-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayout
NP 9140 - LAYOUT
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayout
LOCALIZAO DA UNIDADE INDUSTRIAL
DETERMINAO DA CAPACIDADE
LAYOUT DA EMPRESA
LAYOUT DE EMPRESAS INDUSTRIAIS
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayout
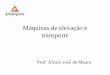
Sem Fluxo
Fluxo descontnuo
Misturado comFluxos Dominantes
Line Flow
Contnuoou Automtico
Projeto
Job Shop
Lotes
Linha Montagem
Processo Contnuo
Variedade e Volume do ProdutoMatrizProduto Processo
Car
acte
rstic
a do
Pro
cess
o
nico-Baixo
Volume
MuitosProdutos
Baixo Volume
VriosProdutos
Alto Volume
Produtonico
Muito altosvolumes
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayout
CAPACIDADE PRODUTIVA DOS PROCESSOS (unid/h)
TCA= 1/PA TCA = 1,00 min.maq/unid
TCB= 1/PB TCB = 1,50 min.maq/unid
TCC= 1/PC TCC = 1,18 min.maq/unid
TCD= 1/PD TCD = 0,91 min.maq/unid
nA=1,00x0,667 --> 0,67 mquina
nB=1,50x0,667 --> 1 mquina
nC=1,18x0,667 --> 0,79 mquina
nD=1,2x0,667 --> 0,61 mquina
PROCESSOA
60 unid/h
PROCESSOB
40 unid/h
PROCESSOC
51 unid/h
PROCESSOD
66 unid/h
DETERMINAO DO NMERO DE EQUIPAMENTOS
O gargalo do sistema o processo B. A produo mxima 40 unid/h
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayoutDETERMINAO DO NMERO DE
EQUIPAMENTOS
nA=1,00x0,667 0,67 mquina 1 mquina (33% de ociosidade)
nB=1,50x0,667 --> 1 mquina 1 mquina (0% de ociosidade)
nC=1,18x0,667 --> 0,79 mquina 1 mquina (21% de
ociosidade)
nD=1,2x0,667 --> 0,61 mquina 1 mquina (39% de ociosidade)
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayoutTIPOS DE LAYOUT
o PROCESSO (OU FUNCIONAL OU JOB SHOP)o EM LINHA (OU POR PRODUTO
OU FLOW SHOP)o CELULARo POSIO FIXAo COMBINADOS
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayoutLAYOUT POR PROCESSO OU FUNCIONAL (JOB SHOP)
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayout
Cirugia
Radiologia
Triagem
Camas p/repouso
Farmcia
Sala de emergncias
Cobrana/sada
Laboratrios
LayoutLayout orientado por Processoorientado por
ProcessoPaciente A perna quebrada
Paciente B marca- passo errtico
Fonte: Heizer & Render. Production & Operations
Management.
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayoutSalaSala 11 SalaSala 22 SalaSala 33
SalaSala 44 SalaSala 55 SalaSala 6618 m18 m
12 m12 m
ExExeemplmplo de Layout por Processoo de Layout por Processo
Recebimento Expedio Teste
(4) (5) (6)
Montagem Pintura Ferramentaria
(1) (2) (3)
Fonte: Heizer & Render. Production & Operations
Management.
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayout
DepartDepartamentoamento MontagemMontagem PPinturaintura
FerramenFerramen RecRecebeb.. ExpedioExpedio TestTestee(1)(1)
(2)(2) tariataria (3)(3) (4)(4) (5)(5) (6)(6)
MontagemMontagem (1)(1)
PPinturaintura (2)(2)
FerramentariaFerramentaria (3)(3)
RecRecebimentoebimento (4)(4)
ExpedioExpedio (5)(5)
TestTestee (6)(6)
NNmero de cargas por semanamero de cargas por semana
Exemplo de Exemplo de LayoutLayout por Processopor Processo
50 100 0 0 20
30 50 10 0
20 0 100
50 0
0
Fonte: Heizer & Render. Production & Operations
Management.
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayout
100100
5050
5050
1010100100
3030
ExemploExemplo de de LayoutLayout porpor
ProcessoProcessoGrficoGrfico do do
FluxoFluxoInterdepartamentalInterdepartamental
1 2 3
4 5 6
Fonte: Heizer & Render. Production & Operations
Management.
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayoutLayout Layout OrientadoOrientado porpor
ProcessoProcesso
MinimizarMinimizar custocusto = = XXijij CCijijnn
ii = 1= 1
nn
j = 1j = 1
ondeonde nn == nmeronmero total de total de estaesestaes de de
trabalhotrabalhoouou de de departamentosdepartamentos
ii, j, j == departmentosdepartmentosXXijij == cargacarga
movimentadamovimentada do do departamentodepartamento ii
parapara o jo jCCijij == custocusto unitriounitrio parapara
movimentarmovimentar a a
cargacarga do do departamentodepartamento ii parapara o jo
jFonte: Heizer & Render. Production & Operations
Management.
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayoutExemploExemplo de Layout de Layout porpor
ProcessoProcesso
CustoCusto == $50$50 ++ $200$200 ++ $40$40(1 e 2)(1 e 2) (1 e
3)(1 e 3) (1 e 6)(1 e 6)
++ $30$30 ++ $50$50 ++ $10$10(2 e 3)(2 e 3) (2 e 4)(2 e 4) (2 e
5)(2 e 5)
++ $40$40 ++ $100$100 ++ $50$50(3 e 4)(3 e 4) (3 e 6)(3 e 6) (4
e 5)(4 e 5)
= $570= $570
CustoCusto = = XXijij CCijijnn
i = 1i = 1
nn
j = 1j = 1
Fonte: Heizer & Render. Production & Operations
Management.
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayoutCarta Carta DeDe--ParaPara
Valor Proximidade
A Absolutamente necessria
E Especialmente importanteI ImportanteO Normal OK
U Sem importnciaX No desejvel
Presidente
Chefe da TI
Engenheiro da rea
Secretria
Recepo
Arquivo central
Equipamento
Fotocpia
Almoxarifado
O
UA
X
O
U
A
I
OA
I
O
U
AI
I
A
UO
AU O
UX
O I
U
OII
I
E
EE
E E
1122
3344
5566
7788
99
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayout
O produto flui atravs dos processos A-E, na seqncia ditada pelas
exigncia de montagem do produto .
A E D B C B
ED
A C E
A BD
B C
LAYOUT EM LINHA (OU POR PRODUTO OU FLOW SHOP)
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayoutLayout Celular
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayoutManufatura Celular
Clula A Clula B
Plaina Pintura
Clula C
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayoutMelhorandoMelhorando o Layout com o o Layout com o
trabalhotrabalho emem
ClulasClulas
Layout Layout atualatual operriosoperrios emempequenaspequenas e
e fechadasfechadas reasreas. . NoNopodepode aumentaraumentar a a
produoproduo semsem um um terceiroterceiro operriooperrio e um e um
terceiroterceiroconjuntoconjunto de de
equipamentosequipamentos..
Layout Layout melhoradomelhorado-- operriosoperrios
multimulti--funcionaisfuncionais ajudamajudam um um aoao
outrooutro. . PodePodeser ser possvelpossvel colocarcolocar um um
terceiroterceiro operriooperriocasocaso necessrionecessrio
aumentaraumentar a a produoproduo..
Fonte: Heizer & Render. Production & Operations
Management.
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayout
Layout Layout atualatual a a linhalinha
retaretadificultadificulta o o balanceamentobalanceamento das das
tarefastarefas porpor queque o o trabalhotrabalho nonopodepode ser
ser divididodividido equitativamenteequitativamente
Layout Layout melhoradomelhorado -- nana forma de forma de U, U,
osos operriosoperrios tem o tem o acessoacessofacilitadofacilitado.
. HH necessidadenecessidade de de monosmonos pessoaspessoas. .
Clulas em forma de U reduzem os movimentos dos operrios assim
como o espao necessrio, melhorando a comunicao, reduzindo o nmero
de operrios e facilitando a inspeo.
Fonte: Heizer & Render. Production & Operations
Management.
MelhorandoMelhorando o Layout com o o Layout com o
trabalhotrabalho ememClulasClulas
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayoutVantages do Vantages do TrabalhoTrabalho com com
ClulasClulas
1. Reduzido estoque de produtos em processo2. Menos espao
requerido3. Reduzido estoque de matrias primas e de
produtos acabados4. Reduzida mo de obra direta5. Mais senso de
particapao por parte dos
colaboradores6. Aumento do uso de equipamentos7. Reduzido
investimento em equipamentos e
instalaesFonte: Heizer & Render. Production & Operations
Management.
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayoutExignciasExigncias parapara a a implantaoimplantao
de de
ClulasClulas de de ProduoProduo
1.1. IdentificaoIdentificao das das famliasfamlias dos dos
produtosprodutos2.2. Alto Alto nvelnvel de de
treinamentotreinamento e e flexibilidadeflexibilidade
porpor parte dos parte dos colaboradorescolaboradores3.3.
ColaboradoresColaboradores flexveisflexveis e e
imaginativosimaginativos
parapara dardar incioincio aoao trabalhotrabalho4.4. Testes
(Testes (pokapoka--yoke) yoke) emem cadacada estaoestao nana
clulaclulaFonte: Heizer & Render. Production &
Operations Management.
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayoutLayout por
Posio Fixa
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayoutLAYOUTS COMBINADOS
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayoutIDENTIFICAO DO FLUXO DE MATERIAIS
Carta Multiprocesso Fluxograma
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayoutLinha de Montagem Seriada (Layout por produto)
Estao 1
Minutos por
Unidade6
Estao 2
7
Estao 3
3
O que vai acontecer?
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayoutExemplo-Balanceamento de Linha
o Voc acabou de ser nomeado para implantar uma linha de montagem
seriada de um ventilador, com as seguintes operaes:
Tarefa Durao (min) Descrio PrecednciaA 2 Montagem do corpoB 1
Montagem das botoeiras AC 3,25 Montagem do compartimento do motorD
1,2 Montagem do suporte do compartimento A, CE 0,5 Colocar ps DF 1
Montar e colocar protetor de segurana EG 1 Colocar o cabo de fora
BH 1,4 Testar F, G
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayoutDiagrama de Precedncias (ou de Montagem)
o Qual dos processos define a capacidade mxima de produo?
A
C
B
D E F
GH
2
3,25
1
1.2 0,5
11,4
1
Duraes em minutos
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayoutO Gargalo
Produo mxima = -------------------------------- =
------------------------ = 129 unid/diaTempo disponvelTCgargalo
420 min/dia3,25 min/unid
Tarefa Durao (min) Descrio PrecednciaA 2 Montagem do corpoB 1
Montagem das botoeiras AC 3,25 Montagem do compartimento do motorD
1,2 Montagem do suporte do compartimento A, CE 0,5 Colocar ps DF 1
Montar e colocar protetor de segurana EG 1 Colocar o cabo de fora
BH 1,4 Testar F, G
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayoutQueremos montar 100 ventiladores
por dia
O que representa esta figura?
Durao do ciclo, TC =
----------------------------------------------Tempo disponvel no
perodo
Produo requerida
TC = --------------------- = 4,2 min/unid420 min/dia100
unid/dia
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayout
Por que devemos arredondar?
Nmero terico de Estaes (ou Postos ou de Homens) de Trabalho,
Nt
Nt =
---------------------------------------------------------------------Somatrio
das duraes das operaes ( ti)
Durao do Ciclo (TC)
Nt = --------------------------------- = 2,702 --> Nr =
311,35 min/unid4,2 min/unid
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayoutRegra bsica para agrupamento das operaes
AGRUPAR AS OPERAES DE TAL FORMA QUE O SOMATRIO DAS SUAS
RESPECTIVAS DURAES MAIS SE APROXIME DA DURAO
DO CICLO DE MONTAGEM E NO SEJA QUEBRADA A SEQUNCIA LGICA DA
MONTAGEM
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayout
A
C
B
D E F
GH
2
3.25
1
1.2 0,5
11.4
1
Diagrama de Precedncia
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayout
C = 3,25
Ocioso = 0,95Qual Posto o Gargalo? Qual a durao real do
ciclo?
A
C
B
D E F
GH
2
3,25
1
1,2 0,5
11,4
1
D = 1,2E = 0,5F = 1,0H = 1,4
4,1Ocioso = 0,1
Tarefa Sucessor Tempo (min)A 6 2C 4 3.25D 3 1.2B 2 1E 2 0.5F 1
1G 1 1H 0 1.4
A = 2,0B = 1,0G = 1,0
4,0
Ocioso = 0,2
Posto I Posto II Posto III
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayoutEficincia do Balanceamento
Eficincia =
--------------------------------------------------------------------------------------------Somatrio
das duraes das operaes ( ti)Nmero real de Postos (Nr)xDurao do
Ciclo de Montagem (TC)
Eficincia = ------------------------------ = 0,901 ou 90,1%11,35
unid/min(3)(4,2 min/unid)
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
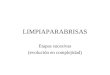
5LayoutLayoutEXEMPLO: UM FABRICANTE DE ARMRIOS ESTRUTUROU A
LINHA DE MONTAGEM A PARTIR DE PARTES PR-FABRICADAS E QUE DEVE
PRODUZIR 6 ARMRIOS POR HORA. A FIG. ABAIXO REPRESENTA A SEQNCIA DAS
OPERAES COM OS TEMPOS EM MINUTOS. CADA OPERADOR TRABALHA 48 MINUTOS
POR HORA. DETERMINAR:
a) O TEMPO DE CICLO
b) O NMERO TERICO DE OPERADORES
c) A DISTRIBUIO DO TRABALHO E O NMERO REAL DE OPERADORES
d) A EFICINCIA DO BALANCEAMENTO
A
B
C
D E4,4
0,8
3,5
7,0 14,6
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayout ti = 4,4+0,8+3,5+7,0+14,6 --> 30,3 min.
TC = -------------- = 8 min/unid.48 min/h6 unid/h
TC < 14,6 ?? USAR 2 OPERADORES PARA A OPERAO E
Nt = -------------------- = 3,79 postos ---> 4 postos 30,3
min
A
B
C
D E4,4
0,8
3,5
7,0 14,6
8
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayoutBalanceamento de Linhas de MontagemBalanceamento de
Linhas de Montagem
O objetivo minimizar o tempo ocioso entre O objetivo minimizar o
tempo ocioso entre equipamentos e operadores e atender a produo
equipamentos e operadores e atender a produo exigida. exigida.
Inicia com a relao de precednciasInicia com a relao de
precedncias1.1. DeterminDeterminarar o tempo de ciclo (TC)o tempo
de ciclo (TC)2.2. Calcular o nmero mnimo terico de postos de
Calcular o nmero mnimo terico de postos de
trabalho. trabalho. 3.3. Balancear a linha designando tarefas
especficas Balancear a linha designando tarefas especficas
aos postos de trabalho. aos postos de trabalho. Fonte: Heizer
& Render. Production & Operations Management.
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayoutExExeemplmplo 1o 1
Isto significa que as Isto significa que as tarefas B e E no
tarefas B e E no podem ser podem ser executadas antes que
executadas antes que a tarefa A tenha sido a tarefa A tenha sido
completada completada
TPTP PrecednciaPrecednciaTaTarefarefa (minut(minutoos)s)
ImediataImediata
AA 1010 BB 1111 AACC 55 BBDD 44 BBEE 1212 AAFF 33 C, DC, DGG 77
FFHH 1111 EEII 33 G, HG, H
TotalTotal 6666Fonte: Heizer & Render. Production &
Operations Management.
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayout
TTPP PrecednciaPrecednciaTTarefaarefa ((minutminutoos)s)
ImediataImediata
AA 1010 BB 1111 AACC 55 BBDD 44 BBEE 1212 AAFF 33 C, DC, DGG 77
FFHH 1111 EEII 33 G, HG, H
TotaTotal l 6666I
GF
C
D
H
B
E
A10
1112
5
4 3
711 3
Fonte: Heizer & Render. Production & Operations
Management.
ExExeemplmplo 1o 1
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayout
I
GF
C
D
H
B
E
A
10
1112
5
4 3
711 3
Figure 9.13
TTPP PrecednciaPrecednciaTaTarefarefa (minut(minutoos)s)
ImediataImediata
AA 1010 BB 1111 AACC 55 BBDD 44 BBEE 1212 AAFF 33 C, DC, DGG 77
FFHH 1111 EEII 33 G, HG, H
Total 66Total 66
480 minutos disppor dia
40 unid. requeridas
TC =
Tempo de produo disponvel por dia
Unid requiridas por dia= 480 / 40= 12 minutos por unid
Nmero mnimo de estaes de
trabalho
= Tempo p/ tarefa i
Tempo de Ciclo
n
i = 1
= 66 / 12= 5.5 ou 6 postos
Fonte: Heizer & Render. Production & Operations
Management.
ExExeemplmplo 1o 1
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayout
480 min. disp. pordia
40 unid. exigidasTC = 12 min.Nmero
mnimo de postos
= 5.5 or 6
TTPP PrecednciasPrecednciasTTarefaarefa ((minutminutoos)s)
ImediatasImediatas
AA 1010 BB 1111 AACC 55 BBDD 44 BBEE 1212 AAFF 33 C, DC, DGG 77
FFHH 1111 EEII 33 G, HG, H
Total 66Total 66
I
GF
H
C
D
B
E
A10 11
12
5
4
3 7
11
3
Posto I
Posto II
PostoIII
Posto V
Posto IV
Posto IV
ExExeemplmplo 1o 1
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayout
TTPP PrecednciasPrecednciasTaTarefarefa (minut(minutoos)s)
ImediatasImediatas
AA 1010 BB 1111 AACC 55 BBDD 44 BBEE 1212 AAFF 33 C, DC, DGG 77
FFHH 1111 EEII 33 G, HG, H
Total 66Total 66
480 min. Disp. p/ dia40 unid. exigidas
TC = 12 min.Nmero
mnimo de postos
= 5.5 or 6
Eficincia = Duraes das tarefas
(nmero real de postos) x (TC)
= 66 minutos / (6 postos) x (12 minutos)= 91.7%
Fonte: Heizer & Render. Production & Operations
Management.
ExExeemplmplo 1o 1
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayout
B D
A
C
E F
G
H
J
I
1
1
2
2
3
2
4
4
1
Duraes em minutos
3
ExExeemplmplo 2o 2Balancear a linha para a produo mximaBalancear
a linha para a produo mxima
TCmin = max{1,1,2,2,3,4,2,4,1 e 3} TCmin = max{1,1,2,2,3,4,2,4,1
e 3} TCmin = 4 min/unidTCmin = 4 min/unid
Pmax = 1/Tcmin Pmax = 1/Tcmin Pmax = unid./min.Pmax =
unid./min.
Pmax = 15 unid./hPmax = 15 unid./h
Nmero Mnimo Terico de Postos = ( tNmero Mnimo Terico de Postos =
( tii)/TC)/TC
Nt = 23/4 Nt = 23/4 Nt = 5,75 Nt = 5,75 Nt = 6 postosNt = 6
postos
Eficincia do Balanceamento = 23/(4.6) Eficincia do Balanceamento
= 23/(4.6) e = 95,83%e = 95,83%
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayout
Balancear a linha para a produo mximaBalancear a linha para a
produo mxima
B D
A
C
E F
G
H
J
I
1
1
2
2
3
2
4
4
1
Duraes em minutos
3
II IIII IIIIII IVIV VV VIVI
ExExeemplmplo 2o 2
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayoutExExeemplmplo 3o 3
B D
A
C
E F
G
H
J
I
1
1
2
2
3
2
4
4
1
Duraes em minutos
3
Balancear a linha para a produo 10 Balancear a linha para a
produo 10 unidunid./h./h
TC = (tempo disponvel)/(produo requerida)TC = (tempo
disponvel)/(produo requerida)
TC = (60 min.)/10 unid. TC = (60 min.)/10 unid. TC = 6
min./unidTC = 6 min./unid
Nt = 23/6 Nt = 23/6 3,83 3,83 Nt = 4 postosNt = 4 postos
-
Administrao da Produo - Petrnio Garcia Martins e Fernando Piero
Laugeni Editora Saraiva
5LayoutLayout
B D
A
C
E F
G
H
J
I
1
1
2
2
3
2
4
4
1
Duraes em minutos
3
Balancear a linha para a produo 10 Balancear a linha para a
produo 10 unidunid./h./h
Nmero real de postos de trabalho (Nr)Nmero real de postos de
trabalho (Nr)
Nr = 5 maior que Nt = 4Nr = 5 maior que Nt = 4
II IIII IIIIII IVIV VVEficincia do balanceamento = 23/(6.5)
Eficincia do balanceamento = 23/(6.5) e = 76,67%e = 76,67%
ExExeemplmplo 3o 3























![El Transp[1]](https://img.pdfslide.tips/doc/110x75/55ca1323bb61eb26788b4692/el-transp1.jpg)