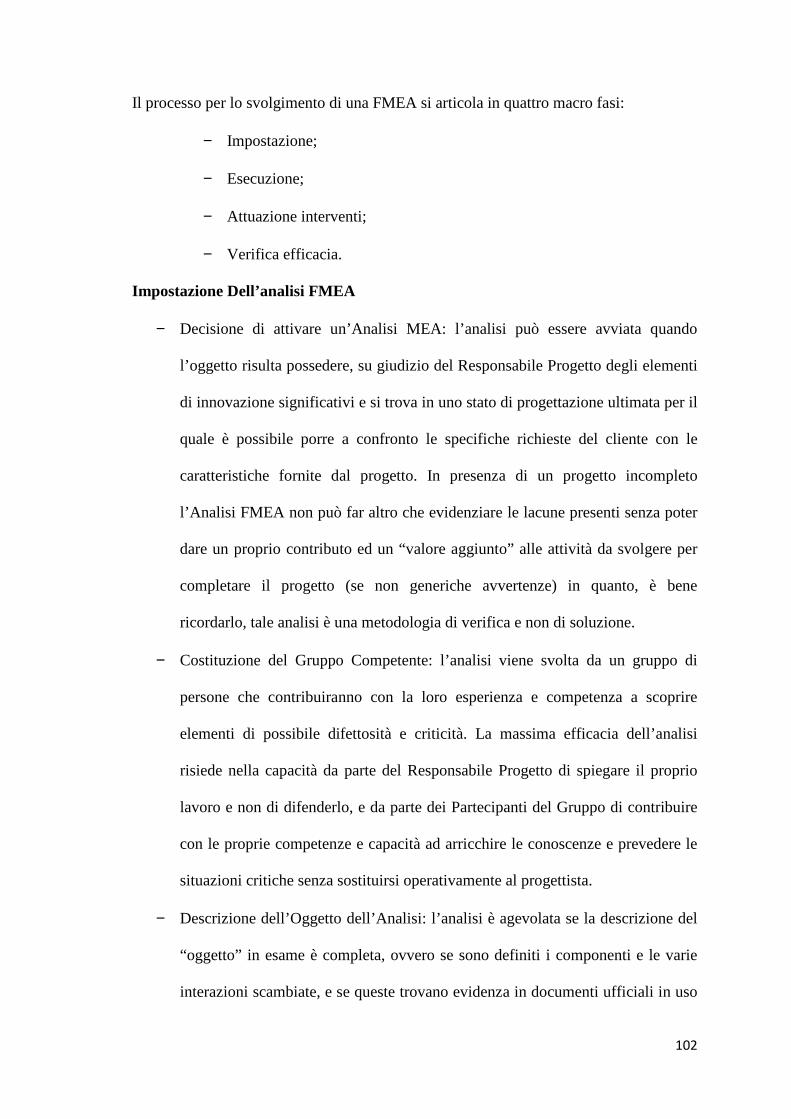
102
Il processo per lo svolgimento di una FMEA si articola in quattro macro fasi:
− Impostazione;
− Esecuzione;
− Attuazione interventi;
− Verifica efficacia.
Impostazione Dell’analisi FMEA
− Decisione di attivare un’Analisi MEA: l’analisi può essere avviata quando
l’oggetto risulta possedere, su giudizio del Responsabile Progetto degli elementi
di innovazione significativi e si trova in uno stato di progettazione ultimata per il
quale è possibile porre a confronto le specifiche richieste del cliente con le
caratteristiche fornite dal progetto. In presenza di un progetto incompleto
l’Analisi FMEA non può far altro che evidenziare le lacune presenti senza poter
dare un proprio contributo ed un “valore aggiunto” alle attività da svolgere per
completare il progetto (se non generiche avvertenze) in quanto, è bene
ricordarlo, tale analisi è una metodologia di verifica e non di soluzione.
− Costituzione del Gruppo Competente: l’analisi viene svolta da un gruppo di
persone che contribuiranno con la loro esperienza e competenza a scoprire
elementi di possibile difettosità e criticità. La massima efficacia dell’analisi
risiede nella capacità da parte del Responsabile Progetto di spiegare il proprio
lavoro e non di difenderlo, e da parte dei Partecipanti del Gruppo di contribuire
con le proprie competenze e capacità ad arricchire le conoscenze e prevedere le
situazioni critiche senza sostituirsi operativamente al progettista.
− Descrizione dell’Oggetto dell’Analisi: l’analisi è agevolata se la descrizione del
“oggetto” in esame è completa, ovvero se sono definiti i componenti e le varie
interazioni scambiate, e se queste trovano evidenza in documenti ufficiali in uso
103
nell’Impresa. L’identificazione dei componenti e delle interazioni è un’attività
delicata, da presidiare con attenzione, perché costituisce in certo qual modo il
“recinto” entro il quale si svolgerà la verifica senza che questa abbia più
riferimenti con l’oggetto da esaminare nel suo complesso
− Convocazione della Riunione di Analisi: l’analisi viene condotta durante un
incontro indetto con un invito formale, con un ordine del giorno anticipando la
documentazione descrittiva dell’oggetto dell’analisi in modo da consentire una
presa visione da parte dei partecipanti.
Esecuzione dell’Analisi FMEA
− Spiegazione e comprensione dell’oggetto: l’analisi è preceduta da una
spiegazione in dettaglio del progetto condotta dal Responsabile che, impiegando
il materiale descrittivo consente ai partecipanti di prendere confidenza con le
richieste del committente, con le soluzioni scelte e con la terminologia usata. È
bene anticipare in questa fase gli eventuali limiti del progetto e le difficoltà
incontrate nel suo sviluppo.
− Caratteristiche del guasto: l’analisi prevede l’impiego di una scheda di raccolta
delle informazioni che per ogni elemento porta all’identificazione di tutti i
potenziali modi di guasto (difetti di origine, usura, ecc.), delle possibili cause e
dei conseguenti effetti. Per agevolare tale operazione è bene impiegare delle
“liste” precostituite di difetti possibili che costituiscono delle guide di analisi e
di orientamento per il Gruppo.
− Situazione iniziale: l’analisi consente sulla base degli Indici Probabilità (P),
Gravità (G) e Rilevabilità (R) assegnati in sede di verifica impiegando scale
predefinite (es. su valori da 1 – 10) di definire le voci critiche (parti del
prodotto/processo) su cui intervenire.

104
− Indice di Priorità di Rischio “IPR”: l’indice è calcolato come prodotto dei tre
indici, P, G, R; (IPR = PxGxR) e quando il valore dell’indice IPR supera una
certa soglia (normalmente = 100) scatta la necessità di intervenire con
rifacimenti, modifiche del progetto, approfondimento o interventi di controllo.
− Azioni correttive: l’analisi sollecita la definizione di interventi onde riportare
l’indice “IPR” sotto il valore della soglia definito come accettabile. Nella scelta
degli interventi non è solo sufficiente considerare il valore assunto dall’indice
“IPR” ma occorre esaminare i valori dei singoli “indici” che lo compongono:
− se si ha l’indice di Probabilità (P) preponderante vuol dire che le soluzioni
adottate presentano elevate quote di rischio e pertanto l’unico modo efficace per
neutralizzarle è quello di operare sul progetto ed apportare delle modifiche in
modo da diminuire le loro probabilità di accadimento;
− se si ha l’indice Gravità (G) posizionato su valori alti vuol dire che le
conseguenze sono pesanti pertanto i modi per annullarle o ridurle sono quelli di
intervenire sul progetto in modo da rendere improbabile l’accadimento di tale
difetto o di introdurre sulle soluzioni degli elementi tali da neutralizzare gli
effetti gravosi dello stesso;
− se si ha l’indice Rilevabilità (R) elevato vuol dire che le conoscenze sulle cause
e svolgimento del modo di guasto sono mancanti o carenti e pertanto l’unico
modo per superare tale lacuna è quello di attuare ricerche teorico-pratiche per
aumentare la confidenza con il fenomeno ed il dominio del progetto.
− Simulazione del nuovo indice di priorità: l’analisi permette, a fronte degli
interventi proposti, di stimare l’effetto e visualizzare il posizionamento del
nuovo ed ipotetico valore dell’indice mettendo in risalto le voci su cui
intervenire successivamente.

105
Attuazione degli interventi
− Attuazione Azioni correttive: l’analisi consente di assegnare l’esecuzione degli
interventi ai vari Responsabili definendo contenuti, date di attuazione, modalità
di verifica, ecc.
Verifica dell’efficacia
− Situazione finale: l’analisi descrive il probabile stato futuro del “oggetto”
attraverso una mappa degli interventi ed i loro benefici (in termini di valore
degli indici) nell’ ipotesi che tutte le azioni correttive vengano pienamente
attuate.
− Aggiornamento degli indici Probabilità, Gravità, Rilevabilità: l’analisi consente
di verificare in seconda fase ed attraverso un confronto dei valori degli Indici gli
effetti ottenuti e gli scostamenti da quanto atteso permettendo di tarare le scale
di valutazione impiegate.
“What if”
La procedura "what-if" non è strutturata come altre metodologie quali HAZOP, FMEA.
Infatti richiede all'utilizzatore di applicare concetti base alle applicazioni specifiche. La
finalità del metodo è di considerare attentamente i risultati di eventi inaspettati che
potrebbero produrre conseguenze sfavorevoli. Il metodo coinvolge l'esame delle
possibili deviazioni dal progetto, costruzione, modalità operative. Questa analisi
richiede la conoscenza base di quanto si esamina e l'abilità di combinare e sintetizzare
mentalmente le possibili deviazioni dal progetto che potrebbero causare risultati non
desiderati. Questa procedura è efficace se il gruppo di lavoro è esperto, in caso contrario
i risultati sono spesso incompleti.
Il concetto del "what-if" è quello di utilizzare domande che iniziano con:" what-if …"
(cosa succederebbe se …?).
106
Le domande sono collocate in specifiche aree di indagine legate alle conseguenze che
interessano, ad esempio: sicurezza elettrica, protezione al fuoco, sicurezza personale.
Ogni area è studiata da un gruppo di 2-3 esperti e le domande sono formulate basandosi
sulle precedenti esperienze ed applicate a disegni e piante esistenti; per un impianto già
operante l'indagine può contenere domande per il personale che lavora sull'impianto.
Non esiste un modello specifico oppure un ordine per queste domande, solo
l'applicazione fornisce un modello logico. Le domande possono riguardare ogni
variazione legata all'impianto non soltanto la rottura di componenti o variazioni di
processo.
Analisi Dei Rischi E Della Operabilità (Hazop)
Un elemento importante di qualsiasi sistema per la prevenzione degli incidenti a rischio
rilevante è la conduzione di uno studio dei rischi e delle operabilità (HAZOP) in fase di
pianificazione e, in particolare, durante le operazioni di controllo di sicurezza dei
sistemi. Le HAZOPS cercano di minimizzare l’effetto di una situazione atipica di
processo assicurando che i sistemi di controllo e le attività di sicurezza (esempio: piano
di emergenza) siano in grado di garantire un alto livello di affidabilità, evitando, così, il
verificarsi di un incidente rilevante.
Gli Hazard and Operability Studies (HAZOPs) sono una forma di identificazione dei
pericoli utilizzati per identificare i potenziali pericoli in fase di progettazione e quelli
dovuti all’errore umano. Lo studio individua possibili deviazioni delle normali
condizioni di funzionamento che potrebbero portare a situazioni pericolose. Il processo
consente una valutazione completa dei sistemi di controllo dei pericoli e
raccomandazioni per l’attuazione di qualsiasi modifica necessaria.
Il processo HAZOP viene utilizzato per identificare potenziali pericoli collegati sia alla
struttura dell’impianto, sia all’errore umano. La tecnica HAZOP è attualmente una delle
107
tecniche di identificazione del rischio maggiormente applicate; è una procedura
altamente strutturata che identifica come un processo possa deviare dalle intenzioni
progettuali, evidenzia le conseguenze che potrebbero derivare da tali deviazioni ed
infine valuta la necessità di interventi correttivi.
Le linee guida per l’applicazione del metodo HAZOP sono state pubblicate per la prima
volta nel 1977 dalla CISHC e sono state aggiornate nel 1992, senza subire molte
variazioni. Con il passare degli anni, questo metodo si è affermato, in maniera
importante, come mezzo di analisi del rischio fino ad arrivare ad essere impiegato in
diverse realtà. Tale generalizzazione è dovuta all’estrema flessibilità della metodologia,
la quale fa riferimento alle “deviazioni dalle intenzioni progettuali” ed al modo di
evidenziarle e valutarne le implicazioni in generale in termini di sicurezza e operabilità.
ha lo scopo di esaminare gli ambienti di lavoro e identificare i pericoli cui tali ambienti
espongano i lavoratori.
L'HAZOP è basato su di un gruppo di lavoro, che, attraverso varie riunioni ed analisi,
mira all'individuazione dei pericoli esistenti nella gestione di un determinato processo
lavorativo. Il gruppo di tecnici esamina periodicamente il processo produttivo attraverso
l’applicazione di parole guida ai parametri operativi. I pericoli sono identificati e
indagati sulla base di deviazioni, siano esse accidentali o meno, di parametri chiave,
caratteristici del processo in esame.
L’analisi è condotta attraverso una fase di definizione degli ambienti lavorativi e della
comprensione dei processi lavorativi che in essi hanno luogo, in una successiva
disamina di parametri, delle deviazioni e delle relative conseguenze, per poi procedere
alla registrazione delle conclusioni su possibili pericoli e di raccomandazioni utili per la
loro gestione.
108
Il gruppo di lavoro è formato da tecnici specializzati in vari settori e discipline, ed è
guidato da un team leader che garantisce l’applicazione della metodologa e l’efficacia
del lavoro di gruppo. L’utilizzo di un gruppo di lavoro (multispecialistico) permette,
attraverso la condivisione e l’unione di diversi concetti e di diverse esperienze, la
creazione di un pensiero creativo, il quale non sarebbe possibile raggiungere se, la
revisione del processo, per quanto accurata, venga svolta singolarmente dai membri del
gruppo stesso.
Tenendo sempre in considerazione le sue finalità di base (rischio ed operabilità), oggi,
l’analisi HAZOP, è utilizzata in tutta l’industria di processo, indirizzata all’ottenimento
di obiettivi complementari, diversi a seconda degli attori in gioco:
− Le società di Ingegneria, ed i rispettivi clienti, lo utilizzato non più solo come
analisi di operabilità e rischio, ma anche come revisione degli schemi di marcia
P&ID (disegno che mostra le interconnessioni tra le apparecchiature di un
processo), come mezzo di addestramento dei tecnici destinati alla conduzione
dell’impianto progettato, come strumento per ottenere, sfruttando il fattore
sicurezza, dei miglioramenti organizzativi a prezzo ridotto.
− Le società di produzione lo utilizzano al fine di realizzare piccoli cambiamenti
impiantistici risparmiando così sui tempi e sui costi di realizzazione.
− La tecnica HAZOP ha avuto origine da studi di tipo assicurativo, specie su
grandi impianti di processo, estendendo la sua applicazione ad ambiti e
dimensioni diverse. Le modalità operative richiedono, come già descritto
precedentemente, il concorso di esperti e operatori coinvolti in
un team multidisciplinare che lavora attenendosi agli scopi e alla
programmazione dello studio stabiliti dalla committenza.

109
4.3 METODOLOGIA HAZOP
Un HAZOP comporta una revisione sistematica e dettagliata di un processo da parte di
un team multidisciplinare, guidato da un esperto indipendente dalla struttura in fase di
studio. L’ HAZOP agisce tramite un approccio “brainstorming” e applica su di un
processo una serie di parole guida per identificare le possibili deviazioni dalla normale
condizione di funzionamento ed il loro possibile impatto. Vengono assegnate le
responsabilità per trovare, e adottare, possibili soluzioni ai problemi riscontrati.
L’applicazione della metodologia HAZOP prevede un’analisi sistematica di ogni
singola attrezzatura eseguendo i seguenti passaggi:
− Descrizione dell’elemento analizzato (nodo);
− identificazione delle deviazioni dal normale funzionamento attraverso
l’applicazione delle parole guida ai parametri di processo;
− determinazione delle potenziali conseguenze negative derivanti dalle deviazioni
identificate;
− evidenziazione dei sistemi protettivi esistenti atti a prevenire le conseguenze
ipotizzate;
− valutazione della necessità di ulteriori sistemi di prevenzione o protezione o
della necessità di approfondimento dei problemi sollevati (raccomandazioni);
− formalizzazione su fogli di lavoro delle raccomandazioni e dei passi effettuati
per arrivarci;

110
Figura 7 - procedura tipica di uno studio HAZOP

111
Nella conduzione logica del processo di HAZOP verranno presi in considerazione i
seguenti elementi: nodi, deviazioni, cause, conseguenze (rischi e difficoltà operative),
garanzie ed azioni correttive. I membri della squadra andranno ad identificare gli
eventuali nodi e le rispettive parole guida. Verrà considerata la deviazione che potrebbe
scaturire dall’eventuale nodo ed attraverso l’analisi, verranno studiate le probabili
conseguenze. Quando gli eventi presi in considerazione possono essere definiti
significativi, si inizia lo studio di misure supplementari da adottare per eliminare la
causa di deviazione identificata. Un’analisi più dettagliata può essere effettuata dinanzi
ad un evento o una situazione abbastanza grave da comportare l’attuazione di importanti
modifiche di progettazione.
Lo studio di ogni sezione dell’impianto, generalmente segue il seguente schema:
1) il team leader descrive brevemente il P&DI (schema di marcia) corrispondente e
lo illustra ai membri del gruppo di studio.
2) Vengono discussi gli argomenti e le questioni relative al progetto.
3) Viene selezionata, evidenziandola attraverso l’utilizzo di un pennarello, la prima
sezione del P&DI da analizzare.
4) Il team leader spiega il processo nel dettaglio, evidenziandone gli scopi, le
caratteristiche, la strumentazione, i sistemi di protezione. Vengono analizzati gli
elementi di input e di output del processo.
5) Vengono discussi tutti gli elementi rilevanti.
6) Il team leader stabilisce le parole guida correlate alle deviazioni dal normale
funzionamento. Si discutono le probabili cause: se, a giudizio del gruppo, la
combinazione delle conseguenze e la probabilità di accadimento risultano
elevate, questa deviazione viene segnalata, e registrata, come un problema da
risolvere. Se le garanzie esistenti sono sufficienti non viene prevista alcuna

112
azione correttiva, altrimenti, si procede con la nomina di un responsabile per la
messa a punto, e l’adozione, di un’azione correttiva.
7) È sempre utile sottolineare che il gruppo di studio deve concentrarsi di più
sull’individuazione del problema, che, piuttosto, sulla soluzione a tale problema,
che verrà considerata in una data successiva.
8) Si procede analizzando ogni parola guida e, solo allora, si passa al processo
successivo.
9) Quando tutti i processi di un impianto sono stati esaminati, si procede con
un’analisi panoramica del P&Di nel suo complesso.
Per essere efficacie, un HAZOP deve essere sistematico, dettagliato, effettuato da un
team equilibrato condotto da un capo esperto. Quindi, l’efficacia di un HAZOP
dipenderà da:
− L’esattezza delle informazioni (soprattutto quelle del P&ID) a disposizione della
squadra;
− Le conoscenze e le competenze dei membri del team;
− Quanto la squadra riesca ad utilizzare il metodo per individuare le deviazioni;
− L’adozione di un criterio idoneo alla valutazione dei pericoli e delle risorse da
utilizzare per ridurre i conseguenti rischi;
− Garantire che il gruppo di studio si attenga alle procedure stabilite.
gli elementi chiave sono:
− La squadra di HAZOP
− La descrizione completa del processo
− Le parole guida
− Condizioni favorevoli al brainstorming
− Registro
113
− Piano di follow-up
Delucidazione Sui Termini Principali Utilizzati Nella Metodologia Hazop
− Nodo: elemento sottoposto a investigazione per le deviazioni dalle intenzioni
progettuali. È un punto dove i parametri di processo hanno una intenzione
progettuale definita. Normalmente i nodi sono apparecchiature o insieme di
apparecchiature.
− Parametro: “un aspetto del processo”, inteso come funzione che lo descrive
fisicamente, chimicamente o in termini di cosa sta succedendo. Vengono
suddivisi in specifici e generali. I parametri specifici descrivono l’aspetto fisico
di un processo (flusso, temperatura, pressione), mentre i parametri generali
descrivono cosa sta succedendo (manutenzione, prova, servizio, sicurezza,
strumentazione).
− Intenzione: definisce come il sistema debba operare nel nodo. Questa fornisce
un punto di riferimento per lo sviluppo delle deviazioni.
− Parola guida (Chiave): sono degli elementi utilizzati per dirigere in modo
sistematico lo studio HAZOP. Sono parole che, considerate insieme ai
parametri, formano per il gruppo una ipotetica deviazione da analizzare.
Forniscono riferimenti qualitativi e quantitativi.
− Di seguito sono riportate le parole guida con il loro significato:
− No (negazione intenzione progettuale)
− Più (accrescimento quantitativo)
− Meno (diminuzione quantitativa)
− Così come (accrescimento qualitativo)
− Parte di (diminuzione qualitativa)
− Contrario (opposto dell’intenzione progettuale)
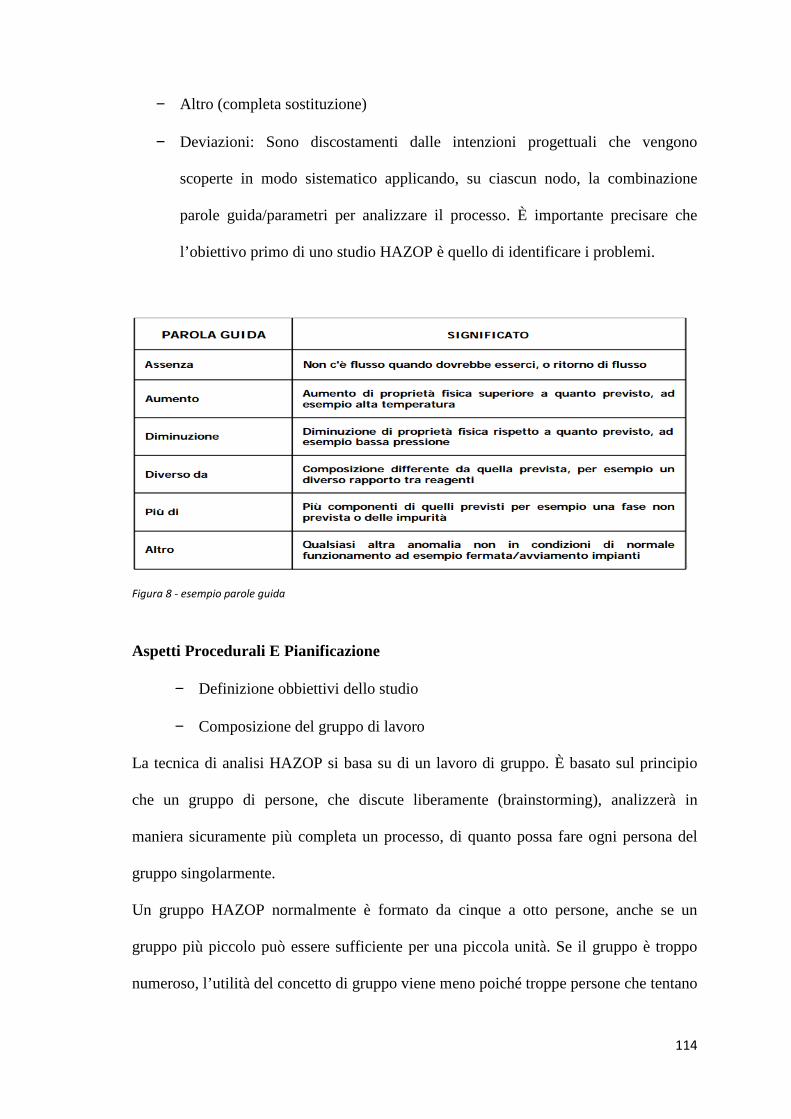
114
− Altro (completa sostituzione)
− Deviazioni: Sono discostamenti dalle intenzioni progettuali che vengono
scoperte in modo sistematico applicando, su ciascun nodo, la combinazione
parole guida/parametri per analizzare il processo. È importante precisare che
l’obiettivo primo di uno studio HAZOP è quello di identificare i problemi.
Figura 8 - esempio parole guida
Aspetti Procedurali E Pianificazione
− Definizione obbiettivi dello studio
− Composizione del gruppo di lavoro
La tecnica di analisi HAZOP si basa su di un lavoro di gruppo. È basato sul principio
che un gruppo di persone, che discute liberamente (brainstorming), analizzerà in
maniera sicuramente più completa un processo, di quanto possa fare ogni persona del
gruppo singolarmente.
Un gruppo HAZOP normalmente è formato da cinque a otto persone, anche se un
gruppo più piccolo può essere sufficiente per una piccola unità. Se il gruppo è troppo
numeroso, l’utilità del concetto di gruppo viene meno poiché troppe persone che tentano
115
di comunicare tra di loro possono generare confusione. I membri del gruppo devono
possedere una serie di competenze rilevanti (ingegneristiche e gestionali) al fine di
garantire che vengano esaminati tutti gli aspetti del processo, per evitare che alcuni
eventi vengano trascurati per mancanza di competenza e consapevolezza.
Il gruppo deve essere guidato da un capo (team leader) che deve conoscere ed avere
esperienza nella tecnica HAZOP. È importante che anche il gruppo di studio conosca le
informazioni contenute nel P&ID (Process and Instrumentation Diagram).
Il capo gruppo deve assicurare:
− La preparazione dello studio;
− La verifica che i partecipanti allo studio conoscano il processo e i propri ruoli;
− La guida al gruppo nell’analisi;
− La supervisione alle registrazioni dello studio;
− Che i rapporti finali dello studio siano completamente accurati.
Normalmente il capo gruppo è affiancato da un assistente che registra i risultati delle
riunioni di lavoro, prepara i rapporti e coopera ad assistere alla raccolta delle
informazioni necessarie. Gli altri membri del gruppo sono scelti in base alla esperienza
tecnica o operativa che possono fornire al gruppo.
Stima del tempo richiesto dallo studio
È possibile adottare due metodi per stimare il tempo richiesto per l’esecuzione delle
sessioni di lavoro: si può assegnare un certo numero di ore ad ogni recipiente principale
o nodo, oppure si può assegnare un numero di ore ad ogni linea entrante od uscente da
ciascun nodo principale. Solitamente, si fa riferimento al primo metodo, ritenuto più
accurato ed efficacie. Si prendono in considerazione due momenti distinti:
l’individuazione dei nodi principali ed il calcolo del tempo.

116
Individuazione dei nodi principali: la stima del tempo inizia individuando i nodi
principali da considerare. Dopo aver individuato questi, le rimanenti apparecchiature
vengono raggruppate per essere analizzate con il più appropriato recipiente principale.
Calcolo del tempo: Dopo aver stabilito una lista di gruppi principali, viene effettuata la
stima del tempo necessario ad analizzare ogni gruppo. Il tempo stimato dipende da
diversi fattori, tra questi la complessità delle apparecchiature comprese nel gruppo e,
non ultima, l'esperienza del team leader. Fattori che possono spingere la stima verso il
valore alto del tempo sono:
− recipiente con molte linee di ingresso ed uscita;
− recipiente con un certo numero di altre apparecchiature associate;
− recipiente di nuova, non ben conosciuta, progettazione;
− diversi modi operativi da considerare e velocità del team leader nel condurre le
operazioni di indirizzo;
Una volta definito il numero totale di ore, bisogna stabilire la durata di ogni sessione di
lavoro ottenendo alla fine il numero totale di sessioni.
Lavoro di preparazione allo studio
il lavoro preparatorio all'esecuzione di uno studio HAZOP passa attraverso la
definizione dei seguenti elementi: pianificazione, materiale di riferimento, sala riunioni
e supporto informatico.
Pianificazione:una volta stimato il tempo totale per l’esecuzione dell’HAZOP, viene
definita l’agenda per le sessioni di lavoro. L’agenda consiste in una guida di
programmazione. Questa permette ai membri del gruppo una pianificazione dei propri
impegni personali e permette alla direzione una valutazione dell’impegno richiesto dallo
studio. Al progredire dello studio, il numero dei disegni analizzati ed il tempo impiegato
possono essere comparati con la stima iniziale. Questo permette di evidenziare i

117
progressi dello studio e fornisce un’indicazione di potenziali problemi nella
programmazione. Permette inoltre l'acquisizione di dati di ritorno sull'accuratezza della
stima originale, dati da utilizzare come riferimento in futuro.
Materiale Di Riferimento: Per permettere l'avanzamento di uno studio HAZOP è
necessaria la presenza di dati di riferimento aggiornati che consentano di rispondere alla
maggior parte delle questioni sollevate. Gli schemi di marcia (P&IDs) aggiornati sono
di primaria importanza. Fondamentali, in modo particolare per nuovi progetti, sono gli
schemi di processo e le planimetrie, per aiutare i membri del gruppo a visualizzare
l’andamento dei flussi e la sequenza delle apparecchiature dell’impianto. Nella sala
riunioni l’obiettivo di base è di avere a disposizione della documentazione che permetta
di ridurre al minimo i punti di approfondimento e chiarimento rimasti irrisolti alla fine
delle sessioni di lavoro. Uno degli elementi base nella preparazione di un HAZOP è la
verifica della completezza ed adeguatezza della documentazione. Del lavoro addizionale
di preparazione allo studio può essere necessario nel caso di HAZOP eseguiti su
processi discontinui (batch). Tale lavoro potrebbe consistere nella preparazione di
diagrammi a blocchi che permettano di evidenziare i diversi arrangiamenti delle
apparecchiature nei diversi cicli operativi.
Sala Riunione: la sala deve avere spazio sufficiente a garantire una posizione di lavoro
confortevole per ogni membro del gruppo. Dovrebbe essere garantito spazio sufficiente
per l’apertura dei disegni e delle planimetrie. Sarebbe conveniente avere abbastanza
spazio alle pareti per appendervi gli schemi di marcia oggetto della sessione di studio. È
di notevole importanza la presenza di una lavagna per disegnare diagrammi, schemi,
calcoli o sommarizzare punti procedurali.
Supporto Informatico: Un programma di gestione computerizzato può facilitare le
prestazioni di uno studio HAZOP fornendo una serie di "fogli di lavoro" precostituiti
118
per la registrazione e documentazione delle deviazioni, delle cause di rischio e delle
conseguenze.
Sessioni di lavoro
Le sessioni di lavoro devono essere tenute preferibilmente nella mattinata quando il
gruppo di lavoro è nel periodo di massimo rendimento e non dovrebbero prolungarsi
oltre le 4 ore ciascuna.
Una buona programmazione deve tener conto dei seguenti elementi: evitare l’eccessiva
stanchezza dei membri del gruppo; possibilità di revisioni ed aggiornamenti; possibilità,
per i membri del gruppo, di non abbandonare per tutto il tempo dell’analisi i lavori di
routine. Per le attività di aggiornamento e revisione, si deve stimare una sessione ogni
cinque, oppure, tale lavoro, può essere effettuato dedicandogli un po' di tempo all’inizio
di ogni sessione di lavoro.
Compiti del leader nel gruppo di lavoro
Una delle responsabilità chiave del "Team Leader" è quella di interagire con il gruppo
di lavoro in modo dinamico in maniera da indirizzare l'analisi senza inutili perdite di
tempo, ma anche senza permettere nessuna distrazione e/o by-pass degli elementi
analizzati. Inoltre, il team leader deve curare i seguenti aspetti:
− giusta sollecitazione dei membri del gruppo;
− assicurarsi che tutti i componenti siano considerati, evitare dispute fra i membri
del gruppo;
− tenere desta l’attenzione del gruppo;
− riassumere spesso;
− controllo del ritmo della sessione.
Ranking del rischio
Formalizzazione e rapporto finale

119
Hazop equivalenti e non tradizionali
Il successo della metodologia HAZOP, con il passare del tempo, è stata ben dimostrata.
La tecnica, con modificazioni, può anche essere applicata anche in altri settori.
Computer HAZOP (CHAZOP): Il rapido sviluppo dell’automazione e dell’intelligenza
distribuita vede l’aumento di prodotti con sistemi di comando e controllo elettronici o
elettronici programmabili. Quando la corretta funzionalità di un prodotto all’interno di
un sistema consente di garantirne la sicurezza, la Sicurezza primaria non basta. Accanto
alla valutazione classica di sicurezza deve essere garantita la Sicurezza funzionale. La
corretta gestione degli output in funzione degli input, il controllo dei guasti hardware e
dei controlli sistematici del software, la corretta reazione a fronte di erronei input
dall’operatore sono aspetti da considerare. L’obiettivo è garantire l’assenza di rischi
inaccettabili a causa di malfunzionamenti di sistemi vitali.
La progettazione di elettronica di sicurezza passa dall’utilizzo di tecniche quali la
ridondanza, la diversità, l’aumento della robustezza dei prodotti e le politiche di Quality
e Safety management nelle attività di sviluppo e in quelle di verifica e validazione. Lo
standard mondiale di riferimento è l’IEC 61508, standard di sicurezza generico che
disciplina l’interno ciclo di vita dei sistemi elettrici, elettronici o elettronici
programmabili (E/ E/ PE) e prodotti.
Due requisiti sono necessari per raggiungere la sicurezza funzionale: i requisiti di
funzionalità di sicurezza (lo scopo della funzione) e i requisiti di integrità di sicurezza
(garantire lo svolgersi della funzione in sicurezza).
Tali requisiti derivano dall’analisi e dalla valutazione dei rischi. L’HAZOP, o
CHAZOP, dovrebbero garantire che i sistemi collegati alla sicurezza funzionino in
modo soddisfacente in modo da evitare incidenti e situazioni pericolose, ed assicurare
esiti sicuri. L’obiettivo, quindi, è garantire che nessuno sia esposto a un rischio
120
inaccettabile associato all’evento pericoloso. La flessibilità dei sistemi E /E / PE offrono
la possibilità di controllare operazioni più complesse, ma possono anche fornire
possibilità di fare più errori rispetto ai convenzionali sistemi di controllo.
La probabilità di guasti aumenta con tali sistemi; per esempio, il guasto di una singola
scheda di ingresso / uscita (I / O) può comportare la perdita di parecchi controlli e di
canali d’informazione.
Un CHAZOP evidenzierà tali questioni e porterà a soluzioni correttive, come l'impiego
di due sistemi di circuiti di controllo indipendenti, o hardwiring.
Uno studio accurato dei sistemi di controllo e dei sistemi legati alla sicurezza può
essere particolarmente prezioso dove la strumentazione è stata progettato e installato
come unità package da un imprenditore, oltre a permettere al resto della squadra di
acquisire una comprensione, a 360 gradi, del sistema.
Altre Applicazioni:un altro approccio, proposto da Pitblado (et al 1989) è quello di
condurre uno studio HAZOP multilivello, nel quale, le forme HAZOP tradizionali,
rappresentano il primo livello. La fase successiva è rappresentata da un insieme di
sistemi informatici CHAZOP. Il terzo, ed ultimo, livello è costituito dal “human
factros”. Vengono utilizzate differenti parole guida per ogni livello. Ci sono tutte le
ragioni per credere che, attraverso un’opportuna modifica delle parole guida, la tecnica
HAZOP può essere applicata in ogni singolo contesto. Anche se non è stata elaborata
una tecnica per queste parole chiave, uno studio di ricerca ha dimostrate che attività
come la movimentazione di materiali e la gestione della logistica, potrebbero trarre
vantaggio dall’approccio di uno studio di gruppo.
Rapporto di hazop
La relazione deve dimostrare l'adeguatezza dello studio HAZOP effettuato. Esso deve
descrivere chiaramente lo scopo dello studio e dovrà contenere informazioni di base

121
sufficienti per quanto riguarda la descrizione dell'impianto per consentire al revisore di
comprendere, nella maniera migliore possibile, i risultati e le raccomandazioni. Deve
descrivere la squadra HAZOP, la metodologia utilizzata e indicare gli scenari pericolosi
considerati. Ci dovrebbe essere un piano d'azione specifico che copre tutte le questioni
individuate che rappresentano un rischio significativo. Qualunque sia il metodo di
registrazione che viene utilizzato, la relazione dovrebbe includere la messa in evidenza
dei risultati dello studio e delle raccomandazioni.
Il punto chiave di un rapporto HAZOP è il concentrarsi sulle principali conclusioni e
raccomandazioni, e sul piano d'azione.
Gli elementi principali di un rapporto di HAZOP sono:
− Obiettivo: la relazione deve fornire informazioni sufficienti per ogni
elemento. Può essere consultata singolarmente o insieme ad altri documenti
di riferimento, in modo da consentirci di valutare l’adeguatezza dello studio
HAZOP effettuato.
− Glossario: All’interno della relazione è previsto l’inserimento di un glossario
utile a chiarire i termini più complessi.
− Sintesi dei risultati principali e delle raccomandazioni: è prevista una sintesi
che vada a delineare la struttura dell’impianto esaminato e che vada a
contenere lo scopo della relazione ed un elenco con le principali
raccomandazioni e conclusioni derivanti dal HAZOP; in alcuni casi è
possibile trovare anche un calendario per l’attuazione dell’azioni correttive.
− Scopo del rapporto: questa sezione serve a descrivere le finalità e lo scopo
dello studio.
− Descrizione dell’impianto: viene descritto il sito attraverso una panoramica
generale sull’impianto analizzato, sui macchinari e sui materiali utilizzati o

122
stoccati. Dovrebbe includere un diagramma schematico dell’impianto preso
in esame insieme ad una breve descrizione di ogni processo coinvolto. Dovrà
essere chiaramente identificato e definito il P&ID.
− I membri del team HAZOP: vengono indicati i partecipanti al gruppo di
studio, le loro responsabilità e le qualifiche. Vengono identificati il team
leader ed il segretario. Dovrebbero essere fornite le date delle riunioni del
gruppo di studio e la loro durata. Inoltre, vanno segnalati i membri
occasionali, con le ragioni della loro presenza (ad esempio: ingeneri
specializzati in determinati settori, consulenti).
− Metodologia HAZOP: deve essere delineato l’approccio generale utilizzato.
Eventuali modifiche degli standard utilizzati vanno spiegate nel dettaglio.
− Parole Guida: in questa sezione vanno inserite tutte le parole guida utilizzate
per descrivere una deviazione. Per ogni parola chiave deve essere prevista
una spiegazione.
− Plant Overview: vengono indicate le situazioni, potenzialmente pericolose,
considerate dal HAZOP durante l’analisi del P&ID, comprese le questioni di
carattere generale come: le procedure di emergenza, formazione degli
operatori, i sistemi di protezione.
− Analisi dei risultati principali: vengono indicati i criteri con i quali sono state
identificate le deviazioni, vengono riportati gli eventi per i quali è stato
necessario effettuare un’analisi del rischio.
− Azioni derivanti dallo studio: vengono messe in evidenza le azioni
potenzialmente pericolose per la sicurezza e la salute del personale, o che
hanno il potenziale di compromettere l’operatività dell’impianto. Dovrebbe
essere incluso un programma per modificare le procedure anormali
123
identificate ed un relativo calendario di attuazione. Dovrebbero essere
indicati i nominativi dei responsabili per l’attuazione delle azioni correttive
previste.
Analisi preliminari
Il Rapporto finale è stato redatto sulla base dei sopralluoghi e delle interviste effettuate
con la collaborazione degli operai e dei responsabili presenti sul luogo di lavoro.
L’impostazione del lavoro è stata fatta in modo tale da poter effettuare una fotografia
della situazione in essere, con particolare riguardo per il livello infortunistico nel
contesto di rischio, le procedure organizzative per la conduzione delle attività e per le
emergenze, verifica e disposizione della attrezzatura di sicurezza.
In primis, è stata condotta un’analisi storica degli incidenti e degli infortuni avvenuti;
quest’analisi consente di identificare i tipi di eventi probabili, le loro cause e le loro
modalità di evoluzione. Le informazioni raccolte consentono da un lato di limitare
l'estensione dello studio ai soli eventi credibili e dell’altro garantisce che l'esecuzione
dello studio sia guidata ed ancorata alla reale esperienza di esercizio ed è quindi
grandemente agevolata la stesura del relativo rapporto di sicurezza. Nonostante nel
corso degli anni non si sono verificati incidenti, è emerso un dato principale da tenere
sotto controllo per garantire la sicurezza degli operatori, ovvero l’esposizione
accidentale o incosciente ad organi in movimento.
Nell’indagini, condotte tramite “safety audit” e check-list, sono stati affrontati i seguenti
argomenti: organizzazione, controllo dei rischi, partecipazione, motivazione e
addestramento del personale, procedure di lavoro, situazioni di emergenza e
modulistica. I risultati dell’indagini ci indicano che l’esposizione aziendale della
politica ed le informazioni sulle responsabilità sono buone, ovvero la politica di
prevenzione e i campi di responsabilità si ritrovano in forma scritta, vengono

124
consegnatiai preposti ed è prevista la massima diffusione all’interno della
organizzazione; tutte le procedure per operare in sicurezza sono disponibili sul posto di
lavoro e riviste annualmente per verificarne l’adeguatezza; tutti i lavoratori ed i preposti
partecipano ad un addestramento di sicurezza almeno due volte l’anno; per i nuovi
assunti è disponibile uno stampato per indirizzarne l’istruzione.
Vengono costantemente provati i dispositivi di sicurezza ed emergenza, si effettuano
controlli manuali operativi. Le procedure per l’effettuazione di interventi sugli impianti
sono indicate nel piano di manutenzione ordinario.
La gestione delle emergenze: il piano d’emergenza è rivisto annualmente, sono previsti
un numero sufficiente di estintori portatili (a CO2) e di cassette di primo soccorso; in
parte è previsto l’impianto di illuminazione di emergenza; i collegamenti di terra sono
in buone condizioni; le aree con divieto di fumo sono chiaramente definite.
Smaltimento dei rifiuti pericolosi: gli scarti derivanti dalla lavorazione sono
fondamentalmente acque di vegetazione. Per lo smaltimento sono state previste cisterne
dedicate allo stoccaggio; questi sono sicuri e vengono mantenuti in ottime condizioni.
Procedure “Normale funzionamento”: durante il turno di lavoro, per gli operatori è
previsto l’utilizzo ed il rispetto di procedure standard. Il nuovo personale, prima di
entrare nella zona lavoro, viene istruito correttamente; il personale più esperto viene
tenuto al corrente di tutte le procedure di funzionamento; sono presenti dei registri delle
operazioni e vengono utilizzati correttamente; i cicli lavorativi sono mantenuti in forma
scritta.
125
4.4 APPLICAZIONE METODICHE PREDITTIVE – HAZOP E FME A
Come precedentemente spiegato l’adozione della metodologia HAZOP prevede un
approccio sistematico alla valutazione. Come previsto dalla metodologia sono stati,
inizialmente, localizzati dei NODI sullo schema di marcia del ciclo produttivo
esaminato, che verranno successivamente analizzati attraverso l’associazione di:
parametri, intenzioni, parole guida, ipotizzando eventuali deviazioni dal processo
ordinario e le
Possibili parametri, intenzioni, parole guida, ipotizzando eventuali deviazioni dal
processo ordinario e le possibili cause e conseguenze, consigliando, successivamente,
eventuali misure di prevenzione e protezione da adottare.
I NODI localizzati sono:
− Gramolazione;
− Centrifugazione;
Di seguito vengono riportate le tabelle realizzate attraverso l’applicazione della
metodologia HAZOP e FMEA nei nodi gramolatura e centrifugazione.
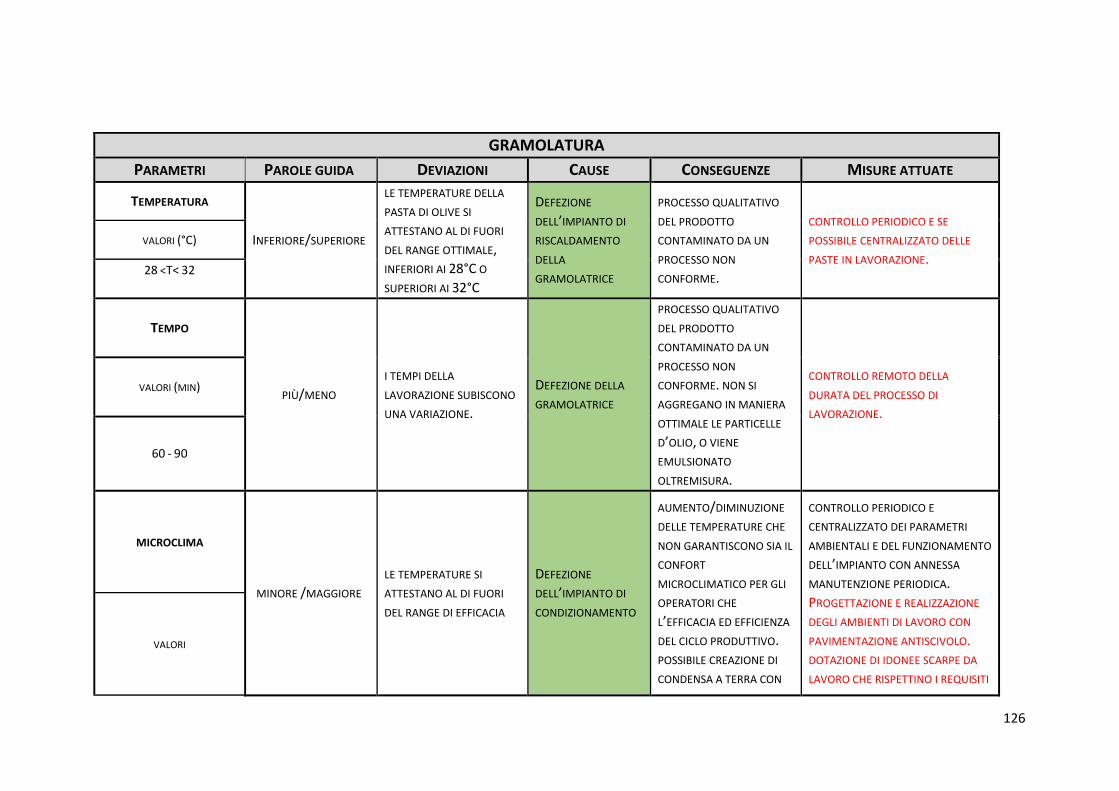
126
GRAMOLATURA
PARAMETRI PAROLE GUIDA DEVIAZIONI CAUSE CONSEGUENZE MISURE ATTUATE
TEMPERATURA
INFERIORE/SUPERIORE
LE TEMPERATURE DELLA
PASTA DI OLIVE SI
ATTESTANO AL DI FUORI
DEL RANGE OTTIMALE,
INFERIORI AI 28°C O
SUPERIORI AI 32°C
DEFEZIONE
DELL’IMPIANTO DI
RISCALDAMENTO
DELLA
GRAMOLATRICE
PROCESSO QUALITATIVO
DEL PRODOTTO
CONTAMINATO DA UN
PROCESSO NON
CONFORME.
CONTROLLO PERIODICO E SE
POSSIBILE CENTRALIZZATO DELLE
PASTE IN LAVORAZIONE.
VALORI (°C)
28 <T< 32
TEMPO
PIÙ/MENO
I TEMPI DELLA
LAVORAZIONE SUBISCONO
UNA VARIAZIONE.
DEFEZIONE DELLA
GRAMOLATRICE
PROCESSO QUALITATIVO
DEL PRODOTTO
CONTAMINATO DA UN
PROCESSO NON
CONFORME. NON SI
AGGREGANO IN MANIERA
OTTIMALE LE PARTICELLE
D’OLIO, O VIENE
EMULSIONATO
OLTREMISURA.
CONTROLLO REMOTO DELLA
DURATA DEL PROCESSO DI
LAVORAZIONE.
VALORI (MIN)
60 - 90
MICROCLIMA
MINORE /MAGGIORE
LE TEMPERATURE SI
ATTESTANO AL DI FUORI
DEL RANGE DI EFFICACIA
DEFEZIONE
DELL’IMPIANTO DI
CONDIZIONAMENTO
AUMENTO/DIMINUZIONE
DELLE TEMPERATURE CHE
NON GARANTISCONO SIA IL
CONFORT
MICROCLIMATICO PER GLI
OPERATORI CHE
L’EFFICACIA ED EFFICIENZA
DEL CICLO PRODUTTIVO.
POSSIBILE CREAZIONE DI
CONDENSA A TERRA CON
CONTROLLO PERIODICO E
CENTRALIZZATO DEI PARAMETRI
AMBIENTALI E DEL FUNZIONAMENTO
DELL’IMPIANTO CON ANNESSA
MANUTENZIONE PERIODICA.
PROGETTAZIONE E REALIZZAZIONE
DEGLI AMBIENTI DI LAVORO CON
PAVIMENTAZIONE ANTISCIVOLO.
DOTAZIONE DI IDONEE SCARPE DA
LAVORO CHE RISPETTINO I REQUISITI
VALORI

127
GRAMOLATURA
PARAMETRI PAROLE GUIDA DEVIAZIONI CAUSE CONSEGUENZE MISURE ATTUATE
18%<TS<26%
18%<TP<26%
30%<RH<70%
CONSEGUENTE AUMENTO
DEL RISCHIO FISICO PER GLI
OPERATORI.
PREVISTI.
RUMORE
MAGGIORE
IL RUMORE RILEVATO SI
ATTESTA MAGGIORE AL
LEX,D E LEX,PEAK
SCORRETTO
POSIZIONAMENTO
DEI MACCHINARI O
MANCATA
MANUTENZIONE
ABBASSAMENTO DELLA
PERCEZIONE DEL RISCHIO E
IN RELAZIONE AI TEMPI DI
ESPOSIZIONE, INSORGENZA
DI IPOACUSIA
DOTAZIONE DPI (OTOPROTETTORI).
PORTARE IL MACCHINARIO AD
ALMENO 3M DALLE PARETI.
APPLICARE PANNELLI
FONOASSORBENTI SUI SOFFITTI.
RIVESTIRE CON MATERIALI
FONOASSORBENTI I CARTER DI
PROTEZIONE DEGLI ORGANI
ROTANTI.
VALORI
80-85 DB(A)
DB(C)>135 DB
MACCHINE E
ATTREZZATURE CONFORME/NON
CONFORME
LE ATTREZZATURE
(GRAMOLATRICE)
RISULTANO ESSERE NON
CONFORMI ALLA
NORMATIVA DI
RIFERIMENTO
UTILIZZO DI
ATTREZZATURA
OBSOLETA.
AFFERRAMENTO DA PARTE
DEGLI ORGANI IN
MOVIMENTO.
SOSTITUZIONE DELL’ATTREZZATURA
CON UNA CONFORME ALLE
NORMATIVE DI RIFERIMENTO.
VERIFICA PERIODICA DELLE
ATTREZZATURE AL FINE DI
VERIFICARNE LA CONFORMITÀ. VALORI

128
GRAMOLATURA
PARAMETRI PAROLE GUIDA DEVIAZIONI CAUSE CONSEGUENZE MISURE ATTUATE
DIRETTIVA MACCHINE
2006/42/CE
USURA
DELL’ATTREZZATURA
A SEGUITO DI
TEMPO, UTILIZZO
E/O DANNI
ACCIDENTALI.
AFFERRAMENTO DA PARTE
DEGLI ORGANI IN
MOVIMENTO.
AUMENTO DEI LIVELLI DI
ESPOSIZIONE AL RUMORE
E/O VIBRAZIONI.
RIPRISTINO DEI SISTEMI DI
SICUREZZA COME, GRIGLIA DI
PROTEZIONE, PULSANTE DI
ARRESTO. LA COPERTURA DELLA
GRAMOLA DEVE ESSERE FISSATA
CON BULLONI.
GLI OPERATORI HANNO IL DIVIETO
ASSOLUTO DI INDOSSARE ABITI
SVOLAZZANTI.
VERIFICA STRUMENTALE E
PERIODICA DEI LIVELLI DI
ESPOSIZIONE AL RUMORE E/O
VIBRAZIONI.
VERIFICA PERIODICA DELLE
ATTREZZATURE AL FINE DI
VERIFICARNE LA CONFORMITÀ.
SOLO PERSONALE AUTORIZZATO
PUÒ EFFETTUARE INTERVENTI DI
MANUTENZIONE STRAORDINARIA.
INSTALLARE UNO SWITCH
AUTOMATICO AL FINE DI SMORZARE
AUTOMATICAMENTE GLI ORGANI IN
MOVIMENTO ALL’APERTURA DELLA
COPERTURA.
Tabella 10 – Applicazione HAZOP e FMEA al nodo Gramolazione
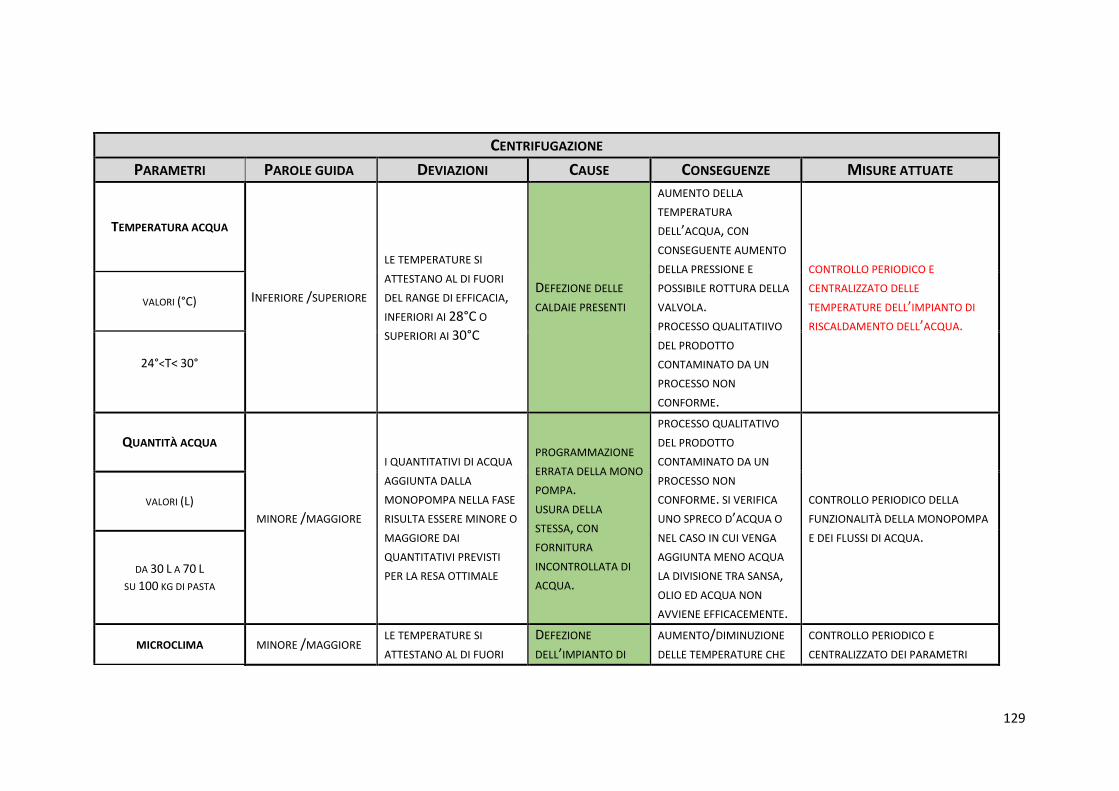
129
CENTRIFUGAZIONE
PARAMETRI PAROLE GUIDA DEVIAZIONI CAUSE CONSEGUENZE MISURE ATTUATE
TEMPERATURA ACQUA
INFERIORE /SUPERIORE
LE TEMPERATURE SI
ATTESTANO AL DI FUORI
DEL RANGE DI EFFICACIA,
INFERIORI AI 28°C O
SUPERIORI AI 30°C
DEFEZIONE DELLE
CALDAIE PRESENTI
AUMENTO DELLA
TEMPERATURA
DELL’ACQUA, CON
CONSEGUENTE AUMENTO
DELLA PRESSIONE E
POSSIBILE ROTTURA DELLA
VALVOLA.
PROCESSO QUALITATIIVO
DEL PRODOTTO
CONTAMINATO DA UN
PROCESSO NON
CONFORME.
CONTROLLO PERIODICO E
CENTRALIZZATO DELLE
TEMPERATURE DELL’IMPIANTO DI
RISCALDAMENTO DELL’ACQUA.
VALORI (°C)
24°<T< 30°
QUANTITÀ ACQUA
MINORE /MAGGIORE
I QUANTITATIVI DI ACQUA
AGGIUNTA DALLA
MONOPOMPA NELLA FASE
RISULTA ESSERE MINORE O
MAGGIORE DAI
QUANTITATIVI PREVISTI
PER LA RESA OTTIMALE
PROGRAMMAZIONE
ERRATA DELLA MONO
POMPA.
USURA DELLA
STESSA, CON
FORNITURA
INCONTROLLATA DI
ACQUA.
PROCESSO QUALITATIVO
DEL PRODOTTO
CONTAMINATO DA UN
PROCESSO NON
CONFORME. SI VERIFICA
UNO SPRECO D’ACQUA O
NEL CASO IN CUI VENGA
AGGIUNTA MENO ACQUA
LA DIVISIONE TRA SANSA,
OLIO ED ACQUA NON
AVVIENE EFFICACEMENTE.
CONTROLLO PERIODICO DELLA
FUNZIONALITÀ DELLA MONOPOMPA
E DEI FLUSSI DI ACQUA.
VALORI (L)
DA 30 L A 70 L
SU 100 KG DI PASTA
MICROCLIMA MINORE /MAGGIORE LE TEMPERATURE SI
ATTESTANO AL DI FUORI
DEFEZIONE
DELL’IMPIANTO DI
AUMENTO/DIMINUZIONE
DELLE TEMPERATURE CHE
CONTROLLO PERIODICO E
CENTRALIZZATO DEI PARAMETRI

130
CENTRIFUGAZIONE
PARAMETRI PAROLE GUIDA DEVIAZIONI CAUSE CONSEGUENZE MISURE ATTUATE
VALORI DEL RANGE DI EFFICACIA CONDIZIONAMENTO NON GARANTISCONO SIA IL
CONFORT
MICROCLIMATICO PER GLI
OPERATORI CHE
L’EFFICACIA ED EFFICIENZA
DEL CICLO PRODUTTIVO.
POSSIBILE CREAZIONE DI
CONDENSA A TERRA CON
CONSEGUENTE AUMENTO
DEL RISCHIO FISICO PER GLI
OPERATORI.
AMBIENTALI E DEL FUNZIONAMENTO
DELL’IMPIANTO CON ANNESSA
MANUTENZIONE PERIODICA.
PROGETTAZIONE E REALIZZAZIONE
DEGLI AMBIENTI DI LAVORO CON
PAVIMENTAZIONE ANTISCIVOLO.
DOTAZIONE DI IDONEE SCARPE DA
LAVORO CHE RISPETTINO I
REUQUISITI PREVISTI.
18%<TS<26%
18%<TP<26%
30%<RH<70%
RUMORE
MAGGIORE
IL RUMORE RILEVATO SI
ATTESTA MAGGIORE AL
LEX,D E LEX,PEAK
SCORRETTO
POSIZIONAMENTO
DEI MACCHINARI O
MANCATA
MANUTENZIONE
ABBASSAMENTO DELLA
PERCEZIONE DEL RISCHIO E
IN RELAZIONE AI TEMPI DI
ESPOSIZIONE, INSORGENZA
DI IPOACUSIA
DOTAZIONE DPI (OTOPROTETTORI).
PORTARE IL MACCHINARIO AD
ALMENO 3M DALLE PARETI.
APPLICARE PANNELLI
FONOASSORBENTI SUI SOFFITTI.
RIVESTIRE CON MATERIALI
FONOASSORBENTI I CARTER DI
PROTEZIONE DEGLI ORGANI
ROTANTI.
VALORI
80-85 DB(A)
DB(C)>135 DB
MACCHINE E
ATTREZZATURE
CONFORME/NON
CONFORME
LE ATTREZZATURE
(DECANTER) RISULTANO
ESSERE NON CONFORMI
ALLA NORMATIVA DI
UTILIZZO DI
ATTREZZATURA
OBSOLETA.
AFFERRAMENTO DA PARTE
DEGLI ORGANI IN
MOVIMENTO.
SOSTITUZIONE DELL’ATTREZZATURA
CON UNA CONFORME ALLE
NORMATIVE DI RIFERIMENTO.
VERIFICA PERIODICA DELLE
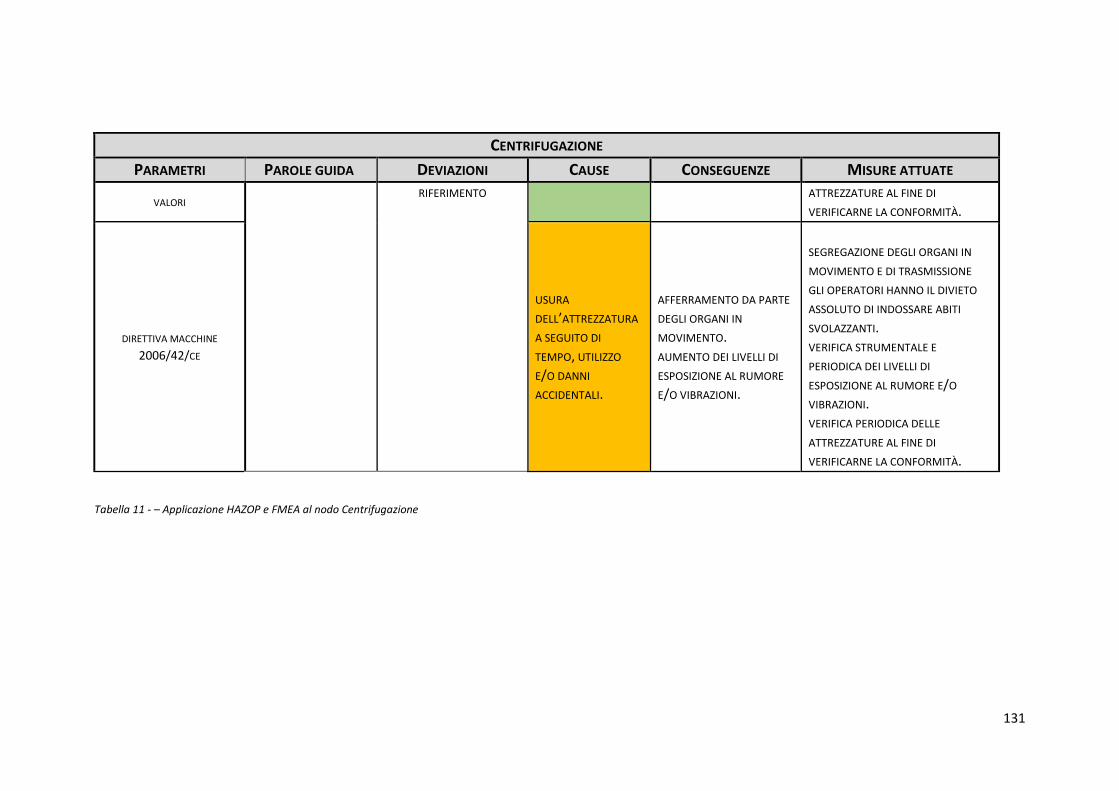
131
CENTRIFUGAZIONE
PARAMETRI PAROLE GUIDA DEVIAZIONI CAUSE CONSEGUENZE MISURE ATTUATE
VALORI RIFERIMENTO ATTREZZATURE AL FINE DI
VERIFICARNE LA CONFORMITÀ.
DIRETTIVA MACCHINE
2006/42/CE
USURA
DELL’ATTREZZATURA
A SEGUITO DI
TEMPO, UTILIZZO
E/O DANNI
ACCIDENTALI.
AFFERRAMENTO DA PARTE
DEGLI ORGANI IN
MOVIMENTO.
AUMENTO DEI LIVELLI DI
ESPOSIZIONE AL RUMORE
E/O VIBRAZIONI.
SEGREGAZIONE DEGLI ORGANI IN
MOVIMENTO E DI TRASMISSIONE
GLI OPERATORI HANNO IL DIVIETO
ASSOLUTO DI INDOSSARE ABITI
SVOLAZZANTI.
VERIFICA STRUMENTALE E
PERIODICA DEI LIVELLI DI
ESPOSIZIONE AL RUMORE E/O
VIBRAZIONI.
VERIFICA PERIODICA DELLE
ATTREZZATURE AL FINE DI
VERIFICARNE LA CONFORMITÀ.
Tabella 11 - – Applicazione HAZOP e FMEA al nodo Centrifugazione

132
DEVIAZIONI INDICE
GRAVITA (G)
INDICE RILEVABILITA
(R)
INDICE PROBABILITA
(P)
INDICE PRIORITA DI
RISCHIO (IPR = PxGxR)
GRAMOLATRICE
DEFEZIONE DELL’IMPIANTO DI
RISCALDAMENTO DELLA
GRAMOLATRICE 6 3 1 18
DEFEZIONE DELLA
GRAMOLATRICE 8 2 2 32
DEFEZIONE DELL’IMPIANTO DI
CONDIZIONAMENTO 8 1 2 16
SCORRETTO POSIZIONAMENTO
DEI MACCHINARI O MANCATA
MANUTENZIONE 8 1 3 24
UTILIZZO DI ATTREZZATURA
OBSOLETA. 8 1 3 24
USURA DELL’ATTREZZATURA A
SEGUITO DI TEMPO, UTILIZZO
E/O DANNI ACCIDENTALI. 9 2 5 90
CENTRIFUGAZIONE
DEFEZIONE DELLE CALDAIE
PRESENTI 6 3 1 18
PROGRAMMAZIONE ERRATA
DELLA MONO POMPA. USURA DELLA STESSA, CON
FORNITURA INCONTROLLATA DI
ACQUA.
6 3 1 18
DEFEZIONE DELL’IMPIANTO DI
CONDIZIONAMENTO 8 1 2 16
SCORRETTO POSIZIONAMENTO
DEI MACCHINARI O MANCATA
MANUTENZIONE 8 1 3 24
UTILIZZO DI ATTREZZATURA
OBSOLETA. 8 1 3 24
USURA DELL’ATTREZZATURA A
SEGUITO DI TEMPO, UTILIZZO
E/O DANNI ACCIDENTALI. 9 4 2 72
Tabella 12 – risultati HAZOP e FMEA
Rischio rilevante
Rischio medio
Rischio basso

133
Dalla tabella emerge che l’indice da prendere maggiormente in considerazione, avendo
valori più alti è l’indice di Gravità (G). ciò vuol dire che le conseguenze sono pesanti
pertanto i modi per annullarle o ridurle sono quelli di intervenire sul progetto in modo
da rendere improbabile l’accadimento di tale difetto o di introdurre sulle soluzioni degli
elementi tali da neutralizzare gli effetti gravosi dello stesso.
I valori adottati fanno riferimento a delle tabelle standard.
Indice di Gravità (G)
CRITERIO G
Lieve Il guasto risulta senza effetti
evidenti 1
Poco importante il guasto è percepibile
2-3
Marginale Il guasto risulta moderato
4-6
Alta Il guasto rende inattivo il sistema
7-8
Molto alta Il guasto provoca danni a cosa
9
Estrema Il guasto compromette la salute
e la sicurezza delle persone 10
Tabella 13 – indice di gravità

134
Indice di Probabilità (P)
CRITERIO P
Remota probabilità < 1/100.000
1
Bassa probabilità < 1/100.000 - 1/50.000
2-3
Media/ bassa probabilità < 1/50.000 - 1/10.000
4-5
Media/ alta probabilità < 1/10.000 - 1/1000
6-7
Alta probabilità < 1/1000 - 1/100
8-9
Altissima probabilità < 100
10
Tabella 14 – indice di probabilità
Indice di rilevabilità (R)
CRITERIO R
Altissima rilevabilità Le conoscenze teoriche e pratiche
sono disponibili e possono rilevare qualsiasi criticità
1
Alta rilevabilità Le conoscenze pratiche sono
esaustive anche se non dispongono di supporto teorico
2-3
Media rilevabilità Le conoscenze teoriche specifiche
sono disponibili ed hanno riferimenti pratici non
sperimentati direttamente
4-6
Bassa rilevabilità Le conoscenze teoriche generiche
sono disponibili ma non hanno supporti pratici
7-8
Bassissima rilevabilità Le conoscenze non sono
disponibili o sono vaghe e generiche
9-10
Tabella 15 – indice di rilevabilità
135
CONCLUSIONI
L’esigenza sempre più avvertita dalla società moderna di adeguate risposte in termini di
sicurezza degli impianti produttivi, ha fatto sì che oggi nessun insediamento produttivo
possa essere realizzato senza tenere in considerazione la salute e la sicurezza e, quindi, i
benefici che questo comporta per i lavoratori e le popolazioni che vivono nell’ambiente
circostante.
L’alto livello di sicurezza richiesto nelle procedure, può essere ottenuto attraverso
attenti studi finalizzati all’identificazione, valutazione e gestione dei possibili rischi,
attraverso l’adozione di idonei strumenti di prevenzione e mitigazione del rischio.
Pertanto, nel mio lavoro ho tentato di mettere in rilievo l’efficacia e la versatilità
dell’uso integrato delle tecniche qualitative, quantitative e predittive all’interno di un
ciclo produttivo industriale come quello del Frantoio Oleario Bernardi Mario
S.analizzando l’intero processo.
I risultati ottenuti consentono un’articolata previsione di quali siano le più importanti
condizioni incidentali del sistema sotto esame che possano generare pericoli e, allo
stesso tempo, il riscontro dell’efficacia o meno dei sistemi di protezione predisposti per
la prevenzione o, eventualmente, la mitigazione delle sequenze incidentali ipotizzate.
È dunque evidente come tale approccio può contribuire al contenimento delle spese, in
quanto se i modi di guasto e le loro cause vengono individuati preliminarmente, si
possono ridurre i costi per test e manutenzioni straordinarie. Dall’applicazioni di queste
metodologie se ne ricava un documento dinamico e ciclico, che segue puntualmente,
attraverso le successive fasi previsionali, l’evoluzione tecnica del prodotto/processo. Ne
consegue anche un aumento della conoscenza del prodotto, derivante dal
coinvolgimento di un folto numero di esperti multidisciplinari (brainstorming) che
esaminano il prodotto/processo da ogni punto di vista e ne condividono i propri pareri,

136
accrescendo in maniera sostanziale il know how aziendale. Infine, il lavoro svolto può
risultare utile anche a posteriori, in quanto offre un database storico, da cui basarsi per
eventuali nuove valutazioni.
137
BIBLIOGRAFIA
1) Tecnologie di lavorazione delle olive in frantoio, di Luciano Di Giovacchino;
2) Minifrantoi: guida pratica alla produzione di oli extravergini di oliva, di Lorenzo
Cerretani, Alessandra Bendini e Antonio Ricci;
3) Manuale in materia di gestione di qualità nell’industria olearia: frantoi, Consiglio
Oleico Internazionale;
4) Regolamento (ce) n. 852/2004 del Parlamento Europeo e del Consiglio, del 29
aprile 2004, sull’igiene dei prodotti alimentari;
5) Direttiva 2006/42/Ce Del Parlamento Europeo E Del Consiglio, del 17 maggio
2006, relativa alle macchine e che modifica la direttiva 95/16/CE (rifusione);
6) Decreto Ministeriale 10 marzo 1998, criteri generali di sicurezza antincendio e per
la gestione dell’emergenza nei luoghi di lavoro;
7) Decreto Legislativo 9 aprile 2008, n. 81, Testo Unico in materia di tutela della
salutee della sicurezza nei luoghi di lavoro;
138
SITOGRAFIA
http://eur-lex.europa.eu
https://www.puntosicuro.it
http://www.usl3.toscana.it
https://appsricercascientifica.inail.it/profili_di_ rischio/Frantoi/index.htm
http://www.agrivision.it/i-nostri-articoli/76-la-si curezza-in-frantoio.html
139
RINGRAZIAMENTI
Desidero ringraziare il professor Marco Sciarra e il professor Luca Natalia, per avermi
aiutato nella realizzazione di questo lavoro, mostrando grande disponibilità e
professionalità.
Un ringraziamento doveroso a mamma e papà. Doveroso perché nonostante le
difficoltà, mi hanno concesso l’opportunità di poter sbagliare, imparare e realizzarmi
nella vita. Ci sono stati negli esami superati, nelle bocciature, nei momenti difficili, ci
sono stati e ci saranno sempre. Essere motivo di orgoglio per voi, era il minimo che
potessi fare.
Grazie a Mimmo e Giusy, per avermi sempre sostenuto in questo percorso, per avermi
alleggerito di tante responsabilità.
Grazie a Francesca che da quel primo maggio, è riuscita a darmi nuovi stimoli, nuove
cose in cui credere, diventando sempre più un punto di riferimento. Grazie di tutto.
Grazie ai coinquilini della “casa”, Giuseppe, Francesco e Andrea per aver reso speciale
quest’avventura. In questi tre anni abbiamo condiviso momenti belli e momenti brutti e
da ognuno di questi ho imparato tante cose di cui farò tesoro. In particolare vorrei dire
grazie a Francesco, per il semplice fatto che pur conoscendolo da pochi anni, è riuscito a
conquistare la mia fiducia, sostenendomi e sopportandomi in qualsiasi momento.
Un ringraziamento a tutti gli amici che oggi sono presenti per condividere insieme
questo traguardo per me importante, in particolare a Piero, Anna, Antonio, Matteo,
Gianmarco, Federica e Antonella.
Un ringraziamento va anche a tutti i miei parenti.
Grazie di cuore a tutti.
140













![Pitagora - icgallico.gov.it · Capitolo1 Pitagora CopiaromanadelIsec.a.C.dioriginalegrecoconservatanei MuseiCapitolinidiRoma Pitagora[2] (Samo, tra il 580 e il 570 – Metaponto,](https://img.pdfslide.tips/doc/110x75/5c66dc2309d3f252168cfa43/pitagora-capitolo1-pitagora-copiaromanadelisecacdioriginalegrecoconservatanei.jpg)