Embed Size (px)
DESCRIPTION
Betonsko gvoždje - armatura B500
Citation preview

OZNAKA DOKUMENTA: TS 1-08
IZDANJE: I STRANA: 1 OD 10
SISTEM MENADŽMENTA KVALITETOM POVERLJIVOST:p.t. STATUS (KOP. BR.):
URADIO : Aleksej Ermolaev, Rukovodioc odelenija kontrole kvaliteta POTPIS:
KONTROLISAO: Aleksej Ermolaev, Predst. Rukovod. za kvalitet POTPIS:
ODOBRIO :Bojan Zečević, Zamenik GD za proizvodnju POTIS:
DANA:. 10.04. 2008. NADREĐENI DOKUMENT: P-05
Tehnička (konstrukciona) specifikacija
čelične orebrene i glatke šipke za armiranje betona,
proizvodnje Metalfer Steel Mill
TS 1-08
IZMENA BR.: ODOBRIO: DANA IZMENA BR.: ODOBRIO: DANA:
1 A.Ermolaev 20.08.2008
2 A. Ermolaev 29.12.2008
3 I. Romandić 09.12.2010

1. Opšti zahtevi Specifikacija pokriva zavarive orebrene i glatke čelične šipke za armiranje betona, proizvedene prema
zahtevima standarda:
- B500B saglasno SRPS EN 10080, kvalitet B500A (rebro kao B500B),
- B500B saglasno BS 4449-2005,
- B500B saglasno DIN 488-2009,
- PC 52 saglasno STAS 438/1-89; OB37 saglasno STAS 438/1-89,
- B60.50 saglasno MSZ 339-1987.
Može biti i prema drugim standardima prema zahtevima kupca i tehničkoj mogućnosti Metalfer Steel
Milla.
Pri ugovaranju šipke moraju biti jednoznačno definisane, kako je dato u sledećem primeru:
Primer oznake: "Šipka 14x12 000 SRPS EN 10080 Kvalitet B500B" .
1.1. Konstrukciona i tehnološka saglasnost
95% proizvedenih šipke mora biti u saglasnosti sa ovom specifikacijom. Proizvodnja se odvija prema
tehnološkoj dokumentaciji razvijenoj i odobrenoj od strane Metalfer Steel Milla. Za dimenzije,
tolerancije i oznake, koje nisu navedene u ovoj specifikaciji, važe podaci iz standarda po kome se
šipke proizvode.
1.2. Opseg proizvodnje
1.2.1. Nominalni standardni prečnici šipki su: 8, 10, 12, 14, 16, 18, 20, 22, 25, 28 i 32. Proizvode se i
drugi prečnici, na zahtev kupca.
1.2.2. Standardna dužina je 12m, ali se mogu isporučivati i kraće šipke, na zahtev kupca.
1.3. Termini i definicije
Termini i definicije, kao što su: hemijski sastav, uzorkovanje, ponovno testiranje, performanse, dimen-
zije, masa po dužnom metru, tolerancije, geometrija površine, utvrđivanje saglasnosti, metode ispiti-
vanja, identifikacija-prema SRPS EN 10080; BS4449:2005; BS 4449-1997; DIN 488-2009; MSZ
339-1987; STAS 438/1-89.
.
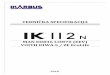
2. Izgled orebrene čelične šipke
Slika 1 — Geometrijski oblik rebra čelika B500B, B500A, 460B

Image 3 – Geometrijski oblik rebra čelika B 60.50 saglasno MSZ 339-87

PC 52 saglasno STAS 438/1-89
B500B saglasno DIN 488
Geometrija profila saglasna DIN488:2009



4. Hemijski sastav i mehaničke osobine (chemical composition and mechanical properties). Na univerzalnoj test mašini I klase MUT-E rade se mehanička ispitivanja saglasno standardu EN ISO 15630-1:
a) granica razvlačenja – Re (MPa, N/mm2);
b) zatezna čvrstoća – Rm (MPa, N/mm
2);
c) odnos Rm/ Re;
d) procenat ukupnog izduženja pri max sili (IMS) – Agt (%)
d) istezanje loma - A5 (%)
C Mn Si S P Cr Ni Cu N Ceq Re Rm Rm/Re A5 Agt
min 0,14 0,5 0,10 0,28 500 1,05 2,5
max 0,22 0,8 0,30 0,050 0,050 0,30 0,30 0,80 0,012 0,50
min 0,14 0,5 0,10 0,28 500 1,08 5,0
max 0,22 0,8 0,30 0,050 0,050 0,30 0,30 0,80 0,012 0,50
min 0,14 0,5 0,10 0,28 460 1,05 12 2,5
max 0,22 0,8 0,30 0,050 0,050 0,30 0,30 0,80 0,012 0,50
min 0,14 0,5 0,10 0,28 460 1,08 14 5,0
max 0,22 0,8 0,30 0,050 0,050 0,30 0,30 0,80 0,012 0,50
min 0,14 0,5 0,10 0,28 500 1,05 10 2,5
max 0,22 0,8 0,30 0,050 0,050 0,30 0,30 0,60 0,012 0,50
min 0,14 0,5 0,10 0,28 500 1,08 10 5,0
max 0,22 0,8 0,30 0,050 0,050 0,30 0,30 0,60 0,012 0,50
min 0,14 0,35 255 360 25
max 0,23 0,75 0,07 0,045 0,045 0,30 0,30
min 0,14 0,40 355 510 20
max 0,22 1,6 0,55 0,045 0,045 0,30 0,30
min 0,14 0,5 490 590 18
max 0,21 1,5 0,60 0,050 0,050 0,30 0,30
1800 - 0,5d
PC 52 1800 - 3d
B 60.50 1800 - 3d
B500A
B500B
5d ≤ 16 mm
8d > 16 ≤ 28 mm
10d > 28 ≤ 32 mm
Mehaničke osobine
Povratno savijanje
B500A
B500B
4d ≤ 16 mm
7d >16 mm
Hemijski sastav
5d ≤ 16 mm
8d >16 ≤ 25 mm
10d > 25 mm
Standard Klasa
SRPS EN
10080
BS
4449:1997460B
MSZ 339-87
STAS
438/1-89
OB 37
DIN
488:2009
460A
Ceq = C + Mn/6 + (Cr+Mo+V)/5 + (Cu+Ni)/15
Beleške:
1) Dozvoljeno je preći max vrednost C za 0,03% ako se vrednost Ceq smanji za 0,02 po masi (samo za standard SRPS EN 10080:2008, BS 4449:2005, 1997)
2) Viši sadržaj azota je dozvoljen ako su prisutne dovoljne količine elemenata koji vezuju azot.
5. Betonski čelici se proizvode u obliku šipke prema:TP 1-1(Zagrevanje gredica u peći), TP 1-2 (Planovi provlaka), TP 1-3 (Praćenje u toku valjanja),
TP 1-4 (Hlađenje šipki vodom primenom tempcor tehnologije), TP 1-5 (Sečenje, kontrola, i pakovanje). Betonski čelik OB 37 proizvodi se bez hlađenja vodom.

6. Pakovanje u buntove i označavanje bunta.
Šipke se povezuju čeličnom trakom u buntove mase 4t ili 2,5 t (+/-5%). Za ovo se koristi čelična traka prečnika 0,8 x 31,75 mm i zatezne čvrstoće σm=1000 N/mm2. Svaki bunt ima 5 veza na rastojanju od 2,5m i 1m od kraja. Za podizanje bunta koristi se meko žarena žica prečnika 4 – 6mm, 4 veze, zatezne čvrstoće σm=360 N/mm2
.Takođe na svakom buntu je žicom zavezana vodootporna etiketa sa podacima datim dole. Etiketa se popunjava štampačem.
DESCRIPTION: HOT ROLLED REBAR
NAZIV: TOPLO VALJANE ŠIPKE
PRODUCED IN SERBIA
PROIZVEDENO U SRBIJI
PRODUCER: METALFER STEEL MILL D.O.O.
PROIZVOĐAČ: METALFER STEEL MILL D.O.O.
SIZE (MM):
DIMENZIJA (MM):
LENGTH (M):
DUŽINA (M):
QUALITY:
KVALITET:
BUNDLE NET WEIGHT (KG):
MASA BUNTA NETO (KG):
HEAT No:
ŠARŽA Br.:
BUNDLE No.:
BUNT Br.:
PRODUCTION DATE:
DATUM PROIZVODNJE:
SHIFT:
SMENA:
BUYER:
KUPAC:
CONTRACT
UGOVOR Br.
CLASS:
KLASA:

7. DEFEKTI GOTOVOG PROIZVODA
7.1 Kod defekta gotovog proizvoda i identifikacija neusaglašenog proizvoda navedenh u prilogu
KP 1-01/01
OZNAKA DOKUMENTA: KP-1-01/01
IZDANJE: 1 STRANA: 1 od 1
SISTEM MENADŽMENTA KVALITETOM POVERLJIVOST: P.T. STATUS (KOP. BR.):
URADIO : Ruk. odel. Kontr. Kv A. Ermolaev KONTROLISAO: Predst. Ruk. za kvalitet A. Ermolaev
ODOBRIO : Zamenik GD za proizvodnju B. Zečević DANA: 03.09.2008 NADREĐENI DOK.: KP-1-01
LISTA DEFEKTA GOTOVOG PROIZVODA
(II KLASA)
KOD
DEFEKTA
(BROJ)
NAZIV DEFEKTA DOZVOLJENA ODSTUPANJA
1 KRATKE ILI DUGAČKE ŠIPKE ± 100 mm
OD NOMINALNE DUŽINE
2 KRIVE ŠIPKE
MAKSIMALNO 0,6%
PO DUŽNOM METRU
(6 mm/m)
3
MEHANIČKE OSOBINE
NE ODGOVARIVAJU ZAHTEVIMA
STANDARDA
MEHANIČKE OSOBINE MORAJU
BITI SAGLASNE ZAHTEVIMA
STANDARDA
4 ODSTUPANJE OD NOMINALNE MASE
PO DUŽNOM METRU
± 6 % za ≤ d8mm SRPS EN 10080
± 4,5 % (SRPS EN 10080; BS 449;
STAS 438/1-89)
+ 6/-4 % DIN 488:2009
± 4 % MSZ 339
5
POVRŠINA ŠIPKI NE ODGOVARA
ZAHTEVIMA STANDARDA (NISKO ILI
VISOKO REBRO, NE ODGOVARA
RELATIVNA POVRŠINA REBRA Fr)
Saglasno: SRPS EN 10080, BS 4449
Fr 0,040 min. za ≤ d12mm
Fr 0,056 min. za > d12mm
Saglasno: DIN 488
Fr 0,045 min. za d8mm
Fr 0,052 min. za d10mm
Fr 0,056 min. za ≥ d12mm
6 HRAPAVOST POVRŠINE ŠIPKI
(NIJE DOBAR IZGLED)
DO PROMENE KALIBRA MOŽE BITI
URAĐENO MAKSIMALNO
10 TONA
7
ODSTUPANJE OD NOMINALNE
DIMENZIJE
(ZA GLATKU ŠIPKU)
+0,3/-0,5 mm,
OVALNOST - 0,8 mm MAKSIMALNO
Tehničar odeljenja kontrole kvaliteta evidentira u svesci na vagi drugu klasu i kod defekta šipki.
U slučaju da se bunt proglasi drugom klasom stara etiketa na kojoj piše da je prva klasa se skida, a na
njeno mesto se postavlja nova etiketa na kojoj je napisano da je druga klasa i u zagradi stoji jedan ili
više brojeva defekta gore navedenih. IZMENA BR.: ODOBRIO: DANA IZMENA BR.: ODOBRIO: DANA:
1 A. Ermolaev 18.09.2008
2 A. Ermolaev 29.12.2008
3 I. Romandić 09.12.2010

Označavanje gotovog proizvoda
Označavanje gotovog proizvoda - Standard MSZ 339-1987



















![UKUPNO REKAPITULACIJA [HRK] · TEHNIČKA SPECIFIKACIJA (KNJIGA 3) JEDIN. MJERA UKUPNA KOLIČINA JEDINIČNA CIJENA [HRK] UKUPNA CIJENA [HRK] 1. KOLEKTORI 2.1 ... armiranobetonski,](https://img.pdfslide.tips/doc/110x75/5e62196f0040950705465a18/ukupno-rekapitulacija-hrk-tehnioeka-specifikacija-knjiga-3-jedin-mjera-ukupna.jpg)







