Embed Size (px)
DESCRIPTION
Materiales industriales
Citation preview

1
TRABAJO COLABORATIVO 2 - 2016 II
256599 A - 288 MATERIALES INDUSTRIALES
Yimy Alexander Parra Marulanda
Código 7254934
Tutor:
Diego Alejandro Alarcón
Universidad Nacional Abierta y a Distancia
Escuela de Ciencias Básicas, Tecnología e Ingeniería
Programa de Ingeniería Industrial
Puerto Boyacá, Abril, 2016

2
Introducción
El desarrollo de la actividad, esta estructurada sobre la guia del trabajo colaborativo
2, donde se aoborda el conocimiento expuesto en la unidad dos de materiales industriales,
el trabajo esta comprendido en unas actividades de carácter individual y actividades de
carácter grupal.

3
Trabajo individual:
1. Diagramas de fases y cambios de estado.
Resolver los siguientes problemas propuestos:
1. Una fundición con 3% de C se encuentra en equilibrio a la temperatura ambiente. Se sabe que la solución de C en el Feα a la temperatura ambiente es de 0.008%.
Con lo anterior determine:
a. Fases presentes en su composición.
b. Cantidades relativas de cada una.
Solución
a) Concentración del 3% de CFerrita (Feα) + Cementita (Fe3C)
b) Ferrita (Feα): 0.008 % Cementita (Fe3C): 6.67%
𝑊𝐹𝑒𝛼 = (6.67−376.67−0.008) ∗ 100=55%
𝑊𝐹𝑒3𝐶 1− 0.55∗100= 45%
2. Del diagrama Fe-C que se adjunta, se pueden extraer los siguientes datos:
A 960°C el carbono puede disolverse en la austenita hasta un 1.5%
A 600°C el carbono puede disolverse en ferrita hasta un 0.067%
Se desea saber las fases presentes y su composición:
a. En una aleación con un 1% de carbono, a las temperaturas de 600 y 960°C
b. En una aleación con el 2% de carbono, a la temperatura de 960°C

4
Solución:
a. En la aleación con un 1 % de Carbono, a las temperaturas de 600 y 960 ºC, se encontra el Hierro α (Ferrita) y Cementita Fe3C
𝐴 600 °𝐶:
%𝐹𝑒 𝛼=6.67−16.67−0,067 ∗100= 85.87%%𝐹𝑒3𝐶=1− 0.0676.67−𝑜.𝑜67∗100=14.13%
A 960 °C: se encuantra Austenita pura.
b) Teniendo el 2% de carbono, a temperatura de 960 °C,
Se encuantra Austenita y Cementita.
% 𝐴𝑢𝑠𝑡𝑒𝑛𝑖𝑡𝑎 =6,67− 26.67−1.5 = 90.33%
% 𝐶𝑒𝑚𝑒𝑛𝑡𝑖𝑡𝑎 =2− 1,56.67−1.5 = 9.67%
Explique detalladamente los siguientes procesos de fundición incluyendo esquemas e imágenes.
La fundición es el proceso de producción de piezas metálicas producidas por el aumento de temperatura de diferentes metales, los cuales son convertidos en una sopa liquida la cual es

5
vertida en un molde, y posterior enfriamiento generando la solides de dicha sopa convirtiéndose en una pieza con la opción de ser mecanizada o solo limpiada para su uso.
Las fundiciones son aleaciones ferrosas que contienen entre el 2 a 4% de C y de 1 a 3% de silicio, son materiales con una estructura que no puede tolerar ninguna deformación. De acuerdo a la distribución del acero en su estructura.
Fundiciones blancas
Las fundiciones blancas son aleaciones Fe-C cuyos procesos de solidificación y transformaciones en estado sólido, se realizan siguiendo las leyes generales del diagrama metaestable: su estructura está constituida principalmente por perlita y cementita: grupos de colonias de perlita derivados de la austenita primaria, rodeados por ledeburita transformada, formada por cementita y perlita.
Se producen principalmente por moldeo de la aleación en moldes metálicos con un ajuste apropiado de la composición química.
Estas fundiciones se caracterizan por su dureza, fragilidad causadas por la presencia de cantidades importantes de cementita y resistencia al desgaste, siendo sumamente quebradiza y difícil de mecanizar el acabado se realiza siempre por rectificado. Esta fragilidad y falta de maquinabilidad limita la utilización industrial de este tipo de fundiciones, quedando reducido su empleo a aquellos casos en que no se quiera ductilidad como en las camisas interiores de las hormigoneras, para equipos de movimiento de tierra minería y molienda, para bolas de molinos de bolas, como materia prima para fabricar aceros, para obtener fundiciones maleables.
Microestructuras de fundiciones blancas
a) hipoeutéctica b) eutéctica c) hipereutéctica

6
Distintos tipos de grafito: a) laminar, b) copos, c) esferoidal, d) vermicular
Aspecto tridimensional del grafito común
Cubilote para la fabricación de las fundiciones.

7
Fundición gris
Es un tipo de fundición contiene carbono precipitado como grafito en forma de hojuelas. Es la fundición de hierro de más amplio uso y debe su nombre al color gris de la superficie fracturada. Contiene muchos racimos, es decir celdas eutécticas, de hojuelas de grafito interconectadas. El punto en el cual se conectan estas hojuelas es el núcleo original de grafito. Las hojuelas de grafito aparecen durante la solidificación y posterior enfriamiento de la fundición.
La mayoría de las aleaciones grises son aleaciones hipoeutécticas que contienen entre 2.5% y 4% de carbono. El proceso de grafitización se realiza con mayor facilidad si el contenido de carbono es elevado, las temperaturas elevadas y si la cantidad de elementos grafitizantes presentes, especialmente el silicio es la adecuada. Para que grafiticen la cementita eutéctica y la proueutectoide, aunque no la eutectoide, y así obtener una estructura final perlítica hay que controlar cuidadosamente el contenido de silicio y la velocidad de enfriamiento
Se utiliza en aplicaciones como bases o pedestales para máquinas, herramientas, bastidores para maquinaria pesada, y bloques de cilindros para motores de vehículos, discos de frenos, herramientas agrícolas entre otras
(a) Esquema y (b) microfotografía del grafito en hojuelas en la fundición gris (100x)

8
Características de la Fundición Gris:
Son más blandas que las fundiciones blancas, poseen fractura grisácea, las fundiciones atruchadas son de características y de estructura intermedia entre las fundiciones grises y blancas, una parte del carbono precipita en forma de grafito, la fundiciones grises tienen un peso específico inferior a las blancas, porque el carbono en forma de grafito posee un volumen mayor combinado con el hierro en forma de cementita. Esto se traduce en un aumento de volumen de las fundiciones grises al enfriarse, entre los 1000 y 800 ºC, o sea las temperaturas en que se forma el grafito, es uno de los materiales metálicos más baratos, más utilizadas en la construcción mecánica, las condiciones de carbono en la práctica normal varían entre 2.75% y 3.50%. En fundiciones ordinarias su resistencia a tracción varía en 10 a 20 Kg/mm2 y su dureza de 120 a 180 Brinell, en fundiciones de calidad su resistencia a tracción varia en 20 a 35 Kg/mm2 y su dureza de 180 a 250 Brinell Las fundiciones están compuestas químicamente por: carbono, silicio, manganeso, azufre y fósforo. La composición química de las fundiciones grises se diferencia del de las demás fundiciones por su alto contenido en carbono y silicio.
Fundición nodular
La fundición nodular se creó con el objetivo de reducir el problema de la fragilidad de las fundiciones con grafito laminar, y su baja resistencia al impacto, se desarrollaron fundiciones con el grafito en forma de pequeñas esferas o nódulos.
Consiste en lograr la precipitación del grafito mediante el agregado de sustancias llamadas nodulizantes. Se fabrican directamente en bruto de fusión sin necesidad de tratamiento térmico posterior, añadiendo cerio o magnesio a la fundición en estado líquido inmediatamente antes de ser coladas en los moldes.
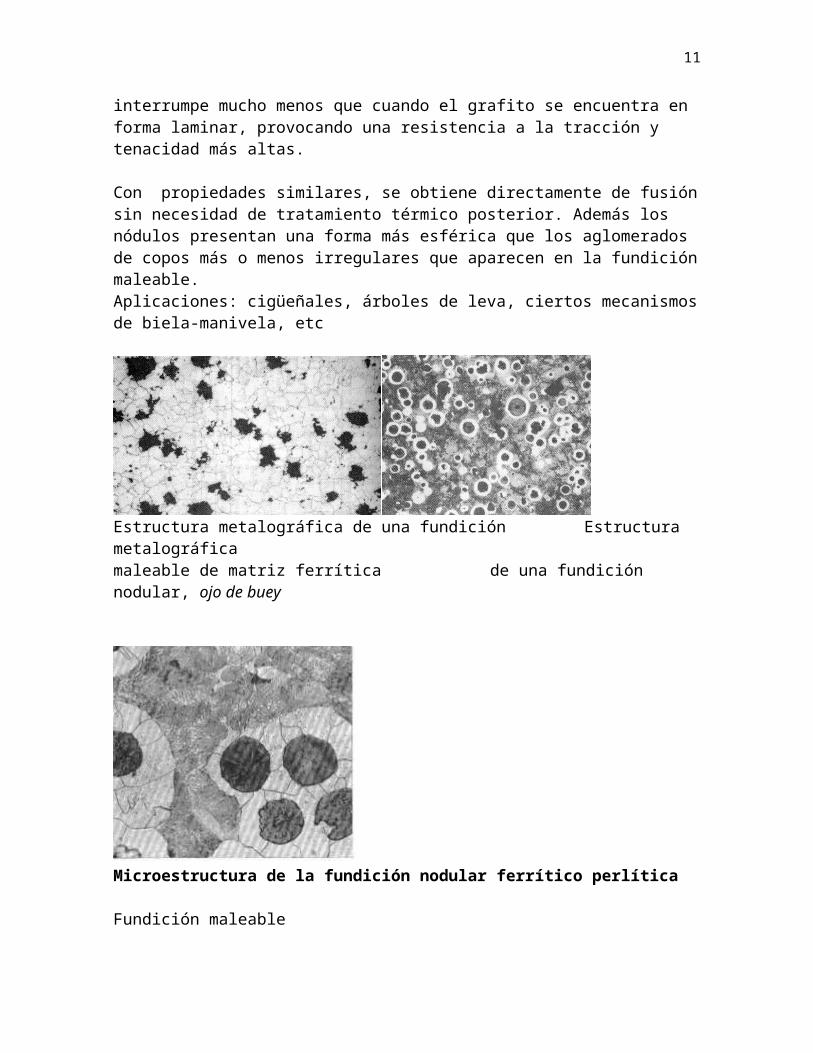
La adición de estos elementos altera el normal mecanismo de solidificación de la fundición, provocando la separación del grafito en forma nodular. La microestructura de estas fundiciones suele estar constituida por esferoides de grafito rodeados por aureolas de ferrita sobre un fondo o matriz de perlita. De este modo la continuidad de la matriz se interrumpe mucho menos que cuando el grafito se encuentra en forma laminar, provocando una resistencia a la tracción y tenacidad más altas.
Con propiedades similares, se obtiene directamente de fusión sin necesidad de tratamiento térmico posterior. Además los nódulos presentan una forma más esférica que los aglomerados de copos más o menos irregulares que aparecen en la fundición maleable.Aplicaciones: cigüeñales, árboles de leva, ciertos mecanismos de biela-manivela, etc

9
Estructura metalográfica de una fundición Estructura metalográfica maleable de matriz ferrítica de una fundición nodular, ojo de buey
Microestructura de la fundición nodular ferrítico perlítica
Fundición maleable
Se obtienen por recocido de fundiciones blancas en condiciones especiales. La designación de fundición maleable utilizada por la mayoría de los países, es en realidad un término impropio que puede inducir al error de pensar que el fin del tratamiento térmico es obtener productos fácilmente forjables. En realidad se producen para reemplazar piezas que deberían ser fabricadas por forjado. Existen dos procedimientos de fabricación que dan lugar a:
Fundición maleable europea o de corazón blanco (zona exterior decarburada -ferrita- y zona interior de ferrita y perlita)
Las piezas de fundición blanca se colocan dentro de cajas cerradas, con un material oxidante tal como mineral de Fe, óxidos, cascarilla de laminación, etc y sometidas a un recocido a alta temperatura (900 a 1100º C) durante 3 a 6 días. Es frecuente emplear aproximadamente 1 día en calentar, 3 en mantener el material a temperatura y 2 en enfriar. En este recocido la fundición blanca se descarbura por difusión de C desde el interior de la pieza hacia el exterior por el efecto oxidante del mineral o cascarilla que la rodea, quedando así convertida en un nuevo material que es muy tenaz y parecido en cierto modo a un acero

10
de bajo carbono. Si la pieza es de grandes dimensiones se obtiene una capa superficial de ferrita y un núcleo de ferrita y perlita, siendo posible encontrar copos de grafito.
Fundición maleable americana o de corazón negro (ferrita y copos de grafito).Ambos procesos consisten en la fabricación de las piezas en fundición blanca, seguido de un recocido.
En este procedimiento las piezas se colocan en cajas cerradas rodeadas con materias neutras como la arena, en lugar de ser recubiertas con materias oxidantes. En el sistema americano la fundición blanca no se descarbura y el carbono no emigra sino que, durante el recocido precipita bajo la forma de copos de grafito, resultando entonces un material muy tenaz también parecido en cierto modo al acero dulce pero con los copos de grafito en una matriz de ferrita.Al mantener la fundición blanca durante cierto tiempo a temperaturas de recocido entre 850-950 º C, la cementita secundaria y eutéctica, se descompone en grafito y austenita. El grafito precipita alrededor de ciertos núcleos potenciales, y crece aproximadamente con la misma velocidad en todas direcciones, tomando la forma final de nódulos irregulares o copos, quedando a su alrededor zonas pobres en carbono
La segunda fase del recocido consiste en un enfriamiento muy lento al atravesar la zona crítica en que tiene lugar la reacción eutectoide. Esto permite a la austenita descomponerse en las fases estables ferrita y grafito.
Bajo la forma de copos compactos, el grafito rompe muy poco la continuidad de la matriz ferrítica tenaz, lo que da lugar a una mayor resistencia y tenacidad con relación a los valores que presenta la fundición gris. Los copos de grafito sirven para lubricar las herramientas de corte, lo que explica la elevada maquinabilidad de la fundición maleable.
Fundición maleable perlítica: en su estructura, parte del carbono se encuentra combinado formando perlita. Tiene aplicación en aquellos casos en que se requiere más dureza y resistencia que las exigibles a las maleables ferríticas, con la consiguiente pérdida de ductilidad y maquinabilidad.
Las fundiciones maleables encontraron su aplicación particular en la fabricación de piezas de forma complicada, en sustitución del acero moldeado. Con el tiempo fueron reemplazadas por las fundiciones nodulares, evitándose así el costo de los tratamientos de tiempos prolongados.
11
Tratamientos de maleabilizado
Microestructua de la fundición maleable ferrítica
12
Materiales compuestos.
Son aquellos que se componen de combinaciones de metales, cerámicos y polímeros. Las propiedades que se obtiene de están relacionadas con las de los componentes, lo que hace que su utilización cada vez sea más práctica, se utilizan matrices reforzadas por otro material y sean fibras o polímeros, agregando unas características únicas es estos materiales.
3. Tratamientos térmicos de los materiales.
Responda las siguientes preguntas de los tratamientos térmicos:
a) Principales propósitos de los tratamientos térmicos
Los tratamientos térmicos son procedimientos que tienen por finalidad mejorar o alcanzar propiedades y características en los materiales a partir de la consecución de la microestructura deseada.
b) Tipos de tratamientos térmicos aplicados a los aceros
Tratamientos térmicos continuos: Estos tratamientos se inician con la etapa de calentamiento hasta que la pieza a tratar alcance la temperatura a partir de la cual se hará el enfriamiento, seguido por un tiempo de sostenimiento a esa temperatura y finalmente se le hace un enfriamiento adecuado.
Recocido: El recocido consiste en calentar adecuadamente la pieza y luego enfriarla de una forma tan lenta que semeje enfriamientos en condiciones de equilibrio, esto se logra si el enfriamiento se hace dentro del horno. Encontramos los siguientes tipos de recocido.- Recocido de ablandamiento- Recocido de alivio de tensiones – estabilizado- Recocido de recristalización
Normalizado: consiste en calentar las piezas a temperaturas ligeramente más elevadas que la crítica para que pase al estado austenítico y luego después de un determinado tiempo de permanencia a esa temperatura, hacerle un enfriamiento en aire tranquilo.Es un tratamiento típico de los aceros al carbono de construcción de 0,15 %C a 0,40 % de C y rara vez se emplea en los aceros de herramientas, ni en los aceros aleados de construcción. De esta forma se deja el acero con una estructura y propiedades que arbitrariamente se considera como normales y características de su composición.

13
Temple: Su objetivo es aumentar la dureza y la resistencia del acero, este tratamiento consiste en un calentamiento desde la zona de austenizacion, seguido de un enfriamiento, adecuadamente rápido que permita la transformación en martensita, es decir una estructura de elevada dureza fragilidad, se logra con el enfriamiento rápido del acero desde una temperatura elevada. En general, esto se logra sumergiendo la pieza en agua, aceite, sal o aplicando aire comprimido. Como resultado del temple, las partes deben desarrollar una microestructura aceptablemente dura, en el estado templado, y en las áreas críticas unas propiedades mecánicas mínimas. Tipos de temple- Temple ordinario o directo- Temple escalonado- Medio de enfriamiento o medios de temple- Temperatura del medio de temple
Revenido de aceros templados: El revenido consiste en calentar una pieza templada por períodos del orden de 1 a 3 horas a temperaturas menores que la de austenitización. Primero se calienta el acero a una temperatura levemente superior a la de austenitización A3 o Acm, luego es enfriado rápidamente, de modo que no se corte la nariz de las curvas TTT, para formar una estructura martensítica. Posteriormente, el acero es recalentado a una temperatura inferior a A1 para obtener la dureza
Tratamientos térmicos isotérmicos: Este tipo de tratamientos se realizan a temperatura constante de forma tal a obtener la microestruatura deseada, la cual puede ser consultada para un acero específico en su diagrama TTT. Los principales tratamientos isotérmicos son:
Austempering o austemperado: Es un tratamiento isotérmico que consiste en calentar el acero a la temperatura de austenitización y después de sostenerlo un determinado tiempo, enfriarlo rápidamente hasta una temperatura levemente superior a Ms en un baño de sal, este baño mantiene la temperatura de la pieza constante. La reacción a esta temperatura produce una estructura completamente bainítica, luego el acero es enfriado al aire, hasta la temperatura ambiente. De este modo se logra una estructura dura pero no excesivamente frágil.
Martempering o martemperado: Un procedimiento de temple a alta temperatura cuyo objetivo es disminuir las grietas, distorsión o los esfuerzos residuales. No es un proceso de revenido, como lo indica su nombre y por eso tiende a llamársele marquenching o martemplado.Comprende tres etapas:

14
1. Se enfría desde la temperatura de austenización en un medio fluido caliente como aceite caliente, sales fundidas, metal fundido o lecho de partículas fluidizadas a una temperatura que debe estar por encima de Ms.2. Allí se deja el acero hasta que la temperatura en toda la pieza sea uniforme sin que se produzcan transformaciones, pues la pieza continúa siendo austenítica. Al ser extraída del baño, todavía debe estar plástica y se puede restaurar si ha sufrido alguna distorsión.3. Seguidamente la pieza se enfría, generalmente en aire quieto, a una velocidad moderada para prevenir grandes diferencias entre la superficie y el centro de la pieza. De este modo la formación de martensita ocurre de un modo uniforme en toda la masa evitando la formación de excesivas tensiones residuales.
Tratamientos térmicos de endurecimiento superficial: consiste en endurecer solo la superficie para que resistan el degaste, pero su interior debe ser más blando para resistir impactos.
Cementación o Carburización: La cementación es un procedimiento por medio del cual un acero de bajo carbono, 0,2% C o menos, se austenitiza en una atmósfera o en un ambiente rico en C, las condiciones dadas en este procedimiento permiten que el carbono difunda hacia el interior de la pieza, permitiendo a la austenita disolver altos porcentajes de éste. La temperatura usual de cementación es cercana a los 950ºC y la profundidad de capa obtenida por medio de este tratamiento depende del tiempo y de la dureza deseada. Una vez obtenida la capa exterior rica en C, esta se endurece por temple. Cabe señalar que la cementación en lo posible debe usarse en aceros en los cuales no pueda crecer mucho el grano y se pueda templar directamente.
Carbonitruración: Es un proceso de endurecimiento superficial de carácter gaseoso. En este proceso se calienta un acero en una atmósfera gaseosa de composición tal que el C y N se absorben simultáneamente, obteniéndose una capa superficial muy dura. La atmósfera consiste en un "gas portador" enriquecido por gas natural, metano o propano (que proporcionan el C), y por amoníaco (que entrega el N necesario). El proceso de difusión de C y N se realiza entre 815 y 870ºC y luego se templa en aceite, para disminuir la distorsión y el peligro que se produzcan fisuras.El espesor de capa carbonitrurada es menor a 0,5 mm. Así por ejemplo, capas de 0,15 a 0,40 mm se obtienen con tiempo de carbonitruración que van de 1/2 a 3 horas a una temperatura de 815°C. - Carbonitruración líquida- Carbonitruración gaseosa
Tenifer: En este tratamiento se utilizan baños nitrurantes de bajo contenido de cianuro, o cianuro libre.Estos baños poseen un elevado potencial de carbono y nitrógeno; por la convección existe transferencia uniforme de calor y rápida reacción con las sustancias que ceden carbono y

15
nitrógeno, de esta manera se obtiene una capa de compuestos constituidos por Fe-N-C que aparecen al poco tiempo de empezar el tratamiento.Esta capa mejora las propiedades de dureza y el espesor de la zona de manera uniforme ya que no hay transformación de la estructura ni producción de los carbonitruros complejos que se formaban en la nitruración con alto contenido de nitrógeno.El proceso Tenifer es un tratamiento de corta duración y económico para la nitruración de aceros de construcción y de herramientas. Con un tiempo de 60 a 180 min, las piezas obtienen una zona de compuestos suficientemente gruesa y resistente al desgaste, así como valores elevados de resistencia a la fatiga.
Nitruración: Es un proceso para endurecimiento superficial de aceros aleados en una atmósfera constituida por una mezcla en proporciones adecuadas de gas amoníaco y amoníaco disociado. La efectividad de este proceso depende de la formación de nitruros en el acero por la reacción del N con ciertos elementos de aleación, principalmente Al, Cr y Mo. El N difunde en el acero y forma nitruros complejos.
Nitruración iónica: En este tipo de nitruración se usa una corriente eléctrica para ionizar el gas nitrógeno a baja presión en vacío. Los iones son acelerados hacia la pieza nitrurada por un potencial eléctrico, la pieza se calienta por el choque de iones, los que además son fuente de nitrógeno. El proceso es un 30 a 50% más rápido que la nitruración convencional.
Temple por inducción: Es un proceso de endurecimiento de acero, en el cual las superficies de las piezas se calientan rápidamente a temperatura de austenitización mediante inducción electromagnética, Una vez alcanzada la temperatura de austenitización se aplica una ducha de agua fría que produce el temple.El principio del calentamiento por inducción es el siguiente: una bobina que conduce una corriente de alta frecuencia rodea o se coloca sobre la pieza, se inducen así corrientes alternativas y loops de histéresis que generan rápidamente calor en la superficie.
Temple superficial por soplete o a la llama: Este es un procedimiento de tratamiento térmico en el que una cáscara delgada de la superficie del acero se calienta rápidamente hasta la temperatura de austenización y luego se enfría, de modo que la cáscara queda con una estructura martensítica y el centro de la pieza queda en un estado original.El temple clásico no puede compararse con el temple superficial ni reemplazarlo, puesto que el calentamiento de las piezas, introducidas enteramente en el homo, se lleva a cabo lentamente y, por consiguiente, puede llegar hasta el corazón de las mismas.

16
c) Que son los tratamientos térmicos ISOTERMICOS, SUPERFICIALES y TERMOQUIMICOS y sus principales características
Los tratamientos isotérmicos, en ellos se llevan el materia a una cierta temperatura y se mantienen constante durante un determinado tiempo estos tratamientos tienen una gran limitante, son los equipos utilizados para llevarlos a cabo dichos procesos porque para mantener la temperatura constante es necesario contar con hornos con control automático, baños de sales y plomo y su temperatura debe ser mayor que la de fusión.
Tratamientos isotérmico busca la transformación del acero de austenita estable en martensita, bainita, troostita o sorbíta,mediante una transformación a temperaturaconstante.Los tratamientos termoquímicos en general son llamados tratamientos térmicos superficiales. Otro tipo de tratamiento, el cual busca la recipitación de partículas duras en el acero es conocido como envejecimiento. Los más importantes son: cementación, nitruración, cianuración y sulfinización. Además de los producir cambios en la estructura, también se producen cambios en la composición química de su capa superficial añadiendo distintos productos.Estos tratamientos requieren el uso de calentamiento y enfriamiento controlados en atmósferas especiales. Los objetivos que se persiguen mediante estos procesos son variados, pero entre ellos podemos destacar:Mejorar la dureza superficial de las piezas, sin disminuir la tenacidad del núcleo.Aumentar la resistencia al desgaste aumentando el poder lubrificante.Aumentar la resistencia a la fatiga y/o la corrosión, sin modificar otras propiedades esenciales tales como ductilidad.Se aplican sobre herramientas de arranque de viruta, camisas de pistones,..
CEMENTACIÓNConsiste en aumentar la cantidad de carbono de la superficie, en estado sólido (carbón vegetal), líquido (cianuro sódico) o gaseoso (hidrocarburos). Se consigue teniendo en cuenta el medio o atmósfera que envuelve el metal durante el calentamiento y enfriamiento.Se consiguen superficies de gran dureza y resistencia superficial. Se aplica a piezas resistentes al desgaste y a los choques.
NITRURACIÓNConsiste en aportar nitrógeno a la superficie de la pieza por medio de una corriente de amoniaco.Se consiguen durezas muy elevadas y superficies muy resistentes al desgaste, la corrosión y la fatiga sin perder la dureza. Se aplica a piezas sometidas a choques y rozamientos (ruedas dentadas, árboles de levas, ejes de cardán, aparatos de medida).
17
CIANURACIÓNEs una mezcla de cementación y nitruración. Se endurecen las piezas introduciendo carbono y nitrógeno mediante baños de cianuro, carbonato y cianato sódico. Después hay que templar las piezas.
SULFINIZACIÓNConsiste en aportar a la superficie azufre, carbono y nitrógeno para mejorar la resistencia al desgaste, favorecer la lubricación y evitar el agarrotamiento. Se aplica a herramientas.
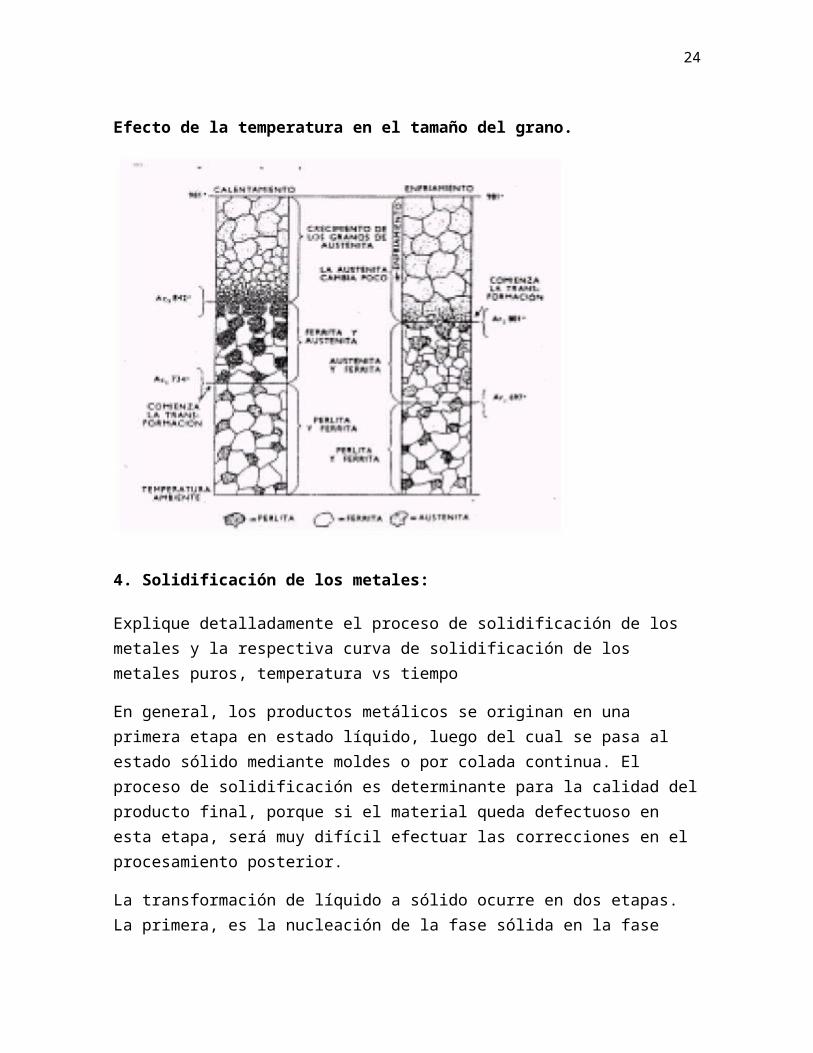
d) Cuáles son las tres etapas de tratamiento térmico (graficar) y cuál es el efecto de la temperatura en el tamaño de grano.

18
Efecto de la temperatura en el tamaño del grano.
4. Solidificación de los metales:
Explique detalladamente el proceso de solidificación de los metales y la respectiva curva de solidificación de los metales puros, temperatura vs tiempo
En general, los productos metálicos se originan en una primera etapa en estado líquido, luego del cual se pasa al estado sólido mediante moldes o por colada continua. El proceso de solidificación es determinante para la calidad del producto final, porque si el material queda defectuoso en esta etapa, será muy difícil efectuar las correcciones en el procesamiento posterior.
La transformación de líquido a sólido ocurre en dos etapas. La primera, es la nucleación de la fase sólida en la fase líquida, donde se genera una superficie sólido-líquida que tiene una energía de superficie, la segunda, se refiere al crecimiento de estos núcleos a medida que desciende la temperatura. Por lo tanto, durante la solidificación coexisten ambas fases, sólida y líquida.
La relación entre las velocidades de nucleación y crecimiento determinará la forma y el tamaño de los granos del sólido resultante.

19
Una vez formados los núcleos, un cierto número de ellos crecerá. El crecimiento depende del cambio de energía libre, ( Gs), que ocurre en la interfase cuando un número NA de átomos se agrega como una nueva capa a los N átomos que ya pertenecen al sólido. Gs es función de los siguientes parámetros o variables:
El crecimiento de los núcleos puede ser:
Según caras planas.
Según caras irregulares.

20
Dependiendo de la velocidad de enfriamiento se presentan dos tipos de solidificación:
• Si la solidificación es extraordinariamente lenta, ésta ocurre según el diagrama de equilibrio de fases.
• En la práctica la velocidad de enfriamiento es mayor a la ideal y por ello se produce una distribución inhomogénea del soluto en el sólido, esto es conocido como segregación.
Solidificación de eutécticos
La solidificación, en enfriamiento lento, sigue las reglas de los diagramas de fases ya conocidas, que son:
Completa miscibilidad en estado líquido y miscibilidad parcial en estado sólido.
Las líneas liquidus y solidus tiene un coeficiente de partición menor a la unidad.
Las dos líneas liquidus se juntan en el punto eutéctico E, a través de este punto se dibuja una isoterma que conecta las soluciones sólidas terminales.
Cuando una aleación de composición eutéctica E comienza a solidificar hay tres fases presentes: una fase líquida, L, y dos soluciones sólidas. La solidificación del líquido eutéctico comienza con la deposición simultánea de las soluciones sólidas, de composición C y D respectivamente, la temperatura permanece invariante hasta que todo el líquido haya solidificado, lo que se explica mediante la regla de las fases de Gibbs. Bajo la línea eutéctica se encontrarán dos fases sólidas, teniéndose nuevamente un grado de libertad lo que permite que la temperatura continúe disminuyendo.
En cambio, una aleación de composición F comienza a solidificar a T0. Las dendritas de aumentan desde T0 hasta TE. A una temperatura levemente superior a TE hay :

21
Al enfriar por debajo de TE, todo el líquido solidifica como eutéctico, las fases, solidifican estrechamente ligadas entre sí. Esto ocurre en diversas formas.
Por otra parte, en una aleación de composición G, se observa que: si el enfriamiento es lento, se obtendrá una solución sólida homogénea; en cambio, si el enfriamiento es bajo condiciones normales, i.e. rápido, existirá material eutéctico entre granos de solución sólida, debido a la segregación interdendrítica.
El diagrama temperatura-tiempo para el enfriamiento de una aleación de composición C a partir del líquido se muestra en la Figura 1.8-3:
Trabajo En grupo:
5. Principales estructuras cristalinas metálicas
Explique las características y diferencias de las siguientes estructuras cristalinas con los respectivos gráficos de cada estructura:
a) Estructura cristalina cubica centrada en el cuerpo (BCC)
- La estructura BCC: Cada átomo central se encuentra rodeado por otros 8 átomos vecinos, Modelo de esferas rígidas, un átomo completo situado en el centro de la celda unidad, está en contacto con 8 átomos que se encuentran situadas en cada vértice de la celda.- Los átomos en una celda BCC contactan entre si a través de la diagonal del cubo, la relación entre la longitud de la cara del cubo a y el radio

22
b) Estructura cristalina cubica centrada en las caras (FCC) Los átomos se sitúan en los vértices del cubo y otro en el centro de cada cara del cubo.
c) Estructura cristalina hexagonal compacta (HCP)
No todos los metales tienen celda unidad con simetría cúbica, sino que algunos cristalizan con una celda unidad hexagonal.

23
6. Tipos de aceros de aleación
Explique los siguientes enunciados relacionados con aceros de aleación
a) Que son los aceros, cuáles son sus propiedades físicas y características mecánicas según su composición
Se da el nombre de aceros aleados a los aceros que además de los cinco elementos: carbono, silicio, manganeso, fósforo y azufre, contienen también cantidades relativamente importantes de otros elementos como el cromo, níquel, molibdeno, entre otros, que mejorar alguna de sus características fundamentales.
Los elementos de aleación que más frecuentemente suelen utilizarse para la fabricación de aceros aleados son: níquel, manganeso, cromo, vanadio, wolframio, molibdeno, cobalto, silicio, cobre, titanio, circonio, plomo, Selenio, aluminio, boro y Niobio.
La influencia que ejercen esos elementos es muy variada, y, empleados en proporciones convenientes, se obtienen aceros con ciertas características que, no se pueden alcanzar con los aceros ordinarios al carbono.
Los aceros aleados posibilitan fabricar piezas de gran espesor, con resistencias muy elevadas en el interior de las mismas. En elementos de máquinas y motores se llegan a alcanzar grandes durezas con gran tenacidad. Se puede fabricar mecanismos que mantengan elevadas resistencias, aún a altas temperaturas. Aceros inoxidables que sirven para fabricar elementos decorativos, piezas de máquinas y herramientas, que resisten perfectamente a la acción de los agentes corrosivos. La fabricación de troqueles de formas muy complicadas que no se deformen ni agrieten en el temple, etc.
24
Los compuestos que son adicionados a los aceros, la tendencia que tienen ciertos elementos a disolverse en la ferrita o formar soluciones sólidas con el hierro alfa, y la tendencia que en cambio tienen otros a formar carburos.
La influencia de los elementos de aleación en los diagramas de equilibrio de los aceros
La influencia de los elementos aleados sobre la templabilidad.
La influencia que tienen en retardar el ablandamiento que se produce en el revenido.
Existen otras influencias diversas, como mejoras en la resistencia a la corrosión, resistencia al calor, resistencia a la abrasión, etc., las cuales se deben directa o indirectamente a alguna de las variaciones o fenómenos.
b) Los aceros son la razón de ser de la industria a nivel mundial por lo tanto está presente en todas las áreas de los procesos industriales, según esto enuncie los aceros más usados para la fabricación de tuberías, válvulas y conexiones, sus principales características y las normas que la rigen.
Uno de los sistemas más generalizados en la nomenclatura de los aceros es el que está basado en su composición química, la norma SAE emplea números compuestos de cuatro o cinco cifras, según los casos, cuyo ordenamiento caracteriza o individualiza un determinado acero.Acero SAE XXXXPrimera cifra 1 caracteriza a los aceros al C.Primera cifra 2 caracteriza a los aceros al Ni.Primera cifra 3 caracteriza a los aceros al Cr-Ni.Primera cifra 4 caracteriza a los aceros al Mo.Primera cifra 5 caracteriza a los aceros al Cr.Primera cifra 6 caracteriza a los aceros al Cr-V.Primera cifra 7 caracteriza a los aceros al W (tungsteno ó wolframio).Primera cifra 8 caracteriza a los aceros al Ni-Cr-Mo.Primera cifra 9 caracteriza a los aceros al Si-Mn.Ejemplo 1: Acero SAE 2340Primera cifra 2 : acero al níquel. Segunda cifra 3: 3% de níquel.
Clasificación de los aceros aleados de acuerdo con su utilización

25
Aceros en los que tiene una gran importancia la templabilidad:
Aceros de gran resistencia. Aceros de cementación. Aceros de muelles. Aceros indeformables.
Aceros de construcción: Aceros de nitruración, aceros resistentes al desgaste, aceros para imanes, aceros para chapa magnética, aceros inoxidables y resistentes al calor
Aceros de herramientas: Aceros rápidos, aceros de corte no rápidos, aceros indeformables, aceros resistentes al desgaste, aceros para trabajos de choque, aceros inoxidables y resistentes al calor.
NOMENCLATURA DE LOS ACEROS SISTEMA S.A.E - A.I.S.I
Como la microestructura del acero determina la mayoría de sus propiedades y aquella está determinada por el tratamiento y la composición química; uno de los sistemas más generalizados en la nomenclatura de los aceros es el que está basado en su composición química.
En el sistema S.A.E. - A.I.S.I, los aceros se clasifican con cuatro dígitos XXXX. Los primeros dos números se refieren a los dos elementos de aleación mas importantes y los dos o tres últimos dígitos dan la cantidad de carbono presente en la aleación. Un acero 1040 AISI es un acero con 0.4%C; un acero 4340 AISI, es un acero aleado que contiene o.4%C, el 43 indica la presencia de otros elementos aleantes.
Las convenciones para el primer dígito son:
1 - MANGANESO
2 - NIQUEL
3 - NIQUEL-CROMO, principal aleante el cromo
4 - MOLIBDENO
5 - CROMO
6 - CROMO-VANADIO, principal aleante el cromo
8 - NIQUEL-CROMO-MOLIBDENO, principal aleante el molibdeno
9 - NIQUEL-CROMO-MOLIBDENO, principal aleante el níquel.
Influencia de los elementos de aleación en las propiedades de los aceros
Níquel

26
Es evitar el crecimiento del grano en los tratamientos térmicos, lo que sirve para producir en ellos gran tenacidad. El níquel además hace descender los puntos críticos y por ello los tratamientos pueden hacerse a temperaturas ligeramente más bajas que la que corresponde a los aceros ordinarios. Experimentalmente se observa que con los aceros aleados con níquel se obtiene para una misma dureza, un limite de elasticidad ligeramente más elevado y mayores alargamientos y resistencias que con los aceros al carbono o de baja aleación. En la actualidad se ha restringido mucho su empleo, pero sigue siendo un elemento de aleación indiscutible para los aceros de construcción empleados en la fabricación de piezas para maquinas y motores de gran responsabilidad, se destacan sobre todo en los aceros cromo-níquel y cromo-níquel-molibdeno.
El níquel es un elemento de extraordinaria importancia en la fabricación de aceros inoxidables y resistentes a altas temperaturas, en los que además de cromo se emplean porcentajes de níquel variables de 8 a 20%.
Los aceros al níquel más utilizados son los siguientes:
a) Aceros al níquel con 2, 3 y 5%. Con 0.10 a 0.25% de carbono se utilizan para cementación, y con 0.25 a 0.40% de carbono para piezas de gran resistencia.
b) Aceros cromo-níquel-molibdeno con porcentajes de níquel variables desde 1 a 5%; con bajos porcentajes de carbono (0.10 a 0.22%) se emplean para cementación y con porcentajes de 0.25 a 0.40% de carbono se emplean para piezas de gran resistencia. En estos aceros los porcentajes de estos elementos aleados suelen estar en relación aproximada de 1% de cromo y 3% de níquel.
c) Aceros de media aleación níquel-molibdeno y níquel-manganeso. Se suelen emplear para piezas de gran resistencia y para piezas cementadas con porcentajes de carbono variables de 0.25 a 0.40% en el primer caso y de 0.10 a 0.25% en el segundo, variando el contenido en níquel de 1 a 2%, el de manganeso de 1 a 1.5% y el molibdeno de 0.15 a 0.40%.
d) Aceros inoxidables y resistentes al calor cromo-níqueles, con 8 a 25% de níquel que son de estructura austenitica.
e) Otros aceros de menor importancia son los aceros cromo-níqueles para estampación en caliente y para herramientas.
Cromo
Es uno de los elementos especiales más empleados para la fabricación de aceros aleados, usándose indistintamente en los aceros de construcción, en los de herramientas, en los inoxidables y los de resistencia en caliente. Se emplea en cantidades diversas desde 0.30 a 30, según los casos y sirve para aumentar la dureza y la resistencia a la tracción de los

27
aceros, mejora la templabilidad, impide las deformaciones en el temple, aumenta la resistencia al desgaste, la inoxidabilidad, etc.
Los aceros con cromo de mayor utilidad son:
a) Aceros de construcción, de gran resistencia mecánica de 0.50 a 1.50% de cromo y 0.30 a 0.45% de carbono, aleados según los casos, con níquel y molibdeno para piezas de gran espesor , con resistencias variables de 70 a 150 Kg/mm2.
b) Aceros de cementación con 0.50 a 1.50% de cromo y 0.10 a 0.25% de carbono , aleados con níquel y molibdeno.
c) Aceros de nitruracion cromo-aluminio-molibdeno.
d) Aceros para muelles cromo-vanadio y cromo-silicio.
e) Aceros de herramientas con 0.30 a 1.50% de cromo y 0.070 a 1.50% de carbono. En ellos el cromo mejora la penetración de temple, la resistencia al desgaste, permite el temple en aceite y evita deformaciones y grietas.
f) Aceros indeformables con 5 a 12% de cromo.
g) Aceros rápidos y de trabajos en caliente.
h) Aceros inoxidables martensiticos con 12 y 17% de cromo, aceros austeniticos con 14 a 25% de cromo en cantidades de níquel variables de 8 a 25% y aceros inoxidables con 27% de cromo.
El cromo se disuelve en la ferrita y muestra una fuerte tendencia a formar carburos de cromo y carburos complejos.
Molibdeno
Mejora la resistencia a la tracción, la templabilidad y la resistencia al creep de los aceros. Añadiendo solo pequeñas cantidades de molibdeno a los aceros cromo-níqueles, se disminuye o elimina casi completamente la fragilidad Krupp, que se presenta cuando estos aceros son revenidos en la zona de 450º a 550º.
Manganeso:
Aparece prácticamente en todos los aceros, debido, principalmente, a que se añade como elemento de adición para neutralizar la perniciosa influencia del azufre y del oxigeno, que siempre suelen contener los aceros cuando se encuentran en estado liquido en los hornos durante los procesos de fabricación. El manganeso actúa también como desoxidante y evita, en parte, que en la solidificación del acero que se desprendan gases que den lugar a porosidades perjudiciales en el material.

28
Si los aceros no tuvieran manganeso, no se podrían laminar ni forjar, porque el azufre que suele encontrarse en mayor o menor cantidad en los aceros, formarían sulfuros de hierro, que son cuerpos de muy bajo punto de fusión (981º aprox.) que a las temperaturas de trabajo en caliente (forja o laminación) funden, y al encontrarse contorneando los granos de acero crean zonas de debilidad y las piezas y barras se abren en esas operaciones de transformación.
Los aceros ordinarios y los aceros aleados en los que el manganeso no es elemento fundamental, suelen contener generalmente porcentajes de manganeso variables de 0.30 a 0.80%.
Los aceros al manganeso de uso más frecuente son:
a) Aceros al manganeso de gran resistencia, que generalmente pertenecen al grupo de aceros de media aleación, en los que al emplearse el manganeso en cantidades variables de 0.80 a 1.60%, con contenidos en carbono de 0.30 a 0.050%, se consigue mejorar la templabilidad y obtener excelentes combinaciones de características mecánicas aun en piezas de cierto espesor.
b) Aceros indeformables al manganeso con 1 a 3% de Mn y 1% de carbono, aproximadamente, en los que la presencia de un alto porcentaje de manganeso, hace posible el temple con simple enfriamiento en aceite, o el aire, con lo que las deformaciones de las herramientas son muy pequeñas.
c) Aceros austeniticos al manganeso con 12% de Mn y 1% de carbono, aproximadamente, que a la temperatura ambiente son austeniticos y tienen gran resistencia al desgaste, empleándose principalmente, para cruzamientos de vías, mordazas de maquinas trituradoras, excavadoras, etc.
Silicio
Este elemento aparece en todos los aceros, lo mismo que el manganeso, porque se añade intencionadamente durante el proceso de fabricación. Se emplea como elemento desoxidante complementario del manganeso con objeto de evitar que aparezcan en el acero los poros y otros defectos internos. Los aceros pueden tener porcentajes variables de 0.20 a 0.34% de Si.
Se emplean aceros de 1 a 4.5% de Si y bajo porcentaje de carbono para la fabricación de chapas magnéticas, ya que esos aceros, en presencia de campos magnéticos variables, dan lugar solo a perdidas magnéticas muy pequeñas, debido a que el silicio aumenta mucho su resistividad.

29
Mejora ligeramente la templabilidad y la resistencia de los aceros a disminuir la tenacidad, y en ciertos casos mejora también su resistencia a la oxidación.
c) Realice un cuadro sinóptico con la clasificación de los materiales industriales metálicos.
d) Cuáles son los efectos de los aleantes sobre los aceros, realice un diagrama con la información obtenida.
Los aceros al carbono son aleaciones binarias hierro-carbono que peresentan unas excelentes propiedades mecánicas y bajo coste. Sin embargo es posible mejorar estas propiedades y especialmente adaptar estos productos a trabajos en condiciones más severas (p.e., ambientes corrosivos, altas temperaturas) mediante el uso de elementos de aleación. El coste de los aceros de media y alta aleación también será mayor.
3.2.Distribución de los elementos aleantes Podemos dividir los elementos de aleación de los aceros en varias categorías atendiendo a las fases en las que aparecen:
- Elementos que aparecen disueltos en la ferrita
CLASIFICASION DE LA MATERIALES INSDUSTRIALES METALICOS
FERROSOS
HIERROACEROS
FUNDICIONES FERROALECIONES
CONGLOMERADOS
NO FERROSOS COBRE
BRONCE LATON
ESTAÑO PLOMO
CINC CROMONIQUEL
ALUMINIO TITANIO
MAGNECIO BERILIO

30
- Elementos que aparecen disueltos y también forman carburos estables
- Elementos que aparecen formando carburos
- Elementos que aparecen en forma de inclusiones no metálicas
- Elementos presentes en estado libre.
Dentro de la primera categoría se sitúan elementos tales como el niquel, cobre, fósforo, silicio, aluminio y cobalto, que normalmente aparecen disueltos en la ferrita (formando soluciones sólidas de sustitución), dado que su solubilidad en la cementita o su tendencia a formar carburos es muy baja. Recuérdese que solamente los elementos con radio atómico más pequeño, como el carbono y el nitrógeno, forman soluciones sólidas de inserción. El efecto principal que origina la entrada en solución sólida de otros elementos en la ferrita es la distorsión de su red cristalina (diferente tamaño atómico), que a su vez produce el endurecimiento de la ferrita. El endurecimiento es notablemente mayor en las soluciones sólidas de inserción que en las de sustitución. Este carácter endurecedor, de mayor a menor, resulta ser: C, N, P, Sn, Si, Cu, Mn, Mo. El niquel, cromo y aluminio apenas afectan a la dureza de la ferrita..
Muchos de los elementos de aleación empleados en la fabricación de aceros corresponden a la segunda categoría, siendo entonces formadores de carburos (generalmente más estables que la cementita), aunque si están presentes en bajas concentraciones, entran en solución tanto en la cementita como en la ferrita. Ejemplos típicos son el manganeso, cromo, molibdeno, vanadio, niobio, wolframio, etc. El manganeso no forma carburos sino que suele aparecer disuelto en la cementita. Un mismo elemento químico puede fonnar varios carburos distintos en función de las proporciones relativas de carbono y del citado elemento presentes en el acero. La Figura 3.1 presenta el diagrama de equilibrio de un acero con 0.2% de carbono y diferentes proporciones de cromo y vanadio a 70ü°C. Nótese que en este supuesto carburos del tipo de la cementita (M3C) solo son estables cuando el contenido de cromo es menor del 1.2% Yel de vanadio inferior al 0.6%. Cuando cualquiera de estos elementos fonnadores de carburos está presente en mayor proporción de la necesaria para formar carburos, que a su vez viene detenninada por el contenido en carbono del acero, el resto aparece disuelto en la red de ferrita. Por otro lado, los elementos no carburígenos (silicio, fósforo, aluminio, niquel y cobre, en orden decreciente) tienen carácter grafitizante, es decir dificultan la fonnación de cementita y en su lugar promueven la aparición del carbono en su fonna más estable, es decir, grafito.
Solamente hay unos pocos elementos que entran casi exclusivamente en combinación con los carburos. El más importante es el nitrógeno, que fonna carbonitruros con elementos como el titanio, niobio, vanadio,..

31
Hay ciertos elementos como el silicio, manganeso, aluminio, calcio, magnesio que, estando presentes en cantidades muy pequeñas, fonnan inclusiones no metálicas, del tipo de los óxidos y sulfuros. Son elementos residuales que quedan formando estas fases tras los correspondientes tratamientos de desoxiadación y desulfuración utilizados en el curso de la elaboración de los aceros. De cualquier manera, la proporción de estas fases es siempre muy pequeña, ya que son función del contenido final de oxígeno y de azufre del acero. Desde este punto de vista el manganeso tiene un efecto beneficioso ya que en virtud de su mayor afinidad por el azufre impide la formación de FeS (se forma en su lugar MnS). La fase FeS forma con el hierro un constituyente eutéctico de bajo punto de fusión que dificultaría mucho la laminación en caliente y la forja de los aceros.
Por último, elementos tales como el plQmo aparecen en estado libre formando parte de los aceros, es decir sin combinar ni solubilizar.

32
CONCLUSIONES
El mundo de los materiales es muy vasto, cada material representa y tienen una cantidad de características diferentes, dando lugar que cada uno es utilizado para una acción específica, pero con las alecciones y fundiciones se pudo llegar a optimizar esto, abriendo una puerta a los metalúrgicos para llegar a fabricar material prácticamente a medida para diferentes actividades, generando unas características únicas y especiales, logrando avances en muchas áreas.

33
BIBLIOGRAFÍA
Poveda Martinez Santiago. Materiales compuestos. Bogota. Colombia 2012.
UNAD. Guia trabajo colaborativo 2. Materiales Industriales. Colombia. 2015.
UNAD. Módulo de Materiales industriales. Colombia
Castro Guillermo. Fundiciones. Colombia 2009.
https://ingenierosenapuros.files.wordpress.com/2012/02/08-02-2012-t1-capitulo-1-estrutura-y-geometrc3ada-cristalina.pdf.
http://www.utp.edu.co/~publio17/temas_pdf/estructura_sol.pdf
http://html.rincondelvago.com/aceros-aleados-y-elementos-de-aleacion.html
http://www.utp.edu.co/~publio17/ac_aleados.htm




