Embed Size (px)
DESCRIPTION
modificacion de termocontrolador para maquinas de moldeo por inyección de plasticos
Citation preview
i
“REDISEÑO DE DADO PRENSADOR DE
TERMINAL EN MAQUINA MEGOMAT ASM
3300”
TESIS
QUE PARA OBTENER EL TITULO DE
INGENIERO EN MANTENIMIENTO INDUSTRIAL
PRESENTA:
ALEXIS VILLARREAL PATIÑO
ALEJANDRO FLORES GONZALEZ
ABLE HERNANDEZ FALCON
Generación 2012-2014
Nuevo Laredo Tamaulipas Agosto del 2014
Universidad Tecnológica
De Nuevo Laredo“Saber hacer con responsabilidad”
Dedicatoria
ii

Agradecimientos
iii
Resumen
El rediseño de un dado prensador en la maquina megomat 3300 debido
a los paros de línea frecuente que este ocasiona.
Por lo que se opta y se encuentra esta área de oportunidad. La cual se
atacara mediante la utilización de diferentes herramientas de ingeniería así
como software para su simulación y predecir su comportamiento, así
comparando los resultados y estableciendo conclusiones.
iv
INDICE
Capítulo I. Introducción.........................................................................................................1
1.1.- Antecedentes................................................................................................................1
1.2.- Objetivo.........................................................................................................................2
1.3-. Justificación..................................................................................................................3
1.4.- Marco contextual...........................................................................................................3
Capítulo II. Marco Teórico.....................................................................................................6
2.1.- Marco Conceptual.........................................................................................................6
2.2.- Marco Histórico...........................................................................................................12
2.3.- Marco Referencial.......................................................................................................15
Capítulo III. Planteamiento del Problema...........................................................................18
3.1.- Problema.....................................................................................................................18
3.2.- Tipo de Investigación..................................................................................................18
3.3.- Hipótesis.....................................................................................................................19
3.4.- Variables.....................................................................................................................19
Capítulo IV. Metodología.....................................................................................................21
4.1.- Participantes...............................................................................................................21
4.1.1.- Población.................................................................................................................21
4.1.2.- Muestra....................................................................................................................22
4.2.- Instrumentos...............................................................................................................22
4.3.- Procedimiento.............................................................................................................25
v
Capítulo V. Resultados.......................................................................................................33
5.1.- Resultados..................................................................................................................33
5.2.- Discusión....................................................................................................................34
5.3.- Conclusiones..............................................................................................................35
5.4.- Sugerencias................................................................................................................35
Fuentes documentales........................................................................................................36
Bibliografía..........................................................................................................................36
Anexos................................................................................................................................37
vi
Capítulo I. Introducción.
1.1.- Antecedentes.
Delphi es una empresa de innovación y tecnología, se enfoca en la fabricación de sistemas
y componentes para la industria automotriz.
En esta nave industrial, en unos de sus extensos procesos se lleva a cabo la implementación de la
terminal al cableado la cual sirve para conectar el cable hacia el conector de manera sencilla y
eficaz.
Desde la aparición de los autotransportes como medio de transporte, comenzando con los
vehículos de vapor hasta los primeros automóviles que emplearon arneses para la comunicación
eléctrica en el sistema ha surgido la necesidad de generar indeterminadas cantidades de arneses
eléctricos.
El departamento de Delphi alambrados automotrices cuenta con máquinas de prensado de
terminal de cable, en estas máquinas automáticas que realizan dicha función se produce un paro
de 5-8 minutos cada vez que se termina el ajuste de las navajas prensadoras en el dado,
regularmente se produce el paro a 40-45 minutos de funcionamiento o bien 15000 piezas
aproximadamente lo que genera aproximadamente 60-70 minutos en el día por ajuste de
herramienta.
1
1.2.- Objetivo.
El objetivo de este material es dar a conocer el tiempo perdido en el reajuste de la
herramienta de corte en las máquinas, así como la realización del rediseño del dado cortador con
sus respectivas navajas.
Generando:
Mayor tiempo de servicio de la maquinaria.
Mayor fiabilidad en el equipo.
2
1.3-. Justificación.
Actualmente el problema del desajuste de los dados cortadores se resuelve o se extiende
el tiempo de servicio del mismo mediante el rediseño del dado cortador.
Con este proyecto se podrá aumentar el tiempo de servicio de la maquinaria así como
aumentar la cantidad de piezas prensadas por turno lo que nos conduce a obtener el
material requerido en menor tiempo posible y con la calidad que se establece para dicho
elemento.
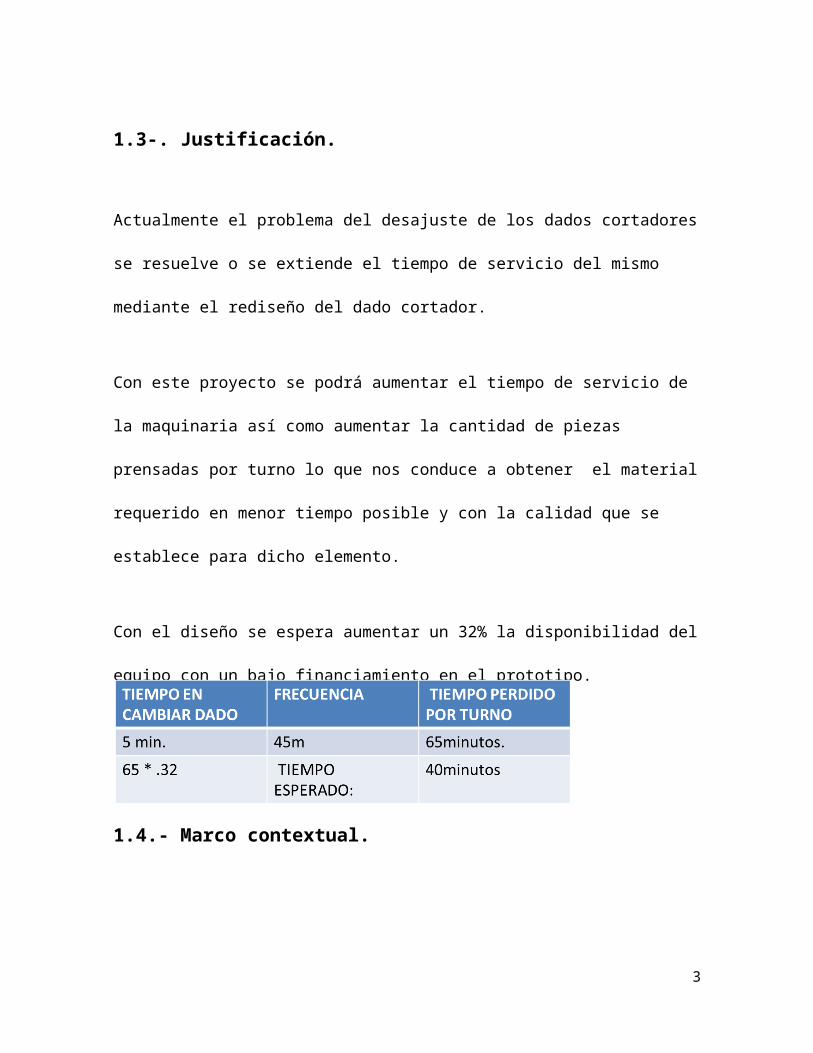
Con el diseño se espera aumentar un 32% la disponibilidad del equipo con un bajo
financiamiento en el prototipo.
1.4.- Marco contextual.
3
Capítulo II. Marco Teórico.
2.1.- Marco Conceptual.
4

2.2.- Marco Histórico.
2.1 DISEÑO Y CÁLCULO DE LAS UNIONES ATORNILLADAS
En este artículo nos presentan las condiciones, disposiciones constructivas y
expresiones matemáticas que se establecen para diseñar y calcular unidades atornilladas con
tornillos pretensados.
El DB-SE-A indica las solicitaciones a considerar para el cálculo de las uniones rígidas y
articuladas en estructuras de acero, las expresiones matemáticas a utilizar para dimensionar los
tornillos y las disposiciones constructivas que se deben cumplir para poder aplicar dichas
fórmulas y permitir la ejecución de las uniones.
2.1.1 Solicitaciones a considerar en el diseño y cálculo de una unión entre barras de
acero.
5
Las uniones atornilladas se elaboran con el fin de
Mantener en la posición deseada las piezas que se van a unir
Crear la fuerza necesaria para la unión y de mantener la misma por el tiempo necesario
Transmitir movimientos y fuerzas de piezas constructivas.
Esfuerzo de uniones atornilladas
Uniones atornilladas se obtienen cuando dos piezas constructivas con una rosca
interior y una rosca exterior respectivamente con las dimensiones iguales se juntan a través del
giro opuesto.
Entre la rosca exterior y la rosca interior existe una unión de arrastre de forma - entre
los flancos de la rosca propiamente existe un arrastre de fuerza a través del rozamiento, el cual
impide que se suelte la unión por sí sola con el declive reducido de la rosca (retención
automática).
2.2.2 DESGASTE Y VIDA DE LAS HERRAMIENTAS DE CORTE link
En el presente trabajo se presentan los conceptos de desgaste de las herramientas de
corte, estableciendo las zonas de probable falla durante el arranque de viruta y los fenómenos
que acompañan el desgaste.
Las herramientas durante el trabajo están sometidas a las acciones siguientes:
6
a. Grandes esfuerzos localizados
b. Deslizamiento de la viruta por la superficie de ataque
c. Deslizamiento de la herramienta de trabajo por la superficie mecanizada
• 2.2.3 INTRODUCCIÓN A LA INGENIERÍA DE FABRICACIÓN link
En el presente trabajo remarca la la importancia de las características del material de
herramienta para establecer los parámetros de corte óptimos.
En concreto, al material de herramienta se le va a pedir que tenga buenas propiedades
a:
• Alta temperatura
• Desgaste
• Resistencia
• Dureza
• Tenacidad.
Además ha de tener poca afinidad química con la pieza de trabajo, y debe se resistente
a la corrosión.
Para conseguir una combinación óptima de propiedades, se ha de llegar a un
compromiso entre resistencia al desgaste y la tenacidad.
2.2.4 DISENO DEL PORTAHERRAMIENTAS
7
• En este artículo se hará el diseño del portaherramientas y de ser necesario su medio de
sujeción para que la medición de las fuerzas empleadas sean empleadas con la mayor
precisión posible.
2.2.5 LAS MÁQUINAS DE CORTE AUTOMÁTICAS
En este artículo se observa la importancia de una máquina de corte automática en el
procesamiento del cable.
Este tipo de máquinas miden, cortan, desforran, aplican terminales y hacen los lotes
de material programados, con una velocidad increíble.
Para cumplir con la producción de arneses, una Planta arnesera usa éstas máquinas
con un resultado excelente.
TERMINALES: Lógicamente ya se debe tener ubicada la terminal que se va aplicar.
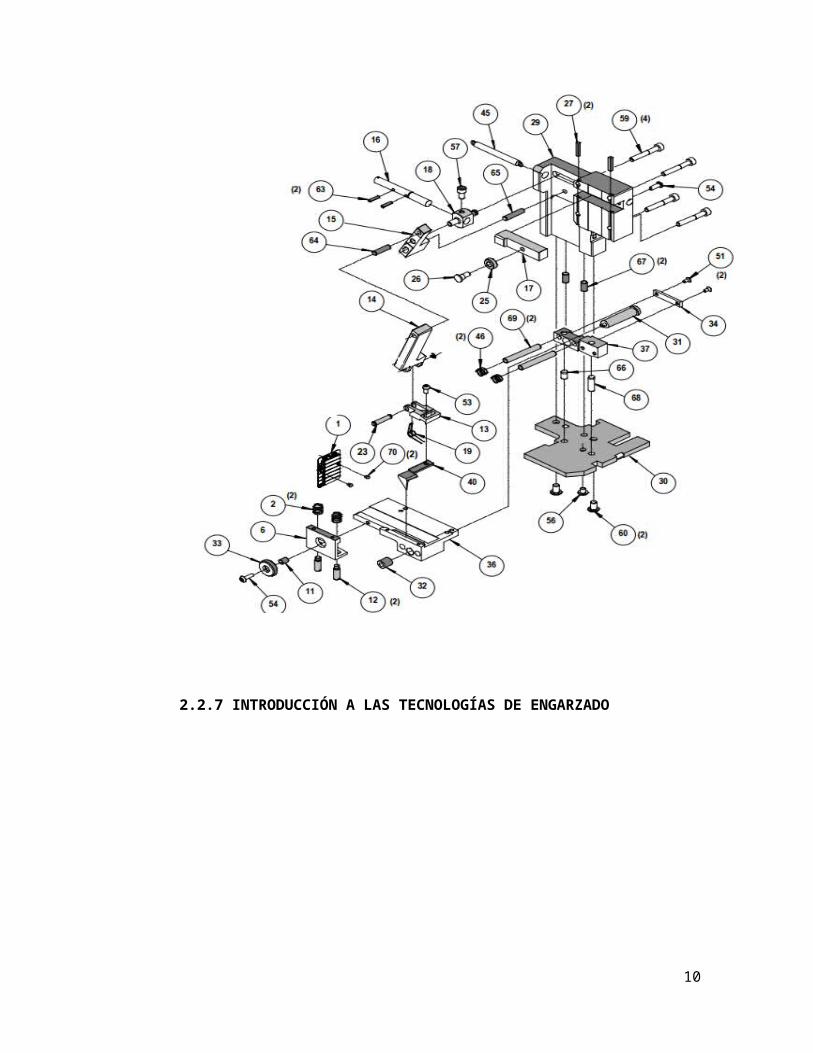
2.2.6 MANUAL DE INSTRUCCIONES
8
2.2.7 INTRODUCCIÓN A LAS TECNOLOGÍAS DE ENGARZADO
9
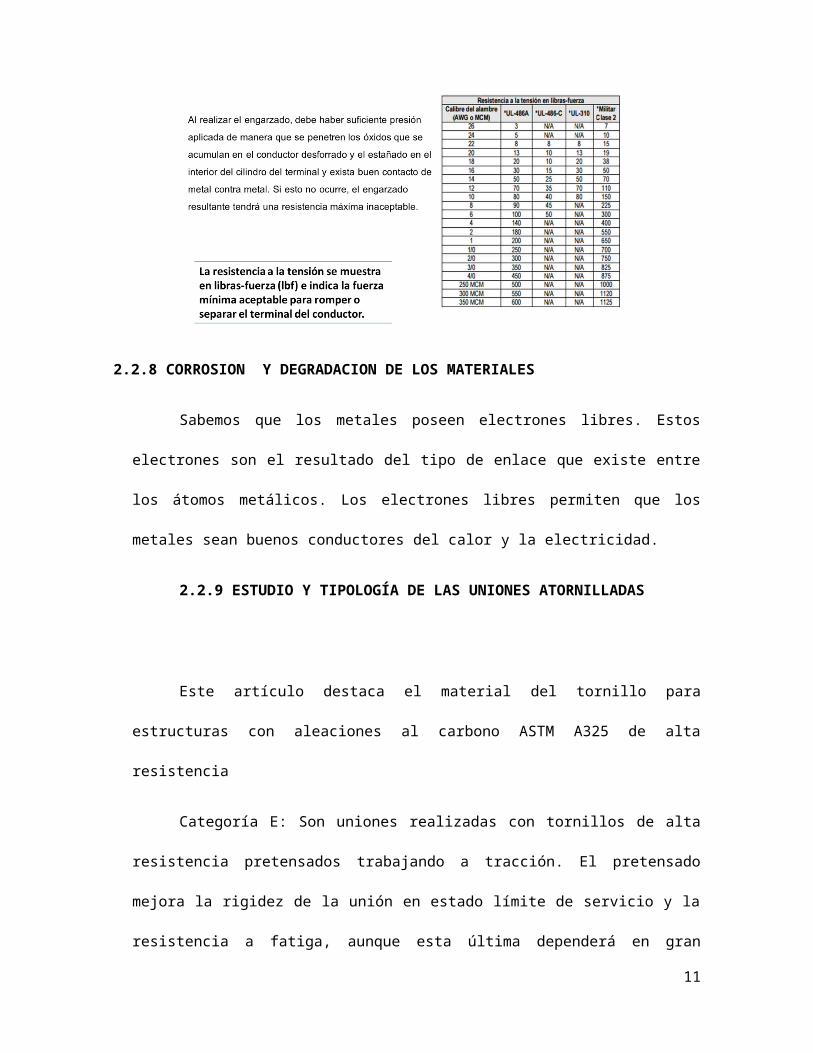
2.2.8 CORROSION Y DEGRADACION DE LOS MATERIALES
Sabemos que los metales poseen electrones libres. Estos electrones son el resultado
del tipo de enlace que existe entre los átomos metálicos. Los electrones libres permiten que los
metales sean buenos conductores del calor y la electricidad.
2.2.9 ESTUDIO Y TIPOLOGÍA DE LAS UNIONES ATORNILLADAS
Este artículo destaca el material del tornillo para estructuras con aleaciones al carbono
ASTM A325 de alta resistencia
Categoría E: Son uniones realizadas con tornillos de alta resistencia pretensados
trabajando a tracción. El pretensado mejora la rigidez de la unión en estado límite de servicio y
la resistencia a fatiga, aunque esta última dependerá en gran medida de los detalles
constructivos y de las tolerancias del ajuste entre piezas. Sólo es preciso preparar las
superficies si la unión está sometida a esfuerzos normales al eje de los tornillos.
10
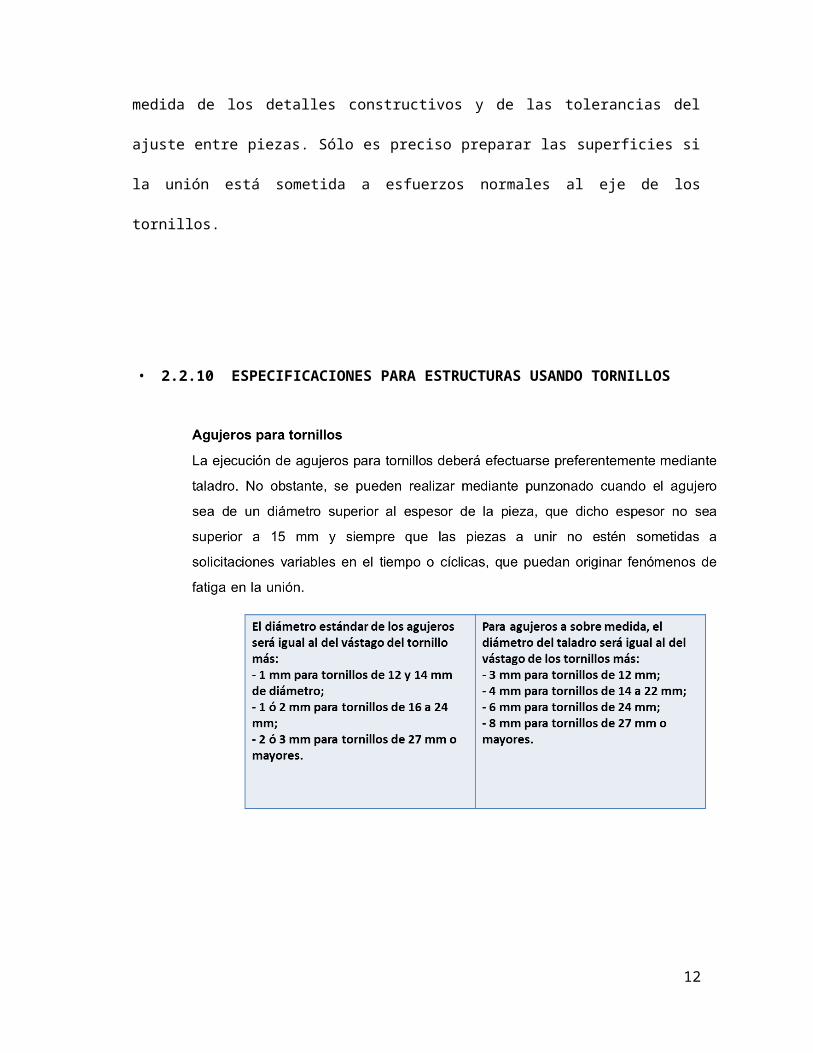
• 2.2.10 ESPECIFICACIONES PARA ESTRUCTURAS USANDO TORNILLOS
2.3.- Marco Referencial.
Finalidad de las uniones con tornillos
Las uniones atornilladas se elaboran con el fin de:
- mantener en la posición deseada las piezas que se van a unir
- crear la fuerza necesaria para la unión y de mantener la misma por el tiempo necesario
- transmitir movimientos y fuerzas de piezas constructivas.
Tipos seleccionados de tornillos
11
• Tornillos de acero se emplean en la construcción de máquinas, construcción de acero,
construcción de barcos y de aviones a causa de su resistencia y tenacidad.
• Ellos reciben de acuerdo a la necesidad recubrimientos galvánicos de cadmio, cinc, cobre o
latón.
• Tornillos de cobre, latón y de metal ligero se emplean en instalaciones electrotécnicas a
causa de su conductibilidad eléctrica y de su comportamiento favorable contra la
corrosión.
Tornillos hexagonales
Empleo en las construcciones de acero y en la construcción de máquinas en general. Los tipos se
diferencian entre sí a través de las longitudes de rosca diferentes y tamaños en las roscas
ordinarias métricas - ISO y las roscas finas métricas - ISO.
• Ejemplo de denominación:
Tornillo hexagonal M6 x 20
- diámetro nominal de la rosca ordinaria métrica - ISO 6 mm
Longitud de roscado (sin cabeza) 20 mm
12
Capítulo III. Planteamiento del Problema.
3.1.- Problema.
3.2.- Tipo de Investigación.
3.3.- Hipótesis.
3.4.- Variables.
Capítulo IV. Metodología.
4.1.- Participantes.
4.1.1.- Población.
4.1.2.- Muestra.
4.2.- Instrumentos
13
4.3.- Procedimiento.
14
Capítulo V. Resultados.
5.1.- Resultados.
5.2.- Discusión.
5.3.- Conclusiones.
5.4.- Sugerencias.
15
Fuentes documentales.
Bibliografía
16
Anexos.
17