Embed Size (px)
Citation preview
Title 自己回帰モデルによる都市ごみ焼却炉の自動燃焼制御に関する研究( Dissertation_全文 )
Author(s) 藤原, 健史
Citation Kyoto University (京都大学)
Issue Date 1989-09-25
URL https://doi.org/10.14989/doctor.k4386
Right
Type Thesis or Dissertation
Textversion author
Kyoto University
ゴ ニ- ン エ L’’ じ げ
. で ピ
ヘ ト ロ L ’
の rOF““tぱふ
罰灘溝灘1や籔,
鑑 ,騰難灘
藍 臨.…、・.b £ ピ 鵡,〃.
自己回帰モデルによる都市ごみ焼却炉の
自動燃焼制御に関する研究
平成元年5月
藤原 健史
目 次
第1章 序論
1.1 本研究の目的
1.2 都市ごみ焼却炉とACCの歴史
1.3 都市ごみ焼却炉の構造と自動燃焼制御
1.3.1炉の構造
1.3.2 主制御
1.3.3 副制御
1.3.4 他のタイプの炉と目動燃焼制御
1.4 都市ごみ焼却炉の抱える問題
1.5 統計的モデルとそれに基づく最適制御を適用する理由
1.6 ARモデルによる制御の現状
1.7 本論文の特徴
第2章 目己回帰モデルの作成と最適制御系設計の手法
2.1 はじめに
2.2 統計的データの取り扱い
2.2.1定常性とエルゴード性
2.2.2 定常性の検定
2.3 ARモデルの作成とモデルの評価
2.3.1 一次元ARモデルの自己回帰係数の決め方
2.3.2一次元ARモデルの次数の決め方
2.3.3 多次元ARモデルの目己回帰係数の決め方
2.3.4 多次元ARモデルの次数の決め方
2.3.5 ホワイトノイズシミュレーションとワンポイントプレディクション
2.4 ARモデルによるシステム解析
2.4.1 パワースペクトル密度関数
2.4.2 一次元有理型スペクトル密度関数
2.4.3 クロススペクトル密度関数とコヒーレンシー関数
2.4.4 多次元有理型スペクトル密度関数
2.5 フィードバックシステムとノイズ寄与率
2.5.1焼却炉のフィードバックシステム
2.5.2 ARモデルのフィードバックシステムへの適用
2.5.3 ノイズ寄与率 30
2.6 最適制御系の設計と制御シミュレーション 32
2.6.1 ARモデルの状態空間表現 32
2.6.2制御用多次元ARモデルの次数の決め方 35
2.6.3最適フィードバック制御系設計のためのダイナミック・プログラミング 36
2.6.4 重み行列Q1、 Rの決定方法と最適化自動収束計算法 39
2.7 さいごに 42
第3章手動運転による同定実験とシステム解析
3.1 はじめに
3.2 A都市ごみ焼却炉の特徴
3、3手動による同定実験
3.4 ARモデル作成と解析の手続き
3.5 ARモデルの作成
3.5.1 モデル変数の一次選択
3.5.2 ARモデルあてはめによる二次変数選択
3.5.3 ARモデルの評価
3.6 システムの解析
3.6.1 ノイズ寄与率
3.6.2 ステップ応答シミュレーション
3.7 考察
3.7.1負荷設定の異なるARモデルの比較
3.7.2 データのタイムステップにっいての考察
3.8 さいごに
第4章 同定ノイズによる同定実験とACCの最適運転条件の検討
4.1 はじめに
4. 2 都市ごみ焼却炉へのADC方式の適応
4.2.1 ACCとARモデル制御の比較
4.2.2 ADC方式
4.2.3 ACCとARモデル制御との協調性4.3 同定ノイズによる同定実験(1)
4.3.1同定ノイズの作成方法(1)一一MAノイズ
4.3.2 同定実験の方法
4.3.3 同定実験の結果と問題点
4.4 ACCの最適運転条件の検討一一システム解析の面から
4.4.1 同定ノイズの作成方法(2)一一ARノイズ
4.4.2 同定実験の結果
4.4.3 NOx濃度と炉温分布の関係
4.4.4 システム解析による同定実験条件の評価
4.5 ACCの最適運転条件の検討一一最適制御系設計の面から
4.6 さいごに
第5章 ACC+ARモデル協調制御による制御実験
5.1 はじめに
5.2 都市ごみ焼却炉におけるボイラ蒸発量とNOx濃度の同時制御(1)
5.2.1 低負荷実験(低負荷A1)
(1)同定実験
(2)ARモデルの作成とシステム解析
(3)最適フィードバックゲインの計算
(4)制御実験
5.2.2 高負荷実験(高負荷A2)
(1)同定実験
(2)ARモデルの作成とシステム解析
(3)最適フィードバックゲインの計算
(4)制御実験と問題点
5.2.3高負荷実験(高負荷B1)
(1)同定実験
(2)ARモデルの作成とシステム解析
(3)最適フィードバックゲインの計算
(4)制御実験
5.2.4 制御実験のまとめ
5.3 ACC+ARモデル協調制御による制御実験(2)一一一長期安定性の検討
5.3.1 実験対象炉の概要
5.3.2 実験
(1)同定実験
(2)ARモデルの作成とシステム解析
(3)最適フィードバックゲインの計算
(4)短期制御実験
5.3.3 長期制御実験
5.3. 4 制御実験のまとめ
5.4 さいごに
第6章 ACC+ARモデル協調制御による高温燃焼制御
6.1 はじめに
6.2 高温燃焼実験の準備
6.2.1 燃焼空気量、二次燃焼空気量の計算
6.2.2 ごみ発熱量の設定
6.2.3 二次燃焼空気の吹き込み位置
6.2.4 サクションパイロメータによる温度測定
6.3 高温燃焼制御用のACC+ARモデル協調制御の特徴
6.4 ブランク実験
6.5 高温燃焼の同定及び制御実験
6.5.1高温燃焼実験(A)一一ボイラ蒸発量・NOx濃度・炉温の同時制御
(1)同定実験の方法
(2)ARモデル作成とシステム解析
(3)最適フィードバックゲインの計算
(4)制御実験と問題点
6.5.2 高温燃焼同定実験(B)一一ボイラ蒸発量・第一燃焼室ガス温度・
後燃焼段上ガス温度制御
(1)同定実験の方法
(2)ARモデル作成とシステム解析
(3)最適フィードバックゲインの計算
(4)制御実験
6.6 高温燃焼制御実験
6.7 収録データおよび分析結果について
6.8 さいごに
205
208
209
211
213
216
218
第7章 結論
7.1 本研究の総括
7.2 将来の展望
219
220
謝辞221
参考文献222
論序第1章
第1章 序論
1.1 本研究の目的
o
本研究の第一の目的は、都市ごみ焼却炉で問題となっている窒素酸化物(NOx)の生成を低
減化・安定化する自動燃焼制御を実現することである。そのため、都市ごみ焼却炉のモデ
ルとして、自己回帰モデル(Auto-Regressive model:ARモデル)を作成し、そのモデル
をベースに最適制御系を構築することを目指している。そして第二の目的は、その制御系
をさらに高温燃焼制御へと適応してゆくことである。
統計的モデルの代表であるARモデルと、多変数制御を可能とする最適制御の組合せに
っいては、すでに理論が確立されているのにかかわらず、実際にプラントに適応された例
は少ない。実用的な制御システムを完成させるためには、現場における同定実験の工夫と、
経験的知識を活かしたARモデルの作成技術及び最適制御系の設計技術が必要であると考
えられる。そこで本研究では、まず、都市ごみ焼却炉における同定実験からARモデル作
成、システム解析、制御実験に至るまでに必要となる作業手続きを総合的に検討する。次
に、多変数制御を達成するために試みた制御系構成の段階的な改善方法について述べる。
そして、都市ごみ焼却炉の燃焼制御に対するARモデル制御の適合性を評価する。
本章では、本研究の対象である都市ごみ焼却炉と自動燃焼制御にっいての理解を深める
ため、その誕生からの歴史を振り返り、次にそれらの構造と機能について概説する。そし
て、本研究で取り扱う燃焼制御に関連する問題点、すなわちNOxの生成及び高発熱量ごみに
よる炉内高温化の問題にっいて取りあげ、その解決方法として「ARモデルに基づく制御」
を採用する理由にっいて述べる。
1.2 都市ごみ焼却炉とACCの歴史ロー3)
ごみ焼却施設は、昭和38年に始まった第一次廃棄物処理施設整備5か年計画を契機として
各地に建設されてきた。ごみ焼却施設はごみを焼却することによって減量化し、衛生的に
安定化、無公害化するための施設であり、埋立処分の中間処理施設として位置付けられる。
その中で都市ごみ焼却炉の歴史は、昭和30年代後半、連続式機械炉が建設された時に始ま
る。それまでのバッチ炉に比べてごみを大量に焼却することを目的としており、処理ライ
ンの多くの部分が機械化された。都市ごみ焼却炉は収集したごみの焼却完遂と、焼却残さ
の熱灼減量の低減化を主目的とし、他に悪臭・灰の溶融・炉の耐久性の問題から炉温の安
定維持を運転の基本とした。そして、不均一な性質や形状を持っごみを燃やすために、ご
み焼却炉では多くのオペレータの経験と勘が必要とされた。
国民の所得が向上し、大量生産、大量消費の時代を迎えると、ごみ量が急激に増加し始
める。それに応じて都市こみ焼却炉の数が増え、規模が大型化してゆく。技術的には機械
設備の改良とともに、計装制御面での飛躍的な進歩が見られる。初期の計装には油圧式、
空気圧式が採用されていたが、電子式に変わると炉の周りで測定された各種信号を計算機
一一 P一
で収録・監視できるようになり、監視・操作性が向上した。そして、これが後に計算機に
よる燃焼制御に発展してゆく。しかし、この段階では自動化といってもセクションごとで
あり、例えば、トラックのスケーリングやごみの投入管理に始まり、複数機器の操作をワ
ンァクションでおこなう連動機構や、ITVを使った中央制御室からの遠隔操作による運転補
助といういわゆる運転操作の省力化が主体であり、計算機による燃焼の自動化はさらに次
の段階を待っことになる。
昭和48年、わが国は突然にしてオイルショックの衝撃を受ける。社会のエネルギーに対
する認識が変わると、都市ごみ焼却プラントはエネルギー回収プラントとして位置付られ
るようになった。なぜなら、炉出口に廃熱ボイラを併設し、排ガスの余熱で蒸気を発生さ
せ、タービン・発電機をまわすことにより、電気を発生することができるからである。そ
の電力を焼却場内で利用するだけでなく、余った電力を電力会社に売れば運転経費の節減
になる。そこで、都市ごみ焼却炉では売電することのできる品質のよい電力を得るために、
ボイラ蒸発量を安定に保っことが必要となってきた。この新しい目的を実現するため、計
算機による燃焼の自動制御システムが、新しいセンサー技術とともに都市ごみ焼却炉に導
入されることになる。自動燃焼制御(Automatic Combustion Contro1:ACC)は燃焼を良好
な状態に維持するとともに、ボイラ蒸発量を高い精度で安定化させることを目的として設
計された。計算機と計測器の性能向上と高度な制御技術をべ一スに、目動燃焼制御は適切
なごみ送り操作と燃焼空気の供給操作を行う。中央制御室ではすべての計測値を監視でき、
またあらゆる操作ができるため、オペレータの作業量は大幅に軽減し、作業能力のばらっ
きが少なくなり、安定したプラントの運転が維持できるようになった。
1.3 都市ごみ焼却炉の構造と目動燃焼制御4)’21)
次に、現在の都市ごみ焼却炉の構造及び自動燃焼制御の機能にっいて、焦点を当てるこ
とにする。
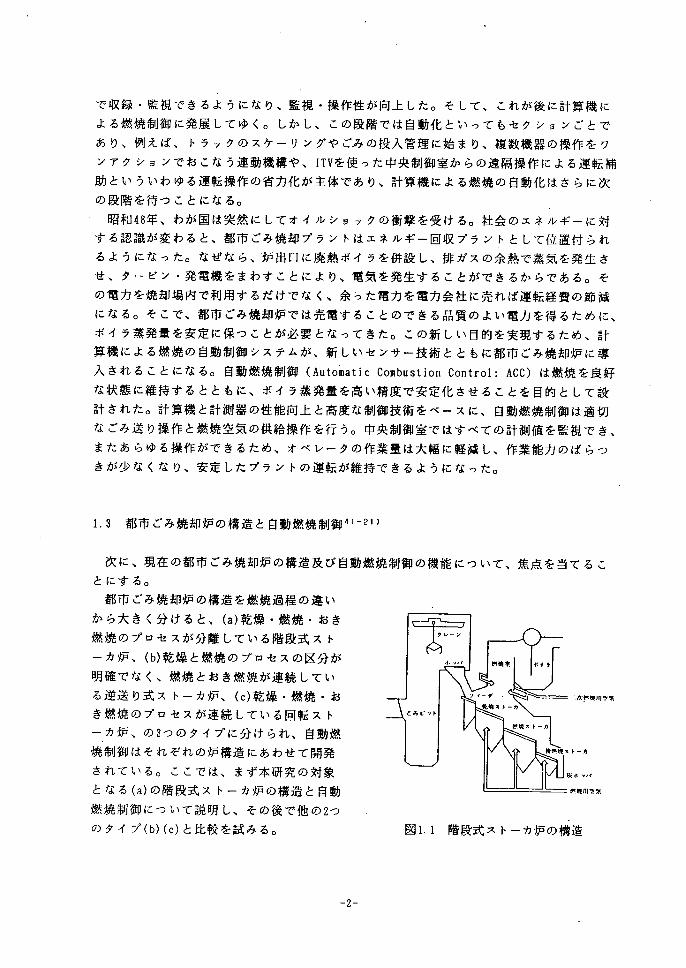
都市ごみ焼却炉の構造を燃焼過程の違い
から大きく分けると、(a)乾燥・燃焼・おき
燃焼のプロセスが分離している階段式スト
ーカ炉、(b)乾燥と燃焼のプロセスの区分が
明確でなく、燃焼とおき燃焼が連続してい
る逆送り式ストーカ炉、(c)乾燥・燃焼・お
き燃焼のプロセスが連続している回転スト
ーカ炉、の3つのタイプに分けられ、自動燃
焼制御はそれぞれの炉構造にあわせて開発
されている。ここでは、まず本研究の対象
となる(a)の階段式ストーカ炉の構造と自動
燃焼制御について説明し、その後で他の2っ
のタイプ(b)(c)と比較を試みる。
’ 次や境川令気
図L1階段式ストーカ炉の構造
一2一
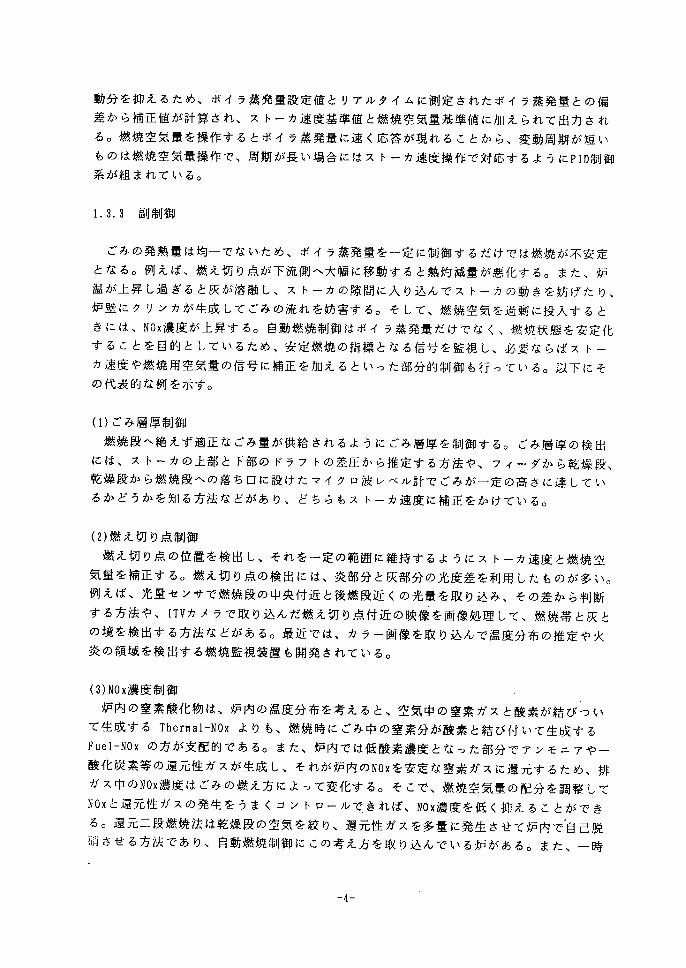
1.3.1 炉の構造
階段式ストーカ炉は多くの炉に採用されており、その一般的な構造を図Llに示す。ホッ
パから投入されたごみはフィーダで切り出される。乾燥ストーカ上で乾燥したごみは燃焼
ストーカ上に落下して炎燃焼し、下流方向へ移動しながらやがて炎燃焼を終了する。この
終了の位置を燃え切り点という。灰と一部燃え残ったごみは、後燃焼ストーカ上に落下し
ておき燃焼し、灰ホッパに落下する。
燃焼用空気は、乾燥・燃焼・後燃焼の各ストーカの下から吹き込まる。燃焼後の排ガス
は燃焼室を通って廃熱ボイラに入る。燃焼室には二次空気を吹き込み、二次燃焼を促進し
ている。
1.3.2主制御
都市ごみ焼却炉開発当初の制御目的は、決められたごみ量を燃やし切ること、熱灼減量
を一定値以下に維持することなどであったが、ボイラ蒸気で発電するようになると、ボイ
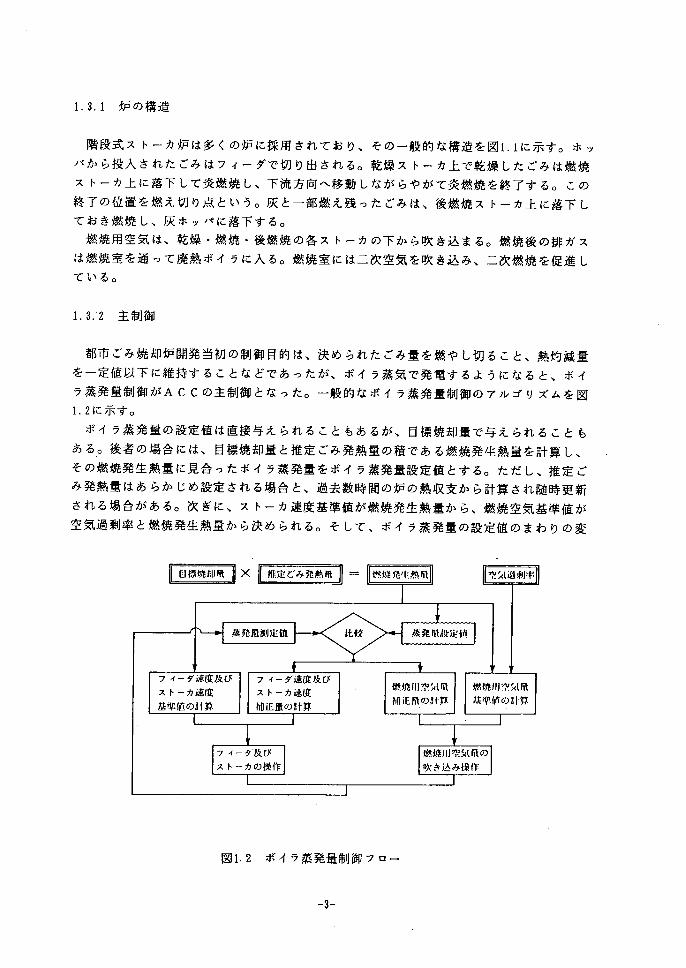
ラ蒸発量制御がACCの主制御となった。一般的なボイラ蒸発量制御のアルゴリズムを図
1.2に示す。
ボイラ蒸発量の設定値は直接与えられることもあるが、目標焼却量で与えられることも
ある。後者の場合には、目標焼却量と推定ごみ発熱量の積である燃焼発生熱量を計算し、
その燃焼発生熱量に見合ったボイラ蒸発量をボイラ蒸発量設定値とする。ただし、推定ご
み発熱量はあらかじめ設定される場合と、過去数時間の炉の熱収支から計算され随時更新
される場合がある。次ぎに、ストーカ速度基準値が燃焼発生熱量から、燃焼空気基準値が
空気過剰率と燃焼発生熱量から決められる。そして、ボイラ蒸発量の設定値のまわりの変
日標焼却凧 × 推定ごみ発熱凧 = 燃焼発生熱爪 空気過剰率
蒸発爪測定値 比校 蒸発nt設定値
フィータ速度及び
Xトーカ速度
譓?lの計算
ブイーダ速度及び
Xトーカ速度
竦ウ量の計算
燃焼川空気爪
゚正凧の計算
燃焼川空気凧
譓?lの計算
フィータ及び
Xトーカの操作
燃焼川空気laの
≠ォ込み操作
図1.2 ボイラ蒸発量制御フロー
一3一
動分を抑えるため、ボイラ蒸発量設定値とリアルタイムに測定されたボイラ蒸発量との偏
差から補正値が計算され、ストーカ速度基準値と燃焼空気量基準値に加えられて出力され
る。燃焼空気量を操作するとボイラ蒸発量に速く応答が現れることから、変動周期が短い
ものは燃焼空気量操作で、周期が長い場合にはストーカ速度操作で対応するようにPID制御
系が組まれている。
1.3.3 副制御
ごみの発熱量は均一でないため、ボイラ蒸発量を一定に制御するだけでは燃焼が不安定
となる。例えば、燃え切り点が下流側へ大幅に移動すると熱灼減量が悪化する。また、炉
温が上昇し過ぎると灰が溶融し、ストーカの隙間に入り込んでストーカの動きを妨げたり、
炉壁にクリンカが生成してごみの流れを妨害する。そして、燃焼空気を過剰に投入すると
きには、NOx濃度が上昇する。自動燃焼制御はボイラ蒸発量だけでなく、燃焼状態を安定化
することを目的としているため、安定燃焼の指標となる信号を監視し、必要ならばストー
カ速度や燃焼用空気量の信号に補正を加えるといった部分的制御も行っている。以下にそ
の代表的な例を示す。
(1)ごみ層厚制御
燃焼段へ絶えず適正なごみ量が供給されるようにごみ層厚を制御する。ごみ層厚の検出
には、ストーカの上部と下部のドラフトの差圧から推定する方法や、フィーダから乾燥段、
乾燥段から燃焼段への落ち口に設けたマイクロ波レベル計でごみが一定の高さに達してい
るかどうかを知る方法などがあり、どちらもストーカ速度に補正をかけている。
(2)燃え切り点制御
燃え切り点の位置を検出し、それを一定の範囲に維持するようにストーカ速度と燃焼空
気量を補正する。燃え切り点の検出には、炎部分と灰部分の光度差を利用したものが多い。
例えば、光量センサで燃焼段の中央付近と後燃段近くの光量を取り込み、その差から判断
する方法や、ITVカメラで取り込んだ燃え切り点付近の映像を画像処理して、燃焼帯と灰と
の境を検出する方法などがある。最近では、カラー画像を取り込んで温度分布の推定や火
炎の領域を検出する燃焼監視装置も開発されている。
(3)NOx濃度制御
炉内の窒素酸化物は、炉内の温度分布を考えると、空気中の窒素ガスと酸素が結びらい
て生成するThermal-NOxよりも、燃焼時にごみ中の窒素分が酸素と結び付いて生成する
Fuel-NOxの方が支配的である。また、炉内では低酸素濃度となった部分でアンモニアや一
酸化炭素等の還元性ガスが生成し、それが炉内のNOxを安定な窒素ガスに還元するため、排
ガス中のNOx濃度はごみの燃え方によって変化する。そこで、燃焼空気量の配分を調整して
NOxと還元性ガスの発生をうまくコントロールできれば、 NOx濃度を低く抑えることができ
る。還元二段燃焼法は乾燥段の空気を絞り、還元性ガスを多量に発生させて炉内で’ ゥ己脱硝させる方法であり、自動燃焼制御にこの考え方を取り込んでいる炉がある。また、一時
一一 S一
的なNOx濃度の上昇に対しては、二次空気量や燃焼空気量を減らすようなアルゴリズムが組
み込まれている。最近ではNOx濃度と炉温の制御のために、水噴射や尿素噴霧、排ガス再循
環などの設備を備える炉もあり、それらの操作が目動燃焼制御に組み込まれるようになっ
てきている。
(4)炉温制御
最近のごみは高分子化合物を多く含み、発熱量が高い。そのため、都市ごみ焼却炉では
炉温が高くなる傾向にある。炉温制御は急激な温度上昇時に空気を吹き込み炉温を下げる
操作である。空気量が多すぎるとNOx濃度が上昇するため、吹き込み量は最小限に押える必
要がある。
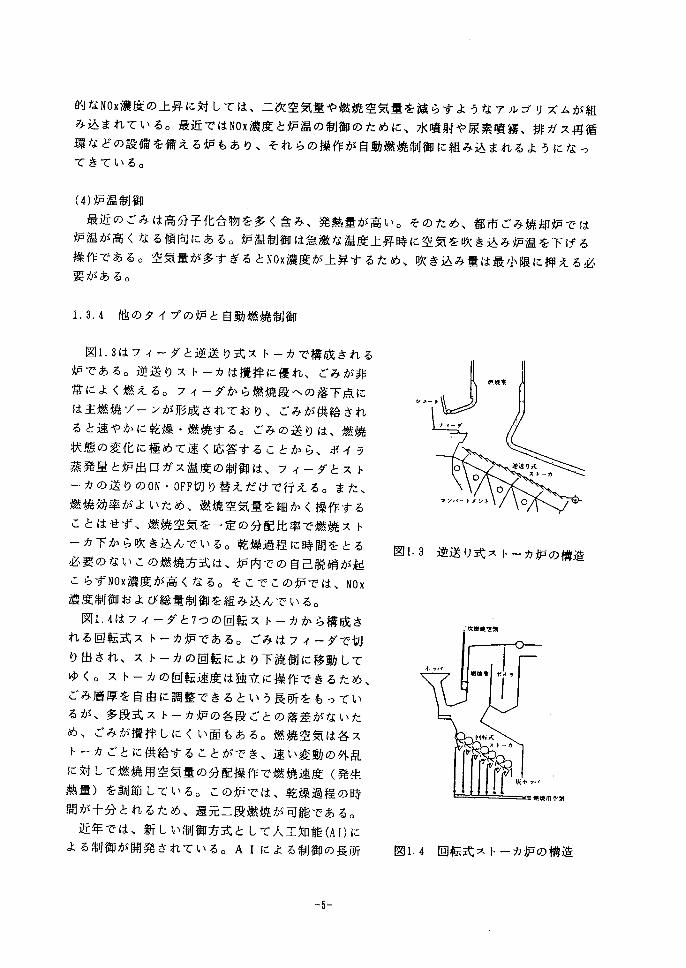
1.3.4 他のタイプの炉と自動燃焼制御
図1.3はフィーダと逆送り式ストーカで構成される
炉である。逆送りストーカは撹絆に優れ、ごみが非
常によく燃える。フィーダから燃焼段への落下点に
は主燃焼ゾーンが形成されており、ごみが供給され
ると速やかに乾燥・燃焼する。ごみの送りは、燃焼
状態の変化に極めて速く応答することから、ボイラ
蒸発量と炉出ロガス温度の制御は、フィーダとスト
ーカの送りのON・OFF切り替えだけで行える。また、
燃焼効率がよいため、燃焼空気量を細かく操作する
ことはせず、燃焼空気を一定の分配比率で燃焼スト
ーカ下から吹き込んでいる。乾燥過程に時間をとる
必要のないこの燃焼方式は、炉内での自己脱硝が起
こらずNOx濃度が高くなる。そこでこの炉では、 NOx
濃度制御および総量制御を組み込んでいる。
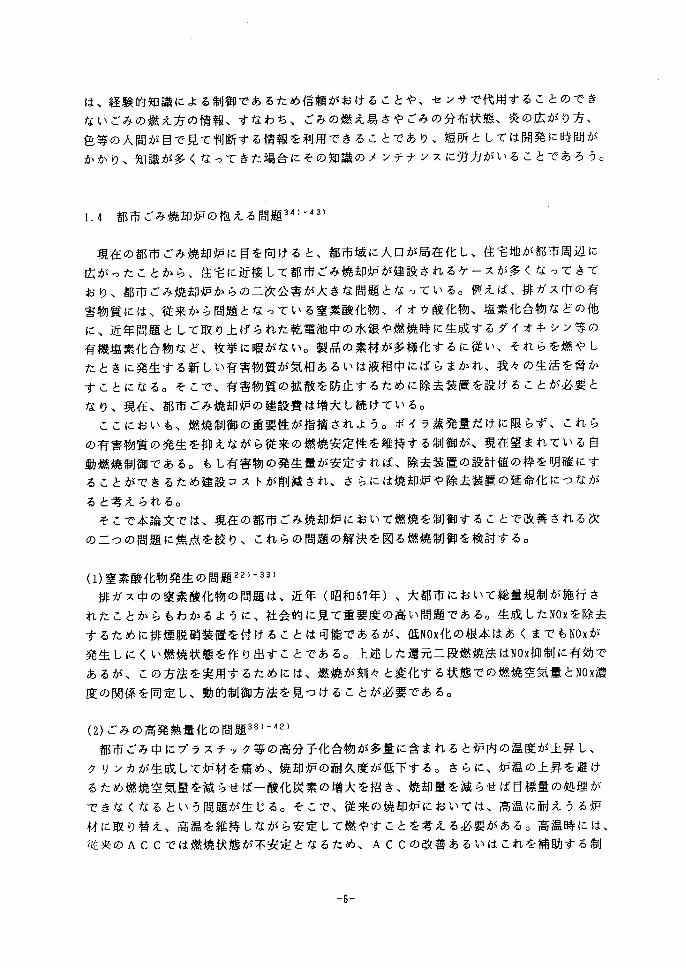
図L4はフィーダと7っの回転ストーカから構成さ
れる回転式ストーカ炉である。ごみはフィーダで切
り出され、ストーカの回転により下流側に移動して
ゆく。ストーカの回転速度は独立に操作できるため、
ごみ層厚を自由に調整できるという長所をもってい
るが、多段式ストーカ炉の各段ごとの落差がないた
め、ごみが撹拝しにくい面もある。燃焼空気は各ス
トーカごとに供給することができ、速い変動の外乱
に対して燃焼用空気量の分配操作で燃焼速度(発生
熱量)を調節している。この炉では、乾燥過程の時
間が十分とれるため、還元二段燃焼が可能である。
近年では、新しい制御方式として人工知能(ADに
よる制御が開発されている。AIによる制御の長所
。」…
図1.3 逆送り式ストーカ炉の構造
憶慎川¶気
図1.4 回転式ストーカ炉の構造
一5一
は、経験的知識による制御であるため信頼がおけることや、センサで代用することのでき
ないごみの燃え方の情報、すなわち、ごみの燃え易さやごみの分布状態、炎の広がり方、
色等の人間が目で見て判断する情報を利用できることであり、短所としては開発に時間が
かかり、知識が多くなってきた場合にその知識のメンテナンスに労力がいることであろう。
L4 都市ごみ焼却炉の抱える問題3n)’43)
現在の都市ごみ焼却炉に目を向けると、都市域に人口が局在化し、住宅地が都市周辺に
広がったことから、住宅に近接して都市ごみ焼却炉が建設されるケースが多くなってきて
おり、都市ごみ焼却炉からの二次公害が大きな問題となっている。例えば、排ガス中の有
害物質には、従来から問題となっている窒素酸化物、イオウ酸化物、塩素化合物などの他
に、近年問題として取り上げられた乾電池中の水銀や燃焼時に生成するダイオキシン等の
有機塩素化合物など、枚挙に暇がない。製品の素材が多様化するに従い、それらを燃やし
たときに発生する新しい有害物質が気相あるいは液相中にばらまかれ、我々の生活を脅か
すことになる。そこで、有害物質の拡散を防止するために除去装置を設けることが必要と
なり、現在、都市ごみ焼却炉の建設費は増大し続けている。
ここにおいも、燃焼制御の重要性が指摘されよう。ボイラ蒸発量だけに限らず、これら
の有害物質の発生を抑えながら従来の燃焼安定性を維持する制御が、現在望まれている自
動燃焼制御である。もし有害物の発生量が安定すれば、除去装置の設計値の枠を明確にす
ることができるため建設コストが削減され、さらには焼却炉や除去装置の延命化にっなが
ると考えられる。
そこで本論文では、現在の都市ごみ焼却炉において燃焼を制御することで改善される次
の二つの問題に焦点を絞り、これらの問題の解決を図る燃焼制御を検討する。
(1)窒素酸化物発生の問題22)’33)
排ガス中の窒素酸化物の問題は、近年(昭和57年)、大都市において総量規制が施行さ
れたことからもわかるように、社会的に見て重要度の高い問題である。生成したNOxを除去
するために排煙脱硝装置を付けることは可能であるが、低NOx化の根本はあくまでもNOxが
発生しにくい燃焼状態を作り出すことである。上述した還元二段燃焼法はNOx抑制に有効で
あるが、この方法を実用するためには、燃焼が刻々と変化する状態での燃焼空気量とNOx濃
度の関係を同定し、動的制御方法を見つけることが必要である。
(2)ごみの高発熱量化の問題38)’42)
都市ごみ中にプラスチック等の高分子化合物が多量に含まれると炉内の温度が上昇し、
クリンカが生成して炉材を痛め、焼却炉の耐久度が低下する。さらに、炉温の上昇を避け
るため燃焼空気量を減らせば一酸化炭素の増大を招き、焼却量を減らせば目標量の処理が
できなくなるという問題が生じる。そこで、従来の焼却炉においては、高温に耐えうる炉
材に取り替え、高温を維持しながら安定して燃やすことを考える必要がある。高温時には、
従来のACCでは燃焼状態が不安定となるため、ACCの改善あるいはこれを補助する制
一6一
御系が望まれる。
以上は、現在の都市ごみ焼却炉の自動燃焼制御が早急に対応してゆかなければならない
重要な課題である。
1.5統計的モデルとそれに基づく最適制御を適用する理由
都市ごみ焼却炉でNOx濃度や炉温の自動制御を実現するためには^次の二点を考慮する必
要がある。
(1)モデル作成面について
制御系は一般に数学モデルをベースに構築されるため、NOxの生成と脱硝に関するモデル
を作成する必要がある。さらに、還元二段燃焼を自動燃焼制御に取り入れるためには、ご
みの動きや燃焼ガスの流れ、温度の分布なども複雑に関係してくる。そのため、実験装置
規模で反応のモデル化が可能であっても、それを実炉で外挿することは難しく、すべてを
理論モデルで表すことは困難である。
(2)制御面について
大型の都市ごみ焼却炉ではボイラ蒸発量を制御していることが多く、NOx濃度や炉温の制
御はボイラ蒸発量の安定を図った上での制御であることが前提となるため、多変数燃焼制
御系の確立が必要となる。しかし、通常のACCは多変数の同時制御に向いていない。な
ぜなら、PID制御系は一入カー出力の系を対象としているため、それらを互いに干渉するこ
となく組み合わせ、複雑な燃焼制御を実現することは難かしいからである。
これらの問題に対し、ARモデルと最適制御の組合せは次のような長所がある。まず、
ARモデルはごみ質の変化の統計的側面を捉えて、燃焼プロセスに関連した複数の観測値
間の関係を線形モデル化したものである。そのため、実際の焼却炉に最も近い動きをする
モデルと言える。また、ARモデルを使用すると、時間の因果関係を正しく同定すること
ができるため、システム内にフィードバックループが存在する場合に有効である。一方、
最適制御は多変数を同時に制御することを可能にする。すなわち、複数の制御対象をそれ
ぞれの定常値に収束させるため、必要最小限の、かっ互いに干渉することのない最適操作
量を常に計算しながら制御を進める手法である。多変数のARモデルをベースに最適制御
系を設計する方法はすでに確立されており、手順に従えば簡単に制御系が設計できる。
1. 6 ARモデルによる制御の現状
ARモデルをプラント制御に結び付けた最初の研究は、赤池、中川によるセメントロー
タリキルンの制御の研究である。多入力多出力系の制御をPID制御の組合せで実現させるこ
一7一
とは難しいが、キルンを統計的ダイナミックシステムとしてとらえ、その統計的なシステ
ムの構造と雑音源を明らかにすることによって、多変数の最適制御が設計できることを主
張した。44)45)
次に、中村は火力発電プラントにおいて、従来のアナログ制御とARモデル制御との協
調制御であるADC方式を提案した。ADC方式ではアナログ制御系とARモデル制御系
の干渉が少なく、また運転中にアナログ制御から協調制御へ切り替えることができるなど
の点で実用的である。本論文では、ADC方式を都市ごみ焼却炉に適用しておb、本文中
に詳しく述べることにする。a6)’48)
環境プラントにおけるARモデル制御に目を向けると、下水処理プラントの制御や、水
噴射式ごみ焼却炉の制御に見受けられる。
下水処理プラントにおけるARモデル制御は、曝気槽中のMLSS制御やSSとUVを指標とし
た放流水質の制御に使われており、成果をあげている。本研究と同様に、PIDによるDO制御、
返送比率制御、及びMLSS制御をARモデル制御と組み合わせたADC方式を採用している。
津村・平岡は下水処理プラント制御の階層化を提案しており、ARモデル制御を下位制御
とし、上位制御システムの足回りとして位置付けている。49)-51)
ごみ焼却炉については浦部らの研究がある。実験対象は、ガス冷却方式の準連続運転ス
トーカ炉(60ton/16hr)である。ごみ供給量を一定にしてタイムステップ30秒で2時間データ
を収録し、NOx濃度、酸素濃度、炉内温度を被制御変数、燃焼空気と炉冷却空気のダンパを
操作変数として制御シミュレーションを行っている。システム解析において、燃焼ストー
カの後段部の燃焼空気ダンパがNOx濃度に影響を与えることを非逐次パス解析の結果ととも
に報告していることは興味深い。52)
以上が最適制御系の主な適応例であり、計算手順が確立されているのにかかわらず、そ
の数は少ない。その理由の一っとして、確率システムをモデル化する困難さが挙げられる。
数学モデルを比較的容易に設計できる機械システムとは異なり、プラントではモデル作成
のための同定実験やモデル化のための変数選択に多くの時間が費やされる。また、最適制
御系ではプラントの線形性が弱い場合、運転条件ごとにモデルを用意せねばならならない
ことや、現場で調整できるPID制御の方が扱いが容易であること、またPID制御が信頼性の
点で優れていることが普及を妨げている一因と考えられる。
1.7 本論文の特徴
プラントの制御を実現させるためには、現場における実験方法の開発と制御系構築まで
の作業手順の確立が重要と考えられることから、本論文では都市ごみ焼却炉における同定
実験からモデル作成、システム解析、制御実験に至るまでの総合的な手順についてまとめ
た。特に、同定実験については、ノイズによるシステムの揺らし方の工夫と、同定実験時
の変数の動き方の解析に重点をおいた。そして、最適制御を都市ごみ焼却炉に適応する意
義を考察した。
都市ごみ焼却炉で制御する必要のある変数は、ボイラ蒸発量、NOx濃度、炉温に限らず、
多くの変数を目的に応じてバランスを考えながら同時に制御する必要性が生じてくる。ま
一8一
た一方で、有害物質の生成抑制技術及び除去技術が開発されることにより操作の自由度が
増えたり、炉内の情報を正確に捉えるセンサーが開発されモデルの精度が向上することも
考えられる。これらの新しいファクターを柔軟に取り入れた精度の高い多変数制御を「A
Rモデルによる制御」で実現できるかどうか、その可能性探ることを意識しながら研究を
進めた。
本論文は7つの章から構成される。
第2章では、自己回帰(AR)モデルによる解析と制御の手法にっいて述べる。
第3章では、都市ごみ焼却炉でARモデルを作成するための同定実験の方法、モデル変数
の選び方、ARモデルから計算されるシステムの周波数特性と動的特性の解析、にっいて
説明する。なお、本章の同定実験は手動実験を対象としている。
第4章では、ACCとARモデル制御が協調する制御系を設計することの意義と、そのた
めの同定実験方法、ARモデルの作成について述べるとともに、ACCの最適な運転条件
についてシステム解析と制御シミュレーションの両面から検討する。
第5章では、実プラントにおけるACC+ARモデル協調制御を試み、さらに別の焼却炉
において制御の長期安定性のチェックを行った。
第6章は、制御系の発展として、ACC+ARモデル協調制御による炉温制御を試みた。
そして、第7章で結論を述べる。
一9一
第2章 自己回帰モデルの作成と
最適制御系設計の手法
第2章 自己回帰モデルの作成と最適制御系設計の手法
2.1 はじめに
都市ごみ焼却炉では、燃焼の安定化と熱エネルギーの安定回収のために、ボイラ蒸発量
を制御する自動燃焼制御(ACC)が備え付けられるようになってきた。ACCはPID制御
系でありオペレータがパラメータを調整することにより、炉に合わせた運転方法を選ぶこ
とができるようになっている。しかし、ACCの利用者は与えられた制御システムを経験
的に使うだけであり、独自に制御方法を工夫したり焼却炉システムを解析するまでには至
っていない。それは、制御系の構築が自動制御の専門家にしかできないと一般的に考えら
れているからである。しかし、現代制御理論の一つである最適制御系は、制御対象の状態
空間表現が得られれば簡単に設計ができる制御系である。しかも、プラント制御でニーズ
が大きい多変数の同時制御が可能である。
最適制御系を設計するためには、まず、都市ごみ焼却炉に忠実な数学モデルを作成する
ことが必要である。都市ごみ焼却炉のモデル化は、例えばごみ送りのモデル53)Tl)や、炉
内の乱流モデル54)などで部分的に研究されているが、それらを総括するモデルはまだない。
また、燃焼やNOx生成、脱硝反応のモデルにっいてもまだ実験装置レベノ’であり、それをそ
のまま都市ごみ焼却炉のモデルとして適用することは難しい。制御対象の動きに近いモデ
ルを実際的に、かっ短期間に作成するのであれば、このような理論モデルを作成するより
も、プラントで収録されるデータを利用して変数間の関係を規定するブラックボックス的
アプローチを選ぶ方が得策であると考えられる。
そこで本論文では、実験データから変数間の関係を統計的に捉え、線形モデルである自
己回帰モデル(ARモデル)を作成し、最適制御系を設計して、実プラントで制御の実証
実験を行うことを目標としている。本章ではARモデルと最適制御系の設計方法について
述べる。ARモデルは古くから研究されているが、ARモデルを最適制御系と結び付けて
プラント制御に適応する手法は、赤池・中川により確立された。本文では説明を一般的な
事柄にとどめ、都市ごみ焼却炉への実際的な適応は第3章以降に述べる。
2.2統計的データの取り扱い55)56)58)59)
プラントで収録されたデータを解析する前に、その有限長データがプラントの持っ特性
を十分に表わしているかどうかを調べておく必要がある。ここでは、有限長データの定常
性について述べる。
2.2.1 定常性とエルゴード性
プラントのデータを無限に収録することは不可能であるから、適当な長さのデータを標
本系列として取り出して解析することになる。その標本系列から母系列の確率的構造を推
一11一
定するためには、母系列の確率的構造が時刻の原点に依存せず、時間的に見てどこでも一
様であるという条件が必要となる。すなわち、いずれの時刻からデータを収録しても、そ
のデータから同じ母系列の確率構造が推定できなければならない。
確率過程{X(S)}において、N個の確率変数X(Sl)、X(S2)、…、X(SN)の同時確率分布
と、τだけずらしたX(Sl+τ)、X(S2+τ)、…、X(SN+τ)の同時確率分布が同じである場合
を強定常と言い、また(2.1)式の平均値μ.(s)、及び(2.2)式の自己相関関数r.(s, s+τ)が
sに依存しない場合を弱定常と言う。強定常は弱定常であるが、その逆は一般に成立せず、
正規過程の場合には2つが同値となる。
μx(s)=E[x(s)]=∫ xf(x)dx (2.1) -co
oo co・・x(…+τ)=E[x(s)x(s+τ)]= t蠕・x・f(x・・x・)dxldxi(2.2)
次ぎに、その標本系列x(s)から計算される(2.3)式の平均値μXl、及び(2.4)式の自己相
関関数rx×i(τ)が異なった標本系列XI(S)について計算した値と変わらないとき、母系列
x(s)は定常でかっエルゴード性があると言う。
1 T x、(s)ds (2.3) lirn-一∫ μxi= -T T→oo 2T
l T lim ∫ Xi(s)x、(s+τ)ds (2.4) r..i(τ)=
T→oo 2T -Tこのとき、(2.1),(2.2)式で表される母系列の集合平均は、(2.3),(2,4)式で表される標本
系列の時間平均と等しくなる。実際にT→。。にとることは不可能であるが、標本系列を長く
とるほど、それぞれ母系列の一次及び二次のモ・一一メント値に近くなる。通常、定常であれ
ばエルゴード性があると考える。
2.2.2 定常性の検定
ランダムデータの標本から定常性を評価するには、まず現象の物理的性質を考える。も
し、その現象を発生する基礎となる物理的な要因が、時間に対して普遍であるならば、そ
れ以上の研究をしなくても、一般に結果のデータは定常であると判断できる。一方、簡単
な物理的考察で定常性を仮定できない場合には、”標本系列が十分長い場合に時刻歴の不規
則変動から非定常的なトレンドを分離することができる“という仮定を設けてから定常性の
検定を行う。
まず、次のような仮定を設ける。
①任意の与えられた標本系列が、問題となる不規則過程の非定常性を適切に反映している。
②任意に与えられた標本系列が、非定常平均を取り除いたデータ中の最低の周波数成分に
比べて非常に長い。
③問題となる非定常性が、データの自乗平均値の時間トレンドとして現れる。
これに基づき、検定は次のように行う。
一12一
標本系列を各区間のデータが独立と考えてもよい等時間間隔に分割し、それぞれの分割
区間内データの組みから、適当な統計量(自乗平均値や分散値など)を求めて系列を作る。
もし、その系列の標本分布がわかっていれば、種々の統計的検定を適用することができる。
標本分布に関する詳しい知識がない場合、ノンパラメトリックな検定方法として連検定を
行う。
都市ごみ焼却炉では燃料がごみであるため、ごみ質変動がシステムの外乱として大きく
影響する。ごみが十分撹拝されていない場合には、焼却炉から収録されるデータは非定常
となる。幸い、ACC作動時のチャート(例えば図4.5)を見ると、多くの観測値は統計的
に変化していることが確認される。また、実験対象の都市ごみ焼却炉が連続式(24時間稼
働)であるため、日単位の周期性はほとんどなく、定常性とエルゴード性を満たすと判断
される。
プラントで収録される観測値は離散的データであるから、観測値系列は{Xe(s)}(s・1
,2,3,…)と表され、その平均値をm.、観測値系列からあらかじめm.を引いた時系列を{
x(s)}(s・1,2,3,…)で表すとすると、
1 N m・誤瓢一詩・(・) (2・5)
X(s)=Xo(S)-m. (s・1,2,...) (2.6)
そのとき、基本的な統計関数である自己相関関数r(k)、自己共分散関数c(k)は、
,(k)-E[。。(,+k)。。(、)]-1i。⊥f。,(、+k)。。(、)
N→oo N s;1
・(・)一・[・(・+・)・(・)]丁皇蕊一紬(・+・)・(・)一・(・)-m.・
となる。
(2.7)
(2.8)
2.3 ARモデルの作成とモデルの評価q4)46)5T)6e)61)
定常時系列データから一次元及び多次元のARモデルを作成する方法と、作成した多次
元ARモデルの妥当性を評価するシミュレーション方法について説明する。
2.3.1 一次元ARモデルの自己回帰係数の決め方
{x(s)}を定常確率過程に従い、かっエルゴード性が仮定される観測値系列とし、その
データ長は無限に近く、平均値m.は0としておく。このとき、(2.8)式より自己相関関数r
(k)と目己共分散関数c(k)は等しい。
自己回帰モデル(Auto Regressive model、 A Rモデル)は、’ある時刻sにおける値x
一13一
(s)を時刻s以前の値x(s-1),x(s-2),…,x(s-M)の線形結合で表すモデル”である。式で
示すと、
x(s)=a(1)x(s-1)+a(2)x(s-2)+…+a(M)x(s-M)+u(s)
または、
。♪。(,)。(、.m)+。(,) (2.9) m=1となる。ここで、Mはモデル次数、 a(m)(m・1,2,…,M)は自己回帰係数、 u(s)は線形結合
で表すことができない残差部分であり、 {u(s)}は残差系列を示す。このM、a(m)がAR
モデルを決定するパラメータであり、対象とする時系列に最もよく合う値に決定する。
自己口帰係 a(m)の決定 法1
母系列がARモデルの表現をとることができ、その残差系列{u(s)}が白色ノイズ系列
になると仮定する。U(S)が白色ノイズということは、“U(S)とX(S)が無相関”、かっ”U
(S)と時刻がS以外のU(S)が無相関”であることを示す。
E[x(s-k)u(s)]=E[u(s-k)u(s)]=0 (k≠0)
さて、(2.9)式にx(s-k)(k・1,2.・・.M)をかけ、各々の期待値をとると、
c(k)= a(1)c(k-1)十a(2)c(k-2)十●・ ・十a(M)c(k-M)
一』。(。)。(k.,)(k。1,2,..,M)
m=1
c(k)は自己共分散関数を示す。
(2.9)式の両辺にu(s)をかけて期待値をとると、
E[x(s)u(s)]=E[u(s)2]
(2.・9)式の両辺にx(s)をかけて期待値をとると、
c(0)=a(1)c(1)+a(2)c(2)+… +a(M)c(M)+E[x(s)u(s)]
=a(1)c(1)十a(2)c(2)十… 十a(M)c(M)十E[u(s)2]
M .’. E[u(s)2]= c(0)一Σa(1‘)c(m)
m=1
(2.10)
(2.11)
(2.12)
(2.13)
従って{x(s)}の自己共分散関数c(0),c(1),◆◆,c(M)がわかれば,(2.11)式に代入する
ことによってa(m)が求まり、それを(2.13)式に代入して残差系列の分散値E[u(s)2]が
求まる。(2.11)式をYule-Walkerの関係式と言う。
己口’ヨ、 amの一: ’ 2
与えられた時系列(標本系列)に合わせた自己回帰係数a(m)を、最小自乗法を用いて求
める方法を示す。
時系列のエルゴード性が仮定されているとする。(2.9)式のu(s)は、実データとARモ
デルとの不適合誤差と見なすことができ、その誤差系列{U(S)}の自乗平均値σ、2は、
1 N M σu2= lim-一Σ {x(s)一Σa(m)X(s-m)}2 N N→oo s=1 m=1
一14一
1 N = 1im一Σ [ {x(s)} 2 N→◎o N s=1 M 』 ’ M ∋a(m){2x(s)x(・一’m)一吉f(・)x(・-n)・(・-m)}]・
一。(・)-y。(。){2,(。)-y。(,)。(m.n)} (2.f4)
m=1 n=1
と表される。ただし、C(m)は時系列{X(S)}の自己共分散係数の推定値である。この
σ、2を、a(τ)(τ・1,2,...M)で偏微分したものを0とおくと、
∂σu2 M⊃可万=2{c(τ)一☆ωc(τ一・)}≡°(τ=1・2・“°』)
.・D。(。)-1。(。)。(。-m)(。.1,.2,...、) (2.15)
m=1
となり、最適な自己回帰係数a(m)を求める連立方程式が導かれる。また、(2.15)式を(2.
14)式に代入すると、
M ・・2=・(°)『詩(・)・(・) (2・16)
が得られる。この式は、a(m)を(2.15)式から求まる値とした場合の、誤差系列の分散値を
表す。
U(S)とX(S一τ)の相互共分散関数の推定値は、
1 N Cux(τ)= lim一ΣU(S)X(S一τ) N→oo N s;1
-li。⊥』。(,.τ){。(、)-」。(,)。(、.m)}
N→oo N s=1 m=1
。(。).y。(。)。(。.。)
m;1(2. 15)式からτ・1,2,…,Mではu(s)とx(s)は無相関となる。
また,u(s)とu(s一τ)(τ≠0)の自己共分散関数の推定値は、
Ii。⊥f。(、)。(,.τ)c.(τ)=
N→ coN s=1
-,汲鷲1{・(・)-9了(・)・(・-m)}{・(s一τ)一謹P(・)・(・一τ -n)}
M M M=c(τ)-2Σa(m)c(m一τ)十Σ Σa(m)a(n>C(m一τ一n)
m=1 rn=1 n=1
一・(。)一望。(。)。(。一τ)一一y。(。){。(,.. V)一』。(。),(。.τ.n>}
m=1 m=1 n=1
(2. 15)式からτ・1.2,…,Mでは時刻の異なるu(s)間では無相関となる。
(2.17)
(2.18)
(2)の計算では、標本系列のエルゴード性を仮定し、かつデータ長を無限大とすることに
より、(1)のYule-Walker関係式と同じ公式が得られ、誤差系列の分散E[u(s)2]が残差系
列の分散σu2と同じ式となった。またU(S)が、 X(S)と無相関でかっ時刻の異なるU(S)と
一15一
無相関な白色ノイズであることが示された。このように、Yule-Walkerの関係式を解いて得
られるARモデルの係数は、自乗誤差u(s)2の平均を最小とする線形予測の係数となって
いる。
時間が経っと自己共分散関数が0となる過程であれば、十分大きなMをとるとτ・M+1,M+2
,… @に対しても、U(S)とX(S)は全てのX(S)の過去の値と無相関になる。
そこで、u(s)の目己共分散関数の、
li,1_』。(,)。(,.τ) c、(τ)- N→oo N s=1
。1i。⊥野。(,){。(,.τ).』。(。)。(,.τ¶)} (2.19)
m=1 N N→oo s=1
は、τ一〇以外では0の値をとることになり、c、(τ)は、
・・(・)一・・(・)一・T・…2 i㍍::ll㌶) (・…)
と表せる。
このu(8)のパワースペクトル密度は、
qu(g)=σu2 (-1/2≦g≦1/2) (2.21)
pu(f;At)=Atσu2 (-1/(2血) ≦f≦1/(2血)) (2.22)
となりホワイトノイズである。ただし、q、(g)はu(s)の周波数g(cycle〃t:ttは時系列
のタイムステップ)におけるパワースペクトルを示し、Pu(f:rit)はf・g/δtの関係から(
cycle/単位時間)に変換したものである。
プラントから得られる標本系列は、エルゴード性を完全には仮定できず、またデータ長
が有限となるので、実際に計算される自己共分散関数g(τ)は自己共分散関数の推定値で
ある。そのc(τ)を(2.11)式と(2.12)式、あるいは(2.15)式と(2.16)式に代入して、自己
回帰係数推定値旦(m)を求めることになる。
2.3.2 一次元ARモデルの次数の決め方
前節までは、最適なモデル次数がすでに決まっているとして自己回帰係数を求める方法
を述べたが、モデル次数の決定がシステム同定の重要なポイントとなる。
ARモデルの次数は、現在の値x(s)を説明するときに過去何ステップ前までのxの値を
使用するかを示す数であるから、次数が小さ過ぎればモデルの近似は悪くなる。逆に次数
が大き過ぎると、計算に使用した標本系列に限りなく忠実なモデルとなって、モデル作成
の対象となる母系列の特徴を逸してしまう。どこかに最適なモデル次数が存在するはずで
あり、その次数を決定する一つの有力な方法が赤池の最終予測誤差規範(Final Predic-ti
on Error;FPE)である。これは情報量理論に基づいた評価基準であり、実用的方法として
工学分野に限らず経済等の分野にも応用されている。以下にその考え方について述べる。
(STEP 1)
真の目的はプラントの無限のデータからARモデルを求めることであるが、実際には得
一16一
られる標本系列からARモデルを推定しなければいけない。もし、推定されたARモデル
がプラントの特徴を正しく把握していれば、そのARモデルは他の標本系列に対しても同
じ精度を持ったモデルとなる。
プラントの真のARモデルが次式であると仮定する。
M x(s)==Σa(m)x(s-m)十u(s) (ワ.23) m=1
その(2.9)式によって生起されているN個のデータ{x(s)}(s・1.2...,N)を標本系列と見立
てて、Yule・-Walker式により次数Mの自己回帰係数推定値a(i)(i=1,2,..,M)を定める。
M x(s)=Σa(m)x(s_m)十v(s) ’ (2.24) m=r
次に、同じ(2.23)式から得られた別の標本系列y(s)を使って、時刻sにおける予測値M
(s)をこの係数a(m)を用いて表す。
M(s)=旦_(1)y(s-1)十ヱL(2)y(s-2)十… 十一皇_(M)y(s-M) (2.25)
このとき予測誤差の自乗の期待値E[(上(s)-y(s))2]をFPEと定義すると、 FPEは漸近的
に、
M+1 FPE(M)=(1+ )σu2 (2.26) N
で与えられる。ただし、σ、2は(2.23)式の残差系列{u(s)}の分散値である。実際には
σ、2が分からないため、次に求める推定値を代わりに用いる。
(STEP 2)
さて、有限なN個のデータから求めた次数MのARモデル(2.24)式が、別の標本系列{y
(S)}に対しても同じ精度を持ったモデルであるとすると、残差項V(S)の分散の推定値を
σ.2(M)は、
1 N M メZ_∨2(M)=一一Σ{y(s)一Σa(m)y(s-m)}2 (2.27) N m=M+1 m=r
として計算されるはずである。≦L.2(M)は、(2.16)式のc(m)の代わりに{y(s)}の自己共
分散関数Cy(m)を用いて、
M ≦Z_2(M)=・cy(0)一Σa(m)Cy(m) (2.28) m=「
によって計算される。このσ.2(M)をもとのAR過程の分散値σ.2の推定値として用いれば、
M+1 」Z_u2 = (1 - 一一) -1互_∨2(M) (2.29)
N
となることが、赤池により示されている。
したがって(2. 26)式のσ、2の代わりにこの推定値を用いれば、FPEの推定値として次式が得
られる。
M+1 M+1 FPE(M) = (1 十 一一) (1 - 一一一) -1』Lv2(M) (2.30)
N N
実際の計算では、まず計算機の能力の範囲内で最大次数Lを決め、次に0からLまでの次数
に対してARモデルの係数とFPE(M)を逐次的に計算し、その中でFPE(M)が最も小さい次数
一17一

におけるARモデルを選択する。
2.3.3 多次元ARモデルの自己回帰係数の決め方
一次元ARモデルを多次元に拡張する。k次元の定常時系列ベクトルを、
X(s)=(xl(s)’x2(s),….xk(s))’ (.2. 31)
(’は転置行列を表す)
ここで、 {Xi(s)}(i・1,2,...,k)は第i番目の観測値系列で、平均値m。;は0とする。その
k次元ARモデルは次ぎのように表される。
M X(s)=ΣA(m)X(s-m)十U(s) (2.32) m=1
または、
M K xl(s)=Σ Σ aij(m)xj(s-m)十ui(s) (i=1,2,… ,k) (2.33)
m=1j=1
または、
〔liili)一訟〔lill㌧iiに.:ll:lll}〔1}illil〕・〔iiil/
(2.34)
ここで{U(s)}は各要素の平均値が0で、かっ
cuiuj(τ)=δT,oσi」 ・(i,j=1.2...,k) (2.35)
であるk次元ホワイトノイズであり、かっ任意のUi(s)とx」(s-・m)(m・1,2,…)との共分散
は0である。
Ui(s)の相互共分散は、
1 N M kσu、uT= 1im-一Σ {xi(s)一Σ Σ aih(m)xh(s-m)} {x1(s) N→ooN s=1 m=1h;1
M k 一Σ Σ alh(m)Xh(S-m)} m=1h=1
1 N M k=N旦昭一≧1[x・(s)x・(s)一,呈吉1a・h(・)x・(・)・・(・-m)
蕊1・・h(・){・・(・)・・(・司蕊1aljω・・(・-n)・j(・-rn)}]
M k M k= C川(0)一Σ Σ alh(m)Cih(m)一Σ Σ aih(m){c)h(m)
m=1h=1 m=1h=1
M k 言具1alj(n)c・h(m-n)} (2・36)
となる。また、Ui(s)の自己共分散は、
…2ッ†-2r・(・)ゴ甘「21{・・(・)蕊1・u(・)・・(・-rn)}・
(2.37)
一18一
自己回帰係数ai」(m)は、一次元ARモデルと同様に各変数のσu,2が最小になるように
決定する。最小自乗法の考え方から(2.27)式をaih(π)で偏微分したものを0とおくと、
∂σUi2 1 M k
-一一=@lim-一{Xi(S)一Σ ai」(m)X」(S-m)}Xh(S一π) Σ
∂aih(π) N→oo N m;1 」=1
1 M k =lirn-一{Xi(s)Xh(s一π)一ΣΣ aij(rn)Xj(S-m)xh(s一π)} N→o。 N m=1j=1
M k =Cih(π)一ΣΣaij(m)Cjh(π一m)≡O mニ1」=1
M k cih(π)=ΣΣaij(m)cjh(z-m) (2.38) m=1j=1
(i,h=1,2,… , k;π=1,2,・含・,M)
これが多次元ARモデルの自己回帰係数aij(m)を求めるために解くべき連立方程式(多
次元のYule-Walker関係式)である。このときui(s)の相互共分散関数は、(2.38)、(2.36)
式に代入すると第二項が0となるから、
1 N M k σu,ul= 1 im一Σui(s)u1(s)=cil(0)一Σ Σ alh(m)cih(rn) (2.39) N→co N s=1 rn=1 h=1
となり求めることができる。
有限長のデータの場合には(2.38)、(2.39)式のCi」(m)のかわりにデータから計算した標
本相互共分散関数推定値」2.i j(m)を用いてパラメータを決定する。また、次数Mにっいては
次のMFPE(M)の値で決定する。
2.3.4 多次元ARモデルの次数の決め方
k次元ARモデルの次数の決定には、一次元の場合のFPE(M)に代わって次式で与えられる
MFPE(M)が用いられる。
Mk+1 Mk+1 ) k (1 - 一一) -k ll d ll (2.40) MFPE(M)= (1 +
N N
ここでdは(2.40)式に示されるARモデルの残差系列{U(s)}の共分散行列で、 Udl11
はその行列式である。このMFPE(M)が最小のものをモデル次数とすることは、一次元ARモ
デルの場合と同じである。
2.3.5 ホワイトノイズシミュレーションとワンポイントプレディクション
多次元ARモデルのあてはめによって得られた式が、プラントの動きを正しく表現して
いるかを調べる方法に、ホワイトノイズシミュレーションとワンポイントプレディクショ
ンがある。具体例は第3章に譲り、ここでは説明だけにとどめる。
(1)ホワイトノイズシミュレーション
ホワイトノイズシミュレーションは、あてはめをおこなったときに生じる残差系列と同
じ共分散を持っホワイトノイズを乱数から生成し、それをモデルの入力として仮想システ
一19一
ムのシミュレーションを行うものである。各変数の初期値を0とし、1ステップ計算ごとに
生成したノイズをU(s)にあてはめ、
M ΣA(m)X(s-m)十U(s) X(s)= m=1
を求める。次に求めたX(s)を次のX(s+1)の計算に使い、さらにこれを繰り返す。このよ
うにして得られたシミュレーションの時系列とソースデータにっいてその周波数特性の比
較を行い、再現性をチェックする。例えば、両グラフを並べて小さい振動から大きい振動
へかけての振動の分布の状態を比較する。両グラフをっなげてみたときに、全体的に違和
感がなければ、シミュレーション系列はソースデータをよく表していると判断される。ま
た、両者のパワースペクトルを比較してみる方法もある。
(2)ワンポイントプレディクションシミュレーション
ARモデルの予測性能を調べるためワンポイントプレディクションシミュレーションを
行う。実データをARモデルの右辺に代入して次のステップの値を計算し、これと現実値
との差を誤差系列として求める。分散値が大きかったり、0からの定常偏差がある場合はモ
デルのあてはめが良くないことを示している。同様にして、2点先あるいは3点先の予測性
能についても調べることができる。
2.4 ARモデルによるシステム解析46)4n)62)
ARモデルは時間領域におけるモデルであるが、それを周波数領域に変換してシステム
を解析することができる。本節では、ARモデルを用いた周波数領域でのシステム解析の
方法にっいて述べる。
2.4.1 パワースペクトル密度関数
太陽光を三角プリズムに当てると、波長に応じた屈折率で空気とガラスの境界面で折れ
曲がり、七色の連続した帯びに分解される。同様のことを時系列の場合に当てはめると、
時系列をあるフィルタに通して構成している種々の波長を持つ波に分解することに相当す
る。このフィルタがフーリエ変換であり、変換された関数X(g)が周波数gの波成分の振幅
を表し、1X(g)12が成分波のエネルギーを表す。また周波数gと成分波エネルギーlX
(g)12の分布の関係をエネルギースペクトルといい、単位時間当たりの平均エネルギーを
パワースペクトル密度関数(以下、パワースペクトルと呼ぶ)という。パワースペクトル
の分布は時系列を周波数領域から見た一っの表現であり、時系列の特徴を把握する上で有
益な情報となる。
x(s)の自己共分散関数c(1)(1=0,±1、±2,..)が、
co Σlc(1)1<o◎ (2.41) 1=-co
を満たすとき、X(S)のパワースペクトルはC(1)のフーリエ変換として与えられ、周波数
一20一
g(-1/2≦g≦1/2)に対して、
co Σexp(-j2πg1)c(1) (2.42) q(9)= 1;-OD
・(,,・・-l/,i・・p(・…1)・(・)・・ (・…)
co P(f;At)=AtΣ exp(一’j2πfl』t)c(1) (2.44) 1=-o◎
q(g)はx(s)の周波数g(cyc le/At:Atは時系列のタイムステップ)におけるスペクトル
を示し、p(f;dt)はf・g/dtの関係から(eycle/単位時間〉に変換したものである。
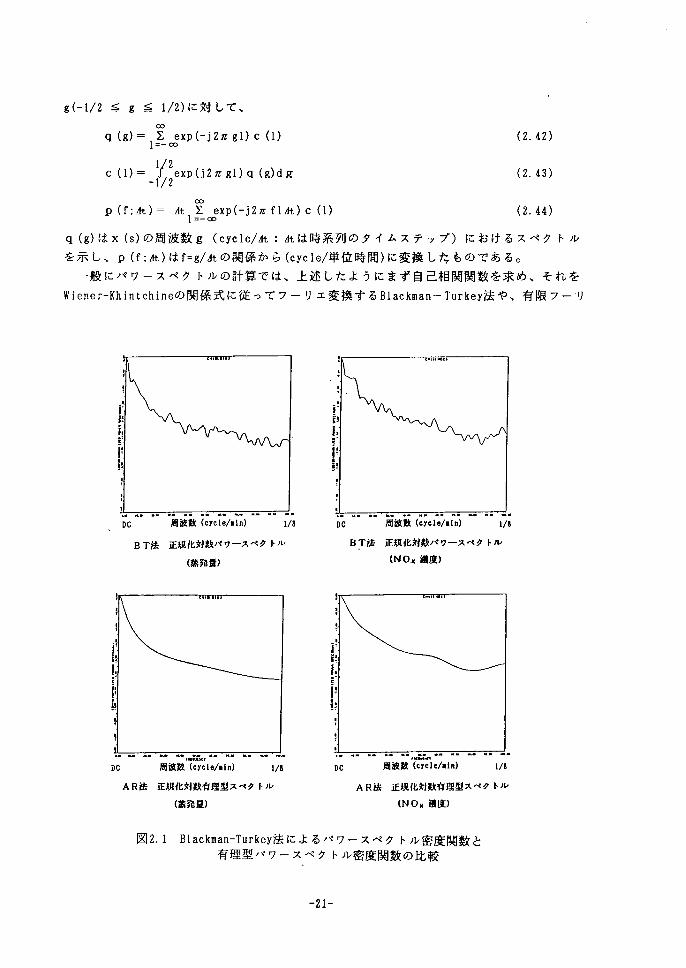
一般にパワースペクトルの計算では、上述したようにまず自己相関関数を求め、それを
Wiener-Khintchineの関係式に従ってフーリエ変換するBlackman-Turkey法や、有限フーリ
DC 鳥波数(・y・1・/n!・) 1/8
BT法 正規化対数パワースペクトル
(蒸発量)
tべ はT ’DC 周波数(cyele/副n) 1/8
AR法 正規化対数有理型スペクトル
(蒸発量)
DC 周波敵(・y・1,ん而 1/8
B :r法 正規化対数パワースペクトル
(NOx濃度)
DC 周波数(crcle/-tn) 1!8
AR法 正規化対数有理型スペクトル
(NOx濃度)
図2。1Blackman-Turkey法によるパワースペクトル密度関数と
有理型パワースペクトル密度関数の比較
一21一
工変換を効率的に行うFFT(高速フーリエ変換)法などが使われるが、その他の方法として、
次ぎに述べるARモデルからパワースペクトル密度関数を計算する方法が赤池により開発
されている。
2.4.2 一次元有理型スペクトル密度関数
ARモデルから一次元有理型スペクトル(パワースペクトル)を求める。
(2.21)式のq。(g)=σ、2より、
・・(1ヒ影;・・p(j…1)・・(・)・g三》1釧・(j…1)・・2dg
(-1/2≦g≦i/2)
(2.9)式でa(0)=-1とおくと、Cu(1)は、
M u(s)=一Σa(m)X(S-m) m=O
M M Cu(1)=ΣΣ a(m)a(n)C(1・-m+n) rn=On=O
(2.43)式を(2.46)式に代入すると、
。。(1).rζ1,(j、。、1)劉、(,),,p(-j、。、,);(,)dg
-1/2 m=O
(2.45)、(2.47)式から、
σu2 q(9)=一一一一一一一一一一 M 2 1一Σa(m)exp(-j2πgm) m=1
データのタイムステップをdtとするとき、
p(f;4t)=ft q(fdt) (-1/(24t)≦f≦1/(2 dt))
(2.45)
(2.46)
(2.47)
(2.48)
(2.49)
図2.1は都市ごみ焼却炉のボイラ蒸発量(STM)とNOx濃度(NOX)のパワースペクトルで、横
軸の周波数は左端が直流、右端が1/8(cycle/min)を示している。上段はBlackman-Turkey法
により求めたもの、下段は一次元ARモデルから求めたものである。
2.4.3 クロススペクトル密度関数とコヒーレンシー関数
x(s)、y(s)の時系列のそれぞれのフーリエ変換をX(f)、 Y(f)とすると、パワースペ
クトル密度関数では強さ・エネルギーという観点からlX(f)12、lY(f)12を考えたが、
クロススペクトル密度関数では分解した周波数fの波の振幅間の関係という観点からlX
(f)1・IY(f)1を考える。クロススペクトル密度関数は実数と虚数の表す平面上の合成エ
ネルギーとして表される。
二次元の定常時系列{x(s)、y(s);s・1,2,…,N}について相互共分散関数cり,(1)(1
=O,±1,±2,… )は、
1 N cyx(1)=1im-一Σ(y(s+1)-my) (x(s)-mx) (2.50) N→・OD N s=1
一22-一
1 N l N ただし・m・=N孤丁詩くS)・M・=N旦5下才7(・)
によって与えられる。
これに対応してx(s)とy(s)とのクロススペクトル密度関数は、
co qyx(g)=Σexp(-」2πg1)cりx(1) (-1/2≦g≦1/2) (2.51) 1=-o◎
によって与えられ、
1/2c・・(1)= 閨^8xp(j2π・1)…(・)dg (2’52)
の関係を満たす。またクロススペクトル密度を正規化した量としてコヒーレンシー(また
はコヒーレンス)γ xy(g)2が定義される。
lqyx(9)12 7xy(9)2=一 (2.53) qVy(9)qXX(9)
コヒーレンシーはx(s)とy(s)の間の各周波数成分ごとの線形性の程度を表すもので、
この値は常に1を超えることははい。x(s)とy(s)が無相関ならばo、完全に線形ならば1を
とる。コヒーレンシーが0と1の間をとるのは次の場合である。
①測定に付加雑音がある場合
②X(S)とy(S)とが線形関係にない場合
③y(S)がX(S)以外の変量の影響をうける場合
■.
DC
一¶
5!
燃焼空気量《FDF)がボイラ蒸発量より
進んでいる場合
周波薮 (cycte/・ω 」/8
DC
炉冷空気量(CDF)がボイラ蒸発量より
進んでいる場合
周波敵 (cycle/mln}
クロススペクトル密度関数
ロコヘロ
1/8
八
DC 周波数 {cyel6!・ln) 1/8
DC 周滋t{cycte/.fn}
コヒーレンシー関数
1偏㊨●
i/8
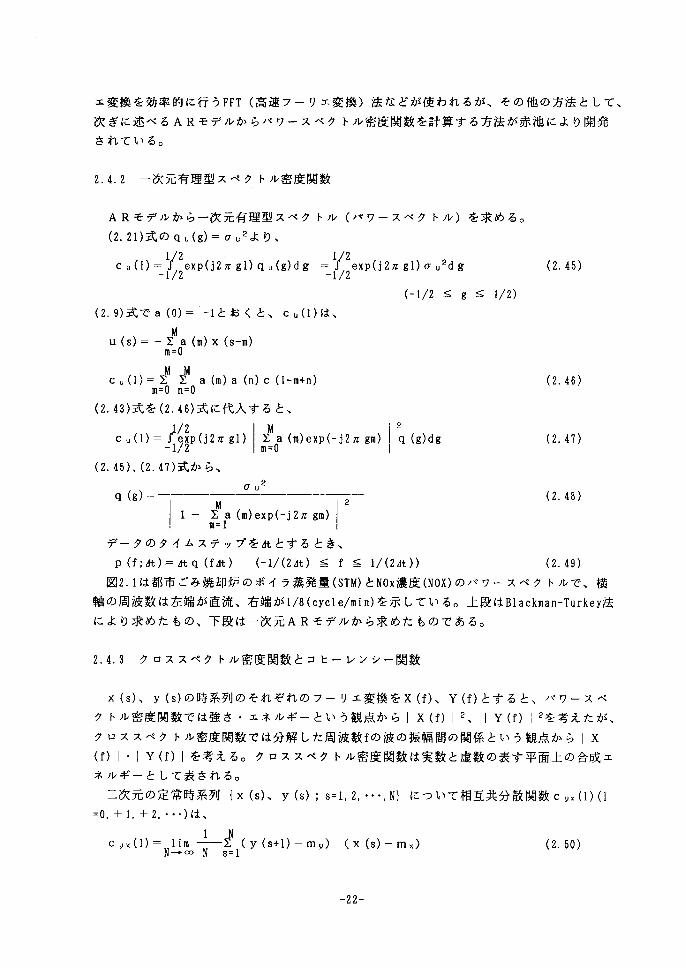
図2.2 クロススペクトル密度関数とコヒーレンシー
一23一
クロススペクトルqy.(g)は2つの関数x(s)とy(s)の相互相関のフーリエ変換であるか
ら、コヒーレンシーγ.y(g)2は各周波数成分における相互相関係数を示している。クロス
スペクトルとコヒーレンシーの計算例を図2.2に示す。全グラフとも横軸の周波数は、左端
が直流、右端が1/8(cycleんin)を表わす。上段がFDF空気量とボイラ蒸発量、下段がCDF空
気量とボイラ蒸発量の関係であり、クロススペクトルについては、どちらもボイラ蒸発量
が遅れている場合である。コヒーレンシーについては、縦軸が0から1を表す。
2.4.4 多次元有理型スペクトル密度関数
多次元の場合も一次元と同様に、ARモデルを利用してクロススペクトル密度関数を直
接求めることができる。
イノベーションUi(s)とUj(S)の相互共分散関数CUiU、(1)とクロススペクトル密度関数
qu、 Uj(g)の関係は(2.52)式より、
c・ul uj(1)捻・(j…1)q・…uj(・)・g (・…)
次ぎに、多次元ARモデルからcu、u」(1)を導く。(2.32)式についてA(0)を、
A-ki]::ll〕
と定義すると(2.33)式は、
M k (2.55) ul(s)=Σ Σ aij(m)xj(s-m) (i=1,2.… ,k)
m=Oj=1
となる。そこでCUiU、(1)は、
1 N cuiuj(1)= lim一Σ ui(s+1)ui(s) N→oo N s=1
1 N M k M k {ΣΣaih(m)xh(s-n)} Σair(m)Xr(s+1-m)} =1im一Σ{Σ N→oo N s=1 m=O r=1 m=O h=1
M M k k l N =Σ Σ ΣΣair(m)ajh(n){1im ΣXr(S+1-m)Xh(S-n)}
N→o。 N r=Oh=1 s=1 m=On=l
M M k k =ΣΣ ΣΣair(m)ajh(n)Crh(1-m+n) m=On=1 r=Oh=1
(2.52)式より、
1/2 ∫exp(j2πg(1-m+n))prh(g)dg Crh(1-m十n)= -1/2
これを(2.56)式に代入して整理すると、
c.、、 uj(1)。蛙i/i,p(、2。gl){劉,、p(j2。,。)。、,(,)}
r=O h=1 -1/2 m=O
M・ × {Σexp(i2πgn)ajh(n)} prh(9>dg n=O
(2.56)
(2.57)
一24一
1/2 k k =憎(i2π・1),罫1A・・(・)A・・(・)・・h(・)dg (2・58)
M ただし、 Ais(g)=Σ ais(m)exp(i2πgm) m=0(2.56)、(2.58)式より、
k k qu,u、(9)=ΣΣ Air(g)Ajh(g)qrh(g) (2.59) r=O h=1
(2.35)式よりUi(s)はk次元のホワイトノイズであったから、そのクロススペクトル密度
関数はgにかかわらず一定で、(2.5D式より、
oo quluj(g)=Σexp(-i2πgl)cuiuj(1)=σij (2。60) 1=・一 co
(2.52)式に代入すると、
k k σiJ=ΣΣAir(g)Ajh(g)prh(g) (i,j=1,2,…,k) (2.61) r=O h=1
(2.61)式を行列に直すと次のようになり、
Σ=A(g)P(g)(A(g))’ (2.62)
ただしΣ、A(g)、P(g)は(i,j)成分をそれぞれσi」、Ai。(g)、pl」(g)とするk×k行列
クロススペクトル密度関数は、
P(g);(A(g))-1Σ(A(g)’)-1 (2。63)
で求めることができる。 ((A(g))≡1が存在するとき)
ここで、
M A(g)=ΣA(m)exp(j2πfm) (2.64) m=0
ただし、 A(0)=-1 (Eはk×kの単位行列)である。
2.5 フィードバックシステムとノイズ寄与率44)46)
前節ではシステムから取り出した標本系列にARモデルを最小目乗法の考え方であては
めることにより、その時系列を数式化することを行った。本節ではそのARモデルを使っ
たシステム解析にっいて説明する。
2、5.1 焼却炉のフィードバックシステム
一般に定常時系列の解析でよく行われるのは、周波数応答関数やスペクトル密度関数を
求め、それからシステムの特性を評価する方法である。しかし、フィードバック系がシス
テム内に存在する場合には、周波数領域からの接近では正確な解析することは困難である。
なぜなら、操作量を動かすことによって生した状態量の変動が、フィードバックループを
経由して操作量を再び動かすことになり、その場合には操作量の変動と状態量の変動の間
一25一
蒸発量(STM) NOx濃度(NOX)
ー、
一 一 一 〔商=』一、一一一 @「
O:濃度(02)
t.. ‘
1ー
’s. 一 一 一
DC 1/8
周波敗 (cyele/ntn}
FD1 ダンパ関度(FDI)
一
古
s■ 一 一 一
一
Dc l/8
周波数 (cycle/■in)
FDF空気量(FDF)
s. _ 一 一 一 一 一
M
DC 1/8
周波数 (cycle!副n,
後燃焼用空気量(ANQ)
v ●● 一 一
剛●v - _ ●●
“N.“●
DC
周波数 (cycle/ロin)
図2.3
1/8
Pt
DC
周波数 (cycleんln)
1!8 DC 1!e
周波数 {c7e!■!●tn)
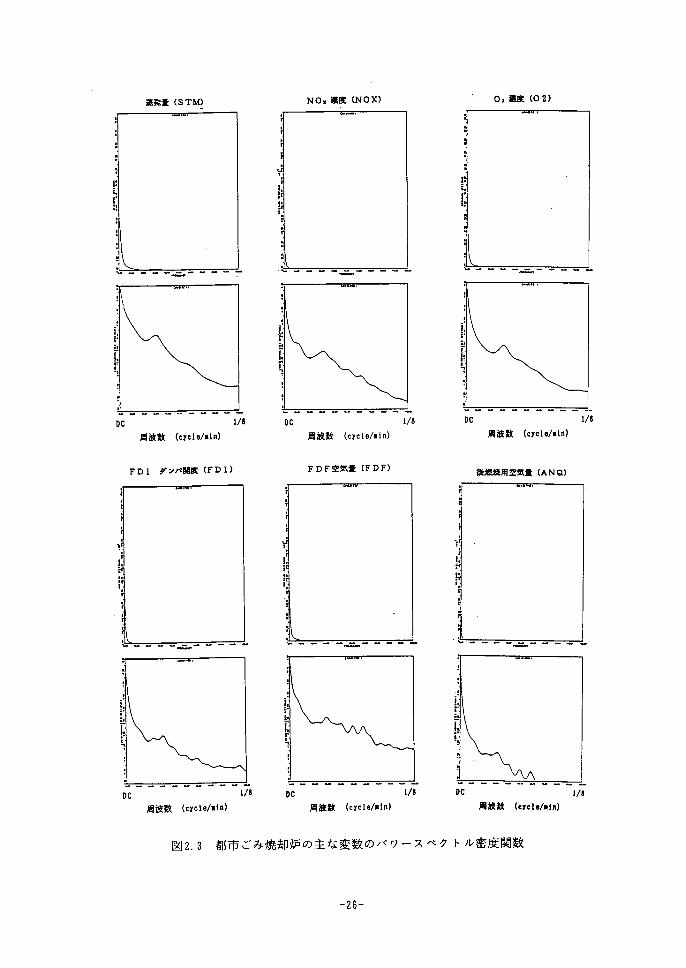
都市ごみ焼却炉の主な変数のパワースペクトル密度関数
一26一
の因果関係が明確でなくなり、変数間の特定な関係を分離して推測することができなくな
るためである。
そこで、焼却炉内のフィードバック系にっいて考えてみる。図2.3はある同定実験データ
のパワースペクトルである。上段はパワースペクトル密度を示し、下段はそれを最大値で
正規化し対数をとった値を示している。また横軸は周波数を表し、左端は直流、右端は1
(cycle/min)を表している。実験では目動燃焼制御(ACC)が働いて、ボイラ蒸発量が安
定するように操作されている。
ボイラ蒸発量のスペクトルを見ると、約1/3.5(cycle/min)付近にピークのある。また、
NOx濃度や酸素濃度にっいても同じ傾向が見られる。これと同じ周波数にピークがあるもの
として、FDF空気量(FDF)、後燃焼用空気量(ANQ)、及びACCの操作要因である蒸発量制御
ダンパ開度(FD1)が挙げられる。そこで、ボイラ蒸発量やNOx濃度のピークが燃焼用空気量
の影響を受けていると推測される。しかし、ACCはボイラ蒸発量の目標値と測定値の差
をフィードバックさせてダンパ開度を操作するのであるから、ダンパ開度のピークはボイ
ラ蒸発量のピークによるものであると考えることもできる。
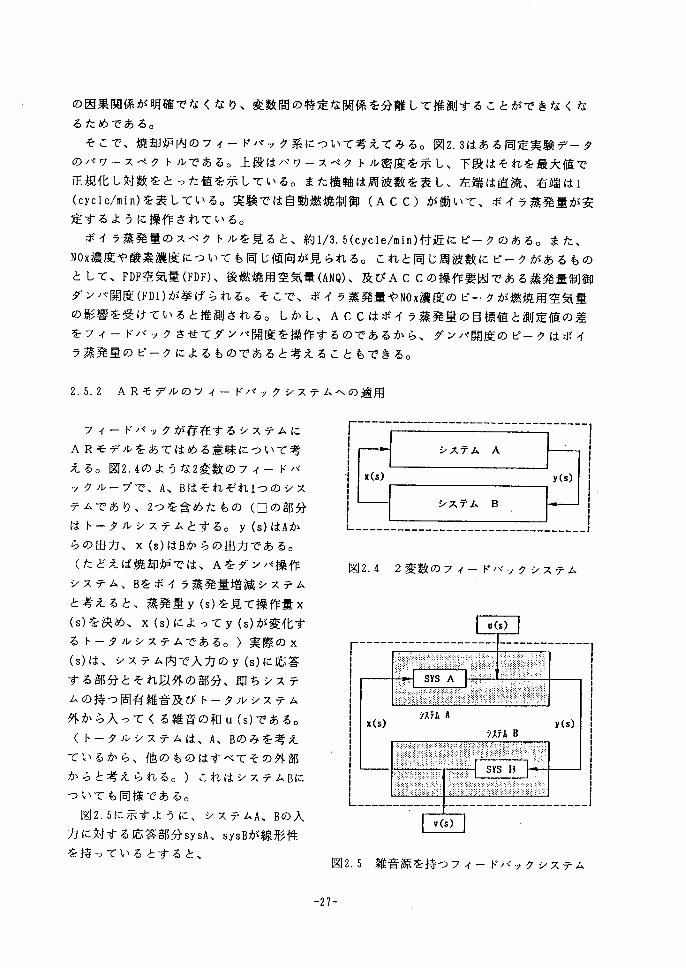
2.5.2 ARモデルのフィードバックシステムへの適用
フィードバックが存在するシステムに
ARモデルをあてはめる意味について考
える。図2.4のような2変数のフィードバ
ックループで、A、 Bはそれぞれ1っのシス
テムであり、2つを含めたもの(〔]の部分
はトータルシステムとする。y(s)はAか
らの出力、x(s)はBからの出力である。
(たどえば焼却炉では、Aをダンパ操作
システム、Bをボイラ蒸発量増減システム
と考えると、蒸発量y(s)を見て操作量x
(s)を決め、x〈s)によってy(s)が変化す
るトータルシステムである。)実際のx
(S)は、システム内で入力のy(S)に応答
する部分とそれ以外の部分、即ちシステ
ムの持っ固有雑音及びトータルシステム
外から入ってくる雑音の和u(s)である。
(トータルシステムは、A、 Bのみを考え
ているから、他のものはすべてその外部
からと考えられる。)これはシステムBに
ついても同様である。
図2.5に示すように、システムA、Bの入
力に対する応答部分sysA、 sysBが線形性
を持っているとすると、
l lL_________________________________t
システム A
x(s) y(5)
システム B
図2.4 2変数のフィードバックシステム
一一一一一一一一一一一 u
L____________ _________________.___」
図2.5雑音源を持っフィードバックシステム
一27-一
,(,)一兇。(。)。(,一。)・・(,) (2・65) m=1
蝉b(。)y(,.,)+。(、) (2.66) x(s)= m=1と表される。但し、x(s)、 y(s)の直流分はoである。
a(rn)、 b(m)(m=1,2,3..)は、それぞれsysA、 sysBのインパルス応答関数とな2ている。
このa(m)、b(m)を求めることがすなわちフィードバックシステムのモデル化に相当する。
まず、与えられた観測値のx(s)とy(s)に最小自乗法を使って(2.65)、(2,66)式をあては
めることを考える。
雑音の平均自乗和及びa(m)の推定値α(τ)の条件は、次のようにして求められる。
y。(,)L・.y{,(、)-y。(,)。(,-m)}・
m=1 s=1 s;1
万☆翼1・(・)・一可㌔91{・(・)-21・(・)・(・一・)}2・・
(τ・1, 2,…,M)
(2.67)
(2.68)
しかし、(2.68)式が0になるように定めたα(τ)をインパルス応答関数a(m)と決めるた
めには、u(s)とx(s-1),x(s-2),…,x(s-M)との相関が全て0になる場合のみに限られる
ことが知られている。y(s)からx(s)へのBによるフィードバックがある場合には、 u(s)
がx(s)に対するホワイトノイズでない限り期待できない。v(s)に関しても同様にy(s)に
対するホワイトノイズでなければなれない。
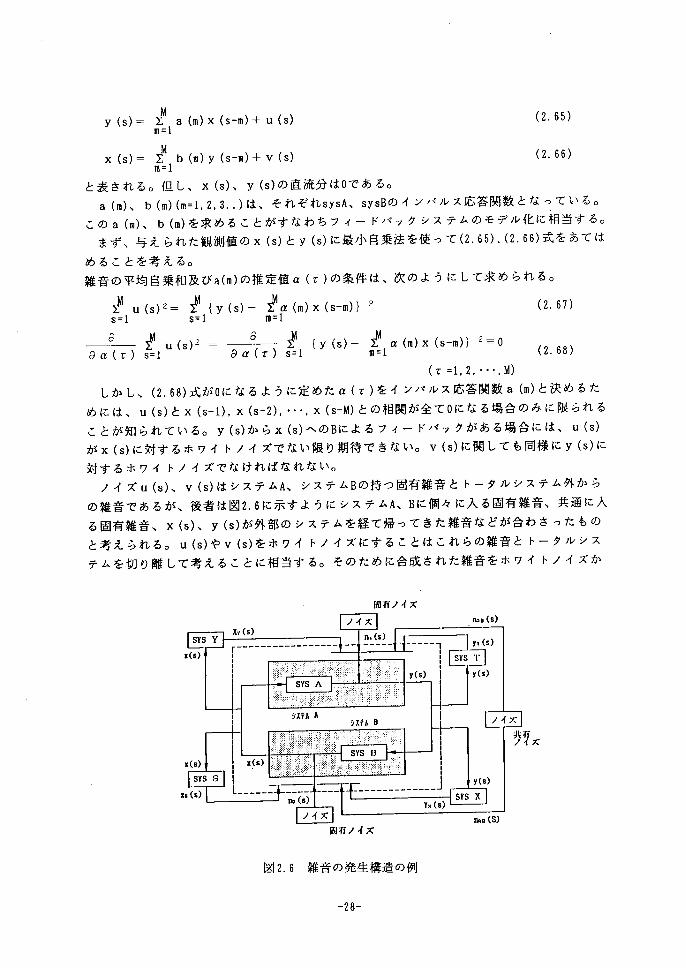
ノイズu(s)、v(s)はシステムA、システムBの持っ固有雑音とトータルシステム外から
の雑音であるが、後者は図2.6に示すようにシステムA、Bに個々に入る固有雑音、共通に入
る固有雑音、x(s)、 y(s)が外部のシステムを経て帰ってきた雑音などが合わさったもの
と考えられる。U(S)やV(S)をホワイトノイズにすることはこれらの雑音とトータルシス
テムを切り離して考えることに相当する。そのために合成された雑音をホワイトノイズか
固有ノイズ
SVS Y
Xv(s)
ノイズ
x(s)
nAO(s)
x(5)
SYS S
:s(s)
x(s)
L_____
一一一一一一一一一 一一
画(s)一一一一一
一一一一u y.(s)
lSYST,(,)i
y(s)
SYS A
システムA
@ システム8
1ノイズ
共ノ
SYs n
1…
,(s)
」ng(s)
Yx(s)SYS X
ノイズ 撫・(S)
九
固有ノイズ
図2.6雑音の発生構造の例
一28一
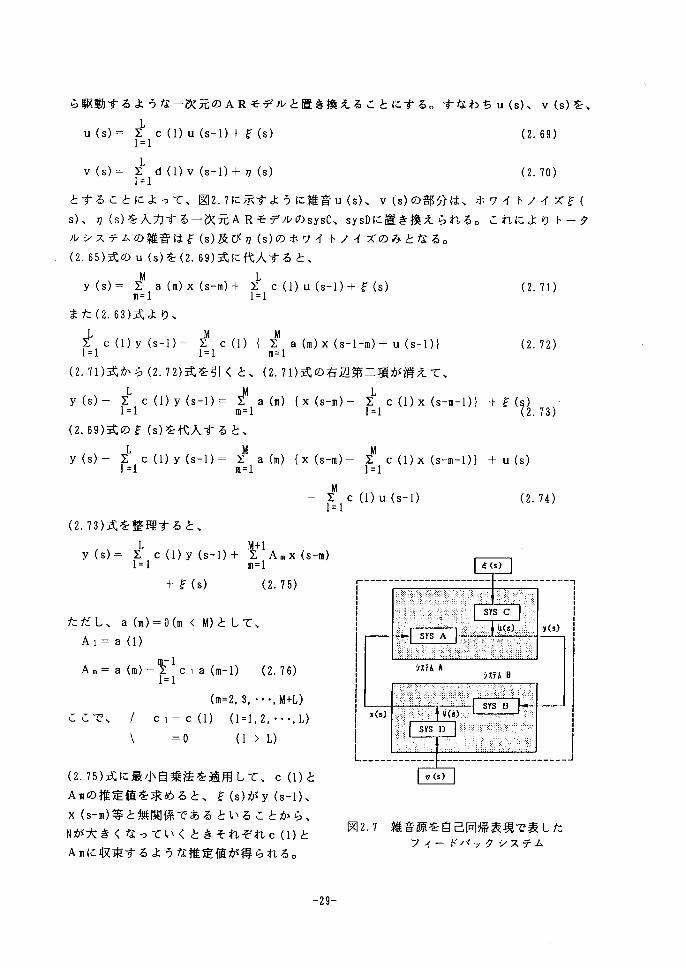
ら駆動するような一次元のARモデルと置き換えることにする。すなわちu(s)、 v(s)を、
L u(s)=Σc(1)u(s-1)十ξ(s) (2.69) 1=1
L v(s)=Σd(1)v(s-1)十η(s) (2.70)
1=1
とすることによって、図2.7に示すように雑音u(s)、v(s)の部分は、ホワイトノイズξ(
s)、η(s)を入力する一次元ARモデルのsysC、 sysDに置き換えられる。これによりトータ
ルシステムの雑音はξ(s)及びη(s)のホワイトノイズのみとなる。
(2.65)式のu(s)を(2.69)式に代入すると、
M L y(s)=Σa(m)x(s-m)十Σc(1)u(s-1)+ξ(s) (2.71)
m=1 1=1
また(2.63)式より、
L M M Σc(1)y(s-1)=Σc(1){Σa(m)x(s-1-m)十u(s-1)} (2.72)
1=1 1=1 m=1
(2.71)式から(2.72)式を引くと、(2.71)式の右辺第二項が消えて、
L M Ly(s)一Σ c(1)y(S-1)=Σ a(m){X(s-m)一ΣC(1)x(s-m-1)}十ξ(s) 1=1 m=1 (2.73) 1=1(2.69)式のξ(s)を代入すると、
L M My(s)一Σ c(1)y(s-1)=Σ a(m){x(s-m)一Σc(1)x(s-m・-1)}十u(s) 1=1 m;1 1=1
M 一Σc(1)u(s-1) (2.74) 1ニ1(2.73)式を整理すると、
L M+1 y(s)=Σ c(1)y(s-1)十 Σ AmX(s-m) 1=1 m=1 ξ(s)
十ξ(s) (2.75)
sys Cただし、a(m)=O(m〈M)として、
A1=a(1)
m-1 Am=a(m)一Σ cla(m-1) (2.76) 1=1
(m=2,3,… ,M+L)
ここで、 / c1=c(1) (1=1,2,… ,L)
k =0 (1 > L)
(2.75)式に最小自乗法を適用して、c(1)と
Amの推定値を求めると、ξ(s)がy(s-1)、
x(s-m)等と無関係であるといることから、
Nが大きくなっていくときそれぞれc(Dと
Amに収束するような推定値が得られる。
「(・・
の ロ ’ ヒ ロ
SYS D
図2.7 雑音源を自己回帰表現で表した
フィードバ・ソクシステム
一29一
フィードバックシステムを拡張してk変数の場合を考えると、(2.65)式は、
。、(,)=:ま』。、j(。)。、(、一.m)・。、(,) (i・1,2,…,k) (2.77)
j=1m=1
(2.75)式は、
・・(・)-奄メE(1)・・(s-1)・曇1.警;・・jm(s-・・)…(・)(・・1……・・)(1.,8)
j≠1
L ただし、 Ui(S)=ΣCi(1)Ui(S-D+ξi(S) 1=1
またその時の(2.76)式は、
(aij(1)=Ai」1 Laij(m)=Aij。+Σ,Ci(1)。、j(m.1) (・・79)
1=1
さて、(2.78)式は、
。、(、).己劉A、j(。)(、.皿)・ξ、(、)(i・1,2.…,k) (2.8・)
j=1m=1
の特殊な形となっているため、Xi(s)の多次元ARモデルからAij(m)が定まり、インパル
ス応答関数aU(m)を求めることができる。このとき、(2.80)式で異なるξi(s)の無相関性
を仮定していることから、正しいインパルス応答関数を推定するためには、多次元ARモ
デルあてはめ時の残差共分散が0に近いことが必要である。
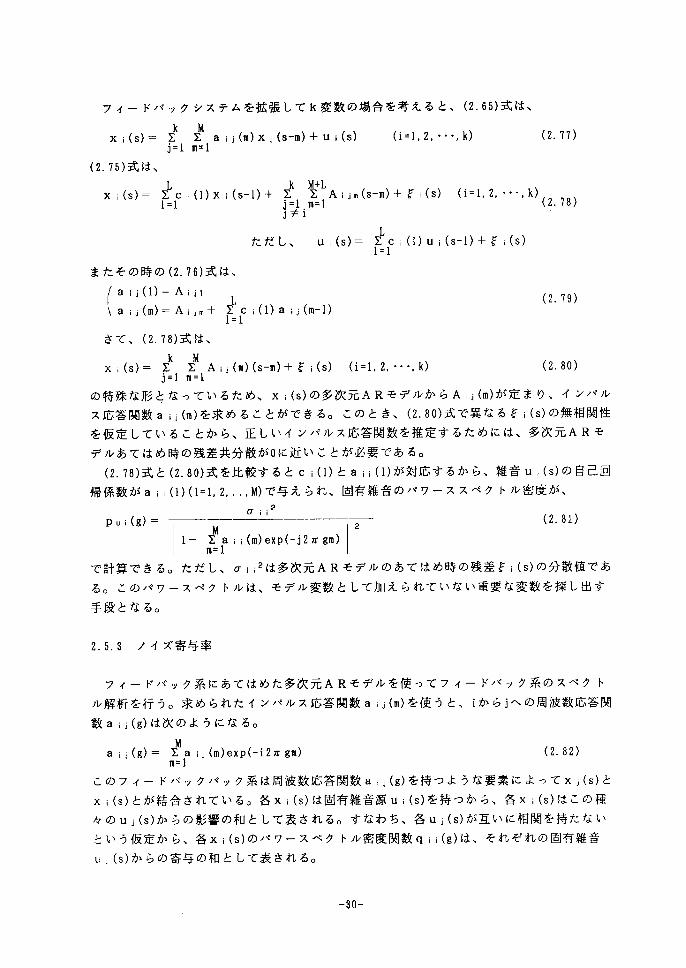
(2.78)式と(2.80)式を比較するとci(1)とali(1)が対応するから、雑音u、(s)の自己回
帰係数がaii(1)(1・1,2,...M)で与えられ、固有雑音のパワーススペクトル密度が、
σii2…(・)=一一sT-TT (2・81)
1一Σaii(m)exp(’-j2πgm) m=1
で計算できる。ただし、σll 2は多次元ARモデルのあてはめ時の残差ξ}(s)の分散値であ
る。このパワースペクトルは、モデル変数として加えられていない重要な変数を探し出す
手段となる。
2、5.3 ノイズ寄与率
フィードバック系にあてはめた多次元ARモデルを使ってフィードバック系のスペクト
ル解析を行う。求められたインパルス応答関数au(m)を使うと、iからjへの周波数応答関
数aij(g)は次のようになる。
M aij(g)=Σaij(m)exp(-i2πgm) (2.82)
m=1
このフィードバックバック系は周波数応答関数alj(g)を持っような要素によってXj(s)と
Xi(S)とが結合されている。各Xi(S>は固有雑音源Ui(S)を持つから、各Xi(S)はこの種
々のU」(S)からの影響の和として表される。すなわち、各U」(S)が互いに相関を持たない
という仮定から、各Xi(S)のパワースペクトル密度関数qii(g)は、それぞれの固有雑音
u、(s)からの寄与の和として表される。
一30一
周波数領域では、
。、(、)一芽al」(、)。、(,)+。、(、)
i呈j
〔呂瑠Uk(9)〕一〔1ご:::::1:1::1:
(2.83)
∴.: 諱ol/ぽ1}
〔ll劔〔:1:::::1:1::1::.:::当一ピiii}
右辺の逆行列のi-j成分をbij(g)とすると、
XIJ(g)=bij(g)Ui(g) (2.84)
このXiJ(g)は第」番目の変数の固有ノイズUj(g)がフィードバックループを通して第i番
目の変数Xi(g)へ及ぼす影響を示す。パワースペクトル領域で見ると、
qlj(g)=}blj(g)12q(uj)(g) (2.85)
ただし、q(Uj)(g)はujのパワースペクトル
このqi」(g)は、周波数gにおける変数XiのパワースペクトルのうちでUjに起因する成分
を示す。そして、qij(g)のXz(s)のパワースペクトル全体からの割合をノイズ寄与率(
Relative power contribution)といい、
,,,。=aug’L (・、86) P}i(9)
で表す。
U、(S)、U、(S)が互いに相関を持たな
いという仮定は、ε1(s)、εj(s)が相関
を持たないという仮定に相当する。すな
わち、ARモデルあてはめ時の残差の共
分散を正規化した相関係数が0に近いこと
が前提条件となる。この相関係数が大き
い場合には、次ぎの原因が考えられる。
①他に雑音源があって多くのXI(S)に
作用している。
②サンプリング間隔を大きくしたとき。
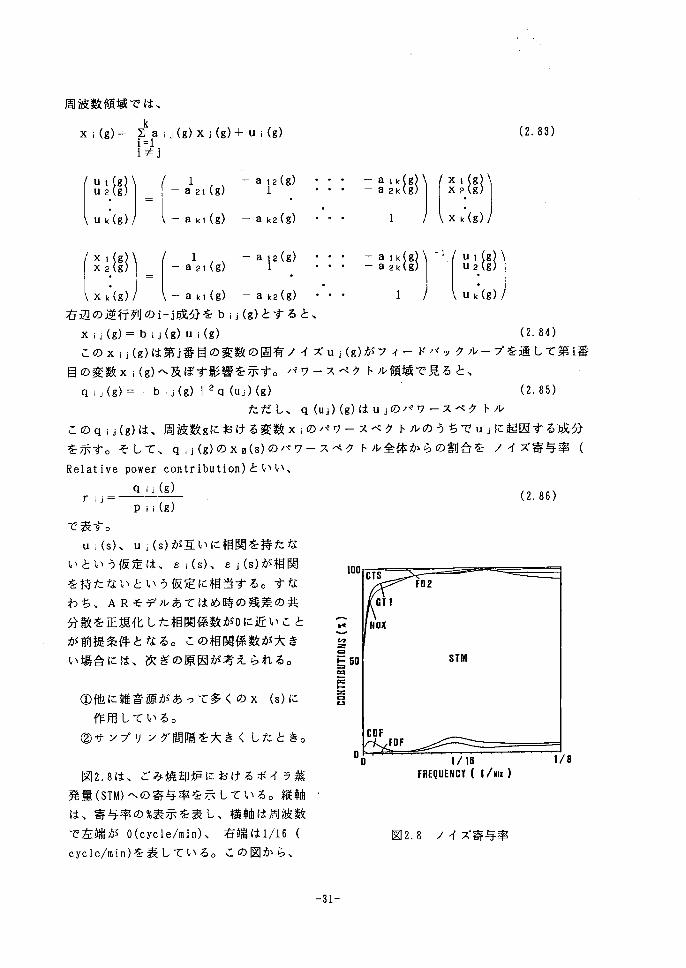
図2.8は、ごみ焼却炉におけるボイラ蒸
発量(STM)への寄与率を示している。縦軸
は、寄与率の%表示を表し、横軸は周波数
で左端が0(cycle/min)、 右端は1/16(
cycle/rn・in)を表している。この図から、
100
o
1/16FREQUENcv(1/損1‘)
図2.8 ノイズ寄与率
1/8
一31一
低周波では燃焼ストーカ(CTS)の固有ノイズがボイラ蒸発量に影響しており、高周波ではボ
イラ蒸発量自身の固有ノイズが大きいため、他からの影響の小さいことがわかる。制御を
行う場合、被制御変数に対し寄与率の大きい操作変数を探すことが有効である。
2.6 最適制御系の設計と制御シミュレーション
本節では、ARモデルを制御に生かすために状態空間表現への変換を行う。さらにその
時のモデル次数の決め方にっいて述べる。
2.6.1 ARモデルの状態空間表現
現在及び過去の変数の動きから現在の状態量を決定し、この状態量の知識だけで今後の
動きにっいて最善の予測が可能となる表現(状態空間表現)をARモデルから導く。
定常時系列の一般的な状態空間表現は、
Z(s+1>=ΦZ(s)十GY(s)
X(s)=HZ(s) (2.87)
で表される。ここで、Z(s)は状態量ベクトル、 Y(s)は操作量ベクトル、Φは遷移行列、
Hは観測行列で、X(s)は観測値ベクトルである。
定常時系列の自己回帰表現は、
M X(s>=ΣA(m)X(s-m)十U〈s) i=1
あり、これを次の3段階で状態空間表現に変換する。
(STEP1)
時刻(s-1)において、時刻sのX(s)を予測するためには上式よりX(s-1),X(s-2),….X
(s-M)の情報が必要なる。そこで状態量Z(s)を次ぎのようにとる。
z(・)一 kiiiil∴) (…88)
そのときの状態空間表現は、
Z(s)=ΦoZ(s-1)十Vz(s)
X(s)=HeZ(s) (2.89)
ただし、
c・・一
V・一
k↑〕
ー 倣00・OAD祐00・1(A
H図=⑪ 0 0 0 … ]
0:零行列 1:単位行列
一32一
(STEP2)
しかし、この状態空間表現ではX(s)の予測値を次々求める場合に、毎回、
M ΣA(m)X(s-m) m=1
の計算を完了させなければならない。
制御時には、①観測値が与えられてからなるべく早く操作信号を出さなければいけない
こと、②操作信号を出してから次の観測値を受けるまでの空き時間が利用できることから、
現在までの状態を将来使われるときの形に変形して貯えておき、必要時に最小の時間でX
(s)が予測できるようなZ(s)の表現が便利である。
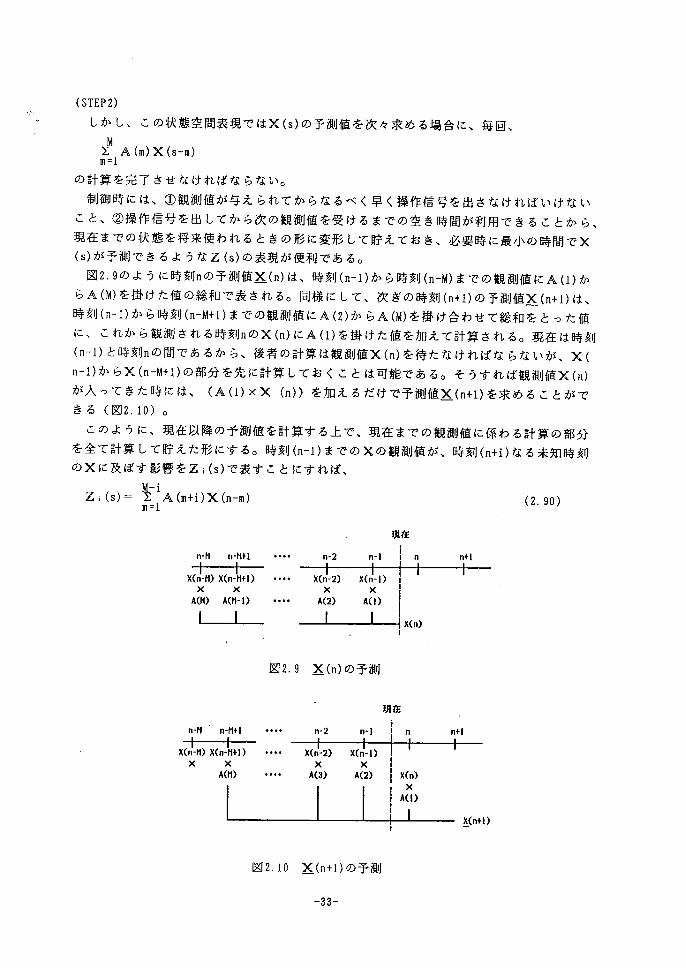
図2、9のように時刻nの予測値X(n)は、時刻(n-1)から時刻(n-M)までの観測値にA(1)か
らA(M)を掛けた値の総和で表される。同様にして、次ぎの時刻(n+1)の予測値X(n+1)は、
時刻(n-1)から時刻(n-M+1)までの観測値にA(2)からA(M)を掛け合わせて総和をとった値
に、これから観測される時刻nのX(n)にA(1)を掛けた値を加えて計算される。現在は時刻
(n-1)と時刻nの間であるから、後者の計算は観測値X(n)を待たなければならないが、X(
n-1)からX(n-M+1)の部分を先に計算しておくことは可能である。そうすれば観測値X(n)
が入ってきた時には、(A(1)×X(n))を加えるだけで予測値K(n+1)を求めることがで
きる(図2.10)。
このように、現在以降の予測値を計算する上で、現在までの観測値に係わる計算の部分
を全て計算して貯えた形にする。時刻(n-1)までのXの観測値が、時刻(n+i)なる未知時刻
のXに及ぼす影響をZi(s)で表すことにすれば、
M・-iZl(s)= レ1A(・+i)X(・一・) (2・90)
n-M n-M+1 ひむ
十十x(ri-M)x(n・幣1) ・...
× ×
A(M A(M-1) の
n-2 n+l
-:;:t:lrt:-H
現在|
X(n-2)
×
A(2)
x(ri-1)
×
A(D
K( n)
図2.9X(n)の予測
n-M n・M寺1 ◆●■■
十十x(n-M)x(n・M十1) .■..
× ×
A(M) ●■・◆
在現
x(n2)
XA(3)
X(n1)
×A(2)
tlx(・)
1、苔)
‘
t
x(n刊)
図2.10X(n+1)の予測
一33一
ただし、Ze(s)は一番新しい観測値X(s)となる。従って状態量を、
Zω
とすると、
Z(s)一ΦeZ(s-1)+Vz(s)
X(s)=・ HgZ(s)
DAAAAー = ロ Φ
ー訂晋..oー = ロ
V
{9 60 …
∩XU・∩0 ーΩU・10
HO= [1 0 0 0 … ]
0:零行列 1:単位行列
(2.91)
(2.92)
(STEP3)
酬値x(、)には直接制御の対象となる被制御変数・被制御変数の動きを説明する参考変
数、システ・への入力である操作変数にheナられる・このうち・被制御変数と参考変数を
合わせて状態変数と呼ぶことにする.状態空間表現(2・87)式では状態量と操作量とを分離
し、状態量の変化をシステム内部の自由応答と操作量による強制応答の和で表している。
操作量は時刻sにおける操作変数のベクトルであり、操作変数の履歴は含んでいない。シス
テムの変化の履歴はすべて状態量内部に含まれている。 そこで(2.92)式を(2.87)式に変形するため、過去の操作変数に関連する部分を省略する。
まず、観測値ベクトルX(s)の成分を次式のように並びかえる。
鍋 状態変数
多鳴 操作変数
yl’(s)
また状態量成分(2.90)式で、操作変数に関する部分を除いた成分Z1.s(r×1行列)を
次のように定める。
1
ixs .._.. (i・1,2,..) (2・94) * *は不要になった操作変数の部分
ただし、現時点の状態量成分Ze(s)に含まれる操作量は(2.87)式のY(s)に相当するから、
この部分を分離する。
ー
=)
S(Z
r
ー
Z9(s)一Zm,s
r
Y(s) 1
Il}罰
Xr(s)
y1(s)
.yl(S)
1
こうして状態量を、
と定義し直すと、
Z5=ΦZs-1十rYs.1十W5らZH=ヨX
10・・0 Daaaaー = Φ
かb訓1-b㎝
*
← ≡」ω V YだA た
●●
∩Y丑・0
Xi(s)は状態変数
yi(s)は操作変数
ー∩×U・10 ーbb・・bー
=r
He=[正 0 0 0 … ]
0:零行列 正:単位行列
(2.95)
(2.96)
(2.97)
u(s)は、
)l u(・)一(旦三≧)l
a。は状態変数(被制御変数+参考変数)から状態変数へ、1bmは操作変数から状態変数
への自己回帰係数の行列を表し、u(s)は状態変数のホワイトノイズベクトルを示している。
以上が(2.97)式が最終的なARモデルの状態空間表現である。
2.6.2 制御用多次元ARモデルの次数の決め方
ARモデルの自己回帰係数A(rn)は上半分、即ち状態変数と操作変数から状態変数へ対す
る係数だけが使用されるわけであり、解析用ARモデルと制御用ARモデルでは、モデル
次数の決め方が少し異なる。すなわち、操作変数の予測推定部分の評価が無くなるためで
あり、新しい次数決定のための指標として次のFPEC(M)を使用する。
Mk+1 Mk+1 FPEC(M)= (1 + 一)「(1- 一一) 一「 ll dr,MII (2.98) N N
dl,,[は、 dl Mの左上隅の状態変数に対応する部分のr×r行列(被制御変数間の残差の共
分散値)を表し、‖di,,M‖はその行列式である。次数はこのFPEC(M)を最小にするMに決定
する。
一35一
2.6.3 最適フィードバック制御系設計のためのダイナミック・プログラミング
ARモデルの状態空間表現から、ダイナミック・プログラミングを使って最適フィード
バックゲイ7を求める。この計算の考え方は、
(1)二次評価基準を設定する。
(2)未来から現在の方向に1ステップ先から1ステップ先までの最適化を満足するように次々
計算を進める。
ことである。
最適フィードバック制御は、現在から将来にわたる被制御変数の変動を最小に抑え、か
っ操作量変動のエネルギーを最小にすることを目的としたフィードバック制御である。そ
の目的を定式化すると次のようになる。
(2.99) JI=E[K1]
KI- Q1肝・mp}Cは転置行列を表す)(2・1°°) (2.100)式の(A)は、時刻sにおける状態変数のQ(s)行列で重みづけられた自乗和であり、
(B)は時刻sにおける状態変数のR(s)行列で重みづけられた自乗和である。そして、(2.99
)式のJIは、現在から1ステップ先までの両変数の重みつき自乗和の期待値を表している。
このJIを常に最小にする操作量をシステムに入力すれば、1ステップ将来まで見越した最
適運転が行える。そこで、ダイナミック・プログラミング手法を用いて「最適操作量を求
める式」を導く。
(2.99)、(2. 100)式を変形して、
K1={Zl’Q(1)ZI十Yt.1’R(DYI-1}十K1-1
・・一
= E[Zl’Q(1>Zr+YI-1’R(1)YI-1] 1ステップ先
+E[Z卜1・Q(1-1)ZI-1+Yl-2’R(1・-1)Y卜2]一一(1-1)ステ・プ先
+E[Z‥2’Q(1-2)Zl-2+Yl-3’R(1-2)Yl-3]一一(1-2)ステップ先
+E[Z1’Q(1)Z1+Yz’R(1)Ye] 一一一一1ステップ先
(Yeは現時点で加えるべき操作量) (2.101)
とする。
計算は1ステップ先から1ステップ先の方向へ、即ち未来から現在の方同へ進めて行く。
まず1ステップ先の式(A)を最小にすることを考える。
ZIに状態空間表現の、
ZI=ΦZI-1十rY卜1十Wlを代入して、(1-1)ステップ先の状態量と操作量の関係に直す。WIはZI-1やYl-1と無相
関であるから、(A)式を整理すると、
一36一
E[Wl’Q(1)WI
十(Yl-1r’十ZI.1’Φ’)Q(1)(ΦZI-1十rYl-1+YI一ピR(1)YI-1)]
(2.102)
となる。ここで、第一項はノイズであり制御の対象ではない。そこで第二項の、
E[(YI.1’『’十ZI-1’Φ’)Q(1)(ΦZ卜1十rY卜1)十YI-1’R(1)Y‥1]
(2.103)
にっいて考える。この1ステップ先の評価を最小にするために、(1-1)ステップの時点で入
れるべき最適操作量Yl-1を計算する。(2.103)式はYl-1ベクトルの各成分の自乗和が含ま
れているから、各成分にっいての極小値が存在する。Yト1の各成分に関する微分係数を0
に等しいとおくと、
YI.1=一(R(1)十r’Q(1>F)-1r’Q(1)ΦZI-1 (2.104)
となり、(1--1)ステップ先で操作すべき量は、(1-1)ステップ先の状態量の線形変換で表さ
れる。このとき(2.103)式の値は、
E[ZI.1 C>’(Q(1)1「(R(1)十1「’Q(1)r)-1r’Q(1))ΦZI-1コ
=E[ZトゴS(ト1)ZI.t] (2.105)
ただし、
〆M(1-1)=Q(D-Q(Dr(R(1)十r’Q(1)F)-1E「’Q(1)
IS(1-1)=Φ’M(1-1)Φ
この最小となった(A)式をもとの(2.101)式に戻すと、
JI= E[WピQ(1)WI]
+E[ZI一ゴS(1-1)ZI-1] 一一 一一一 1ステップ先
+E[Zl.1’Q(1-1)Z1.,t+Yi.2’R(1-1)Yl-2]一 (1・-1)ステップ先
+E[Zl’Q(1)Z1+Ye’R(1)Ye] 一一 一1ステップ先= B[’VVI’Q(DWI]
十E Z卜1’(SI-1)十Q(1-1 Zl-1+Yl-2’RI-1)YI-2(B) 1ステップ先から(1-1)ステップ先まで
+E[Z1’Q(1)Z1+Ye’R(1)Yo]一一一一 Pステップ先
(2,106)
のようになり、(2.106)式(B)のS(1-1)+Q(1-1)をQ(1-1)とおくと(B)は、
E[ZI-1’Q(1-1)Zl-1十Y卜2’R(1-1)Yト2] (2.107)
で、(2.101)式(A)と同じ形でとなる。
(A)の場合と同様の方法で(B)の最小化を図ると、
”1ステップ先において最適操作を行うという条件があるときの、(1-1)ステップ先での
最適操作を決める。”
ことになる。この最小化を1ステップ先まで次々繰り返せば、
一37一
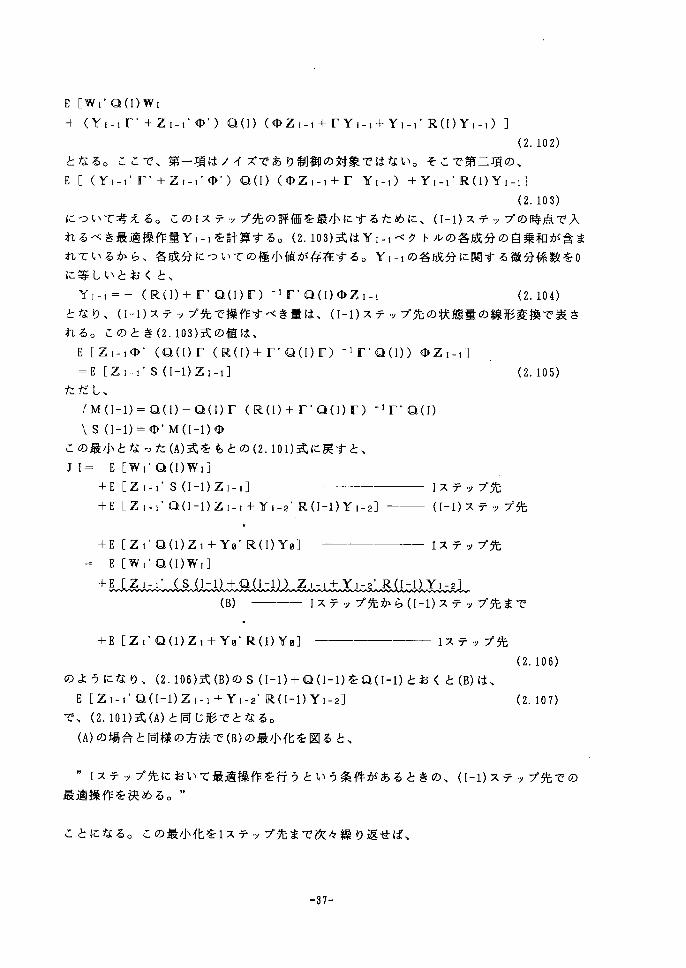
IJI= K・[w剖2醍(1)Z。+Y。・R(1)Y。]-1・テ。プ先から
1ステップ先まで
(2.108)
となる。Zeは現時点での状態量、 Yeは現時点でシステムに入力すべき操作量である。最
終的に必要となる操作量はYeであり、
”1ステップ先から1ステップ先までのすべてのステップで最適操作を行う条件があると
きの現在入力すべき最適操作量”
を意味する。以上の計算過程は図2.11のように表せる。
実際の計算では定常なシステムと考えて、Q(1)、 R(1)を1によらず一定としている。
Q-
o蹴,Ql-〔 r8i9,”8● . .O qr〕・⌒醗
R-kr’ ・・1・.rl)1 臓鵬_
Y8-1決定→1スデッブ先の最選化
Y‥2決定→ 1 ステップ先@ (1-1)ステップ先の最適化
Y1-3決定→ 1 ステップ先@ (1-1)スデツブ先@ (1-2)ステップ先の最適化
雌→ 1 ステップ先 (1-1)ステツブ先
(1-2)ステツプ先●
◆
1. ステップ先の最適化
フィドバvクゲイン
図2.11最適フィードバックゲインの計算における ダイナミックプログラミングの考え方
一38一
最終結果Yeは、 Zeの線形変換で表され、
YgニGIZe (2.110)
GI=_(R十r・P卜1r)-1r’P仁1 (2.111) ただし、
IMI-P、-rP、-1r(R+r’Pi.,r)-ir’P、.1
1Pi一Φ’MiΦ’+Q (1・1.・2.・・.1-1)
XPz=Qとなる。
実際の制御では、まず現時点の観測値ベクトルX(s)を状態量のZeの部分に代入して状
態量Z(s)を更新する。
Z(・) BZ・=X(・) (…112)
そして、フィードバックゲインGIをかけて現時点の操作量Y(s)を計算する。
Y(・)=GIZ(・〉 (2.113) Zzはサンプリング周期ごとに更新されて、その時点から1ステップ先までを考慮した操
作量が新たに計算される。システム同定がうまくいっており、ノイズが予測される範囲内
にあれば、操作量は絶えず安定な方向に向くような最適制御量となっている。
2.6.4 重み行列Ql、 Rの決定方法と最適化自動収束計算法
次ぎに多変数の制御バランスや操作条件を考えた場合の具体的な最適化制御系の設計を
述べる。
最適制御系の設計では、重み行列QlとRを決定し、フィードバックゲインGIの式の計
算を行うが、この重みQ1とRの取り方について考える。
(1)最適化計算でiステップ先での最適操作量Yiは評価式が極小となるようなYiで決めら
れており、Jiの大きさには関係しない。例えば、 Qe、 R2の行列があってQl=2Qe、 R
=2Reとして計算したときのJlは、 Ql=Qo、 R-Reとしての計算したときのJ【の2倍
となるが、求めるゲインは同じ値である。このことはQ1とRの比が意味を持っことを示し
ている。
(2)QlとRの大きさを無制限に変えるわけにはいかない。被制御変数の制御を強めれば強
めるほど、操作量の一部は限りなく大きくなる。そこで、各操作変数を定められた範囲で
動かすときに実現可能な制御効果を計算することにする。この操作領域を分散値でとらえ、
それを目標分散値と呼ぶことにする。例えば、システム同定実験で加えた操作量(ノイズ)
は操作量として有効な範囲にあるので、この分散値を目標分散値とする。D.P.計算は重み
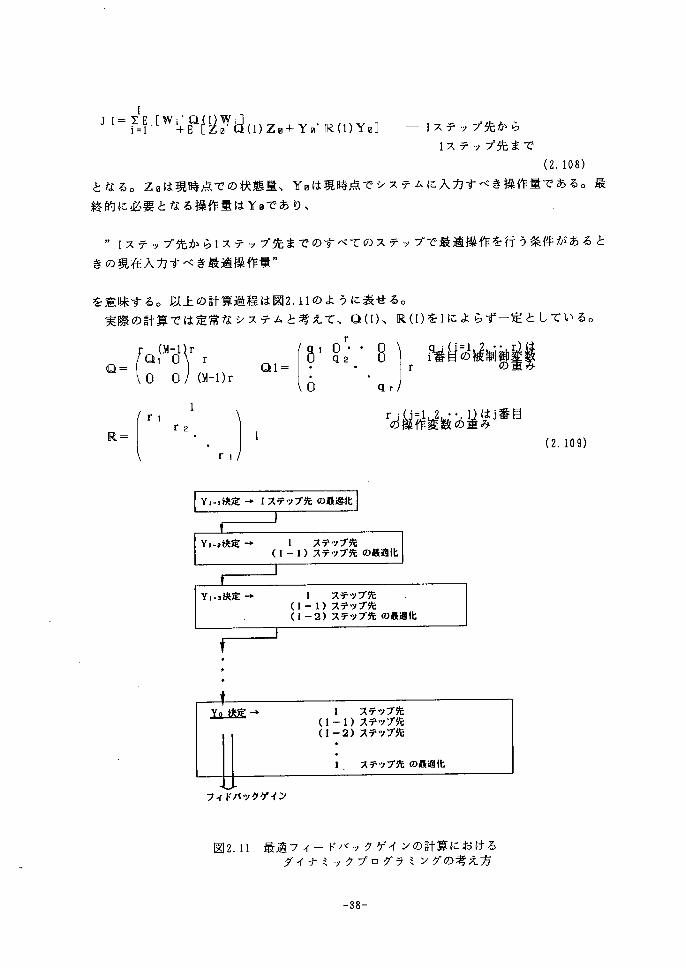
を調節しながらこの条件を満足せねばならず、図2.12に示す収束計算を行うことになる。
①まず標準的な重み行列として、Qlは制御モデルあてはめ時の残差の分散値の逆数を選び、
一39-一
Rは実験時の操作量の分散値の逆数を選ぶ。
②このRとQ1を用いてフィードバックゲインを計算する。
③ゲインの評価は制御シミュレーションで行い、操作変数のシミュレーション分散値が制
約条件に近いかどうかを調べる。
④違っていればR行列を補正し、再び最適制御系設計とそのシミュレーションを繰り返す。
⑤こうして、全操作変数にって制約条件を満足したときに計算を打ち切る。
この繰り返し計算を計算機で行うのが最適化自動収束計算である。④の重みの再設定は、
次式で行う。67》
ri(n+1} =ri(n) * (Si(n)/Se) (i=1t 2,含◆,k) (2.114)
ここで、Szは操作変数の目標分散値、 Si《n’)は第n回計算の制御シミュレーションで得られ
た操作変数の分散値、r;(n)とri(n“1)は第n回、第(n+1)回計算時の操作変数の重みである。
以上は操作量を上げるとき制御効果が上がることを前提としており、それが正しいかど
うかを調べる必要がある。それは1操作変数の目標値を変えて制御効果を見ればわかる。
◆行列、「行列
SD行列の続み込み
FPEC被mtblSfsm“q。のtth込み (ARモデルフ7イル)1
投作衰敵目概分散岨Roの読み込み
SD行列から,ホワイトノイズの作成
Roから操作変敬匝み行列
Rの初期値計算
RとQoから最適フィードバックゲインの81算
求めたゲインを使一7ts
最適制御シミュレーション
シュミュレーション
の操作量の分散が
Roに近いか
実験時の操作責敬の分散からRoを快定(係敵を併ける)
SD行列を睨み込みQoを決定(係敵を掴ける)
L_巴竺Z三㌘,.__.」
※SD行列は、 ARモデルあてはめ時の残差共分散行列を示す。
図2.12最適フィードバックゲインの自動収束計算フロー
一40一
(3)被制御変数の重みバランスは、その制御効果のバランスを決定する。強い制御を望む変
数の重みを大きくすればよい。 操作量の分散を目標とする自動収束計算を行う場合、重み
Q1に対してRが自動的に決定される。このことは、被制御変数の重みの絶対値は意味を
もたず、その比が有効であることを示している。1変数の制御であれば、重みは0以外の数
であればよい。
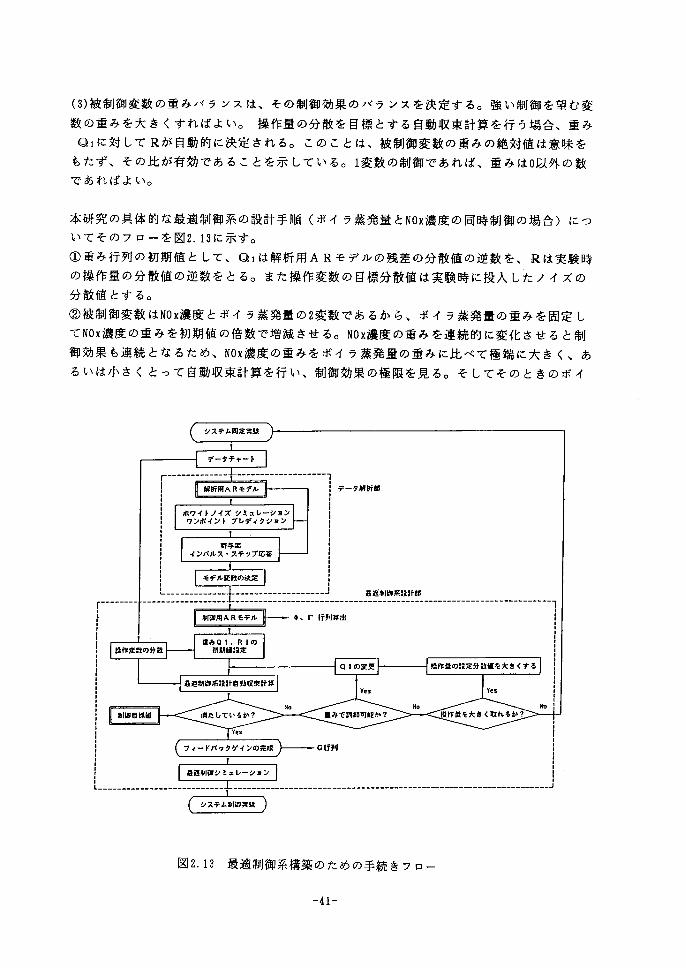
本研究の具体的な最適制御系の設計手順(ボイラ蒸発量とNOx濃度の同時制御の場合)にっ
いてそのフローを図2.13に示す。
①重み行列の初期値として、Q1は解析用ARモデルの残差の分散値の逆数を、 Rは実験時
の操作量の分散値の逆数をとる。また操作変数の目標分散値は実験時に投入したノイズの
分散値とする。
②被制御変数はNOx濃度とボイラ蒸発量の2変数であるから、ボイラ蒸発量の重みを固定し
てNOx濃度の重みを初期値の倍数で増減させる。 NOx濃度の重みを連続的に変化させると制
御効果も連続となるため、NOx濃度の重みをボイラ蒸発量の重みに比べて極端に大きく、あ
るいは小さくとって自動収束計算を行い、制御効果の極限を見る。そしてそのときのボイ
凪みqt,R1の初朋埴蹟定
システム制御実験
図2.13 最適制御系構築のための手続きフロー
一41一
ラ蒸発量の分散値がある基準より低ければNOx濃度の重みを段階的に変えて自動収束計算を
行う。ボイラ蒸発量の基準は、ACCの単独制御時のボイラ蒸発量の分散値にとることに
し、それでゲインが決まらない場合には、実用的な基準として安定した電力を供給するこ
とのできる1.0(TON/HR)にとることにする。
③ボイラ蒸発量が基準値を上回っていれば、実用的な範囲内で目標分散値を段階的に上げ
て操作変数の自由度を増し、再び②を繰り返す。
④目標分散値を実用的な範囲で上げてもボイラ蒸発量の基準を達成できない場合には、モ
デルの再検討あるいは実験の再検討を行う。
2.7 さいごに
本章では、統計的データを取り扱うときに必要である定常性の判定方法と、基本的な統
計関数について述べ、次に自己回帰モデルの作成方法、周波数領域での解析方法、モデル
の状態空間表現への変換、最適フィードバックゲインの設計方法などについて、文献44に
基づいて説明した。ARモデルによる最適制御系は理論べ一スがしっかりしており、プラ
ントへの適応は順にあてはめてゆくことで達成されると考えられる。次章では、モデル作
成手法の知識と制御対象に関する知識から、都市ごみ焼却炉の場合のモデル作成及びシス
テム解析の手続きをまとめている。
一42一
第3章 手動運転による同定実験と
システム解析
第3章 手動運転による同定実験とシステム解析
3.1 はじめに
プラントを制御するときには、まずプラントのモデルを作成し、そのモデルをべ一スに
制御系を設計することが一般的である。しかし、都市ごみ焼却炉ではごみ質の変動が大き
い、燃焼反応が複雑である、炉構造からの影響が明かでないなどの点から見て、理論モデ
ルを作成することは困難であり、炉全体をブラックボックスと考えて統計的モデルを作成
するアプローチの方が有効と思われる。また、制御目的が時々刻々変化するボイラ蒸発量
やNOx濃度を安定化することであるから、プラントのダイナミックな動きを捉えることので
きるモデルが必要である。以上の理由から、都市ごみ焼却炉を自己回帰モデル(ARモデ
ル)で表すことを検討した。
ARモデルはプラントの動きを統計的に線形近似するモデルであるから、同定実験を行
いモデル化しやすいデータを収録しなければならない。同定実験では操作量に変動を与え
て、定常状態を中心として線形性が崩れない範囲でシステムを励振させる。
ところで、本研究の対象とする都市ごみ焼却炉は処理量が200(ton/hr)の連続式炉であり、
近年ではこのような大型炉に自動燃焼制御(ACC)が組み込まれ、ボイラ蒸発量が設定
された値に制御されている。ACCが働いている状態で同定実験を行うことは可能である
が、その時にはACCによるフィードバックループの存在を考慮しなければいけない。そ
れよりもまず、制御の働いていない状態で操作量と状態量の関係を表すARモデルを作成
し、焼却炉システム本来の特徴を解析することが重要であると考えられる。そのようにす
れば、ACCの空気量操作及びストーカ速度操作がボイラ蒸発量制御として適切か、また
NOx濃度に対してはどうか、などの診断にも利用でき、 ACCの改善に貢献するであろう。
そこで本章では、焼却炉本来の特徴を知るために制御の働かない状態、すなわちACC
を作動させない状態で、手動操作による同定実験を行うことにした。同定実験の負荷条件
は、低負荷及び高負荷の2条件とした。そして、それぞれのARモデルを比較し、負荷が違
うとその動特性がどのように変化するかを考察した。また、データのタイムステップが異
なるときの解析結果の比較も行った。
3.2 A都市ごみ焼却炉の特徴
手動による同定実験で使用するA都市ごみ焼却炉について、構造の概要とACCにっいて
述べる。ACCは本章では必要ないが、次章以降に備え、炉の構造と併せて説明しておく。
A都市ごみ焼却炉は図3.1(計測信号名にっいては表3.1を参照)に示すストーカ式炉であ
り、廃熱ボイラを備えている。
まず、空気量に関する変数は、「空気流量を示す変数」と「ダンパ開度を示す変数」が
ある。前者は燃焼空気総量(FDF)と炉冷却空気量(CDF)であり、後者はそれ以外の乾燥空気
量、燃焼空気量、後燃焼空気量である。図3.2に示すように、燃焼空気総量(FDF)は押し込
一43一
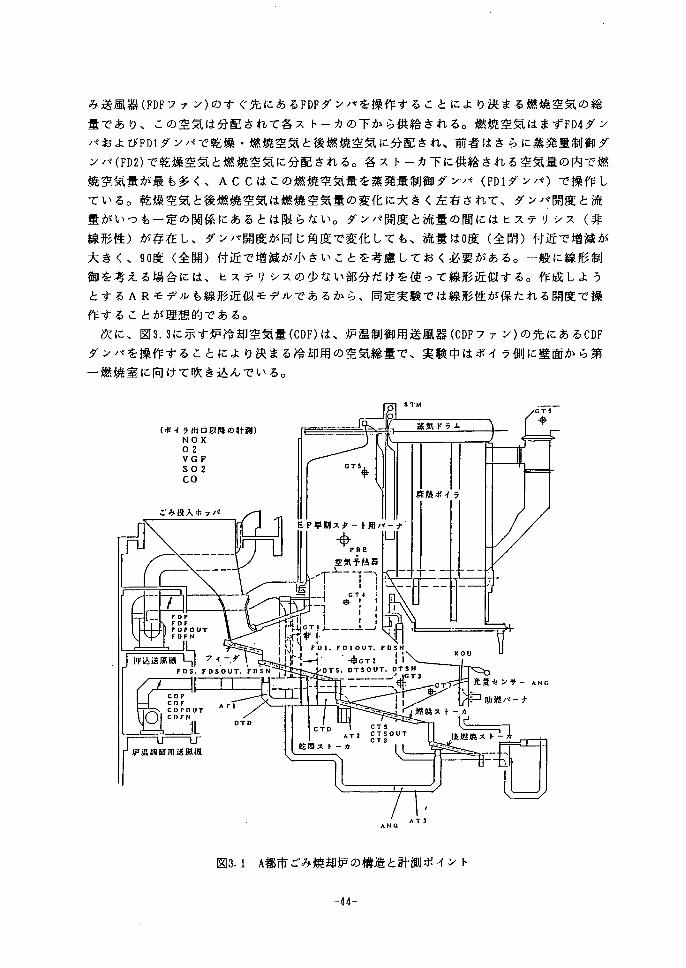
み送風器(FDFファン)のすぐ先にあるFDFダンパを操作することにより決まる燃焼空気の総
量であり、この空気は分配されて各ストーカの下から供給される。燃焼空気はまずFD4ダン
パおよびFD1ダンパで乾燥・燃焼空気と後燃焼空気に分配され、前者はさらに蒸発量制御ダ
ンパ(FD2)で乾燥空気と燃焼空気に分配される。各ストーカ下に供給される空気量の内で燃
焼空気量が最も多く、ACCはこの燃焼空気量を蒸発量制御ダンパ(FD1ダンパ)で操作し
ている。乾燥空気と後燃焼空気は燃焼空気量の変化に大きく左右されて、ダンパ開度と流
量がいっも一定の関係にあるとは限らない。ダンパ開度と流量の間にはヒステリシス(非
線形性)が存在し、ダンパ開度が同じ角度で変化しても、流量は0度(全閉)付近で増減が
大きく、90度(全開)付近で増減が小さいことを考慮しておく必要がある。一般に線形制
御を考える場合には、ヒステリシスの少ない部分だけを使って線形近似する。作成しよう
とするARモデルも線形近似モデルであるから、同定実験では線形性が保たれる開度で操
作することが理想的である。
次に、図3.3に示す炉冷却空気量(CDF)は、炉温制御用送風器(CDFファン)の先にあるCDF
ダンパを操作することにより決まる冷却用の空気総量で、実験中はボイラ側に壁面から第
一燃焼室に向けて吹き込んでいる。
STMd〒i’
(ボイラ出口以降の計測)
NOX O2 VGF SO2 CO
ごみ投人ホッパ
「一一一一 A
’
DOOD
/
一 ヘ一 ’rt
1,ぷ副・,挙.、
FOS. FOSOUT. FDSN 〆 1
;」‘1-L
竃綴
藩気ドラム
CT5@ 十
廃然ボイラ
スタート用パーナ9
十L」
/
PRE・
空気予肋日、
一一一一一一 嚠黶A@ l l
一 丁一一O l 一一 一一一 一一CT‘ .
書 1 1;1
1
1 ‘
___」」_ノ ・
v
CDP CDF ハ じロPoりひOCDF□L ・T・
ドロコOUT.ドロsN 抽。., liOTS. DTSOUT. DTSN
炉温田節用送風楓
Kou
≡却蕊:.
CTρ
乾坦ストーカ
CTSAT2 CTSOUT CTS 』
光量センサーANC
㌫コ助燃パーナ
。烏司
’
AT3ANa
図3.1 A都市ごみ焼却炉の構造と計測ポイント
一一 S4一
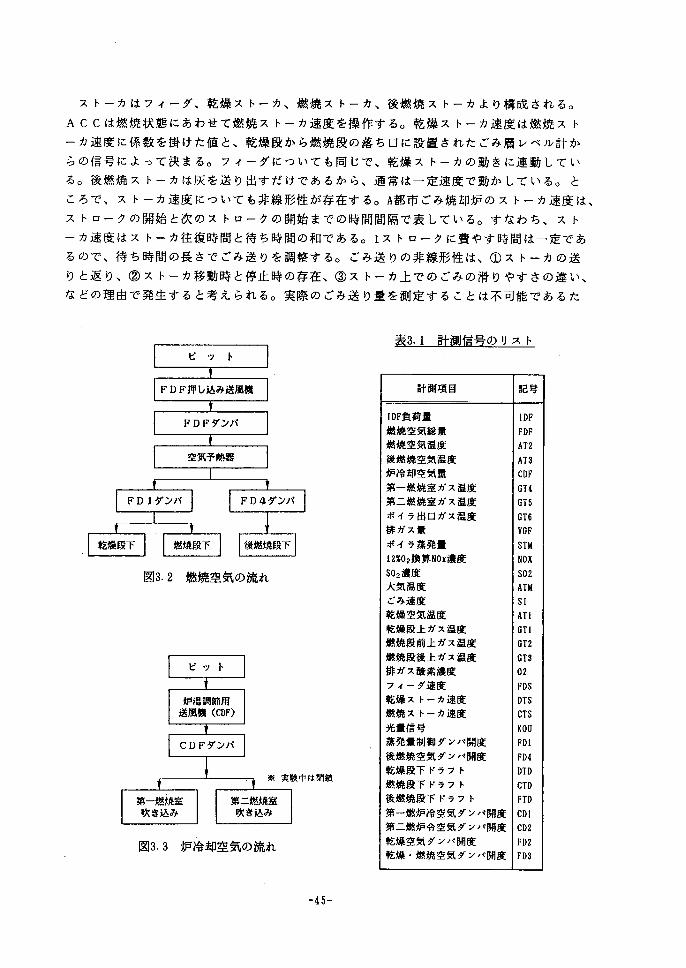
ストーカはフィーダ、乾燥ストーカ、燃焼ストーカ、後燃焼ストーカより構成される。
ACCは燃焼状態にあわせて燃焼ストーカ速度を操作する。乾燥ストーカ速度は燃焼スト
ーカ速度に係数を掛けた値と、乾燥段から燃焼段の落ち口に設置されたごみ層レベル計か
らの信号によって決まる。フィーダにっいても同じで、乾燥ストーカの動きに連動してい
る。後燃焼ストーカは灰を送り出すだけであるから、通常は一定速度で動かしている。と
ころで、ストーカ速度にっいても非線形性が存在する。A都市ごみ焼却炉のストーカ速度は、
ストロークの開始と次のストロークの開始までの時間間隔で表している。すなわち、スト
ーカ速度はストーカ往復時間と待ち時間の和である。1ストロークに費やす時間は一定であ
るので、待ち時間の長さでごみ送りを調整する。ごみ送りの非線形性は、①ストーカの送
りと返り、②ストーカ移動時と停止時の存在、③ストーカ上でのごみの滑りやすさの違い、
などの理由で発生すると考えられる。実際のごみ送り量を測定することは不可能であるた
3.1 言測言目のリスト
図3.2 燃焼空気の流れ
炉温調節用送風機(CDF)
第一燃焼室吹き込み
※実験中は閉鎖
第二燃焼室吹き込み
図3.3炉冷却空気の流れ
IDF負荷量
燃焼空気総量
燃焼空気温度
後燃焼空気温度
炉冷却空気量
第一燃焼室ガス温度
第二燃焼室ガス温度
ボイラ出ロガス温度
排ガス量
ボイラ蒸発量
12×02換算NOx濃度
SO2濃度
大気温度
ごみ速度
乾燥空気温度
乾燥段上ガス温度
燃焼段前上ガス温度
燃焼段後上ガス温度
排ガス酸素濃度
フィーダ速度
乾燥ストーカ速度
燃焼ストーカ速度
光量信号
蒸発量制御ダンパ開度
後燃焼空気ダンパ開度
乾燥段下ドラフト
燃焼段下ドラフト
後燃焼段下ドラフト
第一燃炉冷空気ダンパ開度
第二燃炉令空気ダンパ開度
乾燥空気ダンパ開度
乾燥・燃焼空気ダンパ開度
一45一
め、ストーカ速度とごみ送り量の関係を調べることはできないが、統計的には線形である
と考えられよう。ごみの供給量を表すものとして他にごみ層厚がある。これは、フィーダ
速度と乾燥ストーカ速度の比、乾燥ストーカ速度と燃焼ストーカ速度の比が影響してくる。
ストーカ上のごみの滞留量は、上段のごみ送り量の積算量からその段のごみ送り量の積算
量を減じたものとなるから、ごみ層厚は各ストーカ速度の積分量が関係することになり、
その予測は非常に複雑である。通常のACCでは、上述した隣合うストーカの速度比例制
御やごみ層厚の一定制御を働かせて、ごみが定常的に移動するようしている。しかし、本
実験ではフィーダ速度(FDS)、乾燥ストーカ速度(DTS)、燃焼ストーカ速度(CTS)、後燃焼ス
トーカ速度を全て手動で操作した。
3.3手動による同定実験
(1)操作変数の揺らせ方
同定実験は、燃焼を維持しながらプラントの動きを励振させる実験である。燃焼を完全
に制御すると、状態変数の変動が小さくなり操作因子と制御因子の関係が明瞭に表れない
ため、精度の高いモデルが同定できない。人間の操作は決して的確な操作ではないから、
操作不足や過剰がノイズとしてシステムを励振させ、同定が可能となる。そこで、同定実
験では全て実験者が操作することにした。実験者は炉内の炎の状態や燃え切り点の位置な
どを見ながら、操作変数を動かして燃焼を維持した。操作可能な変数はすべて操作変数に
なりうるが、特に各段のストーカ速度と燃焼空気量、炉冷却空気量(または二次燃焼空気)
が重要と考え、操作頻度が多くなるように努めた。
(2)観測値の収録方法
計測項目は、制御対象として考えている変数(被制御変数)とプラント(おもに炉内)
の状態を表すと考えられる変数(参考変数)、そして手動操作する操作変数である。最初
の時点では、どの計測値をモデル変数とするかが未定であるため、できる限り多く計測点
を設けることにし、表3.1に示す32点の計測項目を選んだ。
計測信号には、焼却炉付属のデータ収録用計算機から取り込む信号と、実験のために新
たに設置した熱電対などからアンプを介して直接に取り込む信号があり、それらのアナロ
グ信号はA/Dコンバータでデジタル信号へ変換した後、GPIBを介して8ピットパーソナルコ
ンピュータに取り込んだ。
(3)サンプリング周期とデータ収録長
データのサンプリング周期については、燃焼空気量からボイラ蒸発量への早い応答を十
分に記録できる周期を選ぶことにした。すなわち、燃焼空気からボイラ蒸発量へのステッ
プ応答が約5分で一定になると見積り、その時定数より十分に短い30秒に決めた。また、高
周波成分を拾わないようにするため10秒ごとにデータを収録し、それを30秒で平均するこ
とにした。データ収録長にっいては十分に長いデータが必要と考え、手動操作でできる限
り実験を続けた結果、1実験あたり3日(8640データ)となった。
一46一
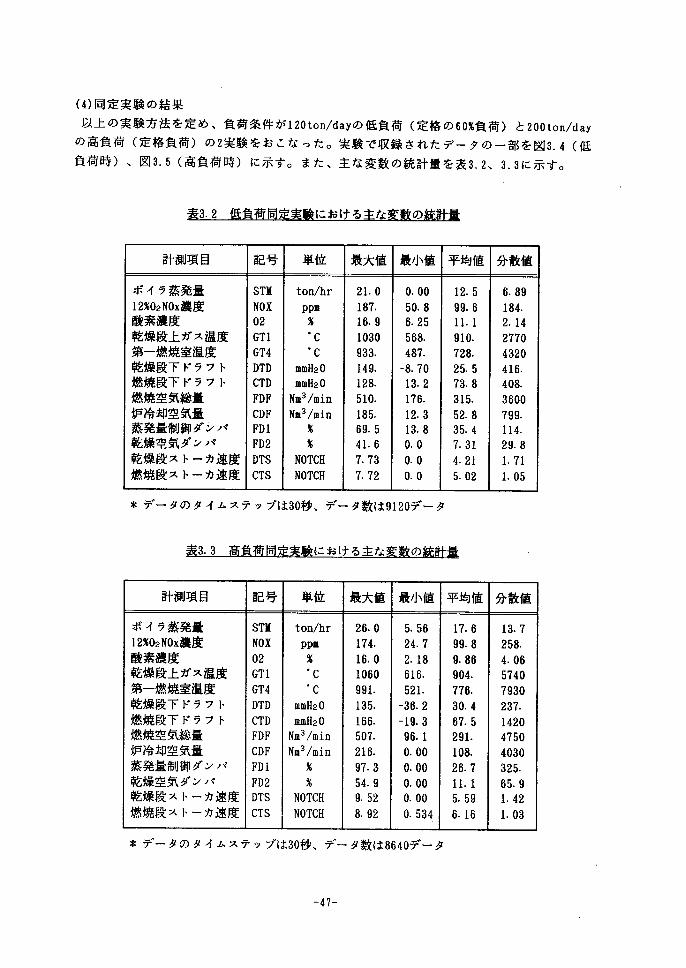
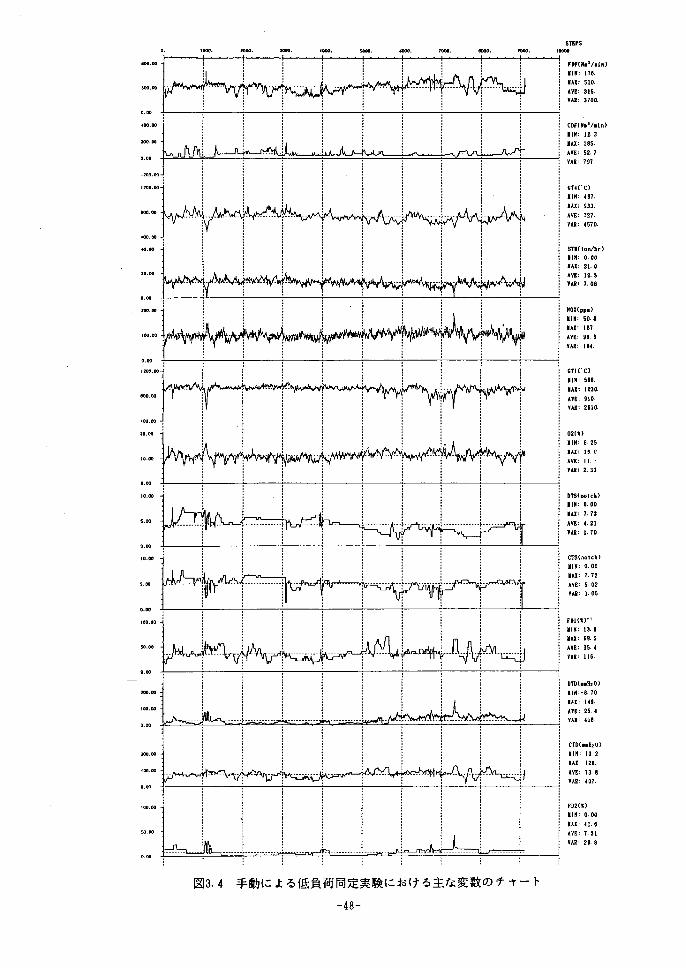
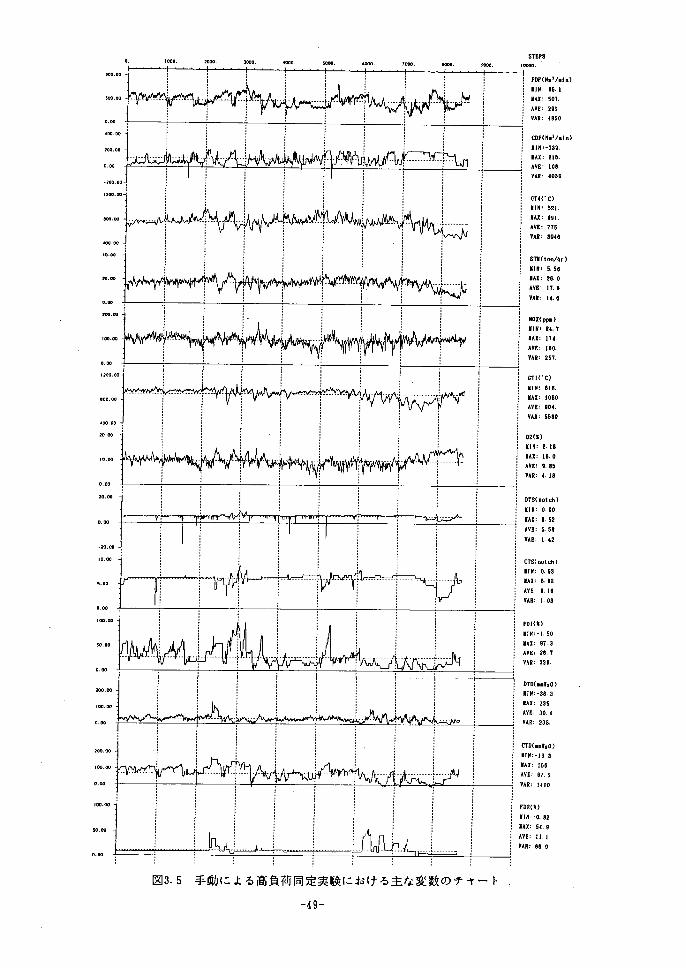
(4)同定実験の結果
以上の実験方法を定め、負荷条件が120ton/dayの低負荷(定格の60%負荷)と200ton/day
の高負荷(定格負荷)の2実験をおこなった。実験で収録されたデータの一部を図3.4(低
負荷時)、図3.5(高負荷時)に示す。また、主な変数の統計量を表3.2、3.3に示す。
32 口 におけるなの
計測項目 記号 単位 最大値 最小値 平均値 分散値
ボイラ蒸発量 ST箪 ton/hr 21.0 0.00 12.5 6.89
12%02NOx濃度 NOX PP血 187. 50.8 99.6 184.
酸素濃度 02 % 16.9 6.25 11.1 2.14
乾燥段上ガス温度 GT1 ’C 1030 568. 910. 2770
第一燃焼室温度 GT4 ゜C 933. 487. 728. 4320
乾燥段下ドラフト DTD m皿H20 149. 一8.70 25.5 416.
燃焼段下ドラフト CTD 皿皿H20 128. 13.2 73.8 408.
燃焼空気総量 FDF Nm3/min 510. 176. 315. 3600
炉冷却空気量 CDF N皿3/皿in 185. 12.3 52.8 799.
蒸発量制御ダンパ FD1 % 69.5 13.8 35.4 114.
乾燥空気ダンパ FD2 % 41.6 0.0 7.31 29.8
乾燥段ストーカ速度 DTS NOTCH 7.73 0.0 4.21 1.71
燃焼段ストーカ速度 CTS NOTCH 7.72 0.0 5.02 1.05
*データのタイムステップは30秒、データ数は9120データ
33 口 における主な’の
計測項目 記号 単位 最大値 最小値 平均値 分散値
ボイラ蒸発量 ST箪 ton/hr 26.0 5.56 17.6 13.7
12%02NOx濃度 NOX PP皿 174. 24.7 99.8 258.
酸素濃度 02 % 16.0 2.18 9.86 4.06
乾燥段上ガス温度 GT1 ’C 1060 616. 904. 5740
第一燃焼室温度 GT4 ’C 991. 521. 776. 7930
乾燥段下ドラフト DTD 皿㊤H20 135. 一36.2 30.4 237.
燃焼段下ドラフト CTD 皿皿H20 166. 一19.3 67.5 1420
燃焼空気総量 FDF N皿3/min 507. 96.1 291. 4750
炉冷却空気量 CDF N皿3/皿in 216. 0.00 10& 4030
蒸発量制御ダンパ FD1 % 97.3 0.00 26.7 325.
乾燥空気ダンパ FD2 % 54.9 0.00 11.1 65.9
乾燥段ストーカ速度 DTS NOTCH 9.52 0.00 5.59 1.42
燃焼段ストーカ速度 CTS NOTCH 8.92 0,534 6.16 1.03
*データのタイムステップは30秒、データ数は8640データ
一47一
e. 10tro. 1000. ㎜. ieoO. 駒oo. ㎜. rooo. eoeo. tooo.
SEPS
l㎜‘eo.oo
;co.oo
e.oo
400.oo
100.oo
e.OO
一100.oo
‘2eo.oo
●oo.oo
l
…・i
1
1 1
1 1
1
1 1
1 1
1 1 1
’ 一.’一一A 「
1 1 a
1
v 1 1
1 1 1
1
1 1
1
l
l
・ ’ 会 一 …
1
●PF《N・31■tn,
‘1圃; 17θ.
冨AX: 510.
Ave:3」5.
VAR: 3Teo.
CDFCH・3/・1n)
ロlN: 12,3
∬AX: t85.
A▼E: 52.7
vAR: 797.
400.●o
lo.oo
10.co
l
l
フテロロロ コ
1
1
9T4(’c}
‘1開: 481.
■AX: S33.
AVE: 727.
yA口: 4570.
o、oo
・ r・会
|
:
. 会会・’・ .
S百《ton/hr)
■ltt: 0.00
亙A:1 21.O
AVE: 12.5
VAR: 7. oe
roo.oo
1co.oo
o,oo
1 :
; l l :
l l l l
榊軸声』 l l . .
l l l l : ; l l l l l l
十十十メ輌⇒1
Nox(PP■)
XlH; 50.8
冨AX: IST.
AVE:gs.6
VAR: ISi.
’200.OO
600.00
411.Ol
10.ll
1
1
【 ぞ…準-
1
TW▼㎞ 鯉酬’
… 声
‥
・ .‘^ ・ ・ ^
1C↑1(’C}
■1胃: 568,
冨Ax: 1030.
AVE: 9▲0.
VA丘:2SiO.
■o.co
o.eo
1
02α)
冨IH: 6,25
菖Ar: 16. B
AVE: ll.t
▼A口: 2.33
le.oo
5.Ol r...会.≡≡.. r・一・・●.≡≡..会会・r
. 書
. ‘
「 .
・ ・
・ .
. ‘
l
O.CO
’ 一 コ . s ^ ’ ・ ・ ’ }げ・ ・・ f ・・会・.≡・参会.,≡.t .・会・ .・一
l
l
0†S(ootch}
■IH: 0.00
0Ar:7.73
AVE:4.21
VM:1.70
lo.eo
一 , 会会 L. . .., ・ 一一 一一 . 一 一L
I ,
. . ‘ ‘ び . 1 ‘ 十 . ■ .
1 .
・・一・舎・W一一一一一一… 会, … 、 ・ . 甲 ⇔ .、,.5.t(
0.Ct
畦
CTSCnotcb)
■IN:0. oe
‘Ar:T.72
AV6: 5.02
VAR:1.05
teo.OO
so.oo 鰹コ ア.
:
:
.
. r 一← @” ・ 吟■
FDtcs)’1
■|N: 13.8
1hr:69. s
AVE:35.4
VAt: 116.
o.oo
拍o.oo
101.co
l
1
1
」 w.会会会’r..参.’^・一.^- 一一・÷・ @’^一“ ’・ . 一一一 … ^ ^・ .t ㎡ ・ ウ ーt , . , . 会,会.” , ’t^ , ’ . ,, ’ 」
Dn《●●∬20)
‘IN:-8.70
胃A:: “9.
AΨε: 25.4
VM:416.o.ee
抑.oo
too.co
1
ー⊆ 1
o.co
1
l
4
C↑D(●●H20)
XIN: 13.2
‘A1: 128.
Av8: 73.8
▼A窟: 407.
leo.oo
50,00I
ウ
1
1
l
I
l
一 一一 吟 → ’ , チ ” P ^ ’ ・ . ・ ^ , , w ’ ^ 一 . 一 一 一 ’ 一 . 一 一 一 一 . . 一 一 一 ’ 一 一 一 ’ 一 一 、 r 一
1
FD2ぽ}
員IN: 0.00
0AX:41.6
AVE: 7,31
VA9: 29.8
o.oo^一 f一一 一一
l 1
図3. 4 手動による低負荷同定実験における主な変数のチマート
一48一
0. looo. 2eoo. leOO. .ooo. 5eeo. so(o. 7000. eoco. pooo.
STEPS
eOOOO.
6ee.OO
,eo.ee
0.00
ioe.oo
100.00
o.oo
・200.00
‘20◎.oo
eoe.co
100.oo
tO.co
湘.oo
1
1
l
l
1
FDF(H●’!●tn)
■IH: 96,1
MAX: 50T.
AVE: 291.
VAR: 1850
CDF(”・ヨ!・1n)
口IN:-13⑨.
■AX: 21e.
Ave: te8.
VARフ 4030
GT4(’C)
■IN: 52t,
口AX: 991.
AVE: 775、
VAR: 8040
o.oo ’
言 1 :l l ::・ 】 l
i▲タ㎞瞳訓
1
. ■ .
l l l ; ; :
1 } l l l l , 1
〈酬嚇轡叫 l l : . ■ .
S百(ton/hr)
■1”: 5.56
肩A買: 26.O
AV9: 17.6
VA盧: 14.0
?oo.co
‘oo.《1
o.co
『l l
l ;
畑㍗轡’ l
i Nex(P匹}
i∬川・24・7
1 ■AX: 174,
1 Aワ¢: Ioo.
i珊・257,
¶2eo.eo
●00.OO
I
1
1
400,00
10.oo
le.00
O.ee
20.ll
o.oo
^n.co
‘0.OO
1
1
榊融輪坐 …
1
1
1
叩W 酬
I
I
1
1
I
l
I
l
l
l
1 ;’ 1 l l ll l l 1 } l l ll : l l l
l l ll l ll !1 : l l l: l l l l「 ” l l
:
” 「 . ’ l l
l l l : l l l ll l l l l l l ll l l l l ; l ll l l l l l l ll l l 1 : l l l
. 1 l l : l l : l l1 : l
堰c.』ム i 1 : l l l@ l l l l l
q団 1 ; l l
一I n ・ ・, , , , - 、 L . , , ^ A , 、 . . . L . ^ ^ ・
÷
I
前lcC)
‘IN: 816.
‘AX: IO60
AVE: 904.
VAft: 5580
02伎,
冨lN: 2.18
■AX: 16.0
AVE: 9.85
vAR: 4.[8
DTS(notch)
‘lH: 0. OO
口Ar: e.52
Avs: 5. sg
vAR: 1.42
5.OO
0.COI
l
CTS(notch)
‘lN: o.53
1AX: s.⑨2
AVE: 6,16
VAe: J.03
101.co
50.00
o.oo
i≒
.一一 一
{
:
:
:
:
.も コ
:
:
l l l l ; ;
1 ! : :
l l
l l l l
・ ・ L - 一
.
: .
1 】
l l l l : (
l l : l l ;
l l, つ ビ ,
,
:
‘
1
I
FDt(s)
冨lH:.1,50
麗AI: 97.3
AVE; 28,7
VAR: 326.
200.ca
tee.oo
e.co
1 11
DTD(●●H20)
‘lN:-3e,3
■AX: )35.
AVE: 30.4
vAR: 238.
200.OO
100.00
0、00
:
:
|
:
:
:
.
:
, L-一 一 .
I
I
@
@
@
@
@
@
@
@
d
@
@
@
@
@
@
@
@
p
@
@
@
@
@
@
@
@
u
@
@
@
@
@
@
@
@
l
1
Ioe.or
50.OO
O.00
’一 一 ,・.--A 一
.
@.
・㊨、「w-「「「・「 L’ 一
. ‘
D ●
@ ‘
図3、5 手動による高負荷同定実験における主な変数のテヤート
CTD(●●1120)
■lH:-Io.3
NAX: t66.
AVE: 67.5
vAR: 1420
FD2(文)
冨1脚:・0.82
■AX: 54,0
AΨε: 11.1
VAR: 88.0
一49一
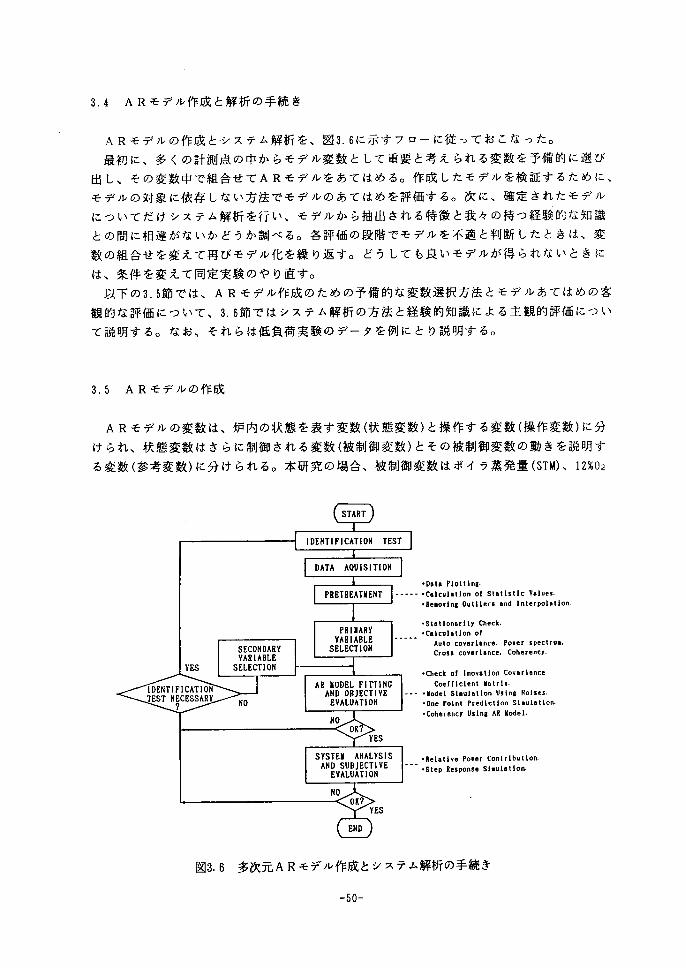
3.4 ARモデル作成と解析の手続き
ARモデルの作成と・システム解析を、図3.6に示すフローに従っておこなった。
最初に、多くの計測点の中からモデル変数として重要と考えられる変数を予備的に選び
出し、その変数中で組合せてARモデルをあてはめる。作成したモデルを検証するために、
モデルの対象に依存しない方法でモデルのあてはめを評価する。次に、確定されたモデル
についてだけシステム解析を行い、モデルから抽出される特徴と我々の持っ経験的な知識
との間に相違がないかどうか調べる。各評価の段階でモデルを不適と判断したときは、変
数の組合せを変えて再びモデル化を繰り返す。どうしても良いモデルが得られないときに
は、条件を変えて同定実験のやり直す。
以下の3.5節では、ARモデル作成のための予備的な変数選択方法とモデルあてはめの客
観的な評価について、3.6節ではシステム解析の方法と経験的知識による主観的評価にっい
て説明する。なお、それらは低負荷実験のデータを例にとり説明する。
3.5 ARモデルの作成
ARモデルの変数は、炉内の状態を表す変数(状態変数)と操作する変数(操作変数)に分
けられ、状態変数はさらに制御される変数(被制御変数)とその被制御変数の動きを説明す
る変数(参考変数)に分けられる。本研究の場合、被制御変数はボイラ蒸発量(STM)、12%02
EDENTIFICATION
TEST HECESSARY
SECONDARYVA8tABLE
SELECT10N
PRINARVvAfltABLE
SELECTIOH
AR MODEしFITT“G AND OEJεCTIVε
EVALUATION
SYS↑E冨 ANALYSIS
AND SUB」ECTIVE
EVALUA刊ON
.Dot● Plottlng・
.,・一テ・Celculatlon of Stetlstlc Velues・
・R■oΨlng Ou川er.加d lnterp。“ti。n・
.Stotlonnt‘ty Check・
・Celculetton of
Auto eovert●nce. POler 6pectrll■・
Cro5● co▼●r1●nco. Coherency・
■Check of InOV8tlon Cevnrlence
CoefIlcltnt 冒atr1:.
㎡.・ @.Nodel Sl■u▲atlen UStn8 Hei6e5・
,One Petnt Predlctten Sl●u1■tten-
.Coherencγ 051ng AR 冨odo1.
・Relotlvo Poロor Contrlbutton・
・StGp Respons●Sl■tiletlon・
図3. 6多次元ARモデル作成とシステム解析の手続き
一50一
換算NOx濃度(NOX)(以下、 NOx濃度と呼ぶ)と決めているので、これらの変数を制御するた
めに操作する、あるいは説明する変数を収録した変数の中から選ぶ。選択は2段階に分け、
モデルのあてはめをおこなう前に予備的に変数を選択し(一次選択)、次にARモデルを
あてはめた結果をみて再び選択(二次選択)を繰り返した。
3.5.正 モデル変数の一次選択
プラントで収録された変数は32点に及ぶため、この中からモデル変数として必要な変数
だけを選び出す。ケチの理論は、対象の動きを表すことのできる最少の変数の組合せを選
ぶことを指示している。また、文献70では、最少の組合せから始め、変数を一っ一っ追加
してゆき、モデルの当てはめの妥当性を示すMFPE値を小さくする組合せを探すという方法
にっいて述べている。しかし、現段階では被制御変数以外にどの変数を取り込めば良いの
か分かっておらず、全組合せにっいてモデル化することは数の上で困難である。そこで、
変数を予備的に粗く絞り込んでおいてから、モデルをあてはめる方法をとった。
一次選択は、モデルあてはめの回数を減らすために重要な変数を粗く選び出す作業であ
る。まず、全ての変数にっいて、モデル変数とする上で最低限必要な次の2つの項目にっい
てチェックした。
①信頼性の低い変数は除く。
測定時に使用した機器の精度に問題があるもの、測定位置に問題があるもの、またノイ
ズが多く含まれるものは除く。本来もっていないはずの特徴が計測されたデータに見られ
る場合にも、モデル変数から除いた。電気的なスパイク状ノイズが含まれる程度であれば
補正をおこなった。
②定常時系列であることを確認する。
発生機構が時間的に普遍であるような不規則変動現象の観測値の系列を定常時系列と呼
ぶ。データが定常時系列であれば、その確率過程の構造を規定することができるので、統
計解析が可能になり、また統計モデルを作成することができる。一般に、変動が以前の動
きに左右されない独立な動きを示す場合には定常時系列であるとされている。本実験では、
データ長が高々3日間であるため、季節的な変動や年間のトレンドを考えないことにすれば、
特殊なごみが投入されない限り、ごみ質変動の影響を受ける状態変数は定常時系列と考え
られる。一方、操作変数は操作が可能であるから、定常時系列になるように意識してラン
ダムな操作をしなければならない。しかし、手動操作だけでは乾燥空気ダンパ(FD2)(図3
.4)や、燃焼空気温度(AT2)などのように、操作頻度の小さい変数ができる。これらの変数
は操作頻度が小さいがゆえに状態変数との関係を規定することができず、誤ったARモデ
ルを作成する恐れがあるのでモデル変数から除いた。
以上を確認の上、制御しようとする変数をすべて被操作変数とし、操作した変数をすべ
て操作変数とした。そして、残りの変数の中から参考変数を選ぶために、次の方法をとっ
た。
一51一
①共通な動きをする変数をグループ化し、その中から重要な変数だけを代表させる。
対象となる炉の構造や運転の経験から判断して、それぞれの被制御変数に関係の深いと
考えられる変数をグループ化し、グループ内で変数の特徴を比較した。そして、同じ動き
をする変数が多数ある場合には、それらの変数の中から1変数を代表させることにした。比
較方法としては、実験データのテヤートや自己共分散関数、パワースペクトルなどの個々
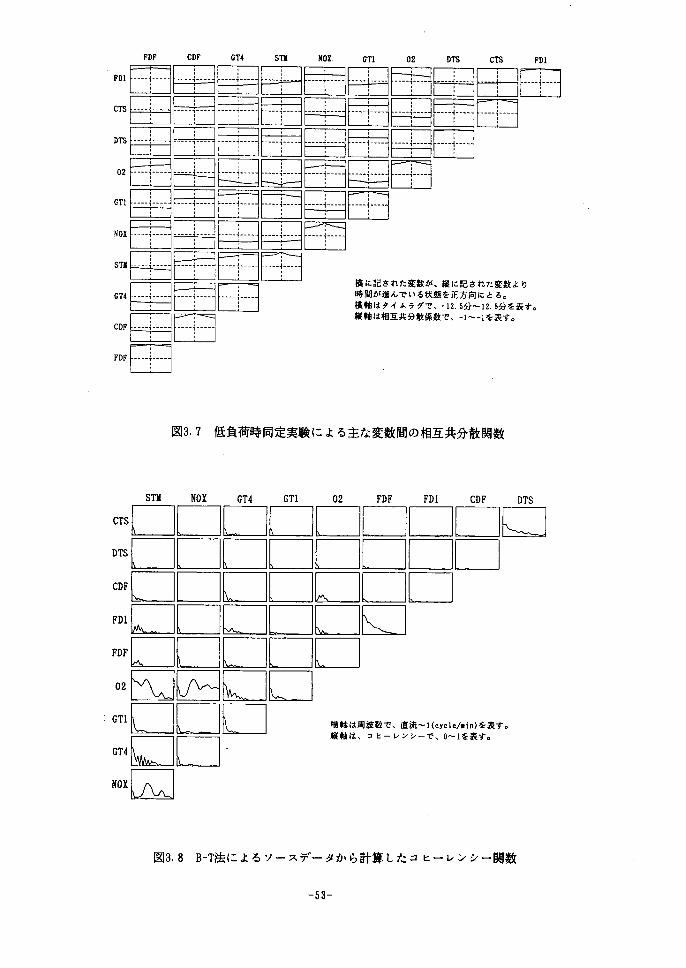
の変数の特徴をとらえる解析方法と、次に述べる相互相関関数(図3.7)やコヒーレンシー
(図3.8)などの変数間の関係を調べる解析方法を利用した。
まず、相互共分散関数から変数間の共線性とタイムラグを知ることができる。タイムラ
グτ・0付近のτ・τ1において上に凸、あるいは下に凸の対称な相互共分散のピークがある
場合には2変数には共線性があり、タイムラグがτ1に相当している。応答が早いものほど
τ1は0に近づく。コヒーレンシーは周波数領域での相互共分散関数に相当する。コヒーレ
ンシーは、2変数のクロススペクトル密度関数を、各々のパワースペクトル密度関数で規格
化したものであり、0から1までの値をとる。もし、ある周波数で2変数間のコヒーレンシー
が0であれば、2変数はその周波数で無相関であることを意味し、1であれば2変数がその周
波数で完全な相関を持っことを意味する。これを利用して被制御変数とのコヒーレンシー
が特定の周波数で高くなる変数を探すことができる。逆に、全周波数でコヒーレンシーが
高い変数は、共線性が強い。
上述の方法で検討した結果、次のように変数を絞りこんだ。炉温は炉内の幾点かで測定
しているが同じ動きをしている場合が多く、特に注目したい第一燃焼室ガス温度(GT4)と乾
燥段上ガス温度(GT1)をモデル変数として残すことにした。乾燥段下ドラフト(DTD)と燃焼
段下ドラフト(CTD)は、それぞれ乾燥空気ダンパ(FD2)、燃焼空気ダンパ(FDI)と空気の流れ
を介して関係が深く応答が速い。ダンパ開度は直接の操作変数であることから、ドラフト
の変数を参考変数から除いた。
②代表した変数の中から被制御変数の周波数特性を説明できる可能性のある変数を選択す
る。
参考変数は被制御変数の動きを説明するための変数であるから、もし被制御変数のパワ
ースペクトルに特殊なピークがあれば、その周波数でピークのある変数を参考変数として
検討する価値がある。2変数がどの周波数で相関があるかを調べるためには、上述したコヒ
ーレンシーを利用できる。主な変数間のコヒーレンシー(図3.8)を見ると、酸素濃度は
NOx濃度やボイラ蒸発量と全周波数でコヒーレンシーが高く共線性があることがわかる。こ
れは次のように考えられる。燃焼状態の変化により燃焼で消費される酸素量が変化する。
その変化がNOx発生を変化させる。一方、燃焼状態の変化は直接ボイラ蒸発量に影響を与え
る。すなわち、共通の雑音源として、 (燃焼状態を変化させるもの)=(ごみ質の変化)
という関係があると考えられる。
このようにして一次選択では、参考変数として第一燃焼室ガス温度(GT4)、乾燥段上ガス
温度(GT1)、酸素濃度(02)、操作変数として燃焼空気総量(FDF)、燃焼空気ダンパ(FD1)、炉
冷却空気量(CDF)、燃焼ストーカ速度(CTS)を選んだ。これらの変数は、経験的に見ても炉
一52一
FDF
剛_.1-_ :
CTS -一一一 _一^一・
l
DTS… P-一『『
。2-一一一‡一_
}
GTI_1_ 1
Nox_;_ :
STロー一」_一
GT4-一一.;._
1
CDF
ヰ 1 テペシ }ひ.-ロ
:
|
ロロコロ トーコ-ロ
:
÷T
-L-- P- -テ
:
CDF_;_一一一一L-,
, i
GT4 ST冨
…一一一= A~一^一
,
i iロロロロ Pコ+H- コロ -IJL“り
l l
≡
i iロロロロ }ロ”-ロ コのテロ1’-づ
「 1
,
一一一一P-一一一 一一・-1-一一⇒
l l
一一≡一1一←’一
.一_
P.一一__1_.
; 1
一
NOX
1-一一一
煤|一一一
;
串 :一一一一
¥一一一一
,
丙 ≡ 一
二
|一一一一 gー一一
1、……丁一…
GT1 02 DTS
l t-一^’一一一一
@一一一一十一一一一
l l
i i l-≡- P-一●一 百一一’T-≡一一 一一一「1-一^、
; 1 ;
I l ;一一一 ゥ一一一一 一一一・4-一一一 一・ら一1-一一、
1 、 ;
「}
@}
@}F●■一●1’’一一
}
一一一一P-.一一
:
CTS FDl
Eヨ牛 …
-テ-- сR--
:
横に記された変数が、縦に記された変数より
時間が進んでいる状態を正方向にとる。横軸はタイムラグで、-12.5分~12.5分を表す。
縦軸は相互共分散係数で、-1~-1を表す。
FDF_1_ :
図3.7 低負荷時同定実験による主な変数間の相互共分散関数
STM NOX GT4 GT1 02 FDF FDI CDF DTS
CTS
・rs
CDF
・・1 ココ[にコ[コ[][コFDF
・・ 沁冾ノ][]GT1m][[lGT・пn[ユ
…囚
横軸は周波数で、直流~1(cycle/ロin)を表す。
縦軸は、コヒーレンシーで、0~1を表す。
図3.8B-T法によるソースデーSから計算したコヒーレンシー関数
一53一
内状態や運転状況を表す重要な変数である。
3.5.2 ARモデルあてはめによる二次変数選択
選んだ変数の中から、変数を組み合わせてARモデルあてはめを行う。変数がモデル変
数として適当かどうかは、異なる2変数間の残差共分散係数を調べることによって分かる。
この値が大きい変数の組は、共通のノイズ源をもっていることになる。3.6節のシステム解
析で述べるノイズ寄与率の計算では、固有ノイズ間の無相関を仮定しているため、もし共
通のノイズ源をもっ2変数がモデル変数に含まれていると、寄与する変数の判断がっかなく
なる。特に、操作変数間に共通のノイズ源があれば、制御系が正しく設計できなくなるの
で避けなければならない。残差共分散係数が大きくなる理由として、一般に次のようなも
のが考えられる。
①モデル変数以外に著しいノイズ源があり、それが複数の変数に作用している。
これまでに述べてきた変数選択の手続きをとれば、被制御変数と操作変数、そして重要
と考えられる参考変数は全て一次選択された変数に入っているので、現段階では外部ノイ
ズ源は無いと考える。実際にはごみ質の変化というノイズ源が考えらるが、ごみ質変化を
観測値として直接に捉えることはできない。参考変数に炉温を入れたが、これには、ごみ
質変化を温度変化で捉えようという意図がある。
②タイムステップを大きく取りすぎている。
もしタイムステップを大きくとり過ぎると、操作変数から被制御数への応答がタイムス
テップ内で起こることになるので、両者の動きに共線性が見られるようになる。そのため、
操作変数と被制御変数間の残差共分散を調べることにより、タイムステップの妥当性を判
断することができる。本節ではサンプリングタイムと同じ30秒をタイムステップとしてお
り、全データを使ってARモデルをあてはめる。また、タイムステップを2分、4分とした
ときの解析にっいては3.7.2節で述べる。
③同じ動きをする変数が、モデル変数として含まれている。
残差共分散が高くなる理由を検討し、不必要な変数は除くようにする。
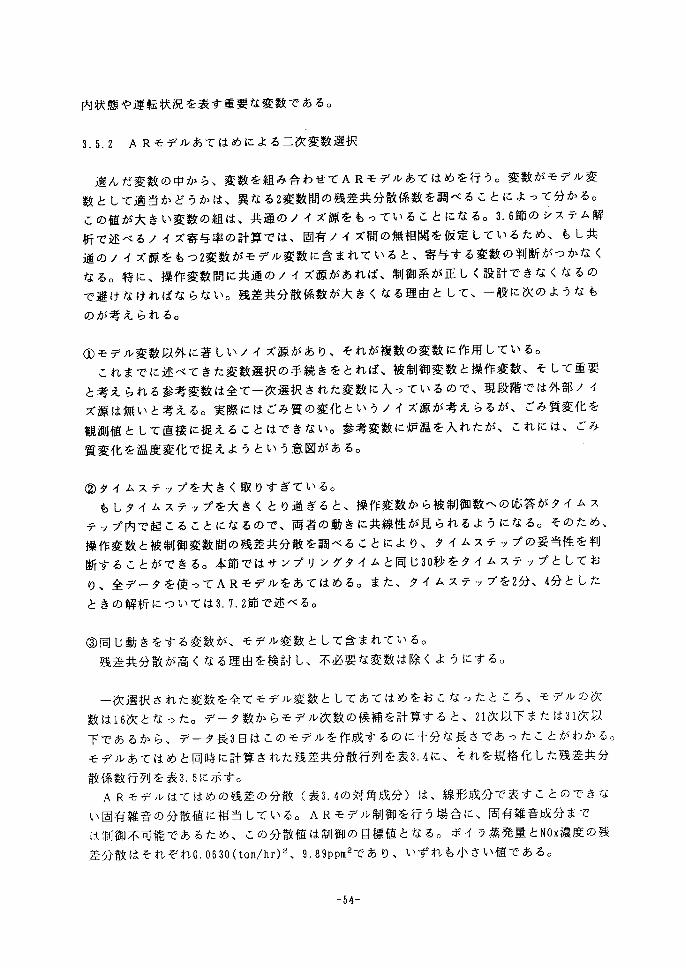
一次選択された変数を全てモデル変数としてあてはめをおこなったところ、モデルの次
数は16次となった。データ数からモデル次数の候補を計算すると、21次以下または31次以
下であるから、データ長3日はこのモデルを作成するのに十分な長さであったことがわかる。
モデルあてはめと同時に計算された残差共分散行列を表3.4に、それを規格化した残差共分
散係数行列を表3.5に示す。
ARモデルはてはめの残差の分散(表3.4の対角成分)は、線形成分で表すことのできな
い固有雑音の分散値に相当している。ARモデル制御を行う場合に、固有雑音成分まで
は制御不可能であるため、この分散値は制御の目標値となる。ボイラ蒸発量とNOx濃度の残
差分散はそれぞれ0.0630(ton/hr)2、9.89ppm2であり、いずれも小さい値である。
一54一
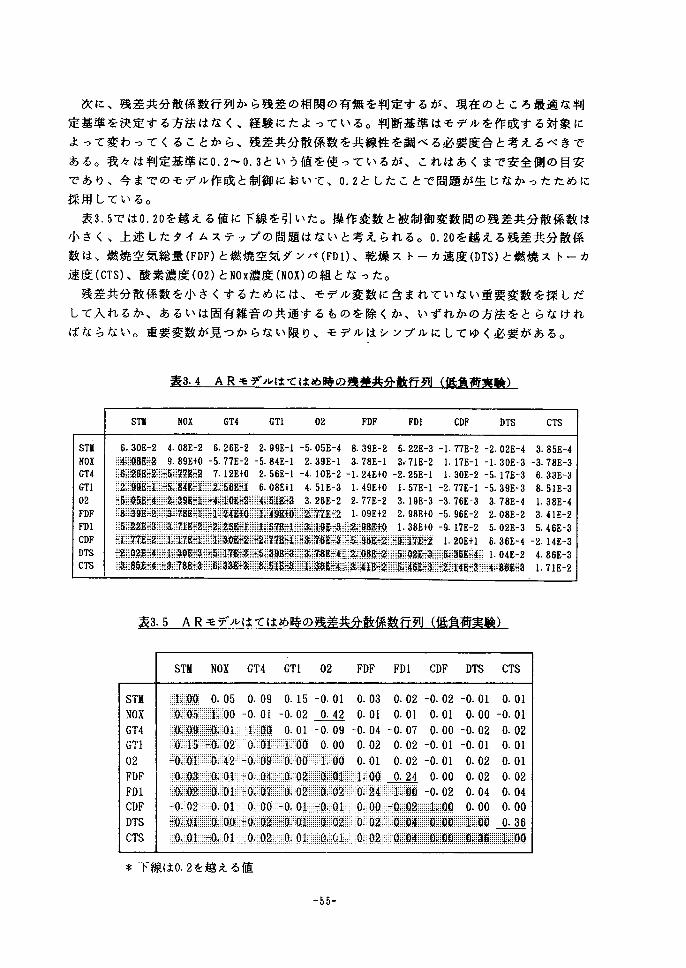
次に、残差共分散係数行列から残差の相関の有無を判定するが、現在のところ最適な判
定基準を決定する方法はなく、経験にたよっている。判断基準はモデルを作成する対象に
よって変わってくることから、残差共分散係数を共線性を調べる必要度合と考えるべきで
ある。我々は判定基準に0.2~0.3という値を使っているが、これはあくまで安全側の目安
であり、今までのモデル作成と制御において、0.2としたことで問題が生じなかったために
採用している。
表3.5では0.20を越える値に下線を引いた。操作変数と被制御変数間の残差共分散係数は
小さく、上述したタイムステップの問題はないと考えられる。0.20を越える残差共分散係
数は、燃焼空気総量(FDF)と燃焼空気ダンパ(FD1)、乾燥ストーカ速度(DTS)と燃焼ストーカ
速度(CTS)、酸素濃度(02)とNOx濃度(NOX)の組となった。
残差共分散係数を小さくするためには、モデル変数に含まれていない重要変数を探しだ
して入れるか、あるいは固有雑音の共通するものを除くか、いずれかの方法をとらなけれ
ばならない。重要変数が見つからない限り、モデルはシンプルにしてゆく必要がある。
3.4 ARモデルはてはめ の (
STM
NOX
GT4
GTl
O2
FDF
FDl
CDF
DTS
CTS
ST冨 Nex GT4 GT1 02 FDF FD1 CDF DTS CTS
6.30E-2 4.08E-2 6.26E-2 2.99E-1 -5.05E-4 8.39E-2 5.22E-3 -1.77E-2 -2、02E-4 3.85E-4
4 08E.2 9.89E十〇 -5.77E-2 -5.84E-1 2.39E-1 3.78E-1 3丁71E-2 1.17E-1 -1.30E-3 -3.78E-3
6 26E’1:1≧__ 7.12E十〇 2.56E-1 -4.10E-2 -1.24E十〇 -2.25E-1 1.30E-2 -5.17E-3 6.33E-3
2』99E’1”.… 5 B’ .4 ti二1,,_2,,i51S]匿,.」 6.08E十1 4.51E-3 1.49E十〇 1.57E-1 ~2、77E-1 -5.39E-3 8.51E-3
5 Q6.E 4 2 39S ↓ 竈…‡麓”2 4 S…1E 3 3.25E-2 2.77E-2 3.19E-3 -3.76E-3 3,78E-4 1.38E-4
{}・39E 2,i 3 78E 1 1 246護{} 1 4{麗i萎b. 2?¥E 2 1.09E十2 2.98E十〇 -5、96E-2 2.08E-2 3.41E-2
{… 22E 3 3 ?1E”2i 2 25Kl圭 1 i5難ii嚢 3』1遍}鍔 3 2二{}紐4{} 1.38E十〇 -9.17E-2 5.02E~3 5.46E-3
1 7了E.2 1 17B..1:::i1.護磁:2、.三2 7言裏三i 覆i塗6E 3 5こ難奪 2 窪17E..2 1.20E十1 6.36E-4 -2.14E-3
]≧…02菖 4 1.30唇3i;::5’”1?1ビ3 539E-≒{1 3』賀{琶 4 2』ogEI± 5e2E 3 61936E l 1 04E-2 4.86E-3
3i.868 濠i 3i78鼠,3iii 6 33塞.事 莚i61莚奏 1灘6竺4i 941E蓼 !y 4{きE 3 2’1]6§烹3・…4 81}嵩3 1.71E-2
3.5 ARモデルはてはめ の 、fi g)
STM
NOX
GT4
GT1
02
FDF
FDl
CDF
DTS
CTS
STM NOX GT4 GT1 02 FDF FDl CDF DTS CTS
f {X} 0.05 0.09 0.15 -0.01 0.03
{} 05 韮 00 -0.01 -0.02 0.42 0.01
0㈱一{}eま 圭oo
9!5 002 001 1001} ()茎 () 42 0LO9 0 00
0eg {}Gl oo4 0020 {}2 0 ⊂}1 0 07 0 02 0 02 0 24
eO2 0斑 000 001 001 00000i o脇 ◎02 0似 oo乙 oo2002 QO歪002 001 0ω 002
0.01 -0.09 -O.04 -0.07
0.00 0.02
100 0、01
aO1100
0、02-0.02-0。01 0.01
0.Ol O.01 0.00-0。 Ol
O.00 -0.02 0.02
0.02-O.Ol-0.01 0. Ol
O.02-0.Ol O,02 0. Ol
O.24 0.00 0.02 0.02
1 QQ -0.02 0.04 0.04
QO2 100 0.00 0.000 04 0 00 1 0Q O.36
004 0QO O領”’”i”00
*下線は0.2を越える値
一55一
そこで変数の二次選択では、残差共分散係数の大きい変数間の関係を再び調べ、適切な
変数を選びだした。
まず燃焼空気に関しては、燃焼空気総量のうちで燃焼空気量の占める割合が多いため、
燃焼空気ダンパを変えると燃焼空気総量は大きく変化する。そのことは、図3.Sの2変数の
間のコヒーレンシーの高さにも表れている。仮に、両変数をモデル変数としてARモデル
を作ると、ARモデルの評価方法であるステップ応答シミュレーションにおいて、燃焼空
気ダンパを開くとNOx濃度が下がるという経験に反した結果となることが確認された。そこ
で、燃焼空気総量をモデル変数から除いて、ボイラ蒸発量に直接的に影響する燃焼空気ダ
ンパだけで代表することにした。
次にストーカ速度については、ごみをスムーズに供給するため、実験者がフィーダや乾
燥ストーカ、燃焼ストーカを連動させて動かしたため、残差共分散係数が高くなったと推
測される。そこで、燃焼に大きく寄与する燃焼ストーカ速度だけで代表することにした。
最後に、酸素濃度とNOx濃度にっいては両者のコヒーレンシーに示されるように共線性が
あり、また、酸素濃度はボイラ蒸発量や第一燃焼室温度とも相関が高い。酸素濃度は炉内
の状態を総括してあらわすことのできる変数といえるが、ARモデルでは固有の動きをす
る変数を入れるべきであることと、直接に制御する目的はNOx濃度であることなどから、酸
素濃度をモデル変数から除いた。
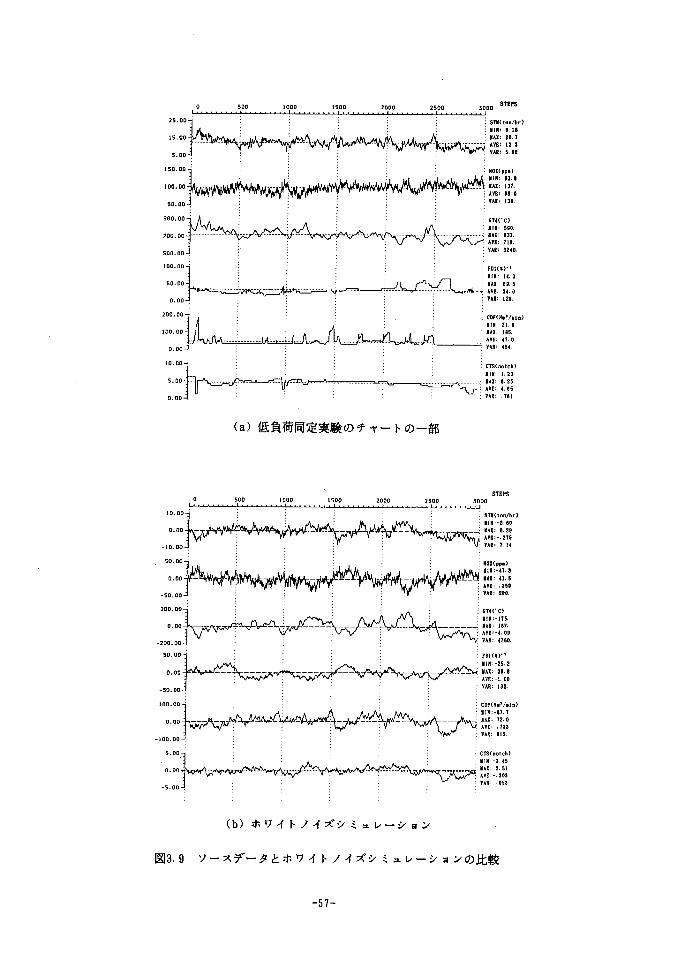
3.5.3 ARモデルの評価
ARモデルを作成すると、次にそのモデルの評価を行う。モデルの再現性、予測性、周
波数特性の観点からの3っの評価方法を用いた。計算例として、選択された変数のうち乾燥
段上ガス温度を除く6変数のARモデルをとりあげた。
①ホワイトノイズシミュレーション
モデル作成時に線形部分とノイズが正しく分離されたかどうかを調べる。もし、正しく
分離されていて線形成分がプラントの動きをよく表しているのであれば、残差と同じホワ
イトノイズ系列をランダムに作成し、それを(2.32)式のU(s>に導入してゆけば、生成され
る状態量X(s)は同定実験時の同定実験データと同じ確率分布を示すはずである。図3.9に
同定実験データの一部とホワイトノイズシミュレーションを示す。両者の振動の周期性を
比較すると良く一致しており、分散値も近い値を示している。
②ワンポイントプレディクションシミュレーション
モデルがプラントの動きをよく捉えているのであれば、現在までのプラントの状態量か
ら予測される1時刻先の状態量は、同時刻のプラントの状態量と良い一致を示すはずである。
そこで、同定実験データから連続したM個の状態量を(2.32)式の右辺X(s-rn)に代入して左
辺の状態量X(s)を計算し、その値と同時刻の同定実験データの値とを比較する。図3.10に
同定実験データとワンポイントプレディクションシミュレーションの結果を同時に示す。
予測値と実測値がほとんど重なっており、非常によくあっていることが分かる。
一56一
0 SOO leOO Isoo 1000 2SOO S†2PS500e
2S.OO
15.oo
5.00
STI(ton/hr}
■1胃: 6.:o
口Ax: 20.7
A▼E:12.3
VAR: 5.82
:ii!ii}酬く輪 貰0竃《Pρ●)
■ln: ●3.●
田AX: 13Tふ
AVE: 18,0
ワA巨: 」3■.
900.00
?00.00
500.00
100.OO
SO.OO
6T4(’C)
ロ1灯; 5ge.
rAr: 933.
AV8; 719,
VAR; 3240,
0.OO」
FDt《寓》・1
, ロlN: 14.3
、●Ax:69.5
Aりε3 34.O
vAR: 128.
200.OO
100.OO
0.OO 4
CDF《H“/●tn)
‘tR2 3}.6
’ ■A1; 185.
AVS: i7. O
VAR: 454、
lO.00
5.00
0.OO
. crs(netch}
冨1臣: 1,20
8AX: 6.25
’ AVE: 4.65
VAi: . lsj
(a)低負荷同定実験のチャートの 部
STEPSo 500 lOOO lsoo lOOO 2SOO 3000
10』0
O.OO
一10.00
200.oe
0.00
一200.00
50.00
0,00
sn(tenhr)‘IN:F8.60
0AX: 6,29
AVE:ヂt 2TS
YkR‘T.14
:NOI(PP■}
ロlN:.47.3
‘AR: 41P5
Av8: .350
VA口: 200.
6†4《℃》
‘1胃:FI75.
NAI言 187.
AVE(.4.09
▼日: 4T60,
一50.OO
FDI《s)°,
‘IH:-25,2
∬AX: 28,8
AVε:-1.00
VAR‡ 132.
leo.eo
0.00
一IOO.00
CDF《H・./・1ロ)
‘1圃:・87.7
箪AX: 72.0
. Av匡: .733
ΨAR: 815.
S.OO
O.00
一S.OO
crs《notch)
‘1N:-3.15
‘A:: 2.51
AYE:一.303
VAR: .953
(b) ホワイトノイズシミュレーシロン
図3.9 ソースデータとホワイトノイズシミュレーシ・ンの比較
一57一
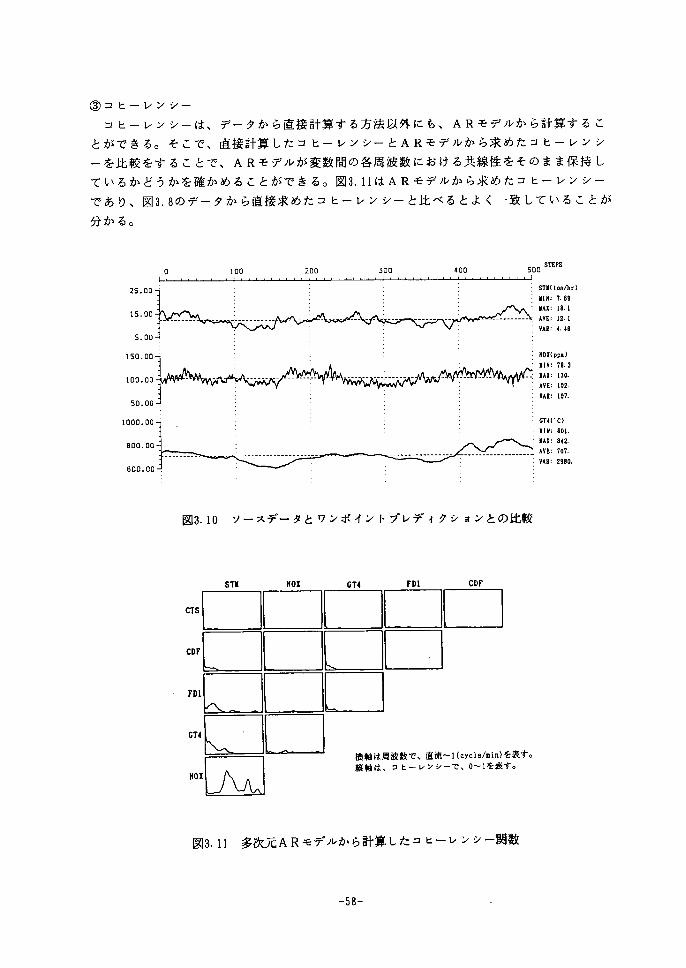
③コヒーレンシー
コヒーレンシーは、データから直接計算する方法以外にも、ARモデルから計算するこ
とができる。そこで、直接計算したコヒーレンシーとARモデルから求めたコヒーレンシ
ーを比較をすることで、ARモデルが変数間の各周波数における共線性をそのまま保持し
ているかどうかを確かめることができる。図3.11はARモデルから求めたコヒーレンシー
であり、図3.8のデータから直接求めたコヒーレンシーと比べるとよく一致していることが
分かる。
0 IDO 200 300 400500 STEPS
25.00’
15.00
S.00
15°’°° nユロロロロロ
,。.。。]
1000.00
800.00
600.00
ST‘(ton/hr)
MIN:7.69
9A翼: 18. L
AVE:12.:
VAR:4.46
NOX(PP■}
MIN:79.3
HAX: 130.
AVE: tO2.
VAR(ieT.
GTi(’C}
MIN:60t.
」薗Ar:Sl2.
AVE:TO7,
・ VAR: 2980,
図3.10 ソースデータとワンポイントプレディクションとの比較
S” HOZ CT4 FDI CDF
crs
CDF
PDImこ][][1
GT4
N・xm亙]
横軸は周波数で、直流~1(cycleんin)を表す。
縦軸は、コヒーレンシーで、0~1を表す。
図3.11多次元ARモデルから計算したコヒーレンシー関数
一58一
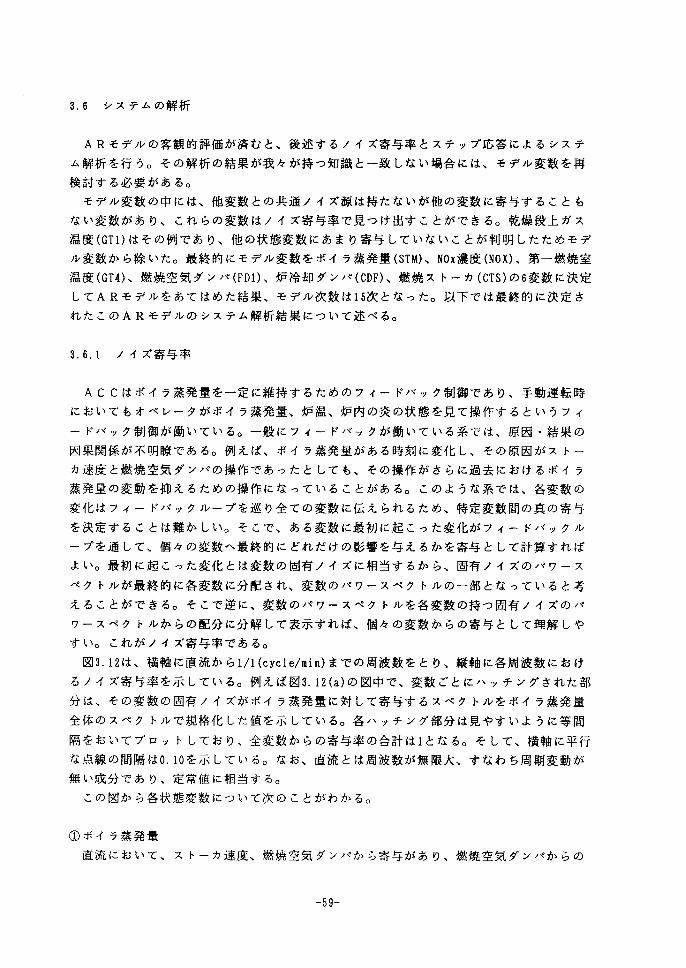
3.6 システムの解析
ARモデルの客観的評価が済むと、後述するノイズ寄与率とステップ応答によるシステ
ム解析を行う。その解析の結果が我々が持っ知識と一致しない場合には、モデル変数を再
検討する必要がある。
モデル変数の中には、他変数とのi共通ノイズ源は持たないが他の変数に寄与することも
ない変数があり、これらの変数はノイズ寄与率で見っけ出すことができる。乾燥段上ガス
温度(GT 1)はその例であり、他の状態変数にあまり寄与していないことが判明したためモデ
ル変数から除いた。最終的にモデル変数をボイラ蒸発量(STM)、 NOx濃度(NOX)、第一燃焼室
温度(GT4)、燃焼空気ダンパ(FD1)、炉冷却ダンパ(CDF)、燃焼ストーカ(CTS)の6変数に決定
してARモデルをあてはめた結果、モデル次数は15次となった。以下では最終的に決定さ
れたこのARモデルのシステム解析結果にっいて述べる。
3.6.1 ノイズ寄与率
ACCはボイラ蒸発量を一定に維持するためのフィードバック制御であり、手動運転時
においてもオペレータがボイラ蒸発量、炉温、炉内の炎の状態を見て操作するというフィ
ードバック制御が働いている。一般にフィードバックが働いている系では、原因・結果の
因果関係が不明瞭である。例えば、ボイラ蒸発量がある時刻に変化し、その原因がストー
カ速度と燃焼空気ダンパの操作であったとしても、その操作がさらに過去におけるボイラ
蒸発量の変動を抑えるための操作になっていることがある。このような系では、各変数の
変化はフィードバックループを巡り全ての変数に伝えられるため、特定変数間の真の寄与
を決定することは難かしい。そこで、ある変数に最初に起こった変化がフィードバックル
ープを通して、個々の変数へ最終的にどれだけの影響を与えるかを寄与として計算すれば
よい。最初に起こった変化とは変数の固有ノイズに相当するから、固有ノイズのパワース
ペクトルが最終的に各変数に分配され、変数のパワースペクトルの一部となっていると考
えることができる。そこで逆に、変数のパワースペクトルを各変数の持つ固有ノイズのパ
ワースペクトルからの配分に分解して表示すれば、個々の変数からの寄与として理解しや
すい。これがノイズ寄与率である。
図3.12は、横軸に直流から1/1(cycle/min)までの周波数をとり、縦軸に各周波数におけ
るノイズ寄与率を示している。例えば図3.12(a)の図中で、変数ごとにハッチングされた部
分は、その変数の固有ノイズがボイラ蒸発量に対して寄与するスペクトルをボイラ蒸発量
全体のスペクトルで規格化した値を示している。各ハッチング部分は見やすいように等間
隔をおいてプロットしており、全変数からの寄与率の合計は1となる。そして、横軸に平行
な点線の間隔はO.10を示している。なお、直流とは周波数が無限大、すなわち周期変動が
無い成分であり、定常値に相当する。
この図から各状態変数にっいて次のことがわかる。
①ボイラ蒸発量
直流において、ストーカ速度、燃焼空気ダンパから寄与があり、燃焼空気ダンパからの
一59一
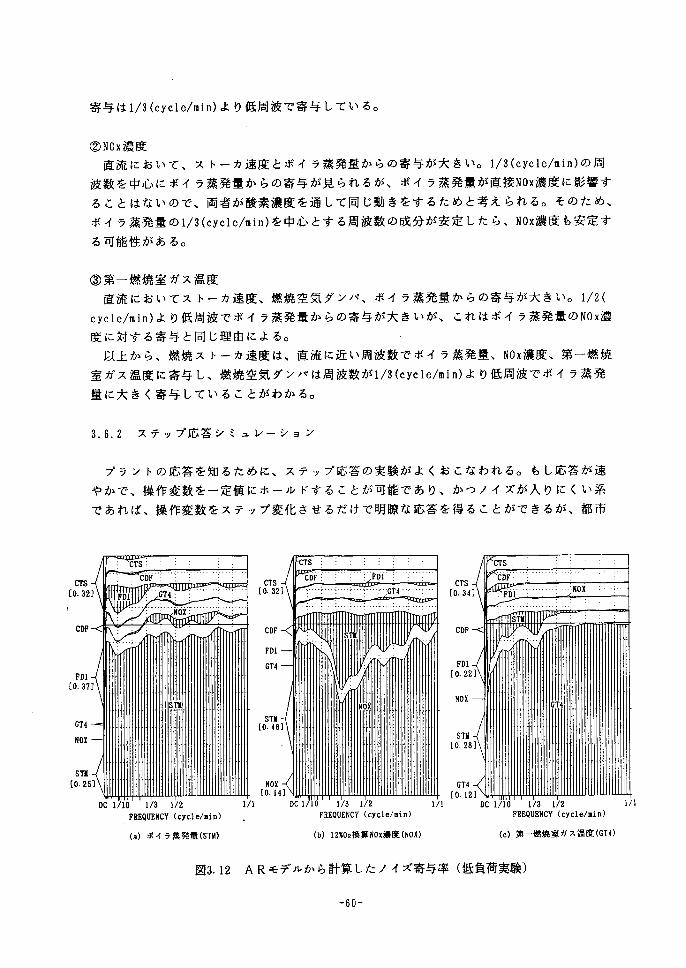
寄与は1/3(cycle/min)より低周波で寄与している。
②NOx濃度
直流において、ストーカ速度とボイラ蒸発量からの寄与が大きい。1/3(cycle/min)の周
波数を中心にボイラ蒸発量からの寄与が見られるが、ボイラ蒸発量が直接NOx濃度に影響す
ることはないので、両者が酸素濃度を通して同じ動きをするためと考えられる。そのため、
ボイラ蒸発量の1/3(cycle/min)を中心とする周波数の成分が安定したら、 NOx濃度も安定す
る可能性がある。
③第一燃焼室ガス温度
直流においてストーカ速度、燃焼空気ダンパ、ボイラ蒸発量からの寄与が大きい。1/2(
cycle/min)より低周波でボイラ蒸発量からの寄与が大きいが、これはボイラ蒸発量のNOx濃
度に対する寄与と同じ理由による。
以上から、燃焼ストーカ速度は、直流に近い周波数でボイラ蒸発量、NOx濃度、第一燃焼
室ガス温度に寄与し、燃焼空気ダンパは周波数が1/3(cycle/min)より低周波でボイラ蒸発
量に大きく寄与していることがわかる。
3.6. 2 ステップ応答シミュレーション
プラントの応答を知るために、ステップ応答の実験がよくおこなわれる。もし応答が速
やかで、操作変数を一定値にホールドすることが可能であり、かつノイズが入りにくい系
であれば、操作変数をステップ変化させるだけで明瞭な応答を得ることができるが、都市
偲[O. 32
CDF
FDl
[0.37
CT4
NOX
STIt
[0.25
DC 1/10 1/3 1/2
FREQUENCY (cycle/niロ)
(a)ボイラ蒸発量(STM)
1/i
CTS[O.32
CDF
FDl
GT4
ST貰
[0.46
NOX[0.14
FREQUENCY (cycle/min)
(b)12×02換算NOx濃度(NOX}
CTS[O. 34
CDF
FDl
[0,22
NOX
S「階
[O.28
GT4
[012DC 1/10 1/3 1/2
FREQUENCY 〈cycle/皿in)
(c)第一燃焼室ガス温度くGT4)
1/1
図3.12 ARモデルから計算したノイズ寄与率(低負荷実験)
一60一
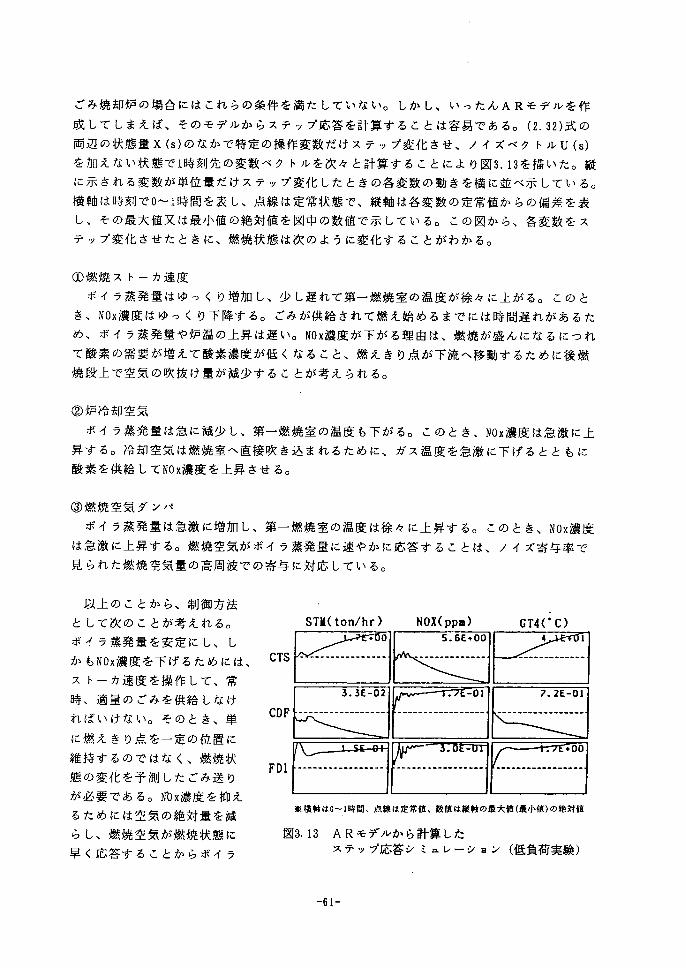
ごみ焼却炉の場合にはこれらの条件を満たしていない。しかし、いったんARモデルを作
成してしまえば、そのモデルからステップ応答を計算することは容易である。(2.32)式の
両辺の状態量X(s)のなかで特定の操作変数だけステップ変化させ、ノイズベクトルU(s)
を加えない状態で1時刻先の変数ベクトルを次々と計算することにより図3.13を描いた。縦
に示される変数が単位量だけステップ変化したときの各変数の動きを横に並べ示している。
横軸は時刻で0~1時間を表し、点線は定常状態で、縦軸は各変数の定常値からの偏差を表
し、その最大値又は最小値の絶対値を図中の数値で示している。この図から、各変数をス
テップ変化させたときに、燃焼状態は次のように変化することがわかる。
①燃焼ストーカ速度
ボイラ蒸発量はゆっくり増加し、少し遅れて第一燃焼室の温度が徐々に上がる。このと
き、NOx濃度はゆっくり下降する。ごみが供給されて燃え始めるまでには時間遅れがあるた
め、ボイラ蒸発量や炉温の上昇は遅い。NOx濃度が下がる理由は、燃焼が盛んになるにっれ
て酸素の需要が増えて酸素濃度が低くなること、燃えきり点が下流へ移動するために後燃
焼段上で空気の吹抜け量が減少することが考えられる。
②炉冷却空気
ボイラ蒸発量は急に減少し、第一燃焼室の温度も下がる。このとき、NOx濃度は急激に上
昇する。冷却空気は燃焼室へ直接吹き込まれるために、ガス温度を急激に下げるとともに
酸素を供給してNOx濃度を上昇させる。
③燃焼空気ダンパ
ボイラ蒸発量は急激に増加し、第一燃焼室の温度は徐々に上昇する。このとき、NOx濃度
は急激に上昇する。燃焼空気がボイラ蒸発量に速やかに応答することは、ノイズ寄与率で
見られた燃焼空気量の高周波での寄与に対応している。
以上のことから、制御方法
として次のことが考えれる。
ボイラ蒸発量を安定にし、し
かもNOx濃度を下げるためには、 CTS
ストーカ速度を操作して、常
時、適量のごみを供給しなけ CDFればいけない。そのとき、単
に燃えきり点を一定の位置に
維持するのではなく、燃焼状
態の変化を予測したごみ送り
が必要である。Nbx濃度を抑え
るためには空気の絶対量を減
らし、燃焼空気が燃焼状態に
早く応答することからボイラ
FDl
STM(ton/hr) NOX(ppm)
◆ 0 5.6ε◆00
一 一 一 ● ・
3.3E-02 . -01
一 A - ● ” 一 ● A ● ● ● A - 一一 一← 一 一 一 一 一
一E
’ ⇒ 一 一 一 ・ ● 一 一 ● ● A - 一 一 ひ 一
GT4(◆C)
4 1
フ.2E-01
. ◆00
※横軸は0~1時間、点線は定常値、数値は縦軸の最大値(最小値)の絶対値
図3.13 ARモデルから計算した
ステップ応答シミュレーション(低負荷実験)
一61一
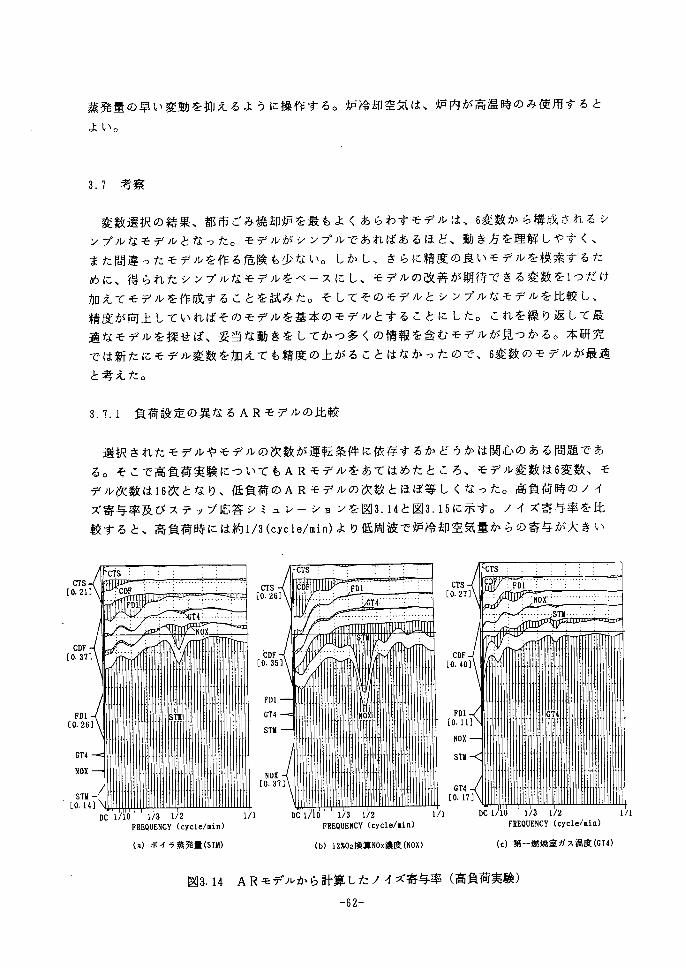
蒸発量の早い変動を抑えるように操作する。炉冷却空気は、炉内が高温時のみ使用すると
よい。
3.7 考察
変数選択の結果、都市ごみ焼却炉を最もよくあらわすモデルは、6変数から構成されるシ
ンプルなモデルとなった。モデルがシンプルであればあるほど、動き方を理解しやすく、
また間違ったモデルを作る危険も少ない。しかし、さらに精度の良いモデルを模索するた
めに、得られたシンプルなモデルをベースにし、モデルの改善が期待できる変数を1っだけ
加えてモデルを作成することを試みた。そしてそのモデルとシンプルなモデルを比較し、
精度が向上していればそのモデルを基本のモデルとすることにした。これを繰り返して最
適なモデルを探せば、妥当な動きをしてかっ多くの情報を含むモデルが見っかる。本研究
では新たにモデル変数を加えても精度の上がることはなかったので、6変数のモデルが最適
と考えた。
3.7.1負荷設定の異なるARモデルの比較
選択されたモデルやモデルの次数が運転条件に依存するかどうかは関心のある問題であ
る。そこで高負荷実験についてもARモデルをあてはめたところ、モデル変数は6変数、モ
デル次数は16次となり、低負荷のARモデルの次数とほぼ等しくなった。高負荷時のノイ
ズ寄与率及びステップ応答シミュレーションを図3.14と図3.15に示す。ノイズ寄与率を比
較すると、高負荷時には約1/3(¢ycle/min)より低周波で炉冷却空気量からの寄与が大きい
[認
[8鵠
FDI
[026
GT4
NOX
STH
[014DC 1/10 1/3
FREQUENCY (cycle/min)
(a)ボイラ蒸発量(STM)
1/1
[C日6
CDF[035
FDI
GT4
ST凹
NOX
[037
Dq/10 1/3 1/2FREQUENCY (cycle/Nin)
(b)12×02換算NOx濃度(NOX)
1/1
[語s,
[認島
FDI
[011
NOX
STM
GT4
[Ol7
FREQUENCY(cycle/min)
(c)第一燃焼室ガス温度(G刊)
図3.14 ARモデルから計算したノイズ寄与率(高負荷実験)
-62一
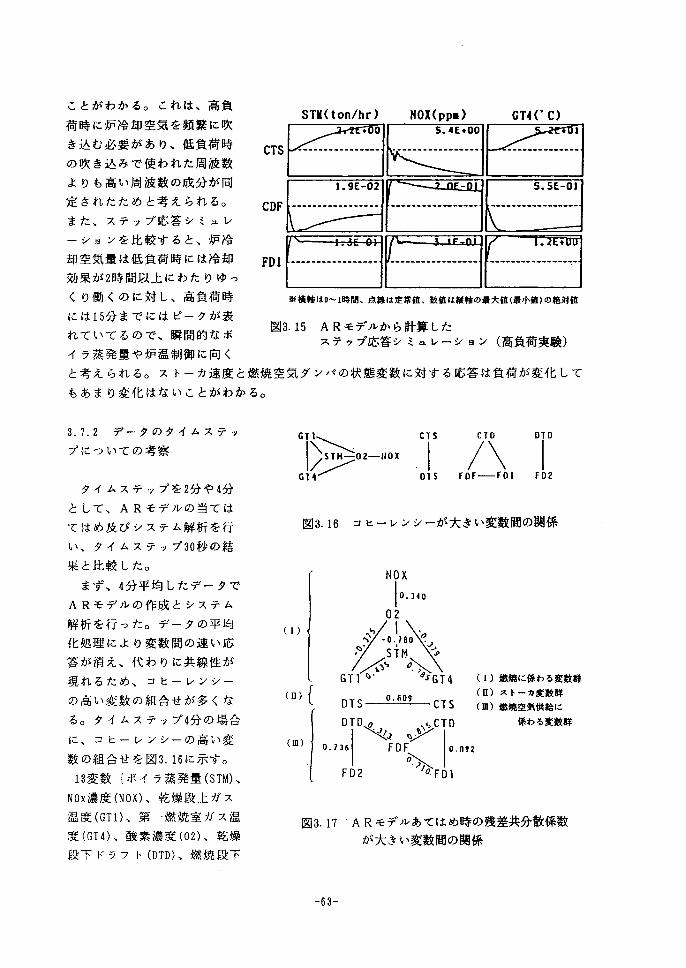
ことがわかる。これは、高負
荷時に炉冷却空気を頻繁に吹
き込む必要があり、低負荷時
の吹き込みで使われた周波数
よりも高い周波数の成分が同
定されたためと考えられる。
また、ステップ応答シミュレ
ーションを比較すると、炉冷
却空気量は低負荷時には冷却
効果が2時間以上にわたりゆっ
くり働くのに対し、高負荷時
には15分までにはピークが表
れていてるので、瞬間的なボ
イラ蒸発量や炉温制御に向く
CTS
CDF
FD1
STM(ton/hr)
◆0
1.9E-02
NOX(PP■) CT4(’C)
5.4ε◆00 1
● ●一一 ● ● ● 一●一一●一一一・. 一
一 S.5E-08
・
◎●
※横軸は0~1時間、点線は定常値、数値は縦軸の最大値(最小値)の絶対値
図3.15 ARモデルから計算したステップ応答シミュレーション(高負荷実験)
と考えられる。ストーカ速度と燃焼空気ダンパの状態変数に対する応答は負荷が変化して
もあまり変化はないことがわかる。
3.7. 2 データのタイムステッ
プについての考察
タイムステップを2分や4分
として、ARモデルの当ては
てはめ及びシステム解析を行
い、タイムステップ30秒の結
果と比較した。
まず、4分平均したデータで
ARモデルの作成とシステム
解析を行った。データの平均
化処理により変数間の速い応
答が消え、代わりに共線性が
現れるため、コヒーレンシー
の高い変数の組合せが多くな
る。タイムステップ4分の場合
に、コヒーレンシーの高い変
数の組合せを図3.16に示す。
13変数{ボイラ蒸発量(STM)、
NOx濃度(NOX)、乾燥段上ガス
温度(GT1)、第一燃焼室ガス温
度(GT4>、酸素濃度(02)、乾燥
段下ドラフト(DTD>、燃焼段下
:1》≧
(1)
02-NOX
CTS
ID\了、/ DTD
l01s FOF-FDI FO2
図3.16 コヒーレンシー一が大きい変数間の関係
NOXl…1・
02
…{ DTS
ω罵0.fiog
CTS
曳、ジCT° FOF o.ngz
>,Dl
(1)燃焼に係わる変数群
(ll)ストーカ変数群
(皿)燃焼空気供給に
係わる変数群
図3.17 ARモデルあてはめ時の残差共分散係数
が大きい変数間の関係
一63一
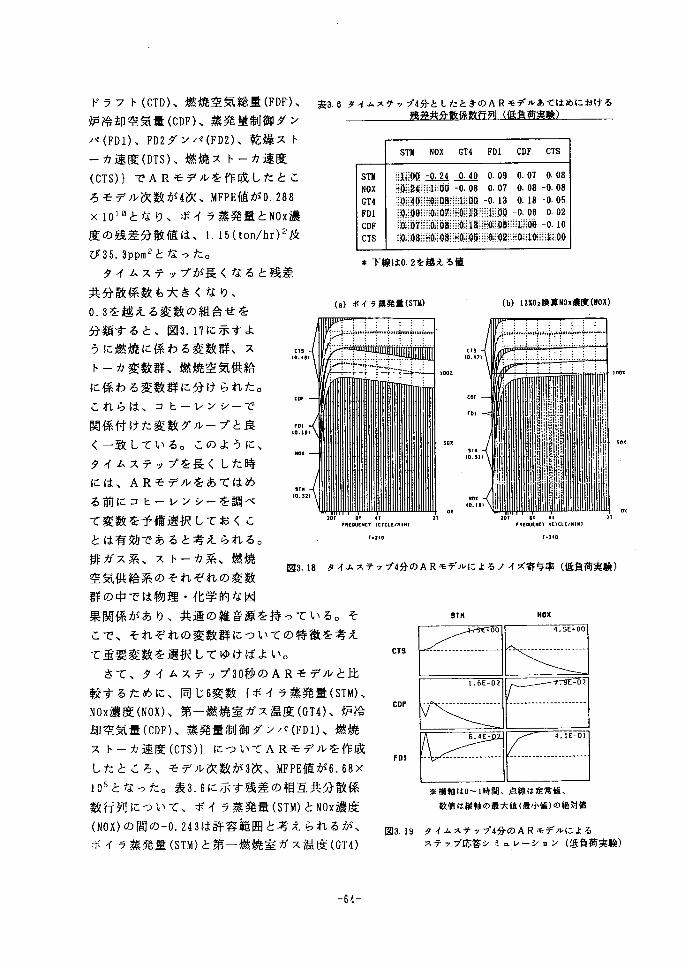
ドラフト(CTD)、燃焼空気総量(FDF)、
炉冷却空気量(CDF)、蒸発量制御ダン
パ(FD1)、 FD2ダンパ(FD2)、乾燥スト
ーカ速度(DTS)、燃焼ストーカ速度
(CTS)}でARモデルを作成したとこ
ろモデル次数が4次、MFPE値が0.288
×101eとなり、ボイラ蒸発量とNOx濃
度の残差分散値は、1.15(ton/hr)2及
び35.3ppm2となった。
タイムステップが長くなると残差
共分散係数も大きくなり、
0.3を越える変数の組合せを
分類すると、図3.17に示すよ
うに燃焼に係わる変数群、ス
トーカ変数群、燃焼空気供給
に係わる変数群に分けられた。
これらは、コヒーレンシーで
関係付けた変数グループと良
く一致している。このように、
タイムステップを長くした時
には、ARモデルをあてはめ
る前にコヒーレンシーを調べ
て変数を予備選択しておくこ
とは有効であると考えられる。
排ガス系、ストーカ系、燃焼
空気供給系のそれぞれの変数
群の中では物理・化学的な因
tlstO 4■,
tPF
ro’
101■,
NOI
,lll、
表3.6タイムステップ4分としたときのARモデルあてはめにおける
STH NOX GT4 FDl CDF CTS
ST冨 Ioo 一〇.24 0.40 0.09 0.07 0.08
NOX
fT4
eDl
bDF
bTS
唯24O40
O帖翌O7OΦ8
100O08O07O08O臼
一〇.08
P00
ャ9O18O05
0.07
|0.13
P00O0置O02
0.08
O.18
|0.06
P00O↓o
一〇.08
|0.05
O.02
|0.10
ォ00
*下線はO.2を越える値
(a)ボイラ蒸発量{STM)
倉RtDUE村C▼ lCTtLE’X1”,
T・24●
tOO叱
50z
O芝
Cls
lO⇔,
COf
’Ol
、1:II
,ごi.
(b)12×02換算NOx濃度(NOX)
口ftEOU匡NCT ltTtしE/“1川
1・140
1001
図3.18 タイムステップ4分のARモデルによるノイズ寄与率(低負荷実験)
果関係があり、共通の雑音源を持っている。そ
こで、それぞれの変数群にっいての特徴を考え
て重要変数を選択してゆけばよい。 CTS
さて、タイムステップ30秒のARモデルと比
較するために、同じ6変数{ボイラ蒸発量(STM)、 COFNOx濃度(NOX)、第一燃焼室ガス温度(GT4)、炉冷
却空気量(CDF)、蒸発量制御ダンパ(FD1)、燃焼
ストーカ速度(CTS)}にっいてARモデルを作成 FDIしたところ、モデル次数が3次、MFPE値が6.68×
105となった。表3.6に示す残差の相互共分散係
数行列について、ボイラ蒸発量(STM)とNOx濃度
(NOX)の間の一〇.243は許容範囲と考えられるが、 図3.1g
ボイラ蒸発量(STM)と第一燃焼室ガス温度(GT4)
9TH N6x
. +00 4.5E◇00
ゥ 一 ≡ _ _ 一 一 ⇒ ← 吟 一 ← 一 一≡ ■ , 一 一 一 ≡ ≡ 一 一 ← 一 一 一 一 一 一 一 一 一 ^ 一 ⇔ 一 一 ∈
1.6E-02 . -02
@ -=r,.一一一一一
6・4ε一 4.!E-0‘
・ ,A-一≡■一一一A-^一一一≡一.^一≡
※横軸は0~1時間、点線は定常値、
数値は縦軸の最大値(最小値)の絶対値
SOI
タイムステップ4分のARモデルによるステップ応答シミaレーシ目ン(低負荷実験)
ox
一64一
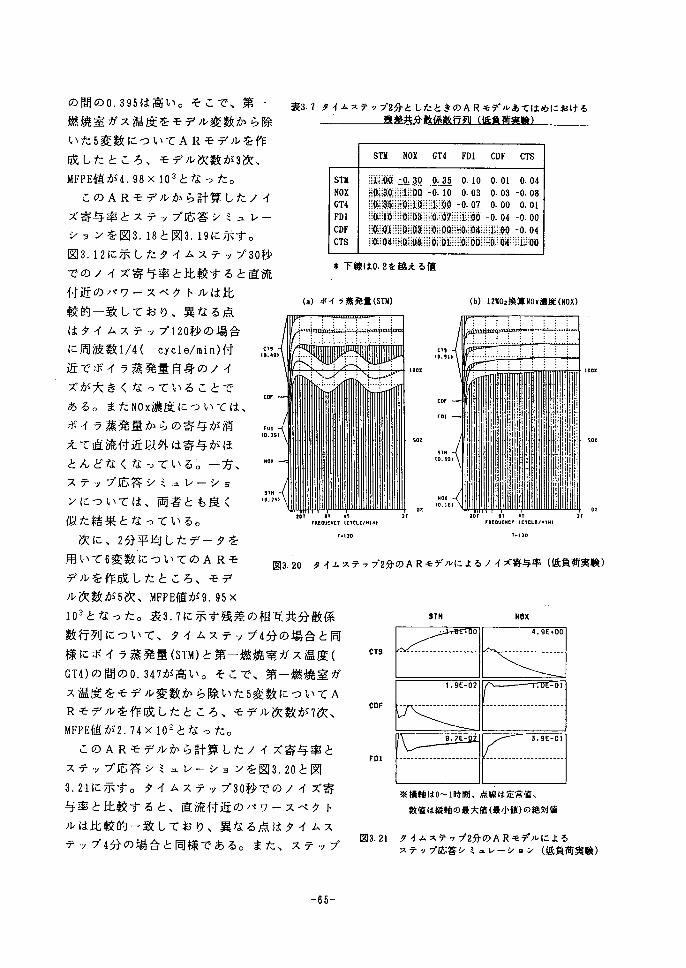
の間の0.395は高い。そこで、第一
燃焼室ガス温度をモデル変数から除
いた5変数についてARモデルを作
成したところ、モデル次数が3次、
MFPE値が4.98×103となった。
このARモデルから計算したノイ
ズ寄与率とステップ応答シミュレー
ションを図3.18と図3.19に示す。
図3.12に示したタイムステップ30秒
でのノイズ寄与率と比較すると直流
付近のパワースペクトルは比
較的一致しており、異なる点
はタイムステップ120秒の場合
に周波数1/4( cycle/min)付
近でボイラ蒸発量自身のノイ
ズが大きくなっていることで
ある。またNOx濃度にっいては、
ボイラ蒸発量からの寄与が消
えて直流付近以外は寄与がほ
とんどなくなっている』一方、
ステップ応答シミュレーショ
ンについては、両者とも良く
似た結果となっている。
次に、2分平均したデータを
用いて6変数についてのARモ
デルを作成したところ、モデ
ル次数が5次、MFPE値が9.95×
c巧lo.49)
COF
、;Y;、
NO:
,Ill,
表3.7タ!ムステップ2分としたときのARモデルあてはめにおける
ST凹 NOX GT4 FD1 CDF CTS
ST巴 iiil oo 一〇.30 0.35 0.10 0.01 0.04
NOX
fT4
eDl
bDF
bTS
袖30O8昼
メloクo葺
ソ04
100O↓o
盾盾R
O0肇
盾盾U
一〇.10
P06O0?盾盾盾
o1�
.03-
O.071
O00O40OD�
.030
D00-
O.041
O00O4�
〇.080
D01-
O.00-
O.041
O0
下線は0.2を越える値
a)ボイラ蒸発量(STM)
R匡OUt”C7 ICVこL【!利1N,
T・120
oO!
OZ
z
TSo Sl‘
Df
Pl
T閃
050,
lll、
b)IZXO2換算NOx濃度(NOX)
RtOVt利c† ‘CTCLE’同’Hl
T・:lo
eeΣ
or.
詫
3.20 タイムステップ2分のARモデルによるノイズ寄与率(低負荷実験)
03となった。表3.7に示す残差の相互共分散係
行列について、タイムステップ4分の場合と同
にボイラ蒸発量(STM)と第一燃焼室ガス温度(
T4)の間の0.347が高い。そこで、第一燃焼室ガ
温度をモデル変数から除いた5変数についてA
モデルを作成したところ、モデル次数が7次、
FPE値が2.74×102となった。
このARモデルから計算したノイズ寄与率と
テップ応答シミュレーションを図3.20と図
.21に示す。タイムステップ30秒でのノイズ寄
率と比較すると、直流付近のパワースペクト
は比較的一致しており、異なる点はタイムス
ップ4分の場合と同様である。また、ステップ
T3
OF
O1
3.21
TH ex
・ ◆� � .9E◆00
.9ε一〇2� -01
@「「一A一
.7E吟0� .9ε白01
� � 一・.●一・Ar-・、・.・一一一一≡■
横軸は0~1時間、点線は定常値、
値は縦軸の最大値(最小値)の絶対値
イムステップ2分のARモデルによるテップ応答シミュレーシnン(低負荷実験)
・6 T一
応答シミュレーションについては、他の2つの結果と良く一致している。
以上から、タイムステップを2分、4分とした場合にはボイラ蒸発量と第一燃焼室ガス温
度に共線性が表れるが、炉温を除いた5変数のARモデルの解析結果はタイムステップ30秒
の結果と良く一致しており、特にステップ応答シミュレーションからは同じ動きを捉えて
いることが示された。タイムステップ30秒の解析では操作変数から状態変数への寄与は直
流から1/3(cycle/min)の周波数で表れており、その低周波域に注目するならば、タイムス
テ・ソプを2~4分としても良いと考えられる。なお、タイムステップは、制御系設計の段階
において制御周期についても考慮し、決定する必要がある。
3.8 さいごに
信頼できるモデルは、そのモデルの持っ知識が我々の持っ知識の基本的な部分を含んで
いなければならない。そのためモデル変数の選択では、ARモデル作成のための基本的条
件を満たすと同時に、システム解析の結果が経験的知識と一致するようにモデル変数を選
んでいった。まず、多くの計測データの中から真に必要な変数を見っけ出すために、1変数
の統計解析や2変数間の関係からモデル変数の一次選択をおこない、次いでARモデルのあ
てはめ残差やシミュレーション、システム解析から判断して適切な変数を選ぶ方法をとっ
た。この変数選択の作業を通して付随的に各変数にっいての理解が深まり、そこで得られ
る知識がノイズ寄与率やステップ応答と同様に、次章以降で制御系を考えるときに役立っ
情報となっている。 本章では、焼却炉本来の特徴を捉えるため、手動による同定実験を行いARモデルを作
成したところ、モデル変数の少ないシンプルなモデルが得られ、負荷条件を変えてもモデ
ルはそれほど変化しないことを確認した。また、タイムステップを適当な範囲で大きくし
ても、モデルは低周波における動きを損なわれないことを示した。
このように、データ収録から解析までをシステマティックに効率良くおこなうため、
TIMSAC44)をベースにデータ処理やグラフィック処理を強化した統計解析・制御プログラム
パッケージSACCESSを開発した。本論文ではそのパッケージを利用した。
一66一
第4章 同定ノイズによる同定実験と
ACCの最適運転条件の検討
第4章 同定ノイズによる同定実験とACCの最適運転条件の検討
4.1 はじめに
本研究の目的は、現在の都市ごみ焼却炉において、二次公害として問題となっているNOx
の発生を燃焼制御により低減化、安定化することである。そのためには、まず都市ごみ焼
却炉の数学モデルを作ることが必要であった。そこで、第3章では炉の状態を表す変数か
ら統計的モデルであるARモデル作成し、そのモデルからプラントの動的特性を解析した。
本章では、ARモデルを利用して最適制御系を設計することを目的とする。しかし、その
前に手動による同定実験で気付いた不都合な点を、検討しておかなければならない。
手動による同定実験で生じた問題点は、実験中にACCのサポートがないため、常にオ
ペレータが炉の状態を見ながら操作せねばならず、長時間の実験が難しかったことである。
プラントの大勢を捉えたモデルを作成するためには、低周波を含んだ信号を、昼夜連続し
長時間収録する必要があり、同定実験の難しさが制御を実用化する段階で大きな障害とな
ってくる。また、手動運転では高周波の操作信号を入力することは難しく、モデルの高周
波成分が曖昧になる恐れがある。ボイラ蒸発量を制御するためには、ACCと同様にAR
モデル制御においても、速い周波数での正確な制御が必要となろう。もしプロセスが安定
している状態であれば、低周波から高周波にかけて成分が分布するような操作量を、計算
機から入力することができるが、制御の全く働いていない焼却炉では不可能である。
さらに制御が達成された後の問題点として、制御系の信頼性が挙げられる。すなわち、
制御運転中に燃焼状態が変化し、ARモデル制御で燃焼を維持することが困難となった時、
あるいは計算機がダウンした時の対応策をどうするかということである。
これらの問題を解決するため注目した制御系が、中村の提案したADC(Analog-Digital
Coordinated control)である。 A D C方式は火力発電プラントにおけるアナログ制御系と
ARモデル制御との協調制御に適応された46)。この方式は、従来の制御系が働いている状
態でARモデル制御を協調的な立場で働かせるため、制御の信頼性が高くなるとともに、
同定実験を制御の働いた安定した状態で臨むことができるという長所がある。
そこで本章では、ADC方式を都市ごみ焼却炉の制御に取り入れたACC+ARモデル
制御にっいて検討し、実際に同定ノイズを用いた同定実験を行う。また、ACCとARモ
デル制御が互いに協調するためにはACC側にも調整が必要と考え、いくつかの運転条件
を設定して同定実験を行い、システム解析及び制御シミュレーションの両面から評価して、
適切な運転条件を見つける。
4.2 都市ごみ焼却炉へのADC方式の適応
4.2.1 ACCとARモデル制御の比較
ADC方式を検討する前にまず、従来のACCとARモデル制御の特徴について理論、
一67一
実際の両面から比較する。そして、理想とする制御系について考える。
(1)ACCの特徴
①理論面から.ACCはPIのフィー一一ドバ・ソク制御系である。PI制御は制御対象の特性を「一次遅れ要素
+むだ時間」で近似し、3動作調節計(Pl controller、 Pと1はそれぞれ比例、積分)で制
御する。
・PI制御は基本的に一入カー出力の制御系である。制御対象や操作因子が複数になれば、
P1を組み合わせて多変数制御を実現することになるが、制御ロジックが複雑になることや
パラメータの調整が難しくなるなどの問題がある。しかし逆に、運転条件を変更する場合
や新しい焼却炉に適応する場合には、パラメータの調整だけで済む。
・フィードバック制御であるから、被制御変数と目標値に偏差が生じてから後に、その偏
差を抑えるための操作量が計算される。制御の遅れは制御周期を短くとることによって解
決している。
②実際面から・P制御は、ボイラ蒸発量の目標値からの偏差に比例して操作量を計算する。1制御は、ボ
イラ蒸発量の設定値からの偏差を累積した値に比例して操作量を計算する。そして、両操
作信号が足し合わされて出力される。PI制御系は空気ダンパ用とストーカ用の2系統あり、
各操作変数からボイラ蒸発量への特性に合わせてパラメータが調整されている。
・ボイラ蒸発量の偏差が小さい時にはP制御が働き、主に燃焼空気量の操作で偏差を速やか
になくす。ごみ質安定時にはボイラ蒸発量は目標値の周りで小さく高周波振動する。
・燃焼の状態が悪くなりボイラ蒸発量が徐々に下がってきた時には、1制御が大きく働いて
燃焼空気量とストーカを操作し、設定値に戻そうとする。そのため、1制御はオフセットの
除去に有効である。
・1制御で解消することのできるオフセットには限度がある。オフセットの主な原因はごみ
質の変動であるが、ごみの発熱量が長期にわたり低下したときに、操作量を大きくしても
状態はすぐに改善されない。それどころか、1制御が状態の復帰を見込んで過大な操作をす
るため、かえって状態を悪化させることがある。
・ごみ質が悪くなった時にもACCはボイラ蒸発量を設定値に頑強に維持し続けるが、あ
る時点でボイラ蒸発量が急激に低下し、タービンをトリップさせてしまうケースがある。
その時のACCの動きをみると、燃焼空気量の供給とストーカ速度を最大としている場合
が多い。適切な燃焼方法はごみ質に依存するため、ボイラ蒸発量の偏差によるフィードバ
ックだけでは制御が十分とは言えないと考えられる。
最後に挙げた問題は重要であるため、その具体的な例を次に示す。
ボイラ蒸発量が低いときには、ACCはストーカの速度を上げると同時に燃焼空気量を
増やすが、送られたごみの質が悪いと着火する前に炉温が下がってしまい、十分なボイラ
薫発量が出ないことがある。ボイラ蒸発量が上がらないためACCはさらに燃焼空気を入
れて悪循環に陥る。通常はこのときにオペレータが手動介入し、ストーカ送りを止めると
一68一
同時に燃焼空気量を絞り、復帰するまで様子を慎重に伺う。ごみがストーカ上に大量に滞
留しているため、いったんごみが着火すると急激にボイラ蒸発量が上昇して上限を越える
恐れがあり、また、その輻射熱によって上流側のごみが燃え出し、ごみ枯れとなる恐れも
でてくる。しかし、ストーカを動かしてごみを送れば、燃え切っていないごみを灰ピット
に落としてしまう。結局、オペレータはごみ塊が燃え切るまで燃焼ストーカを停止させて
おき、フィーダや乾燥ストーカだけを動かしてごみ厚さで調節するなどの対応を施す。
以上のように、いったんACCが操作可能範囲を越えてしまうと手動介入せざるを得な
い状況に陥り、その手動操作にはかなり熟練された技術が必要となってくる。現状ではオ
ペレータが判断して、ボイラ蒸発量の設定値を細かく変えている。
(2)ARモデル制御の特
①理論面から
・ARモデル制御では制御対象ごとにシステムの同定実験を行い、統計的線形モデルであ
るARモデルを作成し、それをベースに最適制御系を設計する。
・プラントの状態を表す変数を選び多次元ARモデルを作成するため、変数全体の動きか
ら操作量が決定されることになる。被制御変数に影響を及ぼす変数をモデル変数に加える
ことで、制御の性能が向上する。制御に必要となる変数は、経験的に見っけたりシステム
解析や制御シミュレーションによって発見的に見っけることも可能である。
・制御系設計では、多変数の最適レギュレータ問題を解く時に被制御変数間の制御のバラ
ンスを指定することができるため、目的に合った多変数制御系を設計できる。
・最適制御系では、状態量がフィードバックされて現在の状態と過去の履歴から操作量が
決定される。その操作量は将来の状態安定まで考慮されている。
・特に制御に深い知識が無くとも、計算機を使えば一連の作業を進めることができ、正し
いモデルさえ作成できれば制御系の構築が容易である。しかし、正しいモデルを得るため
には大がかりな同定実験が必要であり、この同定実験は運転条件ごと、焼却炉ごとに行わ
なければいけない。
②実際面から
・ARモデルは、同定実験データから平均値(定常値に相当)を差し引いた各変数の変動
量から作成されるモデルであり、そのモデルは定常値の周りの動特性を表している。AR
モデル制御の操作量は、被制御変数を同定実験時の定常値に近づけるように働く。そのた
め、プラントの状態が変化して定常値が変わると、制御値と定常値に定常偏差が生じるこ
とがある。
・操作量はACCの1制御と異なり、積分的に計算されないため限界を越えるような過大な
操作とはならない。また、単純なP制御とは異なり、過去数ステップのボイラ蒸発量及び他
の状態量から現在の操作量を計算している。
・ARモデルは、同定実験期間に見られた低周波変動を統計的にとらえているはずであり、
制御時にその低周波変動が生じた場合には、その変動を抑える最適な操作量が計算される
はずである。
一69-・
・ARモデルが認識している範囲内の変動(その原因結果がモデルに組み込まれている場
合)は抑えることができる。しかし、それ以外の変動に対するARモデルの制御動作は不
定である。ごみ焼却炉のごみ質変化は時間単位から季節単位の変化、さらには年単位のト
レンドが存在するため、ある期間ごとにモデルを作成しなおすかあるいは調整をおこなわ
ねばならない。
(3)理想と る t系
ACCはボイラ蒸発量を高い精度で一定に保っことができる。しかし、ごみ質の変動が
続いた時にボイラ蒸発量が急激に落ち込むことがある。オペレータはまずプラントの動き
を制御目標(すなわちボイラ蒸発量)の動きで捉えるため、炉内の状態変化を早く知る意
味において、ごみ質変化による影響がボイラ蒸発量に早く現れる方が都合がよい。また、
制御系が現時点におけるボイラ蒸発量の動きだけにとらわれず、変動の履歴から将来の動
きを予測してそれに対応する操作ができる方がよい。その場合には、いったんボイラ蒸発
量が低下することがあっても、必ずもとの状態に復帰するという信頼性が必要である。こ
れらのことから、都市ごみ焼却炉に要求される制御は、 「通常は多少揺れてもよいが、ご
み質の変動があった時に次第にボイラ蒸発量が低下してゆき、暫くすると徐々に復帰して
ゆく制御系」であると考えられる。ボイラ蒸発量制御の精度は安定した電圧を得ることが
できれば十分とし、燃焼安定性やNOx抑制の方に重点を置いた制御系を目指すことが本研究
の目的となる。
4.2.2 ADC方式46)
現代制御理論であるARモデル制御はPI制御に比べて予測性に優れ、最小の操作量で制
御対象を設定値に収束させることができる。しかし、プラントの定常値が大きく変化した
場合に制御値と設定値に定常偏差が生じるという欠点がある。そこで、PI制御系の長所と
ARモデル制御の長所を合わせた制御系が提案されている。中村は、アナログ制御と計算
機制御(ARモデル制御)を組み合わせたADC(Analog-Digital Coodinated control:
アナログーディジタル協調制御)を火力発電プラントに適応して有効性を示した。その研
究において、ADC方式の特徴として次の事を指摘している。
制御面において、
①計算機の予測的な制御により、操作変数の無用の動きを抑えて操作量の変動幅を削減す
る。
②一定値に保たれるべき状態量にっいてはPI制御によって設定値が与えられ、常に定常偏
差を0とするような制御が行われるため、操作量のオフセットが生じない。
③計算機で適切なフィードバックをかけるため、システム全体の安定性を増すことができ
る。
プラント保守、運用の面から考えると、
一70一
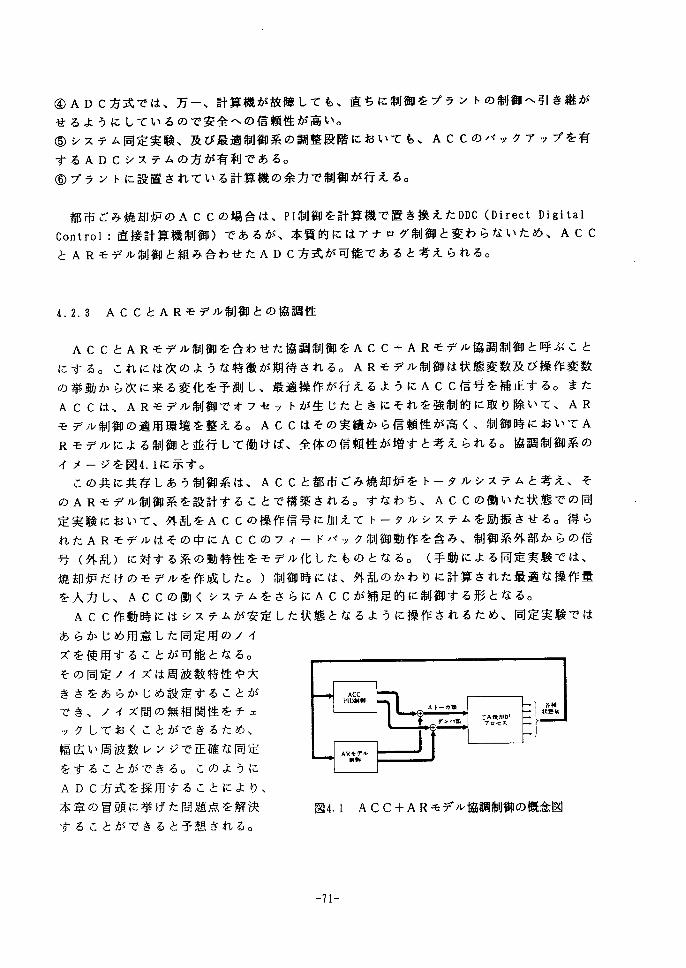
④ADC方式では、万一、計算機が故障しても、直ちに制御をプラントの制御へ引き継が
せるようにしているので安全への信頼性が高い。
⑤システム同定実験、及び最適制御系の調整段階においても、ACCのバックアップを有
するADCシステムの方が有利である。⑥プラントに設置されている計算機の余力で制御が行える。
都市ごみ焼却炉のACCの場合は、 PI制御を計算機で置き換えたDDC(Direct Digital
Control:直接計算機制御)であるが、本質的にはアナログ制御と変わらないため、 ACC
とARモデル制御と組み合わせたADC方式が可能であると考えられる。
4.2.3 ACCとARモデル制御との協調性
ACCとARモデル制御を合わせた協調制御をACC+ARモデル協調制御と呼ぶことにする。これには次のような特徴が期待される。ARモデル制御は状態変数及び操作変数
の挙動から次に来る変化を予測し、最適操作が行えるようにACC信号を補正する。また
ACCは、ARモデル制御でオフセットが生じたときにそれを強制的に取り除いて、AR
モデル制御の適用環境を整える。ACCはその実績から信頼性が高く、制御時においてA
Rモデルによる制御と並行して働けば、全体の信頼性が増すと考えられる。協調制御系の
イメージを図4.1に示す。
この共に共存しあう制御系は、ACCと都市ごみ焼却炉をトータルシステムと考え、そ
のARモデル制御系を設計することで構築される。すなわち、ACCの働いた状態での同
定実験において、外乱をAccの操作信号に加えてトータルシステムを励振させる。得ら
れたARモデルはその中にACCのフィードバック制御動作を含み、制御系外部からの信
号(外乱)に対する系の動特性をモデル化したものとなる。 (手動による同定実験では、
焼却炉だけのモデルを作成した。)制御時には、外乱のかわりに計算された最適な操作量
を入力し、ACCの働くシステムをさらにACCが補足的に制御する形となる。
ACC作動時にはシステムが安定した状態となるように操作されるため、同定実験では
あらかじめ用意した同定用のノイ
ズを使用することが可能となる。
その同定ノイズは周波数特性や大
きさをあらかじめ設定することが
でき、ノイズ間の無相関性をチェ
ックしておくことができるため、
幅広い周波数レンジで正確な同定
をすることができる。このように
ADC方式を採用することにより、本章の冒頭に挙げた問題点を解決 図4.1 ACC+ARモデル協調制御の概念図
することができると予想される。
一71一
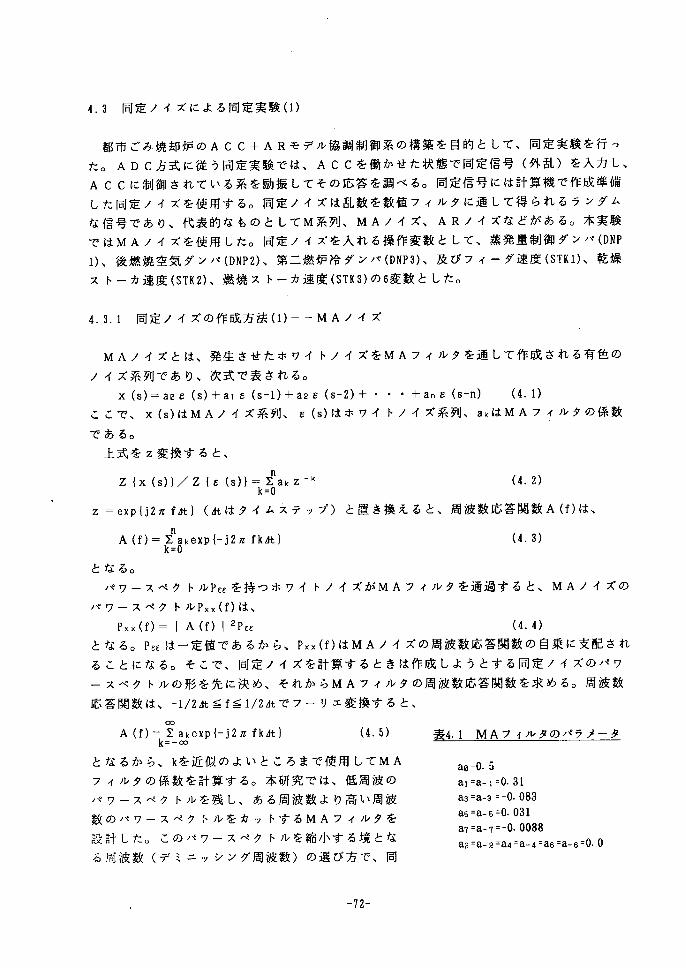
4.3 同定ノイズによる同定実験(1)
都市ごみ焼却炉のACC+ARモデル協調制御系の構築を目的として、同定実験を行っ
た。ADC方式に従う同定実験では、ACCを働かせた状態で同定信号(外乱)を入力し、
ACCに制御されている系を励振してその応答を調べる。同定信号には計算機で作成準備
した同定ノイズを使用する。同定ノイズは乱数を数値フィルタに通して得られ,るランダム
な信号であり、代表的なものとしてM系列、MAノイズ、 ARノイズなどがある。本実験
ではMAノイズを使用した。同定ノイズを入れる操作変数として、蒸発量制御ダンパ(DNP
1)、後燃焼空気ダンパ(DNP2)、第二燃炉冷ダンパ(DNP3)、及びフィーダ速度(STK1)、乾燥
ストーカ速度(STK2)、燃焼ストーカ速度(STK3)の6変数とした。
4.3.1 同定ノイズの作成方法(1)一一MAノイズ
MAノイズとは、発生させたホワイトノイズをMAフィルタを通して作成される有色の
ノイズ系列であり、次式で表される。
x(s)-a。ε(s)+a1ε(s-1)+a2ε(s-2)+… +a・ε(s-n) (4.1)
ここで、x(s)はMAノイズ系列、ε(s)はホワイトノイズ系列、akはMAフィルタの係数
である。
上式をz変換すると、
Z{。(,)}/Z{,(,)ト寸、、Z-・ (4.・2) k=O
z-exp{j2πf rit}(Atはタイムステップ)と置き換えると、周波数応答関数A(f)は、
n A(f)=Σakexp{一・j2πfk批} (4.3) k=0
となる。
パワースペクトルPεεを持っホワイトノイズがMAフィルタを通過すると、 MAノイズの
パワースペクトルPxx(f)は、
Pxx(f)= 1 A(f) 12Pεε (4.4)
となる。Pεεは一定値であるから、 Pxx(f)はMAノイズの周波数応答関数の自乗に支配され
ることになる。そこで、同定ノイズを計算するときは作成しようとする同定ノイズのパワ
ースペクトルの形を先に決め、それからMAフィルタの周波数応答関数を求める。周波数
応答関数は、-1/2 At≦f≦1/2 Atでフーリエ変換すると、
oo A(f)=Σakexp{-」2πfk tt} (4.5) 4.1 MAフィルタのパラメータ k=-OD
となるから、kを近似のよいところまで使用してMA
フィルタの係数を計算する。本研究では、低周波の
パワースペクトルを残し、ある周波数より高い周波
数のパワースペクトルをカットするMAフィルタを
設計した。このパワースペクトルを縮小する境とな
る周波数(デミニッシング周波数)の選び方で、同
ae=0.5
al=a_1=O.31
a3=a-3=-0.083
a5=a_5=O.031
a7=a-7ニー0.0088
a2=a_2=a4=a・・4=a6=a-6ニO.0
一72一
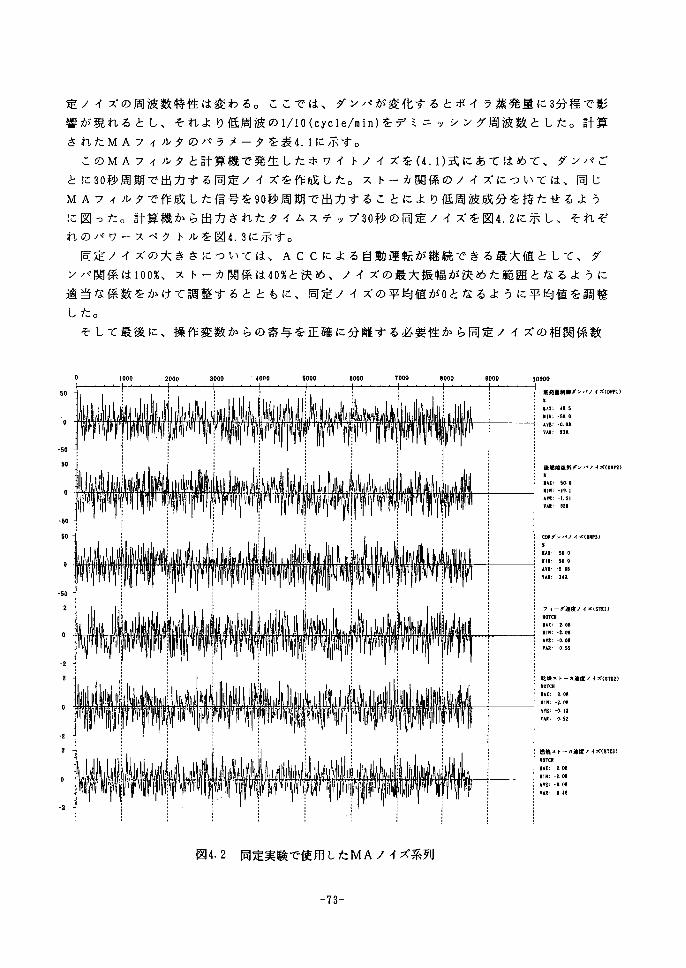
定ノイズの周波数特性は変わる。ここでは、ダンパが変化するとボイラ蒸発量に3分程で影
響が現れるとし、それより低周波の1/10(cycle/min)をデミニッシング周波数とした。計算
されたMAフィルタのパラメータを表4.1に示す。
このMAフィルタと計算機で発生したホワイトノイズを(4.1)式にあてはめて、ダンパご
とに30秒周期で出力する同定ノイズを作成した。ストーカ関係のノイズについては、同じ
MAフィルタで作成した信号を90秒周期で出力することにより低周波成分を持たせるよう
に図った。計算機から出力されたタイムステップ30秒の同定ノイズを図4.2に示し、それぞ
れのパワースペクトルを図4.3に示す。
同定ノイズの大きさにっいては、ACCによる自動運転が継続できる最大値として、ダ
ンパ関係は100%、ストーカ関係は40%と決め、ノイズの最大振幅が決めた範囲となるように
適当な係数をかけて調整するとともに、同定ノイズの平均値が0となるように平均値を調整
した。
そして最後に、操作変数からの寄与を正確に分離する必要性から同定ノイズの相関係数
0 1000 2000 30ee loeo 500e 6000 TOOO ●000 9000
SO
e
一50
50
,ll o 畑 1 轡・ll ・1 1・illlr馴 i
剛゜1111t
一50
50
o
一50
2
o
k・l
l酬 酬’, 岬1、1
lilllll
一2
2
0
一2
輌
10000
さぬtM”ダンパノイズ{OHP[)
1、,.“5
:1::::i。1
ΨAt: 83●.
き
1酬
ll i蝸
l l, i ll、1、i・ i?E…
; l
穴ケ’. “1¶1 ’i ↑1’ w 、
P | … il 岬 1
l i
ゆm !Ptダンパノイズ(eロPt)
1、、『se.。
ll;;:1’;
VAt’ 萄■
CりFダンパノイズ(D”PS)
1、,.,。。
1;1::1°、:
v”: 3ig.
ぐ ダむぽノ1X{STSり
:1㌻。、
ll;:::’ ::
YAR’ O S5
おのスト カ ぱノイズ{srt2)
:瓢。e
Il:.:㍑
VAR: o s2
:燃焼ストーカ遡度ノィ刻ST‘3,
‘HeTCR
l‘A胃,208, ■10 ー2.08
1AV!:-008
.vA頁’ 048
図4・2 同定実験で使用したMAノイズ系列
一73一
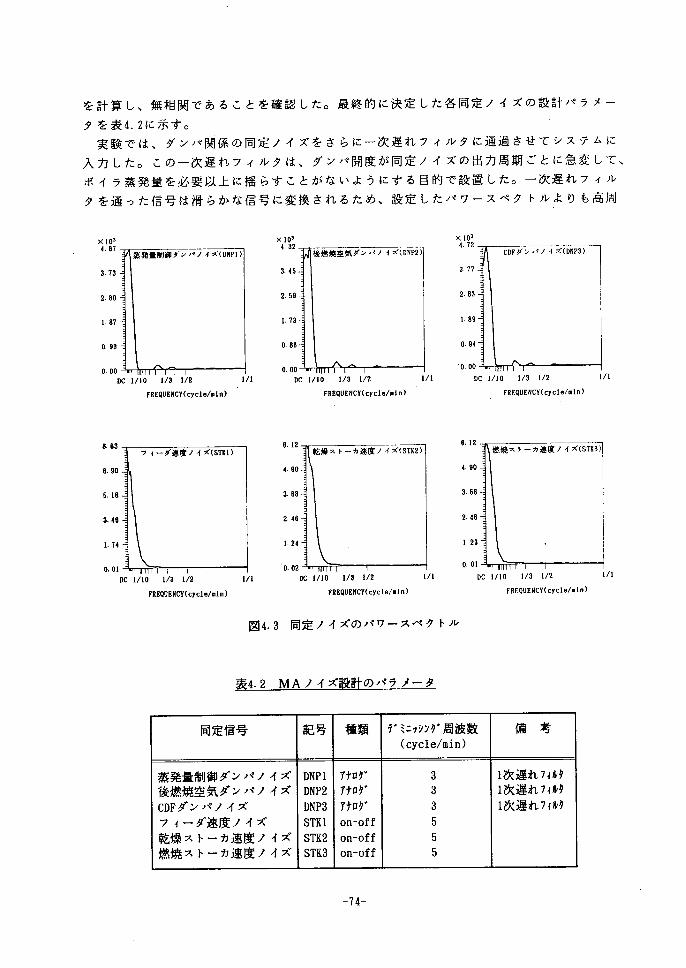
を計算し、無相関であることを確認した。最終的に決定した各同定ノイズの設計パラメー
タを表4.2に示す。
実験では、ダンパ関係の同定ノイズをさらに一次遅れフィルタに通過させてシステムに
入力した。この一次遅れフィルタは、ダンパ開度が同定ノイズの出力周期ごとに急変して、
ボイラ蒸発量を必要以上に揺らすことがないようにする目的で設置した。一次遅れフィル
タを通った信号は滑らかな信号に変換されるため、設定したパワースペクトルよりも高周
㌘1;
3.73
2.80
1.87
0.93
0.00
㌔彊、1♀;
DC 1/10 1/3 1/2 1/1
FREQUENCY(cyc16!■ln)
3.45
2.59
1.73
0.86
’0.00
後燃焼空気ダンパノイズ⑱NP2)
DC t/10 1/3 1/2 1/1
FREQUENCV(cyc16/●ln)
37?
2.83
1.89
0.94
lO.00
CDFダンパノイズ(DNP3)
DC L/10 1/3 1/2 1/l
FREqVENCY(cycle/団1n)
8,63
6.90
5.18
3.46
1.74
0.01
DC 1/10 1/3 1/2 1!1
FREQUENCY(cyc1■ん1n)
6.12
4,90
3.6S
2.46
1.24
O.02
DCt!10 1/3 1/2 1/1
FREQUENCY(cycle/■ln)
6,12
4.90
3.68
2.46
1.23
O.el
燃焼スF一力速度ノイズ(ST区3)
DC l/10 1/3 t/2 1/l
FREQUENCV(cycle/■ln)
図4.3同定ノイズのパワースペクトル
4.2 MAノイズ’ のパラメータ
同定信号 記号 種類 デミニッシング周波数 備 考(cycle/皿in)
蒸発量制御ダンパノイズ DNP1 アナログ 3 1次遅れ刀ルタ
後燃焼空気ダンパノイズ DNP2 アナログ 3 1次遅れフィルタ
CDFダンパノイズ DNP3 アナログ 3 1次遅れフィルタ
フィーダ速度ノイズ STK 1 on-off 5
乾燥ストーカ速度ノイズ STK2 on-off 5
燃焼ストーカ速度ノイズ STK3 on-off 5
一74一
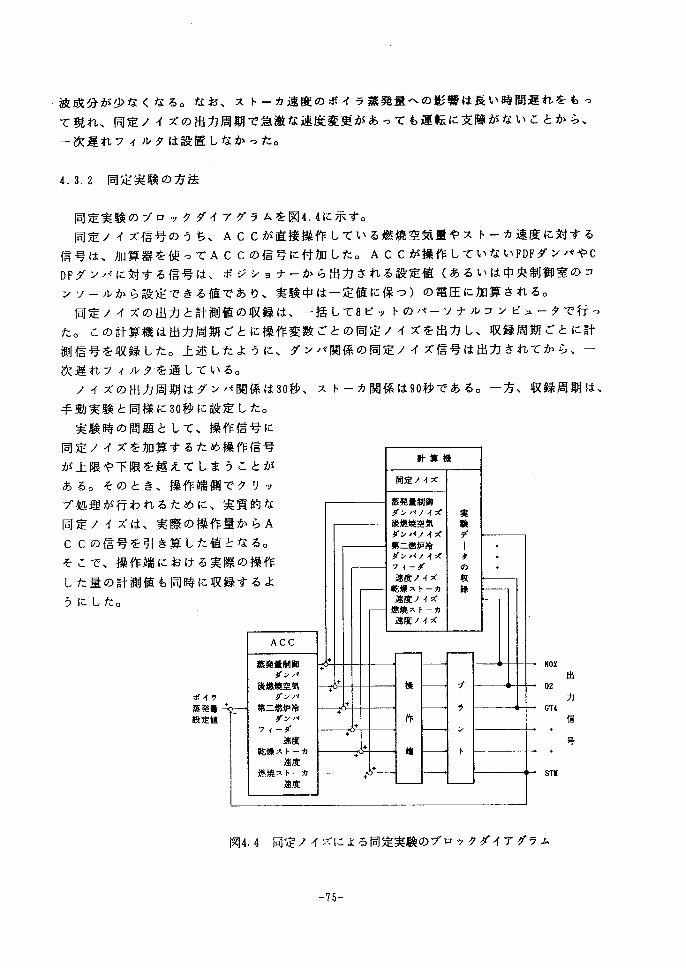
波成分が少なくなる。なお、ストーカ速度のボイラ蒸発量への影響は長い時間遅れをもっ
て現れ、同定ノイズの出力周期で急激な速度変更があっても運転に支障がないことから、
一次遅れフィルタは設置しなかった。
4.3.2 同定実験の方法
同定実験のブロックダイアグラムを図4.4に示す。
同定ノイズ信号のうち、ACCが直接操作している燃焼空気量やストーカ速度に対する
信号は、加算器を使ってACCの信号に付加した。ACCが操作していないFDFダンパやCDFダンパに対する信号は、ポジショナーから出力される設定値(あるいは中央制御室のコ
ンソールから設定できる値であり、実験中は一定値に保っ)の電圧に加算される。
同定ノイズの出力と計測値の収録は、一括して8ビットのパーソナルコンピュータで行っ
た。この計算機は出力周期ごとに操作変数ごとの同定ノイズを出力し、収録周期ごとに計
測信号を収録した。上述したように、ダンパ関係の同定ノイズ信号は出力されてから、一
次遅れフィルタを通している。
ノイズの出力周期はダンパ関係は30秒、ストーカ関係は90秒である。一方、収録周期は、
手動実験と同様に30秒に設定した。
実験時の問題として、操作信号に
同定ノイズを加算するため操作信号
が上限や下限を越えてしまうことが
ある。そのとき、操作端側でクリッ
プ処理が行われるために、実質的な
同定ノイズは、実際の操作量からA
CCの信号を引き算した値となる。
そこで、操作端における実際の操作
した量の計測値も同時に収録するよ
うにした。
ボイラ
蒸発量
設定値
蒸発量制御
ダンパ後燃焼空気
ダンパ第二燃炉冷
ダンパフィーダ
速度乾燥ストーカ
速度燃焼ストーカ
速度
蒸発量制御
ダンパノイズ
後燃焼空気
ダンパノイズ
第二燃炉冷
ダンパノイズ
フ{一ダ
速度ノイズ
乾燥ストーカ
速度ノイズ燃焼ストーカ
速度ノイズ
NOX
02
GT4
■
STE
出
力
信
号
図4.4 同定ノイズによる同定実験のブロックダイアグラム
一75・一
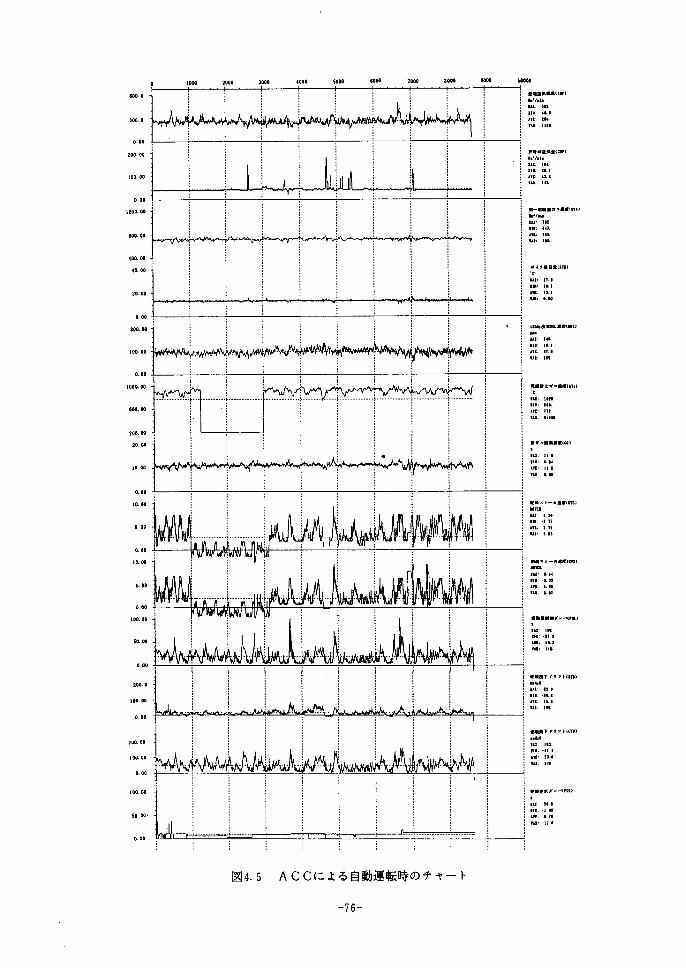
e looe 2000 3000 4eOO 5000 Iooo 1000 teoo ㎜IOOOO
600.o
300.0
……糊 :
1 訟
:
●■喜気●■n剛」,ノ・‘・
四3 50全●3●二 4t■
A鴨二2●●
∀ば‘ IIIo
0.00
200.00
100.oo
0.OO
1200.oe・
600.00
■冷縛費鎮口‘Oめ●・・’晶1.
●“; 1■4.
■101 3i‘
itt: ‘1●
1埴: lll
leo.00
1e.(1
20.00
1
寅一胞●■”真■ぼ《輻7.》
■・D’・“・
●M} 1“.
●’牢 T.
‘w; T“.
,M; t“
ボイ,■閲量《訂竃,
℃
田: 1T.,
“● 鳳’
▲鷺: 1;.
vば: ●.●●
aOO
200,00
100.00
臥00
l l l l l :
i綱⌒納酬酬幽く輌}i :: ; : 1
・ “■o■檎関凱●邸■”
炉x日: ‘“
●“1 “1▲’‘: ”.●
■“: Io5.
toooroO
6go. oo
200.00 :
20.00
1 t t t
1 1
.・、・・ 一・・・・・… @卜 , ,
卜←・ ・… @一・… 卜 ,
ト
・・’・ ,’ ,・ .. ・ ト … ’‘ ・
P
1
1
1
.. 1
1
,㎡…●
1
1
’
巳■按上”災畠霞1“‘,
’c
動Ut/ 1●,o
●1●: 8■●、
i冗: 11t.
,埴三 ●‘期
10.《1
0.00 :
■ifx●■■戚‘‘2,●
●凸X. 84.●
別■: ‘.●4
m: ll.竃
v埴: ■.■
10.00
s.oo
0.00
10.00
5.00
0,00
].縫幽 : :
酬…
乾■ス》一力己霞1■●,
輌‘“: t3●
■’■:-t.15
Artt 3.Is
,“: 5.●5
旦浪真〉一玲己■口幻
皿tU, 匹44●1■:’,.”
An; ト●●
■匂1 5.31
tOO.00
50,00
0,00
200.0
too. oo
1- 一..「▼脳じμ.戟@ l l戟@ l l
戟@ l ;P : l戟@ l ;F ‘ 1‘ 1
l l : t : : 1F : : : l l :戟@ l : l l l lF : 1 : 1 1 1P : 1 ’ l l ;
@i滅々一.・,・…ii’
会’・.「e 1
. 1 . , . , 「 . . , s
e ’ 1 1 ∫ ‘ I l ハ ’
1
一・
寅●●“●’ン〆‘■‘,
竃
1ilt l眈別●r-●7.●
鼻“: “3
■凹≡ 14‘
靴鎗鐙Tr,7ト《冊)
■‘o●Aオ: 息3.■
■1∩ ・ll●
醐¢: IL■
’“: 1臆
0.OO
200.eo
hOO.00
o.oo
lOO.00
SO.001 @ @ 」
姑 1,WywY『
1
■塙殴下ド,7,‘CT旬
■衡0
●Al: 1臼.
■1必一4t 4
an: 50■
’“i ■“
0,0e
乾恒!爪tン’tCFor,
t
‘“; ,【・
田■:-1.06
iVt: ●.1■
,岨: 12.‘
,^.‘,,t,,一^・
図4.5 ACCによる自動運転時のチ“r一ト
一76一
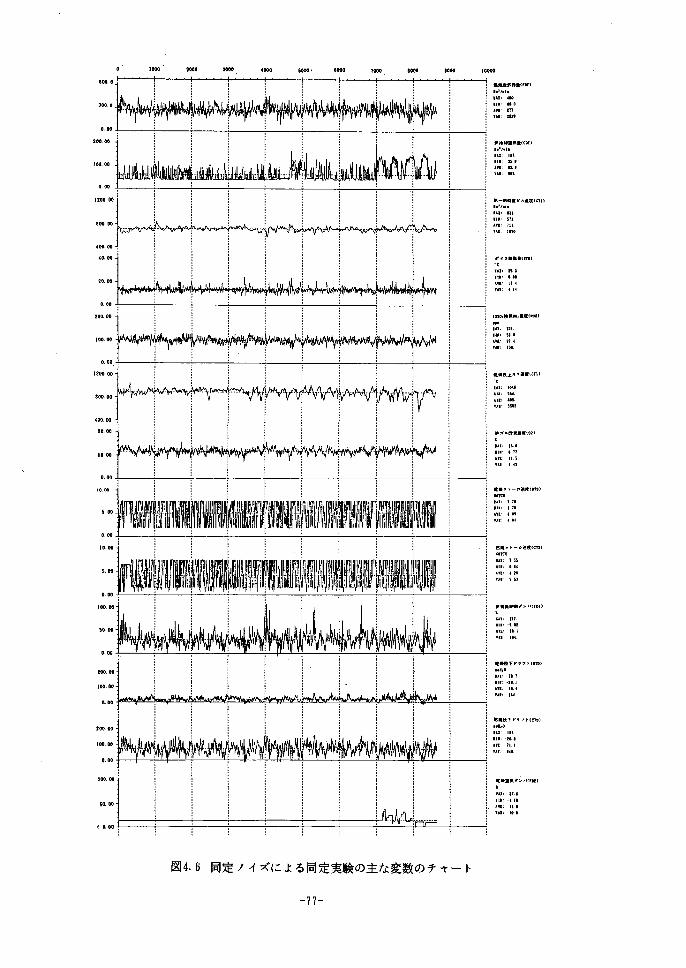
0 loeo 2000 3eoe looo 50COi ‘000 1000 eeoo Iooo LOOOO
●or.o
30e.0
o.co
:!OLO{
榊 .
l l l l l l : : : : , 1
幽酬嶋蜘 i l
I
端蝸榊榊綱綱}1・: 1. シ
100.oo
o,oe
nOe,00
:1 .
I
■亀!se■(nr)●♂’●‘●
‘A■: .●φ.
■旧: “.o
‘n: 2Tl.
■A■; 2●31
’幽綱I
I
………i………….i l i
堰@ i i
i……”ll’…T⊇瞬}洲一』蝸榊r… i i
i l i l l l l i i戟@ i i
i i i i i i ii i il l :
炉冷御厘奥邑《en,,
屑・3!・“
●At: 声.
●胴‘ ,ふ■1
Anr “.●
,“r ■Ot
800、OO
loo.ll
4aor
20.oo
e.oo
200.00
100.oo
0.00
1200.oo
i … l i l … i
酬㍗轡⑭【⇒酬く}寧㎏“ . ■
I
I
I
I
I
l
原一e塙竃Sts己曜〔訂4,‘・り・1・
●41: “..
‘‘ロ: sr3.
AWr Ttt,
・A‘: ]Slo
㎡イ,田●量《STI,
●曹“‘t輪●
冒⑳●: ●.●●
禽聡: ‘,.‘
“●: ‘.“
12ぬ換算●o.ロ度《剛,
”●
■“t 口‘.
‘1赤 ”.●
A“: ■T.4
●A●: 1“,
toe. OO
‘oo. co
20.oo
to.00
0.00
‘0.00
5.oo
1
1
I
1
o.〔1
{ ひ10. oo
幽榊綱岬榊岬酬幽酬く}a
l l : 1 } 1 : l l l l : : l l l :
羅酬襯㈱〈酬一 ; ; l l
I
電偵険上”t‘ntlCTII
’c
‘Ax:‘04・
‘‘泉: 551.
Att二 “5、
∀“: 3“2
,”^ntPtロ度tOt)
‘
●“: 15.■
‘頂’ ■.71
A陀; IL、5
,“: ‘,42
乾恨乳トーカ遠or‘”tS,
日01℃筒
●tr: T.”
●lR: ‘TO
STt.・.,,
,A●L 4.■‘
5.oo
o.oo
loo, oo
50.00
0.{1
幽…鋼
榊
1
1》
I
l
I
輪
…甑
も
幽
………川騨
I
B鴫ヌトー”連邸ひs,
‘OltH
●“レ T55
●1曽: ■●4
An: ‘”
TA‘. 5.5s
匹亀●“冑〆ン’,1■Pt)
●
‘矩 1”.
■1●:・5.●!
ATE: 21.‘
,“r l開.
200.oo
loo.oo
orOO
200.oo
Ioo. oo
0.OO
100.oo
50,00
1
鳩
tOOO :
1
綱酬l
ご・
乾燈蹟Tr,7・1・τ加
●■晦o
)AT: 7●.7
別■:・2㊨.」
A“: ,●.l
n■, 1“.
佑規授下門7ト《㎝)●●輪O
ta:, “3、
引■:-tt.●
鳥陀:Tl.T
’亮●: ●4●.
民埠璽帆’ン・t{fOl,
‘
“R: ⑨■.o
引筒:-1.巳
A鴨: “.■
▼“: ‘■●
図4.6 同定ノイズによる同定実験の主な変数のテヤート
一77一
4.3.3 同定実験の結果と問題点
同定ノイズによる同定実験を3日間行った。ACCを働かせての同定実験であったため、
手動時と比べ運転は安定していた。実験結果のチャートを図4.5に示す。また、比較のため
に同定実験直前3日間のACC運転時のデータを収録しており図4.6に示す。
ボイラ蒸発量は、ACC運転時に分散が0.60(ton/hr)2と高い精度で制御されていたが、
同定ノイズを印加することにより4.14(ton/hr)2にまで乱されている。 A C cは、ボイラ蒸
発量の揺れを抑えるためにダンパやストーカ速度を操作するので、ACCの操作信号に大
きな振動が見られる。特に、ストーカ速度は実験中ほとんどの期間で上限または下限に張
り付いており、平均値が通常ACC運転よりかなり高くなっている。炉冷却空気量は通常
操作されていないが、同定ノイズが加えられたため大きく変動している。しかし、酸素濃
度やNOx濃度はほとんど変化していない。 同定ノイズによってシステムが揺らされ、それを安定させるためにACCが過大操作を
行い、それが再びシステムを揺らすといった振動現象が表れている。その結果として、ス
トーカ速度が上下限に張り付き、同定ノイズがシステムの励振に十分貢献したとは言えな
い。実際の操作量からACCの操作量を引いて真の同定ノイズを計算することはできるが、
クリ・ソピングの頻度が高いため補正したデータの高周波成分が高くなり、設定した低周波
成分が失われている。さらに、同定ノイズによる操作が完全に非線形領域での操作である
などを考えると、補正した同定ノイズをARモデルの変数として扱うことは不適と判断さ
れる。
ストーカ速度が「最高速」と「最低速」に張り付くON-OFF的動きをする理由として、同
定ノイズの高周波成分が大き過ぎボイラ蒸発量が急激に変動したことと、ACCはボイラ
蒸発量に対して厳格な制御をしており、操作変数へのフィードバック量が大きいことが考
えられる。前者にっいては、同定ノイズが操作変数ごとに適切な周波数特性を持ち、AC
Cが過大な操作しない範囲の大きさに設定されることによって解決される。後者にっいて
は、通常のACCはボイラ蒸発量の単独制御であるから、ダンパやストーカが強くACC
に支配されている。しかし、NOx濃度制御を考える場合にはボイラ蒸発量制御とのバランス
が大切であり、そのためにはARモデル制御の制御効果がうまく反映されなければならな
い。ボイラ蒸発量とNOx濃度の同時制御を達成するためには、 ACCの操作量を減らしてA
Rモデル制御側からも自由な操作できるようにする工夫がいる。
ACCとARモデル制御の協調性を考える場合にはACCとARモデル制御の守備範囲を考え、ACC側にも調整が必要である。具体的にACCのP制御やi制御を調整し、協調
性が改善されるかどうか調査する必要があると考えられる。
4.4 ACCの最適運転条件の検討一一システム解析の面から
ACCとARモデル制御の協調を図るためには、ARモデル制御の操作が全体の制御に
反映される余裕が必要であり、そのためにはACCの制御を弱めることも必要と考えられ
る。もし操作範囲に余裕があれば、同定ノイズから状態変数への影響が明瞭となり、ノイ
一・ V8一
ズ寄与率において操作変数から状態変数への寄与が大きくなるであろうと考えられる。そ
こで、ACCの運転条件を変えて同定実験を行い、ARモデルを作成し、システム解析の
結果を評価して適切な運転条件を見っけ出すことにした。
まずACCの運転条件として、次の項目について検討することにした。
(1)低酸塞運藍
低NOx化を図るためには、酸素濃度の絶対量を減らす必要がある。 ARモデル制御は定常
値からの偏差を小さくする最適レギュレータであるから、ACCの運転条件によりNOx濃度
の定常値を前もって下げておく必要がある。通常の運転では酸素濃度は約IZ%であるが、本
同定実験では燃焼空気総量を絞ることによって酸素濃度を9~10%で運転する。
(2)§ACCの検言r
4.3節の同定実験で見られたように、ACCが出力する操作量の変動が大きいと非線形の
影響が出たり、NOx制御の融通がきかなくなったりする可能性がある。そこで、本実験では
大きな同定ノイズを入れてもクリッピングされないように、ACCの操作量を全体として
小さくなるように調整する。ACCがボイラ蒸発量に対して厳しい制御をし過ぎないよう
に、すなわちボイラ蒸発量に対して敏感になり過ぎないようにP制御を弱くし、一方でボイ
ラ蒸発量の定常性を維持することができるように1制御を強くする。燃焼空気量については
P制御を弱めて、ストーカ速度にっいては1制御を強めることに重点をおく。 (以上のAC
Cを弱ACC、通常のACCを強ACCと呼ぶことにする)このように調整することで、ARモデル制御を働かせる環境造りを行い、燃焼安定の維持に焦点を絞ったACCを実現
する。言い替えれば、ACCとARモデル制御の守備範囲を明確にすることに相当する。
(3)百 ノイズの”
システム同定信号として、通常操作における周波数領域を強調した同定ノイズを使用す
る。一次のARノイズ(後述)はパラメータの1つで設定でき、低周波成分を強調すること
ができるなど点で有利であると考え、本実験ではARノイズを使用することにする。
同定ノイズの大きさは、同定実験時にシステムの定常状態を維持することができる範囲
で最大のものが良いと考えられる。そこで、同定実験前に短期間のステップ応答実験を行
い、その結果を見て同定ノイズの振幅の大きさを調整することにする。
(4)ti定ノイズの 吉 と、データの ・ロ 、およびソフトゲイン
同定ノイズの出力周期は90秒、データの出力周期は30秒として、2日間(5760データ)の
実験を行う。前回の実験では、ダンパ関係の同定ノイズをハードウエアで構成した平滑フ
ィルタを通し30秒おきに出力していたが、同定ノイズが変形することによる解析上の問題
と、同定ノイズの大きさを適切に設定すれば直接入力できることから、本実験の実験2以降
では、平滑フィルタの使用は中止する。
同定実験の開始や終了において、運転をACCから同定実験へ、あるいは同定実験から
ACCヘスムーズに移行する方法として、また実験中に同定ノイズにより燃焼が不安定と
なったときの対処方法として、同定ノイズに状況にあった係数(ソフトゲイン)を掛けて
一・ V9一
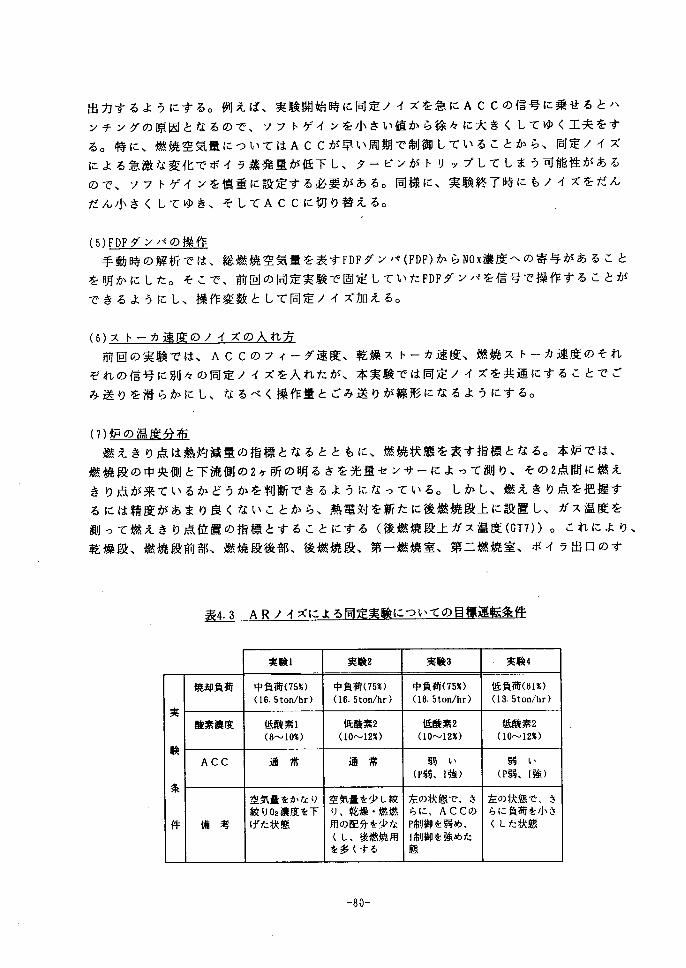
出力するようにする。例えば、実験開始時に同定ノイズを急にACCの信号に乗せるとハ
ンチングの原因となるので、ソフトゲインを小さい値から徐々に大きくしてゆく工夫をす
る。特に、燃焼空気量についてはACCが早い周期で制御していることから、同定ノイズ
による急激な変化でボイラ蒸発量が低下し、タービンがトリップしてしまう可能性がある
ので、ソフトゲインを慎重に設定する必要がある。同様に、実験終了時にもノイズをだん
だん小さくしてゆき、そしてACCに切り替える。
(5)FDFダンパの操作
手動時の解析では、総燃焼空気量を表すFDFダンパ(FDF)からNOx濃度への寄与があること
を明かにした。そこで、前回の同定実験で固定していたFDFダンパを信号で操作することが
できるようにし、操作変数として同定ノイズ加える。
(6)ストーカ’度のノイズの れ
前回の実験では、ACCのフィーダ速度、乾燥ストーカ速度、燃焼ストーカ速度のそれ
ぞれの信号に別々の同定ノイズを入れたが、本実験では同定ノイズを共通にすることでご
み送りを滑らかにし、なるべく操作量とごみ送りが線形になるようにする。
(7)E92-lag21ii1
燃えきり点は熱灼減量の指標となるとともに、燃焼状態を表す指標となる。本炉では、
燃焼段の中央側と下流側の2ヶ所の明るさを光量センサーによって測り、その2点間に燃え
きり点が来ているかどうかを判断できるようになっている。しかし、燃えきり点を把握す
るには精度があまり良くないことから、熱電対を新たに後燃焼段上に設置し、ガス温度を
測って燃えきり点位置の指標とすることにする(後燃焼段上ガス温度(GT7))。これにより、
乾燥段、燃焼段前部、燃焼段後部、後燃焼段、第一燃焼室、第二燃焼室、ボイラ出口のす
4.3 ARノイズによるロ についての運
実験1 実験2 実験3 実験4
焼却負荷 中負荷(75幻 中負荷(75%) 中負荷(75幻 低負荷(61幻
(16,5ton/hr) (16.5ton/hr) (16.5ton/hr) (13.5ton/hr)
実
酸素濃度 低酸素1 低酸素2 低酸素2 低酸素2
(8~10%) (10~12%) (10~12%) (10~12%)
験
ACC 通 常 通常 弱 い 弱 い
(P弱、1強) (P弱、1強)
条
空気量をかなり 空気量を少し絞 左の状態で、さ 左の状態で、さ
絞り02濃度を下 り、乾燥・燃燃 らに、ACCの らに負荷を小さ
件 備 考 げた状態 用の配分を少な P制御を弱め、 くした状態
くし、後燃焼用 1制御を強めた
を多くする 態
一80一
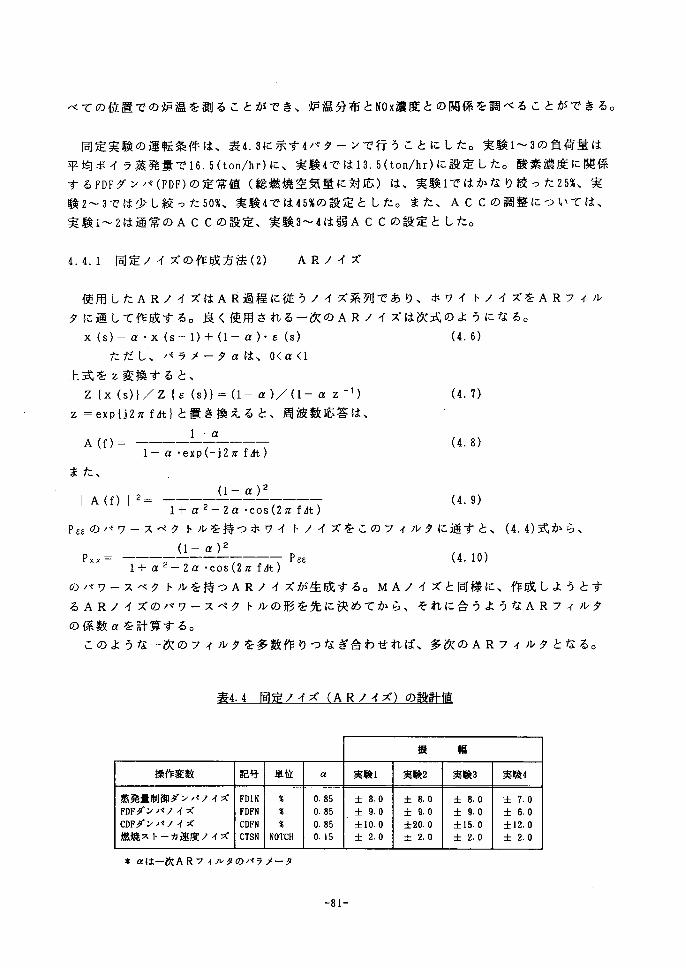
べての位置での炉温を測ることができ、炉温分布とNOx濃度との関係を調べることができる。
同定実験の運転条件は、表4.3に示す4パターンで行うことにした。実験1~3の負荷量は
平均ボイラ蒸発量で16.5(ton/hr)に、実験4では13.5(ton/hr)に設定した。酸素濃度に関係
するFDFダンパ(FDF)の定常値(総燃焼空気量に対応)は、実験1ではかなり絞った25%、実
験2~3では少し絞った50%、実験4では45%の設定とした。また、ACCの調整にっいては、
実験1~2は通常のACCの設定、実験3~4は弱ACCの設定とした。
4.4.1 同定ノイズの作成方法(2)一一ARノイズ
使用したARノイズはAR過程に従うノイズ系列であり、ホワイトノイズをARフィル
タに通して作成する。良く使用される一次のARノイズは次式のようになる。
x(s)一α・x(s-1)+(1一α)・ε(s) (4.6)
ただし、パラメータαは、0〈α〈1
上式をz変換すると、 Z{x(s)}/Z{ε(s)}=(1一α)/(1一αz-i) (4.7)
z=exp{」2πfAt}と置き換えると、周波数応答は、
1一αA(f)= s==㌃τ戸㌃㌫ (4・8)
また、
(1一α)2 1A(f)12=一一一一一一一一一一一一 (4.9) 1十α2-2α・cos(2πfAt)
Pεεのパワースペクトルを持っホワイトノイズをこのフィルタに通すと、(4.4)式から、
(1一α)2 Pxx= 一一一一一一一一一一一一
@Pεε (4.10)
1十α2-2α・cos(2πf4t)
のパワースペクトルを持っARノイズが生成する。 MAノイズと同様に、作成しようとす
るARノイズのパワースペクトルの形を先に決めてから、それに合うようなARフィルタ
の係数αを計算する。
このような一次のフィルタを多数作りっなぎ合わせれば、多次のARフィルタとなる。
4.4 ロ ノイズ(ARノイズ)の設
振 幅
操作変数 記号 単位 α 実験1 実験2 実験3 実験4
蒸発量制御ダンパノイズ
eDFダンパノイズ
bDFダンパノイズ
R焼ストーカ速度ノイズ
FDIN
eDFN
bDFN
bTSN
%
@%
@%mOTCH
0.85
O.85
O.85
O.15
±8,0@±9.0’ ±10,0
@土2,0
±8.0
}9.0m20.0
y2.0
土8.0
}9.0}15.0
m2.0
±7.0
m6.0m12.0
y2.0
*αは一次ARフィルタのパラメータ
一81一
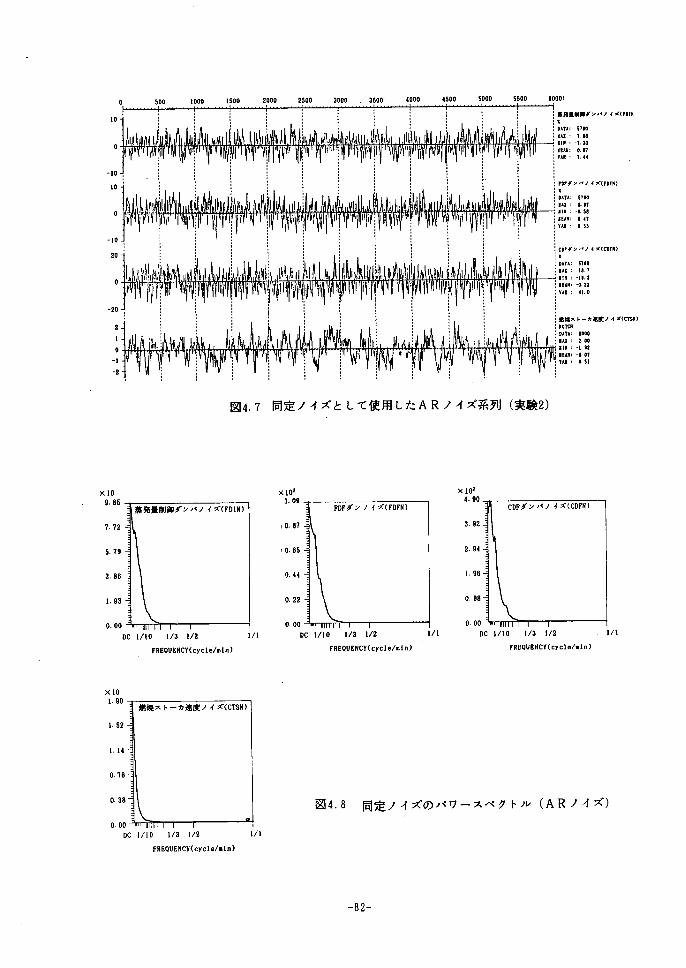
白
0 5pe 1000 1500 2000 2500 ’
30eo ,
3500’ 400e i5eo ‘
5eoe 5500 eOOOt
te
0
’le
le
0
一IO
20
0
一20
2
1
o
.1
一2
11}
‖
]
掘血
鱗
iill lPtLiliV’1,
1bl
‖
柚
11’1
滅晃且頷師ダン’罐ノ イズ《,olト
‘
bATA: 57●o
田日: 7.開‘ln 3 一τ. 33
●駄ti: ●OT
ΨA● : 7、 44
,⑬F〆ン’イノ イ ≠‘rOF筒,
竃
0ATA; 5780
■岨 : 1‘7
01縛 : ’5 58
[tAtt: o.4T
VA● : 8.55
COPダン”ノイズcorn)s
OATA: 5Teo
●A: : t●.T
■lH ; ,1●,3
■EAH: ・0,23
∀n: “.o
:佑焼ストーカ遮度ノイズ《CTSN,
冒01℃n
DA†A:
甑x:
剛n:■tA-:
ΨA●:
eooe
2.Ol
-1.t2
・0.07
0,5t
図4. 7 同定ノイズとして使用したARノイズ系列 (実験2)
×109、e5
7.72
5.79
3,86
L93
0.00
蒸発量制御ダンパノイズ(FDIN)
DCl/10 1!3 1/2
FREQVENCY(cycl■!mln)
1/1
×102
1.09
10,S7
「O.65
0.44
0.22
0.00
DC 1/10
FDPダンノイズ(FDFN)
1!3 1/2
FREQVEHCY《cycle/田ln)
1!t
×102 4.90
3.92
2.94
1,96
0.98
CDFダンパノイズ(CDFN)
0.00
DC I!la 1/3 1/2
FREQUENCV(cγcle/①1n)
ハ/1
×101.90
1.52
1.14
0.T6
0.38
0.00
DC
燃焼ストーカ速度ノイズ(CTSN)
1/10 1/3 1/2 1/1
図4.8 同定ノイズのパワ スペクトル (ARノイズ)
FREQVEHCY(cycle/Pln)
一82一
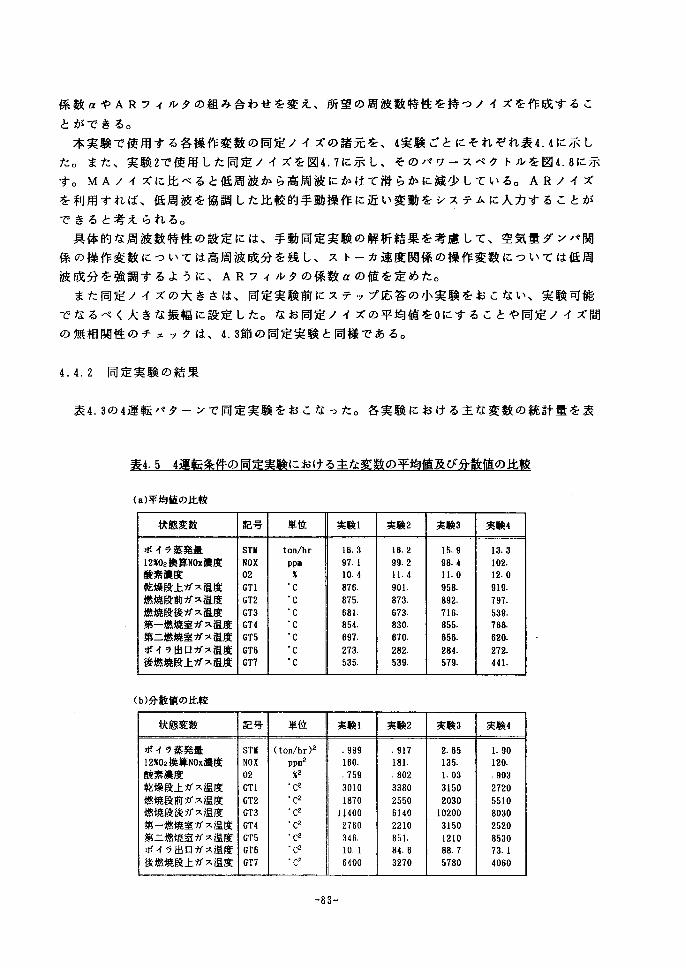
係数αやARフィルタの組み合わせを変え、所望の周波数特性を持つノイズを作成するこ
とができる。
本実験で使用する各操作変数の同定ノイズの諸元を、4実験ごとにそれぞれ表4.4に示し
た。また、実験2で使用した同定ノイズを図4.7に示し、そのパワースペクトルを図4.8に示
す。MAノイズに比べると低周波から高周波にかけて滑らかに減少している。 ARノイズ
を利用すれば、低周波を協調した比較的手動操作に近い変動をシステムに入力することが
できると考えられる。
具体的な周波数特性の設定には、手動同定実験の解析結果を考慮して、空気量ダンパ関
係の操作変数については高周波成分を残し、ストーカ速度関係の操作変数については低周
波成分を強調するように、ARフィルタの係数αの値を定めた。
また同定ノイズの大きさは、同定実験前にステップ応答の小実験をおこない、実験可能
でなるべく大きな振幅に設定した。なお同定ノイズの平均値を0にすることや同定ノイズ間
の無相関性のチェックは、4.3節の同定実験と同様である。
4.4.2 同定実験の結果
表4.3の4運転パターンで同定実験をおこなった。各実験における主な変数の統計量を表
4.5 4運 件の同 における主な’・の平均 及び の比較
(a)平均値の比較
状態変数 記号 単位 実験1 実験2 実験3 実験4
ボイラ蒸発量 ST箪 ton/hr 16.3 16.2 15.9 13.3
12%02換算NOx濃度 NOX PP碩 97.1 99.2 9&4 102.
酸素濃度 02 % 10.4 11.4 11.0 12.0
乾燥段上ガス温度 GTl ◆C 876. 901. 95& 919.
燃焼段前ガス温度 GT2 ’C 875. 873. 892. 了97.
燃焼段後ガス温度 GT3 ’C 681. 673、 716. 539.
第一燃焼室ガス温度 GT4 ’C 854. 830, 855. 768.
第二燃焼室ガス温度 GT5 ゜C 697. 670. 656. 620.
ボイラ出ロガス温度 GT6 ’C 273. 282. 284. 272.
後燃焼段上ガス温度 GT7 ’C 535. 539, 579. 441.
(b)分散値の比較
状態変数 記号 単位 実験1 実験2 実験3 実験4
ボイラ蒸発量 ST薗 (ton/hr)2 .999 .917 2.65 1.90
12%02換算NOx濃度 NOX 2垂垂 160. 181. 135. 120.
酸素濃度 02 %2 ,759 .802 1.03 .903
乾燥段上ガス温度 GT 1 ’C2 3010 3380 3150 2720
燃焼段前ガス温度 GT2 ’C2 1870 2550 2030 5510
燃焼段後ガス温度 GT3 ’C2 1‡400 6140 10200 8030
第一燃焼室ガス温度 GT4 ’C2 2760 2210 3150 2520
第二燃焼室ガス温度 GT5 ’C2 346. 851. 1210 8530
ボイラ出ロガス温度 GT6 ℃2 10.1 84.6 88.7 73.1
後燃焼段上ガス温度 GT7 ℃2 6400 3270 5780 4060
一83一
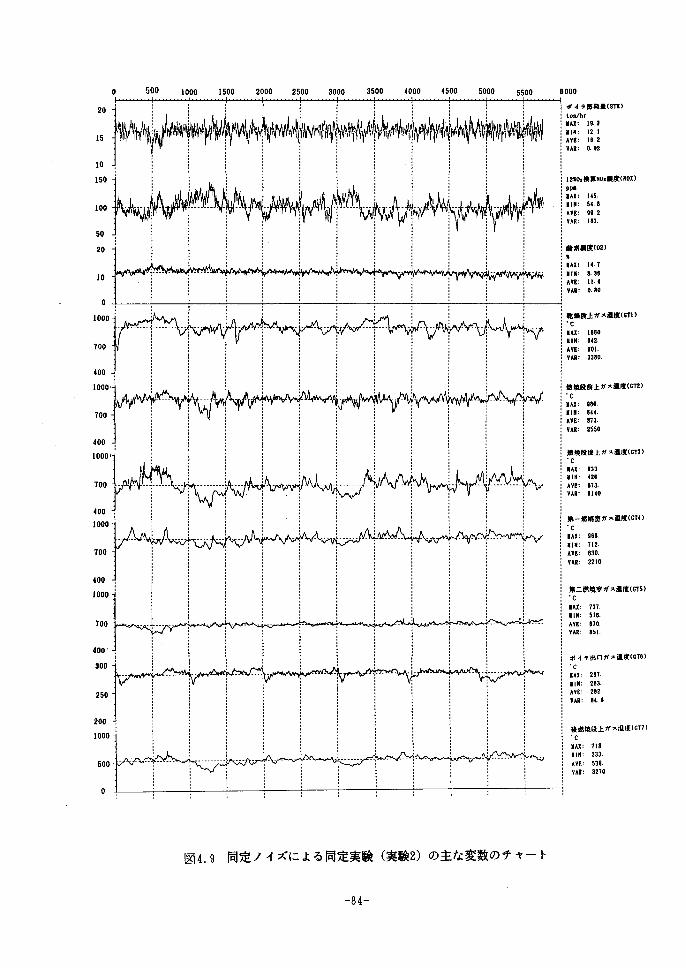
0 500 1000 1500 2000 2500 3000 3500 4000 1500 ,
SOOO 5500
20
P5
P0
c…
ィ00052
1
O
OOO
OO1 7
0
000041
007
伽…加伽㎜
007
oooooooo
4
052
0 0
005
酬嚇綱納綱酬綱幽
L 1
酬宇呵
会会..,■“一
A
’1
.
6000
:rドイヲ薫発量(ST冨)
lton!hrimX, tg.3
i冨1因・12.・1
;Ave:16.2ivAR, o..92
:12竃02換算NOx浪度(貰OX)
i叩・: ■Ax: 145.
i■IN・54.e: AV8: 99.2
ivAa:ISI.
1酸素■度《02)
傷
口AI: 14.7
■tK:8.3s
A“: ll.4
VA9: 0. SO
l乾燥段上ガス温度(GT1》
1℃iIAr, leeo
iUIHI e42,
lAVE:gol.iVAR,33eo.
i懲焼段前上ガス直度《6T2)
1’Cimx,980,1ロ川:e“.iAVε, s13.
i VAR: 2550
i maMR後上ガ。醒㈹;・C
i‘A:,e3e.
ittN, 12e.
i Aワe: 673.
;VAR:別40
}第一燃焼室ガス温度(CT4,
1’CiMAX,96s.
i笛!N:712.
iAVE・e30.
lVAR・2210
i第二燃焼室ガス温度《CT5)
1℃i甑1,737,
iILN, Sle.
lAVE:670.i▼^魔,eSl.
i。四。唖度,。,)
i・c
iω,29T.iロINI 263.
lAYe:z82.iVAR, e4,6
i 後燃焼段上ガス温度(cτ7)’
; ℃
i脚、7:s.ililH,333.
iAVE,539.: VA‘: 3270
図4.9同定ノイズによる同定実験(実験2)の主な変数のチャート
一84一
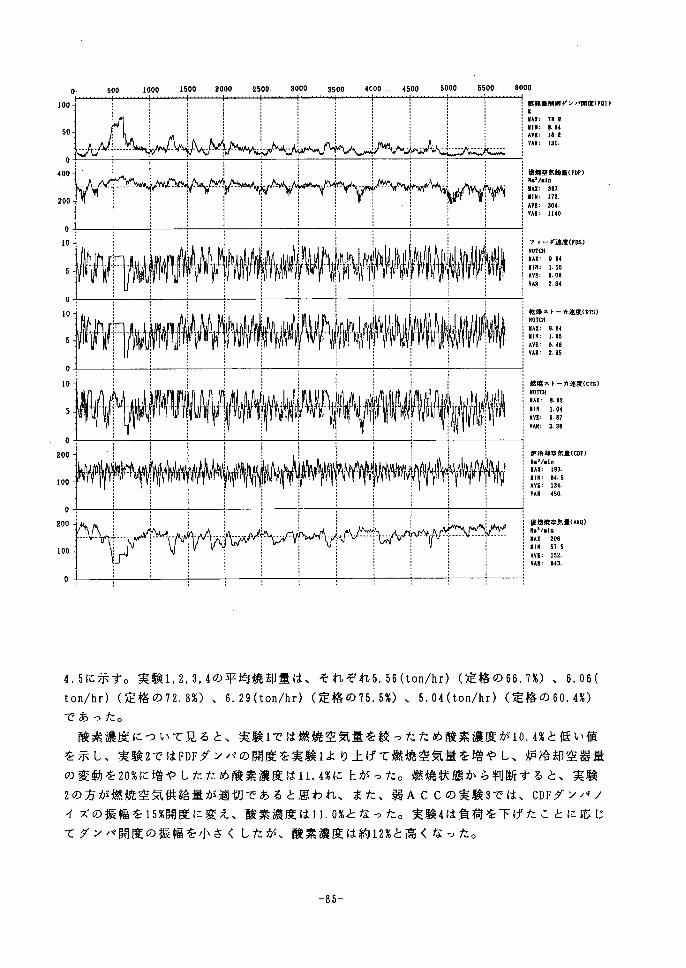
0100
500 1000 1500 2000 2500. 3000 3500 4COO 4500 5000 5500 6000
50
0
400
200
00
5
00
5
00
1泰発量制御ダン〆開度(ro1);駕
ltAX: 78■・尊1脾‘ 8.94
1Avs: 」82
{vAR:iSl・
1燃焼空気総量(FDF,lN・・!sln
l甑x: 387{ ■lN: 172・
lAve:304.
lvAR: 1[40
綱幽綱〃糊綱幽
フ∫一ダ速度(FDS)
lNOTCH:■AX・ 9el
l]!N: 150
1AVE: eOSl VAR: 2,84
5
0
200
: 乾爆ス トーカ速度《DTS}
NOTCHi白x9・別illl:li 1;
i・^・’2・・5
i燃焼。,一樋,㈹
lRO回i曽Ar・8e2i■1閥:1..04
1 AVi: 5 87
iVAR、3..38
100
0
200
100
0
tethtS9Ptnくむロけ
酬}綱ご綱榊岬轡酬1綱酬嶋i;;1:』 VAR: 450
後燃焼空気量《ANQ}ti・・!●ln
■M: 206
MIH: 575A▼ε: 152.
vAR: Sl3.
4.5に示す。実験1,2,3,4の平均焼却量は、それぞれ5.56(ton/hr)(定格の66.7%)、6.06(
ton/hr)(定格の72.8%)、6.29(ton/hr)(定格の75.5%)、5. 04(ton/hr)(定格の60.4%)
であった。
酸素濃度にっいて見ると、実験1では燃焼空気量を絞ったため酸素濃度が10.4%と低い値
を示し、実験2ではFDFダンパの開度を実験1より上げて燃焼空気量を増やし、炉冷却空器量
の変動を20%に増やしたため酸素濃度は11.4%に上がった。燃焼状態から判断すると、実験
2の方が燃焼空気供給量が適切であると思われ、また、弱ACCの実験3では、 CDFダンパノ
イズの振幅を15%開度に変え、酸素濃度は11.0%となった。実験4は負荷を下げたことに応じ
てダンパ開度の振幅を小さくしたが、酸素濃度は約12%と高くなった。
一85一
同定実験との比較のために、通常運転のデータを17時間45分の期間収録した。平均蒸発
量が18.0(ton/hr)、平均焼却量は8.03(ton/hr)(定格の96.4%)であった。同様に、同定実
験と比較するため、弱ACCの運転のデータを42時間収録した。平均蒸発量が16.5(ton/h
r)、平均焼却量は6.48(ton/hr)(定格の77.7%)であった。
弱ACCではボイラ蒸発量制御のP制御を弱めているため、ボイラ蒸発量の分散値が大き
くなっている。NOx濃度の平均値は実験による差はみられないが、分散値は弱ACCの方が
小さい。
実験結果の例として、実験2の主な変数のチャートを図4.9に示す。前回の同定実験では
ストーカ速度の張り付きがみられたが、同定ノイズの大きさの調整とACCの調整を行っ
たため、張り付きがほとんどなくなった。
4.4.3 NOx濃度と炉温分布の関係
本実験ではストーカ上のガス温度分布をとっており、それらがNOx濃度に対してどのよう
な関係を持っか調べた。例として、実験2におけるNOx濃度とストーカ上ガス炉温分布の関
係を図4.10に示す。各図の左部分にNOx濃度の頻度分布を示し、 NOx濃度の最小値から最大
値までの範囲を10分割し、ハッチングされている領域のNOx濃度ついて、同時刻の乾燥段上
ガス温度(GT1)、燃焼段前上ガス温度(GT2)、燃焼段後上ガス温度(GT3)、後燃焼段上ガス温
度(GT7)を右部分に折れ線で結んでいる。ここで、図(a)から図(d)は、 NOx濃度の高濃度か
ら低濃度の順に示している。また、図下の温度は各位置でプロットされた炉温の平均値を
示している。これらの図によると、乾燥段上や燃焼段前上のガス温度はNOx濃度によって変
化しないが、燃焼段後上や後燃焼段上のガス温度はNOx濃度が低い時に高く、NOx濃度が高
い時に低い傾向のあることがわかる。次に、NOx濃度の各領域ごとの炉温の平均値(図下に
示したの炉温平均値)を、4っの実験にっいてすべて計算したものを表4.6に示す。表から、
4つの実験すべてにおいて後燃焼段側の炉温が高いほど、NOx濃度が低くなる傾向を示して
いることがわかる。
このように、後燃焼段上ガス温度がNOx濃度と関係が深い理由として、次に述べるように
燃えきり点の位置がNOx濃度に影響することが考えられる。すなわち、燃えきり点の位置が
下流側に移動すると、後燃焼段上ガス温度が上がる。そのとき、ごみは燃焼段上に敷き詰
められた状態となっていることから、燃焼空気が十分に燃焼部分に供与されるため、燃焼
ガス中の酸素濃度は低下する。 そして、酸素不足となる場所では還元性ガスが生成し、
NOx濃度を低下させる。一方、燃えきり点の位置が上流側へ移動すると、後燃焼段ガス温度
が下がる。そのとき、燃焼空気は灰化したごみの間を縫って吹抜けるため、酸素濃度が高
くなる。ここで、4.3節の同定実験を振り返って、酸素濃度の分散が大きくなっているにも
かかわらずNOx濃度は変化していなかった原因を考えると、実験中に燃えきり点を低周波で
大きく変動させなかったからではないかと推測される。
燃えきり点の位置はごみ質の変化により長時間周期で振動し、同定実験ではさらにスト
ーカ速度に加えられる外乱により変動する。NOx濃度の低周波成分にはその影響が含まれて
いると推測される。このことから、NOx濃度の低周波成分を安定させるためには、燃えきり
点を一定に維持するような運転が望まれる。そのとき、後燃焼段上ガス温度は燃えきり点
一86一
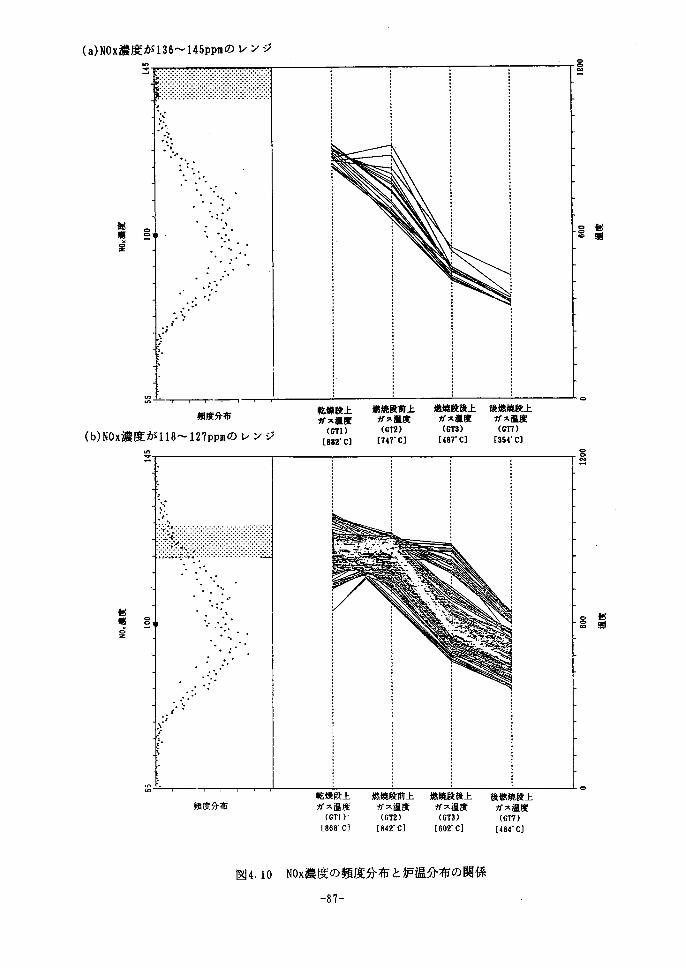
(a)NOx濃度が136~145ppmのレンジ
完
09
憾闇ぷZ
口口
頻度分布
(b)NOx濃度が118~127ppmのレンジ頃=
O竺驚.皇
鵠
乾燥段上 燃焼段前上 燃焼段後上ガス沮度 ガス温度 ガス温度 (GTI) (GT2) (6T3)
【S82’C] [747°C] 【467°C]
後燃焼段上ガス温度
(GT7)
【354’C]
頻度分布乾燥段上
ガス温度
(GTD’
[868’ cj
燃焼段前上
ガス温度 (GT2)
〔842’C]
燃焼段後上
ガス温度 (GT3)
〔602’C]
後燃焼段上
ガス温度 (G↑7)
[484’C]
8竺
§慧
e
図4.10 NOx濃度の頻度分布と炉温分布の関係
一87一
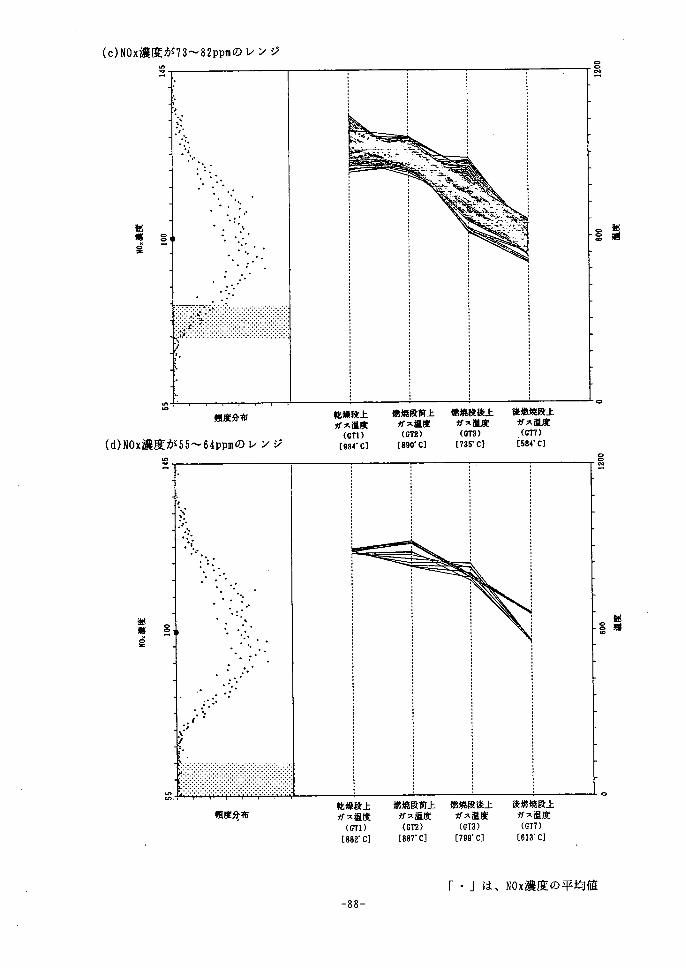
(c)NOx濃度が73~82ppmのレンジ
三
09婿己Z
鵠
頻度分布
(d)NOx濃度が55~64ppmのレンジ
6Z
乾燥段上ガス温度 (GT1)
[934℃】
燃焼段前上
ガス温度 (GT2)
[890’ C]
燃焼段後上 後燃焼段上
ガス温度 ガス温度 (Gre) (G17》
【735°C] [584°C】
8雲
§豊
o
頻膨怖乾燥段上 燃焼段前上ガス温度 ガス温度 (GTI) (GT2)
[882’C] [887°C]
燃焼段後上 後燃焼段上ガス温度 ガス温度
(CT3) (GT7)
[799σC] [613’C]
8竺
§tS
o
「・」は、NOx濃度の平均値
一88一
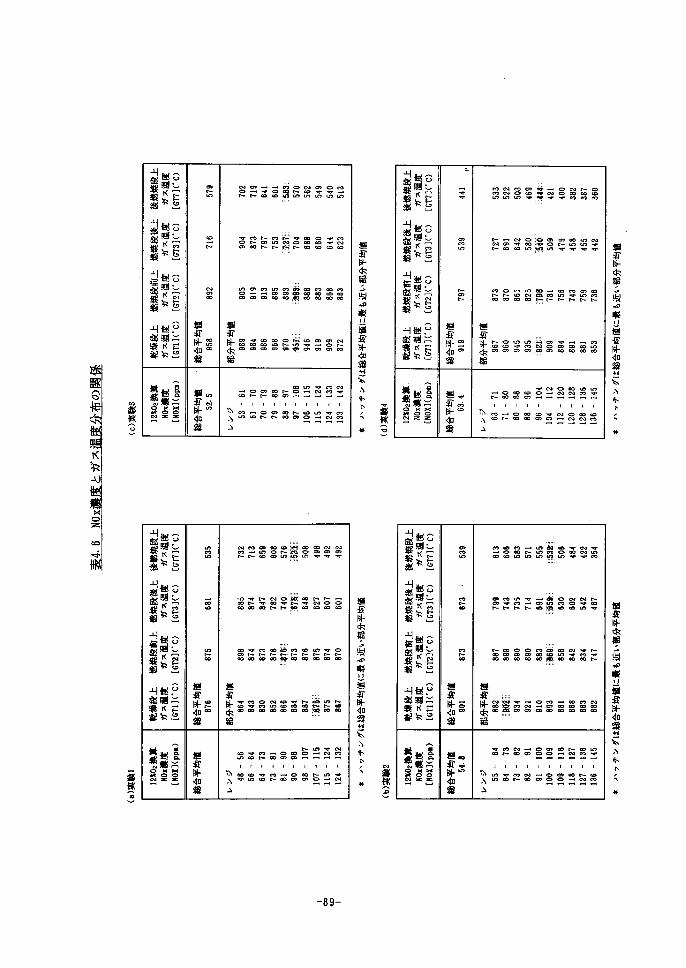
q⊃求B
゜。
?処
-O竺
“=
|マ三
。O
。°
B-
W
-に
。°
B吟
蚊伴余雛�
へぶ
.°oO
宴梓40鍵�
蚊時φ雲
且e[吉巴
宥苫2
郭8欲竺
う三
|O雲
。.
B一
。=|‘噂竺
一ーO竺一-〔O -●O
。ε
-鵠
宴梼余雛�
Sぶ
o.
宴梼40鯉�
載時如鍵
螂礼雲雲
畜鰍(e
.
令否黶|蕊】
一-口=
。●
っ=|02
竺-←㏄
。°
B-
n←
卜-O←←-二-・。口
貢畔余硲�
、A
勺.
載梼中趣�
載酔如堤蛸×皇
郵ざ嵩一
。部
aio>
。零
一ー吻=
。零
一-S〔
。自
oO|8
-お
。8
-6。←θ←
|苫
。一
-鵠
。°
B←
㊨-ooマ
颯貯束提�
、ぶ
.°
B嶋
載匪如禦�
載降40鍵
宙榔㌃)
89一
K泉∪
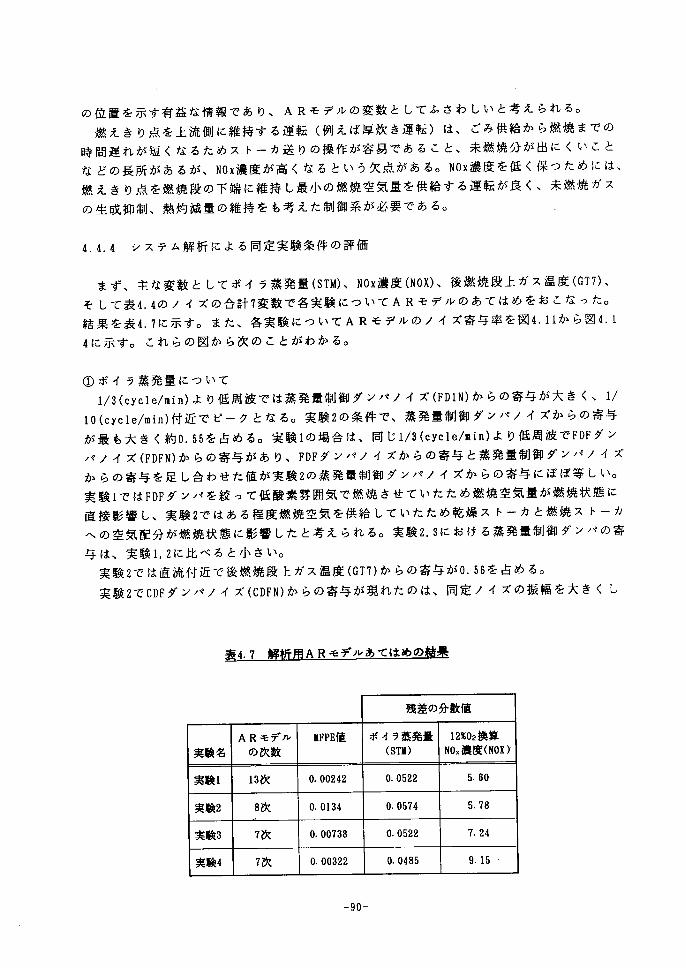
の位置を示す有益な情報であり、ARモデルの変数としてふさわしいと考えられる。
燃えきり点を上流側に維持する運転(例えば厚炊き運転)は、ごみ供給から燃焼までの
時間遅れが短くなるためストーカ送りの操作が容易であること、未燃焼分が出にくいこと
などの長所があるが、NOx濃度が高くなるという欠点がある。 NOx濃度を低く保っためには、
燃えきり点を燃焼段の下端に維持し最小の燃焼空気量を供給する運転が良く、未燃焼ガス
の生成抑制、熱灼減量の維持をも考えた制御系が必要である。
4.4.4 システム解析による同定実験条件の評価
まず、主な変数としてボイラ蒸発量(STM)、 NOx濃度(NOX)、後燃焼段上ガス温度(GT7)、
そして表4.4のノイズの合計7変数で各実験についてARモデルのあてはめをおこなった。
結果を表4.7に示す。また、各実験についてARモデルのノイズ寄与率を図4.11から図4.1
4に示す。これらの図から次のことがわかる。
①ボイラ蒸発量にっいて 1/3(cycle/rnin)より低周波では蒸発量制御ダンパノイズ(FDIN)からの寄与が大きく、1/
10(cycle/rn・in)付近でピークとなる。実験2の条件で、蒸発量制御ダンパノイズからの寄与
が最も大きく約0.55を占める。実験1の場合は、同じ1/3(cycle/min)より低周波でFDFダン
パノイズ(FDFN)からの寄与があり、FDFダンパノイズからの寄与と蒸発量制御ダンパノイズ
からの寄与を足し合わせた値が実験2の蒸発量制御ダンパノイズからの寄与にぼぼ等しい。
実験1ではFDFダンパを絞って低酸素雰囲気で燃焼させていたため燃焼空気量が燃焼状態に
直接影響し、実験2ではある程度燃焼空気を供給していたため乾燥ストーカと燃焼ストーカ
への空気配分が燃焼状態に影響したと考えられる。実験2,3における蒸発量制御ダンパの寄
与は、実験1,2に比べると小さい。
実験2では直流付近で後燃焼段上ガス温度(GT7)からの寄与がO.56を占める。
実験2でCDFダンパノイズ(CDFN)からの寄与が現れたのは、同定ノイズの振幅を大きくし
4.7 ARモデルあてはめの
残差の分散値
実験名
ARモデル@の次数
冨FPE値 ボイラ蒸発量
@(ST■)
12%02換算
mO.濃度(NOX)
実験1 13次 0.00242 0.0522 5.60
実験2 8次 0.Ol34 0.0574 5.78
実験3 7次 0.00738 0.0522 7.24
実験4 7次 0.00322 0.0485 9.15
一90一
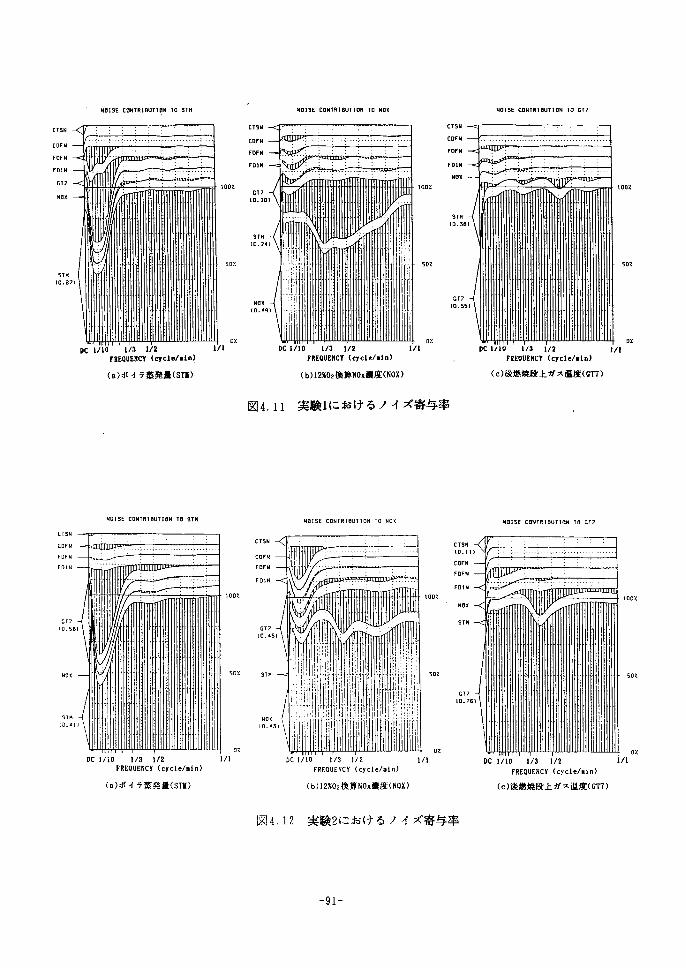
CTSN
CDFN
FDFN
FDIN
GT7
Nox
STHID.8フ〕
NOISE CONTRIBUT】6N IO STH
. :
・ ・●
,,」’・・』・ p・一{・… ’ … {・… :・… ≡・』』・:・… ≡・…
7
:” .層,層.
ト.w.1 :’--∵『’-∵『∵”°吟『『”
⊆3ユー口xゴゴ.7
1
1.
’1 ll
ilp
F
1
フ〕 「「
v
DC 1ハ0 1!3 1!2
FREQUENCY {cycle!●1n~
(a)ボイラ蒸発量(STM)
100Z
50z
O叱
tTSN
cOFN
FDFN
FOIN
G⇔10.20ハ
STH(0.Z4 i
Nex
fOメ9ハ
対01SE tON†RtBUTION TO 鱒OX
〉 ; i : : ; : 』
’ _ , ヨ , - P 1:- ・ 9 層 :P , - P I 9 . . .…” . . : 』 ・ , 』;’ … ! 『 , 『 ,
ii i ・. . ’ . . ・ ’ . ・ … 一 一 一 … 一 一
…、…二…
i : : i : 1
i・
i・ , 三. , 『 -: , 9 , : . 層 . .; . 『 ’ : . ’ . : 』 ・ ” . 』 』 『
.
D.
ア7,層. :
@ト
撃戟E. r.1ヨ
?C lll
3「 ’
@ 」
100Z
DC 1!10 1/3 1!2 1!t
FREQVεHCY {c,cle!●1n,
(b)12×02換算NOx濃度(NOX)
50Z.
OX
CTSN
CDFN
FOFN
FDtN
NOX
ST筒
co.5ei
NOl sE eeNTRl euT I eN To 6Tフ
GTフ
10.551
・ノー一ご…一_too2
DC ItlO 1/3 1!2 t!t FREQVEHCY《cycle!etn)
(c)後燃焼段上ガス温度(GT7)
50文
OZ
図4.11 実験1におけるノイズ寄与率
[TSN
COFN
FOFN
FDIN
tTフ
to.S6ハ
Hvx
STH[0.nll
NOISE CON†RIBUT10N TO STH
DC 1/io 1/3 1!2
FREQUENCV (cycie/■in)
(a)ボイラ蒸発量(ST‘)
100Z
SOT.
1/1
O’1.
NOISE CONIRI8UTION TO NOX 吋O l SE CON†R I 8UI lON TO aTフ
CTSN
COFN
FDFN
FDIN
cτク
(0.4Sl
STH
Nex
tO.i3J
一凹、
L・i“・・一・・-a
・<
彫〆 .
\L
-’ :.
/l! 11
I‖‖!
1
F ・ 1
i!li1ii‖
C.
DC }!10 t /3 1/2
FREQVEHCY(cycle/■in)
(b)!2×02換算NOx濃度(NOX)
tODZ
1/t
50’t.
o’t.
CTSNlO.11,
tDFN
FOFN
FDlN
Nex
STH
GT7to.フ6}
.rPD・.@L
・i.... ・:・… }・・ ・.・ F… ∵ 「. 」」,」.
L
び1-.@ .
竃竃
・...P,,, .P」」」・L「「.. 幽. .^.L」..・...」F■1P.r-r
r.ρ呑
..
「.
1
「 .
」.
@」
}
1Vl
DC 1/10 1/3 1/2
FREQUENCV (cycle!■in)
(c)後燃焼段上ガス温度(GT7)
100’t
soz
1/1
OZ
図4.12 実験2におけるノイズ寄与率
一91一
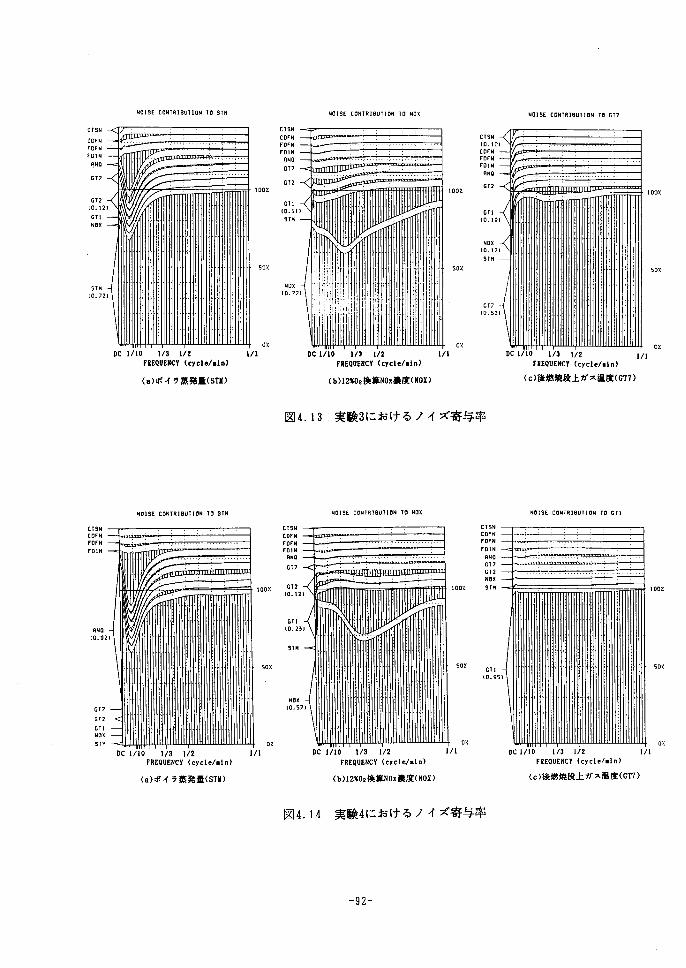
NOISE ceN†R18UIION TO STH 帖01SE ceNTRIBUTION TO Ndt Ne1SE CONTRI8UIIaN Te C†フ
CTSN
CDFNFDFNFOlN
PNO
GT7
CT2【0.120
-XτOCN
STH(0.フ2】
DC 1/10 1/3 1!2
F8EQUEHCV (c7cle!●Sn,
(a)ボイラ蒸発量(Sllt)
toez
1!1
SOZ.
OZ
CTSN
CDF岡
FDFNFOIN RNO
Gτフ
GT2
6T1
lo.111
BTH
Nex(0.〃
DC 1!to 〃3 1/2
FREQUENCY{cycle/■tn)
(b)12×02換算NOx濃度(NOX)
100’Z
1!1
50翼
DZ
CTSN【0.10)
cOFHFDFNFO1開
ANO
GT2
GTi
【0.19,
Nox
to.121
STM
6Tフ
|o.s2i
・ 」
’:’’” 秩f 『・『’ :. .・「 』’ 』.
1
F ”: ” 』:” 』、’ ’”』‘、1『’” い ’ 』』「”
-.-・...、層,,会.-L」^L・.・P.-.W...,..」,.rF.」
i.一 : : : ,
@ .
@ 」.
@ 1@ F
@ :
@ :
@ 1
@ F
@ L
cC 1!10 1!3 1/2 1!
..
FaEQVENCV(cycle/・tn)
(c)後燃焼段上ガス温度(GT7)
leOX
50x.
e’t
図4.13 実験3におけるノイズ寄与率
CTSNCOFNFDFNFOIN
RNa
tO.921
GT7
6T2
6TtNex
STH
NOISE CONτRlBUτ10N Io srh
9
田
,. ..
「1.
L
.
L
1
..
DC 1!10 1/3 1/2 FREQUENCV《cycle/●ln}
(a)ボイラ蒸発量(ST麗)
lOOZ.
1/1
50Z
oz
NOISE tONTR19UT10N †O NOX
τ3N
DFNOFN ■r.,,,」,F.rr....111 .17F」
01N 肌や
“O ’ 「 「 ’ ㍉ ’ . 「 ’r . . F 、 1 , P 「. 」.1 .. .,L..
~享ぬト3Cτフ
F. F.
6了2
0,12)
L 「. ,.
6T1 -「
0,25ハ
.ご’
STHll
「「
刈x10,Sフ)
PC 1/10 t!3 1!2
FREQUENCY (cycle/ロtn)
(b)12×02換算NOx濃度(NOX)
100’x
50z
1/1
OZ
CTSNCOFNFOFN
FO洲 RNa 6τフ
CT2
Nex
∋胴
aTl
{o.95】
NOrSE ceNTRIBVTION TO GT1
F .
唱、・.・
へ、
..「..・..」.@7ヨリ ・ …
@ F「「“一A巳蓄1エ1エユ舌1一ユxエエ、●巳. ’ . 「.「 「 . 1., - . . 、 . ’ 「 -.’ ■ . L
F
eP,1F.,P.「「’1,「,「..・.「.「.「「層..」.F・L・...
「
e.,1., ,
OC 1/ro l/3 1/2
FREQUENCV {cycleノ■1n)
(c)後燃焼段上ガス温度(GT?)
1!1
loez
5D-1.
07.
図4.14 実験4におけるノイズ寄与率
一92一
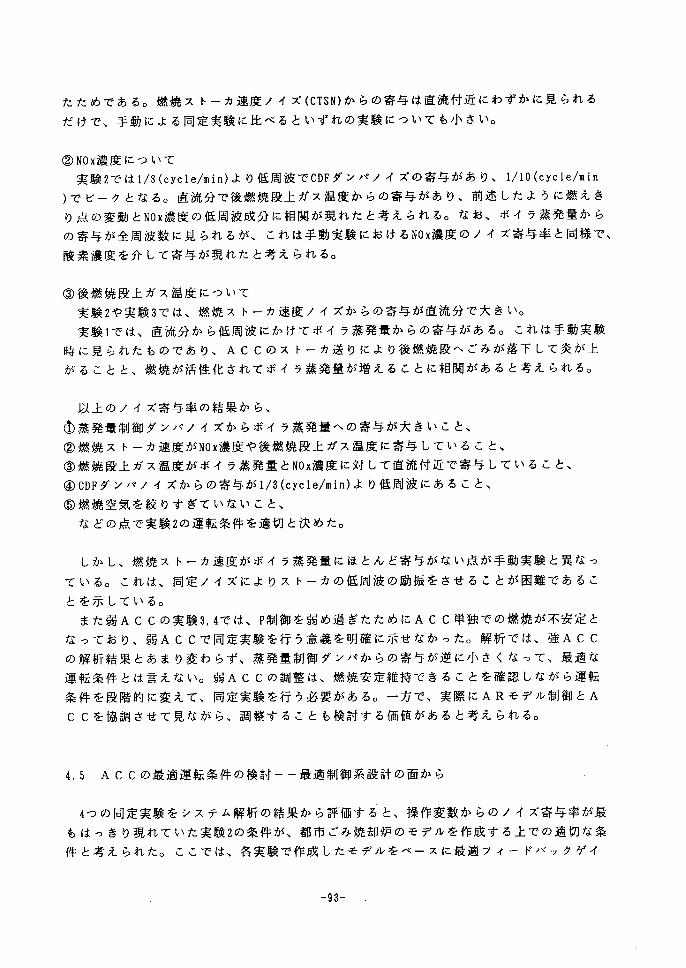
たためである。燃焼ストーカ速度ノイズ(CTSN)からの寄与は直流付近にわずかに見られる
だけで、手動による同定実験に比べるといずれの実験についても小さい。
②NOx濃度について 実験2では1/3(cycle/min)より低周波でCDFダンパノイズの寄与があり、1/10(cycle/min
)でピークとなる。直流分で後燃焼段上ガス温度からの寄与があり、前述したように燃えき
り点の変動とNOx濃度の低周波成分に相関が現れたと考えられる。なお、ボイラ蒸発量から
の寄与が全周波数に見られるが、これは手動実験におけるNOx濃度のノイズ寄与率と同様で、
酸素濃度を介して寄与が現れたと考えられる。
③後燃焼段上ガス温度について
実験2や実験3では、燃焼ストーカ速度ノイズからの寄与が直流分で大きい。
実験1では、直流分から低周波にかけてボイラ蒸発量からの寄与がある。これは手動実験
時に見られたものであり、ACCのストーカ送りにより後燃焼段へごみが落下して炎が上
がることと、燃焼が活性化されてボイラ蒸発量が増えることに相関があると考えられる。
以上のノイズ寄与率の結果から、
①蒸発量制御ダンパノイズからボイラ蒸発量への寄与が大きいこと、
②燃焼ストーカ速度がNOx濃度や後燃焼段上ガス温度に寄与していること、
③燃焼段上ガス温度がボイラ蒸発量とNOx濃度に対して直流付近で寄与していること、
④CDFダンパノイズからの寄与が1/3(cycle/min)より低周波にあること、
⑤燃焼空気を絞りすぎていないこと、
などの点で実験2の運転条件を適切と決めた。
しかし、燃焼ストーカ速度がボイラ蒸発量にほとんど寄与がない点が手動実験と異なっ
ている。これは、同定ノイズによりストーカの低周波の励振をさせることが困難であるこ
とを示している。
また弱ACCの実験3,4では、P制御を弱め過ぎたためにACC単独での燃焼が不安定と
なっており、弱ACCで同定実験を行う意義を明確に示せなかった。解析では、強ACC
の解析結果とあまり変わらず、蒸発量制御ダンパからの寄与が逆に小さくなって、最適な
運転条件とは言えない。弱ACCの調整は、燃焼安定維持できることを確認しながら運転
条件を段階的に変えて、同定実験を行う必要がある。一方で、実際にARモデル制御とA
CCを協調させて見ながら、調整することも検討する価値があると考えられる。
4.5 ACCの最適運転条件の検討一一最適制御系設計の面から
4つの同定実験をシステム解析の結果から評価すると、操作変数からのノイズ寄与率が最
もはっきり現れていた実験2の条件が、都市ごみ焼却炉のモデルを作成する上での適切な条
件と考えられた。ここでは、各実験で作成したモデルをベースに最適フィードバックゲイ
一・ X3一
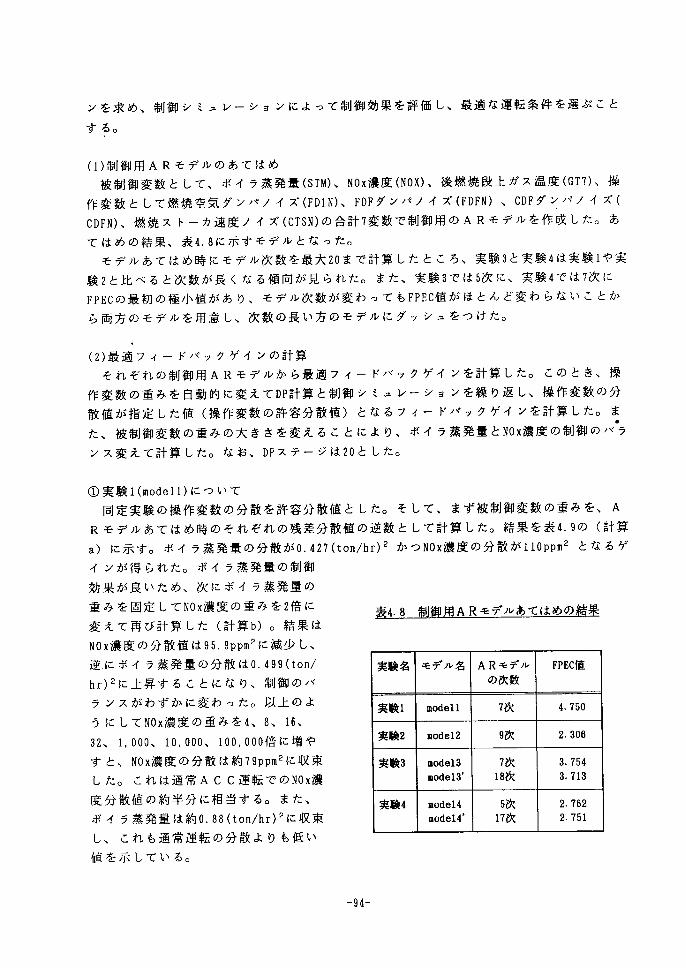
ンを求め、制御シミュレーションによって制御効果を評価し、最適な運転条件を選ぶこと
する。
(1)制御用ARモデルのあてはめ 被制御変数として、ボイラ蒸発量(STM)、 NOx濃度(NOX)、後燃焼段上ガス温度(GT7)、操
作変数として燃焼空気ダンパノイズ(FDIN)、 FDFダンパノイズ(FDFN)、CDFダンパノイズ(
CDFN)、燃焼ストーカ速度ノイズ(CTSN)の合計7変数で制御用のARモデルを作成した。あ
てはめの結果、表4.8に示すモデルとなった。
モデルあてはめ時にモデル次数を最大20まで計算したところ、実験3と実験4は実験1や実
験2と比べると次数が長くなる傾向が見られた。また、実験3では5次に、実験4では7次に
FPECの最初の極小値があり、モデル次数が変わってもFPEC値がほとんど変わらないことか
ら両方のモデルを用意し、次数の長い方のモデルにダッシュをっけた。
(2)最適フィードバックゲインの計算
それぞれの制御用ARモデルから最適フィードバックゲインを計算した。このとき、操
作変数の重みを自動的に変えてDP計算と制御シミュレーションを繰り返し、操作変数の分
散値が指定した値(操作変数の許容分散値)となるフィードバックゲインを計算した。ま のた、被制御変数の重みの大きさを変えることにより、ボイラ蒸発量とNOx濃度の制御のバラ
ンス変えて計算した。なお、DPステージは20とした。
①実験1(mode11)について
同定実験の操作変数の分散を許容分散値とした。そして、まず被制御変数の重みを、A
Rモデルあてはめ時のそれぞれの残差分散値の逆数として計算した。結果を表4.9の(計算
a)に示す。ボイラ蒸発量の分散が0.427(ton/hr)2かっNOx濃度の分散が110ppm2となるゲ
インが得られた。ボイラ蒸発量の制御
効果が良いため、次にボイラ蒸発量の
重みを固定してNOx濃度の重みを2倍に 4. 8 t用ARモデルあてはめの
変えて再び計算した(計算b)。結果は
NOx濃度の分散値は95.9ppm2に減少し、
逆にボイラ蒸発量の分散は0.499(ton/
hr>2に上昇することになり、制御のバ
ランスがわずかに変わった。以上のよ
うにしてNOx濃度の重みを4、8、16、
32、1,000、10,000、100, OOO倍に増や
すと、NOx濃度の分散は約79ppm2に収束
した。これは通常ACC運転でのNOx濃
度分散値の約半分に相当する。また、
ボイラ蒸発量は約0.88(ton/hr)2に収束
し、これも通常運転の分散よりも低い
値を示している。
実験名 モデル名 ARモデル@の次数
FPEC値
実験1 皿ode11 7次 4,750
実験2 ロode12 9次 2,306
実験3 皿ode13?盾р?P3’
7次
P8次
3,754
R,713
実験4 皿ode14高盾р?P4’
5次
P7次
2,762
Q,751
一94一
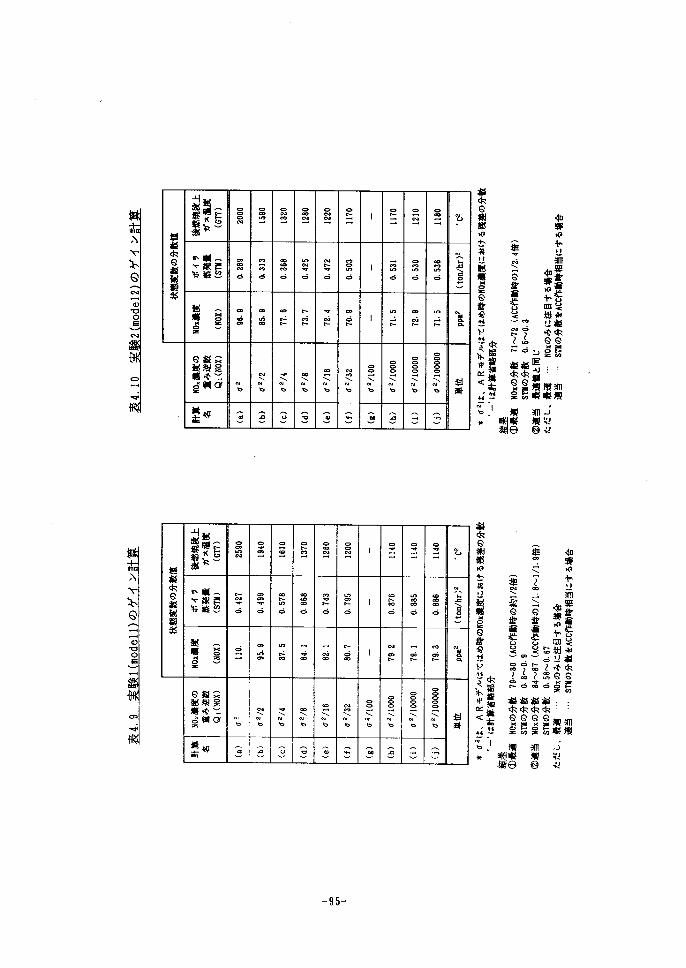
NP
“(
|\口8>
礼・
日糾
Oo。=
●°o旧6
吟.一←
88竺\Nb
(『
j
三㏄「
Oめ口、O
O.㏄←
(ご
9二
完“うd
埠.〔←
89\ひb
(5
1
1
8一\も
(。δ)
ε二
.。
W6
O.O←
a)
8e。一
㏄≒6
マ.N←
(3
8巴
器●d
゜。
_礼b
(巳
8.。一
゜oム6
●.←卜
ミNb
(O)
8巴
゜okの.O
O.吟゜o
゜。
_も
(e
80㏄
O爲、O
O.8
“b
(5
、
拒余e巴の堰虫e翠の 當
w(マ\5ご
冶合
封糾
O⑰=
.○
8002\覧
(ご
O噂=
u5O。汲潤
DO
一.廷
809\も
(〔)
Oマ=
゜⊃m゜。d
醐,9
8自\~b
(5
1
1
8一\“b
(。o
j
OON一
吉←.O
卜6°o
e。ナこ
(e
8㏄】
巴←d
一ふ゜。
“⊃
黶_Nb
(Φ〉
O卜竺
的旨.O
゜。
_紺b
(5
巳雲
゜。
mu36
uっDS
マ\ob
(o)
3竺
3マ、O
゜。
A8
㏄\但b
(£)
9器
←宰.O
¶b
(口)
一一 X5一
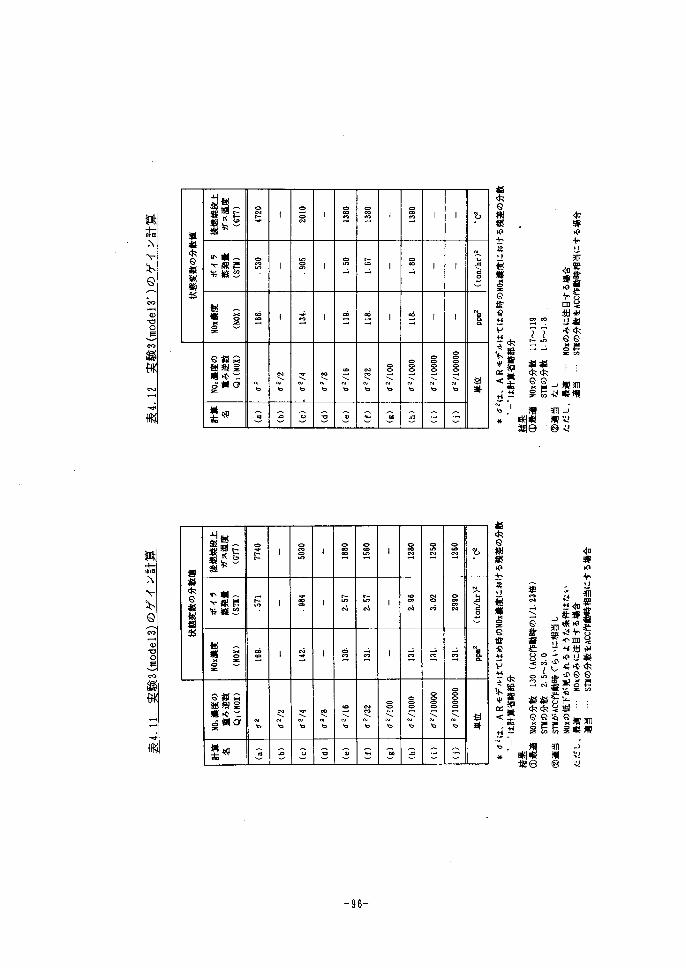
N(|\ぎご
創=
封卦
1
88竺\Nb
(『
j
1
1
089\も
(→)
8竺
O的.一
㊤=
8三\N“
2)
1
1
1
8司\“b
(四
u
8竺
←の.一
霧\NQ
(ご
O°o竺
O嶋.〔
q5黶_句b
(3
1
1
゜。
_Nb
(噂)
98
uウW.
ミも
(3
1
1
民\も
(β)
8←マ
Oめuっ.
Nb
(5
期閣◎剰嘔θ
閨
紺(
蛛?秩j
創昆o
垣珊
8巴
08民
(「
j
8竺
8、.●
88一\篭
(ご
O°o竺
3“
9竺\▽
(5
1
1
8一\Nb
(匂o)
O鴇一
←口.偲
e。ナNb
(』)
8°〇一
畠.創
6・⑲一
巴\Nb
(o>
1
゜。
_Nb
(3
02埠
葛O.
ミも
(o)
1
1
1
ミ三
(』)
O葦←
一←口.
Nb
(d)
一96一
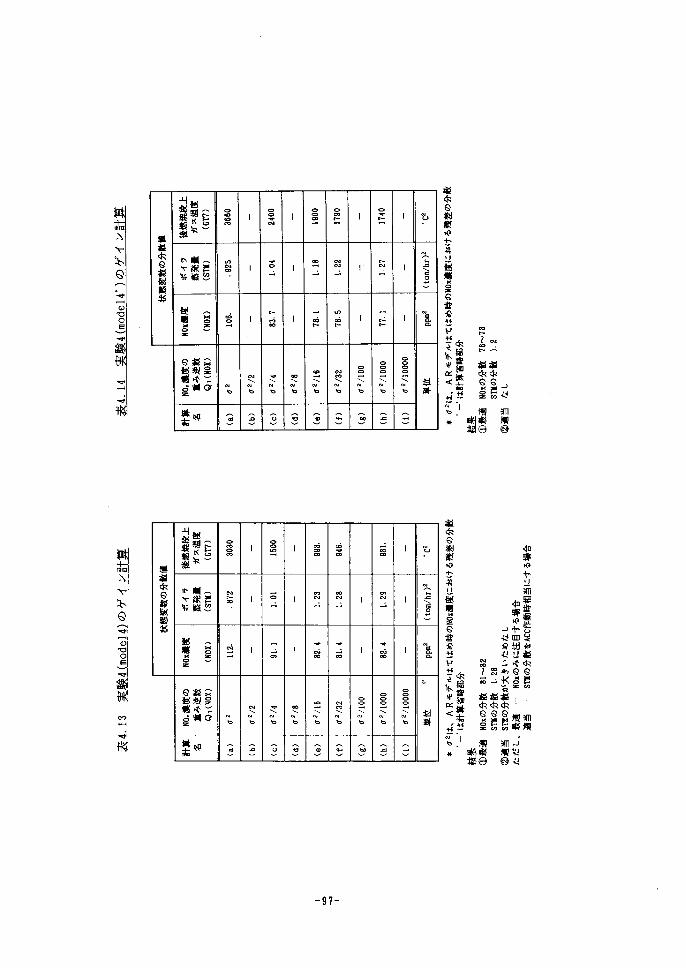
N(|\gご
N日
~
封糾
1
1
88】\Nb
(ご
零=
忘.一
〔.←←
89\篭
(5
1
1
1
8一\も
(。。
j
8ト一
egm.→
uっ
N°。\Nb
(無)
80一
゜。
黶D一
一゜6←
巴\篭
1
1
゜。
_も
(匂)
8吉
苫.一
卜.雷
ミ“b
(o)
1
1
N\篭
(e
08口
器弓。.
創b
(d)
NU
N(|\gご
㌔合
゜》 封糾
88一\Nb
(ご
認.一
⑰.N°o
8三\Nb
(5
1
1
09\篭
(自。
j
゜og.一
ぜ.お
器\篭
(ご
詔.一
マ.器
⇔一\も
(Φ)
1
゜。
_Nb
(▽)
8巴
;.一
一.宗
ミNb
(O)
1
N\Nb
(e
8宕
㌍゜。.
N>
(d)
一97一
②実験2(mode12)について
まず被制御変数の重みを、ARモデルあてはめ時の残差分散値の逆数として計算した。
結果を表4.10の(計算a)に示す。ボイラ蒸発量の分散が0.269(ton/hr)2かつNOx濃度の分
散が96.9ppm2となるゲインが得られた。ボイラ蒸発量の分散値が非常に良いので、①と同
様にNOx濃度の重みを大きくして計算した。その結果、ボイラ蒸発量とNOx濃度の分散はそ
れぞれ約0.53(ton/hr)2、約72ppm2に収束した。 NOx濃度の分散は通常ACC作動時の1/
2.4倍にあたる。①と比べるとボイラ蒸発量、NOx濃度ともに制御効果の高いゲインが得ら
れた。
③実験3(modei3,model3’)について
まず、次数が5次のモデル(model3)について、計算の結果を表4.11に示す。ボイラ蒸発量
の分散が0.57(ton/hr)2かっNOx濃度の分散が169ppm2から初め、 NOx濃度の重みを大きく
したが、NOx濃度の分散は131pprn2より下がることはなかった。ボイラ蒸発量の分散が通常
ACC作動時の分散と同等となる時に、 NOx濃度の分散は大きい。
次に、次数が18次のモデル(m。de13’)について計算した結果を表4.12に示す。ボイラ蒸発
量の分散は約1.8(ton/hr)2に、 NOx濃度の分散は約117ppm2に収束した。5次のモデルの場
合に比べて少し改善されているが、①や②に比べると制御効果が小さい。
④実験4(model4,mode14’)について
まず、次数が7次のモデル(rnode14)にっいて、計算の結果を表4.13に示す。ボイラ蒸発量
の分散が0.872(ton/hr)2かつNOx濃度の分散が112ppm2から始め、 NOx濃度の重みを大きく
して計算したところ、ボイラ蒸発量の分散は約1.3(ton/hr)2、 NOx濃度の分散は約82ppm2に
収束した。 (表4.14)③に比べると制御効果は良くなっている。
次に、次数が17次のモデル(mode14’)について同様の計算を行ったところ、 NOx濃度の分
散が改善され、77ppm2に収束するようになった。
以上のゲインの計算結果から、操作変数から被制御変数への寄与が最も大きかった実験
2が、ボイラ蒸発量とNOx濃度の分散をバランス良く制御できることがわかった。また、弱
ACCの場合の計算結果から、モデル次数の長いモデルの方が制御効果が高く、また実験
3より実験4の方が制御効果が高いことがわかった。
以上、各同定実験ごとに作成したモデルから最適フィードバックゲインを計算し、最適
制御シミュレーションによりボイラ蒸発量とNOx濃度の制御効果を比較したが、システム解
析の面から最適と判断した実験2の条件が、制御の面においても最適と判断された。操作変
数から被制御変数への寄与が最も大きく現れる条件が制御においても有利な条件と考えら
れ、同定実験の善し悪しが制御効果に大きく影響してくる。
4.6 さいごに
本章では、同定実験のしやすさや制御時の信頼性向上のためにACCとARモデル制御
一98一
の協調制御系を検討した。協調させるために必要なACCの運転条件を模索するため、4っ
の運転パター一一ンを設定して同定実験を行い、作成されたARモデルによるシステム解析と
制御シミュレーションの両面から評価した。その結果、通常AC.Cにおける低酸素条件(
実験2)が適当な条件であると判断した。
ACCを弱めた条件でも同定実験を行ったが、P制御を弱め[制御を強くし過ぎるとAC
C自身が不安定となり、本実験では最適な運転条件とはならなかった。しかし、ACCの
調整に時間をかけるとともに、一方で実際に協調制御を働かせながら、ACCを調整して
ゆくことが必要であると考えられる。
また、本同定実験においてNOX濃度とストーカ上ガス温度分布の関係が明かとなり、後燃
焼段ガス温度をモデル変数にすることで、燃えきり点の位置を情報として取り込むように
した。
一99一
第5章 ACC+ARモデル協調制御 による制御実験
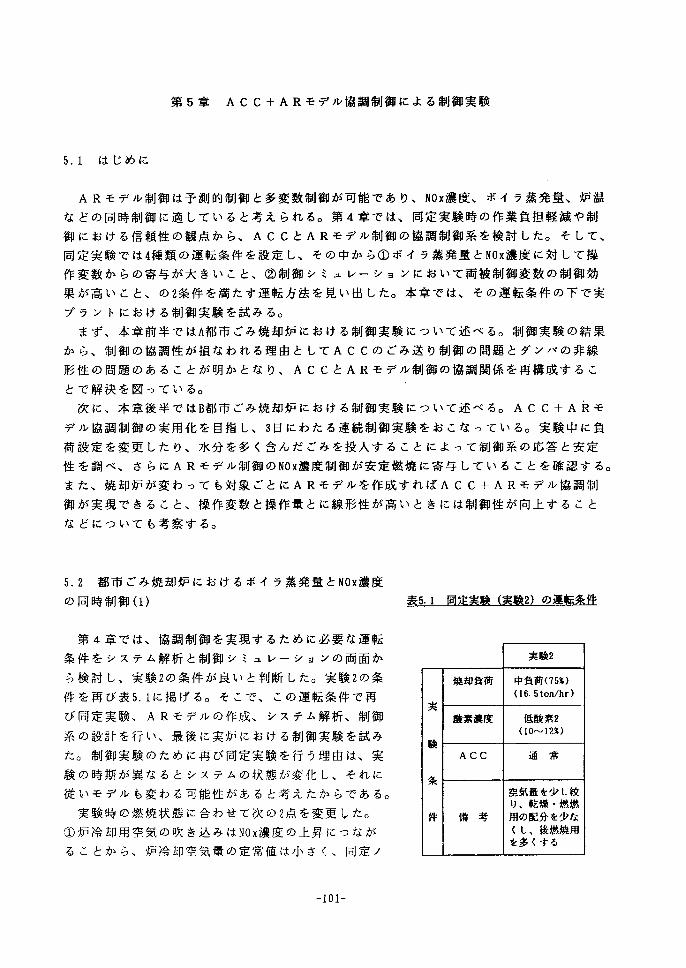
第5章 ACC+ARモデル協調制御による制御実験
5.1 はじめに
ARモデル制御は予測的制御と多変数制御が可能であり、 NOx濃度、ボイラ蒸発量、炉温
などの同時制御に適していると考えられる。第4章では、同定実験時の作業負担軽減や制
御における信頼性の観点から、ACCとARモデル制御の協調制御系を検討した。そして、
同定実験では4種類の運転条件を設定し、その中から①ボイラ蒸発量とNOx濃度に対して操
作変数からの寄与が大きいこと、②制御シミュレーションにおいて両被制御変数の制御効
果が高いこと、の2条件を満たす運転方法を見い出した。本章では、その運転条件の下で実
プラントにおける制御実験を試みる。
まず、本章前半ではA都市ごみ焼却炉における制御実験について述べる。制御実験の結果
から、制御の協調性が損なわれる理由としてACCのごみ送り制御の問題とダンパの非線
形性の問題のあることが明かとなり、ACCとARモデル制御の協調関係を再構成するこ
とで解決を図っている。
次に、本章後半ではB都市ごみ焼却炉における制御実験について述べる。ACC+ARモ
デル協調制御の実用化を目指し、3日にわたる連続制御実験をおこなっている。実験中に負
荷設定を変更したり、水分を多く含んだごみを投入することによって制御系の応答と安定
性を調べ、さらにARモデル制御のNOx濃度制御が安定燃焼に寄与していることを確認する。
また、焼却炉が変わっても対象ごとにARモデルを作成すればACC+ARモデル協調制
御が実現できること、操作変数と操作量とに線形性が高いときには制御性が向上すること
などにっいても考察する。
5.2 都市ごみ焼却炉におけるボイラ蒸発量とNOx濃度
の同時制御(1) 5.1 ロ 2 の運
第4章では、協調制御を実現するために必要な運転
条件をシステム解析と制御シミュレーションの両面か
ら検討し、実験2の条件が良いと判断した。実験2の条
件を再び表5.1に掲げる。そこで、この運転条件で再
び同定実験、ARモデルの作成、システム解析、制御
系の設計を行い、最後に実炉における制御実験を試み
た。制御実験のために再び同定実験を行う理由は、実
験の時期が異なるとシステムの状態が変化し、それに
従いモデルも変わる可能性があると考えたからである。
実験時の燃焼状態に合わせて次の2点を変更した。
①炉冷却用空気の吹き込みはNOx濃度の上昇にっなが
ることから、炉冷却空気量の定常値は小さく、同定ノ
実験2
焼却負荷 中負荷(75幻
(16.5ton/hr)
実
酸素濃度 低酸素2(10~12駕)
験
ACC 通 常
条
空気量を少し絞り、乾燥・燃燃
件 備 考 用の配分を少な
くし、後燃焼用
を多くする
一101一
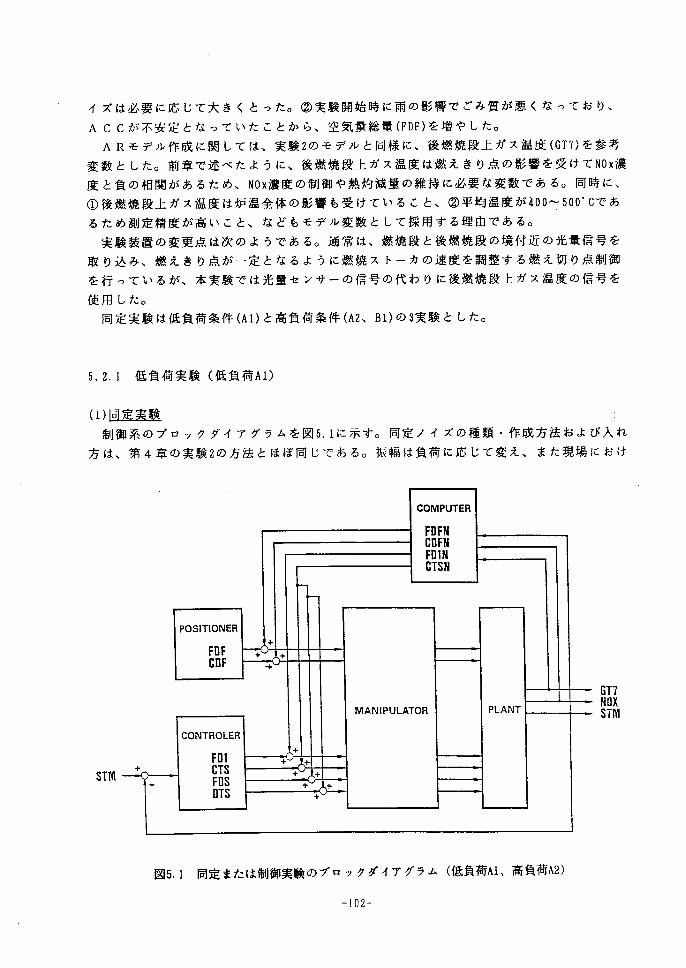
イズは必要に応じて大きくとった。②実験開始時に雨の影響でごみ質が悪くなっており、
ACCが不安定となっていたことから、空気量総量(FDF)を増やした。
ARモデル作成に関しては、実験2のモデルと同様に、後燃焼段上ガス温度(GT7)を参考
変数とした。前章で述べたように、後燃焼段上ガス温度は燃えきり点の影響を受けてNOx濃
度と負の相関があるため、NOx濃度の制御や熱灼減量の維持に必要な変数である。同時に、
①後燃焼段上ガス温度は炉温全体の影響も受けていること、②平均温度が400~500’ Cであ
るため測定精度が高いこと、などもモデル変数として採用する理由である。
実験装置の変更点は次のようである。通常は、燃焼段と後燃焼段の境付近の光量信号を
取り込み、燃えきり点が一定となるように燃焼ストーカの速度を調整する燃え切り点制御
を行っているが、本実験では光量センサーの信号の代わりに後燃焼段上ガス温度の信号を
使用した。
同定実験は低負荷条件(A1)と高負荷条件(A2、 B1)の3実験とした。
5.2.1 低負荷実験(低負荷A1)
(1)回亙塞堕
制御系のプロックダイアグラムを図5.1に示す。同定ノイズの種類・作成方法および入れ
方は、第4章の実験2の方法とほぼ同じである。振幅は負荷に応じて変え、また現場におけ
STm
C「【rnO【r“U
FOl
CTSFnsDTS
GT7NOXSTM
図5.1 同定または制御実験のブロックダイアグラム(低負荷A1、高負荷A2)
一102一
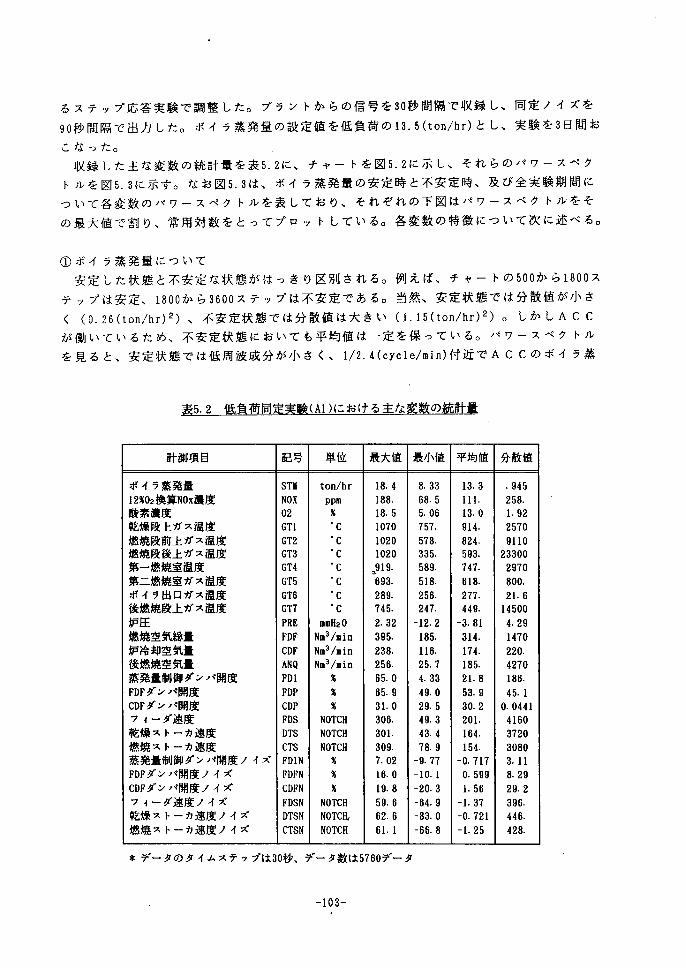
るステップ応答実験で調整した。プラントからの信号を30秒間隔で収録し、同定ノイズを
90秒間隔で出力した。ボイラ蒸発量の設定値を低負荷の13.5(ton/hr)とし、実験を3日間お
こなった。
収録した主な変数の統計量を表5.2に、チャートを図5.2に示し、それらのパワースペク
トルを図5.3に示す。なお図5.3は、ボイラ蒸発量の安定時と不安定時、及び全実験期間に
っいて各変数のパワースペクトルを表しており、それぞれの下図はパワースペクトルをそ
の最大値で割り、常用対数をとってプロットしている。各変数の特徴にっいて次に述べる。
①ボイラ蒸発量について
安定した状態と不安定な状態がはっきり区別される。例えば、チャートの500から1800ス
テップは安定、1800から3600ステップは不安定である。当然、安定状態では分散値が小さ
く(0.26(ton/hr)2)、不安定状態では分散値は大きい(1.15(ton/hr)2)。しかしACC
が働いているため、不安定状態においても平均値は一定を保っている。パワースペクトル
を見ると、安定状態では低周波成分が小さく、1/2.4(cycle/min)付近でACCのボイラ蒸
5.2 同 (Al)における主な’の
計測項目 記号 単位 最大値 最小値 平均値 分散値
ボイラ蒸発量 ST冨 ton/hr 18.4 8.33 13.3 .945
12%02換算NOx濃度 NOX ppm 188. 68.5 lll. 258.
酸素濃度 02 % 18.5 5.06 13.0 1.92
乾燥段上ガス温度 GTl ’C 1070 757. 914. 2570
燃焼段前上ガス温度 GT2 ’C 1020 578. 824. 9110
燃焼段後上ガス温度 GT3 ’C 1020 335. 593. 23300
第一燃焼室温度 GT4 ’C 589. 747. 2970
第二燃焼室ガス温度 GT5 ’C 693. 518. 618. 800.
ボイラ出ロガス温度 GT6 ’C 289. 256. 277. 21.6
後燃焼段上ガス温度 GT7 ’C 745. 247. 449. 14500
炉圧 PRE 皿皿H20 2.32 一12.2 一3.81 4.29
燃焼空気総量 FDF N皿3/田in 395. 185. 314. 1470
炉冷却空気量 CDF N血3/頑n 238, 116. 174. 220.
後燃焼空気量 州Q N皿3/min 256. 25.7 185. 4270
蒸発量制御ダンパ開度 FD1 % 65.0 4.33 21.8 186.
FDFダンパ開度 FDP % 65.9 49.0 53.9 45.1
CDFダンパ開度 CDP % 31.0 29.5 30.2 0.0441
フィーダ速度 FDS NOTCH 306. 49.3 201. 4160
乾燥ストーカ速度 DTS NOTCH 301. 43.4 164. 3720
燃焼ストーカ速度 CTS NOTCH 309. 78.9 154. 3080
蒸発量制御ダンパ開度ノイズ FDIN % 7.02 一9.77 一〇.717 3.11
FDFダンパ開度ノイズ FDFN % 16.0 一10.1 0,599 8.29
CDFダンパ開度ノイズ CDFN % 19.8 一20.3 1.56 29.2
フィーダ速度ノイズ FDSN NOTCH 59.6 一64.9 一1.37 396.
乾燥ストーカ速度ノイズ DTSN NOTC比 62.6 一83.0 一〇,721 446.
燃焼ストーカ速度ノイズ CTSN NOTCH 61.1 一66.8 一L25 428.
*データのタイムステップは30秒、データ数は5760データ
一103一
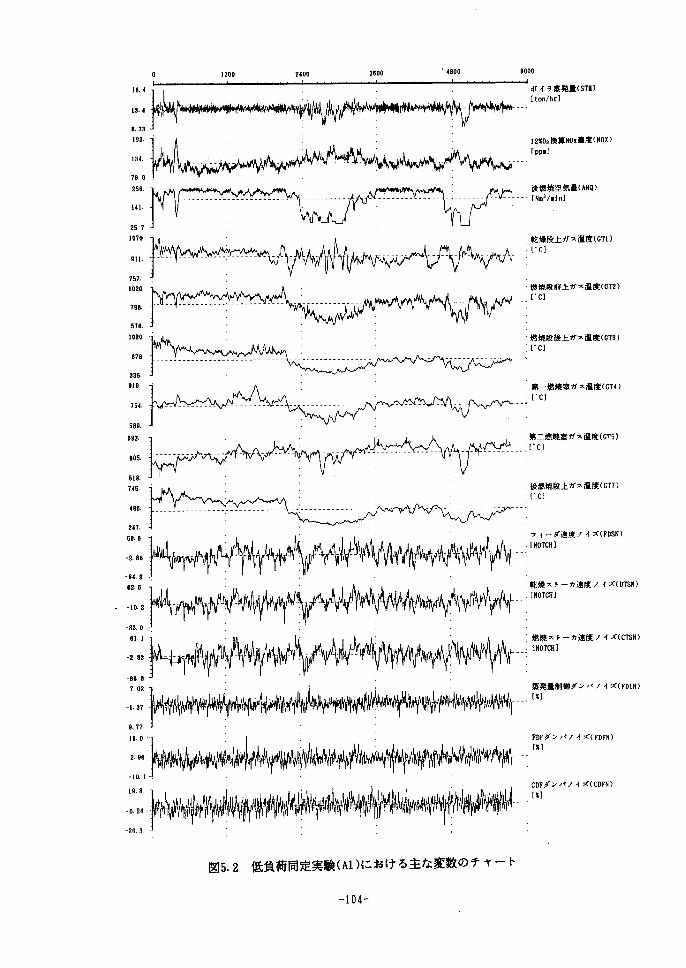
0 1200 2400 3600 ’4SOO 600⑤
1・7・ i=上。。温度、GT。 [’C]
911,
ll;l l燃man上ガ。温度㈹ 〔’C]
798.
57s.
1020 :燃焼段後上ガス温度(CT3)
.「C]e7S.
335.
919’ 第一燃焼室ガス温度(GT4)
..口c]751.
ご 』第.燃焼室。。。度,、T、,,。5. 1〔’c】
器 :後燃焼段上。。。度,GT,、 (’C]
4e6.
24T.
61,t 燃焼ストーカ速度ノイズ(C↑SN) :[NOTCH]-2.s2 ‘
-6s.8
図5.2 低負荷同定実験(Al)における主な変数のテヤート
一104・一
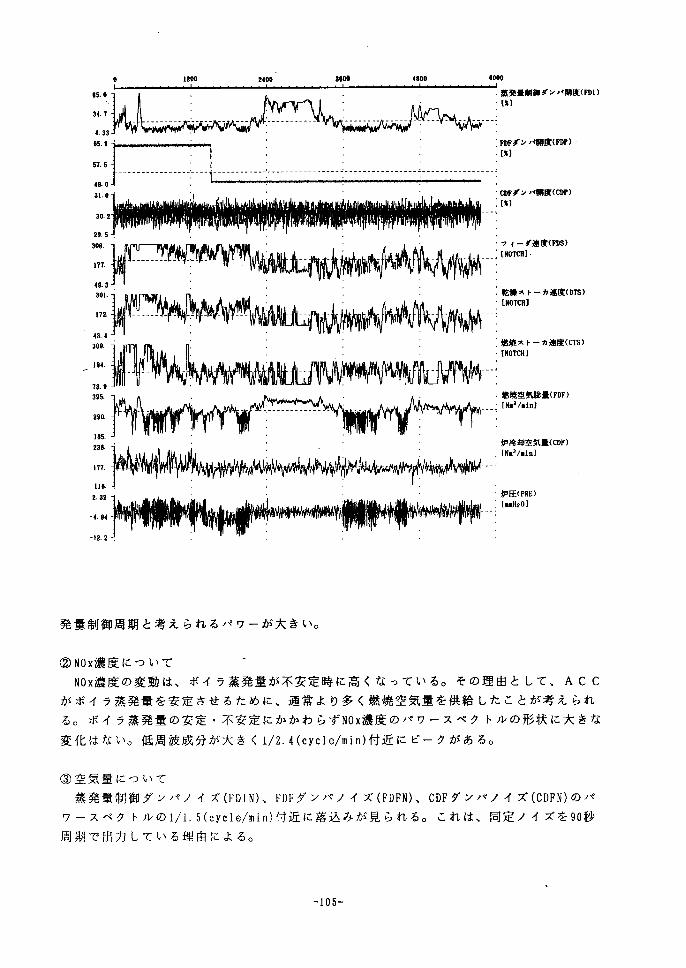
o 1200 2400 3600 4SOO
65.0
34,7
4、33
S5.9 ’
57,5 ’
4e.0.
31.0
6000
.蕪発量制御ダンパ開度(FDI)・[s]
:FDFダンパ開度(FDP)
・ほ】
3e.2
2カ. 5
3侃 @一一,_一一幽_
177.
49・3,
:1::禦榊・
cll
194.
9°5
80073
290.
’CDFダンパ開度(CDP}:[s]
,乾燥ストーカ速度⑱rs)
幽酬Aご岬く二㎜ :燃焼ストーカ速度(百S) ・[NOTCH]
榔く岬岬~⇒綱怖一一1
185.
;1}蜘脚 <<綱榊一戸㎞ご
:il榊撒蝋酬く酬}榊ご岬
,燃焼空気総量(FDF)
’炉冷却空気量(CDF}
:[Nn3hin▲
’炉圧(PRE)
:[皿H20]
発量制御周期と考えられるパワーが大きい。
②NOx濃度について 一
NOx濃度の変動は、ボイラ蒸発量が不安定時に高くなっている。その理由として、 ACC
がボイラ蒸発量を安定させるために、通常より多く燃焼空気量を供給したことが考えられ
る。ボイラ蒸発量の安定・不安定にかかわらずNOx濃度のパワースペクトルの形状に大きな
変化はない。低周波成分が大きく1/2.4(cycle/min)付近にピークがある。
③空気量にっいて
蒸発量制御ダンパノイズ(FDIN)、 FDFダンパノイズ(FDFN)、 CDFダンパノイズ(CDFN)のパ
ワースペクトルの1/1.5(cycle/min)付近に落込みが見られる。これは、同定ノイズを90秒
周期で出力している理由による。
一105一
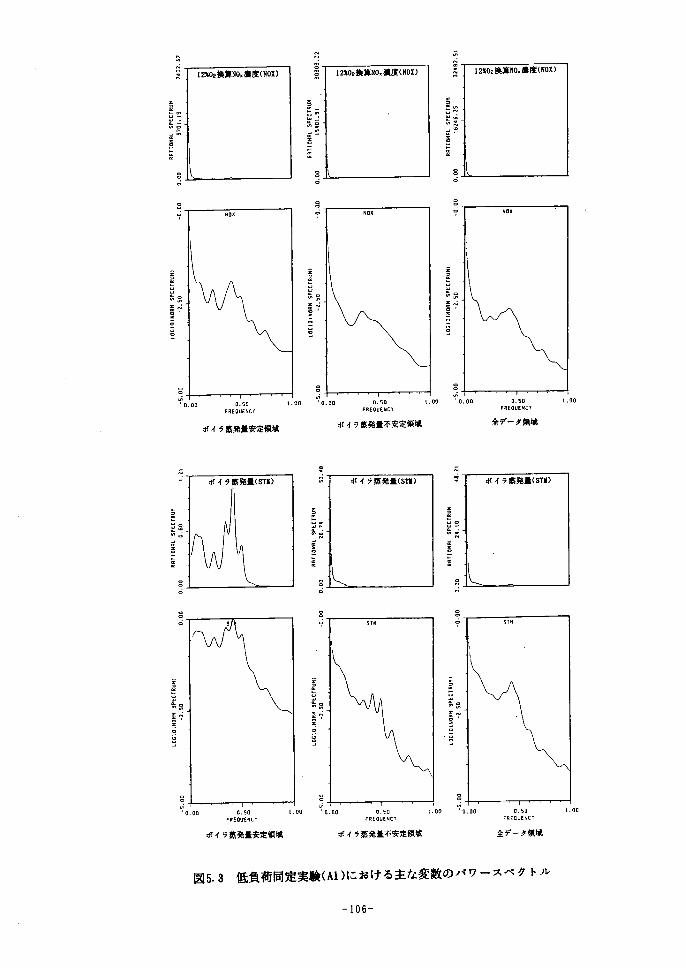
09.O
12×02換算NOx濃度(NOX)
OO.O
12覧02換算NOx浪度(NOX)
Nex
OO.O
12SO2換算NOx濃度(NOX)
oo1
Uso
g品段
卯0
域領定安量発蒸’フイボ
OO.O
8;
峯。
.二
1 ”
9巳
旨
Ut lO.OO O.se
FREaVEN[T
ボイラ蒸発量安定領域
図5. 3
0.00 0.50 L.OD
FREOUENCY
ボイラ蒸発量不安定領域
L
OO.O
OO
T
ボイラ蒸発量(S惚)
OO
t.oo
OO.O
O.SO FREaVENCT
全データ領域
t.oo
ooOoo 域 領 定゜ロ安
印酬不
㌫ ボ
ooO 0.50 FREaUENCT
全データ領域
低負荷同定実験(Al)における主な変数のパワースペクトル
t.oo
一106一
OO.0
後燃焼空気量(ANQ)
OO.O
後燃焼空気量(州旬
OO.O
後燃焼空気量(ANQ)
L-…
O.50FREOUEN[T
ボイラ蒸発量安定領域
OO
mt.00 °0.an o.50
FREau〔NCT
ボイラ蕪発量不安定領域
t,00
L’・。
0.50 FREOUE増CT
全データ領域
t,oa
OO.O
乾燥段上ガス温度(GTI)
00.OOO,O
乾燥段上ガス温度(GTI)
8ゆ’O.00 0.SO
FREOUεN[了
ボイラ蒸発量安定領域
8 い!.OO lO.00 fO.50 t.OO
FREOUENC了
ボイラ蒸発量不安定領域
050∵
L-凹
O.SO FREOUENCY
全データ領域
1.OO
一107一
s
:’mane段前上ガ。温度(GT2)
両
吉
巴Rtt 6
ホ$
d竺ξ
ξ
8
0
8 6 aTl 「
89ま自
計;;
巳
8
To.De o.so 1、oo
FREOVENC了
ボイラ蒸発量安定領域
8 そ
三
5告零昌心
㌫詔
G$蔓
匡
8
0
8 0 6TS I
≡
ξ
Ss歪㌣呈
三
ヨ
旨
Ul。loo 。曾。
FREOUENCY
ボイラ蒸発量安定領域
8 ti
S 燃焼段前上ガス温度(GT2) 高
ξ. δ三
誌 ば峯 三
9
8 0
8 v ET2 1
§
E 9。 .二 §’
;
2
『
い ‘0.00 0.50 1.00
FREOUENCT
ボイラ然発量不安定領域
8 §
C 燃焼段後上ガス温度(GT3) 8
エ 匡s
已 島焙
li 亘
匡
8 d
旨 d aTS
ii
…
まs
差㌣ 2 …
ヨ
8L。。 ㌔.。。 ’。.S。”t.。。
FREaUENeY
ボイラ蒸発量不安定領域
一一108-一
幻㎝劇温スガ上前段焼燃
㎝
~
は旧t 域
白領
50gタ
ぴ卯一
旺デ
ooO
①㏄患温スガ上後段焼燃
…
⑪ー 域
口領
ONSεタ
暇デ
全
疏0
OO.O
第一燃焼室ガス沮度(er4)
OO.O
第一懲焼室ガス温度(GT4)
OO.O
8い’0.OO O.50
FRξOUENCT
ボイラ蒸発量安定領城
8t.OO To.00 0.SO
FREOUENtT
ボイラ蒸発量不安定領域
OO.O
;
.ee no.oo 0.50’NEOUENCγ
全データ領域
!.00
OO.O
第二燃焼室ガス温度(GT5)
OO.O t
第二燃焼室ガス猷(『r5)
OO.O
第二燃焼室ガスiRO〔(⊂}rr5)
8
Po.oo e.so
FRE口UENCY
ボイラ蒸発量安定領域
81.ca ㌔.00 ,0.se
FREaUENCr
ボイラ蒸発量不安定領域
00.O
8
、eo Te.oo o.50
’REouεNC了
全データ領域
t.ae
一109一
OO.O
後燃焼段上ガス温度(C↑7}
OO.O
後燃焼段上ガス温度(GT7)
OO.O
後燃焼段上ガス温度(GT7}
L-血
0.50FREaUENCT
ボイラ蒸発量安定領域
GT7
8 m l ‘
t.OO lO.卯 O.50 L.eo
FRεaUEN[T
ボイラ蒸発量不安定領域
OO.O
L「』。
O.50 FREOUENtY
全データ領域
t.OO
K
k 慕発量制御ダンパノイズ
(FDIN)
OO.O
q
m 蒸発量制御ダンパノイズ
(FDIN)
OO.OOO.O
L-四
a、56 Loo
FREOUENC了
ボイラ蒸発量安定領域
8び’0.oe O.50 t.OO
FRεOVENCT
ボイラ蒸発t不安定領域
下
L㎞
0.50FREeutNtT
全データ領域
仁oo
一110一
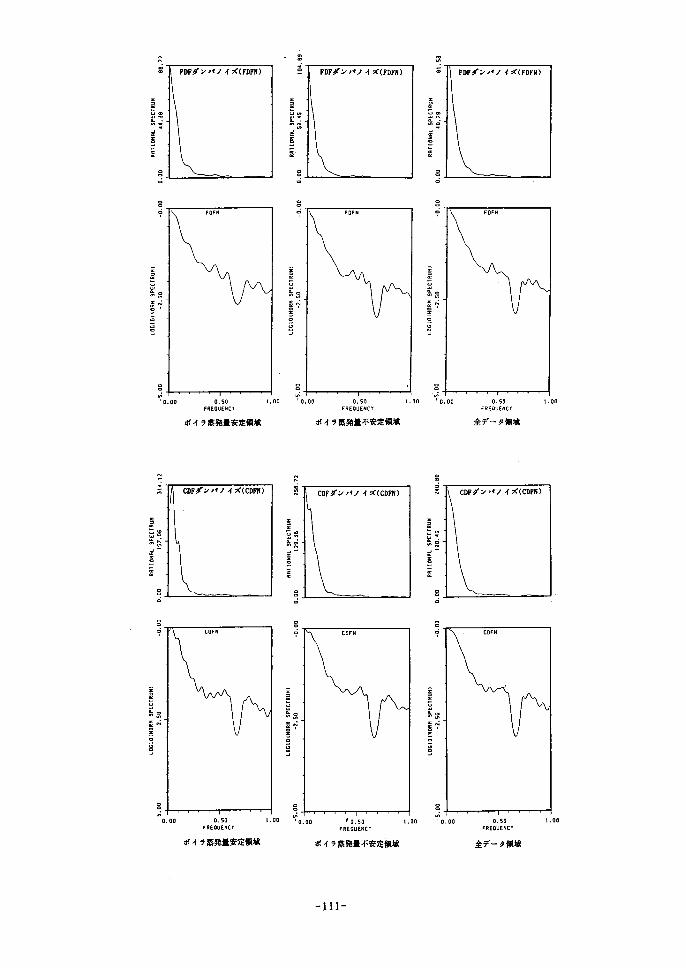
FDFダンパノイズ(FDPN)
oo
OO.O
FOFH
oe 0.50
FREeUENCγ
全データ領域
CDFダンパノイズ(CDFN)
OO、0
CD
oe e.se
FREOUEN[「
oo
全データ領域
OO,O
OO O.se
FRεOUENCT
ポイヲ蒸発量不安定領域
CDFダンパノイズ(CDFN)
OO.O
00 .o.50
FREOUENCr
oo
ボイラ蒸発量不安定領城
一111一
’
PDFダンパノイズ(FDFN)
OO.O
1
00 0.50
FREOUEHC∀
§」-
Io.oo
ボイラ蒸発量安定領域
CDFダン’tノイズ(CDFN)
1
OO.O
OO 0,50
FRεOUENCγ
ボイラ蒸発量安定領城
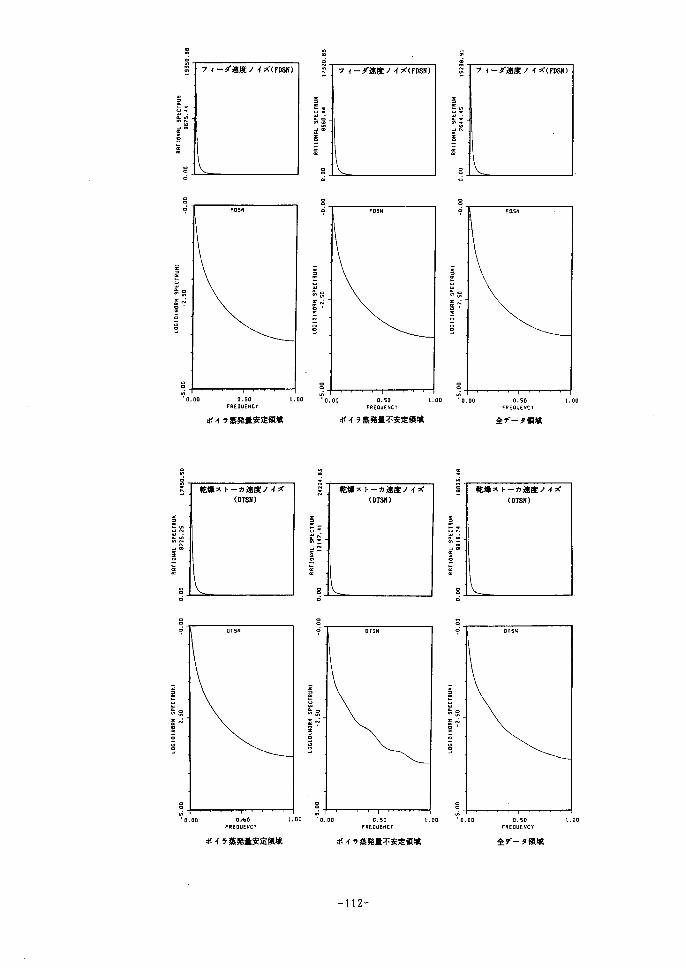
Oo5
OO,O
フィーダ速度ノイズ(FDSN)
OO.O
フ1一ダ速度ノイズ(FDSN)
OO,O
フィーダ速度ノイズ(FDSN>
⊥-⑪
O.SO
FREOUENCTt.00
⊥-卯
o.50
FREOUENCTt.OO
L-は。
FeSN
O.SO
FREeUENC了
t.00
ボイラ蒸発量安定領域 ボイラ蒸発量不安定領域 全データ領域
OO.O
崎O
OO.O OO.O
L㍍
ONOFREOUENCγ
t』0
L-卯
OTSN
o.50FREOUENcr
t.OO
00
Ol
L,・。
OISN
0.50
FREaUENC了
1.00
ボイラ蒸発t安定領城 ボイラ蒸発量不安定領域 全データ領域
一112一
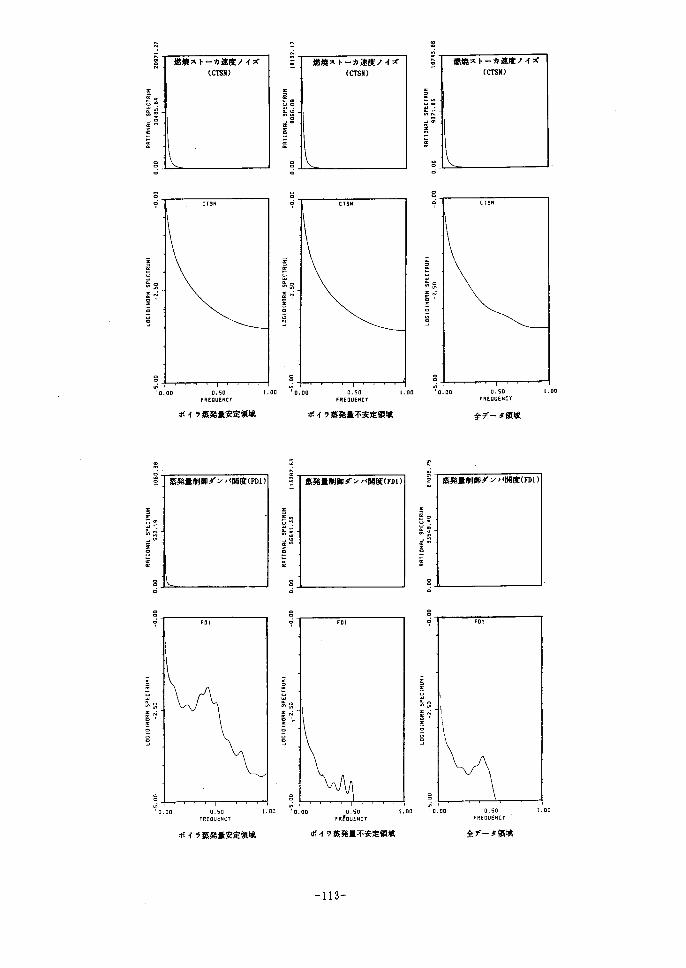
00、O
8い’V.OO O,50
FRεouεNC了
ボイラ蒸発量安定領域
OO.O
8 ロt,oe ,0.00 0.SO t.OO
FREOUENtT
ボイラ蒸発量不安定領域
OO.O
L‥
0.50FREOUENCT
全データ領域
t.00
OO,O
蒸発量制御ダンパ開度(FDI)
00.O
蒸発量制御ダンパ開度(Fm}
u1
OO,O
蒸発量制御ダンパ開度(FDI)
日
mlO.00 0.50
FREaUENcr
ボイラ蒸発量安定領域
8 いt.OO ,e.OO O.50 1.OO
FRtoUεNCr
ボイラ蒸発量不安定領域
L‘oo
o、50 FREaUENC了
全データ領域
t.00
一113一
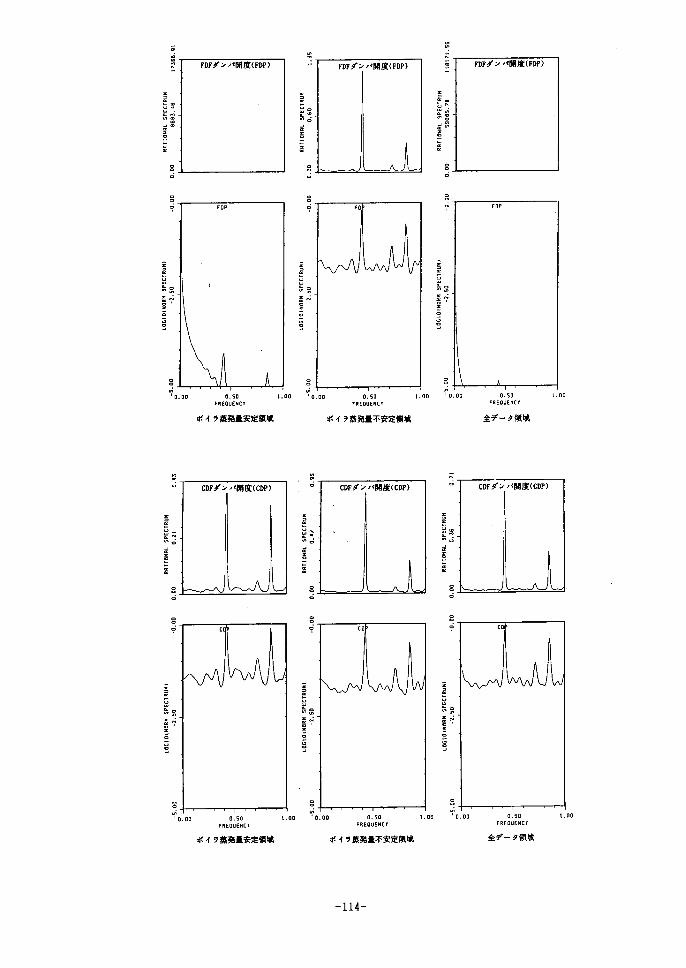
OO.0
FDFダンパ開度(FDP)
m吟.
OO.O
OO.0
FDFダンパ開et(FDP)
8mIO.OO O.SO !.00
FREOUENCr
ボイラ蒸発量安定領域
8 8㌔.。。 。.S。 t,。。 V。1。。
FREouε“[r
ボイラ蒸発量不安定領城
FOP
e.so FREOUENC了
全データ領城
いOO
OO.O
“0.O
OO.OOO.O
8mlO.00 0.50
FREaUENCT
ボイラ蒸発量安定領域
8 め1.oe オ0.00 D.50 1.00
FRεOUENCr
ボイラ蒸発量不安定領域
OO61
L-卯
0.50 FREOUENC了
全データ領城
t.00
一114一
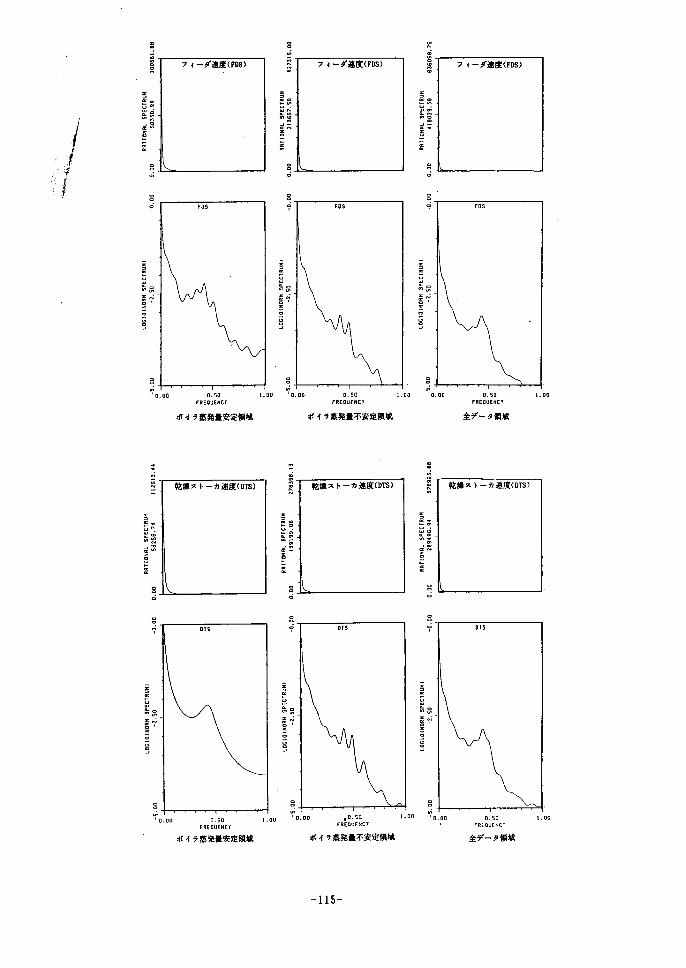
OO.O
フ ィーダ速度(FDS)
OO.O
フ4一ダ速度(FDS)
8め゜0,00 0.50
FREOVENC了
ボイラ蒸発量安定領域
00.O
FOS
フィーダ速度(FDS)
OO.頃
、 8 m1、OO IO,OO O,5e 仁00 ’0.OO
FREOUENt7
ボイラ蒸発量不安定領域
D,50 FREOUENCr
全データ領域
LOO
OO.OOO,O
乾燥ストーカ速度(DTS)
OO.O
乾燥ストーカ速度(DTS)
00.切
DTS
¶0.OO O.50
FREOUENcr ボイヲ蒸発量安定領域
OO.ψ 00.⑩
1.00 ’O.eo fO・SO t・00 10.00 ’REOUENC了 .
ボイラ蒸発量不安定領城
O.50FREOUENC了
全データ領域
t,00
一115一
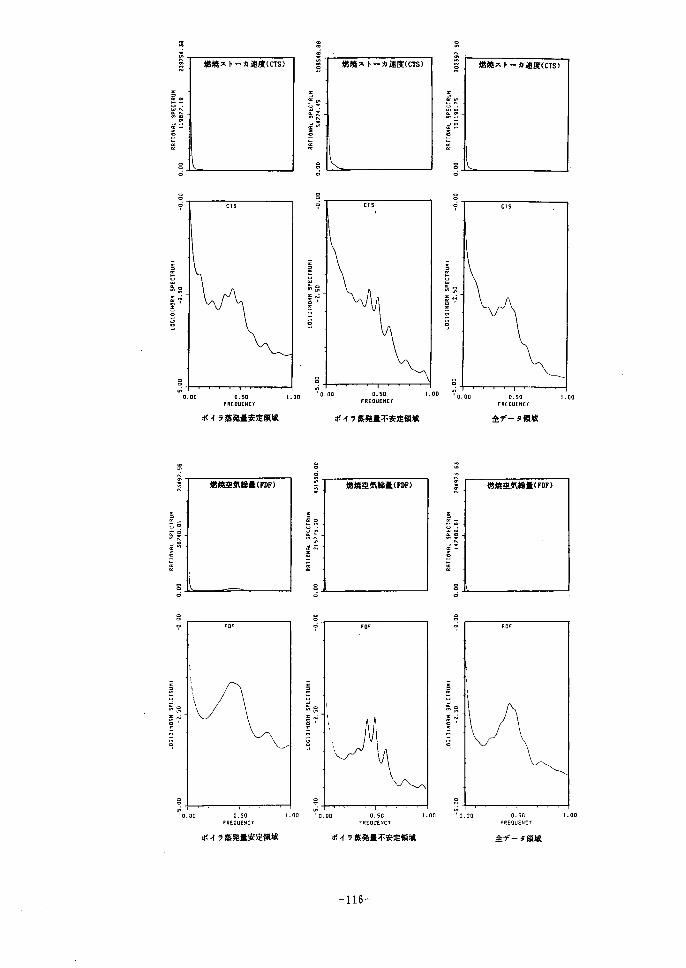
00,0
燃焼ストーカ速度(C↑S)
OO.O 00.O
燃焼ストーカ速度(CTS)
00.“
CTS
10.00 0.50 1.00
FREOUENCT
ボイラ蒸発量安定領城
8?eJoo
0.50FREOUENCT
ボイラ蒸発量不安定領域
8
m1』o ’o.oo 0.50 FREOVENCγ
全データ領域
1.oe
OO.O
燃焼空気総量(FDF)
OO.O
燃焼空気総量(FDF)
OO,O
燃焼空気総量(FDF)
L-・。
O.5a .00
FSEeUENCγ
ボイラ蒸発量安定領域
FOF
\
00 e.SO t.00
FREOUENCT
ボイラ蒸発量不安定領域
L-・。
FOF
1 .
0.50FREouεNcr
全データ領域
t.00
一116一
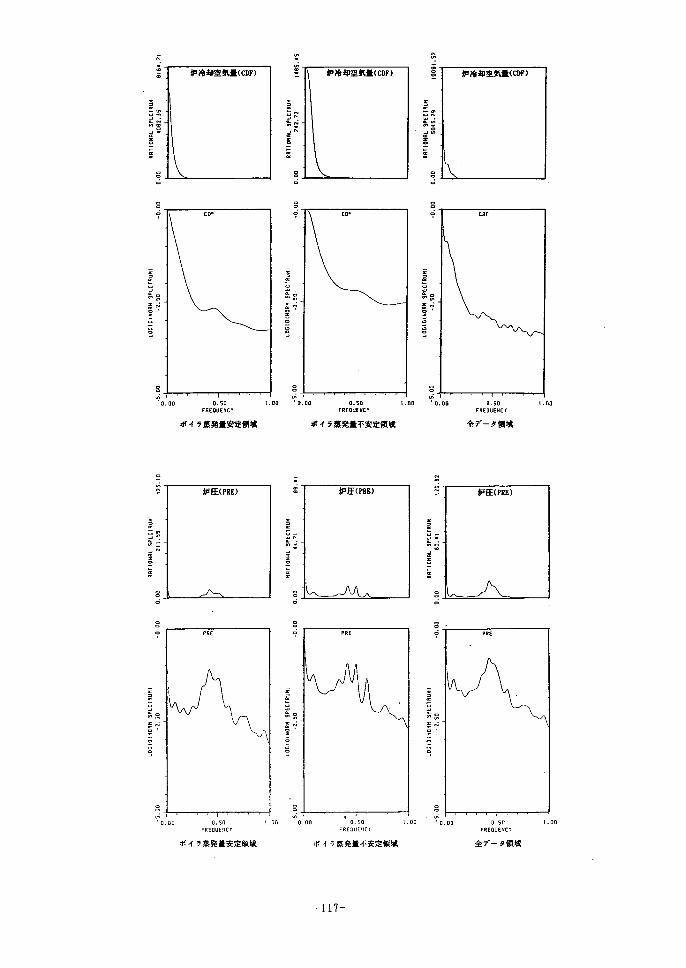
OO,O
炉冷却空気量《CDの
OO.O OO.O
8ゆ「O.OO O.5e
FSEOUENC「
ボイラ蒸発量安定領域
8
ゆ.eo lO.00 0.SO 1.OO
FREaUENCT
ボイラ蒸発量不安定領域
8㌣
0,00 0.50
FREOUENC了
全データ領域
1.OO
OO.O
炉圧(PRE)OO
00.O
炉圧(PRE)
Vv-.JVL.
一〇竺
00.O
⊥‘叩
0.50 .「JO
FSEDUとr4CY
ボイラ蒸発量安定領域
」,
PRE
しM
f.OO O.50 1.OC
FREOVEUCT
ボイラ蒸発量不安定領域
L,・。
D.5aFREOUENCY
全データ領域
t、00
一117一
ACCは蒸発量制御ダンパを、ボイラ蒸発量の安定時には小さく維持し、不安定時には
徐々に大きくする。ACCは蒸発量ダンパとFD4ダンパを逆動作させて空気配分を行うため
蒸発量制御ダンパ開度(FD1)と後燃焼空気量(ANQ)は逆応答を示す。また、燃焼空気量総量
(FDF)は蒸発量制御ダンパの影響を受けやすく、正の相関を示す。
燃焼空気量総量と後燃焼空気量のチャートには、燃焼空気量総量が少ない時、あるいは
後燃焼空気量が多い時に高周波の大きな振幅が見られる。これはダンパの非線形性の影響
によるもので、蒸発量制御ダンパが小さい開度の時に起った振動が、大きな流量変動を起
こしたためと考えられる。さらに、その流量変動はボイラ蒸発量の変動を引き起こすため、
ボイラ蒸発量と蒸発量ダンパの間にACCを仲立ちとした高周波の振動が発生する。同定
実験時には、ACCの操作信号に同定ノイズを加えているため、それが外乱となって振動
を起こしていると考えられる。蒸発量制御ダンパ開度(FD1)、燃焼空気総量(FDF)、後燃焼
空気量(ANQ)、炉圧(PRE)のパワースペクトルには1/2.4(cycle/min)付近にピークがあり、
ボイラ蒸発量やNOx濃度にあるピークと一致する。
ボイラ蒸発量が不安定状態に入ると、ACCは蒸発量制御ダンパの開度を上げて燃焼空
気を供給するとともに、ストーカ速度を増してごみを送る。燃焼空気量が増え続けている
場合には、ボイラ蒸発量が振動してもその平均値を一定に維持することができる。しかし、
蒸発量制御ダンパが全開となりそれ以上燃焼空気を供給できなくなると、暫くしてボイラ
蒸発量が急激に低下し、その後自動的に復帰することが不可能となる。実験中に見られる
ボイラ蒸発量の落込み部分の多くは、以上の経過をたどっている。
蒸発量制御ダンパによる空気量操作だけで、ボイラ蒸発量を制御できる状態に保っため
には、ごみ送りが適切に操作されていることが条件となる。
④ストーカ速度について
フィーダ速度ノイズ(FDSN)、乾燥ストーカ速度ノイズ(DTSN)、燃焼ストーカ速度ノイズ
(CTSN)は同一の同定ノイズであるが、それぞれにはACCのごみ層一定制御の信号が足し
込まれ、各段ごとにクリッピングされて出力される。そこで、クリッピングを受けた部分
を修正し、真の同定ノイズを計算している。パワースペクトルにはダンパノイズに見られ
る1/1.5(cycle/min)付近のピークがなく、直流付近の成分が大きい。これは、ストーカス
トローク間の待ち時間が40~300秒と長く、出力周期の90秒の影響が消されるためである。
フィーダ速度(FDS)、乾燥ストーカ速度(DTS)、燃焼ストーカ速度(CTS)は、 A C Cのスト
ーカへの信号である。燃焼ストーカ速度のパワースペクトルには、1/2.4(cycle/min)付近
のピークが明瞭に出ている。これは、蒸発量制御ダンパ(FD1)に見られたピークと同じであ
り、ボイラ蒸発量の振動周期に対応している。一方、ボイラ蒸発量の不安定時にはストー
カ速度が下限へ張り付いており、ACCはごみを速く送っていることがわかる。
⑤炉内温度について
燃焼段前上ガス温度(GT2)、燃焼段後上ガス温度(GT3)、後燃焼段上ガス温度(GT7)と第一
燃焼室ガス温度(GT4)は低周波の動きが良く一致している。ボイラ蒸発量の不安定時には、
これらの温度はゆっくり低下し、ボイラ蒸発量の回復とともにゆっくり上昇することが特
徴である。燃焼段前上ガス温度、燃焼段後上ガス温度、後燃焼段上ガス温度のパワースペ
一118一
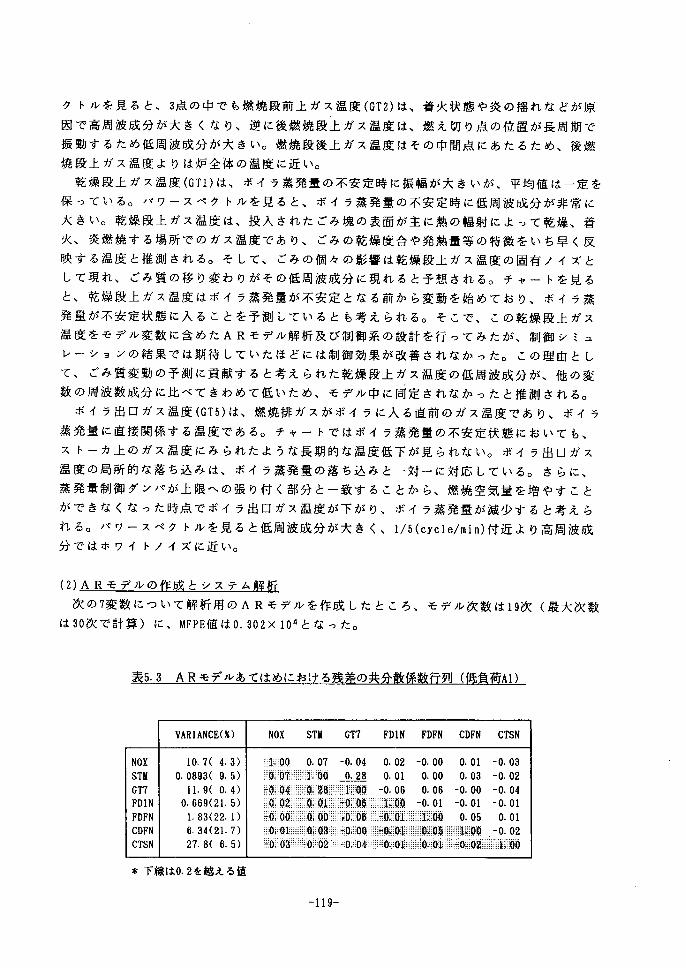
クトルを見ると、3点の中でも燃焼段前上ガス温度(GT2)は、着火状態や炎の揺れなどが原
因で高周波成分が大きくなり、逆に後燃焼段上ガス温度は、燃え切り点の位置が長周期で
振動するため低周波成分が大きい。燃焼段後上ガス温度はその中間点にあたるため、後燃
焼段上ガス温度よりは炉全体の温度に近い。
乾燥段上ガス温度(GT1)は、ボイラ蒸発量の不安定時に振幅が大きいが、平均値は一定を
保っている。パワースペクトルを見ると、ボイラ蒸発量の不安定時に低周波成分が非常に
大きい。乾燥段上ガス温度は、投入されたごみ塊の表面が主に熱の幅射によって乾燥、着
火、炎燃焼する場所でのガス温度であり、ごみの乾燥度合や発熱量等の特徴をいち早く反
映する温度と推測される。そして、ごみの個々の影響は乾燥段上ガス温度の固有ノイズと
して現れ、ごみ質の移り変わりがその低周波成分に現れると予想される。チャートを見る
と、乾燥段上ガス温度はボイラ蒸発量が不安定となる前から変動を始めており、ボイラ蒸
発量が不安定状態に入ることを予測しているとも考えられる。そこで、この乾燥段上ガス
温度をモデル変数に含めたARモデル解析及び制御系の設計を行ってみたが、制御シミュ
レーションの結果では期待していたほどには制御効果が改善されなかった。この理由とし
て、ごみ質変動の予測に貢献すると考えられた乾燥段上ガス温度の低周波成分が、他の変
数の周波数成分に比べてきわめて低いため、モデル中に同定されなかったと推測される。
ボイラ出ロガス温度(GT5)は、燃焼排ガスがボイラに入る直前のガス温度であり、ボイラ
蒸発量に直接関係する温度である。チャートではボイラ蒸発量の不安定状態においても、
ストーカ上のガス温度にみられたような長期的な温度低下が見られない。ボイラ出ロガス
温度の局所的な落ち込みは、ボイラ蒸発量の落ち込みと一対一に対応している。さらに、
蒸発量制御ダンパが上限への張り付く部分と一致することから、燃焼空気量を増やすこと
ができなくなった時点でボイラ出ロガス温度が下がり、ボイラ蒸発量が減少すると考えら
れる。パワースペクトルを見ると低周波成分が大きく、1/5(cycle/min)付近より高周波成
分ではホワイトノイズに近い。
(2)ARモデルの とシステム
次の7変数にっいて解析用のARモデルを作成したところ、モデル次数は19次(最大次数
は30次で計算)に、MFPE値は0.302×104となった。
5.3ARモデルあてはめにおけるの 、”一 �i A1)
VARIANCE(%) NOX STH GT7 FDIN FDFN CDFN CTSN
NOX 10.7(4.3) 100 0.07 一〇.04 0.02 一〇.00 0.01 一〇.03
ST田 0.0893(9.5) 007 100 0.28 0.01 0.00 0.03 一〇.02
GT7 ll.9(0.4) 004 028 100 一〇.06 0.06 一〇、00 一〇.04
FDIN 0.669(21.5) 0Ω 001 006 100 一〇.01 一〇.Ol 一〇.Ol
FDFN 1、83(22,1) 000 000 DO6 001 100 0.05 0.01
CDFN 6,34(21.7) 001 003 ooo oo1 005 100 一〇.02
CTSN 27.8(6.5) o.03 oo2 004 001 oo1 .o,02.. 垂oo
*下線は0.2を越える値
一119一
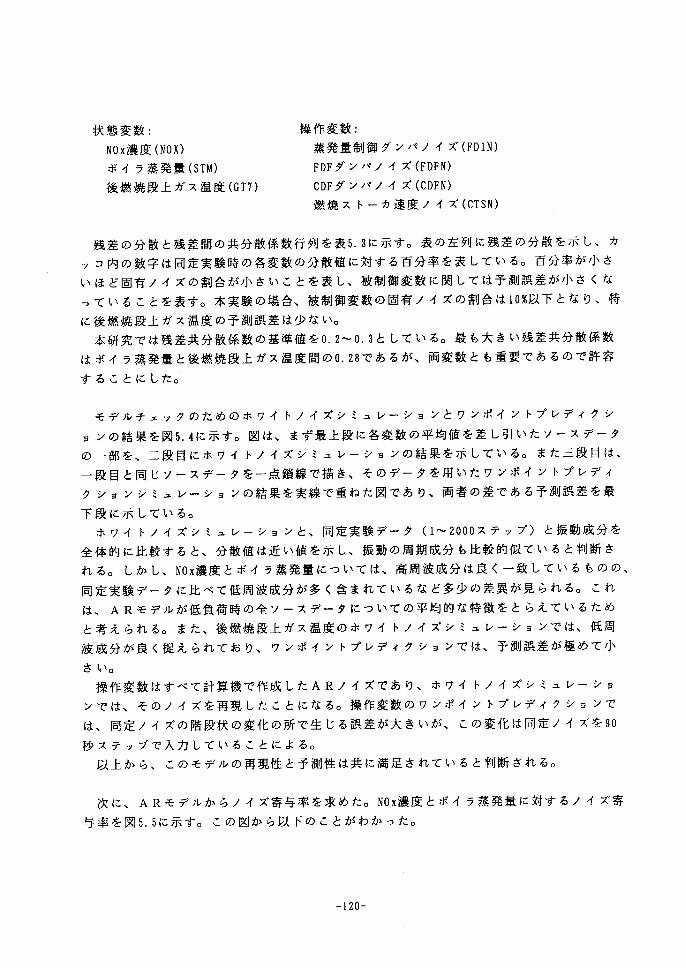
状態変数:
NOx濃度(NOX)
ボイラ蒸発量(STM)
後燃焼段上ガス温度(GT7)
操作変数:
蒸発量制御ダンパノイズ(FDIN)
FDFダンパノイズ(FDFN)
CDFダンパノイズ(CDFN)
燃焼ストーカ速度ノイズ(CTSN)
残差の分散と残差間の共分散係数行列を表5.3に示す。表の左列に残差の分散を示し、カ
ッコ内の数字は同定実験時の各変数の分散値に対する百分率を表している。百分率が小さ
いほど固有ノイズの割合が小さいことを表し、被制御変数に関しては予測誤差が小さくな
っていることを表す。本実験の場合、被制御変数の固有ノイズの割合は10%以下となり、特
に後燃焼段上ガス温度の予測誤差は少ない。
本研究では残差共分散係数の基準値をO.2~0.3としている。最も大きい残差共分散係数
はボイラ蒸発量と後燃焼段上ガス温度間のO.28であるが、両変数とも重要であるので許容
することにした。
モデルチェックのためのホワイトノイズシミュレーションとワンポイントプレディクシ
ョンの結果を図5.4に示す。図は、まず最上段に各変数の平均値を差し引いたソースデータ
の一部を、二段目にホワイトノイズシミュレーションの結果を示している。また三段目は、
一段目と同じソースデータを一点鎖線で描き、そのデータを用いたワンポイントプレディ
クションシミュレーションの結果を実線で重ねた図であり、両者の差である予測誤差を最
下段に示している。
ホワイトノイズシミュレーションと、同定実験データ(1~2000ステップ)と振動成分を
全体的に比較すると、分散値は近い値を示し、振動の周期成分も比較的似ていると判断さ
れる。しかし、NOx濃度とボイラ蒸発量については、高周波成分は良く一致しているものの、
同定実験データに比べて低周波成分が多く含まれているなど多少の差異が見られる。これ
は、ARモデルが低負荷時の全ソースデータについての平均的な特徴をとらえているため
と考えられる。また、後燃焼段上ガス温度のホワイトノイズシミュレーションでは、低周
波成分が良く捉えられており、ワンポイントプレディクションでは、予測誤差が極めて小
さい。
操作変数はすべて計算機で作成したARノイズであり、ホワイトノイズシミュレーショ
ンでは、そのノイズを再現したことになる。操作変数のワンポイントプレディクションで
は、同定ノイズの階段状の変化の所で生じる誤差が大きいが、この変化は同定ノイズを90
秒ステップで入力していることによる。
以上から、このモデルの再現性と予測性は共に満足されていると判断される。
次に、ARモデルからノイズ寄与率を求めた。 NOx濃度とボイラ蒸発量に対するノイズ寄
与率を図5.5に示す。この図から以下のことがわかった。
一120一
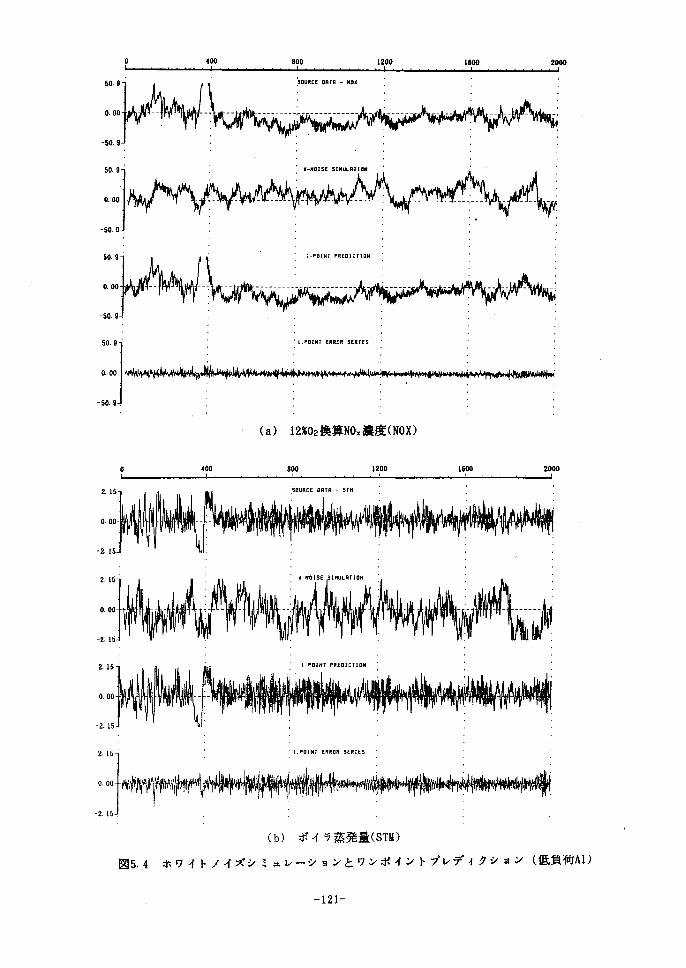
0 800
50.9
0,00
一50.9
50.9’
0.CO
一50.9
50.9’
0.00
一50.9.
50.D’
0.00
一50.9,
(a)12%02換算NO.濃度(NOX)
o 4go s?o 12i°o 叫oo 2;oo
知RCE onTA-srN
副㌦
(b)ボイラ蒸発量(STM)
図5. 4 ホワイトノイズシミュレーションとワンポイントプレディクション(低負荷A1)
一121一
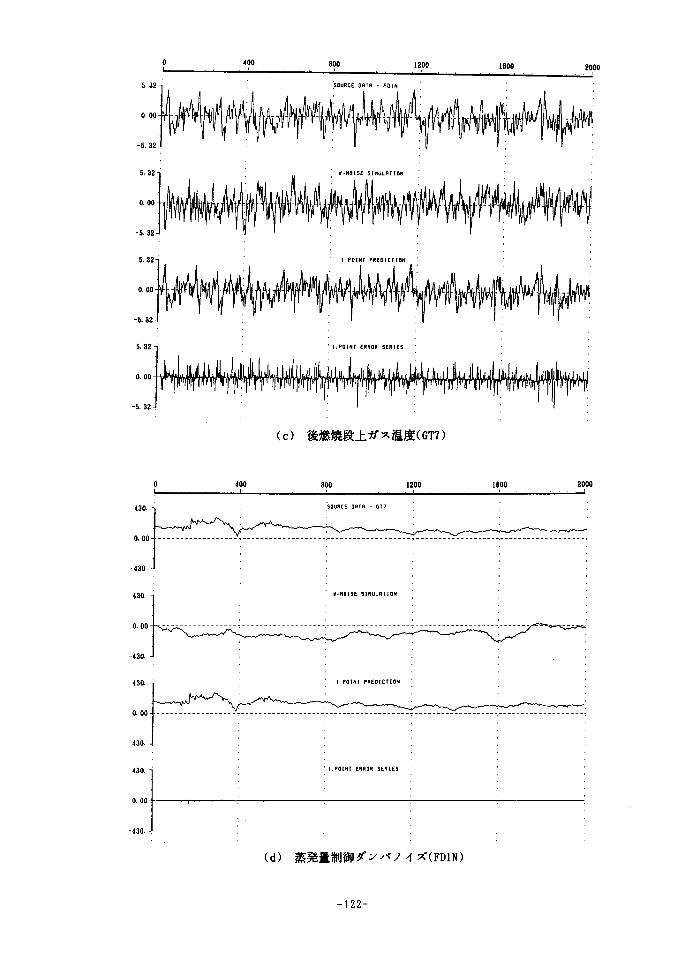
0 400.
1
800 1
1200 1 、
1『oo.. 2000. 「
5.32
0.00
-5、32
5,32
0,00
-5.32
5、32
0.00
-5.32
5,32
0.00
-5.32
o
1-POIN了 ρREOIcrlON
400 t
(c)
t・FOIH7 εRROR SεRIES
,1
1
後燃焼段上ガス温度(GT7)
SOO I
1200 1600 1
2000 ,
0040
034←
004「0
034一
0040
00334
4
一
0.00
-430.
SOURCE 6T7
v-NOISE slHU」ATreN
1・PO【Hr ERROR SERIES
.. 1
(d) 蒸発量制御ダンパノイズ(FDIN)
一122一
0 400.“ ,
800 「
12eo 「
1600 1
2000 i
75
O0
V5
V5
O0D75
7 08 0
←
55778「
808
L㌔[1』}輌
0
岬酬
{
SCURCE FDFN
’- eO【Nr PREDIcrtaN
t.P口〔Nr ERRaR SεRIES
400 1
(e) FDFダンパノイズ(FDFN)
800 F
i200 「
t600 「
2000 1
80
°0
10
886ぴ
宇
0.8
°6
01 一
80
°0
10
8866
一
08、●0
01 ∪酬
t-Ne【s
1-POTNT
’t.声o【NT ERROR SERIES 層
(f) CDFダンパノイズ(CDFN)
一123一
・
0 4go ego 12,00 1輌oo 2;00
62.0
0.00
一62.0
620’
0.00
一B2.0
62.0
0,00
一62.0
i・polNI εRROR SεRIεs
(g)燃焼ストーカ速度ノイズ(CTSN)
①NOx濃度にっいて
・直流分で後燃焼段上ガス温度(GT7)からの寄与が大きく、またNOx濃度自身からの寄与も
大きい。他に、燃焼ストーカ速度ノイズ(CTSN)やCDFダンパノイズ(CDFN)からの寄与も見ら
れる。
・周波数が1/5(cycle/min)以下のところでは、後燃焼段上ガス温度、 CDFダンパノイズ、蒸
発量制御ダンパノイズ(FDIN)からの寄与がある。1/2.4(cycle/min)付近にボイラ蒸発量か
ら70%近くの寄与がある。
②ボイラ蒸発量について
直流分ではボイラ蒸発量自身の寄与が大きく、次ぎに後燃焼段上ガス温度からの寄与が
大きい。後燃焼段上ガス温度がボイラ蒸発量やNOx濃度に対し低周波で大きく寄与すること
は、前回の実験結果と一致する。
なお、NOx濃度や後燃焼段上ガス温度に対して1/2.4(cycle/min)付近にボイラ蒸発量から
の大きな寄与が見られるのは、ACCがボイラ蒸発量の変化にあわせて蒸発量制御ダンパ
とストーカ速度を操作しているからであり、その制御周波数が寄与のピークの周波数に相
当している。
一124一
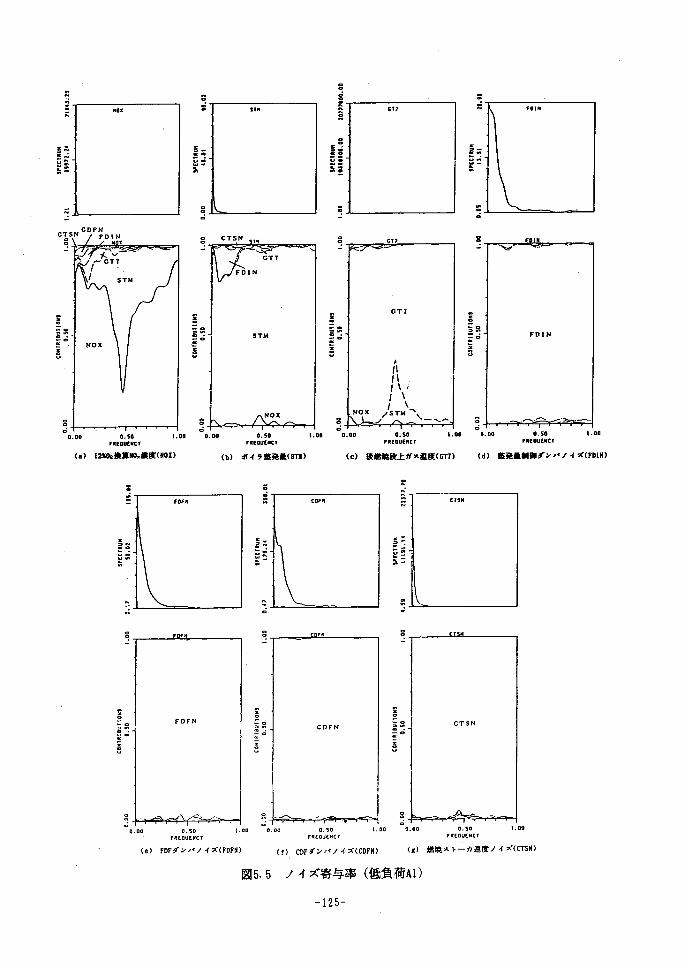
一~二
⇔O二
村o寓
CDFNC↑SN FDIN
Net I’/,lz’し
戸CTl
A∫ STM
N●.3
OO◆一 cr「SN T吋
OO.一
6t7
G了7
“O.O
OO二
OO.OOO.O
’ ≡ ・ GTT
じ FOlN
STM
Nox
0.00 0.50 t.00
FltEOUE眞C■
(b) ボイラ慕発量(S1憎》
0.00 0.50 t.oe
F烏EOUE閻tr
《・》 12SQ2換算NO.浪度(lrOX)
56“情
CTI
O⇔二
A
八〆
ハ
N°x!・↑M\呂 i、A /6
0.00 0.50 ‘.00
FeECUE與C7
(c)後燃焼段上ガス温度(而)
F司OO
’ SN
86 0.eo O.SO ‘.00
芦WEOUEHCT
《d}蒸発量鯛御ダンパノイズ(FPI肋
8 .・
60・oo.
(e)
FDFN
OO.O
CDFN
’
CTSN
3 .《 .-6 0.00 0,50 t.00
FREOUENtr
(9)燃焼ストニカ速度ノイズ(crSN}
O.50 t.eo O.00 0.50 t,00
fREOUENCY FflEOUCtic「
FDFダンパ〃ズ(FDFN) (f)CDFダンパ〃ズ(CDFN}
, 図5.5 ノイズ寄与率(低負荷A1)
一125一
以上から、NOx濃度を制御するためには、1/5(cycle/min)より低周波の蒸発量制御ダンパ
やCDFダンパの操作が重要になることがわかる。手動実験時と異なり、燃焼ストーカ速度ノ
イズのボイラ蒸発量に対する低周波の寄与は見られない。
(3)最 フィードバックゲインの言
まず、制御用ARモデルのあてはめを行った。あてはめ時の最大次数は、制御用計算機
の記憶容量の制約から8次とした。その結果、モデル次数は8次、FPEC値は0.116×102とな
った。
次に、最適フィードバックゲインの計算を行う。その前に同定時と制御時の操作変数名
の取扱にっいて次のように定める。同定実験ではシステムを励振させる同定ノイズが操作
変数がであったが、制御実験時にはゲインから計算される最適操作量が操作変数である。そこで、最適フィードバックゲインの設計以降では、操作変数名を”ノイズ”の代わりに”操
作量’と置き換える。
さて、最適フィードバックゲインの計算では、NOx濃度とボイラ蒸発量の同時制御系のゲ
インを考えた。2っの被制御変数の制御の重みを変えて、制御バランスの異なるフィードバ
ックゲインを計算する。制約条件は最適フィードバックゲインから計算される操作量の分
散値が許容できる範囲に納まることであり、第4章で述べたように、設定された許容分散
値の条件を満足するようにゲインを調整してゆく自動収束計算を行った。その計算条件と
して、ダイナミックプログラミングのステージが40、シミュレーションステップが1000、
収束範囲が±20%とした。
ボイラ蒸発量とNOx濃度の制御バランスは主観的に決定した。本実験では第4章と同様に、
ボイラ蒸発量の分散値が許容範囲内(1,0(ton/hr)2)に収まっているゲインの中で、 NOx濃
度の分散値が最小となるものに決める。ゲインの計算過程は次の通りである。
まず、操作変数の許容分散値を標準(同定実験時の操作変数の分散値)に設定した。ま
たボイラ蒸発量とNOx濃度の重みも標準(制御用ARモデルの残差分散の逆数)に設定し、
制御対象外である後燃焼段上ガス温度(GT7)の重みを0にした。この状態からNOx濃度の重み
を変えてゆくと、ボイラ蒸発量の分散値は0.68~0.73(ton/hr)2の範囲に収まった。その中
で、NOx濃度及びボイラ蒸発量の分散が94(ppm)2、0.73(ton/hr)2となるゲインが、 NOx濃度
の分散を最小とするゲインであった。
次ぎに操作変数の効果を計算した。これは、操作変数のうち1変数を選んで、その変数だ
け許容分散値を2倍にして自動収束計算を行い、ボイラ蒸発量やNOx濃度の制御効果がどの
程度良くなるか調べる方法である。計算の結果、NOx濃度の制御効果が高い順に、 CDFダン
パ操作量(CDFN)、燃焼ストーカ操作量(CTSN)、 FDFダンパ操作量(FDFN)となった。そこで、
これら3変数の許容分散値を2倍にしたゲインを求めた。その結果、NOx濃度の分散値が67(
ppm)2、ボイラ蒸発量の分散値が0.70(ton/hr)2となるゲインを得た。
そして、設計したゲインを使って制御シミュレーションを行った。全シミュレーション
ステッフ゜を2000ステップとし、1~500、1501~2000ステップはACC単独制御、その間の
501~1500ステップまでをACC+ARモデル協調制御シミュレーションとした。
まず、ACC単独制御シミュレーションを行った。ゲインから計算される最適操作量の
一126一
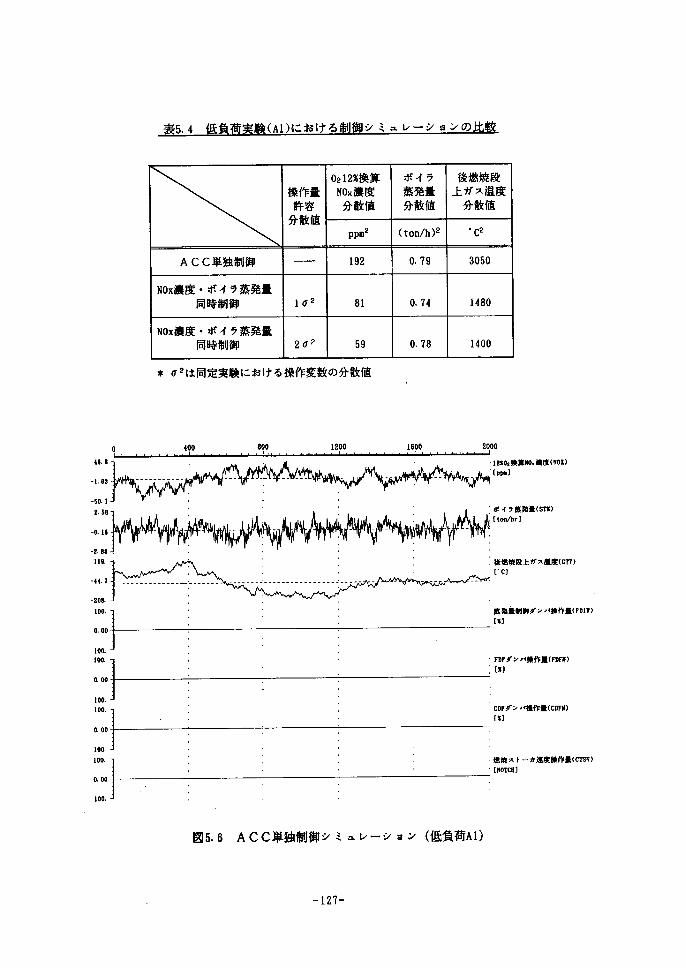
表5.4 (Al)における シミュレーションの
操作量
沫eェ散値
0212%換算
高?Z度
@分散値
ボイラ
�ュ量ェ散値
後燃焼段
繝Kス温度
@分散値
PP皿2 (ton/h)2 ゜C2
ACC単独制御 一192 0.79 3050
NOx濃度・ボイラ蒸発量
@ 同時制御 1σ2 81 0.74 1480
NOx濃度・ボイラ蒸発量
@ 同時制御 2σ2 59 0.78 1400
*σ2は同定実験における操作変数の分散値
04G.8
40e 8go t200 160e 2000
一t.s3
一50.1
2.5e
一〇.16
一2.88
1tg,
一44.1
一20S.
!eo.
・12駕02換算NO.コ度《Nex)
’t別冶】
ボイヲ蕪発量《ST冨}
[ton/hr]
:後燃焼段上ガス直度《CTT}
・[’C】
0.00
侃侃
:貫発量鯛御ダンパ操作量くFbltt}
1【s)
0.00
0000
0.00
loe.
IOO、
O.00
loe.
’FD『ダンパ操作量(FDFN}
:川
,CDFダンパ操作量(CD剛1
’[Xl
・燃焼ストーカ遠度操作量(crSN)
’【NOI℃目】
図5。6 ACC単独制御シミュレーシ目ン(低負荷A1)
一127一
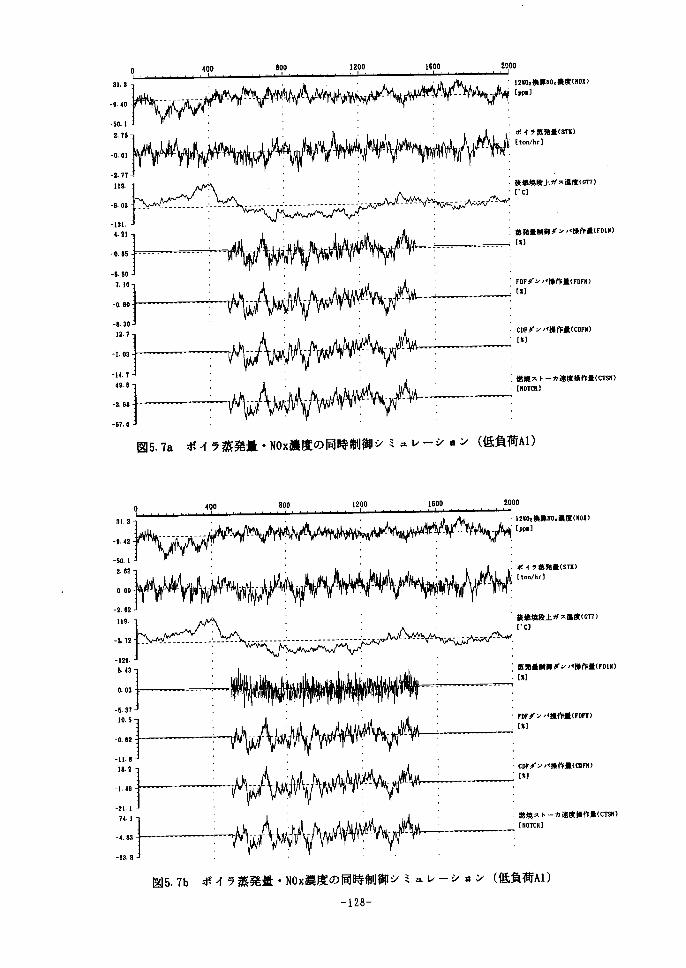
0 400, sgo 12po. 1600 2000
二烈二三㍑二…棚刷二
496孔
’12珊2換算NO.濃度(NOX)
【ppa】
ポイヲ蕪発量(S惚)
ttenlhr1
後撒段亘埴嵐⑰ t’C】
蒸発量柄御ダンJ’操作量(FDm
【%}
FDFダンパ操作量(FDFN)
【x]
:,,,燗。量,CDFN)
[s]
燃焼ストーカ速度操作量(CTSN)
・[NOTCHI
図5・・7a ボイラ蒸発量・NOx濃度の同時制御シミュレーシeン(低負荷A1)
0 400 soe 1200 1600 2000
000
09
一
764s125
051
282601118L
3 821
V4
{
(
(
838一
12SOR換算NOx浪度{NOX,
Ippa】
ポイワ慕発量(ST薗)
tton!hr】
後燃焼段上ガス温度(“わ
・rc]
蕪発量制御ダンパ操作t《FP川)
[s】
・FDFダンパ操作量くrO㈱)
囲
・CDFダンパ操作貴(CDF胃)
【s]
燃焼ストーカ速度操作量(CTSH)
[NOTCH]
図5. 7b ボイラ蒸発量・NOx濃度の同時制御シミュレーシ目ン(低負荷A1)
一128一
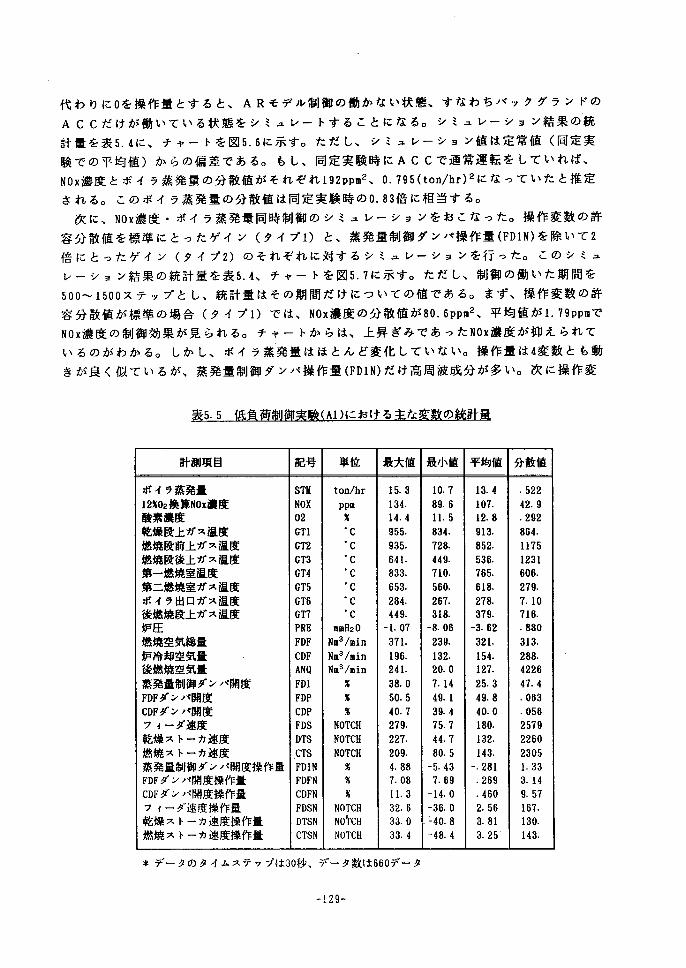
代わりに0を操作量とすると、ARモデル制御の働かない状態、すなわちバックグランドの
ACCだけが働いている状態をシミュレートすることになる。シミュレーション結果の統
計量を表5.4に、チャートを図5.6に示す。ただし、シミュレーション値は定常値(同定実
験での平均値)からの偏差である。もし、同定実験時にACCで通常運転をしていれば、
NOx濃度とボイラ蒸発量の分散値がそれぞれ192ppm2、0.795(ton/hr)2になっていたと推定
される。このボイラ蒸発量の分散値は同定実験時の0.83倍に相当する。
次に、NOx濃度・ボイラ蒸発量同時制御のシミュレーションをおこなった。操作変数の許
容分散値を標準にとったゲイン(タイプ1)と、蒸発量制御ダンパ操作量(FDIN)を除いて2
倍にとったゲイン(タイプ2)のそれぞれに対するシミュレーションを行った。このシミュ
レーション結果の統計量を表5.4、チャートを図5.7に示す。ただし、制御の働いた期間を
500~1500ステップとし、統計量はその期間だけについての値である。まず、操作変数の許
容分散値が標準の場合(タイプ1)では、NOx濃度の分散値が80.6pp皿2、平均値が1.79ppmで
NOx濃度の制御効果が見られる。チャートからは、上昇ぎみであったNOx濃度が抑えられて
いるのがわかる。しかし、ボイラ蒸発量はほとんど変化していない。操作量は4変数とも動
きが良く似ているが、蒸発量制御ダンパ操作量(FDIN)だけ高周波成分が多い。次に操作変
5.5 (A1)における主な’の
計測項目 記号 単位 最大値 最小値 平均値 分散値
ボイラ蒸発量 S「m ton/hr 15.3 10.7 13.4 .522
12%02換算NOx濃度 NOX PP㊤ 134. 89.6 107. 42.9
酸素濃度 02 % 14.4 ll.5 12.8 .292
乾燥段上ガス温度 GTl ゜C 955. 834. 913. 864.
燃焼段前上ガス温度 GT2 9C 935. 728. 852. 1175
燃焼段後上ガス温度 GT3 ’C 641. 449. 536. 1231
第一燃焼室温度 GT4 ’C 833. 710. 765. 606.
第二燃焼室ガス温度 GT5 ’C 653. 560. 618. 279.
ボイラ出ロガス温度 GT6 ’C 284. 267. 278. 7.10
後燃焼段上ガス温度 GT7 ’C 449. 318. 379. 716.
炉圧 PRE 凪皿H20 一1.07 一8.06 一3.62 .880
燃焼空気総量 FDF N皿3んin 371. 239. 321. 313.
炉冷却空気量 CDF N皿3んin 196. 132. 154. 288.
後燃焼空気量 ANQ N皿3/匝in 241. 20.0 127. 4226
蒸発量制御ダンパ開度 FD1 % 38.0 7.14 25.3 47.4
FDFダンパ開度 FDP % 50.5 49.1 49.8 .063
CDFダンパ開度 CDP % 40.7 39.4 40.0 .056
フィーダ速度 FDS NOTCH 279. 75.7 180. 2579
乾燥ストーカ速度 DTS NOTCH 227. 44.7 132. 2260
燃焼ストーカ速度 CTS NOTCH 209. 80.5 143. 2305
蒸発量制御ダンパ開度操作量 FDIN % 4.88 一5.43 一.281 1.33
FDFダンパ開度操作量 FDFN % 7.08 一7.69 .269 3.14
CDFダンパ開度操作量 CDFN % H.3 一14。0 .460 9.57
フィーダ速度操作量 FDSN NOTCH 32.6 一36.0 2.56 167.
乾燥ストーカ速度操作量 DTSN NOヤCH 33.0 .- S0.8 3.81 130.
燃焼ストーカ速度操作量 CTSN NOTCH 33.4 一48.4 3.25 143.
*デ・一・Bのタイムステップは30秒、データ数は660データ
一129一
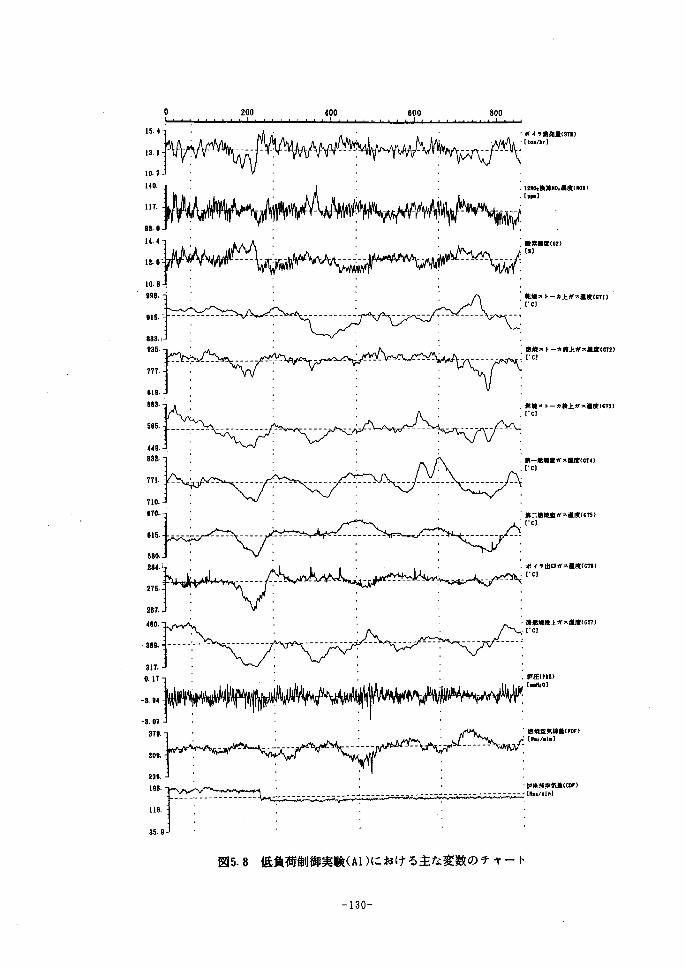
0 200 400 600 800
15.4
13.1
10.7
14e.
11T.
93,0
14.4
Ptイ,厩発最《s頂)
シ【tenXhr〕
12.S「
10.8
996.
915.
3530089
77T,
12ぬ換算NO.■度{NOI,
【P口1
619.
」ss3.
565.
9248
7?1,
710.
股素日度ω2,1竃】
乾燭スか一力上ガス温or(CTl,
【’Cハ
lelO..
el5.
5eo.
2s4.
275.
憾焼ストーカ前上ガz口Ut《CT2)【’Cl
槌嶋ストーカ綾上汀ス己度CCT3,{’c)
擦一槍塙宙ガス己度《G†の
rcハ
267..
4eo.
389.
τ1713σ
一3.94
一8,07
3T9.
3eg.
239.
19G.
lle.
第二胞焼宜ガス■度(GTS}【℃】
ポイ,出ロガス己度‘6刊)
1’cハ
・後燈焼段上ガス己nt《Gn)
・rc1
35,9
炉圧《~昭}
【“kOl
懲焼空気緯量‘FPF}
t胃陶!■tn)
シ炉冷却空気量(CDP)
一,,一一..一,一,__一一,_一._一_一_一,一一一一一一一一一一一一一一一一一一一一一一一一’yNSI!・t”]
図5.・8低負荷制御実験(A1)における主な変数のチャート
一130一
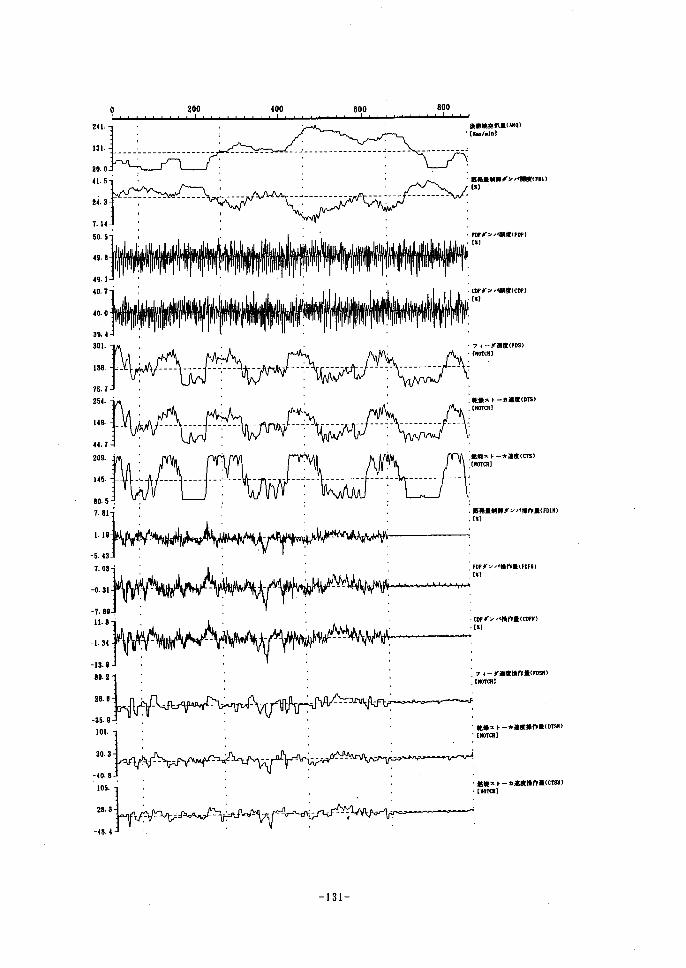
0 200 400 600 800
241.
シ
131、 I
l I
20.0
● .
. .
’後鵬境空気量《鵬)’【筒助!●tnl
41.5
24.3
7.14.
’薗鄭量制■〆ンパ■度作Ol)t胃】
1
50.5
49.8
49.1
40.7
40.0
39. 1
3el.
IS8.
75.7
‘254.
149.
44.7
2eg.
145.
80.5
7.81
1.le
一5.43
7.08
一〇. 31
一7.60
11.s
一1.34
一13.e
eg.2
26.6
・FD■ダ:Js開度《FDP,
・[駕1
I
COFダンパ開度《CDP)
・IXl
・フ4一ダ迫度(rDS}
・n㎜)
一35.9
!Ol.
.乾燥ストーカ遠度(幡ハ
【PtOTCH]
30.3
槍屍ス,一力遠度(crs)
【nome]
蕗発量制御ダンパ操作量(FD川)
“】
I
FDrダンパ撮作量《FOF川【竃ハ
・CDFダンパ撮作量《CDFH)
・【竃]
一40、8
,105.
2S.3
一48.4
74一ダ遡度撮作量伴DS帥(肩om〕
‘乾埠ス》一力連度操作量{r憎}
【脾o個1
・燈漉ストーカ遠度橡作量《CTSIt)
・【mOTUtl
一131一
数の許容分散値が2倍の場合(タイプ2)では、NOx濃度の分散値はさらに59.3ppm2に減少し
ている。チャートでは、NOx濃度はさらに低周波成分が少なくなっているのがわかる。また、
FDFダンパ操作量(FDFN)、 CDFダンパ操作量(CDFN)、燃焼ストーカ操作量(CTSN)の許容分散
値を大きくした影響で、蒸発量制御ダンパ操作量の高周波成分が大きくなっている。操作
変数の動きは、NOx濃度やボイラ蒸発量と負の相関が見られる。
(4)幽裏題 計算した最適フィードバックゲインを用い、実炉で制御実験を行った。制御実験では、
図5.1の同定ノイズの代わりに計算機内で計算される最適操作量をシステムに入力すること
になるため、同定実験で使用した実験装置や配線をそのまま利用する。ただし、状態量を
計測しながら最適操作量を計算し、その信号を出力する制御用プログラムを使用する。被
制御変数の目標値、参考変数の定常値、操作変数の平均値は同定実験時の各変数の平均値
に設定した。ACCから協調制御への変更時には切り替え時のショックを和らげるために、
ソフトゲインを小さい値から徐々に大きくしていった。
制御実験の結果を表5.5に、主な変数のチャートを図5.8に示す。実験条件は、NOx濃度・
ボイラ蒸発量の同時制御であり、ボイラ蒸発量制御ダンパ以外の操作変数の許容分散値を
2倍としたゲイン(タイプ2)を使用した。実験時間は5時間30分(660ステップ)とした。
制御効果にっいて次のことが分かった。
①NOx濃度について
同実験期間におけるACC単独制御時の分散値が115ppm2であるのに対して、ACC+ARモデル協調制御実験では42.9ppm2であり、分散が0.37倍に減少した。このように、最適
化シミュレーションとほぼ同様の結果が得られた。
②ボイラ蒸発量について ACC単独制御時の分散値のO.621(ton/hr)2に対して、0.522(ton/hr)2と小さくなった。
ボイラ蒸発量の制御性の向上は、制御シミュレーションの結果とも一致していた。
以上のように、低負荷時のACC+ARモデル協調制御では、ボイラ蒸発量に対してA
CCと同程度の制御効果を維持しながら、 NOx濃度の分散値を低下させることができた。
5.2.2 高負荷実験(高負荷A2)
次に、高負荷における制御実験をおこなうため、低負荷実験と同じ方法で同定実験から
制御実験までを行った。
(1)回定裏亙1
本実験ではボイラ蒸発量の設定値を、高負荷の18.0(ton/hr)とした。低負荷同定実験と
同様に、フィーダ速度、乾燥ストーカ速度、燃焼ストーカ速度には、同じ同定ノイズを入
力した。
一132一
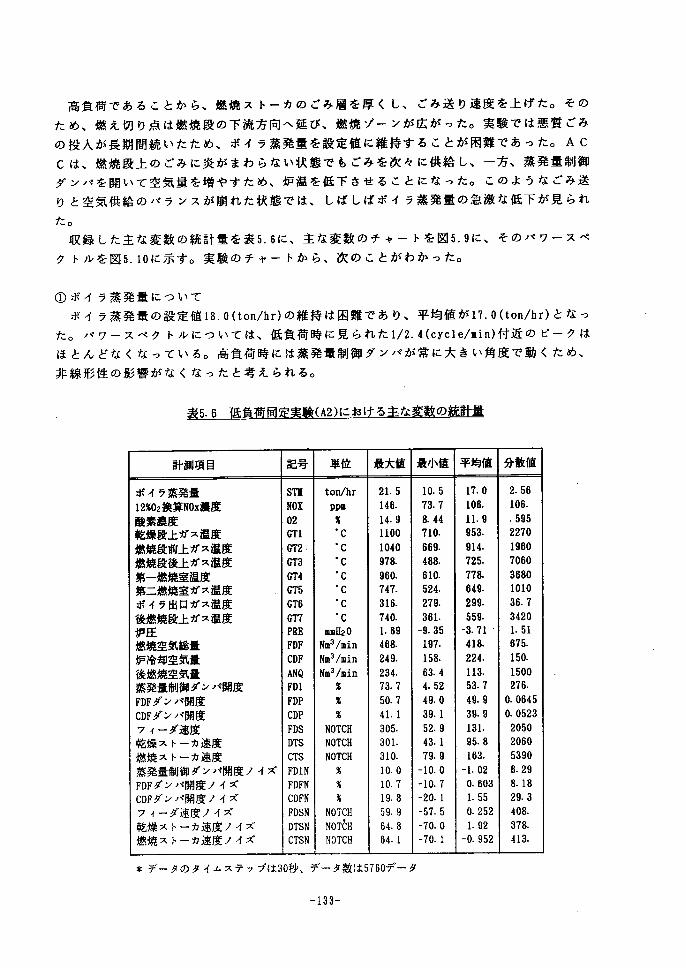
高負荷であることから、燃焼ストーカのごみ層を厚くし、ごみ送り速度を上げた。その
ため、燃え切り点は燃焼段の下流方向へ延び、燃焼ゾーンが広がった。実験では悪質ごみ
一の投入が長期間続いたため、ボイラ蒸発量を設定値に維持することが困難であった。AC
Cは、燃焼段上のごみに炎がまわらない状態でもごみを次々に供給し、一方、蒸発量制御
ダンパを開いて空気量を増やすため、炉温を低下させることになった。このようなごみ送
りと空気供給のバランスが崩れた状態では、しばしばボイラ蒸発量の急激な低下が見られ
た。
収録した主な変数の統計量を表5.6に、主な変数のチャートを図5.9に、そのパワースペ
クトルを図5.10に示す。実験のチャートから、次のことがわかった。
①ボイラ蒸発量について
ボイラ蒸発量の設定値18.0(ton/hr)の維持は困難であり、平均値が17.0(ton/hr)となっ
た。パワースペクトルについては、低負荷時に見られた1/2.4(cycle/min)付近のピークは
ほとんどなくなっている。高負荷時には蒸発量制御ダンパが常に大きい角度で動くため、
非線形性の影響がなくなったと考えられる。
5.6 荷同 (A2)における主な の 量
計測項目 記号 単位 最大値 最小値 平均値 分散値
ボイラ蒸発量 ST■ ton/hr 21.5 10.5 17.0 2.56
12%02換算NOx濃度 NOX PP㊤146. 73.7 106. 106.
酸素濃度 02 % 14.9 &44 11.9 .595
乾燥段上ガス温度 GT1 ’C 1100 710. 953. 2270
燃焼段前上ガス温度 GT2・ ’C 1040 669. 914. 1960
燃焼段後上ガス温度 GT3 ’C 978. 488. 725. 7060
第一燃焼室温度 GT4 ’C 960. 61σ 778 3680
第二燃焼室ガス温度 GT5 ’C 747. 524. 649. 1010
ボイラ出ロガス温度 GT6 ’C 316. 279. 299. 36.7
後燃焼段上ガス温度 GT7 ’C 740. 361. 559. 3420
炉圧 PRE 1姐H20 1.69 一9.35 一3.71’ 1.51
燃焼空気総量 FDF N皿3/min 468. 197. 418. 675.
炉冷却空気量 CDF N匝3/皿in 249. 158. 224. 150.
後燃焼空気量 ANQ N皿3/阻in 234. 63.4 113. 1500
蒸発量制御ダンパ開度 FD1 % 73.7 4.52 53.7 276.
FDFダンパ開度 FDP % 50.7 49.0 49.9 0.0645
CDFダンパ開度 CDP % 41.1 39.1 39.9 0.0523
フィーダ速度 FDS NOTCH 305. 52.9 131. 2050
乾燥ストーカ速度 DTS NOTCH 301. 43.1 95.8 2060
燃焼ストーカ速度 CTS NOTCH 310. 79.9 163. 5390
蒸発量制御ダンパ開度ノイズ FDIN % 10.0 一10.0 一1.02 6.29
FDFダンパ開度ノイズ FDFN % 10.7 一10.7 0,603 8.18
CDFダンパ開度ノイズ CDFN % 19.8 一20.1 1.55 29.3
フィーダ速度ノイズ FDSN NOTCH 59.9 一57.5 α252 408.
乾燥ストーカ速度ノイズ DTSN NOTεH 64.8 一70.0 1.92 37&
燃焼ストーカ速度ノイズ CTSN NOTCH 64.1 一70.1 一〇.952 413.
*データのタイムステップは30秒、デー一 S数は5760データ
一133一
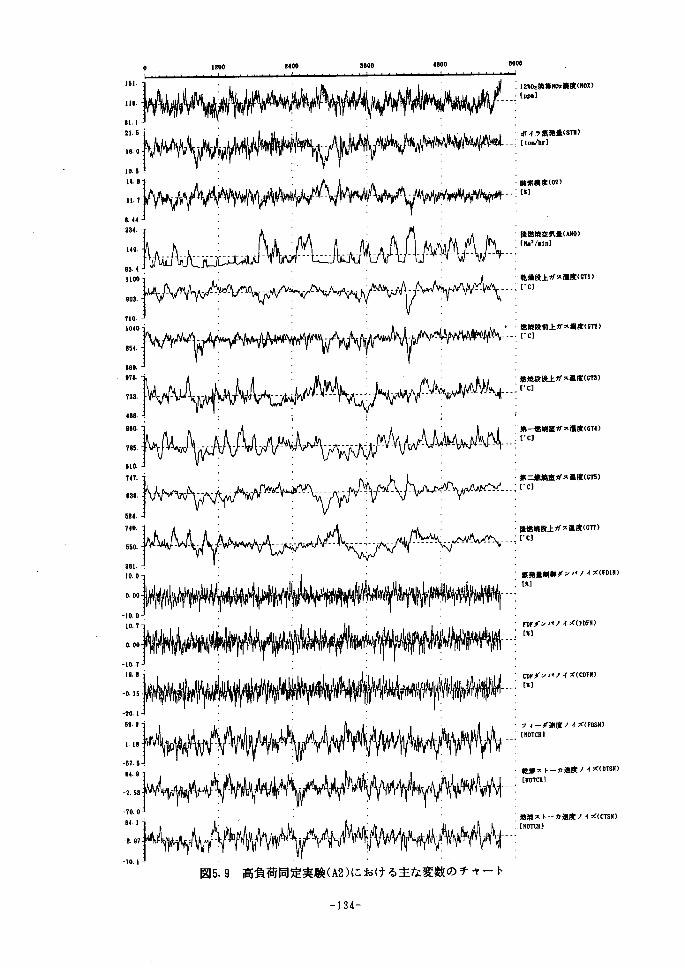
0 120e 2400 3eoo 4seo 8000
輻
ぴ11
15L82
畑 0
6
1 5904
711
“蹴口“卿。3皿剛82
τー
458
988769
4
3
7
07
6
40
05
57
5
.0
00
36
P0
@臥
07ー0
P0
一
0
78
● 1019
5ー0一
幅
r
8
09
. 7
捧゜捧
5. 456
58喝
01 覗肌享刊
tWwwpm・ti…[N°TCH]
図5.9 高負荷同定実験(A2)における主な変数のチャート
:12寓02換算HOx浪度(開OX)
・[ppa】
一一1誕㌫発量(s’1’
綱〔酬榊…ご 後燃焼空気量(ぷ旬 ’【N■3!●tn】 一一;
’乾燥段上ガス置度(CT1)
一一一_: rC】
’・佑焼段前上ガX温度(CT2)
一∵“
燃焼段後上ガス湿度《GT3,
’rC]
i ■ 第一懲焼室ガス己度《GT4) :rcハ
:第二燃焼室ガス温度(ぴ面)
’【’Cハ
:am“R上ガ・M度㈹
一一.:【’c】
zam量鯛櫛ダンパノイズ《剛m
,[駕】
FDFダンパノイズ(FDFN}
:岡
:cOFダンパノイズ(CDF川
…:【寓]
:’フ・一ダ速度ノイズ(FDSN)
[NOTCH]
乾燥ストーカ速度ノイズ(OTSN)
[NOTC}1] _ _ 」
,燃焼ストーカ速度ノイズ(CTSN}
一134一
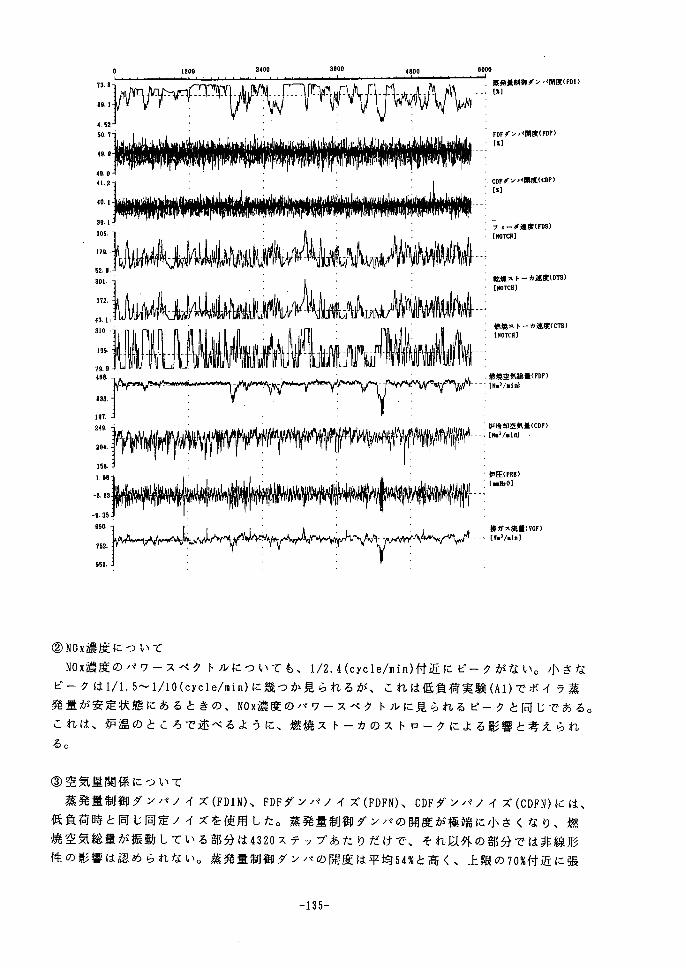
0鴨.8
1200 24 o° 3eOO 4800
39.1
27
°0
45
499
1!ll
IO. t
い 6000 旗発量制御ダンパ開度《FOD_一_-w- 【罵】
172.
FDFダンパ開度(FDP)
国
’.CDPダン’寸開度(CbP)
t寓】
フ4一ダ遼度(FDS)
INO↑CII}
乾燥ストーカ速度⑱篤)
【NOTCil工
lil}: 燃焼・・一噸㈹ [NOTCH】
日5.
i揃酬酬榊酬く酬轡酬『㌫ご
三}}kl酬ご1竺1::1:∴
752.
553.
②NOx濃度にっいて
NOx濃度のパワースペクトルについても、1/2.4(cycle/min)付近にピークがない。小さな
ピークは1/1.5~i/10(cycle/min)に幾っか見られるが、これは低負荷実験(A1)でボイラ蒸
発量が安定状態にあるときの、NOx濃度のパワースペクトルに見られるピークと同じである。
これは、炉温のところで述べるように、燃焼ストーカのストロークによる影響と考えられる。
③空気量関係について
蒸発量制御ダンパノイズ(FDIN)、 FDFダンパノイズ(FDFN)、 CDFダンパノイズ(CDFN)には、
低負荷時と同じ同定ノイズを使用した。蒸発量制御ダンパの開度が極端に小さくなり、燃
焼空気総量が振動している部分は4320ステップあたりだけで、それ以外の部分では非線形
性の影響は認められない。蒸発量制御ダンパの開度は平均54%と高く、上限の70%付近に張
一135一
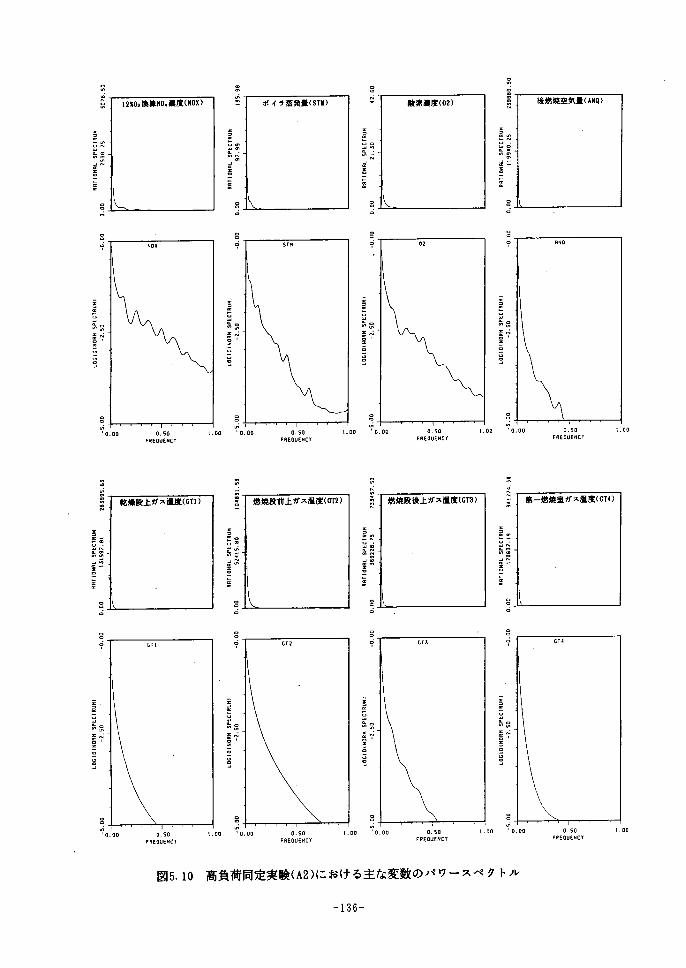
OO.O
00 0.SO
FRεOUENC了
OO.0
GTA
oo o.sa
FREOUENCT00
ノレト
OO,9OO.O
OO.O
oo 0.50
FR巨OUεN[r
00 O.SO
FREOUENC「
00 0.50FREOUENCT
OC.OOO.O
OO.O
÷
OO e.so
FRεOUENCT
00
6T2
ee 0.SO
FREOUEN〔T
oo
eo 0.SOFREaUENCT
oo
クスペ一高負荷同定実験(A2)における主な変数のパワ10図5.
一136一
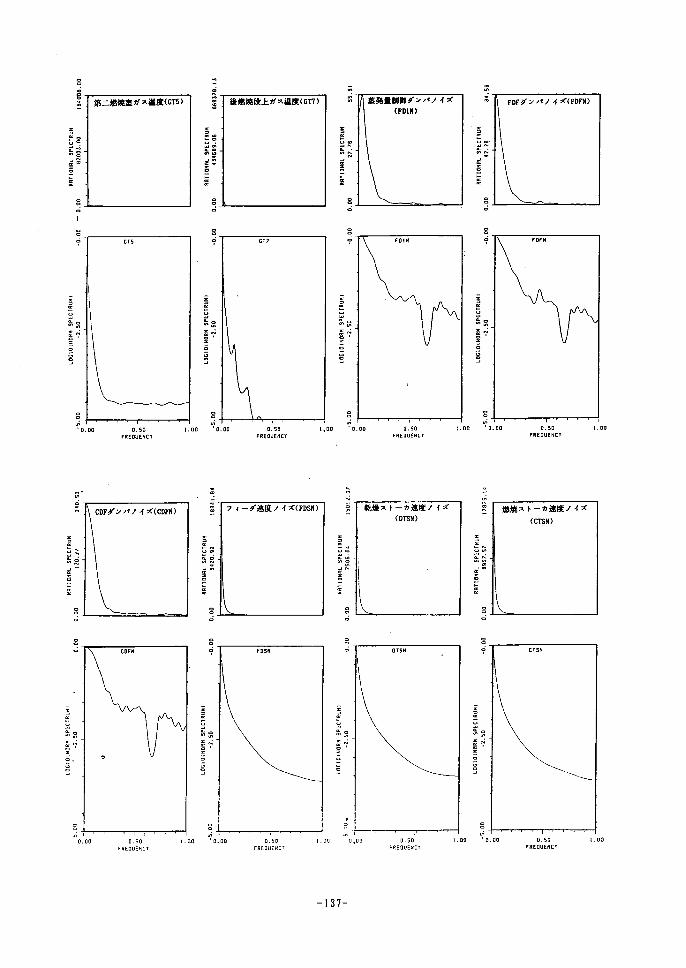
FDFダンパノイズ(FDFN)
OO.O
7
蒸発1制御ダンパノイズ
(FDIN)
oo O.50
FREeUENeT
oo
OO.O
OO 0.50
FREOUEHtT
ぴ
後燃焼段上ガス温度(GT7)
⇔O.O
、
OO 0.50
FREOUENC了
第二燃焼室ガス温度(CT5)
oo 0.50
FREOUENC了
00.OOO.O
’一ダ速度ノイズ(FDSN)フ
OO.O
●め㊤.
CDFダンパノイズ(CDFN)
O唱N
OO.O
CTSN
ea o.50
rREaUENC了
B.00OD e.se
FREOUENcr
註o l o..ou,oe O.SO
FRεOUεN〔r
oo
00 0.50FREOUEHCT
一137一
1
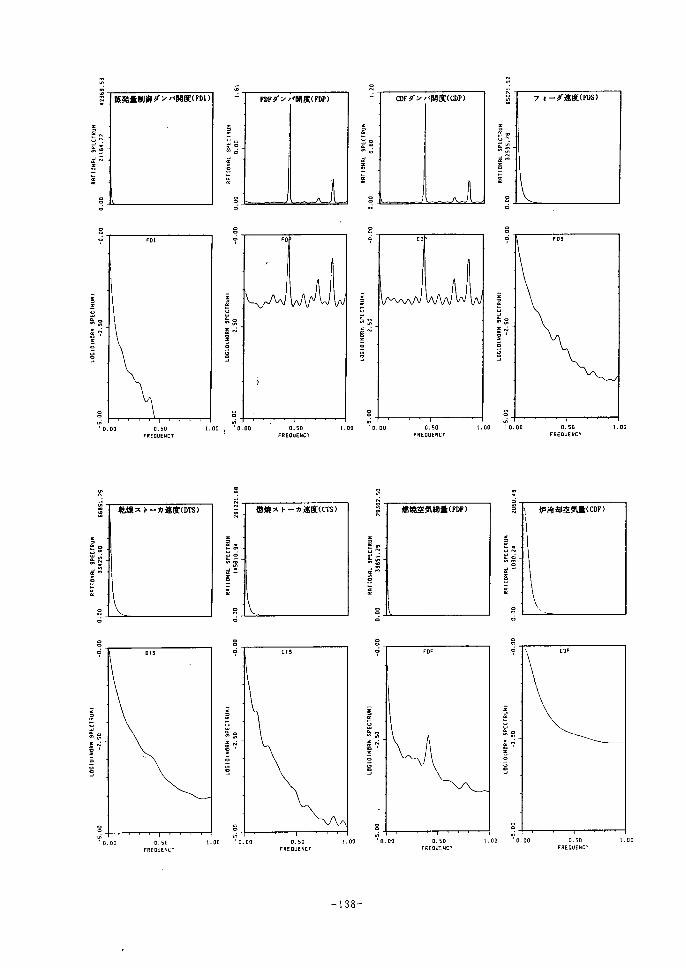
oo
4一ダ速度(FDS)フ
OO,O
FDS
CDFダンパ開度(CDP)
ON,〔
W
00 e.5e
FREDUENCT00
OC.O
tOF1
0.50
FREOUENCγ
OO.O
CD
FDFダンパ開度(FDP)
9
OO.O
0.50
FRεaUENCT
.OO
OO.O
e,OO
OO61
ee n.so
FREOgENtT
oo ぴ
o.50
FREOUENCT
ooUt
O.00
力速度(CTS)燃焼スト
09O0
00,0
[TS
00 0.50
FRεOUENC▼
§L o.eo
138一
蒸発量制御ダンパ開度(FDI)
OO.O
09 0,50
FREOUENCY
00.O
oo D.50
FREOUENCT
』
’
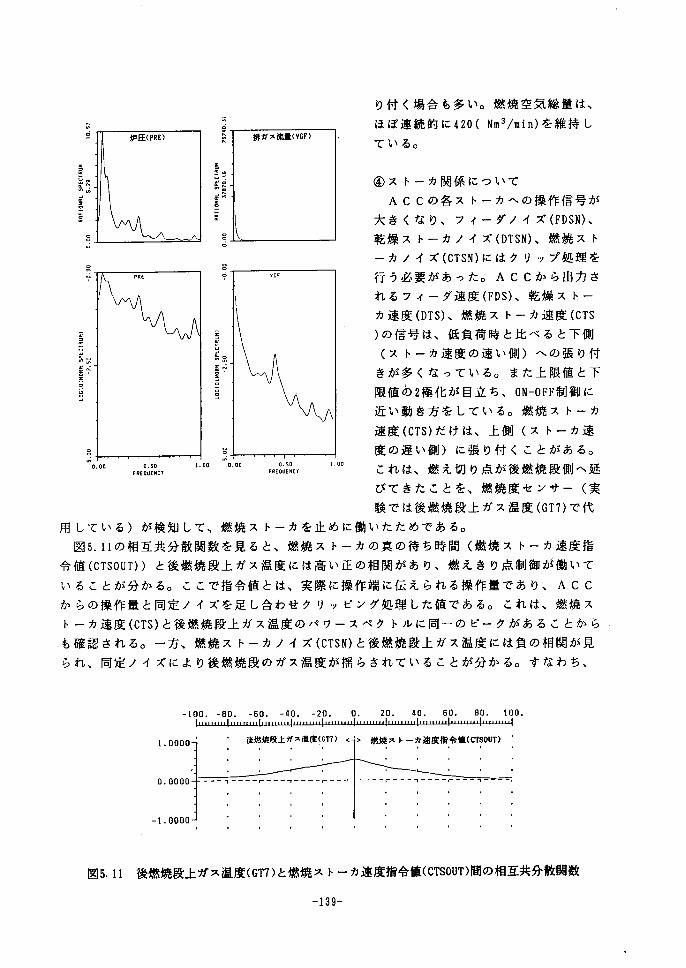
OO.O
§
’e.OO O.5e
FREOUENCT
二.O
OO,O
OO.O
§t.eo ’0.00 e.SO tOO
FREDUENCT
り付く場合も多い。燃焼空気総量は、
ほぼ連続的に420(Nm3/min)を維持し
ている。
④ストーカ関係について
ACCの各ストーカへの操作信号が大きくなり、フィーダノイズ(FDSN)、
乾燥ストーカノイズ(DTSN)、燃焼スト
ーカノイズ(CTSN)にはクリップ処理を
行う必要があった。ACCから出力されるフィーダ速度(FDS)、乾燥ストー
カ速度(DTS)、燃焼ストーカ速度(CTS
)の信号は、低負荷時と比べると下側
(ストーカ速度の速い側)への張り付
きが多くなっている。また上限値と下
限値to 2極化が目立ち、 ON-OFF制御に
近い動き方をしている。燃焼ストーカ
速度(CTS)だけは、上側(ストーカ速
度の遅い側)に張り付くことがある。
これは、燃え切り点が後燃焼段側へ延
びてきたことを、燃焼度センサー(実
験では後燃焼段上ガス温度(GT7)で代
用している)が検知して、燃焼ストーカを止めに働いたためである。
図5.11の相互共分散関数を見ると、燃焼ストーカの真の待ち時間(燃焼ストーカ速度指
令値(CTSOUT))と後燃焼段上ガス温度には高い正の相関があり、燃えきり点制御が働いて
いることが分かる。ここで指令値とは、実際に操作端に伝えられる操作量であり、ACC
からの操作量と同定ノイズを足し合わせクリッピング処理した値である。これは、燃焼ス
トーカ速度(CTS)と後燃焼段上ガス温度のパワースペクトルに同一のピークがあることから
も確認される。一方、燃焼ストーカノイズ(CTSN)と後燃焼段上ガス温度には負の相関が見
られ、同定ノイズにより後燃焼段のガス温度が揺らされていることが分かる。すなわち、
一100. -80. -60. -40. -20. 0, 20. 40. 60. 80. 100. UanuuUunurUuua”|i・・.L“.LLtl山山」4⊥LL・.LL山↓山皿山↓LLLLia・・Ltu-u-u-u-LIOu-u-LU4
後燃焼段上ガス温度(GT7)
図5.11 後燃焼段上ガス温度(GT7)と燃焼ストーカ速度指令値(CTSOUT)間の相互共分散関数
一139一
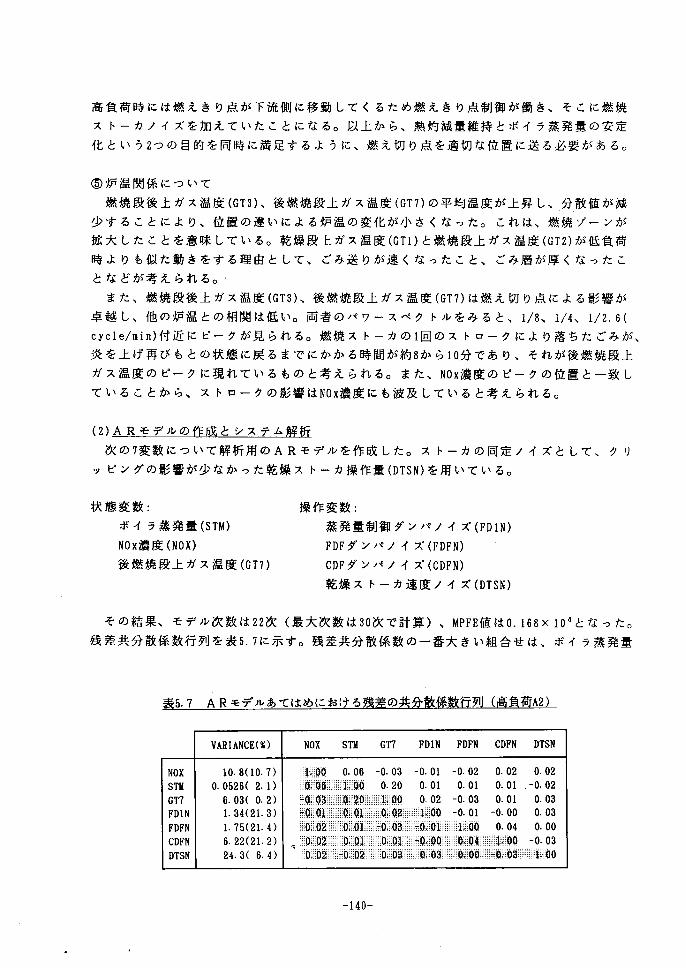
高負荷時には燃えきり点が下流側に移動してくるため燃えきり点制御が働き、そこに燃焼
ストーカノイズを加えていたことになる。以上から、熱灼減量維持とボイラ蒸発量の安定
化という2っの目的を同時に満足するように、燃え切り点を適切な位置に送る必要がある。
⑤炉温関係について
燃焼段後上ガス温度(GT3)、後燃焼段上ガス温度(GT7)の平均温度が上昇し、分散値が減
少することにより、位置の違いによる炉温の変化が小さくなった。これは、燃焼ゾーンが
拡大したことを意味している。乾燥段上ガス温度(GTI)と燃焼段上ガス温度(GT2)が低負荷
時よりも似た動きをする理由として、ごみ送りが速くなったこと、ごみ層が厚くなったこ
となどが考えられる。・
また、燃焼段後上ガス温度(GT3)、後燃焼段上ガス温度(GT7)は燃え切り点による影響が
卓越し、他の炉温との相関は低い。両者のパワースペクトルをみると、1/8、1/4、1/2.6(
cycle/min)付近にピークが見られる。燃焼ストーカの1回のストロークにより落ちたごみが、
炎を上げ再びもとの状態に戻るまでにかかる時間が約8から10分であり、それが後燃焼段上
ガス温度のピークに現れているものと考えられる。また、NOx濃度のピークの位置と一致し
ていることから、ストロークの影響はNOx濃度にも波及していると考えられる。
(2)ARモデルの とシステム
次の7変数について解析用のARモデルを作成した。ストーカの同定ノイズとして、クリ
ッピングの影響が少なかった乾燥ストー一一.力操作量(DTSN)を用いている。
状態変数:
ボイラ蒸発量(STM)
NOx濃度(NOX)
後燃焼段上ガス温度(GT7)
操作変数:
蒸発量制御ダンパノイズ(FDIN)
FDFダンパノイズ(FDFN)
CDFダンパノイズ(CDFN)
乾燥ストーカ速度ノイズ(DTSN)
その結果、モデル次数は22次(最大次数は30次で計算)、MPFE値は0.168×IO4となった。
残差共分散係数行列を表5.7に示す。残差共分散係数の一番大きい組合せは、ボイラ蒸発量
5.7 ARモデルあてはめにおける の 、t一�i A2)
VARIANCE(%) NOX STH GT7 FDIN FDFN CDFN DTSN
NOX 10.8(10.7) 1 00 0.06 一〇.03 一〇.01 一〇.02 0.02 0.02
STH 0.0526(2.1) o 06 100 0.20 0.01 0.01 0.01 一〇.02
GT7 6.03(0.2) o ㈱ 020 100 0.02 一〇.03 0.Ol 0.03
FDIN 1.34(21.3) o 01 oo1 oo2. too 一〇.01 一〇.00 0.03
FDFN 1。75(21.4) 0 02 001 003 001 100 0.04 0.00
CDFN 6.22(21.2)’る
0 舵 oo1 001 000 004 ↓oo 一〇.03
DTSN 24.3(6.4) 0 02 002 003 oo3 ooo oo3 too
一140一
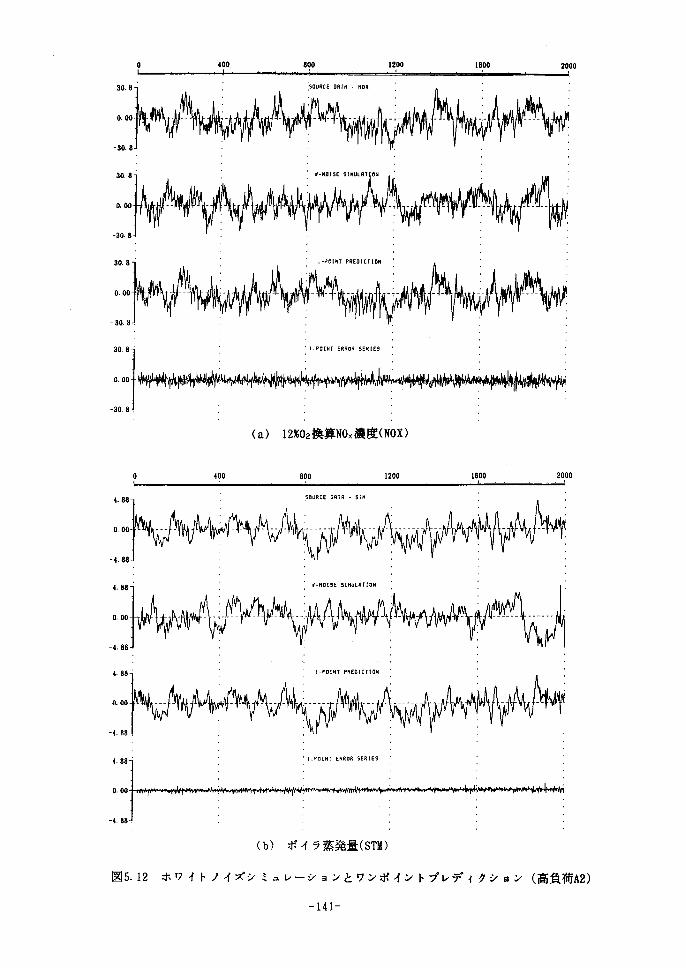
0 4go 8go 12po・ 1『oo 2000
30.8’
O.00
-30’ 8
F
30.8’
0.00
‘30’ 8
F
ll:
二1
it-一・,
0
(。)12%6、換算N嘘度(NOX)
490 890 12PO 1『o° 2;00
88
O0
W8
W8
O0
W8
W8
O0
W8
W8
O0
:seURCE o耶R-srH
一」
1・.・一一・…5
一4.S8,
図5.12
(b)ボイラ蒸発量(STM)
ホワイトノイズシミュレーションとワンポイントプレディクシ日ン(高負荷A2)
-141一
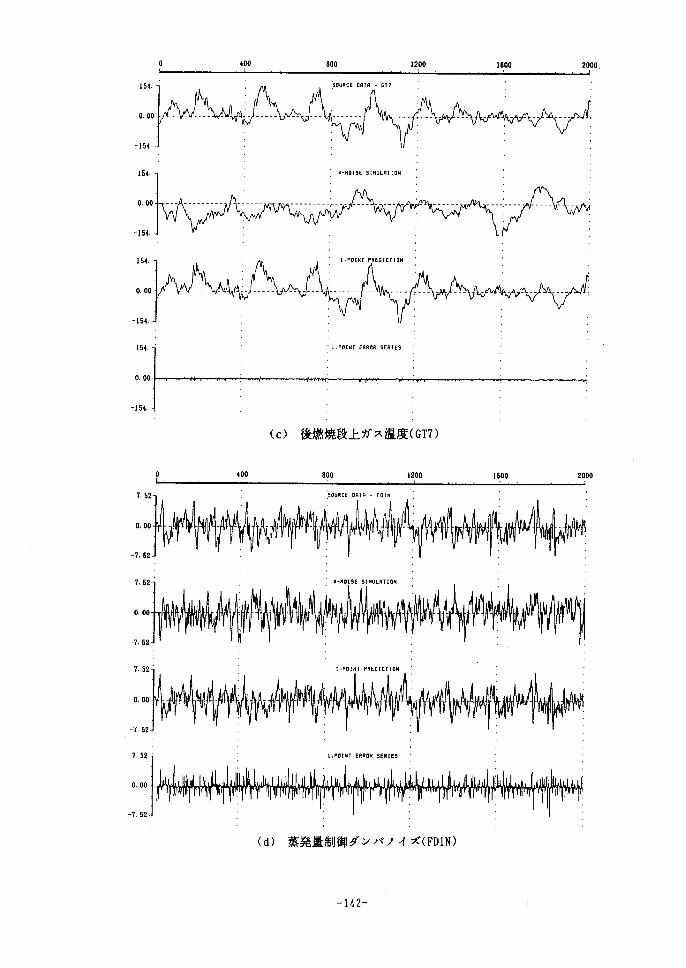
0 400 800 1
1200 1
1¶oo. 2000
451
000
4輻55
一
00O
54
g
←
1000
、
5511
≡一
O.00
OATR
PREOIC「lON
1.FOlNT ERROR SERlES
一154.
0 400 1
(c) 後燃焼段上ガス温度(GT7)
800 d
1200 「
1600 1
2000 t
52
O0
T2
T2
O0
T2
T2
70
7一
70
7一
0 070
’
257一
205070
一7.52
SOURCE DRlR - FO‘N
SIMULATIaN
r・Ffi【NT PREDIC「ION
potNT ERROR SER【ES
(d) 蒸発量制御ダンパノイズ(FDIN)
一一 P42一 1
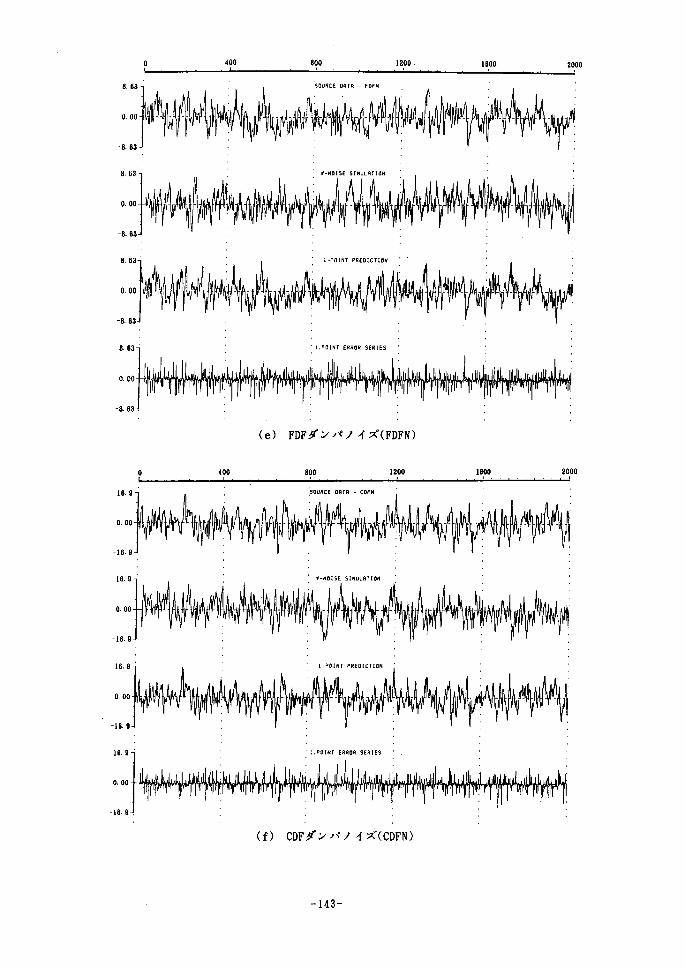
0 400 800 1
1200 ,
1600 1
2000、 ’
・3
B。
U3
U3
B・
U、
U3
B。
U3’
一
RVO6808
soueCE bAT良 一 FOFN
d-NOlSE S【HULATrdN
0 400 1
’-P“lNI PRεロlC「laN
’ 1.eolNT ERROR SERlES
ご榊
(e)FDFダンパノ
800 ’
イズ(FDFN)
i200 三¶oo. 2000.
16.9
0.00
-16.9
16.9
0.00
-16,9
SOURCE OArA
t-NOTSE sTMULAr【ON
16.9
0.00
-ls.9
1e.9
0.OO
-le.9
申
’ :.POrNT ERRaR SεRIES
(f)CDFダンパノイズ(CDFN)
一143一
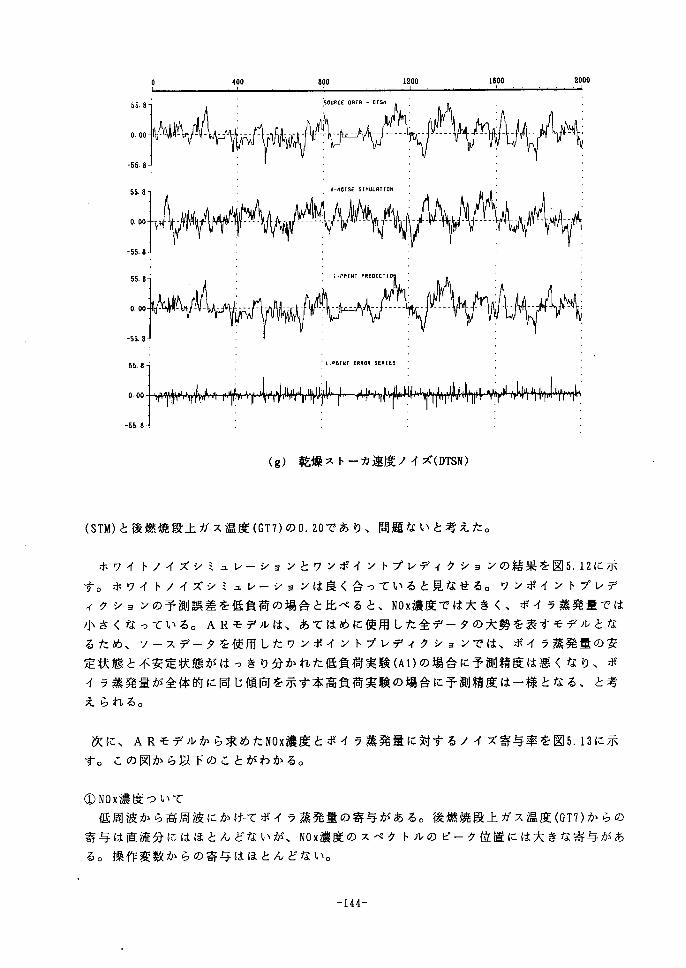
0 4go 8go 12,00 le,oe 2coo
ヨー一一
」
55.8’
O.00
一55.8.
55.8’
O. OO
一55.8
(g)乾燥ストーカ速度ノイズ(DTSN)
(STM)と後燃焼段上ガス温度(GT7)の0.20であり、問題ないと考えた。
ホワイトノイズシミュレーションとワンポイントプレディクションの結果を図5.12に示
す。ホワイトノイズシミュレーションは良く合っていると見なせる。ワンポイントプレデ
ィクションの予測誤差を低負荷の場合と比べると、NOx濃度では大きく、ボイラ蒸発量では
小さくなっている。ARモデルは、あてはめに使用した全データの大勢を表すモデルとな
るため、ソースデータを使用したワンポイントプレディクションでは、ボイラ蒸発量の安
定状態と不安定状態がはっきり分かれた低負荷実験(A1)の場合に予測精度は悪くなり、ボ
イラ蒸発量が全体的に同じ傾向を示す本高負荷実験の場合に予測精度は一様となる、と考
えられる。
次に、ARモデルから求めたNOx濃度とボイラ蒸発量に対するノイズ寄与率を図5,13に示
す。この図から以下のことがわかる。
①NOx濃度ついて
低周波から高周波にかげてボイラ蒸発量の寄与がある。後燃焼段上ガス温度(GT7)からの
寄与は直流分にはほとんどないが、NOx濃度のスペクトルのピーク位置には大きな寄与があ
る。操作変数からの寄与はほとんどない。
一144一
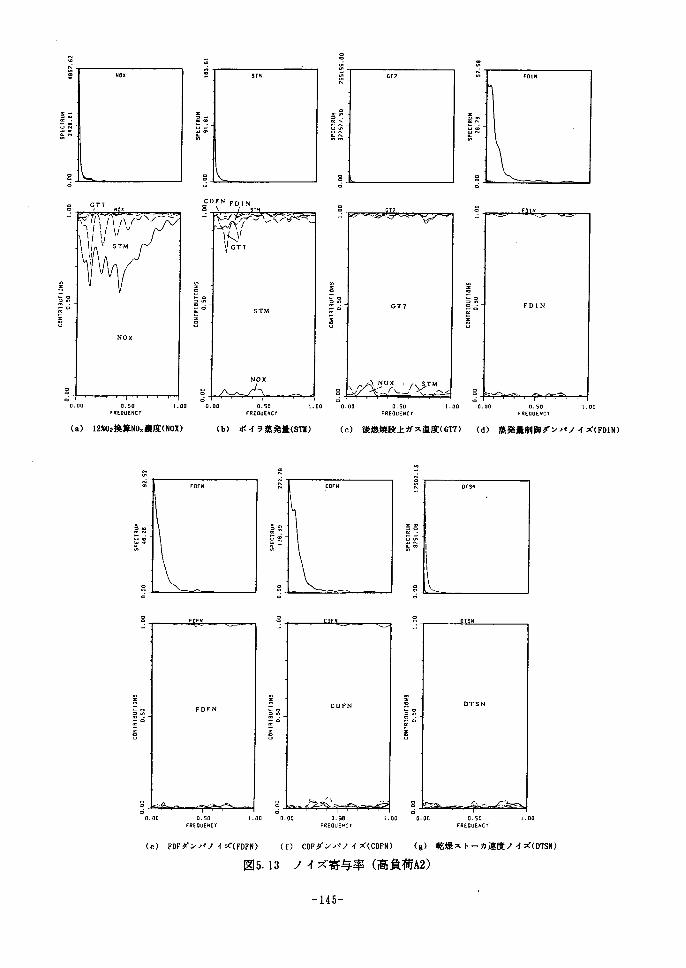
OO,O
C1フ
OO,OOO、OOO.O
OFNOO,一
o●
OO,0
OO,〔
GT7
W愛NOX二/\00,0
ジ{~合ア獣ぽ
GT7t
STM
NOX00、O
戸▽
OO.〔
ー、
NOX
OO.O
Loe 0.50FREaUENeT
oo000 e.SOFREaUEHCT
000t.OO 0.SO
FREOUENcroe0oe O.SO
FREOUENCreo0
ズ(FDIN)イ蒸発量制御ダンパノ(d)後燃焼段上ガス温度(GT7)(c)ボイラ蒸発量(STV)(b)12×02換算NOx濃度(NOX)(a)
OO.OOO.OOO.O
r00.[
DTSNo.
00.O
OO.一
CDFN
風ロO.O
00,一
FDFNOm.O
OO.O
001 050FREOUENこγ
0.0000 e.se
FREaUENCT口、00001 0.50
FREeUENC了
O.oa
ズ(DTSN)イ一力速度ノト乾燥ス(9)ズ(CDFN)イCDFダンパノ(f)
(高負荷A2)ズ寄与率イノ13
ズ(FDFN)
図5
イFDFダンパノ(e)
一145-一
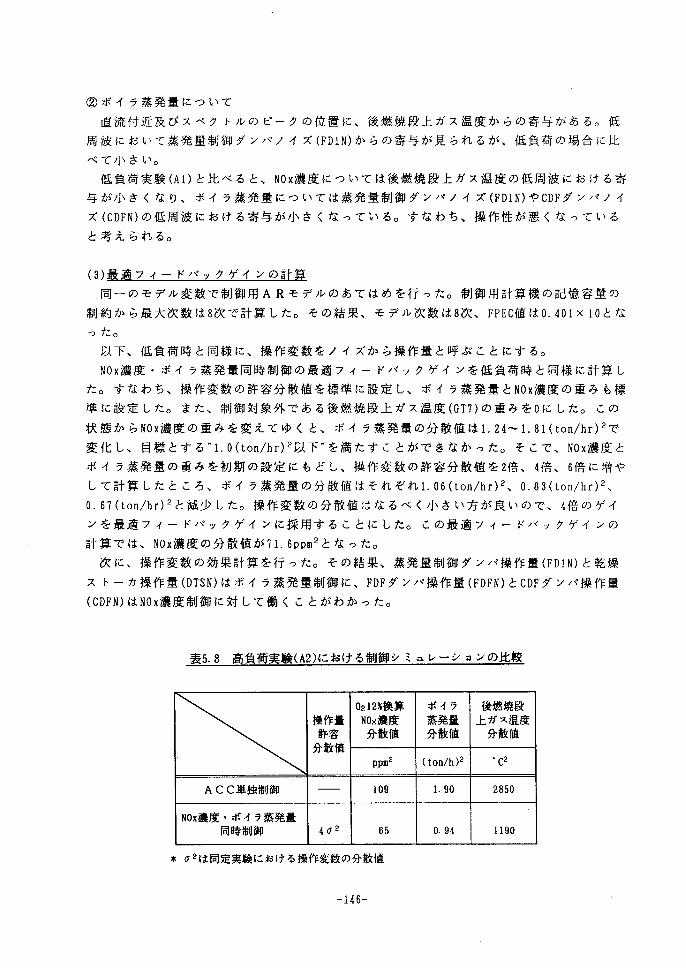
②ボイラ蒸発量にっいて
直流付近及びスペクトルのピークの位置に、後燃焼段上ガス温度からの寄与がある。低
周波において蒸発量制御ダンパノイズ(FDIN)からの寄与が見られるが、低負荷の場合に比
べて小さい。
低負荷実験(A1)と比べると、 NOx濃度にっいては後燃焼段上ガス温度の低周波における寄
与が小さくなり、ボイラ蒸発量については蒸発量制御ダンパノイズ(FDIN)やCDFダンパノイ
ズ(CDFN)の低周波における寄与が小さくなっている。すなわち、操作性が悪くなっている
と考えられる。
(3) フィードバックゲインのs
同一のモデル変数で制御用ARモデルのあてはめを行った。制御用計算機の記憶容量の
制約から最大次数は8次で計算した。その結果、モデル次数は8次、FPEC値は0.401×10とな
った。
以下、低負荷時と同様に、操作変数をノイズから操作量と呼ぶことにする。
NOx濃度・ボイラ蒸発量同時制御の最適フィードバックゲインを低負荷時と同様に計算し
た。すなわち、操作変数の許容分散値を標準に設定し、ボイラ蒸発量とNOx濃度の重みも標
準に設定した。また、制御対象外である後燃焼段上ガス温度(GT7)の重みを0にした。この
状態からNOx濃度の重みを変えてゆくと、ボイラ蒸発量の分散値は1.24~L81(ton/hr)2で
変化し、目標とする”1.0(ton/hr)2以下”を満たすことができなかった。そこで、 NOx濃度と
ボイラ蒸発量の重みを初期の設定にもどし、操作変数の許容分散値を2倍、4倍、6倍に増や
して計算したところ、ボイラ蒸発量の分散値はそれぞれ1.06(ton/hr)2、0.83(ton/hr)2、
0.67(ton/hr)2と減少した。操作変数の分散値はなるべく小さい方が良いので、4倍のゲイ
ンを最適フィードバックゲインに採用することにした。この最適フィードバックゲインの
計算では、NOx濃度の分散値が71.6ppm2となった。
次に、操作変数の効果計算を行った。その結果、蒸発量制御ダンパ操作量くFDIN)と乾燥
ストーカ操作量(DTSN)はボイラ蒸発量制御に、 FDFダンパ操作量(FDFN)とCDFダンパ操作量
(CDFN)はNOx濃度制御に対して働くことがわかった。
表5.8高負荷実験(A2)における制御シミュレーションの比較
操作量
沫eェ散値
0212%換算
mO×濃度
@分散値
ボイラ
�ュ量ェ散値
後燃焼段
繝Kス温度@分散値
PP皿2 (ton/h)2 ’C2
ACC単独制御 一109 1.90 2850
NOx濃度・ボイラ蒸発量
@ 同時制御 4σ2 65 0.94 1190
*σ2は同定実験における操作変数の分散値
一146-一
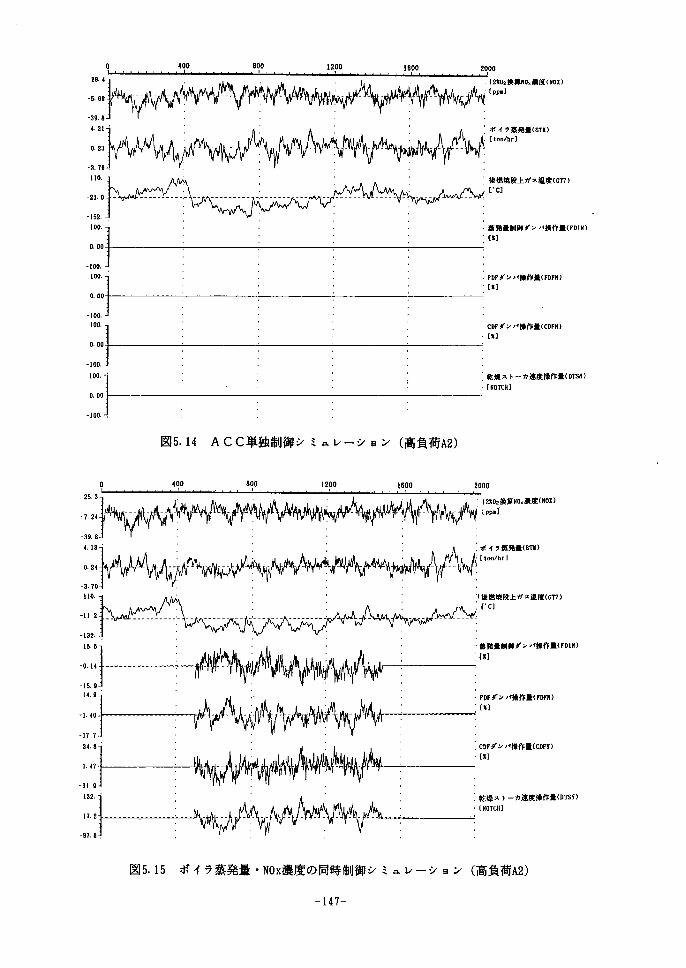
o 400 800, ,
1200 1600 2000
9
8
5
81 2934≡
3 h6
70
0 翫11
0ル2一
2050一
000
α00011一
000
0000一
00O
σ000一
00
0
ぴ10
352
24弓
889一
240
7031
一
6
1
905
14つ→1弓
1
001
17
79一
:9::;k””e’n度(N°x)
ボイラ蒸発量(STM}
[ton!hr】
後燃焼段上ガス温度(CTT}
[’C]
・礁発量制御ダンパ操作量(FDIN)
;斑
郡ン酬…輌N)
CDFダンパ操作量(CDFN)[s】
乾燥ストーカ速度操作量(DTSN)
[NerCH]
図5.14 ACC単独制御シミュレーシ9ン(高負荷A2)
2000
12xe2換算NO.濃度(NOX)
【ppn∫
,ポイヲ蒸発量(STM}
・〔ton!hr]
漂{{
・FOPダンパ操作量(FDPN)
{鬼】
.CDFダンパ操作量(CDFN)
:[s]
、乾燥スト_力遠度操作量(DTSH>
・[NOTC田
図5.15 ボイラ蒸発量・NOx濃度の同時制御シミュレーション(高負荷A2)
一147一
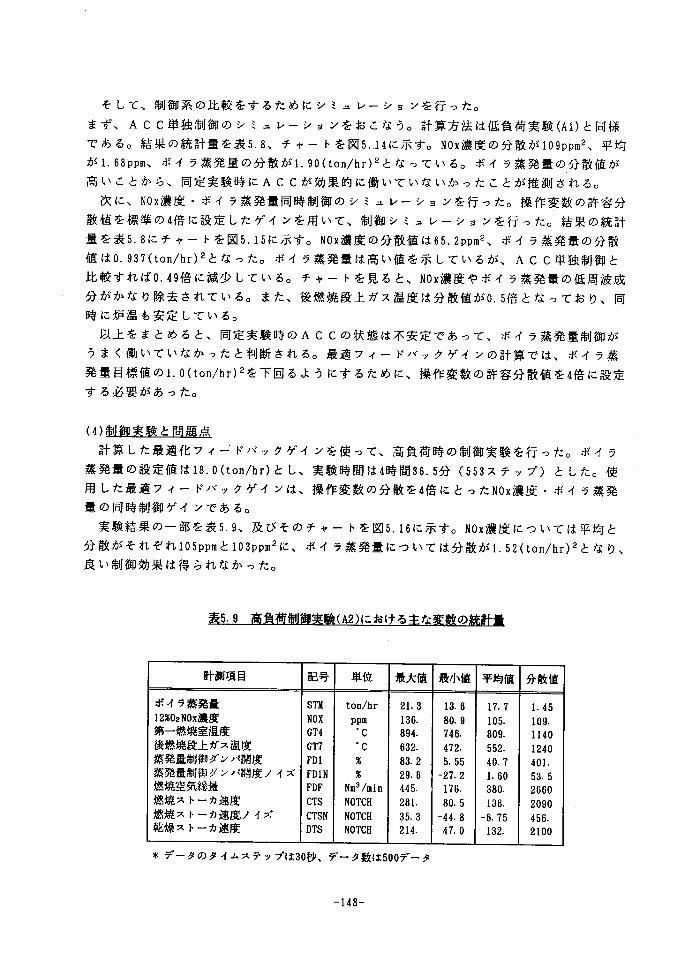
そして、制御系の比較をするためにシミュレーションを行った。
まず、ACC単独制御のシミュレーションをおこなう。計算方法は低負荷実験(A1)と同様
である。結果の統計量を表5.8、チャートを図5.14に示す。NOx濃度の分散が109ppm2、平均
がL68ppm、ボイラ蒸発量の分散が1.90(ton/hr)2となっている。ボイラ蒸発量の分散値が
高いことから、同定実験時にACCが効果的に働いていないかったことが推測される。
次に、NOx濃度・ボイラ蒸発量同時制御のシミュレーションを行った。操作変数の許容分
散値を標準の4倍に設定したゲインを用いて、制御シミュレーションを行った。結果の統計
量を表5.8にチャートを図5.15に示す。NOx濃度の分散値は65.2ppm2、ボイラ蒸発量の分散
値は0.937(ton/hr)2となった。ボイラ蒸発量は高い値を示しているが、 ACC単独制御と
比較すれば0.49倍に減少している。チャートを見ると、NOx濃度やボイラ蒸発量の低周波成
分がかなり除去されている。また、後燃焼段上ガス温度は分散値が0.5倍となっており、同
時に炉温も安定している。
以上をまとめると、同定実験時のACCの状態は不安定であって、ボイラ蒸発量制御が
うまく働いていなかったと判断される。最適フィードバックゲインの計算では、ボイラ蒸
発量目標値の1.0(ton/hr)2を下回るようにするために、操作変数の許容分散値を4倍に設定
する必要があった。
(4)ww 計算した最適化フィごドバックゲインを使って、高負荷時の制御実験を行った。ボイラ
蒸発量の設定値は18.0(ton/hr)とし、実験時間は4時間36.5分(553ステップ)とした。使
用した最適フィードバックゲインは、操作変数の分散を4倍にとったNOx濃度・ボイラ蒸発
量の同時制御ゲインである。
実験結果の一部を表5. 9、及びそのチャートを図5.16に示す。NOx濃度については平均と
分散がそれぞれ105ppmと103ppm2に、ボイラ蒸発量については分散がL52(ton/hr)2となり、
良い制御効果は得られなかった。
5.9 (A2)におけるなの
計測項目 記号 単位 最大値 最小値 平均値 分散値
ボイラ蒸発量 STH ton/hr 21.3 13.6 17.7 1.45
12%02NOx濃度 NOXPP皿 136. 80.9 105. 109.
第一燃焼室温度 GT4 ’C 894. 746. 809. 1140後燃焼段上ガス温度 GT7 ’C 632. 472. 552. 1240
蒸発量制御ダンパ開度 FD1 % 83.2 5.55 40.7 401、
蒸発量制御ダンパ開度ノイズ FDIN % 29.6 一27.2 1.60 53.5
燃焼空気総量 FDF N田3/皿in 445. 176. 380. 2660燃焼ストーカ速度 CTS NOTCH 281. 80.5 136. 2090燃焼ストーカ速度ノイズ CTSN NOTCH 35.3 一44.8 一6.75 456.
乾燥ストーカ速度 DTS NOTCH 214. 47.0 132. 2100
*アータのタイムステップは30秒、データ数は500データ
一148一
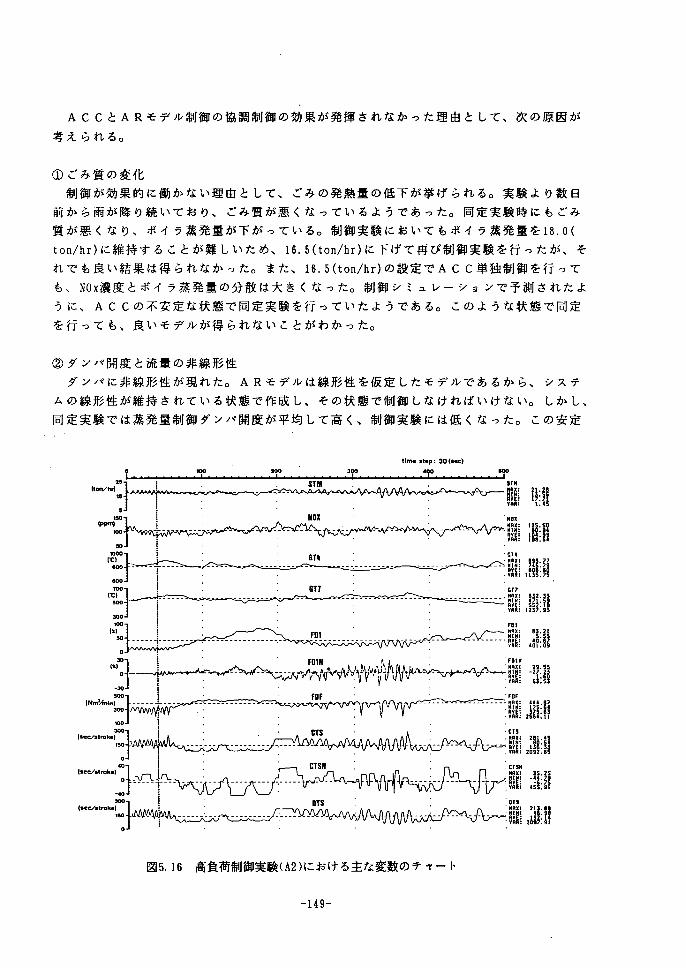
ACCとARモデル制御の協調制御の効果が発揮されなかった理由として、次の原因が
考えられる。
①ごみ質の変化
制御が効果的に働かない理由として、ごみの発熱量の低下が挙げられる。実験より数日
前から雨が降り続いており、ごみ質が悪くなっているようであった。同定実験時にもごみ
質が悪くなり、ボイラ蒸発量が下がっている。制御実験においてもボイラ蒸発量を18.0(
ton/hr)に維持することが難しいため、16.5(ton/hr)に下げて再び制御実験を行ったが、そ
れでも良い結果は得られなかった。また、16.5(ton/hr)の設定でACC単独制御を行って
も、NOx濃度とボイラ蒸発量の分散は大きくなった。制御シミュレーションで予測されたよ
うに、ACCの不安定な状態で同定実験を行っていたようである。このような状態で同定
を行っても、良いモデルが得られないことがわかった。
②ダンパ開度と流量の非線形性
ダンパに非線形性が現れた。ARモデルは線形性を仮定したモデルであるから、システ
ムの線形性が維持されている状態で作成し、その状態で制御しなければいけない。しかし、
同定実験では蒸発量制御ダンパ開度が平均して高く、制御実験には低くなった。この安定
o 伽 2qゆ
づi°・一≡一細元}-L…一一一一㎜
溺一†一 一一・GT7
c/i}十ぷ
こ}i-一一添 CTSN
OτS
300
tlme step:30《sec)
4i萎4}121
駅埼
v {
Neび一llli;iii§
一一 ユ㌶}酬畑一 ii…嶽 「OF
7§7793§94窒 ’
5!
=・
40ご甘10F
ドロド州一’’” ……liiii、iiiiii
CTS -一.懸蓮iii
階 一一一 廿』
図5.16高負荷制御実験(A2)における主な変数のテヤート
一149一
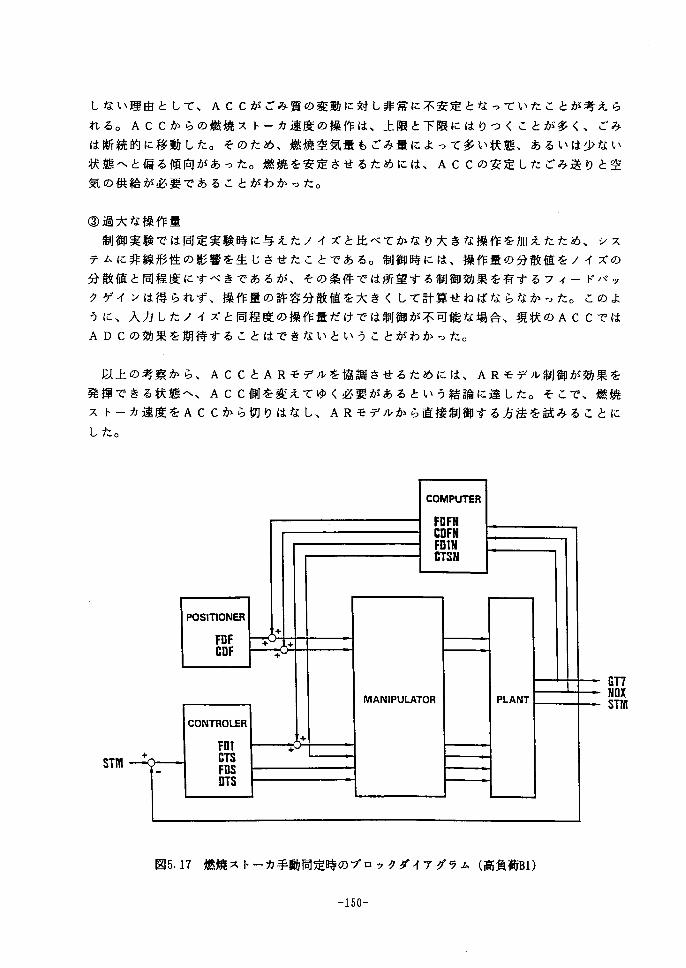
しない理由として、ACCがごみ質の変動に対し非常に不安定となっていたことが考えら
れる。ACCからの燃焼ストーカ速度の操作は、上限と下限にはりっくことが多く、ごみ
は断続的に移動した。そのため、燃焼空気量もごみ量によって多い状態、あるいは少ない
状態へと偏る傾向があった。燃焼を安定させるためには、ACCの安定したごみ送りと空
気の供給が必要であることがわかった。
③過大な操作量
制御実験では同定実験時に与えたノイズと比べてかなり大きな操作を加えたため、シス
テムに非線形性の影響を生じさせたことである。制御時には、操作量の分散値をノイズの
分散値と同程度にすべきであるが、その条件では所望する制御効果を有するフィードバッ
クゲインは得られず、操作量の許容分散値を大きくして計算せねばならなかった。このよ
うに、入力したノイズと同程度の操作量だけでは制御が不可能な場合、現状のACCでは
ADCの効果を期待することはできないということがわかった。
以上の考察から、ACCとARモデルを協調させるためには、ARモデル制御が効果を
発揮できる状態へ、ACC側を変えてゆく必要があるという結論に達した。そこで、燃焼
ストーカ速度をACCから切りはなし、ARモデルから直接制御する方法を試みることにした。
STtu
匠「P『00「「ρ0
GT7NoxSTM
図5.17燃焼ストーカ手動同定時のブロックダイアグラム(高負荷B1)
一150一
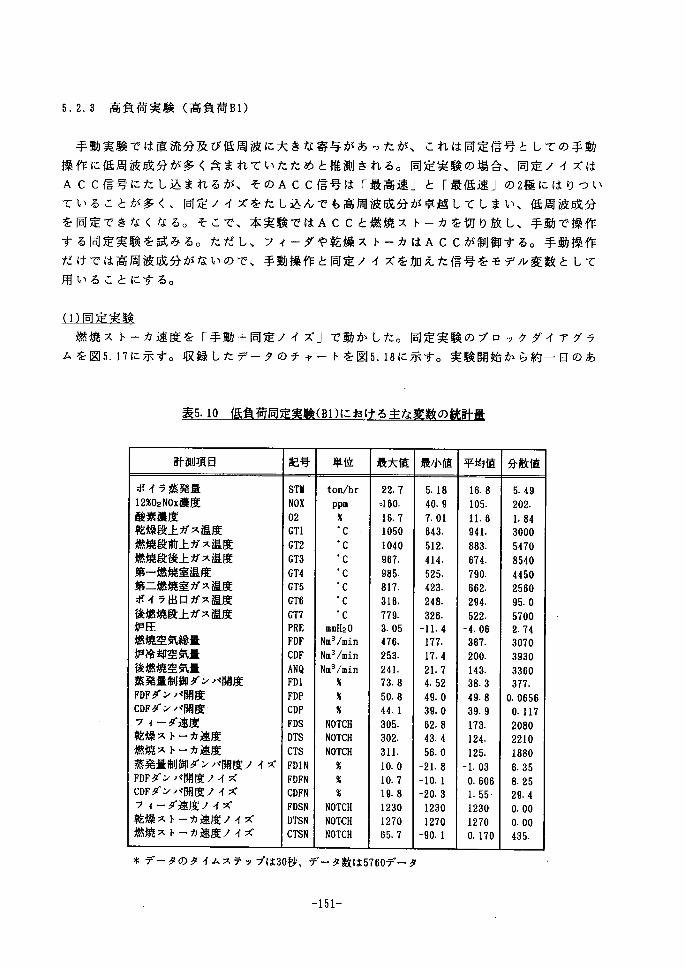
5.2.3 高負荷実験(高負荷Bl)
手動実験では直流分及び低周波に大きな寄与があったが、これは同定信号としての手動
操作に低周波成分が多く含まれていたためと推測される。同定実験の場合、同定ノイズは
ACC信号にたし込まれるが、そのACC信号は「最高速」と「最低速」の2極にはりつい
ていることが多く、同定ノイズをたし込んでも高周波成分が卓越してしまい、低周波成分
を同定できなくなる。そこで、本実験ではACCと燃焼ストーカを切り放し、手動で操作
する同定実験を試みる。ただし、フィーダや乾燥ストーカはACCが制御する。手動操作
だけでは高周波成分がないので、手動操作と同定ノイズを加えた信号をモデル変数として
用いることにする。
燃焼ストーカ速度を「手動+同定ノイズ」で動かした。同定実験のブロックダイアグラ
ムを図5.17に示す。収録したデータのチャートを図5.18に示す。実験開始から約一日のあ
5.10 口 (Bl)における主な の
計測項目 記号 単位 最大値 最小値 平均値 分散値
ボイラ蒸発量 ST凹 ton/hr 22.7 5.18 16.8 5.49
12%02NOx濃度 NOX PP皿こ160. 40.9 105. 202.
酸素濃度 02 % 16.7 7.Ol 11.6 1.84
乾燥段上ガス温度 GTl ’C 1050 643. 941. 3000
燃焼段前上ガス温度 GT2 ’C 1040 512. 883. 5470
燃焼段後上ガス温度 GT3 ’C 967. 414. 674. 8540
第一燃焼室温度 GT4 ’C 985. 525. 790. 4450
第二燃焼室ガス温度 GT5 ’C 817. 423. 662. 2560
ボイラ出ロガス温度 GT6 ’C 316, 248. 294. 95.0
後燃焼段上ガス温度 GT7 ’C 779. 326. 522. 5700炉圧 PRE 皿mH20 3.05 一11.4 一4.06 2.74
燃焼空気総量 FDF Nm3/皿in 476. 177. 367. 3070
炉冷却空気量 CDF Nm3/min 253. 17.4 200. 3930
後燃焼空気量 ANQ Nm3/min 241. 21.7 143. 3360蒸発量制御ダンパ開度 FD1 % 73.8 4.52 38.3 377.
FDFダンパ開度 FDP % 50.8 49.0 49.8 0.0656CDFダンパ開度 CDP % 44.1 39.0 39.9 0,117
フィーダ速度 FDS NOTCH 305. 62.8 173. 2080乾燥ストーカ速度 DTS NOTCH 302. 43.4 124. 2210
燃焼ストーカ速度 CTS NOTCH 311. 56.0 125. 1880
蒸発量制御ダンパ開度ノイズ FDIN % 10.0 一21.8 一1.03 6.35
FDFダンパ開度ノイズ FDFN % 10.7 一10.1 0,606 8.25
CDFダンパ開度ノイズ CDFN % 19.8 一20.3 1.55 29.4
フィーダ速度ノイズ FDSN NOTCH 1230 1230 1230 0.00
乾燥ストーカ速度ノイズ DTSN NOT℃H 1270 1270 1270 0.00
燃焼ストーカ速度ノイズ CTSN NOTCH 65.7 一90.1 0,170 435.
*データのタイムステップは30秒、データ数は5760データ
一151一
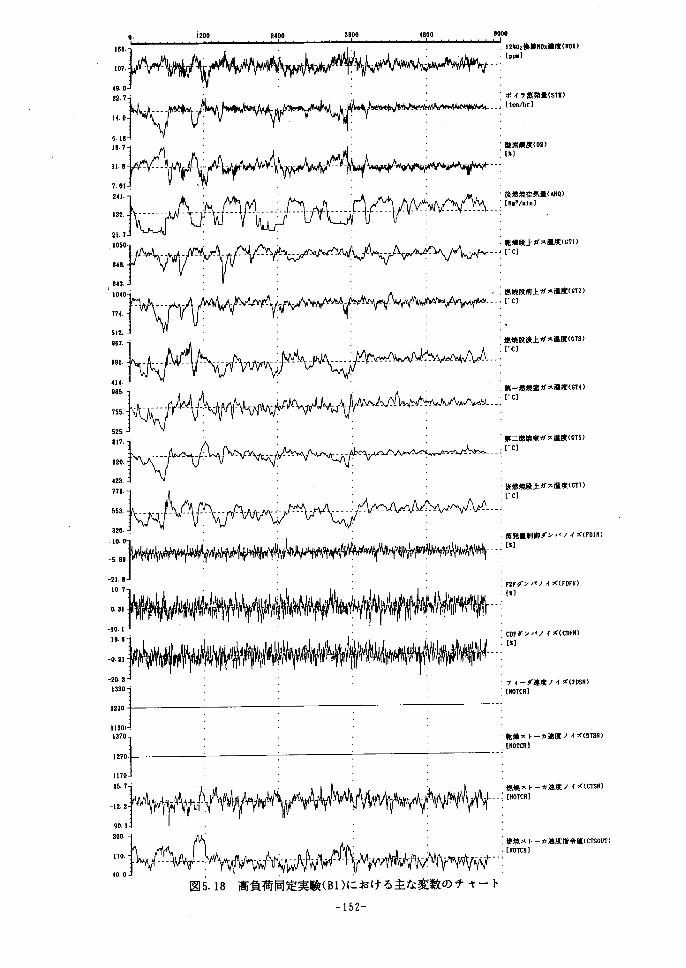
0. 1200 2400 3800 4800 6000
22.7 ボイラrs発量(sm :[t。n/hr】
t4.0
5.1816.7 ’酸素浪度(02)
:田
11.s
T.01
24L ↓後燃焼空気量(州q)
’(N・3/■ln〕
132.
i;』; i臓上。.。度,、,。 一一it’C1
818
813,
lle40 ’:燃焼段前上ガス温度(CT2》
_一_’[’C】
711,
, ・:1…:・ 11胃段後上ガス温度1・T3・
::::
,第一燃焼室ガス温度(CT4)ge5.
【’C]
T55.
525,
817, :第二燃髄ガ魂度(6T5) ,rcl
e20,
1;1: i。=上・・温⑭ :[℃】
553.
32e’
@ :繍量榊ダ・’リイズ(FDIN)
i}iト<<<酬⌒榊く:三_
:::1,
137e ・乾燥ストーカ速度ノイズ⑱TSN)
’[NOTCR】::;:
300.
,燃焼ストーカ速度指令値(CTSOUT)
、[NOTCH】 ITO. 一一、
4e’°
@ 図5.18高負縮定実験(BIX三鮒る主な変数のチ・一ト
一152一
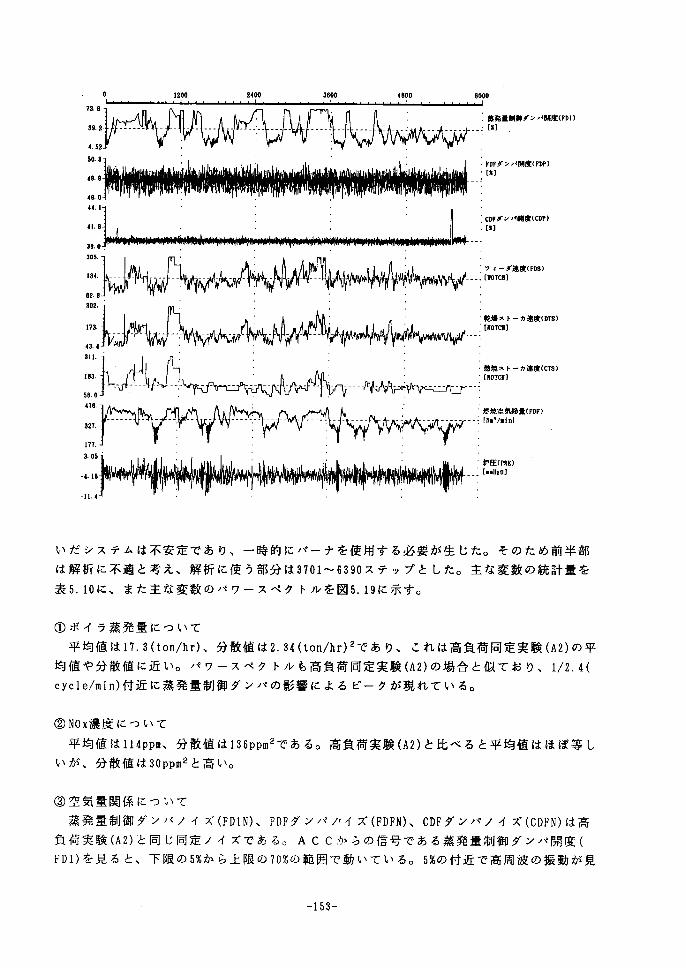
o 36eo
73,8
39.2
4.52
50.3’
49.9
49.0,
44.1
41.6
:蒸発量制櫛ダン’欄度CFDI,
・t対
・FDFダンパ開度(FDP)’[s]
:COFダy.1開度(CD?,
,[s]
3e・り,
302,
’乾燥ストーカ速度(DIS)IT3・ :【NeTC田
43.4
311.’
・燃焼ストーカ速度(crs》183. ’[NOTCH]
5e.0
476.
32T.
’燃焼空気総量(FDP}
一一一一P[N■3/iinl
ユ アぎ
浄【ご}<幽}}粋511㌍一11,4
いだシステムは不安定であり、一時的にバーナを使用する必要が生じた。そのため前半部
は解析に不適と考え、解析に使う部分は3701~6390ステップとした。主な変数の統計量を
表5.10に、また主な変数のパワースペクトルを図5.19に示す。
①ボイラ蒸発量にっいて
平均値は17.3(ton/hr)、分散値は2.34(ton/hr)2であり、これは高負荷同定実験(A2)の平
均値や分散値に近い。パワースペクトルも高負荷同定実験(A2)の場合と似ており、1/2.4(
cycle/min)付近に蒸発量制御ダンパの影響によるピークが現れている。
②NOx濃度について
平均値は114ppm、分散値は136ppm2である。高負荷実験(A2)と比べると平均値はほぼ等し
いが、分散値は30ppm2と高い。
③空気量関係にっいて
蒸発量制御ダンパノイズ(FDIN)、 FDFダンパノ’イズ(FDFN)、 CDFダンパノイズ(CDFN)は高
負荷実験(A2)と同じ同定ノイズである。ACCからの信号である蒸発量制御ダンパ開度(
FD1)を見ると、下限の5%から上限の70%の範囲で動いている。5%の付近で高周波の振動が見
一153-一
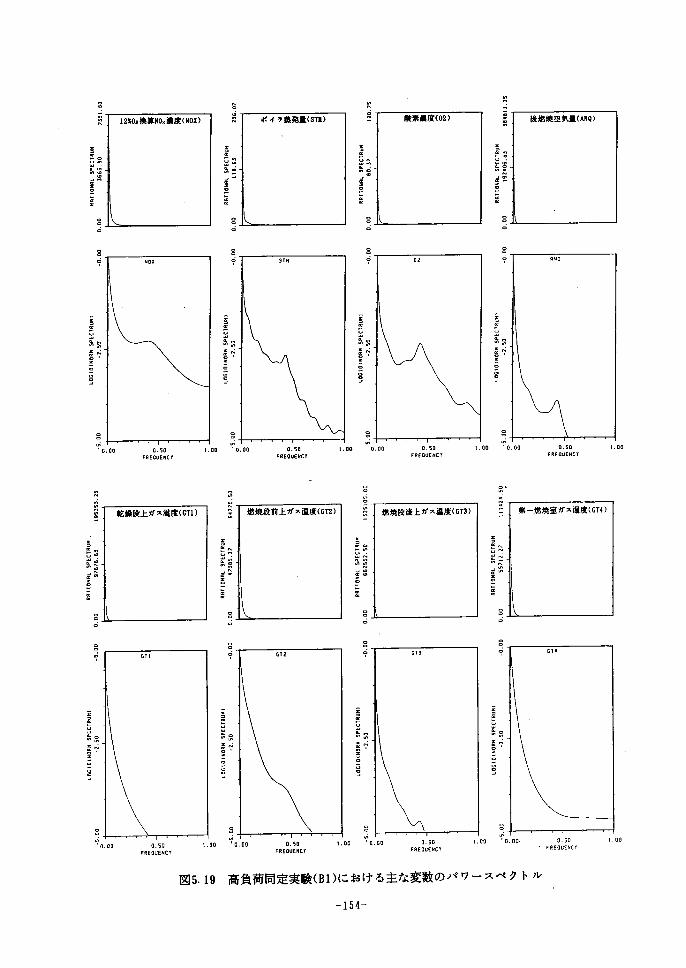
OO,OOO.OOO,O
OO,O
00 O.50
FREOOεNC了
eooo
e2
0,50
FRεOUENCr
00
OO
0
oo 0.50
FflEOUENCT
oo
NOX
ee 0.50
FREOUεNC7
oo
OO.O
00.OOO.O
OO.O
Glt
oe 0.50
FREOVEN[T
GTS
oo 0.50
F負εロUExcT
oo 輻
fir2
00 e、50
FRεouε開CY
eo 0.50FREOUENCY
oo
ノレトク高負荷同定実験(B1)における主な変数のパワースペ19図5
一154一
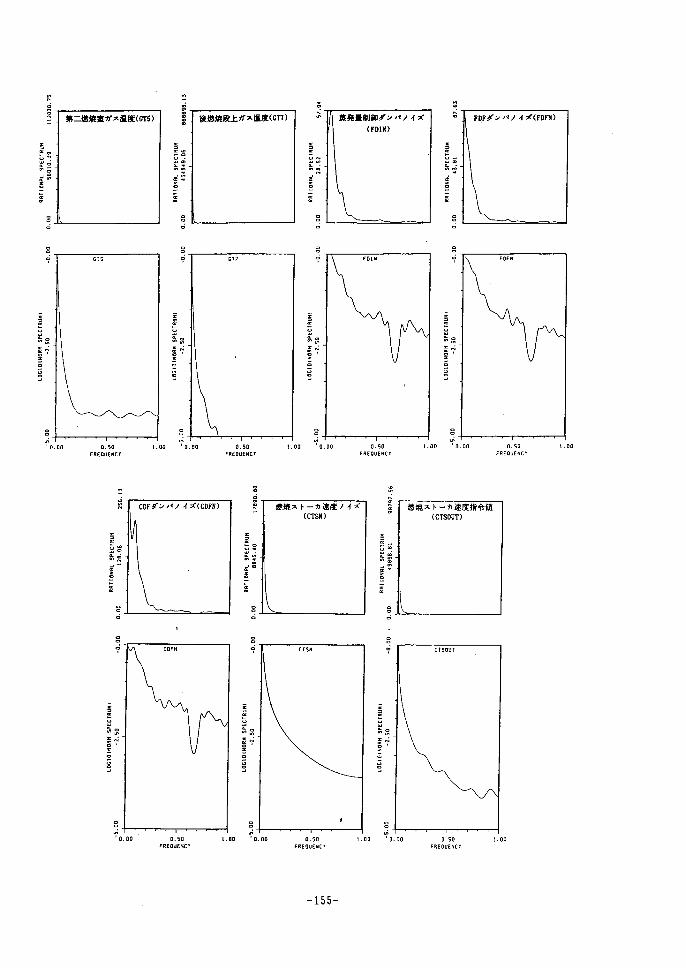
P
FDFダンパノイズ(FDFN)
OO.O
蒸発量制御ダンパノィズ
(FDIN}
00.O
後燃焼段上ガス温度(㎝)
OO.O
第二燃焼室ガス温度(6T5)
OO.O
OO 0.SO
FREeVENC了
OO O.SO
FREOUE吋c了
oo 0.5e
FREOUEMeγ
OO 0.50
FREOUENCr
力速度指令値OUT)
一怜燃焼スト
(C
1
OO.O
燃焼ストーカ速度ノイズ
(CTSN)
OO.O
CDFダンパノイズ(CDFN)
OO.O
、
CTS
oo 0.50
FREOVENCY
oo田
0.0000 O.SO
FRεOUE利[「
co
00 0.50
FftEaUENCY
§LtO,00
一155一
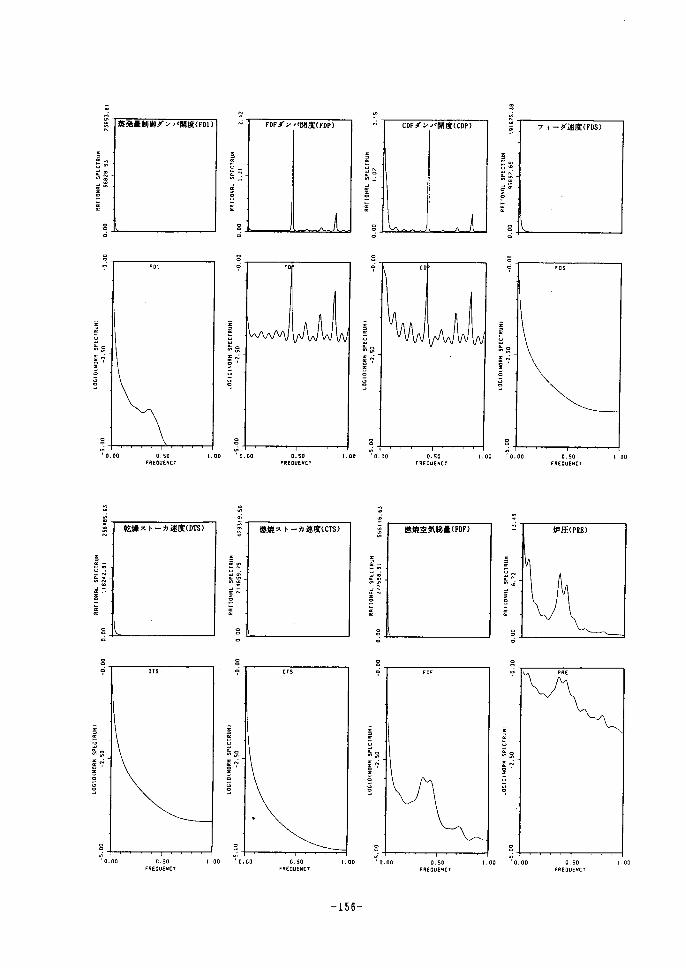
イーダ速度(FDS)フ
oo
OO.O
FOS
00 O.se
FREOUE閥cγ
0.00.oo
OO.O
00 o.50
FRε口UENC了
OO
OO.0
050FREOUεNCr
FDFダンパ開度(FDP》
OO,O
00
燃焼空気総量(FDF)
FOF
OO e.soFREOtiENCT
oa
oo
OO.O
o.50
FREOVENCr00
燃焼ストーカ速度(CTS)
000
00 o.so
FRεOUENC了
一156一
蒸発量制御ダンパ開度(FDI)
O⇔,O
00 o.se
FREOUεNC了
乾燥ストーカ速度(DTS)
OO,O
00 o.~o
FREOVENC了
00
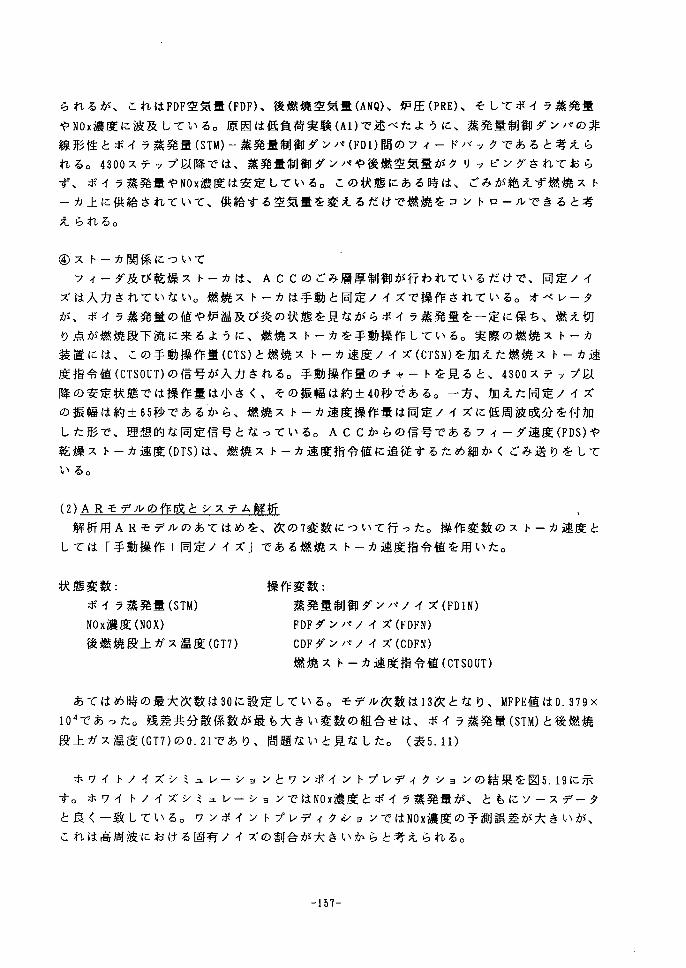
られるが、これはFDF空気量(FDF)、後燃焼空気量(ANQ)、炉圧(PRE)、そしてボイラ蒸発量
やNOx濃度に波及している。原因は低負荷実験(A1)で述べたように、蒸発量制御ダンパの非
線形性とボイラ蒸発量(STM)一蒸発量制御ダンパ(FD1)間のフィードバックであると考えら
れる。4300ステップ以降では、蒸発量制御ダンパや後燃空気量がクリッピングされておら
ず、ボイラ蒸発量やNOx濃度は安定している。この状態にある時は、ごみが絶えず燃焼スト
ーカ上に供給されていて、供給する空気量を変えるだけで燃焼をコントロールできると考
えられる。
④ストーカ関係にっいて
フィーダ及び乾燥ストーカは、ACCのごみ層厚制御が行われているだけで、同定ノイ
ズは入力されていない。燃焼ストーカは手動と同定ノイズで操作されている。オペレータ
が、ボイラ蒸発量の値や炉温及び炎の状態を見ながらボイラ蒸発量を一定に保ち、燃え切
り点が燃焼段下流に来るように、燃焼ストーカを手動操作している。実際の燃焼ストーカ
装置には、この手動操作量(CTS)と燃焼ストーカ速度ノイズ(CTSN)を加えた燃焼ストーカ速
度指令値(CTSOUT)の信号が入力される。手動操作量のチャートを見ると、4300ステップ以
降の安定状態では操作量は小さく、その振幅は約±40秒である。一方、加えた同定ノイズ
の振幅は約±65秒であるから、燃焼ストーカ速度操作量は同定ノイズに低周波成分を付加
した形で、理想的な同定信号となっている。ACCからの信号であるフィーダ速度(FDS)や
乾燥ストーカ速度(DTS)は、燃焼ストーカ速度指令値に追従するため細かくごみ送りをして
いる。
(2)ARモデルの作成とシステム解析 、
解析用ARモデルのあてはめを、次の7変数にっいて行った。操作変数のストーカ速度と
しては「手動操作+同定ノイズ」である燃焼ストーカ速度指令値を用いた。
状態変数:
ボイラ蒸発量(STM)
NOx濃度(NOX)
後燃焼段上ガス温度(GT7)
操作変数:
蒸発量制御ダンパノイズ(FDIN)
FDFダンパノイズ(FDFN)
CDFダンパノイズ(CDFN)
燃焼ストーカ速度指令値(CTSOUT)
あてはめ時の最大次数は30に設定している。モデル次数は13次となり、MFPE値はO.379×
104であった。残差共分散係数が最も大きい変数の組合せは、ボイラ蒸発量(STM)と後燃焼
段上ガス温度(GT7)の0.21であり、問題ないと見なした。 (表5.11)
ホワイトノイズシミュレーションとワンポイントプレディクションの結果を図5.19に示
す。ホワイトノイズシミュレーションではNOx濃度とボイラ蒸発量が、ともにソースデータ
と良く一致している。ワンポイントプレディクションではNOx濃度の予測誤差が大きいが、
これは高周波における固有ノイズの割合が大きいからと考えられる。
一157一
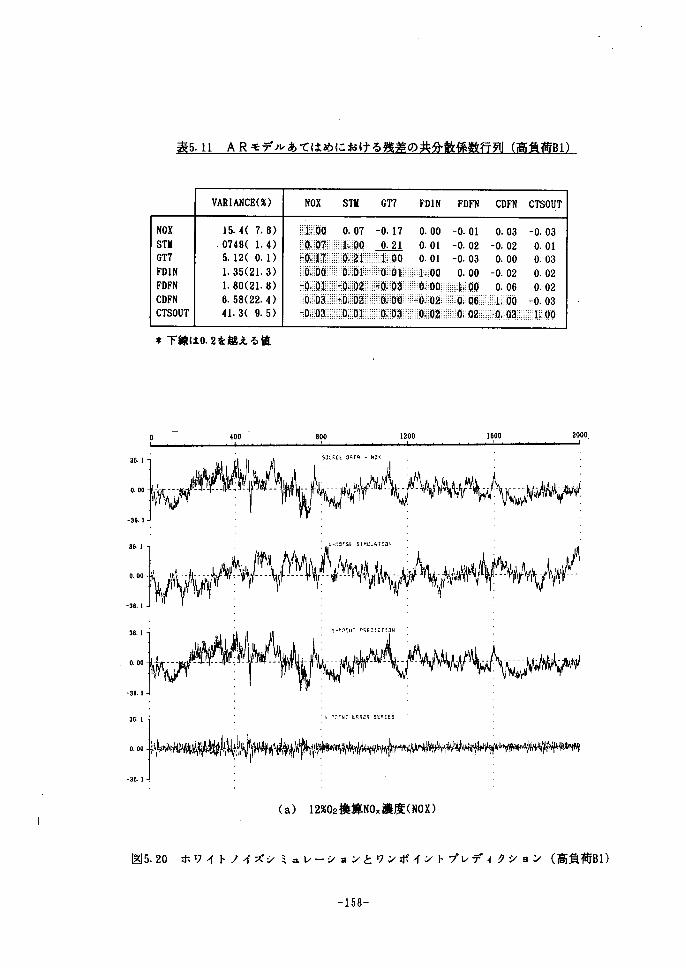
5.11 ARモデルあてはめにおける の 、z一�i B1
VARI州CE(%) NOX STH GT7 FDIN FDFN CDFN CTSOUT
NOX 15.4(7.6) …1…100 0.07 一〇.17 0.00 一〇.01 0.03 一〇.03
STH .0749(1.4) oo7 100 0.21 0.Ol 一〇.02 一〇.02 0.OlGT7 5,12(0.1) wo 47 o剖 100 001 一〇.03 0.00 0.03
FD川 1.35(21.3) 000 001 001 100 0.00 一〇.02 0.02
FDFN 1.80(21.8) 瓢00工 臣002 庁oo3 0、.00 ↓oo 0.06 0.02
CDFN 6.58(22.4) 003 一〇〇2 ooo 一〇〇2・ oo6 100 一〇、03
CTSOUT 41.3(9.5) 一〇〇3’1層 ”oo1 003 oo2 oo2 003 100
*下線は0.2を越える値
0 400. sgo 120e 1『00 2000.
36.
0.00
一36.1
轍酬眺綱ψ議㌫杭醐罐綱洲榊榊桝
36.1
0.00
一36.1
酬綱酔準 う じH.cシAド rコトロ ピ コ セsと
》凸畑趣酬鋼㍉榊申醜w酬
ハ一
ψ
36.1
O.00
・36.
㌔曄蝸枠洲 1 .ドび! ぎ ゆEピほまこ r !コリ
i・4w“te融蝋離繊岬酬
し ト: テrl: ヒ ぐごR らヒF.:Es
ヨ榊く酬}綱}<φ<<<【幽糊
(a)12%02換算NO.濃度(NOX)
図5.・20 ホワイトノイズシミュレーシaンとワンポイントプレデ1クシ目ン(高負荷B1)
一158一
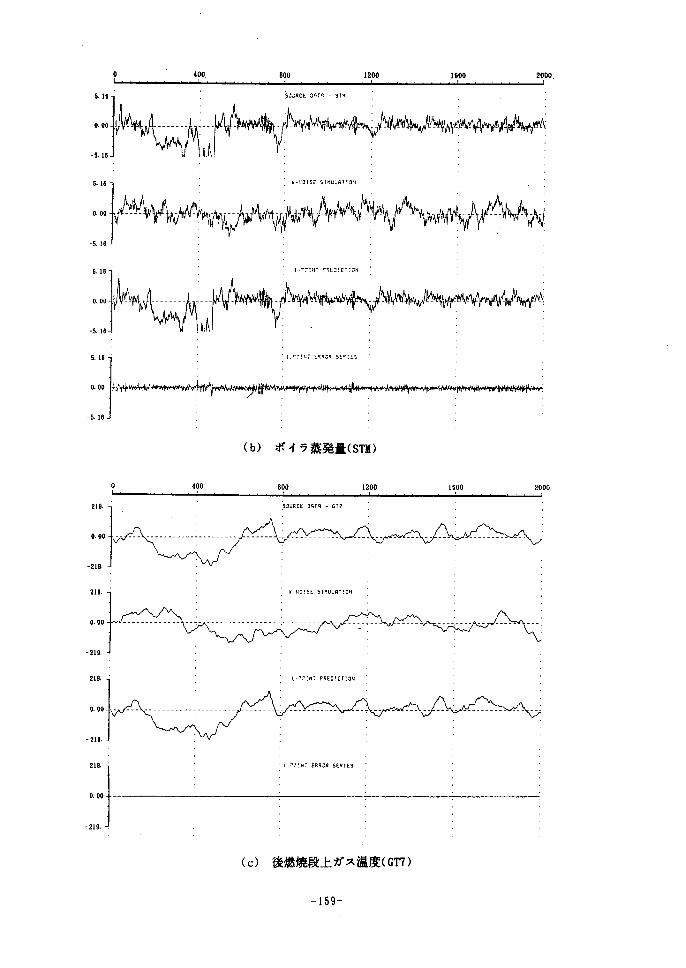
615
000
55≡
000
615一
6 050
一615=
615
000
615一
・ ’..・… 89・、 12・・. 1¶・・.
~CGRC巨 O角rq ← sr刊
、 ’ 一 一
: :h’-r:コTSE~T-・UCRT!a・1 : :
『 , 1 ,
; 1.一一一l l
l 、i,A. l l l ”1.Pご(,17とKEOR SEF【三3
榊一声綱}酬⌒廊紳嚇く酬幽
礼」1ぼ!SE 51呂ULRT!aH
: : 【・・ご↓H7 ESI:n sεsl三s : :
(c)後燃焼段上ガス温度(GT7)
-159一
;一綱ぱ酬融婦輌岬{
蝸酬醐岬岬脇酬く謝酬醜㌔叫
0O12
』
900120
912一
9002 0
θ⑨
1
22一
oo
M
0夕“
ぴoo
乱12’
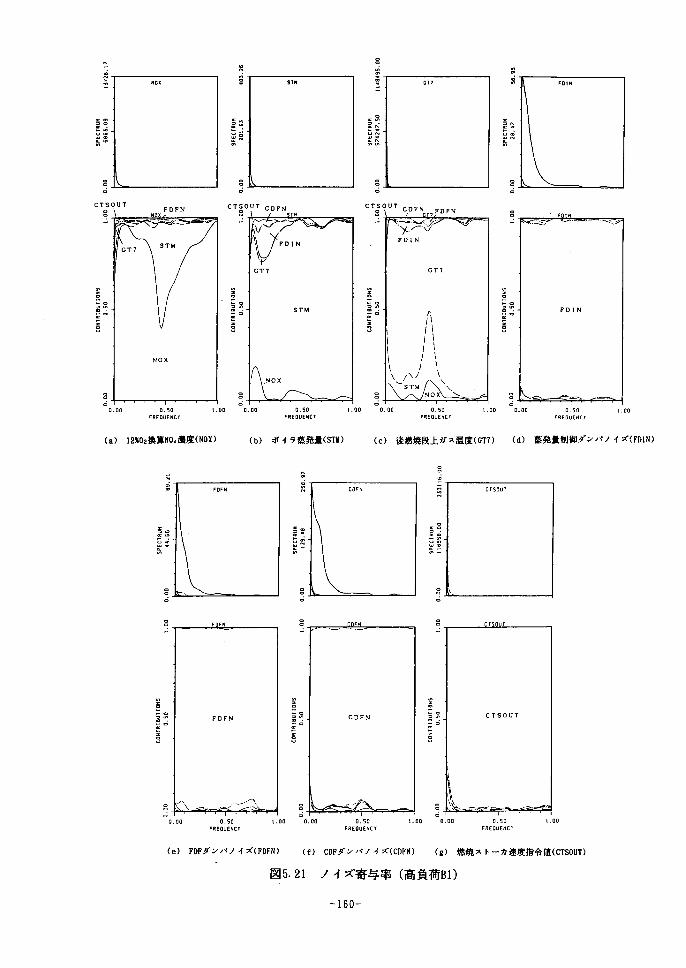
3 d
CTSOUT o FDEN o -》こ
S〔M GT7
o、
OO.O
0.eo
(a)
O.50 t.OO FREDUENCT
12×02換算NO,濃度(NOX)
OO.O
00.
00.O
8
6
CTSOUT 8
OO,O
e.00
゜㌧
(b)
ア・…
e.SO 1.OO
FREOVEHCT
ボイラ蒸発量(STM)
FDFN
o.oo
(e)
OO.O
OO.
8 6
C↑SOUT oO.一
00.O
宍〃∨
ヌ“”
/\ノ
STM
〔 川
0.oe O.50 1.00 FREOUENC了
(c)後燃焼段上ガス温度(GT7)
-\nt. 8 6
e.5e t.00 0.OO
FREOUENCT
FDFダンパノイズ(FDFN) (f)
図5.21
OO.O
OO.
00.O
00
OO.O
0.00
(d)
O.SO t.oe FREeUEN[r
蒸発量制御ダンパノイズ(FDIN)
k’z : 6
0.50 !.eo O.00 0.5D t.00 FREOUENCT FREaUENt了
CDFダンパノイズ(CDFN) (g)燃焼ストーカ速度指令値(CTSOUT)
ノイズ寄与率(高負荷B1)
一・ 160一
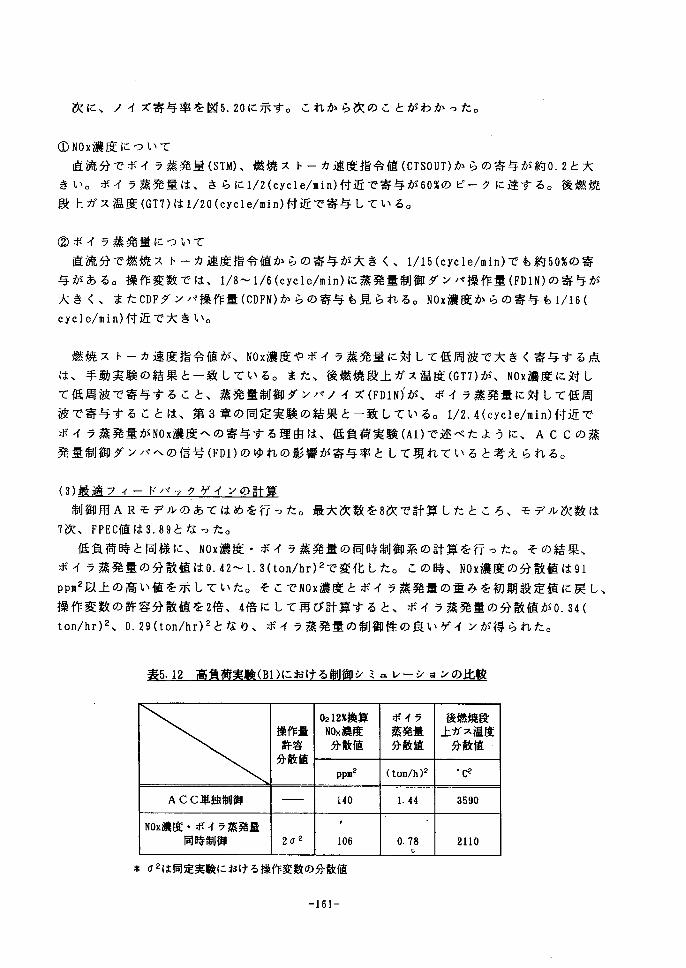
次に、ノイズ寄与率を図5.20に示す。これから次のことがわかった。
①NOx濃度にっいて
直流分でボイラ蒸発量(STM)、燃焼ストーカ速度指令値(CTSOUT)からの寄与が約0.2と大
きい。ボイラ蒸発量は、さらに1/2(cycle/min)付近で寄与が60%のピークに達する。後燃焼
段上ガス温度(GT7)は1/20(cycle/min)付近で寄与している。
②ボイラ蒸発量にっいて
直流分で燃焼ストーカ速度指令値からの寄与が大きく、1/15(cycle/min)でも約50%の寄
与がある。操作変数では、1/8~1/6(cycle/min)に蒸発量制御ダンパ操作量(FDIN)の寄与が
大きく、またCDFダンパ操作量(CDFN)からの寄与も見られる。 NOx濃度からの寄与も1/16(
cycle/min)付近で大きい。
燃焼ストーカ速度指令値が、NOx濃度やボイラ蒸発量に対して低周波で大きく寄与する点
は、手動実験の結果と一致している。また、後燃焼段上ガス温度(GT7)が、 NOx濃度に対し
ぐて低周波で寄与すること、蒸発量制御ダンパノイズ(FDIN)が、ボイラ蒸発量に対して低周
波で寄与することは、第3章の同定実験の結果と一致している。1/2.4(cycle/min)付近で
ボイラ蒸発量がNOx濃度への寄与する理由は、低負荷実験(A1)で述べたように、 ACCの蒸
発量制御ダンパへの信号(FD1)のゆれの影響が寄与率として現れていると考えられる。
(3) フィートバックゲインの;
制御用ARモデルのあてはめを行った。最大次数を8次で計算したところ、モデル次数は
7次、FPEC値は3.89となった。
低負荷時と同様に、NOx濃度・ボイラ蒸発量の同時制御系の計算を行った。その結果、
ボイラ蒸発量の分散値は0.42~1.3(ton/hr)2で変化した。この時、 NOx濃度の分散値は91
ppm2以上の高い値を示していた。そこでNOx濃度とボイラ蒸発量の重みを初期設定値に戻し、
操作変数の許容分散値を2倍、4倍にして再び計算すると、ボイラ蒸発量の分散値が0.34(
ton/hr)2、0.29(ton/hr)2となり、ボイラ蒸発量の制御性の良いゲインが得られた。
512 (B1)における tシミュレーシ目ンの比
操作量
沫eェ散値
0212%換算
mOx濃度
@分散値
ボイラ
�ュ量ェ散値
後燃焼段
繝Kス温度@分散値
ppm2 (ton/h)2 ℃2
ACC単独制御一
140 1.44 3590
NOx濃度・ボイラ蒸発量
@ 同時制御 2σ2
’106
0.78 各 2110
*σ2は同定実験における操作変数の分散値
一161一
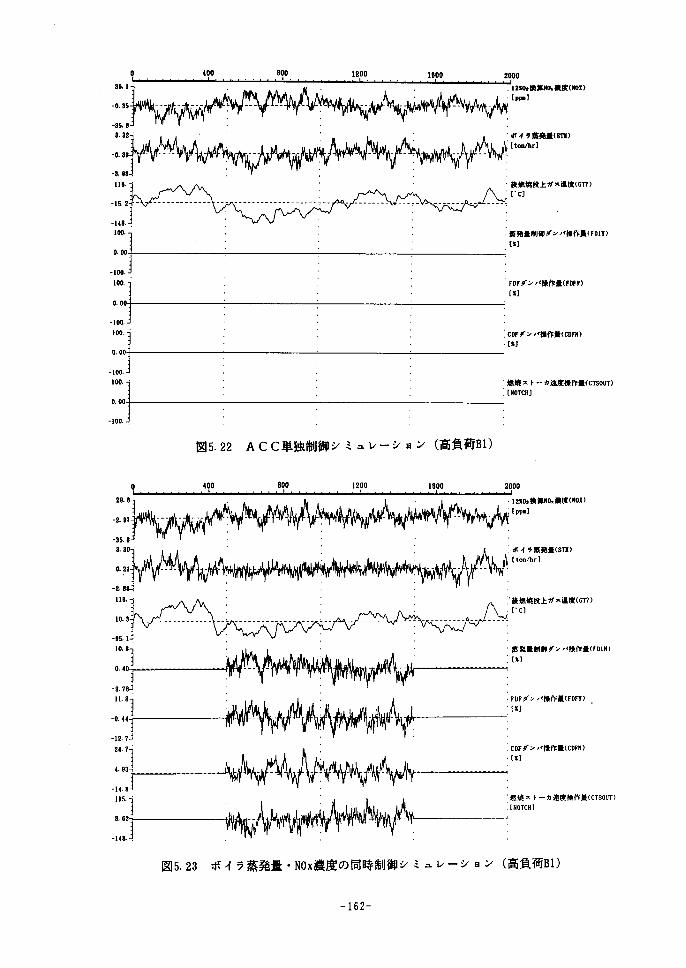
「ナ,・ 0
4001
8001 .
12po 1fiOO 2000
0.00
0000一
O.00
一100.
,12nOt換算NtU浪度(Nox)
・【P開1
’ポイヲ慕発量{ST1)’【t。。!hr】
趣鰍上・・一・r・G…)
【℃】
:縞量制艀ン・噛作雌0川)
1【x】
lll;ダy’“th作量酬)
;,。,ダ。.,Nfit⑳
i[”
:msnt。,一,Mntthftt(,rs。,T)
:【ttOICII】
0
図5.22 ACC単独制御シ
400 800
ミュレーシeン(高負荷B1)
1200 1600 2000. ‘ . .
獅.、
V..
ヒ当づ顯慧晶淵訂頴己『笥
図5.23 ボイラ蒸発量・NOx濃度の同時制御シミ ユレーシロン
・12SO2換算NO.浪度(NOX,
’[PP■1
ボイラ礁発量(S↑薗,;【t・n/h・J
漂一一
iご……
・FDFダンパ操作最(FbFN)
i{s,
:CDPダンパ操作量(CDFN>
:国
:燃焼ストーカ連度操作量(CTSOUT)
,【NOTCH]
(高負荷Bl)
一162一
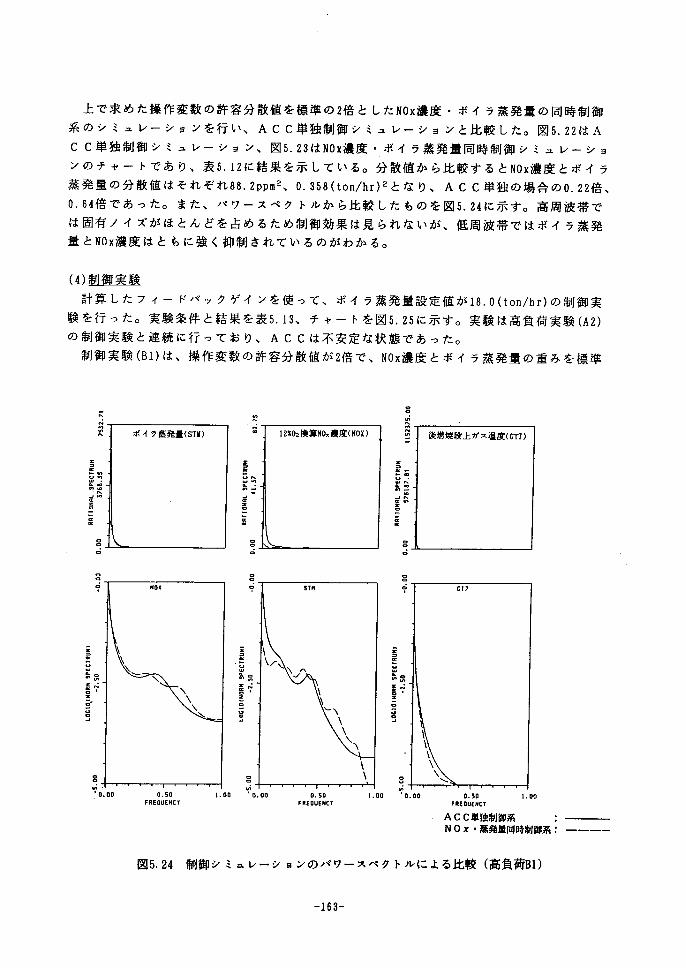
上で求めた操作変数の許容分散値を標準の2倍としたNOx濃度・ボイラ蒸発量の同時制御
系のシミュレーションを行い、ACC単独制御シミュレーションと比較した。図5.22はA
CC単独制御シミュレーション、図5,23はNOx濃度・ボイラ蒸発量同時制御シミュレーショ
ンのチャートであり、表5.12に結果を示している。分散値から比較するとNOx濃度とボイラ
蒸発量の分散値はそれぞれ88.2ppm2、0.358(ton/hr)2となり、 A C C単独の場合の0.22倍、
0.64倍であった。また、パワースペクトルから比較したものを図5.24に示す。高周波帯で
は固有ノイズがほとんどを占めるため制御効果は見られないが、低周波帯ではボイラ蒸発
量とNOx濃度はともに強く抑制されているのがわかる。
(4)制御墾
計算したフィードバックゲインを使って、ボイラ蒸発量設定値が18.0(ton/hr)の制御実
験を行った。実験条件と結果を表5.13、チャートを図5.25に示す。実験は高負荷実験(A2)
の制御実験と連続に行っており、ACCは不安定な状態であった。
制御実験(B1)は、操作変数の許容分散値が2倍で、 NOx濃度とボイラ蒸発量の重みを標準
一(
OO.O
め
OO.O OO.O
後燃焼段上ガス温度(GT7)
o
L…
,R,1罐IC7
o
OO.“
1.OO lO.00 0.50
FRξOUε”C了
o
⇔O.♂
1.oo IO.00 0.50 1.00
FREOUENCT ACC単独制御系 : NOX・蒸発量同時制御系:一一一一
図5.24制御シミュレーシaンのパワースペクトルによる比較(高負荷B1)
一163一
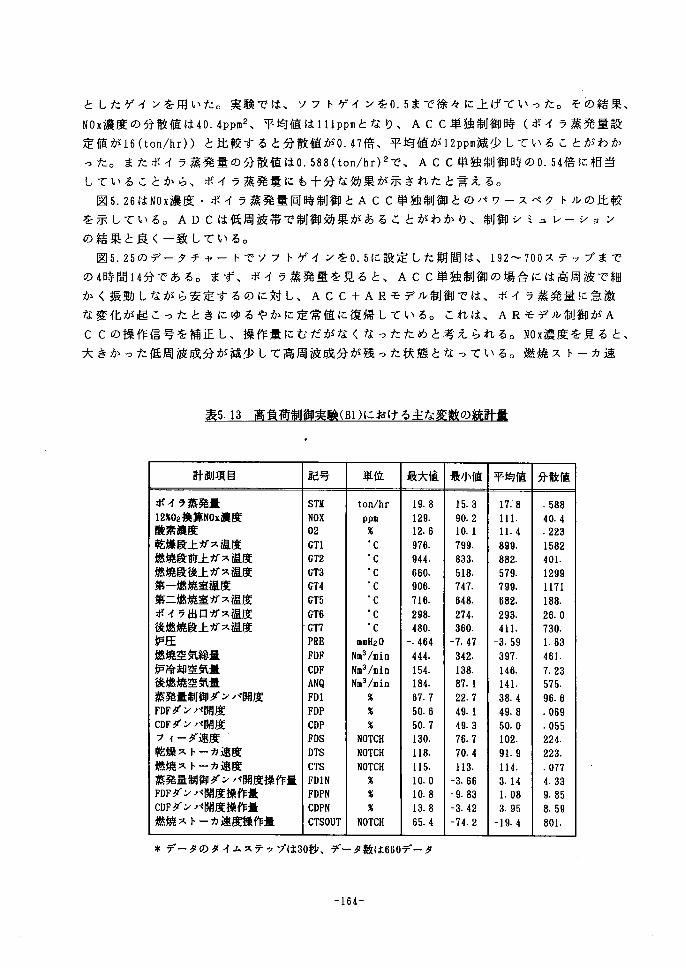
としたゲインを用いた。実験では、ソフトゲインを0.5まで徐々に上げていった。その結果、
NOx濃度の分散値は40. 4ppm2、平均値は111ppmとなり、 A C C単独制御時(ボイラ蒸発量設
定値が16(ton/hr))と比較すると分散値がO. 47倍、平均値が12ppm減少していることがわか
った。またボイラ蒸発量の分散値はO.588(ton/hr)2で、 ACC単独制御時の0.54倍に相当
していることから、ボイラ蒸発量にも十分な効果が示されたと言える。
図5.26はNOx濃度・ボイラ蒸発量同時制御とACC単独制御とのパワースペクトルの比較
を示している。ADCは低周波帯で制御効果があることがわかり、制御シミュレーション
の結果と良く一致している。
図5.25のデータチャートでソフトゲインを0.5に設定した期間は、192~700ステップまで
の4時間14分である。まず、ボイラ蒸発量を見ると、ACC単独制御の場合には高周波で細
かく振動しながら安定するのに対し、ACC+ARモデル制御では、ボイラ蒸発量に急激
な変化が起こったときにゆるやかに定常値に復帰している。これは、ARモデル制御がA
CCの操作信号を補正し、操作量にむだがなくなったためと考えられる。 NOx濃度を見ると、
大きかった低周波成分が減少して高周波成分が残った状態となっている。燃焼ストーカ速
5.13 (B1)における主な の
計測項目 記号 単位 最大値 最小値 平均値 分散値
ボイラ蒸発量 ST冨 ton/hr 19.8 15.3 17:8 .588
12%02換算NOx濃度 NOX ppm 129. 90.2 111. 40.4
酸素濃度 02 驚 12.6 10.1 ll.4 .223
乾燥段上ガス温度 GT1 ’C 976. 799. 899. 1582
燃焼段前上ガス温度 GT2 ’C 944. 833. 882. 401.
燃焼段後上ガス温度 GT3 ℃ 660. 518. 579. 1299
第一燃焼室温度 GT4 ℃ 906. 747. 799. ll71
第二燃焼室ガス温度 GT5 ℃ 716. 648. 682. 188.
ボイラ出ロガス温度 GT6 ’C 298. 274. 293. 26.0
後燃焼段上ガス温度 ’GT7 ’C 480. 360. 411. 730.
炉圧 PRE mnH20 一.464 一7.47 一3.59 1.63
燃焼空気総量 FDF N皿3/皿in 444. 342. 397. 461.
炉冷却空気量 CDF Nm3/min 154. 138. 146. 7.23
後燃焼空気量 ANQ N皿3/min 184. 87.1 141. 575.
蒸発量制御ダンパ開度 FDl % 67.7 22.7 38.4 96.6
FDFダンパ開度 FDP % 50.6 49.1 49.8 .069
CDFダンパ開度 CDP % 50.7 49.3 50.0 .055
フィーダ速度 FDS NOTCH 130. 76.7 102. 224.
乾燥ストーカ速度 DTS NOTCH ll8. 70.4 91.9 223.
燃焼ストーカ速度 CTS NOTCH 115. 113. 114. .077
蒸発量制御ダンパ開度操作量 FDIN % 10.0 一3.66 3.14 4.33
FDFダンバ開度操作量 FDPN % 10.8 一9.83 1.08 9.85
CDFダンパ開度操作量 CDPN % 13.8 一3.42 3.95 8.59
燃焼ストーカ速度操作量 CTSOUT NOTCH 65.4 一74.2 一19.4 801.
*データのタイムステップは30秒、データ数は660データ
一164一
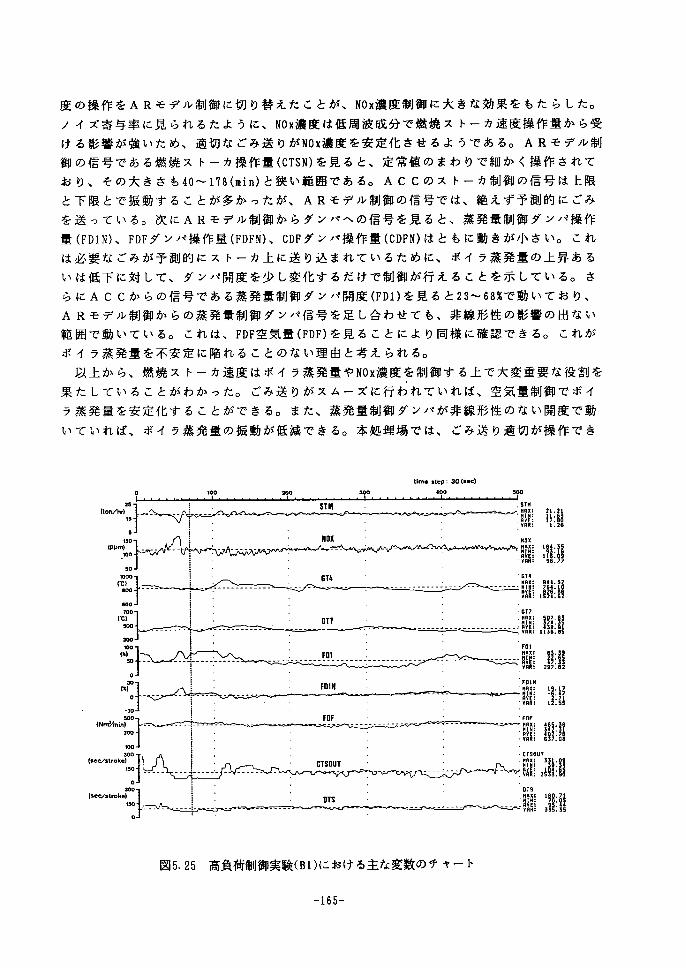
度の操作をARモデル制御に切り替えたことが、 NOx濃度制御に大きな効果をもたらした。
ノイズ寄与率に見られるたように、NOx濃度は低周波成分で燃焼ストーカ速度操作量から受
ける影響が強いため、適切なごみ送りがNOx濃度を安定化させるようである。 A Rモデル制
御の信号である燃焼ストーカ操作量(CTSN)を見ると、定常値のまわりで細かく操作されて
おり、その大きさも40~178(min)と狭い範囲である。 Accのストーカ制御の信号は上限
と下限とで振動することが多かったが、ARモデル制御の信号では、絶えず予測的にごみ
を送っている。次にARモデル制御からダンパへの信号を見ると、蒸発量制御ダンパ操作
量(FDIN)、 FDFダンパ操作量(FDFN)、 CDFダンパ操作量(CDFN)はともに動きが小さい。これ
は必要なごみが予測的にストーカ上に送り込まれているために、ボイラ蒸発量の上昇ある
いは低下に対して、ダンパ開度を少し変化するだけで制御が行えることを示している。さ
らにACCからの信号である蒸発量制御ダンパ開度(FD1)を見ると23~68%で動いており、
ARモデル制御からの蒸発量制御ダンパ信号を足し合わせても、非線形性の影響の出ない
範囲で動いている。これは、FDF空気量(FDF)を見ることにより同様に確認できる。これが
ボイラ蒸発量を不安定に陥れることのない理由と考えられる。
以上から、燃焼ストーカ速度はボイラ蒸発量やNOx濃度を制御する上で大変重要な役割を
果たしていることがわかった。ごみ送りがスムーズに行われていれば、空気量制御でボイ
ラ蒸発量を安定化することができる。また、蒸発量制御ダンパが非線形性のない開度で動
いていれば、ボイラ蒸発量の振動が低減できる。本処理場では、ごみ送り適切が操作でき
0 100
づ1 寸噺〆 i
㌦ i ・・ i
獅300
tSm●step:30 C●ec)
400STM
Nロz
~蜘~~’一{Oiliiili
6L.一一一一…一…∴一一・………・iii濁i
ロフ6η @ _・__一_一._騰量iii
180282
細」jH,∀
XOX
笥一
} 賞’
〔誕艶
{斗一一
_u-一___ _,,一__理一.___一一一一_一一.__一
…
FDIN
FDF
c†soOI
一3
OTS
ドロユ
……怐Clii‖
’iil il…il
ドロド 1謬liil
じアヨロロア
llii、li{iil
DTS_灘:iiiii
図5.25高負荷制御実験(B1)における主な変数のチャート
一165一
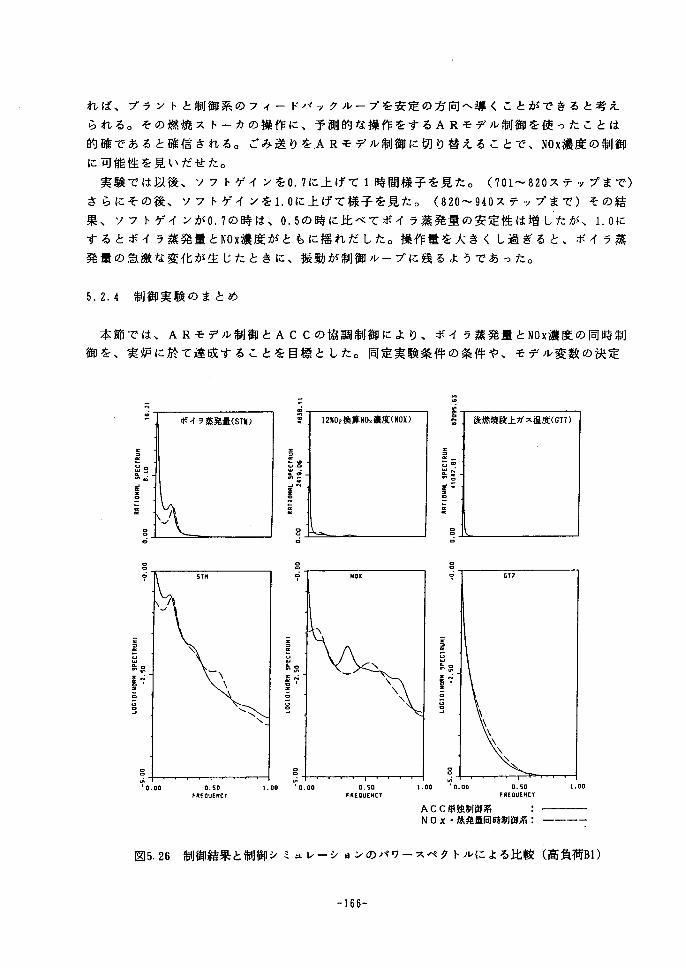
れば、プラントと制御系のフィードバックループを安定の方向へ導くことができると考え
られる。その燃焼ストーカの操作に、予測的な操作をするARモデル制御を使ったことは
的確であると確信される。ごみ送りをARモデル制御に切り替えることで、 NOx濃度の制御
に可能性を見いだせた。
実験では以後、ソフトゲインを0.7に上げて1時間様子を見た。 (701~820ステップまで)
さらにその後、ソフトゲインを1.0に上げて様子を見た。 (820~940ステップまで)その結
果、ソフトゲインが0.7の時は、0.5の時に比べてボイラ蒸発量の安定性は増したが、LOに
するとボイラ蒸発量とNOx濃度がともに揺れだした。操作量を大きくし過ぎると、ボイラ蒸
発量の急激な変化が生じたときに、振動が制御ループに残るようであった。
5.2.4 制御実験のまとめ
本節では、ARモデル制御とACCの協調制御により、ボイラ蒸発量とNOx濃度の同時制御を、実炉に於て達成することを目標とした。同定実験条件の条件や、モデル変数の決定
=.婚
OO.O OO.O OO.O
OO.O
0.50FREOUENC▼
OO.O
§1.00 ’0、00 O.SO
FREeUEHC▼
OO.O
OO.い
1.00 ,0.00 0.SO ‘・00
FREOUEHt7ACC単独制御系 :NOx・蒸発量同時制御系:一一一一
図5. 26制御結果と制御シミュレーシ目ンのパワースペクトルによる比較(高負荷B1)
一166一
とモデルの作成、およびシステム解析には、これまでに行ってきた手動による同定実験、
同定ノイズによる同定実験の結果を土台としている。
低負荷の同定実験(A1)では、制御シミュレーションによる予測に近い効果が得られた。
しかし、高負荷の同定実験(A2)では予測していた効果が得られず、その原因としてボイラ
蒸発量制御ダンパの低開度時に現れる非線形性の問題と、ACCのストーカ速度信号の特
殊性の問題が考えられた。手動運転では、ごみ送りが低周波成分でボイラ蒸発量やNOx濃度
に影響していたが、本実験ではその特徴がARモデルに取り込まれていなかった。そこで、
燃焼ストーカ速度をARモデル制御で操作できるように、燃焼ストーカ速度の同定ノイズ
を、 「手動+同定ARノイズ」に変更して再び高負荷の同定実験を行った。システム解析
では、燃焼ストーカ速度がボイラ蒸発量やNOx濃度に対して寄与していることが確認され、
制御シミュレーションでも高い制御効果が予測された。そして、制御実験では、ARモデ
ル制御によりごみが予測的に送られたため燃焼が安定した。また、空気量の変化も小さく
なり、ボイラ蒸発量制御ダンパが非線形性の影響が現れない範囲で動いたため、ボイラ蒸
発量の振動が生じにくくなった。パワースペクトルの解析から、ACC+AR協調制御で
は低周波成分を抑制することがわかった。これらの結果は、計算機上の制御シミュレーシ
iヨンで予測可能なため、制御系を実プラントにあてはめることは容易と考えられる。
5.3 ACC+ARモデル協調制御による制御実験(2)一一一長期安定性の検討
ACCとARモデル制御の協調制御で、ボイラ蒸発量とNOx濃度の同時制御が可能である
ことが前節の実験で明かとなった。ACC+ARモデル協調制御系の実用化を目指すため
には、さらに長期間実験をおこなって制御の安定性を調べる必要がある。そこで、3日間の
連続制御実験を行い制御の安定性を調べるほか、その期間中に負荷条件の変更試験、悪質
ごみの投入試験を試みて制御の堅牢さを調べる。本実験では、前実験の焼却炉とは別の焼
却炉を使用しており、ACC+ARモデル協調制御の適応性と操作変数の線形性の与える
影響にっいても考察する。
5.3.1 実験対象炉の概要
実験対象としたB都市ごみ焼却炉の構造を図5.27に示す。B都市ごみ焼却炉はA都市ごみ焼
却炉よりも新しい施設であり、いくっかの改良点が見られる。
構造面でA都市ごみ焼却炉と異なる点は、1炉当りの焼却能力が300ton/日に増えて火床面
積が広くなったことと、地域から搬入されるごみの発熱量が高いため、高温化防止対策と
して水冷壁を第一燃焼室の側壁にまで下ろしていること、などである。
制御面でA都市ごみ焼却炉と異なる点は、A都市ごみ焼却炉では空気量関係をダンパ開度
で操作していたが、B都市ごみ焼却炉ではカスケード制御方式を採用しているため、空気量
を直接操作できる。すなわち、各操作端にダンパ開度を操作するフィードバックループを
設け、中央制御室から空気量の目標値を与えると、PID制御が働いて流量を目動的に調節す
るようになっている。また、ストーカ操作端では、油圧ポンプを操作するフィードバック
一167-一
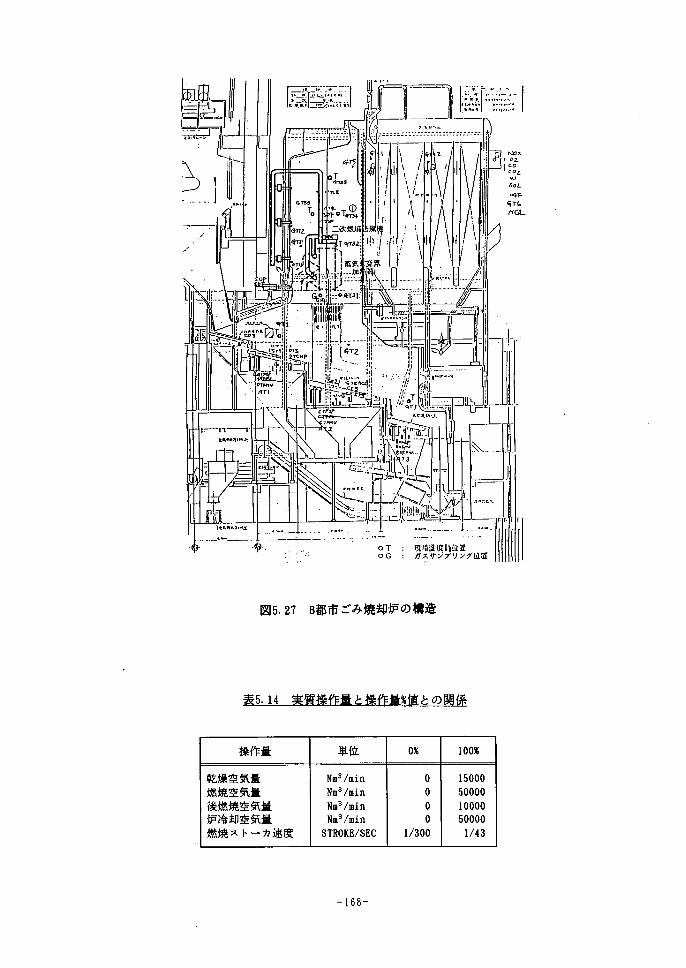
酬_ s-°;ト,x
>」
J、・t ,・
,
!:
,i!
㌔ー
酬
蕊 t:慾.
}’
ト:=
D
属i響i.」
⊆ :ニこニヨニニニコごロ
ニ≡”ド…
『
Tdt‘Tss
l‘tNZ
TザFoT, y:
二軟燃焼
匡〔=11灘…顯,、,,::_こ=.,1:=)
π,
2ー
Tl11炉r}
f
肱珂裡〆
‖aス詰
荏
,ttl’.i’i,,,ll’,:5,
LA.’,1…1
1T--tl一’ ±●.即nyll‘歳
一 ⊥
唄
ラロがセ
1「lt,
/ 9、N‘・
麟 1 °≡ ‘.、ηt・1,⇒
遺1し二::1ド1
[
一懸ミ…
迩x)L・”
、ミ民叩3,〆エ
4-)・
「一ー
.エ.・..・-._
!…鐡・勧
CTfオ コ 了竺v
N-一 二1『
一「町7華i”1
ぶ
1▼!
゜三‖ 嬰頭
1禦r
L・1}」=耽
1}.
1 ’1,,lll、:i;::;
・
τ口
-…マ゜
“.延
・
一一
コぽ鐙縫\
…㊤
位リ ハ 度.ン・違一場…現
TG二〇〇
吟
”……
当置 墓1
還
一
当1へ.
ヨL-・.∵一一
・や・.
ガスサアリング位置
1
「
t’
図5.27 B都市ごみ焼却炉の構造
5.14 と % との 、
操作量 単位 0% 100%
乾燥空気量 N皿3/min 0 15000
燃焼空気量 Nm3/min 0 50000
後燃焼空気量 N凪3/皿in 0 10000
炉冷却空気量 N皿3/皿in 0 50000
燃焼ストーカ速度 STROKE/SEC 1/300 1/43
一168一
ループがカスケード式に組み込まれているため、ストーカのストローク速度を直接操作す
ることができる。このようなカスケード制御方式が採用されているため、操作量と実測値
との間には線形性が保たれている。実際の操作量は、下限値を0%、上限値を100%としてそ
の間で指定することができる。下限値、上限値と流量あるいはストーカ速度との関係は表
5.14に示す通りである。
ACCの制御アルゴリズムはB都市ごみ焼却炉のACCとほとんど同じであるが、直接に
流量やストーカ速度を操作している点が異なっている。また、A都市ごみ焼却炉では炉温を
制御していなかったが、B都市ごみ焼却炉ではACCが炉冷却空気量を操作し炉温を制御し
ている。
5.3.2 実験
(1)回鐵
①操作変数の種類
操作変数として燃焼空気量、後燃焼空気量、炉冷却窒気量、燃焼ストーカ速度を選び、
それぞれの同定ノイズを用意した。A都市ごみ焼却炉の場合と同様に、空気供給関係のノイ
ズは高周波成分を含むようにし、燃焼ストーカ速度のノイズは低周波成分を強調するよう
にした。ノイズの設計パラメータを表5.15に示す。
②手動によるノイズの入れ方
燃焼ストーカ速度は、A都市ごみ焼却炉の同定実験方法と同じく、 「手動操作+ARノイ
ズ」でシステムを揺らすことにした。 (以下、足し合わせた信号を燃焼ストーカ速度ノイ
ズと呼ぶ)5~10分おきの頻度で操作し、オペレータが意識して燃えきり点を前後させるよ
うに努めた。例えば、燃えきり点を後燃焼段までいっぱいまで引き、しばらくその状態を
持続した後で急にストーカ速度を下げる。あるいは、燃えきり点が安定した位置にある時
に、ストーカ速度を徐々に増やしたり減らすことによって、燃えきり点を移動させる、な
どである。燃焼状態の安定、不安定にかかわらず燃えきり点を前後させるように努め、ボ
イラ蒸発量の維持が難しくなった時にだけ、燃焼を安定させる操作をおこなう。また、フ
ィーダ、乾燥ストーカの操作はACCのごみ層厚制御に任せ、燃焼ストーカと連動してご
みを供給できるようにした。
燃焼ストーカ速度以外に手動操作を許可した変数は、後燃焼ストーカ速度、二次燃焼空
気量、後燃焼空気量である。これらの変数には必要に応じて手動操作を加えることにし、
手動介入した場合には手動操作量を同定ノイズに足し込む。後燃焼ストーカ速度と後燃焼
空気量は、後燃焼段上のごみを緊急に燃やして排出することが必要となった時に、手動介
入した。また二次燃焼空気量にっいても、炉温を見ながら必要なときに手動介入した。
③炉冷却空気量ノイズ
B都市ごみ焼却炉ではACCが炉冷却空気を操作しているので、炉冷却空気量の同定ノイ
ズをそのACCの操作信号に付加した。
一169一
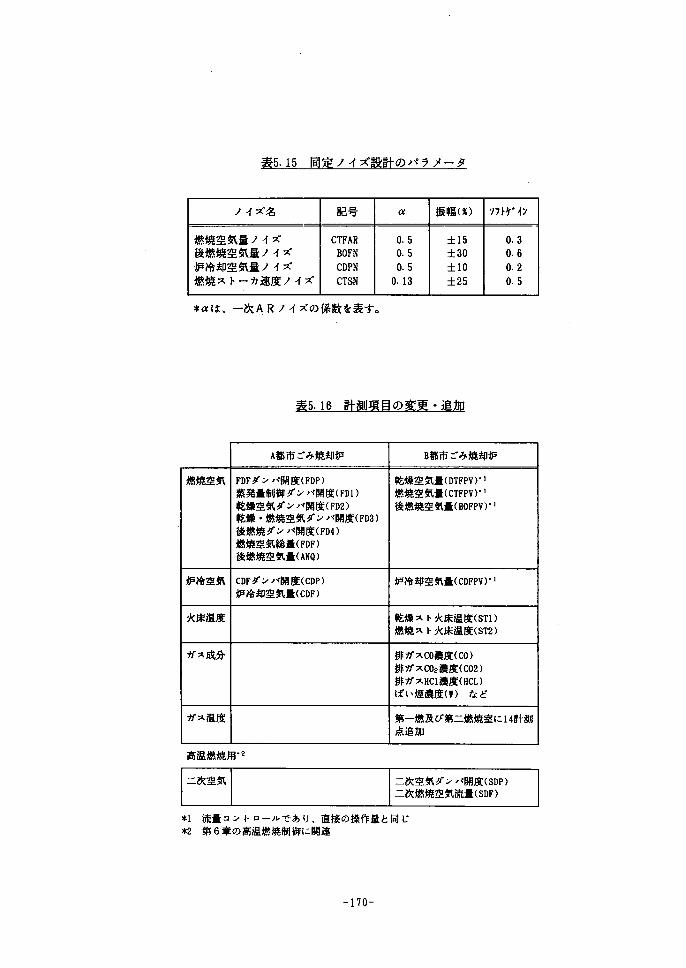
5.15 ロ ノイズ’ のパラメータ
ノイズ名 記号 α 振幅α) ソフ}ゲイン
燃焼空気量ノイズ
續R焼空気量ノイズ
F冷却空気量ノイズR焼ストーカ速度ノイズ
CTFAR
aOFN
bDPN
bTSN
0.5
O.5
O.5
O.13
土15
}30}10}25
0.3
O.6
O.2
O.5
*αは、一次ARノイズの係数を表す。
5.16 1 の 更・’
A都市ごみ焼却炉 B都市ごみ焼却炉
燃焼空気 FDFダンパ開度(FDP) 乾燥空気量(DTFPV)’1
蒸発量制御ダンパ開度(FD1) 燃焼空気量(CTFPV)’1
乾燥空気ダンパ開度(FD2) 後燃焼空気量(BOFPV)’1
乾燥・燃焼空気ダンパ開度(FD3)
後燃焼ダンパ開度(FD4)
燃焼空気総量(FDF)
後燃焼空気量(ANQ)
炉冷空気 CDFダンパ開度(CDP) 炉冷却空気量(CDFPV)◆1
炉冷却空気量(CDF)
火床温度 乾燥スト火床温度(ST1)
燃焼スト火床温度(ST2)
ガス成分 排ガスCO濃度(CO)
排ガスCO2濃度(CO2)
排ガスHC1濃度(HCL)
ばい煙濃度(曹)など
ガス温度 第一燃及び第二燃焼室に14計測
点追加
高温燃焼用’2
二次空気 二次空気ダンパ開度(SDP)
�沐R焼空気流量(SDF)
*1流量コントロールであり、直接の操作量と同じ*2 第6章の高温燃焼制御に関連
一一 P70一
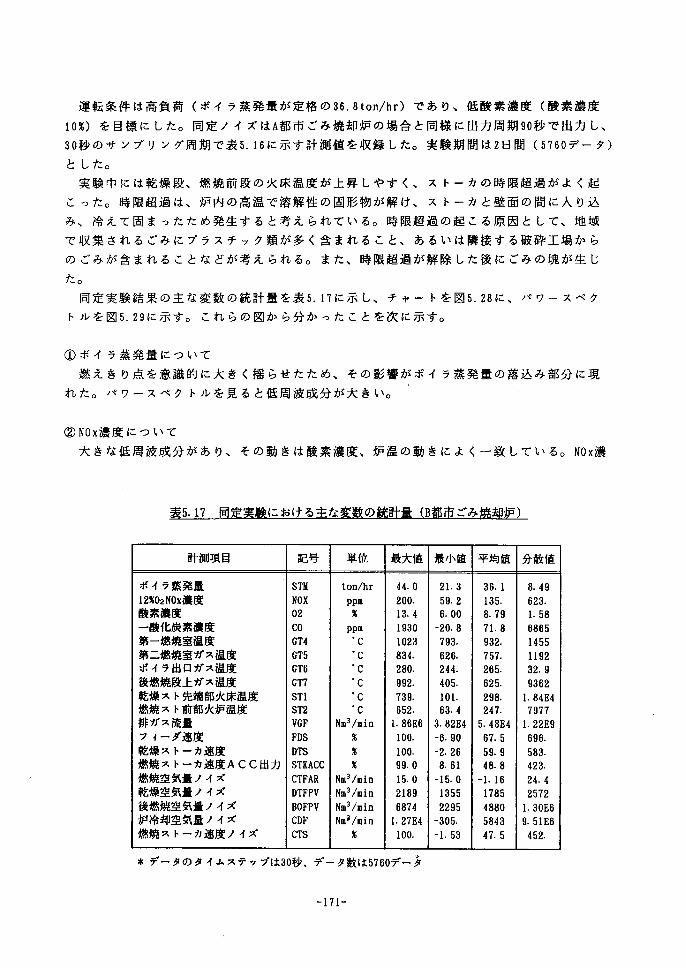
運転条件は高負荷(ボイラ蒸発量が定格の36.8ton/hr)であり、低酸素濃度(酸素濃度
10%)を目標にした。同定ノイズはA都市ごみ焼却炉の場合と同様に出力周期90秒で出力し、
30秒のサンプリング周期で表5.16に示す計測値を収録した。実験期間は2日間(5760データ)
とした。
実験中には乾燥段、燃焼前段の火床温度が上昇しやすく、ストーカの時限超過がよく起
こった。時限超過は、炉内の高温で溶解性の固形物が解け、ストーカと壁面の間に入り込
み、冷えて固まったため発生すると考えられている。時限超過の起こる原因として、地域
で収集されるごみにプラスチック類が多く含まれること、あるいは隣接する破砕工場から
のごみが含まれることなどが考えられる。また、時限超過が解除した後にごみの塊が生じた。
同定実験結果の主な変数の統計量を表5.17に示し、チャートを図5.28に、パワースペク
トルを図5.29に示す。これらの図から分かったことを次に示す。
①ボイラ蒸発量について
燃えきり点を意識的に大きく揺らせたため、その影響がボイラ蒸発量の落込み部分に現
れた。パワースペクトルを見ると低周波成分が大きい。
②NOx濃度について
大きな低周波成分があり、その動きは酸素濃度、炉温の動きによく一致している。NOx濃
5.17 ロ における主な の B ごみ ・一)
計測項目 記号 単位 最大値 最小値 平均値 分散値
ボイラ蒸発量 STH ton/hr 44.0 21.3 36.1 8.49
12%02NOx濃度 NOX PP皿 200. 59.2 135. 623.
酸素濃度 02 % 13.4 6.00 8.79 1.58
一酸化炭素濃度 CO ppm 1930 一20.8 71.8 6865
第一燃焼室温度 GT4 ’C 1023 793. 932. 1455
第二燃焼室ガス温度 GT5 ’C 834. 626. 757. ll92
ボイラ出ロガス温度 GT6 ℃ 280. 244. 265. 32.9
後燃焼段上ガス温度 GT7 ’C 992. 405. 625. 9362
乾燥スト先端部火床温度 ST1 ’C 739. 10L 298, 1.84E4
燃焼スト前部火炉温度 ST2 ’C 652. 63.4 247. 7977
排ガス流量 VGF N皿3/min 1.86E6 3.82E4 5.48E4 1.22E9
フィーダ速度 FDS % 100. 一6.90 67.5 696.
乾燥ストーカ速度 DTS % 100. 一2.26 59.9 583.
燃焼ストーカ速度ACC出力 STKACC % 99.0 8.61 48.8 423.
燃焼空気量ノイズ CTFAR Nn3/皿in 15.0 一15.0 一1.16 24.4
乾燥空気量ノイズ DTFPV N田3/皿in 2189 1355 1785 2572
後燃焼空気量ノイズ BOFPV N凹3/阻in 6874 2295 4880 1.30E6
炉冷却空気量ノイズ CDF Nm3/田in 1.27E4 一305. 5843 9.51E6
燃焼ストーカ速度ノイズ CTS % 100. 一1.53 47.5 452.
*データのタイムステップは30秒、データ数は5760データ
一171一
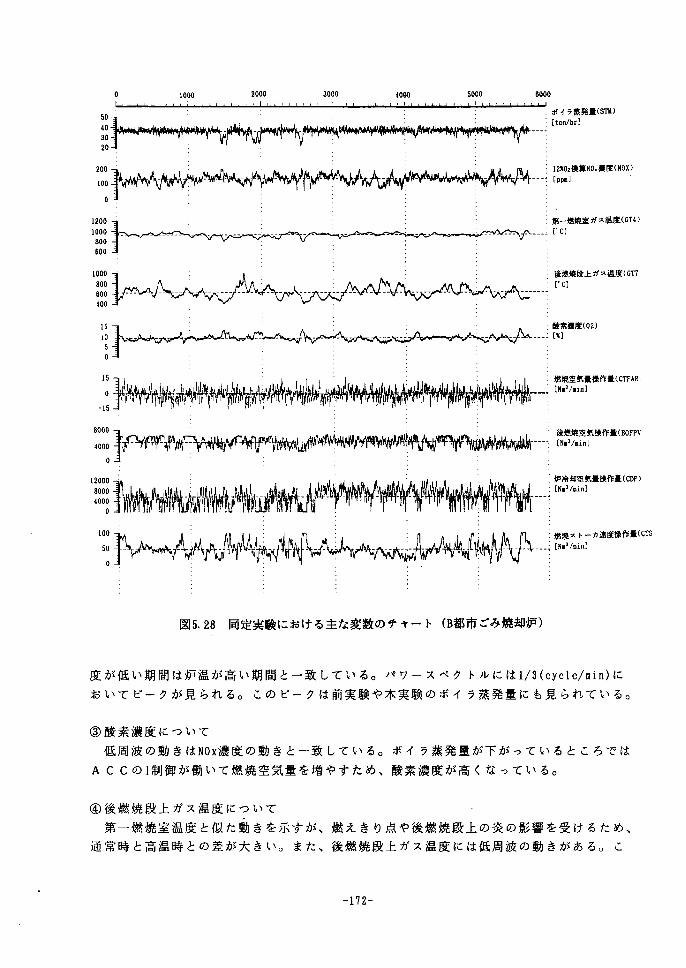
0 lOOO 1°°° 1°°° 1°1° 5°P° 600e
0000
00 0002
1
iOOOOOOOO
000000000884
5050
5
0 00
1
0 0
0000000000
0
5
:ボイラ蒸発量(STM)
i[t。rVhr]
i第一燃焼室ガス温度(CT4)
,一一一二〔’c]
後燃焼段上ガス温度(GTT
…一…d一一一icc]
.酸素濃度(02)一一一:[x]
酬繍ご酬}繍幽酬榊酬1酬幽幽継総{ ㎜
寧岬幽酬蹄}幽酬く蝸岬輪く+雀箏㌘{ ㎜
輌}1酬㎞紬岬ご酬榊酬}酬…ζ鰭!
塾躍・綱幽・一一一一…一蝸榊脇漂二∴丁⊇榔
図5.28 同定実験における主な変数のチャート(B都市ごみ焼却炉)
度が低い期間は炉温が高い期間と一致している。パワースペクトルには1/3(cycle/min)に
おいてピークが見られる。このピークは前実験や本実験のボイラ蒸発量にも見られている。
③酸素濃度について
低周波の動きはNOx濃度の動きと一致している。ボイラ蒸発量が下がっているところでは
ACCの1制御が働いて燃焼空気量を増やすため、酸素濃度が高くなっている。
④後燃焼段上ガス温度にっいて
第一燃焼室温度と似た動きを示すが、燃えきり点や後燃焼段上の炎の影響を受けるため、
通常時と高温時との差が大きい。また、後燃焼段上ガス温度には低周波の動きがある。こ
一172一
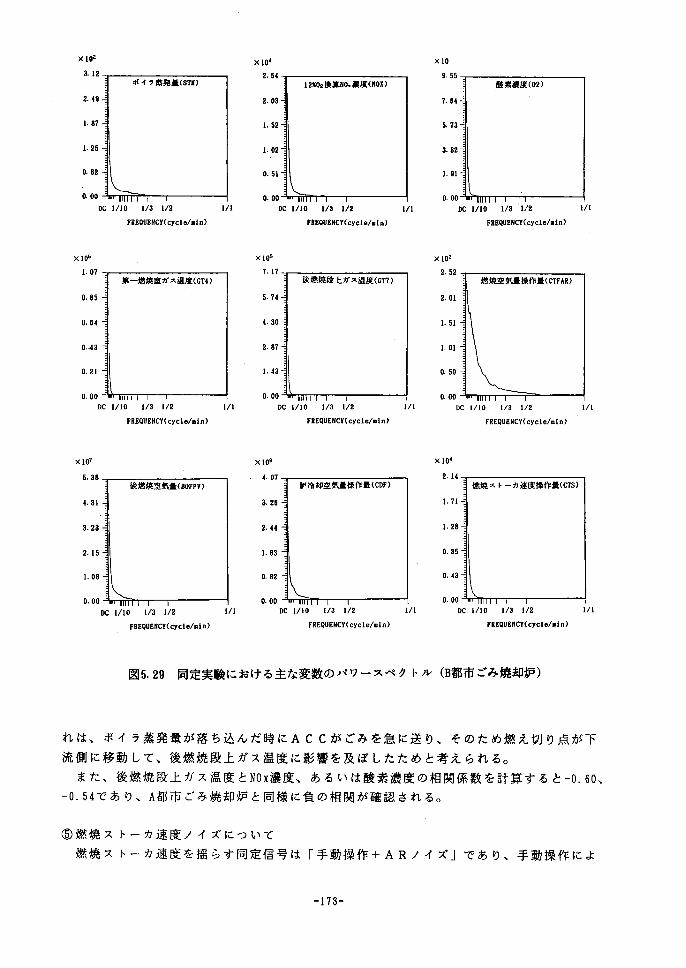
×102
3.12
2.49
1.87
1.25
0.e2
O.00
×IO5
1.07
O.85
0.fi4
0..43
0.21
0.OO
DC 1/10 1/3 1!2 1/l
FREQVENCY(cyc18/■tn)
DC l!10 」!3 1!2 1/1
FREQVENCY《cycle/nSn)
×IO4
2.54
2.03
1.52
1・ C02
0.5i
XlO
9.55
7,64
5.73
3.82
1.91
O.OO O,00
DC t!te 1/3 1!2 1!1 DC t/10 1/3 』1/2 1!1
FREQUENCY(cycle/mtn) FREQUENCY(cycle/■tn)
×105
7,17
5.74
4.30
2.87
L43
×IO2
2,52
2.01
1.51
1.01
0.50
0、00 0,00
DC ‘!10 1!3 1!2 1!1 DC 1/10 1!3 1/2 1/1
FREqUENCY(cyclo/■ln} FREQUENCV(cyclo/ntnン
×IOT
5.38
4,31
3.23
2.15
1.08
O.00
DC 1/10 1/3 1/2 1/1
FREqUENCY(cycle!nin)
XlO8
4.07
3.2S一
2.44
1.S3
O.82
0.00
DC !/10 1/3 1/2 1!1
FREQUEHCY(cycle/●ln)
×IO4
2.14
1.71
1,28
0.85
0,43
O.00
DC 1/10 1/3 t!2 1/1
FREQUENCV《cycle!nin)
図5.29同定実験における主な変数のパワースペクトル(B都市ごみ焼却炉)
れは、ボイラ蒸発量が落ち込んだ時にACCがごみを急に送り、そのため燃え切り点が下
流側に移動して、後燃焼段上ガス温度に影響を及ぼしたためと考えられる。
また、後燃焼段上ガス温度とNOx濃度、あるいは酸素濃度の相関係数を計算すると一〇.60、
-0.54であり、A都市ごみ焼却炉と同様に負の相関が確認される。
⑤燃焼ストーカ速度ノイズについて
燃焼ストーカ速度を揺らす同定信号は「手動操作+ARノイズ」であり、手動操作によ
一173一
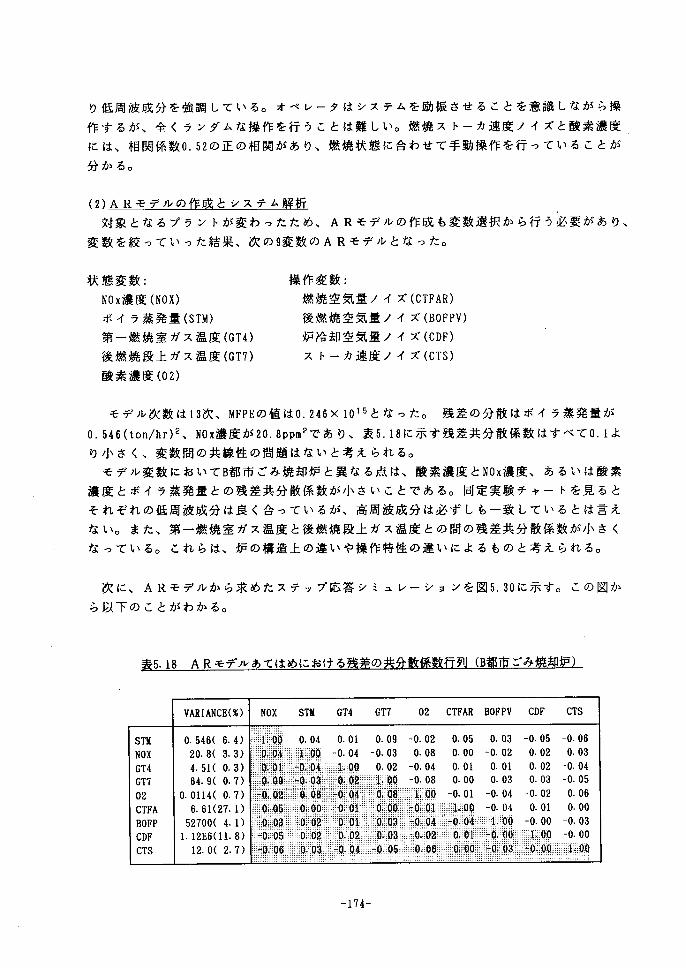
り低周波成分を強調している。オペレータはシステムを励振させることを意識しながら操
作するが、全くランダムな操作を行うことは難しい。燃焼ストーカ速度ノイズと酸素濃度
には、相関係数0.52の正の相関があり、燃焼状態に合わせて手動操作を行っていることが
分かる。
(2)ARモデルの とシステム
対象となるプラントが変わったため、ARモデルの作成も変数選択から行う必要があり、
変数を絞っていった結果、次の9変数のARモデルとなった。
状態変数l
NOx濃度(NOX)
ボイラ蒸発量(STM)
第一燃焼室ガス温度(GT4)
後燃焼段上ガス温度(GT7)
酸素濃度(02)
操作変数:
燃焼空気量ノイズ(CTFAR)
後燃焼空気量ノイズ(BOFPV)
炉冷却空気量ノイズ(CDF)
ストーカ速度ノイズ(CTS)
モデル次数は13次、MFPEの値は0.246×1015となった。 残差の分散はボイラ蒸発量が
0.546(ton/hr)2、 NOx濃度が20.8ppm2であり、表5.18に示す残差共分散係数はすべて0.1よ
り小さく、変数間の共線性の問題はないと考えられる。
モデル変数においてB都市ごみ焼却炉と異なる点は、酸素濃度とNOx濃度、あるいは酸素
濃度とボイラ蒸発量との残差共分散係数が小さいことである。同定実験チャートを見ると
それぞれの低周波成分は良く合っているが、高周波成分は必ずしも一致しているとは言え
ない。また、第一燃焼室ガス温度と後燃焼段上ガス温度との間の残差共分散係数が小さく
なっている。これらは、炉の構造上の違いや操作特性の違いによるものと考えられる。
次に、ARモデルから求めたステップ応答シミュレーションを図5.30に示す。この図か
ら以下のことがわかる。
5.18 ARモデルあてはめにおける の 、 z一列(B ごみ ・in-)
VARI州CE(%) NOX ST箪 GT4 GT7 02 CTFAR BOFPV CDF CTS
STH 0.546(6.4) 1 oo 0 04 0.01 0.09 一〇.02 0.05 0.03 一〇.05 一〇.06
NOX 20.8(3.3) 0 04 1 00 一〇.04 一〇.03 0.08 0.00 一〇.02 0.02 0.03
GT4 4.51(0.3) o 01 o 04 100 002 一〇.04 0.01 0.01 0.02 一〇.04
GT7 64.9(0.7) o 09 o 03 oo2 100 一〇.08 0.00 0.03 0.03 一〇.05
02 0.0114(0.7) 0 02 o 08 004 oo8 100 一〇.Ol 一〇.04 一〇.02 0.06
CTF八 6.61(27、1) o 06 o 00 001 000 oo1 ↓oo 一〇.04 0.01 0.00
BOFP 52700(4.1) o 03 o 02 001 003 oo4 004 100 一〇.00 一〇.03
CDF 1.12E6(ll.8) o 05 0 02 oo2 003 002 001 000 100 一〇.00
CTS 12.0(2.7) o 06 0 03 004 005 006 ooo 003 ooo 100
一174・一
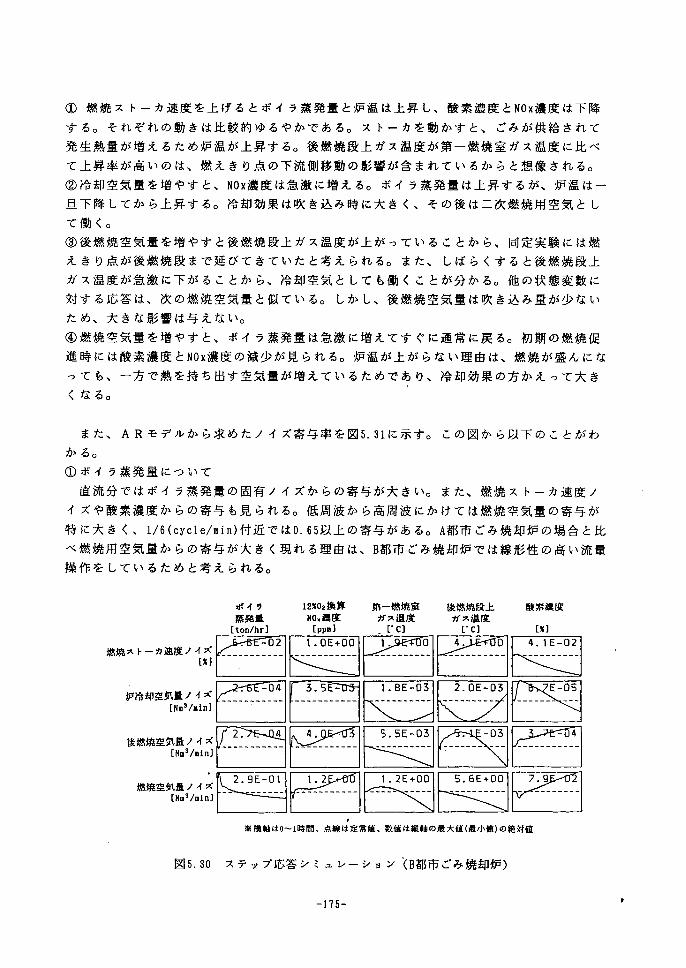
①燃焼ストーカ速度を上げるとボイラ蒸発量と炉温は上昇し、酸素濃度とNOx濃度は下降
する。それぞれの動きは比較的ゆるやかである。ストーカを動かすと、ごみが供給されて
発生熱量が増えるため炉温が上昇する。後燃焼段上ガス温度が第一燃焼室ガス温度に比べ
て上昇率が高いのは、燃えきり点の下流側移動の影響が含まれているからと想像される。
②冷却空気量を増やすと、NOx濃度は急激に増える。ボイラ蒸発量は上昇するが、炉温は一
旦下降してから上昇する。冷却効果は吹き込み時に大きく、その後は二次燃焼用空気とし
て働く。
③後燃焼空気量を増やすと後燃焼段上ガス温度が上がっていることから、同定実験には燃
えきり点が後燃焼段まで延びてきていたと考えられる。また、しばらくすると後燃焼段上
ガス温度が急激に下がることから、冷却空気としても働くことが分かる。他の状態変数に
対する応答は、次の燃焼空気量と似ている。しかし、後燃焼空気量は吹き込み量が少ない
ため、大きな影響は与えない。
④燃焼空気量を増やすと、ボイラ蒸発量は急激に増えてすぐに通常に戻る。初期の燃焼促
進時には酸素濃度とNOx濃度の減少が見られる。炉温が上がらない理由は、燃焼が盛んにな
っても、一方で熱を持ち出す空気量が増えているためであり、冷却効果の方かえって大き
くなる。
また、ARモデルから求めたノイズ寄与率を図5.31に示す。この図から以下のことがわかる。
①ボイラ蒸発量について
直流分ではボイラ蒸発量の固有ノイズからの寄与が大きい。また、燃焼ストーカ速度ノ
イズや酸素濃度からの寄与も見られる。低周波から高周波にかけては燃焼空気量の寄与が
特に大きく、1/6(cycle/min)付近では0.65以上の寄与がある。 A都市ごみ焼却炉の場合と比
べ燃焼用空気量からの寄与が大きく現れる理由は、B都市ごみ焼却炉では線形性の高い流量
操作をしているためと考えられる。
ボイラ 蒸発量 【ton/hr〕
. LO2燃焼ストーカ速度ノイズ ー一一一一一_一_
[x]
12×02換算
NO、濃度[PP節]
1.OE+00
3.5E- . 一・04炉冷却空気量ノイズ ー.一一一一一一..一一一一 一._..一_一一._一一_
[Nm3/皿in]
集一燃焼室 後燃焼段上ガス温度 ガス温度
[°C] [°C】
1. 0 4. 0
2匪ズ㎡イ血ノV量㌔気[
空焼燃後
酸素濃度
[x]
4.1E-02
.8E-03 2.OE-03 E-OS
5.5E-03 . -03 一 4
2.9E-01 1.2燃焼空気量ノイズ 【Nme/min]
1.2E+00 5.6E+OO フ.9
ヅ※横軸は0~1時間、点線は定常値、数値は縦軸の最大値(最小値)の絶対値
図5.30 ステップ応答シミュレーション〈B都市ごみ焼却炉)
一175一,
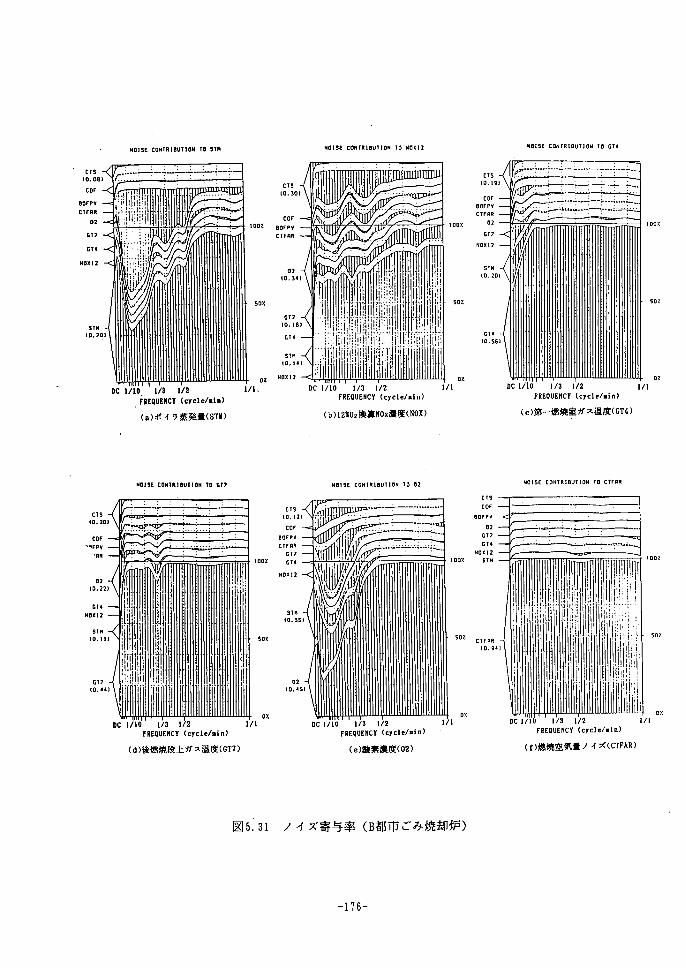
口S ‘0.081
CDF
60r内C†fAR
o2
6Tフ
GT4
NOXt2
STHto.70
NOIs〔 CONTRIBVTld村 了O SI鴨
DC 1~lo..1!s 1!2
FREQVENCY 《cycle!atn)
(a)ボイラ蒸発量(STM)
tOOZ
50z
1/L
OZ
CTS‘0.50t
COF
eOFP》
CTFAR
02to.34)
GT7 to.16)
GT4
SIH
tO.141
NOXt2
NOTSE [eNTRlevTION To Nax)2
i‖
・ざャ口P『〆
謄’
DC I/10 1!3 1!2
FREOUENCV (cycle/nin}
(b)12×02換算NOx濃度(NOX)
.llL..:、
!.‘.
1川
leOZ
1/t
SOZ
oy.
tTS
tD.tg,
COF
SOFPVCTFRR
o2
0T7
NeXl?
STH
10.20ハ
GTtle.56)
対d;SE CON「RtBU「ICN lo 6T4
1 : ; 1 : : : ; 1 ・
z”ウ.■■
・一F 1 :
゜^ 諱
FL,
一1; 1 ”一] ’ ’ ”
蛭i一∨’一’”一’°一 ; : : 1 ’ : :
D.二
@ ’苧∴戸ぷ…}←予’”…
. . 層 F . . . s
DP9.■, ^・■“s■一、、・,.PP■層
@ : ’ ”
9.
1‖
@ 1OC l/le l/3 1/2
FREQUENCV (cycle!●in}
(c)第一燃焼室ガス温度(GT4)
IOOZ.
1!1
SO’t.
O’t.
Cls
to.201
CDF「eFpv
,RR
02
co.22,
GT4
NOXi2
SIH
tOj1ハ
GT7
tD.t4
NOtSE COHTRleVTIOH TO CT, NO13E CONTR18UTION TO o2
CTS
COF
eeFPV
C2
0Tフ
GT4
Nax12 STH
Ne1SE CONTR:eUTlON TC CTFPR
DC 1!10 1/3 1!2
FREaliENCY 《cycle!nln)
(倒後燃焼段上ガス温度(GT7)
1eOZ
1!1
50箆
oz
CTS
lo.12}
eOF
8aFpvCTFAR
GT7
6T4
NOXt2
STH
lO.55J
02to.4Sl
W
x[i
’1じ
、
k
・一一.一一…・… ↓・t・
ーi ち
・.一・r、、一.q『’ 唐シ’一一’s’一{・i】’べこご.
….イ・・r…÷.一÷・“…‘L’.
DC l!Le 1/3 1!2
FREQUEHCY (cycle/●in)
(e)酸素濃度(02)
lOO叱
1/1
50r. eTFRR
lO.94J
o’z
;・一一・1-一÷’一≒一÷~一・一÷一゜’・・
’..D「」一.iモ’u.dユ‘一
ーーー
1
ー
㍑∴i
i酬1‖li
n!ー 111
1謄1
DC 1!10 1/3 1/2
FREQUENCY 《cycle/●ln,
100Y.
(f)燃焼空気量ノイズ(CTFAR)
t/1
sez
ez
図5.31 ノイズ寄与率(B都市ごみ焼却炉)
一一 P76一
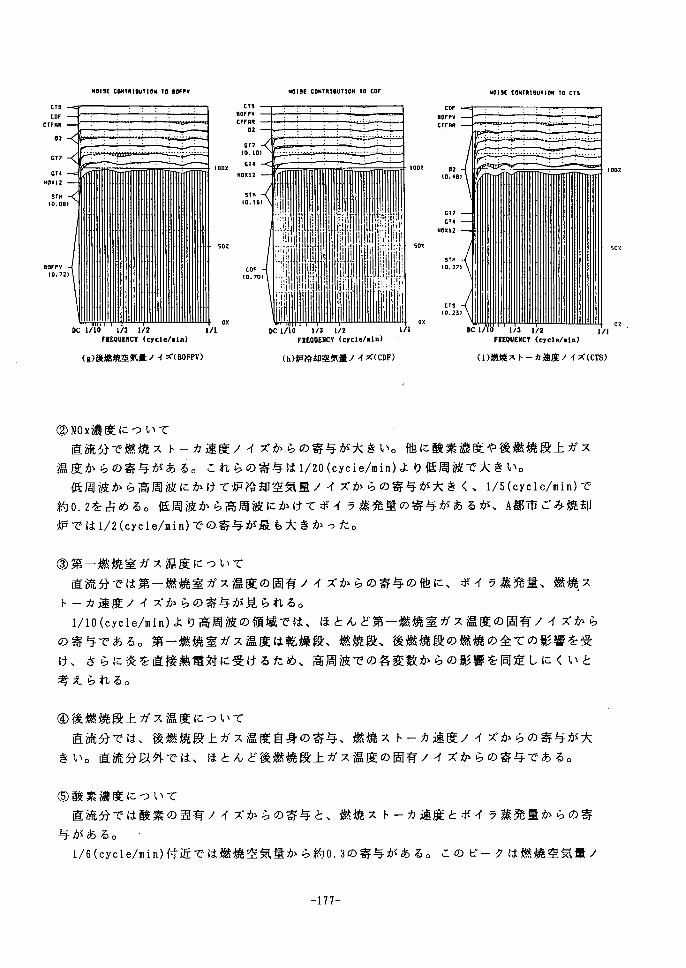
:二
CTfRn
o2
CT7
CT4
Nex12
STH
to.08
81;1;、
周OISE eONTRIeu了10笥†0●OF”
100X
50z
exOC IAO l/3 1/2 1/i
『REQVENCV {cycle!■ia)
(9)後燃焼空気量ノイズ(BOFPV)
冊019【CO闘TRteUTION TO COF
●
FREQUEHCV(crcle/■ln)
(h)炉冷却空気量ノイズ(CDF)
EDF
60rpvCTFRR
100× 02
¶046ハ
507.
OZ
:;l
NOX12
STM
to 27)
CTS
lO 2!J
刈013ε t6H1震t6UIOO村 †O C15
FREQUENCV《cycle!●Sn)
(1)燃焼ストーカ速度ノイズ(CTS)
SOZ
②NOx濃度について
直流分で燃焼ストーカ速度ノイズからの寄与が大きい。他に酸素濃度や後燃焼段上ガス
温度からの寄与がある。これらの寄与は1/20(cycle/min)より低周波で大きい。
低周波から高周波にかけて炉冷却空気量ノイズからの寄与が大きく、1/5(cycle/min)で
約O.2を占める。低周波から高周波にかけてボイラ蒸発量の寄与があるが、A都市ごみ焼却
炉では1/2(cycle/min)での寄与が最も大きかった。
③第一燃焼室ガス温度にっいて
直流分では第一燃焼室ガス温度の固有ノイズからの寄与の他に、ボイラ蒸発量、燃焼ス
トーカ速度ノイズからの寄与が見られる。
1/10(cycle/min)より高周波の領域では、ほとんど第一燃焼室ガス温度の固有ノイズから
の寄与である。第一燃焼室ガス温度は乾燥段、燃焼段、後燃焼段の燃焼の全ての影響を受
け、さらに炎を直接熱電対に受けるため、高周波での各変数からの影響を同定しにくいと
考えられる。
④後燃焼段上ガス温度にっいて
直流分では、後燃焼段上ガス温度自身の寄与、燃焼ストーカ速度ノイズからの寄与が大
きい。直流分以外では、ほとんど後燃焼段上ガス温度の固有ノイズからの寄与である。
⑤酸素濃度について
直流分では酸素の固有ノイズからの寄与と、燃焼ストーカ速度とボイラ蒸発量からの寄
与がある。
1/6(cycle/min)付近では燃焼空気量から約O.3の寄与がある。このピークは燃焼空気量ノ
一177一
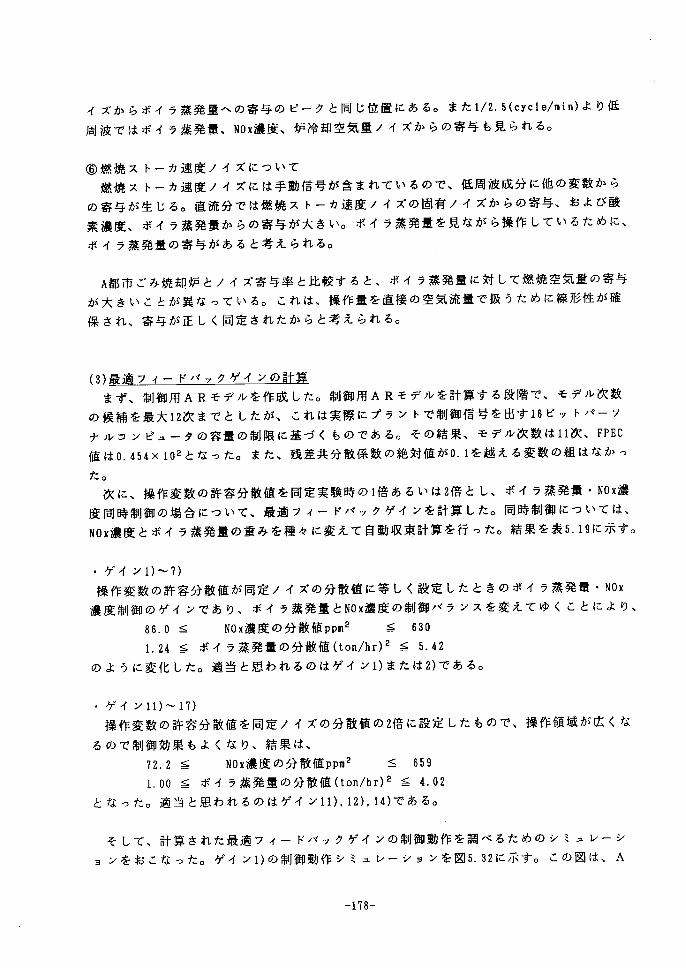
イズからボイラ蒸発量への寄与のピークと同じ位置にある。また1/2.5(cycle/min)より低
周波ではボイラ蒸発量、NOx濃度、炉冷却空気量ノイズからの寄与も見られる。
⑥燃焼ストーカ速度ノイズについて 燃焼ストーカ速度ノイズには手動信号が含まれているので、低周波成分に他の変数から
の寄与が生じる。直流分では燃焼ストーカ速度ノイズの固有ノイズからの寄与、および酸
素濃度、ボイラ蒸発量からの寄与が大きい。ボイラ蒸発量を見ながら操作しているために、
ボイラ蒸発量の寄与があると考えられる。
A都市ごみ焼却炉とノイズ寄与率と比較すると、ボイラ蒸発量に対して燃焼空気量の寄与
が大きいことが異なっている。これは、操作量を直接の空気流量で扱うために線形性が確
保され、寄与が正しく同定されたからと考えられる。
(3)最 フィードバックゲインの計
まず、制御用ARモデルを作成した。制御用ARモデルを計算する段階で、モデル次数
の候補を最大12次までとしたが、これは実際にプラントで制御信号を出す16ピットパーソ
ナルコンピュー一一タの容量の制限に基づくものである。その結果、モデル次数は11次、FPEC
値は0.454×102となった。また、残差共分散係数の絶対値が0.1を越える変数の組はなかっ
た。
次に、操作変数の許容分散値を同定実験時の1倍あるいは2倍とし、ボイラ蒸発量・NOx濃
度同時制御の場合について、最適フィードバックゲインを計算した。同時制御にっいては、
NOx濃度とボイラ蒸発量の重みを種々に変えて自動収束計算を行った。結果を表5.19に示す。
・ゲイン1)~7)
操作変数の許容分散値が同定ノイズの分散値に等しく設定したときのボイラ蒸発量・NOx
濃度制御のゲインであり、ボイラ蒸発量とNOx濃度の制御バランスを変えてゆくことにより、
86.0≦ NOx濃度の分散値ppm2 ≦ 630
1.24≦ボイラ蒸発量の分散値(ton/hr)2≦5。42
のように変化した。適当と思われるのはゲイン1)または2)である。
・ゲイン11)~17)
操作変数の許容分散値を同定ノイズの分散値の2倍に設定したもので、操作領域が広くな
るので制御効果もよくなり、結果は、
72.2≦ NOx濃度の分散値ppm2 ≦ 659
LOO≦ボイラ蒸発量の分散値(ton/hr)2≦4.02
となった。適当と思われるのはゲイン11),12),14)である。
そして、計算された最適フィードバックゲインの制御動作を調べるためのシミュレーシ
ョンをおこなった。ゲイン1)の制御動作シミュレーションを図5.32に示す。この図は、A
一178一
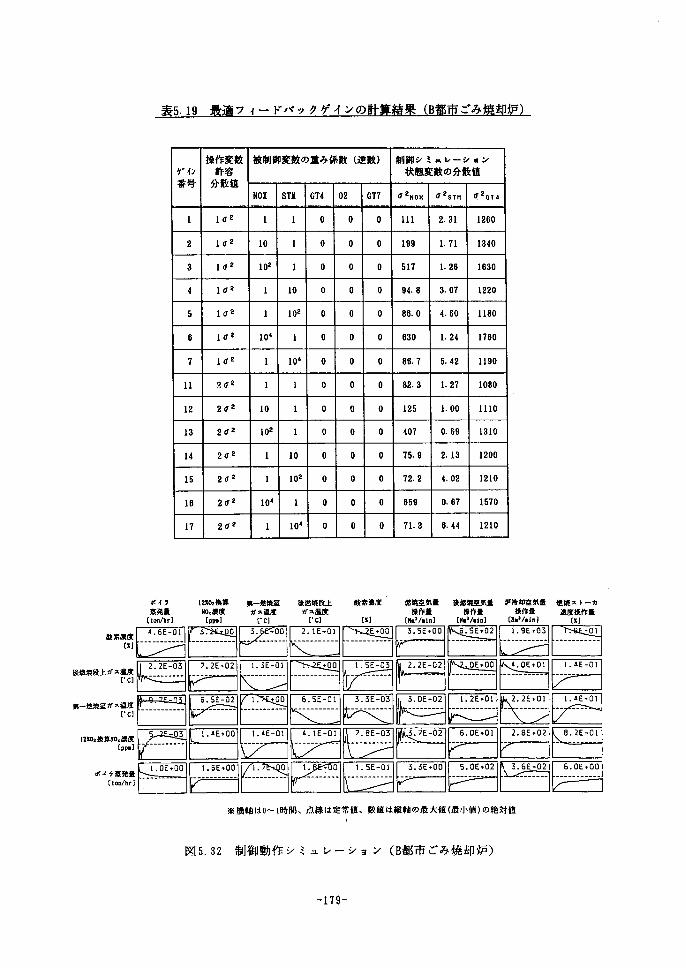
酸素浪度
国
後燃焼段上がス温度
rC】
第一燃焼室ガス温度
[℃】
12駕02換則0.浪度
{ppn]
ポイラ礁発量
[ton/h’】
5.19 フ1一ドバックゲインの B(
ごみ 一)
ゲイン
ヤ号
操作変数@ 許容
ェ散値
被制御変数の重み係数(逆数) 制御シミュレーシ日ン@ 状態変数の分散値
NOX ST■ GT4 02 GT7 σ2Nox σ2S川 σ2G日
1 1σ2 1 1 0 0 0 ll1 2.31 1260
2 1σ2 10 1 0 0 0 199 1.71 1340
3 1σ2 102 1 0 0 0 517 L26 1630
4 1σ2 1 10 0 0 0 94.8 3.07 1220
5 1σ2 1 102 0 0 0 86.0 4.60 1180
6 1σ2 104 1 0 0 0 630 1.24 1760
7 1σ2 1 104 0 0 0 86.7 5.42 U90
11 2σ2 1 1 0 0 0 82.3 1.27 1080
12 2σ2 10 1 0 0 0 125 1.00 1110
13 2σ2 102 1 0 0 0 407 0.69 1310
14 2σ2 1 10 0 0 0 75.9 2.13 1200
15 2σ2 1 102 0 0 0 72.2 4.02 1210
16 2σ2 104 1 0 0 0 659 0.67 1570
17 2σ2 1 104 0 0 0 71.3 6.44 1210
ポィラ
媒発量〔ton!hr]
4.6E-01
2.2E-03
=-03
1.OE+OO
12xor換算
m.濃度 〔PP■]
5. 0
フ.2E-02
6.5E-02
L4E+00
1.6E令eo
第一燧焼室
ガス温度
〔℃1
5. †00
1.3E-Ol
1. +00
1.aE-Ol
1./ 0
後燃焼段上ガス温度
【’C】
2.1E†01
. +OO
5.5E-Ol
4.IE-Ol
1. tO
酸素濃度
[s]
EtOO
1.5E-03
フ.6E-03
1.5E-Ol
‘
燃焼空気量
操作fi〔N●3!●in]
3.5E↑eo
2.2E-02
3・3E-0313・OE⇔02
後燃焼空気量
操作量[圃巳3/・‘o】
.SE宇02
.OE守00
1.2E◆Ol
5◆フE-02’ 6.OE+01
3.3EtOD 5.OE+02
炉冷却空気量
操作量〔Nt:/●in]
1.9E◆03
4.OE+Ol
2.2E+Ol
2.8E†02
3.6E†02
患焼ストーカ
速度操作量 〔s]
. †01
1.aE-Ol
1.4E-01
8.2E-Ol
6.OE+OO
図5.32
※横軸は0~1時間、点線は定常値、数値は縦軸の最大値(最小値)の絶対値
制御動作シミュレーション(B都市ごみ焼却炉)
-179一
Rモデル制御時に、縦に記された状態変数に時刻0に単位量のインパルスが生じたと仮定し、
その変化を抑えるために計算される最適操作量と刻々と変化する状態変数の値をそれぞれ
横に並べた図である。横軸は0~1時間、点線は各変数の定常値、縦軸は定常値からの偏差
を示し、その最大値又は最小値の絶対値を図中の数値で示している。この図から次のこと
が分かる。
①制御対象であるNOx濃度が上昇すると、 A Rモデル制御は燃焼ストーカ速度を速め、燃焼
空気量を増やし、炉冷却空気量と後燃焼空気量を減らす操作を行う。
②制御対象であるボイラ蒸発量が上昇すると、ARモデル制御はストーカ速度を遅め、炉
冷却空気を増やし、燃焼空気量と後燃焼空気量を減らす。
これらは、おおよそステップ応答シミュレーションの逆方向の動きであり、妥当である
と判断される。
(4)一 計算されたARモデルとゲインを利用して、制御実験を行った。操作変数の設定値は同
定実験時の平均値とした。同様に、被制御変数と参考変数の定常値は同定実験時通りとし
た。
pmmpgMllL ボイラ蒸発量 ・36.1(ton/hr)
NOx濃度 ・135pprn
第一燃焼質ガス温度=932°C
酸素濃度 =8.79(%)
後燃焼段上ガス温度=625’C
t-・・ @の言定 燃焼ストーカ速度=47.5(%)
後燃焼段下空気量=4880(Nm3/hr)
炉冷却空気量 =5840(Nrn3/hr)
以下の制御実験において主な変数の統計量を表5.20に示し、各実験を考察する。
①NOx濃度・ボイラ蒸発量制御(1)一一(実験 Gla、 Glb)
表5.19のゲイン1)を用いて制御実験を行った。ボイラ蒸発量の設定値は、最初の12時間
(実験Gla:1440データ)が定格の36.8(ton/hr)、その後の約10時間(実験Glb:1184デー
タ)が高負荷の39.8(ton/hr)とした。ソフトゲインは燃焼ストーカ速度は0.5、その他の操
作変数は1.0とした。実験から次のことがわかった。
・NOx濃度、ボイラ蒸発量、第一燃焼室ガス温度のそれぞれの分散値は、実験Glaでは332
ppm2、1.07(ton/hr)2、829“ C2、実験Glbでは170ppm2、0.803(ton/hr)2、1650’C2であった。
・ARモデルは、実験Glaと同条件の同定実験データより作成しているため、実験Glaの方
が制御効果が高いと予測されたが、実験Glaでは燃え切り点がよく動いたため、 NOx濃度が
変動した。これはソフトゲインの設定や被制御変数の定常値が実験中に定常値とずれてい
たこと、同定時と制御時のごみ質の違いなどが原因として考えられる。
・燃焼空気量の操作信号は、ACCから出力される信号の割合のほうが、ARモデル制御
から出す信号よりも大きい。ACCの操作量は1動作の占める部分が大きく、ボイラ蒸発量
一180一
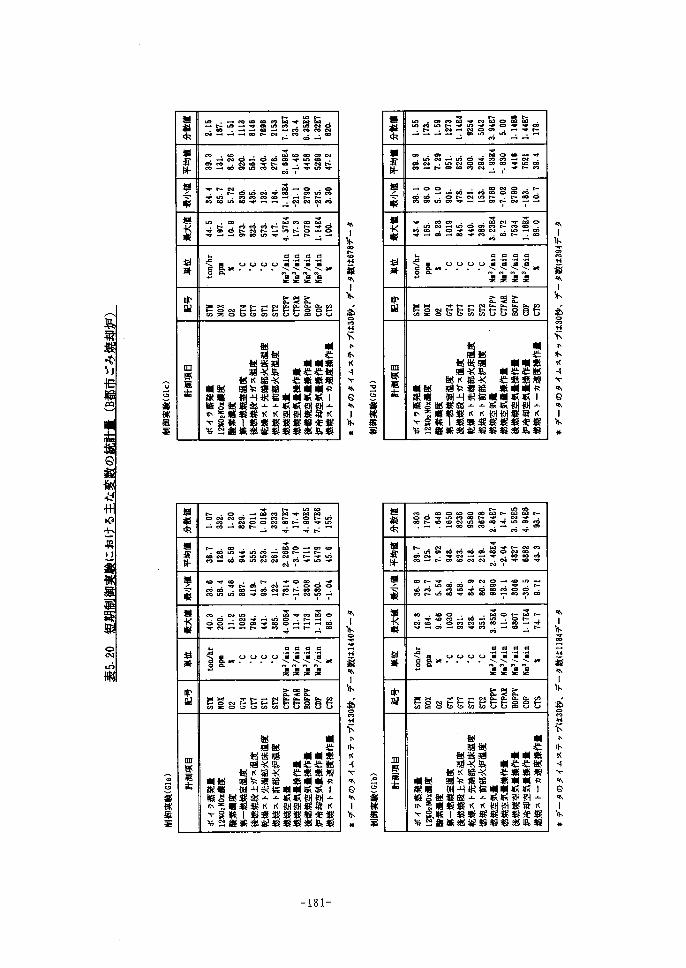
マ.O句
←.2
O、OO
濃
誓⇔
畠#.一
畏埠←
昌巴.一
』8
●等一.一
巴等
8忘
守的旨
£き笛
8遁
民O.㌣
㌍.O
ヨ国\㌔エ
田些δ
oo?n
話詰.師
に』5
頃駁剖選餐
宰O口
パ巴
P
9口
誌9
6等
〔←の
φ窒
P
←←O
⇔←竺
竺三
繧O
鵠.一
吉.←
3.埠
・ot.O
演
宕
憾婿“翻
碕竺
O.●O
日O△
×02
埠の、一
゜。
】づ吟
守.句マ
差、8
芭いoo
垣垣虫
垣喧時
埋’マ頃
連照頃
垣書
巾田
皿暮雇右
←..。O
否.零
一←.㏄
←.ご
欲
e
冑3鯛n◎
』OO
畠器.吟
←9マ
●苫句
←S●
5鶴\㊤皇
〉臣8
ooゥ告
尉.8
臼吻
Oσo窃
⇒ぶ
O.苫
頃寺
ジ
一←切
霧eg°o
頃等
P
卜S
8°。一
⇒穗
㊤口oo
言自
P
マSeonZ
・。noo.
←.告
O㊤◎。
o。D專
主、8
巴吻
埋綬余
連喧酔
連4、嗜
恒杖嘱
封斉
中田
皿部雇古
口留否口
◎。
u#
9哀
●←O←
自さ㌔Z
〉食8
留⊃
誇巴W
P
9ω
3繰
P
一←の
品.一
ON.◎o
㌍.頃
06一
欲
8
髄痛諫翻
←oo一
←.u。o。
■ユO
×皇
巴ふ
誇.06●
『苫
『=
芸、8
田ω
掴拒束
埋宴梼
埋’マ嘱
埋K頃
封糾
中田
皿杯雇古
督垣φ
垣宴梼
堪ぐ頃
垣杖嘱
封葺
中田
皿郵蕎主
一181・一
心句
e
廷相ゆ±異∪
Oeq.口
が目標値より少ない状態が続くと、空気量は徐々に多くなり上限に張り付くことがあった。
・NOx濃度、後燃焼段上ガス温度、燃焼ストーカ速度ノイズ「手動操作+ARノイズ」が、
似た動きをしていた。ただし、後燃焼段上ガス温度は、他の2変数と比べて動きが遅れる。
ノイズ寄与率で見られたように、燃焼ストーカ速度は直流分でNOx濃度に大きく寄与してい
るため、NOx濃度が変化すればARモデルは燃焼ストーカを動かす。そのことは、制御動作
シミュレーションで確認もされている。今まで、ARモデル制御は燃焼段上ガス温度の動
きを参考に燃焼ストーカを動かすと考えていたが、NOx濃度を直接に制御することによって
ARモデル制御がストーカ速度を操作し、その結果、燃えきり点が安定すると考えると3
変数の動きが説明できる。このことについて、長期実験で再び検討する。
②NOx濃度・ボイラ蒸発量制御(2)一一(実験 Glc、 Gld)
次に、高負荷条件はそのままにして、燃焼ストーカ速度のソフトゲイ.ンを0.1に上げて暫
く様子をみた(実験Glc:678データ)。ボイラ蒸発量、 NOx濃度、第一燃焼室ガス温度の分
散は、それぞれ2.15(ton/hr)2、187ppm2、1110’ C2となった。燃焼ストーカ速度のソフトゲ
インを上げたために、操作変数の変動が多くなり、変える前より若干不安定となった。
そこで、燃焼ストーカ速度と燃焼空気量のソフトゲインを0.5に下げて様子をみた(実験
Gld:394データ)その結果、ボイラ蒸発量、 NOx濃度、第一燃焼室ガス温度の分散は、それ
ぞれL15(ton/hr)2、173ppm2、1270’ C2となった。
以上のように、同定実験時の状態と制御実験時の状態に少しの違いがあっても、ソフト
ゲインを変えることによって安定化することができた。
5.3.3 長期制御実験
短期間の制御実験で作成したARモデルとゲインを用いて、 NOx濃度とボイラ蒸発量の制
御および燃焼維持が可能であることがわかったので、同じ条件で3日間の連続自動運転を試
みることにした。基本的には手動介入せず、緊急に後燃焼段上のごみを燃え切らせる場合
や灰を押し出す必要がある場合に、後燃焼ストーカ速度と後燃焼空気量を手動操作するこ
とにした。また、負荷は定格負荷(ボイラ蒸発量36.8(ton/hr)、ごみ焼却量で12.5(ton/
hr))で運転したが、途中で、
90%低負荷(ボイラ蒸発量33.1(ton/hr)、ごみ焼却量で11.1(ton/hr))
110%高負荷(ボイラ蒸発量42.0(ton/hr)、ごみ焼却量で14.3(ton/hr))
の2通りで数時間運転し、負荷を実用レベルで変更しても安定燃焼を維持できるかどうかを
調べた。さらに、ごみ質の急激な変化に対してどのような応答を示すか調べるために、実
験中に水分を多く含んだ悪質ごみを投入した。最後に、ARモデルがNOx濃度を監視しなが
らストーカ速度をどのように動かすかを調べるために、炉冷却空気を多量に吹いて、その
後の操作の動きを見た。
長期実験のチャートを図5.33に示し、その運転状況について以下に述べる。
①調整期間一一1400データ付近まで
実験開始時はNOx濃度とボイラ蒸発量が不安定であるが、これはトラブルによりフィーダ
一182一
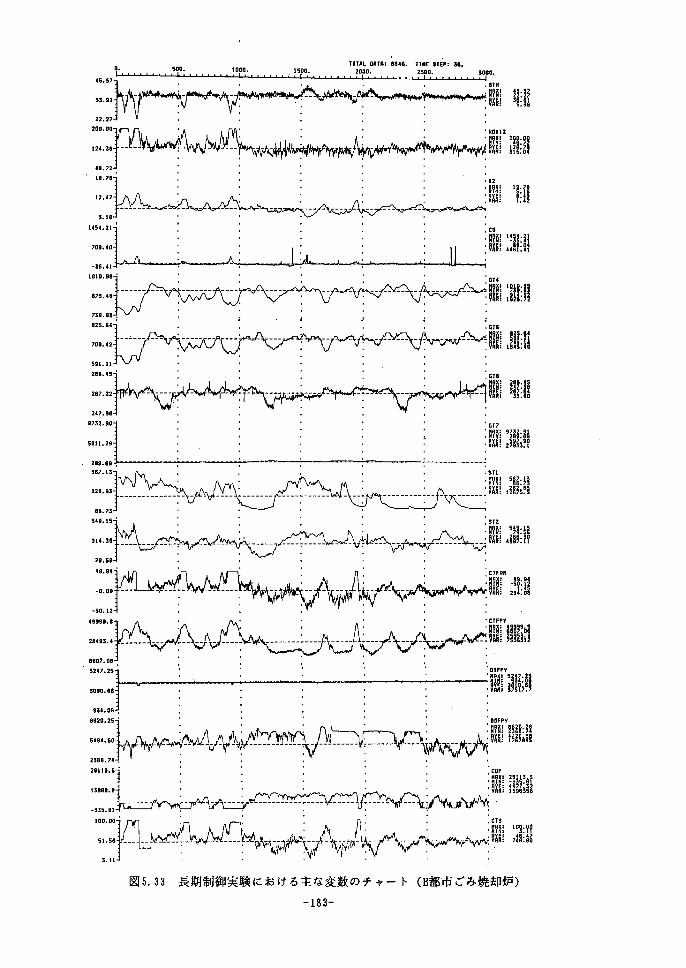
o. 500. tOOO. 1500.
、
了o了阿L OATA: ■840.
2000.
TrHE STEP; !o.
2500. 5000.
45.5,
35.92
22.2フ
200.oa
‘24.●e
4e.72 .tg.フ●
12.47
’{A凶★酬{議
≡ - P -
.
●
.
.
.
.
‘
酬
2Rー
;8妻§…{5
liiili
88…1
s.t8
t4s4.2t
フ0●,40
一35.41
tatO.99
e75.4S
759.ns
e25.64
1
6C
N,.._Mx,.L-一一L..aL-...lgl’i」…:…ll…ii
」
,0■.42
59L21 .2SB.45
2Sフ.22
247.96
●752.ga
501t.29
. 2eg.69
酷
,五
|ー!6-98
4▲81…i…
……サζt§62
†…
●
8i6ー
ー
ー}3588
フー6‖O
.
::::::/
_ 一 _ 一 _ _ 一 一 _ _ ← 一 一 」 一 一
‘
’
■ .
.
「
」 _ _ 一 _ _ _ 一一 一 _ _ ← 一 一 吟 _ _ 一 _ _-6
.
’
.
.
.
.
.
s
_ _ 一 _ 一 _ 一 _ _ ’ 一 一 一
35§5
]
一 一 ’ - r m m ’
e6.7s
549.t5
瓢4.36
V一}
ξ189
Sー
79.5S
.49.94
一〇.09
一50.t2
49999.■
2“OS.4
茎8言40…
6eo7.os
5247.25
一 一 一 ≡ ≡ ’ A ⇔ ’ ≡ e
● .
● ・
: 1■ .
≡ 一 ’ 一 一 一 一 ’ . 一 ≡ 一 一
・
.
.
’CTFPワ §器908.lllls §§Eき1妻
3090.66
■34.06
ee20.25
S494.50
258e.n ⑨28ttS.5
1586e.B1
‖10
VF‖60HHO
nTFpv‖守‖i …ー
?1
6ξ
ξ76!45
0911C‖9
≡一一@F
一315.el
, 100.00
5L56ム巫],
i :画
一 一 一 ’ 一 〔 ≡ 一 一 一 一 一 ● ≡ ^ ^ づ
.
.
.
・
N°齢銅声 輪蜷t≡≡ 一≡≡
’▽藺
・
.
,
.
ぷ・
3.tt
爾 ww.
C‖0
iO諱F99
,18:晶
図5.33 長期制御実験における主な変数のチャート (B都市ごみ焼却炉)
一183一
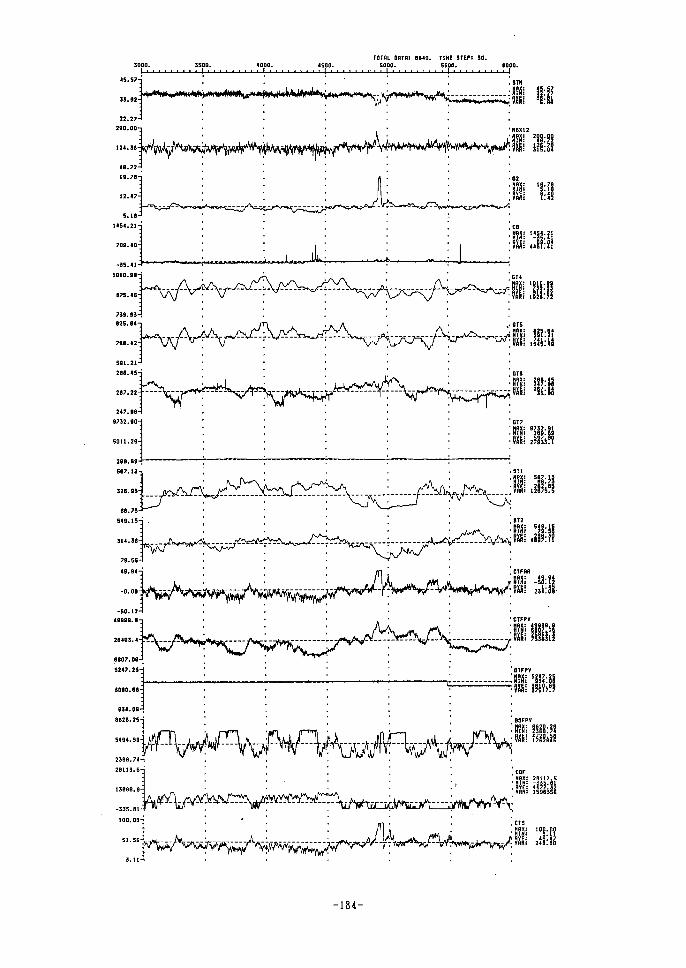
3000. S50C. 4000. 4500.
†6TAL DATA:
5000.
eB40. ItHε 37εP3 30.
5500. 8000.
45.S7
35.92
22.2フ
200.00
t24.5e
48.72
‘9.76
・・⌒酬
12.47
. .
. .
s,rAGt,’+“,,1,’W,’‘viIN’“-ika;一;.;二;;w
. .
. .
. .
. .
. .
ii4鍵
5.t6
.t454.2t
709.40
← ● 勺
P
2nI15‖0
2R8:98
1f§:召9
…1
・SS.4t
lOtO.99
:CP
:llli:iii淵
__一 __ L , 一 ⇔一
1
a14
e75.48
7S9.9S.
e25.e4
...n?li
・9Xk
“6T5
ililkll
7as.42
SgL21
288.45
一一≡ @ ≡一 @ 一 r ’ 一
.
’
.
.
.
.
,一:”?1;
㈱ .
.
・
.
.
6Te ほ一一1膿i
liliili
267・22 ≡一≡ 一≡≡
247.ge
9712.go
501t.29
一 ‘ _ __ _ _
.
.
.
.
.
.
.
.
.
iiiiil
2eg.eg
58フ.Is
52e.93
eB.73
549.t5
6?Sフ3き3フ}
6‖0
a
_ 一 一 一 一 一 , 一 ▲ 一一 一 一 一 一
.STt
:lili、魏ii
_ 一 _ ,鍾 , 一 _ _ 一 一 一 一 一一 一 一一 一 」 一 一 一
_ _ 一 , 一 ” 亀 一 一 一 一
.
.
.
.
.
一 “ 一 ’ 一 ’
514.36
ST2・‖!ll
・照i講ili
79.5S
.49.94
「(→e.eg 榊酬〆一50.t2
49999.8
2e401.4
eeo7.06’ .
5247.2S
C了FARI
ll{i;iiiii,
i’CTFpv
腱墾‖i{1
3090.68
954.08
8B2a.2s
5494.SO
21ee.74
2ett3.5
t3ee8.e
幽ρv柵酬賠緬㎡臼
t= 一一 ’
■ .
■ ・
■ ・
, 一 ’ 一 ’ e - 一 ≡ ≡ 一 一 ≡ 一 ,
‖‘PII‖0
㌣
CHnO
1
|
69りF‖10‖O
l1ザF88
一一奄高vh=コivnv”Cyt,ti
i6き8345
一一 「 r -
-555・81 . .
コ . ロ
づ←蹄罐醐隔蹴鋼 .
9了C‖長!1‖9
-
一184一
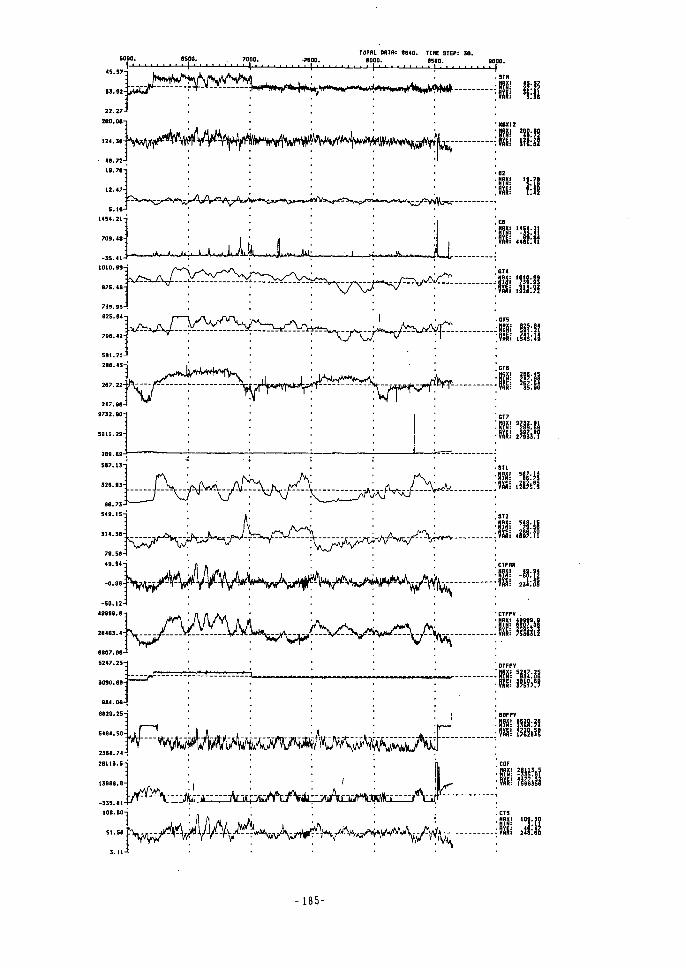
6000. ssoe. . 7000. ヲ500.
丁湿丁●L 口nl木 ●840・
8000.
TlHE STEP: 30.
●5口O. gooe.
45.57
53.92
22.27
200.00
124.s6
さ
’
・4e.72
tg.7■
t2.47
. ■
. ■
rw“itwvtwVwwtw . ■
, 1
. ■
. ■
・ ■
. ■
. ’
9‖O
} 一 } } 砕
22001
2?1
蚕萎{
基ili‖
5.ts
t4s8.2t
ー11
7ag.40
一55.4t
lOtO.99
e75.4s
73s.93
e25.64
t
w 1
ーi
●一一≡一一一一一
6了4
t
1
‖?li
・鱗
.G了5
i:lliili
70e.42
59t.2t
2e6.4S
267.22
247.96
9732.90
50tt.29
. .
. ■
. ■
・ ・
. .
2eg.89 :
4-3}15644…5‖0
’’一一●’一一一一
§3222
6‖O
89…72タ
6‖0
56フ.t5
S26.93
88.7s
549.‘5
St4.S6
7●.5S
49.94
一〇.09
一5a.t2
49999.■
一 一 一 一 一 L - 一 一
,
・
,
.
、
’ 一 一 一 一 一 一 一 一 一 一 一 _ 一 _ _ 一 ▲ _
・
.
み :
’ .STt
: :li{i 5 - _ , _ 一 一 _ 一 _ _ 一 ’
議
28403.‘
6eo7.06
5247.25
. ■
. . ■
. . ・
. . .
一 ≡ 一 一 一 一 一 . 一 一 一 一 一 一 一 一 ≡ 一 一 一 一
. ■
. ,
. ■
. A
. .
≡一一●
5090.66
954.06
882D.25
S494.50
2S8e.74 .
.2Stt3.5
t3se8.e
…}f8,ハ85 6
@
@
T
i|…
R
}へ
▼F‖56ー 一 } 一 }
@ …
w
i▼丁910ー
一 一
|
i6ξ
3°3895
薯…|
2
‖‘nI‖‖O
」 一 ← 一 一 ’ 一 一 一 一 ← 一
竺
ΨPF69
’ ≡ ≡ 一 一 一 一 一 ず ≡ 一
一555.el
tO9.oo
5t.5e
3.tt
: :
’ ” 二
A寧r≠坤幌瓜〔〈♂輪 ■ ■ . +
一185一
が動かずにいたことが原因である。ごみ枯れが頻繁におこっていたが、フィーダの調整後
ごみが正常に供給されるようになった。
②第一燃焼室ガス温度の問題一一2000データ付近
45分周期でごみ枯れと多量のごみ流下を繰り返した。いったんごみが後燃焼段上で燃え
出すと暫くそこで燃え続けるため、燃えきり点が燃焼段上を上流側へ移動してち、後燃焼
段上ガス温度は急には下がらない。そのため、ストーカ送り操作が遅れる傾向にあった。
また、後燃焼ガス温度が下がると制御系はストーカ速度を急に速めるため(このときNOx濃
度が上昇している)、後燃焼段のごみが燃えきる間もなく再び燃えきり点が後燃焼段まで
来てしまう。すなわち、燃えきり点の位置と後燃焼段ガス温度との間にあるヒステリシス
が原因となり、燃えきり点の振動現象が生じると考えられる。
そこで対策として、ストーカ速度の設定値を45.0%に下げ、ストーカ速度のソフトゲイン
を0.5にして操作量の幅をせばめた。その結果、2190データ付近で燃焼は安定し燃えきり点
は燃焼段の端に来るようになった。
③夜間の運転一一4310データ付近
夜間には昼間に積み上げられたごみが投入される。積み上げられたごみは、すでに撹は
んされていることと時間が経過すると水分が下に移動することから、その質は均一となっ
ている。そのため、夜間はボイラ蒸発量が安定しやすい。ストーカ速度には急激な操作変
動がなく、ごみの供給が適宜行われ、オペレータの手動介入は必要なかった。後燃焼段で
は未燃分が出そうになる時のみ、マニュアル操作で後燃焼ストーカ速度を遅め後燃焼空気
量を増やした。
④昼間の運転一一4800データ付近
昼間はごみが次々と搬入され、撹はんが十分でないまま炉内に投入されることがある。
持ち込まれるごみごとに塊となってストーカ上を下りて来るため、燃焼が不安定となりや
すい。ごみ塊が完全に燃えずに後燃焼段まで下りて来ると、熱灼減量が増える。午前中に
ごみ質が変わったようであるが協調制御は順調であり、ボイラ蒸発量とNOx濃度は安定して
いる。後燃焼段は必要に応じてオペレータが手動操作するが、燃焼ストーカおよび燃焼空
気量などの手動介入は行っていない。
⑤悪質ごみ塊の投入一一4910データ付近
ごみ質変化に対する制御系の安定性を調べるため、水分を多量に含んだ悪質ごみを投入
することにした。ピットの底にある水分の多い悪質ごみをバケットで1時5分と1時10分の2
回投入した。 (重量は、2. 86tonと1.89ton)しかし、その直前にごみのブリッジが原因で
ごみ枯れがおこり、ボイラ蒸発量が急に低下した。そこで、一時手動に切り替えて燃焼状
態の回復を図った。このとき、ごみを早く送ったため、悪質ごみは完全に燃えきらずに燃
焼段を通りすぎ、後燃焼段で燃えきることになった。
再度、比較的悪質なごみ(前回投入した悪質ごみよりは水分量が少ないと思われる)を
投入したところ、ボイラ蒸発量が徐々に下がって後にゆっくり復帰する動きを見せ、悪質
一186~
ごみによる悪影響は見られなかった。
1回の試みなので正確な判断は下せないが、ストーカ速度をARモデルで操作する場合に
は、ごみ質が変化するとその影響は徐々に燃えきり点の位置に現れるようである。通常は、
燃えきり点が後燃焼段側にある方が酸素濃度が低くなり、NOx濃度の変動も少なくなるが、
燃えていないごみが流下した場合には酸素が消費されないから、NOx濃度は下がらない。そ
のため制御系はさらにごみを送り、後燃焼段に未燃焼ごみが到達することになると考えら
れる。ごみ質変化が短期間ならば良いが、長期間にわたる場合には燃焼段での滞留時間を
長くして燃やす燃焼方法に切り替える必要がある。
後燃焼段にたまった未燃分は、後燃焼ストーカ速度と後燃焼空気量をオペレータが操作
することによって燃やし切ることができる。その期間、ボイラ蒸発量は比較的安定してい
ることから、オペレータは未燃分が発生しないように後燃焼段だけを監視していれば良い
ことになり、運転の負担は小さくなると思われる。
⑥低負荷と高負荷での運転一一5500データ付近および6200データ付近
短期実験と同じように、負荷を変えて同じモデルと同e,フィードバックゲインで、ボイ
ラ蒸発量の負荷目標値の変更が可能かどうかを調べた。5500データから6150データまでは、
負荷を90%に下げて制御実験を継続した。また、6200データから7000データまでは、負荷を
110%に上げて実験を継続した。その結果、この程度の範囲で負荷目標値を変えても運転可
能であることがわかった。負荷を下げた場合の方が安定しており、短期実験の結果を考慮
すると、最適な制御目標値はその時のごみの状態によって変化すると思われる。
⑦炉冷却空気の吹き込みによる制御系の応答一一8500データ付近
短期実験で推定されたNOx濃度と制御系のストーカ速度操作との関係を実際に調べること
にした。炉冷却空気を手動で急激に入れて、一時的に第一燃焼室のNOx濃度を上昇させた。
炉冷却空気量を約30,000Nrn3/minまで増やすとNOx濃度は急激に上昇した。それにあわせ
てARモデル制御はストーカ速度操作量を急に大きくしてごみを送った。また後燃焼段上
ガス温度は、ストーカが送られることによって徐々に上昇した。次に炉冷却空気量をもと
の状態にまで戻すと、NOx濃度が急激に減少(50ppmまで)し、それに対してストーカ速度
も急に減少した。後燃焼段上ガス温度は一度上昇すると、後燃焼段の残り火のためになか
なか減少しなかった。なお、この変化の中で、ボイラ蒸発量と炉温には変化がなかった。
変動がおさまった後、この期間に燃焼段上へ送られた燃え残りのごみが、後燃焼段で燃や
しきることが必要となった。
この試行により、短期実験で考えたように、ARモデル制御のストーカ速度操作はNOx濃
度に従っていることがわかった。後燃焼ガス温度を参考変数として取り込んでおり、NOx濃
度やボイラ蒸発量に影響することは以前の通りであるが、NOx濃度制御が直接燃えきり点の
制御に関係している。また、炉冷却空気はNOx濃度に対して高周波できくため、 NOx濃度は
すぐに上昇してその後に下降し、また炉冷却空気量を絞ると、NOx濃度を急激に低下するこ
とが確認された。
実験を通して、ARモデル制御の操作するストーカ速度が、燃焼空気量の動きと良く合
っていることがわかった。これは次のように解釈される。燃焼状態が悪くなりボイラ蒸発
一187一
量が下がっているときに、ACCが燃焼空気量を増やしてゆく。燃焼空気量を増やすこと
でボイラ蒸発量が復帰できれば良いが、すぐに復帰しない時はNOx濃度が徐々に上昇してゆ
.く。そして、そのNOx濃度と後燃焼段上ガス温度の状態によって、 A Rモデル制御がストー
カ速度を動かすために、適当量のごみが供給されるようになり、長期的には状態が復帰安
定する。以上に述べたことが、ACCのARモデル制御の協調関係となっている。
5.3.4 制御実験のまとめ
3日にわたり、ACC+ARモデル制御を連続で運転することができた。その間に必要で
あった手動介入は、後燃焼段に未燃ごみが残った時の後燃焼ストーカ速度と後燃焼空気量
の操作である。
悪質ごみを投入した結果、ボイラ蒸発量はいったん下降しすぐ復帰す.る動作を示した。
ボイラ蒸発量に変動が現れても、制御系は徐々にゆっくりとした操作を行うことが通常A
CCとは異なっていた。
また、悪質ごみが長期的に投入されると、制御系は燃えきり点を後燃焼段の方へ移動す
ることにより、変動を吸収する傾向があった。そのため、オペレータはときどき後燃焼段
を見て、未燃がでそうな時は後燃焼段ストーカ速度と後燃焼空気量操作する必要が生じた
が、ボイラ蒸発量とNOx濃度の制御を意識する必要がないため容易な操作で済むと思われる。
また、制御実験中にボイラ蒸発量の負荷設定を変えたところ、ボイラ蒸発量とNOx濃度は
安定を維持することができた。特に、低負荷設定ではボイラ蒸発量が安定した。負荷が変
化しても安定する理由として、空気量を直接流量で操作し、ごみ送りをストローク速度で
操作することにより、システムの線形性が保たれていることが挙げられる。
ボイラ蒸発量制御と燃焼安定には、ストーカ速度が重要な役割を果たす。システム解析
の結果、燃焼ストーカ速度はNOx濃度に対して低周波で寄与しており、NOx濃度を被制御変
数に設定すると、ARモデル制御はNOx濃度を安定させるため燃焼ストーカを動かし、ごみ
が供給されて燃焼が安定した。すなわち、燃焼を安定化するためにはNOx制御を積極的に制
御すればよいことになる。
5.4 さいごに
本章前半のA都市ごみ焼却炉における制御実験では、制御の協調性が損なわれる原因が、
ACCのごみ送り制御の問題とダンパの非線形性の問題あった。そこで、予測的制御が必
要であるストーカ速度はACCから切り放し、ARモデル制御だけで操作することにした。
その同定実験では、燃焼ストーカを「手動操作+ARノイズ」で特に低周波成分で揺らす
ことにより、第3章の手動実験で明かとなった燃焼ストーカからボイラ蒸発量への寄与、
あるいはNOx濃度への寄与を、モデル中に同定することができた。ACC+ARモデル協調
制御の実験では、ボイラ蒸発量とNOx濃度の分散を抑えることができ、また制御系からの操
作は緩やかであることが特徴であった。
本章後半では、B都市ごみ焼却炉において3日間の長期間制御実験を行い、手動操作の介
一188一
入はほとんどなく連続運転することができた。線形性を有するB都市ごみ焼却炉では、負荷
設定を変えても制御可能であることが明かとなった。また、水分を多く含んだごみが投入
されると、ボイラ蒸発量はいったん下がって暫くして復帰する堅牢な制御系であることが
わかった。また、ARモデル制御がNOx濃度を安定にするためにストーカ速度を適切に操作
し、燃焼安定性が確保されることがわかった。
以上の2つの都市ごみ焼却炉にっいてACC+ARモデル制御が可能であることを確認で
きた。同じ手順にを踏めばさらに多くの焼却炉に対して適応できると確信される。
一189一
第6章 ACC+ARモデル協調制御による高温燃焼制御
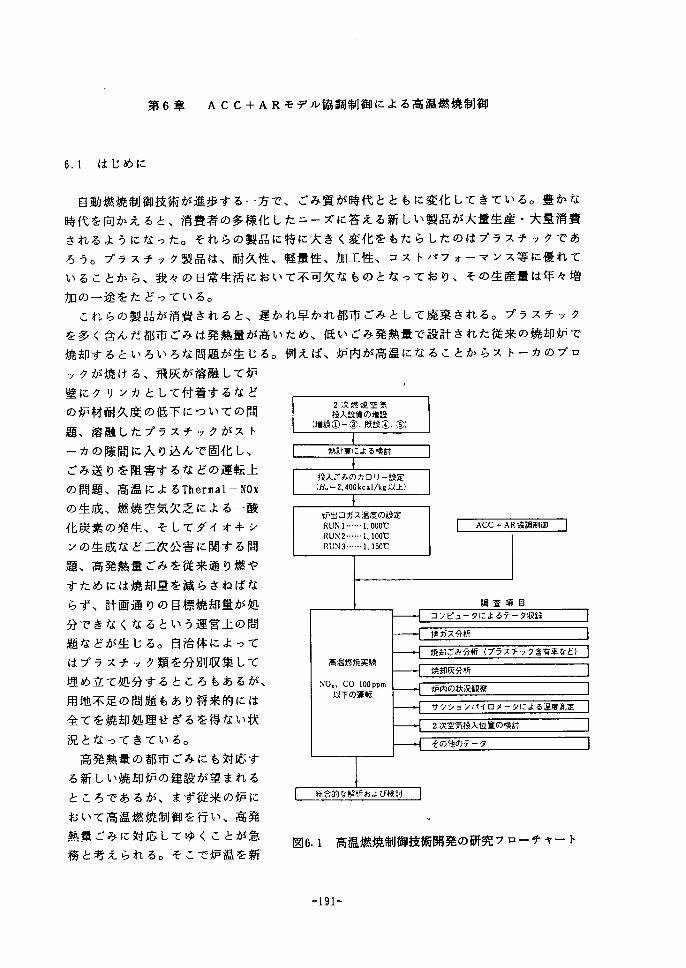
第6章 ACC+ARモデル協調制御による高温燃焼制御
6.1 はじめに
自動燃焼制御技術が進歩する一方で、ごみ質が時代とともに変化してきている。豊かな
時代を向かえると、消費者の多様化したニーズに答える新しい製品が大量生産・大量消費
されるようになった。それらの製品に特に大きく変化をもたらしたのはプラスチックであ
ろう。プラスチック製品は、耐久性、軽量性、加工性、コストパフォーマンス等に優れて
いることから、我々の日常生活において不可欠なものとなっており、その生産量は年々増
加の一途をたどっている。
これらの製品が消費されると、遅かれ早かれ都市ごみとして廃棄される。プラスチック
を多く含んだ都市ごみは発熱量が高いため、低いごみ発熱量で設計された従来の焼却炉で
焼却するといろいろな問題が生じる。例えば、炉内が高温になることからストーカのブロ
ックが焼ける、飛灰が溶融して炉
i壁にクリンカとして付着するなど
の炉材耐久度の低下についての問
題、溶融したプラスチックがスト
ーカの隙間に入り込んで固化し、
ごみ送りを阻害するなどの運転上
の問題、高温によるThermal-NOx
の生成、燃焼空気欠乏による一酸
化炭素の発生、そしてダイオキシ
ンの生成など二次公害に関する問
題、高発熱量ごみを従来通り燃や
すためには焼却量を減らさねばな
らず、計画通りの目標焼却量が処
分できなくなるという運営上の問
題などが生じる。目治体によって
はプラスチック類を分別収集して
埋め立て処分するところもあるが、
用地不足の問題もあり将来的には
全てを焼却処理せざるを得ない状
況となってきている。
高発熱量の都市ごみにも対応す
る新しい焼却炉の建設が望まれる
ところであるが、まず従来の炉に
おいて高温燃焼制御を行い、高発
熱量ごみに対応してゆくことが急
務と考えられる。そこで炉温を新
2次燃焼空気@ 投入設備の増設i増設①~③,既設④,⑤)
熱計算による検討
投入ごみのカロリー設定iH。=2.400kcal/kg以上)
炉出ロガス温度の設定
qUNI・一・1.000℃
qUN2……1.100℃qUN3…・・1、150℃
調査項目コンピュータによるデータ収録
}諜ガス分析
ト却ごみ分析(プラスチック含有率など}
焼却灰分析 高温燃焼実験
mOx, CO 100ppm
@以下の運転炉内の状況観察
サクションパイロメータによる温度測定
2次空気投入位置の検討
その他のデータ
綬合的な解析および検討
図6.1 高温燃焼制御技術開発の研究フローチャート
一191一
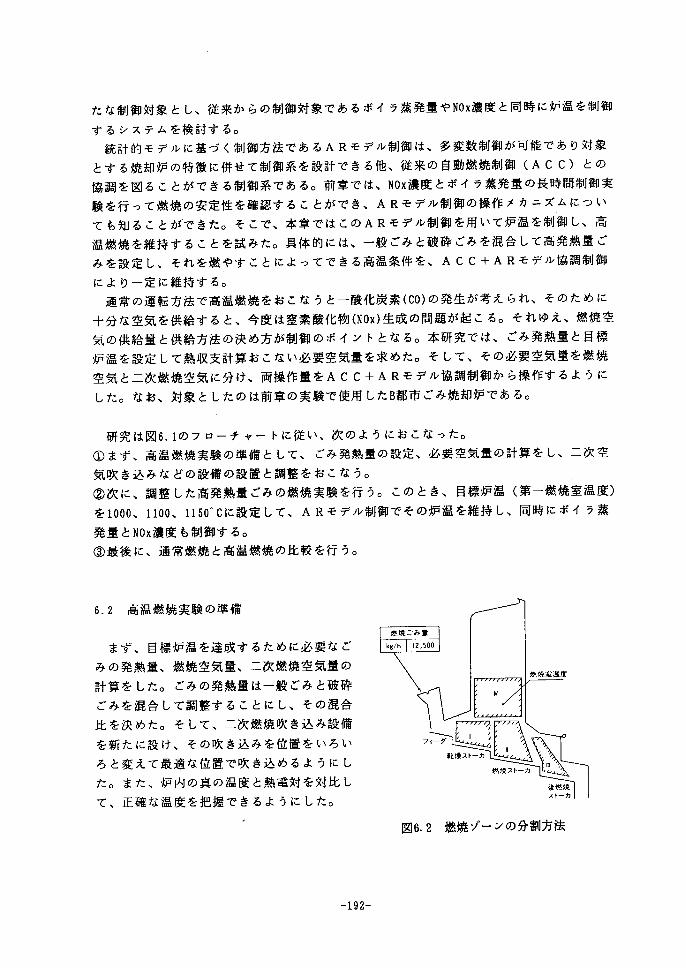
たな制御対象とし、従来からの制御対象であるボイラ蒸発量やNOx濃度と同時に炉温を制御
するシステムを検討する。
統計的モデルに基づく制御方法であるARモデル制御は、多変数制御が可能であり対象
とする焼却炉の特徴に併せて制御系を設計できる他、従来の自動燃焼制御(ACC)との
協調を図ることができる制御系である。前章では、NOx濃度とボイラ蒸発量の長時間制御実
験を行って燃焼の安定性を確認することができ、ARモデル制御の操作メカニズ.ムにっい
ても知ることができた。そこで、本章ではこのARモデル制御を用いて炉温を制御し、高
温燃焼を維持することを試みた。具体的には、一般ごみと破砕ごみを混合して高発熱量ご
みを設定し、それを燃やすことによってできる高温条件を、ACC+ARモデル協調制御
により一定に維持する。
通常の運転方法で高温燃焼をおこなうと一酸化炭素(CO)の発生が考えられ、そのために
十分な空気を供給すると、今度は窒素酸化物(NOx)生成の問題が起こる。それゆえ、燃焼空
気の供給量と供給方法の決め方が制御のポイントとなる。本研究では、ごみ発熱量と目標
炉温を設定して熱収支計算おこない必要空気量を求めた。そして、その必要空気量を燃焼
空気と二次燃焼空気に分け、両操作量をACC+ARモデル協調制御から操作するように
した。なお、対象としたのは前章の実験で使用したB都市ごみ焼却炉である。
研究は図6.1のフローチャートに従い、次のようにおこなった。
①まず、高温燃焼実験の準備として、ごみ発熱量の設定、必要空気量の計算をし、二次空
気吹き込みなどの設備の設置と調整をおこなう。
②次に、調整した高発熱量ごみの燃焼実験を行う。このとき、目標炉温(第一燃焼室温度)
を1000、1100、1150’Cに設定して、ARモデル制御でその炉温を維持し、同時にボイラ蒸
発量とNOx濃度も制御する。
③最後に、通常燃焼と高温燃焼の比較を行う。
6.2 高温燃焼実験の準備
まず、目標炉温を達成するために必要なご
みの発熱量、燃焼空気量、二次燃焼空気量の
計算をした。ごみの発熱量は一般ごみと破砕
ごみを混合して調整することにし、その混合
比を決めた。そして、二次燃焼吹き込み設備
を新たに設け、その吹き込みを位置をいろい
ろと変えて最適な位置で吹き込めるようにし
た。また、炉内の真の温度と熱電対を対比し
て、正確な温度を把握できるようにした。
\
図6.2 燃焼ゾーンの分割方法
~192一
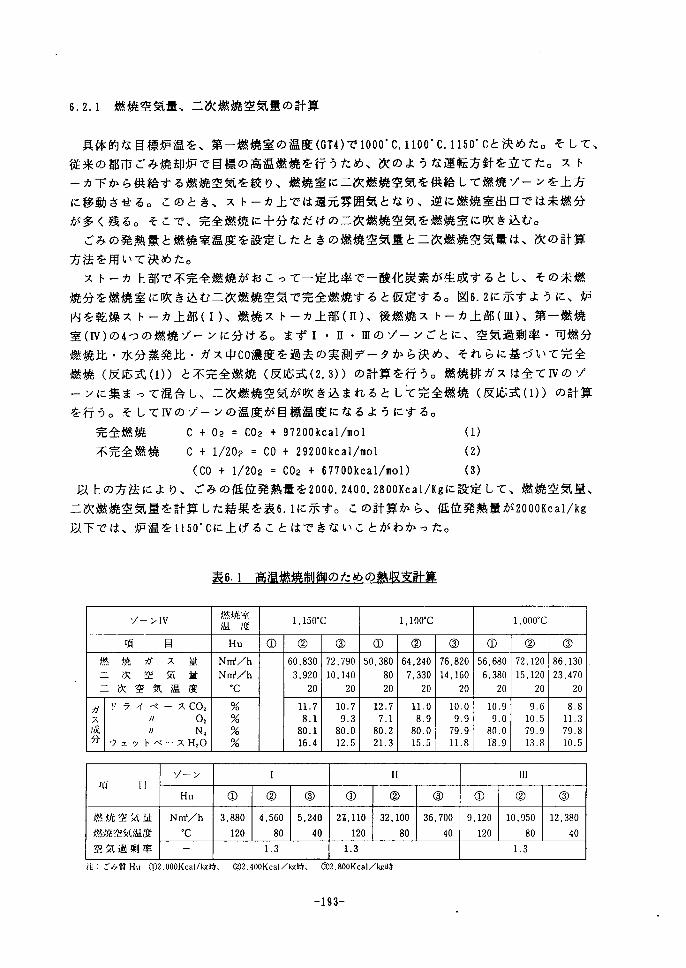
6.2.1 燃焼空気量、二次燃焼空気量の計算
具体的な目標炉温を、第一燃焼室の温度(GT4)で1000’C,1100°C,1150°Cと決めた。そして、
従来の都市ごみ焼却炉で目標の高温燃焼を行うため、次のような運転方針を立てた。スト
ーカ下から供給する燃焼空気を絞り、燃焼室に二次燃焼空気を供給して燃焼ゾーンを上方
に移動させる。このとき、ストーカ上では還元雰囲気となり、逆に燃焼室出口では未燃分
が多く残る。そこで、完全燃焼に十分なだけの二次燃焼空気を燃焼室に吹き込む。
ごみの発熱量と燃焼室温度を設定したときの燃焼空気量と二次燃焼空気量は、次の計算
方法を用いて決めた。
ストーカ上部で不完全燃焼がおこって一定比率で一酸化炭素が生成するとし、その未燃
焼分を燃焼室に吹き込む二次燃焼空気で完全燃焼すると仮定する。図6.2に示すように、炉
内を乾燥ストーカ上部(1)、燃焼ストーカ上部(皿)、後燃焼ストーカ上部(皿)、第一燃焼
室(IV)の4っの燃焼ゾーンに分ける。まず1・H・皿のゾーンごとに、空気過剰率・可燃分
燃焼比・水分蒸発比・ガス中CO濃度を過去の実測データから決め、それらに基づいて完全
燃焼(反応式(1))と不完全燃焼(反応式(2,3))の計算を行う。燃焼排ガスは全てIVのゾ
ーンに集まって混合し、二次燃焼空気が吹き込まれるとして完全燃焼(反応式(1))の計算
を行う。そしてIVのゾーンの温度が目標温度になるようにする。
完全燃焼 C+02・CO2+97200kca1/mo1 (1)
不完全燃焼 C+1/202=CO+29200kca1/mo1 (2)
(CO + 1/202 = CO2 + 67700kea1/mol) (3)
以上の方法により、ごみの低位発熱量を2000,2400,2800Kca1/Kgに設定して、燃焼空気量、
二次燃焼空気量を計算した結果を表6.1に示す。この計算から、低位発熱量が2000Kcal/kg
以下では、炉温を1150’Cに上げることはできないことがわかった。
6.1 ’ 、 tのための
ゾーンIV燃焼室
キ 度1、150℃ 1.100℃ 1.000℃
項 目 Hu ① ② ③ ① ② ③ ① ② ③
燃 焼 ガ ス 量
�@次 空 気 量
�沂�C温度
N㎡/h
m㎡/h
@℃
60,830
R,920
@20
72,790
P0,140
@20
50,380
@80@20
64,240
V,330
@20
76,820
P4,160
@20
56,680
U,380
@20
72,120
P5,120
@20
86,130
Q3,470
@20ガス成分 ドライペースCO2
@ 〃 02@ 〃 N2EェットベースH20
%%%% 1L7W」
W0.1
P6.4
10.7
X.3
W0.0
P2.5
12.7
V.1
W0.2
Q1.3
11.0
W.9
W0.0
P5.5
10.0
X.9
V9.9
P1.8
10.9
X.0
W0.0
P8.9
9.6
P0.5
V9.9
P3.8
8.8
P1.3
V9.8
P0.5
ゾーン 1 lI 川
項 日Hu ① ② ③ ① ② ③ ① ② ③
燃焼空気』止
R焼空気温度
�C過剰率
N㎡/h
@℃
3,880
@120
4,560
@805,240
@402Z,110
@12032,100
@8036,700
@409,120
@120
10,950
@8012,380
@40一 1.3 1.3 1.3
注:ごみ質Hu①2,000Kca〃㎏時、 ②2.400Kca|/㎏時、 ③2,800Kcal/㎏時
一193一
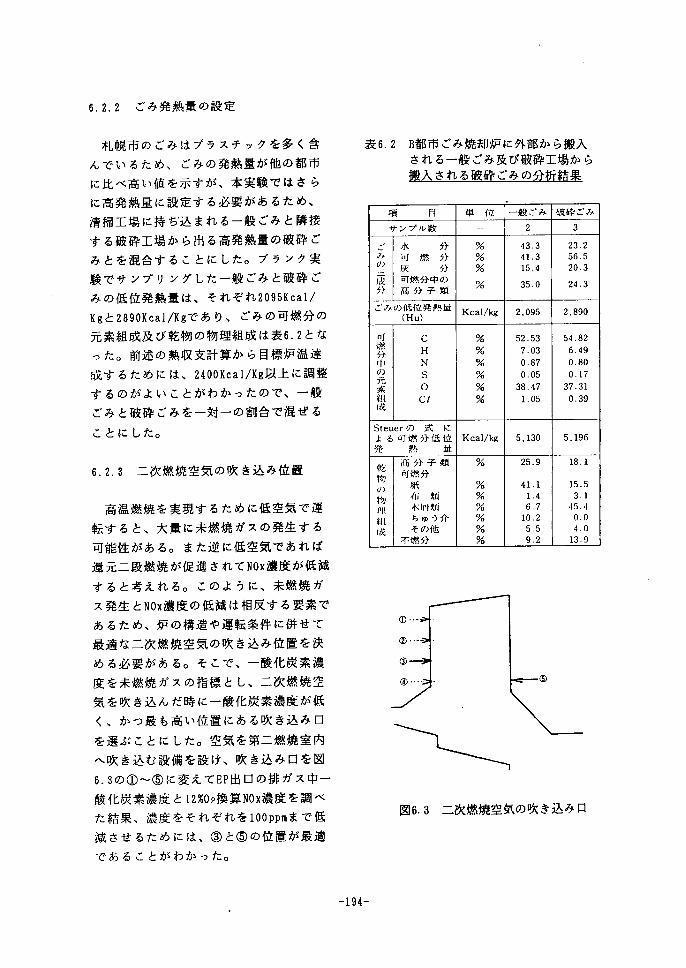
6.2.2 ごみ発熱量の設定
札幌市のごみはプラスチックを多く含
んでいるため、ごみの発熱量が他の都市
に比べ高い値を示すが、本実験ではさら
に高発熱量に設定する必要があるため、
清掃工場に持ち込まれる一般ごみと隣接
する破砕工場から出る高発熱量の破砕ご
みとを混合することにした。ブランク実
験でサンプリングした一般ごみと破砕ご
みの低位発熱量は、それぞれ2095Kca1/
Kgと2890Kcal/Kgであり、ごみの可燃分の
元素組成及び乾物の物理組成は表6.2とな
った。前述の熱収支計算から目標炉温達
成するためには、2400Kcal/Kg以上に調整
するのがよいことがわかったので、一般
ごみと破砕ごみを一対一の割合で混ぜる
ことにした。
6.2.3 二次燃焼空気の吹き込み位置
高温燃焼を実現するために低空気で運
転すると、大量に未燃焼ガスの発生する
可能性がある。また逆に低空気であれば
還元二段燃焼が促進されてNOx濃度が低減
すると考えれる。このように、未燃焼ガ
ス発生とNOx濃度の低減は相反する要素で
あるため、炉の構造や運転条件に併せて
最適な二次燃焼空気の吹き込み位置を決
める必要がある。そこで、一酸化炭素濃
度を未燃焼ガスの指標とし、二次燃焼空
気を吹き込んだ時に一酸化炭素濃度が低
く、かっ最も高い位置にある吹き込み口
を選ぶことにした。空気を第二燃焼室内
へ吹き込む設備を設け、吹き込み口を図
6.3の①~⑤に変えてEP出口の排ガス中一
酸化炭素濃度と12%02換算NOx濃度を調べ
た結果、濃度をそれぞれを100ppmまで低
減させるためには、③と⑤の位置が最適
であることがわかった。
表6.2 B都市ごみ焼却炉に外部から搬入
される一般ごみ及び破砕工場から
搬入される破砕ごみの分
項 目 単 位 一般ごみ 破砕ごみ
サンプル数 }2 3
ご 水 分 % 43.3 23.2
み 可 燃 分 % 41.3 56.5の三
灰 分 % 15.4 20.3
成分 可燃分中の
uェ子類% 35.0 24.3
ごみの低位発熱垣@ (Hu)
Kca1/㎏ 2,095 2,890
可 C % 52.53 54.82燃分
H % 7.03 6.49
中 N % 0.87 0.80
の S % 0.05 0.17フ亡
f O % 38.47 37.31
組 CZ % 1.05 0.39成
Steuerの 式 による 可燃分低位 Kcal/㎏ 5,130 5,196
発 熱 量
乾物の 高分子類ツ燃分@紙
%% 25.9
S1.1
18.1
P5.5
物 布 類 % 1.4 3.1
川 木刑類 % 6.7 ・15.4
組 ちゅう介 % 10.2 0.0
成 その他 % 5.5 4.0
不燃分 % 9.2 13.9
図6.3 二次燃焼空気の吹き込み口
一194一
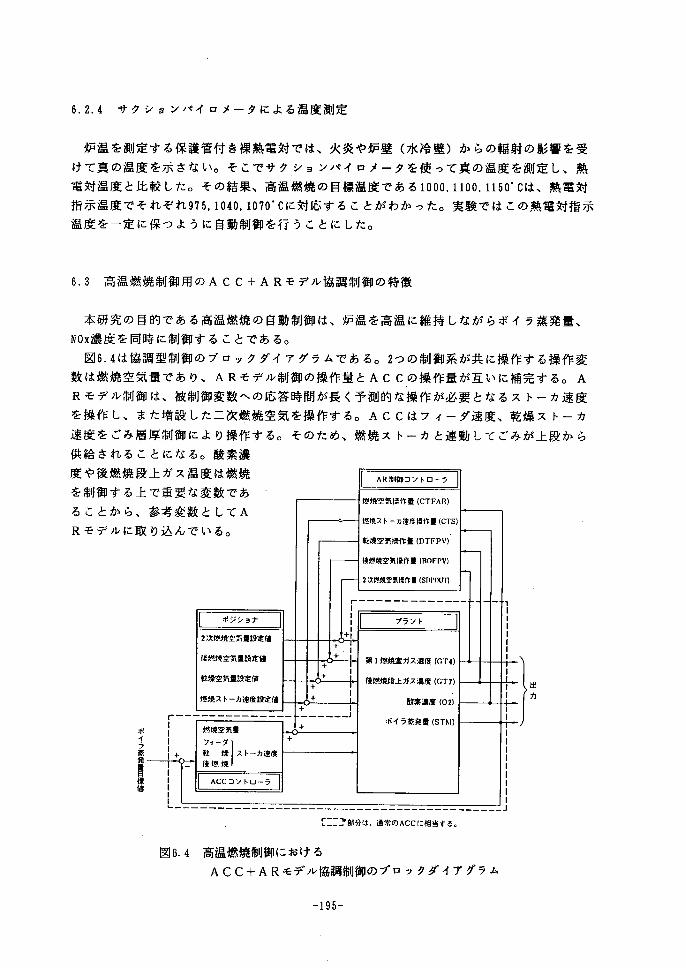
6.2.4 サクションパイロメータによる温度測定
炉温を測定する保護管付き裸熱電対では、火炎や炉壁(水冷壁)からの輻射の影響を受
けて真の温度を示さない。そこでサクションパイロメータを使って真の温度を測定し、熱
電対温度と比較した。その結果、高温燃焼の目標温度である1000, 1100,1150°Cは、熱電対
指示温度でそれぞれ975,1040,1070’Cに対応することがわかった。実験ではこの熱電対指示
温度を一定に保つように自動制御を行うことにした。
6.3 高温燃焼制御用のACC+ARモデル協調制御の特徴
本研究の目的である高温燃焼の自動制御は、炉温を高温に維持しながらボイラ蒸発量、
NOx濃度を同時に制御することである。
図6.4は協調型制御のブロックダイアグラムである。2っの制御系が共に操作する操作変
数は燃焼空気量であり、ARモデル制御の操作量とACCの操作量が互いに補完する。A ノRモデル制御は、被制御変数への応答時間が長く予測的な操作が必要となるストーカ速度
を操作し、また増設した二次燃焼空気を操作する。ACCはフィーダ速度、乾燥ストーカ
速度をごみ層厚制御により操作する。そのため、燃焼ストーカと連動してごみが上段から
供給されることになる。酸素濃
AR制御コントローラ上ガス温度は燃焼
ナ重要な変数であ
Q考変数としてA
闕桙�ナいる。
燃焼空気操作量(CTFAR)
R焼ストーカ速度操作量{CTS}
」燥空気操作量(DTFPV)
續R焼空気操作量(BOFPV)
Q次燃焼空翫棲作■{SDPO【m
1-一一一一一一一一一
ポジショナ プラント
I
@l@I@l+l I
十十
2次燃焼空気量設定値
續R焼空気口設定値
」燥空気■設定値
R焼ストーカ速度設定値
十+ 1
十十 1
第1燃焼室ガス温度(GT引
續R規段上ガス温度(CT7)
@ 酸秦鴻度(02)
@ ボイラ蒸発量(STM)
1
f-一一一一一一一一一一一一一一
十______」
¥lllll+
燃焼空気璽
奄券香E・…・十
一
ACCコントローラ
」____________ ______________________」
出カ
ー
[:二⊃部分は,通常のACCに相当する。
図6.4 高温燃焼制御における
ACC+ARモデル協調制御のブロックダイアグラム
一195一
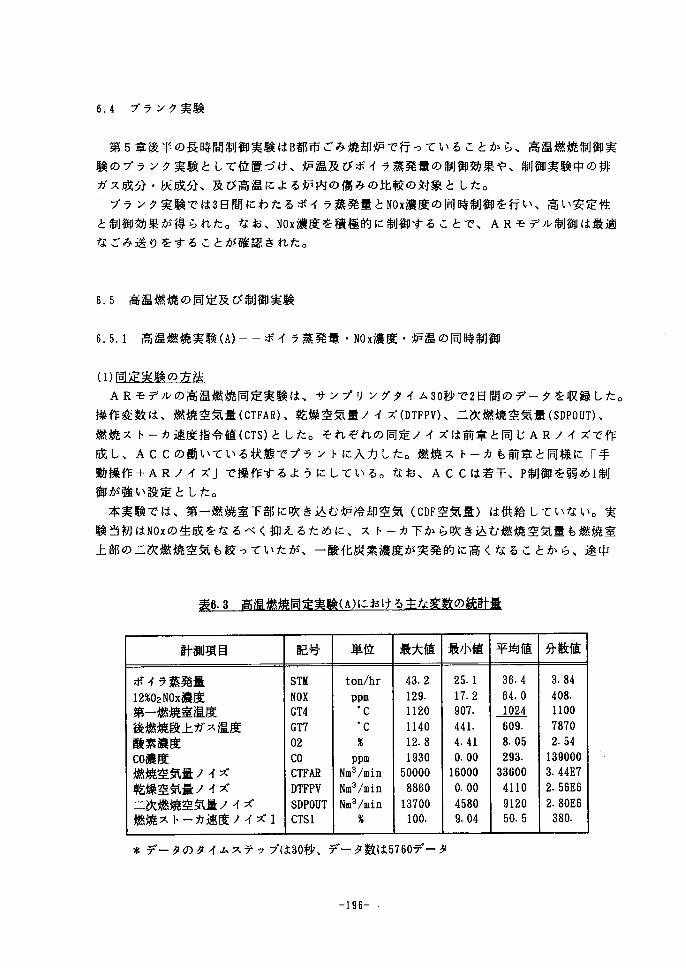
6.4 ブランク実験
第5章後半の長時間制御実験はB都市ごみ焼却炉で行っていることから、高温燃焼制御実
験のブランク実験として位置づけ、炉温及びボイラ蒸発量の制御効果や、制御実験中の排
ガス成分・灰成分、及び高温による炉内の傷みの比較の対象とした。
ブランク実験では3日間にわたるボイラ蒸発量とNOx濃度の同時制御を行い、高い安定性
と制御効果が得られた。なお、NOx濃度を積極的に制御することで、 A Rモデル制御は最適
なごみ送りをすることが確認された。
6.5 高温燃焼の同定及び制御実験
6.5.1 高温燃焼実験(A)一一ボイラ蒸発量・NOx濃度・炉温の同時制御
(1)1亟一 ARモデルの高温燃焼同定実験は、サンプリングタイム30秒で2日間のデータを収録した。
操作変数は、燃焼空気量(CTFAR)、乾燥空気量ノイズ(DTFPV)、二次燃焼空気量(SDPOUT)、
燃焼ストーカ速度指令値(CTS)とした。それぞれの同定ノイズは前章と同じARノイズで作
成し、ACCの働いている状態でプラントに入力した。燃焼ストーカも前章と同様に「手
動操作+ARノイズ」で操作するようにしている。なお、ACCは若干、P制御を弱め1制
御が強い設定とした。
本実験では、第一燃焼室下部に吹き込む炉冷却空気(CDF空気量)は供給していない。実
験当初はNOxの生成をなるべく抑えるために、ストーカ下から吹き込む燃焼空気量も燃焼室
上部の二次燃焼空気も絞っていたが、一酸化炭素濃度が突発的に高くなることから、途中
6.3 口 (A)における主な の
計測項目 記号 単位 最大値 最小値 平均値 分散値
ボイラ蒸発量 STH ton/hr 43.2 25.1 36.4 3.84
12%02NOx濃度 NOX ppm 129. 17.2 64.0 408.
第一燃焼室温度 GT4 ’C 1120 907. 1024 1100
一後燃焼段上ガス温度 GT7 ’C 1140 441. 609. 7870
酸素濃度 02 % 12.8 4.41 8.05 2.54
CO濃度 CO PP皿1930 0.00 293. 139000
燃焼空気量ノイズ CTFAR Nm3/皿in 50000 16000 33600 3.44E7
乾燥空気量ノイズ DTFPV N皿3/咀n 8860 0.00 4110 2.56E6
二次燃焼空気量ノイズ SDPOUT N皿3/皿in 13700 4580 9120 2.80E6
燃焼ストーカ速度ノイズ1 CTS1 % 100. 9.04 50.5 380.
*データのタイムステップは30秒、データ数は5760データ
一196一
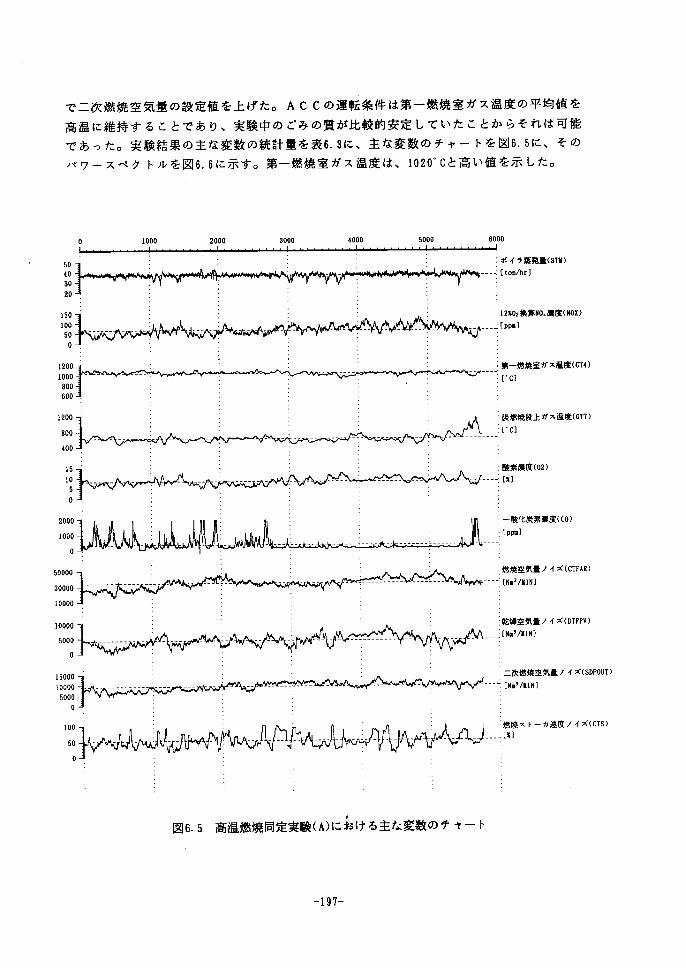
で二次燃焼空気量の設定値を上げた。ACCの運転条件は第一燃焼室ガス温度の平均値を
高温に維持することであり、実験中のごみの質が比較的安定していたことからそれは可能
であった。実験結果の主な変数の統計量を表6.3に、主な変数のチャートを図6.5に、その
パワースペクトルを図6.6に示す。第一燃焼室ガス温度は、1020°Cと高い値を示した。
0 1000 2000 3000 4000 5000 6000
0000COO5
:ボイラ蒸発量(STM)
1200
1000i800
600 .
1200
800
400
5050
!12驚02換蜘0濃度(NOX)
一一蝌Xロ…1・…
i第一燃焼室ガス温度《GT4)
i[℃〕
i後燃焼段上ガス温度(GT7)
:[・C]
i酸素濃度(02)
1::iw⌒.一_soeeo
30000
10000
10000
5000
0
lsooe
10000
5000
0100
50
0
一一一一一一一P[x]
i一酸化炭素濃度(CO)
i[PP・]
:燃焼空気量ノイズ(CTFAR)
一←’⇔堰mNm3/副旧
.乾燥空気量ノイズ(DTFPV)
:[Nm3/MIN]
:二次燃焼空気量ノイズ(SDPOUT)
一“一 u[Na3/N[Nユ
燃焼ストーカ速度ノイズ(CTS).一一一[x]
一一 煤@ → 一一
が図6.5 高温燃焼同定実験(A)における主な変数のチャート
一・ P97一
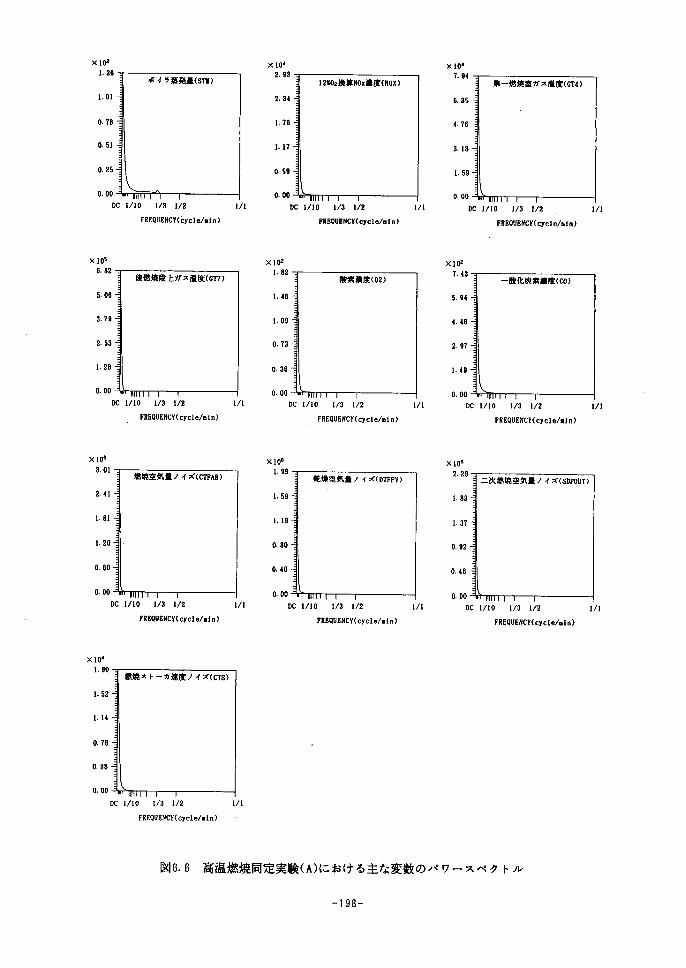
り
〆乏0
1
X
6150D7
5
0
0
2
50016×
6
00
0
7
5
nd
352
261
000
l
1
0
8
2
×
060
oo0
㏄
0
2ら
ーo
kL
×
141
670
380
000
㏄
ボイラ蒸発量(STV)
1/10 1/3 1/2
FREQUENCY(cycle/tin)
後燃焼段上ガス温度(GT7}
㌦㌫㌫。。,
燃焼空気量ノイズ(㏄FAR>
1/10 1/3 1/2
FREQUENCV(cycEe!■in)
燃焼ストーカ速度ノイズ(CTS)
1/10 1/3 1/2
FREQUENCY(cycle/ロ1n)
図6.6
1!1
1/1
1/1
1/1
一.3
4912×
432
671
71L
950
000
D
X
6 03 00 0
CD
9
8911
×
000
CD
12駕02換算NOx濃度(NOX)
1/10 t!3 1/2
FREQUENCV(cycl6/min)
1!10 1/3 1/2
FREqUENCγ(cycle/■ln)
乾撮空気量ノイズ⑱TFPV)
1!10 1!3 1/2
FREqVENCY(cyc16/■ln)
一・198・一
1!1
1!1
1/1
4
40》17
×
一, 56890D
50
346790D
2
1
0
X
08
Q839
X
640
C
ODOO
0㏄嵐温スガ室焼燃一第
め吋8/d聾Kκ帖80H奄
旬㏄度浪素炭化酸一
」…ω018/d聾駅舵㎎Eq甜
刊ou抑⑱ズイノ量気空焼燃次二
ゆ副8/010Kκ堀εqm
高温燃焼同定実験(A)における主な変数のパワースペクトル
ロ/1
ロ!1
/1
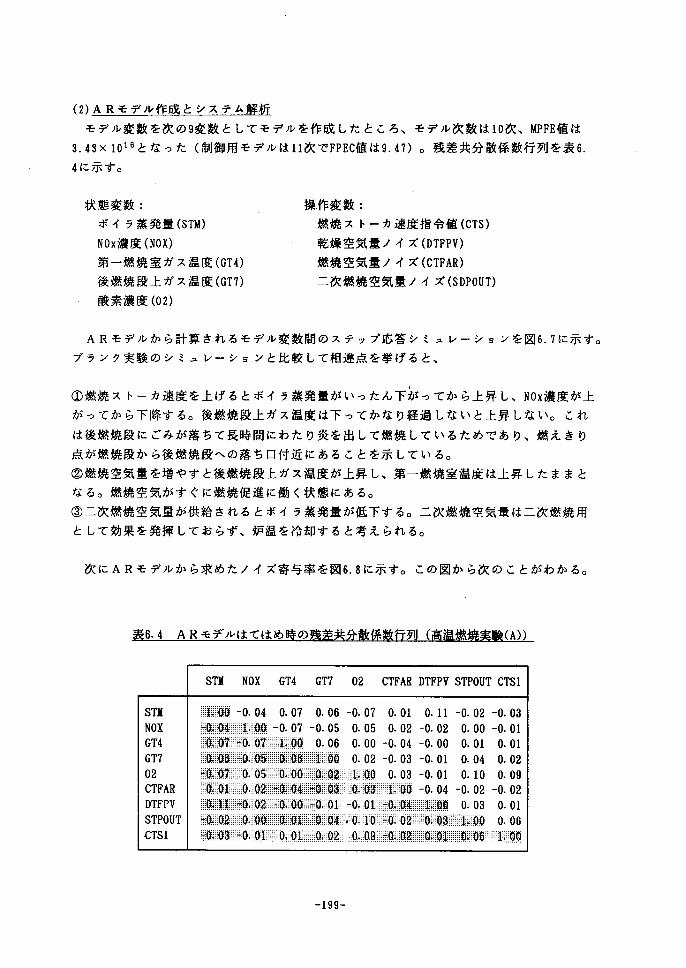
(2)ARモデル とシステム
モデル変数を次の9変数としてモデルを作成したところ、モデル次数は10次、MPFE値は
3.43×1016となった(制御用モデルは11次でFPEC値は9.47)。残差共分散係数行列を表6.
4に示す。
状態変数:
ボイラ蒸発量(STM)
NOx濃度(NOX)
第一燃焼室ガス温度(GT4)
後燃焼段上ガス温度(GT7)
酸素濃度(02)
操作変数:
燃焼ストーカ速度指令値(CTS)
乾燥空気量ノイズ(DTFPV)
燃焼空気量ノイズ(CTFAR)
二次燃焼空気量ノイズ(SDPOUT)
ARモデルから計算されるモデル変数間のステップ応答シミュレーションを図6.7に示す。
ブランク実験のシミュレーションと比較して相違点を挙げると、
ナ①燃焼ストーカ速度を上げるとボイラ蒸発量がいったん下がってから上昇し、NOx濃度が上
がってから下降する。後燃焼段上ガス温度は下ってかなり経過しないと上昇しない。これ
は後燃焼段にごみが落ちて長時間にわたり炎を出して燃焼しているためであり、燃えきり
点が燃焼段から後燃焼段への落ち口付近にあることを示している。
②燃焼空気量を増やすと後燃焼段上ガス温度が上昇し、第一燃焼室温度は上昇したままと
なる。燃焼空気がすぐに燃焼促進に働く状態にある。
③二次燃焼空気量が供給されるとボイラ蒸発量が低下する。二次燃焼空気量は二次燃焼用
として効果を発揮しておらず、炉温を冷却すると考えられる。
次にARモデルから求めたノイズ寄与率を図6.8に示す。この図から次のことがわかる。
64 ARモデルはてはめ の 、ノー �i’、 (A))
STK NOX GT4 GT7 02 CTFAR DTFPV STPOUT CTS1
STH 1 o③ 一〇.04 0.07 0.06 一〇.07 0.01 0.11 一〇.02 一〇.03
NOX o 倒 1俳 一〇.07 一〇.05 0.05 0.02 一〇.02 0.00 一〇.01
GT4 o o才 o瞬 100 0.06 0.00 一〇.04 一〇.00 0.01 0.01
GT7 ぴ06 ぴ鴨 00B 100 0.02 一〇.03 一〇.01 0.04 0.02
02 o 0? oo5 ooo oo2 100 0.03 一〇.01 0.10 0.09
CTFAR o OI ③02 oo4 oo3 o時 100 一〇.04 一〇.02 一〇.02
DTFPV o II oo2 ooo oo1 001 oo4 ⊥oo 0.03 0.01
STPOUT o 02 αoo oo1 oo4 010 o促 003 100 0.06
CTS 1 o 03 001 oo1 002 009 0舵 oo1 006 100
一199一
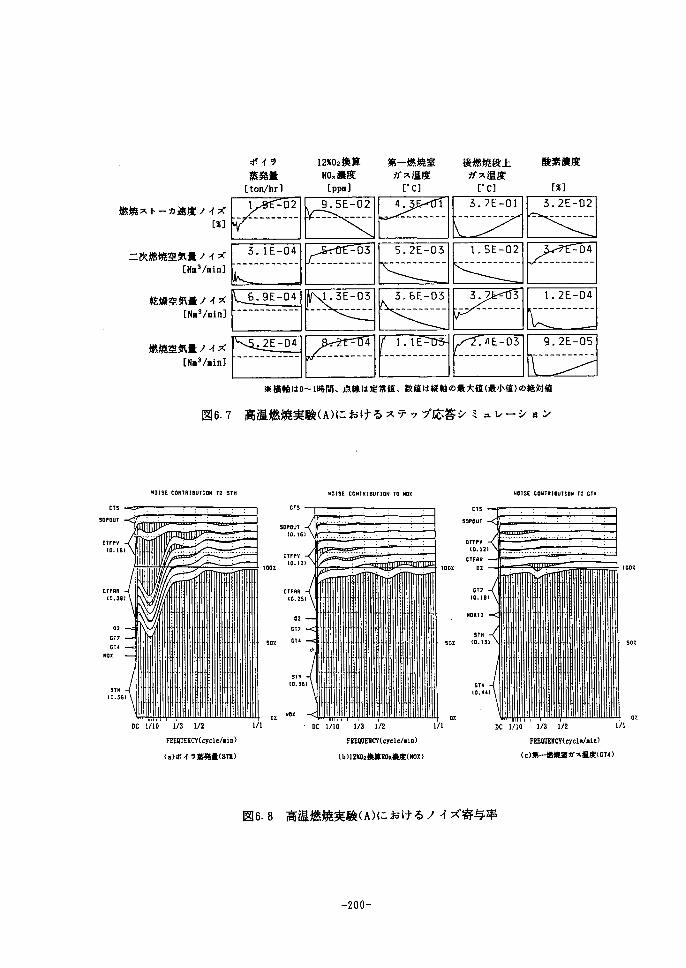
燃焼ストーカ速度ノイズ
[x]
二次燃焼空気量ノイズ [N皿3/min]
乾燥空気量ノイズ [Nm3/回in]
燃焼空気量ノイズ
[Nm3/ロin]
図6.7
ボイラ
蒸発量[ton/hr]
1 -02
3.IE-04
6.9E-04
.2E-04
12×02換算
NO. N度
[ppm]
9.5E-02
. LO3
1.3E-03
. - 4
第一燃焼室
ガス温度
rc】
4.3 1
5.2E・-03
3.6E-03
1.1E一
後燃焼段上
ガス温度
[℃]
酸素濃度
[x]
5.フE-01ゥ 一 一 一 一 一 ← 一 一
5.2E-02` - 一 一 一 一 一 一 一
LsE-02Q A - 一 一 一 一 一 一 ← 一
一〇4
|一←A-一一一一一
3.フ ー 3
|一~一一一一一一一
1.2E-04s A - - r - 一 一 一 一 一
.4E-03黶@一 一 一 一 一 一 一 一 一 一
9.2E-05` r - 一 一 一 一 一 一 へ 一
tτs
SOPOUT
o†’pv
lO.16)
CImR lo.58
02 CT7 cτ4
日駆
STH 口.s5
NOISE ceNTRI6Url“Te STM
※横軸はO~1時間、点線は定常値、数値は縦軸の最大値(最小値}の絶対値
高温燃焼実験(A)におけるステップ応答シミュレーション
DC 1!10 1!3 1!2 1!1
nEOUENCY(eycle1阻in)
(a)ボイラ蒸発量(S皿)
eTS
SOPOUT to.16j
OTFpv tO.12tOOZ
tTFnR ⑯0.25
e2 CT7so’t aT4
ST賄 10.56
蒔肛 02
図6.8
NOTSE CONTRISUTハON TO H6x
tDDX
50z
CTS
50’ouτ
oτ亨PΨ
(0.12
C†FAR
o2
6Tフ 10.19
制0期2
、1!1,
、;ll4
NOISE CONTRI6UTIeN Te c†4
too’z
oぼ DC 1!10 1!3 1/2 1/1 DC 1/10 1/3 1/2 1/1
PREQ∬EN百(cycle/■ln) FREQUENcr(tycle/●in)
(b)12竃02換算NOz浪度(NOX) (c)第一燃焼室ガス温度(6T4)
高温燃焼実験(A)におけるノイズ寄与率
50’t
ox
一200-一
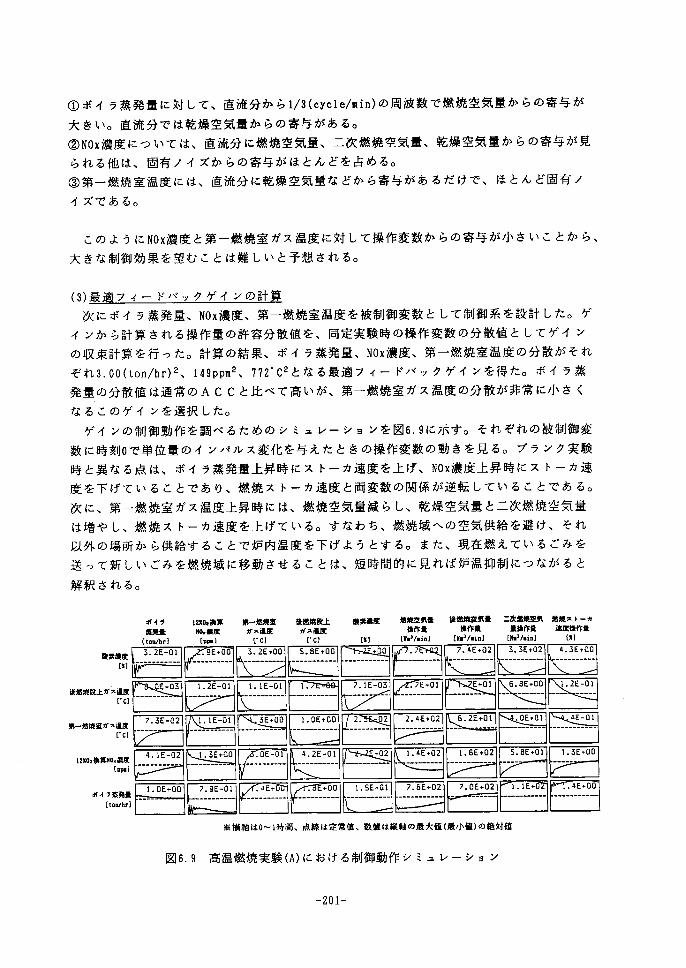
①ボイラ蒸発量に対して、直流分から1/3(cycle/min)の周波数で燃焼空気量からの寄与が
大きい。直流分では乾燥空気量からの寄与がある。
②NOx濃度にっいては、直流分に燃焼空気量、二次燃焼空気量、乾燥空気量からの寄与が見
られる他は、固有ノイズからの寄与がほとんどを占める。
③第一燃焼室温度には、直流分に乾燥空気量などから寄与があるだけで、ほとんど固有ノ
イズである。
このようにNOx濃度と第一燃焼室ガス温度に対して操作変数からの寄与が小さいことから、
大きな制御効果を望むことは難しいと予想される。
(3)最 フィードバックゲインの計
次にボイラ蒸発量、NOx濃度、第一燃焼室温度を被制御変数として制御系を設計した。ゲ
インから計算される操作量の許容分散値を、同定実験時の操作変数の分散値としてゲイン
の収束計算を行った。計算の結果、ボイラ蒸発量、NOx濃度、第一燃焼室温度の分散がそれ
ぞれ3.00(ton/hr)2、149ppm2、772’ C2となる最適フィードバックゲインを得た。ボイラ蒸
発量の分散値は通常のACCと比べて高いが、第一燃焼室ガス温度の分散が非常に小さく
なるこのゲインを選択した。
ゲインの制御動作を調べるためのシミュレーションを図6.9に示す。それぞれの被制御変
数に時刻0で単位量のインパルス変化を与えたときの操作変数の動きを見る。プランク実験
時と異なる点は、ボイラ蒸発量上昇時にストーカ速度を上げ、NOx濃度上昇時にストーカ速
度を下げていることであり、燃焼ストーカ速度と両変数の関係が逆転していることである。
次に、第一燃焼室ガス温度上昇時には、燃焼空気量減らし、乾燥空気量と二次燃焼空気量
は増やし、燃焼ストーカ速度を上げている。すなわち、燃焼域への空気供給を避け、それ
以外の場所から供給することで炉内温度を下げようとする。また、現在燃えているごみを
送って新しいごみを燃焼域に移動させることは、短時間的に見れば炉温抑制にっながると
解釈される。
ポイヲ !2XOt換算 衷発量 Nor農度 〔ton/hr] 【PPP】
3.2E-01 ・ E令0酸素浪度
t竃】
第一燧焼室
ガス温度
【’C1
3.2E◆00
後燃焼段上
ガス温度
rcl5.8E+00
岐素濃度 造鐸目!気量
撮作量〔刈 [H■:!●in]
. +OO .フ
後燃焼空気量
操作量【N・3/蜘】
フ.4E+02
二次燃焼空気
量操作貴〔Nt3ノ・in】
3.E+02
懲焼ストーカ
速度操作量
[s】
4.3E◆OO
後糎上。ia,r E-・3 LE-・1 LE-°1 L フ・E’°3・フE+°1 E◆°16・E◆°°1・2E-°1
[’Cl
フ.3E-02 1. E-01 3E◆00第一燈焼室ガス温度
rC】
4. E-02 1.3E+0012男02換算HOx浪度
【ロ阻〕
ボィ ヌ言
1.OEtOO 2. -02
. E-01 4.2E-01 . -02
1・OE◆00 フ. E-01 .4E+ . +00 1. E-01
2.4E◆02
1.4E◆02
フ.6E+02
6・2 d:三
1.6E◆02
. E令01 4E-Ol
一一三:E◆°と 1.3EtOO
フ.OE+02 1. E+O .aE◆OO
※横軸は0~1時間、点線は定常値、数値は縦軸の最大値(最小値)の絶対値
図6.9 高温燃焼実験(A)における制御動作シミュレーション
一201一
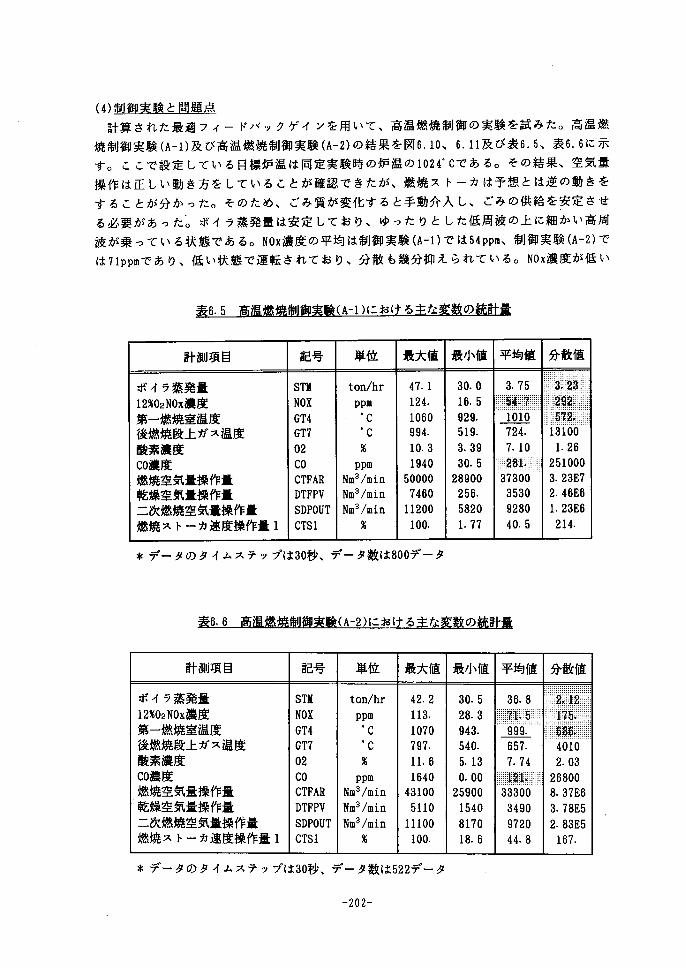
(4)制t 験と。題点
計算された最適フィードバックゲインを用いて、高温燃焼制御の実験を試みた。高温燃
焼制御実験(A-1)及び高温燃焼制御実験(A-2)の結果を図6.10、6.11及び表6.5、表6.6に示
す。ここで設定している目標炉温は同定実験時の炉温の1024’Cである。その結果、空気量
操作は正しい動き方をしていることが確認できたが、燃焼ストーカは予想とは逆の動きを
することが分かった。そのため、ごみ質が変化すると手動介入し、ごみの供給を安定させ
る必要があった6ボイラ蒸発量は安定しており、ゆったりとした低周波の上に細かい高周
波が乗っている状態である。NOx濃度の平均は制御実験(A-1)では54ppm、制御実験(A-2)で
は71ppmであり、低い状態で運転されており、分散も幾分抑えられている。 NOx濃度が低い
6.5 (A-1)における主な’の
計測項目 記号 単位 最大値 最小値 平均値 分散値
ボイラ蒸発量 STH ton/hr 47.1 30.0 3.75 32312%02NOx濃度 NOX ppm 124. 16.5 547 292
第一燃焼室温度 GT4 ’C 1060 929. 1010 572
一後燃焼段上ガス温度 GT7 ’C 994. 519. 724. 13100
酸素濃度 02 % 10.3 3.39 7.10 1.26
CO濃度 CO PP皿1940 30.5 28↓ 251000
燃焼空気量操作量 CTFAR Nm3/min 50000 28900 37300 3.23E7
乾燥空気量操作量 DTFPV N皿3/皿in 7460 256. 3530 2.46E6
二次燃焼空気量操作量 SDPOUT N瓜3/皿in 11200 5820 9280 1.23E6
燃焼ストーカ速度操作量1 CTS 1 % 100. 1.77 40.5 214.
*データのタイムステップは30秒、データ数は800データ
66 (A-2)における主な の
計測項目 記号 単位 最大値 最小値 平均値 分散値
ボイラ蒸発量 STH ton/hr 42.2 30.5 36.8 21212%02NOx濃度 NOX PP皿 113. 28.3 715 175
第一燃焼室温度 GT4 ゜C 1070 943. 999 686
後燃焼段上ガス温度 GT7 ’C 797. 540. 657. 4010
酸素濃度 02 % 11.6 5.13 7.74 2.03
CO濃度 COPP皿 1640 0.00 ↓幻 26800
燃焼空気量操作量 CTFAR N皿3/皿in 43100 25900 33300 8.37E6
乾燥空気量操作量 DTFPV Nm3/min 5110 1540 3490 3.78E5
二次燃焼空気量操作量 SDPOUT N㊤3/皿in 11100 8170 9720 2.83E5
燃焼ストーカ速度操作量1 CTS 1 % 100. 18.6 44.8 167.
*データのタイムステップは30秒、データ数は522データ
一202一
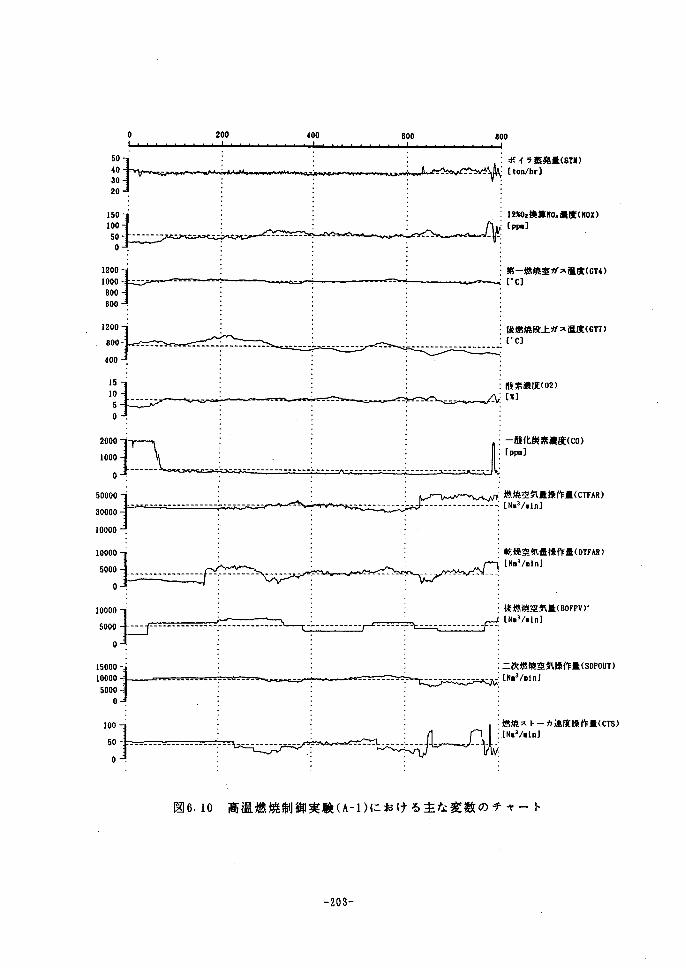
0 200 400 600 800
一.
000050eO11
iOOOOOOOO11
ヨoo
盾盾
o
84
0501
0000
00003
0005
0005
00000000051
0 1
…㍍藷発量(s”)
12SO2換算NOx濃度(NOX)
iEPP・】
:第一燃焼室ガス温度(6T4)
[’C】
・後燃焼段上ガス温度(CT7)
【’C】
瀞耽゜2)
:一酸化炭素濃度(CO)
【PP田]
li’燃焼蜘操作量(CTFAR)
…ぞ ……
i乾燥空気量操作量⑩TFAR)
〔Nm3/min】
i欝力瀞且(B°Fp”’
:二次燃焼空気操作量(SDPOUT)
:【N■3!nin]
:燃焼ストーカ速度操作量(CTS) i’[NnS/nt”]
6.10 高温燃焼制御実験(A-1)における主な変数のチャート
203一
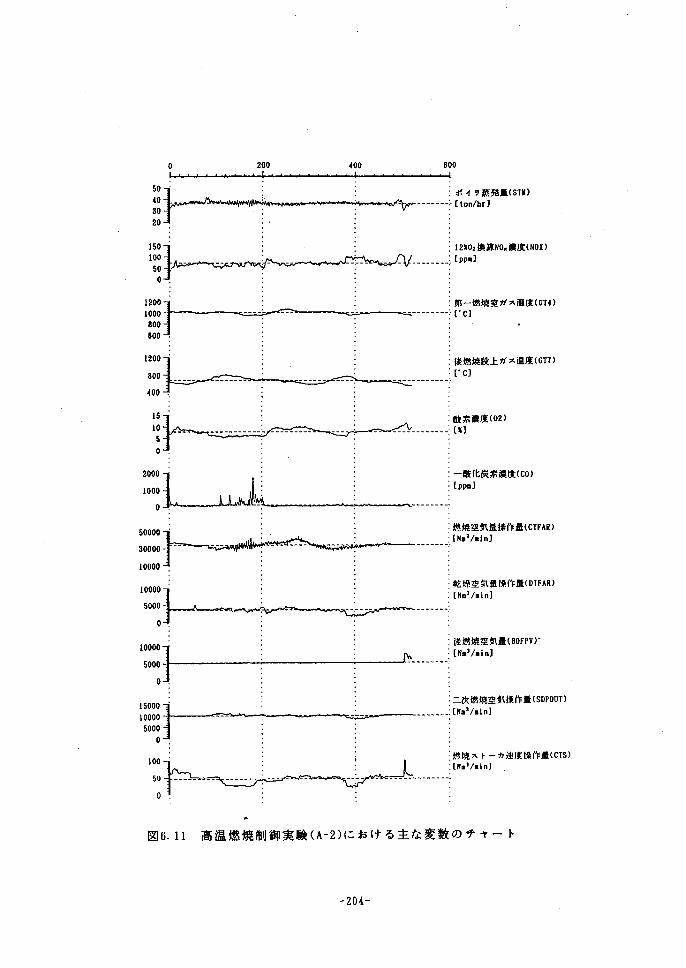
0 200 400 BOO
ii
}iiト
liii
《
ii
l::i
50000
30000 :
loooe
10000
5000 -
0
10000
i靭ラmsva量(STN)
一一一一一一一:・【ton!hr]
: 12×02換算NO.渡度(NOX)
_ . _一一一⇒一一r:.【PP●]
i第_燃焼翻。温度(。T4)
……-i「Cl. .
:後燃焼段上ガス温度(GT7)
:rC]
i鼓素農度(02) .一一一一一一一一一一一・.[x】
i一靴炭顯度(、。》
i【PP・J
:燃焼空気量操作量(CTFAR》
:IN●1!■in】
5000
0
15000
10000
5000
0
100
50
0
図6.11
・乾燥空気皿操作皿(DTFAR) iIN.・んin]
:後燃焼空気且(BOFPV)’
:【N■3/nin】
:二次燃焼空気操作量(SDPOUT)一,一一一一一1[Nm3んin】
:燃焼ストーカ三虫度操t乍量(CTS)
i[Nmi/・同
■
高温燃焼制御実験(A-2)における主な変数のチャート
ー204一
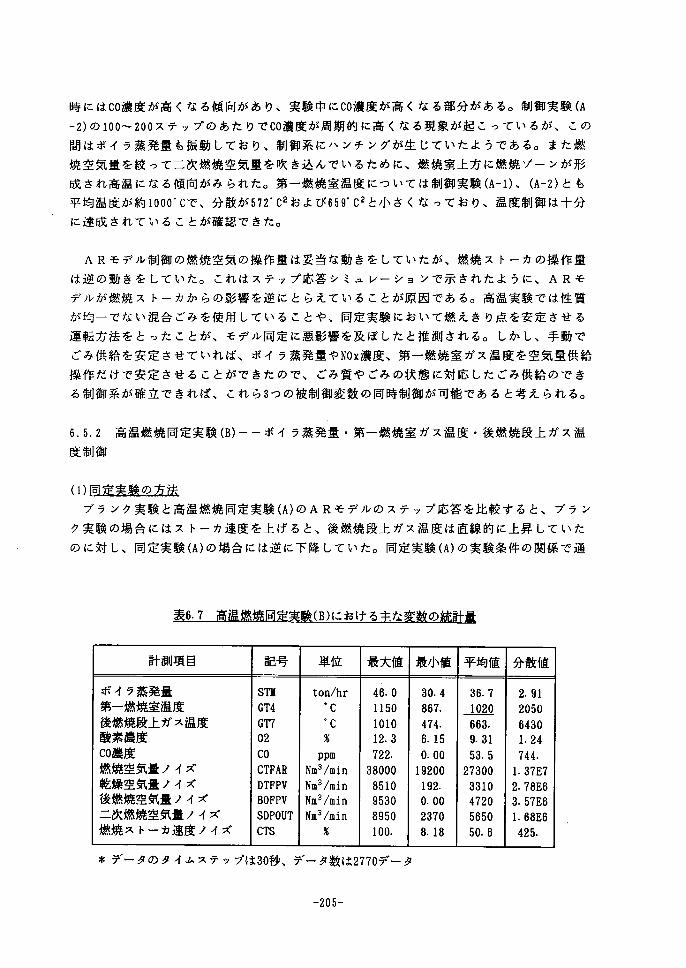
時にはCO濃度が高くなる傾向があり、実験中にCO濃度が高くなる部分がある。制御実験(A
-2)の100~200ステップのあたりでCO濃度が周期的に高くなる現象が起こっているが、この
間はボイラ蒸発量も振動しており、制御系にハンチングが生じていたようである。また燃
焼空気量を絞って二次燃焼空気量を吹き込んでいるために、燃焼室上方に燃焼ゾーンが形
成され高温になる傾向がみられた。第一燃焼室温度にっいては制御実験(A-1)、(A-2)とも
平均温度が約1000°Cで、分散が572°C2および659’C2と小さくなっており、温度制御は十分
に達成されていることが確認できた。
ARモデル制御の燃焼空気の操作量は妥当な動きをしていたが、燃焼ストーカの操作量
は逆の動きをしていた。これはステップ応答シミュレーションで示されたように、ARモ
デルが燃焼ストーカからの影響を逆にとらえていることが原因である。高温実験では性質
が均一でない混合ごみを使用していることや、同定実験において燃えきり点を安定させる
運転方法をとったことが、モデル同定に悪影響を及ぼしたと推測される。しかし、手動で
ごみ供給を安定させていれば、ボイラ蒸発量やNOx濃度、第一燃焼室ガス温度を空気量供給
操作だけで安定させることができたので、ごみ質やごみの状態に対応したごみ供給のでき
る制御系が確立できれば、これら3つの被制御変数の同時制御が可能であると考えられる。
6.5.2 高温燃焼同定実験(B)一一ボイラ蒸発量・第一燃焼室ガス温度・後燃焼段上ガス温
度制御
(1)IEIrel!pa!.Zi迭
ブランク実験と高温燃焼同定実験(A)のARモデルのステップ応答を比較すると、ブラン
ク実験の場合にはストーカ速度を上げると、後燃焼段上ガス温度は直線的に上昇していた
のに対し、同定実験(A)の場合には逆に下降していた。同定実験(A)の実験条件の関係で通
6.7 ’ が 口 (B)における主な’の 一
計測項目 記号 単位 最大値 最小値 平均値 分散値
ボイラ蒸発量 ST箪 ton/hr 46.0 30.4 36.7 2.91
第一燃焼室温度 GT4 ゜C 1150 867. 1020 2050
後燃焼段上ガス温度 GT7 ’C 1010 474.一663.
6430
酸素濃度 02 % 12.3 6.15 9.31 1.24
CO濃度 COPP皿 722. 0.00 53.5 744.
燃焼空気量ノイズ CTFAR Nm3/min 38000 19200 27300 1.37E7
乾燥空気量ノイズ DTFPV Nm3/皿in 8510 192. 3310 2.78E6
後燃焼空気量ノイズ BOFPV N皿3/min 9530 0.00 4720 3.57E6
二次燃焼空気量ノイズ SDPOUT N皿3/皿in 8950 2370 5650 1.68E6
燃焼ストーカ速度ノイズ CTS % 100. 8.18 50.6 425.
*データのタイムステップは30秒、データ数は2770データ
一205一
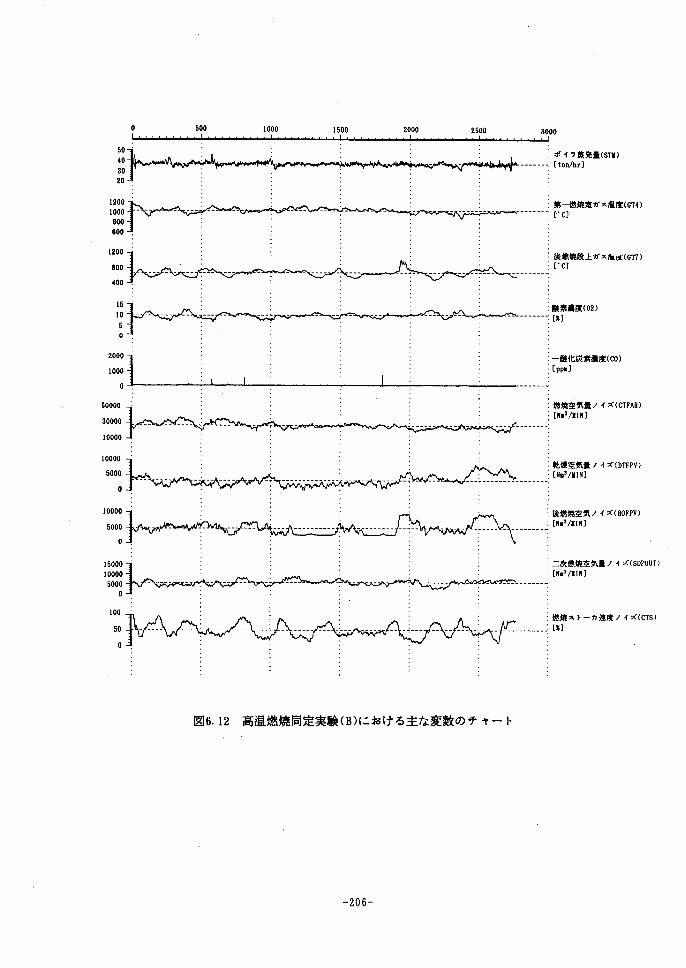
0 500 1000 1500 2000 2500 3000
0000
20
O0
W0
U0
Q0
W0
11
004
000 0
00 50
00003
00001
000000051
0
0 0
0
0 00 00 5
認㎜。㎜-。11
O
’“一 F ~
iボイラ醗量(STU)
一一一一一一一: [ton/hr]
:第一燃焼室ガス温度(GT4)
一一一⊥≡-rrc]
潴焼段上ガス甑衙)
:酸素濃度(02)
一“一一≡一』一 u国
一酸化炭素濃度(CO) :[PP■]
i燃焼空気量ノイズ(CTF^R)・【Nn3/巴川]
i罐幣・イズ・D酬
i後燃殿如イズ(B。FPV)
: [N●3/■IN]
i。___刊
[N■3/MIN】
i燃焼。,.樋、イ。、、rs)
_一__t/[s]
図6.12 高温燃焼同定実験(B)における主な変数のチャート
一206一
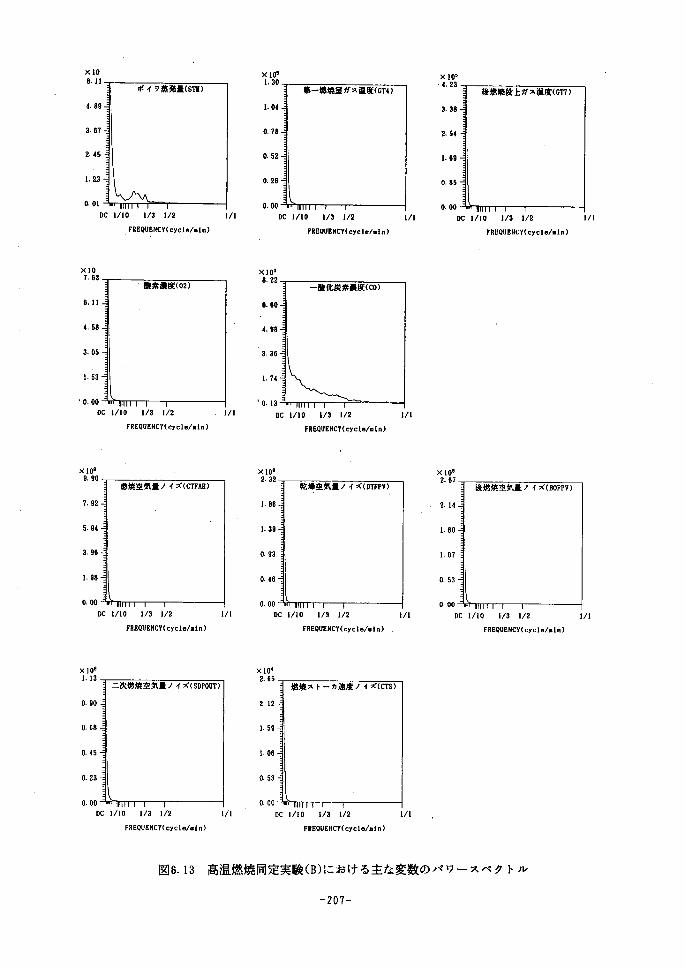
-0
P1
W9
×64
一.
763
45
u田01
×764310
802468刈駄τ53Lo
×100000
ボイラ蒸発量(STIt)
1/10 1/3 1/2
.FREQUPNcv《cy・1・ん加)
1!10 1/3 1/2 ,,EQU,NC,,c,,1。、,ln)「
燃焼鎮
諱@
1!10 1/3 1/2
FREQUENCY(cycle!●1n)
二次燃焼空気量ノイズ(SDPOUT)
1/10 1/3 1/2
FREQUE吋CY(cycl6!●1n}
図6.13
1!1
1/1
1/1
1/1
32
0
8
6
4
3D
060
×221100
CD
O“劇温スガ室焼燃一第
泊■1㎡61
12
s乃酬100
肥F
10〃
㎝嵐濃素炭化酸一
ω■1Md12
ゥ㌫…
の.即m刻イノ量気空燥.乾
ハ
㎝奴イノ度速カ一
トス焼燃
一720一
1!1
1!1
1/1
1!1
XlOb・4.23
3,3B
2.54
1.69
0.85
0.00
DC
×1082.67
2.14
1.60
1.07
0.53
0.00
DC
”67閲沮スガ上段焼燃後
111 ” 副 8/ 、01々聾1“ 舵13
Q Hlo〃
の即80奴イノ量気空焼燃
柏副61d㏄K鵬㎎¢Qn
高温燃焼同定実験(B)における主な変数のパワースペクト1レ
1/1
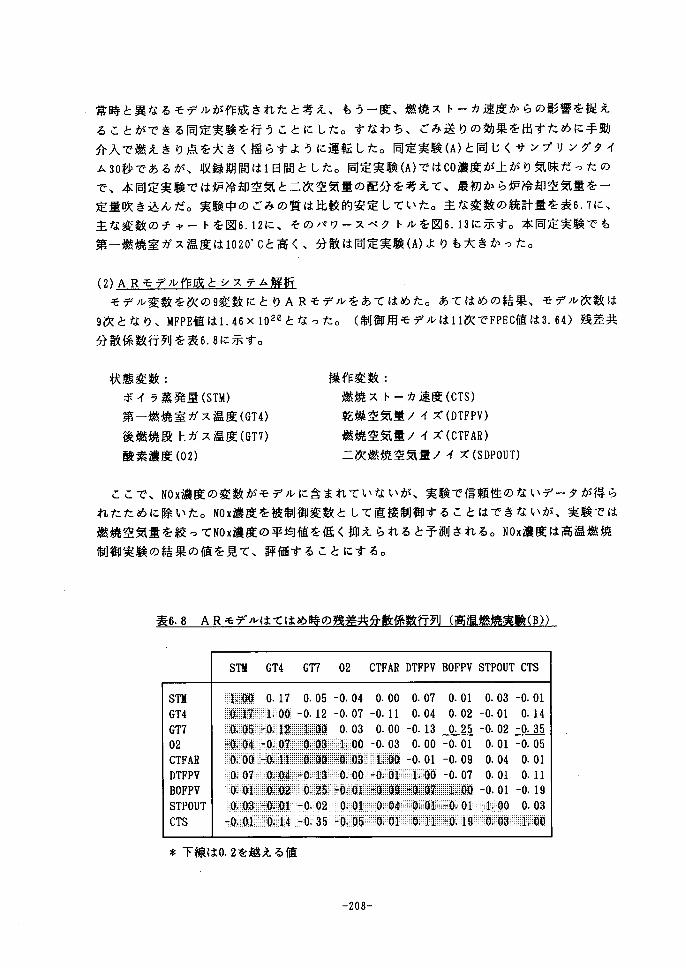
常時と異なるモデルが作成されたと考え、もう一度、燃焼ストーカ速度からの影響を捉え
ることができる同定実験を行うことにした。すなわち、ごみ送りの効果を出すために手動
介入で燃えきり点を大きく揺らすように運転した。同定実験(A)と同じくサンプリングタイ
ム30秒であるが、収録期間は1日間とした。同定実験(A)ではCO濃度が上がり気味だったの
で、本同定実験では炉冷却空気と二次空気量の配分を考えて、最初から炉冷却空気量を一
定量吹き込んだ。実験中のごみの質は比較的安定していた。主な変数の統計量を表6.7に、
主な変数のチャートを図6.12に、そのパワースペクトルを図6.13に示す。本同定実験でも
第一燃焼室ガス温度は1020°Cと高く、分散は同定実験(A)よりも大きかった。
(2)ARモデル とシステム
モデル変数を次の9変数にとりARモデルをあてはめた。あてはめの結果、モデル次数は
9次となり、MFPE値は1.46×IO2eとなった。 (制御用モデルは11次でFPEC値は3.64)残差共
分散係数行列を表6.8に示す。
状態変数:
ボイラ蒸発量(STM)
第一燃焼室ガス温度(GT4)
後燃焼段上ガス温度(GT7)
酸素濃度(02)
操作変数:
燃焼ストーカ速度(CTS)
乾燥空気量ノイズ(DTFPV)
燃焼空気量ノイズ(CTFAR)
二次燃焼空気量ノイズ(SDPOUT)
ここで、NOx濃度の変数がモデルに含まれていないが、実験で信頼性のないデータが得ら
れたために除いた。NOx濃度を被制御変数として直接制御することはできないが、実験では
燃焼空気量を絞ってNOx濃度の平均値を低く抑えられると予測される。 NOx濃度は高温燃焼
制御実験の結果の値を見て、評価することにする。
6.8 ARモデルはてはめ の 、 z一列 ( ’ 、 (B))
STH GT4 GT7 02 CTFAR DTFPV BOFPV STPOUT CTS
ST組 1 oぴ 0. 17 0.05 一〇.04 0.00 0.07 0.01 0.03 一〇.01
GT4 o 三7 1 o③ 一〇. 12 一〇.07 一〇.11 0.04 0.02 一〇.01 0.14
GT7 o 脆 o 12 1 oo 0.03 0.00 一〇.13 0.25 一〇.02 一〇.35
02 o 04 0 07 o 03 100 一〇.03 0.00 一〇.01 0.01 一〇.05
CTFAR o oぴ o 11 0 oo oo3 loo 一〇.Ol 一〇.09 0.04 0.01
DTFPV o 07 o 04 o 13 ooo oo1 100 一〇.07 0.01 0.11
BOFPV o 田 o 02 o 25 001 oo9 oo7 100 一〇.01 一〇.19
STPOUT o 03 住 o垂 0 02 001 004 001 oo1 100 0.03
CTS o 田 o 14 o 35 oo5 001 011 019 003 100
*下線はO. 2を越える値
一208一
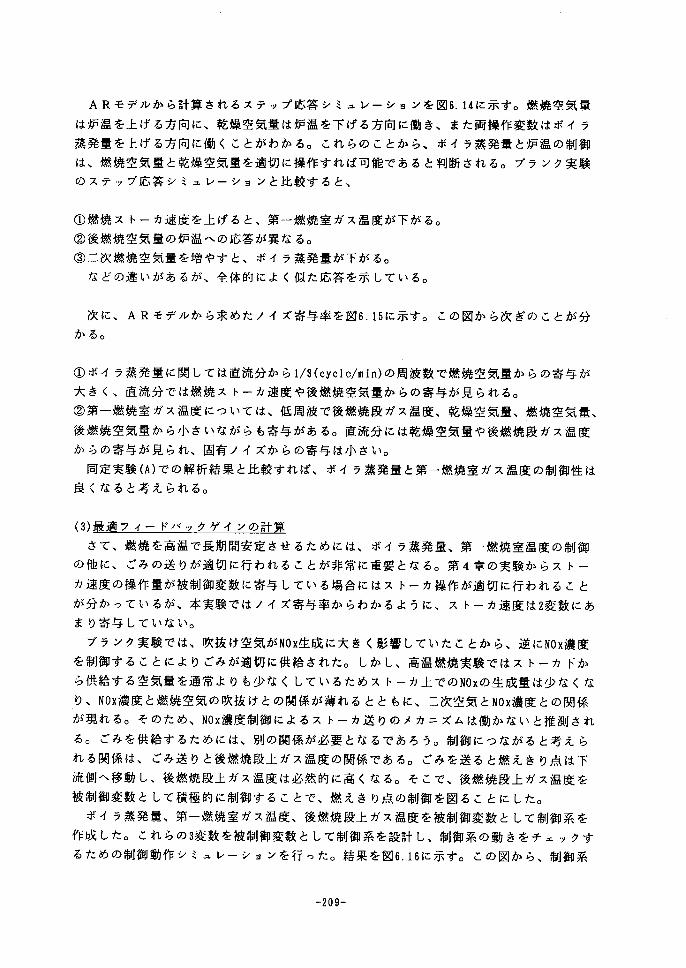
ARモデルから計算されるステップ応答シミュレーションを図6.14に示す。燃焼空気量
は炉温を上げる方向に、乾燥空気量は炉温を下げる方向に働き、また両操作変数はボイラ
蒸発量を上げる方向に働くことがわかる。これらのことから、ボイラ蒸発量と炉温の制御
は、燃焼空気量と乾燥空気量を適切に操作すれば可能であると判断される。ブランク実験
のステップ応答シミュレーションと比較すると、
①燃焼ストーカ速度を上げると、第一燃焼室ガス温度が下がる。
②後燃焼空気量の炉温への応答が異なる。
③二次燃焼空気量を増やすと、ボイラ蒸発量が下がる。
などの違いがあるが、全体的によく似た応答を示している。
次に、ARモデルから求めたノイズ寄与率を図6.15に示す。この図から次ぎのことが分
かる。
①ボイラ蒸発量に関しては直流分から1/3(cycle/min)の周波数で燃焼空気量からの寄与が
大きく、直流分では燃焼ストーカ速度や後燃焼空気量からの寄与が見られる。
②第一燃焼室ガス温度については、低周波で後燃焼段ガス温度、乾燥空気量、燃焼空気量、
後燃焼空気量から小さいながらも寄与がある。直流分には乾燥空気量や後燃焼段ガス温度
からの寄与が見られ、固有ノイズからの寄与は小さい。
同定実験(A)での解析結果と比較すれば、ボイラ蒸発量と第一燃焼室ガス温度の制御性は
良くなると考えられる。
(3) フィードバソクゲインの計
さて、燃焼を高温で長期間安定させるためには、ボイラ蒸発量、第一燃焼室温度の制御
の他に、ごみの送りが適切に行われることが非常に重要となる。第4章の実験からストー
カ速度の操作量が被制御変数に寄与している場合にはストーカ操作が適切に行われること
が分かっているが、本実験ではノイズ寄与率からわかるように、ストーカ速度は2変数にあ
まり寄与していない。
ブランク実験では、吹抜け空気がNOx生成に大きく影響していたことから、逆にNOx濃度
を制御することによりごみが適切に供給された。しかし、高温燃焼実験ではストーカ下か
ら供給する空気量を通常よりも少なくしているためストーカ上でのNOxの生成量は少なくな
り、NOx濃度と燃焼空気の吹抜けとの関係が薄れるとともに、二次空気とNOx濃度との関係
が現れる。そのため、NOx濃度制御によるストーカ送りのメカニズムは働かないと推測され
る。ごみを供給するためには、別の関係が必要となるであろう。制御にっながると考えら
れる関係は、ごみ送りと後燃焼段上ガス温度の関係である。ごみを送ると燃えきり点は下
流側へ移動し、後燃焼段上ガス温度は必然的に高くなる。そこで、後燃焼段上ガス温度を
被制御変数として積極的に制御することで、燃えきり点の制御を図ることにした。
ボイラ蒸発量、第一燃焼室ガス温度、後燃焼段上ガス温度を被制御変数として制御系を
作成した。これらの3変数を被制御変数として制御系を設計し、制御系の動きをチェックす
るための制御動作シミュレーションを行った。結果を図6.16に示す。この図から、制御系
一209一
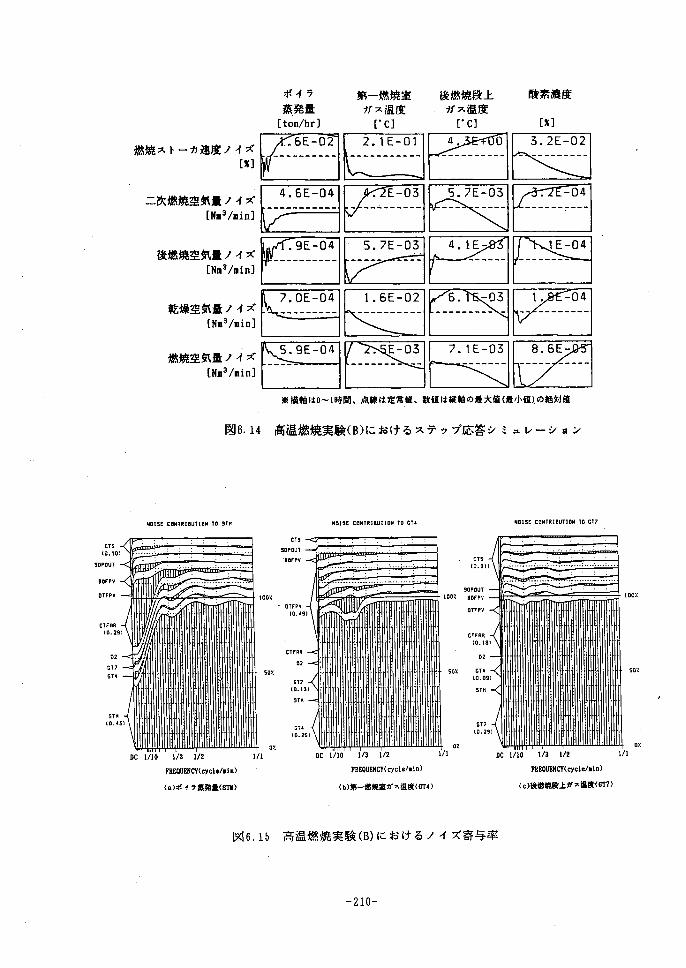
燃焼ストーカ速度ノイズ
[x]
二次燃焼空気量ノイズ
[Nm3/min]
後燃焼空気量ノイズ [N姐3/ロin]
乾燥空気量ノイズ [N皿3/皿in]
燃焼空気量ノイズ
[N皿3/匝in]
図6.14
ボイラ
蒸発量[ton/hr]
第一燃焼室
ガス温度
[’C]
後燃焼段上
ガス温度
[’C]
酸素濃度
[x]
..6E-02
| 一 A - ⇔ 一 一 一 一 A
2.1E-01早@ 一 一 A - 一 一 一 一 一 一
4. 0
f一一一一一一一一A
3.2E-02| 一 一 一 一 一 一 一 一 一
4.6E-04| 一 一 一 一 一 一 一 一 一 一
.E-03O 巳 一 一 一 一 へ 一 一 一
5.フE-03| 一 一 一 一 一 一 一
. -04
| 一 一 一 一 一 一 一 一 一
.9E-04
f ロ ー ∈ - q - 一 一 一
5・フE-05 4.1E一 1E-04| 一 一 一 一 一 一 一《 巳 一 〔 吟 一 一 一 一 三一⇔q一
フ.OE-04| 一 ■● 一 〔 ● 一 一 一
1.6E-02黶@ 一 一 ● 一 一 一 一 一 『
6. -03| 一 一 一 一 一 一 一 一 一
1. -04| 一 一 一 一 一 一 一 〔 一
S.9E-04 .E-03| 一 一 一 一 一 一 一 『 →
フ.1E-03 8.6E-黶@一 一 一 一 r - A - 一《 A 巳 一 一 一 一 一 A q - 一
※横軸は0~1時間、点線は定常値、数値は縦軸の最大値(最小値1の絶対値
高温燃焼実験(B)におけるステップ応答シミュレーシ目ン
、;ll。、
sopour
80’pv
OTFPV
CτF口R
lO,29
02 1;l
STH ‘0 45
周01Sε te開TRI8U†10N TO STH
CTS SOPOUT
eeFPV
100Z
’°1;11、
’tTfRR
o2SOX
t:!1、
STH
aT4 10Z5 0毘
DC 1!10 1/3 1!2 1!1
㎜口ENcry(口cleノ●in)
(a)ボイラ慕発量(㎝)
図6.15
NO】Sε CON†R】8Uτ10N †0 6†4
CTS lo.311
SOP口UτlOO’t. 80FPV
OτFPV
口怜R IO.18
025°z A;:;、
STH
GT7 lo 29
OZ
FREQUENCY(eycle/min)
(b)第一燃焼室ガス温度(GT4)
高温燃焼実験(B)におけるノイズ寄与率
一210一
周01Sε CONIRI6UTION IO C†7
toez
DC 1/10 1/3 1!2 1/! DC 1!10 1!3 1/2 1!1
FREQUENCV(cycle!nin)
(c)後懲焼段上ガス温度(GT7)
so’1.
’
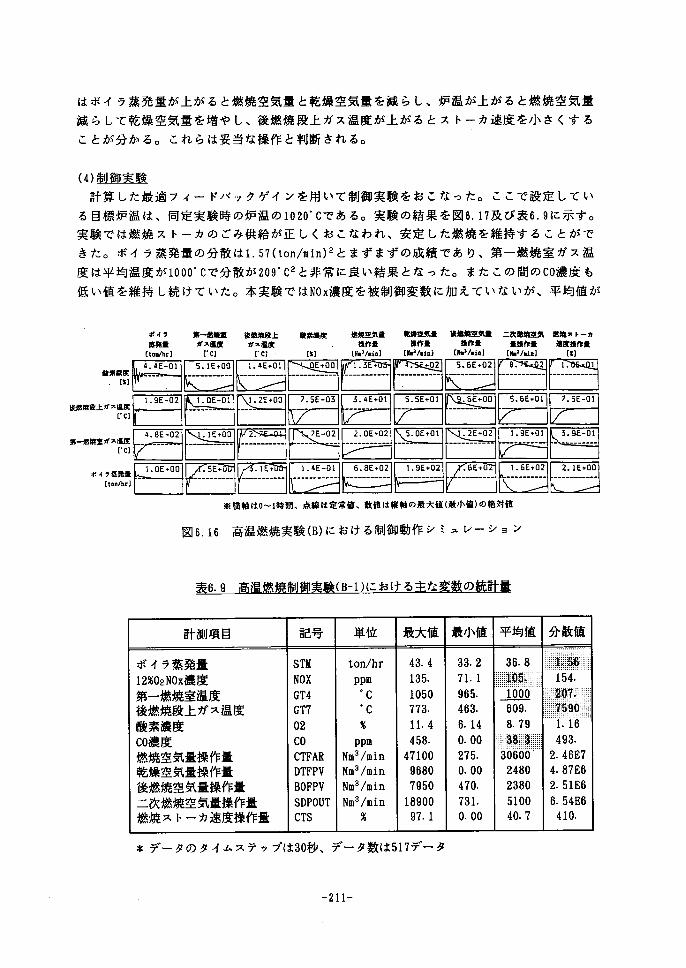
はボイラ蒸発量が上がると燃焼空気量と乾燥空気量を減らし、炉温が上がると燃焼空気量
減らして乾燥空気量を増やし、後燃焼段上ガス温度が上がるとストーカ速度を小さくする
ことが分かる。これらは妥当な操作と判断される。
(4)制御実験
計算した最適フィードバックゲインを用いて制御実験をおこなった。ここで設定してい
る目標炉温は、同定実験時の炉温の1020’Cである。実験の結果を図6.17及び表6.9に示す。
実験では燃焼ストーカのごみ供給が正しくおこなわれ、安定した燃焼を維持することがで
きた。ボイラ蒸発量の分散は1.57(ton/min)2とまずまずの成績であり、第一燃焼室ガス温
度は平均温度が1000’Cで分散が209’C2と非常に良い結果となった。またこの間のCO濃度も
低い値を維持し続けていた。本実験ではNOx濃度を被制御変数に加えていないが、平均値が
ボイ, 衷発量 〔tenth【]
4 ε一〇1酸素浪度 一一一
国
後燧焼段上ガス混度
〔’C]
1.E-02
篤一tBM 後焔焼段上 酸素提度 燃焼空気量 乾頒空気量
ガス直度 ガス温度【’C】 〔’C】
5. E今00 1. E+Ol
[Sl
E+OO
操作量 操作量[N・3/血] 【ぬ3/血】
1.F . t◆02
一一;≡一ξ’°1ぷ;E◆°°一一Z:i”°3-一{:-E+°1,一三E川
4. E-02 1. E+OO 2.第一也焼室ガス温度 一一一
rC]
ボイラ褒発量
【tonlhrユ
後櫓焼璽気量
操作量[ロ■s!■in】
5.6E噺02
二次蹴気 燃焼ストーカ
量操作量 遠度操作量
【N■sノ・in】 [S]
8. 2 1. 1
.6ε+00 5. E◆01 _1・E”°1
E’ X.1_1:.三:三一,i・E令゜1≡三ξ;三.-1:…:9-L 5:一¥一:三
1. E宇OO ・ E† . E? 1.4E-・01 6. EtO2 1. E◆02 .6E†0 1・ E宇02 2. E+OO
※横軸は0~1時間、点線は定常値、数値は縦軸の最大値(最小値}の絶対値
図6.16高温燃焼実験(B)における制御動作シミュレーション
6.9 温■、 ’ (B-1)における主な の
計測項目 記号 単位 最大値 最小値 平均値 分散値
ボイラ蒸発量 STH ton/hr 43.4 33.2 36.8 156
12%02NOx濃度 NOX ppm 135. 71.1 105 154.
第一燃焼室温度 GT4 ゜C 1050 965. 1000 207
後燃焼段上ガス温度 GT7 ’C 773. 463.一609, 75go
酸素濃度 02 % 11.4 6.14 8.79 1.16
CO濃度 CO PP皿 458. 0.00 錦3 493.
燃焼空気量操作量 CTFAR Nm3/皿in 47100 275. 30600 2.46E7
乾燥空気量操作量 DTFPV Nm3/㊤in 9680 0.00 2480 4.87E6
後燃焼空気量操作量 BOFPV N皿3/min 7950 470. 2380 2.51E6
二次燃焼空気量操作量 SDPOUT N皿3/min 18900 731. 5100 6.54E6
燃焼ストーカ速度操作量 CTS % 97.1 0.00 40.7 410.
*データのタイムステップは30秒、データ数は517データ
一211・一
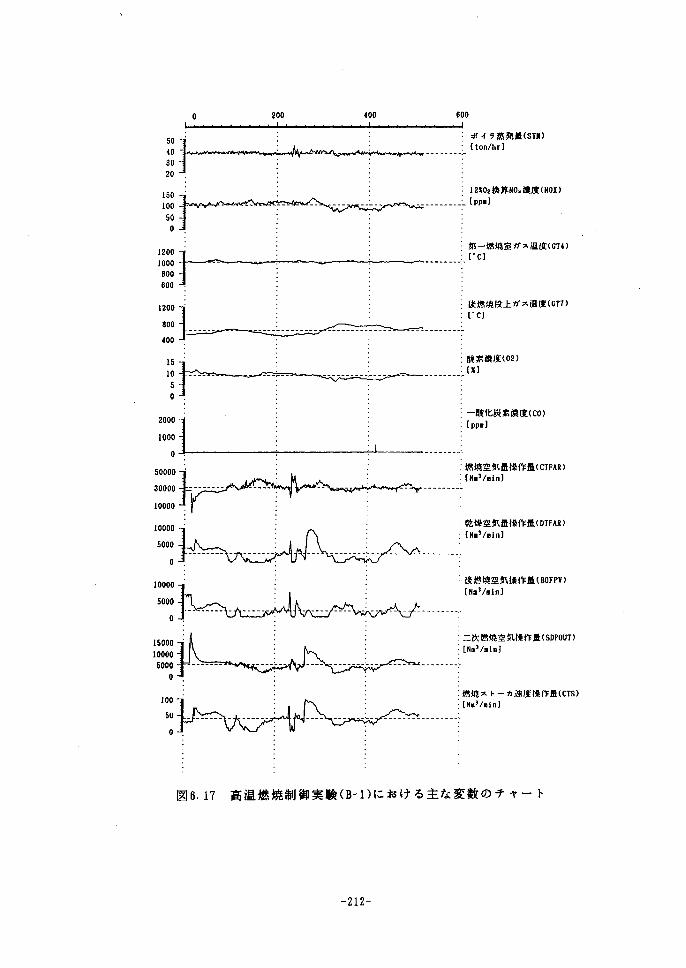
、
0 200 400 600
50 40
19
199
5:
illl
器1’
ii
l::i
灘
㍑
㌦
li i
胃
i ボイラカ苫発量(STH)
, 【ton/hr]
:12×02換算NOx濃度(NOX)一__一__一_一_二[PP■]
・第一燃焼室ガス温度(CT4)
t’C】
盟焼段上”ス趣↑1)
i酸素濃度(02)
【s】
i一酸化炭蹴,,。、
iIPP・]
鰐評操作⌒幻
ぽ烈}綱噸’
’…一一煙縺Q。操。_)
[NaS/einJ
識幣気操作量(SDP°UT’
燃焼ストーカ連度操作量(C↑S) :[N♂/min】
図6.17 高温燃焼制御実験(B-1)における主な変数のチャート
一212一
1
105ppm、分散値が153ppm2と低い値を示していた。このように燃焼空気を絞った高温燃焼を
すると、NOx濃度は比較的低い値に抑えられる。
以上の結果から、後燃焼段上ガス温度を制御することによりごみ送りが可能となり、同
時に高温制御を達成することができた。
6.6 高温燃焼制御実験
ガスおよび灰のサンプリングを計画している高温燃焼の本実験では、燃焼状態の維持と
炉温の安定を優先し、同定実験(B)のARモデルとその最適フィードバックゲインを使うこ
とに決めた。実験の炉温設定は熱電対の表示温度で、975’C(制御実験RUN1)、1040’C(制
御実験RUN2)、1070°C(制御実験RUN3)の3段階とし、それぞれ1日間運転した。実験に使
用したごみは、設定炉温で燃焼させるときに必要なごみ発熱量をあらかじめ計算し、なる
べくその発熱量になるように一般ごみと破砕ごみとの混合比を調整している。それぞれの
実験結果の統計量を表6.10に、代表として制御実験RUN2のチャートを図6.18に示す。これ
から以下のことがわかった。
①ボイラ蒸発量の平均値は3実験とも約3.67(ton/min)であった。分散は設定を高温にする
ほど大きくなっている。 (だだし、制御実験RUNIの後半約500ステップは考慮に入れていな
い)
②第一燃焼室ガス温度は平均値はそれぞれ994’C、1030’C、1030°Cとなり、制御実験RUN3だ
けが設定温度に達しなかったが、これは高い発熱量のごみが得られなかったためと推測さ
れる。また分散はそれぞれ1030°C2、1180’C2、1020e C2であり、制御実験B-1と比べるとか
なり高い値となった。3っの実験のチャートを見ると、第一燃焼室ガス温度には大きな低周
波があり、短い期間では安定していても全体では分散が大きくなることがわかる。ボイラ
蒸発量が不安定な時に第一燃焼室ガス温度も不安定となっていることから、制御の問題よ
りもごみ質変化の問題によるものと考えられる。
③CO濃度の平均値は58.5ppm、80.4ppm、96.5ppmであり、設定炉温を上げるほど高くなった。
同様に分散も設定炉温を上げるほど大きくなっている。CO濃度が100ppm以下に抑えること
ができたのは、炉冷却空気を一定量吹き込んでいたからであり、上方から吹き込む二次燃
焼空気だけでは未燃分を十分に完全燃焼できなかった。
④NOx濃度の平均値は100ppm、96.8ppm、92.8ppmであり、設定炉温を上げるほどCO濃度とは
逆に少し減少した。また分散は179pprn2、235ppm2、343ppm2であり、設定炉温を上げるほど
大きくなっている。燃焼空気量を幾分絞っているためにNOx濃度の平均値は低いが、燃焼が
不安定な高温ほど分散は大きくなる。
炉温の制御効果を、パワースペクトルから比較したものが図6.19である。通常のACC
や炉温を制御しない場合のACC+ARモデル協調制御に比べると、炉温を制御した場合
には低周波のパワコスペクトルが小さくなっている。そして、直流付近では目標炉温が高
いほど良く制御されている。
一213一
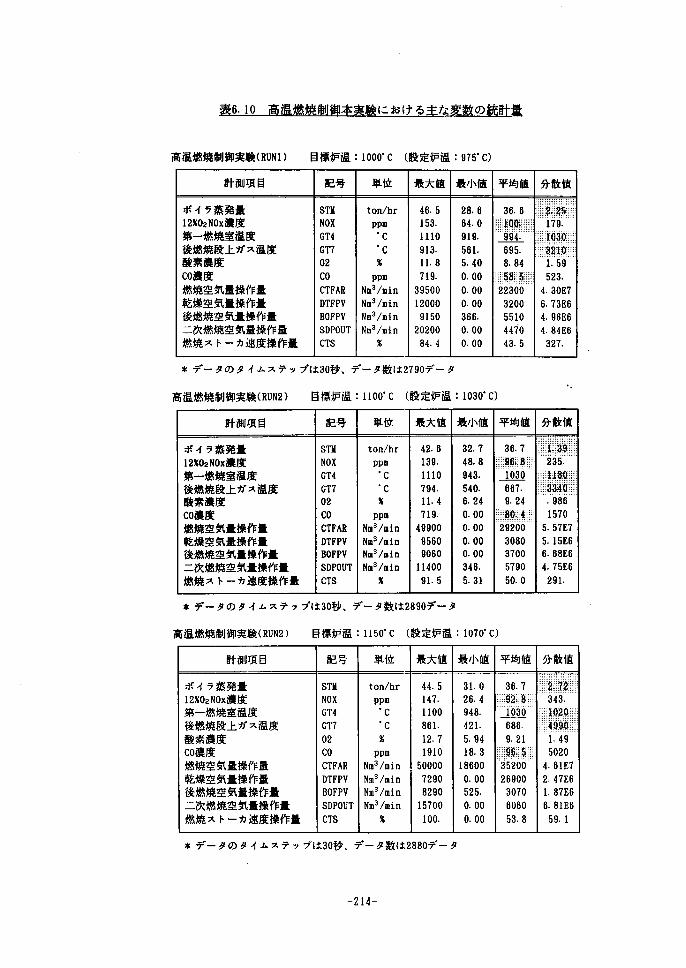
6.10 における主な’の
高温燃焼制御実験(RUNI) 目標炉温:1000’C (設定炉温:975°C)
計測項目 記号 単位 最大値 最小値 平均値 分散値
ボイラ蒸発量 ST冨 ton/hr 46.5 28.6 36.6 22512%02NOx濃度 NOX PP血 153. 64.0 100 179.
第一燃焼室温度 GT4 ゜C 1110 919. 994 1030
一後燃焼段上ガス温度 GT7 ’C 913. 561. 695. 3雛o酸素濃度 02 % lL8 5.40 8.84 1.59
CO濃度 CO ppm 719. 0.00 585 523.
燃焼空気量操作量 CTFAR N皿3/min 39500 0.00 22300 4.30E7
乾燥空気量操作量 DTFPV Nm3/皿in 12000 0.00 3200 6.73E6
後燃焼空気量操作量 BOFPV Nm3/min 9150 366. 5510 4.96E6
二次燃焼空気量操作量 SDPOUT N皿3/min 20200 0.00 4470 4.84E6
燃焼ストーカ速度操作量 CTS % 84.4 0.00 43.5 327.
*データのタイムステップは30秒、データ数は2790データ
高温燃焼制御実験(RVN2) 目標炉温:1100’C (設定炉温:1030’C)
計測項目 記号 単位 最大値 最小値 平均値 分散値
ボイラ蒸発量 ST凹 ton/hr 42.6 32.7 36.7 13912%02NOx濃度 NOX ppn i39、 48.8 968 235.
第一燃焼室温度 GT4 ’C 1110 943. 1030 口額
一後燃焼段上ガス温度 GT7 ’C 794. 540. 667. 3340
酸素濃度 02 % ll.4 6.24 9.24 .986
CO濃度 CO PP皿 719. 0.00 804 1570
燃焼空気量操作量 CTFAR N皿3/m垣 49900 0.00 29200 5.57E7
乾燥空気量操作量 DTFPV N阻3/血in 9560 0.00 3080 5.15E6
後燃焼空気量操作量 BOFPV Nロ3/ロin 9060 0.00 3700 6.68E6
二次燃焼空気量操作量 SDPOUT No3/姐in 11400 346. 5790 4.75E6
燃焼ストーカ速度操作量 CTS % 91.5 5.31 50.0 291.
*データのタイムステップは30秒、データ数は2890データ
高温燃焼制御実験(RUN2) 目標炉温:1150’C (設定炉温:1070’C)
計測項目 記号 単位 最大値 最小値 平均値 分散値
ボイラ蒸発量 STH ton/hr 44.5 31.0 36.7 2?2
12%0州Ox濃度 NOX PP凪 147. 26.4 928 343.
第一燃焼室温度 GT4 ’C 1100 948. 1030一 1020
後燃焼段上ガス温度 GT7 ’C 861. 421. 686, 4ggo
酸素濃度 02 % 12.7 5.94 9.21 1.49
CO濃度 CO PP皿1910 18.3 965 5020
燃焼空気量操作量 CTFAR N皿3/min 50000 18600 35200 4.61E7
乾燥空気量操作量 DTFPV N皿3/皿in 7290 0.00 26900 2.47E6
後燃焼空気量操作量 BOFPV Nm3/min 8290 525. 3070 L87E6
二次燃焼空気量操作量 SDPOUT Nm3/皿in 15700 0.00 6060 6.81E6
燃焼ストーカ速度操作量 CTS % 100. 0.00 53.8 59.1
*データのタイムステップは30秒、データ数は2880データ
一214一
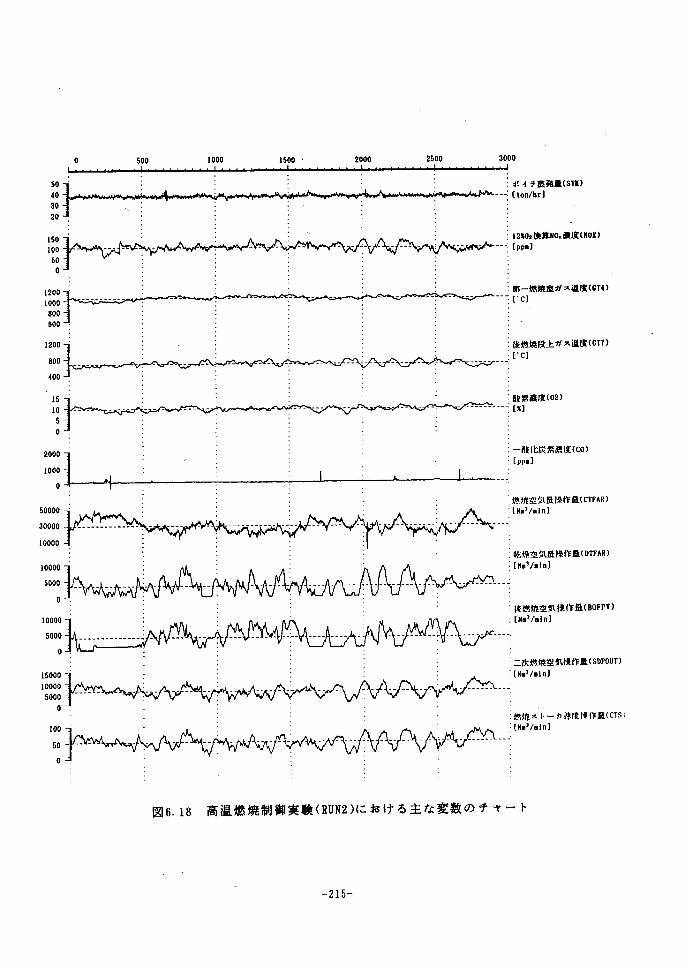
0 500 1000 150e ’ 2000 2「JOO3ebo
ー0000001
505011
0000000
000000000000
ー0000000051
一、〇〇〇〇〇51
一.0000000000Il
00005
\_
i,,aラ嫡量《STM)
一一一 F【ton!hr]
:12駕02換算NO.浪度(NOX》
丙一. F【PP●】
:郷一燃焼室ガス温度《GT4)≡’ P [’c】、
i後燃塊段上ガス温度(CTT)
:【’Cl
i!轡
譜…tf・・C・)
i燃嵯畑雑丘(CT・^・,
i[Nmi/訂n】
.乾畑空気辰操作量⑱TFAR}
i【N”/””j
i、、。。酬綱,酬)
:[N・’/・1”]
≡。燃。空気。,,。,SDP。UT,
;[Nm3!’inハ
…艦;;;力連度綱‘CTS’
図6.18 高温燃焼制御実験(RUN2)における主な変数のチャート
一215一
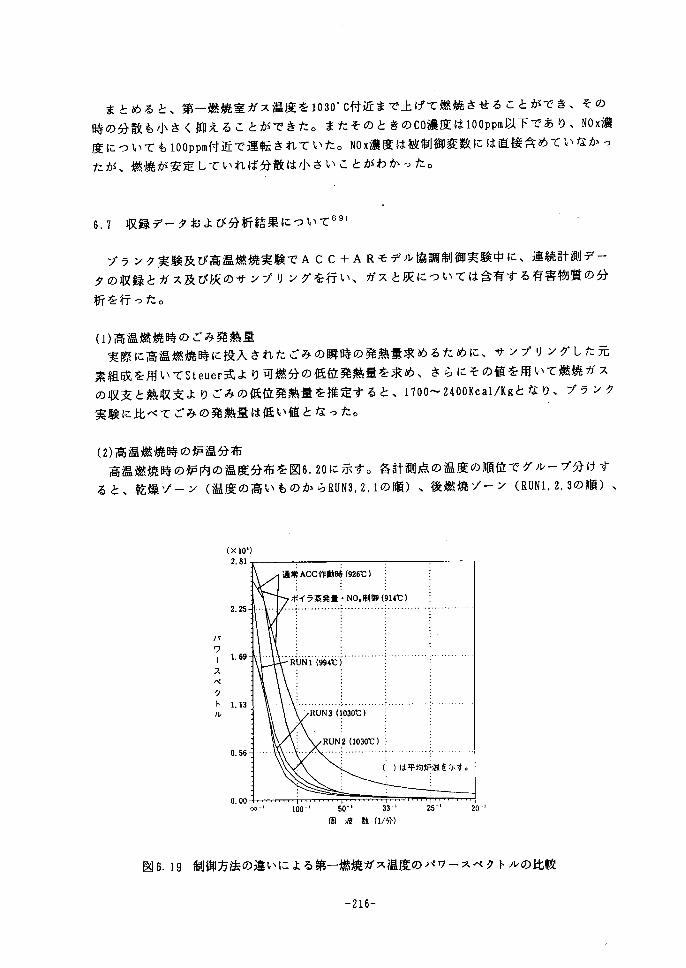
まとめると、第一燃焼室ガス温度を1030°C付近まで上げて燃焼させることができ、その
時の分散も小さく抑えることができた。またそのときのCO濃度は100ppm以下であり、NOx濃
度にっいても100ppm付近で運転されていた。 NOx濃度は被制御変数には直接含めていなかっ
たが、燃焼が安定していれば分散は小さいことがわかった。
6.7 収録データおよび分析結果について69)
ブランク実験及び高温燃焼実験でACC+ARモデル協調制御実験中に、連続計測デー
タの収録とガス及び灰のサンプリングを行い、ガスと灰については含有する有害物質の分
析を行った。
(1)高温燃焼時のごみ発熱量
実際に高温燃焼時に投入されたごみの瞬時の発熱量求めるために・サンプリングした兀
素組成を用いてSteuer式より可燃分の低位発熱量を求め、さらにその値を用いて燃焼ガス
の収支と熱収支よりごみの低位発熱量を推定すると、1700~2400Kcal/Kgとなり、ブランク
実験に比べてごみの発熱量は低い値となった。
(2)高温燃焼時の炉温分布
高温燃焼時の炉内の温度分布を図6.20に示す。各計測点の温度の順位でグループ分けす
ると、乾燥ゾーン(温度の高いものからRUN3,2,1の順)、後燃焼ゾーン(RUN1,2, 3の順)、
(葦器‘}
2.25
ノt
ワ
1.691
ス
ペ
ク
ト 1.13
ル
O. 56
0.00100-‘ 50,‘ 33w’
周 波 数(1/分)
20,
図6.19制御方法の違いによる第一燃焼ガス温度のパワースペクトルの比較
一216一
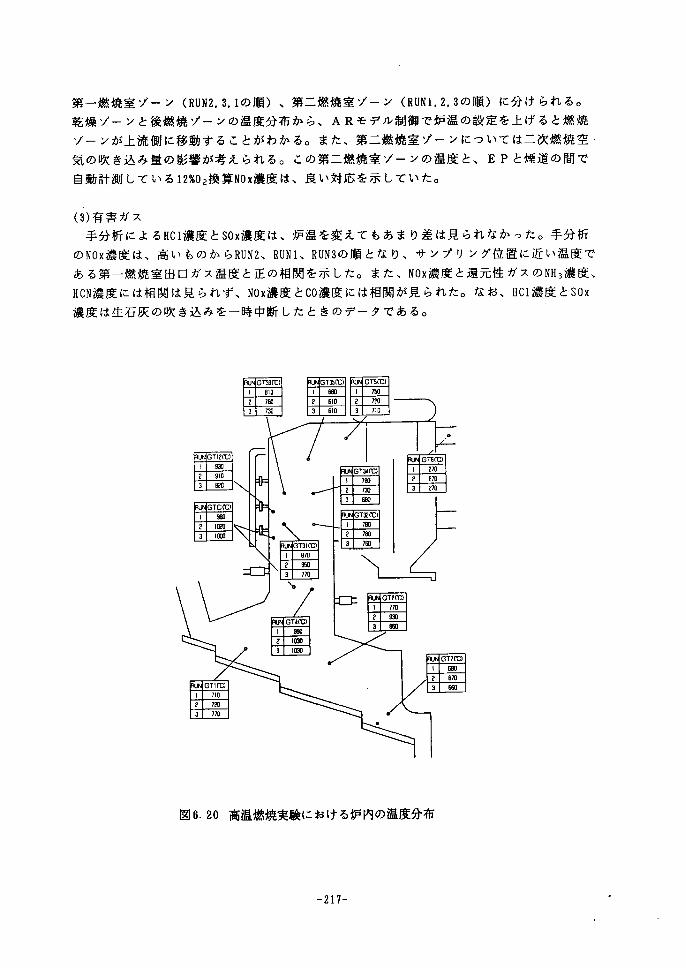
第一燃焼室ゾーン(RUN2,3,1の順)、第二燃焼室ゾーン(RUNI,2, 3の順)に分けられる。
乾燥ゾーンと後燃焼ゾーンの温度分布から、ARモデル制御で炉温の設定を上げると燃焼
ゾーンが上流側に移動することがわかる。また、第二燃焼室ゾーンにっいては二次燃焼空・
気の吹き込み量の影響が考えられる。この第二燃焼室ゾーンの温度と、EPと煙道の間で
自動計測している12%02換算NOx濃度は、良い対応を示していた。
(3)有害ガス
手分析によるHCI濃度とSOx濃度は、炉温を変えてもあまり差は見られなかった。手分析
のNOx濃度は、高いものからRUN2、 RUNI、 RUN3の順となり、サンプリング位置に近い温度で
ある第一燃焼室出ロガス温度と正の相関を示した。また、NOx濃度と還元性ガスのNH3濃度、
HCN濃度には相関は見られず、 NOx濃度とCO濃度には相関が見られた。なお、 HCI濃度とSOx
濃度は生石灰の吹き込みを一時中断したときのデータである。
図6.20高温燃焼実験における炉内の温度分布
一217一
(4)重金属
灰中の重金属Pb、 Cd、 As、 Cr、 T-Hgの濃度を分析した結果、灰中の重金属は第一燃焼室
・廃熱ボイラでは低く、EPで高い傾向を示すことがわかった。高温による影響は、EP
灰中のPb濃度が高温燃焼の方が高くなる他は、温度による影響は認められかった。水銀の
物質収支よりごみ中の水銀量を逆算すると、1g/tonとなり、一般的なごみに含まれる水銀
(2~2.6)と比べて少ないようであった。
(5)高温燃焼による炉体への影響
ごみを高温で燃焼させると、高温・有害ガスなどによる炉壁の損傷、クリンカの付着、
ストーカへの影響などが懸念される。実験中では燃焼段から後燃焼段の落ち口にごみが溶
融固化したっらら状の塊が生成していたが、それらはごみの押し出しによって離脱した。
本実験期間後の点検では、高温による影響として多少クリンカが多いこ≒が確認された。
本実験では期間も短かく、高温燃焼の影響度を正確に判断するためには、より長い実験期
間が必要であろう。
6右8 さL、こ・‘こ
第一燃焼室ガス温度を被制御変数に加えた高温燃焼制御実験をおこなった。その結果、
燃焼ストーカが予想通りには動かず、燃焼を維持することはできなかったが、第一燃焼室
ガス温度の分散はACC単独の状態に比べてかなり小さくなり、NOx濃度の分散も幾分小さ
くなった。ARモデル制御の空気量操作でボイラ蒸発量、 NOx濃度、第一燃焼室ガス温度の
制御が達成されたと考えられる。
次に、燃焼ストーカ速度を大きく揺らして同定実験をおこない再度モデルを作成した。
そしてその制御系設計では、ごみを送ると後燃焼ガス温度が上昇するという関係に注目し、
NOx濃度の代わりに後燃焼ガス温度を被制御変数とした。 制御実験の結果、ボイラ蒸発量
・第一燃焼室ガス温度がともに安定し、ごみも適切に送られ、ARモデル制御による高温
燃焼が可能であることが示された。本実験では、炉温条件を熱電対の表示温度で975°C、
1040°C、1070°Cとし、それぞれ1日間運転した。その結果、炉温は1030’Cまで上げることが
でき、CO濃度は100ppm以下、 NOx濃度は約100ppmと低い値に収まっていた。 NOx濃度は被制
御変数には直接含めていなかったが、燃焼が安定していれば分散は小さいことがわかった。
一218一
論結第7章
第7章 結論
7.1本研究の総括
本研究は、自己回帰モデルを用いた都市ごみ焼却炉の多変数制御系の構築を目的とし、
特に焼却炉プラントの同定実験とモデル化手続きの標準化に重点をおき、また制御におい
ては、燃焼安定を第一目的としてボイラ蒸発量とNOx濃度あるいは炉温の同時制御を試みた。
研究の各ステップにおける結果を次に述べる。
①手動による同定実験とシステム解析
第3章では、手動によるシステムの同定実験を行い、炉本来の特徴を持っARモデルを
作成し、システム解析の結果からプラントの動特性を理解することに努めた。低負荷と高
負荷の二条件にっいて同定実験とモデル化及びシステム解析を行った。負荷の違いによる
ノイズ寄与率およびステップ応答シミュレーションの変化は小さく、負荷変動によるモデ
ルの切り替えは、特に必要ないと考えられた。
②ADC方式の採用とACCの最適運転条件の検討 手動同定実験の困難さや、ARモデル制御時の信頼性の問題から、第4章ではACCと
ARモデル制御を協調させるADC方式(これをACC+ARモデル制御と呼ぶことにする)の採用を検討した。この方式は中村たより提案され、火力発電プラント制御でその成
果が示されている。また、ACCとARモデル制御の協調を図るためにはACC側の運転
条件の調整も必要と考え、酸素濃度の高低やACCの強弱などの実験パターンを設けて同
定実験を行い、システム解析や制御シミュレーションから最適な運転条件を見付け出した。
同定実験データから、後燃焼段上ガス温度がNOx濃度と負の相関を示すことが明かとなり、
後燃焼段上ガス温度をARモデルの参考変数とした。
③ACC+ARモデル協調制御の実験 第5章では、②の運転条件で再び同定実験、システム解析、制御系設計を行い、実プラ
ントにおける制御実験を試みた。ボイラ蒸発量・NOx濃度同時制御の実験の結果、両変数
とも振動が小さくなり、制御の効果を確認することができた。協調制御の特徴として、ボ
イラ蒸発量が変動すると制御操作は穏やかに増減するため、ACCに見られる無駄な振動
が生じなかった。
また、制御系の実用化に向けて制御の長期安定性を確認するために、他の炉において同
定実験から制御系設計までを繰り返し、3日間にわたる制御実験をおこなった。制御時に負
荷設定の変更、悪質ごみの投入などのテストを行ったが、制御系は終始安定しており、十
分実用性があることがわかった。
制御操作シミュレーションや制御実験から、ARモデル制御でNOx濃度を積極的に制御す
ることによって、ごみ送りも安定することが明かとなった。
一219一
④高温燃焼制御への適応 プラスチックを多量に含むごみを燃やすと炉温が上昇するが、第6章では高温状態で燃
焼を安定化する制御にACC+ARモデル協調制御を適応した。まず、熱収支計算から必
要な燃焼空気量と二次燃焼空気量を決め、その条件で同定実験を行いARモデル作成した。
ボイラ蒸発量と炉温(第一燃焼室ガス温度)を制御する実験では、炉温を最高1030’Cまで
上げて安定燃焼することができ、そのときのNOx濃度や一酸化炭素(CO)濃度を低い値に抑
制することができた。
7.2 将来の展望
本研究には、次のような発展性があると考えている。
①統計的な制御では解決できないごみ質の長期的な変動を監視し、状況に合わせた操作を
選択実行するエキスパートシステムを開発する。そして、ACC+ARモデル協調制御と
結合することで、より安定した燃焼制御が達成できると考えられる。
②NOx規制が一段と厳しくなり、NOx低減用の補助施設である炉内の水噴霧や尿素噴霧装置、
及びEGRなどが設置される焼却炉が増えてきており、それらをARモデルの操作変数に
取り込んで、制御効果の解析、制御系の構築が考えられる。
③また、本研究の制御対象はボイラ蒸発量、NOx濃度、炉温であるが、今日問題となって
いるCO濃度や、ダイオキシンに代表される微量有害物質に対する制御も必要であり、トー
タルの被制御変数についてバランスを考えた制御への発展が考えられる。
④本研究はごみ焼却プラントの制御であったが、他の環境プラントにも適用が可能であり、
また、それらを統合して一つのコミニュティにおける環境プラント全体の自動制御と最適
管理へ展開することも可能と考えられる。
一220一
謝 辞
本論文は、筆者が京都大学大学院工学研究科衛生工学専攻修士課程および博士課程在学
中に行った研究の成果をとりまとめたものです。本研究の機会を与えてくださり、終始一
貫した御指導、御鞭縫を賜わりました京都大学工学部衛生工学教室教授平岡正勝博士に、
深甚なる感謝の意を表します。本論文のとりまとめにあたって適切なご指導、御助言を賜
りました京都大学工学部衛生工学教室教授高月絃博士、京都大学工学部数理工学教室教授
片山徹博士に深く感謝の意を表します。
また、京都大学工学部衛生工学教室津村和志助手には、研究の御指導、御助言を頂き、
深く感謝いたします。九州電気製造株式会社の中村秀雄博士には貴重な御助言を頂き、深
く感謝いたします。株式会社タクマの高市克己氏、辻本進一氏、そして皆様方には、実験
の御協力を頂きまして深く感謝いたします。プラスチック処理促進協会の方々には、高温
燃焼制御実験の機会を与えて頂きまして厚くお礼を申し上げます。
最後に、本論文の作成にご協力頂きました国立公衆衛生院衛生工学部真柄泰基博士、田
中勝博士、古市徹博士、そして京都大学衛生工学設備学講座の方々に厚くお礼を申しあげ
ます。
一221一
参考文献および参考図書
1)西島 衛、木下孝之、高橋 進、 「ごみ焼却プラントの総合監視制御システム」、
PPM、pp28-37、1982/2
2)藤原利夫、小杉富士男、堀江幸司、武井弘吉、池田浩一、 「ごみ焼却プラントの自動計
装制御システム」、東芝レビュー、Vo1.36、 NO.3、1981
3)河崎俊雄、小谷博昭、白水 洋、竹村 武、 「ごみ焼却プラントにおける自動燃焼制御
システム」、PPM、1983/12
4)廣富 元、「自動燃焼制御」、都市清掃、Vo1.37、 NO.138、 pp25-29、1984
5)廣富 元、「都市ごみ焼却炉プラントの中央監視制御システム」、PPM、pp24-31、
1985/6
6)小柳弥夫、堀江俊輔、阿瀬 始、富島 諮、山岸美樹、柏崎周一、 「NKK一フェルント式
ごみ焼却炉用蒸発量安定化装置の開発」、日本鋼管技報、NO.84、 pp85-428、1980
7)井手義弘、青木富治:「都市ごみ焼却炉の自動燃焼制御装置について[第1報]」、都市
と廃棄物、Vo1.13、 NO.10、 pp42-50
9)黒崎泰充、島居英明、深沢和則、 「都市ごみ焼却炉の自動燃焼制御装置について[第H
報]」、都市と廃棄物、Vo1.13、 NO.12、 pp23-32
10)黒崎泰充、鳥居英明、深沢和則、河野行伸、明石 敏、西村 勝、石井新太郎、湯浅健
司、寺西 保、 「ごみ焼却プラント用目動燃焼制御システムの開発」、川崎重工技報、
NO.81、 pp9-16、 1983/1
11)黒崎泰充、深沢和則、鳥居英明、明石 敏、井手義弘、福西美輝、横山賢一、南部栄一
郎、湯浅健司、 「ごみ焼却プラント計算機制御システムの開発」、川崎重工技報、NO.87、
pp34-42、 1985/1
12)黒崎泰充、飯島剛平、種子田定博、深沢和則、横田秀史、南部栄一郎、青木富治、「カ
ラー画像処理技術を応用したごみ焼却炉プラント用自動燃焼制御(ACC)システムの開発」、
川崎重工技報、Vol.90、 pp20-31、1985/10
13)川村勝弘、横尾 厳、白水 洋、塩崎秀喜、森 弘行、大場厚三、河原 守、 「ごみ焼
却炉の計算機による制御(第1報)」、日立造船技報、Vol.35、 NO.2、1976/9
14)森 弘行、大場厚三、河原 守、足立理一、白水 洋、春名宏一、小沢邦昭、寺元和義、
「ごみ焼却炉の計算機による制御(第2報)」、日立造船技報、Vo1.37、 NO.3、1976/9
15)櫨木信成、諌山武彦、村井照洋、足立理一、高西 功、白水 洋、面田正紀、関野 普、
「ごみ焼却炉の燃焼制御システム」、日立造船技報、Vol.41、 NO.2、1980/6
16)奥田澄雄、小島重忠、 「三菱マルチンごみ焼却炉の目動制御システム」、環境創造、
pp43-49、 1980/9
17)鍋島淑郎、岡田光浩、 「燃焼状況判別方法にっいて」、都市清掃、Vol.37、 NO.138、
pp30-32、 1984/2
18)北見誠一、奥野 敏ぐ定成信政、福本勝利、小野秀隆、 「都市ごみ焼却炉の燃焼安定化
に関する研究」、三菱重工技報、Vo1,16、 NO.4、 pp41-49、1979/7
19)岡田光浩、柳沢良夫、久保田俊司、高橋 真、小林圭一、小野秀隆、 「ごみ焼却プラン
一222一
トの自動化システムの開発」、三菱重工技報、Vol.22、 NO.6、 pp122-126、1985/11
20)大西 窺、小野秀隆、寺田郁二、「ファジィ制御による都市ごみ焼却炉の燃焼方式の一
案」、第29回自動制御連合講演会講演集、pp545-546、1986
21)清水和夫、石原雅典、内田 明、宮村 彰、 「ボイラ付ごみ焼却炉の自動制御システム
について=武蔵野クリーンセンター=」、第7回全国都市清掃研究発表会講演論文集、
⊆pp144-147、 1986/2
22)沼野英樹、池神軍司、 「窒素酸化物に係わる総量規制について」、清掃技報、Vol.8、
PP86-9723)笠岡成光、 「触媒還元脱硝と無触媒還元脱硝一無触媒還元脱硝の部一〈3>」、化学工業、
pp184-191、 1982/2
24)赤池 繁、新宅芳昭、篠崎邦男、小笠原庸二、山田二郎、山本 実、「都市ごみ焼却炉
におけるNOxの発生にっいて」、第2回全国都市清掃研究発表会講演論文集、 pp112-115、
1981/2
25)平岡正勝、武田信生、堀 喜久男、明石 敏、野津征一郎、黒崎泰充、 「ごみ焼却炉の
自動燃焼制御とNOx制御運転にっいて」、環境技術、 Vol.8、 NO.12、 ppl130-1143、1979
26)四阿秀雄、沼野英樹、西山七郎、小沢敏朗、 「窒素酸化物の低減対策」、清掃技報、
NO.9、 pp37-55、 1984
27)「ごみ焼却炉における窒素酸化物の除去対策」、環境施設、NO.16、 pp38-42、1984
28)井手義弘、吉田信一郎、青木富治、 「都市ごみ焼却プラントのNOx抑制」、川崎重工技
報、NO.83、 pp115・-123、1984/1
29)阿瀬 始、山岸三樹、横山 隆、南 隆男、田口滋昭、 「ごみ焼却炉における無触媒脱
硝制御システム」、日本鋼管技報、NO.116、 pp61-65、1987
30)名島龍雄、堀 義嗣、奥野 敏、坂井正康、 「燃焼制御による都市ごみ焼却炉のNOx抑
制に関する研究」、三菱重工技報、Vol.16、 NO.1、 pp109-120、1979/1
31)吉野 昇、今泉 享、石井之宏、平野知次、大木政隆、坂上元男、 「排ガス再循環法に
よるごみ焼却炉のNOx削減実験」、清掃技報、 NO.10、 pp6-25
32)吉川典彦、長野 進、大竹一友、 「NH3注入による高濃度NOの除去」、日本機械学会論
文集(B編)、Vol.50、 NO.452、 pp1095・-1104、1984/4
33)西田岱輔、長田 容、佐藤秀美、山岸三樹、南 隆男、横山 隆、 「都市ごみ焼却炉の』
アンモニア接触還元脱硝技術」、日本鋼管技報、NO.100、 pp84-92、1983
34)安田憲二、金子幹宏、天野正明、吉野秀吉、杉村孝司、 「都市ごみ焼却に伴う有害物質
の排出挙動(1)一実験用焼却炉による基礎的研究一」、第7回全国都市清掃研究発表会講演
論文集、pp83-一、1986/2
35)平岡正勝、武田信生、藤田勝康、 「都市ごみ焼却炉における塩化水素ガスの発生と挙動」
、公害と対策、Vo1.15、 NO.8、 pp2-g
36)酒井 泰、 「都市ごみ焼却場における重金属の動き」、都市清掃、VoL 37、 NO.139、
pp181-191、 1984/4
37)中杉修身、 「ごみ処理から見た乾電池の評価」、都市清掃、Vol.37、 NO.142、 pp513-
518
38)藤田賢二、 「一般廃棄物への廃プラスチックの混入率について」、都市清掃、Vo 1.37、
一223一
NO.138、 pp50-58、 1984/2
39)三谷明彦、小林哲也、 「プラスチックごみの混合焼却処理に伴う排ガス対策技術等にっ
いて」、第7回全国都市清掃研究発表会講演論文集、pp176-179、1986/2
40)室石泰弘、吉永慎一、 「プラスチックごみの混合焼却処理に伴う排ガス対策技術等に関
する研究」、第8回全国都市清掃研究発表会講演論文集、pp158-166、1987/2
41)川野忠良、須藤欣一、室石泰弘、「プラスチックごみの混合焼却処理に伴う排ガス対策
技術等に関する研究」、第9回全国都市清掃研究発表会講演論文集、pp131-134、1988
42)「プラスチック混入ごみ組成とプラスチックごみの焼却実験(前編)」、都市と廃棄物、
Vo1.16、 NO.1、 pp40-53 他(その2)から(その4)まで
43)田中 勝、平岡正勝、都市ごみ焼却炉におけるダイオキシン類の生成に関する研究、京
都大学環境衛生工学研究会第10回シンポジウム講演会論文集、1988、pp227-231
44)赤池弘次、中川東一郎、ダイナミックシステムの統計的解析と制御、サイエンス社、
1983
45)T.OTOMO, T. NAKAGAWA, H.AKAIKE, ・ Statistical Approach to Computer Control
of Cement Rotary Kilns”, Automatica, Vo1.8, 1972, PP35-48
46)中村秀雄、 「火力発電所の最適制御に関する研究」、九州大学工学部博士論文,1980
47)中村秀雄、「火力発電プラントの最適制御」、システムと制御、VoL23、 NO.8、1979、
pp425-432
48)H.NAKAMURA, H.AKAIKE,賃Statistical Identification for Optirnal Control of Super
critical Thermal Power Plants鈴, Automatica, Vol.17, NO.1, pp143-155, 1981
49)平岡正勝、津村和志、藤田逸朗、金谷利憲、「活性汚泥プロセスの統計的解析」、安川
電気、Vol.47、 NO.3、 pp180-186、1983
50)M.Hiraoka, K. Tsumura, ・MODELING AND CONTROL OF THE ACTIVATED SLUDGE PROCESS
BY USE OF AUTOREGRESSIVE MODEL・, 9th lFAC CONFERENCE, BUTAPEST,1987/7
51)Kazushi Tsumura, Masakatsu Hiraoka, .THE PHILOSOPHY OF THE ACTIVATED SLUDGE
CONTROL”,下水処理システムのコンピュ’一タ制御に関する研究、昭和54年度科学研究報告書、
課題番号446142
52)浦辺真郎、寺島 泰、多田淳司、 「自己回帰モデルによるごみ焼却炉の自動燃焼法につ
いて」、第7回全国都市清掃研究発表会講演論文集、pp 156-159、1986/2
53>五郎丸剛志、花房秀郎、米澤 洋、岩河信裕、「ごみ焼却炉の動特性」、日本機械学会
講演論文集、No.760-3、1981/4
54)斉藤隆彦、 「熱流体解析による都市ごみ焼却炉の燃焼制御に関する研究」、京都大学工
学研究科衛生工学専攻修士論文、1988/2
55)得丸英勝、添田 喬、中溝高好、秋月影雄、 「計数・測定 ランダムデータ処理の理論
と応用」、培風館、1982/3
56)J.S. Bendat&A,G. Piersoln、訳徳丸英勝ら:「ランダムデータの統計的処理」、培風
館、1976/1
57)砂原善文、 「確立システム理論」、朝倉書店、1987/3
58)砂原善文、「不規則現象解明のための基礎」、化学工学、Vo1.51、 NO.12、 pp924-931
59)砂原善文、「不規則データ処理の問題点と今後の動向」、システムと制御、Vol.31、 N
一224一
0.11、 pp775-782、 1987
60)A.C. Harvey、訳 国友直人、山本 択:「時系列モデル入門」、東京大学出版会、1985
/9
61)相良節夫、秋月影雄、中溝高好、片山 徹、「システム同定」、計測目動制御学会
62)日野幹雄、 「スペクトル解析」、朝倉書店、1977/10
63)小郷 寛、美多 勉、 「システム制御理論入門」、実教出版、1986/12
64)伊藤正美、 「大学講座自動制御」、丸善
65)伊藤正美、 「自動制御概論」、昭晃堂、1981/3
66)高橋安人、「ディジタル制御」、岩波書店、1986/10
67)中村秀雄、内田主幹、 「ボイラLQ制御ゲインのDP計算における重みの与え方」、第22回
SICE学術講演会論文、1983/7
68)中村秀雄、 「発電用ボイラの最適制御」、日本機械学会第560回講習会教材、1983/6、
pp111-126
69)排プラスチックの高温燃焼技術の開発事業報告書、プラスチック処理促進協会、1988/
3
70)Hirotsugu Akaike, ・ON THE USE OF A LINEAR MODEL FOR THE IDENTIFICATION FEED-
BACK SYSTEM’, Ann. Inst. Statist Math. Vo1.20, pp425-439,1968
71)五郎丸剛志、花房秀郎、米澤 洋、岩河信裕、 「揺動火格子式ごみ焼却炉のごみの燃焼
過程モデル」、計測自動制御学会論文集、Vo1.25、 NO.1、 pp62-68、1989
一225一
本論文の関連文献
72)藤原健史、平岡正勝、津村和志、高市克己、辻本進一、 「自己回帰モデルによる都市ご
み焼却炉の多目的制御に関する研究」、土木学会第40回年次学術講演集、1985
73)廣富 元、辻本進一、高市克己、 「ごみ焼却炉における計装制御と最近の動向」、計装、
Vol.29、 NO.3、 pp46-54、 1986
74)平岡正勝、藤原健史、津村和志、高市克己、辻本進一、「自己回帰モデルによる都市ご
み焼却炉の目動燃焼制御について」、京都大学環境衛生工学研究会第8回シンポジウム、
1986
75)藤原健史、平岡正勝、津村和志、高市克己、辻本進一、 rADC方式による都市ごみ焼
却炉のNOx及び蒸発量の同時制御に関する研究」、土木学会第41回年次学術講演集、1986
76)Masakatsu Hiraoka, Takeshi Fujiwara, Kazushi Tsumura, Katsumi Takaichi, Shin-
ichi Tsuj imoto, ・Computer Control System Of The Refuse Incinerator By Use Of The
Multivariate Autoregressive Mode1., World Congress III Of Chemical Engineering,
1986
77)平岡正勝、津村和志、藤原健史、高市克己、辻本進一、 「自己回帰モデルによる都市ご
み焼却炉の多目的制御について」、都市と廃棄物、Vol.16、 NO.9、1987、 pp15-26
78)平岡正勝、津村和志、藤原健史、高市克己、辻本進一、「自己回帰モデルによる都市ご
み焼却炉の最適制御法にっいて」、第8回全国都市清掃研究発表会講演論文集、1987
79)藤原健史、津村和志、平岡正勝、高市克己、辻本進一、「都市ごみ焼却炉のACCとA
R制御の協調による蒸発量及びNOxの同時制御に関する研究」、環境衛生工学研究、 Vol.1、
pp17-25、 1987
80)藤原健史、平岡正勝、津村和志、高市克己、辻本進一、 「都市ごみ焼却炉におけるNOx
片側制御方式に関する研究」、土木学会第42回年次学術講演集、1987
81)平岡正勝、津村和志、藤原健史、「都市ごみ焼却炉の目動制御」、環境技術、Vol.16、
NO.10、 pp666-670、 1987
82)平岡正勝、津村和志、藤原健史、高市克己、辻本進一、 「自己回帰モデルによる都市ご
み焼却炉の高温燃焼制御技術の開発」、京都大学環境衛生工学研究会第10回シンポジウム、
1988
83)平岡正勝、「廃プラスチックの高温燃焼技術の開発について」、プラスピア、1988、
pp16-24
84)藤原健史、平岡正勝、津村和志、高市克己、辻本進一、”ARモデルによる都市ごみ焼
却炉の高温燃焼制御に関する研究」、土木学会第43回年次学術講演集、1988
85)平岡正勝、津村和志、藤原健史、「ACC+AR協調制御による都市ごみ焼却炉の高温
燃焼制御」、計装、Vo1.32、1989、 pp37-44
86)藤原健史、津村和志、平岡正勝、「自己回帰モデルを用いた都市ごみ焼却炉システムの
解析」、衛生工学研究論文集、Vol.25、1989、 pp47--58
一226一