Embed Size (px)
Citation preview

TRABAJO DE INVESTIGACION
Proceso Textil
1. Hilanderia y Tejederuria : lizzett
2. Pretratamiento : Leyda
3. Teñido: flor
4. Acabado : lucero
5. Confecciòn : Maria

PROCESO TEXTIL
1. HILANDERIA Y TEJEDURIA
BOBINADO
Podemos definirla como la operación de pasar las husadas, salidas de hilandería, a unidades de hilo llamadas bobinas que sean mas adecuadas para realizar el urdido, el teñido o como fileta de trama de las maquinas de tejer. Se aprovecha esta operación para realizar acciones complementarias como pueden ser el purgar el hilo y eliminar el defectos que superen parámetros preestablecidos. 0 también para añadir productos que tendrán una utilidad en las operaciones siguientes.
Estos pueden ser ceras o suavizantes de superficie o pueden ser productos antiestáticos.
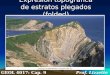
Figura 1.- Plegado al azar Figura 2.- Plegado de precisión
EL URDIDO
Puede ser definido como la operación con la cual se obtiene la urdimbre arrolIada sobre un plegador, partiendo de un cierto número de bobinas. Esta urdidumbre es el conjunto de los hilos ordenados, plegados en forma paralela, con una longitud preestablecida.
Posee además los elementos auxiliares que permiten que se conserve este orden de los hilos en las operaciones siguientes. Los parámetros que detallan a esta urdimbre son: EI numero de hilos, la longitud de los mismos, el colorido que forman, el ancho de la misma. Los llamados urdidores electrónicas controlan el correcto funcionamiento de estassecuencias. En caso necesario actúan automáticamente sobre la tensión de los hilos para conservar el perímetro exterior de cada faja. AI producirse una rotura de un hilo de urdimbre, el urdidor se para y el operario urdidor procede a subsanarla. Pero debido a la gran velocidad de urdido (hasta 800 m/min.), algunos de los extremos de los hilos rotos habrán quedado arrollados en la bota, al detenerse el urdidor.

En este caso cabe la posibilidad de hacer girar la bota, en sentido contrario, recogiendo el hilo sobrante de la faja, en un acumulador de hilo. Pero la capacidad de estos acumuladores es limitada y en algunos casos no es prudente su usa. Entonces debe procederse a señalizar la zona de urdimbre donde hay este hilo perdido y recuperar el cabo rota en la operación plegado.
La operación plegado se realiza normalmente en el mismo urdidor con el concurso de launidad plegadora.
En la siguiente figura podemos observar el esquema de un raso. La representación delmismo en el papel cuadriculado. El perfil de urdimbre y el perfil de trama
ENCOLADO ( Solo para telas de tejido plano )
Hemos citado la necesidad de encolar, pero ¿como ayuda la cola al hilo? Se ha de hacer una distinción entre los hilados de fibra discontinua y los multifilamentos continuos. En los hilados, la hilatura ha procurado paralelizar las fibras manteniéndolas unidas por la torsión. Pero esto no siempre se consigue al 100%. Muchas fibras quedan con un extremo libre no cogido al hilo (fibras flotantes) que forman la vellosidad. La torsión se acumula en las zonas más delgadas siguiendo las irregularidades del hilo.
Los hilos necesitan un equilibrio entre su grosor y la torsión, de lo que resulta una esponjosidad que se traduce en el tacto del tejido. No siempre conviene aumentar el valor de la torsión, cosa que mejoraría la resistencia ya que disminuiría la elasticidad y los hilos se romperían en la maquina de tejer en el mismo momento de abrirse la calada. En este equilibrio inestable de aumentar la resistencia sin perder ostensiblemente la elasticidad, el disminuir las fibras flotantes pegándolas ala superficie del hilo se halla el saber encolar.
Pero esto no lo es todo, también hay métodos indirectos para conseguir el disminuir el numero de roturas en el tejer y consisten en lubricar superficial mente el hilo para disminuir el efecto de roce hilo con hilo. Pero este lubricar las fibras va en contra de la cola por dos conceptos: la cola disminuye su adherencia con las fibras lubricadas y además el efecto lubricante es contrario al efecto encolado Es por ello que la lubricación ha de ser posterior al secado de la cola y además conviene que quede en la superficie sin penetrar en el hilo.
En el caso de multifilamentos continuos no se persigue la misma idea. Ellos no poseen fibras flotantes, no presentan las fibras de longitud limitada que queden unidas por la torsión. En este caso solo se busca que no se rompan individual mente los filamentos en la operación tejer. La cola debe mantenerlos unidos entre si para que resistan conjuntamente y de romperse alguno de ellos que no resbale del resto y quede atrasado formando un pequeño borrón.

Naturalmente que si esta es la filosofía de encolar se aprovecha también la operación para otros fines como: el plegar el total de hilos a la anchura que pida la maquina de tejer, el añadir las separaciones en algunos plegadores de hilados, el realizar la cruz entre los hilos en el caso de multifilamentos cero vueltas, el marcar con tinta borrable los Iimites de ciertas longitudes de la urdimbre, etc. Y también en ciertas ocasiones de tejidos de algodón en que su comercialización es en crudo, el añadir una materia de carga que cubre y confiere cierta rigidez al tejido hasta que el encogimiento propio del lavado por usa, en este tipo de tejido, substituirá la falta de densidad de trama durante el tejer
2. PRETRATAMIENTO ( BLANQUEO QUIMICO O DESCRUDE )
DESENGOMADO ( Para telas de tejido Plano )
Tiene por objetivo la limpieza completa de la fibra, de los productos utilizados en el engomado de los hilos de la urdimbre durante el proceso de tejeduria.
Por que debemos de desengomar?
Es el primer proceso de eliminación de las impurezas más externas
Es la primera operación de humectación
Igualar la receptividad de la trama(sin encolar) con la urdimbre (encolada)
CLASES DE ALMIDON
Almidón
Espesantes sinteticos
Acrilicos
Poliesteres
PRUEBA DE YODO
El control del desencolado se hace por medio de una solución de yodo en yoduro de potasio:
0.1 gr Yodo metalico
1.5 gr de yoduro de potasio
1000 cc agua
Procedimiento de ensayo
Una muestra del tejido a ensayar se sumerge durante 1 minuto en una solución 0,005 molar de yodo; a continuación se la enjuaga brevemente con agua, se la seca superficialmente con papel de filtro y se evalúa inmediatamente el color adquirido por la muestra comparándola con la escala violeta de TEGEWA, en la que, como se dijo, el tono 1 significa la nota peor, mientras que el tono 9 expresa la mejor.

ESCALA DE TEGEWA

DESMINERALIZADO
Los iones alcalinoterreos y de metales pesados normalmente introducidos en el sistema por el agua de proceso o por la fibra pueden originar los siguientes efectos indeseados:
Formación de incrustaciones en máquinas y rodillos.
Altas durezas del agua rompen las emulsiones e impiden asi retirar aceites y grasas
Incidencia en la solubilidad del colorante
Modificación en el tacto
Ensuciamiento en las máquinas de teñido
baja hidrofilidad

CONTENIDO DE METALES PESADOS EN LAS TELAS CRUDAS
Algodón CA Mg Fe Cu Mn
mg/kg mg/kg mg/kg mg/kg mg/kg
Brasil 845 555 46 6 1
Perú 700 440 13 1 1
Texas 810 365 75 1 1
Rusia 1888 1065 187 3 36
Egipto 640 452 11 1 1
BLANQUEO QUIMICO Y DESCRUDE
Consiste en la purificación del algodón, estas impurezas deben ser removidas para asegurar la absorción del agua, que es el vehículo de transporte de los colorantes y otros productos de acabado .
Composicion del algodòn
Celulosa 88-96 %
Grasas y Ceras 0.4-1.0 %
Pectinas 0.7-1.2 %
Proteinas 1.1-1.9 %
Cenizas 0.7-1.6 %
Otros componentes 0.5-1.0 %
Los efectos del álcali en el pretratamiento son:

Saponifica los ácidos libres y/o esteres para formar jabon
Disuelve ó hidroliza las proteinas y pectinas
Provoca la reducción en la adhesión de las ceras a la superficie de la fibra. La cantidad de materia que no logra saponificar, es removida por un proceso de emulsificacion por acción del jabón y los tensoactivos
Los efectos de los tensoactivos en el pretratamiento son : Reducir la tensión superficial del agua.
Provocar la difusión del agua en la fibra.
Separar la grasa o cera de la fibra.
Mantener la grasa o cera en emulsión sin redeposiciones
Ilustracion de una màquina de teñido por dentro

PLANTA DE TEÑIDO DE HILOS
Con el Blanqueo quimico se obtienen los siguientes efectos:
Extracción de las impurezas coloreadas naturales de la fibra Remoción total de las cascaras y semillas Hidrólisis, oxidación y eliminación de restos de almidón Logro del blanco requerido con el minimo posible de daño a la fibra Absorbancia mejorada en la fibra ó tejido

3. TINTURA
INTRODUCCIÓN..............................................................................................................
TEÑIDO DEL ALGODÓN CON COLORANTES DIRECTOS.....................................................
TEÑIDO DEL ALGODÓN CON COLORANTES REACTIVOS..................................................
TEÑIDO DEL ALGODÓN CON COLORANTES TINA..............................................................
TEÑIDO DEL POLIÉSTER CON COLORANTES DISPERSOS..................................................
TEÑIDO DE MEZCLAS DE FIBRAS NATURALES Y SINTETICAS
INTRODUCCION
Es el proceso por el cual aplicamos materias colorantes al textil.
Los colorantes son sustancias que se aplican a los materiales textiles con la finalidad de modificar
su color original, no existe un tipo de colorante que tiña todos las fibras existentes así como no hay
fibra que pueda ser teñida con todas los colorantes conocidos.
OBTENCIÓN DE LOS COLORES:
Para que en un proceso de teñido obtengamos un determinado color, es necesario utilizar uno, dos
o tres colorantes como máximo. El teñido con el uso de dos colorantes recibe el nombre de
bicromía y con tres colorantes recibe el nombre de tricromía.
Para elegir una bicromía o tricromía de colorantes se debe tener en cuenta que tengan una
similitud o igualdad en el diagrama de teñido, deben trabajar dentro de un misma temperatura o
similar y deben ser colorantes químicamente afines.
Cuando no se realiza una buena selección de colorantes, se puede observar veteados en el teñido
y con el aumento de cantidades de colorantes, no se consigue una intensidad mayor del color, sino
solo saturar la fibra.
CARACTERÍSTICAS DEL TEÑIDO
Todo teñido debe tener las siguientes características:
1. Afinidad del colorante para ser parte integrante de la fibra.
2. Igualación: El color aplicado debe ser uniforme en toda la extensión del material textil.
3. Resistencia: El color del material textil debe resistir los agentes desencadenantes del
desgaste que sufre el artículo. A estas resistencia es que se le conoce con el nombre de
solidez
Los agentes desencadenantes del desgaste más comunes son:

La luz.
El lavado.
La acción del agua de mar.
El sudor, etc.
Según sea el caso tenemos:
Solidez a la Luz
Solidez al lavado.
Solidez al agua de Mar.
Solidez al sudor, etc.
Estas solideces se valoran numéricamente.
Lo ideal cuando realizamos un teñido es que consigamos las mayores solideces, con la
finalidad de que nuestro artículo sea más resistente a los agentes de desgaste del artículo.
4. Economía: Además de las características anteriores hay que tener en cuenta no pasar las
cantidades estrictamente necesarias de colorantes, productos auxiliares y tiempo de
realización.
La economía es un factor determinante en un teñido.
TEÑIDO DEL ALGODÓN CON COLORANTES REACTIVOS
INTRODUCCIÓN
BREVE RESEÑA HISTORICA DE LOS COLORANTES REACTIVOS:
Hasta antes de 1956, se habían hecho intentos para tratar de conseguir colorantes para un teñido
sólido, que reaccionen químicamente con la fibra, con el propósito de alcanzar grandes solideces
sobre todo en húmedo.

Es interesante notar que los colorantes reactivos se han convertido comercialmente disponibles
solamente desde 1956 cien años después de la introducción del primer colorante sintético
descubierto por W.H. Perkin.
Desde entonces se han creado muchos colorantes. La adhesión de los colorantes a la fibra textil se
basa en que aquellos se hacen insolubles en la misma, es decir que se incorporan físicamente o se
fijan mediante un enlace salino o fuerza de Van Der Waals.
En los años 1923 a 1930 se habían ya realizado trabajos por HALLER sobre la base de los
colorantes monoclorotriazinicos y con las cuales se conseguía un enlace fibra-colorante, sin
embargo, este resultado sólo se lograba hasta entonces en un medio exento de agua. Solo las
investigaciones de Gunther demostraron, que también era posible reaccionar la fibra celulósica en
medio acuoso.
Recién en 1952 se sacaron al comercio los primeros colorantes reactivos por la tintura de la lana
por HOECHST - AG; HEYNA y SCHUMACHER, reconocieron como primeros la tintura con
colorantes en medio acuoso.
Poco mas tarde en 1954 Ratee y Stephen descubrieron que los colorantes que contenían un grupo
diclorotriazinico, eran capaces de formar enlaces covalentes con la celulosa.
Este descubrimiento condujo a un análisis más profundo del comportamiento reactivo del anillo
triazínico mono y diclorado, frente a los compuestos con grupos amino e hidróxido (Fig. 1).
Poco mas tarde aparecieron en el mercado los primeros colorantes derivados de la diclorotriazina,
los Proción MX.
Al poco tiempo aparecieron en el mercado los Cibacrón de CIBA; los Remazol de HOECHST, los
Levafix de BAYER; los Drimaren de Sandoz, los Primazin de BASF y los Reacna de ACNA.
La esencia de estos grupos de colorantes es la presencia en la molécula de un grupo de colorante
que puede reaccionar covalentemente con los grupos hidroxilos de la molécula de la celulosa

Fig. Nº 1
ESTRUCTURA BÁSICA DE UN COLORANTE REACTIVO.
Generalmente se compone de dos elementos fundamentales:
- Parte cromófora.
- Parte reactiva.
Estos elementos pueden estar directamente ligados unos a otro, o unidos entre ellos por un
eslabón o puente.
Esquemáticamente lo podemos imaginar así:
A = Parte Cromófora.
B = Eslabón o Puente.
C = Parte Reactiva.
Un ejemplo de colorante reactivo es C-I Rojo Reactivo 3
AB
C

El Cromóforo.- determina principalmente el matiz del colorante y es a la vez responsable de otras
propiedades del colorante.
Los diferentes matices de la gama de los colorantes reactivos se consiguen con la presencia de
diversos grupos cromóforos.
En la parte cromófora aparecen, además, los grupos solubilizantes (-SO3 Na) que le confieren
solubilidad en medio acuoso y los sustituyentes que le confieren sustantividad a las fibras
celulósicas
La Parte reactiva.- la parte reactiva es responsable en primer lugar del tipo y velocidad de
reacción entre la fibra celulósica y el colorante.
En el siguiente cuadro veremos que propiedades dependen del cromóforo y cuales de la parte
reactiva.
DEPENDIENTE DEL CROMÓFORO DEPENDIENTE DE LA PARTE REACTIVA
Solubilidad reactividad
Sustantividad
Estabilidad de unión
a) Alcalina
solidez al lavado
solidez al sudor
solidez del blanqueo con peróxido
b) Ácida (hidrólisis ácida)
Solidez al sudor
Solidez al suavizado
Propiedad de difusión
Lavabilidad
Corrosibilidad
Solideces
Sudor
Blanqueo con peroxido
Luz
Luz en húmedo
Cloro
Estabilidad a los aprestos Estabilidad a los aprestos permanentes
La reacción química entre un colorante reactivo y una fibra celulósica puede ser como sigue:
Colorante –Cl + H-O-Celulosa Base Colorante –O- Celulosa + HCl
El enlace covalente formado proporciona muy buena solidez al lavado y es más fuerte que el
enlace simple de un colorante directo con celulosa. Los colorantes reactivos pueden reaccionar
similarmente con el grupo amino como con el agua usada en la aplicación.
CONSTITUCION QUÍMICA DE LOS COLORANTES REACTIVOS
La estructura de la celulosa se conoce desde hace tiempo. Se trata de un conjunto de cadenas de
moléculas de glucosa, unidas entre sí con la posición 1, 4 – beta- glucósido.
En el sentido químico la celulosa debe interpretarse como un alcohol polivalente por esta razón al
unirse con los colorantes reactivos formarán ésteres y éteres. Desde este punto de vista, los
colorantes reactivos se clasifican en dos tipos:

a. Colorantes reactivos que forman ésteres de celulosa
Alcohol (celulosa) + ácido éster
b. Colorantes reactivos que forman éteres de celulosa
Alcohol (celulosa) + éster éter
c. Colorante reactivos que son capaces de formar ésteres de celulosa y éteres de celulosa.
A. COLORANTES REACTIVOS QUE FORMAN ÉSTERES DE CELULOSA.
Al grupo de colorantes reactivos que forman esteres de celulosa, pertenecen la mayor parte de los
colorantes reactivos actualmente en el mercado y se caracterizan porque contienen los anillos
heterocíclicos y su reacción es a través de un mecanismo de sustitución nucleofílica como la que
se muestra en la figura.
Esta reacción se lleva a cabo por la elevada electronegatividad del nitrógeno en el anillo que
produce una deficiencia electrónica en el carbono adyacente, el cual es susceptible de ataque por
compuestos o grupos nucleofílicos, dando lugar a una reacción de esterificación. Para la
fabricación de los colorantes que forman ésteres de celulosa se utilizan los siguientes grupos
reactivos (anclajes).
GRUPO REACTIVO NOMBRE COMERCIAL

PROCION M
CIBACRON
PROCION H
DRIMAREN
REACTON

DRIMAREN R
CIBACRON F
LEVAFIX E
Estos colorantes reactivos que forman ésteres de la celulosa tienen la característica de ser
estables en medio alcalino y no estable en medio ácido.
B. COLORANTE REACTIVOS QUE FORMAN ÉTERES DE CELULOSA.
Los colorantes reactivos que forman éteres de celulosa y que reaccionan con la celulosa por un
mecanismo de adición poseen como parte reactiva sistemas alifáticos, que tienen una propiedad
especial, poseen una doble unión activada; - CH = CH2; esta es la verdadera parte reactiva.
A este grupo pertenecen los colorantes vinilsulfónicos y acrilamídicos. Estos colorantes reaccionan

en medio alcalino como se muestra en la reacción.
(OH-)
Col –SO2 - CH2 – CH 2 –O - SO3 H Col – SO2 + Cel – O
Col – SO2 - CH2 - CH2 – O - Cel Col – SO2 - CH2 - CH2 – O - Cel
Estos colorantes reactivos que forman éteres celulosa tienen la característica de ser estables en
medio ácido y no estable en un medio fuertemente alcalino.
Hasta la fecha se hallan en el mercado más de 40 diferentes surtidos de colorantes reactivos para
celulosa, que sin embargo, no todos se diferencian en el grupo reactivo.
El fundamento principal del teñido de la celulosa con colorantes reactivos en baño abundante,
radica fundamentalmente en que la reacción de preferencia es entre el colorante y la fibra.
El enlace covalente entre colorante y la fibra es hoy día indiscutible.
Una diferencia muy importante entre estos dos grupos, es que con los colorantes de sustituciones,
el mecanismo de fijación durante el teñido es irreversible; mientras que los colorantes de adición
(forman éteres de celulosa) su mecanismo de reacción durante el teñido es reversible. En el primer
caso, la hidrólisis del enlace colorante-fibra, se encamina a la hidrólisis mientras que en el segundo
caso se convierte en forma reactiva original capaz de volver a reaccionar con la fibra o con agua.
C. COLORANTE REACTIVOS QUE SON CAPACES DE FORMAR ESTERES DE CELULOSA
Y ETERES DE CELULOSA.
A este grupo de colorantes reactivos pertenecen los llamados colorantes bifuncionales que se
caracterizan por el uso de ambos sistemas reactivos generales; un núcleo triazínico y un grupo
vinilsulfón, en la misma molécula del colorante
- CH = CH2

SISTEMA REACTIVO TRIAZÍNICO SISTEMA REACTIVO VINIL SULFÓN
La presencia de un núcleo reactivo bifuncional en el colorante brinda una serie de ventajas:
a. Ventajas debido a la acción cinegética alcanzada por la combinación de los grupos vinil sulfón
y Triazinico.
1. El rango de temperaturas de teñido es más amplio y la reproducibilidad de las tinturas por
agotamiento es mejorado debido a la presencia de los dos grupos reactivos en el colorante
2. la reproducibilidad en las tinturas a la continua, semi continua, y estampado es mejorada
debido a la mejor estabilidad en álcali del colorante.
Como ejemplo de este tipo de colorante bifuncional, tenemos el Rojo Remazol RB y
muchos otros más que están ya en el mercado.
REACCIONES DE HIDRÓLISIS Y ESTABILIDAD DE LA UNIÓN REACTIVA
Hasta el momento solo nos hemos referido a la estructura principal del colorante y su mecanismo
de reacción con la celulosa. No debemos olvidar que la tintura del colorante reactivo, se lleva a
cabo en un medio alcalino, lo cual significa que la reacción será con los grupos OH de la celulosa;
pero también hay posibilidades que esta reacción sea con las OH presentes en el baño de tintura
(hidrólisis); este colorante hidrolizado ha perdido su capacidad de formar enlace covalente con la
celulosa siendo sin embargo absorbido como un colorante directo de mayor o menor afinidad, pero
con solideces al lavado muy inferiores a las del colorante fijado covalentemente.
Los mecanismos que se dan pueden ser representados en las siguientes ecuaciones:
Nota: El siguiente esquema representa el colorante Triazinico.
a) Fijación.

NHR NHR
Col - NH - - Cl + Cel – O- Col – NH O Cel + Cl-
Unidad colorante fibra
b) Hidrólisis.
NHR NHR
Col – NH - Cl + OH- Col – NH OH + Cl-
NHR
Col – NH Cl
En el caso de los colorantes monohalotriazínico se produciría la siguiente secuencia de reacción en
medio alcalino
En medio ácido, la unión colorante-fibra de los colorantes heterocíclicos es también capaz de
reaccionar con los protones (H+) de medio acuoso, debido al carácter básico del oxigeno celulósico
unido al colorante, que posee un par electrónico dispuesto a ceder (hidrólisis ácida).
La secuencia de reacciones sería la siguiente:

Como podemos notar la unión entre los colorantes triazínicos y la celulosa, tanto en medio ácido
como alcalino, produce hidrólisis. La máxima estabilidad para este tipo de colorantes se produce a
pH 7.
En el caso de los colorantes que actúan mediante un mecanismo de adición o aquellos que forman
éteres de celulosa, también se producen reacción de hidrólisis y la reacción es la siguiente:
Col – SO2 – OH = CH2 + OH Col – SO2 –CH2 – CH2OH
Vinilsulfona Hidroxietilsulfona
La unión entre colorante-fibra también se hidroliza en este caso, aunque sólo en medio alcalino,
mediante las siguientes secuencias de reacciones.
Col – SO2 – CH2 – OH2 – Cel Col – SO2 – CH2 – O – Cel + H2O pH 9 100º C
Col – SO2 – CH = CH2 + O – Cel + H2O
Col – SO2 – CH2 – CH2OH
Hidroxietilsulfona
La máxima estabilidad de la unión se produce a pH 5 para este tipo de colorantes.
INTERACCIÓN DE LOS COLORANTES REACTIVOS CON LA CELULOSA.

Hasta el momento solo nos hemos referido a las estructuras de los colorantes reactivos. Es
necesaria también la interacción de los colorantes reactivos y la celulosa.
Recordemos que la celulosa es un polialcohol, cuya molécula está compuesta por un gran número
de celobiosas que se repiten.
La celobiosa es a su vez, la unión de los unidades B-glucosa Como podemos observar en cada
unidad de glucosa hay 3 grupos, OH disponibles, uno primario (carbón 6) y dos secundarios
(carbono 2 y 3). La reacción con el colorante ocurre predominantemente en el grupo OH primario y
luego en los OH de los carbonos 2 y 3.
Es necesario hacer notar que si el colorante fuera muy altamente reactivo; la hidrólisis habría
tenido lugar antes de que el colorante hubiese tenido tiempo de penetrar a la fibra y reaccionar con
ésta.
Por otro lado, si el colorante fuera de muy baja reactividad, emplearía mucho tiempo en
combinarse con la celulosa. Lo cual demuestra la importancia de la tintura reactiva.
La reactividad también es de gran importancia para obtener altas solideces húmedas.
MECANISMOS DE TINTURA REACTIVA
La tintura de fibras celulósicas con los colorantes reactivos tiene lugar en tres etapas diferenciales.
1. Absorción del colorante por la fibra en medio neutro y con adición de electrolito, seguida de
una absorción en medio alcalino que es simultáneamente con la reacción.
2. Reacción del colorante en medio alcalino, con los grupos hidroxilo de la celulosa y del agua.
Estructura de la celobiosa

3. Eliminación del colorante hidrolizado y por lo tanto no fijado covalentemente en la fibra
celulósica.
El esquema del proceso de tintura con colorante reactivo sobre celulosa según Vickerstaff se
representa en la figura.
Nota : (Col – Cl), representa un colorante monoclorotriazínico.
SOLUCIÓN EXTERNA FIBRA CELULOSICA
Colorante de la SoluciónCol. En solución en el
baño Inter. nuclear
Col. Absorbido en las
moléculas de la
celulosa
Fase de
tintura Neutra
Absorción
Col – Cl Col – Cl Col Fibra
Cl
Fase Interna
Alcalina
Absorción y
Reacción
Col – Cl
Col – OH
Col – Cl Col
Cl
Col
O
Col – OH Col
OH
Fase Final
todo el
colorante ha
reaccionado
Col – OH Col – OH Col
OH
+
Col
O
En la figura siguiente se puede observar las curvas de agotamiento y fijación.

CURVAS DE AGOTAMIENTO Y FIJACIÓN PARA UN COLORANTE REACTIVO SOBRE
CELULOSA
Como podemos observar en el gráfico una parte del colorante agregado inicialmente al baño de
tintura sufre reacción de hidrólisis y queda inactivo. Este colorante debe ser eliminado de la fibra
por un proceso de lavado final (jabonado), a fin de obtener una tintura con altas solideces
húmedas.
1. FASE DE TINTURA NEUTRA: ABSORCIÓN
Es la primera etapa de la tintura reactiva, en esta fase, el colorante reactivo no sufre ninguna
descomposición produciéndose tan solo la difusión hacia el interior de la fibra.
Como los colorantes reactivos poseen habitualmente baja sustantividad (baja relación entre el
colorante en la fibra y el colorante en el baño en el equilibrio de adsorción), el agotamiento en baño
neutro es generalmente bajo, especialmente cuando se aplican en baños largos.
En condiciones neutras los procesos que ocurren son casi enteramente físicos, porque las
concentraciones de iones oxidrilo y celulosato son extremadamente bajas.
En la absorción influyen los siguientes parámetros:
a.- Naturaleza del colorante.
b.- Relación de baño.
c.- Concentración del electrolito.
d.- pH.

e.- Temperatura.
f.- Tipo de fibra.
a.- Influencia de la naturaleza del colorante
Sabemos que los colorantes son de baja afinidad, en comparación con los colorantes directos, de
tal forma que el más sustantivo de los colorantes reactivos no supera en afinidad al de menos
afinidad de los colorantes directos. Pero es importante recordar que los colorantes reactivos
presentan un elevado coeficiente de difusión pudiendo comparar con los naftoles.
El motivo de la baja afinidad es que al final de la tintura, siempre existe una parte mayor o menor
de colorante hidrolizado sobre la fibra. Si el colorante fuese de elevada afinidad, el grado del
colorante hidrolizado sería también del mismo orden por presentar la misma estructura química con
la única diferencia de cambiar un cloro por un hidroxilo.
Es preferible que el colorante tenga baja afinidad, porque la cantidad de colorante hidrolizado será
menor y por ende será mas fácilmente extraíble de la fibra en un lavado posterior y no manchará
otras prendas que estén en contacto con él en un lavado doméstico.
Su afinidad es importante de tener en cuenta en la selección de un colorante reactivo en un
proceso determinado, por ejemplo un colorante de baja afinidad debe ser apto para estampación
por la posibilidad que existe de que en el lavado final se manchen otras zonas del estampado con
el colorante hidrolizado y en procesos a la continua por fulardado donde la relación de baño es muy
pequeña, no superior a 1:1; mientras que en procesos por agotamiento, donde la relación de baño
es elevado 1:10 a 1:30; es imprescindible utilizar los colorantes de afinidad mayor para que los
agotamientos sean mas elevados.
La afinidad es a su vez función de la temperatura, de tal forma que al aumentar esta, disminuye la
afinidad; sin embargo como tienen coeficientes de difusión elevado, es posible teñir a bajas
temperaturas.
Cabe diferenciar aquí la reactividad entre los colorantes diclorados y monoclorados; los primeros
se realiza en tintura en frío (20 – 25° C), mientras que la segunda trabaja a temperaturas elevadas.
b.- Influencia de la relación de baño
Es uno de los factores que más influencia tiene en el agotamiento de este tipo de colorante. A
mayor relación de baño el porcentaje de agotamiento es menor; eso lo podemos observar en la
gráfica.
AGOTAMIENTO EN FUNCIÓN DE LA RELACIÓN DE BAÑO EN LOS COLORANTES
REACTIVOS TIPO PROCIÓN.

100
75
50
25
0
01:1 02:1 05:1 1:1 2:1 5:1 10:1 20:1 30:1
Relación de baño
La relación de baño influye también en la hidrólisis del colorante, por lo que se recomienda trabajar
en relaciones de baño inferiores.
La relación de baño viene compuesta por la máquina a usar, por lo que se recomienda procesos de
Fulardado, en caso de tintura de hilados, empaquetado de bobinas cuya relación de baño a utilizar
es 1:10 , en vez de madejas que necesitan relaciones de baño mas grande
Influencia de la concentración de electrolito
La presencia de electrolitos influyen en la absorción de los colorantes y se utiliza para neutralizar el
potencial electronegativo de la fibra; pero en el caso de los colorantes reactivos se utilizan
cantidades más elevadas que llegan a 30 – 90 g./l, mientras que los colorantes directos se utilizan
cantidades no superiores a 10 g./l.
La cantidad de sal a utilizar esta en función de la relación de baño y de la concentración del
colorante; a mayores intensidades de tintura se requiere mayor concentración de electrolito y a
menor relación de baño se requiere menor cantidad de electrolito.
c.- Influencia de pH
El pH es un factor importante en la primera etapa de la absorción, puesto que la elevación de pH
produce la relación de colorante con la fibra o con el agua, y si el colorante no ha sido aún
absorbido en la fibra, se aumentará la hidrólisis.
A valores de pH elevado, mas de 11, se produce una disminución del agotamiento y además una
mayor hidrólisis.
d.- Influencia de la temperatura
En los colorantes reactivos la temperatura de trabajo varía entre 20° C a 90° C y esto se debe a
que dichos colorantes tienen altos coeficientes de difusión y por ello se puede realizar la tintura en
frío, llegándose al equilibrio en tiempos inferiores a una hora. Esta temperatura de trabajo depende
de la estructura química del colorante, así tenemos que los colorantes diclorotriazínicos trabajan
% Ag.

todo el proceso en frío por ser mas reactivos; mientras que los colorantes monoclorotriazínicos
trabajan a temperaturas mayores por ser menos reactivos.
La temperatura en frío no siempre es posible, ya que en algunos casos, como es en tejidos
pesados, en filamentos gruesos de rayón viscosa o en hilados muy retorcidos, puede ser necesario
elevar la temperatura para lograr la penetración del colorante, aún en los colorantes más reactivos.
Actualmente han salido al mercado los colorantes Drimaren – X / XN; que trabajan a temperaturas
elevadas, es decir a EBULLICIÓN
Influencia de la fibra
El agotamiento de los colorantes reactivos varía entre distintas fibras celulósicas, de tal manera
que el rayón viscosa da mayores agotamientos que el algodón mercerizado y éste qué el algodón
sin mercerizar. Esto se debe al mayor contenido de materia amorfa que tiene la viscosa en
comparación con el algodón.
2. FASE INTERMEDIA ALCALINA: ABSORCIÓN Y REACCIÓN
En la primera etapa de la absorción se consigue el equilibrio a pH neutro y en estas condiciones,
los procesos que ocurren son casi enteramente físicos, porque las concentraciones de iones
oxhidrilo y celulosato son extremadamente bajos. Sin embargo cuando agregamos el álcali al baño
de tintura, el colorante absorbido reacciona con la celulosa a una velocidad sustancial, debido al
aumento de concentraciones de iones celulosato. Estos actúan como reactivos nucleofílicos y van
a atacar un átomo de carbono del colorante, deficiente de electrones (electrofílico), mediante una
reacción de sustitución nucleofílica. La función del álcali es producir los iones celulosato capaces
de reaccionar con dicho carbono (sin álcali no habría reacción). Desde este momento se inicia la
formación de un compuesto colorante – celulosa (Col – O – Cel) y la desorción que ocurría en
medio neutro se frena. La velocidad a la cual las moléculas del colorante llegan a la superficie de la
celulosa desde la solución en el interior de la fibra, no se ve afectada, de tal manera que ocurrirá
una absorción como reacción y fijación adicionales. Esto a su vez, reduce la concentración del
colorante dentro de la fibra y permite la entrada de más colorante desde el baño de tintura, de tal
manera que el agotamiento aumente cuando se agrega el álcali.
Al final de la etapa de tintura alcalina, cuando todo el colorante reactivo ha sido descompuesto por
reacción, ya sea con el agua o con la celulosa, se establece un nuevo equilibrio en el cual el
colorante inactivado por la hidrólisis, para la reacción de fijación con la celulosa, se distribuye ente
la fibra y el baño de tintura, de manera similar a la distribución del colorante reactivo en solución
neutra.
Debemos recordar que los tres factores más importantes que pueden influir sobre el
comportamiento tintóreo son:
1. La velocidad de difusión del colorante dentro de la celulosa.
2. La afinidad del colorante por la celulosa.

3.la reactividad química del colorante
3. FASE FINAL – ELIMINACIÓN DEL COLORANTE HIDROLIZADO
La etapa final consiste en la eliminación del colorante hidrolizado, por medio de un lavado final, a
fin de obtener una tintura con altas solideces húmedas.
En la fase final de colorante hidrolizado se encuentra en dos formas distintas, una se halla disuelto
en la fase acuosa (Col – OH), con lo cual su eliminación se reduce al vaciado del baño de la fibra
con el arrastre consiguiente del colorante.
Y la otra forma, el colorante se encuentra absorbido por la fibra y en este caso puede ser mas difícil
de eliminar cuando mayor sea su afinidad por la fibra. La situación de este equilibrio depende de
tres factores: afinidad del colorante, electrolitos y temperatura.
La presencia de electrolitos en el agua de lavado, da lugar a un aumento de afinidad del colorante
hidrolizado dificultando en extracción, por lo que debe evitarse el uso de aguas muy salinas.
Como la temperatura mejora la solubilidad del colorante hidrolizado, sin afectar el colorante
reaccionado, es conveniente realizar un lavado en caliente para que se desplace el equilibrio del
colorante absorbido por la fibra hacia el colorante que se halla disuelto en la fase acuosa, y así
será mas fácil su eliminación.
4. ACABADOS
QUE ES ACABADO?

Es generalmente el tratamiento químico y/o físico (mecánico) final de textiles antes de la
confección.
Un acabado a un tejido es posible de la siguiente manera:
Reacción química de los auxiliares con la fibra.
Aplicación de productos que modifican el tacto.
Tratamiento mecánico con maquinaria especial
EFECTOS “TRADICIONALES” DEL ACABADO
Tacto suave : liso, sedoso, con caída, etc.
Facilidad del cosido.
Estabilidad dimensional.
Inarrugabilidad : recuperación, wash and wear.
Resistencia a la abrasión.
Resistencia al desgarre.
Brillo
EFECTOS ESPECIALES DEL ACABADO
Hidrofobo.
Oleofobo.
Hidrofilo.
Repelente a la suciedad.
Soil-release.
Ignifugo.
Antideslizante. Microcapsulas de aplicacion textil.
Nanotecnologia
CLASIFICACION DE ACABADOS
Existen principalmente dos tipos de acabado en el área textil:
ACABADOS FISICOS; y
ACABADOS QUIMICOS.

ACABADOS FISICOS
Las principales operaciones unitarias dentro de las acabados físicos son los siguientes:
Termofijado.
Gaseado.
Calandrado.
Esmerilado.
Perchado.
TERMOFIJADO
Este proceso puede ser realizado en dos diferentes etapas : en la preparación o en el acabado
físico.
Los objetivos generales de este proceso son:
Estabilidad dimensional.
Eliminación de tensiones internas por medio de la temperatura.
Facilidad de planchado.
Menor tendencia a la formación del pilling.
En tejido de punto también se consigue controlar el peso y el ancho.
Mecanismos del proceso de termofijado
Calentamiento de la superficie textil hasta la temperatura de fijación.
Penetración: el calor se distribuye uniformemente en el interior y exterior de la fibra.
Eliminación de uniones moleculares débiles, reorientación molecular a nuevas condiciones
y estiramientos.
Enfriamiento: se fijan las nuevas formas al establecerse nuevas uniones moleculares.
GASEADO
Durante el gaseado las fibrillas superficiales de los tejidos son quemadas por medio de energía
térmica generalmente tipo llama.
Las ventajas del gaseado serian:
Superficie libres de vellos.
Menor tendencia al pilling.
Estructura del tejido mas nítida.

Menor retención de la mugre.
Mejor definición en los estampados.
Posiciones del gaseado
Gaseado sobre tela libre : la tela perpendicularmente es guiada entre dos cilindros (fibras
celulosicas, telas pesadas con poliéster, etc).
Gaseado sobre rodillos enfriados por agua : gaseado superficial, la llama es desviada sobre el
cilindro enfriado (posterior al tejido), es usado para tejidos livianos, con poliéster y tejidos abiertos.
Gaseado tangencial : contacto tangencial con el tejido, el cual pasa sobre el cilindro enfriado.
Gaseado muy suave, adecuado para emparejar fibras protuberantes o reparar filamentos rotos.
CALANDRADO
El principio básico de este proceso consiste en el paso del tejido a través de unos cilindros que
pueden ejercer presión, temperatura y fricción sobre este.
Por medio del calandrado se logran modificaciones de tipo:
Tacto del tejido.
Apariencia (brillo o efectos de superficie).
L
os resultados obtenidos dependen de la calandra usada.
Al aumentar la presión en los cilindros aumenta el brillo (superficie mas lisa y cerrada).
A mayor temperatura en los cilindros, mayor brillo y menor tacto. A menor temperatura, menor
brillo y mejor tacto.
ESMERILADO
Por efecto del esmerilado se produce una destrucción de las fibras mas superficiales del hilo,
lográndose la modificación afelpada deseada (tacto suave y efecto óptico mateado).
Se logra la modificación al someter el tejido a una serie de pases a través de cilindros recubiertos
por papel esmeril que rozan la tela con una dirección y una profundidad determinada.
PERCHADO
Por medio de este tratamiento mecánico se logra también una superficie afelpada, con unas
características mas marcadas que las conseguidas durante el esmerilado.
Existe un cambio del aspecto visual del tejido (incluso hasta tapar el tejido base).

A diferencia del proceso de esmerilado que utiliza papel abrasivo, en el perchado se somete la tela
al paso por un tambor con cilindros recubiertos de púas o agujas que se encargan de levantar o
desgarrar las fibras de la superficie de los hilos del tejido.
ACABADOS QUÍMICOS
Por medio de la aplicación de productos químicos de diversas características sobre las fibras
textiles se puede lograr una gran variedad de resultados de interés para el uso final, apariencia y
propiedades al uso del producto textil.
La aplicación de productos químicos sobre el tejido se denominan acabados químicos.
REQUISITOS PRELIMINARES DEL TEJIDO
Absorbencia
pH
Libre de tensoactivos
Solidez
Resistencias.
Anchos y encogimientosAUXILIARES QUÍMICOS UTILIZADOSSuavizantes
Las fibras textiles poseen niveles de suavidad aceptables, pero esta suavidad propia de la fibra se
va deteriorando debido a todas las transformaciones a las que son sometidas, por lo cual se
deterioran sus características propias y adquieren rigidez.
En general estos productos deben actuar como lubricantes, suavizantes y modificadores del tacto.
Clasificación:
Cationicos
Son atraídos por la fibra.
Tacto suave
Superficie lubricada
Requiere bajas concentraciones
Amarillea
No iónicos
Son insensibles a la dureza del agua
Tacto aceptable
Excelente blancoAcabados de alta calidad

La parte más importante del proceso está constituida por el acabado químico, denominado también
acabado de alta calidad, acabado de fácil cuidado o acabado wash-and-wear.
El acabado de alta calidad se ha impuesto como parte del acabado de los textiles que contienen
fibras celulósicas pese a algunos inconvenientes tales como pérdidas de resistencia, cambios de
matiz, influencia en el grado de blanco; a pesar de las discrepancias sobre el tema del
formaldehído. El acabado de alta calidad ha ganado importancia últimamente ya que los
acabadores obtienen, géneros de mejor calidad que les permiten distinguirse de la competencia.
Las ventajas de los textiles con acabado de alta calidad respecto a los que no han sido sometidos
a él son, especialmente tras el lavado, los siguientes:
Mejor estabilidad dimensional y de la forma,
Menor tendencia al arrugado,
Mejor facilidad de planchado,
Géneros más suaves y lisosArtículos de mejor aspecto y, por consiguiente, de mayor
duración y aptitud para el uso.
Menores modificaciones del matiz.
Mejores solideces en húmedo de las tinturas y estampados
En las mezclas de fibras menor tendencia a la formación de bolitas (pilling),
La obtención de efectos más resistentes al lavado en los tratamientos mecánicos de brillo y
gofrado y aprestos con Suavizantes, productos para dar rigidez, hidrofugantes y
oleofugantesLa receta para un baño de acabado de alta calidad esta compuesta
generalmente por:Reticulante ( Fixapret LH-6, Fixapret L-NF)Catalizador
(Condensol FB,Condensol L-M)Aditivos (Siligen VN,Siligen AFD,Siligen HIS,Siligen L-
VC)Productos tensioactivos ( Kieralon Jet B conc.)Reticulantes : El acabado de alta calidad
de lleva a cabo con la ayuda de los llamados reticulantes. En este caso, el tejido ó genero
de punto de fibras celulosicas o de sus mezclas con fibras sintéticas se modifica de tal
modo que el textil resultante es de fácil curado.Catalizador : Aparte del reticulante, el
catalizador constituye una parte indispensable de la receta de acabado de alta calidad. El
catalizador permite llevar a cabo la reacción a temperaturas de 150-180°C, Aditivos :
Estos tienen por finalidad compensar en parte o talmente las alteraciones ocasionadas por
el reticulante; así por ejemplo: los suavizantes y alisantes no deben únicamente mejorar el
tacto sino también compensar, a ser posible, las perdidas de las resistencias al desgarre y
abrasión. Otros aditivos sirven para obtener artículos con una característica determinada;
para este fin se emplean, por ejemplo productos que dan rigidez y carga, hidrofugantes,
hidrofilizantes, etc.Tensioactivos: Todas las recetas para el acabado de alta calidad
contienen tensioactivos en forma de emulsionantes, humectantes ó estabilizadores. Estas

sustancias tensioactivas son necesarias para que el genero se humecte rápida y
suficientemente durante la impregnación y para estabilizar los componentes de la receta y
los bañosLos reticulantes se subdividen en general autoreticulantes y reticulantes del tipo
reactante ( FIXAPRET).Las moléculas de los autoreticulantes sobre todo se reticulan
consigo mismas y se ligan químicamente poco con la celulosa. Por otra parte, este tipo de
reticulante se hidroliza, es decir los polímeros formados se separan bajo la acción del
agua. Como los autoreticulantes se separan con bastante rapidez y se ligan poco con la
celulosa, sus partículas moleculares se eliminan del textil durante el lavado. Esto explica
porque los autoreticulantes presentan siempre una solidez al lavado relativamente mala y
la lisura de los textiles empeora conforme se van lavando.Los reticulantes del tipo
reactante poseen ,por el contrario grupos reactivos que se combinan con la celulosa
proporcionando un compuesto resistente al lavado. Dicha propiedad junto con su gran
versatilidad han hecho que en la actualidad un buen porcentaje de los reticulantes se
basen en el tipo reactivo de DMDHEU ( dimetiloldihidrooxietilenurea)Valores bajos de
formaldehído, no retención del cloro, buena permanencia al lavado.La
DMeDHEU( dimetildihidroxietilenurea) .carece de formaldehído, elevada resistencia al
lavado, confiere tacto suave.Polisiloxanos
Es el segundo mas importante grupo de polímeros que se emplea para el Acabado, A pesar del
precio elevado de la materia prima, estos compuestos han adquirido importancia sobre todo por los
efectos especiales que imparten a los acabados, como p. ej. un tacto muy liso, y la mejoría que dan
a los efectos del acabado de alta calidad.
Los polisiloxanos se han impuesto desde que se desarrollaron nuevas dispersiones estables como
las microemulsiones particularmente estables y finas y los polisiloxanos aminofuncionales.
Una especialidad viene dada por las “microemulsiones” estables termodinámicamente de partículas
particularmente finas (tamaño de las partículas < 10 nm ) siendo por tanto transparentes como el
agua.
Fluorquimicos
Son compuestos orgánicos fluorados, obtenidos de la unión del carbono y del fluor.
ACABADOS BASICOS CON FLUOROQUIMICOS:
Repelencia al aceite
Repelencia al agua
Repelencia a la mugre
PRINCIPALES CARACTERISTICAS:
Compuestos de alta estabilidad
Incompatibilidad con agua y con aceite

Excelentes propiedades de superficie