Embed Size (px)
Citation preview

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Veleučilište u VaraždinuVeleučilište u VaraždinuProizvodno strojarstvoProizvodno strojarstvo
Tehnologija IITehnologija II
Božo Bujanić dipl. ing. strojarstvaBožo Bujanić dipl. ing. [email protected]@fsb.hr

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Sadržaj predmeta:
1. Uvod u tehnologiju oblikovanja deformiranjem- fizikalne osnove oblikovanja deformiranjem- osnovni pojmovi oblikovanja deformiranjem- sposobnost oblikovanja (deformabilnost)- priprema materijala i zagrijavanje u postupcima OD- postupci oblikovanja deformiranjem
2. Uvod u svojstva, obradu i primjenu polimernih tvorevina- sistematika proizvodnje polimernih tvorevina- proizvodnja polimernih materijala- teorijske osnove proizvodnje polimernih tvorevina- postupci oplemenjivanja polimernih tvari- postupci kontinuiranog i cikličkog praoblikovanja- postupci preoblikovanja

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Sadržaj predmeta:
1. Miljenko Math: Uvod u tehnologiju oblikovanja deformiranjemFakultet strojarstva i brodogradnje, Ivana Lučića 5, Zagreb
2. Igor Čatić: Proizvodnja polimernih tvorevinaDruštvo za plastiku i gumu, Ivana Lučića 5, Zagreb

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Izvedba predmeta:Predavanja - izvode u učioniciVježbe – posjete tvrtkama
Način polaganja ispita:Seminarski radPismeni ispitUsmeni ispit ili PP prezentacija seminarskog rada

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Podjela izradbenih postupaka prema DIN-u 8580
Praoblik je tijelo nastalo povezivanjem bezobličnih tvari.Bezoblična tvar je tvar u obliku plina, kapljevine, praška, vlakana,strugotine, granulata ili slobodne čestice geometrijski određenog oblika.

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Klasifikacija tehničkih sustava prema pretežnom izlazu

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Mehanička svojstva
Vrste opterećenja tijela (H. Opitz, W. Dude)

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Opći dijagram naprezanje – deformacija; A – granica proporcionalnosti, B – granicaelastičnosti, C – granica tečenja, D – čvrstoća pri djelovanju maksimalnogopterećenja, E – nominalno naprezanje pri djelovanju sile koja razdvaja dijeloveispitka, F – deformacija pri granici tečenja, G – trajna deformacija po rasterećenju,H – ukupna deformacija (I. Čatić)

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Vrste krivulja pri ispitivanju rastezanjem; a – sivi lijev ili PS, PMMA, UP, b – PE-LD, c – PA ili PE,d – niskougljični čelik, e – Al, Cu, PA (I. Čatić)

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Granica razvlačenja jest naprezanje što ga izaziva sila razvlačenja na početnu ploštinupresjeka epruvete (Rr = Fr/Ao). Pri djelovanju sile na granici razvlačenja Fr, već i primalom povećanju istezanja dolazi do opadanja sile, a produljenje se neproporcionalnopovećava. Ako je Rr istaknuta, tangenta na krivulju usporedna je s apscisom.
Konvencionalna granica razvlačenja jest naprezanje koje izaziva unaprijed dogovorenuvrijednost trajnog istezanja od x %. Određuje se kod materijala koji ne pokazuju granicurazvlačenja. Dogovorena vrijednost trajnog istezanja kod polimera obično je 0,1 ili1 % (kod metala 0,2 %).
Rastezna čvrstoća jest naprezanje što ga izaziva maksimalna sila na početnu ploštinupresjeka epruvete (Rm = Fm/Ao).
Prekidna čvrstoća jest naprezanje što ga izaziva prekidna sila na početnu ploštinupresjeka epruvete (Rp = Fp/Ao).
Konačno istezanje, istegnuće, jest omjer između konačnog produljenja i početnemjerne duljine epruvete.
Prekidno istezanje jest omjer prekidnoga (ukupnoga) produljenja i početne mjerneduljine epruvete.
Modul elastičnosti jest faktor proporcionalnosti i označuje omjer između naprezanjai deformacije (E = /E).

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Nominalni i stvarni dijagram rastezno naprezanje - istezanje (H. Käufer)

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Uvod u tehnologiju oblikovanja deformiranjem

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Uvod
- prvi alat za kovanje bakra bio je kameni čakić bez drške7. i 6. stoljeće prije Krista
- prvi čekić sa drškom potječe iz 9. stoljeća prije Krista
Razvoj oblikovanja lima uautomobilskoj industriji do 1939.
Broj proizvedenih automobilau razdoblju od 1955.-1992. godine

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Usporedba hrapavostipovršine obrađenogdijela

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Najznačajnije industrijske grane za tehnologijuoblikovanja deformiranjem

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
12 000 tonska preša u gradu TERNI (ITALIJA)

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Fizikalne osnove oblikovanja deformiranjem- prilikom hlađenja metala stvaraju se klice ili centri kristalizacije- kristali kristaliti - zbog slučajne orjentacije kristalita materijal se ponaša kao izotropno tijelo- najvažniji metali kristaliziraju u kubnom ili heksagonskom sustavu

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Deformacijamonokristala
- sile koje djeluju na tijelo mijenjaju dimenzije i oblik tog tijela
- elastična deformacija – korelacija između vanjskih sila i unutarnje energije
- granica elastičnosti – granica između plastične i elastične deformacije

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Deformacijamonokristala
- dislokacija- nepravilnost kristalne rešetke oko koje postoji zona manje čvrstoće zbog poremećenosti veze među atomima
- plastična deformacija je gibanje dislokacije kroz rešetku izazvano posmičnim naprezanjima

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Deformacijamonokristala
- plastična deformacija monokristala odvija se uglavnom na dva načina: klizanjem (ravnine klizanja) i blizančenjem (ravnine blizančenja)

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Deformacija monokristala – ravnine i pravci klizanja
- sve što sprečava gibanje dislokacija povećava otpor deformaciji, kao nap. strani atomi

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Hladna plastična deformacija polikristalnog tijela
- deformacija se naziva hladnom ako se postupak deformiranja obavlja na temperaturi nižoj od 0,3 temperature taljenja materijala
- manja deformiranost u blizinama granica zrna – hladna deformacija prvenstveno proces smicanja unutar zrna
- deformiranjem se povećava broj dislokacija – dolazi do očvršćenja- smanjuje se otpornost na koroziju zbog povišenja energije
distordiranog kristala

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Hladna plastična deformacija polikristalnog tijela

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Promjene u deformiranom materijalu uslijed zagrijavanja- unutarnja naprezanja – zaostala elastična naprezanja unutar materijala

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Promjene u deformiranom materijalu uslijed zagrijavanja- rekristalizacija – rast novih zrna iz distordiranog materijala - cilj
smanjenje unutarnjih naprezanja- temperatura rekristalizacije – temperatura pri kojoj počinje gibanje
atoma, te se atomi ponovo mogu razmjestit u nedistordiranu rešetku
- 0,4 temp. taljenja za čiste metale ili 0,45 do 0,5 temp. taljenja za slitine
- rekristalizacija počinje kada je energija dovedena rešetki dovoljna za savladavanje otpora gibanju atoma
- sekundarna rekristalizacija – nastupa pri previsokim temp. – rast nekih kristalita na račun drugih kristalita

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Dijagramrekristalizacije

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Osnovni pojmovi oblikovanja deformiranjem- plastičnost – fizikalni pojam sposobnosti deformacije, ne mjeri se- duktilnost – sposobnost materijala da se plastično deformira bez pojave
loma, a mjeri se izduženjem ili kontrakcijom- deformabilnost – sposobnost materijala da se plastično deformira bez
pojave loma u definiranim tehnološkim uvjetima procesa, npr. temperatura, stupanj deformacije, brzina deformacije, itd.

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Osnovni pojmovi oblikovanja deformiranjem- stupanj deformacije – promjena dimenzija uslijed djelovanja
vanjskih sila, poprečnih presjeka i obujma- brzine:
- brzina alata- brzina čestice materijala- brzina deformacije

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Osnovni pojmovi oblikovanja deformiranjem- brzina alata – promjenljiva, od maksimalne vrijednosti na početku
do nule na kraju procesa

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Osnovni pojmovi oblikovanja deformiranjem
- brzina čestice materijala – različite brzine gibanja čestica materijala zbog različitih dužina putova
- različite brzine znače i različite potrebe za energijom odnosno radom

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Osnovni pojmovi oblikovanja deformiranjem- brzina deformacije – promjena deformacije u jedinici vremena

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Osnovni pojmovi oblikovanja deformiranjem
- brzina deformacije – značajno utječe na mehanička svojstva materijala

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Trenje i podmazivanje u postupcima oblikovanjadeformiranjem
- kontaktno trenje je otpor koji pružaju dva tijela u međusobnom dodiru- posljedice i dokazi trenja: oštećenje alata, oblik bačvice tlačenog punog
cilindra, različita tvrdoća u uzdužnom presjeku tlačenog valjka
Pojava nehomogene deformacije i mrtve zone kod tlačenja punog cilindra

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Trenje i podmazivanje u postupcima oblikovanjadeformiranjem
- sila trenja prema Bowden-Taboru je suma svih smičnih sila potrebnih za prekidanje mjesta kontakta

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Trenje i podmazivanje u postupcima oblikovanjadeformiranjem
- Prema Kloos-u:- suho trenja – postoje čiste metalne površina između kojih dolazi do
zavarivanja ili sljepljivanja čestica frikcijskog para, µ=0.5- granično trenja – između površina postoji monomolekularni sloj
nemetalnog materijala, µ=0.3- mješovito trenje – u međuprostoru između frikcijskog para postoji
mazivo µ=0.1- hidrodinamičko trenje – ne postoji dodir između površine alata i
površine obratka µ=0.001
cilj podmazivanja – smanjenje broja lokalnih zavara

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Trenje i podmazivanje u postupcima oblikovanjadeformiranjem
Vrste maziva:
- za hladnu plastičnu deformaciju: maziva koja se miješaju s vodom (sapuni, krede, emulzije), razne vrste ulja i masti, filmovi i folije (PP, PE, smole), grafit, molibdendisulfid i teflon
- za toplu plastičnu deformaciju: grafit, molibdendisulfid, teflon, drvena piljevina, staklo, soli

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Priprema i zagrijavanje materijala u postupcima oblikovanja deformiranjem
- lijevanje u čelična kalupe, kokile – ingot (39 tona, 350 tona)
- nedostaci: krupnozrnata struktura, napukline, posljedice segregacije, oksidi, uključine plinova, itd.

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Priprema i zagrijavanje materijala u postupcima oblikovanja deformiranjem
- zagrijavanje – jedna od temeljnih operacija u procesima oblikovanja deformiranjem
- atmosfera u peći- vrste peći za zagrijavanje:
- električne peći- indukcijske peći- plamene peći
- komorne peći- potisne peći za zagrijavanje visokolegiranih čelika- peći s rotirajućim dnom- protočne peći

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Kovanje
- postupak oblikovanja najčešće u toplom stanju- za izratke manjih dimenzija i u hladnom stanju- glavni nedostaci tople deformacije: utrošak energije i stvaranje oksida (2-
5%)- razlikuju se: slobodno kovanje
kovanje u ukovnjima

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Slobodno kovanje
- najstariji postupak oblikovanja- bez upotrebe kalupa- osnovne operacije kovanja su:
- sabijanje- istiskivanje i raskivanje- probijanje- zasijecanje- savijanje

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Sabijanje- je termin koji se koristi za opis postupka, kada postoji redukcija visine u
lateralnom smjeru i slobodno tečenje materijala u transverzalnom smjeru. Budući da postoji utjecaj trenja, materijal pokazuje različiti stupanj deformacije, pa s tim povezano i različite veličine tvrdoće, koja je vrlo dobar indikator stupnja deformacije i očvršćenja, ako je postupak obavljen u hladnom stanju

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Istiskivanje i raskivanje- označava operaciju gdje se smanjuje veličina poprečnog presjeka, odnosno
debljina materijala, ili se želi smanjenjem presjeka materijalu povećati duljina

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
- je operacija slobodnog kovanja gdje se u obradak utiskuje odgovarajući alat i oblikuje slijepa rupa, a na kraju se ovo slijepo udubljenje probija zakretanjem obratka i formiranjem provrta
Probijanje

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
- je operacija slobodnog kovanja i redovito je predoperacija iskivanja i izduživanja
Zasijecanje
Savijanje- je operacija slobodnog kovanja koja uzrokuje kombinaciju tlačno-rasteznog
naprezanja

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
- je postupak kod kojeg materijal pod djelovanjem sile alata ispunjava kalupnu šupljinu ukovnja
- razlikuje se:- pripremno kovanje – u pripremnim kovačkim gravurama- završno kovanje – kada se stvara vijenac
Kovanje u ukovnjima

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
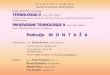
1-gornji ukovanj, 2-donji ukovanj, 3-malj kovačkog bata, 4-nakovanj kovačkog bata, 5-10-klinovi za pričvršćivanje

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
- optimalna ispunjenost kanala za vijenac 70 %- most kanala za vijenac (b,h) i prošireni dio kanala za vijenac (b1,h1)- ukovnji s kanalom za vijenac – otvorenog tipa- ukovnji bez kanala za vijenac – zatvorenog tipa

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
- je postupak kod kojeg materijal pod djelovanjem sile alata ispunjava kalupnu šupljinu ukovnja
- razlikuje se:- pripremno kovanje – u pripremnim kovačkim gravurama- završno kovanje – kada se stvara vijenac

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Kovački strojevi- Podjela strojeva prema vrsti pogona
- mehanički- hidraulički- na pregrijanu paru- na komprimirani zrak
- Podjela strojeva prema načinu gibanja alata- pravocrtno gibanje- kružno gibanje
- Podjela strojeva- batovi- preše- horizontalni kovački strojevi

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Kovački strojevi- Osnovne značajke strojeva
- energetske i kinematske- nazivna sila- korisni rad (u trajnom pogonu ili u jednom udarcu)- broj udaraca- broj okretaja- brzina alata- snaga i moment motora
- geometrijske- put žiga- dimenzije prostora za smještaj alata

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
- Podjela strojeva prema performansama- strojevi sa garantiranom silom - strojevi s garantiranim hodom alata- strojevi sa garantiranim radom odnosno energijom deformacije
Kovački strojevi

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Strojevi sa garantiranom silom

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Strojevi s garantiranim hodom alata

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Strojevi sa garantiranim radom odnosno energijom deformacije

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Provlačenje- izrada šipkastih materijala jednostavnih ili složenih oblika- razlozi poduzimanja postupka provlačenja:
- promjena veličine ili oblika presjeka- očvršćenje- glačanje površine- kalibriranje- tehnološka opravdanost

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
- provlačenje u hladnom ili toplom stanju

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Duboko vučenje- proizvodnja limene robe i prerada lima u toplom, a najčešće u hladnom
stanju

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
- proces se promatra kao dvoosno deformacijsko stanje

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Istiskivanje
- istiskivanje je postupak oblikovanja u hladnom, toplom ili polutoplom stanju
- primjenjuje se prvenstveno za proizvodnju okruglih, četvrtastih ili profiliranih šipki i cijevi iz obojenih metala

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Valjanje- najzastupljenija tehnologija- obavlja se prolaskom materijala između dva valjka

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Savijanje
- tijekom savijanja materijal je podvrgnut elastičnim i plastičnim naprezanjima
- oblikovanje u hladnom i toplom stanju- podjela:
- kružno savijanje- oštro kutno savijanje- profilno ili oštro savijanje

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Hladno duboko utiskivanje

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Površinsko valjanje

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II
Ostali postupci
- utiskivanje navoja i ozubljenja- tiskanje- duboko vučenje primjenom magnetskog polja- duboko vučenje primjenom pražnjenja električnog polja- oblikovanje eksplozijom

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II

VELEUČILIŠTE U VARAŽDINUVELEUČILIŠTE U VARAŽDINUPROIZVODNI SMJERPROIZVODNI SMJER
TEHNOLOGIJA IITEHNOLOGIJA II