Embed Size (px)
Citation preview
Transformação do Bagaço de Cana-de-açúcar em
Bio-petróleo por Intermédio de Solventes Orgânicos
Célia Raquel Rodrigues Fernandes
Dissertação para obtenção do Grau de Mestre em
Engenharia Química
Orientadores: Prof.ª Doutora Maria Filipa Gomes Ribeiro
Prof.º Doutor Marcelo Maciel Pereira
Júri
Presidente: Prof.ª Doutora Maria Joana Castelo-Branco de Assis Teixeira
Neiva Correia
Orientador: Prof.ª Doutora Maria Filipa Gomes Ribeiro
Vogal: Prof.º Doutor João Miguel Alves da Silva
Julho de 2018

ii
1 “Don’t go on finding new papers all the time, or you will never finish your thesis!”, Babak.
Sísifo Recomeça1.... Se puderes Sem angústia E sem pressa. E os passos que deres, Nesse caminho duro Do futuro Dá-os em liberdade. Enquanto não alcances Não descanses. De nenhum fruto queiras só metade. E, nunca saciado, Vai colhendo ilusões sucessivas no pomar. Sempre a sonhar e vendo O logro da aventura. És homem, não te esqueças! Só é tua a loucura Onde, com lucidez, te reconheças... Miguel Torga, Diário XIII

iv
v
Agradecimentos
Numa primeira instância, queria agradecer aos meus orientadores, à Professora Doutora Filipa
Ribeiro por me ter dado a oportunidade de realizar esta tese, pela orientação e conselhos ao longo
deste período. Ao Professor Doutor Marcelo Pereira pela confiança depositada em mim para trabalhar
num tema tão importante e tão interessante, e por estar sempre disponível para analisar comigo toda
a minha tese.
Gostaria de agradecer à fundação brasileira COPPETEC e à Petrobras pelo apoio financeiro.
Queria também agradecer ao Professor Doutor João Bordado por me ter dado indicações para
a segunda parte da minha dissertação, ajudando-me a definir o processo de produção e o
dimensionamento de equipamentos.
Ao Prof.º Doutor Rafael Garrett (LBCD – UFRJ), e ao Mestre Matheus de Souza (LaCES-UFRJ)
pela execução e interpretação dos resultados dos testes no HPLC-MS/MS.
Ao Ubirajara do Nascimento, à Bianca de Oliveira e à Doutora Maria Luisa Gonçalves, do
LaCES-UFRJ, pela execução e auxílio na interpretação dos resultados dos testes de Termogravimetria.
À Doutora Carla Barbato (COPPE/PEQ – UFRJ) pela determinação da viscosidade, à Mestre
Rosana Maurício (LABTeR/EQ - UFRJ) pelo teste de calorimetria e ao Prof.º Doutor Márcio Nele
(COPPE/PEQ - UFRJ) que possibilitou a realização destes testes.
A todas as pessoas do grupo LaCES por me terem acolhido, pelos ensinamentos e pelas novas
amizades. Ao Guilherme pela simpatia, preocupação e poemas de incentivo; ao Serginho pelas caronas
e apoio de IT; ao Miguel pela companhia nas jantas e pelas discussões saudáveis; às meninas pelas
risotas e conversas na copa, e à Débora pela simbiose e entreajuda nos problemas com as nossas
reacções.
Ao Nuno e à Thalita por me acompanharem e explicarem todo o processo teórico e pratico da
minha dissertação. Ao Bira pelas novas aprendizagens sobre o mundo das válvulas, mecânica e todas
as curiosidades que isso acarretou e por me ter salvo de alguns SOS’s. Gostaria de voltar a agradecer
ao Matheus pela sua disponibilidade ininterrupta para me esclarecer qualquer dúvida e por partilhar
comigo todo o seu conhecimento nesta área, tendo-me ajudado bastante na compreensão de toda a
envolvente da minha tese.
À Tânia e à Marta pela amizade; pela companhia, mesmo distantes; por me fazerem rir, por
terem sempre algo de bom a dizer, qualquer que fosse a situação, e por serem uma fonte de positivismo
e objectividade. Ao Nuno pelas dicas no ASPEN.
Às minhas amigas portugas de longa data, Laura e Joana, e também ao tuga Sérgio, por me
terem ajudado em todo este processo da tese, pela sua amizade, a acomodação, e tudo mais, e por
me terem acolhido neste novo país ao qual já chamam de casa.
JB por aguentar o meu humor cómico-sarcástico, por me ouvir, por me fazer rir, pela amizade;
e por me ter apoiado. Principalmente, por ser capaz de apagar todos os quilómetros e fusos horários,
e conseguir estar presente na minha vida.
Por último, queria dar um muito obrigado à minha Mãe, Pai, Irmão e Avó por serem as pessoas
mais importantes na minha vida, por estarem sempre a meu lado, nos bons e maus momentos, e por
poder contar sempre com eles para tudo.

vi
vii
Sumário
Actualmente há um grande foco no desenvolvimento e investigação de combustíveis derivados
de biomassa, porém, existem vários obstáculos que têm levado a que a introdução destes bio-óleos
numa refinaria continue num impasse.
No presente trabalho, procura-se promover um conceito recente de bio-óleo, denominado de
bio-petróleo. Este é produzido a partir da hidrólise e acetalização da fibra do bagaço de cana-de-açúcar,
biocombustíveis de 2ª geração. Com este método obtém-se um bio-óleo muito mais estável que o bio-
óleo de pirólise, e com um grau superior de miscibilidade com as fracções petrolíferas, sendo por isso
excepcionalmente compatível o co-processamento de bio-petróleo numa refinaria de petróleo.
Essencialmente, este trabalho encontra-se dividido em duas partes principais. Na primeira
parte produziu-se o bio-petróleo, em regime descontínuo e regime semi-contínuo, tendo-se como
objectivo a optimização da metodologia de testes realizados anteriormente, mas presentemente
executados numa escala superior. Subsequentemente foi realizada a caracterização físico-química do
bio-petróleo, de forma a obter informação fundamental para a segunda parte do projecto.
Na segunda etapa deste estudo foi concebido um processo industrial semi-contínuo, baseado
no processo semi-contínuo laboratorial, com o objectivo de se averiguar a viabilidade económica deste
processo, ainda muito preliminar. Tendo-se definido a localização da unidade fabril piloto no Brasil e a
capacidade de projecto de 1,3 kton/ano, foi possível dimensionar todo o equipamento base.
Por fim, obteve-se um custo de produção do barril de bio-óleo, revelando-se muito competitivo,
50 US$. Note-se que neste valor ainda nem são contabilizados quaisquer benefícios que possam advir
de um projecto verde, benefícios esses que podem surgir tanto a nível do próprio governo, benefícios
fiscais, como do “novo” mercado de carbono (créditos cambiáveis).
Palavras-Chave: Bio-petróleo, bagaço de cana-de-açúcar, biocombustíveis de segunda geração,
acetalização, hidrólise.

viii
ix
Abstract
Nowadays there is a major focus in new biomass-derived fuels development and research,
however, there are several obstacles that delay the introduction of this bio-oils into oil refineries. In the
current work a recent concept of bio-oil, entitled biocrude, is divulged. This oil is produced by hydrolysis
and ketalization of the sugarcane bagasse fiber, second-generation biofuel. With this method is obtained
a bio-oil far more stable than the known pyrolysis bio-oil, and in addition, it has a greater miscibility in
crude oil, therefore, its co-processing in an oil refinery is exceptionally compatible.
Essentially, this work is divided into two main parts. In the first part, the biocrude is produced in
two regimens, in a batch reactor, and in a semi-continuous reactor. The key goal was to reproduce and
optimize the tests carried out previously but currently executed on a larger scale. Thereafter, the
physicochemical characterization of the oils was accomplished, in order to obtain fundamental
information for the second part of the project.
In the second part of the study, a semi-continuous industrial process was designed, based on
the semi-continuous laboratory process, with the aim of ascertaining the economic viability of this
process which is still very preliminary. Having defined the location of the pilot plant in Brazil and the
project capacity of 1.3 kton/year, it was possible to size all the main equipment.
Finally, the cost of producing the barrel of biocrude was obtained at a very competitive cost of
US$ 50. Yet, is important to note, that this amount does not account any benefits that can come from a
green project, benefits that can arise as well as tax benefits from the government, or as, tradable credits
from the ”new” carbon market. (tradable credits).
Keywords: Biocrude, sugarcane bagasse, second generation biofuel, ketalization, hydrolysis.
x
xi
Índice
Agradecimentos ........................................................................................................................................v
Sumário .................................................................................................................................................. vii
Abstract.................................................................................................................................................... ix
Índice ....................................................................................................................................................... xi
Índice de Tabelas .................................................................................................................................. xiii
Índice de Figuras ................................................................................................................................... xvi
Lista de Acrónimos e Abreviaturas ........................................................................................................ xix
1. Introdução ........................................................................................................................................ 1
1.1. Motivação do Trabalho e Objectivos .............................................................................................1
1.2. Estrutura e Organização da Dissertação ......................................................................................2
2. Revisão Bibliográfica ....................................................................................................................... 3
2.1. A Energia e as Mudanças Climáticas ............................................................................................3
2.2. Biomassa e Biocombustíveis ........................................................................................................5
2.3. Bio-óleo ...................................................................................................................................... 17
3. Parte experimental ........................................................................................................................ 24
3.1. Análises de Caracterização Físico-química do Bagaço de Cana-de-açúcar e do Bio-petróleo 24
3.2. Pré-tratamento do Bagaço de Cana-de-Açúcar ......................................................................... 28
3.3. Produção de Bio-petróleo em Escala Laboratorial ..................................................................... 31
4. Resultados Experimentais e Discussão ........................................................................................ 39
4.1. Reagentes e Produto – Propriedades ........................................................................................ 40
4.2. Reactor Descontínuo .................................................................................................................. 42
4.3. Reactor Semi-contínuo ............................................................................................................... 50
5. Processo e Custo de Produção do Bio-petróleo ........................................................................... 54
5.1. Processo de Produção do Bio-petróleo em Escala Piloto.......................................................... 54
5.2. Dimensionamento do Equipamento ........................................................................................... 64
5.3. Análise Económica ..................................................................................................................... 68
6. Conclusões e Trabalho Futuro ...................................................................................................... 93
6.1. Conclusões ................................................................................................................................. 93
6.2. Trabalho futuro ........................................................................................................................... 94
Referências Bibliográficas ..................................................................................................................... 96
Anexos .................................................................................................................................................. A-1
A. Resultados da Calorimetria ...................................................................................................... A-1
B. Resultados da Determinação da Viscosidade ......................................................................... B-2
C. Cálculo da Massa de Sal para o Processo de Neutralização ..................................................C-3
D. Resultados da Termogravimetria .............................................................................................D-4
E. Process Flow Diagram e Balanço de Massa – Processo de Produção de Bio-petróleo ......... E-5

xii
F. Simulação em ASPEN Plus V8,4 da Coluna de Destilação D-402 ......................................... F-6
G. Índices de Preço e Taxas de Câmbio ..................................................................................... G-8
xiii
Índice de Tabelas
Tabela 1 - Composição química de algumas biomassas lenho-celulósicas[36]. .................................... 12
Tabela 2 - Rendimentos obtidos para diversos tipos de pirólise[49]. ...................................................... 18
Tabela 3 – Propriedades físico-químicas da acetona, ácido sulfúrico, bagaço de cana-de-açúcar e
água[63]. .................................................................................................................................................. 40
Tabela 4 - Propriedades físico-químicas do bicarbonato de sódio, sulfato de sódio, óxido de cálcio e
sulfato de cálcio[63]. ................................................................................................................................ 40
Tabela 5 - Propriedades físico-químicas do bio-petróleo, determinadas pelos testes descritos no
método experimental. ............................................................................................................................ 40
Tabela 6 - Resultados experimentais das primeiras quatro reacções em reactor descontínuo. .......... 43
Tabela 7 - Resultados da quantificação de di-acetais de xilose (XDA) e de glicose (GDA), e os mono-
acetais de xilose (XMA) e glicose (GMA) por HPLC-MS/MS das primeiras quatro reacções em reactor
descontínuo. .......................................................................................................................................... 43
Tabela 8 - Resultados experimentais das segundas sete reacções em reactor descontínuo. ............. 44
Tabela 9 - Quantidade de bicarbonato de sódio necessária para neutralizar o pH do bio-petróleo para
pH igual a 7. .......................................................................................................................................... 45
Tabela 10 - Resultados da quantificação de di-acetais de xilose (XDA) e de glicose (GDA), os mono-
acetais de xilose (XMA) e os mono-acetais de glicose (GMA) por HPLC-MS/MS da reacção em
reactor semi-contínuo. ........................................................................................................................... 45
Tabela 11 – Balanço mássico ao processo em regime descontínuo, as massas apresentadas estão
em gramas. ............................................................................................................................................ 49
Tabela 12 - Resultados experimentais da reacção em regime semi-contínuo. .................................... 50
Tabela 13 - Resultados da quantificação de di-acetais de xilose (XDA) e de glicose (GDA), os mono-
acetais de xilose (XMA) e os mono-acetais de glicose (GMA) por HPLC-MS/MS da reacção em
regime semi-contínuo. ........................................................................................................................... 50
Tabela 14 – Balanço mássico ao processo em regime semi-contínuo, as massas apresentadas estão
em gramas. ............................................................................................................................................ 53
Tabela 15 – Condições operatórias no processo de secagem. ............................................................ 56
Tabela 16 - Condições operatórias nos reactores R-301 e R-302. ...................................................... 57
Tabela 17 - Condições operatórias no reactor de neutralização D-303. .............................................. 58
Tabela 18 – Condições operatórias consideradas para a filtração do bagaço não consumido nos
reactores principais (H-401). ................................................................................................................. 58
Tabela 19- Balanço de massa do processo semi-industrial de produção de bio-petróleo. .................. 63
Tabela 20 - Compatibilidade do aço inoxidável 316 e do aço de carbono com os compostos mais do
processo[75]. ........................................................................................................................................... 65
Tabela 21 - Equipamento base do processo de produção bio-petróleo, a sua sigla de identificação, e
dimensão necessária para a determinação do seu custo (com as referências dos livros ou artigos
seguidos). .............................................................................................................................................. 66
xiv
Tabela 22 – Resultados do dimensionamento das Bombas. ................................................................ 67
Tabela 23 – Resultados do dimensionamento dos Permutadores de Calor. ........................................ 67
Tabela 24 – Resultados do dimensionamento dos Silos e Tanques de Armazenamento. .................. 67
Tabela 25 – Resultados do dimensionamento dos Tanques do Processo. .......................................... 68
Tabela 26 – Resultados do dimensionamento dos transportadores do processo. ............................... 68
Tabela 27 - Preço dos equipamentos na zona 100. ............................................................................. 69
Tabela 28 - Preço dos equipamentos na zona 200. ............................................................................. 70
Tabela 29 - Preço dos equipamentos na zona 300. ............................................................................. 70
Tabela 30 - Preço dos equipamentos na zona 400. ............................................................................. 70
Tabela 31 - Preço dos equipamentos na zona 500. ............................................................................. 71
Tabela 32 - Parcelas do investimento fixo para a estimativa detalhada[69]. .......................................... 72
Tabela 33 - Parcelas do capital circulante. ........................................................................................... 73
Tabela 34 - Estimativa do Investimento. ............................................................................................... 74
Tabela 35 - Plano de investimento (18 meses). Valores em M€. ......................................................... 77
Tabela 36 - Continuação do Plano de Investimento (18 meses), Valor em M€. ................................... 78
Tabela 37 - Extrapolação do custo anual das matérias-primas. ........................................................... 80
Tabela 38 – Taxa de ocupação ao longo do tempo de vida útil da fábrica. .......................................... 81
Tabela 39 - Quantidades anuais de matéria-prima necessária e o seu custo anual resultante. .......... 81
Tabela 40 - Custo de mão-de-obra de fabrico (funcionamento por turnos). ......................................... 81
Tabela 41 - Custos de utilidades e serviços ao longo da vida útil da fábrica. ...................................... 82
Tabela 42 - Custos de manutenção ao longo da vida útil da fábrica. ................................................... 83
Tabela 43 - Custo anual do solvente, acetona. ..................................................................................... 83
Tabela 44 - Custos indirectos ao longo dos anos de operação da fábrica. .......................................... 85
Tabela 45 - Amortizações consideradas para o projecto, equipamento e edifícios.............................. 86
Tabela 46 - Valores anuais dos custos de fabrico fixos. ....................................................................... 86
Tabela 47 - Valor anual dos custos comerciais..................................................................................... 87
Tabela 48 - Valor anual das despesas de I&D. ..................................................................................... 88
Tabela 49 - Encargos financeiros. ......................................................................................................... 89
Tabela 50 - Estimativa dos Custos de Produção em M€/ano. .............................................................. 90
Tabela 51 – Custo de Produção de um barril de Bio-petróleo. ............................................................. 91
Tabela 52 – Alguns valores do calor específico do óleo em regime descontínuo e regime semi-
contínuo, em função da temperatura. .................................................................................................. A-1
Tabela 53 – Resultados dos cálculos de determinação do sal necessário à neutralização do ácido
utilizado nas reacções em laboratório. .................................................................................................C-3
Tabela 54 - Resultado do cálculo de determinação do sal necessário à neutralização do acido
utilizado na reacção industrial. .............................................................................................................C-3
Tabela 55 – Resultados obtidos nas correntes 1, 2 e 3 pela simulação no Aspen Plus V8.4. ............ F-6
Tabela 56 – Resultados obtidos no condensador pela simulação no Aspen Plus V8.4. ..................... F-6
Tabela 57– Resultados obtidos no ebulidor pela simulação no Aspen Plus V8.4. .............................. F-7
Tabela 58 - Resultados obtidos no Paking and Sizing da simulação no Aspen Plus V8.4. ................ F-7

xv
Tabela 59 – Índices de preços químicos (CEPCI) para os diferentes equipamentos [122]. .................. G-8
Tabela 60 – Índices gerais de preços químicos utilizados na actualização de preços das matérias-
primas[123]. ............................................................................................................................................ G-8
Tabela 61 – Taxas de câmbio de dólares americanos e reais brasileiros para euro[91]...................... G-9
xvi
Índice de Figuras
Figura 1 – A distribuição de combustíveis (gás natural: azul; petróleo: azul claro; carvão: castanho; e
outros: cinzento) utilizados em 1973 e, mais tarde, em 2015, e a quantificação do dióxido de carbono
emitido na sua queima. Numeração: 3. No carvão está incluído a turfa e o óleo de xisto; 4. Outros
inclui lixo industrial e lixo municipal não renovável[6]. ............................................................................. 3
Figura 2 - Participação de biomassa no consumo total de energia e no consumo de energia por
sector, 2016 (biomassa tradicional: combustão directa de madeira, lenha, carvão vegetal, resíduos
agrícolas, resíduos de animais e urbanos; e biomassa moderna: tecnologias avançadas de conversão
de biomassa em electricidade e o uso de biocombustíveis) (adaptado de [17]). ...................................... 6
Figura 3 – Cotação estimada de energias renováveis no consumo global energético, 2008 (adaptado
de [18]). ...................................................................................................................................................... 6
Figura 4 - Cotação estimada de energias renováveis no consumo mundial de energia, 2016 (adaptado
de [17]). ...................................................................................................................................................... 7
Figura 5 – Preços F.O.B. do barril de petróleo (US$), segundo o seu grau API, nos últimos 35 anos
(1983 a 2018)[19]. ..................................................................................................................................... 7
Figura 6 - Percursos de conversão da biomassa em energia[22]. ............................................................ 8
Figura 7 - Produção mundial de biocombustíveis e a participação por tipo e por país ou região em
2015 (HVO: Óleo vegetal hidrogenado)[23]. ........................................................................................... 10
Figura 8 - Estrutura da parede celular da planta e secção transversal da microfibrila (fios de moléculas
de celulose agregados a uma matriz de hemicelulose e lenhina)[35]. ................................................... 12
Figura 9 - Representação esquemática da molécula de celulose[36]. ................................................... 13
Figura 10 - Representação esquemática da molécula de hemicelulose[36]. ......................................... 13
Figura 11 - Representação esquemática de alguns dos monómeros da hemicelulose[38]. .................. 14
Figura 12 – Estruturas das moléculas primárias da lenhina: o álcool cumarílico (A), o álcool
coniferílico (B), e o álcool sinapílico (C)[41]. ........................................................................................... 14
Figura 13 – Tabela ilustrativa das diferentes biomassas mais produzidas em cada região/país
(cana-de-açúcar, milho, trigo, e beterraba), que resume três tópicos comparativos importantes:
redução das emissões de GEE – quantificação das reduções de GEE com a utilização do etanol
como substituto da gasolina e calculado com base no ciclo de vida das diferentes matérias-primas
(legislações da EU e EUA em 2009); balanço energético - unidades de energia renovável por unidade
de entrada de combustíveis fósseis (2006 e 2008); e produtividade – litros de etanol por área de
cultivo (2005)[42]. .................................................................................................................................... 15
Figura 14 - Potenciais reduções de GEE com a queima de etanol, comparativamente às emissões
obtidas pela queima da gasolina, em função do tipo de matéria-prima (etanol lenho-celulósico, etanol
de cana-de-açúcar e etanol de milho). Note-se que estas estimativas não incluem emissões
resultantes do cultivo das matérias-primas[43]. ...................................................................................... 16
Figura 15 - Taxa de decomposição dos constituintes principais da biomassa lenho-celulósica
(ilustração modelo da técnica de termogravimetria: aplicação de uma taxa de aquecimento que
resulta numa perda de massa do material analisado por grau de aquecimento)[46]. ............................ 17
xvii
Figura 16 - Esquema das etapas do processo da pirólise rápida da biomassa (adaptado de [49]). ...... 19
Figura 17 - Esquema explicativo do processo de inserção do bagaço de cana-de-açúcar em refinaria
petrolíferas, desenvolvida no LaCES (adaptado de [53])........................................................................ 20
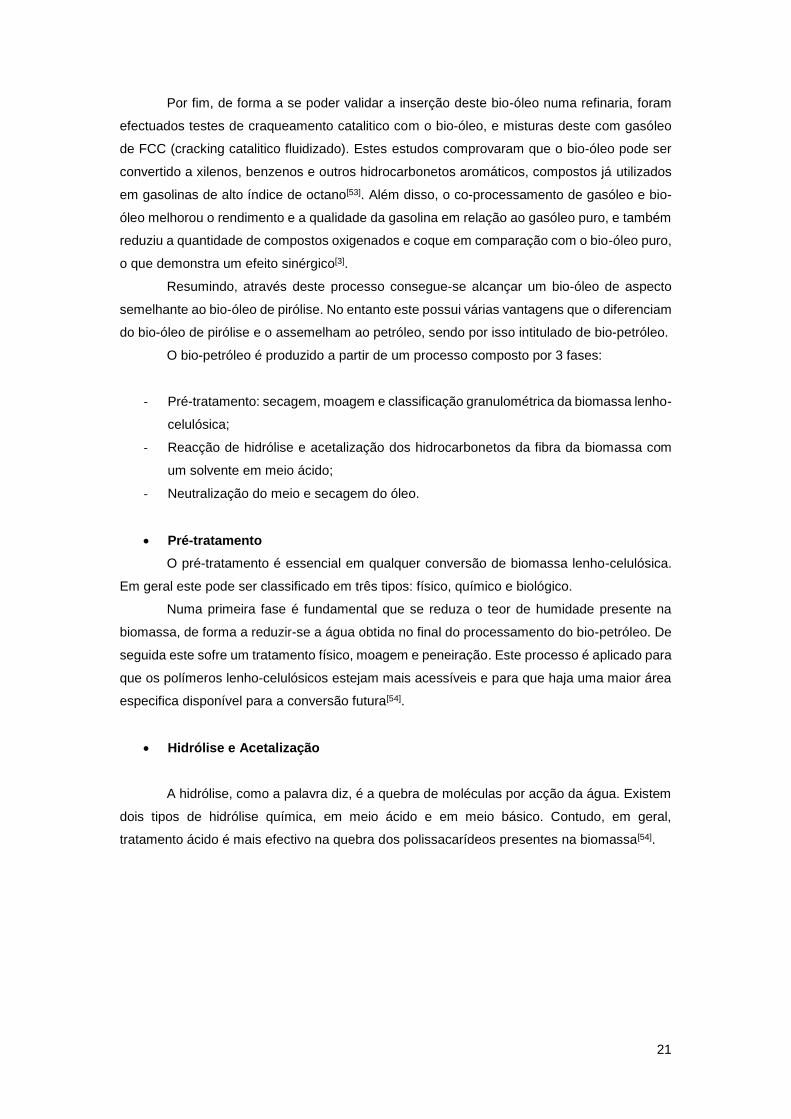
Figura 18 - Clivagem das ligações β-1,4 glicosídicas da celulose em meio ácido e obtenção do
monossacárido, glicose (hidrólise ácida)[55]. ......................................................................................... 22
Figura 19 - Reacções de acetalização de aldeídos ou cetonas[60]. ....................................................... 22
Figura 20 – Equipamento de HPLC-MS/MS, modelo Agilent 1260, da Agilent Technologies acoplado a
um espectrómetro de massa QTRAP 5500, produzido pela AB Sciex. ................................................ 24
Figura 21 - Espectrómetro de massas, modelo API 2000, da AB Sciex. .............................................. 25
Figura 22- Equipamento de análises termogravimétricas da marca Netzsch, modelo TG 209 F1 Iris. 26
Figura 23- Equipamento de medição da viscosidade da marca TA Instruments, modelo DHR-3 e visão
detalhada da placa de Peltier. ............................................................................................................... 27
Figura 24 – Aqui apresentam-se os dois equipamentos, o calorímetro Pyris Diamond DSC, da Perkin
Elmer, à esquerda, e o controlador de análise térmico, o TAC 7/DX, à direita, por baixo do ecrã (o
Intracooler 2P encontrava-se em baixo). .............................................................................................. 27
Figura 25 - Equipamentos do pré-tratamento: À esquerda tem-se o moinho de facas modelo V611 da
Vencedora (3600 rpm) e à direita tem-se o peneirador vibratório modelo J-1 B da Thomas Scientific.
............................................................................................................................................................... 29
Figura 26 - Montagem da segunda lavagem de bagaço de cana-de açúcar. ....................................... 30
Figura 27 - Bagaço de cana-de-açúcar em três fases: fase inicial, após a primeira lavagem, e depois
da lavagem final (previamente moído e peneirado). ............................................................................. 31
Figura 28 -Esquema da montagem inicial da neutralização e secagem do bio-petróleo. .................... 32
Figura 29 – O bagaço depois de pré-tratado e o bio-petróleo final. ..................................................... 34
Figura 30- Montagem do reactor Parr (modelo 4563) e do seu controlador de temperatura, pressão e
agitação (modelo 4848) da Parr Instrument Co. ................................................................................... 34
Figura 31- Reactor tubular com resistência metálica feito por encomenda (diâmetro de 3,2 cm e
comprimento de 25,5 cm). ..................................................................................................................... 36
Figura 32- Esquema de montagem do reactor semi-contínuo (isolado com lã de vidro) e dos seus
sistemas de pressurização, de aquecimento e refrigeração (montagem inicial durante a recirculação
do solvente para o aquecimento do reactor). ........................................................................................ 36
Figura 33 - Sistema de pressurização do reactor: à esquerda tem-se a bomba LC - 8A da marca
Shimadzu e à direita aparece a válvula de backpressure. .................................................................... 37
Figura 34 - Diagrama de blocos do processo de produção de bio-petróleo em escala laboratorial. .... 48
Figura 35 – PFD do processo de produção de bio-petróleo em escala “semi-industrial”. .................... 55
Figura 36 – Distribuição percentual do custo do equipamento base total, 2,1 M€, por zona. .............. 71
Figura 37- Distribuição percentual das parcelas constituintes do investimento total (10,2 M€). .......... 75
Figura 38 - Distribuição percentual dos diversos componentes dos custos directos em 2018 (2,2 M€).
............................................................................................................................................................... 84
Figura 39 - Distribuição percentual dos custos de fabrico (directos, indirectos e fixos) e das despesas
gerais no custo total de produção para o ano de 2018 (5,3 M€), ......................................................... 91
xviii
Figura 40 - Preço do Solvente versus o Custo de Produção do Bio-petróleo (2018). .......................... 92
Figura 41 - Calor específico do óleo em regime descontínuo e regime semi-contínuo, em função da
temperatura. ......................................................................................................................................... A-1
Figura 42 – Viscosidade do bio-petróleo produzido em regime descontínuo em função da
temperatura. ......................................................................................................................................... B-2
Figura 43 – Resultado do teste de termogravimetria do bagaço pré-tratado em função do tempo. ...D-4
Figura 44 - Resultado do teste de termogravimetria do bagaço pré-tratado em função da temperatura.
..............................................................................................................................................................D-4
Figura 45 – Flowsheet do modelo RadFrac da coluna D-402.............................................................. F-6
Figura 46 – Inputs no Paking and Sizing da simulação no Aspen Plus V8.4. ..................................... F-7
xix
Lista de Acrónimos e Abreviaturas
LaCES - Laboratório de Catálise e Energia Sustentável
GEE – gases de efeito estufa
RCEs -Reduções Certificadas de Emissões
HPLC-MS/MS – Cromatografia Líquida de Alta Eficiência – Espectrofotómetro de Massa
% m/m – percentagem mássica
% m/v – percentagem de massa de x por volume de y
% v/v – percentagem volumétrica
XDA – xilose de di-acetal (nomenclatura IUPAC – 1,2:3,5-di-O-isopropilideno-α-D-xilofuranose)
GDA – glicose de di-acetal (nomenclatura IUPAC – 1,2:5,6-Di-O-isopropilideno-α-D-glicofuranose)
XMA – xilose de mono-acetal (nomenclatura IUPAC – 1,2-O-isopropilideno-α-D-xilofuranose)
GMA – glicose de mono-acetal (nomenclatura IUPAC – 1,2-O-isopropilideno-α-D-glicofuranose)
PFD – Process Flow Diagram
1
1. Introdução
Neste primeiro capítulo faz-se uma apresentação geral do tema, iniciando-se pela
contextualização do estudo, descrevendo brevemente os tópicos da revisão bibliográfica.
Apresentam-se, também, os objectivos do trabalho e por fim descreve-se a organização do
documento nos demais capítulos.
Actualmente sabe-se que o aumento da poluição do ar, e não só, advém do uso de
energia de fonte fóssil, principalmente da queima de petróleo e carvão. Em função dessa
preocupação global, ao longo dos anos cada vez tem havido uma maior aposta em fontes de
energia renovável, tal como a hídrica, a eólica, a solar, a geotérmica, das marés e a biomassa.
As apostas referidas em cima também são o resultado de políticas globais
conscientes, tendo sido o Protocolo de Quioto o primeiro tratado jurídico internacional que
explicitamente pretendeu, e pretende, limitar as emissões quantificadas de gases com efeito
de estufa (GEE)[1]. Desde essa altura, têm sido implementados vários sistemas de políticas
verdes, onde se aplicam punições aos mais poluidores e onde se promovem inovações verdes.
Em alguns países surgiram taxas fiscais sobre as emissões de GEE, e/ou benefícios fiscais e
apoios a empresas com tecnologia amiga do ambiente. Presentemente, derivado destas
políticas surgiu o mercado de carbono. Nos últimos tempos este investimento tem estado
direccionado para os biocombustíveis, dos quais os mais patentes são o biodiesel e o
bioetanol.
Neste sentido, têm sido investigados e desenvolvidos de bio-óleos, produzidos a partir
das mais variadas biomassas, com o objectivo de se produzir um óleo o mais análogo ao
petróleo. O bio-óleo produzido a partir de pirólise da biomassa tem sido o mais amplamente
estudado e desenvolvido, todavia, este apresenta alguns problemas. O óleo de pirolise é um
bio-óleo muito oxigenado, sendo muito corrosivo, pouco miscível com as fracções do petróleo,
instável termicamente e com tendência a polimerizar quando exposto ao ar[2]. É imprescindível
o seu pré-tratamento, para a remoção do oxigénio em excesso, trazendo assim grandes
dificuldades e custos acrescidos no seu co-processamento em refinarias.
No laboratório LaCES (Laboratório de Catálise e Energia Sustentável) foi estudado e
desenvolvido um bio-óleo produzido a partir da hidrólise e acetalização da biomassa de cana-
de-açúcar[3][4][5]. Este bio-óleo é semelhante ao óleo de pirolise, mas é mais estável e não tem
o problema de excesso de oxigénio na sua composição. Apesar de ser um estudo ainda algo
preliminar, devido a resultados de vários testes pensa-se que, com o desenvolvimento de um
processo de produção deste óleo e a determinação do seu custo de produção, será viabilizada
a sua introdução em refinarias petrolíferas.
1.1. Motivação do Trabalho e Objectivos
Sendo notório que, o crescimento da consciencialização social para todos os problemas
derivados da dependência do petróleo e das respectivas consequências, tanto políticas como
2
ambientais, é importante apostar em estudos que mostrem preocupação quanto a este tema.
É fundamental que empresas/laboratórios, como o LaCES, apostem na investigação e
desenvolvimento de métodos que possam vir a conceder alguma autonomia energética e
melhores condições de vida à população mundial em geral.
Neste estudo encontram-se dois objectivos principais, primeiramente, realizar a
reprodução dos testes de produção do bio-óleo, intitulado de bio-petróleo, numa escala
superior, e assim, fazer a verificação das condições já utilizadas em pequena escala. Em
seguida, após obtenção do bio-petróleo, realizar o máximo de testes físico-químicos, para uma
melhor caracterização do mesmo. Por fim, tem-se como intuito a determinação do custo de
produção do bio-petróleo.
1.2. Estrutura e Organização da Dissertação
A presente dissertação encontra-se dividida em seis capítulos, e anexos, apresentando-
se em seguida uma introdução e contextualização da estrutura destes:
Capítulo 2 – Executa-se um enquadramento teórico dos estudos realizados nesta área.
Para tal, recorreu-se a uma pesquisa bibliográfica exaustiva. Foi descrita a importância das
fontes energéticas renováveis, com um maior foco no bio-óleo de bagaço de cana-de-açúcar,
e nos processos actualmente utilizados para a sua produção. Por fim, tenta-se clarificar o
porquê da importância deste método inovador de produção de bio-óleo, intitulado de bio-
petróleo;
Capítulo 3 - São descritas, minuciosamente, as caracterizações físico-químicas do bio-
petróleo utilizadas, e as condições em que foram executadas. Foi, também, documentado todo
o pré-tratamento do bagaço de cana-de-açúcar;
Capítulo 4 – Discutem-se e analisam-se os resultados experimentais dos dois reactores
em regime descontínuo e em regime semi-contínuo;
Capítulo 5 - Introduz-se o processo industrial de produção de bio-petróleo e faz-se a
avaliação económica de um processo de pequena dimensão. Nesta avaliação económica
calcula-se o investimento necessário, executa-se um plano de investimento e por fim
determina-se o custo de produção de um barril de bio-petróleo;
Capítulo 6 - Apresentam-se as principais conclusões do trabalho e algumas sugestões
para optimizações futuras do processo de produção de bio-petróleo.
Posteriormente, na revisão bibliográfica deste trabalho vai-se descrever
detalhadamente a importância das fontes de energia utilizadas e como essa “decisão” tem
afectado o mundo inteiro desde a era da industrialização, era em que a energia passou a tomar
um papel preponderante no desenvolvimento industrial e tecnológico.
3
2. Revisão Bibliográfica
2.1. A Energia e as Mudanças Climáticas
Desde o século XVII e XVIII, era em que se deu a revolução industrial, as fontes
energéticas passaram a tomar um papel preponderante no desenvolvimento mundial, contudo
foi também a partir da revolução industrial que a poluição passou a constituir um problema
para o homem.
Com a utilização crescente de energia oriunda de fontes fósseis (carvão mineral,
petróleo e gás natural) e em menor escala, pelo desflorestamento, deu-se um rápido aumento
da produção de gases com efeito estufa (GEE).
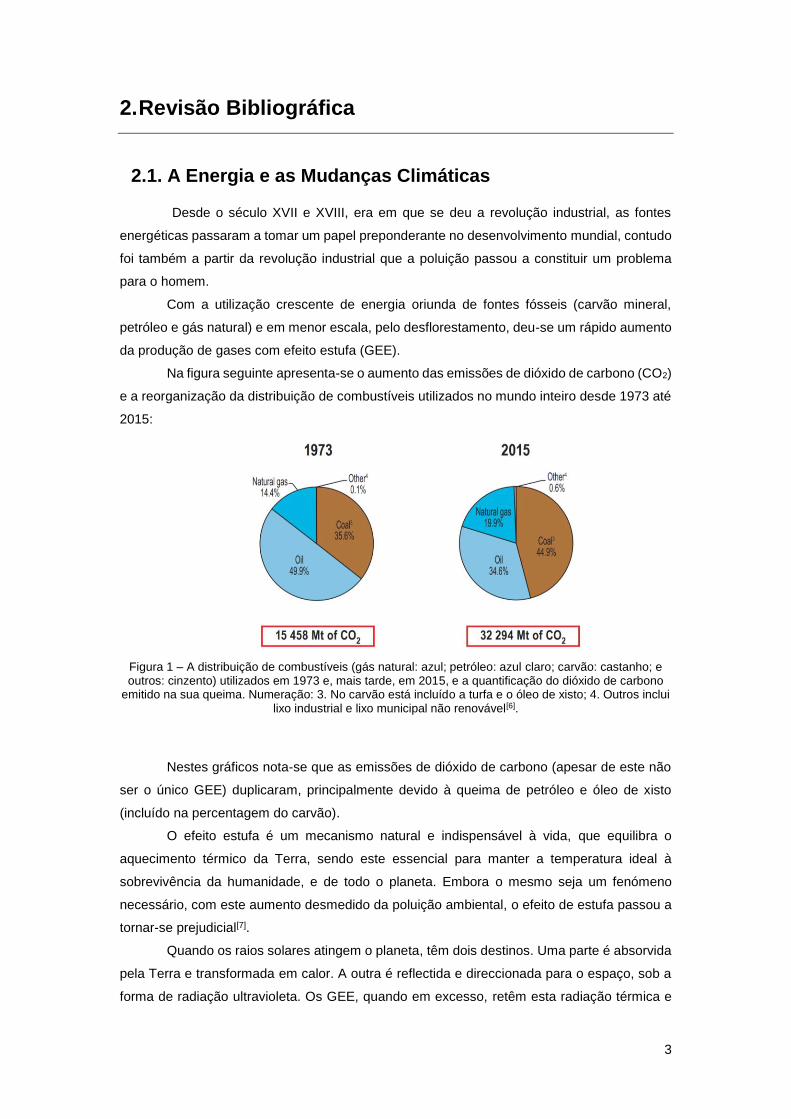
Na figura seguinte apresenta-se o aumento das emissões de dióxido de carbono (CO2)
e a reorganização da distribuição de combustíveis utilizados no mundo inteiro desde 1973 até
2015:
Figura 1 – A distribuição de combustíveis (gás natural: azul; petróleo: azul claro; carvão: castanho; e outros: cinzento) utilizados em 1973 e, mais tarde, em 2015, e a quantificação do dióxido de carbono
emitido na sua queima. Numeração: 3. No carvão está incluído a turfa e o óleo de xisto; 4. Outros inclui lixo industrial e lixo municipal não renovável[6].
Nestes gráficos nota-se que as emissões de dióxido de carbono (apesar de este não
ser o único GEE) duplicaram, principalmente devido à queima de petróleo e óleo de xisto
(incluído na percentagem do carvão).
O efeito estufa é um mecanismo natural e indispensável à vida, que equilibra o
aquecimento térmico da Terra, sendo este essencial para manter a temperatura ideal à
sobrevivência da humanidade, e de todo o planeta. Embora o mesmo seja um fenómeno
necessário, com este aumento desmedido da poluição ambiental, o efeito de estufa passou a
tornar-se prejudicial[7].
Quando os raios solares atingem o planeta, têm dois destinos. Uma parte é absorvida
pela Terra e transformada em calor. A outra é reflectida e direccionada para o espaço, sob a
forma de radiação ultravioleta. Os GEE, quando em excesso, retêm esta radiação térmica e
4
irradiam o calor excedente de volta para a superfície, resultando assim no aquecimento
global[8].
2.1.1. Tratado de Quioto: Mercado de Carbono
Em 1997 a Organização das Nações Unidas (ONU) convocou vários países
desenvolvidos a assinarem um tratado, o Protocolo de Quioto. Este estabelece que os países
signatários deveriam reduzir as suas emissões de gases que provocam efeito de estufa
segundo metas estipuladas ao longo dos anos. As metas não são completamente restritas,
sendo que estes limites, metodologias, e o prazo temporal para o seu cumprimento
dependente de cada país ou grupo de países[9].
Nos termos do Protocolo, os países devem cumprir os seus objectivos principalmente
através de medidas nacionais, tais como impostos sobre as emissões de carbono. No entanto,
o protocolo oferece-lhes também meios adicionais para cumprir os seus objectivos através de
três mecanismos:
- Comércio Internacional de Emissões: os países com compromissos de redução de
emissões de carbono podem negociar o excedente das metas de emissões entre si.
Isto significa que, países que não alcancem a meta de redução de emissões podem
utilizar o remanescente de redução de outro país signatário e assim cumprir as suas
obrigações;
- Mecanismo de Desenvolvimento Limpo (MDL): países em desenvolvimento podem
implementar projectos que contribuam para a introdução de tecnologias verdes nestes
países, obtendo como resultado as Reduções Certificadas de Emissões (RCEs);
- Implementação conjunta (IC): Os países com compromissos no âmbito do Protocolo
de Quioto são elegíveis para transferir e/ou adquirir unidades de redução de emissões
(RCEs) e utilizá-las para cumprir parte da sua meta de redução de emissões.
Criando-se assim o mercado de carbono, este é um instrumento que ajuda a
estimulação do investimento ecológico e ajuda os transgressores a cumprir os seus objectivos
de emissões sem pôr em causa a economia do seu país[10].
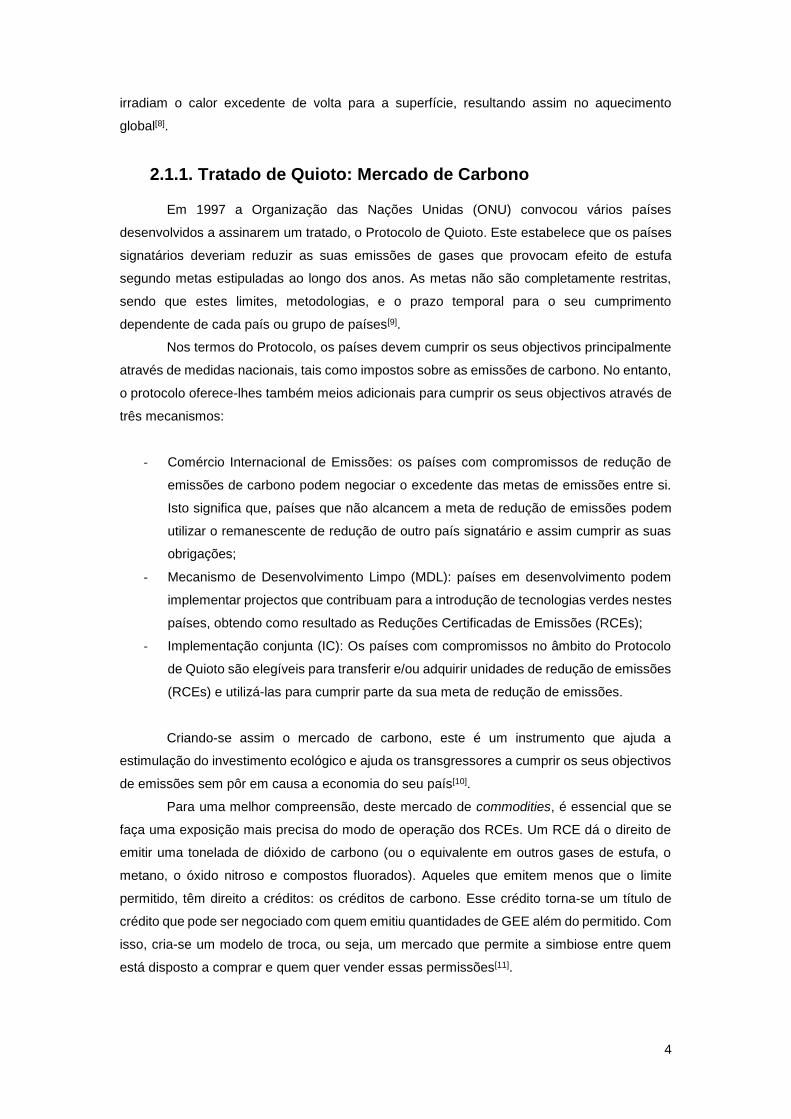
Para uma melhor compreensão, deste mercado de commodities, é essencial que se
faça uma exposição mais precisa do modo de operação dos RCEs. Um RCE dá o direito de
emitir uma tonelada de dióxido de carbono (ou o equivalente em outros gases de estufa, o
metano, o óxido nitroso e compostos fluorados). Aqueles que emitem menos que o limite
permitido, têm direito a créditos: os créditos de carbono. Esse crédito torna-se um título de
crédito que pode ser negociado com quem emitiu quantidades de GEE além do permitido. Com
isso, cria-se um modelo de troca, ou seja, um mercado que permite a simbiose entre quem
está disposto a comprar e quem quer vender essas permissões[11].
5
Visto tratar-se de um incentivo, o preço dos RCEs, negociado no mercado, deve ser
necessariamente inferior ao da multa que o emissor deveria pagar ao poder público (em 2017
estiveram entre 3,76 e 18,30 US$[12]).
Independentemente da “desculpa do dever” acordado, este não deve de ser usado
como uma “permissão para poluir”, sendo por isso importante existir legislação sobre o preço
a que são vendidos os RCEs. Não podendo ser um valor tão insignificante que não cause
qualquer impacto nas companhias incumpridoras. Acabando assim, por actuar como um
“engodo” para os mais poluidores e não como uma medida que auxilia a diminuição das
emissões de carbono no planeta.
Apesar de o Brasil já ter ratificado o documento a 23 de Agosto de 2002, e sendo um
país subdesenvolvido, não estava obrigado a cumprir metas. Com o intuito de implementar a
iNDC (intended Nationally Determined Contribution) do protocolo de Quioto, em 2015 o Brasil
apresentou o compromisso de restringir as emissões de gases de efeito estufa em 37% até
2025, em comparação aos dados registados em 2005. Além disso, apresentou, também, a
contribuição indicativa subsequente, a redução em 43% das emissões de gases de efeito
estufa até 2030[13]. Na última Conferência da ONU sobre Mudança do Clima (COP23 em 2017)
o Brasil confirmou a sua intenção de cumprir estas metas[14].
Portugal, por pertencer à união europeia e por ter uma economia menos desenvolvida,
isto quando comparado a outros países membros, tem metas não tão restritas como o Brasil.
No COP23 ficou defenido que os países membro da EU têm como objectivo reduzir as
emissões de GEE em 40% entre 1990 e 2030. Portugal em vista a auxiliar a EU nesse sentido,
também se aliou a um plano bastante ambicioso, o Powering Past Coal Alliance, onde assumiu
que até 2050 o país alcançará uma pegada neutra em carvão[15].
2.2. Biomassa e Biocombustíveis
Ao longo dos anos, em função da referida preocupação global, cada vez existe uma
maior aposta em fontes de energia renováveis e sustentáveis, tal como a hídrica, a eólica, a
solar, a geotérmica, das marés e a biomassa.
Como qualquer realidade no mundo, se não houver ganhos financeiros envolvidos,
não é pelo facto de haver uma crescente consciencialização social que haverá um aumento
“repentino” do número de empresas a investir em tecnologias verdes. Esta mudança de
postura no mercado mundial deve-se, em grande parte, à dependência do petróleo, o que
torna um país mais vulnerável em termos energéticos, levando a que a economia do mesmo
esteja submissa à flutuação do preço do barril de petróleo. Em certos casos, é resultado da
obrigatoriedade política no cumprimento das metas do Protocolo de Quioto.
Com vista à utilização de outras fontes de energia sustentáveis surgiram os
biocombustíveis. Estes são produzidos a partir de várias formas, tendo como matéria-prima a
biomassa. A biomassa é qualquer recurso renovável oriundo de matéria orgânica, quer tenha
origem animal ou vegetal, que posteriormente pode ser utilizado para produção de energia[16].
6
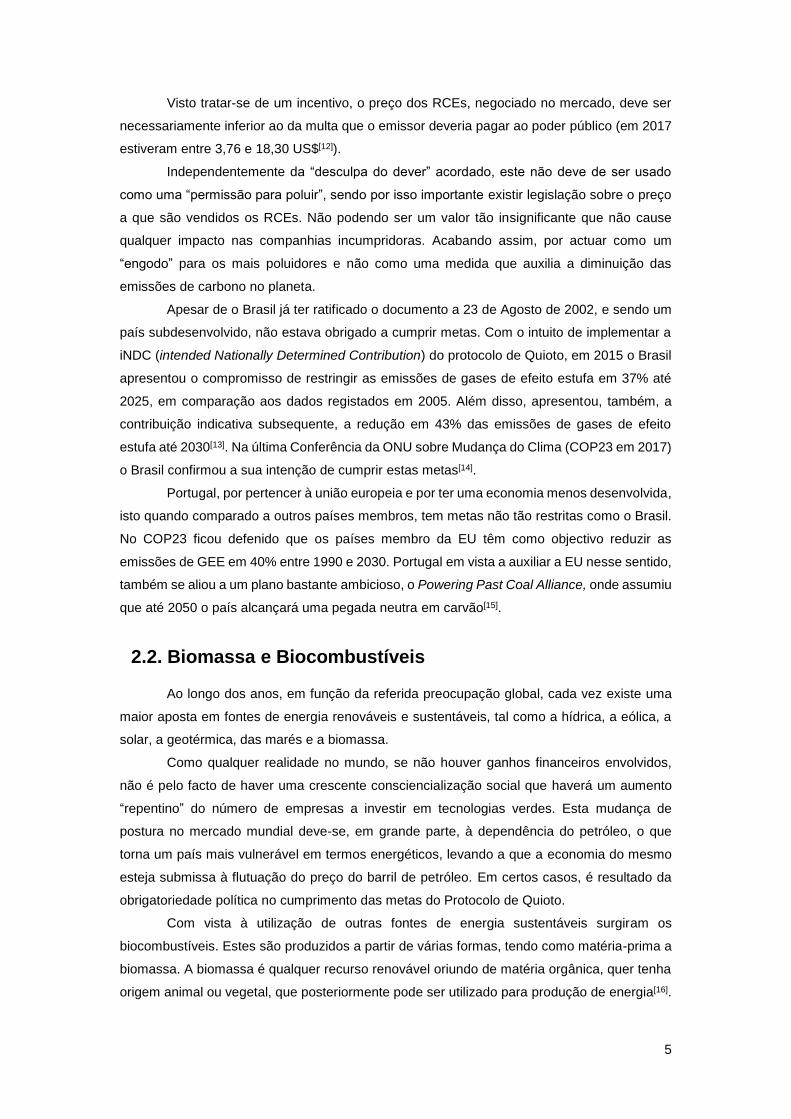
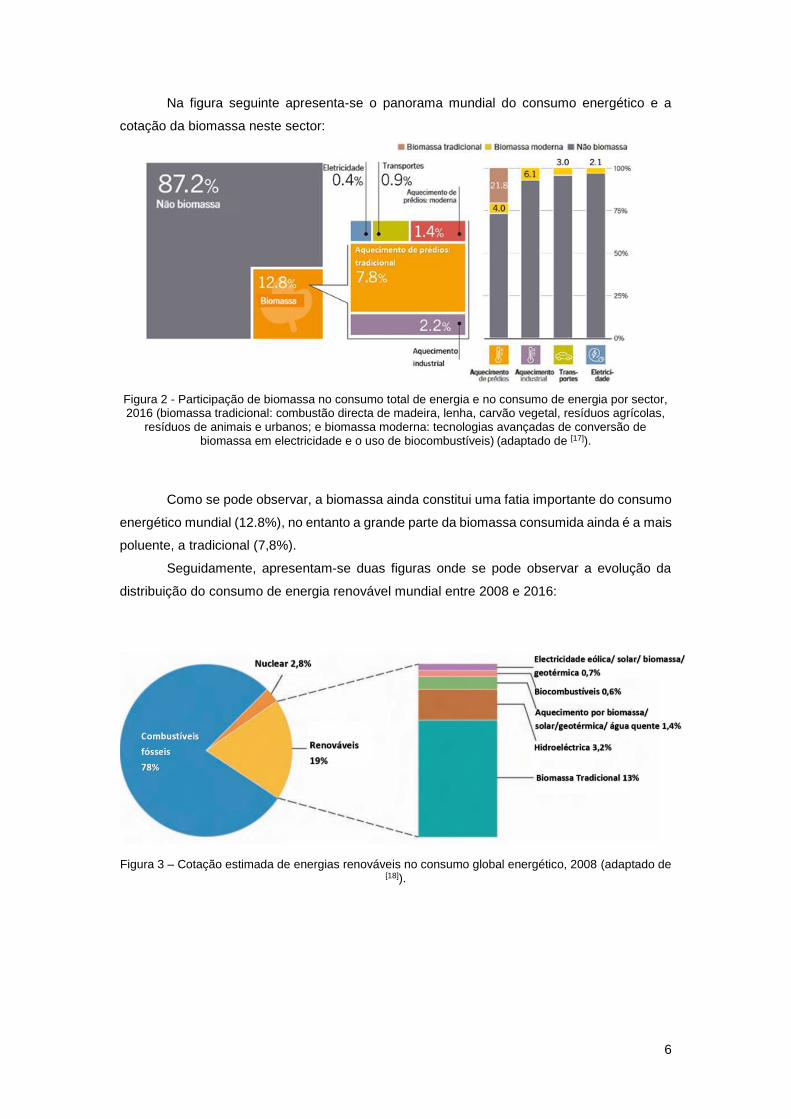
Na figura seguinte apresenta-se o panorama mundial do consumo energético e a
cotação da biomassa neste sector:
Figura 2 - Participação de biomassa no consumo total de energia e no consumo de energia por sector, 2016 (biomassa tradicional: combustão directa de madeira, lenha, carvão vegetal, resíduos agrícolas,
resíduos de animais e urbanos; e biomassa moderna: tecnologias avançadas de conversão de biomassa em electricidade e o uso de biocombustíveis) (adaptado de [17]).
Como se pode observar, a biomassa ainda constitui uma fatia importante do consumo
energético mundial (12.8%), no entanto a grande parte da biomassa consumida ainda é a mais
poluente, a tradicional (7,8%).
Seguidamente, apresentam-se duas figuras onde se pode observar a evolução da
distribuição do consumo de energia renovável mundial entre 2008 e 2016:
Figura 3 – Cotação estimada de energias renováveis no consumo global energético, 2008 (adaptado de [18]).

7
Figura 4 - Cotação estimada de energias renováveis no consumo mundial de energia, 2016 (adaptado de [17]).
Após a análise destas duas figuras pode-se constatar que houve uma redução
significativa da percentagem de biomassa tradicional utilizada, de 13% em 2008 para 7,8% em
2016. Já a percentagem de biocombustíveis teve um ligeiro aumento, em 2008 a percentagem
estimada de biocombustíveis consumidos era 1,5 vezes inferior (0,6%) à de 2016 (0,9%). Isto
é derivado, particularmente, das novas tecnologias de produção e das normas legislativas
aplicadas em cada país.
Contudo, o aumento do consumo de biocombustíveis não é tão significativo devido à
crise que se tem sentido no sector petrolífero, e que levou a uma redução substancial do preço
do barril de petróleo nos últimos 10 anos (Figura 5). Com um preço do barril de petróleo tão
baixo, não é tão lucrativo o investimento em biocombustíveis, pois estes, em geral, vão ter um
preço de venda superior.
Figura 5 – Preços F.O.B. do barril de petróleo (US$), segundo o seu grau API, nos últimos 35 anos (1983 a 2018)[19].
8
Apesar de a produção de petróleo ter continuado a aumentar ao longo dos anos[20], o
seu preço não segue nenhuma linearidade. Este está sujeito a estratégias de mercado e à
estabilidade política do país onde é extraído, levando a uma grande instabilidade do seu preço.
É de notar que, o preço do petróleo está dependente do seu °API, um óleo com um °API baixo,
isto é, um óleo muito pesado, tendo um preço mais baixo que um de °API superior.
2.2.1. Processos de Conversão da Biomassa
A biomassa pode ser transformada através de três tipos de procedimentos
tecnológicos: termoquímicos, bioquímicos e físico-químicas, a partir dos quais é possível
produzir calor, electricidade, químicos e/ou combustíveis.
A conversão do tipo termoquímica engloba a combustão directa, a gaseificação, e a
pirólise. A conversão bioquímica consiste na digestão anaeróbica, e na fermentação e
hidrólise. Por fim, relativamente à conversão físico-química faz parte a prensagem, a
extracção, e a transesterificação[21].
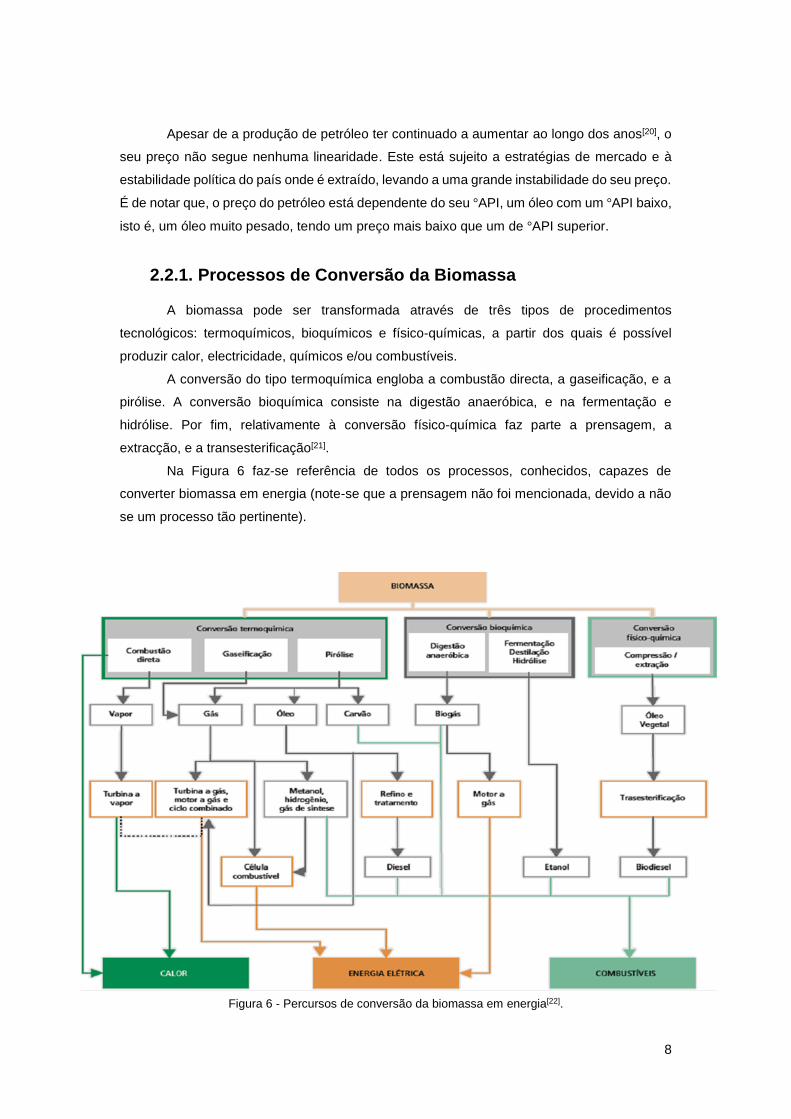
Na Figura 6 faz-se referência de todos os processos, conhecidos, capazes de
converter biomassa em energia (note-se que a prensagem não foi mencionada, devido a não
se um processo tão pertinente).
Figura 6 - Percursos de conversão da biomassa em energia[22].
9
A partir desta figura pode-se concluir que os biocombustíveis capazes de serem
produzidos a partir de biomassa são [22]:
- O metanol, o hidrogénio e o gás de síntese obtidos a partir da gaseificação de
biomassa lenho-celulósica;
- O diesel (e gasolina) obtido a partir do hidrotratamento e refinação do óleo de
pirólise;
- O etanol produzido a partir da hidrólise/fermentação de açúcares/amido ou
biomassa lenho-celulósica;
- O biodiesel produzido a partir da transesterificação de óleos vegetais ou
animais.
2.2.2. Biocombustíveis de Primeira e Segunda Geração
Os biocombustíveis podem ser divididos em dois grupos, biocombustíveis de primeira
geração e biocombustíveis de segunda geração. Esta definição deriva do tipo de biomassa
utilizada como matéria-prima. Note-se que, a biomassa usada para a produção de
biocombustíveis depende muito da região em que este são produzidos.
Os biocombustíveis de 1ª geração resultam do aproveitamento de produtos para fins
alimentícios (açúcares, amidos e lípidos), como a cana-de-açúcar, o milho, a beterraba, o trigo
e gorduras animais. A sua produção traz alguns problemas, pois pode competir com a
produção de alimentos, inflacionando assim tanto os preços do alimento utilizado. Como
também condiciona o cultivo de outros alimentos nessas terras, podendo resultar em
problemas ambientais. Neste grupo são contemplados o etanol, o biodiesel, bioálcool (metanol
e butanol) e o biogás.
A produção de biocombustível de 2ª geração dá-se através do reaproveitamento da
fibra de produtos alimentares, em vez de só usar açúcares facilmente extraíveis, amidos ou
óleos como na geração anterior. A segunda geração permite o uso de quaisquer formas de
biomassa lenho-celulósica, sendo as mais comuns, o bagaço de cana-de-açúcar, os refugos
de madeira florestal, palha do trigo, lixo municipal e a lixívia negra (indústria papeleira)[16].
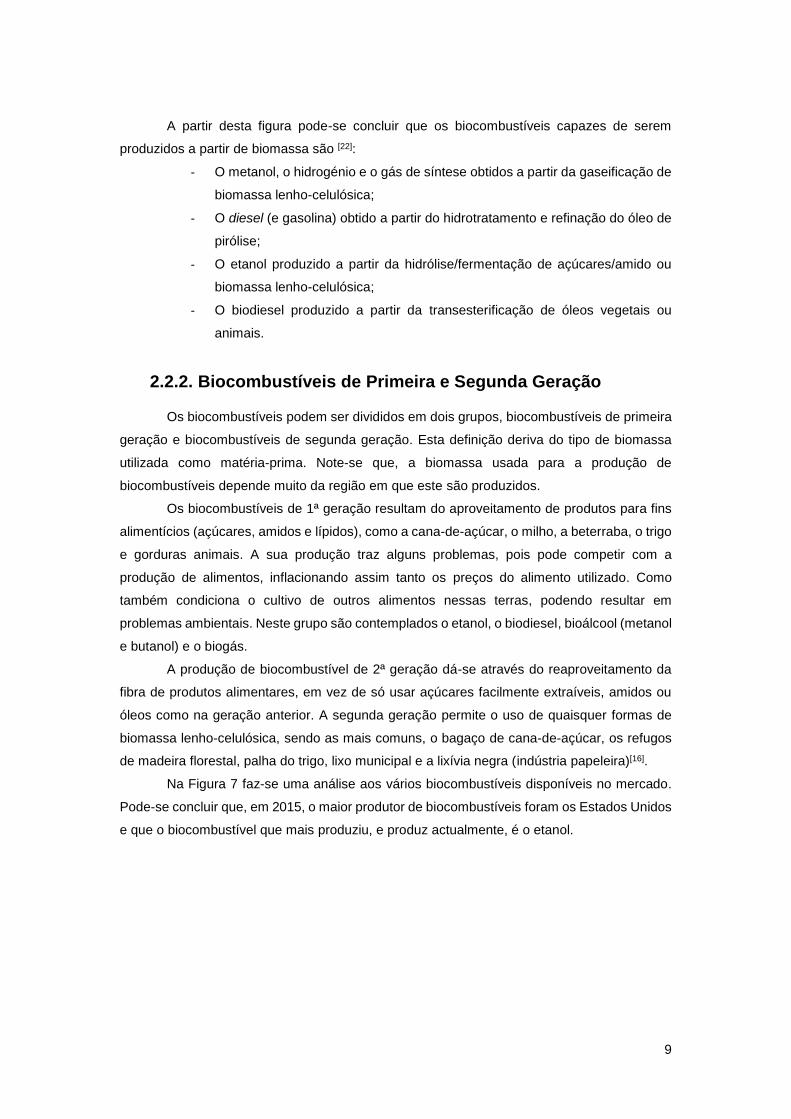
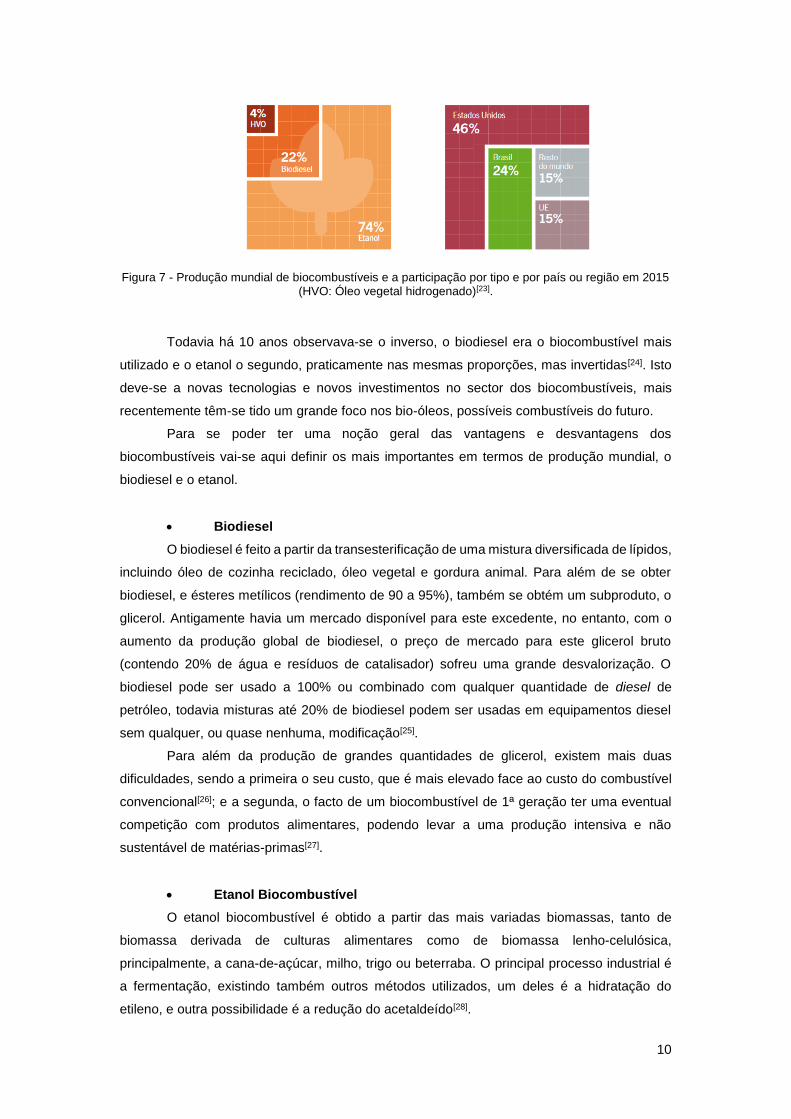
Na Figura 7 faz-se uma análise aos vários biocombustíveis disponíveis no mercado.
Pode-se concluir que, em 2015, o maior produtor de biocombustíveis foram os Estados Unidos
e que o biocombustível que mais produziu, e produz actualmente, é o etanol.
10
Figura 7 - Produção mundial de biocombustíveis e a participação por tipo e por país ou região em 2015 (HVO: Óleo vegetal hidrogenado)[23].
Todavia há 10 anos observava-se o inverso, o biodiesel era o biocombustível mais
utilizado e o etanol o segundo, praticamente nas mesmas proporções, mas invertidas[24]. Isto
deve-se a novas tecnologias e novos investimentos no sector dos biocombustíveis, mais
recentemente têm-se tido um grande foco nos bio-óleos, possíveis combustíveis do futuro.
Para se poder ter uma noção geral das vantagens e desvantagens dos
biocombustíveis vai-se aqui definir os mais importantes em termos de produção mundial, o
biodiesel e o etanol.
• Biodiesel
O biodiesel é feito a partir da transesterificação de uma mistura diversificada de lípidos,
incluindo óleo de cozinha reciclado, óleo vegetal e gordura animal. Para além de se obter
biodiesel, e ésteres metílicos (rendimento de 90 a 95%), também se obtém um subproduto, o
glicerol. Antigamente havia um mercado disponível para este excedente, no entanto, com o
aumento da produção global de biodiesel, o preço de mercado para este glicerol bruto
(contendo 20% de água e resíduos de catalisador) sofreu uma grande desvalorização. O
biodiesel pode ser usado a 100% ou combinado com qualquer quantidade de diesel de
petróleo, todavia misturas até 20% de biodiesel podem ser usadas em equipamentos diesel
sem qualquer, ou quase nenhuma, modificação[25].
Para além da produção de grandes quantidades de glicerol, existem mais duas
dificuldades, sendo a primeira o seu custo, que é mais elevado face ao custo do combustível
convencional[26]; e a segunda, o facto de um biocombustível de 1ª geração ter uma eventual
competição com produtos alimentares, podendo levar a uma produção intensiva e não
sustentável de matérias-primas[27].
• Etanol Biocombustível
O etanol biocombustível é obtido a partir das mais variadas biomassas, tanto de
biomassa derivada de culturas alimentares como de biomassa lenho-celulósica,
principalmente, a cana-de-açúcar, milho, trigo ou beterraba. O principal processo industrial é
a fermentação, existindo também outros métodos utilizados, um deles é a hidratação do
etileno, e outra possibilidade é a redução do acetaldeído[28].
11
Mais recentemente, nos Estados Unidos, tem-se vindo a tentar produzir etanol de 2ª
geração a partir da hidrólise de resíduos vegetais e florestais, que, actualmente são eliminados
pois são considerados um desperdício[29].
Existem três tipos de etanol que podem ser usados como combustível de veículos:
etanol comum, etanol aditivado e o etanol que se mistura com a gasolina. Contudo o etanol
puro, ou o adicionado à gasolina a uma percentagem elevada, só pode ser utilizado em carros
flex, veículos que funcionam com dois combustíveis. Estes veículos estão equipados com um
motor de combustão interna a quatro tempos que tem a capacidade de ser reabastecido e
funcionar com mais de um tipo de combustível, misturados no mesmo tanque e queimados na
câmara de combustão simultaneamente[30].
Na Europa o etanol é maioritariamente utilizado como etanol combinado com gasolina
até 10%[31], isto porque não há muita matéria-prima disponível para a sua produção, logo não
existem no mercado muitos veículos flex[32]. Já nos EUA e no Brasil o uso de veículos movidos
a etanol é muito comum, principalmente, devido às grandes apostas dos governos destes
países na indústria do etanol a partir do milho e da cana-de-açúcar, respectivamente.
Actualmente no Brasil, por regulamentação do Governo Federal, toda a gasolina
comercializada no país é misturada com a proporção de álcool anidro que pode variar entre
20 e 27%[33].
Este apresenta uma característica técnica importante que o torna bom como aditivo
da gasolina devido ao seu elevado índice de octano, compensando parcialmente o seu menor
conteúdo energético.
Apesar de todas estas vantagens, o etanol só tem um conteúdo energético de
aproximadamente 65% do da gasolina pura, o que leva a um aumento do consumo volumétrico
de 20% a 30%, dependendo das características do veículo, criando problemas em termos de
armazenamento[34].
2.2.3. Biomassa Lenho-celulósica: Cana-de-açúcar
Os biocombustíveis de primeira geração produzidos a partir de açúcares e óleos
vegetais podem ser facilmente extraídos usando tecnologia convencional. Em comparação, os
biocombustíveis de segunda geração são produzidos a partir de biomassa lenho-celulósica, o
que torna mais difícil extrair o combustível necessário.
A biomassa lenho-celulósica é constituída, principalmente, por três componentes, a
celulose, a hemicelulose e a lenhina, como se ilustra na figura seguinte,
12
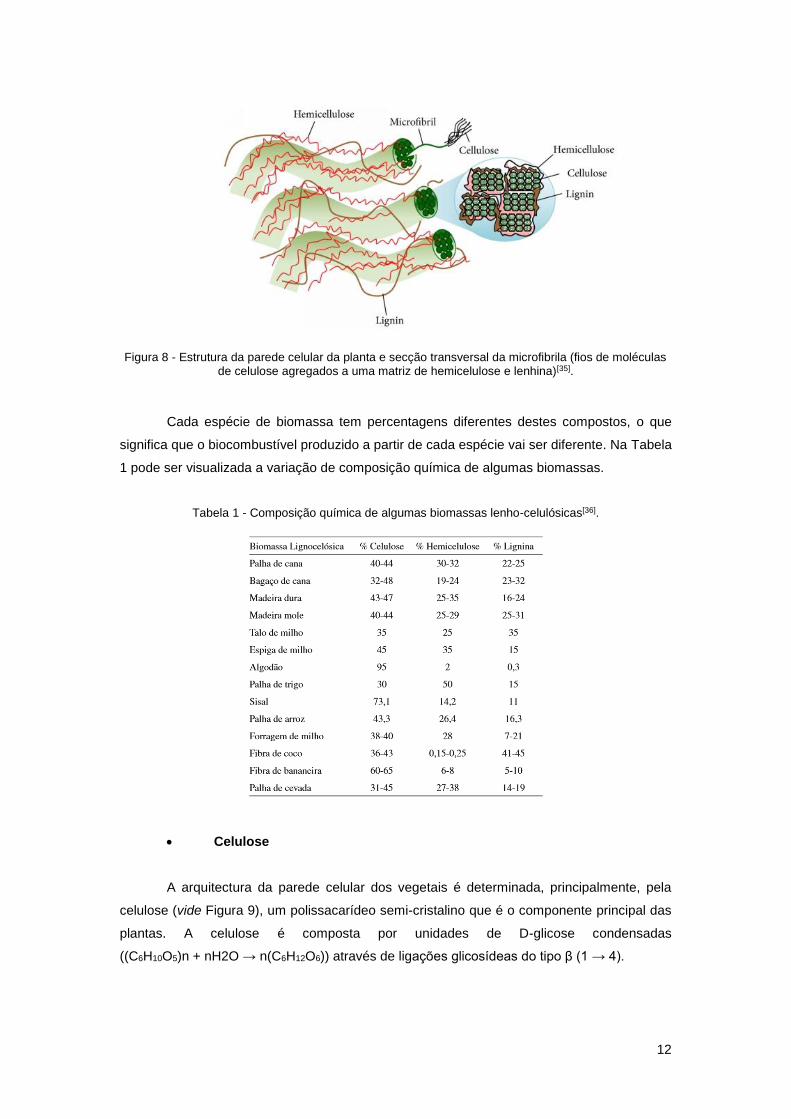
Figura 8 - Estrutura da parede celular da planta e secção transversal da microfibrila (fios de moléculas de celulose agregados a uma matriz de hemicelulose e lenhina)[35].
Cada espécie de biomassa tem percentagens diferentes destes compostos, o que
significa que o biocombustível produzido a partir de cada espécie vai ser diferente. Na Tabela
1 pode ser visualizada a variação de composição química de algumas biomassas.
Tabela 1 - Composição química de algumas biomassas lenho-celulósicas[36].
• Celulose
A arquitectura da parede celular dos vegetais é determinada, principalmente, pela
celulose (vide Figura 9), um polissacarídeo semi-cristalino que é o componente principal das
plantas. A celulose é composta por unidades de D-glicose condensadas
((C6H10O5)n + nH2O → n(C6H12O6)) através de ligações glicosídeas do tipo β (1 → 4).
13
Figura 9 - Representação esquemática da molécula de celulose[36].
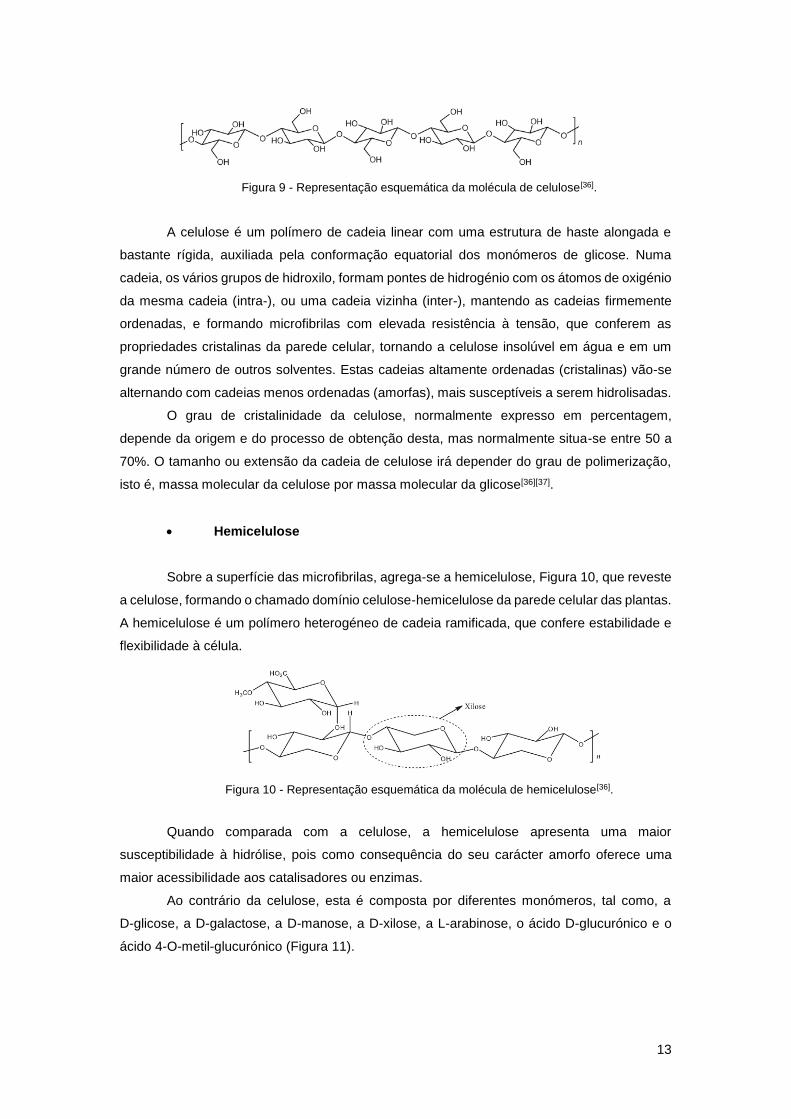
A celulose é um polímero de cadeia linear com uma estrutura de haste alongada e
bastante rígida, auxiliada pela conformação equatorial dos monómeros de glicose. Numa
cadeia, os vários grupos de hidroxilo, formam pontes de hidrogénio com os átomos de oxigénio
da mesma cadeia (intra-), ou uma cadeia vizinha (inter-), mantendo as cadeias firmemente
ordenadas, e formando microfibrilas com elevada resistência à tensão, que conferem as
propriedades cristalinas da parede celular, tornando a celulose insolúvel em água e em um
grande número de outros solventes. Estas cadeias altamente ordenadas (cristalinas) vão-se
alternando com cadeias menos ordenadas (amorfas), mais susceptíveis a serem hidrolisadas.
O grau de cristalinidade da celulose, normalmente expresso em percentagem,
depende da origem e do processo de obtenção desta, mas normalmente situa-se entre 50 a
70%. O tamanho ou extensão da cadeia de celulose irá depender do grau de polimerização,
isto é, massa molecular da celulose por massa molecular da glicose[36][37].
• Hemicelulose
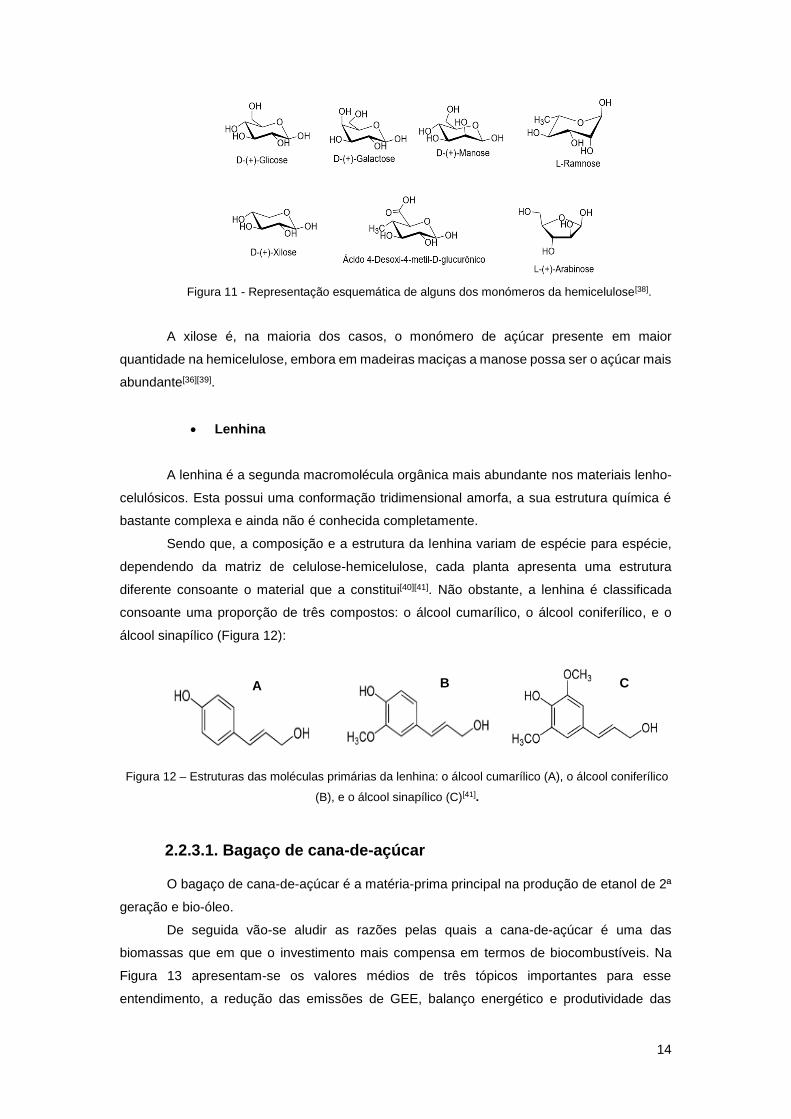
Sobre a superfície das microfibrilas, agrega-se a hemicelulose, Figura 10, que reveste
a celulose, formando o chamado domínio celulose-hemicelulose da parede celular das plantas.
A hemicelulose é um polímero heterogéneo de cadeia ramificada, que confere estabilidade e
flexibilidade à célula.
Figura 10 - Representação esquemática da molécula de hemicelulose[36].
Quando comparada com a celulose, a hemicelulose apresenta uma maior
susceptibilidade à hidrólise, pois como consequência do seu carácter amorfo oferece uma
maior acessibilidade aos catalisadores ou enzimas.
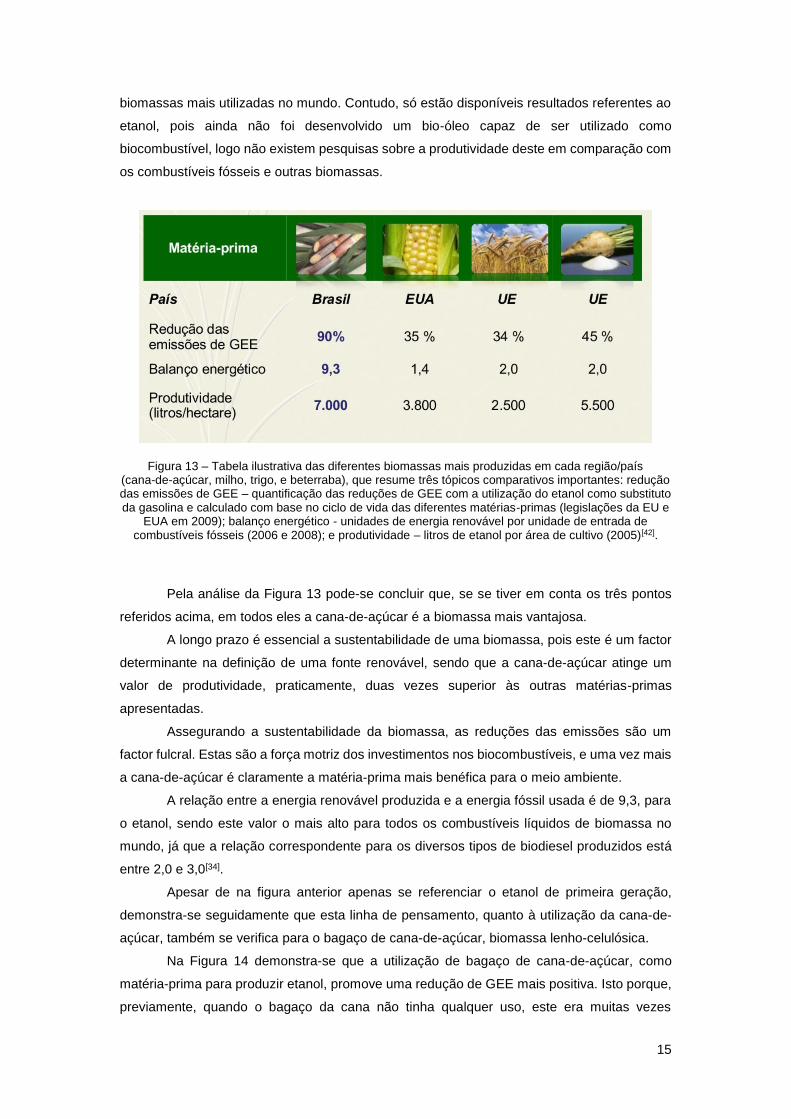
Ao contrário da celulose, esta é composta por diferentes monómeros, tal como, a
D-glicose, a D-galactose, a D-manose, a D-xilose, a L-arabinose, o ácido D-glucurónico e o
ácido 4-O-metil-glucurónico (Figura 11).
14
Figura 11 - Representação esquemática de alguns dos monómeros da hemicelulose[38].
A xilose é, na maioria dos casos, o monómero de açúcar presente em maior
quantidade na hemicelulose, embora em madeiras maciças a manose possa ser o açúcar mais
abundante[36][39].
• Lenhina
A lenhina é a segunda macromolécula orgânica mais abundante nos materiais lenho-
celulósicos. Esta possui uma conformação tridimensional amorfa, a sua estrutura química é
bastante complexa e ainda não é conhecida completamente.
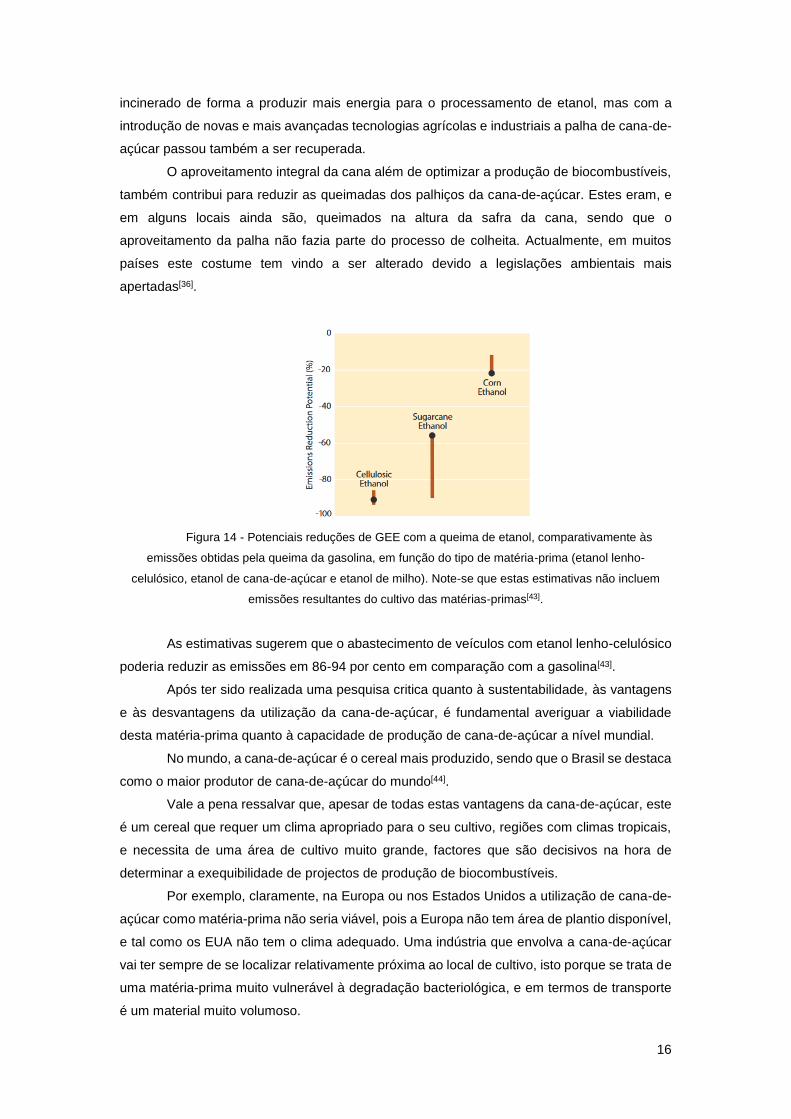
Sendo que, a composição e a estrutura da lenhina variam de espécie para espécie,
dependendo da matriz de celulose-hemicelulose, cada planta apresenta uma estrutura
diferente consoante o material que a constitui[40][41]. Não obstante, a lenhina é classificada
consoante uma proporção de três compostos: o álcool cumarílico, o álcool coniferílico, e o
álcool sinapílico (Figura 12):
2.2.3.1. Bagaço de cana-de-açúcar
O bagaço de cana-de-açúcar é a matéria-prima principal na produção de etanol de 2ª
geração e bio-óleo.
De seguida vão-se aludir as razões pelas quais a cana-de-açúcar é uma das
biomassas que em que o investimento mais compensa em termos de biocombustíveis. Na
Figura 13 apresentam-se os valores médios de três tópicos importantes para esse
entendimento, a redução das emissões de GEE, balanço energético e produtividade das
Figura 12 – Estruturas das moléculas primárias da lenhina: o álcool cumarílico (A), o álcool coniferílico
(B), e o álcool sinapílico (C)[41].
C B A
15
biomassas mais utilizadas no mundo. Contudo, só estão disponíveis resultados referentes ao
etanol, pois ainda não foi desenvolvido um bio-óleo capaz de ser utilizado como
biocombustível, logo não existem pesquisas sobre a produtividade deste em comparação com
os combustíveis fósseis e outras biomassas.
Figura 13 – Tabela ilustrativa das diferentes biomassas mais produzidas em cada região/país (cana-de-açúcar, milho, trigo, e beterraba), que resume três tópicos comparativos importantes: redução das emissões de GEE – quantificação das reduções de GEE com a utilização do etanol como substituto da gasolina e calculado com base no ciclo de vida das diferentes matérias-primas (legislações da EU e
EUA em 2009); balanço energético - unidades de energia renovável por unidade de entrada de combustíveis fósseis (2006 e 2008); e produtividade – litros de etanol por área de cultivo (2005)[42].
Pela análise da Figura 13 pode-se concluir que, se se tiver em conta os três pontos
referidos acima, em todos eles a cana-de-açúcar é a biomassa mais vantajosa.
A longo prazo é essencial a sustentabilidade de uma biomassa, pois este é um factor
determinante na definição de uma fonte renovável, sendo que a cana-de-açúcar atinge um
valor de produtividade, praticamente, duas vezes superior às outras matérias-primas
apresentadas.
Assegurando a sustentabilidade da biomassa, as reduções das emissões são um
factor fulcral. Estas são a força motriz dos investimentos nos biocombustíveis, e uma vez mais
a cana-de-açúcar é claramente a matéria-prima mais benéfica para o meio ambiente.
A relação entre a energia renovável produzida e a energia fóssil usada é de 9,3, para
o etanol, sendo este valor o mais alto para todos os combustíveis líquidos de biomassa no
mundo, já que a relação correspondente para os diversos tipos de biodiesel produzidos está
entre 2,0 e 3,0[34].
Apesar de na figura anterior apenas se referenciar o etanol de primeira geração,
demonstra-se seguidamente que esta linha de pensamento, quanto à utilização da cana-de-
açúcar, também se verifica para o bagaço de cana-de-açúcar, biomassa lenho-celulósica.
Na Figura 14 demonstra-se que a utilização de bagaço de cana-de-açúcar, como
matéria-prima para produzir etanol, promove uma redução de GEE mais positiva. Isto porque,
previamente, quando o bagaço da cana não tinha qualquer uso, este era muitas vezes
16
incinerado de forma a produzir mais energia para o processamento de etanol, mas com a
introdução de novas e mais avançadas tecnologias agrícolas e industriais a palha de cana-de-
açúcar passou também a ser recuperada.
O aproveitamento integral da cana além de optimizar a produção de biocombustíveis,
também contribui para reduzir as queimadas dos palhiços da cana-de-açúcar. Estes eram, e
em alguns locais ainda são, queimados na altura da safra da cana, sendo que o
aproveitamento da palha não fazia parte do processo de colheita. Actualmente, em muitos
países este costume tem vindo a ser alterado devido a legislações ambientais mais
apertadas[36].
Figura 14 - Potenciais reduções de GEE com a queima de etanol, comparativamente às
emissões obtidas pela queima da gasolina, em função do tipo de matéria-prima (etanol lenho-
celulósico, etanol de cana-de-açúcar e etanol de milho). Note-se que estas estimativas não incluem
emissões resultantes do cultivo das matérias-primas[43].
As estimativas sugerem que o abastecimento de veículos com etanol lenho-celulósico
poderia reduzir as emissões em 86-94 por cento em comparação com a gasolina[43].
Após ter sido realizada uma pesquisa critica quanto à sustentabilidade, às vantagens
e às desvantagens da utilização da cana-de-açúcar, é fundamental averiguar a viabilidade
desta matéria-prima quanto à capacidade de produção de cana-de-açúcar a nível mundial.
No mundo, a cana-de-açúcar é o cereal mais produzido, sendo que o Brasil se destaca
como o maior produtor de cana-de-açúcar do mundo[44].
Vale a pena ressalvar que, apesar de todas estas vantagens da cana-de-açúcar, este
é um cereal que requer um clima apropriado para o seu cultivo, regiões com climas tropicais,
e necessita de uma área de cultivo muito grande, factores que são decisivos na hora de
determinar a exequibilidade de projectos de produção de biocombustíveis.
Por exemplo, claramente, na Europa ou nos Estados Unidos a utilização de cana-de-
açúcar como matéria-prima não seria viável, pois a Europa não tem área de plantio disponível,
e tal como os EUA não tem o clima adequado. Uma indústria que envolva a cana-de-açúcar
vai ter sempre de se localizar relativamente próxima ao local de cultivo, isto porque se trata de
uma matéria-prima muito vulnerável à degradação bacteriológica, e em termos de transporte
é um material muito volumoso.
17
2.3. Bio-óleo
A produção de biocombustíveis tem crescido a nível mundial. Contudo, para uma
melhor transição entre os combustíveis fósseis e os renováveis é necessária a integração dos
biocombustíveis nas refinarias de petróleo. O uso da infra-estrutura actualmente existente para
produção, a respectiva distribuição e transporte de biocombustíveis resultaria em custos, que
seriam altamente, reduzidos.
Entre as várias estratégias para introduzir biocombustíveis de segunda geração nas
refinarias, a pirólise ou pirólise rápida tem sido, geralmente, aceite como o processo principal
para realizar esta conversão. No entanto, as várias tentativas de produzir um bio-óleo
semelhante ao petróleo falharam, até ao momento, sendo que este é utilizado somente no
aquecimento e na produção de energia eléctrica.
2.3.1. Bio-óleo de Pirólise
A pirólise da biomassa consiste num processo de decomposição de material orgânico
lenho-celulósico a temperaturas elevadas na ausência de oxigénio, que permite produzir um
líquido escuro e muito viscoso, denominado por bio-óleo de pirólise[45].
Para além do bio-óleo, a pirólise produz coque e gases, incluindo metano, hidrogénio,
monóxido de carbono e dióxido de carbono, em proporções que dependem da composição da
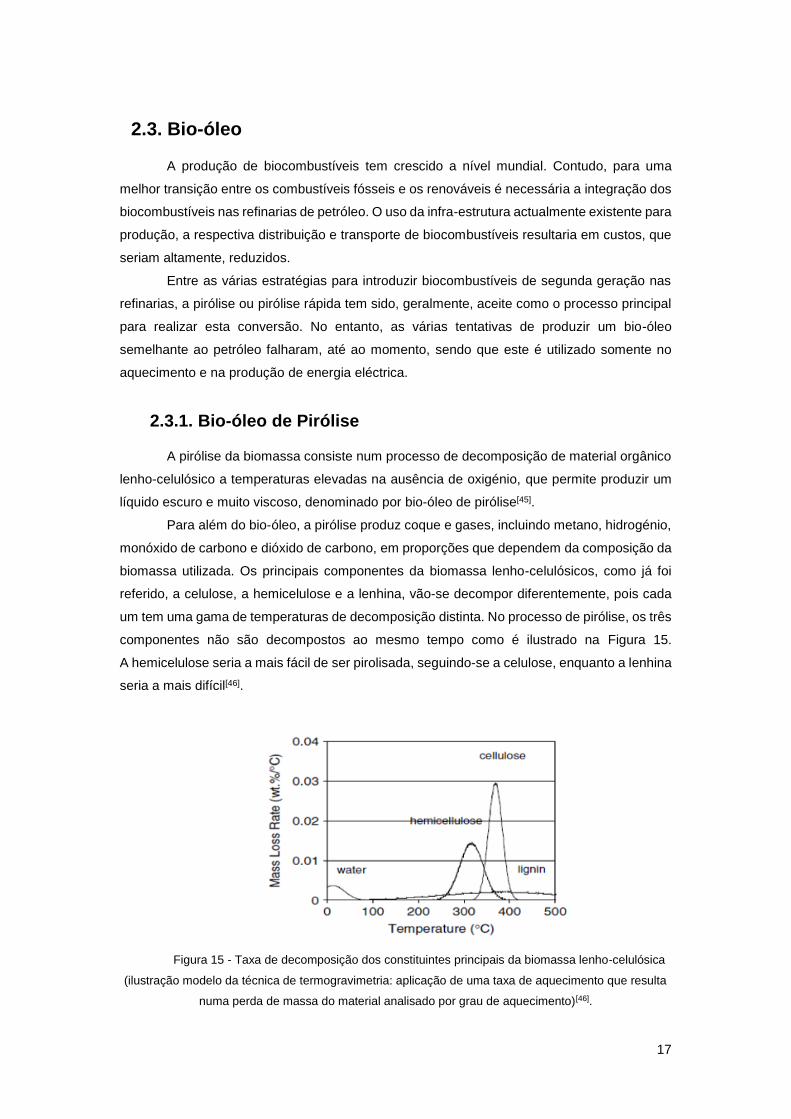
biomassa utilizada. Os principais componentes da biomassa lenho-celulósicos, como já foi
referido, a celulose, a hemicelulose e a lenhina, vão-se decompor diferentemente, pois cada
um tem uma gama de temperaturas de decomposição distinta. No processo de pirólise, os três
componentes não são decompostos ao mesmo tempo como é ilustrado na Figura 15.
A hemicelulose seria a mais fácil de ser pirolisada, seguindo-se a celulose, enquanto a lenhina
seria a mais difícil[46].
Figura 15 - Taxa de decomposição dos constituintes principais da biomassa lenho-celulósica
(ilustração modelo da técnica de termogravimetria: aplicação de uma taxa de aquecimento que resulta
numa perda de massa do material analisado por grau de aquecimento)[46].
18
A pirólise pode ser classificada em pirólise rápida ou lenta, consoante a temperatura e
a taxa de aquecimento a que se dá o processamento.
Em termos de rendimento, actualmente a pirolise rápida é a mais utilizada, a pirólise
lenta, para além de durar várias horas, produz mais coque a baixas temperaturas. A pirólise
rápida leva segundos a ser concluída e produz em média 70% de bio-óleo, em comparação
com os 30% obtidos a partir da pirólise lenta.
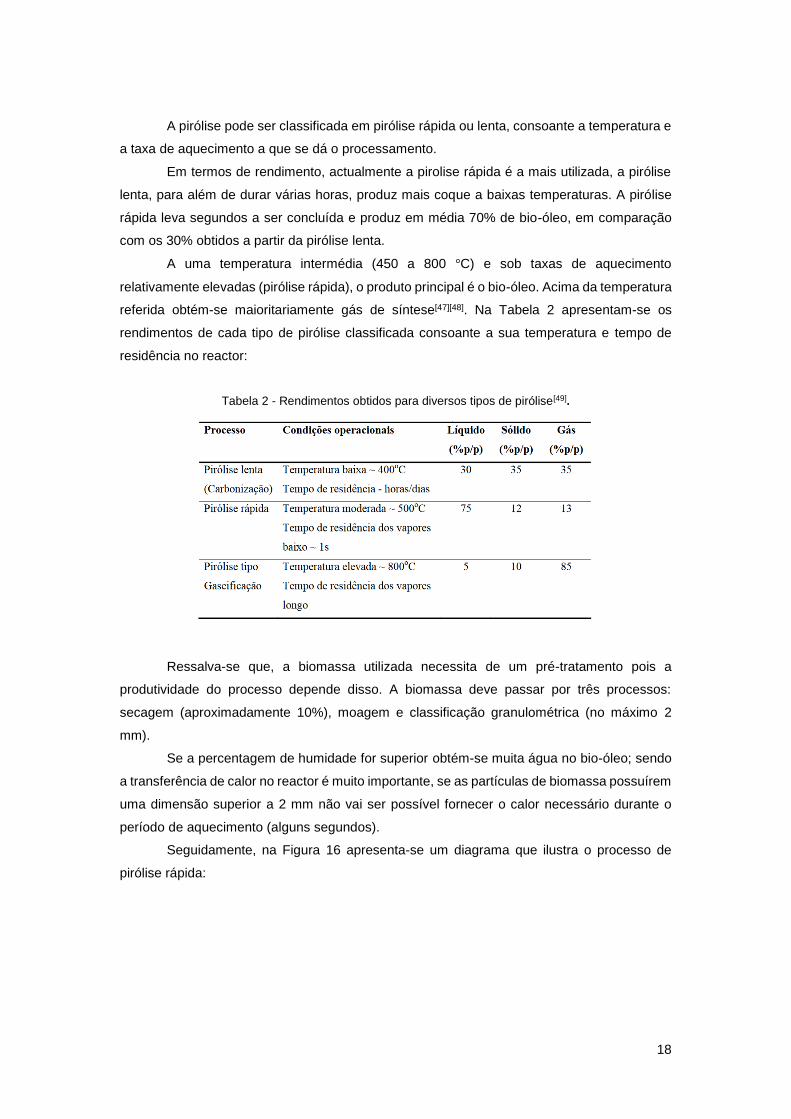
A uma temperatura intermédia (450 a 800 °C) e sob taxas de aquecimento
relativamente elevadas (pirólise rápida), o produto principal é o bio-óleo. Acima da temperatura
referida obtém-se maioritariamente gás de síntese[47][48]. Na Tabela 2 apresentam-se os
rendimentos de cada tipo de pirólise classificada consoante a sua temperatura e tempo de
residência no reactor:
Tabela 2 - Rendimentos obtidos para diversos tipos de pirólise[49].
Ressalva-se que, a biomassa utilizada necessita de um pré-tratamento pois a
produtividade do processo depende disso. A biomassa deve passar por três processos:
secagem (aproximadamente 10%), moagem e classificação granulométrica (no máximo 2
mm).
Se a percentagem de humidade for superior obtém-se muita água no bio-óleo; sendo
a transferência de calor no reactor é muito importante, se as partículas de biomassa possuírem
uma dimensão superior a 2 mm não vai ser possível fornecer o calor necessário durante o
período de aquecimento (alguns segundos).
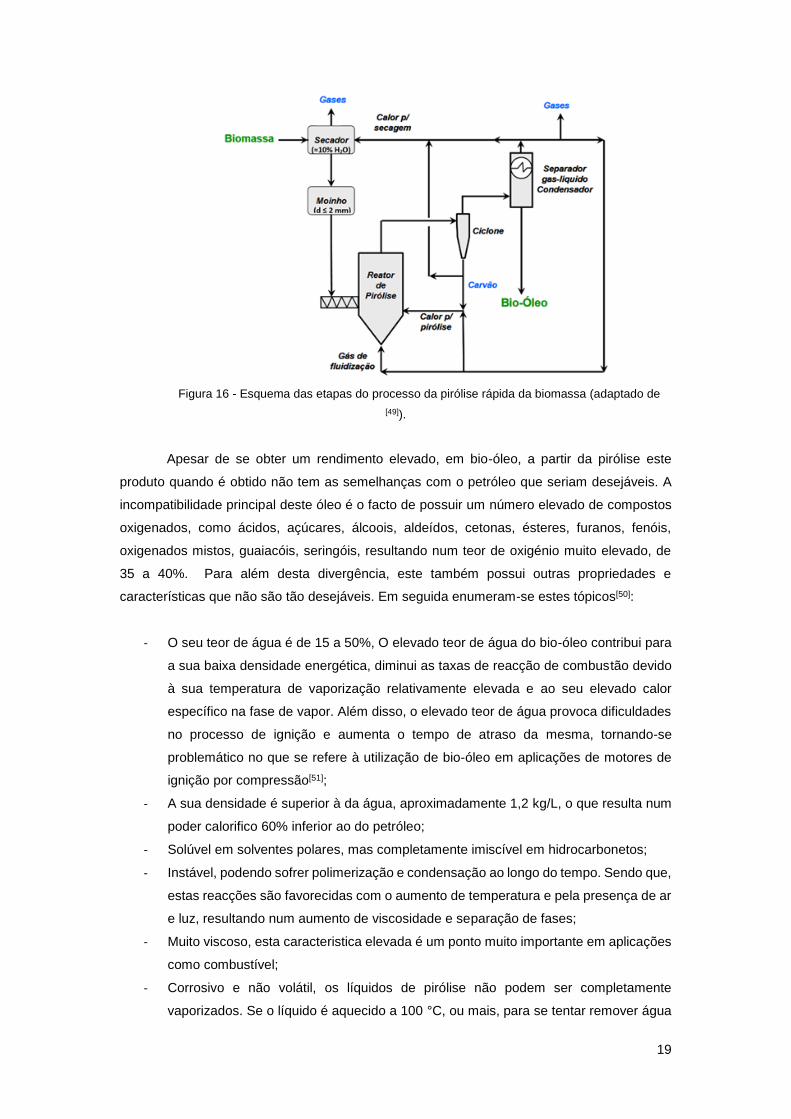
Seguidamente, na Figura 16 apresenta-se um diagrama que ilustra o processo de
pirólise rápida:
19
Figura 16 - Esquema das etapas do processo da pirólise rápida da biomassa (adaptado de
[49]).
Apesar de se obter um rendimento elevado, em bio-óleo, a partir da pirólise este
produto quando é obtido não tem as semelhanças com o petróleo que seriam desejáveis. A
incompatibilidade principal deste óleo é o facto de possuir um número elevado de compostos
oxigenados, como ácidos, açúcares, álcoois, aldeídos, cetonas, ésteres, furanos, fenóis,
oxigenados mistos, guaiacóis, seringóis, resultando num teor de oxigénio muito elevado, de
35 a 40%. Para além desta divergência, este também possui outras propriedades e
características que não são tão desejáveis. Em seguida enumeram-se estes tópicos[50]:
- O seu teor de água é de 15 a 50%, O elevado teor de água do bio-óleo contribui para
a sua baixa densidade energética, diminui as taxas de reacção de combustão devido
à sua temperatura de vaporização relativamente elevada e ao seu elevado calor
específico na fase de vapor. Além disso, o elevado teor de água provoca dificuldades
no processo de ignição e aumenta o tempo de atraso da mesma, tornando-se
problemático no que se refere à utilização de bio-óleo em aplicações de motores de
ignição por compressão[51];
- A sua densidade é superior à da água, aproximadamente 1,2 kg/L, o que resulta num
poder calorifico 60% inferior ao do petróleo;
- Solúvel em solventes polares, mas completamente imiscível em hidrocarbonetos;
- Instável, podendo sofrer polimerização e condensação ao longo do tempo. Sendo que,
estas reacções são favorecidas com o aumento de temperatura e pela presença de ar
e luz, resultando num aumento de viscosidade e separação de fases;
- Muito viscoso, esta caracteristica elevada é um ponto muito importante em aplicações
como combustível;
- Corrosivo e não volátil, os líquidos de pirólise não podem ser completamente
vaporizados. Se o líquido é aquecido a 100 °C, ou mais, para se tentar remover água
20
ou destilar fracções mais leves, o óleo reage rapidamente e eventualmente produz um
resíduo sólido com cerca de 50% em peso do líquido original e algum destilado,
contendo compostos orgânicos voláteis e água. Para queima em motores a gasóleo
as principais dificuldades são a difícil ignição, formação de coque e corrosividade[52].
Devido a estas incompatibilidades conclui-se que o bio-óleo deve ser tratado para que
possa ser usado como substituto do gasóleo (ou gasolina) ou para ser possível o seu co-
processamento em refinarias petrolíferas. O processo de upgrading vital na sua optimização
como combustível é a hidrodesoxigenação, que permite reduzir os compostos oxigenados do
óleo, reduzindo a sua instabilidade, e a sua corrosão e, além disso, aumenta a sua
miscibilidade com hidrocarbonetos. Todavia, devido ao custo elevado deste processo
(consumo de H2), quando comparado com o processamento de derivados do petróleo, esta
opção até hoje tornou inviável a sua utilização como biocombustível[52].
2.3.2. Bio-petróleo
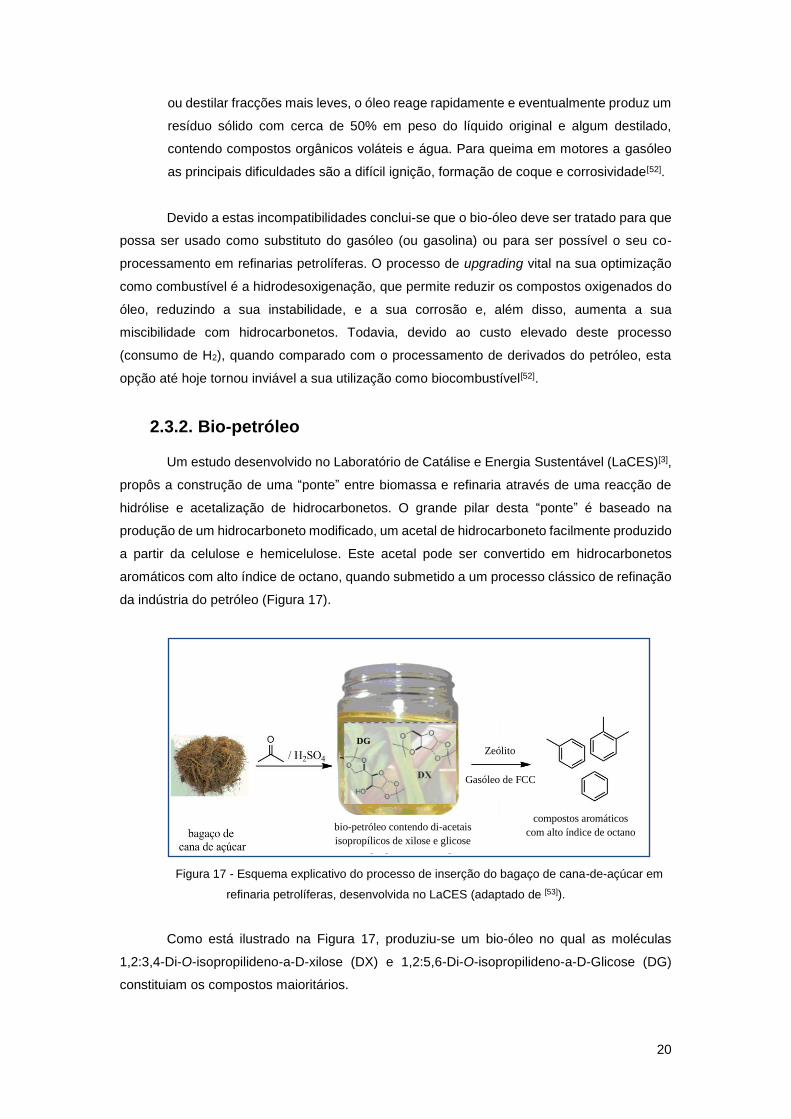
Um estudo desenvolvido no Laboratório de Catálise e Energia Sustentável (LaCES)[3],
propôs a construção de uma “ponte” entre biomassa e refinaria através de uma reacção de
hidrólise e acetalização de hidrocarbonetos. O grande pilar desta “ponte” é baseado na
produção de um hidrocarboneto modificado, um acetal de hidrocarboneto facilmente produzido
a partir da celulose e hemicelulose. Este acetal pode ser convertido em hidrocarbonetos
aromáticos com alto índice de octano, quando submetido a um processo clássico de refinação
da indústria do petróleo (Figura 17).
Figura 17 - Esquema explicativo do processo de inserção do bagaço de cana-de-açúcar em
refinaria petrolíferas, desenvolvida no LaCES (adaptado de [53]).
Como está ilustrado na Figura 17, produziu-se um bio-óleo no qual as moléculas
1,2:3,4-Di-O-isopropilideno-a-D-xilose (DX) e 1,2:5,6-Di-O-isopropilideno-a-D-Glicose (DG)
constituiam os compostos maioritários.
bio-petróleo contendo di-acetais
isopropílicos de xilose e glicose
DG
Gasóleo de FCC
compostos aromáticos
com alto índice de octano
Zeólito
21
Por fim, de forma a se poder validar a inserção deste bio-óleo numa refinaria, foram
efectuados testes de craqueamento catalitico com o bio-óleo, e misturas deste com gasóleo
de FCC (cracking catalitico fluidizado). Estes estudos comprovaram que o bio-óleo pode ser
convertido a xilenos, benzenos e outros hidrocarbonetos aromáticos, compostos já utilizados
em gasolinas de alto índice de octano[53]. Além disso, o co-processamento de gasóleo e bio-
óleo melhorou o rendimento e a qualidade da gasolina em relação ao gasóleo puro, e também
reduziu a quantidade de compostos oxigenados e coque em comparação com o bio-óleo puro,
o que demonstra um efeito sinérgico[3].
Resumindo, através deste processo consegue-se alcançar um bio-óleo de aspecto
semelhante ao bio-óleo de pirólise. No entanto este possui várias vantagens que o diferenciam
do bio-óleo de pirólise e o assemelham ao petróleo, sendo por isso intitulado de bio-petróleo.
O bio-petróleo é produzido a partir de um processo composto por 3 fases:
- Pré-tratamento: secagem, moagem e classificação granulométrica da biomassa lenho-
celulósica;
- Reacção de hidrólise e acetalização dos hidrocarbonetos da fibra da biomassa com
um solvente em meio ácido;
- Neutralização do meio e secagem do óleo.
• Pré-tratamento
O pré-tratamento é essencial em qualquer conversão de biomassa lenho-celulósica.
Em geral este pode ser classificado em três tipos: físico, químico e biológico.
Numa primeira fase é fundamental que se reduza o teor de humidade presente na
biomassa, de forma a reduzir-se a água obtida no final do processamento do bio-petróleo. De
seguida este sofre um tratamento físico, moagem e peneiração. Este processo é aplicado para
que os polímeros lenho-celulósicos estejam mais acessíveis e para que haja uma maior área
especifica disponível para a conversão futura[54].
• Hidrólise e Acetalização
A hidrólise, como a palavra diz, é a quebra de moléculas por acção da água. Existem
dois tipos de hidrólise química, em meio ácido e em meio básico. Contudo, em geral,
tratamento ácido é mais efectivo na quebra dos polissacarídeos presentes na biomassa[54].
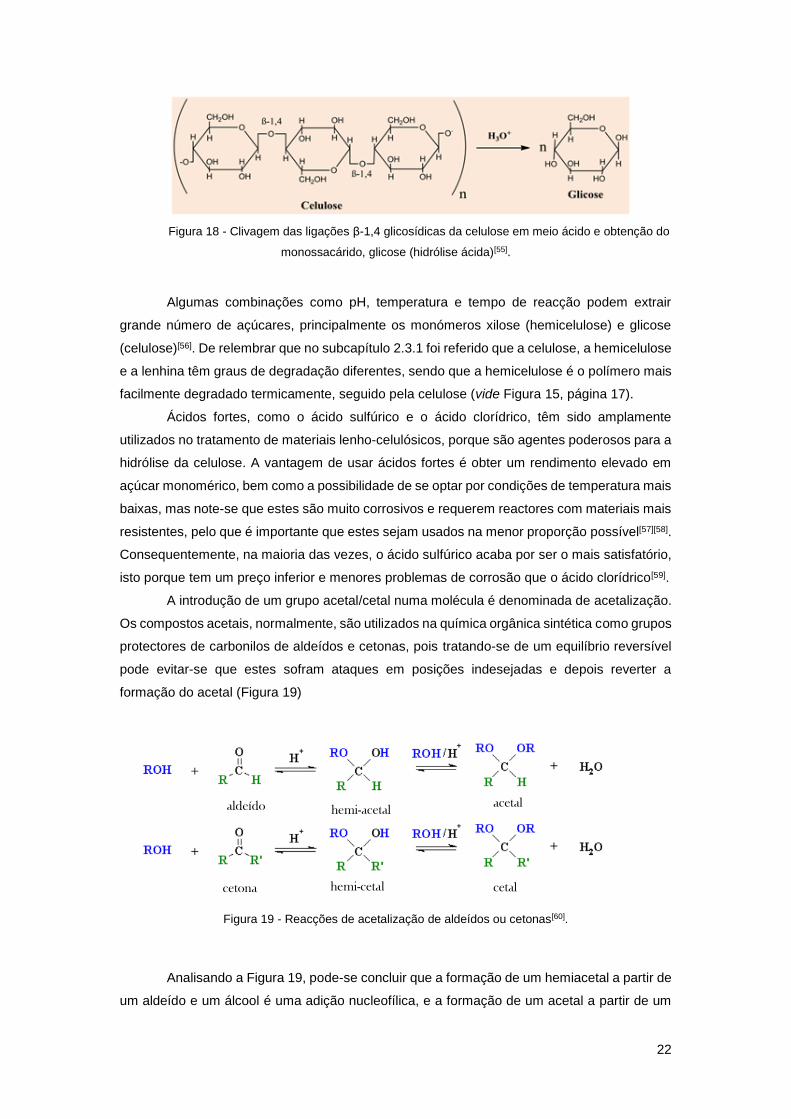
22
Figura 18 - Clivagem das ligações β-1,4 glicosídicas da celulose em meio ácido e obtenção do
monossacárido, glicose (hidrólise ácida)[55].
Algumas combinações como pH, temperatura e tempo de reacção podem extrair
grande número de açúcares, principalmente os monómeros xilose (hemicelulose) e glicose
(celulose)[56]. De relembrar que no subcapítulo 2.3.1 foi referido que a celulose, a hemicelulose
e a lenhina têm graus de degradação diferentes, sendo que a hemicelulose é o polímero mais
facilmente degradado termicamente, seguido pela celulose (vide Figura 15, página 17).
Ácidos fortes, como o ácido sulfúrico e o ácido clorídrico, têm sido amplamente
utilizados no tratamento de materiais lenho-celulósicos, porque são agentes poderosos para a
hidrólise da celulose. A vantagem de usar ácidos fortes é obter um rendimento elevado em
açúcar monomérico, bem como a possibilidade de se optar por condições de temperatura mais
baixas, mas note-se que estes são muito corrosivos e requerem reactores com materiais mais
resistentes, pelo que é importante que estes sejam usados na menor proporção possível[57][58].
Consequentemente, na maioria das vezes, o ácido sulfúrico acaba por ser o mais satisfatório,
isto porque tem um preço inferior e menores problemas de corrosão que o ácido clorídrico[59].
A introdução de um grupo acetal/cetal numa molécula é denominada de acetalização.
Os compostos acetais, normalmente, são utilizados na química orgânica sintética como grupos
protectores de carbonilos de aldeídos e cetonas, pois tratando-se de um equilíbrio reversível
pode evitar-se que estes sofram ataques em posições indesejadas e depois reverter a
formação do acetal (Figura 19)
Figura 19 - Reacções de acetalização de aldeídos ou cetonas[60].
Analisando a Figura 19, pode-se concluir que a formação de um hemiacetal a partir de
um aldeído e um álcool é uma adição nucleofílica, e a formação de um acetal a partir de um
hemi-cetal
hemi-acetal acetal
cetona
aldeído
cetal
23
hemiacetal é uma reacção de substituição nucleofílica, com o oxigénio do grupo carbonilo
inicial a sair em forma de uma molécula de água[61].
A acetalização é um processo que só ocorre em meio ácido, e para manter este
equilíbrio no sentido do acetal, é necessário remover a água da mistura reaccional, para que
não haja hidrólise do produto da reacção para o hemiacetal. Como a formação de acetal reduz
o número total de moléculas presentes, este sentido reaccional deixa de ser favorável
entropicamente com a formação do produto final, acetal e água.
Uma vez que os compostos a sofrerem acetalização são açúcares, pode-se constatar
que, como estes possuem vários grupos OH que podem actuar como grupo álcool na formação
do acetal (ou cetal), as ligações entre os açúcares podem ser bastante diversas, obtendo-se
um óleo de uma composição bastante complexa[62].
Por fim, o óleo produzido é posteriormente neutralizado, com um sal, e toda a água é
removida.
No decurso do trabalho que tem vindo a ser realizado foi possível demonstrar todo o
potencial do uso do bio-petróleo como combustível verde. Sendo por isso imprescindível a
obtenção de uma caracterização físico-química mais detalhada e a elaboração de um processo
semi-contínuo industrial para o seu processamento. Após comprovada a sua importância como
biocombustível, torna-se indispensável a averiguação da sua viabilidade económica, tal como
o seu custo de produção.
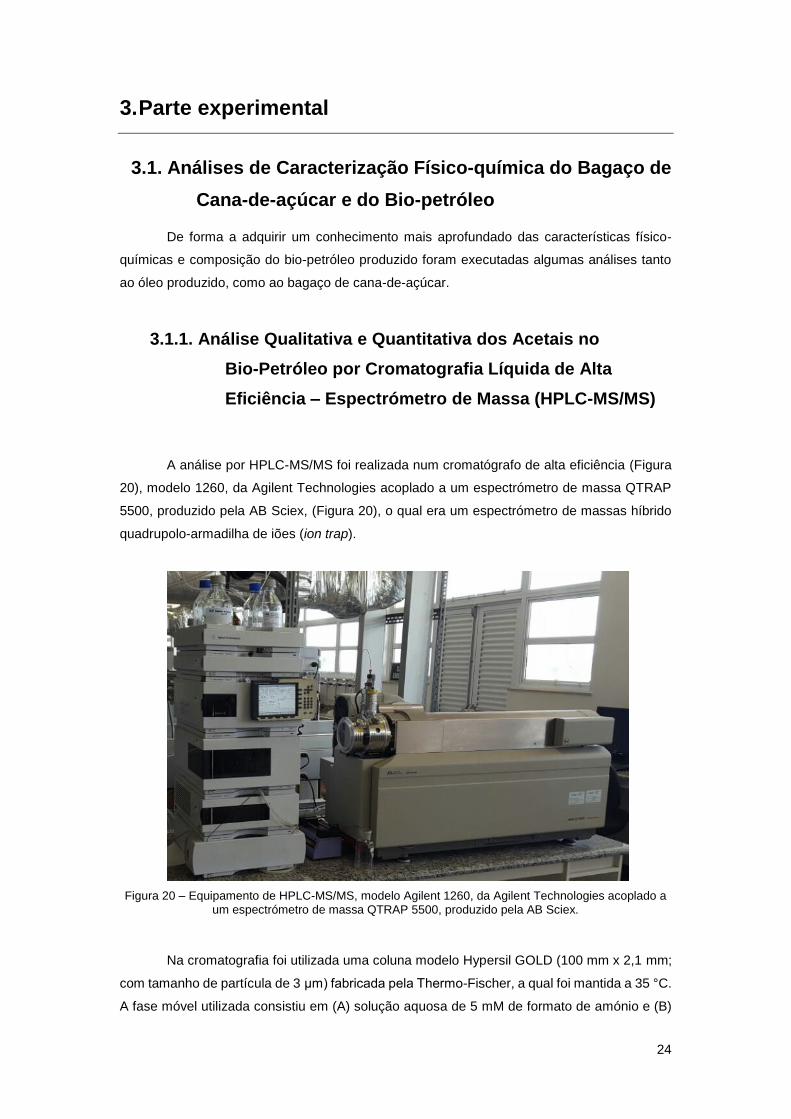
24
3. Parte experimental
3.1. Análises de Caracterização Físico-química do Bagaço de
Cana-de-açúcar e do Bio-petróleo
De forma a adquirir um conhecimento mais aprofundado das características físico-
químicas e composição do bio-petróleo produzido foram executadas algumas análises tanto
ao óleo produzido, como ao bagaço de cana-de-açúcar.
3.1.1. Análise Qualitativa e Quantitativa dos Acetais no
Bio-Petróleo por Cromatografia Líquida de Alta
Eficiência – Espectrómetro de Massa (HPLC-MS/MS)
A análise por HPLC-MS/MS foi realizada num cromatógrafo de alta eficiência (Figura
20), modelo 1260, da Agilent Technologies acoplado a um espectrómetro de massa QTRAP
5500, produzido pela AB Sciex, (Figura 20), o qual era um espectrómetro de massas híbrido
quadrupolo-armadilha de iões (ion trap).
Figura 20 – Equipamento de HPLC-MS/MS, modelo Agilent 1260, da Agilent Technologies acoplado a um espectrómetro de massa QTRAP 5500, produzido pela AB Sciex.
Na cromatografia foi utilizada uma coluna modelo Hypersil GOLD (100 mm x 2,1 mm;
com tamanho de partícula de 3 μm) fabricada pela Thermo-Fischer, a qual foi mantida a 35 °C.
A fase móvel utilizada consistiu em (A) solução aquosa de 5 mM de formato de amónio e (B)
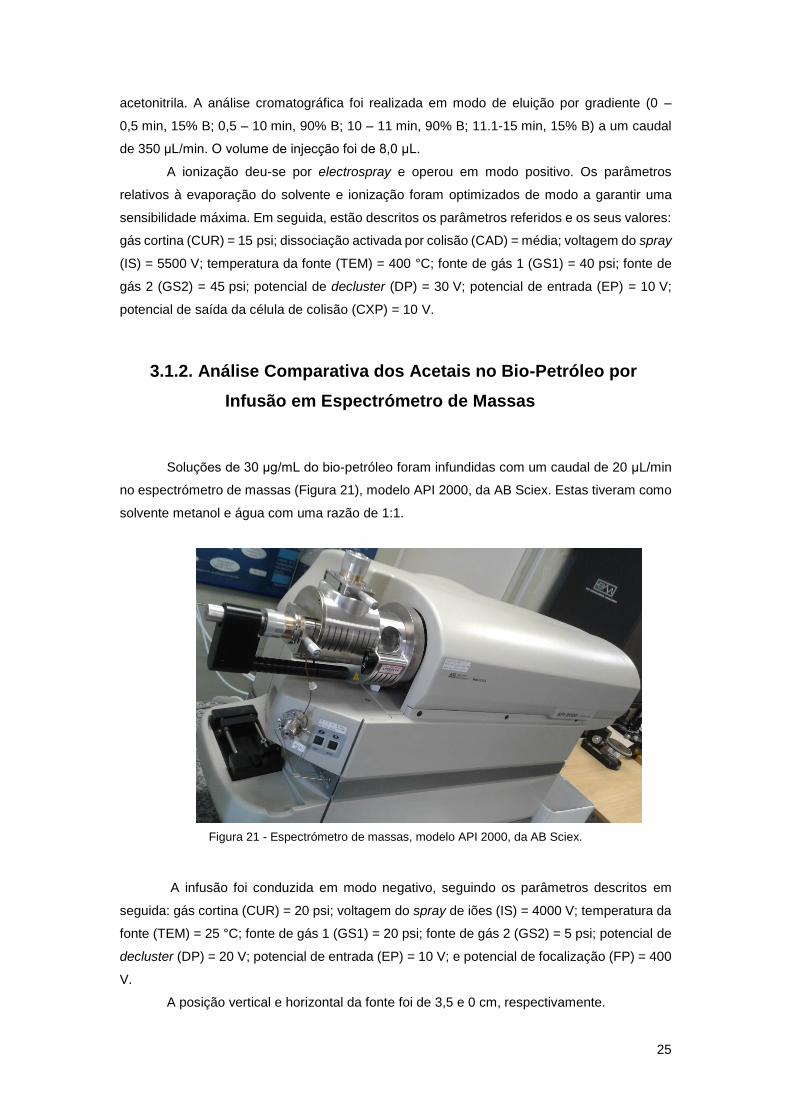
25
acetonitrila. A análise cromatográfica foi realizada em modo de eluição por gradiente (0 –
0,5 min, 15% B; 0,5 – 10 min, 90% B; 10 – 11 min, 90% B; 11.1-15 min, 15% B) a um caudal
de 350 μL/min. O volume de injecção foi de 8,0 μL.
A ionização deu-se por electrospray e operou em modo positivo. Os parâmetros
relativos à evaporação do solvente e ionização foram optimizados de modo a garantir uma
sensibilidade máxima. Em seguida, estão descritos os parâmetros referidos e os seus valores:
gás cortina (CUR) = 15 psi; dissociação activada por colisão (CAD) = média; voltagem do spray
(IS) = 5500 V; temperatura da fonte (TEM) = 400 °C; fonte de gás 1 (GS1) = 40 psi; fonte de
gás 2 (GS2) = 45 psi; potencial de decluster (DP) = 30 V; potencial de entrada (EP) = 10 V;
potencial de saída da célula de colisão (CXP) = 10 V.
3.1.2. Análise Comparativa dos Acetais no Bio-Petróleo por
Infusão em Espectrómetro de Massas
Soluções de 30 μg/mL do bio-petróleo foram infundidas com um caudal de 20 μL/min
no espectrómetro de massas (Figura 21), modelo API 2000, da AB Sciex. Estas tiveram como
solvente metanol e água com uma razão de 1:1.
Figura 21 - Espectrómetro de massas, modelo API 2000, da AB Sciex.
A infusão foi conduzida em modo negativo, seguindo os parâmetros descritos em
seguida: gás cortina (CUR) = 20 psi; voltagem do spray de iões (IS) = 4000 V; temperatura da
fonte (TEM) = 25 °C; fonte de gás 1 (GS1) = 20 psi; fonte de gás 2 (GS2) = 5 psi; potencial de
decluster (DP) = 20 V; potencial de entrada (EP) = 10 V; e potencial de focalização (FP) = 400
V.
A posição vertical e horizontal da fonte foi de 3,5 e 0 cm, respectivamente.
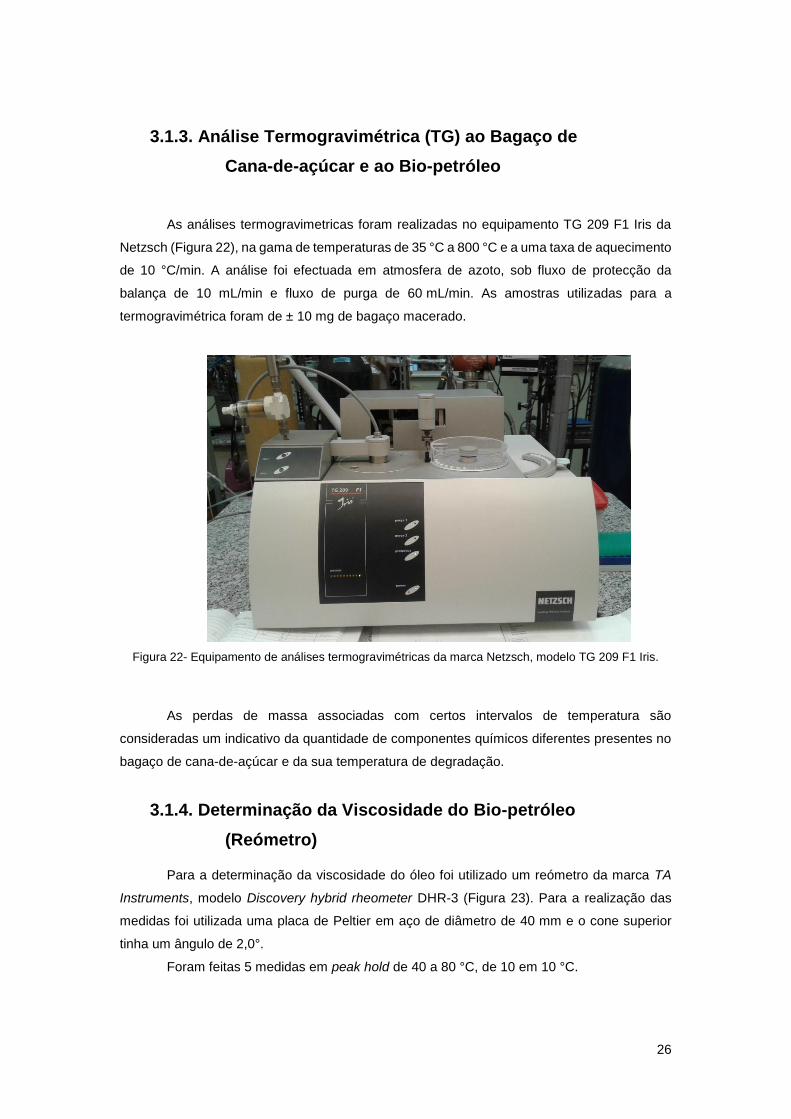
26
3.1.3. Análise Termogravimétrica (TG) ao Bagaço de
Cana-de-açúcar e ao Bio-petróleo
As análises termogravimetricas foram realizadas no equipamento TG 209 F1 Iris da
Netzsch (Figura 22), na gama de temperaturas de 35 °C a 800 °C e a uma taxa de aquecimento
de 10 °C/min. A análise foi efectuada em atmosfera de azoto, sob fluxo de protecção da
balança de 10 mL/min e fluxo de purga de 60 mL/min. As amostras utilizadas para a
termogravimétrica foram de ± 10 mg de bagaço macerado.
Figura 22- Equipamento de análises termogravimétricas da marca Netzsch, modelo TG 209 F1 Iris.
As perdas de massa associadas com certos intervalos de temperatura são
consideradas um indicativo da quantidade de componentes químicos diferentes presentes no
bagaço de cana-de-açúcar e da sua temperatura de degradação.
3.1.4. Determinação da Viscosidade do Bio-petróleo
(Reómetro)
Para a determinação da viscosidade do óleo foi utilizado um reómetro da marca TA
Instruments, modelo Discovery hybrid rheometer DHR-3 (Figura 23). Para a realização das
medidas foi utilizada uma placa de Peltier em aço de diâmetro de 40 mm e o cone superior
tinha um ângulo de 2,0°.
Foram feitas 5 medidas em peak hold de 40 a 80 °C, de 10 em 10 °C.

27
3.1.5. Calorimetria
Com o calorímetro Pyris Diamond DSC, da Perkin Elmer (Figura 24) foi possível obter
a capacidade específicas tanto do bio-petróleo produzido em regime descontínuo, como em
semi-contínuo. Este encontra-se acoplado a dois equipamentos, um acessório de
arrefecimento, o Intracooler 2P, e um controlador de análise térmico, o TAC 7/DX (Figura 24),
também da mesma marca.
Figura 24 – Aqui apresentam-se os dois equipamentos, o calorímetro Pyris Diamond DSC, da Perkin Elmer, à esquerda, e o controlador de análise térmico, o TAC 7/DX, à direita, por baixo do ecrã (o
Intracooler 2P encontrava-se em baixo).
Figura 23- Equipamento de medição da viscosidade da marca TA Instruments, modelo DHR-3 e visão detalhada da placa de Peltier.
28
Cada material possui um calor específico diferente, o calor específico representa a
quantidade de calor que se deve fornecer a 1,0 g de determinado material para que a sua
temperatura se eleve em 1,0 °C. Um calorímetro consiste num equipamento utilizado para
medir as quantidades de calor absorvidas ou cedidas por uma substância.
Com este calorímetro mediu-se a troca de temperatura de uma substância de
capacidade calorífica conhecida, uma safira, e posteriormente mediu-se a troca de
temperatura do bio-petróleo, que foi previamente pesado. A medição de calor específico foi
realizada numa gama de temperaturas de 10 °C a 140 °C com uma taxa de aquecimento de
10 °C/min.
Esta análise foi executada numa atmosfera de azoto, sob um fluxo de 20 mL/min.
3.1.6. Determinação da Densidade
As densidades foram medidas à temperatura ambiente (25 ± 2 °C) e para tal, a
amostra foi pesada num recipiente graduado, previamente aferido. Após a pesagem a
densidade foi determinada utilizando a relação entre a massa obtida (numa balança analítica
com quatro casas de precisão) e o volume preenchido do recipiente utilizado (2 mL).
O procedimento foi realizado por duas vezes, tendo sido obtido então um valor médio
de densidade.
3.2. Pré-tratamento do Bagaço de Cana-de-Açúcar
Inicialmente teve de se pré-tratar o bagaço de cana-de-açúcar que foi usado nos
testes. O bagaço utilizado foi obtido na feira livre do Bonsucesso, bairro da cidade do Rio de
Janeiro, a Outubro de 2015.
O pré-tratamento do bagaço de cana-de-açúcar consiste em 4 passos:
❖ 1ª Lavagem e Secagem
❖ Moagem
❖ Peneiração
❖ 2ª Lavagem e Secagem
Em seguida vai-se explicar o fundamento de cada procedimento e a sua metodologia.
Como neste trabalho se pretendia averiguar a qualidade do óleo produzido apenas a
partir da fibra do bagaço da cana-de-açúcar, biocombustível de 2ª geração, foi necessário
remover todos os açúcares que não provinham da fibra. Note-se que este bagaço provém da
indústria açucareira, onde a cana é esmagada para assim se poder retirar o caldo de cana, o
qual fica assim impregnado na fibra do bagaço.
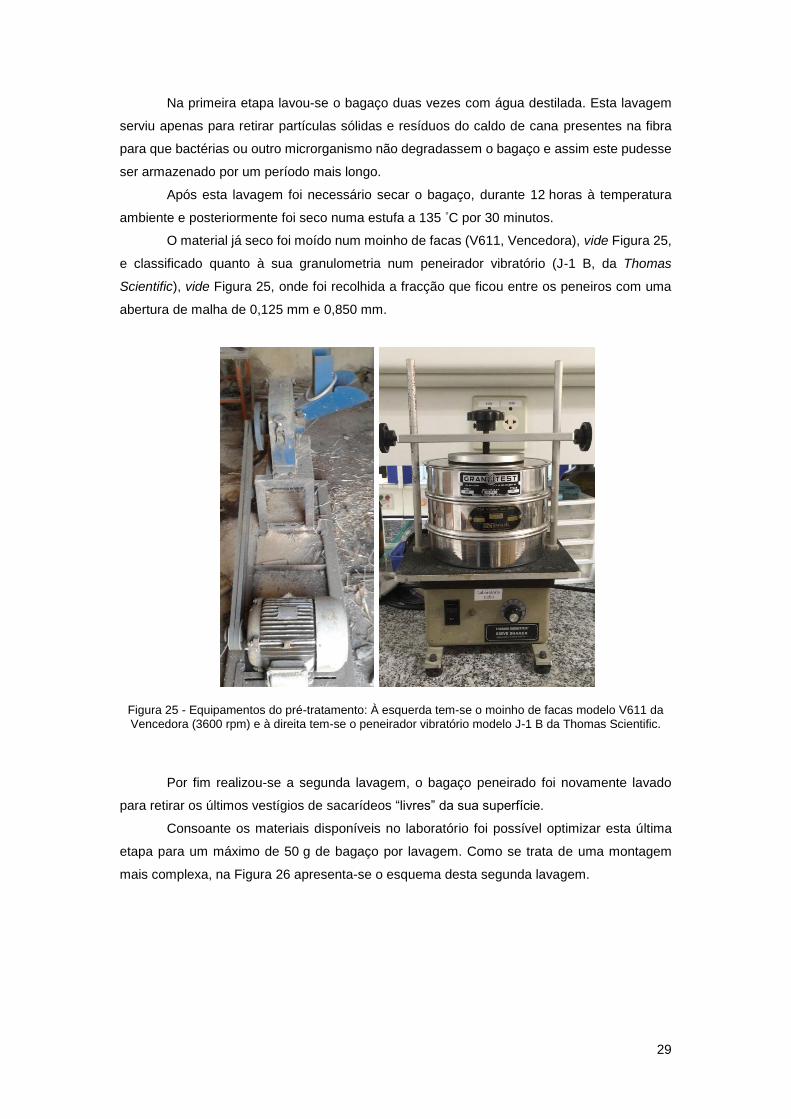
29
Na primeira etapa lavou-se o bagaço duas vezes com água destilada. Esta lavagem
serviu apenas para retirar partículas sólidas e resíduos do caldo de cana presentes na fibra
para que bactérias ou outro microrganismo não degradassem o bagaço e assim este pudesse
ser armazenado por um período mais longo.
Após esta lavagem foi necessário secar o bagaço, durante 12 horas à temperatura
ambiente e posteriormente foi seco numa estufa a 135 °C por 30 minutos.
O material já seco foi moído num moinho de facas (V611, Vencedora), vide Figura 25,
e classificado quanto à sua granulometria num peneirador vibratório (J-1 B, da Thomas
Scientific), vide Figura 25, onde foi recolhida a fracção que ficou entre os peneiros com uma
abertura de malha de 0,125 mm e 0,850 mm.
Figura 25 - Equipamentos do pré-tratamento: À esquerda tem-se o moinho de facas modelo V611 da
Vencedora (3600 rpm) e à direita tem-se o peneirador vibratório modelo J-1 B da Thomas Scientific.
Por fim realizou-se a segunda lavagem, o bagaço peneirado foi novamente lavado
para retirar os últimos vestígios de sacarídeos “livres” da sua superfície.
Consoante os materiais disponíveis no laboratório foi possível optimizar esta última
etapa para um máximo de 50 g de bagaço por lavagem. Como se trata de uma montagem
mais complexa, na Figura 26 apresenta-se o esquema desta segunda lavagem.
30
Figura 26 - Montagem da segunda lavagem de bagaço de cana-de açúcar.
Inicialmente o bagaço foi lavado e filtrado a vácuo, num funil de Büchner com 4 L de
água destilada a 50 °C (passo 1). Em seguida retirou-se todo o bagaço do funil e transferiu-se
o material para um balão Erlenmeyer de 1 L com o auxílio de 800 mL de água destilada a
50 °C. Este Erlenmeyer foi parcialmente submerso num banho de aquecimento regulado para
os 50 °C e com agitação mecânica a 80 rpm durante 20 minutos (passo 2). Após este tempo,
o Erlenmeyer foi retirado e o bagaço voltou a ser filtrado a vácuo. Foram adicionados 400 mL
de água destilada para a transferência e lavagem (passo 3).
Os passos 2 e 3 foram repetidos por 9 vezes, isto porque pelas análises efectuadas
às alíquotas de cada lavagem detectou-se que só a partir da nona lavagem é que já não
existiam açúcares dissolvidos na amostra. A determinação da sacarose existente na água
destilada após cada lavagem foi realizada num equipamento de cromatografia líquida (1200
Series, Agilent Technologies) acoplado a um espectrómetro de massa (API 2000 ESI−MS/MS,
Applied Biosystems/MDS Sciex)[4].
Finalmente, o bagaço foi seco na estufa durante 30 minutos, em seguida este foi
retirado e colocado no dessecador. O processo foi repetido até que a pesagem analítica desse
constante, isto é, segunda casa decimal constante.
Na Figura 27 apresenta-se o bagaço de cana-de-açúcar integral, após a primeira
lavagem e o bagaço final, antes de ser armazenado para reacção.
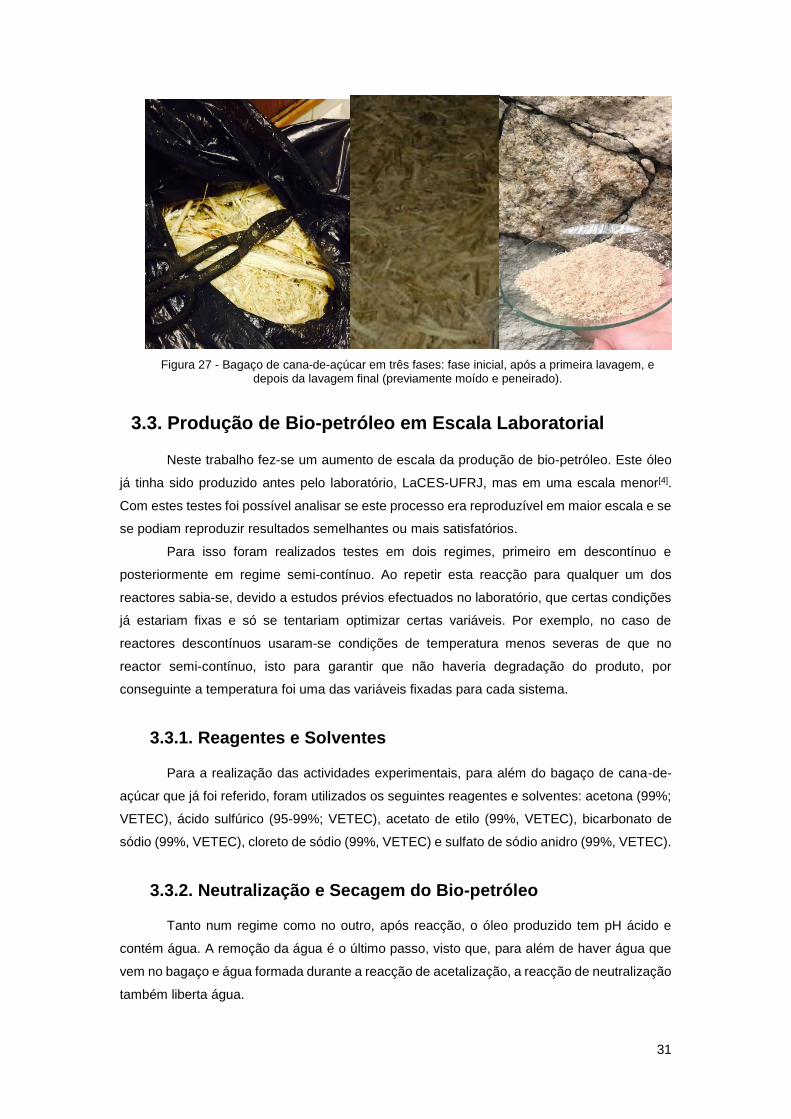
31
3.3. Produção de Bio-petróleo em Escala Laboratorial
Neste trabalho fez-se um aumento de escala da produção de bio-petróleo. Este óleo
já tinha sido produzido antes pelo laboratório, LaCES-UFRJ, mas em uma escala menor[4].
Com estes testes foi possível analisar se este processo era reproduzível em maior escala e se
se podiam reproduzir resultados semelhantes ou mais satisfatórios.
Para isso foram realizados testes em dois regimes, primeiro em descontínuo e
posteriormente em regime semi-contínuo. Ao repetir esta reacção para qualquer um dos
reactores sabia-se, devido a estudos prévios efectuados no laboratório, que certas condições
já estariam fixas e só se tentariam optimizar certas variáveis. Por exemplo, no caso de
reactores descontínuos usaram-se condições de temperatura menos severas de que no
reactor semi-contínuo, isto para garantir que não haveria degradação do produto, por
conseguinte a temperatura foi uma das variáveis fixadas para cada sistema.
3.3.1. Reagentes e Solventes
Para a realização das actividades experimentais, para além do bagaço de cana-de-
açúcar que já foi referido, foram utilizados os seguintes reagentes e solventes: acetona (99%;
VETEC), ácido sulfúrico (95-99%; VETEC), acetato de etilo (99%, VETEC), bicarbonato de
sódio (99%, VETEC), cloreto de sódio (99%, VETEC) e sulfato de sódio anidro (99%, VETEC).
3.3.2. Neutralização e Secagem do Bio-petróleo
Tanto num regime como no outro, após reacção, o óleo produzido tem pH ácido e
contém água. A remoção da água é o último passo, visto que, para além de haver água que
vem no bagaço e água formada durante a reacção de acetalização, a reacção de neutralização
também liberta água.
Figura 27 - Bagaço de cana-de-açúcar em três fases: fase inicial, após a primeira lavagem, e depois da lavagem final (previamente moído e peneirado).
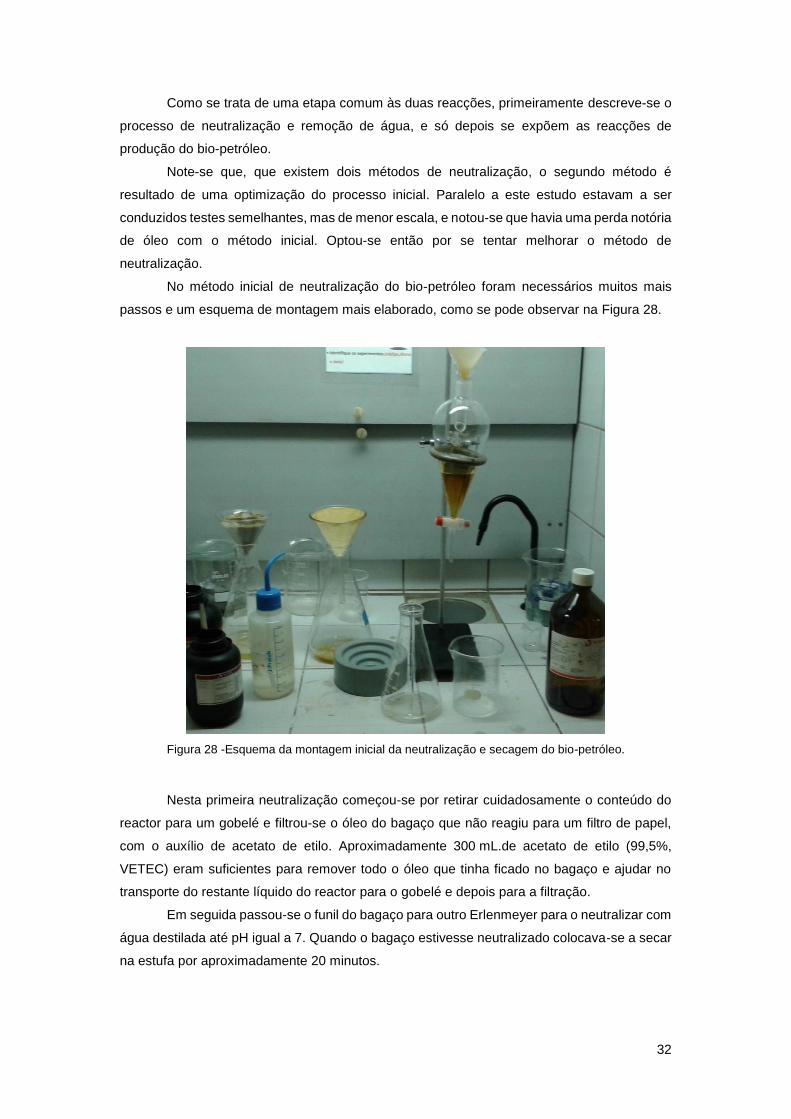
32
Como se trata de uma etapa comum às duas reacções, primeiramente descreve-se o
processo de neutralização e remoção de água, e só depois se expõem as reacções de
produção do bio-petróleo.
Note-se que, que existem dois métodos de neutralização, o segundo método é
resultado de uma optimização do processo inicial. Paralelo a este estudo estavam a ser
conduzidos testes semelhantes, mas de menor escala, e notou-se que havia uma perda notória
de óleo com o método inicial. Optou-se então por se tentar melhorar o método de
neutralização.
No método inicial de neutralização do bio-petróleo foram necessários muitos mais
passos e um esquema de montagem mais elaborado, como se pode observar na Figura 28.
Figura 28 -Esquema da montagem inicial da neutralização e secagem do bio-petróleo.
Nesta primeira neutralização começou-se por retirar cuidadosamente o conteúdo do
reactor para um gobelé e filtrou-se o óleo do bagaço que não reagiu para um filtro de papel,
com o auxílio de acetato de etilo. Aproximadamente 300 mL.de acetato de etilo (99,5%,
VETEC) eram suficientes para remover todo o óleo que tinha ficado no bagaço e ajudar no
transporte do restante líquido do reactor para o gobelé e depois para a filtração.
Em seguida passou-se o funil do bagaço para outro Erlenmeyer para o neutralizar com
água destilada até pH igual a 7. Quando o bagaço estivesse neutralizado colocava-se a secar
na estufa por aproximadamente 20 minutos.
33
Juntou-se à parte líquida 100 mL uma solução aquosa de 5% m/m de bicarbonato de
sódio (99%, VETEC) e agitou-se de forma a neutralizar o óleo até pH igual a 7 (Equação ( 1
)).
Depois de filtrar todo o óleo do precipitado para uma ampola de decantação separou-
se a fase aquosa da fase orgânica.
À fase aquosa juntou-se cloreto de sódio (99%, VETEC) para saturar a fase aquosa e
permitir obter mais óleo retido nesta fase, adicionou-se também 50 mL de acetato de etilo para
aumentar o volume de fase orgânica disponível para reter o óleo. Filtrou-se o fluido do
precipitado e voltou-se a proceder do mesmo modo por mais três vezes. Note-se que a fase
orgânica que se foi retirando foi sendo adicionada à fase orgânica separada inicialmente.
À fase orgânica total foi adicionado sulfato de sódio anidro (99%, VETEC) para
remover toda a água presente. Posteriormente a fase orgânica foi filtrada para um balão e
usou-se acetato de etilo para a transferência. Por fim destilou-se a fase orgânica num rotavapor
e o bio-petróleo puro, de pH neutro, foi separado dos solventes, acetona (99%, VETEC) e
acetato de etilo (99,5%, VETEC).
Quando se alterou a metodologia para a neutralização definitiva, apenas se alterou a
forma como se adicionava o bicarbonato de sódio. Ao invés de se adicionar uma solução
aquosa alcalina adicionou-se o sal anidro em estado sólido, neste caso o bicarbonato de sódio
(99%, VETEC). Desta forma elimina-se a obrigatoriedade de decantar a fase aquosa da fase
orgânica, pois a quantidade de água produzida é insignificante e facilmente eliminada com um
composto exsicante, neste caso o sulfato de sódio (99,5%, VETEC).
Um dos problemas quando se alterou este procedimento foi a dificuldade em promover
uma mistura “perfeita” entre o óleo produzido e o bicarbonato de sódio (99%, VETEC) em pó,
consequentemente foi necessário utilizar uma quantidade muito superior à que foi determinada
pelos cálculos estequiométricos da reacção, vide equação ( 1 ).
De forma a economizar os solventes gastos para a sua possível purificação e
reutilização, quando se fez a neutralização utilizou-se como solvente de transporte a acetona
(99%, VETEC) e não o acetato de etilo (99%, VETEC). Como a acetona (99%, VETEC) é um
dos reagentes e não é 100% consumida, ao adicionar-se a acetona (99%, VETEC) como fluido
auxiliar pode-se destilar a acetona não consumida e a acetona adicionada após neutralização
(aproximadamente 200 mL). Assim, posteriormente pode-se optar pela sua reutilização.
Aquando da etapa de secagem/exsicação do óleo usou-se acetato de etilo (99%,
VETEC) para o transporte (entre 200 e 150 mL), um solvente mais barato e de mais fácil
acesso.
Por fim conseguiu-se obter o bio-petróleo, como é ilustrado na figura seguinte,
H2SO4(aq)+2NaHCO3(s)→Na2SO4(aq)+2H2O(l)+2CO2(g) ( 1 )
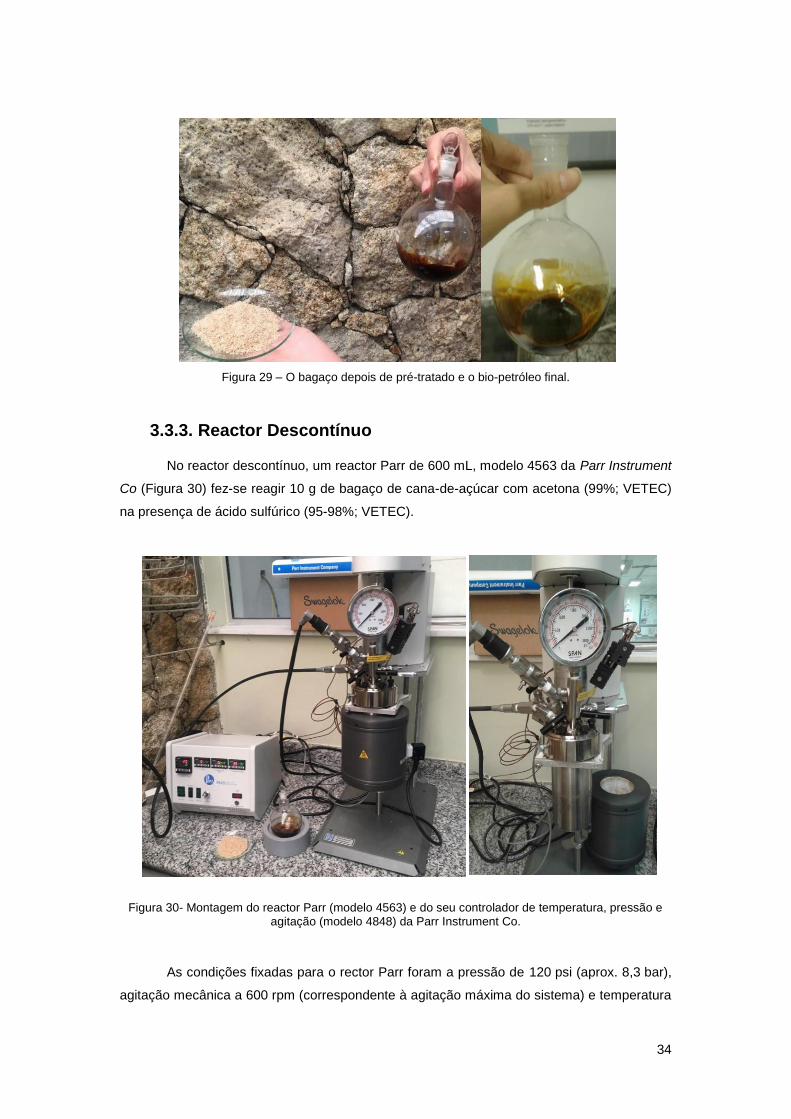
34
Figura 29 – O bagaço depois de pré-tratado e o bio-petróleo final.
3.3.3. Reactor Descontínuo
No reactor descontínuo, um reactor Parr de 600 mL, modelo 4563 da Parr Instrument
Co (Figura 30) fez-se reagir 10 g de bagaço de cana-de-açúcar com acetona (99%; VETEC)
na presença de ácido sulfúrico (95-98%; VETEC).
Figura 30- Montagem do reactor Parr (modelo 4563) e do seu controlador de temperatura, pressão e agitação (modelo 4848) da Parr Instrument Co.
As condições fixadas para o rector Parr foram a pressão de 120 psi (aprox. 8,3 bar),
agitação mecânica a 600 rpm (correspondente à agitação máxima do sistema) e temperatura
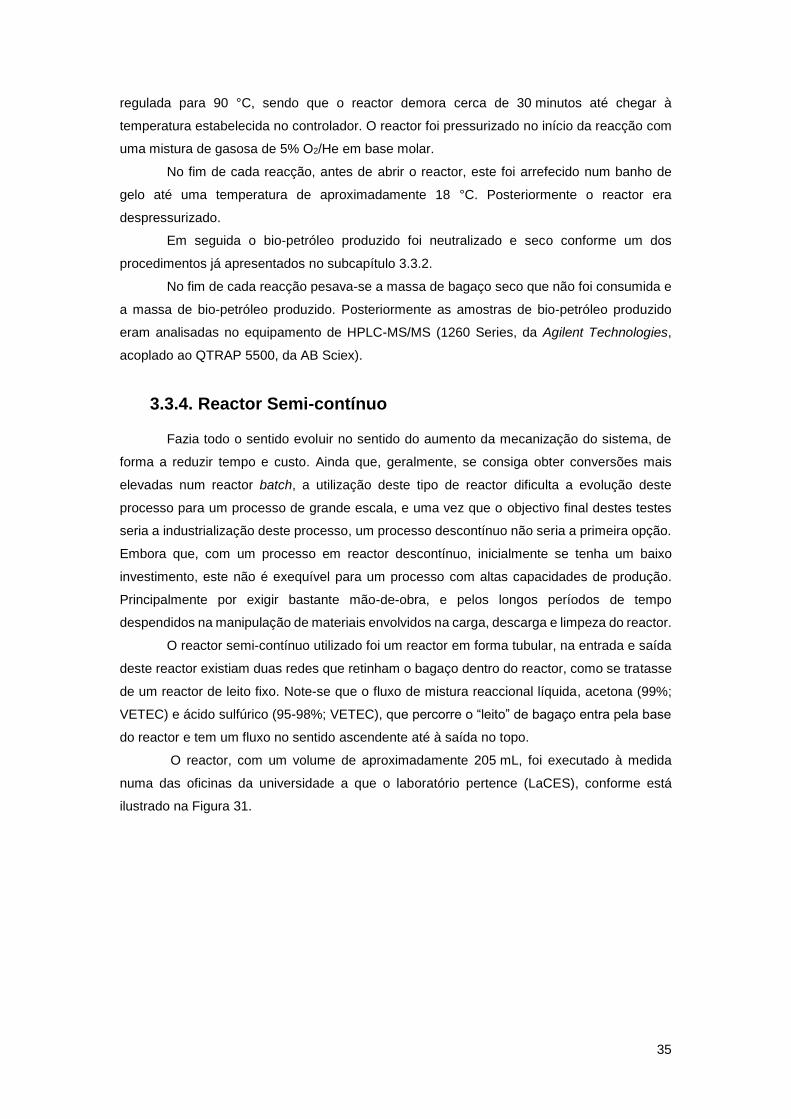
35
regulada para 90 °C, sendo que o reactor demora cerca de 30 minutos até chegar à
temperatura estabelecida no controlador. O reactor foi pressurizado no início da reacção com
uma mistura de gasosa de 5% O2/He em base molar.
No fim de cada reacção, antes de abrir o reactor, este foi arrefecido num banho de
gelo até uma temperatura de aproximadamente 18 °C. Posteriormente o reactor era
despressurizado.
Em seguida o bio-petróleo produzido foi neutralizado e seco conforme um dos
procedimentos já apresentados no subcapítulo 3.3.2.
No fim de cada reacção pesava-se a massa de bagaço seco que não foi consumida e
a massa de bio-petróleo produzido. Posteriormente as amostras de bio-petróleo produzido
eram analisadas no equipamento de HPLC-MS/MS (1260 Series, da Agilent Technologies,
acoplado ao QTRAP 5500, da AB Sciex).
3.3.4. Reactor Semi-contínuo
Fazia todo o sentido evoluir no sentido do aumento da mecanização do sistema, de
forma a reduzir tempo e custo. Ainda que, geralmente, se consiga obter conversões mais
elevadas num reactor batch, a utilização deste tipo de reactor dificulta a evolução deste
processo para um processo de grande escala, e uma vez que o objectivo final destes testes
seria a industrialização deste processo, um processo descontínuo não seria a primeira opção.
Embora que, com um processo em reactor descontínuo, inicialmente se tenha um baixo
investimento, este não é exequível para um processo com altas capacidades de produção.
Principalmente por exigir bastante mão-de-obra, e pelos longos períodos de tempo
despendidos na manipulação de materiais envolvidos na carga, descarga e limpeza do reactor.
O reactor semi-contínuo utilizado foi um reactor em forma tubular, na entrada e saída
deste reactor existiam duas redes que retinham o bagaço dentro do reactor, como se tratasse
de um reactor de leito fixo. Note-se que o fluxo de mistura reaccional líquida, acetona (99%;
VETEC) e ácido sulfúrico (95-98%; VETEC), que percorre o “leito” de bagaço entra pela base
do reactor e tem um fluxo no sentido ascendente até à saída no topo.
O reactor, com um volume de aproximadamente 205 mL, foi executado à medida
numa das oficinas da universidade a que o laboratório pertence (LaCES), conforme está
ilustrado na Figura 31.
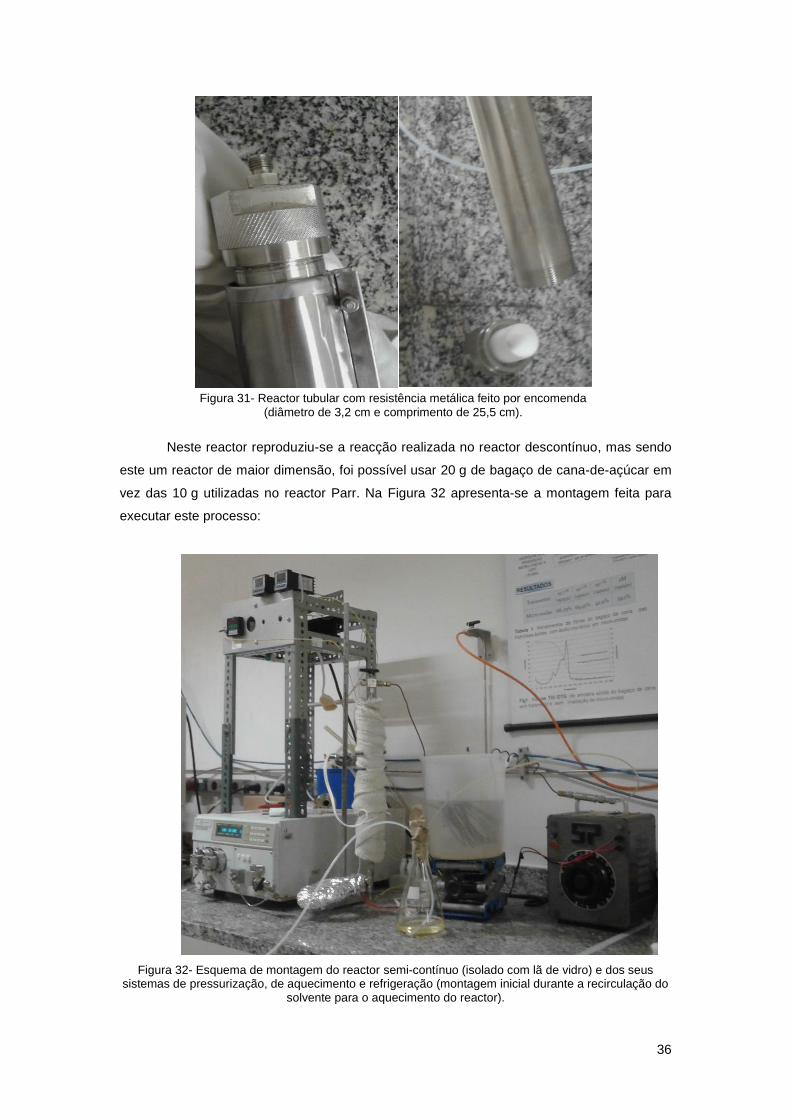
36
Neste reactor reproduziu-se a reacção realizada no reactor descontínuo, mas sendo
este um reactor de maior dimensão, foi possível usar 20 g de bagaço de cana-de-açúcar em
vez das 10 g utilizadas no reactor Parr. Na Figura 32 apresenta-se a montagem feita para
executar este processo:
Figura 32- Esquema de montagem do reactor semi-contínuo (isolado com lã de vidro) e dos seus sistemas de pressurização, de aquecimento e refrigeração (montagem inicial durante a recirculação do
solvente para o aquecimento do reactor).
Figura 31- Reactor tubular com resistência metálica feito por encomenda
(diâmetro de 3,2 cm e comprimento de 25,5 cm).

37
Neste esquema figura a bomba (LC – 8A, Shimadzu) utilizada para pressurizar todo o
sistema (até 8 bar), em conjunto com uma válvula de backpressure, que podem ser vistos em
maior detalhe na Figura 33.
Figura 33 - Sistema de pressurização do reactor: à esquerda tem-se a bomba LC - 8A da marca Shimadzu e à direita aparece a válvula de backpressure.
O sistema de aquecimento baseava-se numa camisa metálica de aquecimento e numa
resistência. O sistema continha três termopares, um no interior do reactor e outro no exterior
do reactor para controlar o calor fornecido pela camisa de aquecimento. O outro termopar está
colocado junto à resistência de pré-aquecimento dos reagentes, colocada à entrada do reactor.
A potência do aquecimento era controlada por um transformador de voltagem da corrente
(ATV-115-M, STP – sociedade técnica paulista Ltda) e pelo controlador.
Geralmente, o transformador estava regulado entre os 15 e os 20 Volts e o controlador
permitia passar 35% da corrente da resistência de aquecimento à entrada do reactor. O
termopar externo ao reactor estava fixado para sensivelmente uns 5 a 15 °C acima da
temperatura requerida para a reacção. Note-se que há algum grau de incerteza nos valores
das variáveis fixadas do sistema de aquecimento, porque havia algumas instabilidades neste
sistema. Verificaram-se assim algumas dificuldades em manter constantes as variáveis
fixadas, obrigando o operador a alterar algumas destas variáveis ao longo das reacções, de
modo a que fossem alcançados os valores pretendidos.
O sistema de arrefecimento baseava-se apenas em dois banhos de gelo. Um para o
recipiente que contém a mistura líquida reaccional à entrada do reactor, para que estes
compostos não reajam até à sua entrada no reactor. O outro banho localizava-se na tubagem
após o reactor, de forma garantir que não existiam perdas por evaporação.
Após esta clarificação do funcionamento dos equipamentos do semi-contínuo vai-se
passar à descrição do processo semi-contínuo.
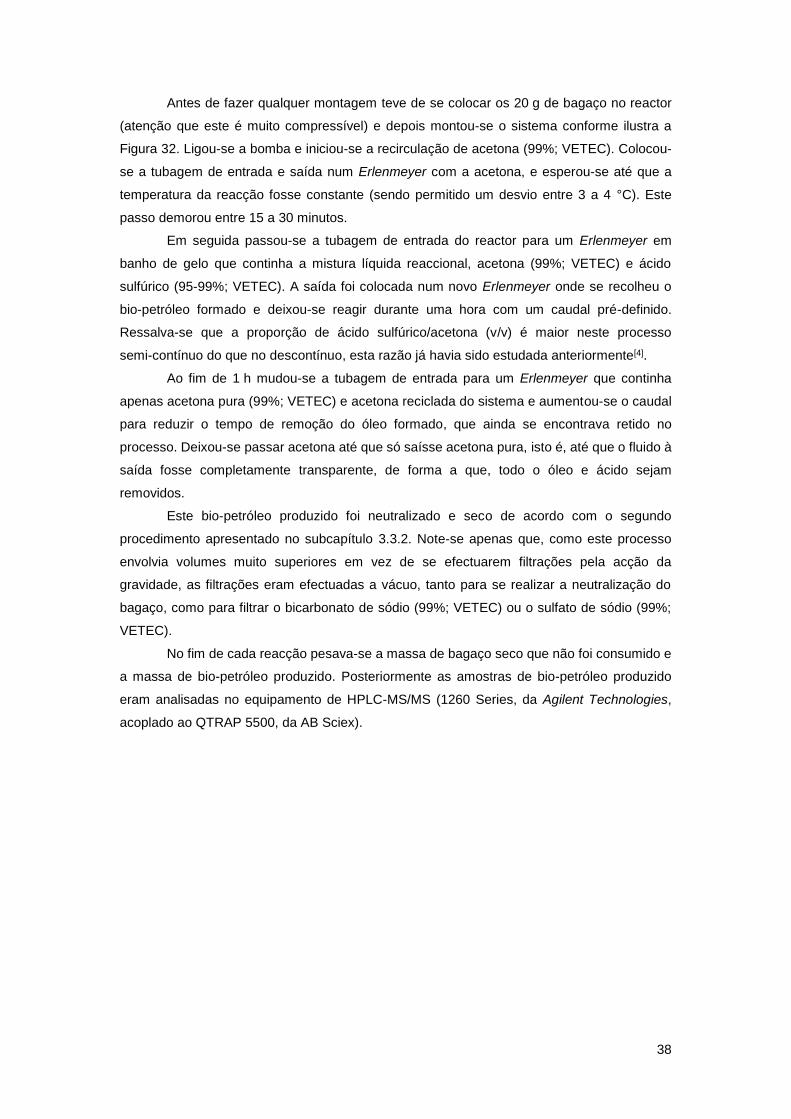
38
Antes de fazer qualquer montagem teve de se colocar os 20 g de bagaço no reactor
(atenção que este é muito compressível) e depois montou-se o sistema conforme ilustra a
Figura 32. Ligou-se a bomba e iniciou-se a recirculação de acetona (99%; VETEC). Colocou-
se a tubagem de entrada e saída num Erlenmeyer com a acetona, e esperou-se até que a
temperatura da reacção fosse constante (sendo permitido um desvio entre 3 a 4 °C). Este
passo demorou entre 15 a 30 minutos.
Em seguida passou-se a tubagem de entrada do reactor para um Erlenmeyer em
banho de gelo que continha a mistura líquida reaccional, acetona (99%; VETEC) e ácido
sulfúrico (95-99%; VETEC). A saída foi colocada num novo Erlenmeyer onde se recolheu o
bio-petróleo formado e deixou-se reagir durante uma hora com um caudal pré-definido.
Ressalva-se que a proporção de ácido sulfúrico/acetona (v/v) é maior neste processo
semi-contínuo do que no descontínuo, esta razão já havia sido estudada anteriormente[4].
Ao fim de 1 h mudou-se a tubagem de entrada para um Erlenmeyer que continha
apenas acetona pura (99%; VETEC) e acetona reciclada do sistema e aumentou-se o caudal
para reduzir o tempo de remoção do óleo formado, que ainda se encontrava retido no
processo. Deixou-se passar acetona até que só saísse acetona pura, isto é, até que o fluido à
saída fosse completamente transparente, de forma a que, todo o óleo e ácido sejam
removidos.
Este bio-petróleo produzido foi neutralizado e seco de acordo com o segundo
procedimento apresentado no subcapítulo 3.3.2. Note-se apenas que, como este processo
envolvia volumes muito superiores em vez de se efectuarem filtrações pela acção da
gravidade, as filtrações eram efectuadas a vácuo, tanto para se realizar a neutralização do
bagaço, como para filtrar o bicarbonato de sódio (99%; VETEC) ou o sulfato de sódio (99%;
VETEC).
No fim de cada reacção pesava-se a massa de bagaço seco que não foi consumido e
a massa de bio-petróleo produzido. Posteriormente as amostras de bio-petróleo produzido
eram analisadas no equipamento de HPLC-MS/MS (1260 Series, da Agilent Technologies,
acoplado ao QTRAP 5500, da AB Sciex).
39
4. Resultados Experimentais e Discussão
Neste capítulo apresentam-se os resultados experimentais e a discussão dos
mesmos. Primeiramente é importante explicar como foi avaliada a eficácia de cada reacção.
A eficácia foi medida por três parâmetros a quantidade de bio-petróleo produzido em relação
ao bagaço utilizado, o rendimento da reacção; a quantidade de bagaço que reagiu em função
do bagaço inicial, a conversão da reacção; e a quantidade de acetais formada. Nas equações
( 2 ) e ( 3 ) encontra-se a fórmula para o cálculo do rendimento e da conversão da recção,
respectivamente.
A percentagem de acetais foi calculada por análise no equipamento de cromatografia
líquida (1200 Series, Agilent Technologies) acoplado a um espectrómetro de massa (API 2000
ESI−MS/MS, Applied Biosystems/MDS Sciex) e permitia saber se a acetona havia sido
incorporada no óleo e formado estes grupos protectores, acetais, e qual o tipo de acetal
formado [3], [4].
Os acetais detectados por HPLC-MS/MS estão divididos em 4 moléculas diferentes,
os di-acetais de xilose (XDA) e de glicose (GDA), o nome comercial de 1,2:3,5-di-O-
isopropilideno-α-D-xilofuranose e 1,2:5,6-Di-O-isopropilideno-α-D-glicofuranose,
respectivamente. E os mono-acetais de xilose (XMA) e os mono-acetais de glicose (GMA), o
nome comercial de 1,2-O-isopropilideno-α-D-xilofuranose e
1,2-O-isopropilideno-α-D-glicofuranose, respectivamente.
Previamente à obtenção dos resultados quantitativos de acetais por HPLC-MS/MS era
feita uma estimativa dos acetais formados. Esta estimativa era determinada a partir do cálculo
da estimativa de acetona consumida, definida pela equação ( 4 ) que tem como base de cálculo
o bagaço inicial:
Analisando todos estes dados, é de notar que também se teve de ter em conta a
severidade das condições aplicadas e se os resultados justificavam essa opção. Quando se
fala de severidade isto não se aplica apenas a condições de temperatura ou pressão elevadas,
ou até mesmo concentrações de ácido elevadas, mas por exemplo, um aumento do tempo de
reacção excessivo que resulte apenas num ganho pouco significativo nos resultados.
ɳ (%)=móleo
mbagaço inicial
×100 ( 2 )
Conversão (%)=minicial − mfinal
mbagaço inicial
×100 =mbagaço consumido
mbagaço inicial
×100 ( 3 )
Estimativa de Acetona Consumida (%)=móleo − mbagaço consumido
móleo
×100
( 4 )
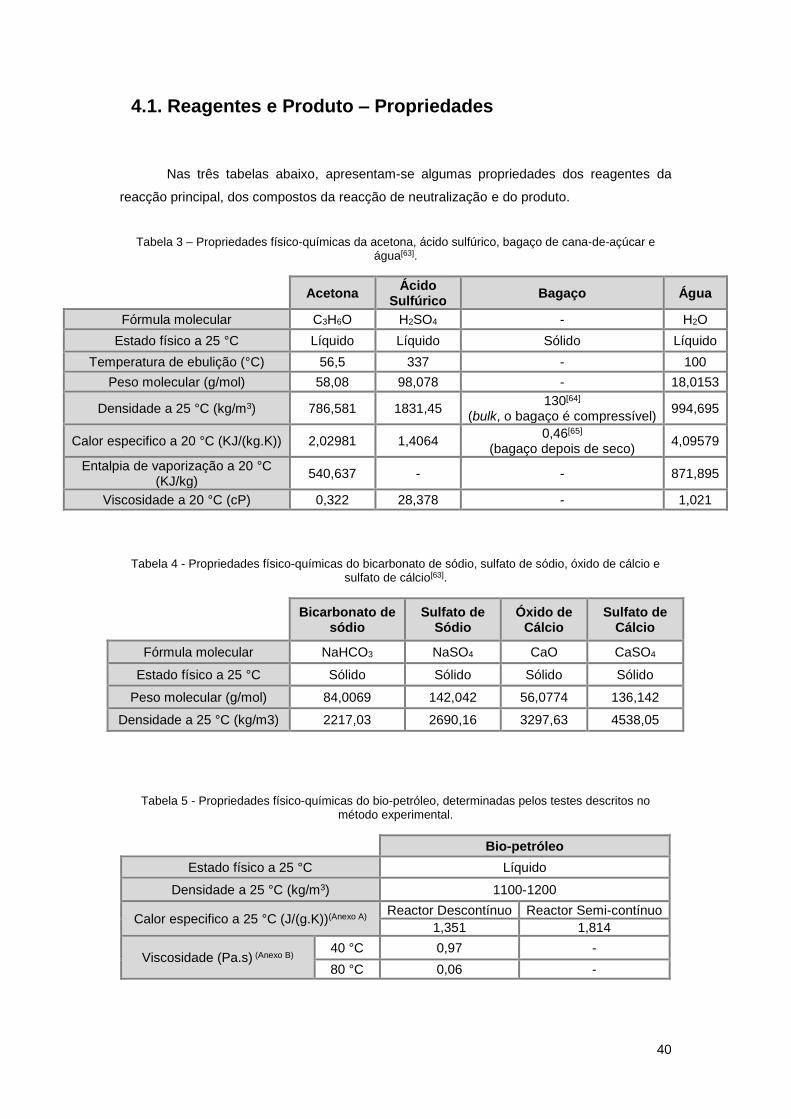
40
4.1. Reagentes e Produto – Propriedades
Nas três tabelas abaixo, apresentam-se algumas propriedades dos reagentes da
reacção principal, dos compostos da reacção de neutralização e do produto.
Tabela 3 – Propriedades físico-químicas da acetona, ácido sulfúrico, bagaço de cana-de-açúcar e água[63].
Acetona Ácido
Sulfúrico Bagaço Água
Fórmula molecular C3H6O H2SO4 - H2O
Estado físico a 25 °C Líquido Líquido Sólido Líquido
Temperatura de ebulição (°C) 56,5 337 - 100
Peso molecular (g/mol) 58,08 98,078 - 18,0153
Densidade a 25 °C (kg/m3) 786,581 1831,45 130[64]
(bulk, o bagaço é compressível) 994,695
Calor especifico a 20 °C (KJ/(kg.K)) 2,02981 1,4064 0,46[65]
(bagaço depois de seco) 4,09579
Entalpia de vaporização a 20 °C (KJ/kg)
540,637 - - 871,895
Viscosidade a 20 °C (cP) 0,322 28,378 - 1,021
Tabela 4 - Propriedades físico-químicas do bicarbonato de sódio, sulfato de sódio, óxido de cálcio e sulfato de cálcio[63].
Bicarbonato de sódio
Sulfato de Sódio
Óxido de Cálcio
Sulfato de Cálcio
Fórmula molecular NaHCO3 NaSO4 CaO CaSO4
Estado físico a 25 °C Sólido Sólido Sólido Sólido
Peso molecular (g/mol) 84,0069 142,042 56,0774 136,142
Densidade a 25 °C (kg/m3) 2217,03 2690,16 3297,63 4538,05
Tabela 5 - Propriedades físico-químicas do bio-petróleo, determinadas pelos testes descritos no método experimental.
Bio-petróleo
Estado físico a 25 °C Líquido
Densidade a 25 °C (kg/m3) 1100-1200
Calor especifico a 25 °C (J/(g.K))(Anexo A) Reactor Descontínuo Reactor Semi-contínuo
1,351 1,814
Viscosidade (Pa.s) (Anexo B) 40 °C 0,97 -
80 °C 0,06 -
41
Apesar de não ter sido determinada a densidade a 60°F (15,55 °C), a partir da equação
seguinte, foi-se calcular o grau API deste óleo utilizando o valor mais baixo da densidade (1100
kg/m3) determinada, a aproximadamente, 25 °C.
Note-se que a densidade relativa da amostra, neste caso o bio-petróleo, é a densidade
medida relativamente à densidade da água, logo o 𝜌𝑎𝑚𝑜𝑠𝑡𝑟𝑎 é 1100 kg/m3/1000 kg/m3, obtendo-
se assim um grau API negativo.
De um modo geral, a classificação do grau API contribui para o dimensionamento do
preço do produto no mercado. Quanto maior o grau API, maior o valor do produto no mercado,
todavia o óleo com um °API entre 40 e 45° lidera os preços mais altos. Acima de 45°, as
cadeias moleculares tornam-se mais curtas e menos valiosas para as refinarias (vide Figura
5, página 7).
O petróleo que possui °API menor que 10°, é um petróleo muito pesado, este é
constituído, praticamente, só de hidrocarbonetos aromáticos, consequentemente este não
poderia ser introduzido numa refinaria a 100%, como já seria expectável. Considerando esta
escala, e tendo em vista a valorização futura do bio-petróleo, este poderia ser diluído num
hidrocarboneto mais leve para produzir um óleo com um grau API superior.
Quando se olha para este assunto numa óptica diferente, é patente que este tipo de
comparações e assunções são muito úteis quando se trata de diferentes tipos de petróleo,
mas o bio-petróleo é um biocombustível e não um petróleo. Quando se alude a um petróleo
mais pesado, refere-se a um óleo muito viscoso (maiores custos de processamento), que
contém mais metais pesados, enxofre, azoto, e elevada acidez, e são estas as características
que levam a que um baixo grau de API esteja associado a um petróleo de baixo valor de
mercado.
Porém, o bio-petróleo não contém estes componentes (pode conter, mas em
proporções desprezáveis), pois é produzido a partir de materiais lenho-celulósicos.
Logo, no caso do bio-petróleo, as funções e composição químicas são outras e este
não pode ser avaliado por esta escala. Teria que ser definida uma outra escala no caso deste
biocombustível de forma a se ter uma avaliação fidedigna do mesmo.
Para além de que, a viscosidade do bio-petróleo, apesar de ser alta a temperatura
ambiente, com um aumento pouco significativo da temperatura de processamento sofre uma
redução drástica da viscosidade (vide Anexo B), não causando assim problemas no
bombeamento e manuseamento do bio-petróleo. A 40 °C obtém-se uma viscosidade de
0,97 Pa.s, como se apresenta na Tabela 5, ao passo que, a 80 °C já tem uma viscosidade de
0,06 Pa.s.
É de salientar que, apesar da viscosidade do bio-petróleo, em média, ser mais elevada
que a do bio-óleo de pirólise (0,035 a 1 Pa.s a 40 °C, consoante a matéria-prima[52]), isto é
justificável pelo elevado conteúdo de água presente no óleo de pirólise, cerca de 15 a 30%[52]
°API=141,5
ρamostra
− 131,5 ( 5 )
42
(note-se que em média o petróleo contém no máximo 0,5% de água na sua composição[51]).
Evidentemente que, este teor em água vai facultar uma viscosidade inferior ao bio-óleo,
melhorando assim as suas propriedades de transporte, contudo, vai diminuir muito o seu valor
energético.
Apesar de se ter chegado à conclusão de que a utilização do grau API não seria muito
útil na classificação do bio-petróleo, é vantajosa a realização de uma comparação entre o grau
API e o calor específico de um óleo pesado e do bio-petróleo, pois actualmente é o único termo
comparativo disponível.
O grau API encontra-se directamente ligado à estimativa de cálculo do calor especifico
do petróleo, e por isso sabe-se que para um petróleo com uma densidade relativa de 0,95 (o
óleo mais pesado que se encontrou) tem-se um calor específico de 1,67 J/(g.K) a 15,56 °C[66],
e pelas razões já explicitadas anteriormente, tem um calor especifico inferior ao de um petróleo
leve (densidade relativa de 0,85), este tem um calor especifico mais elevado, de 1,84 J/(g.K)[66].
Para o bio-petróleo foi-se usar a determinação deste valor a partir de um calorímetro, obtendo-
se os valores de calor específico a 15,56 °C de 1,469 e 1,712 J/(g.K) em regime descontínuo
e regime semi-contínuo, respectivamente (vide Anexo A), valores estes que não são muito
díspares dos do petróleo leve e pesado.
Agora seguindo para a análise do poder calorifico do bio-óleo de pirólise,
recorrendo-se a testes referenciados na literatura[51], observou-se que, em média, este valor é
inferior a metade do poder calorifico do petróleo, e que como já foi mencionado, isto é
consequência do elevado teor de água na composição do bio-óleo.
Lembre-se também, da importância da relação entre o calor específico (ou poder
calorífico), numa base volumétrica, e a densidade dum material. O facto de o bio-petróleo (e
do bio-óleo de pirólise) ser um combustível muito denso, promove a redução de custos no
transporte, havendo uma economia do volume necessário para transportar um óleo com
elevado potencial energético volumétrico.
4.2. Reactor Descontínuo
Iniciaram-se os testes no reactor descontínuo com as condições mais favoráveis que
já haviam sido estudadas, para além das condições já descritas, 8 bar, 90 °C e agitação
mecânica a 600 rpm, foram usados 200 mL de acetona (99%; VETEC) e 0,8 mL de ácido
sulfúrico (95-99%; VETEC) que se fizeram reagir durante 2 horas e 30 minutos com as 10 g
de bagaço. Posteriormente a este teste fizeram-se mais 3 testes no reactor batch todos
baseados neste teste padrão.
No segundo teste aumentou-se o tempo de reacção em 90 minutos, a reacção passou
a ter uma duração de 4 horas.
No terceiro teste aumentou-se a proporção de biomassa/acetona (m/v), usou-se um
volume de acetona (99%; VETEC) de 150 mL e consequentemente juntou-se um volume
inferior de ácido sulfúrico (95-99%; VETEC), 0,6 mL, para se manter a proporção de 0,4% (v/v)
de ácido sulfúrico/acetona.
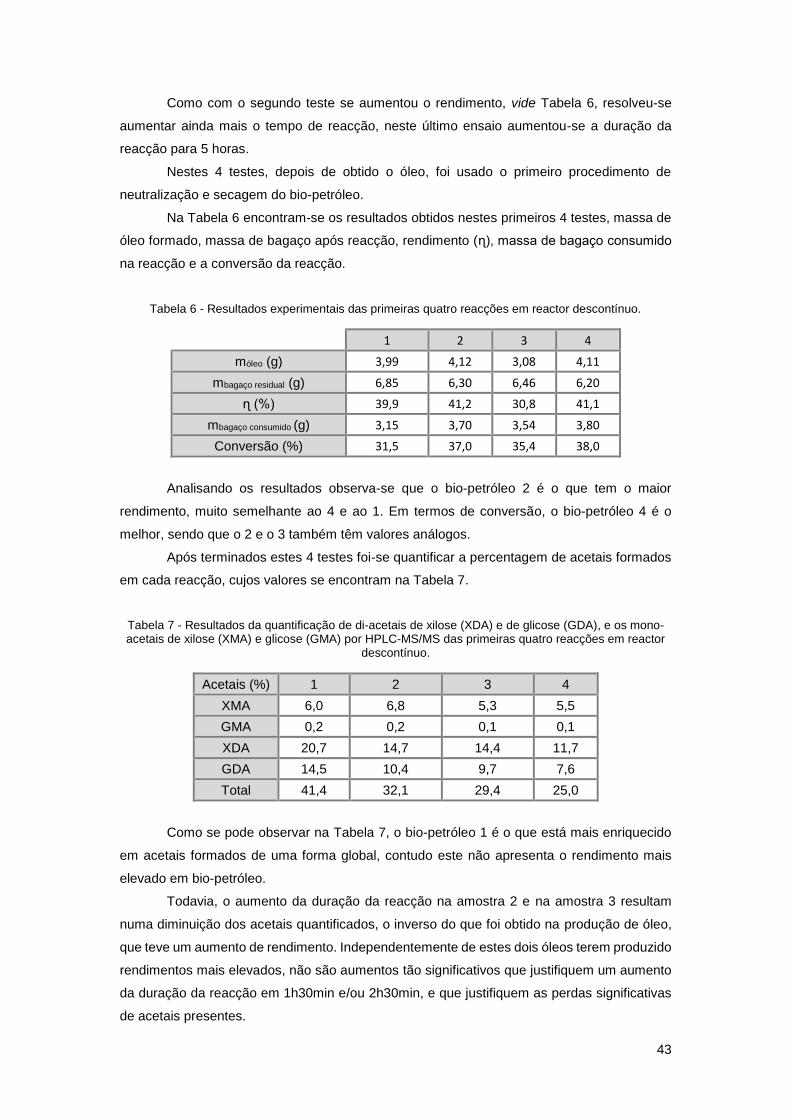
43
Como com o segundo teste se aumentou o rendimento, vide Tabela 6, resolveu-se
aumentar ainda mais o tempo de reacção, neste último ensaio aumentou-se a duração da
reacção para 5 horas.
Nestes 4 testes, depois de obtido o óleo, foi usado o primeiro procedimento de
neutralização e secagem do bio-petróleo.
Na Tabela 6 encontram-se os resultados obtidos nestes primeiros 4 testes, massa de
óleo formado, massa de bagaço após reacção, rendimento (ɳ), massa de bagaço consumido
na reacção e a conversão da reacção.
Tabela 6 - Resultados experimentais das primeiras quatro reacções em reactor descontínuo.
1 2 3 4
móleo (g) 3,99 4,12 3,08 4,11
mbagaço residual (g) 6,85 6,30 6,46 6,20
ɳ (%) 39,9 41,2 30,8 41,1
mbagaço consumido (g) 3,15 3,70 3,54 3,80
Conversão (%) 31,5 37,0 35,4 38,0
Analisando os resultados observa-se que o bio-petróleo 2 é o que tem o maior
rendimento, muito semelhante ao 4 e ao 1. Em termos de conversão, o bio-petróleo 4 é o
melhor, sendo que o 2 e o 3 também têm valores análogos.
Após terminados estes 4 testes foi-se quantificar a percentagem de acetais formados
em cada reacção, cujos valores se encontram na Tabela 7.
Tabela 7 - Resultados da quantificação de di-acetais de xilose (XDA) e de glicose (GDA), e os mono-acetais de xilose (XMA) e glicose (GMA) por HPLC-MS/MS das primeiras quatro reacções em reactor
descontínuo.
Acetais (%) 1 2 3 4
XMA 6,0 6,8 5,3 5,5
GMA 0,2 0,2 0,1 0,1
XDA 20,7 14,7 14,4 11,7
GDA 14,5 10,4 9,7 7,6
Total 41,4 32,1 29,4 25,0
Como se pode observar na Tabela 7, o bio-petróleo 1 é o que está mais enriquecido
em acetais formados de uma forma global, contudo este não apresenta o rendimento mais
elevado em bio-petróleo.
Todavia, o aumento da duração da reacção na amostra 2 e na amostra 3 resultam
numa diminuição dos acetais quantificados, o inverso do que foi obtido na produção de óleo,
que teve um aumento de rendimento. Independentemente de estes dois óleos terem produzido
rendimentos mais elevados, não são aumentos tão significativos que justifiquem um aumento
da duração da reacção em 1h30min e/ou 2h30min, e que justifiquem as perdas significativas
de acetais presentes.
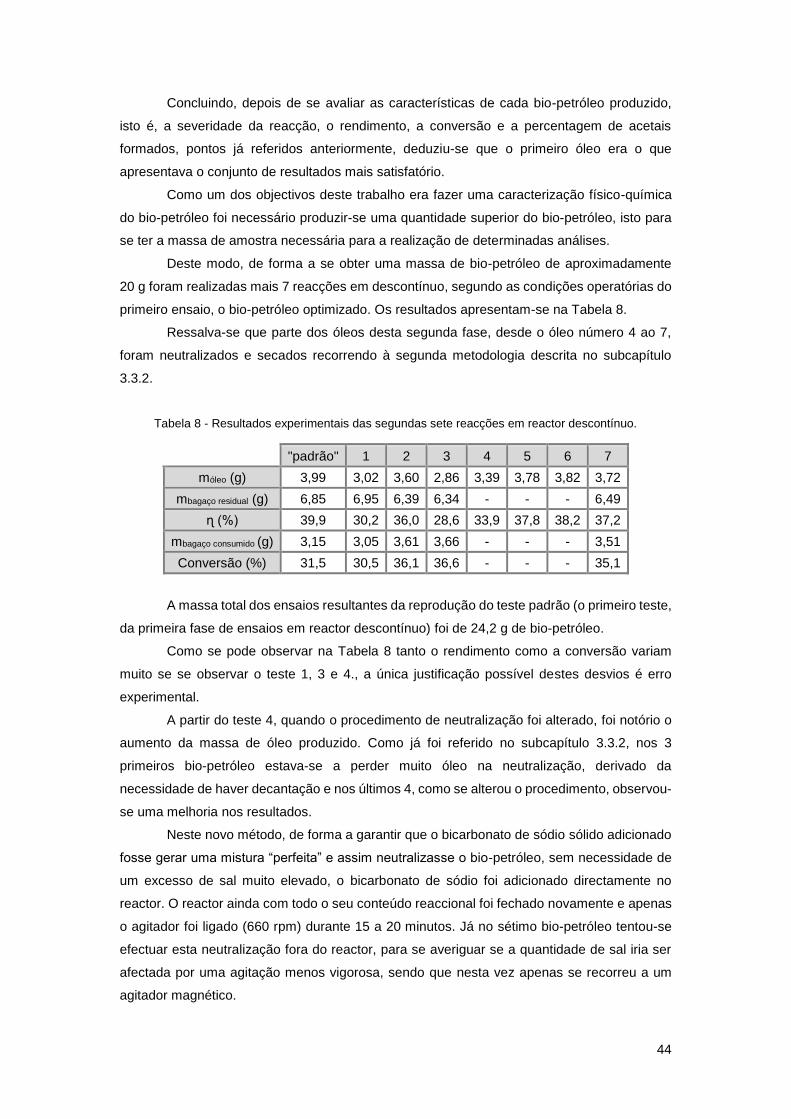
44
Concluindo, depois de se avaliar as características de cada bio-petróleo produzido,
isto é, a severidade da reacção, o rendimento, a conversão e a percentagem de acetais
formados, pontos já referidos anteriormente, deduziu-se que o primeiro óleo era o que
apresentava o conjunto de resultados mais satisfatório.
Como um dos objectivos deste trabalho era fazer uma caracterização físico-química
do bio-petróleo foi necessário produzir-se uma quantidade superior do bio-petróleo, isto para
se ter a massa de amostra necessária para a realização de determinadas análises.
Deste modo, de forma a se obter uma massa de bio-petróleo de aproximadamente
20 g foram realizadas mais 7 reacções em descontínuo, segundo as condições operatórias do
primeiro ensaio, o bio-petróleo optimizado. Os resultados apresentam-se na Tabela 8.
Ressalva-se que parte dos óleos desta segunda fase, desde o óleo número 4 ao 7,
foram neutralizados e secados recorrendo à segunda metodologia descrita no subcapítulo
3.3.2.
Tabela 8 - Resultados experimentais das segundas sete reacções em reactor descontínuo.
"padrão" 1 2 3 4 5 6 7
móleo (g) 3,99 3,02 3,60 2,86 3,39 3,78 3,82 3,72
mbagaço residual (g) 6,85 6,95 6,39 6,34 - - - 6,49
ɳ (%) 39,9 30,2 36,0 28,6 33,9 37,8 38,2 37,2
mbagaço consumido (g) 3,15 3,05 3,61 3,66 - - - 3,51
Conversão (%) 31,5 30,5 36,1 36,6 - - - 35,1
A massa total dos ensaios resultantes da reprodução do teste padrão (o primeiro teste,
da primeira fase de ensaios em reactor descontínuo) foi de 24,2 g de bio-petróleo.
Como se pode observar na Tabela 8 tanto o rendimento como a conversão variam
muito se se observar o teste 1, 3 e 4., a única justificação possível destes desvios é erro
experimental.
A partir do teste 4, quando o procedimento de neutralização foi alterado, foi notório o
aumento da massa de óleo produzido. Como já foi referido no subcapítulo 3.3.2, nos 3
primeiros bio-petróleo estava-se a perder muito óleo na neutralização, derivado da
necessidade de haver decantação e nos últimos 4, como se alterou o procedimento, observou-
se uma melhoria nos resultados.
Neste novo método, de forma a garantir que o bicarbonato de sódio sólido adicionado
fosse gerar uma mistura “perfeita” e assim neutralizasse o bio-petróleo, sem necessidade de
um excesso de sal muito elevado, o bicarbonato de sódio foi adicionado directamente no
reactor. O reactor ainda com todo o seu conteúdo reaccional foi fechado novamente e apenas
o agitador foi ligado (660 rpm) durante 15 a 20 minutos. Já no sétimo bio-petróleo tentou-se
efectuar esta neutralização fora do reactor, para se averiguar se a quantidade de sal iria ser
afectada por uma agitação menos vigorosa, sendo que nesta vez apenas se recorreu a um
agitador magnético.
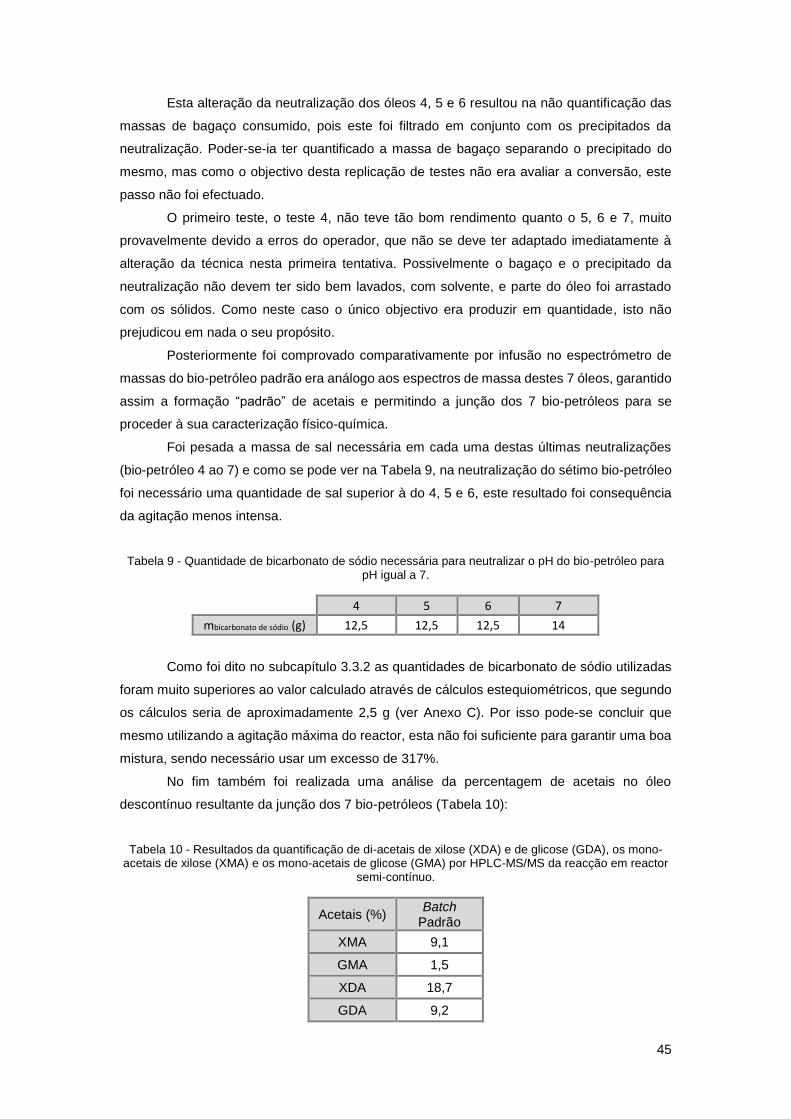
45
Esta alteração da neutralização dos óleos 4, 5 e 6 resultou na não quantificação das
massas de bagaço consumido, pois este foi filtrado em conjunto com os precipitados da
neutralização. Poder-se-ia ter quantificado a massa de bagaço separando o precipitado do
mesmo, mas como o objectivo desta replicação de testes não era avaliar a conversão, este
passo não foi efectuado.
O primeiro teste, o teste 4, não teve tão bom rendimento quanto o 5, 6 e 7, muito
provavelmente devido a erros do operador, que não se deve ter adaptado imediatamente à
alteração da técnica nesta primeira tentativa. Possivelmente o bagaço e o precipitado da
neutralização não devem ter sido bem lavados, com solvente, e parte do óleo foi arrastado
com os sólidos. Como neste caso o único objectivo era produzir em quantidade, isto não
prejudicou em nada o seu propósito.
Posteriormente foi comprovado comparativamente por infusão no espectrómetro de
massas do bio-petróleo padrão era análogo aos espectros de massa destes 7 óleos, garantido
assim a formação “padrão” de acetais e permitindo a junção dos 7 bio-petróleos para se
proceder à sua caracterização físico-química.
Foi pesada a massa de sal necessária em cada uma destas últimas neutralizações
(bio-petróleo 4 ao 7) e como se pode ver na Tabela 9, na neutralização do sétimo bio-petróleo
foi necessário uma quantidade de sal superior à do 4, 5 e 6, este resultado foi consequência
da agitação menos intensa.
Tabela 9 - Quantidade de bicarbonato de sódio necessária para neutralizar o pH do bio-petróleo para pH igual a 7.
4 5 6 7
mbicarbonato de sódio (g) 12,5 12,5 12,5 14
Como foi dito no subcapítulo 3.3.2 as quantidades de bicarbonato de sódio utilizadas
foram muito superiores ao valor calculado através de cálculos estequiométricos, que segundo
os cálculos seria de aproximadamente 2,5 g (ver Anexo C). Por isso pode-se concluir que
mesmo utilizando a agitação máxima do reactor, esta não foi suficiente para garantir uma boa
mistura, sendo necessário usar um excesso de 317%.
No fim também foi realizada uma análise da percentagem de acetais no óleo
descontínuo resultante da junção dos 7 bio-petróleos (Tabela 10):
Tabela 10 - Resultados da quantificação de di-acetais de xilose (XDA) e de glicose (GDA), os mono-acetais de xilose (XMA) e os mono-acetais de glicose (GMA) por HPLC-MS/MS da reacção em reactor
semi-contínuo.
Acetais (%) Batch
Padrão
XMA 9,1
GMA 1,5
XDA 18,7
GDA 9,2
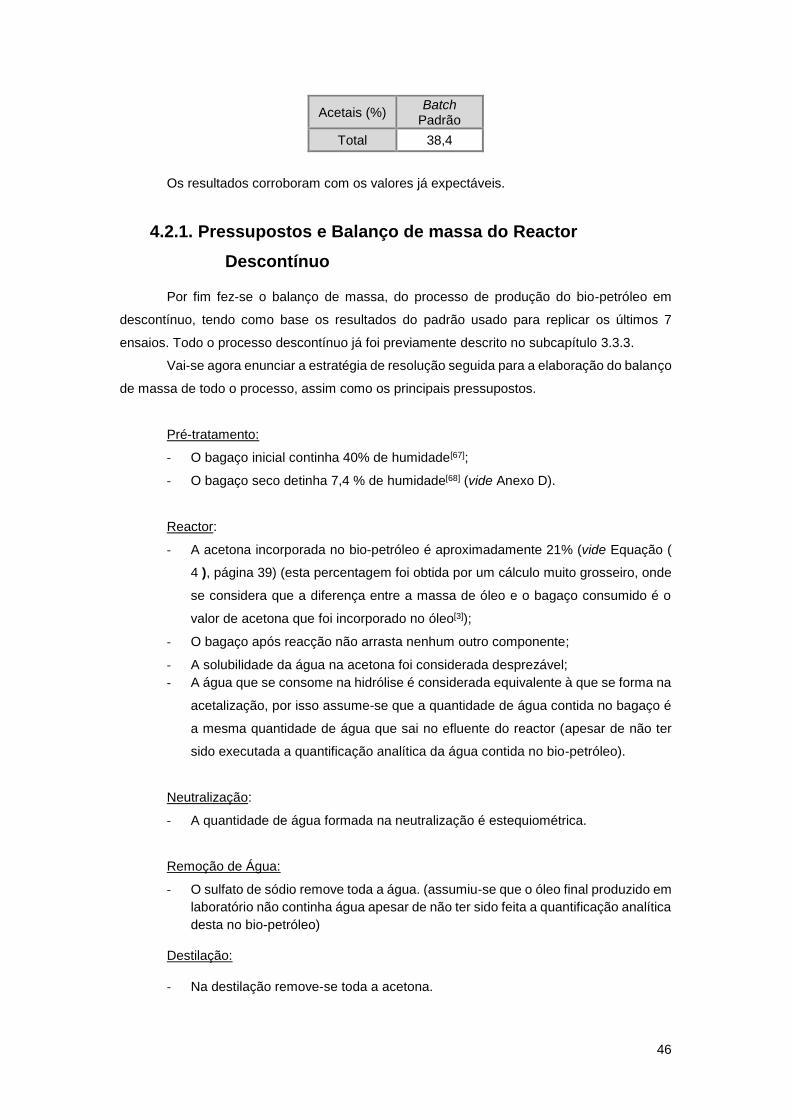
46
Acetais (%) Batch
Padrão
Total 38,4
Os resultados corroboram com os valores já expectáveis.
4.2.1. Pressupostos e Balanço de massa do Reactor
Descontínuo
Por fim fez-se o balanço de massa, do processo de produção do bio-petróleo em
descontínuo, tendo como base os resultados do padrão usado para replicar os últimos 7
ensaios. Todo o processo descontínuo já foi previamente descrito no subcapítulo 3.3.3.
Vai-se agora enunciar a estratégia de resolução seguida para a elaboração do balanço
de massa de todo o processo, assim como os principais pressupostos.
Pré-tratamento:
- O bagaço inicial continha 40% de humidade[67];
- O bagaço seco detinha 7,4 % de humidade[68] (vide Anexo D).
Reactor:
- A acetona incorporada no bio-petróleo é aproximadamente 21% (vide Equação (
4 ), página 39) (esta percentagem foi obtida por um cálculo muito grosseiro, onde
se considera que a diferença entre a massa de óleo e o bagaço consumido é o
valor de acetona que foi incorporado no óleo[3]);
- O bagaço após reacção não arrasta nenhum outro componente;
- A solubilidade da água na acetona foi considerada desprezável;
- A água que se consome na hidrólise é considerada equivalente à que se forma na
acetalização, por isso assume-se que a quantidade de água contida no bagaço é
a mesma quantidade de água que sai no efluente do reactor (apesar de não ter
sido executada a quantificação analítica da água contida no bio-petróleo).
Neutralização:
- A quantidade de água formada na neutralização é estequiométrica.
Remoção de Água:
- O sulfato de sódio remove toda a água. (assumiu-se que o óleo final produzido em
laboratório não continha água apesar de não ter sido feita a quantificação analítica
desta no bio-petróleo)
Destilação:
- Na destilação remove-se toda a acetona.

47
Após terem sido explicitados todas as considerações necessárias à concepção do
balanço de massa (Tabela 11) já é possível apresentá-lo, mas em primeiro lugar vai-se expor
um diagrama de blocos do processo de produção do bio-petróleo, em regime descontínuo (
Figura 34).
Note-se que não estão representadas as etapas em que se adiciona solvente, acetona
ou acetato de etilo como auxiliar de transporte, porque se achou que são etapas que foram
extensivamente descritas nos métodos experimentais e que estes solventes no balanço de
massa actuam como “inertes”, pois tanto estes precipitados, como os seus produtos foram
sempre recuperados, e por isso são etapas desnecessárias no diagrama.
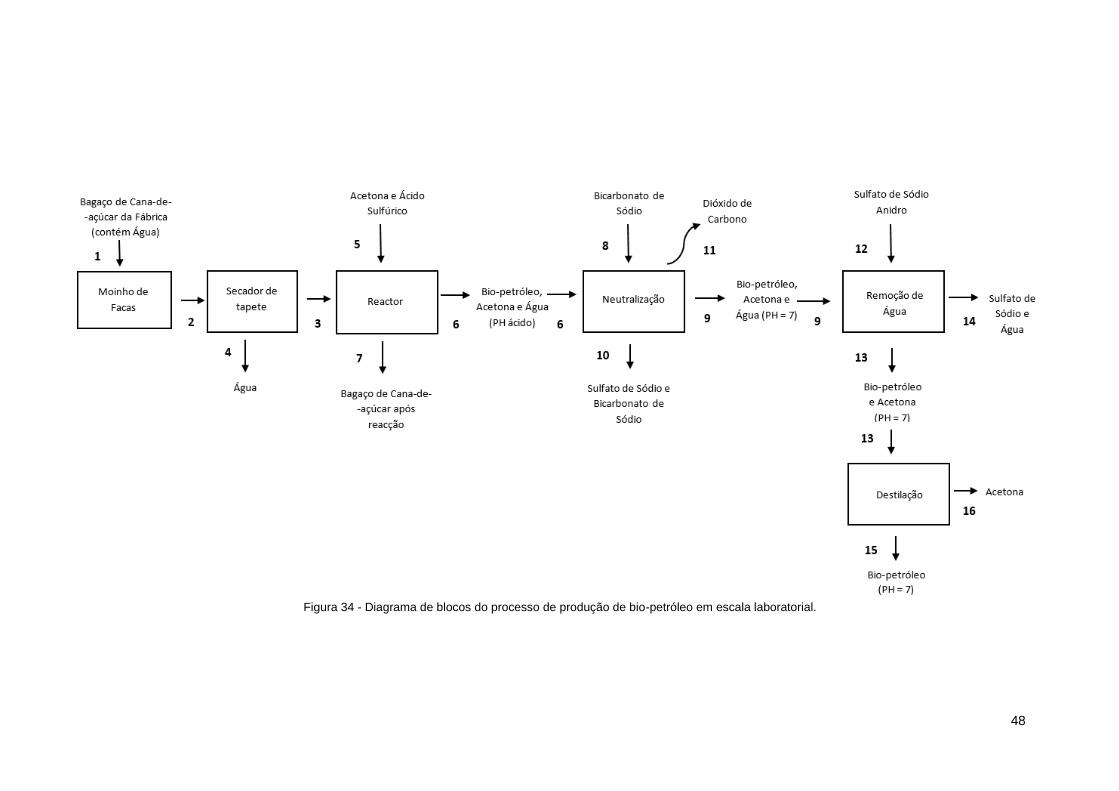
48
Figura 34 - Diagrama de blocos do processo de produção de bio-petróleo em escala laboratorial.
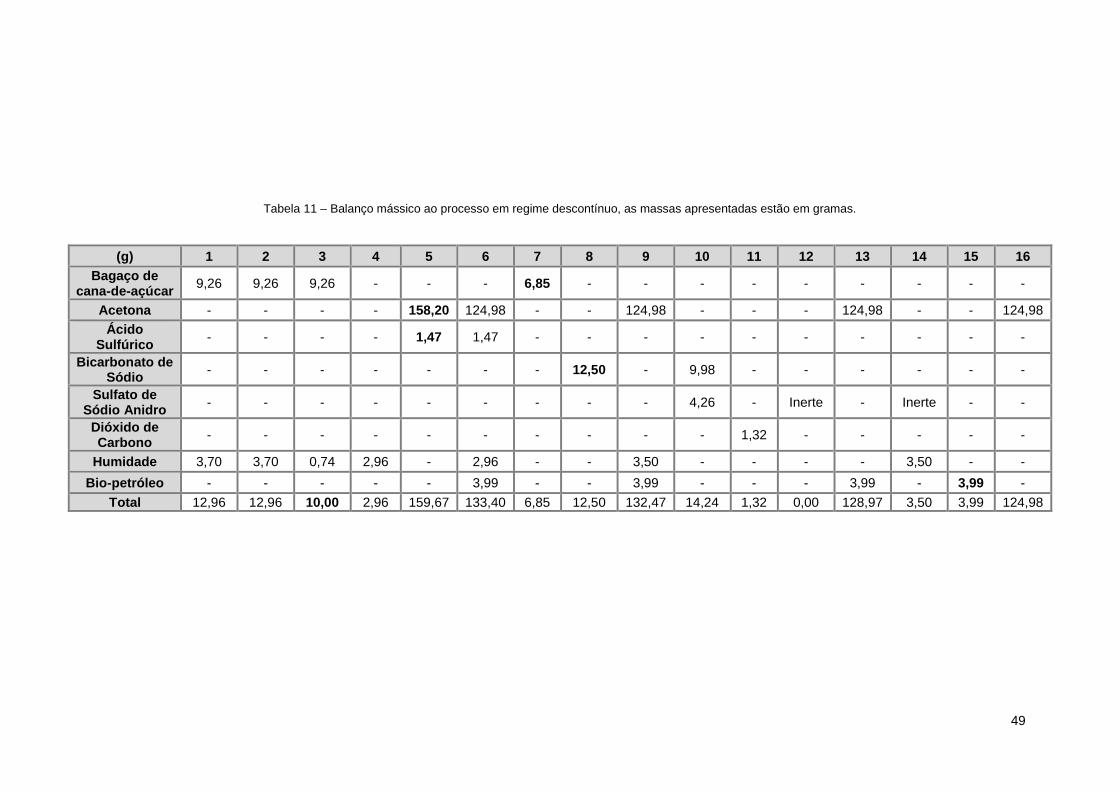
49
Tabela 11 – Balanço mássico ao processo em regime descontínuo, as massas apresentadas estão em gramas.
(g) 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Bagaço de cana-de-açúcar
9,26 9,26 9,26 - - - 6,85 - - - - - - - - -
Acetona - - - - 158,20 124,98 - - 124,98 - - - 124,98 - - 124,98
Ácido Sulfúrico
- - - - 1,47 1,47 - - - - - - - - - -
Bicarbonato de Sódio
- - - - - - - 12,50 - 9,98 - - - - - -
Sulfato de Sódio Anidro
- - - - - - - - - 4,26 - Inerte - Inerte - -
Dióxido de Carbono
- - - - - - - - - - 1,32 - - - - -
Humidade 3,70 3,70 0,74 2,96 - 2,96 - - 3,50 - - - - 3,50 - -
Bio-petróleo - - - - - 3,99 - - 3,99 - - - 3,99 - 3,99 -
Total 12,96 12,96 10,00 2,96 159,67 133,40 6,85 12,50 132,47 14,24 1,32 0,00 128,97 3,50 3,99 124,98
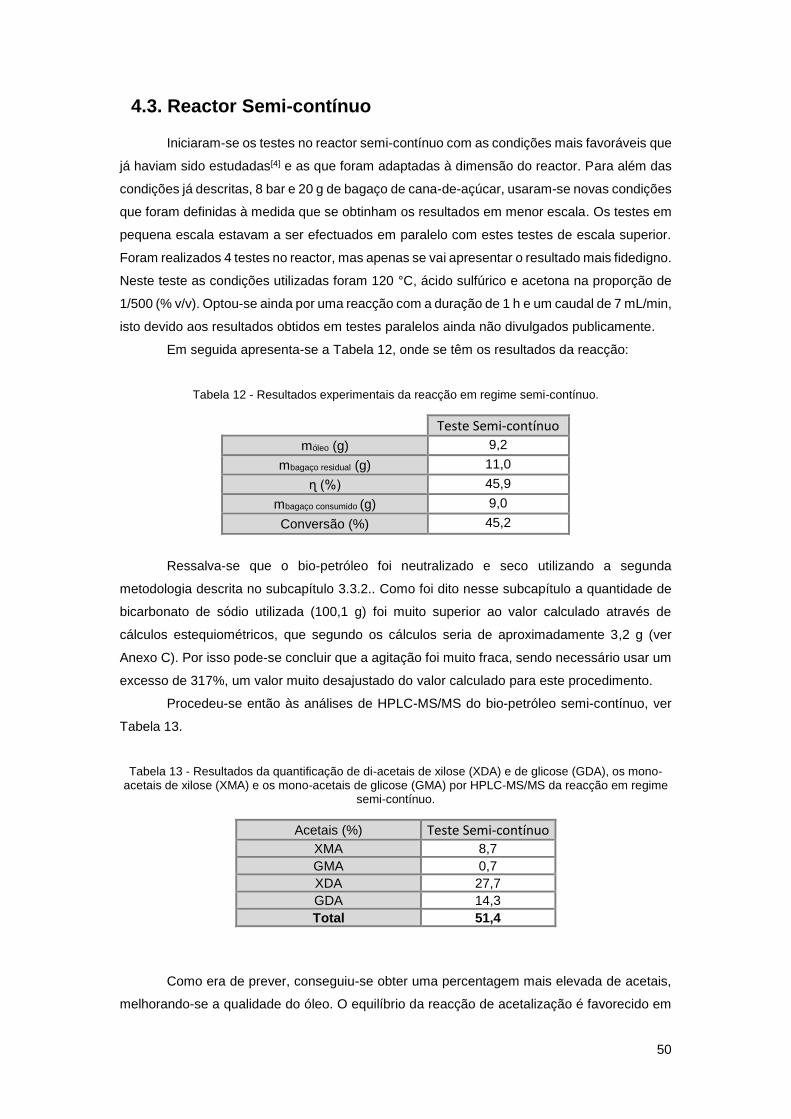
50
4.3. Reactor Semi-contínuo
Iniciaram-se os testes no reactor semi-contínuo com as condições mais favoráveis que
já haviam sido estudadas[4] e as que foram adaptadas à dimensão do reactor. Para além das
condições já descritas, 8 bar e 20 g de bagaço de cana-de-açúcar, usaram-se novas condições
que foram definidas à medida que se obtinham os resultados em menor escala. Os testes em
pequena escala estavam a ser efectuados em paralelo com estes testes de escala superior.
Foram realizados 4 testes no reactor, mas apenas se vai apresentar o resultado mais fidedigno.
Neste teste as condições utilizadas foram 120 °C, ácido sulfúrico e acetona na proporção de
1/500 (% v/v). Optou-se ainda por uma reacção com a duração de 1 h e um caudal de 7 mL/min,
isto devido aos resultados obtidos em testes paralelos ainda não divulgados publicamente.
Em seguida apresenta-se a Tabela 12, onde se têm os resultados da reacção:
Tabela 12 - Resultados experimentais da reacção em regime semi-contínuo.
Teste Semi-contínuo
móleo (g) 9,2
mbagaço residual (g) 11,0
ɳ (%) 45,9
mbagaço consumido (g) 9,0
Conversão (%) 45,2
Ressalva-se que o bio-petróleo foi neutralizado e seco utilizando a segunda
metodologia descrita no subcapítulo 3.3.2.. Como foi dito nesse subcapítulo a quantidade de
bicarbonato de sódio utilizada (100,1 g) foi muito superior ao valor calculado através de
cálculos estequiométricos, que segundo os cálculos seria de aproximadamente 3,2 g (ver
Anexo C). Por isso pode-se concluir que a agitação foi muito fraca, sendo necessário usar um
excesso de 317%, um valor muito desajustado do valor calculado para este procedimento.
Procedeu-se então às análises de HPLC-MS/MS do bio-petróleo semi-contínuo, ver
Tabela 13.
Tabela 13 - Resultados da quantificação de di-acetais de xilose (XDA) e de glicose (GDA), os mono-acetais de xilose (XMA) e os mono-acetais de glicose (GMA) por HPLC-MS/MS da reacção em regime
semi-contínuo.
Acetais (%) Teste Semi-contínuo
XMA 8,7
GMA 0,7
XDA 27,7
GDA 14,3
Total 51,4
Como era de prever, conseguiu-se obter uma percentagem mais elevada de acetais,
melhorando-se a qualidade do óleo. O equilíbrio da reacção de acetalização é favorecido em
51
meios básicos, provavelmente o menor tempo em contacto com ácido, no reactor semi-
contínuo, aumentou o rendimento em acetais e a conversão da biomassa.
A partir do cálculo da acetona incorporada (vide Equação ( 4 ), Página 39), conclui-se
que este valor é muito díspar do resultado da quantificação de acetais. Este resultado,
nitidamente, foi consequência de erro experimental, provavelmente por perdas de óleo
derivadas de uma recuperação deste, pós-recção, pouco eficiente. Como se passou a ter uma
quantidade muito superior de bagaço, tornou-se mais difícil de remover todo o óleo da fibra do
bagaço.
Pode-se também realizar uma estimativa muito simplista desta percentagem, tendo
em conta a quantificação de acetais. Sabendo que é necessária uma mole de acetona para
formar uma mole de mono-cetal. Pode-se deduzir que x% de acetona formou 9,4% de
mono-acetais e 2x% de acetona formou 42% de di-acetais, resultando esta estimativa numa
incorporação de 30,4%. Apesar de simplista, este cálculo resultou num valor equivalente ao
valor já comprovado por testes anteriores[3], onde o valor encontrado também é em torno dos
30% de acetona incorporada.
4.3.1. Pressupostos e Balanço de massa do Reactor Semi-
contínuo
Por fim fez-se o balanço de massa, do processo de produção do bio-petróleo em semi-
contínuo, tendo como base os resultados do teste realizado. O diagrama de blocos do
processo de produção do óleo em regime semi-contínuo é igual ao do regime descontínuo,
como foi apresentado na Figura 34 (vide página 48).
Todo o processo está descrito no subcapítulo 3.3.4. No entanto, note-se que não estão
representadas as etapas em que se adiciona solvente, tal como também já foi descrito no
processo descontínuo.
Vai-se agora enunciar a estratégia de resolução seguida para a elaboração do balanço
de massa de todo o processo, assim como os principais pressupostos.
Pré-tratamento:
- O bagaço inicial continha 40% de humidade[67];
- O bagaço seco detinha 7,4 % de humidade[68] (vide Anexo D).
Reactor:
- A acetona incorporada no bio-petróleo é aproximadamente 2% (vide Equação ( 4
), Página 39);
- O bagaço após reacção não arrasta mais nenhum componente;
- A solubilidade da água na acetona foi considerada desprezável;
52
- A água que se consome na hidrólise é considerada equivalente à que se forma na
acetalização, por isso assume-se que a quantidade de água contida no bagaço é
a mesma quantidade de água que sai no efluente do reactor (apesar de não ter
sido executada a quantificação analítica da água contida no bio-petróleo).
Neutralização:
- A quantidade de água formada na neutralização é estequiométrica.
Remoção de Água:
- O sulfato de sódio remove toda a água. (assumiu-se que o óleo final produzido em
laboratório não continha água apesar de não ter sido feita a quantificação analítica
desta no bio-petróleo)
Destilação:
- Na destilação remove-se toda a acetona.
Após terem sido explicitados todas as considerações necessárias à concepção do
balanço de massa já é possível apresentá-lo, vide Tabela 14.
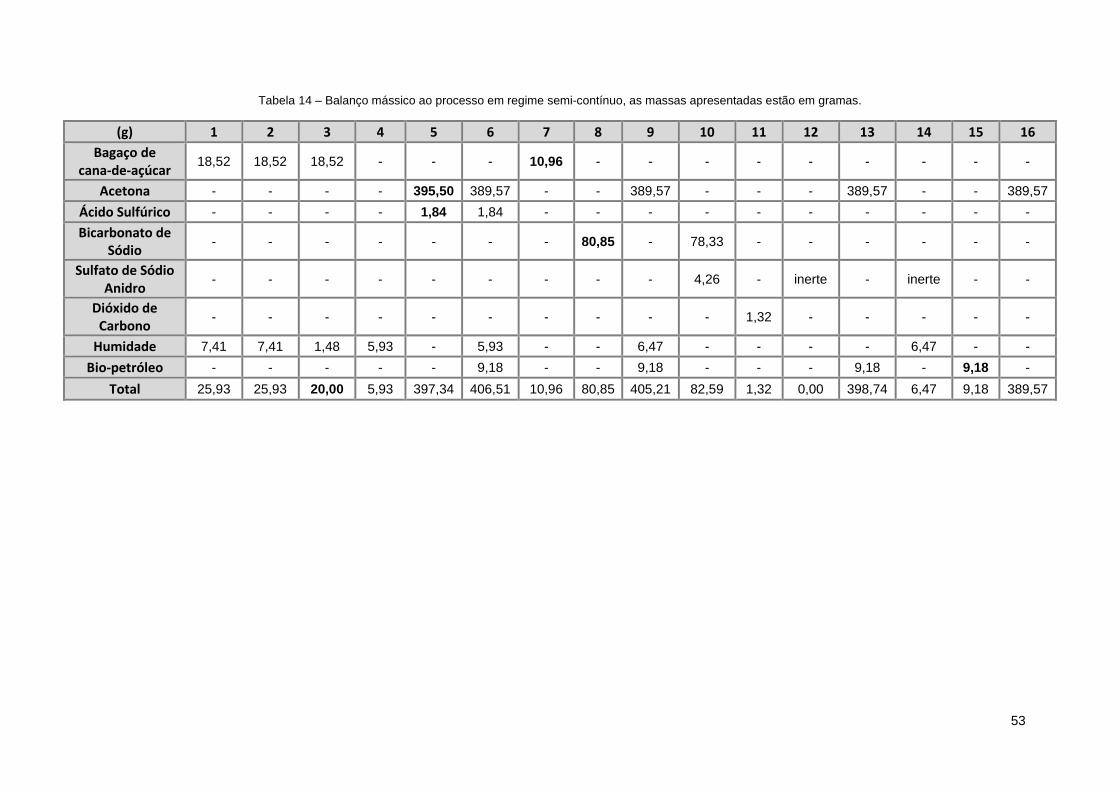
53
Tabela 14 – Balanço mássico ao processo em regime semi-contínuo, as massas apresentadas estão em gramas.
(g) 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Bagaço de cana-de-açúcar
18,52 18,52 18,52 - - - 10,96 - - - - - - - - -
Acetona - - - - 395,50 389,57 - - 389,57 - - - 389,57 - - 389,57
Ácido Sulfúrico - - - - 1,84 1,84 - - - - - - - - - -
Bicarbonato de Sódio
- - - - - - - 80,85 - 78,33 - - - - - -
Sulfato de Sódio Anidro
- - - - - - - - - 4,26 - inerte - inerte - -
Dióxido de Carbono
- - - - - - - - - - 1,32 - - - - -
Humidade 7,41 7,41 1,48 5,93 - 5,93 - - 6,47 - - - - 6,47 - -
Bio-petróleo - - - - - 9,18 - - 9,18 - - - 9,18 - 9,18 -
Total 25,93 25,93 20,00 5,93 397,34 406,51 10,96 80,85 405,21 82,59 1,32 0,00 398,74 6,47 9,18 389,57
54
5. Processo e Custo de Produção do Bio-petróleo
Posteriormente aos testes realizados em laboratório foi-se averiguar a viabilidade
deste processo a nível industrial.
Para se poder determinar o investimento necessário para o processo e o custo de
produção deste bio-petróleo utilizaram-se os dados obtidos no teste semi-contínuo, em escala
laboratorial, contudo foram introduzidas algumas alterações que fazem sentido quando se trata
de um processo em escala “semi-industrial”.
Em seguida realizou-se uma análise económica, que contemplou uma estimativa de
investimento, a elaboração de um plano de investimento, e a estimativa do custo de produção
de um barril de bio-petróleo.
5.1. Processo de Produção do Bio-petróleo em Escala Piloto
Numa folha desdobrável A3 (Anexo E) é apresentado o Process Flow Diagram (PFD)
do processo de produção de bio-petróleo, contudo em seguida vai-se apresentar o PFD numa
versão reduzida (vide Figura 35) de forma a proporcionar uma visão mais objectiva de todo o
processo:
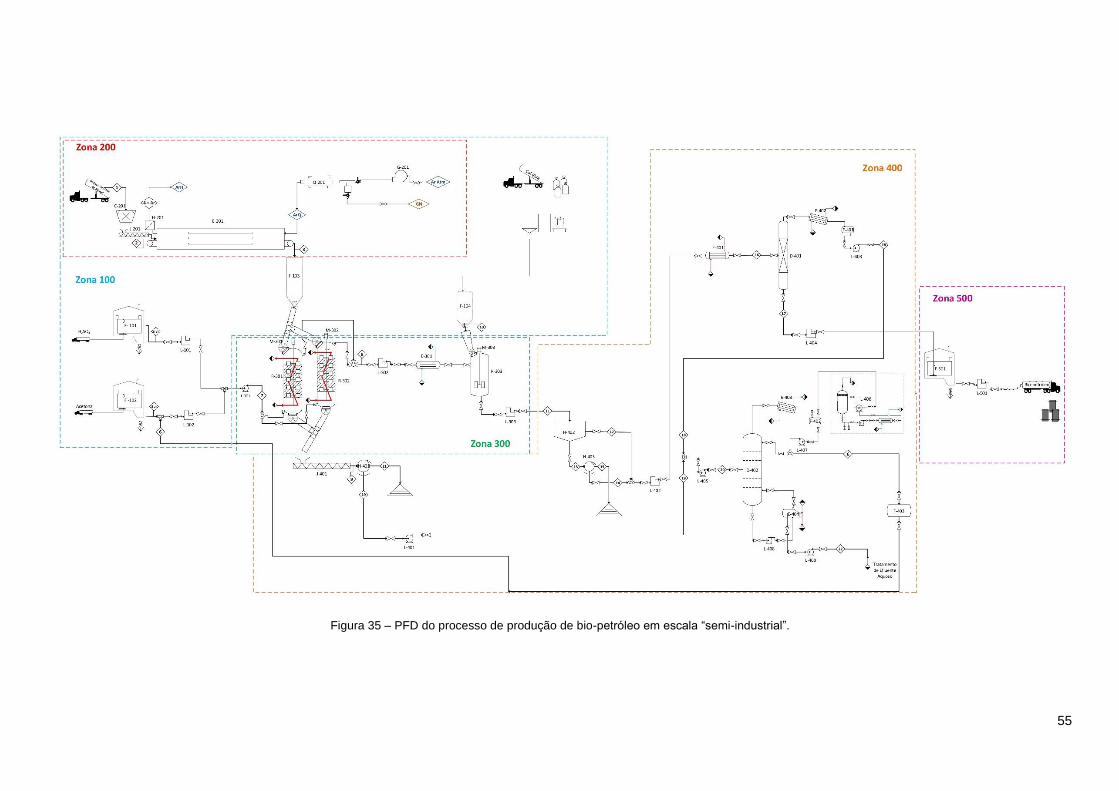
55
Figura 35 – PFD do processo de produção de bio-petróleo em escala “semi-industrial”.
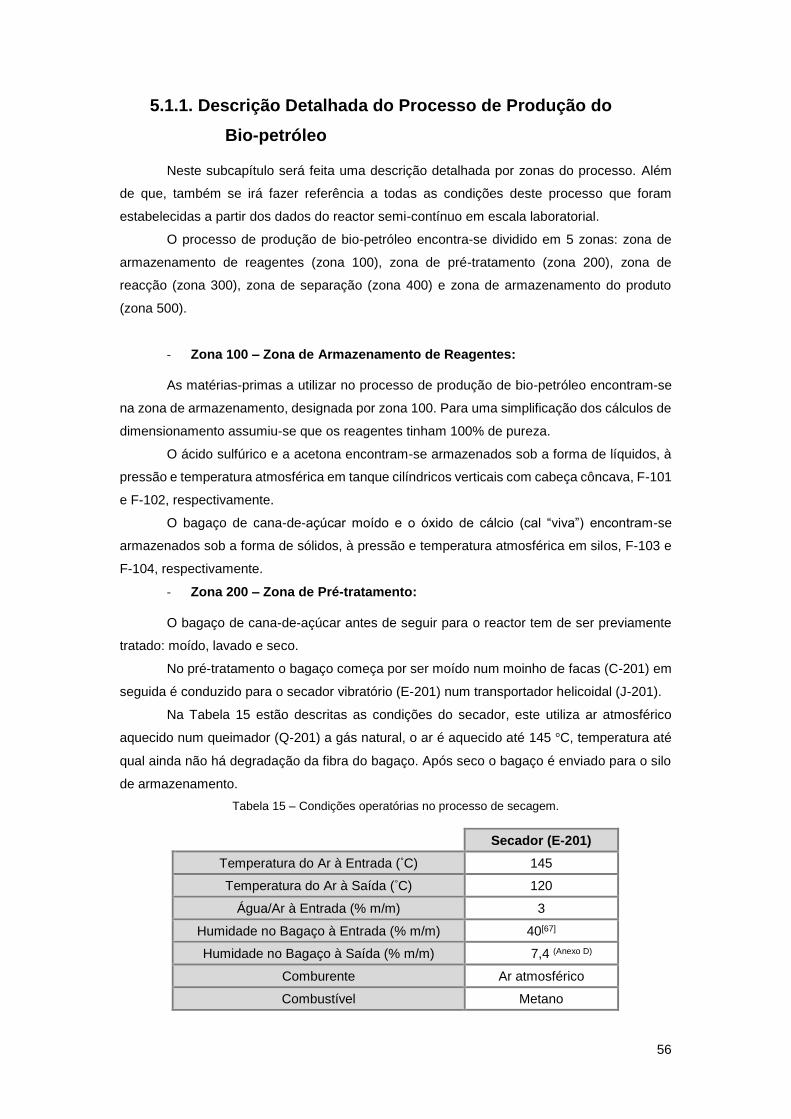
56
5.1.1. Descrição Detalhada do Processo de Produção do
Bio-petróleo
Neste subcapítulo será feita uma descrição detalhada por zonas do processo. Além
de que, também se irá fazer referência a todas as condições deste processo que foram
estabelecidas a partir dos dados do reactor semi-contínuo em escala laboratorial.
O processo de produção de bio-petróleo encontra-se dividido em 5 zonas: zona de
armazenamento de reagentes (zona 100), zona de pré-tratamento (zona 200), zona de
reacção (zona 300), zona de separação (zona 400) e zona de armazenamento do produto
(zona 500).
- Zona 100 – Zona de Armazenamento de Reagentes:
As matérias-primas a utilizar no processo de produção de bio-petróleo encontram-se
na zona de armazenamento, designada por zona 100. Para uma simplificação dos cálculos de
dimensionamento assumiu-se que os reagentes tinham 100% de pureza.
O ácido sulfúrico e a acetona encontram-se armazenados sob a forma de líquidos, à
pressão e temperatura atmosférica em tanque cilíndricos verticais com cabeça côncava, F-101
e F-102, respectivamente.
O bagaço de cana-de-açúcar moído e o óxido de cálcio (cal “viva”) encontram-se
armazenados sob a forma de sólidos, à pressão e temperatura atmosférica em silos, F-103 e
F-104, respectivamente.
- Zona 200 – Zona de Pré-tratamento:
O bagaço de cana-de-açúcar antes de seguir para o reactor tem de ser previamente
tratado: moído, lavado e seco.
No pré-tratamento o bagaço começa por ser moído num moinho de facas (C-201) em
seguida é conduzido para o secador vibratório (E-201) num transportador helicoidal (J-201).
Na Tabela 15 estão descritas as condições do secador, este utiliza ar atmosférico
aquecido num queimador (Q-201) a gás natural, o ar é aquecido até 145 °C, temperatura até
qual ainda não há degradação da fibra do bagaço. Após seco o bagaço é enviado para o silo
de armazenamento.
Tabela 15 – Condições operatórias no processo de secagem.
Secador (E-201)
Temperatura do Ar à Entrada (°C) 145
Temperatura do Ar à Saída (°C) 120
Água/Ar à Entrada (% m/m) 3
Humidade no Bagaço à Entrada (% m/m) 40[67]
Humidade no Bagaço à Saída (% m/m) 7,4 (Anexo D)
Comburente Ar atmosférico
Combustível Metano
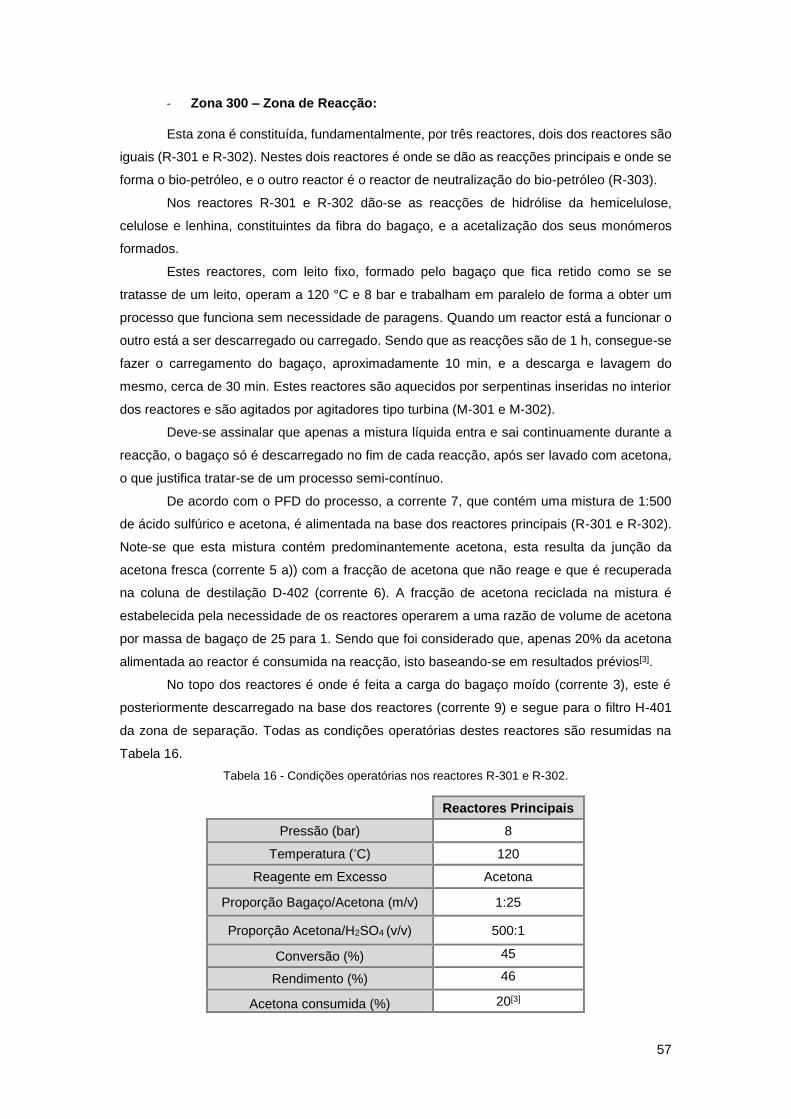
57
- Zona 300 – Zona de Reacção:
Esta zona é constituída, fundamentalmente, por três reactores, dois dos reactores são
iguais (R-301 e R-302). Nestes dois reactores é onde se dão as reacções principais e onde se
forma o bio-petróleo, e o outro reactor é o reactor de neutralização do bio-petróleo (R-303).
Nos reactores R-301 e R-302 dão-se as reacções de hidrólise da hemicelulose,
celulose e lenhina, constituintes da fibra do bagaço, e a acetalização dos seus monómeros
formados.
Estes reactores, com leito fixo, formado pelo bagaço que fica retido como se se
tratasse de um leito, operam a 120 °C e 8 bar e trabalham em paralelo de forma a obter um
processo que funciona sem necessidade de paragens. Quando um reactor está a funcionar o
outro está a ser descarregado ou carregado. Sendo que as reacções são de 1 h, consegue-se
fazer o carregamento do bagaço, aproximadamente 10 min, e a descarga e lavagem do
mesmo, cerca de 30 min. Estes reactores são aquecidos por serpentinas inseridas no interior
dos reactores e são agitados por agitadores tipo turbina (M-301 e M-302).
Deve-se assinalar que apenas a mistura líquida entra e sai continuamente durante a
reacção, o bagaço só é descarregado no fim de cada reacção, após ser lavado com acetona,
o que justifica tratar-se de um processo semi-contínuo.
De acordo com o PFD do processo, a corrente 7, que contém uma mistura de 1:500
de ácido sulfúrico e acetona, é alimentada na base dos reactores principais (R-301 e R-302).
Note-se que esta mistura contém predominantemente acetona, esta resulta da junção da
acetona fresca (corrente 5 a)) com a fracção de acetona que não reage e que é recuperada
na coluna de destilação D-402 (corrente 6). A fracção de acetona reciclada na mistura é
estabelecida pela necessidade de os reactores operarem a uma razão de volume de acetona
por massa de bagaço de 25 para 1. Sendo que foi considerado que, apenas 20% da acetona
alimentada ao reactor é consumida na reacção, isto baseando-se em resultados prévios[3].
No topo dos reactores é onde é feita a carga do bagaço moído (corrente 3), este é
posteriormente descarregado na base dos reactores (corrente 9) e segue para o filtro H-401
da zona de separação. Todas as condições operatórias destes reactores são resumidas na
Tabela 16.
Tabela 16 - Condições operatórias nos reactores R-301 e R-302.
Reactores Principais
Pressão (bar) 8
Temperatura (°C) 120
Reagente em Excesso Acetona
Proporção Bagaço/Acetona (m/v) 1:25
Proporção Acetona/H2SO4 (v/v) 500:1
Conversão (%) 45
Rendimento (%) 46
Acetona consumida (%) 20[3]
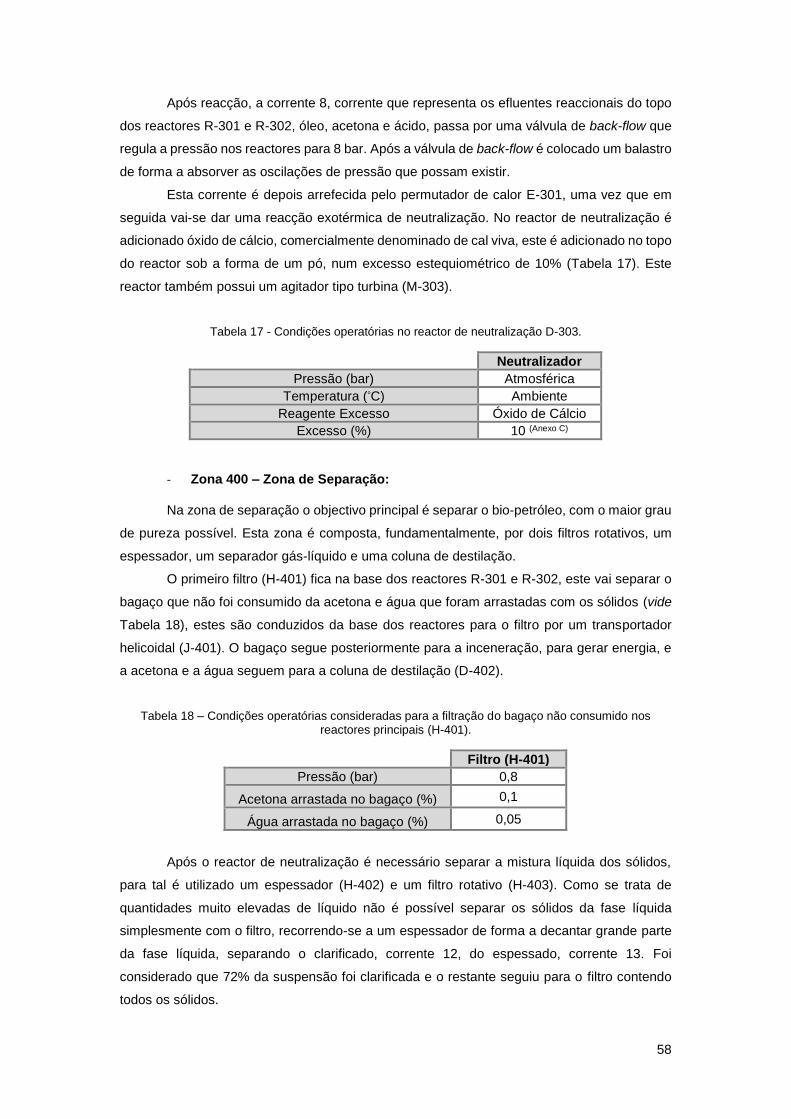
58
Após reacção, a corrente 8, corrente que representa os efluentes reaccionais do topo
dos reactores R-301 e R-302, óleo, acetona e ácido, passa por uma válvula de back-flow que
regula a pressão nos reactores para 8 bar. Após a válvula de back-flow é colocado um balastro
de forma a absorver as oscilações de pressão que possam existir.
Esta corrente é depois arrefecida pelo permutador de calor E-301, uma vez que em
seguida vai-se dar uma reacção exotérmica de neutralização. No reactor de neutralização é
adicionado óxido de cálcio, comercialmente denominado de cal viva, este é adicionado no topo
do reactor sob a forma de um pó, num excesso estequiométrico de 10% (Tabela 17). Este
reactor também possui um agitador tipo turbina (M-303).
Tabela 17 - Condições operatórias no reactor de neutralização D-303.
Neutralizador
Pressão (bar) Atmosférica
Temperatura (°C) Ambiente
Reagente Excesso Óxido de Cálcio
Excesso (%) 10 (Anexo C)
- Zona 400 – Zona de Separação:
Na zona de separação o objectivo principal é separar o bio-petróleo, com o maior grau
de pureza possível. Esta zona é composta, fundamentalmente, por dois filtros rotativos, um
espessador, um separador gás-líquido e uma coluna de destilação.
O primeiro filtro (H-401) fica na base dos reactores R-301 e R-302, este vai separar o
bagaço que não foi consumido da acetona e água que foram arrastadas com os sólidos (vide
Tabela 18), estes são conduzidos da base dos reactores para o filtro por um transportador
helicoidal (J-401). O bagaço segue posteriormente para a inceneração, para gerar energia, e
a acetona e a água seguem para a coluna de destilação (D-402).
Tabela 18 – Condições operatórias consideradas para a filtração do bagaço não consumido nos reactores principais (H-401).
Filtro (H-401)
Pressão (bar) 0,8
Acetona arrastada no bagaço (%) 0,1
Água arrastada no bagaço (%) 0,05
Após o reactor de neutralização é necessário separar a mistura líquida dos sólidos,
para tal é utilizado um espessador (H-402) e um filtro rotativo (H-403). Como se trata de
quantidades muito elevadas de líquido não é possível separar os sólidos da fase líquida
simplesmente com o filtro, recorrendo-se a um espessador de forma a decantar grande parte
da fase líquida, separando o clarificado, corrente 12, do espessado, corrente 13. Foi
considerado que 72% da suspensão foi clarificada e o restante seguiu para o filtro contendo
todos os sólidos.
59
O espessado transportado para o filtro, este opera a uma pressão de 0,7 bar. Neste
filtro rotativo é separado em sólidos, óxido de cálcio que não reagiu e o sulfato de cálcio
produzido (corrente 15) e fase líquida, bio-petróleo, acetona e água (corrente 14). A corrente
13 e 14 unem-se e seguem para a coluna flash D-401, onde todo o bio-petróleo (corrente 17)
é separado da água e da acetona (corrente 18).
Por fim, separa-se toda a água (corrente 22) da acetona (corrente 6) numa coluna de
destilação (D-402) a vácuo. Sendo que se impõe um vácuo de 0,6 bar, no PFD pode-se ver o
sistema da bomba de anel líquido, L-406. Como já foi dito na zona 300, a acetona é reciclada
aos reactores principais (R-301 e R-302), com o intuito de se aumentar a produção de bio-
petróleo. Todavia, de forma a assegurar a qualidade da acetona que é reciclada, existe um
tanque de equalização, F-403, entre o destilado da coluna D-402, e a válvula de mistura com
corrente fresca de acetona.
Nesta primeira aproximação ao processo de fabrico do bio-petróleo foi assumido que
as separações nas duas colunas, D-401 e D-402, são perfeitas, isto é, na coluna D-401
admitiu-se que na coluna de gás-líquido se consegue separar todo o bio-petróleo da água e
acetona, obtendo-se assim um bio-petróleo com uma especificação de 100% de pureza. Tal
como na coluna D-401, na D-402 considerou-se que se obtém uma acetona reciclada com um
grau de pureza de 100%. Sabe-se que tanto na primeira separação, como na segunda nunca
se conseguiriam chegar a estas purezas, mas trata-se de uma aproximação preliminar obtida
com o auxílio do software Apen Plus V8.4 (Anexo E).
- Zona 500 – Zona de Armazenamento de Produto:
O produto final, bio-petróleo, obtido na corrente de destilado da coluna D-401 (corrente
17), é armazenado no tanque F-501 no estado líquido, à pressão atmosférica e à temperatura
ambiente.
5.1.2. Capacidade e Pressupostos do Balanço de Massa do
Processo de Produção do Bio-petróleo
Habitualmente, quando se vai determinar vários dados para a avaliação do processo
de produção, tal como preço de mercado do produto e capacidade fabril, faz-se uma análise
de mercado do preço a que é actualmente vendido e das capacidades fabris já existentes, mas
como este é um produto novo tais dados não estão disponíveis. Por esta razão, decidiu-se
assumir como ponto de partida para a avaliação económica desta planta piloto uma
capacidade de produção diária de 3 toneladas de bio-petróleo, uma dimensão razoável para
uma fábrica piloto e concebível do ponto de vista da rentabilidade.
A partir desta informação pode-se reiterar a capacidade do processo, para isso são
necessários dois dados: a produção anual e a taxa de ocupação. Se num dia se produzem 3
ton/dia, em um ano de produção iriam-se produzir 1 quilotonelada. Obteve-se este valor tendo
em conta que a fábrica está a produzir 24h por dia, 335 dias por ano, uma vez que se tem de
60
subtrair os dias em que se faz a paragem e arranque (1 mês). Como a taxa de ocupação
média, para os anos iniciais, é de 80%, a capacidade de projecto da fábrica rondará as 1,3
kton/ano.
No entanto, para uma fábrica deste tipo trata-se de um valor muito baixo, mas,
novamente, tem que se ter em conta que o processo total ainda não foi testado e que este é
um produto novo no mercado, estes cálculos e considerações são apenas de um conceito
inicial.
Contudo, caso se queiram efectuar cálculos futuros do custo de aumento de produção,
como a variação do investimento não é linear, não é necessário repetir-se de raiz todos os
cálculos e refazer todo o dimensionamento de equipamentos. Isto porque, por exemplo, se se
duplicar a quantidade de bio-petróleo produzida, não se vai duplicar o custo do investimento
total. Vai-se ter em conta a equação ( 6 ), a regra de Williams aplicada à indústria química
(n=0,7[69]). Devido a isto os cálculos futuros para o aumento da produção ficam muito
simplificados, exemplifica-se o cálculo na equação seguinte,
Antes de ser apresentar o balanço de massa do processo vão-se resumir todos os
pressupostos deste, alguns deles já referidos no subcapítulo anterior. Em seguida enumeram-
se os pressupostos:
Armazenamento de Reagentes (zona 100):
- Assumiu-se que os reagentes tinham 100% de pureza.
Pré-tratamento (zona 200):
- O bagaço inicial continha 40% de humidade[67];
- O bagaço seco detinha 7,4 % de humidade[68] (vide Anexo D);
- No secador a temperatura do ar à entrada são 145 °C e à saída são 120 °C;
- O ar atmosférico aquecido continha 3% de água à entrada no secador;
- No queimador o comburente utilizado foi o ar atmosférico e o combustível foi o
metano.
Reactores Principais (zona 300):
- Os reactores operam a 120 °C e 8 bar;
- A razão massa/volume de Bagaço/Acetona é de 1:25;
- A razão volumétrica de alimentação Acetona/Ácido sulfúrico é de 500:1;
- A conversão do bagaço é de 45%;
- O rendimento do bio-petróleo produzido é de 46%;
- A acetona incorporada no bio-petróleo equivale a 20% (m/m) do bio-petróleo
produzido[3];
Investimento Totalix=𝑖0,7×Investimento Totalx ( 7 )
61
- A solubilidade da água na acetona foi considerada desprezável;
- A água que se consome na hidrólise é considerada equivalente à que se forma na
acetalização, por isso assume-se que a quantidade de água contida no bagaço é
a mesma quantidade de água que sai no efluente do reactor;
- O bagaço após reacção arrasta 0,1% de acetona e 0,05% de água.
Reactor de Neutralização (zona 300):
- O reactor opera a pressão atmosférica e a temperatura ambiente;
- A quantidade de água formada na neutralização é estequiométrica;
- O óxido de cálcio é adicionado com 10% de excesso.
Filtração do Bagaço não Consumido (zona 400):
- O filtro rotacional opera a 0,8 bar;
- Consegue-se separar 100% do bagaço da água e da acetona (apesar de nas
matérias-primas nem se terem contabilizado substâncias que ajudam a filtração,
tais como terras diatomáceas, estas funcionam como meio filtrante, melhorando
assim a retenção de sólidos suspensos);
- Não existem perdas de água ou acetona por evaporação.
Separação dos Sólidos da Neutralização (zona 400):
- No espessador assumiu-se que 72% da suspensão é clarificada e que esta fase
não contém nenhum sólido (no entanto, não foram consideradas quaisquer
substâncias que ajudassem a diminuir o tempo de clarificação e sedimentação, os
compostos floculantes);
- O filtro rotacional opera a 0,7 bar;
- No filtro consegue-se separar 100% dos sólidos (óxido de cálcio e sulfato de
cálcio) da água, acetona e bio-petróleo;
- Não existem perdas de água ou acetona por evaporação;
Separador Gás-líquido (zona 400):
- O separador tem um permutador de calor que o antecede e que aquece toda a
mistura até 75 °C[63];
- Separa-se 100% do bio-petróleo na base da coluna e 100% da acetona e água sai
no topo.
Coluna de Destilação a vácuo (zona 400) (Anexo E):
- O sistema da bomba de anel líquido produz um vácuo de 0,6 bar;
- Na destilação obtém-se no topo da coluna uma acetona com 100% de pureza, que
é posteriormente reciclada aos reactores principais.
-

62
Após se ter enunciado a estratégia de resolução adoptada pôde-se elaborar o balanço
de massa de todo o processo (Tabela 19). Note-se que, PFD e o respectivo balanço de massa
encontram-se em anexo num desdobrável A3 (Anexo E).
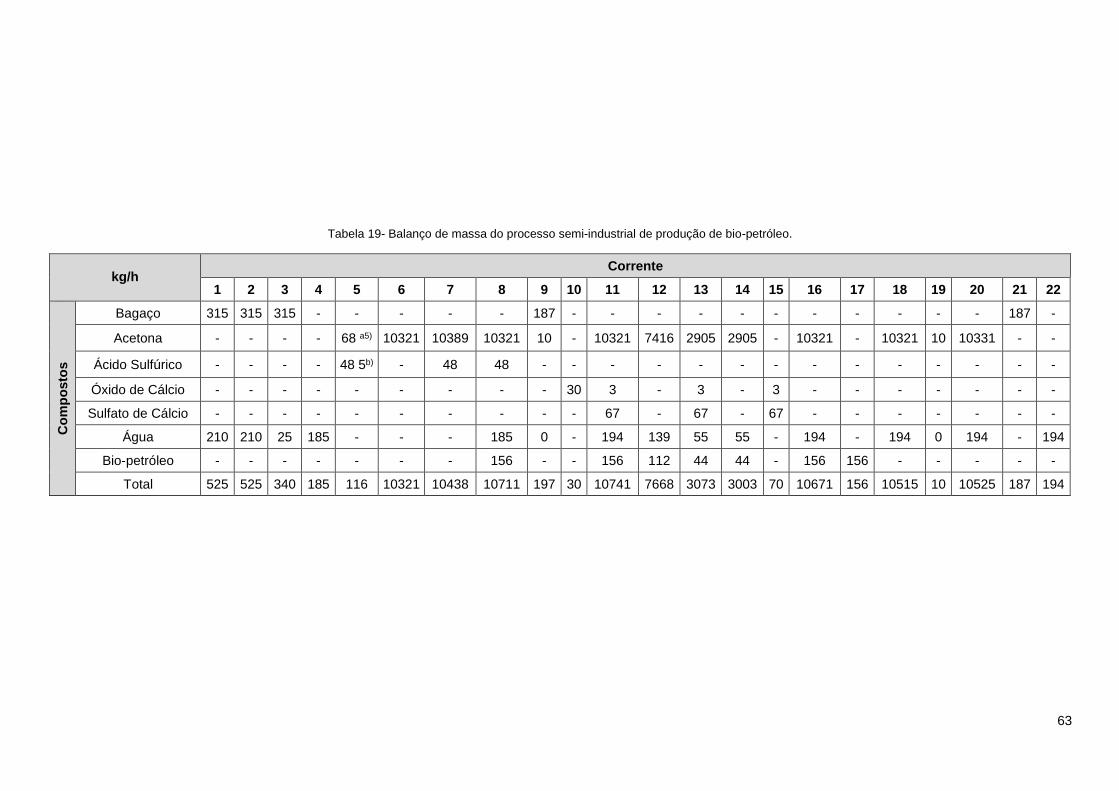
63
Tabela 19- Balanço de massa do processo semi-industrial de produção de bio-petróleo.
kg/h Corrente
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
Co
mp
osto
s
Bagaço 315 315 315 - - - - - 187 - - - - - - - - - - - 187 -
Acetona - - - - 68 a5) 10321 10389 10321 10 - 10321 7416 2905 2905 - 10321 - 10321 10 10331 - -
Ácido Sulfúrico - - - - 48 5b) - 48 48 - - - - - - - - - - - - - -
Óxido de Cálcio - - - - - - - - - 30 3 - 3 - 3 - - - - - - -
Sulfato de Cálcio - - - - - - - - - - 67 - 67 - 67 - - - - - - -
Água 210 210 25 185 - - - 185 0 - 194 139 55 55 - 194 - 194 0 194 - 194
Bio-petróleo - - - - - - - 156 - - 156 112 44 44 - 156 156 - - - - -
Total 525 525 340 185 116 10321 10438 10711 197 30 10741 7668 3073 3003 70 10671 156 10515 10 10525 187 194
64
5.2. Dimensionamento do Equipamento
O objectivo deste capítulo não foi fazer um dimensionamento minucioso de todos os
equipamentos, mas sim determinar as dimensões fundamentais para a determinação do custo
do equipamento base. Vai-se fazer uma pequena introdução de alguns pontos importantes
para se executar o dimensionamento de equipamento, todavia neste capítulo não se vai
apresentar as condições e materiais utilizados em cada equipamento.
5.2.1. Localização e Clima
Relativamente à localização da fábrica em estudo, este projecto foi dimensionado para
a implantação de uma unidade piloto no Brasil. É no Brasil onde se encontra a matéria-prima
mais barata, sendo o maior produtor de açúcar no mundo.
A localização escolhida foi fortemente condicionada pela localização da biomassa, isto
devido à dificuldade do seu transporte, posto isto foi-se determinar quais as regiões onde existe
a maior plantação de cana-de-açúcar, estas são a zona da Mata, na região Nordeste, e no
estado de São Paulo, na região Sudeste[70].
Concluiu-se que a localização mais favorável seria Igarassu, no estado de
Pernambuco. Neste local existe uma unidade industrial de produção de açúcar, São José
Igarassu, que também possui uma rede de vapor industrial[71].
Além disso este possui grande quantidade de costa com acesso portuário e o clima é
favorável. A exportação é feita pelo porto internacional Suape, ficando a menos de 90 km da
localização, o mais moderno do país. O porto possui uma localização estratégica em relação
às principais rotas marítimas, nomeadamente para a Europa e Estados Unidos da América.
Este também possui acessos, rodoviário e ferroviário, e possui infra-estruturas de apoio e
fornecimento de gás natural, energia eléctrica, água bruta e água tratada[72].
Quando se faz o dimensionamento de equipamentos é muito importante saber qual o
clima, com esta informação pode-se determinar a gama de temperaturas utilizadas no
dimensionamento dos equipamentos com laboração à temperatura ambiente.
5.2.2. Materiais de Construção
A escolha dos materiais para os equipamentos teve por base os seguintes critérios:
resistência mecânica e química; função operacional e preço.
Visto que não são utilizadas temperaturas ou pressões operacionais muito elevadas
(a temperatura e pressão máximas em todo o processo são 120 °C e 8 bar) a escolha dos
materiais de construção dos equipamentos não fica impreterivelmente dependente destes
valores.
Todavia, no processo está presente o ácido sulfúrico e o hidróxido de cálcio, o que
resulta na utilização de materiais mais resistentes e consequentemente mais caros. Foi, por
isso, obrigatório escolher como material de construção o aço inoxidável 316 nos equipamentos
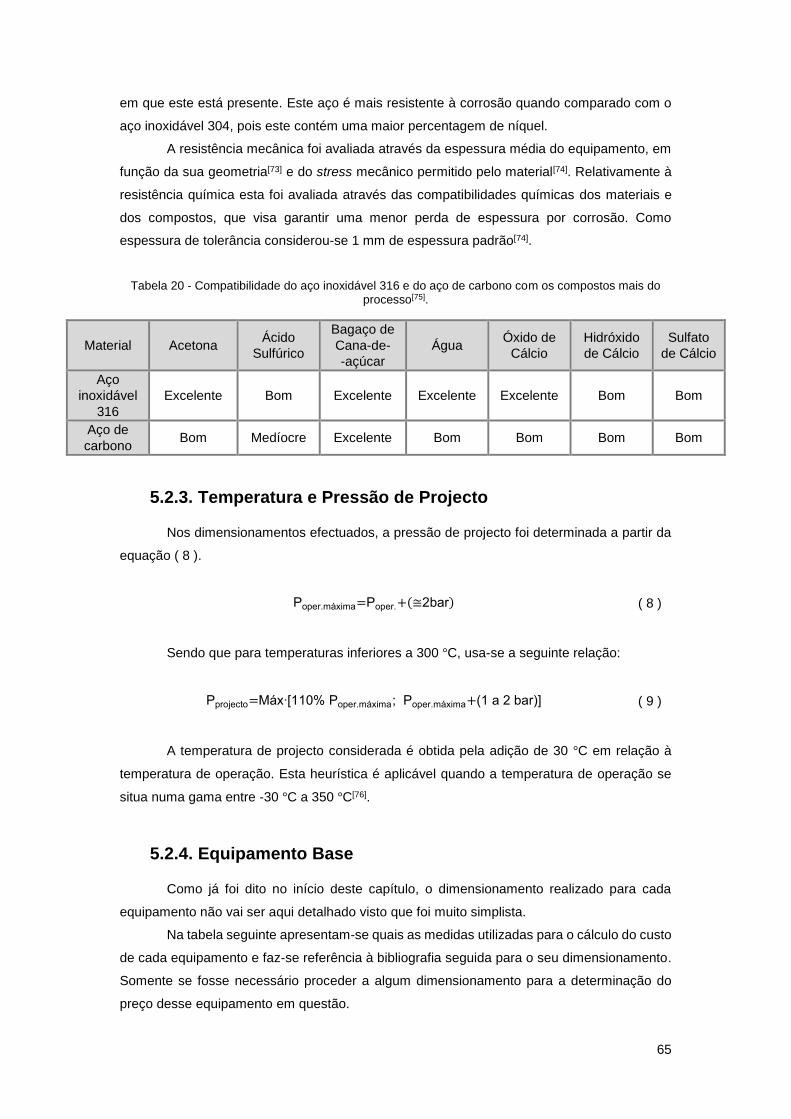
65
em que este está presente. Este aço é mais resistente à corrosão quando comparado com o
aço inoxidável 304, pois este contém uma maior percentagem de níquel.
A resistência mecânica foi avaliada através da espessura média do equipamento, em
função da sua geometria[73] e do stress mecânico permitido pelo material[74]. Relativamente à
resistência química esta foi avaliada através das compatibilidades químicas dos materiais e
dos compostos, que visa garantir uma menor perda de espessura por corrosão. Como
espessura de tolerância considerou-se 1 mm de espessura padrão[74].
Tabela 20 - Compatibilidade do aço inoxidável 316 e do aço de carbono com os compostos mais do processo[75].
Material Acetona Ácido
Sulfúrico
Bagaço de
Cana-de-
-açúcar
Água Óxido de
Cálcio
Hidróxido
de Cálcio
Sulfato
de Cálcio
Aço
inoxidável
316
Excelente Bom Excelente Excelente Excelente Bom Bom
Aço de
carbono Bom Medíocre Excelente Bom Bom Bom Bom
5.2.3. Temperatura e Pressão de Projecto
Nos dimensionamentos efectuados, a pressão de projecto foi determinada a partir da
equação ( 8 ).
Sendo que para temperaturas inferiores a 300 °C, usa-se a seguinte relação:
A temperatura de projecto considerada é obtida pela adição de 30 °C em relação à
temperatura de operação. Esta heurística é aplicável quando a temperatura de operação se
situa numa gama entre -30 °C a 350 °C[76].
5.2.4. Equipamento Base
Como já foi dito no início deste capítulo, o dimensionamento realizado para cada
equipamento não vai ser aqui detalhado visto que foi muito simplista.
Na tabela seguinte apresentam-se quais as medidas utilizadas para o cálculo do custo
de cada equipamento e faz-se referência à bibliografia seguida para o seu dimensionamento.
Somente se fosse necessário proceder a algum dimensionamento para a determinação do
preço desse equipamento em questão.
Poper.máxima=Poper.+(≅2bar) ( 8 )
Pprojecto=Máx∙[110% Poper.máxima; Poper.máxima+(1 a 2 bar)] ( 9 )
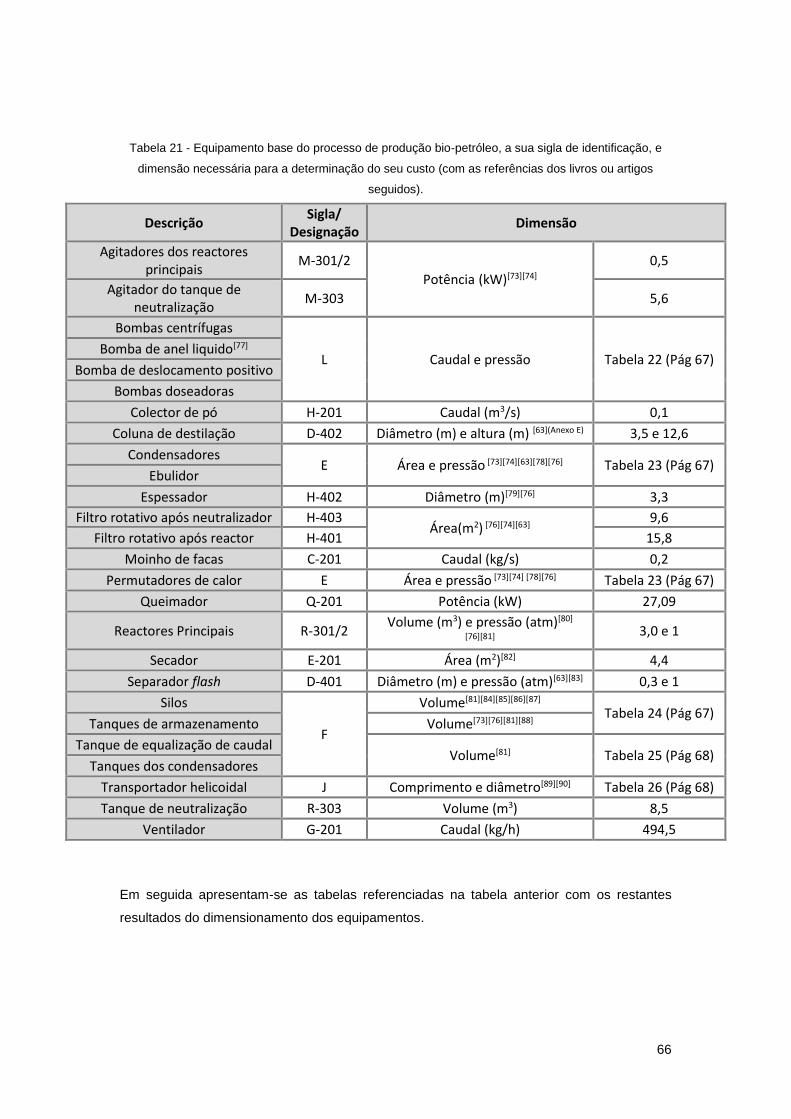
66
Tabela 21 - Equipamento base do processo de produção bio-petróleo, a sua sigla de identificação, e
dimensão necessária para a determinação do seu custo (com as referências dos livros ou artigos
seguidos).
Descrição Sigla/
Designação Dimensão
Agitadores dos reactores principais
M-301/2
Potência (kW)[73][74]
0,5
Agitador do tanque de neutralização
M-303 5,6
Bombas centrífugas
L Caudal e pressão Tabela 22 (Pág 67) Bomba de anel liquido[77]
Bomba de deslocamento positivo
Bombas doseadoras
Colector de pó H-201 Caudal (m3/s) 0,1
Coluna de destilação D-402 Diâmetro (m) e altura (m) [63](Anexo E) 3,5 e 12,6
Condensadores E Área e pressão [73][74][63][78][76] Tabela 23 (Pág 67)
Ebulidor
Espessador H-402 Diâmetro (m)[79][76] 3,3
Filtro rotativo após neutralizador H-403 Área(m2) [76][74][63]
9,6
Filtro rotativo após reactor H-401 15,8
Moinho de facas C-201 Caudal (kg/s) 0,2
Permutadores de calor E Área e pressão [73][74] [78][76] Tabela 23 (Pág 67)
Queimador Q-201 Potência (kW) 27,09
Reactores Principais R-301/2 Volume (m3) e pressão (atm)[80]
[76][81] 3,0 e 1
Secador E-201 Área (m2)[82] 4,4
Separador flash D-401 Diâmetro (m) e pressão (atm)[63][83] 0,3 e 1
Silos
F
Volume[81][84][85][86][87] Tabela 24 (Pág 67)
Tanques de armazenamento Volume[73][76][81][88]
Tanque de equalização de caudal Volume[81] Tabela 25 (Pág 68)
Tanques dos condensadores
Transportador helicoidal J Comprimento e diâmetro[89][90] Tabela 26 (Pág 68)
Tanque de neutralização R-303 Volume (m3) 8,5
Ventilador G-201 Caudal (kg/h) 494,5
Em seguida apresentam-se as tabelas referenciadas na tabela anterior com os restantes
resultados do dimensionamento dos equipamentos.
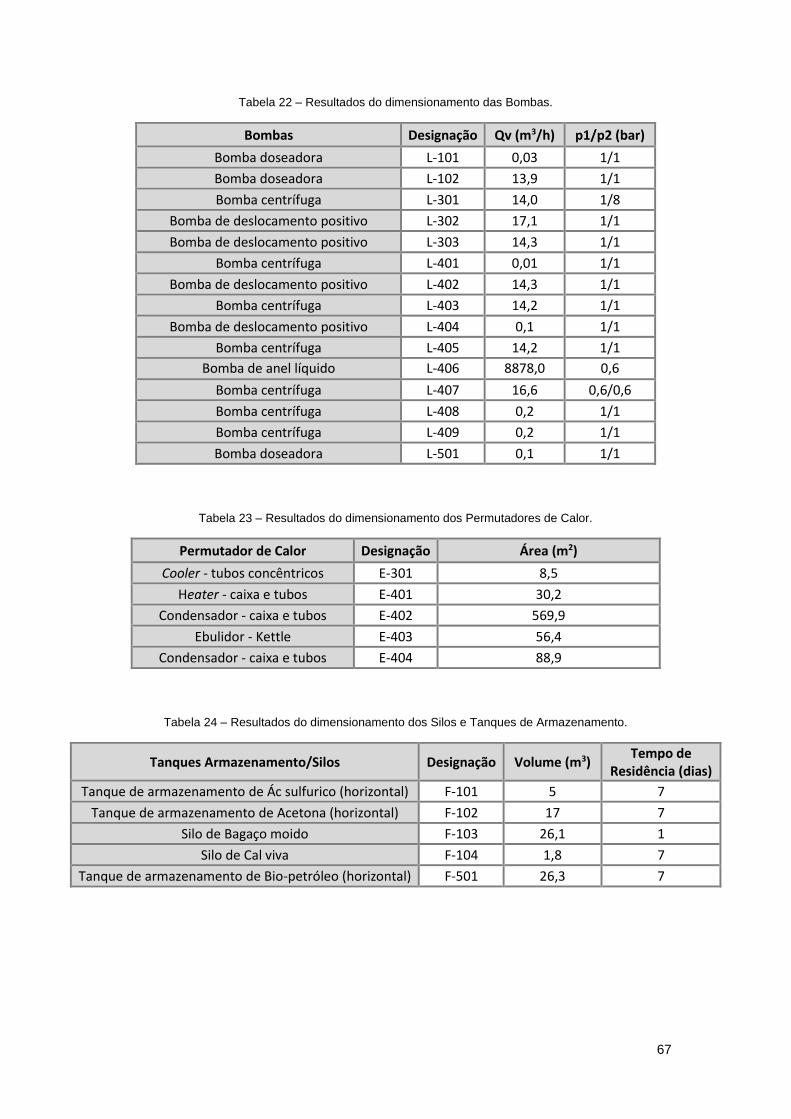
67
Tabela 22 – Resultados do dimensionamento das Bombas.
Bombas Designação Qv (m3/h) p1/p2 (bar)
Bomba doseadora L-101 0,03 1/1
Bomba doseadora L-102 13,9 1/1
Bomba centrífuga L-301 14,0 1/8
Bomba de deslocamento positivo L-302 17,1 1/1
Bomba de deslocamento positivo L-303 14,3 1/1
Bomba centrífuga L-401 0,01 1/1
Bomba de deslocamento positivo L-402 14,3 1/1
Bomba centrífuga L-403 14,2 1/1
Bomba de deslocamento positivo L-404 0,1 1/1
Bomba centrífuga L-405 14,2 1/1
Bomba de anel líquido L-406 8878,0 0,6
Bomba centrífuga L-407 16,6 0,6/0,6
Bomba centrífuga L-408 0,2 1/1
Bomba centrífuga L-409 0,2 1/1
Bomba doseadora L-501 0,1 1/1
Tabela 23 – Resultados do dimensionamento dos Permutadores de Calor.
Permutador de Calor Designação Área (m2)
Cooler - tubos concêntricos E-301 8,5
Heater - caixa e tubos E-401 30,2
Condensador - caixa e tubos E-402 569,9
Ebulidor - Kettle E-403 56,4
Condensador - caixa e tubos E-404 88,9
Tabela 24 – Resultados do dimensionamento dos Silos e Tanques de Armazenamento.
Tanques Armazenamento/Silos Designação Volume (m3) Tempo de
Residência (dias)
Tanque de armazenamento de Ác sulfurico (horizontal) F-101 5 7
Tanque de armazenamento de Acetona (horizontal) F-102 17 7
Silo de Bagaço moido F-103 26,1 1
Silo de Cal viva F-104 1,8 7
Tanque de armazenamento de Bio-petróleo (horizontal) F-501 26,3 7
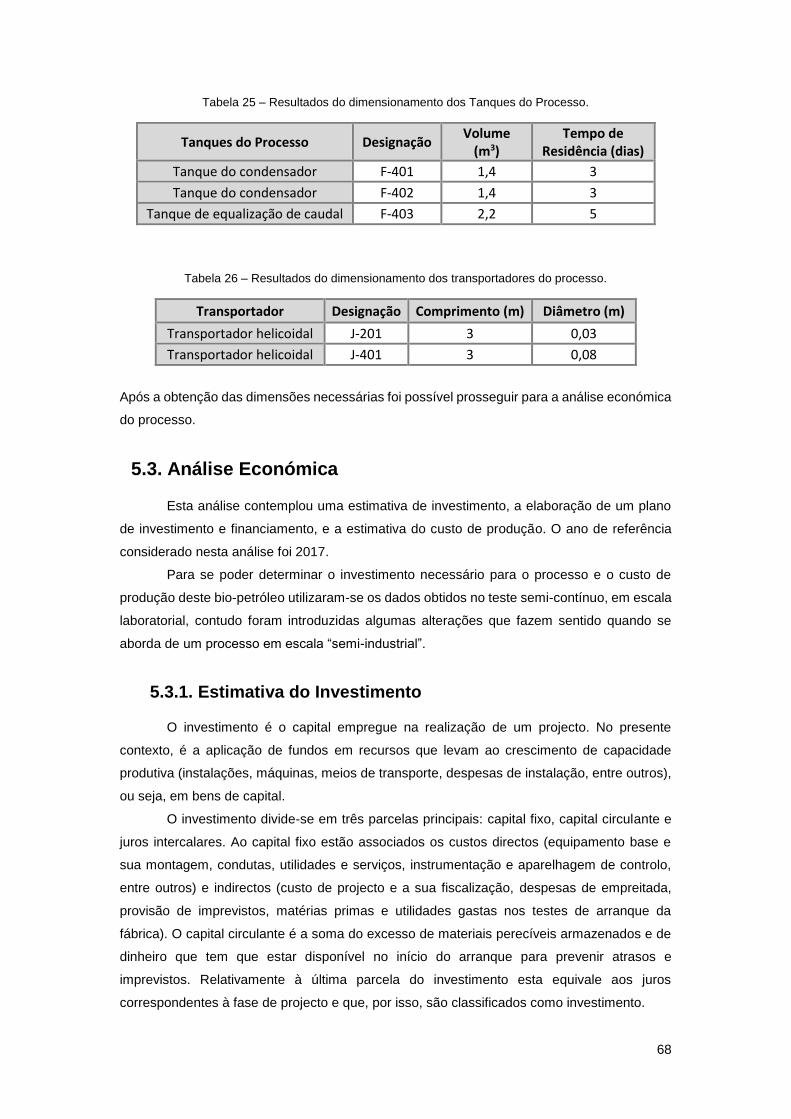
68
Tabela 25 – Resultados do dimensionamento dos Tanques do Processo.
Tanques do Processo Designação Volume
(m3) Tempo de
Residência (dias)
Tanque do condensador F-401 1,4 3
Tanque do condensador F-402 1,4 3
Tanque de equalização de caudal F-403 2,2 5
Tabela 26 – Resultados do dimensionamento dos transportadores do processo.
Transportador Designação Comprimento (m) Diâmetro (m)
Transportador helicoidal J-201 3 0,03
Transportador helicoidal J-401 3 0,08
Após a obtenção das dimensões necessárias foi possível prosseguir para a análise económica
do processo.
5.3. Análise Económica
Esta análise contemplou uma estimativa de investimento, a elaboração de um plano
de investimento e financiamento, e a estimativa do custo de produção. O ano de referência
considerado nesta análise foi 2017.
Para se poder determinar o investimento necessário para o processo e o custo de
produção deste bio-petróleo utilizaram-se os dados obtidos no teste semi-contínuo, em escala
laboratorial, contudo foram introduzidas algumas alterações que fazem sentido quando se
aborda de um processo em escala “semi-industrial”.
5.3.1. Estimativa do Investimento
O investimento é o capital empregue na realização de um projecto. No presente
contexto, é a aplicação de fundos em recursos que levam ao crescimento de capacidade
produtiva (instalações, máquinas, meios de transporte, despesas de instalação, entre outros),
ou seja, em bens de capital.
O investimento divide-se em três parcelas principais: capital fixo, capital circulante e
juros intercalares. Ao capital fixo estão associados os custos directos (equipamento base e
sua montagem, condutas, utilidades e serviços, instrumentação e aparelhagem de controlo,
entre outros) e indirectos (custo de projecto e a sua fiscalização, despesas de empreitada,
provisão de imprevistos, matérias primas e utilidades gastas nos testes de arranque da
fábrica). O capital circulante é a soma do excesso de materiais perecíveis armazenados e de
dinheiro que tem que estar disponível no início do arranque para prevenir atrasos e
imprevistos. Relativamente à última parcela do investimento esta equivale aos juros
correspondentes à fase de projecto e que, por isso, são classificados como investimento.
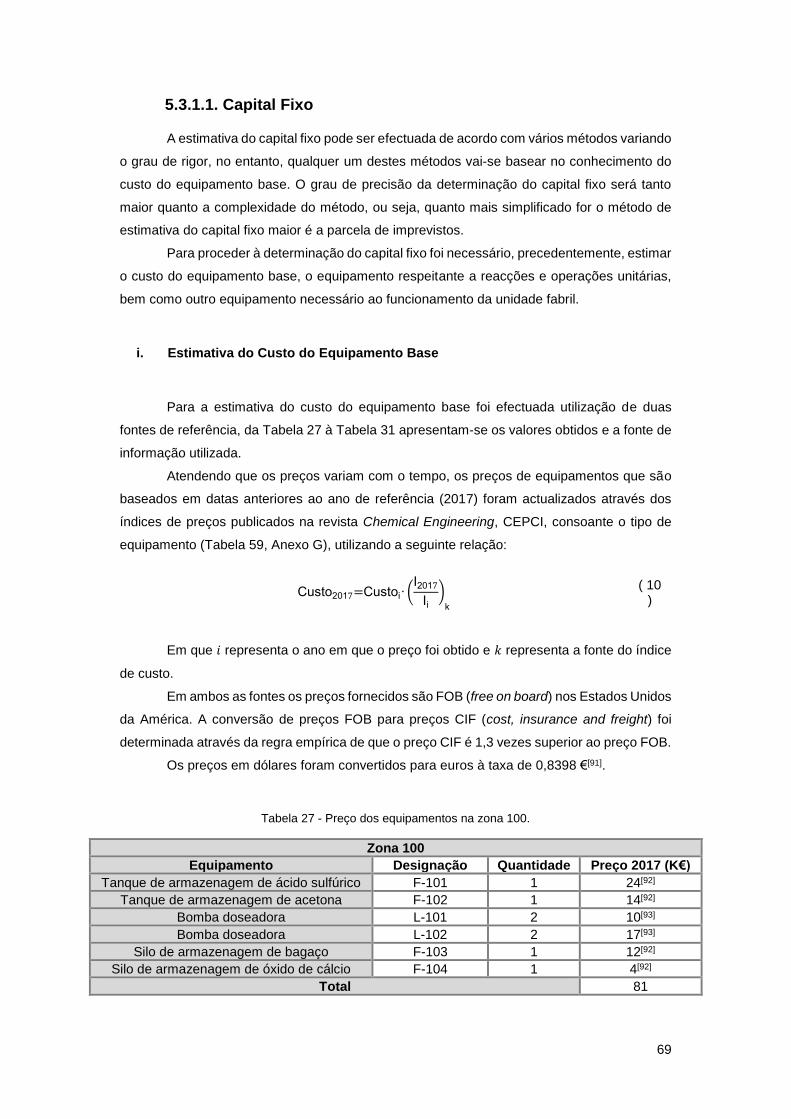
69
5.3.1.1. Capital Fixo
A estimativa do capital fixo pode ser efectuada de acordo com vários métodos variando
o grau de rigor, no entanto, qualquer um destes métodos vai-se basear no conhecimento do
custo do equipamento base. O grau de precisão da determinação do capital fixo será tanto
maior quanto a complexidade do método, ou seja, quanto mais simplificado for o método de
estimativa do capital fixo maior é a parcela de imprevistos.
Para proceder à determinação do capital fixo foi necessário, precedentemente, estimar
o custo do equipamento base, o equipamento respeitante a reacções e operações unitárias,
bem como outro equipamento necessário ao funcionamento da unidade fabril.
i. Estimativa do Custo do Equipamento Base
Para a estimativa do custo do equipamento base foi efectuada utilização de duas
fontes de referência, da Tabela 27 à Tabela 31 apresentam-se os valores obtidos e a fonte de
informação utilizada.
Atendendo que os preços variam com o tempo, os preços de equipamentos que são
baseados em datas anteriores ao ano de referência (2017) foram actualizados através dos
índices de preços publicados na revista Chemical Engineering, CEPCI, consoante o tipo de
equipamento (Tabela 59, Anexo G), utilizando a seguinte relação:
Em que 𝑖 representa o ano em que o preço foi obtido e 𝑘 representa a fonte do índice
de custo.
Em ambos as fontes os preços fornecidos são FOB (free on board) nos Estados Unidos
da América. A conversão de preços FOB para preços CIF (cost, insurance and freight) foi
determinada através da regra empírica de que o preço CIF é 1,3 vezes superior ao preço FOB.
Os preços em dólares foram convertidos para euros à taxa de 0,8398 €[91].
Tabela 27 - Preço dos equipamentos na zona 100.
Zona 100
Equipamento Designação Quantidade Preço 2017 (K€)
Tanque de armazenagem de ácido sulfúrico F-101 1 24[92]
Tanque de armazenagem de acetona F-102 1 14[92]
Bomba doseadora L-101 2 10[93]
Bomba doseadora L-102 2 17[93]
Silo de armazenagem de bagaço F-103 1 12[92]
Silo de armazenagem de óxido de cálcio F-104 1 4[92]
Total 81
Custo2017=Custoi∙ (I2017
Ii)
k
( 10
)
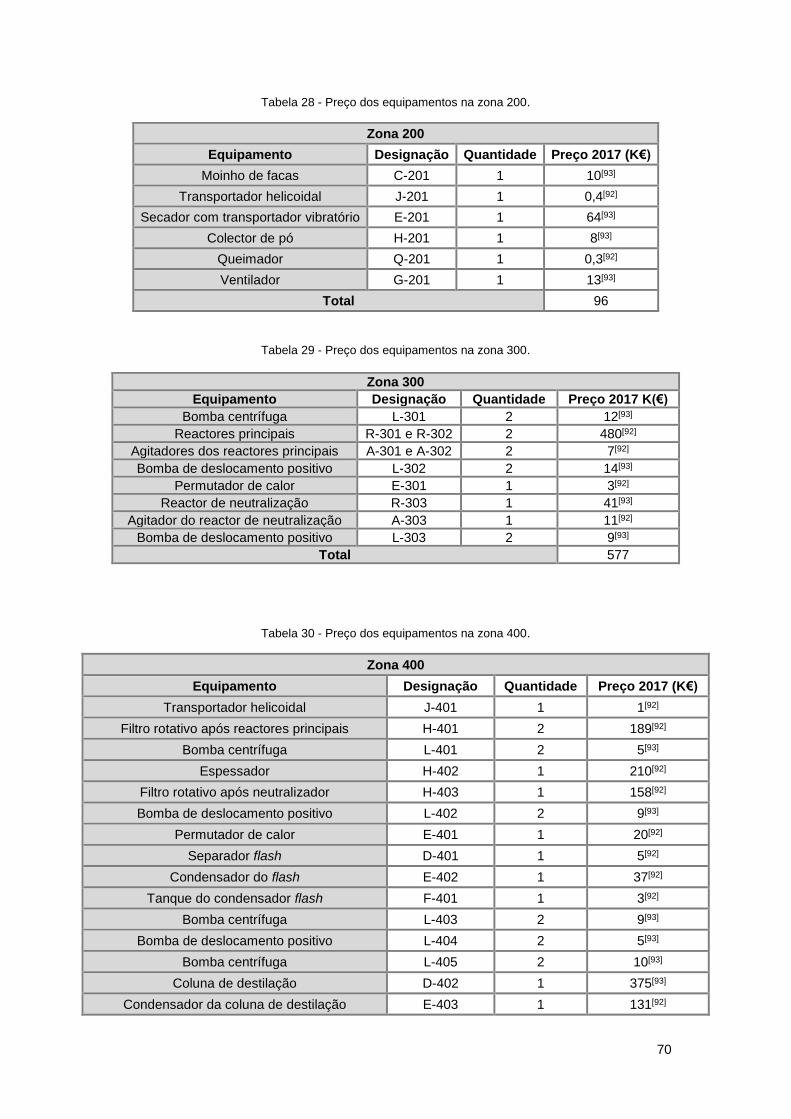
70
Tabela 28 - Preço dos equipamentos na zona 200.
Zona 200
Equipamento Designação Quantidade Preço 2017 (K€)
Moinho de facas C-201 1 10[93]
Transportador helicoidal J-201 1 0,4[92]
Secador com transportador vibratório E-201 1 64[93]
Colector de pó H-201 1 8[93]
Queimador Q-201 1 0,3[92]
Ventilador G-201 1 13[93]
Total 96
Tabela 29 - Preço dos equipamentos na zona 300.
Zona 300
Equipamento Designação Quantidade Preço 2017 K(€)
Bomba centrífuga L-301 2 12[93]
Reactores principais R-301 e R-302 2 480[92]
Agitadores dos reactores principais A-301 e A-302 2 7[92]
Bomba de deslocamento positivo L-302 2 14[93]
Permutador de calor E-301 1 3[92]
Reactor de neutralização R-303 1 41[93]
Agitador do reactor de neutralização A-303 1 11[92]
Bomba de deslocamento positivo L-303 2 9[93]
Total 577
Tabela 30 - Preço dos equipamentos na zona 400.
Zona 400
Equipamento Designação Quantidade Preço 2017 (K€)
Transportador helicoidal J-401 1 1[92]
Filtro rotativo após reactores principais H-401 2 189[92]
Bomba centrífuga L-401 2 5[93]
Espessador H-402 1 210[92]
Filtro rotativo após neutralizador H-403 1 158[92]
Bomba de deslocamento positivo L-402 2 9[93]
Permutador de calor E-401 1 20[92]
Separador flash D-401 1 5[92]
Condensador do flash E-402 1 37[92]
Tanque do condensador flash F-401 1 3[92]
Bomba centrífuga L-403 2 9[93]
Bomba de deslocamento positivo L-404 2 5[93]
Bomba centrífuga L-405 2 10[93]
Coluna de destilação D-402 1 375[93]
Condensador da coluna de destilação E-403 1 131[92]
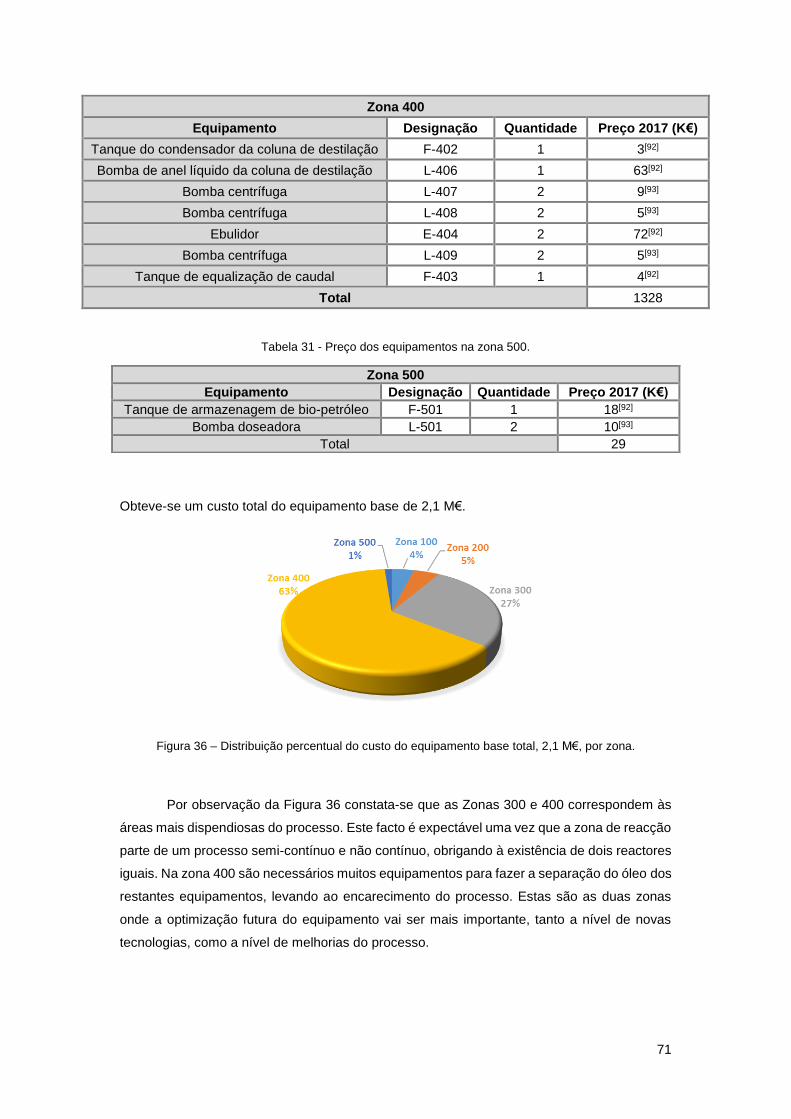
71
Zona 400
Equipamento Designação Quantidade Preço 2017 (K€)
Tanque do condensador da coluna de destilação F-402 1 3[92]
Bomba de anel líquido da coluna de destilação L-406 1 63[92]
Bomba centrífuga L-407 2 9[93]
Bomba centrífuga L-408 2 5[93]
Ebulidor E-404 2 72[92]
Bomba centrífuga L-409 2 5[93]
Tanque de equalização de caudal F-403 1 4[92]
Total 1328
Tabela 31 - Preço dos equipamentos na zona 500.
Obteve-se um custo total do equipamento base de 2,1 M€.
Figura 36 – Distribuição percentual do custo do equipamento base total, 2,1 M€, por zona.
Por observação da Figura 36 constata-se que as Zonas 300 e 400 correspondem às
áreas mais dispendiosas do processo. Este facto é expectável uma vez que a zona de reacção
parte de um processo semi-contínuo e não contínuo, obrigando à existência de dois reactores
iguais. Na zona 400 são necessários muitos equipamentos para fazer a separação do óleo dos
restantes equipamentos, levando ao encarecimento do processo. Estas são as duas zonas
onde a optimização futura do equipamento vai ser mais importante, tanto a nível de novas
tecnologias, como a nível de melhorias do processo.
Zona 500
Equipamento Designação Quantidade Preço 2017 (K€)
Tanque de armazenagem de bio-petróleo F-501 1 18[92]
Bomba doseadora L-501 2 10[93]
Total 29
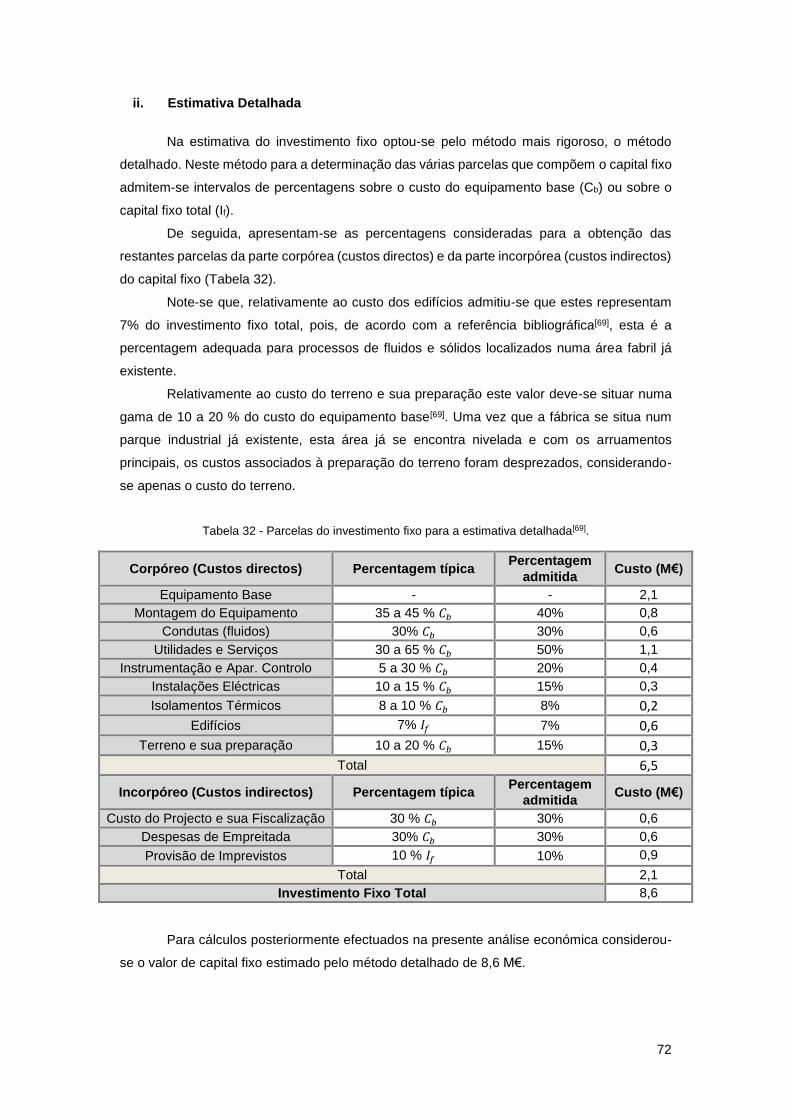
72
ii. Estimativa Detalhada
Na estimativa do investimento fixo optou-se pelo método mais rigoroso, o método
detalhado. Neste método para a determinação das várias parcelas que compõem o capital fixo
admitem-se intervalos de percentagens sobre o custo do equipamento base (Cb) ou sobre o
capital fixo total (If).
De seguida, apresentam-se as percentagens consideradas para a obtenção das
restantes parcelas da parte corpórea (custos directos) e da parte incorpórea (custos indirectos)
do capital fixo (Tabela 32).
Note-se que, relativamente ao custo dos edifícios admitiu-se que estes representam
7% do investimento fixo total, pois, de acordo com a referência bibliográfica[69], esta é a
percentagem adequada para processos de fluidos e sólidos localizados numa área fabril já
existente.
Relativamente ao custo do terreno e sua preparação este valor deve-se situar numa
gama de 10 a 20 % do custo do equipamento base[69]. Uma vez que a fábrica se situa num
parque industrial já existente, esta área já se encontra nivelada e com os arruamentos
principais, os custos associados à preparação do terreno foram desprezados, considerando-
se apenas o custo do terreno.
Tabela 32 - Parcelas do investimento fixo para a estimativa detalhada[69].
Corpóreo (Custos directos) Percentagem típica Percentagem
admitida Custo (M€)
Equipamento Base - - 2,1
Montagem do Equipamento 35 a 45 % 𝐶𝑏 40% 0,8
Condutas (fluidos) 30% 𝐶𝑏 30% 0,6
Utilidades e Serviços 30 a 65 % 𝐶𝑏 50% 1,1
Instrumentação e Apar. Controlo 5 a 30 % 𝐶𝑏 20% 0,4
Instalações Eléctricas 10 a 15 % 𝐶𝑏 15% 0,3
Isolamentos Térmicos 8 a 10 % 𝐶𝑏 8% 0,2
Edifícios 7% 𝐼𝑓 7% 0,6
Terreno e sua preparação 10 a 20 % 𝐶𝑏 15% 0,3
Total 6,5
Incorpóreo (Custos indirectos) Percentagem típica Percentagem
admitida Custo (M€)
Custo do Projecto e sua Fiscalização 30 % 𝐶𝑏 30% 0,6
Despesas de Empreitada 30% 𝐶𝑏 30% 0,6
Provisão de Imprevistos 10 % 𝐼𝑓 10% 0,9
Total 2,1
Investimento Fixo Total 8,6
Para cálculos posteriormente efectuados na presente análise económica considerou-
se o valor de capital fixo estimado pelo método detalhado de 8,6 M€.
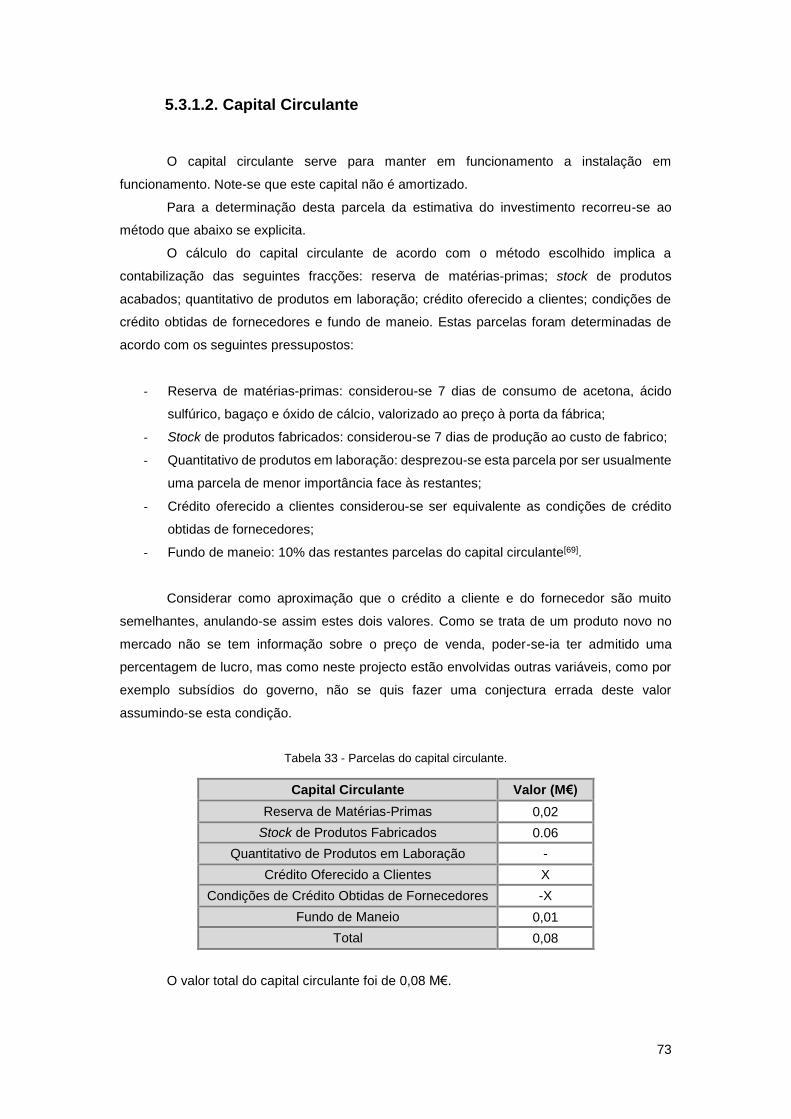
73
5.3.1.2. Capital Circulante
O capital circulante serve para manter em funcionamento a instalação em
funcionamento. Note-se que este capital não é amortizado.
Para a determinação desta parcela da estimativa do investimento recorreu-se ao
método que abaixo se explicita.
O cálculo do capital circulante de acordo com o método escolhido implica a
contabilização das seguintes fracções: reserva de matérias-primas; stock de produtos
acabados; quantitativo de produtos em laboração; crédito oferecido a clientes; condições de
crédito obtidas de fornecedores e fundo de maneio. Estas parcelas foram determinadas de
acordo com os seguintes pressupostos:
- Reserva de matérias-primas: considerou-se 7 dias de consumo de acetona, ácido
sulfúrico, bagaço e óxido de cálcio, valorizado ao preço à porta da fábrica;
- Stock de produtos fabricados: considerou-se 7 dias de produção ao custo de fabrico;
- Quantitativo de produtos em laboração: desprezou-se esta parcela por ser usualmente
uma parcela de menor importância face às restantes;
- Crédito oferecido a clientes considerou-se ser equivalente as condições de crédito
obtidas de fornecedores;
- Fundo de maneio: 10% das restantes parcelas do capital circulante[69].
Considerar como aproximação que o crédito a cliente e do fornecedor são muito
semelhantes, anulando-se assim estes dois valores. Como se trata de um produto novo no
mercado não se tem informação sobre o preço de venda, poder-se-ia ter admitido uma
percentagem de lucro, mas como neste projecto estão envolvidas outras variáveis, como por
exemplo subsídios do governo, não se quis fazer uma conjectura errada deste valor
assumindo-se esta condição.
Tabela 33 - Parcelas do capital circulante.
Capital Circulante Valor (M€)
Reserva de Matérias-Primas 0,02
Stock de Produtos Fabricados 0.06
Quantitativo de Produtos em Laboração -
Crédito Oferecido a Clientes X
Condições de Crédito Obtidas de Fornecedores -X
Fundo de Maneio 0,01
Total 0,08
O valor total do capital circulante foi de 0,08 M€.
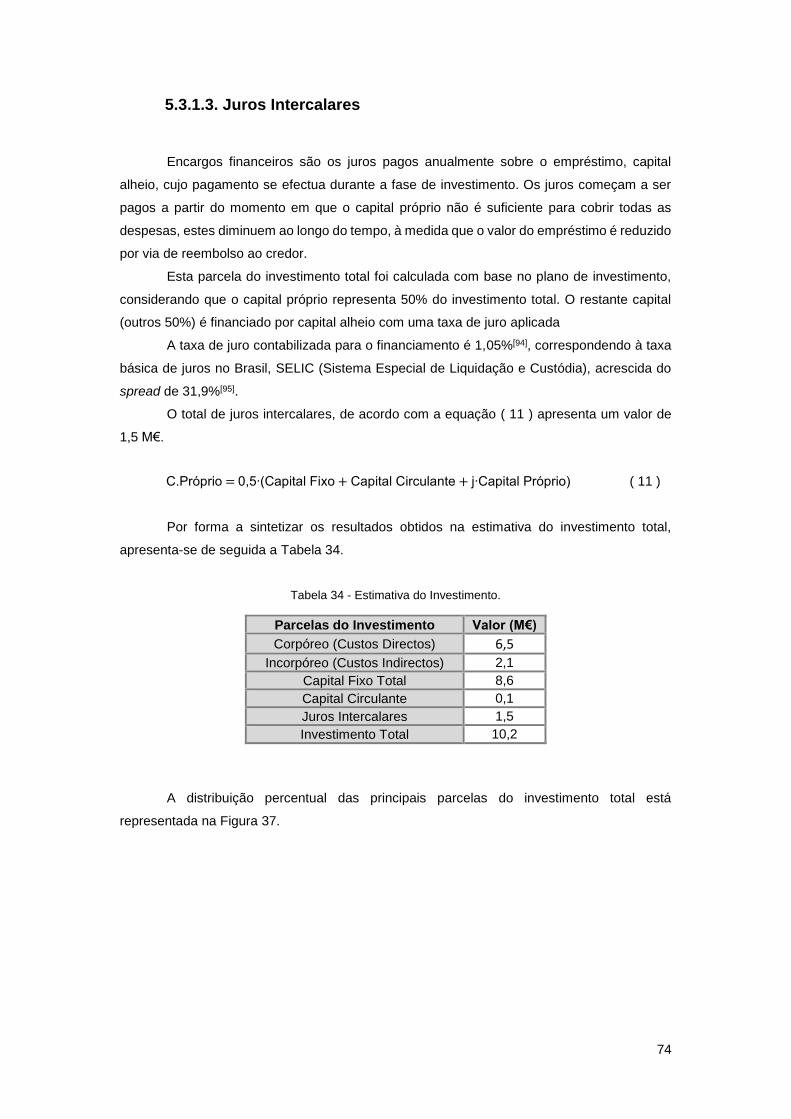
74
5.3.1.3. Juros Intercalares
Encargos financeiros são os juros pagos anualmente sobre o empréstimo, capital
alheio, cujo pagamento se efectua durante a fase de investimento. Os juros começam a ser
pagos a partir do momento em que o capital próprio não é suficiente para cobrir todas as
despesas, estes diminuem ao longo do tempo, à medida que o valor do empréstimo é reduzido
por via de reembolso ao credor.
Esta parcela do investimento total foi calculada com base no plano de investimento,
considerando que o capital próprio representa 50% do investimento total. O restante capital
(outros 50%) é financiado por capital alheio com uma taxa de juro aplicada
A taxa de juro contabilizada para o financiamento é 1,05%[94], correspondendo à taxa
básica de juros no Brasil, SELIC (Sistema Especial de Liquidação e Custódia), acrescida do
spread de 31,9%[95].
O total de juros intercalares, de acordo com a equação ( 11 ) apresenta um valor de
1,5 M€.
Por forma a sintetizar os resultados obtidos na estimativa do investimento total,
apresenta-se de seguida a Tabela 34.
Tabela 34 - Estimativa do Investimento.
Parcelas do Investimento Valor (M€)
Corpóreo (Custos Directos) 6,5
Incorpóreo (Custos Indirectos) 2,1
Capital Fixo Total 8,6
Capital Circulante 0,1
Juros Intercalares 1,5
Investimento Total 10,2
A distribuição percentual das principais parcelas do investimento total está
representada na Figura 37.
C.Próprio = 0,5∙(Capital Fixo + Capital Circulante + j∙Capital Próprio) ( 11 )
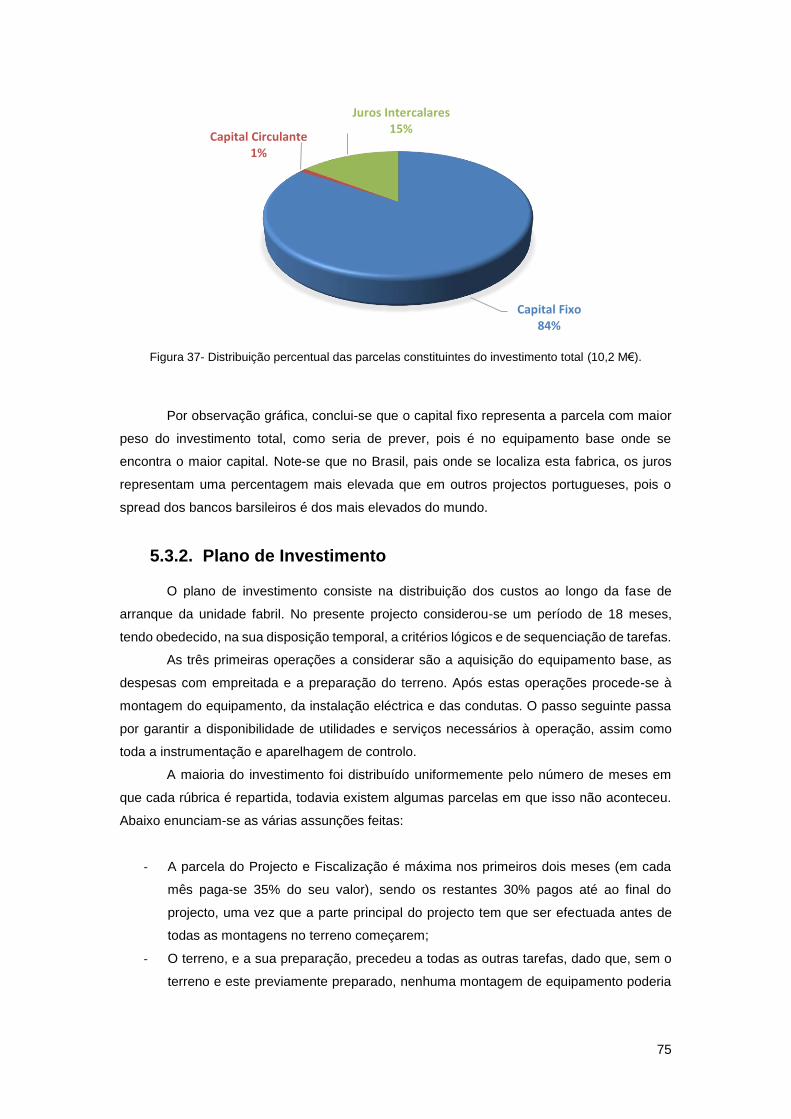
75
Figura 37- Distribuição percentual das parcelas constituintes do investimento total (10,2 M€).
Por observação gráfica, conclui-se que o capital fixo representa a parcela com maior
peso do investimento total, como seria de prever, pois é no equipamento base onde se
encontra o maior capital. Note-se que no Brasil, pais onde se localiza esta fabrica, os juros
representam uma percentagem mais elevada que em outros projectos portugueses, pois o
spread dos bancos barsileiros é dos mais elevados do mundo.
5.3.2. Plano de Investimento
O plano de investimento consiste na distribuição dos custos ao longo da fase de
arranque da unidade fabril. No presente projecto considerou-se um período de 18 meses,
tendo obedecido, na sua disposição temporal, a critérios lógicos e de sequenciação de tarefas.
As três primeiras operações a considerar são a aquisição do equipamento base, as
despesas com empreitada e a preparação do terreno. Após estas operações procede-se à
montagem do equipamento, da instalação eléctrica e das condutas. O passo seguinte passa
por garantir a disponibilidade de utilidades e serviços necessários à operação, assim como
toda a instrumentação e aparelhagem de controlo.
A maioria do investimento foi distribuído uniformemente pelo número de meses em
que cada rúbrica é repartida, todavia existem algumas parcelas em que isso não aconteceu.
Abaixo enunciam-se as várias assunções feitas:
- A parcela do Projecto e Fiscalização é máxima nos primeiros dois meses (em cada
mês paga-se 35% do seu valor), sendo os restantes 30% pagos até ao final do
projecto, uma vez que a parte principal do projecto tem que ser efectuada antes de
todas as montagens no terreno começarem;
- O terreno, e a sua preparação, precedeu a todas as outras tarefas, dado que, sem o
terreno e este previamente preparado, nenhuma montagem de equipamento poderia
Capital Fixo84%
Capital Circulante1%
Juros Intercalares15%
76
acontecer. Note-se que nos últimos 3 meses do plano também houve despesas devido
à construção de edifícios auxiliares e melhoramento em acessos rodoviários à fábrica;
- Definiu-se, que metade do valor do equipamento base é realizado no 3º mês, os
restantes 50% distribuem-se uniformemente pelos restantes 3 meses, normalmente
isto é uma imposição dos fornecedores;
- Do 8º mês ao 11º mês começam-se a fazer operações na zona das utilidades (90%).
No 12º mês contabilizam-se despesas de água, iluminação e de outros serviços
(restantes 10%);
- Assumiu-se, também, que parte da instalação eléctrica precedeu a montagem dos
equipamentos base, dado que esta só acontece se existir energia (para a operação
de maquinaria por parte dos operários). Só se voltam a instituir despesas nas
instalações eléctricas na altura em que se instala a instrumentação para o controlo;
- A provisão para imprevistos (explicada nos custos indirectos), irá acompanhar toda a
execução do projecto, uma vez que será necessário assegurar que a construção da
instalação não irá parar por motivos alheios ao projectista, sob pena de existirem
aumentos inesperados no investimento inicial e não cumprimento de prazos
estabelecidos preliminarmente;
- Assumiu-se, relativamente aos capitais próprios e alheios, que primeiro se utiliza o
capital próprio e depois o capital alheio, do qual se pagam juros;
- O capital circulante é necessário para a fábrica começar a funcionar e, portanto, foi
incluído nos últimos 3 meses;
- Assumiu-se que o capital próprio era 50% do investimento necessário (acima dos 35%
exigido por lei), este finda no 9º mês, sendo assim necessário contrair um empréstimo.
A planificação do investimento para o projecto em estudo apresenta-se na Tabela 35 e Tabela
36.
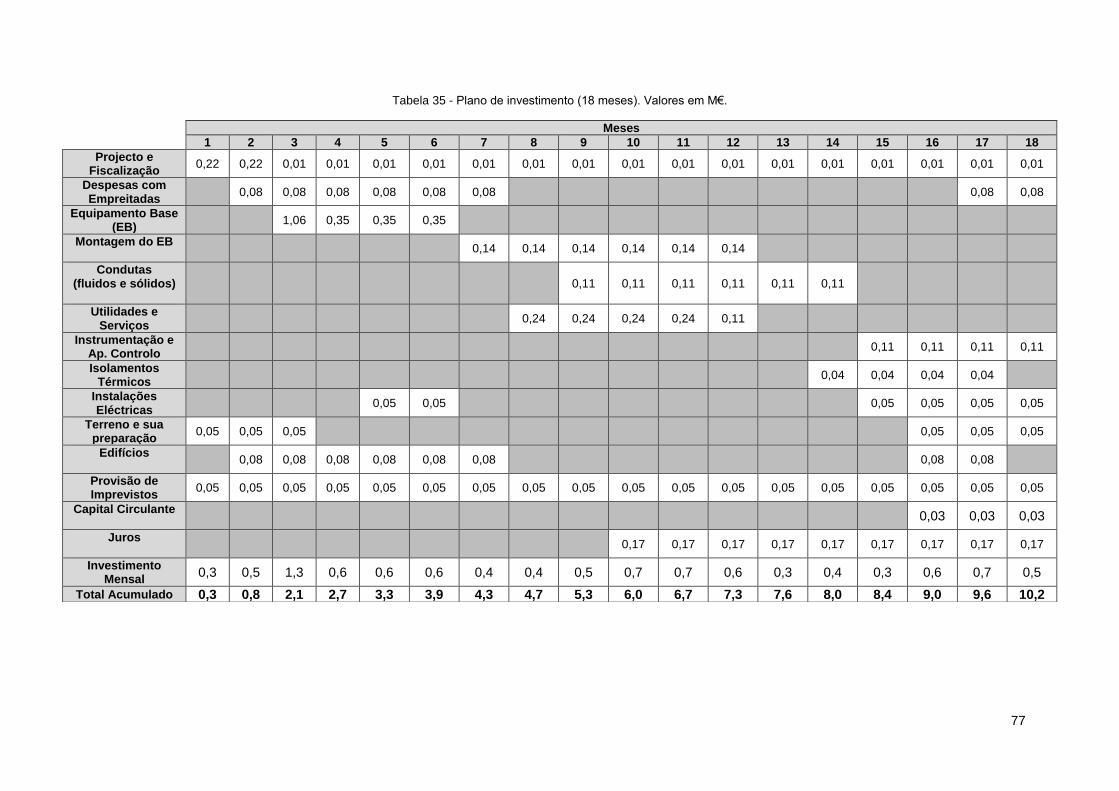
77
Tabela 35 - Plano de investimento (18 meses). Valores em M€.
Meses
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Projecto e Fiscalização
0,22 0,22 0,01 0,01 0,01 0,01 0,01 0,01 0,01 0,01 0,01 0,01 0,01 0,01 0,01 0,01 0,01 0,01
Despesas com Empreitadas
0,08 0,08 0,08 0,08 0,08 0,08 0,08 0,08
Equipamento Base (EB)
1,06 0,35 0,35 0,35
Montagem do EB
0,14 0,14 0,14 0,14 0,14 0,14
Condutas (fluidos e sólidos)
0,11 0,11 0,11 0,11 0,11 0,11
Utilidades e Serviços
0,24 0,24 0,24 0,24 0,11
Instrumentação e Ap. Controlo
0,11 0,11 0,11 0,11
Isolamentos Térmicos
0,04 0,04 0,04 0,04
Instalações Eléctricas
0,05 0,05 0,05 0,05 0,05 0,05
Terreno e sua preparação
0,05 0,05 0,05 0,05 0,05 0,05
Edifícios
0,08 0,08 0,08 0,08 0,08 0,08 0,08 0,08
Provisão de Imprevistos
0,05 0,05 0,05 0,05 0,05 0,05 0,05 0,05 0,05 0,05 0,05 0,05 0,05 0,05 0,05 0,05 0,05 0,05
Capital Circulante
0,03 0,03 0,03
Juros
0,17 0,17 0,17 0,17 0,17 0,17 0,17 0,17 0,17
Investimento Mensal
0,3 0,5 1,3 0,6 0,6 0,6 0,4 0,4 0,5 0,7 0,7 0,6 0,3 0,4 0,3 0,6 0,7 0,5
Total Acumulado 0,3 0,8 2,1 2,7 3,3 3,9 4,3 4,7 5,3 6,0 6,7 7,3 7,6 8,0 8,4 9,0 9,6 10,2
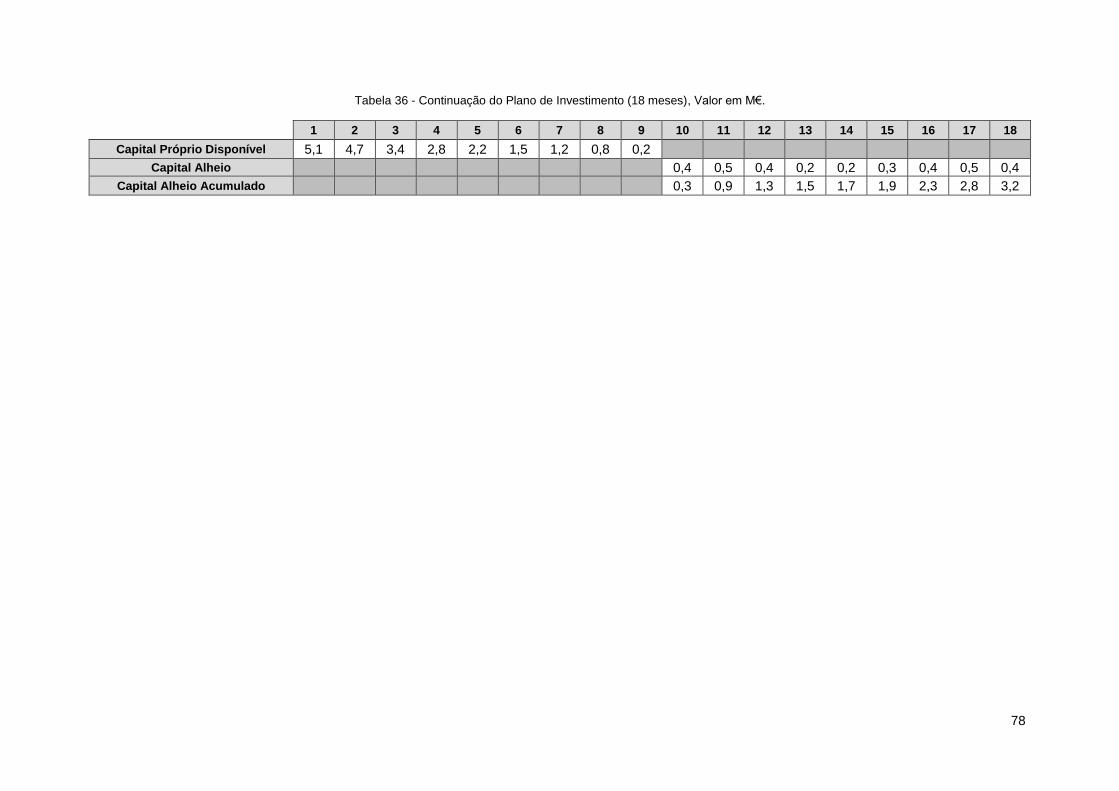
78
Tabela 36 - Continuação do Plano de Investimento (18 meses), Valor em M€.
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Capital Próprio Disponível 5,1 4,7 3,4 2,8 2,2 1,5 1,2 0,8 0,2
Capital Alheio 0,4 0,5 0,4 0,2 0,2 0,3 0,4 0,5 0,4
Capital Alheio Acumulado 0,3 0,9 1,3 1,5 1,7 1,9 2,3 2,8 3,2
Da análise ao plano de investimento verifica-se que a partir do mês 10 há necessidade de
recorrer a capital alheio para completar a execução do projecto. É o mês a partir do qual se começam
a pagar os juros.
5.3.3. Estimativa Custo de Produção
O custo de produção é a soma de todos os custos que se têm ao longo do tempo de vida útil
de um projecto, isto é, o tempo para manter a fábrica a funcionar, fabricar o produto, bio-petróleo, e
obter a receita da sua venda.
Consta das parcelas de custo de fabrico (equação ( 12 )) que são referentes a todos os
encargos directamente exigidos pela actividade de produção, e pela parcela das despesas gerais que
representa todos os encargos exigidos de modo a apoiar a actividade de produção.
Custos de Fabrico
Os custos de fabrico reúnem os custos directos, custos indirectos e custos fixos.
iii. Custos Directos
Os custos directos compreendem as despesas que são directamente imputáveis à actividade
de produção. Os intervalos de percentagens que pontualmente foram apresentados são todos eles
retirados da referência bibliográfica[69].
Matérias-Primas
Neste ponto analisa-se a evolução dos preços de mercado (constantes) das matérias-primas,
ao longo da última década, no Brasil.
A viabilidade económica de um determinado processo está sobretudo associada aos preços
das matérias-primas, energia e preço de mercado do produto final. Isto quer dizer que os processos
industriais são altamente dependes da flutuação dos preços de mercado e como tal o seu entendimento
e previsão futura terá um grande impacto na viabilidade ou inviabilidade do projecto, nos dez ou vinte
anos seguintes. Estas variações de preço estão relacionadas com a volatilidade dos preços da indústria
química e petroquímica.
O custo das matérias-primas foi estimado tendo em conta a evolução do custo unitário da
acetona, ácido sulfúrico, bagaço de cana-de-açúcar e óxido de cálcio, Inicialmente, a partir dos preços
encontrados no site do commetrade[96], preços spot. Posteriormente, já com uma ideia da grandeza
destes preços, foram-se procurar preços de contracto, de forma a manter esta previsão de preços o
Custos de Produção = Custos de Fabrico + Despesas Gerais ( 12 )
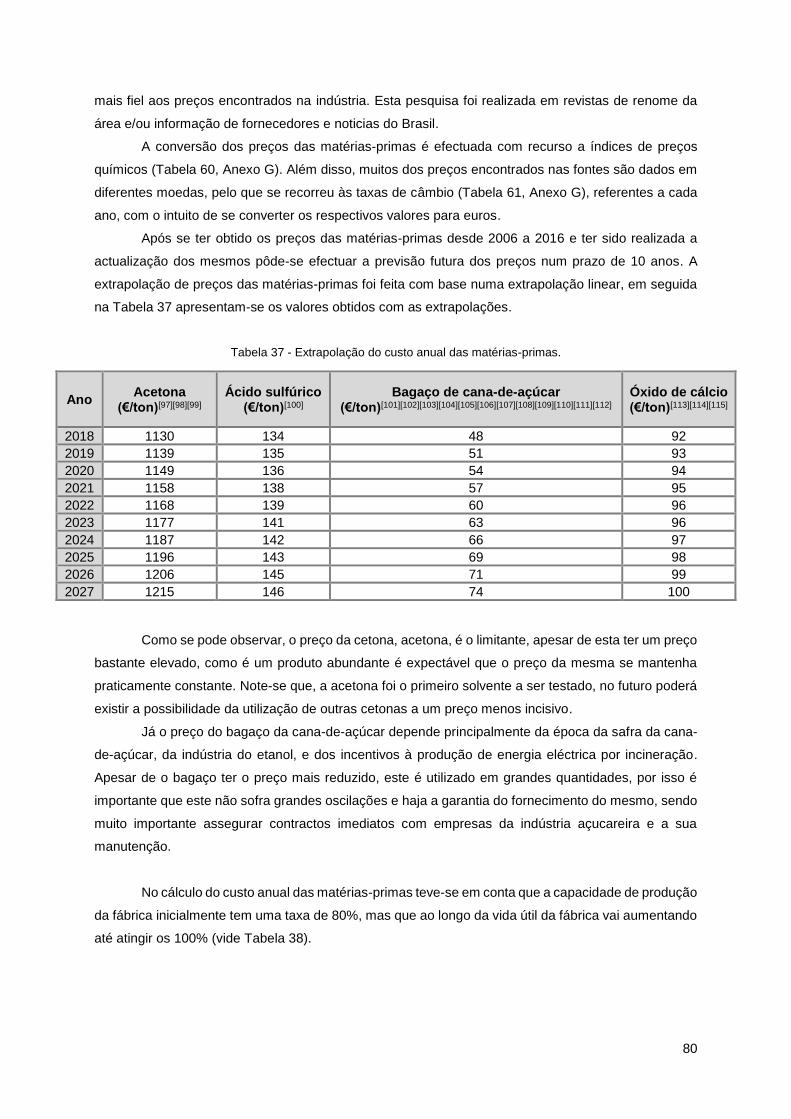
80
mais fiel aos preços encontrados na indústria. Esta pesquisa foi realizada em revistas de renome da
área e/ou informação de fornecedores e noticias do Brasil.
A conversão dos preços das matérias-primas é efectuada com recurso a índices de preços
químicos (Tabela 60, Anexo G). Além disso, muitos dos preços encontrados nas fontes são dados em
diferentes moedas, pelo que se recorreu às taxas de câmbio (Tabela 61, Anexo G), referentes a cada
ano, com o intuito de se converter os respectivos valores para euros.
Após se ter obtido os preços das matérias-primas desde 2006 a 2016 e ter sido realizada a
actualização dos mesmos pôde-se efectuar a previsão futura dos preços num prazo de 10 anos. A
extrapolação de preços das matérias-primas foi feita com base numa extrapolação linear, em seguida
na Tabela 37 apresentam-se os valores obtidos com as extrapolações.
Tabela 37 - Extrapolação do custo anual das matérias-primas.
Ano Acetona
(€/ton)[97][98][99] Ácido sulfúrico
(€/ton)[100] Bagaço de cana-de-açúcar
(€/ton)[101][102][103][104][105][106][107][108][109][110][111][112] Óxido de cálcio (€/ton)[113][114][115]
2018 1130 134 48 92
2019 1139 135 51 93
2020 1149 136 54 94
2021 1158 138 57 95
2022 1168 139 60 96
2023 1177 141 63 96
2024 1187 142 66 97
2025 1196 143 69 98
2026 1206 145 71 99
2027 1215 146 74 100
Como se pode observar, o preço da cetona, acetona, é o limitante, apesar de esta ter um preço
bastante elevado, como é um produto abundante é expectável que o preço da mesma se mantenha
praticamente constante. Note-se que, a acetona foi o primeiro solvente a ser testado, no futuro poderá
existir a possibilidade da utilização de outras cetonas a um preço menos incisivo.
Já o preço do bagaço da cana-de-açúcar depende principalmente da época da safra da cana-
de-açúcar, da indústria do etanol, e dos incentivos à produção de energia eléctrica por incineração.
Apesar de o bagaço ter o preço mais reduzido, este é utilizado em grandes quantidades, por isso é
importante que este não sofra grandes oscilações e haja a garantia do fornecimento do mesmo, sendo
muito importante assegurar contractos imediatos com empresas da indústria açucareira e a sua
manutenção.
No cálculo do custo anual das matérias-primas teve-se em conta que a capacidade de produção
da fábrica inicialmente tem uma taxa de 80%, mas que ao longo da vida útil da fábrica vai aumentando
até atingir os 100% (vide Tabela 38).
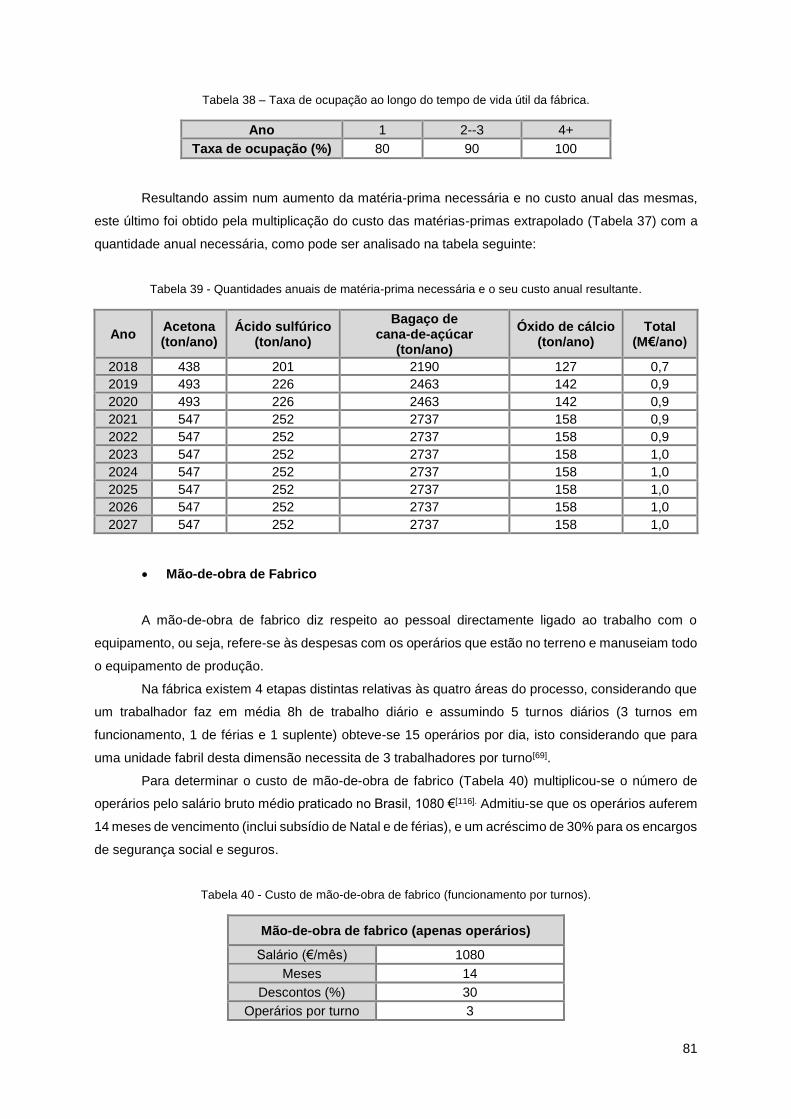
81
Tabela 38 – Taxa de ocupação ao longo do tempo de vida útil da fábrica.
Ano 1 2--3 4+
Taxa de ocupação (%) 80 90 100
Resultando assim num aumento da matéria-prima necessária e no custo anual das mesmas,
este último foi obtido pela multiplicação do custo das matérias-primas extrapolado (Tabela 37) com a
quantidade anual necessária, como pode ser analisado na tabela seguinte:
Tabela 39 - Quantidades anuais de matéria-prima necessária e o seu custo anual resultante.
Ano Acetona (ton/ano)
Ácido sulfúrico (ton/ano)
Bagaço de cana-de-açúcar
(ton/ano)
Óxido de cálcio (ton/ano)
Total (M€/ano)
2018 438 201 2190 127 0,7
2019 493 226 2463 142 0,9
2020 493 226 2463 142 0,9
2021 547 252 2737 158 0,9
2022 547 252 2737 158 0,9
2023 547 252 2737 158 1,0
2024 547 252 2737 158 1,0
2025 547 252 2737 158 1,0
2026 547 252 2737 158 1,0
2027 547 252 2737 158 1,0
• Mão-de-obra de Fabrico
A mão-de-obra de fabrico diz respeito ao pessoal directamente ligado ao trabalho com o
equipamento, ou seja, refere-se às despesas com os operários que estão no terreno e manuseiam todo
o equipamento de produção.
Na fábrica existem 4 etapas distintas relativas às quatro áreas do processo, considerando que
um trabalhador faz em média 8h de trabalho diário e assumindo 5 turnos diários (3 turnos em
funcionamento, 1 de férias e 1 suplente) obteve-se 15 operários por dia, isto considerando que para
uma unidade fabril desta dimensão necessita de 3 trabalhadores por turno[69].
Para determinar o custo de mão-de-obra de fabrico (Tabela 40) multiplicou-se o número de
operários pelo salário bruto médio praticado no Brasil, 1080 €[116]. Admitiu-se que os operários auferem
14 meses de vencimento (inclui subsídio de Natal e de férias), e um acréscimo de 30% para os encargos
de segurança social e seguros.
Tabela 40 - Custo de mão-de-obra de fabrico (funcionamento por turnos).
Mão-de-obra de fabrico (apenas operários)
Salário (€/mês) 1080
Meses 14
Descontos (%) 30
Operários por turno 3
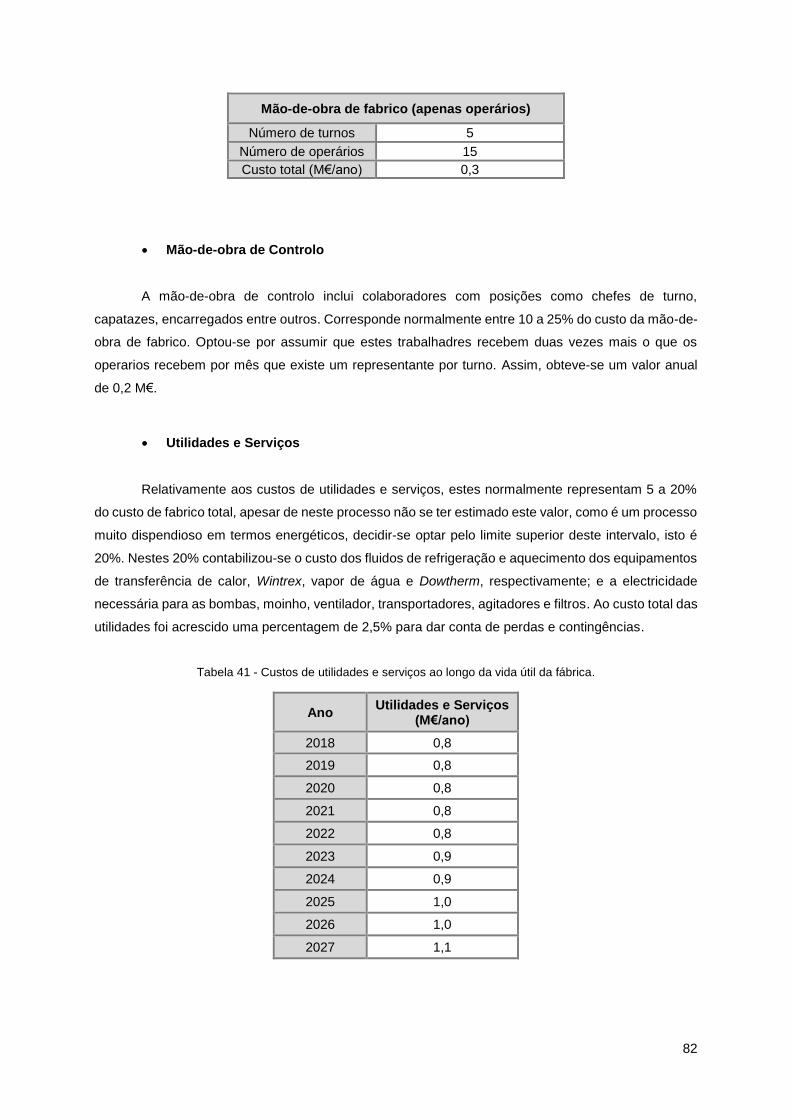
82
Mão-de-obra de fabrico (apenas operários)
Número de turnos 5
Número de operários 15
Custo total (M€/ano) 0,3
• Mão-de-obra de Controlo
A mão-de-obra de controlo inclui colaboradores com posições como chefes de turno,
capatazes, encarregados entre outros. Corresponde normalmente entre 10 a 25% do custo da mão-de-
obra de fabrico. Optou-se por assumir que estes trabalhadres recebem duas vezes mais o que os
operarios recebem por mês que existe um representante por turno. Assim, obteve-se um valor anual
de 0,2 M€.
• Utilidades e Serviços
Relativamente aos custos de utilidades e serviços, estes normalmente representam 5 a 20%
do custo de fabrico total, apesar de neste processo não se ter estimado este valor, como é um processo
muito dispendioso em termos energéticos, decidir-se optar pelo limite superior deste intervalo, isto é
20%. Nestes 20% contabilizou-se o custo dos fluidos de refrigeração e aquecimento dos equipamentos
de transferência de calor, Wintrex, vapor de água e Dowtherm, respectivamente; e a electricidade
necessária para as bombas, moinho, ventilador, transportadores, agitadores e filtros. Ao custo total das
utilidades foi acrescido uma percentagem de 2,5% para dar conta de perdas e contingências.
Tabela 41 - Custos de utilidades e serviços ao longo da vida útil da fábrica.
Ano Utilidades e Serviços
(M€/ano)
2018 0,8
2019 0,8
2020 0,8
2021 0,8
2022 0,8
2023 0,9
2024 0,9
2025 1,0
2026 1,0
2027 1,1
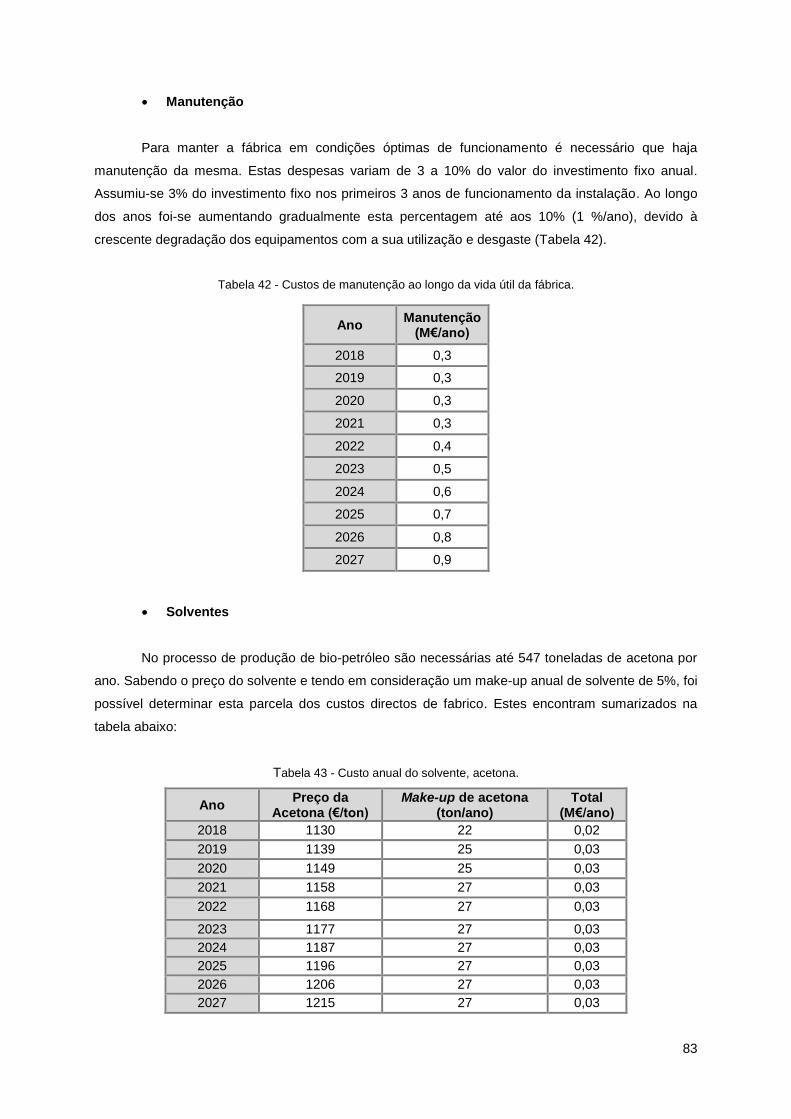
83
• Manutenção
Para manter a fábrica em condições óptimas de funcionamento é necessário que haja
manutenção da mesma. Estas despesas variam de 3 a 10% do valor do investimento fixo anual.
Assumiu-se 3% do investimento fixo nos primeiros 3 anos de funcionamento da instalação. Ao longo
dos anos foi-se aumentando gradualmente esta percentagem até aos 10% (1 %/ano), devido à
crescente degradação dos equipamentos com a sua utilização e desgaste (Tabela 42).
Tabela 42 - Custos de manutenção ao longo da vida útil da fábrica.
Ano Manutenção
(M€/ano)
2018 0,3
2019 0,3
2020 0,3
2021 0,3
2022 0,4
2023 0,5
2024 0,6
2025 0,7
2026 0,8
2027 0,9
• Solventes
No processo de produção de bio-petróleo são necessárias até 547 toneladas de acetona por
ano. Sabendo o preço do solvente e tendo em consideração um make-up anual de solvente de 5%, foi
possível determinar esta parcela dos custos directos de fabrico. Estes encontram sumarizados na
tabela abaixo:
Tabela 43 - Custo anual do solvente, acetona.
Ano Preço da
Acetona (€/ton) Make-up de acetona
(ton/ano) Total
(M€/ano)
2018 1130 22 0,02
2019 1139 25 0,03
2020 1149 25 0,03
2021 1158 27 0,03
2022 1168 27 0,03
2023 1177 27 0,03
2024 1187 27 0,03
2025 1196 27 0,03
2026 1206 27 0,03
2027 1215 27 0,03
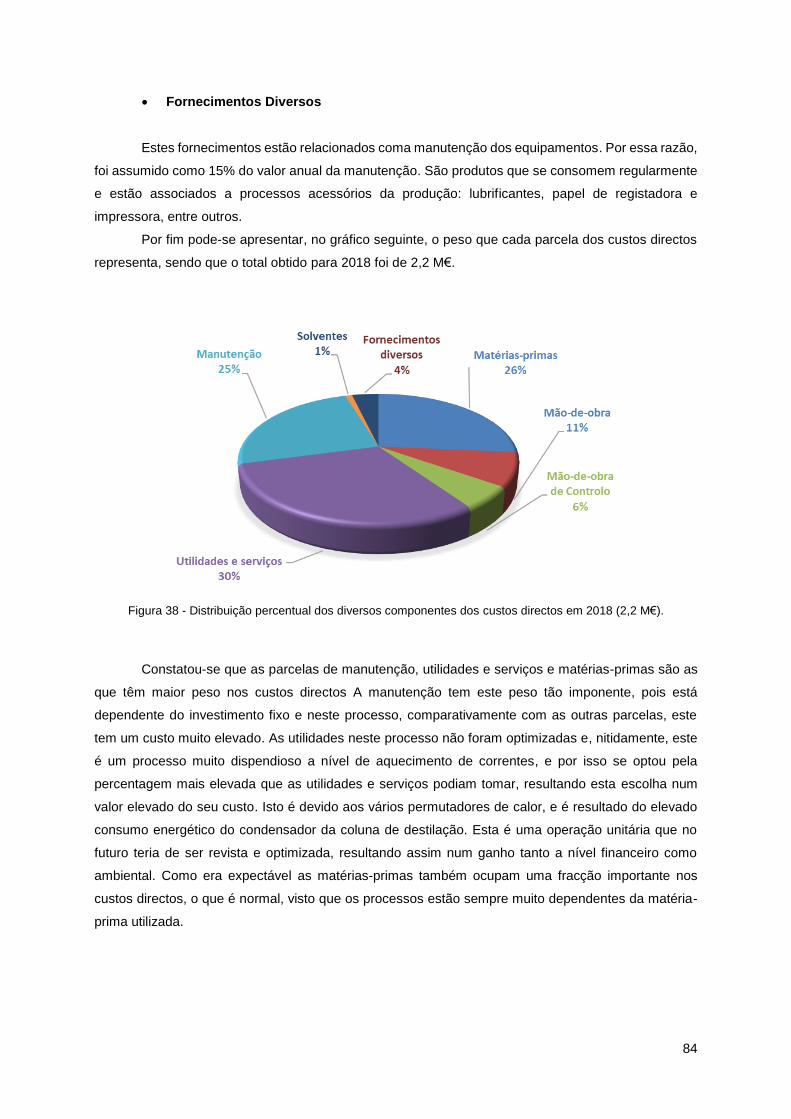
84
• Fornecimentos Diversos
Estes fornecimentos estão relacionados coma manutenção dos equipamentos. Por essa razão,
foi assumido como 15% do valor anual da manutenção. São produtos que se consomem regularmente
e estão associados a processos acessórios da produção: lubrificantes, papel de registadora e
impressora, entre outros.
Por fim pode-se apresentar, no gráfico seguinte, o peso que cada parcela dos custos directos
representa, sendo que o total obtido para 2018 foi de 2,2 M€.
Figura 38 - Distribuição percentual dos diversos componentes dos custos directos em 2018 (2,2 M€).
Constatou-se que as parcelas de manutenção, utilidades e serviços e matérias-primas são as
que têm maior peso nos custos directos A manutenção tem este peso tão imponente, pois está
dependente do investimento fixo e neste processo, comparativamente com as outras parcelas, este
tem um custo muito elevado. As utilidades neste processo não foram optimizadas e, nitidamente, este
é um processo muito dispendioso a nível de aquecimento de correntes, e por isso se optou pela
percentagem mais elevada que as utilidades e serviços podiam tomar, resultando esta escolha num
valor elevado do seu custo. Isto é devido aos vários permutadores de calor, e é resultado do elevado
consumo energético do condensador da coluna de destilação. Esta é uma operação unitária que no
futuro teria de ser revista e optimizada, resultando assim num ganho tanto a nível financeiro como
ambiental. Como era expectável as matérias-primas também ocupam uma fracção importante nos
custos directos, o que é normal, visto que os processos estão sempre muito dependentes da matéria-
prima utilizada.
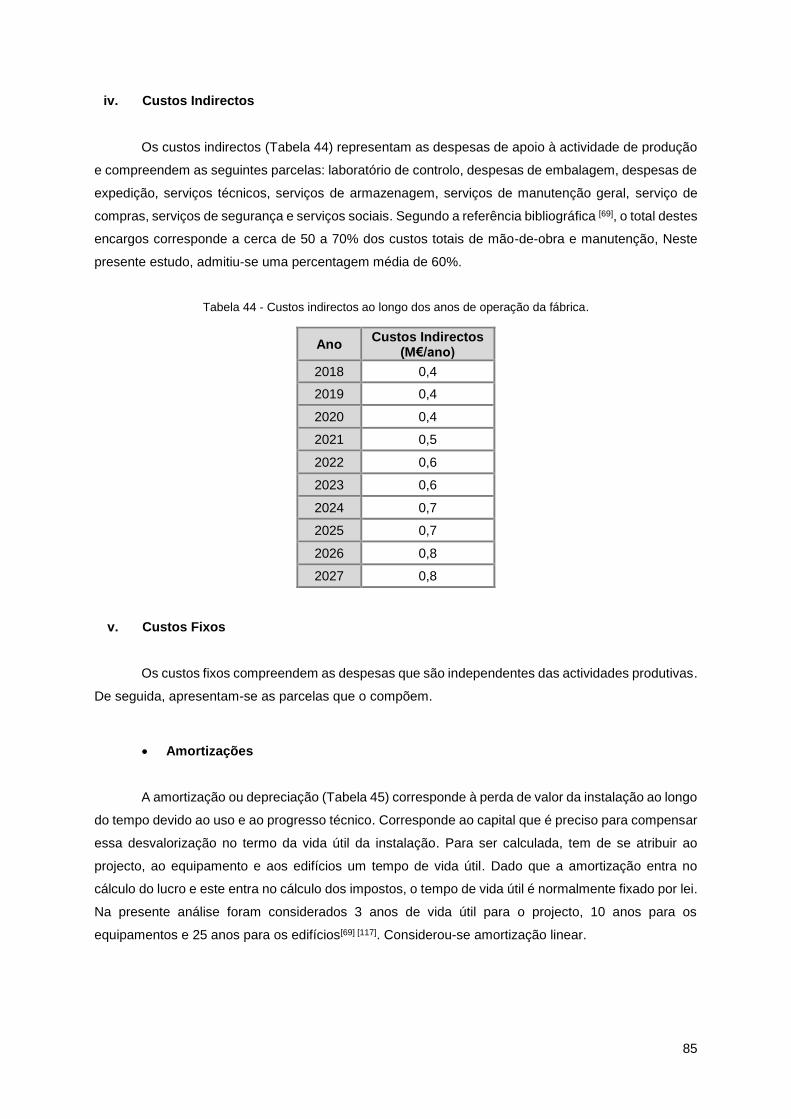
85
iv. Custos Indirectos
Os custos indirectos (Tabela 44) representam as despesas de apoio à actividade de produção
e compreendem as seguintes parcelas: laboratório de controlo, despesas de embalagem, despesas de
expedição, serviços técnicos, serviços de armazenagem, serviços de manutenção geral, serviço de
compras, serviços de segurança e serviços sociais. Segundo a referência bibliográfica [69], o total destes
encargos corresponde a cerca de 50 a 70% dos custos totais de mão-de-obra e manutenção, Neste
presente estudo, admitiu-se uma percentagem média de 60%.
Tabela 44 - Custos indirectos ao longo dos anos de operação da fábrica.
Ano Custos Indirectos
(M€/ano)
2018 0,4
2019 0,4
2020 0,4
2021 0,5
2022 0,6
2023 0,6
2024 0,7
2025 0,7
2026 0,8
2027 0,8
v. Custos Fixos
Os custos fixos compreendem as despesas que são independentes das actividades produtivas.
De seguida, apresentam-se as parcelas que o compõem.
• Amortizações
A amortização ou depreciação (Tabela 45) corresponde à perda de valor da instalação ao longo
do tempo devido ao uso e ao progresso técnico. Corresponde ao capital que é preciso para compensar
essa desvalorização no termo da vida útil da instalação. Para ser calculada, tem de se atribuir ao
projecto, ao equipamento e aos edifícios um tempo de vida útil. Dado que a amortização entra no
cálculo do lucro e este entra no cálculo dos impostos, o tempo de vida útil é normalmente fixado por lei.
Na presente análise foram considerados 3 anos de vida útil para o projecto, 10 anos para os
equipamentos e 25 anos para os edifícios[69] [117]. Considerou-se amortização linear.
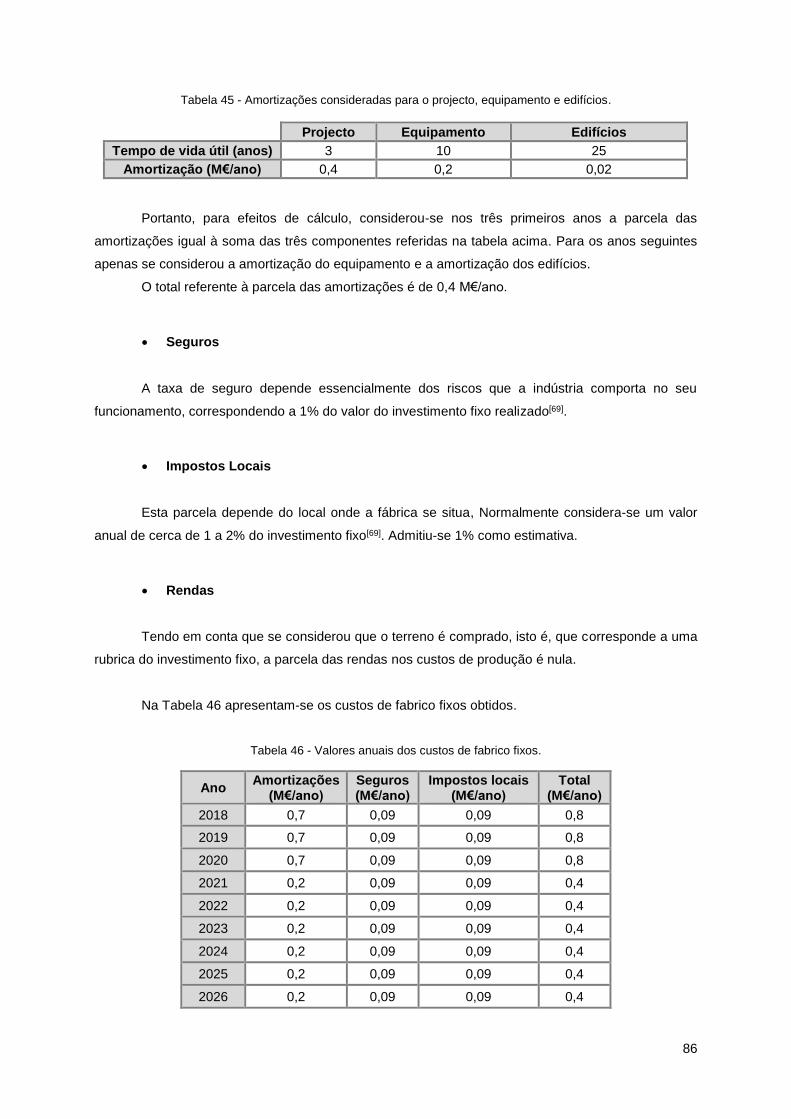
86
Tabela 45 - Amortizações consideradas para o projecto, equipamento e edifícios.
Projecto Equipamento Edifícios
Tempo de vida útil (anos) 3 10 25
Amortização (M€/ano) 0,4 0,2 0,02
Portanto, para efeitos de cálculo, considerou-se nos três primeiros anos a parcela das
amortizações igual à soma das três componentes referidas na tabela acima. Para os anos seguintes
apenas se considerou a amortização do equipamento e a amortização dos edifícios.
O total referente à parcela das amortizações é de 0,4 M€/ano.
• Seguros
A taxa de seguro depende essencialmente dos riscos que a indústria comporta no seu
funcionamento, correspondendo a 1% do valor do investimento fixo realizado[69].
• Impostos Locais
Esta parcela depende do local onde a fábrica se situa, Normalmente considera-se um valor
anual de cerca de 1 a 2% do investimento fixo[69]. Admitiu-se 1% como estimativa.
• Rendas
Tendo em conta que se considerou que o terreno é comprado, isto é, que corresponde a uma
rubrica do investimento fixo, a parcela das rendas nos custos de produção é nula.
Na Tabela 46 apresentam-se os custos de fabrico fixos obtidos.
Tabela 46 - Valores anuais dos custos de fabrico fixos.
Ano Amortizações
(M€/ano) Seguros (M€/ano)
Impostos locais (M€/ano)
Total (M€/ano)
2018 0,7 0,09 0,09 0,8
2019 0,7 0,09 0,09 0,8
2020 0,7 0,09 0,09 0,8
2021 0,2 0,09 0,09 0,4
2022 0,2 0,09 0,09 0,4
2023 0,2 0,09 0,09 0,4
2024 0,2 0,09 0,09 0,4
2025 0,2 0,09 0,09 0,4
2026 0,2 0,09 0,09 0,4
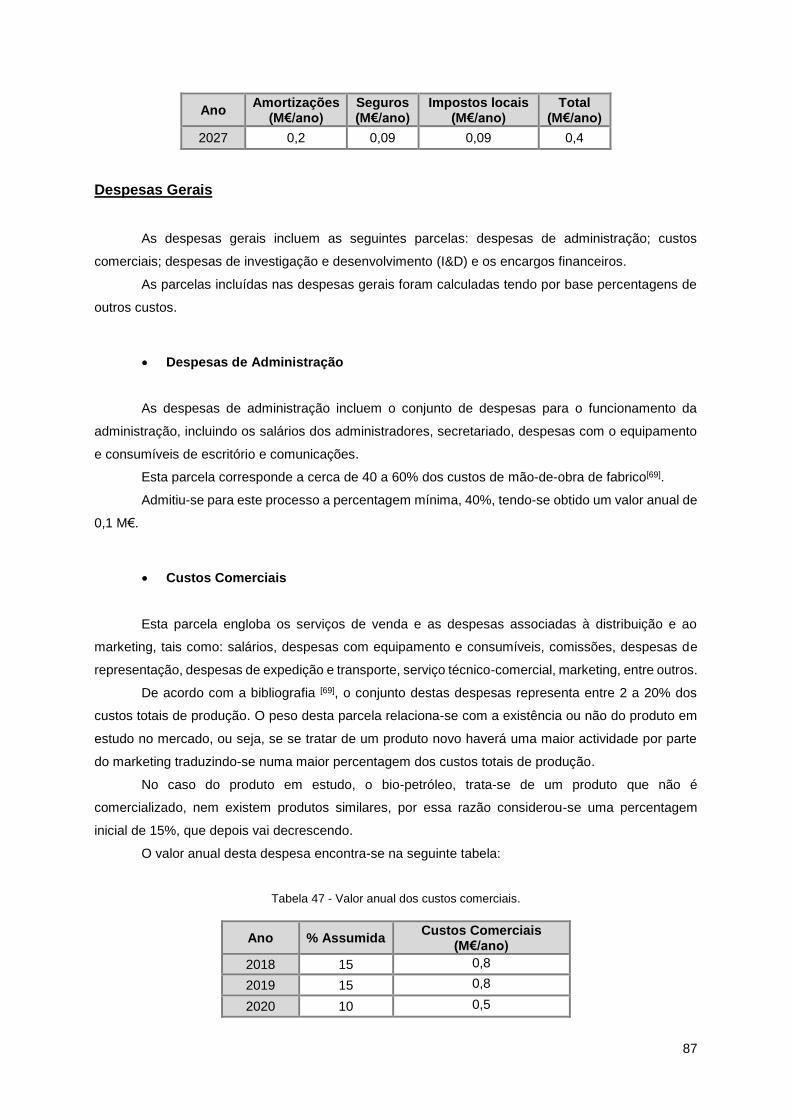
87
Ano Amortizações
(M€/ano) Seguros (M€/ano)
Impostos locais (M€/ano)
Total (M€/ano)
2027 0,2 0,09 0,09 0,4
Despesas Gerais
As despesas gerais incluem as seguintes parcelas: despesas de administração; custos
comerciais; despesas de investigação e desenvolvimento (I&D) e os encargos financeiros.
As parcelas incluídas nas despesas gerais foram calculadas tendo por base percentagens de
outros custos.
• Despesas de Administração
As despesas de administração incluem o conjunto de despesas para o funcionamento da
administração, incluindo os salários dos administradores, secretariado, despesas com o equipamento
e consumíveis de escritório e comunicações.
Esta parcela corresponde a cerca de 40 a 60% dos custos de mão-de-obra de fabrico[69].
Admitiu-se para este processo a percentagem mínima, 40%, tendo-se obtido um valor anual de
0,1 M€.
• Custos Comerciais
Esta parcela engloba os serviços de venda e as despesas associadas à distribuição e ao
marketing, tais como: salários, despesas com equipamento e consumíveis, comissões, despesas de
representação, despesas de expedição e transporte, serviço técnico-comercial, marketing, entre outros.
De acordo com a bibliografia [69], o conjunto destas despesas representa entre 2 a 20% dos
custos totais de produção. O peso desta parcela relaciona-se com a existência ou não do produto em
estudo no mercado, ou seja, se se tratar de um produto novo haverá uma maior actividade por parte
do marketing traduzindo-se numa maior percentagem dos custos totais de produção.
No caso do produto em estudo, o bio-petróleo, trata-se de um produto que não é
comercializado, nem existem produtos similares, por essa razão considerou-se uma percentagem
inicial de 15%, que depois vai decrescendo.
O valor anual desta despesa encontra-se na seguinte tabela:
Tabela 47 - Valor anual dos custos comerciais.
Ano % Assumida Custos Comerciais
(M€/ano)
2018 15 0,8
2019 15 0,8
2020 10 0,5
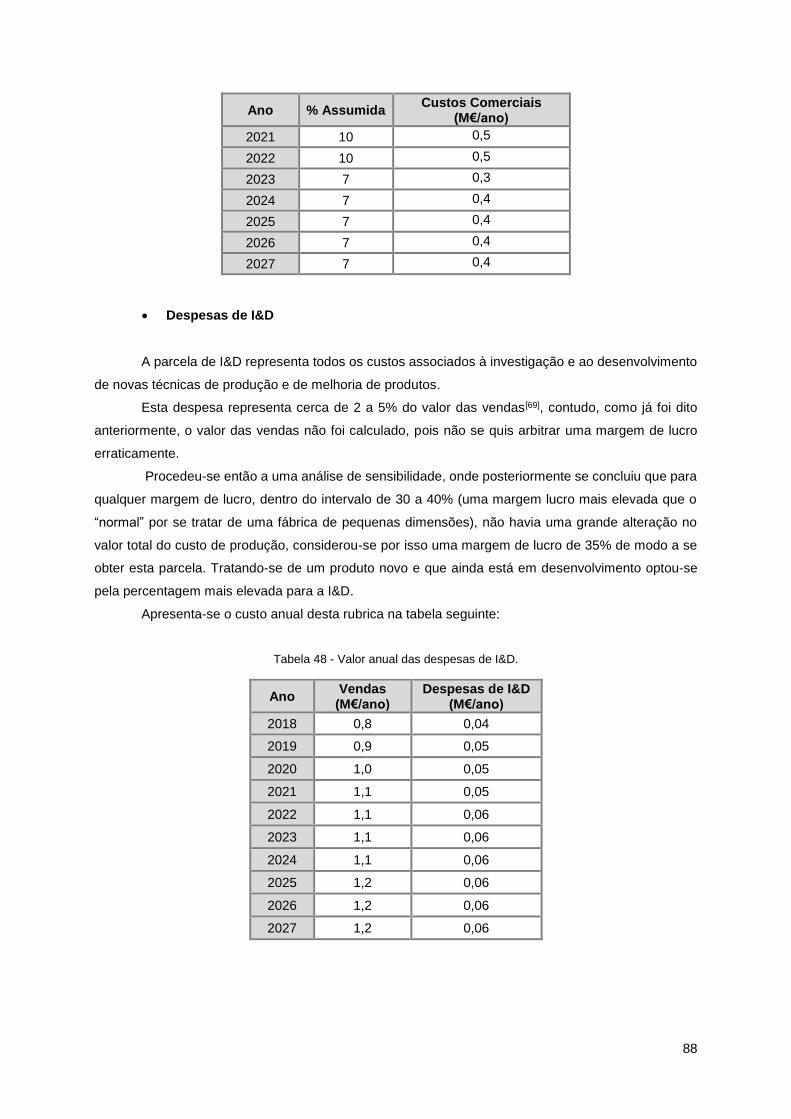
88
Ano % Assumida Custos Comerciais
(M€/ano)
2021 10 0,5
2022 10 0,5
2023 7 0,3
2024 7 0,4
2025 7 0,4
2026 7 0,4
2027 7 0,4
• Despesas de I&D
A parcela de I&D representa todos os custos associados à investigação e ao desenvolvimento
de novas técnicas de produção e de melhoria de produtos.
Esta despesa representa cerca de 2 a 5% do valor das vendas[69], contudo, como já foi dito
anteriormente, o valor das vendas não foi calculado, pois não se quis arbitrar uma margem de lucro
erraticamente.
Procedeu-se então a uma análise de sensibilidade, onde posteriormente se concluiu que para
qualquer margem de lucro, dentro do intervalo de 30 a 40% (uma margem lucro mais elevada que o
“normal” por se tratar de uma fábrica de pequenas dimensões), não havia uma grande alteração no
valor total do custo de produção, considerou-se por isso uma margem de lucro de 35% de modo a se
obter esta parcela. Tratando-se de um produto novo e que ainda está em desenvolvimento optou-se
pela percentagem mais elevada para a I&D.
Apresenta-se o custo anual desta rubrica na tabela seguinte:
Tabela 48 - Valor anual das despesas de I&D.
Ano Vendas
(M€/ano) Despesas de I&D
(M€/ano)
2018 0,8 0,04
2019 0,9 0,05
2020 1,0 0,05
2021 1,1 0,05
2022 1,1 0,06
2023 1,1 0,06
2024 1,1 0,06
2025 1,2 0,06
2026 1,2 0,06
2027 1,2 0,06
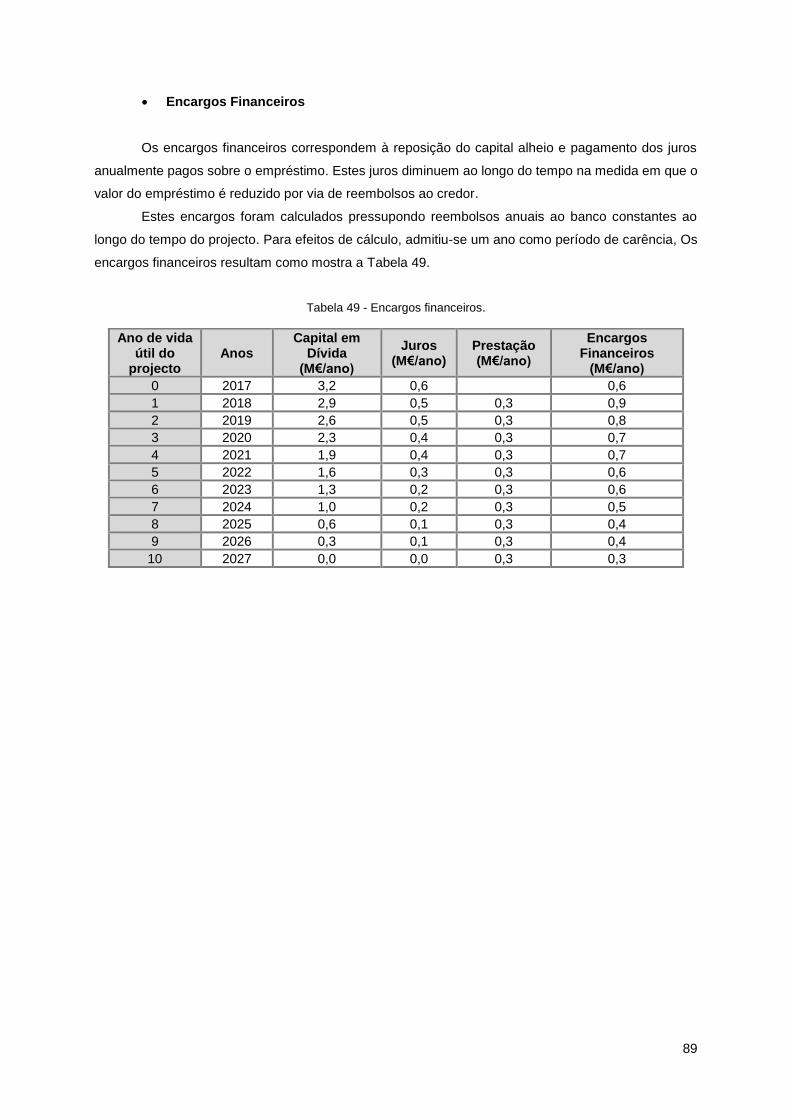
89
• Encargos Financeiros
Os encargos financeiros correspondem à reposição do capital alheio e pagamento dos juros
anualmente pagos sobre o empréstimo. Estes juros diminuem ao longo do tempo na medida em que o
valor do empréstimo é reduzido por via de reembolsos ao credor.
Estes encargos foram calculados pressupondo reembolsos anuais ao banco constantes ao
longo do tempo do projecto. Para efeitos de cálculo, admitiu-se um ano como período de carência, Os
encargos financeiros resultam como mostra a Tabela 49.
Tabela 49 - Encargos financeiros.
Ano de vida útil do
projecto Anos
Capital em Dívida
(M€/ano)
Juros (M€/ano)
Prestação (M€/ano)
Encargos Financeiros
(M€/ano)
0 2017 3,2 0,6 0,6
1 2018 2,9 0,5 0,3 0,9
2 2019 2,6 0,5 0,3 0,8
3 2020 2,3 0,4 0,3 0,7
4 2021 1,9 0,4 0,3 0,7
5 2022 1,6 0,3 0,3 0,6
6 2023 1,3 0,2 0,3 0,6
7 2024 1,0 0,2 0,3 0,5
8 2025 0,6 0,1 0,3 0,4
9 2026 0,3 0,1 0,3 0,4
10 2027 0,0 0,0 0,3 0,3
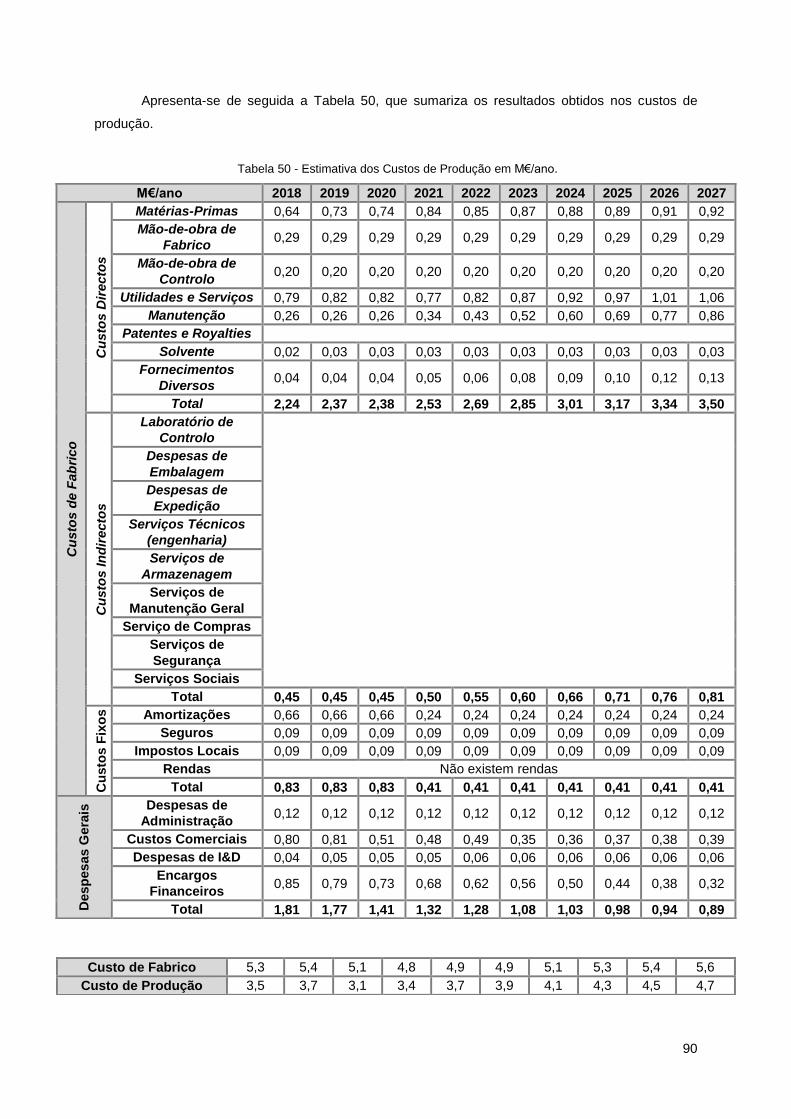
90
Apresenta-se de seguida a Tabela 50, que sumariza os resultados obtidos nos custos de
produção.
Tabela 50 - Estimativa dos Custos de Produção em M€/ano.
M€/ano 2018 2019 2020 2021 2022 2023 2024 2025 2026 2027
Cu
sto
s d
e F
ab
rico
Cu
sto
s D
irecto
s
Matérias-Primas 0,64 0,73 0,74 0,84 0,85 0,87 0,88 0,89 0,91 0,92
Mão-de-obra de
Fabrico 0,29 0,29 0,29 0,29 0,29 0,29 0,29 0,29 0,29 0,29
Mão-de-obra de
Controlo 0,20 0,20 0,20 0,20 0,20 0,20 0,20 0,20 0,20 0,20
Utilidades e Serviços 0,79 0,82 0,82 0,77 0,82 0,87 0,92 0,97 1,01 1,06
Manutenção 0,26 0,26 0,26 0,34 0,43 0,52 0,60 0,69 0,77 0,86
Patentes e Royalties
Solvente 0,02 0,03 0,03 0,03 0,03 0,03 0,03 0,03 0,03 0,03
Fornecimentos
Diversos 0,04 0,04 0,04 0,05 0,06 0,08 0,09 0,10 0,12 0,13
Total 2,24 2,37 2,38 2,53 2,69 2,85 3,01 3,17 3,34 3,50
Cu
sto
s In
dir
ecto
s
Laboratório de
Controlo
Despesas de
Embalagem
Despesas de
Expedição
Serviços Técnicos
(engenharia)
Serviços de
Armazenagem
Serviços de
Manutenção Geral
Serviço de Compras
Serviços de
Segurança
Serviços Sociais
Total 0,45 0,45 0,45 0,50 0,55 0,60 0,66 0,71 0,76 0,81
Cu
sto
s F
ixo
s
Amortizações 0,66 0,66 0,66 0,24 0,24 0,24 0,24 0,24 0,24 0,24
Seguros 0,09 0,09 0,09 0,09 0,09 0,09 0,09 0,09 0,09 0,09
Impostos Locais 0,09 0,09 0,09 0,09 0,09 0,09 0,09 0,09 0,09 0,09
Rendas Não existem rendas
Total 0,83 0,83 0,83 0,41 0,41 0,41 0,41 0,41 0,41 0,41
Desp
es
as G
era
is Despesas de
Administração 0,12 0,12 0,12 0,12 0,12 0,12 0,12 0,12 0,12 0,12
Custos Comerciais 0,80 0,81 0,51 0,48 0,49 0,35 0,36 0,37 0,38 0,39
Despesas de I&D 0,04 0,05 0,05 0,05 0,06 0,06 0,06 0,06 0,06 0,06
Encargos
Financeiros 0,85 0,79 0,73 0,68 0,62 0,56 0,50 0,44 0,38 0,32
Total 1,81 1,77 1,41 1,32 1,28 1,08 1,03 0,98 0,94 0,89
Custo de Fabrico 5,3 5,4 5,1 4,8 4,9 4,9 5,1 5,3 5,4 5,6
Custo de Produção 3,5 3,7 3,1 3,4 3,7 3,9 4,1 4,3 4,5 4,7
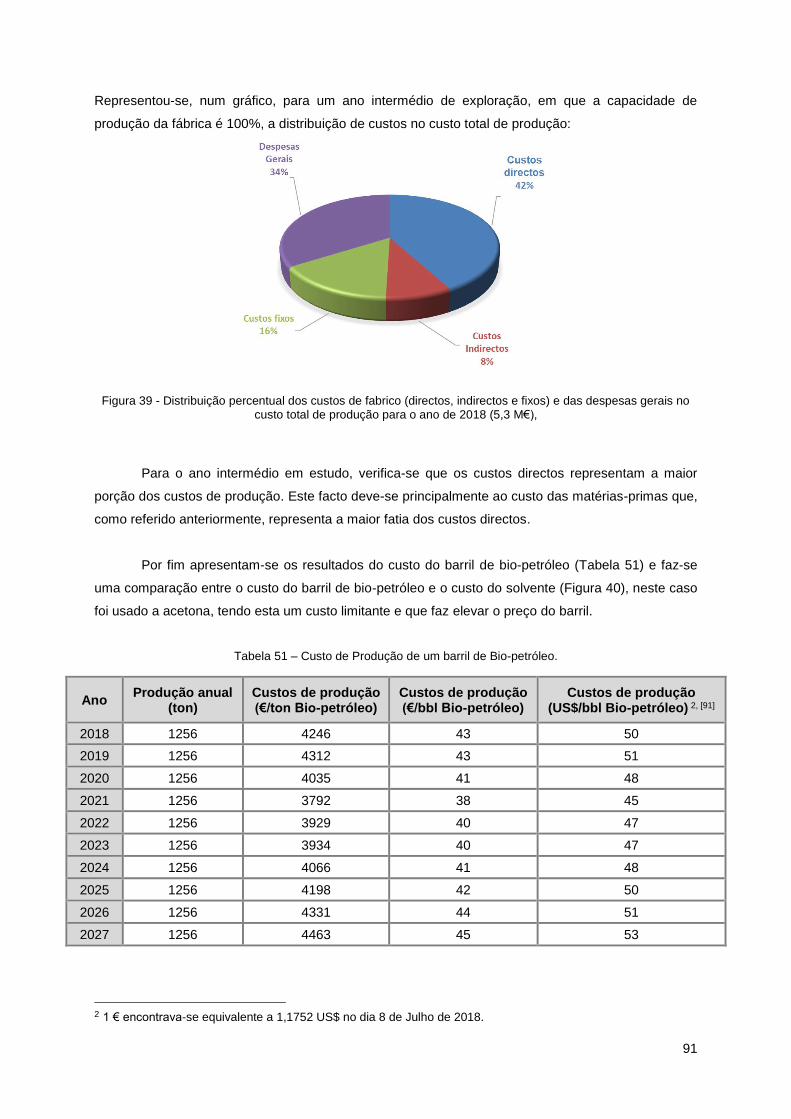
91
Representou-se, num gráfico, para um ano intermédio de exploração, em que a capacidade de
produção da fábrica é 100%, a distribuição de custos no custo total de produção:
Figura 39 - Distribuição percentual dos custos de fabrico (directos, indirectos e fixos) e das despesas gerais no custo total de produção para o ano de 2018 (5,3 M€),
Para o ano intermédio em estudo, verifica-se que os custos directos representam a maior
porção dos custos de produção. Este facto deve-se principalmente ao custo das matérias-primas que,
como referido anteriormente, representa a maior fatia dos custos directos.
Por fim apresentam-se os resultados do custo do barril de bio-petróleo (Tabela 51) e faz-se
uma comparação entre o custo do barril de bio-petróleo e o custo do solvente (Figura 40), neste caso
foi usado a acetona, tendo esta um custo limitante e que faz elevar o preço do barril.
Tabela 51 – Custo de Produção de um barril de Bio-petróleo.
Ano Produção anual
(ton) Custos de produção (€/ton Bio-petróleo)
Custos de produção (€/bbl Bio-petróleo)
Custos de produção (US$/bbl Bio-petróleo) 2, [91]
2018 1256 4246 43 50
2019 1256 4312 43 51
2020 1256 4035 41 48
2021 1256 3792 38 45
2022 1256 3929 40 47
2023 1256 3934 40 47
2024 1256 4066 41 48
2025 1256 4198 42 50
2026 1256 4331 44 51
2027 1256 4463 45 53
2 1 € encontrava-se equivalente a 1,1752 US$ no dia 8 de Julho de 2018.
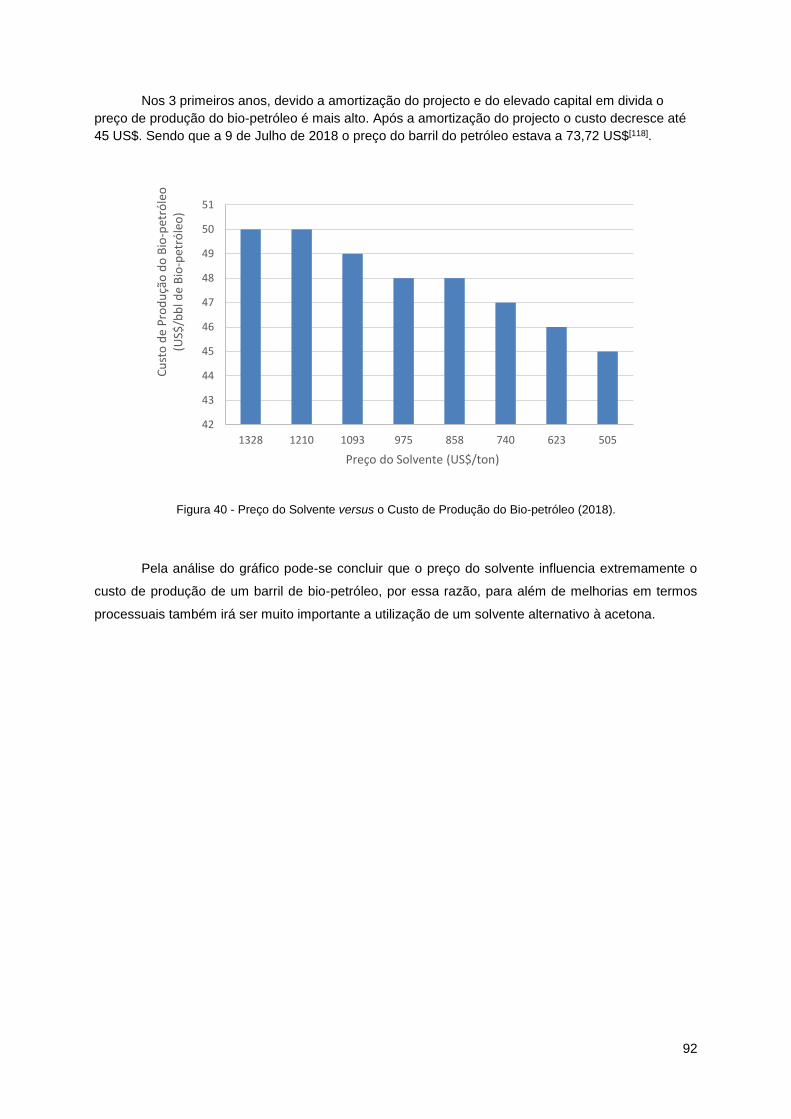
92
Nos 3 primeiros anos, devido a amortização do projecto e do elevado capital em divida o
preço de produção do bio-petróleo é mais alto. Após a amortização do projecto o custo decresce até
45 US$. Sendo que a 9 de Julho de 2018 o preço do barril do petróleo estava a 73,72 US$[118].
Figura 40 - Preço do Solvente versus o Custo de Produção do Bio-petróleo (2018).
Pela análise do gráfico pode-se concluir que o preço do solvente influencia extremamente o
custo de produção de um barril de bio-petróleo, por essa razão, para além de melhorias em termos
processuais também irá ser muito importante a utilização de um solvente alternativo à acetona.
42
43
44
45
46
47
48
49
50
51
1328 1210 1093 975 858 740 623 505
Cu
sto
de
Pro
du
ção
do
Bio
-pet
róle
o
(US$
/bb
l de
Bio
-pet
róle
o)
Preço do Solvente (US$/ton)
93
6. Conclusões e Trabalho Futuro
Este capítulo apresenta as conclusões principais do presente trabalho e algumas sugestões de
trabalho futuro.
6.1. Conclusões
Como se pode observar pelos resultados dos reactores descontínuo e semi-contínuo, a
conversão e o rendimento (de aproximadamente 32 e 40% no descontínuo, e para 45 e 46% no semi-
contínuo, respectivamente) são superiores no semi-contínuo. Era expectável que o rendimento
aumentasse, mas a conversão deveria ser superior no descontínuo. No entanto isso não se verificou,
isto provavelmente é devido ao aumento de temperatura na reacção do semi-contínuo, aumento esse
que é permitido devido à redução do tempo de residência. Com esta redução do tempo reduziu-se
também a degradação do óleo produzido no reactor e aumentou-se a abertura da fibra da cana-de-
açúcar, obtendo-se assim uma maior quebra dos polímeros cristalinos da celulose, mais difíceis de
alcançar (Anexo D).
Quanto à formação de acetais de hidrocarbonetos também podemos concluir que houve um
aumento da sua produção no reactor semi-contínuo (de 41,4% no descontínuo para 51,4%), sendo
visível um aumento quantitativo da incorporação da acetona no óleo. Este aumento pode ser justificado
pelo rendimento mais elevado no semi-contínuo, que consequentemente resultou num maior número
de moléculas de xilose e glicose disponíveis a serem hidrolisadas.
No entanto quando se calcula a acetona incorporada no óleo a partir da equação ( 4 ), o
resultado (de aproximadamente apenas 2%, quando comparado com os 21% no descontínuo) não é
coerente com os resultados experimentais, mas como foi esclarecido anteriormente, quando se passou
a utilizar o reactor semi-contínuo passou-se a utilizar o dobro da massa de bagaço, o que pode ter
levado a perdas de bio-petróleo. Estas podem ter resultado de uma lavagem ineficiente, e podem
também ser derivadas de perdas no sistema, dado que este processo envolve um volume muito
superior e se trata de um reactor semi-contínuo que tem de ser desmontado para a remoção do bagaço.
Relativamente à segunda parte do estudo, o processo industrial e a análise económica do
processo com uma capacidade reduzida.
À medida que se analisa este processo semi-contínuo conclui-se que se trata de um ponto de
partida muito importante para um processo industrializado, mas embora presentemente se esteja
apenas a abordar um conceito inicial e não um processo concludente. Espera-se que num futuro
próximo se possa apostar na instalação de uma planta piloto deste processo e assim se poder alcançar
as melhorias desejáveis, tanto tecnológicas como energéticas. Esta situação leva a uma optimização
do processo com equipamentos mais funcionais e com uma integração das utilidades onde haja o
reaproveitamento máximo de todas as correntes e efluentes. Lembrando também que tanto o bio-
petróleo, como o bagaço que não for consumido, estes podem ser utilizados como fontes energéticas
para uma fábrica mais sustentável.
94
Contudo, este estudo, ainda que simplista, deu uma visão de uma possível transferência da
tecnologia já aplicada no processo semi-contínuo, a nível laboratorial, para um processo em escala
piloto.
Após ter sido obtido o PFD do processo (Anexo E) foi possível executar a avaliação económica,
onde foi efectuado o cálculo do investimento (e custo de equipamento base) e o respectivo plano de
investimento, tendo-se determinado que o investimento necessário para a instalação projectada ronda
os 10,2 M€, dos quais 50% são provenientes de capital alheio. Foi então realizado um plano de
investimentos com a duração de ano e meio, onde se concluiu que a partir do 10º mês seria necessário
recorrer-se ao empréstimo bancário.
Finalmente efectuou-se o custo de produção, e mesmo sem ter sido realizada uma optimização
do processo, e mesmo com a crise petrolífera que ainda se vive no momento obteve-se um custo de
produção de um barril de bio-petróleo de 50 US$.
É um custo que consegue rivalizar com o preço de venda actual do barril de petróleo, 73,72
US$ (dia 9 de Julho de 2018)[118], não obstante que, a queda de preços do barril petróleo tem vindo a
diminuir. Todas as crises ao longo da exploração petrolífera, são temporárias, isto porque estas
flutuações de preços são, maioritariamente, provenientes de políticas no país exploratório e estratégias
globais governamentais. Note-se que apenas há dois anos o preço do barril rondava os 50 US$[118].
Por fim, deve-se ressalvar que não foi executado nenhuma investigação aprofundada dos
incentivos inerentes a uma planta que utilize tecnologia verde, uma vez que estes benefícios podem
ser obtidos de diversas fontes. Consequentemente, não foi possível quantificar os impactos que estes
teriam no custo de produção do bio-petróleo, mas é certo que haveria reduções muito positivas.
Ainda assim, foi possível constatar que existem alguns apoios governamentais, fiscais e não
só, para impulsionarem os investimentos em projectos que sejam “amigos do ambiente”. Para além
desta mais-valia, existe também o mercado do carbono, mercado onde empresas verdes negociam os
seus créditos verdes por quantias monetárias significativas.
6.2. Trabalho futuro
Seguidamente apresentam-se algumas sugestões de trabalho futuro que seriam importantes para
complementar o trabalho efectuado para esta dissertação de mestrado:
• Repetir o teste realizado no reactor semi-contínuo em triplicado, e realizar mais testes em
condições diferentes;
• Executar mais técnicas de caracterização para um melhor conhecimento da composição do
bio-petróleo e das suas características físico-químicas. Como por exemplo, a percentagem de
humidade e o pH após reacção e após neutralização, a variação da viscosidade cinemática ao
longo do tempo, etc.;
• Optimizar o processo de produção do bio-petróleo, tanto a nível de tecnologia como a nível de
integração das utilidades;
• Desenvolver um processo industrial contínuo em que toda a biomassa possa ser reaproveitada;
95
• Fazer uma análise económica mais detalhada, incluindo análises de sensibilidade a diferentes
variáveis, tais como utilidades e aumento da capacidade da fábrica;
• Utilizar um solvente alternativo à acetona, de modo a tornar este processo mais rentável e
sustentável. A alteração deste solvente também poderá vir a influenciar o tipo de processo. Pois,
no caso de se utilizar uma cetona mais pesada, isto iria resultar, possivelmente, numa reacção a
temperatura atmosférica, reduzindo assim os custos em materiais utilizados. Note-se que, já
estão a ser feitos estudos relativos aos solventes disponíveis no mercado;
• Fazer uma nova análise económica recorrendo a materiais mais acessíveis monetariamente,
como o aço de carbono com revestimento anticorrosivo ou teflon, como o termoplástico, etc,,
sendo estes opções viáveis para o projecto em estudo (reactores com relativamente baixas
temperaturas e pressões). Presentemente, existem cada vez mais alternativas ao aço inox 316,
todavia, neste projecto, optou-se por uma selecção de materiais mais conservativa, existindo por
isso, a possibilidade de uma redução muito significativa do custo do equipamento base;
• Fazer uma análise mais aprofundada dos possíveis apoios do governo a este tipo de processos e
à situação do mercado do carbono no Brasil (a aplicação de um limite de emissões de GEE está
prestes a ser implementada no Brasil);
Algumas destas ideias já se encontram a ser testadas, tal como novos processos contínuos.
96
Referências Bibliográficas
[1] «APA - Políticas > Alterações Climáticas > Resposta Internacional e Europeia > Protocolo de Quioto». [Em linha]. Disponível em: https://www.apambiente.pt/index.php?ref=16&subref=81&sub2ref=119&sub3ref=500. [Acedido: 15-Dez-2016].
[2] M. Crocker, Thermochemical Conversion of Biomass to Liquid Fuels and Chemicals. Royal Society of Chemistry, 2010.
[3] N. Batalha et al., «Gasoline from biomass through refinery-friendly carbohydrate-based bio-oil produced by ketalization», ChemSusChem[1] N. Batalha al., «Gasoline from biomass through refinery-friendly carbohydrate-based bio-oil Prod. by ketalization», ChemSusChem, vol. 7, n. 6, pp. 1627–1636, 2014., vol. 7, n. 6, pp. 1627–1636, 2014.
[4] R. Garrett, T. G. Barros, M. O. De Souza, B. M. C. Costa, M. M. Pereira, e L. S. M. Miranda, «Unveiling the Chemical Composition of Sugar Cane Biocrudes by Liquid Chromatography − Tandem Mass Spectrometry», pp. 5–10, 2015.
[5] M. M. Pereira, L. Mariz e Miranda, M. Oliveira de Souza, e M. B. Bezerra de Almeida, «Patent - Processo de obtenção de bio-óleo solúvel em hidrocarbonetos», WO2015135046A1, 2015.
[6] Agency for Natural Resources and Energy, «Key World Energy statistics», Paris, França, 2017.
[7] F. D. Santos, Que Futuro? Ciência, Tecnologia, Desenvolvimento e Ambiente. GRADIVA, 2007.
[8] IPCC, «Special Report on global warming of 1.5 °C above pre-industrial levels and related global greenhouse gas emission pathways», 2016. [Em linha]. Disponível em: https://www.ipcc.ch/report/sr15/. [Acedido: 15-Dez-2016].
[9] U. Nations, «Kyoto Protocol». [Em linha]. Disponível em: http://unfccc.int/kyoto_protocol/items/2830.php. [Acedido: 15-Dez-2016].
[10] Information Services of the UNFCCC secretariat, «Kyoto Protocol Reference Manual», Bonn, Germany, 2008.
[11] V. L. Cova Baptista Braga, Glena Luiza ; Franco Veiga, «Boletim Responsabiliade Social e Ambiental do Sistema Financeiro - O Setor Energético e as Mudanças Climáticas», Brasil, 2010.
[12] E. Team Johannes Ackva et al., «Emissions Trading Worldwide International Carbon Action Partnership (ICAP) Status Report 2018», Sumon Sumetchoengprachya, 2018.
[13] República Federativa do Brasil, «PRETENDIDA CONTRIBUIÇÃO NACIONALMENTE DETERMINADA PARA CONSECUÇÃO DO OBJETIVO DA CONVENÇÃO-QUADRO DAS NAÇÕES UNIDAS SOBRE MUDANÇA DO CLIMA», Brasil, 2015.
[14] A. Pinheiro e M. Coghlan, «COP23 Media Backgrounder - Brazil’s Positions, New Initiatives and COP23 Events», em Fact sheet: Brazil at COP23, 2017, pp. 1–35.
[15] «Alterações climáticas_ COP23 desenhou um plano para maior ambição Portugal e a Europa têm de agir – ZERO». [Em linha]. Disponível em: https://zero.ong/alteracoes-climaticas-cop23-desenhou-um-plano-para-maior-ambicao-portugal-e-a-europa-tem-de-agir/. [Acedido: 05-Jul-2018].
[16] «Conceituando biomassa», Instituto de Energia e Ambiente da Universidade de São Paulo | Grupo de Pesquisa em Bioenergia. [Em linha]. Disponível em: http://www.iee.usp.br/gbio/?q=livro/conceituando-biomassa. [Acedido: 19-Dez-2016].
97
[17] REN21 Secretariat, «REN21 Renewables 2018 Global Status Report», Paris, França, 2018.
[18] REN21 Secretariat, «Renewables 2010 Global Status Report», Paris, França, 2010.
[19] U.S. E.I.A., «F.O.B. Costs of Imported Crude Oil by API Gravity». [Em linha]. Disponível em: http://www.eia.gov/dnav/pet/pet_pri_imc3_k_m.htm. [Acedido: 08-Jul-2018].
[20] U.S. E.I.A., «International Energy Statistics». [Em linha]. Disponível em: http://tonto.eia.doe.gov/cfapps/ipdbproject/IEDIndex3.cfm?tid=2&pid=2&aid=7. [Acedido: 01-Jan-2016].
[21] C. Williams, «Bioenergy Conversion Technologies | WGBN», WGBN, Bioenergy Conversion Technologies, 2010. [Em linha]. Disponível em: http://www.wgbn.wisc.edu/conversion/bioenergy-conversion-technologies#Thermal conversion. [Acedido: 01-Jan-2016].
[22] Q. de N. Rocha, «GESTÃO DE ENERGIA DE RESÍDUOS DE BIOMASSA: OTIMIZAÇÃO DA DISTRIBUIÇÃO GEOGRÁFICA DAS UNIDADES INDUSTRIAIS DE GERAÇÃO DE ENERGIA», UNIVERSIDADE DE BRASÍLIA, 2011.
[23] REN21 Secretariat, «ENERGIAS RENOVÁVEIS 2016 - RELATÓRIO DA SITUAÇÃO MUNDIAL», Paris, França, 2016.
[24] E. Martinot, «RENEWABLES 2005 - GLOBAL STATUS REPORT», 2005.
[25] «Biocombustíveis - Da primeira a quarta geração», Biodieselbr, 2009. [Em linha]. Disponível em: https://www.biodieselbr.com/destaques/2007/biocombustiveis-primeira-quarta-geracao-10-03-08.htm. [Acedido: 01-Jan-2016].
[26] ENMC, «Preço do Biodiesel em Portugal e na Europa – 2015», Portugal, 2015.
[27] PER, «Portal das Energias Renováveis», Tecnologias: Colectores Solares Térmicos, 2016. [Em linha]. Disponível em: http://energiasrenovaveis.com/DetalheConceitos.asp?ID_conteudo=41&ID_area=8&ID_sub_area=26. [Acedido: 17-Dez-2016].
[28] Nova Cana, «Processos de fabricação do etanol», 2014. [Em linha]. Disponível em: https://www.novacana.com/etanol/fabricacao/. [Acedido: 01-Jan-2016].
[29] R. C. Leite e L. A. B. Cortez, «O etanol combustível no Brasil», Biocombustíveis no Bras. Real. e Perspect., pp. 61–75, 2008.
[30] M. L. Murta Valle, Produtos do Setor de Combustiveis e de Lubrificantes. Publit, 2007.
[31] ePure, «Fuel Blends | ePURE - European Renewable Ethanol». [Em linha]. Disponível em: http://epure.org/about-ethanol/fuel-market/fuel-blends/. [Acedido: 01-Jan-2016].
[32] M. J. M. García, «Perspectivas del bioetanol en la UE hasta el 2020», Spain, 2006.
[33] Imprensa Nacional Brasileira, «PORTARIA No-75, DE 5 DE MARÇO DE 2015 - Diário Oficial da União Seção - 1», Ministério da Agricultura, Pecuária e Abastecimento. FIOTEC - Fundação para o Desenvolvimento Científico e Tecnológico em Saúde, 2009.
[34] UNICA, «Produção e uso do Etanol combustível no Brasil», São Paulo, Brasil, 2007.
[35] H. V. Lee, S. B. A. Hamid, e S. K. Zain, «Conversion of lignocellulosic biomass to nanocellulose: Structure and chemical process», Sci. World J., vol. 2014, n. 631013, p. 20, 2014.
[36] F. a Santos, J. H. De Queiróz, J. L. Colodette, S. a Fernandes, e V. M. Guimarães, «Potencial da palha de cana-de-aucar para produção de etanol», Quim. Nova, vol. 35, n. 5, 2012.
98
[37] A. Klock, Umberto; Sulato de Andrade, «CELULOSE - Disciplina Química da Madeira». Universidade Federal do Paraná, Curitiba, Brasil, p. 51, 2013.
[38] H. M. L. Hansen, Natanya; Plackett, David; Plackett, «Sustainable Films and Coatings from Hemicelluloses: A Review», Biomacromolecules, vol. 9, n. 6, pp. 1493–1505, 2008.
[39] A. V. DA SILVA, «AVALIAÇÃO DOS EXTRATOS PROVENIENTE DA HIDRÓLISE DO BAGAÇO DE CANA-DE-AÇÚCAR PARA SÍNTESE DE ZEÓLITA», UNIVERSIDADE FEDERAL DO RIO DE JANEIRO, 2015.
[40] R. Vanholme, B. Demedts, K. Morreel, J. Ralph, e W. Boerjan, «Lignin biosynthesis and structure.», Plant Physiol., vol. 153, n. 3, pp. 895–905, 2010.
[41] F.-X. Luo, T.-G. Zhou, X. Li, Y.-L. Luo, e Z.-J. Shi, «Fragmentation of structural units of lignin promoted by persulfate through selective C-C cleavage under mild conditions», Org. Chem. Front., vol. 2, n. 9, pp. 1066–1070, 2015.
[42] E. Farina, «How the industry sees the future of Brazilian sugar & ethanol: contributing to build the bridge towards a low-carbon energy system», Londres, 2014.
[43] World Watch Institute, «U.S.Biofuels: ClimateChangeandPolicies». World Watch Institute, Washington, DC, pp. 0–2, 2009.
[44] «Crops», FAO-Food and Agriculture Organization of the United Nations. [Em linha]. Disponível em: http://www.fao.org/faostat/en/#data/QC/visualize. [Acedido: 22-Dez-2016].
[45] «Biomass Pyrolysis Process - BioEnergy Consult». [Em linha]. Disponível em: http://www.bioenergyconsult.com/biomass-pyrolysis-process/. [Acedido: 23-Dez-2016].
[46] M. I. Jahirul, M. G. Rasul, A. A. Chowdhury, e N. Ashwath, «Biofuels production through biomass pyrolysis- A technological review», Energies, vol. 5, n. 12, pp. 4952–5001, 2012.
[47] B. B. Uzun, «Pyrolysis : A sustainable way from Waste to Energy». Anadolu University, Faculty of Engineering, Eskisehir, TURKEY, p. 26, 2012.
[48] «The research progress of biomass pyrolysis processes», FAO-Food and Agriculture Organization of the United Nations. [Em linha]. Disponível em: http://www.fao.org/3/a-t4470e/t4470e0a.htm. [Acedido: 23-Dez-2016].
[49] M. B. B. De Almeida, «Bio-óleo a partir da pirólise rápida, térmica ou catalítica, da palha da cana-de-açúcar e seu co-processamento com gasóleo em craqueamento catalítico», UFRJ, 2008.
[50] A. V. Bridgwater, «Renewable fuels and chemicals by thermal processing of biomass», Chem. Eng. J., vol. 91, n. 2–3, pp. 87–102, 2003.
[51] J. Lehto, A. Oasmaa, Y. Solantausta, M. Kytö, e D. Chiaramonti, «Fuel oil quality and combustion of fast pyrolysis bio-oils», VTT Publ., n. 87, p. 79, 2013.
[52] S. Czernik e A. V. Bridgwater, «Overview of applications of biomass fast pyrolysis oil», Energy and Fuels, vol. 18, n. 2, pp. 590–598, 2004.
[53] M. Oliveira de Souza, «Produção de acetais isopropilidênicos de carboidratos oriundos da alga Kappaphycus alvarezii com potencial aplicação a processos de refino de petróleo», Universidade Federal do Rio de Janeiro, 2016.
[54] P. Harmsen, W. Huijgen, L. López, e R. Bakker, «Literature Review of Physical and Chemical Pretreatment Processes for Lignocellulosic Biomass», Netherlands, 2010.
[55] J. Schultz e A. S. Mangrich, «Innovation in Biorefineries I . Production of Second Generation Ethanol from Elephant Grass ( Pennisetum purpureum ...», 9, n. 1, pp. 4–14, 2017.
99
[56] P. Kumar, D. M. Barrett, M. J. Delwiche, e P. Stroeve, «Methods for pretreatment of lignocellulosic biomass for efficient hydrolysis and biofuel production», Ind. Eng. Chem. Res., vol. 48, n. 8, pp. 3713–3729, 2009.
[57] E. M. Hassan, P. H. Steele, e L. Ingram, «Characterization of Fast Pyrolysis Bio-oils Produced from Pretreated Pine Wood», Appl. Biochem. Biotechnol., vol. 154, n. 1, pp. 3–13, 2009.
[58] C. H. Choi e A. P. Mathews, «Two-step acid hydrolysis process kinetics in the saccharification of low-grade biomass: 1. Experimental studies on the formation and degradation of sugars», Bioresour. Technol., vol. 58, n. 2, pp. 101–106, 1996.
[59] T. F. Lucy Ogeda Denise S Petri, «Hidrólise Enzimática De Biomassa», Quim. Nov., vol. 33, n. 7, pp. 1549–1558, 2010.
[60] «Ch25 Acetals and Ketals in sugars». [Em linha]. Disponível em: http://www.chem.ucalgary.ca/courses/351/Carey5th/Ch25/ch25-2-1.html. [Acedido: 23-Dez-2016].
[61] «Nucleophilic additions to aldehydes and ketones: the general picture». [Em linha]. Disponível em: http://chem.libretexts.org/Textbook_Maps/Organic_Chemistry_Textbook_Maps/Map%3A_Organic_Chemistry_With_a_Biological_Emphasis_(Soderberg)/11%3A_Nucleophilic_carbonyl_addition_reactions/11.4%3A_Acetals_and_ketals. [Acedido: 27-Dez-2016].
[62] «CHAPTER 3 - CARBOHYDRATES/GLYCANS». [Em linha]. Disponível em: https://employees.csbsju.edu/hjakubowski/classes/ch331/Metabolism/MetPathways4_RegEnzActn.html. [Acedido: 27-Dez-2016].
[63] «Software de simulação de Engenharia Quimíca - Aspen Plus 8.4». .
[64] V. Rudolph, M. G. Rasul, V. Rudolph, e M. Carsky, «Physical properties of bagasse», vol. 2361, n. June, 1999.
[65] S. Shrivastav e I. Hussain, «Design of Bagasse Dryer to Recover Energy of Water Tube Boiler in a Sugar Factory», Int. J. Sci. Res., vol. 2, n. 8, pp. 2319–7064, 2013.
[66] Armstrong, «Specific Heat — Specific Gravity». MI, United States, pp. 60–61.
[67] «Bagasse Moisture». [Em linha]. Disponível em: http://www.moisttech.com/bagasse-moisture/. [Acedido: 01-Out-2016].
[68] M. G. Rasul, V. Rudolph, e M. Carsky, «Physical properties of bagasse», Fuel, vol. 78, n. 8, pp. 905–910, 1999.
[69] R. Peters, M., Klaus, T., & West, Plant Design and Economic for Chemical Engineers, 4th ed. McGraw-Hill, New York:, 1991.
[70] NovaCana.com, «A produção de cana-de-açucar no Brasil (e no mundo)», novaCana.com, 2016. [Em linha]. Disponível em: https://www.novacana.com/cana/producao-cana-de-acucar-brasil-e-mundo/. [Acedido: 15-Dez-2016].
[71] «São José Agroindustrial _ Comercial - Produtos - O AÇÚCAR». [Em linha]. Disponível em: http://www.usinasaojose.com.br/pt/comercial/produtos. [Acedido: 15-Dez-2016].
[72] «TECON SUAPE - Instalações». [Em linha]. Disponível em: http://www.teconsuape.com/apresentacao.php?pag=instalacoes. [Acedido: 15-Dez-2016].
[73] Stanley M. Walas, Chemical Process Equipment: Selection and Design. Butterworth-Heineman, 1990.
[74] R. K. Sinnott, Chemical Engineering Design, vol. 6, n. 4. Elsevier, 2005.
[75] «Chemical Compatibility Database from Cole-Parmer», 2016. [Em linha]. Disponível em:
100
http://www.coleparmer.com/Chemical-Resistance. [Acedido: 07-Set-2016].
[76] D. W. Perry, R.H., Green, Perrys’ Chemical Engineers’ Handbook, 7.a ed. McGraw-Hill, 2004.
[77] «Evacuation time, vacuum pump sizing». [Em linha]. Disponível em: http://www.vacuum-guide.com/english/equipment/evacuation_time_vacuum_pump_sizing.htm%0A. [Acedido: 30-Set-2016].
[78] F. P. Incropera, D. P. DeWitt, T. L. Bergman, e A. S. Lavine, Fundamentals of Heat and Mass Transfer, 6.a ed. Incropera, 2007.
[79] «» Decantadores _ Espessadores em PRFV». [Em linha]. Disponível em: http://www.remosa.net/pt-pt/decantadores-espessadores-em-prfv/%0A. [Acedido: 21-Set-2016].
[80] F. Ramôa Ribeiro, J. Madeira Lopes, e F. J. de Lemos, Reactores Químicos. IST Press, 2002.
[81] G. D. Ulrich, A Guide to Chemical Engineering Process Design and Economics. University of New Hampshire: John Wiley & Sons, 1984.
[82] «PBE-News- Static versus vibrating fluid-bed dryers». [Em linha]. Disponível em: http://www.powderbulk.com/enews/2015/issues/pbenews_06_17_15feature.html. [Acedido: 22-Set-2016].
[83] W. Y. Svrcek e W. D. Monnery, «Design two-phase separators within the right limits», Chemical Engineering Progress, vol. 89, n. 10, pp. 53–60, 1993.
[84] «Catalog - IBCs for Pharmaceutical Powder Handling & Blending». [Em linha]. Disponível em: http://www.servo-lift.com/bins. [Acedido: 23-Set-2016].
[85] J. Lois-Correa, A. Flores-Vela, D. Ortega-Grimaldo, e J. Berman-Delgado, «Experimental evaluation of sugar cane bagasse storage in bales system», J. Appl. Res. Technol., vol. 8, n. 3, pp. 365–377, 2010.
[86] «Catálogo de silos para biomassa», KeplerWeber. [Em linha]. Disponível em: https://moodle.unipampa.edu.br/pluginfile.php/202085/mod_resource/content/1/KWarm_produtos_6341_1406722948.pdf. [Acedido: 23-Set-2016].
[87] Quallical, «Catálodo de Manuseio e Estocagem da cal virgem e cal hidratada», 2016. [Em linha]. Disponível em: http://www.quallical.com.br/Apostila cv.pdf. [Acedido: 24-Set-2016].
[88] C. . Branan, Rules of Thumb for Chemical Engineers, 4.a ed. Elsevier, 2005.
[89] Screw Conveyor Corporation, Screw Conveyor Catalog & Engineering Manual. Hammond, Indiana: Screw Conveyor Corporation, 2010.
[90] L. B. V. Volpato e W. O. dos Santos, «Apresentação transportadores continuos tipo rosca», 2011, p. 32.
[91] OANDA, «Taxas de Câmbio». [Em linha]. Disponível em: https://www.oanda.com/lang/pt/currency/historical-rates/. [Acedido: 09-Jul-2018].
[92] «Equipment Costs for Plant Design and Economics for Chemical Engineers - 5th Edition - McGraw-Hill Education», 2002. [Em linha]. Disponível em: http://www.mhhe.com/engcs/chemical/peters/data/. [Acedido: 10-Out-2016].
[93] «Matches 275 Equipment Cost Estimates», 2014. [Em linha]. Disponível em: http://www.matche.com/equipcost/Default.html. [Acedido: 10-Out-2016].
[94] «Interest rates», Brasil, Banco Central do Brasil, 2011. [Em linha]. Disponível em: http://www.bcb.gov.br/Pec/Copom/Ingl/taxaSelic-i.asp. [Acedido: 09-Jul-2018].
[95] «Spread e Lucro dos Bancos no Brasil». [Em linha]. Disponível em:
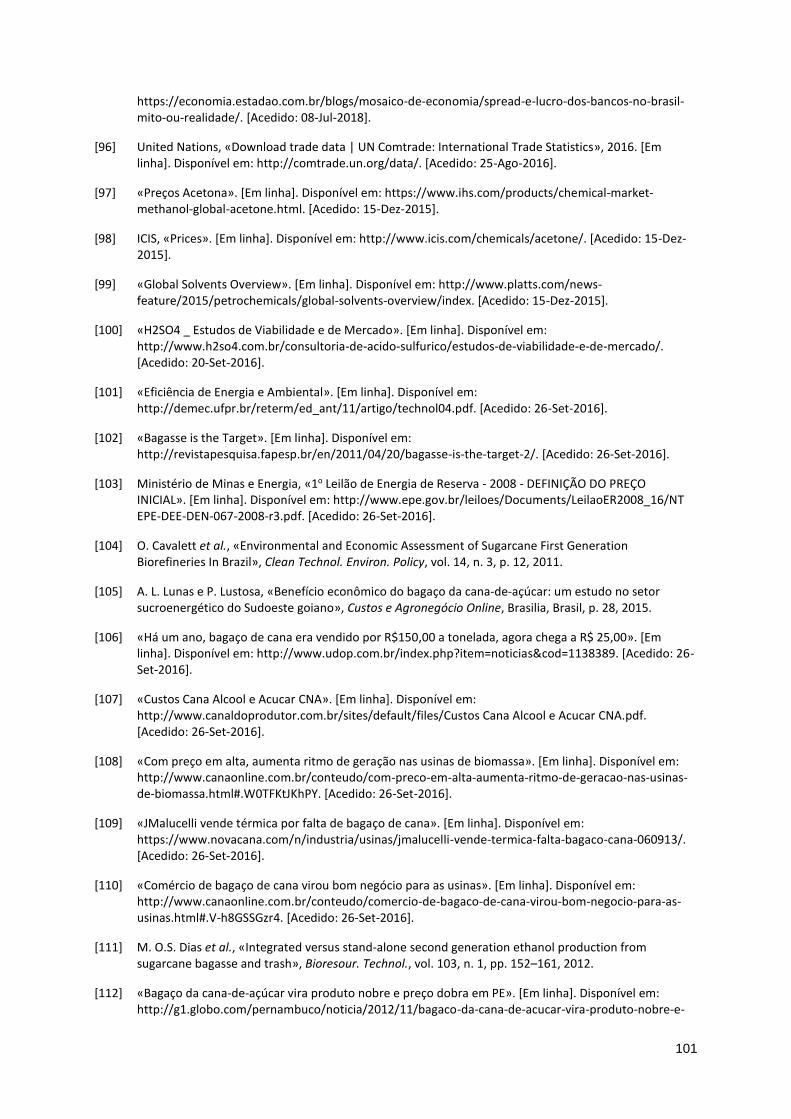
101
https://economia.estadao.com.br/blogs/mosaico-de-economia/spread-e-lucro-dos-bancos-no-brasil-mito-ou-realidade/. [Acedido: 08-Jul-2018].
[96] United Nations, «Download trade data | UN Comtrade: International Trade Statistics», 2016. [Em linha]. Disponível em: http://comtrade.un.org/data/. [Acedido: 25-Ago-2016].
[97] «Preços Acetona». [Em linha]. Disponível em: https://www.ihs.com/products/chemical-market-methanol-global-acetone.html. [Acedido: 15-Dez-2015].
[98] ICIS, «Prices». [Em linha]. Disponível em: http://www.icis.com/chemicals/acetone/. [Acedido: 15-Dez-2015].
[99] «Global Solvents Overview». [Em linha]. Disponível em: http://www.platts.com/news-feature/2015/petrochemicals/global-solvents-overview/index. [Acedido: 15-Dez-2015].
[100] «H2SO4 _ Estudos de Viabilidade e de Mercado». [Em linha]. Disponível em: http://www.h2so4.com.br/consultoria-de-acido-sulfurico/estudos-de-viabilidade-e-de-mercado/. [Acedido: 20-Set-2016].
[101] «Eficiência de Energia e Ambiental». [Em linha]. Disponível em: http://demec.ufpr.br/reterm/ed_ant/11/artigo/technol04.pdf. [Acedido: 26-Set-2016].
[102] «Bagasse is the Target». [Em linha]. Disponível em: http://revistapesquisa.fapesp.br/en/2011/04/20/bagasse-is-the-target-2/. [Acedido: 26-Set-2016].
[103] Ministério de Minas e Energia, «1o Leilão de Energia de Reserva - 2008 - DEFINIÇÃO DO PREÇO INICIAL». [Em linha]. Disponível em: http://www.epe.gov.br/leiloes/Documents/LeilaoER2008_16/NT EPE-DEE-DEN-067-2008-r3.pdf. [Acedido: 26-Set-2016].
[104] O. Cavalett et al., «Environmental and Economic Assessment of Sugarcane First Generation Biorefineries In Brazil», Clean Technol. Environ. Policy, vol. 14, n. 3, p. 12, 2011.
[105] A. L. Lunas e P. Lustosa, «Benefício econômico do bagaço da cana-de-açúcar: um estudo no setor sucroenergético do Sudoeste goiano», Custos e Agronegócio Online, Brasilia, Brasil, p. 28, 2015.
[106] «Há um ano, bagaço de cana era vendido por R$150,00 a tonelada, agora chega a R$ 25,00». [Em linha]. Disponível em: http://www.udop.com.br/index.php?item=noticias&cod=1138389. [Acedido: 26-Set-2016].
[107] «Custos Cana Alcool e Acucar CNA». [Em linha]. Disponível em: http://www.canaldoprodutor.com.br/sites/default/files/Custos Cana Alcool e Acucar CNA.pdf. [Acedido: 26-Set-2016].
[108] «Com preço em alta, aumenta ritmo de geração nas usinas de biomassa». [Em linha]. Disponível em: http://www.canaonline.com.br/conteudo/com-preco-em-alta-aumenta-ritmo-de-geracao-nas-usinas-de-biomassa.html#.W0TFKtJKhPY. [Acedido: 26-Set-2016].
[109] «JMalucelli vende térmica por falta de bagaço de cana». [Em linha]. Disponível em: https://www.novacana.com/n/industria/usinas/jmalucelli-vende-termica-falta-bagaco-cana-060913/. [Acedido: 26-Set-2016].
[110] «Comércio de bagaço de cana virou bom negócio para as usinas». [Em linha]. Disponível em: http://www.canaonline.com.br/conteudo/comercio-de-bagaco-de-cana-virou-bom-negocio-para-as-usinas.html#.V-h8GSSGzr4. [Acedido: 26-Set-2016].
[111] M. O.S. Dias et al., «Integrated versus stand-alone second generation ethanol production from sugarcane bagasse and trash», Bioresour. Technol., vol. 103, n. 1, pp. 152–161, 2012.
[112] «Bagaço da cana-de-açúcar vira produto nobre e preço dobra em PE». [Em linha]. Disponível em: http://g1.globo.com/pernambuco/noticia/2012/11/bagaco-da-cana-de-acucar-vira-produto-nobre-e-
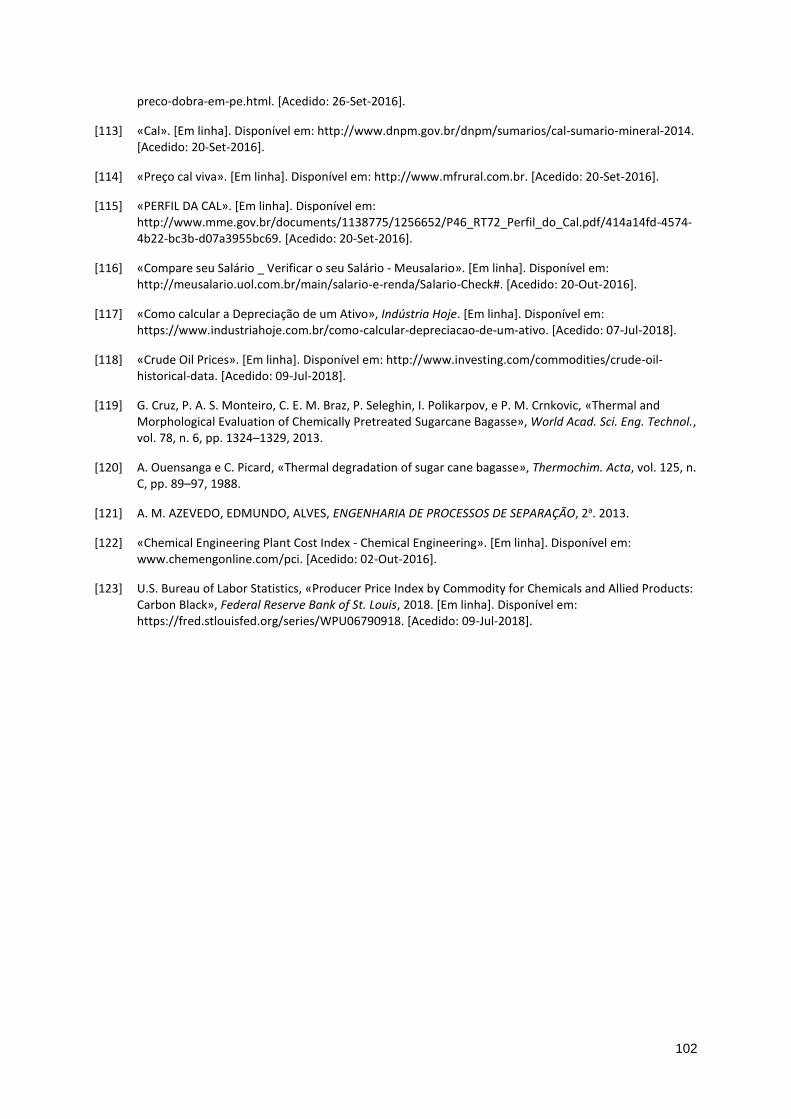
102
preco-dobra-em-pe.html. [Acedido: 26-Set-2016].
[113] «Cal». [Em linha]. Disponível em: http://www.dnpm.gov.br/dnpm/sumarios/cal-sumario-mineral-2014. [Acedido: 20-Set-2016].
[114] «Preço cal viva». [Em linha]. Disponível em: http://www.mfrural.com.br. [Acedido: 20-Set-2016].
[115] «PERFIL DA CAL». [Em linha]. Disponível em: http://www.mme.gov.br/documents/1138775/1256652/P46_RT72_Perfil_do_Cal.pdf/414a14fd-4574-4b22-bc3b-d07a3955bc69. [Acedido: 20-Set-2016].
[116] «Compare seu Salário _ Verificar o seu Salário - Meusalario». [Em linha]. Disponível em: http://meusalario.uol.com.br/main/salario-e-renda/Salario-Check#. [Acedido: 20-Out-2016].
[117] «Como calcular a Depreciação de um Ativo», Indústria Hoje. [Em linha]. Disponível em: https://www.industriahoje.com.br/como-calcular-depreciacao-de-um-ativo. [Acedido: 07-Jul-2018].
[118] «Crude Oil Prices». [Em linha]. Disponível em: http://www.investing.com/commodities/crude-oil-historical-data. [Acedido: 09-Jul-2018].
[119] G. Cruz, P. A. S. Monteiro, C. E. M. Braz, P. Seleghin, I. Polikarpov, e P. M. Crnkovic, «Thermal and Morphological Evaluation of Chemically Pretreated Sugarcane Bagasse», World Acad. Sci. Eng. Technol., vol. 78, n. 6, pp. 1324–1329, 2013.
[120] A. Ouensanga e C. Picard, «Thermal degradation of sugar cane bagasse», Thermochim. Acta, vol. 125, n. C, pp. 89–97, 1988.
[121] A. M. AZEVEDO, EDMUNDO, ALVES, ENGENHARIA DE PROCESSOS DE SEPARAÇÃO, 2a. 2013.
[122] «Chemical Engineering Plant Cost Index - Chemical Engineering». [Em linha]. Disponível em: www.chemengonline.com/pci. [Acedido: 02-Out-2016].
[123] U.S. Bureau of Labor Statistics, «Producer Price Index by Commodity for Chemicals and Allied Products: Carbon Black», Federal Reserve Bank of St. Louis, 2018. [Em linha]. Disponível em: https://fred.stlouisfed.org/series/WPU06790918. [Acedido: 09-Jul-2018].
A-1
Anexos
A. Resultados da Calorimetria
Em seguida, na Figura 41, apresentam-se os resultados dos testes de calorimetria do óleo em
regime descontínuo e do óleo em regime semi-contínuo.
Figura 41 - Calor específico do óleo em regime descontínuo e regime semi-contínuo, em função da temperatura.
Os valores mais importantes formam resumidos na tabela seguinte:
Tabela 52 – Alguns valores do calor específico do óleo em regime descontínuo e regime semi-contínuo, em função da temperatura.
Temperature (°C) Calor específico (J/(g,°C))
Reactor Descontínuo Reactor Semi-contínuo
15,56 1,469 (erro3) 1,712
25 1,351 1,814
35 1,369 1,825
75 1,906 1,743
100 2,438 1,869
120 2,695 2,061
3 A determinação de capacidade específica não foi realizada para este valor, sendo que este se encontrava perto
do limite do intervalo de estabilização do calorímetro (10 °C) deve ter sido gerado um erro.
-5
-3
-1
1
3
5
7
9
10 60 110
Calo
r E
sp
ecíf
ico
(J/(
g.°
C))
Temperatura (°C)
Descontínuo
Semi-contínuo
B-2
B. Resultados da Determinação da Viscosidade
Em seguida, na Figura 42, apresentam-se os resultados dos testes de reometria do óleo em
regime descontínuo para a determinação da viscosidade.
Figura 42 – Viscosidade do bio-petróleo produzido em regime descontínuo em função da temperatura.
Como se pode observar, apesar de o bio-petróleo ser um óleo muito viscoso à temperatura
ambiente, com o aumento da temperatura a sua viscosidade diminui acentuadamente.
Note-se que só foram determinadas as viscosidades para 5 temperaturas, 40, 50, 60, 70 e
80 °C, e que a viscosidade obtida para cada temperatura é um valor médio. No entanto, ajustou-se uma
trendline polinomial de 2º grau para se poder extrapolar o valor da viscosidade para outras
temperaturas.
0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
4,00
4,50
5,00
0 10 20 30 40 50 60 70 80 90
Vis
cosid
ade (
Pa.s
)
Temperatura (°C)
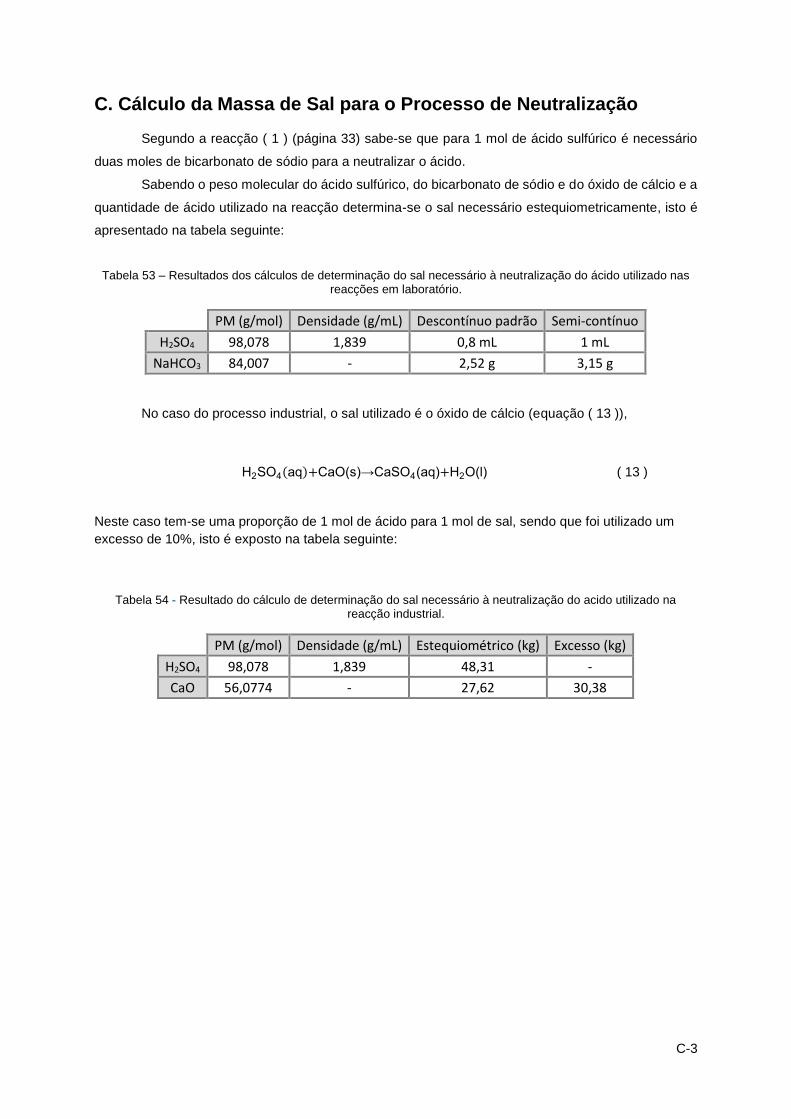
C-3
C. Cálculo da Massa de Sal para o Processo de Neutralização
Segundo a reacção ( 1 ) (página 33) sabe-se que para 1 mol de ácido sulfúrico é necessário
duas moles de bicarbonato de sódio para a neutralizar o ácido.
Sabendo o peso molecular do ácido sulfúrico, do bicarbonato de sódio e do óxido de cálcio e a
quantidade de ácido utilizado na reacção determina-se o sal necessário estequiometricamente, isto é
apresentado na tabela seguinte:
Tabela 53 – Resultados dos cálculos de determinação do sal necessário à neutralização do ácido utilizado nas reacções em laboratório.
PM (g/mol) Densidade (g/mL) Descontínuo padrão Semi-contínuo
H2SO4 98,078 1,839 0,8 mL 1 mL
NaHCO3 84,007 - 2,52 g 3,15 g
No caso do processo industrial, o sal utilizado é o óxido de cálcio (equação ( 13 )),
Neste caso tem-se uma proporção de 1 mol de ácido para 1 mol de sal, sendo que foi utilizado um
excesso de 10%, isto é exposto na tabela seguinte:
Tabela 54 - Resultado do cálculo de determinação do sal necessário à neutralização do acido utilizado na reacção industrial.
PM (g/mol) Densidade (g/mL) Estequiométrico (kg) Excesso (kg)
H2SO4 98,078 1,839 48,31 -
CaO 56,0774 - 27,62 30,38
H2SO4(aq)+CaO(s)→CaSO4(aq)+H2O(l) ( 13 )
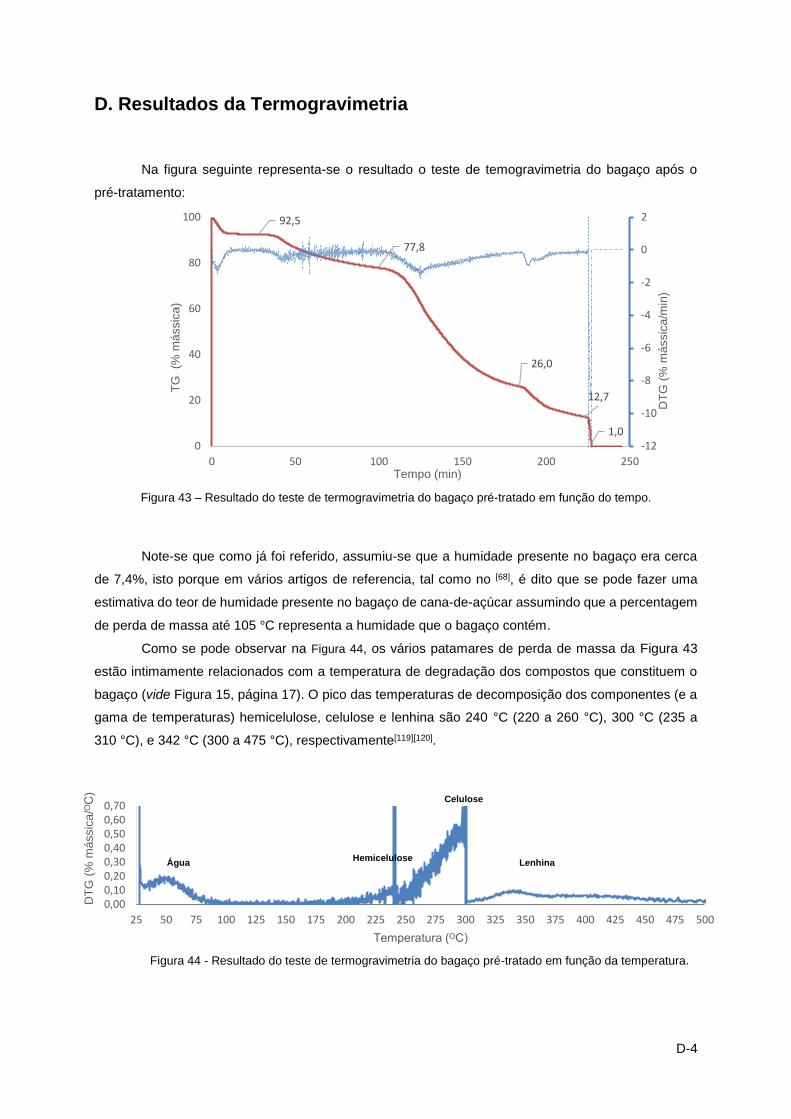
D-4
D. Resultados da Termogravimetria
Na figura seguinte representa-se o resultado o teste de temogravimetria do bagaço após o
pré-tratamento:
Figura 43 – Resultado do teste de termogravimetria do bagaço pré-tratado em função do tempo.
Note-se que como já foi referido, assumiu-se que a humidade presente no bagaço era cerca
de 7,4%, isto porque em vários artigos de referencia, tal como no [68], é dito que se pode fazer uma
estimativa do teor de humidade presente no bagaço de cana-de-açúcar assumindo que a percentagem
de perda de massa até 105 °C representa a humidade que o bagaço contém.
Como se pode observar na Figura 44, os vários patamares de perda de massa da Figura 43
estão intimamente relacionados com a temperatura de degradação dos compostos que constituem o
bagaço (vide Figura 15, página 17). O pico das temperaturas de decomposição dos componentes (e a
gama de temperaturas) hemicelulose, celulose e lenhina são 240 °C (220 a 260 °C), 300 °C (235 a
310 °C), e 342 °C (300 a 475 °C), respectivamente[119][120].
92,5
77,8
26,0
12,7
1,0-12
-10
-8
-6
-4
-2
0
2
0
20
40
60
80
100
0 50 100 150 200 250
DT
G (
% m
ássic
a/m
in)
TG
(%
má
ssic
a)
Tempo (min)
0,000,100,200,300,400,500,600,70
25 50 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
DT
G (
% m
ássic
a/ᴼ
C)
Temperatura (ᴼC)
Água Hemicelulose
Celulose
Lenhina
Figura 44 - Resultado do teste de termogravimetria do bagaço pré-tratado em função da temperatura.

E-5
E. Process Flow Diagram e Balanço de Massa – Processo de
Produção de Bio-petróleo
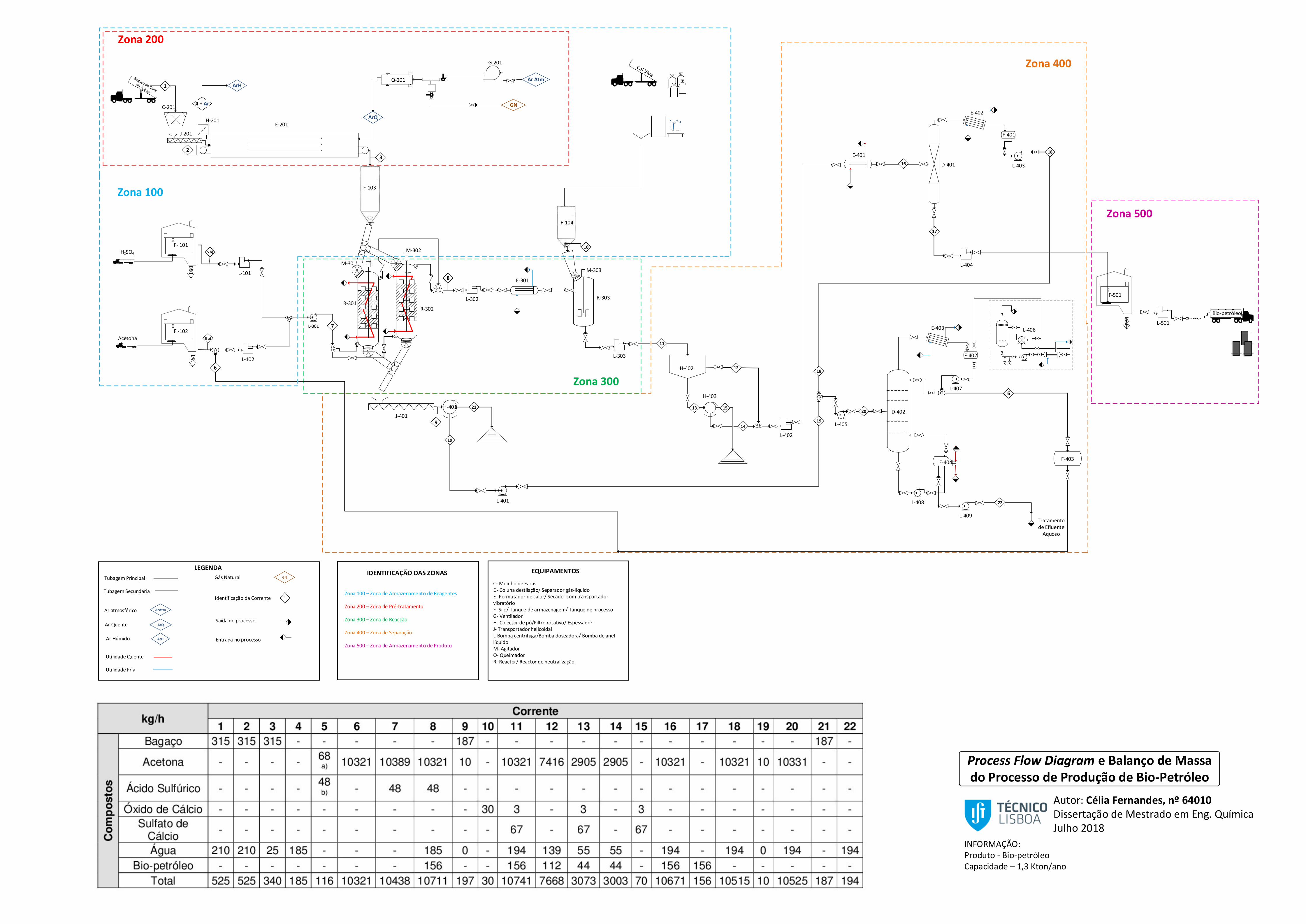
Tubagem Principal
Tubagem Secundária
LEGENDA
ArAtm
ArQAr Quente
Ar atmosférico
GNGás Natural
ArHAr Húmido
iIdentificação da CorrenteZona 100 – Zona de Armazenamento de Reagentes
Zona 200 – Zona de Pré-tratamento
Zona 300 – Zona de Reacção
Zona 400 – Zona de Separação
Zona 500 – Zona de Armazenamento de Produto
IDENTIFICAÇÃO DAS ZONAS
Saída do processo
Entrada no processo
Utilidade Quente
Utilidade Fria
Autor: Célia Fernandes, nº 64010Dissertação de Mestrado em Eng. QuímicaJulho 2018
Process Flow Diagram e Balanço de Massa do Processo de Produção de Bio-Petróleo
INFORMAÇÃO:Produto - Bio-petróleoCapacidade – 1,3 Kton/ano
C- Moinho de FacasD- Coluna destilação/ Separador gás-líquidoE- Permutador de calor/ Secador com transportador vibratórioF- Silo/ Tanque de armazenagem/ Tanque de processoG- VentiladorH- Colector de pó/Filtro rotativo/ EspessadorJ- Transportador helicoidalL-Bomba centrifuga/Bomba doseadora/ Bomba de anel líquidoM- AgitadorQ- QueimadorR- Reactor/ Reactor de neutralização
EQUIPAMENTOS
P-259
Acetona
Zona 100
H2SO4
F-104
Zona 200
Ar Atm
GN
Q-201
ArQ
ArH
F-103
R-303
M-303
Zona 400
Zona 500
R-301
C-201
J-201
2
J-401
H-401
R-302
D-401
H-402
H-403
F-501
F- 101
F -102
E-401
L-405
E-404
D-402
L-409
F-402
L-407
Tratamento de Efluente
Aquoso
E-201
L-102
L-101
L-501
L-408
F-401
L-403
M-301
M-302
L-301
F-403
L-401
G-201
E-301
1
3
5 a)
5 b)
7
6
8
9
21
19
11
10
13
12
15
14
16
17
18
18
19
20
6
22
Zona 300
Bio-petróleo
4 + Ar
P-290
L-406
H-201
L-302
L-303
L-404
L-402
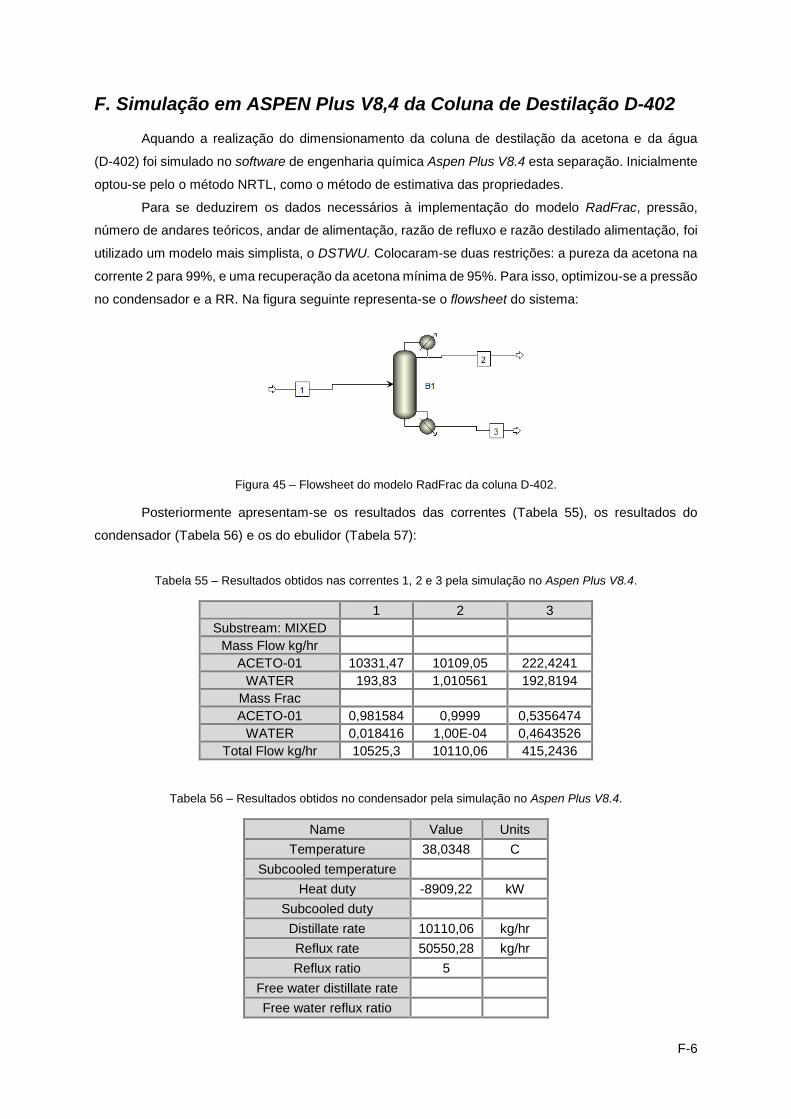
F-6
F. Simulação em ASPEN Plus V8,4 da Coluna de Destilação D-402
Aquando a realização do dimensionamento da coluna de destilação da acetona e da água
(D-402) foi simulado no software de engenharia química Aspen Plus V8.4 esta separação. Inicialmente
optou-se pelo o método NRTL, como o método de estimativa das propriedades.
Para se deduzirem os dados necessários à implementação do modelo RadFrac, pressão,
número de andares teóricos, andar de alimentação, razão de refluxo e razão destilado alimentação, foi
utilizado um modelo mais simplista, o DSTWU. Colocaram-se duas restrições: a pureza da acetona na
corrente 2 para 99%, e uma recuperação da acetona mínima de 95%. Para isso, optimizou-se a pressão
no condensador e a RR. Na figura seguinte representa-se o flowsheet do sistema:
Figura 45 – Flowsheet do modelo RadFrac da coluna D-402.
Posteriormente apresentam-se os resultados das correntes (Tabela 55), os resultados do
condensador (Tabela 56) e os do ebulidor (Tabela 57):
Tabela 55 – Resultados obtidos nas correntes 1, 2 e 3 pela simulação no Aspen Plus V8.4.
1 2 3
Substream: MIXED
Mass Flow kg/hr
ACETO-01 10331,47 10109,05 222,4241
WATER 193,83 1,010561 192,8194
Mass Frac
ACETO-01 0,981584 0,9999 0,5356474
WATER 0,018416 1,00E-04 0,4643526
Total Flow kg/hr 10525,3 10110,06 415,2436
Tabela 56 – Resultados obtidos no condensador pela simulação no Aspen Plus V8.4.
Name Value Units
Temperature 38,0348 C
Subcooled temperature
Heat duty -8909,22 kW
Subcooled duty
Distillate rate 10110,06 kg/hr
Reflux rate 50550,28 kg/hr
Reflux ratio 5
Free water distillate rate
Free water reflux ratio
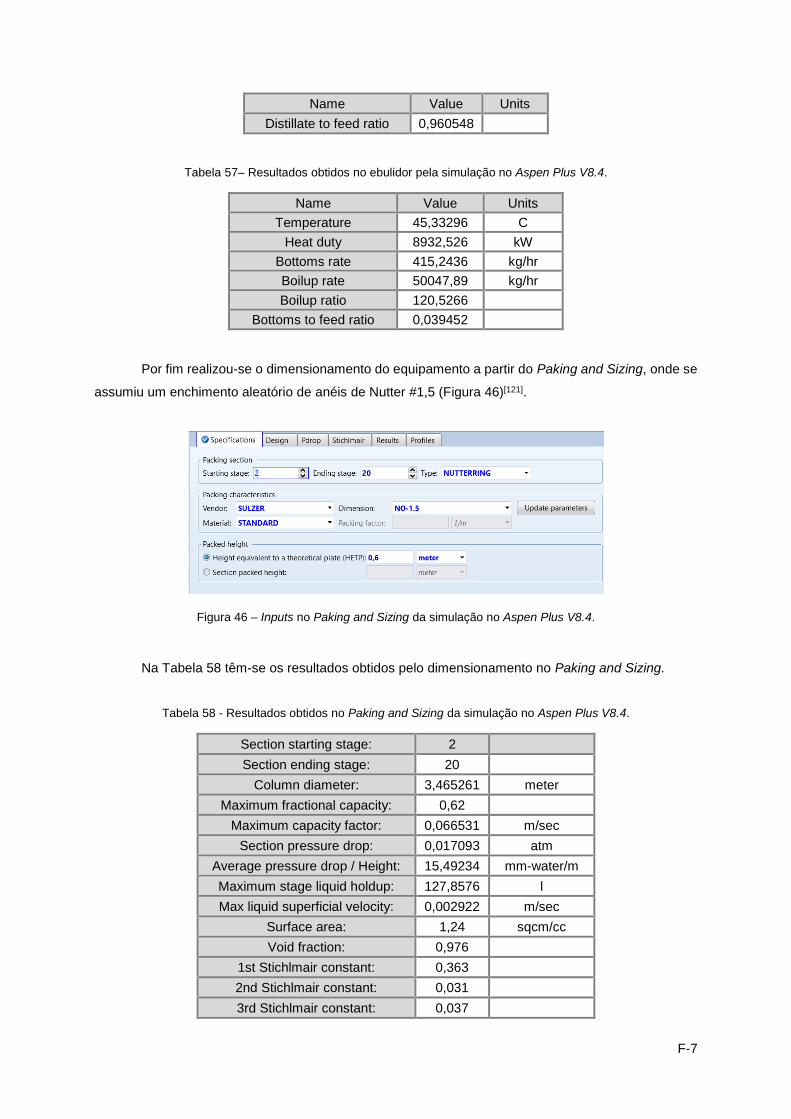
F-7
Name Value Units
Distillate to feed ratio 0,960548
Tabela 57– Resultados obtidos no ebulidor pela simulação no Aspen Plus V8.4.
Name Value Units
Temperature 45,33296 C
Heat duty 8932,526 kW
Bottoms rate 415,2436 kg/hr
Boilup rate 50047,89 kg/hr
Boilup ratio 120,5266
Bottoms to feed ratio 0,039452
Por fim realizou-se o dimensionamento do equipamento a partir do Paking and Sizing, onde se
assumiu um enchimento aleatório de anéis de Nutter #1,5 (Figura 46)[121].
Figura 46 – Inputs no Paking and Sizing da simulação no Aspen Plus V8.4.
Na Tabela 58 têm-se os resultados obtidos pelo dimensionamento no Paking and Sizing.
Tabela 58 - Resultados obtidos no Paking and Sizing da simulação no Aspen Plus V8.4.
Section starting stage: 2
Section ending stage: 20
Column diameter: 3,465261 meter
Maximum fractional capacity: 0,62
Maximum capacity factor: 0,066531 m/sec
Section pressure drop: 0,017093 atm
Average pressure drop / Height: 15,49234 mm-water/m
Maximum stage liquid holdup: 127,8576 l
Max liquid superficial velocity: 0,002922 m/sec
Surface area: 1,24 sqcm/cc
Void fraction: 0,976
1st Stichlmair constant: 0,363
2nd Stichlmair constant: 0,031
3rd Stichlmair constant: 0,037
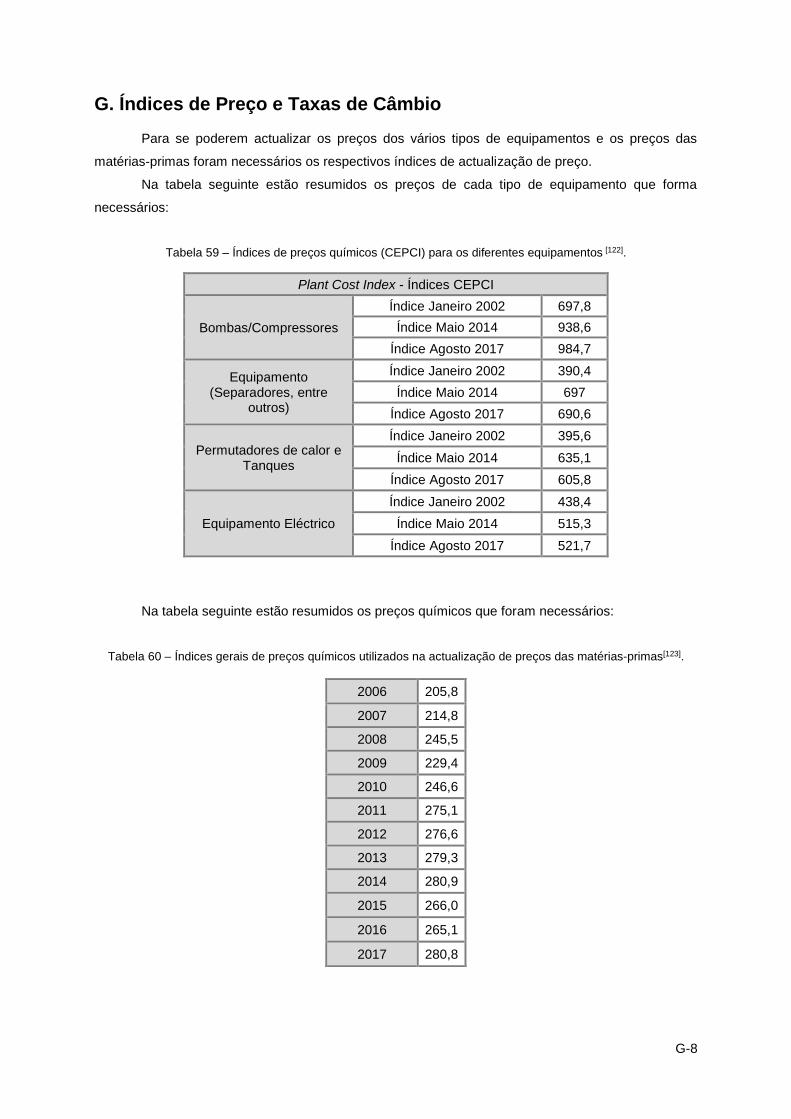
G-8
G. Índices de Preço e Taxas de Câmbio
Para se poderem actualizar os preços dos vários tipos de equipamentos e os preços das
matérias-primas foram necessários os respectivos índices de actualização de preço.
Na tabela seguinte estão resumidos os preços de cada tipo de equipamento que forma
necessários:
Tabela 59 – Índices de preços químicos (CEPCI) para os diferentes equipamentos [122].
Plant Cost Index - Índices CEPCI
Bombas/Compressores
Índice Janeiro 2002 697,8
Índice Maio 2014 938,6
Índice Agosto 2017 984,7
Equipamento (Separadores, entre
outros)
Índice Janeiro 2002 390,4
Índice Maio 2014 697
Índice Agosto 2017 690,6
Permutadores de calor e Tanques
Índice Janeiro 2002 395,6
Índice Maio 2014 635,1
Índice Agosto 2017 605,8
Equipamento Eléctrico
Índice Janeiro 2002 438,4
Índice Maio 2014 515,3
Índice Agosto 2017 521,7
Na tabela seguinte estão resumidos os preços químicos que foram necessários:
Tabela 60 – Índices gerais de preços químicos utilizados na actualização de preços das matérias-primas[123].
2006 205,8
2007 214,8
2008 245,5
2009 229,4
2010 246,6
2011 275,1
2012 276,6
2013 279,3
2014 280,9
2015 266,0
2016 265,1
2017 280,8
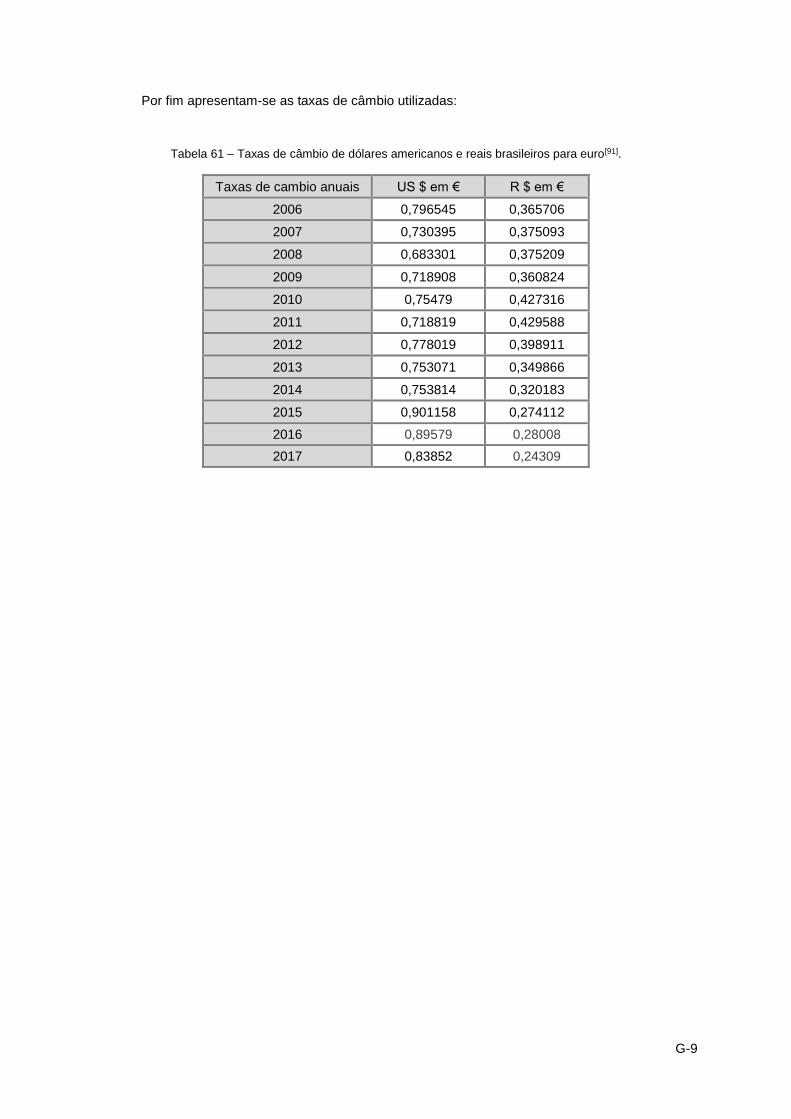
G-9
Por fim apresentam-se as taxas de câmbio utilizadas:
Tabela 61 – Taxas de câmbio de dólares americanos e reais brasileiros para euro[91].
Taxas de cambio anuais US $ em € R $ em €
2006 0,796545 0,365706
2007 0,730395 0,375093
2008 0,683301 0,375209
2009 0,718908 0,360824
2010 0,75479 0,427316
2011 0,718819 0,429588
2012 0,778019 0,398911
2013 0,753071 0,349866
2014 0,753814 0,320183
2015 0,901158 0,274112
2016 0,89579 0,28008
2017 0,83852 0,24309





























