-
5/21/2018 Transporte neumatico.pdf
1/309
-
5/21/2018 Transporte neumatico.pdf
2/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION TOC
PAGE 1
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
8.0 PNEUMATIC CONVEYING
8.1 INTRODUCTION
8.2 GAS-SOLIDS FLOW THEORY
8.2.1 General
8.2.2 Vertical Upward Flow
8.2.3 Horizontal Flow
8.2.4 Material Characteristics
8.2.5 Design Calculation Methods
8.3 TYPES OF PNEUMATIC CONVEYING SYSTEMS
8.3.1 Dilute Phase Systems
8.3.2 Dense Phase Systems
8.4 SYSTEM SELECTION AND DESIGN
8.4.1 System Type
8.4.2 Pipeline Design
8.4.3 Mode of Operation
8.4.4 Solids Feeder
8.4.5 Air Mover
8.4.6 Gas-Solid Separation Equipment
8.4.7 Solids Storage
8.4.8 Factors Affecting System Design
8.5 SAFETY CONSIDERATIONS
8.5.1 Introduction
8.5.2 Dust Explosions - General
8.5.3 Sizing of Vents - Basic Methods
8.5.4 Factors Affecting Estimation of Vent Size
8.5.5 Venting Considerations for Pneumatic Conveying
Equipment8.5.6 Control of Ignition
8.5.7 Inerting
8.6 REFERENCES, CODES AND STANDARDS
-
5/21/2018 Transporte neumatico.pdf
3/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION TOC
PAGE 2
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
8.7 APPENDICES
8.7.1 Appendix I: Design Calculation Methods
8.7.2 Appendix 2 :
8.7.3 Appendix 3: Fluor Daniel Shortcut Calculation Method
8.7.4 Appendix 4: Fluor Daniel Modified Allied Flotronics
Method
8.7.5 Appendix 5: Fischer-Gerchow Method
8.7.6 Appendix 6: Fan Engineering Method
8.7.7 Appendix 7A: Konno and Saito Correlation (FPS Units)
8.7.8 Appendix 8
8.7.9 Appendix 9: Bulk Solid Material Characteristics
8.7.10 Appendix 10: Not Used.
8.7.11 Appendix 11
8.7.12 Appendix 12
8.7.13 Appendix 13: Sieves
8.7.14 Appendix 14: Not used
8.7.15 Appendix 15: Not used
8.7.16 Appendix 16: Not used
8.7.17 Appendix 17A: Airlock Size and RPM Calculation
8.7.18 Appendix 18A: Diverter Valve Application Chart(a)
8.7.19 Appendix 19A: Filter Air-to-Cloth Ratio Selection A:C =
(AxBxCxDxE):1
8.7.20 Appendix 20: Properties of Common Vapors and Gases
8.7.21 Appendix 21: Altitude - Pressure - Temperature - Density
Table of air
8.7.22 Appendix 22: Economics
8.7.23 Appendix 23: Fundamental Burning Velocities of Selected
Gases and Dusts
8.7.24 Appendix 24: Fire Hazard Properties of Selected Liquids,
Gases and Volatile Solids
8.7.25 Appendix 25: Defining the Limits of Hazardous
(Classified) Locations For Compliance withNational Electrical
Code
8.7.26 Appendix 26: Explosion Properties of Dusts
8.7.27 Appendix 27: Equipment Data Sheets - Process Input
8.7.28 Appendix 28: Sample Specification
8.8 INDEXES TO FIGURES AND TABLES (NARRATIVE AND APPENDICES)
8.8.1 Index of Figures
8.8.2 Index of Tables
-
5/21/2018 Transporte neumatico.pdf
4/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION TOC
PAGE 1
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
8.0 PNEUMATIC CONVEYING
8.1 INTRODUCTION
Pneumatic conveying is widely used in the process industries for
the handling of dry bulksolid materials, in powdered, granular or
pelletized form.
Pneumatic Conveying vs. Mechanical Systems
Advantages over Mechanical
Fewer moving parts
Compact layout in product section
Multiple pickups/discharges Completely enclosed
Heat/cool/dry/blend
Disadvantages
Low efficiency
High velocity attrits and erodes
Inert or dry gas needed to prevent explosions or moisture
pickup
There are two broad types of systems, dilute phase and dense
phase.
Dense Phase vs. Dilute Phase
Advantages of Dense Over Dilute Phase
Reduced wear from abrasive products
Reduced breakage for friable products
Reduced skins and fines for polymers
Disadvantages
Requires multiple systems for multiple pickups
Pneumatic conveying systems have a variety of applications
including unloading ofstockpiles, feeding raw materials to process
units and transferring product to or from storage
bins.
-
5/21/2018 Transporte neumatico.pdf
5/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION TOC
PAGE 2
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
This manual is intended to provide a guide towards establishing
a logical basis for thepreliminary selection and specification of a
conveying system, and to enable informed
evaluation of alternative tenders by conveying system
vendors.
A valuable published work on the subject is the "Pneumatic
Conveying Design Guide" byDavid Mills. It contains an exhaustive
treatment of conveyer design and a wealth ofexperimental data. This
document has drawn upon Mills' work and other published
andunpublished data. A few selected articles are listed at the end
of this manual and provideadditional insight into the design and
operation of pneumatic conveying systems.
Stokes' Law states that the terminal velocity of a particle
falling through a fluid isdetermined by the particle density,
diameter, shape, and fluid properties such as densityand viscosity.
Translated into pneumatic conveying terms, a flowing gas will
dragparticles with it above a gas velocity which is characteristic
of the solid particle and gas
physical properties, and particle shape. This characteristic gas
velocity is known as thesaltation velocity. Particles traveling
above the saltation velocity are suspended in streamflow with the
gas, or are entrainedin the gas stream. System pressure drop is the
sum ofthe energy losses in the system. These losses are described
by an energy balance, andinclude terms for gas acceleration, solids
acceleration, gas friction loss, solids frictionloss, and static
losses in vertical flow. In pneumatic conveying systems, this
energybalance describes a two-phase compressible flow system, and
is therefore usually a trial-and-error calculation procedure. All
available procedures are approximations, havedependence upon
average solids material characteristics, which can vary widely,
makingdesign calculations difficult to make with certainty.
Inexperienced engineers shouldapply these methods with caution. The
approaches presented in this manual will yieldsuitably conservative
estimates, but must be verified by either direct experience with
thematerial in question, or laboratory tests.
8.2 GAS-SOLIDS FLOW THEORY
8.2.1 General
An appreciation of the nature of two-phase gas-solid flow within
an enclosedduct is needed to understand the flow regimes in
pneumatic conveying. Apneumatic conveying system is generally made
up of sections of straight pipe,some of which are vertically
oriented and normally carry solid material in anupward direction,
and some which are horizontally oriented and provide for flowin
lateral, horizontal directions.
There is a distinct difference in the flow and transport
characteristics of gas-solidsystems between vertical and horizontal
flow. This can be seen in the analysespresented below. It is also
recognizable in plant operations in the form of linevibrations
which may occur at too high a solids loading or too low a gas
flowrate.
-
5/21/2018 Transporte neumatico.pdf
6/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION TOC
PAGE 3
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-1
VERTICAL CONVEYING PHASE DIAGRAM
-
5/21/2018 Transporte neumatico.pdf
7/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION TOC
PAGE 4
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
8.2.2 Vertical Upward Flow
The phase diagram in vertical conveying is illustrated in Figure
8-1. It consistsof a plot of pressure drop per unit length versus
superficial gas velocity, with thespecific solid flow rate as a
parameter, and is most conveniently drawn on log-log coordinate
paper. Such a phase diagram is specific for a given conveyingfluid
density and viscosity, for a given pipe size and for a given
density andparticle size of the conveyed material. Representation
on such a plot indicatesthe bounds within which a vertical
conveying line may operate and the attendantpressure drop and
required gas rate. The curve for the empty pipe represents alower
bound; the dilute suspension "fluidization" curve represents
anotherboundary (essentially the free fall or terminal velocity of
the largest particle inthe material to be conveyed), and the
available pressure drop represents an upperbound. Within this area
vertical pneumatic conveying may be carried out, with
the following main types of flow being identified: Dilute Phase
Flow - At low solid-gas ratios the particles are carried
upwards
in the flowing gas steam as a uniform suspension.
Dense Phase Flow - Occurs at higher solid-gas ratios and may be
eitherslugging or non-slugging. Heavy/coarse particles tend to be
carried upwardas a series of slugs. Small/light particles may be
transported upward withoutslugging but with a large amount of
internal recirculation occurring.
Moving Bed Flow - The product is transported upwards as a packed
column,with very little internal circulation.
The transition from dilute phase to dense phase conveying is not
always clear,particularly when dealing with materials of wide
particle size distribution inwhich the largest particles might
slowly accumulate at a bend near the bottom ofa vertical line (if
the velocity is only sufficient to carry up the fines in
dilutephase flow) until they form a slug, bridging the pipe, and
are then blown upmomentarily as another slug begins to accumulate
at the bottom. Such operationmight go undetected if the slugs form
rapidly enough or if the total line pressuredrop is large enough to
overshadow the fluctuation it would cause in thedischarge pressure
of the air mover.
Ideally the transition from dilute to slugging dense phase
vertical flow for auniform particle size material would appear as
illustrated in Figure 8-1where W1,
W2 etc., represent increasing specific solid flux rates in units
of mass flowratetimes the total pipe cross sectional area. At some
high gas velocity representedby Point A, the introduction of solids
at a rate W2 results in a pressure dropgreater than that necessary
to push the gas alone through the pipe. As the gasvelocity is
lowered, the pressure drop decreases, following a path nearly
parallelto that of the curve for the empty pipe. When the velocity
has decreased toaround Point B there is a slower decline in
pressure drop with further reductionsin gas velocity. This is a
consequence of the slowing down of the particles andof the
resulting increase in the density of the suspension in the pipe.
The
-
5/21/2018 Transporte neumatico.pdf
8/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION TOC
PAGE 5
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
particles travel up the pipe at a lower velocity than the gas.
This velocitydifference, or "slip", is related to their free fall
or terminal velocity in the gas
medium. If gas were passing up the pipe at a superficial
velocity equal to theparticle's free fall or terminal velocity then
the particle could (theoretically) beheld in suspension, moving
neither upward nor downward. Thus, as thesuperficial velocity is
reduced from Point A to Point B, the particles slow
downsignificantly. Since the net mass flowrate W, remains constant,
the flowingdensity or holdup must increase. This increased particle
holdup, or inventory, orsuspension density, is reflected in the
pressure drop; the frictional pressure dropbecomes negligible at
low velocity, but the holdup or inventory pressure dropincreases,
and predominates as the superficial velocity decreases from Point B
toPoint C.
As the suspension density increases, the distance between
particles decreases.
When, as illustrated in Figure 8-2, this distance decreases to
the point where adownstream particle gets into the wake of its
following neighbor, it drops intothis wake and falls, touching its
upstream neighbor, and thus effectively presentsa larger binary to
the flowing gas stream. The stream cannot support this
largerparticle and hence the entire suspension collapses to the
bottom of the pipe. Thevelocity at which this collapse of the
dilute suspension occurs is referred to as thechoking velocity.
Choking velocity, as illustrated in Figure 8-1is a function ofthe
solid flowrate W; the greater the mass flowrate the higher the
velocity neededto maintain the particles sufficiently distant from
each other to avoidprecipitating the choking condition.
If choking occurs while a continuous feed of solids is
maintained at a rate W1,the solids build up, starting at the lower
end of the vertical pipe, until theinventory reaches a point where
slug flow (dense phase) becomes the steady statemode. This sequence
of events is illustrated schematically in Figure 8-3.
No good correlations for dense phase flow in vertical pipes
exist (especially for"dune" type flow), although the Particulate
Solids Research Institute (PSRI) isinvestigating this area.
8.2.3 Horizontal Flow
The phase diagram for horizontal conveying is more complex than
that describedfor vertical conveying, because it is dependent on
the deaeration characteristicsof the solids being conveyed. In a
vertical pipe when the solids slow down orapproach choking, they
cannot fall to rest; they can only fall head-on into theoncoming
gas stream. In a horizontal pipe when the solids slow down, they
cansink to the bottom of the conveying line and either remain there
as stationarysolids, still pushed along by the conveying gas as an
aerated mass, or be pushedthrough the pipe as deaerated slugs. As
particles drop out, a layer of materialbuilds up, which moves in
wave or "dune" flow along the bottom of theconveying pipe, with
particles in stream flow in the gas stream above the saltedlayer.
As velocities drop lower, the dunes fill the pipe forming pistons.
Since
-
5/21/2018 Transporte neumatico.pdf
9/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION TOC
PAGE 6
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
gas density decreases and therefore velocity increases as the
gas flows throughthe conveying system, it is possible to transition
from dense to dilute phase flow
in the system. The flow regime is dependent upon the solids
flowrate, the gasvelocity and the solids' deaeration
characteristic. The pressure drop per unitlength of pipe length
differs depending upon the mode of the conveying, whetheras a
dilute suspension, a dense aerated mass, or slug flow.
The various types of flow regimes as well as pipeline pressure
drop versus airvelocity for horizontal and vertical pipe are shown
in Figure 8-4A. Additionally,Figure 8-4B presents five modes of
gas-solids flow in horizontal pipes.
Consider first a simple situation involving conveying a
relatively coarse materialof uniform particle size with air through
a horizontal line; the correspondingphase diagram, again on a
log-log grid, is illustrated in Figure 8-4. The
Curve AB represents the pressure drop for the gas only and the
accuracy andreliability of prediction of the conveying pressure
drop depends on the reliabilityin predicting the Curve AB. If at
some relatively high gas velocity solids areconstantly introduced
into the line at a rate W
1, an increased pressure drop will be
necessary to propel the gas-solids mixture through the line, as
represented byPoint C in Figure 8-4. As gas velocity is reduced,
the flowing frictionalresistance decreases and the observed
pressure drop decreases along the CurveCD. However, as gas velocity
decreases the particle velocities also decrease,until at some
sufficiently low gas velocity, represented by Point D, the
particles"salt" out, or settle out, on the bottom surface of the
pipe. The velocity at whichthis occurs is termed the "saltation
velocity"; it is a function of the gas and solidscharacteristics
and also of the pipe size.
When dealing with relatively coarse and uniform particle sizes,
saltation isgenerally accompanied by a rapid filling up of the pipe
to nearly half its crosssection. Thereafter, steady state conveying
proceeds in the open space above thesalted layer. As gas velocity
is further reduced, the salted layer becomes deeper,thereby further
restricting the pipe area and resulting in a rising pressure drop
asalong Curve EF.
Comparing Figure 8-4 for horizontal flow, with Figure 8-1 for
vertical flow, itbecomes evident that in the case of vertical flow
the particle free fall or terminalvelocity represents an ultimate
lower velocity limit below which essentially nodilute phase
vertical conveying can occur; in the case of horizontal flow
there
must also exist some similar lower limit. The lower limit in
horizontal conveyingmust be the minimum velocity necessary to
convey a single particle through thepipe without having it salt
out; i.e., the single-particle saltation velocity or thesaltation
velocity at zero loading.
-
5/21/2018 Transporte neumatico.pdf
10/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION TOC
PAGE 7
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-2
CHOKING VELOCITY PHENOMENA
-
5/21/2018 Transporte neumatico.pdf
11/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION BOOK 1
PNEUMATIC CONVEYING
S
P
D
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-3
SCHEMATIC OF SOLID BUILD-UP FROM DILUTE TO DENSE PHAS
-
5/21/2018 Transporte neumatico.pdf
12/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION BOOK 1
PNEUMATIC CONVEYING
S
P
D
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-4A
FLOW REGIMES & PRESSURE DROP FOR HORIZONTAL AND VERTICAL
P
-
5/21/2018 Transporte neumatico.pdf
13/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION BOOK 1
PNEUMATIC CONVEYING
S
P
D
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-4B
MODES OF COCURRENT GAS-SOLIDS FLOW IN HORIZONTAL PIPE
-
5/21/2018 Transporte neumatico.pdf
14/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 11
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-4
HORIZONTAL CONVEYING PHASE DIAGRAM
-
5/21/2018 Transporte neumatico.pdf
15/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 12
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
As applicable to pneumatic conveying, the effective single
particle saltationvelocity is that velocity at which the particle
will travel through the pipe,
occasionally hitting the walls, such that the contact is minimal
and not normallydetectable. Measurement of single particle
saltation velocities reveals that thereare several distinct
velocity criteria applicable to concurrent fluid particle flowwhen
a particle is dropped into a stream flowing through a pipe:
a) The minimum velocity needed to move the particle, though
withouttransporting it an appreciable distance before it finally
comes to rest(presumably related to the particles' orientation in
its most stable position ofrest).
b) The minimum velocity required to transport a particle by
rolling or bouncingalong the bottom of the pipe.
c) The minimum velocity required to transport an injected
particle, withoutsaltation, in fully suspended flow.
d) The minimum velocity required to pick up a particle from rest
on the bottomof the pipe and transport it.
e) The minimum velocity required to pick up a particle from a
layer of particlesand transport it through the pipe.
f) Conditions a to e correspond to increasing velocities in that
order. Practicalconsiderations suggest that criteria c and e are
the most significant inhorizontal conveying. In general, criterion
e corresponds to a superficialvelocity 2 - 2 times that of
criterion c. Criterion c is considered tocorrespond to the single
particle saltation velocity which, as illustrated in
Figure 8-4, represents the minimum conveying velocity in
horizontal pipes,analogous to the choking velocity in Figure
8-1.
The factor of 2 - 2 between criteria c and e is in agreement
with observationsthat when saltation occurs the pipe fills up
nearly half full (doubling the velocityin the space above the
salted layer) before steady state conveying is restored.
8.2.4 Material Characteristics
There are two primary considerations in determining the
practicability of and thedesign of pneumatic conveying system;
first is the material's characteristics, andsecond is the system's
design parameters.
Material characteristics can vary widely in the same material in
ways which cansignificantly impact pneumatic conveying systems.
Bulk or apparent density isthe uncompressed apparent density of the
solids. True density is the actualdensity of the material without
void space in between the particles. Bulk densityincludes the void
space, which lowers the density of the powder when comparedto the
solid itself. If the bulk density is variable (aeration is greater
or lesser), thefeed rate into a pneumatic conveying system can vary
greatly, particularly insystems which are fed volumetrically. Feed
rate variation can cause surging,
-
5/21/2018 Transporte neumatico.pdf
16/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 13
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
which if extreme could plug the system.
Particle size and distribution can also cause the bulk density
to vary since finematerials become aerated more readily, lowering
the bulk density. Fine materialsmay work in one conveying system,
but not in another. For example, finematerials may not perform well
in piston type dense phase systems over longdistances. Some
materials readily break into smaller particles (i.e., are
friable).This tendency may reduce the value of the material or
cause excessive losses.Low velocity dense phase systems can be used
to reduce this type of degradation.Particle shape will affect
system selection as well. Efficiency of conveying andseparation
equipment is affected by particle shape. Long, thin particles such
asfibers cannot be separated efficiently using a cyclone. They are
carried throughwith the gas. These particles must be filtered.
Materials with a high moisture content can stick inside piping
causing plugs, clogrotary valves and blind filters such as dust
collectors. Cohesive powders can actlike moist powders since the
particles may form large agglomerates withpressure.
Some powders, especially refractories, are highly abrasive.
Abrasive powdersare typically handled in dense phase systems, which
have low velocities. Lowvelocity reduces wear. Refractory liners,
and special fittings such as vortexelbows or blinded tee elbows are
used to control wear in dilute phase systems.
Other considerations include whether the material is toxic,
carcinogenic, anirritant, flammable, hygroscopic, or explosive.
Most organic and metal powdersare explosive or flammable when fine
enough.
A summary of design problems, the principle effects of a
materialscharacteristics, and the design approach to solve the
design problem follows.
-
5/21/2018 Transporte neumatico.pdf
17/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 14
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Design Problem Principle Effects Approach to Solution
FlowCharacteristics
Power consumption; uniformityof operation.
Velocity control; use offeeders.
Attrition(Degradation)
Product damage; change in flowcharacteristics; increase
inexplosive hazard.
Reduce bends; lowervelocity; dense phaseconveying.
Bulk Density Power consumption; tendencyto aerate.
Velocity control.Component sizing.
Particle Size Power consumption; build-up in
ducts. Filter efficiency.
Velocity control. Filter
design.
Abrasiveness Accelerated component wear. Velocity control.
MoistureSensitivity
Caking in storage; productspoilage.
Dry conveying medium;ventilation in storage.
Toxicity Personnel hazard. Vacuum systems.
TemperatureSensitivity
Product damage. Cool conveying medium.
ChemicalActivity
Corrosion; contamination. Material of construction.
Odors Spoilage of foods. Special filters.
This table is taken from the lecture notes by Hendrik Colijn,
ConsultingEngineer, Transportation & Material Handling
Services, for a "PneumaticConveying Systems" course.
8.2.5 Design Calculation Methods
Dilute phase design calculation methods include the Zenz-Othmer
method, theFischer-Gerchow method, the Fan Engineering method, the
short-cut methodused at Fluor Daniel, the Modified Allied
Flotronics method and the Konno-Saitocorrelation recommended by
PSRI. All of these methods involve some form ofenergy balance
equation analogous to the Bernoulli equation in fluid
hydraulics.The Fischer-Gerchow and Fan Engineering methods focus on
a momentumequation which use empirical material friction factors.
These material factors areusually proportional to the tangent of
the angle of repose. The Kenz-Othmer andKonno-Saito methods use the
gas frictional loss and a material to gas loadingratio, avoiding
the empirical factors, but producing conservative solutions:
-
5/21/2018 Transporte neumatico.pdf
18/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 15
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
a) Fluor Daniel Short-cut Method
b) Modified Allied Flotronics Method (Modified by Fluor Daniel
Houston)
c) Fischer-Gerchow Method
d) Fan Engineering Method
e) Konno-Saito Method (PSRI)
f) Zenz-Othmer Method (Solt)
Dense phase design calculation methods include various graphical
phase diagrammethods, the Zenz-Other method (for two-phase "dune"
or "wave" flow), and thePSRI method (for "slug" or "piston"
flow).
a) Phase Diagram Method (Graphical)
b) Zenz-Othmer Method (Solt)
c) PSRI Method
The three basic parameters calculated for pneumatic conveying
systems areconveying line size, system pressure drop, and gas mover
horsepower. Thevarious calculation methods as well as example
problems are included inAppendix 8.7.
8.3 TYPES OF PNEUMATIC CONVEYING SYSTEMS
In pressure systems a source of pressurized gas is positioned at
the supply end of thesystem. Pressure is used to push gas through
the conveying system through the pick-uppoint, and a cyclone or
dust collector which disengages the solids from the flowing gas
atthe solids destination. The gas is discharged directly to the
atmosphere. Pressuresystems may operate in dilute, dense, or some
combination flow regime. Pressuresources include fans, rotary lobe
blowers, centrifugal blowers and various types ofcompressors The
solids flow capacity and ultimate conveying distance will be
limited bythe pressure the source is able to supply. The conveying
gas may be air or some inert gassuch as nitrogen, carbon monoxide,
carbon dioxide, or argon.
In vacuum systems a fan or blower is positioned on the discharge
end of the system. A
vacuum is pulled on the conveying system through the pick-up
(material feed) point, anda cyclone or dust collector which
disengages the solids from the flowing gas at the
solidsdestination. The gas is exhausted from the flowing gas at the
solids destination. The gasis exhausted from the fan or blower to
atmosphere. Vacuum systems are typically dilutephase systems using
fans or rotary lobe blowers to provide the vacuum. Small systemsmay
use regenerative blowers as well. Dense phase vacuum conveying may
be used overshort distances.
-
5/21/2018 Transporte neumatico.pdf
19/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 16
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Closed systems are used to limit the make-up of inert gas or
conditioned air required forsome systems. These systems can be
operated in pressure or vacuum, but are typically
operated with a minimum system pressure just over ambient
atmospheric pressure withinert atmospheres. Setting a slightly
positive minimum system pressure ensures that thesystem will leak
out, keeping air (oxygen) from entering the system. These systems
canbe treated the same as the pressure system, except that the fan,
blower, or compressordischarges through the system, ending at the
suction, instead of exhausting toatmosphere. System pressure is
controlled by bleeding excess gas and adding make-up atthe system
minimum pressure point, typically at the fan, blower, or compressor
suction.Temperature is controlled by an aftercooler at the
discharge of the fan, blower orcompressor. It is important in
designing closed loop systems that the design pressures ofbins,
hoppers, silos, and solids disengagement equipment such as cyclones
and dustcollectors be considered carefully. Typically such
equipment is a very low designpressure (-4" W.C. to +12" W.C.).
Locate bins, hoppers, and silos at or near the system
low pressure point in order to minimize the required design
pressure. Dust collectors andcyclones are readily available with
design pressures up to +100" W.C., but typically arelimited to 30"
W.C. All these vessels and equipment may be designed for much
higherpressures at much greater expense.
Combination (vacuum/pressure) systems use vacuum on the feed end
of the system, andpressure on the discharge end. Low pressure
systems using fans may at times pass solidsalong with the gas
through the fan. Material handling fans are prone to high
maintenancedue to wear. Most combined systems require a rotary lobe
blower, which cannot tolerateparticulates. The material is filtered
through a dust collector, and then re-fed to thepressure side of
the system.
Pneumatic conveying systems are broadly divided into dilute and
dense phase systems.
8.3.1 Dilute Phase Systems
In dilute phase systems a material feeder introduces solid
particles into a gasstream, which is either created by a source of
positive air pressure, or induced bya source of vacuum. The kinetic
energy of the airstream is converted intodynamic pressure and
aerodynamic lift, and the particles are fluidized andaccelerated to
form a suspension. The mass ratio of solid-gas in the
suspensiondefined as the phase density, is less than 10:1. At the
destination the particlesmust be separated from the gas stream.
A variety of mechanisms may be used for feeding the material
into the gasstream. Rotary valves are the most common, although
blowing seals, venturifeeders and screw feeders have also been
used. Material feeders are potentialsources of gas leakage from the
system and their influence upon system selectionand design is
discussed in Section 8.4.4.
The gas-solid separation devices used include cyclones, fabric
filters and, insome applications, elutriators. The selection of
separation devices is primarilydependent upon the product
characteristics, as discussed in Section 8.4.6.
-
5/21/2018 Transporte neumatico.pdf
20/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 17
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
The minimum conveying velocities required to achieve dilute
phase flow aretypically in the range 13-15 m/sec. Volumetric
expansion with declining
pressure along the pipe may therefore yield conveying velocities
of the order of40 m/sec at the outlet. Most bulk solids can be
conveyed in the dilute phasemode; the effect of particle
characteristics and size distribution upon thesuitability for
dilute and dense phase conveyance is critical.
Figure 8-5a shows dilute phase flow at velocities slightly above
the minimumconveying velocity; a strand of particles skips along
the bottom of the pipe,whilst the particles above this region are
in fully suspended flow. Figure 8-5billustrates flow at higher
velocities where the particles have formed a completelyuniform
suspension.
Dilute phase systems may be broken down into the following
categories:
Positive pressure systems
Vacuum systems
Combination vacuum-pressure systems
They may be further divided into open and closed systems.
a) Positive Pressure Systems
Positive pressure systems involve a gas mover forcing gas
through a pipe
into which the product is introduced, fluidized and accelerated.
At thedestination a gas-solid separator removes the bulk solid from
the gas.Positive pressure systems usually have a pressure not
exceeding14.5 psig/1 barg and utilize either:
Axial or centrifugal fans; or
Twin lobed or positive displacement blowers
Air mover selection is discussed in Section 8.4.5.
Positive pressure systems are especially suited for delivery to
multipledestinations. Diverter valves may be used to select the
direction of flowfrom several alternative routes. Positive pressure
systems are notrecommended where several sources feed the same
conveying line via rotaryvalves, because the air leakage (and
energy loss) through the valves can besignificant compared to the
total air volume required for conveying.
A simple positive pressure system is depicted in Figure 8-6.
-
5/21/2018 Transporte neumatico.pdf
21/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 18
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-5
-
5/21/2018 Transporte neumatico.pdf
22/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 19
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
b) Vacuum Systems
Vacuum systems operate according to the same principle as
positive pressuresystems, except the solids are conveyed by an air
flow induced on the suctionside of the air mover see Figure 8-7.
Centrifugal fans or twin-lobed rotaryblowers are usually used in
such systems. The conveying line pressure dropfor vacuum systems is
limited to 7 psia/0.5 bara max. (there will beadditional pressure
drop due to the gas solid separation equipment). As aresult they
cannot achieve the throughputs or distances possible for
anequivalent positive pressure system. The lower air density in
vacuumsystems means piping and equipment are generally larger than
for pressuresystems with the same conveying rate. Feed hopper walls
are thicker whenthey are subjected to vacuum. Properly feeding the
conveyor from thehopper reduces the potential for hopper wall
collapse. Vacuum systems need
complex pipework and isolation valves. Vacuum systems are less
commonlyfound in multipoint discharge systems because they are more
prone to "makeup" than positive pressure systems.
Despite such disadvantages vacuum systems are ideally suited for
a varietyof uses, such as vacuuming up material from stockpiles,
ship unloading, andcleaning up product spills. Vacuum systems have
been successfully used inmultipoint discharge systems in batching
applications such as with dryingredients or micro-ingredient
blending. Each receiver is manifolded to acommon vacuum source and
has its own vacuum valve. The number ofreceivers that can be
on-line simultaneously is limited only by thevacuum source size.
They are superior to positive pressure systems for
transferring product from several sources to a single
destination. Leakageacross rotary valves is relatively
insubstantial when compared with positivepressure systems because
of the small pressure differential across the valveswhen in vacuum
service. The fact that leakage is inward is alsoadvantageous,
enabling the handling of toxic, odorous or
radioactivematerials.
Air ingress must be prevented if it at all possible. However, at
many points itis probably unavoidable (e.g., at flexible piping
sections used in shipunloading). Air ingress will alter the balance
of conveying air velocities andmust be accounted for in the
specification of the air mover.
c) Combination Vacuum-Pressure Systems
Combined vacuum-pressure systems have the advantage of being
suitable fortransferring product from multiple sources to multiple
destinations. Thesource hoppers may be isolated by knife gate
valves, the destinations selectedby diverter valves. There are
several types. The air mover serves as both anexhaust and blower.
Particle degradation and erosion make it unwise toconvey the
product through the air mover, although this has been done in
-
5/21/2018 Transporte neumatico.pdf
23/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 20
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figures 8-6 and 8-7
POSITIVE LOW PRESS & VAC SYSTEM
-
5/21/2018 Transporte neumatico.pdf
24/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 21
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
some applications. As single blower "pull-push" systems tend to
beundersized, they have a history of being heavy maintenance items.
On no
account should product be passed through a Roots type or a
Gardner Denver(PD lobe type) blower. Instead it should be bypassed
using an intermediatestorage hopper with its own filter and feed
device as depicted in Figure 8-8and Figure 8-8A. Conservatively
size the air mover, especially when usingfans, and also ensure low
air-to-cloth ratios in the filters.
Dual combined systems separate the positive and negative
pressure systemby means of an intermediate vessel and enable the
optimum equipment itemfor each service to be specified. Selection
of a liquid ring vacuum pump anda screw or reciprocating
compressor, instead of the single twin-lobe rotaryblower usually
used in single systems, would enable transport over a
greaterdistance. A schematic of a dual combined system appears in
Figure 8-9and
Figure 8-9A.
The different pressures in the two parts of the system influence
the airvolume and therefore velocity; the different air densities
influence theminimum conveying air velocities. Therefore, for an
equivalent solidsflowrate, different pipeline diameters may be
required in the two differentparts of the system.
d) Closed Circuit Systems
Most pneumatic conveying systems draw air from the atmosphere
anddischarge it to the atmosphere (via appropriate filtration
equipment to protect
the air mover from damage, the product from contamination and
theenvironment from pollution). This arrangement is adequate for
mosttransport duties because the product itself is enclosed, and
pollution may beeliminated by correct design of gas-solid
separators and vents.
In a closed system the discharge gas is recycled from the vent
back to the airmover suction. This recirculation of the conveying
medium to (generally airor nitrogen) reduces the demand to a small
makeup supply compensate forleakage.
Where the product characteristics dictate the use of a conveying
mediumother than air, economic considerations will favor
conservation of the gas in
a closed system. If the product is explosive in air, or would
becontaminated/degraded by exposure to air, an alternative medium
must beused. Nitrogen is the most common alternative medium.
Othercircumstances which may necessitate the use of a closed system
include thetransport of radioactive, toxic or odorous products. The
effect of the productcharacteristics and of the conveying medium on
system selection is discussedfurther in Section 8.4.
-
5/21/2018 Transporte neumatico.pdf
25/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 22
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-8
"PULL-PUSH" CONVEYING, ONE PRIME MOVER
-
5/21/2018 Transporte neumatico.pdf
26/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 23
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figures 8-8A
"PULL-PUSH" CONVEYING SYSTEM VACUUM PRESSURE WITH ONE PRIME
MOVER
-
5/21/2018 Transporte neumatico.pdf
27/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 24
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-9
"PULL-PUSH" CONVEYING, TWO PRIME MOVERS
-
5/21/2018 Transporte neumatico.pdf
28/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 25
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
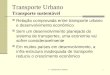
8.3.2 Dense Phase Systems
The British Standard draft definition is as follows:
"Dense phase conveying occurs when products are conveyed
throughall or part of the pipeline with air velocities lower than
those requiredfor dilute phase conveying and at phase densities
equivalent to thosefound in fluidized flow". The phase density is
defined as the solids-to-gas loading ratio by weight.
Dense phase systems usually operate at pressures in the range of
15-90 psig/1-6 barg, with gas velocities of typically 3-33
ft/sec/1-10 m/sec. Initial gasvelocities and velocities at the exit
greater than 10 m/sec have been observed.Streams with phase
densities of 40 and above are considered to be in dense phaseflow.
Systems operating at phase densities up to 300:1 have been
designed.
Dense phase systems have several advantages over dilute phase
systems. Theyare generally more efficient, achieving higher product
throughputs at lower gasflowrates and thereby reducing energy
costs. The tendency for particle breakupis also reduced at lower
gas flowrates. The lower volumetric flowrates enable theuse of
smaller air movers, piping sizes and separators. Higher pressure
operationenables conveying over much greater distances (than the
few hundred metersattainable by dilute phase systems) with some
dense phase systems transportingproduct as far as 3,000 m.
In most dense phase systems solids are fed to the conveying pipe
using a vesselcalled a "blow tank" or transporter. Blow
tanks/transporters usually operate atpressures above 1 barg; in
such cases they must be designed according to theASME code for
Pressure Vessels, Section VIII, Division 1. They, together withthe
required instrumentation and control, are therefore a relatively
expensivecomponent. Similarly, the higher pressure means that the
Roots type blowerscommon in dilute phase applications are usually
inadequate for dense phasesystems. Instead more expensive
compressors must be used, unless the gasconsumption is low enough
to be accommodated by the plant air system. Thetransport mechanism
at such low velocities is shown in Figure 8-10. Inhorizontal flow
(a) Particles are metered into the pipe and remain on the
bottombecause the air velocity is too low to overcome the
frictional resistance, R. (b) theparticle dune increases in cross
section as more particles are fed into the pipe. Asthe height of
the dune increases so does the air resistance force, W. (c) the
dunemoves in the direction of air flow and spreads out and other
dunes collide with itforming a larger dune. The pipe cross section
is reduced, the velocity increasesand the dune moves along the
pipe.
In vertical flow (a) an individual particle settles when the air
velocity v fallsbelow the terminal velocity WSof the particle. (b)
the pressure of more particles
in the same cross section of pipe reduces the gas flow area and
thereforeincreases the velocity. (c) when a sufficient number of
particles are present theeffective air velocity between the
particles exceeds the terminal velocity, W
S, and
the group of particles is lifted. (d) in effect, when conveying
bulk granular
-
5/21/2018 Transporte neumatico.pdf
29/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 26
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
solids, a slug flow pattern develops.
Unlike dilute systems, many materials cannot be successfully
conveyed in thedense phase. The particles most suitable for dense
phase conveying are thosewith a narrow particle size distribution
and good air retention properties.Granular products, especially
those with a high percentage of fines, generallycannot be
transported in the dense phase because their low permeability leads
toblockages. Theoretical modelling of dense phase flow behavior is
extremelydifficult and for reliable design the use of test rigs and
scale up techniques isessential.
a) Blow Tank/Transporter Systems
1) General Principles
The most common type of dense phase system is based on the blow
tankor transporter. Essentially a blow tank/transporter is a
pressure vesselwhich is charged with material, pressurized and
discharged batchwiseinto a pipeline. The filling and discharging
cycle must then be repeated.While it is inherently a batch process
it may be adapted for continuousoperation by using twin pressure
vessels either in series or parallel, asdiscussed below. When
specifying batch systems, however, state theaverage
pseudo-continuous rate required as such to the vendor who
willrecommend the approximate blow tank system size and cycle
time.
2) Single Plug Blow Tanks
3) The simplest form of blow tank, Figure 8-11only has valves to
isolatethe tank from the supply hopper and the vent line. The blow
tank startsto pressurize as soon as the vent line is closed, and
both the tank and linemust be pressurized before any material is
delivered. The material ispushed into the line as a single plug,
usually via a bottom discharge. Noseparate conveying air is used
and fluidizing air is not usually supplied tothe vessel. Towards
the end of the cycle the tank and line must bedepressured to enable
charging of the tanks for the next cycle. The timespent
pressurizing and depressurizing the system reduces the proportionof
the cycle that is spent actually conveying product. Therefore,
to
achieve a given time-averaged transfer rate the actual transfer
rate mustbe higher (Figure 8-12). The ratio of the mean to peak
transfer rates maybe increased (thereby reducing the peak transfer
rate required to achievea given mean transfer rate) by:
Increasing vessel size
Fitting valves to the discharge line and (if fitted)
supplementary airline
-
5/21/2018 Transporte neumatico.pdf
30/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 27
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
It is desirable to reduce the peak transfer rate required to
meet a givenservice because it is this rate that provides the
sizing basis for the
equipment.
By increasing the vessel size and hence the amount of product
conveyedper cycle also increases the proportion of the cycle spent
conveying. Abalance must be met between the rate cycling and the
blowtank/transporter size.
The fitting of valves to the discharge line and supplementary
air supplyline (if fitted) enables rapid pressurization and
depressurization. Thetank may be rapidly pressurized if all the air
available is used anddischarge is prevented until the required
steady state pressure is reached.Depressurization time is reduced
by isolating the tank from the
conveying line, closing the discharge line valve and opening the
vent linevalve immediately upon its emptying. This is also
advantageous becauseit prevents the large volume of air in the blow
tank from rapidlyexpanding through the conveying line once the plug
has been dischargedfrom the pipeline. The very high air velocities
that otherwise resultcould cause severe erosion problems during
this pipework ventingprocess and subject bends (especially blank
tee-pieces) to very highforces; pipework must be well supported in
such circumstances.The"rapid expansion" problem does not exist in
systems that have beendesigned to maintain product in the line
between blow tank/transporterfillings.
The air supply used to pressurize the blow tank is usually also
used tofluidize the tank contents and thereby facilitate discharge.
The fluidizingmembrane is usually porous plastic, porous ceramic or
filter clothsandwiched between two perforated metal plates or
rubber "pulsers." Asecondary air supply is frequently fed into the
conveying line justdownstream of the tank. More recently, however,
80-90 % of the air isfed along the total length of the line. This
supplementary air is useful ifthe material has poor air retention
properties, and is essential for goodcontrol. Where the secondary
air supply is fed into the conveying linejust downstream of the
tank, the discharge rate may be controlled byproportioning the air
supply between the fluidizing and supplementaryair lines (Figure
8-13
).
Increased product flow is obtained by increasing the fraction of
thetotal gas rate that is supplied to the blow tank.
Reduced product flow is obtained by increasing the fraction of
thetotal gas rate that is supplied as supplementary air.
-
5/21/2018 Transporte neumatico.pdf
31/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 28
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Blow tanks/transporters may be classified as top discharge or
bottomdischarge, depending upon the direction in which the product
is
discharged. Top discharge tanks have an internal discharge
pipepositioned above the fluidizing membrane (typically by 1.2
in/30 mm forpowdered materials) as shown in Figure 8-14. Top
discharge tanksachieve the highest feed rates and enable better
control; they are bestsuited to fluidizable powders with low air
permeability and good airretention properties. However, with top
discharge tanks the contents arenever completely discharged. If
complete discharge is essential (e.g., forconveying accurately
weighed batches or if contamination betweendifferent batches must
be avoided) bottom discharge operation isnecessary.
Bottom discharge tanks used not to have fluidizing membranes;
the
material being gravity fed into the pipeline. Current designs,
however,have fluidizing membranes. They are recommended for
granularmaterials for which top discharge is unsuited because the
highpermeability may preclude build up of sufficient lift.
The pressure drops across the discharge section of blow tanks
must beaccounted for in specification of the air mover. In
general,
Bottom Discharge Tanks < 1.5 psi/0.1 barTop Discharge Tanks
> 1.5 psi/0.1 bar
Large top discharge tanks may have the pressure drop reduced
byremoving the mixture from the side.
4) Pulse Phase ("Air Knife") Systems
A pulse phase system involves a blow tank discharging a stream
ofmaterial into the conveying line. Intermittent timed air
injection from an"air knife" at the pipe entrance divides the
stream into a series of discreteplugs as illustrated in Figure
8-15. For powdery materials with poor airretention properties a
long plug will tend to block the pipeline. Bychopping the material
into shorter plugs the friction between the particlesand the pipe
wall is reduced and blockage may be avoided. The mainproblem with
conveying materials of this type occurs in vertical pipes
where the material does not form plugs, and the air velocity is
below thechoking velocity; the material builds up and chokes the
pipe. Layout isparticularly influential in this situation. The use
of short risers willenable plugs to build up and then be conveyed
as a mass-flow slug whenthe pressure differential exceeds the
frictional forces and gravity. Someauthorities (e.g., Krambrock,
1983) have questioned the utility of thismode of conveying,
asserting that the transport of compact plugs requiressignificantly
larger forces than for the transport of material in duningflow
mode.
-
5/21/2018 Transporte neumatico.pdf
32/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 29
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-10
DENSE PHASE SYSTEM TRANSPORT MECHANISM AT LOW VELOCITY
-
5/21/2018 Transporte neumatico.pdf
33/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 30
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-11
SINGLE PLUG BLOW TANK
-
5/21/2018 Transporte neumatico.pdf
34/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 31
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-12
MATERIAL FLOWRATE AGAINST TIME FOR A SINGLE PLUG BLOW TANK
SYSTEM
-
5/21/2018 Transporte neumatico.pdf
35/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 32
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-13
AIR SUPPLY PROPORTIONED BETWEEN THE FLUIDIZING ANDSUPPLEMENTARY
AIR LINES TO IMPROVE CONTROL
-
5/21/2018 Transporte neumatico.pdf
36/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 33
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-14
TOP DISCHARGE BLOW TANK SHOWING INTERNALDISCHARGE PIPE
POSITIONED ABOVE FLUIDIZING MEMBRANE
-
5/21/2018 Transporte neumatico.pdf
37/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 34
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
This use of timed pulse air injection has been recommended for
productswith the following characteristics:
Granular/plastic pellets
Narrow size distribution
High air permeability
Low air retention
It should be noted that fine materials with very low air
retentioncharacteristics may be unsuitable for dense phase flow
altogether.
In designing such a system, the air knife must be located
sufficientlyclose to the blow tank to ensure that the discharge
line pressure drop isnot excessive, but far enough from the tank to
avoid impeding the plugformation.
5) Plug Control Systems
Numerous proprietary dense phase systems have been developed
fortransport of solids at very low velocities over long distances,
based uponvarious means of controlling plug formation to avoid
blockage.
Three approaches have been used in the design of plug control
systems:
Plug Prevention with Injection of Secondary Air
Plug Elimination using Bypassing Air
Plug Prevention using Controlled Secondary Air
Plug Prevention with Injection of Secondary Air
Secondary air may be supplied along the length of the conveying
lineeither via a perforated tube or via a bypass (Figure 8-16
). This mayfluidize the product and help prevent plugging. If
however a plug doesmanage to form, the air will follow the path of
least resistance into theline, entering downstream of the plug
without affecting it. Over longerconveying distances the air
velocity increases excessively due toexpansion of the gases
resulting in a higher pressure drop and airconsumption unless the
pipeline size is stepped up appropriately.
This method is best suited to transporting readily fluidizable
materials athigh solid- gas ratios.
-
5/21/2018 Transporte neumatico.pdf
38/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 35
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Plug Elimination using Bypassing Air
The conveying pipe may be fitted with either an internal or
externalbypass, as shown in Figure 8-17. During normal operation
little air flowsthrough the branch pipe. When a plug forms air will
bypass it until it hasreached the point in the plug where the air
pressure exceeds theresistance by the downstream section of the
plug. In this way the plug issplit into sections, disintegrating
progressively from the downstream toupstream end.
This system enables very low velocities to be used for the
transport offree flowing bulk materials. It is especially useful
for powdery andpulverized materials with low air permeability and
high air retention. Anexternal bypass may be used if the material
is damaged by an internal
bypass. It cannot be used for fine cohesive product because the
bypasswould become plugged. Abrasive solids also create problems
byseverely eroding the bypass, in which air velocities are
relatively high.
Figure 8-15
PULSE PHASE ("AIR KNIFE") SYSTEMDIVIDES THE STREAM INTO DISCRETE
PLUGS
-
5/21/2018 Transporte neumatico.pdf
39/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 36
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Plug Prevention by Controlled Secondary Air
This system is designed for the transport of fine,
adhesive/caking bulkmaterials at very low air velocities. To keep
the pressure and conveyingvelocities as low as possible, solids
plugs must be quickly detected anddestroyed without increasing the
conveying gas volume. Air boosters arepositioned either at
strategic locations (i.e., bends) along the conveyingline, or at
regular intervals 10-50 ft/3-15 m apart depending upon thematerials
being conveyed (Figure 8-18). They sense the pressure at eachstage
and adjust the booster pressure downstream to keep the
materialflowing and prevent back pressures in the system from
developing.Booster valves-unlike bypass systems - add air to the
line and thereforeincrease the conveying air velocity. The valves
only admit air when andwhere it is required.
Such systems, if properly designed for an appropriate product,
offer lowmaintenance and long service life despite their relative
sophistication.
6) Continuous Operation Using Dual Blow Tanks
Single blow tank systems operate in a batch mode. As discussed
above,to achieve a given time-averaged product flowrate, a higher
rate mustprevail during the steady-state section of the cycle. The
pipelinediameter and air requirements must be based upon this
higher rate. Theuse of dual blow tanks enables almost continuous
operation and the time-average flowrate approaches the steady state
flowrate. As a result, the
pipeline diameter, air requirements etc., are lower than for
single blowtank systems - although a second pressure vessel is
required. The costmay still be competitive with that for single
blow tank systems becausethe continuous nature of the operation may
enable the duty to beachieved with smaller blow tanks. In single
tank systems the blow tanksize tends to be larger in order to
increase the ratio of average to peakconveying rates.
Dual blow tank systems may be configured with the pressure
vesselseither in parallel or in series.
Parallel Blow Tanks
A parallel blow system is depicted in Figure 8-19. Note that
eachblow tank requires a dedicated set of discharge, vent and
isolationvalves. Whilst one blow tank is being discharged, its twin
is beingdepressured, filled and repressured, ready for discharge
when thefirst tank is empty. An automatic control system is
required toensure correct timing and sequencing. In this way almost
continuousconveying is achieved through the shared pipeline.
-
5/21/2018 Transporte neumatico.pdf
40/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 37
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-16
PLUG PREVENTION WITH INJECTION OF SECONDARY AIR
-
5/21/2018 Transporte neumatico.pdf
41/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 38
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-17
PLUG ELIMINATION USING BYPASSING AIR
-
5/21/2018 Transporte neumatico.pdf
42/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 39
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-18
PLUG PREVENTION BY CONTROLLED SECONDARY AIR
-
5/21/2018 Transporte neumatico.pdf
43/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 40
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
For a given mass of material conveying "continuously" uses less
airas efficiency is increased, provided adequate control logic is
in place
to keep the material flowing.
Series Blow Tanks
Continuous blow tank operation may also be achieved by
twopressure tanks vertically in line beneath a supply hopper as
shownin Figure 8-20. The intermediate vessel is used as an airlock
fortransferring material between them. This vessel is filled from
thehopper and pressurized to the same pressure as the blow
tank(usually by a pressure balance line from the blow tank).
Theisolation valve to the blow tank is opened, the blow tank topped
upwith product, and the valve closed. The transfer tank is then
vented
and refilled. In this way a continuous flow of material is
maintained.
The plot plan may influence the choice between parallel and
seriesblow tanks, with parallel systems occupying the most floor
space butseries systems requiring substantial headroom.
b) Air Mixing Systems
Gas mixing systems handle fluidizable, pulverized, powdered and
granularmaterials. Gas and product are mixed at the entrance to the
conveying line,to yield high solid-gas ratios. Two types of these
systems have been
developed:
1) Screw Feeder with Air Jet
A variable pitch screw feeds material from a hopper to a mixing
chamberinto which high pressure air jets are directed. Material is
then dischargedinto the conveying line (Figure 8-21A). Pressures up
to 40 psig/2.8 bargmay be achieved.
2) Air Swept Double Entry Rotary Feeders
Product trapped in the vaned pockets of a rotary feeder is mixed
directlywith high pressure air entering each pocket through air
ports built intothe end bells of the feeder (Figure 8-21B). The
pocket of material is thenblown into the pipeline by the trapped
air. The system operates atpressures up to about 20 psig/1.4
barg.
-
5/21/2018 Transporte neumatico.pdf
44/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 41
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-19
PARALLEL BLOW TANKS
-
5/21/2018 Transporte neumatico.pdf
45/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 42
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-20
CONTINUOUS BLOW TANK OPERATION WITH TWOPRESSURE TANKS IN LINE
BENEATH A SUPPLY HOPPER
-
5/21/2018 Transporte neumatico.pdf
46/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 43
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-21A
SCREW FEEDER WITH AIR JET
-
5/21/2018 Transporte neumatico.pdf
47/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 44
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
c) High Pressure Rotary Valve Systems
At least one vendor offers a dense phase pneumatic transport
system basedupon high pressure rotary valves instead of the usual
blow tank-type feeders.Rotary valves are available rated for
differential pressures of up to 50 psi/3.5bar, with special
attention given to minimizing the air leakage that usuallyprecludes
the use of high pressure systems.
Operational differences with dense phase blow tank systems
include:
Product flowrate is controlled by setting the valve rotation
speed, not bysplitting the conveying air into two parts.
Rotary valve systems allow continuous conveying from a single
vessel.
Air leakage occurs from rotary valves but not from blow tanks.
This airleakage must be compensated for to ensure that the average
velocity atthe end of conveying line remains constant, even as the
leakage ratechanges with changing differential pressure across the
valve.
8.4 SYSTEM SELECTION AND DESIGN
The objective in undertaking the selection and design of a
pneumatic conveying system isto provide the means for the reliable
and economical transfer of a given bulk material at aspecified rate
over a given distance.
In selecting the most suitable system for a given service
numerous interrelated issuesmust be resolved - the system type
(open or closed), system pressure (positive ornegative), mode of
flow (dilute or dense phase), type of operation (batch or
continuous),and the types of feed and gas-solid separation systems.
The key parameters influencingthose issues are the properties and
conveying characteristics of the product to betransferred and the
conveying distance and layout involved.
In the "Pneumatic Conveying Design Guide" by David Mills, a
method is presentedwhich should yield the most economical and
suitable system in circumstances wherethere are no constraints on
selection. Client preferences and constraints such as
spacelimitations may limit the choices available. The guidelines
below borrow heavily fromMills' treatment of conveyor
selection.
The stages in the specification of a pneumatic conveying system
are as follows:
a) Select Basic Type of System (8.4.1)
b) Design Pipeline (8.4.2)
c) Select Mode of Operation (8.4.3)
d) Select Feeder (8.4.4)
-
5/21/2018 Transporte neumatico.pdf
48/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 45
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
e) Select Air Mover (8.4.5)
f) Select Gas-Solid Separation System (8.4.6)
g) Design Solids Storage (8.4.7)
h) Factors Affecting System Design (8.4.8)
The order of the decision stages will change as external
constraints dictate that aparticular type of equipment must be
included in or excluded from the selection. Thedecision stages are
discussed below in the preferred order (i.e., assuming there are
noconstraints), although in all cases they involve a degree of
iteration.
A summary of the advantages and disadvantages as well as process
conditions for thevarious types of systems is shown in Figures
8-22A through F.
Pneumatic Conveying Systems are being used today for products
which a few years agowould have been handled exclusively by
mechanical means.
In spite of this, however, it is still the "conventional"
products which make up the bulk ofthe systems installed and
consequently provide the most extensive design information.
Most Pneumatic Conveyor manufacturers favor a certain method of
conveying or acertain component applied to a variety of methods.
This is understandable as it is at leastan attempt at partial
standardization.
We try to be impartial in our selections, but we do have a
tendency to stay away fromrotary air locks unless they are
definitely indicated. The following comments shown in
Figure 8-22Fmust, therefore, reflect our preferences and
prejudices and should be usedas a guide rather than an
indictment!
If the product you are interested in is not listed, ask the
mechanical department forassistance.
8.4.1 System Type
The first choices are concerned with whether an open or closed
system isrequired, and whether a positive or negative pressure
system should be used.
a) Open and Closed Systems
The material properties usually decide whether the system should
be open orclosed. Open systems are preferred because of their lower
capital cost andminimal complexity. In many cases the proper design
of gas-solid separatorsand vents is sufficient to prevent
pollution. Open systems should thereforebe used except where a
closed system is necessary for economic,environmental or safety
reasons.
-
5/21/2018 Transporte neumatico.pdf
49/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 46
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Closed systems usually involve recirculation of the discharge
gas back to theair mover suction. This recirculation of the
conveying medium reduces the
demand to a small makeup supply to compensate for leakage. The
volume ofexhaust requiring filtration is substantially reduced,
with only a small bleedstream required. Closed systems are best
suited to continuous operation.
Closed systems are used where a closely controlled environment
is required.For instance, hygroscopic materials must be transported
in dry air and maybe conveyed in a closed system to minimize the
air drier duty.
In other cases the material may react (sometimes explosively)
with air,necessitating the use of an alternative, inert conveying
medium. Nitrogen isthe most common gas for this purpose. Economics
usually dictate thatconveying media other than air are conserved in
a closed system. Materials
with an excessive dust content may be transported in a closed
system tominimize the size and cost of the exhaust filtration
system. Toxic orradioactive materials must be transported in closed
systems andcomprehensive measures taken to ensure that leakage to
the environmentdoes not occur.
b) System Pressure
The choice between the following systems must be made:
Positive pressure systems
Negative pressure (vacuum) systems
Combined negative-positive pressure systems
Dual combined systems
The distinctions between those systems were described in Section
8.3. Tobriefly summarize:
Positive pressure systems are:
Suited to the widest range of solids feeders. Capable of long
distance conveying at high operating pressures.
Ideal for feeding multiple destinations from a single source via
divertervalves.
Inadequate for feeding from multiple sources in series because
airleakage across several solids feeders may be excessive.
-
5/21/2018 Transporte neumatico.pdf
50/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 47
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-22A
SYSTEM DESIGN AND SELECTION
-
5/21/2018 Transporte neumatico.pdf
51/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION BOOK 1
PNEUMATIC CONVEYING
S
P
D
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-22B
SYSTEM DESIGN AND SELECTION
-
5/21/2018 Transporte neumatico.pdf
52/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION BOOK 1
PNEUMATIC CONVEYING
S
P
D
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-22C
SYSTEM DESIGN AND SELECTION
-
5/21/2018 Transporte neumatico.pdf
53/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION BOOK 1
PNEUMATIC CONVEYING
S
P
D
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-22D
SYSTEM DESIGN AND SELECTION
-
5/21/2018 Transporte neumatico.pdf
54/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION BOOK 1
PNEUMATIC CONVEYING
S
P
D
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-22E
SYSTEM DESIGN AND SELECTION
-
5/21/2018 Transporte neumatico.pdf
55/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 52
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-22F
DESIGN CONDITIONS FOR CONVEYING VARIOUS SOLIDS MATERIALS
PRODUCT CONVEYINGMETHOD
ABRASIONPROBLEM
CORROSIONPROBLEM
FRIABILITYPROBLEM
EXPLOSIONHAZARD
CEMENT
USUALLYPRESSURE
Yes No None
ALMOST NIL
FLOUR Usuallypressure
No Food product -
watch for
contamination
None Yes, in someair/materialconcentrations
WHEAT &CORN
Vacuum orPressure
Mild No Yes Yes, in someconcentrations
SAND Vacuum orpressure
Severe No Some, if
coated
None
PLASTIC
PELLETS
Vacuum orpressure
No Watch for
contamination
None Yes, usually dueto static build-up
ALUM Vacuum orpressure
No Some None Slight
AMMONIUM
NITRATE
Vacuum or
pressure
No Yes Yes, if in
pellet form
Yes
MALT Vacuum orpressure
Mild No Yes Yes, in some
concentrations
SALT Vacuum orpressure
Moderate Yes With some
Grades
No
-
5/21/2018 Transporte neumatico.pdf
56/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 53
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-22F
DESIGN CONDITIONS FOR CONVEYING VARIOUS SOLIDS MATERIALS
SEGREGATIONPROBLEM
LONG RADIUSBENDSRECOMMENDED
TYPICALCONVEYINGRATE 100 FT.
USE OF ROTARYAIR LOCKS
DUSTINGPROBLEMS
None Steel sch. 40 pipeor rubber hose
40 T.P.H. thru 4"line @ 15 P.S.I.
Not recommended Surprisinglylittle, if min.req'd. air
flowused
None Same mat'l. asconveying line
25 T.P.H. thru 4"line @ 15 P.S.I.
Recommended ifvented adequately
Yes, should betrapped in dustcollector
Some Steel sch. 40 pipe 15 T.P.H. thru 4"line @ 8 P.S.I.
Recommended Not excessivebut dustcollectors usual
Some if coated Heavy wall rubberhose or wearpocketelbows
10 T.P.H. thru 4"line @ 10 P.S.I.
Not recommended Can benoticeable
None Same mat'l asconveying line
10 T.P.H. thru 4"line @ 5 P.S.I.
Recommended ifproperly designed
Minimal
Possible Same mat'l asconveying line
10 T.P.H. thru 4"line @ 8 P.S.I.
Not recommended Yes
Possible As for conveying
line
10 T.P.H. thru 4"
line @ 6 P.S.I.
Can be used Some
Some Steel sch. 40 pipe 7 1/2 T.P.H. thru4" line @ 4 P.S.I.
Recommended Not excessive
With somegrades
Stainless steel min.1/8" wall
18 T.P.H. thru 4"line @ 12 P.S.I.
Can be used Yes
-
5/21/2018 Transporte neumatico.pdf
57/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 54
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-22F
DESIGN CONDITIONS FOR CONVEYING VARIOUS SOLIDS MATERIALS
REMARKS
High density (.2 to .4 S.C.F.M. 1b. of material) pressure
systems usual. Pumps like viscous fluid whenaerated. Systems in use
operating at 100 P.S.I. Look out if line plugs - usually must be
disassembled.
Use of Rotary air locks precludes high pressure systems. If
R.A.L.'s used, should be blow thru, type forsatisfactory clean out.
Pressure pod systems for flour operate similar to cement systems
but less air req'd.
Free flowing product. Feeds & conveys well. Does not
fluidize - must be blown thru line (1 to 2S.C.F.M./lb. of material
common). Handles equally well in pressure or vacuum system. R.A.L.
systemsmost common. Maximum pressure usually 8-10 P.S.I.
Abrasion biggest problem. Heavy wall pipe should be used for
straight runs. High air velocities (6000ft./min.) req'd. for sharp
sands. Hose or wear pocket elbows will combat abrasion.
Air locks should have controlled feed inlet. Pressures should be
kept low to minimize velocity and temp.gradients. Special conveying
lines often used to eliminate streamer formation. Conveys well.
Usuallycan be stopped in line and re-started.
Alum. hardens and glazes on rubbing surfaces. Air locks, if
used, need large clearances. Often coatsinside of pipelines.
Usually handled in pellet (prill) form. Must be kept from
contact with oil (explosion hazard). Air locks
should, therefore, have outboard bearings.
Handles well, but air flows usually kept low to minimize
breakage. Otherwise, conveys similar to wheat.
Corrosion main problem. Air locks, if used, should be stainless
steel. Conveying lines usuallyaluminum. Requires min. 5000 ft./min.
air velocity for steady flow. Fine salt harder to convey thancoarse
grades.
-
5/21/2018 Transporte neumatico.pdf
58/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 55
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-22F
DESIGN CONDITIONS FOR CONVEYING VARIOUS SOLIDS MATERIALS
PRODUCT
CONVEYING
METHOD
ABRASION
PROBLEM
CORROSION
PROBLEM
FRIABILITY
PROBLEM
EXPLOSION
HAZARD
SUGAR Vacuum or
Pressure
Yes Food prod. -
watch for
contamination
Some Yes, in some
dust concen-
trations
LIME
(pulverized)
Usuallypressure
Moderate Some No No
LIMESTONE
3/4" / 1 1/4"
Usually
pressure
Yes Some No No
FERTILIZER Vacuum orpressure
Moderate Yes Yes Yes
SODA ASH
(light)
Usuallypressure
No Yes No No
SODA ASH
(heavy"
Vacuum orpressure
Slight Yes Yes No
PLASTIC
RESIN
Vacuum orpressure
Slight Watch forcontamination
No Yes
CLAY Usuallypressure
No No No No
-
5/21/2018 Transporte neumatico.pdf
59/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 56
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-22F
DESIGN CONDITIONS FOR CONVEYING VARIOUS SOLIDS MATERIALS
SEGREGATION
PROBLEM
LONG RADIUS
BENDS
RECOMMENDED
TYPICAL
CONVEYING
RATE 100 FT.
USE OF ROTARY
AIR LOCKS
DUSTING
PROBLEMS
Some Stainless steel min.
1/8" wall
30 T.P.H. thru6" line @ 6P.S.I.
Can be used but notrecommended
Yes
No As for conveying
line
30 T.P.H. thru4" line @ 15P.S.I.
Possible Yes
No Sch. 40 steel pipe 28 T.P.H. thru5" line @ 6P.S.I
Not recommended Yes
Yes Sch. 40 pipe 18 T.P.H. thru4" line @ 12P.S.I.
Not recommended Yes
No As for conveying
line
18 T.P.H. thru4" line @ 9P.S.I.
Possible Yes
Yes As for conveying
line
12 T.P.H. thru
4" line @ 7P.S.I.
Possible Yes
Some Stainless steel min.1/8" wall
7 1/2 T.P.H.thru 3" line @ 9P.S.I.
Not recommended Yes
No As for conveying
line
30 T.P.H. thru4" line @ 14P.S.I.
Not recommended Yes
-
5/21/2018 Transporte neumatico.pdf
60/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 57
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Figure 8-22F
DESIGN CONDITIONS FOR CONVEYING VARIOUS SOLIDS MATERIALS
-
5/21/2018 Transporte neumatico.pdf
61/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 58
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
Advanced dense phase systems (e.g., pulse phase and plug
controlsystems) are capable of transferring many products that are
unsuited to
conventional dense phase transport. They are especially suited
to lowvelocity transport of friable/abrasive products, offering
lower operatingcosts but at a higher initial capital cost.
Negative pressure (vacuum) systems are:
Ideal for drawing product from multiple sources because air
leakageacross the feeders is minimal.
Inward leakage prevents the escape of fines, dust etc., an
essentialrequirement when transporting toxic or radioactive
products.
Limited in pressure differential and conveying distance.
Combined negative-positive pressure systems are:
Ideal for transferring a product from multiple sources to
multipledestinations.
Limited in pressure differential and conveying distance.
Dual combined systems are:
Able to convey over greater distances than normal combined
systems.
More efficient than combined systems because the duty is split
into apositive and negative half, enabling the optimum blower and
exhausttypes to be specified for each half.
c) Other Design Considerations
Other considerations include system leakage, and system layout.
Leakage,either into vacuum systems or out from pressure systems,
must be added tothat required for conveying when sizing the gas
supplier. Diverter valves androtary valves all leak through the
seals. Additionally, rotary valves displacegas as they rotate.
Leakage in very high pressure (>40 psig) becomes verylarge.
Typically blow pots are used at pressures greater than 40 psig
to
reduce leakage. Other leak points (such as at flanges) also
occur.
Equipment arrangement is typically dictated by the process.
However, somechoices can be influenced by the requirements of the
pneumatic conveyingsystem. Plant Design System 3-D modeling enables
the process engineer tooptimize process layout including the
conveying system to minimize runlengths and numbers of sweeps,
lowering the ultimate system pressure drop,and therefore gas and
horsepower requirements. Typical guidelines forpiping layout
include allowing for a minimum straight run before the first
-
5/21/2018 Transporte neumatico.pdf
62/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 59
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
sweep in a system, or between horizontal-to-vertical sweeps,
avoidance ofinclined lines, and minimization of the number of
sweeps.
A minimum distance of 200 pipe diameters or 15 feet (whichever
is smaller)is required to allow the gas and the solids to
reaccelerate after a bend or a
pick-up point. Diverter valves are counted as 30 obends. Sub-90
obends
are ratioed directly as a fraction of the 90 obend. While
maximum verticalruns are limited by the available pressure drop,
typical limits are about 100 fttotal vertical distance for medium
pressure systems. Inclines are morecomplex than either vertical or
horizontal runs due to solids recycle. The
maximum pressure drop (and recycle) occurs at an incline of 45
o.
While maximum vertical runs are limited by the available
pressure drop,typical limits are about 100 ft total vertical
distance for medium pressure
(
-
5/21/2018 Transporte neumatico.pdf
63/309
FLUOR DANIEL
PROCESS MANUAL
PIPING HYDRAULICS AND SPECIFICATION
BOOK 1
PNEUMATIC CONVEYING
SECTION 8.0
PAGE 60
DATE 8-94
\225-002 Book1 Section 8.doc-10/2/2003 6:08:00 PM
7) Dust collector undersized for peak gas flow rate, especially
for the tankand line clearing step of a blow tank dense phase
system cycle.
8) Failure to provide control interlocks to ensure that the
blower isoperating when the solids feed is begun, and remains
operating for aperiod after the solids feed has ended.
9) Installation of upward inclined sections of pipe resulting in
saltation,high pressure drop, and plugging.
10) Taps not provided to permit checking of conveying gas line
pressure orvelocity during system troubleshooting.
11) The system has too many diverter valves, feed points, or
discharge pointsmaking the system difficult to troubleshoot due to
complexity.
12) Centrifugal blower has a head vs. capacity characteristic
that overloads
the motor when no solids are flowing, pressure drop is small,
and gasflow is large.
13) Poorly sealed diverter valves leak gas into or out of the
in-servicebranch, or leak solids into the out-of-service
branch.
14) S