Embed Size (px)
Citation preview

JUN
IO20
08•
Nº
5M
OLD
PRES
S

1
TTE, primera planta de TratamientosTérmicos y Termoquímicos del Sures-te español. Desde que iniciara su acti-vidad en abril de 2007, ha apostadopor el servicio, la calidad, el asesora-miento y el tener un contacto directocon los clientes, lo que le ha permitidohacerse un hueco en el mercado na-cional de los Tratamientos.
La empresa se encuentra participadamayoritariamente por el Grupo Em-
presarial Lofer, S.A., único accionistade VIGACEROS, empresa líder en Su-ministros Industriales y Distribuciónde Aceros Especiales, en Murcia ycon presencia en el mercado desde1940.
La empresa cuenta con la últimatecnología que hay en el mercado enhornos de vacío, hornos de atmósfe-ra controlada y máquinas de desen-grase.
Por su amable y desinteresada co-laboración en la redacción de estenúmero, agradecemos sus infor-maciones, realización de reporta-jes y redacción de artículos a susautores.
MOLD PRESS se publica seis vecesal año: Febrero, Abril, Junio, Sep-tiembre, Octubre y Diciembre.
Los autores son los únicos res-ponsables de las opiniones y con-ceptos por ellos emitidos.
Queda prohibida la reproduccióntotal o parcial de cualquier texto oartículo publicado en MOLD PRESSsin previo acuerdo con la revista.
Editorial 2Noticias 411 empresas españolas de Máquinas-Herramienta en METAV 2008 • Nueva generación de fotocélulas BJ • Mando“Hombre Muerto” • Autodesk adquiere Moldflow • GALEA cambia de instalaciones • ABGAM Grupo Segula Techno-logies cambia de domicilio • ISCAR Ibérica, S.A. dispone de la Certificación UNE-EN ISO 9100 • Jesús Poza nombradoDirector General de CRC • SOLDAMOL, S.L. traslada su centro de soldadura de Barcelona • Exponor prepara EMAF2008 • Sistema automático flexible.
Artículos
• Siemens PLM Software lanza las nuevas versiones de Solid Edge y NX con Synchronous Technology 10• Fórum sobre Innovación de la Fundación Ascamm 12• MIDEST 2008 pone rumbo hacia España 14• Sistema de sujeción magnética, MAGNOS 16• Novedades Kennametal 17• PTC anuncia CoCreate® 2008 18• Ganancias de tiempo significativas con TopSolid’Cam 19• La Fundación ASCAMM se reune con la Comisión Consultiva 20• Máquina de medición de Scanning Duramax - Por Carl Zeiss 21• Koldo Arandia reelegido Presidente de AFM 22• EQUIPLAST 24• Tecnología aplicada al corte de filo sinterizado de WNT, reduce los costes del mecanizado de aluminio 25• AMPCO METAL en la industria automotriz 26• GAS GAS Motos aumenta su productividad con el diseño de Prototipos Digitales 29• Nueva gama de válvulas proporcionales Cetop 5 de Norgren 31• Los palpadores de pieza incrementan la productividad de los procesos de fabricación 32• Prototipos rápidos en 3D - Por Pantur 35• Jornada Técnica: “Aceros de alta resistencia. Soluciones avanzadas para las operaciones de corte y conformado
en frío” 37• Acceso y control KVM a ordenadores y servidores de forma remota 39• TOOLOX 44 41• Superficies perfectas en las herramientas de mecanizado por arranque de viruta - Por OTEC 43Guía de compras 46Indice de Anunciantes 48
Sumario • JUNIO 2008 - Nº 5
Nue
stra
Port
ada
Director: Antonio Pérez de CaminoPublicidad: Ana TocinoAdministración y Suscripciones: Carolina Abuin
PEDECA PRESS PUBLICACIONES S.L.U.Goya, 20, 4º - 28001 Madrid
Teléfono: 917 817 776 - Fax: 917 817 126www.pedeca.es • [email protected]
ISSN: 1888-4431 - Depósito legal: M-53064-2007
Diseño y Maquetación: José González OteroCreatividad: Víctor J. Ruiz • Impresión: VILLENA
Colaborador:Manuel A.
Martínez Baena
Información / Junio 2008
2
Editorial
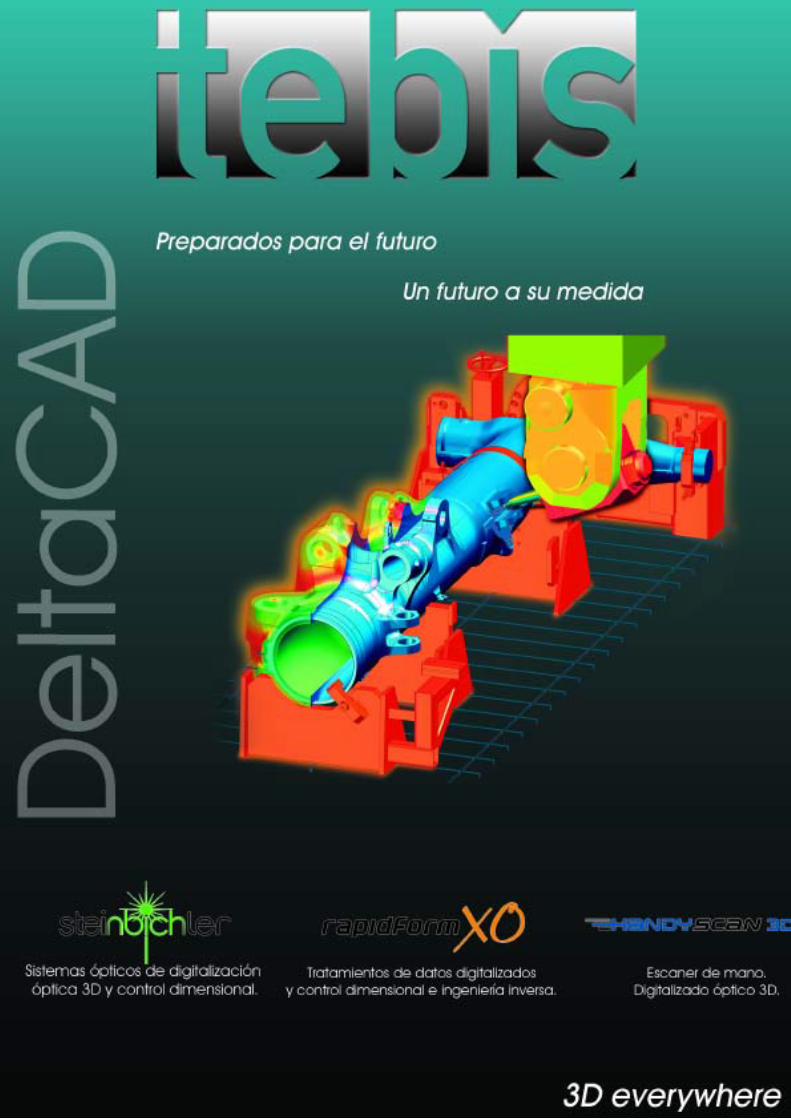
CECIMO CONFIRMA LOS EXCELENTESRESULTADOS DE LA INDUSTRIA EUROPEADE MÁQUINAS-HERRAMIENTA EN 2007La producción europea de M-H en los países CECIMO ha experimentado el mayorcrecimiento porcentual jamás alcanzado (+14% en 2007), alcanzando un volumende 22,7 billones de euros. Los países CECIMO lideran el mercado global de M-H conuna cuota de mercado del 44% (42% en 2006). “2007 ha sido el mejor año de la his-toria de la M-H europea, incrementando nuestra participación en la producciónmundial y mejorando la competitividad de nuestros clientes”, declara Javier Egu-ren, Presidente de CECIMO.
La industria europea de M-H exportó el 37% de su producción fuera de Europa. Lasexportaciones crecieron un 11% en 2007 a pesar de la apreciación del euro frente ala mayoría de las monedas. Los mayores incrementos se registraron en Rusia,donde se están estableciendo importantes instalaciones productivas y en los másgrandes mercados de las economías emergentes (China, India, Brasil y México).Las exportaciones a Norteamérica y a los mercados asiáticos más maduros (Japón,Taiwán y Corea) descendieron, debido a una menor demanda inversora, a la exis-tencia de stocks y al endurecimiento de las condiciones crediticias.
Con un crecimiento de las importaciones del 19% en 2007, que prueba la fuerte de-manda europea de inversiones en los países CECIMO, el consumo de M-H en 2007alcanzó 17,6 billones de euros, lo que supone un incremento del 21% sobre el ejer-cicio anterior.
La demanda europea de M-H fue particularmente intensa en el sector energético(electricidad, energía nuclear y energía eólica), transporte (automóvil, ferrocarril ymarítimo) y en los sectores metal-mecánicos. “Una vez más, la industria de M-Hha demostrado su capacidad de facilitar tecnología para la fabricación más efi-ciente de los más diversos bienes de equipo y de consumo (aviones, automóviles,trenes, teléfonos, sistemas de generación de energía, etc.)”, asegura Javier Eguren.
En un marco macro-económico menos favorable, pero aún creciente, las previsio-nes para 2008 son +9% en producción y exportación, +6% en importación y +7% enconsumo. Así, CECIMO consolidará en 2008 el crecimiento de 2007, basándose enuna sólida demanda interna europea y en una creciente exportación a los merca-dos emergentes de cara a minimizar el impacto de las turbulencias financieras,inflacionarias y monetarias que se observan a día de hoy en algunos países.
Nota informativa de AFM

11 empresasespañolasde Máquinas-Herramientaen METAV 2008Del 31 de marzo al 4 de abril se hacelebrado en Düsseldorf la FeriaMETAV 2008 en la que ha tomadoparte una amplia representaciónde empresas españolas fabrican-tes de Máquinas-Herramientaque han ocupado una superficieneta de exposición de 1.722 m2. Laparticipación agrupada españolacoordinada por AFM, AsociaciónEspañola de Fabricantes de Má-quinas-Herramienta, ha estadocompuesta por: Soraluce, Dano-bat, Nicolás Correa, MTE, Juaristi,CME, Ekin, Fagor Automation,Meco y CMA. Alemania siguesiendo el primer destino de lasexportaciones españolas, repre-sentando en 2007 el 20% del totalde nuestras ventas exteriores, ymantiene el buen ritmo de creci-miento del pasado ejercicio.
Ucrania ha sido otro de los desti-nos de los fabricantes de Máqui-nas-Herramienta, que entre losdías 2 y 5 de abril han expuesto suproducción en PRIMUS 2008, inte-grada en la feria multisectorial,Kiev International Industrial Fo-rum. La actual coyuntura del mer-cado ucraniano permite vaticinarun incremento de la demanda denuevas máquinas-herramientapara renovar sus centros produc-
tivos. La participación agrupadaespañola, que con 168 m2 fue lamayor de la feria, estuvo integra-da por 9 empresas: Atera, Dimeco,Gamor, Geka, Goratu, Kaiser Sis-temas, Metosa, Nicolás Correa yAFM.
Por otra parte, 13 empresas espa-ñolas han participado en la feriaMACHINE OUTIL 2008 que se ce-lebró en París del 31 de marzo al 4de abril. Las empresas asociadasa AFM, que acudieron a la Feria o-cupando 1.100 m2, fueron Dano-bat, Fagor Automation, Ibarmia,Metosa Pinacho, Nicolás Correa,Talleres MYL, Zayer, Ona Electro-erosión, Tecnospiro, Lantek, LoireSafe y Puigjaner. Francia ocupa latercera posición en el ranking delas exportaciones del sector espa-ñol de Máquinas-herramienta.
Info 1
Nueva generaciónde fotocélulas BJEprom anuncia el lanzamientode la nueva generación de foto-células miniatura BJ que propor-cionan una máxima fiabilidadpara la detección de objetos.
El nuevo modelo BJ se caracteri-za por la innovadora carcasacompacta y de reducido tamaño(20 x 10’6 x 32 mm), el ajuste desensibilidad mediante potenció-metro, la protección contra lainversión de polaridad y el mo-do de detección en luz u oscuri-dad con led de alta potencia.
Alcanza largas distancias de de-tección: — Reflexión directa de 1 metro.— Reflexión sobre espejo de 3
metros.— Reflexión tipo barrera que
puede llegar hasta los 15 me-tros, garantizando una pro-tección IP67.
Info 2
Mando “HombreMuerto”El dispositivo de seguridadJSHD4 es un mando ergonómicoque permite la marcha y el paroseguro de movimientos peligro-sos durante las operaciones deverificación, mantenimiento yajustes, cuando ningún otro e-quipo puede garantizar la pro-tección del operario. Consisteen un interruptor doble de tresposiciones que proporciona unaseñal de paro tanto al liberar co-mo al aumentar la presión sobreel mando en situaciones de pá-nico, como los que también co-mercializa SAFEWORK. Está ho-mologado por SA (Suecia).
De aplicación en Robótica, Célu-las Flexibles de Producción Auto-matizada en general, el JSHD4 es-tá ergonómicamente diseñadopara facilitar su uso prolongado,existiendo una serie de acceso-rios que permiten su instalaciónen cualquier sistema, ya sea inte-grando los interruptores en la
Noticias / Junio 2008
4


consola de programación, aco-plándolos exteriormente a su en-volvente, o formando parte de u-na empuñadura independiente.
En el interior del JSHD4, dos in-terruptores de tres posicionescumplen las condiciones de rei-nicialización y autocontrol co-rrespondientes a un mando demovimiento peligroso, una vezconectado al módulo multifun-ción JSBR4 (reset manual), JSBT4(reset automático) o RT6 (resetseleccionable), de acuerdo conEN292-1 y 2, proporcionando unalto nivel de seguridad en la ins-pección y control de procesosindustriales peligrosos para laspersonas, sin disminuir su pro-ductividad.
Info 3
AutodeskadquiereMoldflow Autodesk ha firmado un acuer-do para adquirir Moldflow, em-presa líder proveedora de soft-ware especializado en predeciry optimizar cómo los compo-nentes plásticos actuarán en ca-da fase del proceso de diseño yfabricación. Autodesk pagará 22dólares por acción, o aproxima-damente 297 millones de dóla-res, menos la cantidad del saldode caja de Moldflow al momen-to del cierre y de los ingresos delos ejercicios de opciones. Latransacción será estructuradacomo oferta en efectivo para to-das las acciones pendientes deMoldflow, sujeta a condicioneshabituales de cierre e incluyen-do las normativas reglamenta-rias. El acuerdo se cerrará en elsegundo trimestre de 2008 si nohay ningún cambio previo. Asímismo Autodesk se ha compro-metido a apoyar a los clientes
mes de mayo, están ubicadas enla siguiente dirección:
Polígono Industrial Urazandi.Parc. 1 - Nave 8
48950 - Asúa-Erandio, Vizcaya
Asimismo, Galea habilita una nue-va línea 902 de atención al cliente,lo que supone una reducción en elcoste de las llamadas. El 902 30 0830 se suma a las otras vías de con-tacto que seguirán operativas enlas nuevas instalaciones.
Con más de 950 m2, esta nuevasede certifica el afianzamientode Galea como líder en innova-ción y desarrollo de proyectosjunto a los más grandes.
Info 5
ABGAMGrupo SegulaTechnologiescambiade domicilioLa compañía ABGAM Grupo Se-gula Technologies, nos comuni-ca que debido al crecimiento desu negocio y con el fin de mejo-rar la calidad de sus servicios,se traslada de oficina.
Desde el pasado 29 de abril de2008 estarán en:
Avenida de Bruselas, 8, 1º,oficinas 16-20
Centro Salburua01003 Vitoria - Álava
Los números de teléfono y faxcontinúan siendo los mismos:
Tel.: 945 012 700Fax: 945 012 710
Info 6
Noticias / Junio 2008
6
de Moldflow y a integrarlos ensu comunidad de fabricación.
Este acuerdo muestra el com-promiso de Autodesk en pro-porcionar una solución comple-ta de Prototipo Digital a lasempresas fabricantes de todoslos tamaños y sectores, dándo-les la posibilidad de optimizar,validar y mejorar sus diseñosdurante el proceso. Esta adqui-sición facilita la capacidad de a-nálisis para el diseño y fabrica-ción de piezas de plástico paralos fabricantes que utilizan lasolución Autodesk Inventor,con el objetivo de optimizar lapráctica de prototipos digitales.
Moldflow, con sede central enFramingham, Massachusetts,cuenta con las oficinas de inves-tigación y desarrollo en Melbour-ne, Australia y en Ithaca, NuevaYork, así como con oficinas deventas en diferentes geografíasde todo el mundo. Moldflow tie-ne 285 empleados e ingresó du-rante su año fiscal 2007 la canti-dad de 55,9 millones de dólares.
Info 4
GALEA cambiade instalacionesDesde su fundación en 1979, So-ciedad General de ImportacionesGALEA s.l. se ha caracterizadopor ofrecer soluciones personali-zadas a las más diversas necesi-dades en el sector industrial, es-pecializándose en técnicas detaladrado y uniones atornilladas.A lo largo de sus 29 años de his-toria, Galea ha experimentadoun proceso de crecimiento inin-terrumpido, lo que, unido al ob-jetivo de ofrecer el mejor servicioy atención a sus clientes, ha mo-tivado un cambio de sede.
Las nuevas instalaciones, queya estarán operativas desde el

comercialización de herramien-tas para el arranque de viruta.
ISCAR Ibérica, SA ya disponía dela certificación de su sistema decalidad bajo el esquema ISO9001, con lo que la reciente ob-
tención del certificado UNE-EN I-SO 9100 es prueba de la inversiónen mejora continua que caracte-riza a la empresa. ISCAR Ibéricasigue trabajando para conseguirun Sistema de Gestión Integradoy en este sentido está ya en fasede certificación del Sistema deGestión de Prevención de RiesgosLaborales según la OSHAS 18001y de Gestión Medioambiental se-gún la ISO 14001.
Fundada en 1989 ISCAR Ibérica,SA es la subsidiaria española deISCAR LTD, que forma parte delgrupo IMC. Está especializada enel diseño, fabricación y comercia-lización de herramientas y pla-quitas de corte básicamente parala industria del metal. Comercia-liza también los productos fabri-cados por el grupo IMC.
Info 7
ISCAR Ibérica, SAdisponede la CertificaciónUNE-EN ISO 9100ISCAR Ibérica, SA dispone de laCertificación UNE-EN ISO 9100de gestión de la calidad en elámbito de la industria aerospa-cial, siendo el primer fabricantede herramientas en España enobtener esta certificación. El sis-tema de gestión aplica a las acti-vidades de diseño, fabricación y
Junio 2008 / Noticias

Jesús PozanombradoDirector Generalde CRCCRC Industries Iberia, empresa lí-der en la producción y comercia-lización de productos químicosen aerosol para los sectores deIndustria, Automoción, Bricolaje,electrónica y náutica, debido a lajubilación de su antiguo DirectorGeneral el Sr. José Manuel Gon-zález, ha nombrado al Sr. JesúsPoza como nuevo Director Gene-ral de la Compañía. El Sr. Poza yahabía desarrollado anteriormen-te su carrera profesional en laempresa CRC como Director Co-mercial y Marketing, donde haconseguido importantes éxitosprofesionales. El Sr. Poza asumeel reto de seguir manteniendo ala empresa CRC como líder en susector y manteniéndola con elritmo de crecimiento de los últi-mos años, aportando su expe-riencia y capacidad de gestión.
Por otro lado, la Sra. Maribel Al-cain ha sido nombrada Directo-ra Comercial de CRC IndustriesIberia. La Sra. Alcain ya trabaja-ba en CRC como Directora Téc-nica y Ventas y continuará conla labor comercial realizada porel Sr. Poza. La nueva DirectoraComercial tiene una amplia ex-periencia en gestión comercial ydirección de equipos comercia-les, por lo que desarrollará sulabor con gran profesionalidad.
CRC Industries Iberia es responsa-ble del negocio de la multinacio-nal americana CRC Industries Inc.para España, Portugal y Sudamé-rica. Este año tiene como objetivoprioritario consolidarse como em-presa líder de productos en aero-sol en el mercado sudamericano.
Info 8
SOLDAMOL, S.L.trasladasu centrode soldadurade BarcelonaSOLDAMOL, empresa especializa-da en la soldadura de moldes,matrices y en general todo tipo depiezas mecánicas de precisión,comunica el traslado de su centrode soldadura ubicado en la ciudadde Barcelona a la ciudad vecina deL’Hospitalet de Llobregat.
La dirección, teléfono, fax y co-rreo electrónico de este nuevocentro son:
Carretera del Mig, 15008907 L’ Hospitalet de Llobregat
BarcelonaTel.: 934 314 905Fax: 933 969 469
Esta nueva ubicación es de másfácil acceso y movilidad paracarga y descarga de piezas.
De esta manera, sus clientes si-guen disponiendo de dos cen-tros a los que acudir según lessea más conveniente:
— Uno ahora ubicado en el BaixLlobregat, en la ciudad de L’-Hospitalet de Llobregat, en ladirección indicada.
— El otro continúa ubicado enel Vallès Occidental, en lapoblación de Polinyà.
En ambos centros se da el servi-cio de soldadura por LÁSER, MI-CROPLASMA y TIG.
SOLDAMOL pretende con estecambio de ubicación mejorar suobjetivo de dar a sus clientes unservicio de alta calidad en elmenor tiempo posible.
Info 9
Exponor preparaEMAF 2008Del 12 al 15 de Noviembre de2008, Exponor, recinto ferial dePortugal, celebrará la 12ª edi-ción de EMAF, Exposición Inter-nacional de Máquinas, Herra-mientas y Accesorios.
EMAF, exposición de carácterbienal, se ha consolidado comouno de los eventos de referenciadel sector industrial, no sólo porpresentar las últimas noveda-des en máquinas, herramientasy accesorios, sino porque se hacaracterizado por ser una plata-forma ideal para los negocios anivel internacional.
Los visitantes a EMAF podránencontrar desde maquinaria, he-rramientas y accesorios indus-
Noticias / Junio 2008
8
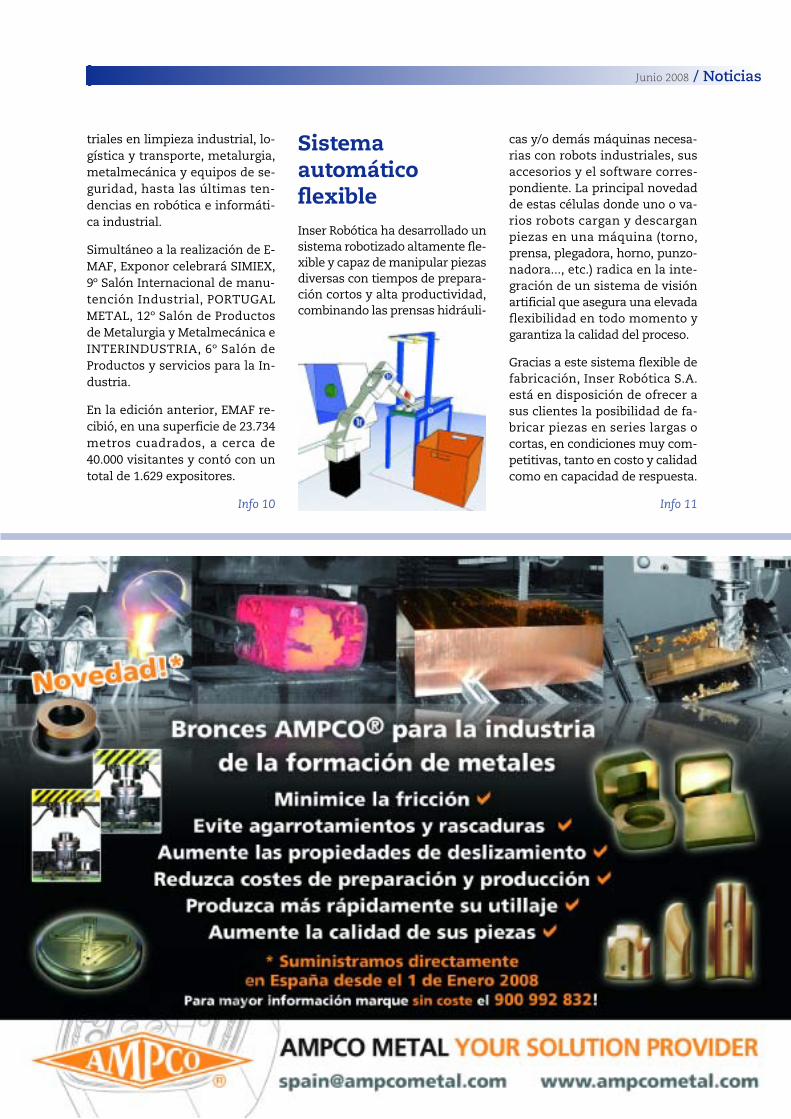
SistemaautomáticoflexibleInser Robótica ha desarrollado unsistema robotizado altamente fle-xible y capaz de manipular piezasdiversas con tiempos de prepara-ción cortos y alta productividad,combinando las prensas hidráuli-
cas y/o demás máquinas necesa-rias con robots industriales, susaccesorios y el software corres-pondiente. La principal novedadde estas células donde uno o va-rios robots cargan y descarganpiezas en una máquina (torno,prensa, plegadora, horno, punzo-nadora..., etc.) radica en la inte-gración de un sistema de visiónartificial que asegura una elevadaflexibilidad en todo momento ygarantiza la calidad del proceso.
Gracias a este sistema flexible defabricación, Inser Robótica S.A.está en disposición de ofrecer asus clientes la posibilidad de fa-bricar piezas en series largas ocortas, en condiciones muy com-petitivas, tanto en costo y calidadcomo en capacidad de respuesta.
Info 11
triales en limpieza industrial, lo-gística y transporte, metalurgia,metalmecánica y equipos de se-guridad, hasta las últimas ten-dencias en robótica e informáti-ca industrial.
Simultáneo a la realización de E-MAF, Exponor celebrará SIMIEX,9º Salón Internacional de manu-tención Industrial, PORTUGALMETAL, 12º Salón de Productosde Metalurgia y Metalmecánica eINTERINDUSTRIA, 6º Salón deProductos y servicios para la In-dustria.
En la edición anterior, EMAF re-cibió, en una superficie de 23.734metros cuadrados, a cerca de40.000 visitantes y contó con untotal de 1.629 expositores.
Info 10
Junio 2008 / Noticias
Información / Junio 2008
10
Siemens PLM Software, división de SiemensIndustria área de Automatización y provee-dor líder global de software y servicios para
la gestión del ciclo de vida del producto (PLM), pre-sentó el pasado 6 de junio en Madrid las nuevasversiones de Solid Edge y NX, que incorporan lanueva Synchronous Technology la tecnología dediseño basada en operaciones sin histórico que a-nunció Siemens PLM Software el mes pasado y quesupone una revolución para el desarrollo digitaldel producto.
La novedad de NXTM6
La nueva versión del software de desarrollo digitalde producto NXTM aporta nuevas funcionalidadesgracias a la recientemente anunciada SynchronousTechnology de Siemens PLM Software y supone 4innovaciones clave:
• Flexibilidad- NX 6 proporciona a los usuarios unanueva flexibilidad con Design Freedom desarro-llado por Synchronous Technology que permite u-na mayor facilidad de edición directa en el proce-so de creación del modelo. Design Freedom ahoracombina las mejores de las técnicas constraint-driven con modelado directo en una tecnologíaque proporciona a los usuarios una experiencia dediseño 100 veces más rápida que antes.
• Fuerza- NX6 resuelve problemas extremada-mente complejos a través de CAD/CAM/CAE. Lasimulación avanzada de NX6 se enfrenta a losdesafíos CAE más exigentes, proporcionando un30 por ciento de reducción en prototipos físicos.
• Coordinación- el proceso unificado de NX6 per-mite el desarrollo colaborativo de producto queproporciona unos ciclos de desarrollo de produc-to un 20 por ciento más rápidos, gracias a las me-joras en la eficiencia de los procesos, como elmecanizado basado en operaciones.
• Productividad- NX6 proporciona a ingenieros ydiseñadores una mejor productividad gracias amejoras en la reutilización como el scrapbookmodeling que puede mejorar un 40 por ciento lostiempos de ciclo. Con NX6 los ingenieros mejo-ran en productividad a través de su capacidadpara aprovechar los datos multi-CAD dentro desu diseño, análisis y procesos de fabricación re-duciendo así la necesidad de remasterizar la in-formación para el análisis y el mecanizado.
La novedad de Solid Edge® withSynchronous Technology
Solid Edge with Synchronous Technology es uncomponente básico del portfolio de productos de lasuite Velocity Series™ y es la primera versión deSolid Edge en incorporar ST, la nueva revoluciónpara el desarrollo del producto digital.
Combinando la velocidad y flexibilidad del mode-lado explícito con el control preciso del diseño pa-rametrizado, proporcionando una experiencia dediseño rápida y flexible que acelera la innovaciónque permite:
• Crear en un nuevo entorno de diseño interactivoa partir de un nuevo paradigma de interacción.
Siemens PLM Software lanzalas nuevas versiones de Solid Edgey NX con Synchronous Technology

• Editar más rápido gracias a nuevas herramientasque aumentan la velocidad y flexibilidad de loscambios de diseño.
• Editar datos multi-CAD como nativos mante-niendo las condiciones geométricas críticas du-rante la modificación.
• Aprovechar la potencia de 3D con la simplicidadde 2D.
El evento de presentación, que tuvo lugar en el
Dan Staples,Director de Solid Edge ProductDevelopment en Siemens PLMSoftware
Bruce Boes,Vice Presidente de Global VelocitySeries Marketing
Daniel Garrido,Responsable Técnico Nacional de SolidEdge de Siemens PLM Software en España
Juan Carlos Sánchezes el Product Managerde NX de Siemens PLMSoftware en España
Westin Palace de Madrid, marcó un antes y un des-pués en el diseño digital de productos en 3D y con-tó con la presencia de expertos de Siemens PLMSoftware de Estados Unidos y España, Daniel Sta-ples, creador de Solid Edge; Bruce Boes, responsableMundial de Velocity Series; Daniel Garrido, ProductManager de Solid Edge en España y Juan CarlosSánchez, Product Manager de NX en España.
NX 6 estará disponible a partir del 30 de junio.
Junio 2008 / Información
Información / Junio 2008
12
El pasado 22 de mayo más de 200 empresarios,expertos y técnicos participaron en el Fórum so-bre Innovación de la Fundación Ascamm, cele-
brado en el Auditorio del CaixaForum en Barcelona.Coincidieron en la necesidad de situar las inversionesprivadas en I+D en Cataluña, en 4 mil millones de eu-ros, a lo largo de los próximos cinco años, en línea conel que se contempla en el Pacto Nacional para la In-vestigación y la Innovación (PNRI), impulsado por elDepartamento de Innovación, Universidades y Em-presa de la Generalitat de Catalunya, las líneas maes-tras del cual estuvieron presentadas en el Fórum porRamón Ollé, Copresidente del Comité Permanente deExpertos que ha elaborado el documento de bases.
A lo largo del Fórum, “Innovación Empresarial: in-novar para crear valor”, se destacó igualmente lanecesidad de mejorar de forma substancial la ges-tión de la innovación en las empresas, integrando la
innovación tecnológica y la no tecnológica, para o-rientar claramente la innovación empresarial en laobtención de resultados. Los ponentes y expertosparticipantes también consideraron que la I+D hade ser prioridad estratégica en Cataluña para mejo-rar la competitividad empresarial de las empresas ydel conjunto de su tejido productivo y económico.
En este sentido creen que también es necesario unesfuerzo inversor por parte de la Generalitat en ma-teria de I+D y valoraron positivamente la previsiónde situar las inversiones públicas por este conceptoen los 1.635 millones de euros, para el 2013, tal y co-mo se apunta en el PNRI. Actualmente la inversiónpública y privada en Cataluña en I+D se sitúa con re-ferencia al PIB, en el 1,42 %. Si bien este porcentaje seha ido incrementando a lo largo de los últimos años,aún está por debajo de la media de países de nuestroentorno comunitario, que se sitúa en el 1,84 %.
En la clausura del Fórum, Ramón Ollé, indicó, entre o-tras cosas que “en el curso de los próximos 10 añoshemos de ser capaces de convertir Cataluña en un po-lo de investigación e innovación de referencia del Surde Europa, conectado a redes globales de conocimien-to de primer nivel”. El Pacto Nacional para la Investi-gación y la Innovación tiene, precisamente, el objetivode generar una visión compartida a largo plazo, sobrelos retos, estrategias principales y esfuerzos en mate-ria de I+D, así como facilitar una acción sinérgica, efi-caz y eficiente de todos los agentes implicados.
Más de 200 empresarios y expertos asistieron alFórum de la Fundación Ascamm, que tiene una pe-riodicidad anual y que se organiza con el objetivo
Fórum sobre Innovaciónde la Fundación Ascamm
Se trata de la inversión más importante previstapor la Fundación Ascamm en I+D+i, desde su cons-titución, en el año 1987 y pone de manifiesto suclara voluntad de potenciar y fortalecer todas lasactividades relacionadas con la investigación alservicio de las empresas.
Sólo en el último ejercicio, se desarrollaron un cen-tenar de proyectos de I+D+i, dirigidos a diversossectores industriales, con la participación de másde 200 empresas, la mayoría de ellas Pequeñas yMedianas Empresas (PIMES). La inversión acumu-lada a lo largo de estos años en materia de investi-gación e innovación ha sido de 19 millones de eu-ros. Los ingresos registrados el año pasado sesituaron en los 7,3 millones de euros.
Entre sus objetivos prioritarios destaca el de generartecnología propia, conjuntamente con empresas desu entorno, para su correspondiente aplicación endiversos sectores y ámbitos productivos. En el PlanEstratégico 2008-2011, se contempla también un im-portante incremento de la plantilla hasta llegar a las250 personas, lo que significa casi duplicar la cifraactual que se sitúa en el entorno del centenar.
de ser un punto de encuentro y debate sobre los di-ferentes aspectos de la innovación que inciden enla competitividad empresarial, desde un enfoquepluridisciplinar que incluye tanto la innovacióntecnológica, como la organizativa y de gestión.
En esta edición, se contó con una introducción porparte de ESADE y a continuación con las ponenciasde las empresas ABM, Vilardell Purtí, Sener y Tous,que explicaron sus experiencias en el ámbito de lainnovación tecnológica y estratégica, y la relaciónentre esta actividad innovadora y la generación devalor. Finalizadas las intervenciones empresaria-les, se llevó a cabo un animado e interesante deba-te, con participación abierta al público asistente.
Inversión de 40 millones de euros en I+D+i
La Fundación Ascamm, centro de referencia inter-nacional en tecnologías de diseño y producción a-plicadas a diversos sectores productivos, invertiráun total de 40 millones de euros en I+D+i, a lo largode los próximos 4 años, tal y como se contempla ensu Plan Estratégico 2008-2011.
Junio 2008 / Información
Información / Junio 2008
14
Alentado por la confianza renovada de los ex-positores que ya han reservado más del 80%de la superficie de exposición, MIDEST 2008
afianza su posicionamiento ya demostrado en elámbito internacional y crea una dinámica estratégi-ca en torno a sectores con grandes posibilidades dedesarrollo para la subcontratación industrial.
A nivel internacional la oferta presentada por unos1.900 expositores, 700 de los cuales proceden de másde 30 países, lo convierte en la plataforma de referen-ciación de proveedores internacionales de la subcon-tratación industrial en Europa. En cuanto a visitantesse refiere, las importantes acciones de promoción en-focadas a los grandes contratantes europeos respon-den a las expectativas de los expositores y augurannuevas formas de colaboración en consonancia conlas mutaciones de la industria europea.
En MIDEST 2008 esta estrategia se plasma en tresapartados: la aeronáutica, punta de lanza de la in-dustria europea, será objeto de numerosos deba-tes; la ayuda al diseño, principal baza de los sub-contratistas para conservar e incrementar suscuotas de mercados se desarrollará en numerosossectores; pero 2008 será también el año de España,primer país destacado en el salón.
España, país destacado: una evidencia
La elección de nuestros vecinos ibéricos como pri-mer país invitado de honor en la larga historia delsalón está más que justificada por las relaciones pri-vilegiadas que unen a los subcontratistas de ambos
lados del Pirineo y por la importancia de las relacio-nes tejidas entre los dos países a nivel industrial.
España es, en efecto, un socio económico relevantede Francia. Cada día, los intercambios entre los dospaíses ascienden a 200 millones de euros. Este paísposee igualmente una industria a la vez sólida y di-námica con una verdadera estrategia de despliegueindustrial organizada en torno a algunos grandesámbitos que promueve en los diferentes certámenesinternacionales.
MIDEST, n°1 mundial de los salones de subcontra-tación industrial constituye en ese sentido un so-cio ideal. Situada en quinta posición europea conimportantes demandas en los sectores del auto-móvil, la aeronáutica, las construcciones mecáni-cas y las industrias de proceso, la subcontrataciónespañola contaba en 2006 con 52.860 empresas,655.571 empleados y realizaba una facturación de41.050 millones de euros*.
Lejos de conformarse con esta fuerza adquirida,ya se está girando hacia los grandes sectores defuturo constituidos por la energía, principalmentela eólica, el tratamiento del agua y el campo mé-dico. Organizada en 32 bolsas y federada por elConsejo Superior de Cámaras de Comercio, estápresente cada año en MIDEST en forma de un im-presionante colectivo formado por un centenar de
MIDEST 2008pone rumbo hacia España
* Cifras MIDEST en base a los ratios de Eurostat, tenien-do en cuenta las empresas de cualquier tamaño, inclui-das aquellas en las que la subcontratación no es la ac-tividad principal.

Algunos temas tratados serán propios a España (elmercado de la industria, el sector específico de la sub-contratación, etc.), pero los profesionales también tra-tarán temas más generales como la actitud adoptadapor la subcontratación europea frente al incrementode los costes de la energía y de las materias primas,las necesidades en materia de subcontratación de losfabricantes de máquina-herramienta y la forma enque los centros técnicos europeos fomentan la I+D.
empresas que confirman así su papel relevante enEuropa y sus ambiciones.
Los intercambios entre los dos países en materia deindustria son numerosos. Así, en 2006, el 10% de lasexportaciones francesas de productos manufactura-dos iban destinadas a España que, a su vez, represen-taba el 8% de las importaciones (fuente: Ministerio deEconomía). En ambos países, grandes contratantesnacionales han franqueado los Pirineos para instalar-se en el país vecino. Resulta pues lógico que el salónhaya elegido, de acuerdo con sus socios profesionalesfranceses, destacar España en 2008, en estrecha cola-boración con la Cámara de Comercio de Guipúzcoaque coordina la participación española, el ConsejoSuperior de Cámaras de Comercio y el Instituto Espa-ñol de Comercio Exterior (ICEX).
España, país invitado de honor:una realidad
Este acontecimiento dará lugar a numerosos mo-mentos importantes. Un amplio Espacio dedicado,ubicado en la entrada del pabellón estará organizadoen 2 grandes zonas: un stand institucional que pre-sentará la industria y la subcontratación españolasactuales y futuras a través de sus principales repre-sentantes (ICEX, Consejo Superior de Cámaras deComercio, asociaciones industriales y de subcontra-tación, Centros Técnicos, socios de prensa, etc.) y di-ferentes islotes que reunirán un centenar de subcon-tratistas representativos de cada sector.
Una delegación oficial formada por representantesespañoles institucionales, profesionales e industria-les será recibida en el momento de la inauguracióndel salón por su Presidente así como por los presi-dentes de las principales asociaciones francesas dela subcontratación. Un extenso programa de confe-rencias y mesas-redondas permitirá a los participan-tes presentar las competencias, fuerzas y perspecti-vas de la industria y la subcontratación españolas.
Junio 2008 / Información
15
Información / Junio 2008
16
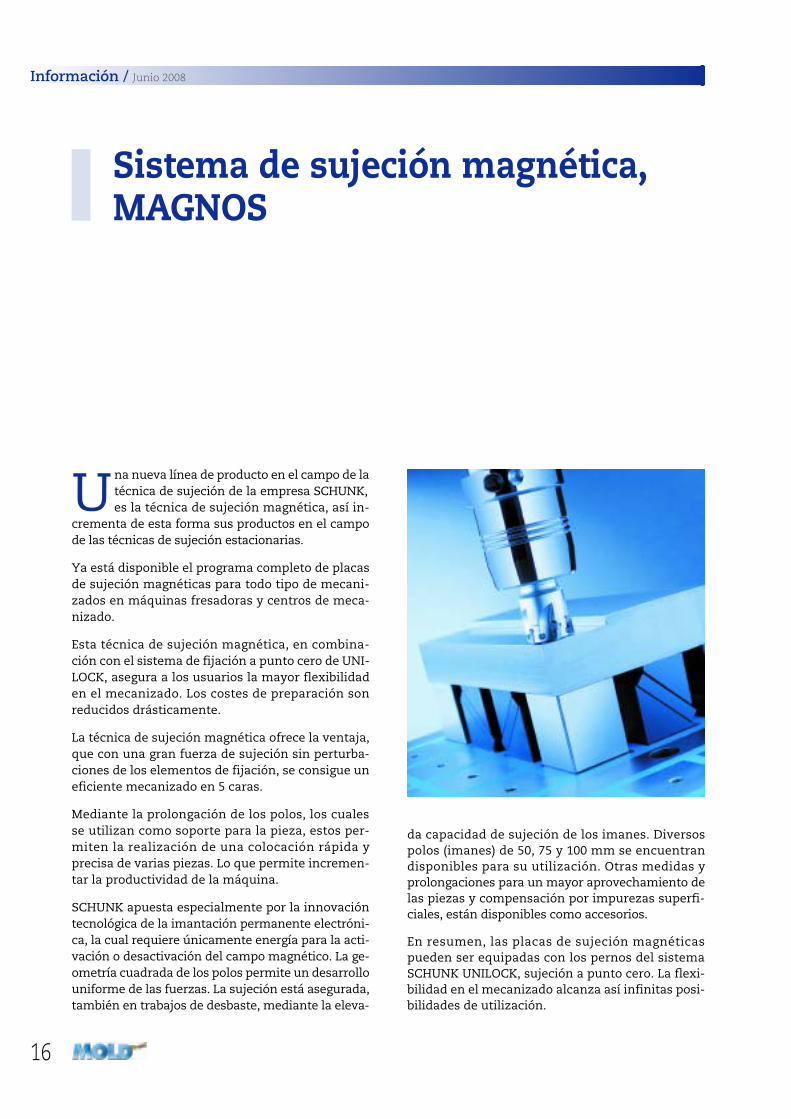
Una nueva línea de producto en el campo de latécnica de sujeción de la empresa SCHUNK,es la técnica de sujeción magnética, así in-
crementa de esta forma sus productos en el campode las técnicas de sujeción estacionarias.
Ya está disponible el programa completo de placasde sujeción magnéticas para todo tipo de mecani-zados en máquinas fresadoras y centros de meca-nizado.
Esta técnica de sujeción magnética, en combina-ción con el sistema de fijación a punto cero de UNI-LOCK, asegura a los usuarios la mayor flexibilidaden el mecanizado. Los costes de preparación sonreducidos drásticamente.
La técnica de sujeción magnética ofrece la ventaja,que con una gran fuerza de sujeción sin perturba-ciones de los elementos de fijación, se consigue uneficiente mecanizado en 5 caras.
Mediante la prolongación de los polos, los cualesse utilizan como soporte para la pieza, estos per-miten la realización de una colocación rápida yprecisa de varias piezas. Lo que permite incremen-tar la productividad de la máquina.
SCHUNK apuesta especialmente por la innovacióntecnológica de la imantación permanente electróni-ca, la cual requiere únicamente energía para la acti-vación o desactivación del campo magnético. La ge-ometría cuadrada de los polos permite un desarrollouniforme de las fuerzas. La sujeción está asegurada,también en trabajos de desbaste, mediante la eleva-
da capacidad de sujeción de los imanes. Diversospolos (imanes) de 50, 75 y 100 mm se encuentrandisponibles para su utilización. Otras medidas yprolongaciones para un mayor aprovechamiento delas piezas y compensación por impurezas superfi-ciales, están disponibles como accesorios.
En resumen, las placas de sujeción magnéticaspueden ser equipadas con los pernos del sistemaSCHUNK UNILOCK, sujeción a punto cero. La flexi-bilidad en el mecanizado alcanza así infinitas posi-bilidades de utilización.
Sistema de sujeción magnética,MAGNOS
Junio 2008 / Información
17
Nuevas geometrías para el desbastecon DODEKA
Kennametal mejora su ya exitoso programa de fre-sado “Dodeka” con la introducción de dos nuevasgeometrías. Con estas geometrías adicionales elrango de las placas Dodeka superará las expectati-vas de los clientes en relación a las tasas de eva-cuación de virutas, vida de herramienta, fiabilidady de rendimiento constante.
La nueva geometría de desbaste HD y la geometría-3W wiper pueden alcanzar avances hasta un 30%mayores y al mismo tiempo, mejoran la vida deherramienta un 50% de media.
La geometría HD está recomenda-da cuando la tasa de evacuación dematerial es un factor importante,mientras la geometría -3W wipergarantiza un excelente acabado su-perficial para un amplio abanico demateriales. Los mercados objetivosson los de ingeniería en general y laindustria de automoción.
Dodeka es una plaquita de 12 filosde corte dentro del programa defresado de Kennametal que se lan-zó exitosamente en el año 2007.No solamente aumenta la produc-tividad, además, su diseño exclu-sivo puede reducir el consumo deenergía un 30% comparado con o-tros productos alternativos exis-tentes en el mercado.
El programa de fresado Dodeka fue desarrolladopara maximizar la evacuación de material y, almismo tiempo, para minimizar las necesidades deenergía dando a los clientes la economía de 12 filosde corte.
Mecanizado de fuselajes en la IndustriaAeroespacial
Las amplias profundidades de corte que se requie-ren en este segmento industrial se pueden alcanzaren la mayor parte de los casos con la nueva fresaKSSM45, con plaquita intercambiable de 20-mm. Encombinación con un sofisticado sistema de refrige-ración que distribuye con precisión el lubricante acada filo de corte, se alcanzan excepcionales rendi-mientos que producen una mayor productividad yaseguran que los clientes ganen un filo de cortecompetitivo en un mercado exigente.
Estas nuevas plaquitas están disponibles en las másmodernas calidades de corte (KC522M, KC715M,KC725M, KC935M) y con geometrías de rompeviru-tas de desbaste y acabado, garantizando una largavida de herramienta y unas elevadas tasas de eva-cuación de material de corte.
Unido al superior rendimien-to en el mecanizado de tita-nio y aleaciones de alta tem-peratura, estas fresas son,desde luego, idóneas para elmecanizado de aceros inoxi-dables y aceros en general.
Novedades Kennametal
Geometría Wiper
Geometría HD
Programa de PlaneadoKSSM45
Información / Junio 2008
18
PTC lanza CoCreate 2008, la última versión desu sistema CAD de modelado explícito, PDMy colaboración. CoCreate 2008 ofrece un gran
ahorro de tiempo a las empresas que se enfrentana ciclos de diseño cada vez más cortos y a la pre-sión de crear diseños de productos en un tiemporécord, en mercados altamente competitivos. Estasprestaciones ayudarán a los usuarios a investigarrápidamente nuevas opciones de estilo y a mante-ner el diseño de productos alineado con los proce-sos de fabricación. Además, las empresas que dise-ñan maquinaria compleja podrán beneficiarse deun entorno de diseño 3D transversal de alta capa-cidad de respuesta.
CoCreate 2008 permite mejorar la productividaddel usuario, agiliza las iteraciones de diseño y faci-lita la realización de modificaciones en los diseños.Entre las mejoras incorporadas a la nueva versiónCoCreate 2008 cabe destacar:
Mejora de la productividad diaria
• Prestaciones mejoradas para patrones: creaciónmás rápida de patrones con asistencia optimizadapara el usuario, así como nuevas opciones quepermiten definir patrones irregulares y suprimirselectivamente funciones específicas en el patrón.
• Captura más flexible del trabajo en curso: permi-te al usuario guardar el trabajo diario y los esce-narios de distintas posibilidades, incluso cuandoexisten diversas revisiones de piezas y conjuntosbloqueados cargadas en la sesión.
• Vistas del plano sombreadas y fotorrealistas: po-sibilita la transferencia de diseños 3D a 2D con lanueva opción de crear vistas del plano sombrea-das y fotorrealistas.
Iteración de diseños más rápida
• Prestaciones de edición de superficies optimizadas:ahora es posible asignar propiedades de superficiepara que las operaciones para superficies sean másrápidas y sencillas. Además, la continuidad, coinci-dencia y tangencia de curvatura se mantienen au-tomáticamente durante las modificaciones.
Modificación optimizada
• Modificación transversal más rápida: permite re-ducir el número de pasos repetitivos cuando semodifican componentes con geometría cilíndri-ca, incluso hasta una sola operación.
Además, CoCreate Drafting 2008 soporta ahora losformatos DWG y DXF, compatibles con AutoCAD2008. También se han incorporado mejoras en el á-rea de la acotación, por ejemplo, cotas de chafláncompatibles con el formato ANSI, correccionesprevias y posteriores a la acotación, consulta y a-grupación de cotas, símbolos y texto. CoCreate Mo-del Manager 2008 y CoCreate Drawing Manager2008 siguen ofreciendo un sistema de gestión dedatos CAD de primera categoría, fácil de instalar,fácil de utilizar y capaz de aportar valor adicionalpara los usuarios del modelado CoCreate.
CoCreate 2008 está disponible desde mayo en in-glés, francés, alemán, italiano, japonés y español.
PTC anuncia CoCreate® 2008

Junio 2008 / Información
19
Missler Software y Tecnocim se congratu-lan de poder anunciar ganancias de tiem-po de cálculo significativas para los usua-
rios de TopSolid’Cam en la última versión de sumódulo de CAM. Gracias a la optimización de cier-tos algoritmos, unido a las nuevas posibilidades o-frecidas por ciertos conjuntos de instrucciones dis-ponibles en los procesadores Intel, TopSolid’Camahora puede ofrecer reducciones significativas enlos tiempos de cálculo en las operaciones 3D.
A continuación encontrará un resumen de ganan-cias de tiempos de cálculo (se ha comparado la ver-sión más actual de TopSolid’Cam 2008 con versio-nes anteriores):
• Mecanizado de planos paralelos: Entre 1,5 y 1,8veces más rápido.
• Mecanizado de cresta constante: Entre 1,5 y 2 ve-ces más rápido.
• Mecanizado por contorneado : Entre 2 y 2,5 vecesmás rápido.
• Copiado : Entre 1,5 y 2,5 veces más rápido.
• Desbaste : Entre 1,3 y 1,5 veces más rápido.
• Remecanizados : Entre 1,2 y 1,6 veces más rápido.
Nota:
Un resultado de 2 indica que el cálculo se realiza eldoble de rápido.
Las variaciones de tiempo se deben a los distintosprocesadores provados. Para poderse beneficiar delos mayores ahorros de tiempo los usuarios de Top-Solid’Cam deben trabajar con procesadores quepuedan gestionar instrucciones Sse2, SSE3 y SSSE3.
Ganancias de tiempo significativascon TopSolid’Cam

Información / Junio 2008
20
La Fundación ASCAMM se reunió con losmiembros de su Comisión Consultiva, con elobjetivo de hacer un balance de la trayectoria
seguida hasta el momento y comentar algunos delos proyectos más importantes que se piensan de-sarrollar a lo largo de los próximos años.
En el curso de la misma, se informó de la voluntadde ASCAMM de generar tecnología propia, conjun-tamente con empresas de su entorno, y hacia dife-rentes sectores industriales usuarios finales decomponentes plásticos y metálicos.
También se explicó que se potenciaran las activida-des en el campo de la innovación estratégica y se pu-so de manifiesto la necesidad de continuar fortale-ciendo las relaciones entre la Administración,Universidades, Empresas y Centros Tecnológicos, enbeneficio de la competitividad del sector empresarial.
Los miembros de la Comisión Consultiva valoraronpositivamente la filosofía y espíritu del nuevo PlanEstratégico, en el que actualmente se está traba-jando, así como los proyectos previstos a lo largo
de los próximos años y la trayectoria seguida hastael momento y que ha permitido situar el CentroTecnológico de la Fundación ASCAMM como unclaro referente, no solamente en Cataluña y en elresto de España, sino también en toda Europa.
Los miembros de la Comisión Consultiva visitaronlas instalaciones, donde pudieron comprobar los últi-mos desarrollos tecnológicos llevados a término porla Fundación ASCAMM, en los campos, entre otros,de la microinyección, rapid manufacturing, inyec-ción multimateriales, etc. Estos avances y la presen-cia continuada de ASCAMM en diferentes programasinternacionales de I+D con empresas, sitúan a AS-CAMM como un Centro Tecnológico de referencia enlas tecnologías de diseño y producción industrial.
La Comisión Consultiva está integrada por el Sr. JoanTrullén, Secretario General de Industria (MITYC), elSr. Antoni Soy, Secretario de Industria y Empresa, dela Generalitat de Catalunya, el Sr. Antoni Giró, Rectorde la Universidad Politécnica de Catalunya, el Dr. Jor-di Marquet, Vicerector de la Universitat Autónomade Barcelona, Sr. Pere Guardiola, Vicepresidente de
RRHH de SEAT, S.A., Sr. Xavier Torra, Direc-tor General de Simon Holding, S.L., Sr. Jau-me Raventós, Director de Desarrollo de Ne-gocio del Grupo CIE Automotive, Sr. JuliLansac, Presidente de la Asociación - AS-CAMM, Sr. Jaume Solé, Vicepresidente de laAsociación - ASCAMM, Sr. Antoni Peñarro-ya, Presidente de la Fundación ASCAMM,Sr. Josep M. Muxí y Sr. Xavier López, Conse-jero Ejecutivo y Director General, respecti-vamente de la Fundación ASCAMM.
La Fundación ASCAMM se reunecon la Comisión Consultiva

Junio 2008 / Información
21
Carl Zeiss presenta la DuraMaxTM, una nue-va máquina de medición 3D extraordinariade la clase compacta. Esta máquina de me-
dición por scanning con el sensor VAST® XXT es elrepuesto ideal para todos los patrones. Entra en ta-lleres de cualquier tamaño, pero también es apro-piada para la integración en procesos de produc-ción. Con la DuraMax, CarlZeiss responde a la demandade muchos clientes por lametrología de scanning CNCcon máquinas pequeñas enel entorno de los procesos deproducción.
Generalmente, la DuraMax esapropiada para el control dela fabricación, la verificaciónrápida de piezas pequeñas yla comprobación de piezas enserie directamente en la fa-bricación. La DuraMax reem-plaza varios dispositivos clá-sicos de medición tales comomedidores de altura, anillospatrón, calibres hembra y ma-cho, medidores de forma, úti-les de taller o máquinas demedición manuales.
Responde a las demandas dela metrología dimensional envarios aspectos: esta máquinade medición ofrece, por un
precio completo sumamente atractivo, la entrada e-conómica en el mundo del scanning ZEISS; el mane-jo y la medición son fáciles de aprender; además,esta “tridimensional de scanning para todos” es elsustituto ideal para calibres y dispositivos de medi-ción y comprobación. Si los productos a comprobarcambian, en el caso de métodos de verificación tra-
dicionales, se requieren muya menudo nuevos y costososcalibres. La DuraMax, en cam-bio, es una máquina de medi-ción CNC multitarea que encombinación con el softwarede medición CALYPSO aceptafácil y rápidamente sin nin-gún problema todo tipo de a-daptaciones.
El scanning es estándar en laDuraMax pero, por supuesto,también son posibles los pal-pados punto a punto. El sen-sor de scanning VAST XXTescanea con alta velocidad.Además, representa con pre-cisión las mediciones efec-tuadas y permite obtener congran facilidad informaciónsobre la forma de los elemen-tos medidos. Con CALYPSO,el software estándar de todaslas máquinas de mediciónZEISS, la DuraMax despliegatodos sus puntos fuertes.
Máquina de mediciónde Scanning DuramaxPPoorr CCaarrll ZZeeiissss

Información / Junio 2008
22
Koldo Arandia, Director Gerente de Ibarmia,resultó reelegido por dos años más Presiden-te de AFM, en el transcurso de la Asamblea
General Ordinaria de la Asociación Española de Fa-bricantes de Máquinas-Herramienta. Tras la pre-sentación de los datos correspondientes al ejercicioanterior y las previsiones para el presente año, losnumerosos invitados procedentes del ámbito in-dustrial e institucional tuvieron ocasión de acudir auna ponencia acerca de la Innovación en las em-presas industriales, que corrió a cargo de Juan JoséGoñi, Director de Innovación en Valor de Fatronik-Tecnalia. Consultor y conferenciante con más de 30años de experiencia en el sector de servicios y en elcampo de las tecnologías de la información, disertósobre el “Decagrama de la Innovación”, los diez ni-veles en el pensamiento innovador que las organi-zaciones deben recorrer “para adquirir más capaci-dades, incorporar clientes y añadir valor a travésdel uso de nuevos conocimientos”. Innovación, jun-to a internacionalización son las claves que el sec-tor ha definido como motor del crecimiento de susempresas.
Acudieron a la Asamblea y al posterior almuerzoque se sirvió a continuación, el Diputado de Inno-vación y Sociedad del Conocimiento de la Diputa-ción Foral de Gipuzkoa, José Ramón Guridi, los vi-ceconsejeros del Gobierno Vasco de Innovación yEnergía, Iñaki Mujika y de Trabajo, Juan José Loro-ño, la Directora de Internacionalización de la S-PRI, Leire Madariaga, la Directora Territorial deComercio de San Sebastián del ICEX, Ana Gonzá-lez de la Presa y el Director General de Gipuzkoa
Berritzen, Gaizka Zulaika, entre otros cargos insti-tucionales.
Del mundo empresarial estuvieron presentes elPresidente y el Secretario General de Adegi, Eduar-do Zubiaurre y José Miguel Ayerza, el SecretarioGeneral de Confebask, José Guillermo Zubía, el Pre-sidente y el Consejero Delegado de Elkargi, Victo-riano Susperregui y Jesús Alberdi, además de losresponsables de la mayoría de las empresas fabri-cantes de Máquinas-Herramientas y de los centrostecnológicos del entorno.
Tras el almuerzo se tributó un merecido homenajea dos veteranos profesionales del sector ya retira-dos, Jesús Bilbao y Juan Gabilondo, que recibieronsendas placas de manos de los dos viceconsejerosdel Gobierno Vasco presentes en el evento y a quie-nes, Koldo Arandia, impuso la insignia de oro de laAsociación.
Koldo Arandia reelegidoPresidente de AFM


Información / Junio 2008
24
Equiplast, el Salón Internacional del Plástico y elCaucho, celebra su 15ª edición.
Cuenta con más del 70% de su superficie expositi-va ya contratada. Empresas de Alemania, Francia,Italia y Estados Unidos estarán presentes en Euro-surfas 2008.
Las principales marcas participarán en el salón
que, en una novedad en relación a ediciones ante-riores, permitirá al visitante experimentar cómo laindustria del plástico se pone en movimiento parapoder ofrecer soluciones reales a los problemas ac-tuales.
La industria transformadora del plástico ofrecerásus innovaciones en materiales y en procesos paraaplicaciones relacionadas con toda la industria en
general.
Así, sectores comola automoción, e-lectrodomésticoso construcción,recibirán respues-tas a sus necesi-dades con respec-to a novedades,procesos y com-petitividad.
Con la colabora-ción del CentroEspañol de Plásti-cos (CEP), Equi-plast organiza unseminario sobrepolímeros y unasjornadas técnicasen las que se ana-lizarán las últimasnovedades regis-tradas en la inyec-ción de plásticos.
EQUIPLAST
Junio 2008 / Información
25
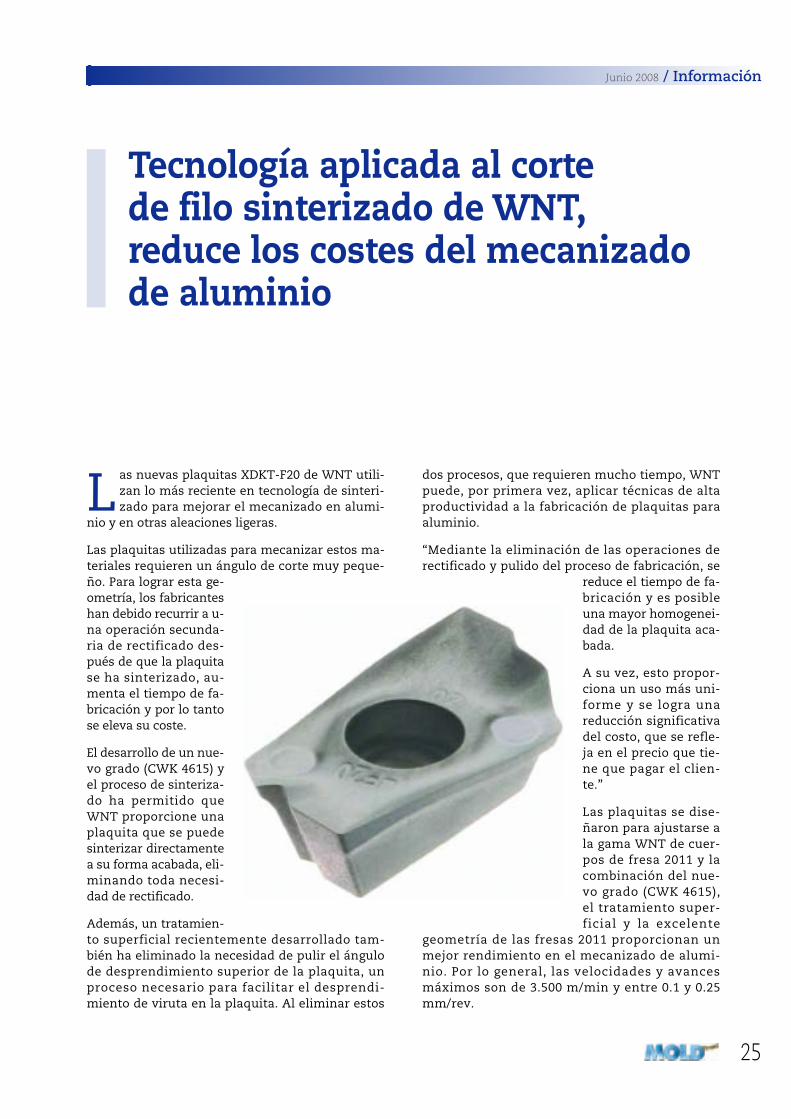
Las nuevas plaquitas XDKT-F20 de WNT utili-zan lo más reciente en tecnología de sinteri-zado para mejorar el mecanizado en alumi-
nio y en otras aleaciones ligeras.
Las plaquitas utilizadas para mecanizar estos ma-teriales requieren un ángulo de corte muy peque-ño. Para lograr esta ge-ometría, los fabricanteshan debido recurrir a u-na operación secunda-ria de rectificado des-pués de que la plaquitase ha sinterizado, au-menta el tiempo de fa-bricación y por lo tantose eleva su coste.
El desarrollo de un nue-vo grado (CWK 4615) yel proceso de sinteriza-do ha permitido queWNT proporcione unaplaquita que se puedesinterizar directamentea su forma acabada, eli-minando toda necesi-dad de rectificado.
Además, un tratamien-to superficial recientemente desarrollado tam-bién ha eliminado la necesidad de pulir el ángulode desprendimiento superior de la plaquita, unproceso necesario para facilitar el desprendi-miento de viruta en la plaquita. Al eliminar estos
dos procesos, que requieren mucho tiempo, WNTpuede, por primera vez, aplicar técnicas de altaproductividad a la fabricación de plaquitas paraaluminio.
“Mediante la eliminación de las operaciones derectificado y pulido del proceso de fabricación, se
reduce el tiempo de fa-bricación y es posibleuna mayor homogenei-dad de la plaquita aca-bada.
A su vez, esto propor-ciona un uso más uni-forme y se logra unareducción significativadel costo, que se refle-ja en el precio que tie-ne que pagar el clien-te.”
Las plaquitas se dise-ñaron para ajustarse ala gama WNT de cuer-pos de fresa 2011 y lacombinación del nue-vo grado (CWK 4615),el tratamiento super-ficial y la excelente
geometría de las fresas 2011 proporcionan unmejor rendimiento en el mecanizado de alumi-nio. Por lo general, las velocidades y avancesmáximos son de 3.500 m/min y entre 0.1 y 0.25mm/rev.
Tecnología aplicada al cortede filo sinterizado de WNT,reduce los costes del mecanizadode aluminio
Información / Junio 2008
26
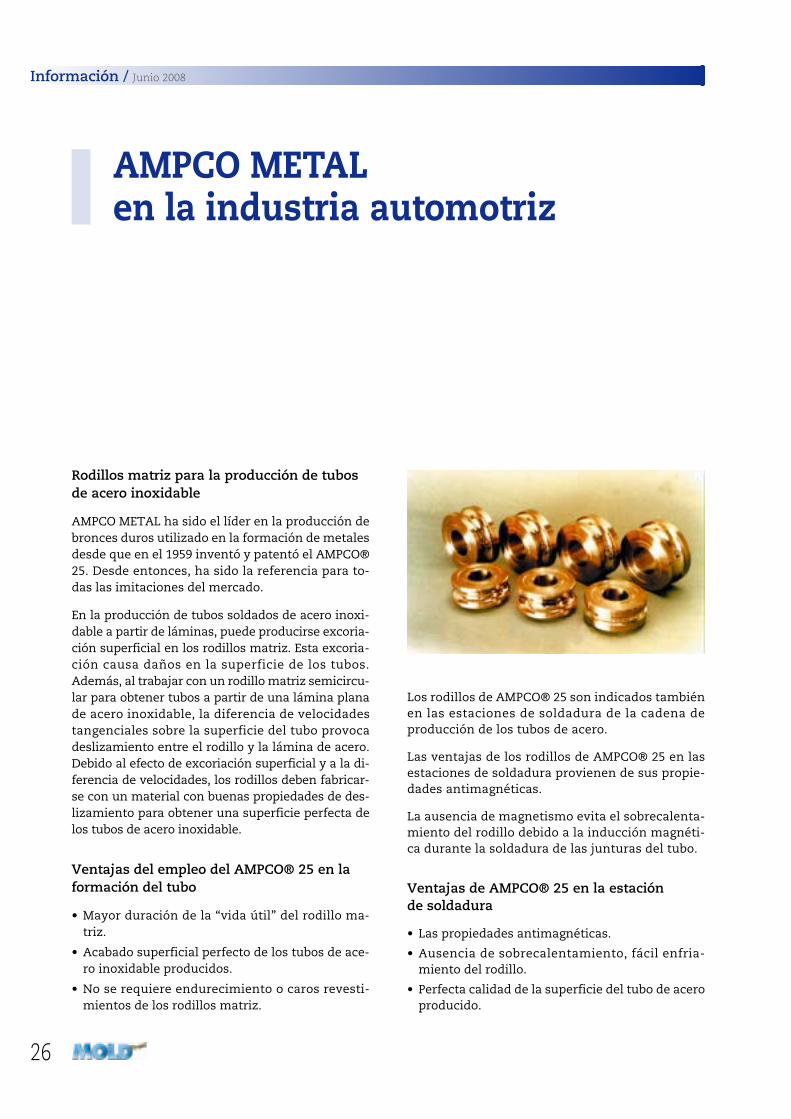
Rodillos matriz para la producción de tubosde acero inoxidable
AMPCO METAL ha sido el líder en la producción debronces duros utilizado en la formación de metalesdesde que en el 1959 inventó y patentó el AMPCO®25. Desde entonces, ha sido la referencia para to-das las imitaciones del mercado.
En la producción de tubos soldados de acero inoxi-dable a partir de láminas, puede producirse excoria-ción superficial en los rodillos matriz. Esta excoria-ción causa daños en la superficie de los tubos.Además, al trabajar con un rodillo matriz semicircu-lar para obtener tubos a partir de una lámina planade acero inoxidable, la diferencia de velocidadestangenciales sobre la superficie del tubo provocadeslizamiento entre el rodillo y la lámina de acero.Debido al efecto de excoriación superficial y a la di-ferencia de velocidades, los rodillos deben fabricar-se con un material con buenas propiedades de des-lizamiento para obtener una superficie perfecta delos tubos de acero inoxidable.
Ventajas del empleo del AMPCO® 25 en laformación del tubo
• Mayor duración de la “vida útil” del rodillo ma-triz.
• Acabado superficial perfecto de los tubos de ace-ro inoxidable producidos.
• No se requiere endurecimiento o caros revesti-mientos de los rodillos matriz.
Los rodillos de AMPCO® 25 son indicados tambiénen las estaciones de soldadura de la cadena deproducción de los tubos de acero.
Las ventajas de los rodillos de AMPCO® 25 en lasestaciones de soldadura provienen de sus propie-dades antimagnéticas.
La ausencia de magnetismo evita el sobrecalenta-miento del rodillo debido a la inducción magnéti-ca durante la soldadura de las junturas del tubo.
Ventajas de AMPCO® 25 en la estaciónde soldadura
• Las propiedades antimagnéticas.
• Ausencia de sobrecalentamiento, fácil enfria-miento del rodillo.
• Perfecta calidad de la superficie del tubo de aceroproducido.
AMPCO METALen la industria automotriz

para matrices árbol en las máquinas de curvar tu-bos, ha demostrado durar hasta 20 veces más queel bronce comercial.
Ventajas de los mandrinos de AMPCO® M4
• Mayor duración, hasta 20 veces más.
• Acabado superficial perfecto de los tubos produ-cidos.
• No precisa costosos endurecimientos o revesti-mientos.
Ventajas de las matrices árbol de AMPCO®M4
• Mayor duración, hasta 20 veces más.
• Acabado superficial perfecto de los tubos produ-cidos.
Curvado de tubos de escape de aceroinoxidable para automóviles
Para el curvado de los tubos de escape de acero i-noxidable y otros materiales, AMPCO® 18, 21 y M4constituyen el estándar de hecho y se emplean conestupendos resultados en la calidad del producto yla duración de las maquinas de producción.
Hoy en día, los tubos de escape de los nuevos auto-móviles se fabrican en acero inoxidable para resis-tir la corrosión y aumentar la duración de la pieza.AMPCO® M4, ya sea utilizado para mandrinos o
Instalación que emplearodillos matriz deAMPCO® 25 para laproducción de tubos deacero inoxidable(derecha: estación desoldadura).
Junio 2008 / Información
27

• Sin excoriación superficial, sin rascaduras, sinpunto de inicio de la corrosión.
Para la producción de tubos de escape de recambiono se emplea el acero inoxidable sino el acero al a-luminio. También en estas aplicaciones, los man-drinos y las matrices árbol de AMPCO® 18 se em-plean con excelentes resultados.
Ventajas de los mandrinos y las matricesárbol de AMPCO® 18
• Acabado perfecto de los tubos de acero al aluminio.
• Mayor duración de las máquinas de producción.
• Ahorro en los costes de producción gracias a me-nor tiempo de paradas para mantenimiento.
AMPCO METAL en el sectorde la deformación de metales
AMPCO METAL provee aleaciones de alta tecnolo-gía especificas para las aplicaciones más exigentesde los tiempos presentes, y en todas partes delmundo. Nuestra extensa gama de aleaciones debronces al aluminio de altas prestaciones para lasaplicaciones de embutición, fabricación y dobladode tubos, troquelado, laminación y perfilado, sondisponibles de nuestro stock de dos mil toneladascon plazos de entrega de 4-5 días.
Utilizando técnicas de fundición avanzadas y unprocedimiento metalúrgico único, AMPCO METALlogra la producción de aleaciones de estructuragranular distintiva y uniforme con una distribu-ción homogénea del compuesto intermetálico – adiferencia de las aleaciones “es-tándar” que presentan estructurassegregadas e incontroladas.
Ingenieros creativos alrededor delmundo escogen los Bronces AMP-CO® para ampliar sus opciones deproducción en deformación de ma-teriales de alto valor como el aceroinoxidable, el aluminio, el magne-sio, el titanio, etc.
Las ventajas en la utilización de a-leaciones de estructura superior deAMPCO METAL se manifiestan en:
• Dureza más elevada, propiedadesde deslizamiento mejoradas ydesgaste sensiblemente reducida.
• Menor fricción y ausencia de remoción de partí-culas metálicas entre las superficies en contacto.
• Acabado superficial de alta calidad en el troque-lado del acero inoxidable.
• Menos operaciones en los procesos de troquela-do progresivo.
• Menores costes de preparación e producción.
• Hasta el 30% de incremento de productividad.
Información / Junio 2008
28
Junio 2008 / Información
29
Gas Gas Motos, S.A., empresa especializadaen el diseño y fabricación de motocicletas ymotos para circular out-road -fuera de ca-
rretera-, cuenta con más de 25 años de experienciaen el sector de la automoción y lleva el motociclis-mo español a lo más alto. Caracterizada por dar lassoluciones estéticas más elegantes y las solucionestécnicas más innovadoras, hace uso de las últimastecnologías como ventaja competitiva, utiliza elsoftware de Autodesk desde hace más de 10 años,empezando con AutoCAD y continuando con Au-todesk Inventor, software que actualiza con cadanueva versión que aparece en el mercado. Así mis-mo, trabaja con componentes de primera calidadlo que le permite ofrecer modelos únicos y origina-les. Fundada en Gerona el año 1.982 por Narcís Ca-sas y Josep Mª Pibernat en Fornells de la Selva se haconvertido en marca número uno y ha logrado ungran crecimiento y expansión distribuyendo susproductos a nivel mundial. Sus mercados de co-mercialización son: Europa, Japón, Australia, Nue-va Zelanda, USA, Canadá y Sudamérica. En la ac-tualidad la fábrica está ubicada en Salt (Gerona)dónde trabajan más de 140 profesionales y su pro-ducción es de 12.000 unidades vendidas por año.
La empresa ofrece una amplia gama de modelos dediferentes vehículos para circular fuera de carrete-ra cómo son: Trial, Enduro, Enduro FSR, Cross, Su-permotard, Supermotard FSR, Quad, Pampera.Grandes pilotos han conseguido importantes éxi-tos compitiendo en Enduro como Cristóbal Guerre-ro en Junio de 2005, o en Trial como Adam Raga en2006.
Reto
En un momento en el que el mercado se caracteri-za por su globalidad, cambio permanente y máxi-ma competitividad, Gas Gas Motos está experi-mentando un enorme crecimiento empresarialque exige potenciar su capacidad para atender unacreciente demanda de nuevos vehículos y, a la vez,ofrecer una solución única y ad-hoc a cada uno desus clientes. Para asumir los continuos retos, laempresa se planteó la necesidad de acelerar losprocesos de diseño y desarrollo trabajando directa-mente en un entorno de 3D, lo que le permitiría ga-nar tiempo y poder abordar un mayor número deproyectos.
En sus requerimientos de partida, la compañíabuscaba una solución para el diseño del chasis en
GAS GAS Motos aumentasu productividad con el diseñode Prototipos Digitales
3D de la motocicleta Trial Pro y lograr que este cha-sis fuera más ligero, más compacto, más resisten-te, menos voluminoso y más manejable, así mismonecesitaba obtener unas medidas exactas de ladistancia entre ejes, entre los estribos, del ángulode lanzamiento y de medidas de diversos compo-nentes como depósito, motor, etc...
El objetivo era adoptar una tecnología avanzada,de máxima funcionalidad que le permitirá impul-sar con éxito el proceso de diseño, obtener la máxi-ma productividad y lanzar los nuevos vehículos almercado en tiempo récord.
Solución
El software Autodesk Inventor implantado por GasGas Motos, permite a la compañía trabajar con mo-delos 3D y hacer ensamblajes en un tiempo récord.La utilización de dicha solución permite aumentarla productividad de la compañía al llevar a cabo lapráctica de prototipos digitales, consiguiendo unimportante ahorro en términos de tiempo y dinero.El diseño del prototipo digital de un proyecto con-lleva una inversión de tiempo muy inferior a si sefabricara el prototipo físico. Así mismo, el prototi-po virtual permite ver si habrá interferencias, erro-res o modificaciones en las piezas a realizar antesde llevarlas al prototipo físico y/o fabricación obte-niendo una notable reducción de costes. Además,gracias a Inventor se sabe de forma muy aproxi-mada el peso que tendrá una pieza simplementeconociendo la densidad del material por su volu-men. Otra característica que se le atribuye al pro-ceso de diseño basado en prototipos digitales, es laayuda que proporciona al departamento de fabri-cación de la empresa o a alguna externa, ya quegracias a programas de control numérico fabrican
un molde igual a la pieza original en 3D facilitadapreviamente.
Las ventajas principales de diseñar con AutodeskInventor creando prototipos digitales frente a de-sarrollar prototipos físicos, son las siguientes:
• Disminución del tiempo de elaboración del pro-ducto final.
• Menor coste (cálculos de resistencia, pesos y vo-lúmenes sin necesidad de muestras físicas).
• Facilidad en construcción de moldes (fundicio-nes, forjados...).
• Corte de laser de piezas con volumen (tubos).
• Visualización “in situ” de posibles cambios sintener que recurrir a prototipos físicos (por ejem-plo: cambios de geometría o nuevo componente).
• Posibilidad de trabajar directamente con progra-mas de control numérico sin programación previa.
Resultados
La solución Autodesk Inventor proporciona a GasGas Motos las herramientas necesarias para poderdiseñar y desarrollar sus vehículos para circularfuera de carretera como las motocicletas Trial, En-duro y Cross entre otras, con la mayor exactitud,rigor y precisión. En este sentido, la empresa cata-lana reduce el tiempo de diseño en un 100%, obtie-ne un prototipo digital en 3D del producto final conuna fidelidad absoluta, sin tener que hacer reto-ques ni modificaciones antes de llevar el proyectoal departamento de fabricación. El paso de diseño2D a diseño 3D y por ende al prototipo digital, hasupuesto un gran aumento de la productividad pa-ra la compañía, además de permitirle innovar essus productos y lanzarlos al mercado en un tiemporecord.
Información / Junio 2008
30

Junio 2008 / Información
31
Aron Spa de la mano de IMI Norgren en Espa-ña, presentan la nueva serie de válvulasproporcionales Cetop 5, con caudales de
hasta 100 litros por minuto y presiones máximasde 350 bar.
Dos posibilidades, simple y doble bobina, permitencubrir todas la necesidades de regulación de cau-dal necesarias para un control perfecto de la velo-
cidad de los actuadores, tanto lineales como rotati-vos.
En lo que se refiere al control de las máquinasherramienta, las nuevas proporcionales cubrenun amplio campo en el hacinamiento de los ele-mentos de posicionado, con una seguridad yservicio que supera con creces cualquier expec-
tativa.
Todos sabemos de la crecientenecesidad de ajustar los
costes manteniendo lacalidad y prestacio-nes. La nueva XDP5amplía la gama per-mitiendo, con un ta-maño más reducido,llegar a aplicaciones
más extremas, evitandode este modo tener que a-
plicar elementos de control condimensiones más voluminosas y
precios menos competitivos.
En el campo de la electróni-ca de control, esta válvulapuede ser comandada pordos tipos de tarjeta, la serieREM para zócalo estándar yzócalo Omron, fácil de insta-lar y muy competitiva, y la
serie SE5AN con formato Eu-rocard, para requerimientos más
complejos.
Nueva gama de válvulasproporcionales Cetop 5 de Norgren
Información / Junio 2008
32
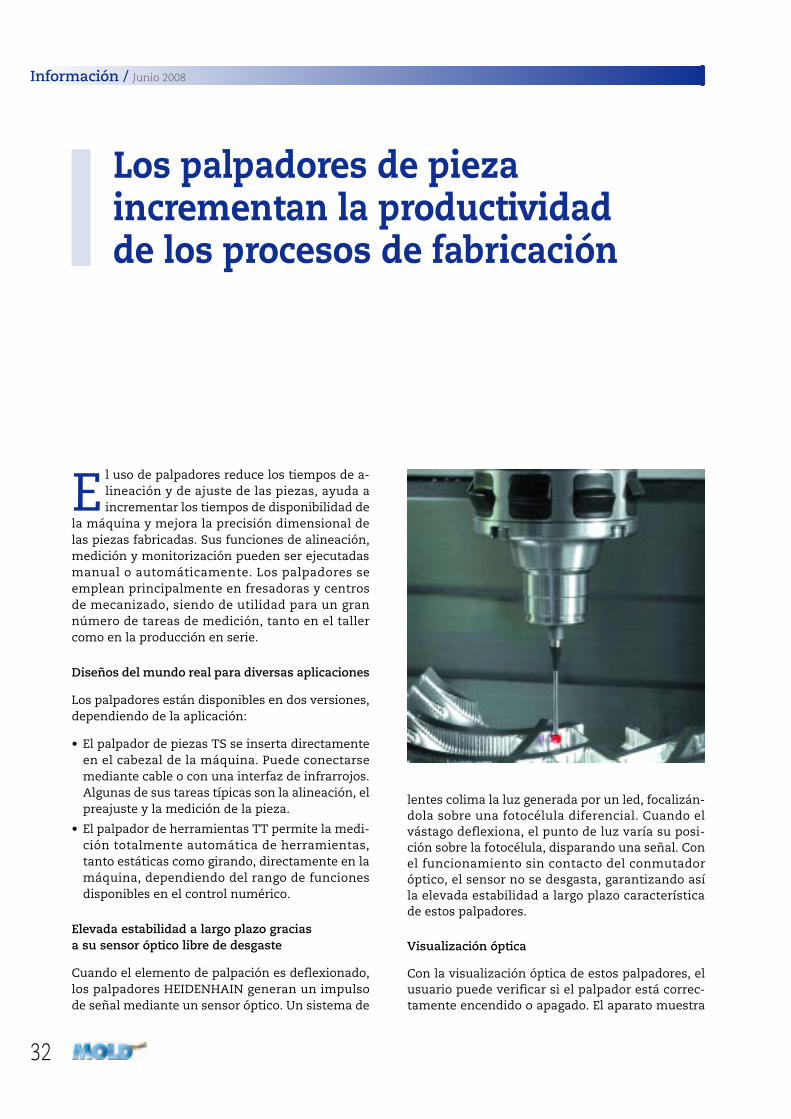
El uso de palpadores reduce los tiempos de a-lineación y de ajuste de las piezas, ayuda aincrementar los tiempos de disponibilidad de
la máquina y mejora la precisión dimensional delas piezas fabricadas. Sus funciones de alineación,medición y monitorización pueden ser ejecutadasmanual o automáticamente. Los palpadores seemplean principalmente en fresadoras y centrosde mecanizado, siendo de utilidad para un grannúmero de tareas de medición, tanto en el tallercomo en la producción en serie.
Diseños del mundo real para diversas aplicaciones
Los palpadores están disponibles en dos versiones,dependiendo de la aplicación:
• El palpador de piezas TS se inserta directamenteen el cabezal de la máquina. Puede conectarsemediante cable o con una interfaz de infrarrojos.Algunas de sus tareas típicas son la alineación, elpreajuste y la medición de la pieza.
• El palpador de herramientas TT permite la medi-ción totalmente automática de herramientas,tanto estáticas como girando, directamente en lamáquina, dependiendo del rango de funcionesdisponibles en el control numérico.
Elevada estabilidad a largo plazo graciasa su sensor óptico libre de desgaste
Cuando el elemento de palpación es deflexionado,los palpadores HEIDENHAIN generan un impulsode señal mediante un sensor óptico. Un sistema de
lentes colima la luz generada por un led, focalizán-dola sobre una fotocélula diferencial. Cuando elvástago deflexiona, el punto de luz varía su posi-ción sobre la fotocélula, disparando una señal. Conel funcionamiento sin contacto del conmutadoróptico, el sensor no se desgasta, garantizando asíla elevada estabilidad a largo plazo característicade estos palpadores.
Visualización óptica
Con la visualización óptica de estos palpadores, elusuario puede verificar si el palpador está correc-tamente encendido o apagado. El aparato muestra
Los palpadores de piezaincrementan la productividadde los procesos de fabricación

tos elementos. La electrónica calcula la diferenciaentre fuerzas, generando el impulso de la señal.Este sistema hace posibles una precisión del siste-ma de ≤±1 µm y una repetibilidad de palpación de2 δ ≤0.25 µm. El TS 740 ha sido diseñado para su u-so en modernas máquinas herramienta con rápi-dos cambiadores de herramienta. Asimismo, rápi-das aceleraciones o deceleraciones no causandisparos incontrolados de la señal. El TS 740 se dis-tingue del TS 640 por su mayor precisión y repeti-bilidad de palpación a una velocidad de palpaciónde 0.25 m/min (TS 640: 3 m/min.), y sus menoresfuerzas de palpación. No obstante, su electrónicamás compleja requiere tiempos de funcionamien-to más cortos entre sustitución de baterías que lospalpadores estándar.
El nuevo palpador de infrarrojos TS 740 está indi-cado para su utilización en tareas de medición enmáquinas herramienta en las que exista una exi-gencia especialmente elevada en cuanto a preci-sión y repetibilidad del palpador.
TS 444—Palpador sin baterías, activadopor aire
El TS 444 ofrece una solución inteligente e innova-tiva: al mismo tiempo que se limpia el punto a pal-par, genera su propia energía.
Para la utilización del TS 444 es necesario el sumi-nistro de aire comprimido a través del cabezal.
explícitamente que está preparado mediante unaluz parpadeante. También la palpación manual serealiza de forma muy confortable para el usuario,ya que la deflexión del vástago se indica con unaluz continua.
Tiempos de funcionamiento más que doblados
Trabajar con los palpadores estándar TS 640 y TS440 se ha vuelto aún más confortable. Las electró-nicas mejoradas funcionan ahora de forma signifi-cativamente más económica, de manera que eltiempo de funcionamiento de un juego de bateríasse ha más que doblado.
El tiempo de funcionamiento, es decir, el tiempodurante el cual el palpador está realmente operan-do, es ahora de aprox. 800 horas para el TS 640 y deaprox. 200 horas para el compacto TS 440.
El siguiente ejemplo ilustra las mejoras introduci-das:
Asumiendo que la palpación ocupa un 5% deltiempo de trabajo y que un taller trabaja a tres tur-nos durante 220 días al año, las baterías no necesi-tarían ser sustituídas hasta al cabo de tres años pa-ra el TS 640 y hasta al cabo de aproximadamente3/4 de año para el TS 440.
Diferentes tipos de baterías posibles
Los palpadores HEIDENHAIN se suministran conbaterías de litio. Esto permite mantener los inter-valos para la sustitución de las baterías lo más lar-gos posible.
Junto a las baterías de litio, los palpadores tambiénpueden funcionar con pilas estándar alcalinas ocon baterías recargables. Gracias a la sofisticada e-lectrónica pueden utilizarse incluso baterías demuy bajo voltaje. No obstante, con este tipo de ba-terías será necesario planificar intervalos de tiem-po más cortos para su sustitución.
TS 740—El palpador de infrarrojos paraelevados requerimientos de medición
Los palpadores estándar, tales como el TS 640 y elTS 440, operan bajo el principio de un conmutadoróptico como sensor. El TS 740, sin embargo, pre-sentado durante la EMO 2007, incorpora un sensorde nuevo desarrollo con elementos presurizadosen su núcleo. Al palpar una pieza, el vástago defle-xiona de tal forma que actúa una fuerza sobre es-
Figura 1. El TS 740 trabajando.
Junio 2008 / Información
33

El aire se introduce en el palpador a través de sucono, haciendo girar una turbina en su interior. Laturbina genera energía eléctrica mediante la varia-ción de campo magnético, que es almacenada encondensadores de alta potencia. Al igual que conpalpadores convencionales, el aire que sale se uti-liza para limpiar el punto a palpar. Esto significaque, al mismo tiempo que se carga el palpador conenergía, se limpia el punto a palpar. Utilizando elTS 444 se eliminan totalmente la manipulación, elalmacenaje y el desecho de las baterías.
El tiempo de carga varía dependiendo de la presión:Cuanto más alta la presión, más corto el tiempo decarga. Se recomienda una presión de alimentaciónde 5 bars o mayor para asegurar una carga completaen un tiempo razonablemente corto. Por ejemplo,con una presión de 5,5 bars el palpador se carga deforma completa en aproximadamente 3 segundos.Con los condensadores totalmente cargados, el pal-pador puede trabajar durante dos minutos.
Este palpador está especialmente indicado paraprocesos de fabricación en serie que no permitenninguna interrupción del trabajo para sustituir las
baterías. Pero el TS 444 también es una interesantealternativa para usuarios que raramente utilizan elpalpador, pero que no pueden permitirse el retrasoproducido si no están disponibles de forma inme-diata las baterías del tamaño adecuado.
Medición de herramientas
La medición de herramientas en la máquina acortalos tiempos no productivos, incrementa la preci-sión del mecanizado, y reduce los rechazos y el re-paso de las piezas fabricadas.
Con el escaneado sin contacto de los palpadores deherramientas 3D TT y los sistemas láser sin contactoTL, HEIDENHAIN ofrece dos posibilidades totalmen-te diferentes para la medición de herramientas:
TT 140
El impulso de la señal se genera mediante un con-mutador óptico sin desgaste que asegura una ele-vada fiabilidad.
El elemento de contacto en forma de disco es fácilde sustituir. El vástago de unión al disco incorporaun fusible mecánico que protege al palpador demanera muy efectiva frente a daños físicos debi-dos a un posible error de operación.
Sistemas láser TL
Los sistemas láser TL Micro y TL Nano pueden medirherramientas a la velocidad nominal sin hacer con-tacto. Con ayuda de los ciclos de medida incluidospueden medirse longitudes y diámetros de herra-mienta, verificarse la forma de cada filo individual ycomprobarse la herramienta frente a desgaste o ro-tura.
Conclusión
Los palpadores HEIDENHAIN ofrecen un gran núme-ro de beneficios e innovaciones. Entre ellos cabemencionar sus tiempos de funcionamiento extre-madamente largos y una gestión de baterías más fle-xible en los modelos estándar. Además, la funciónde soplado típica de los palpadores sirve ahora paraaccionar un nuevo palpador que funciona totalmen-te sin baterías. Junto al sensor óptico estándar, HEI-DENHAIN ha introducido en el mercado un nuevoprincipio de palpación para precisiones de mediciónmuy elevadas, ofreciendo con ello uno de los palpa-dores más precisos para máquinas herramienta dis-ponibles hoy en el mercado.
Información / Junio 2008
34
Figura 2. Principio de funcionamiento del TS 444.
Junio 2008 / Información
35
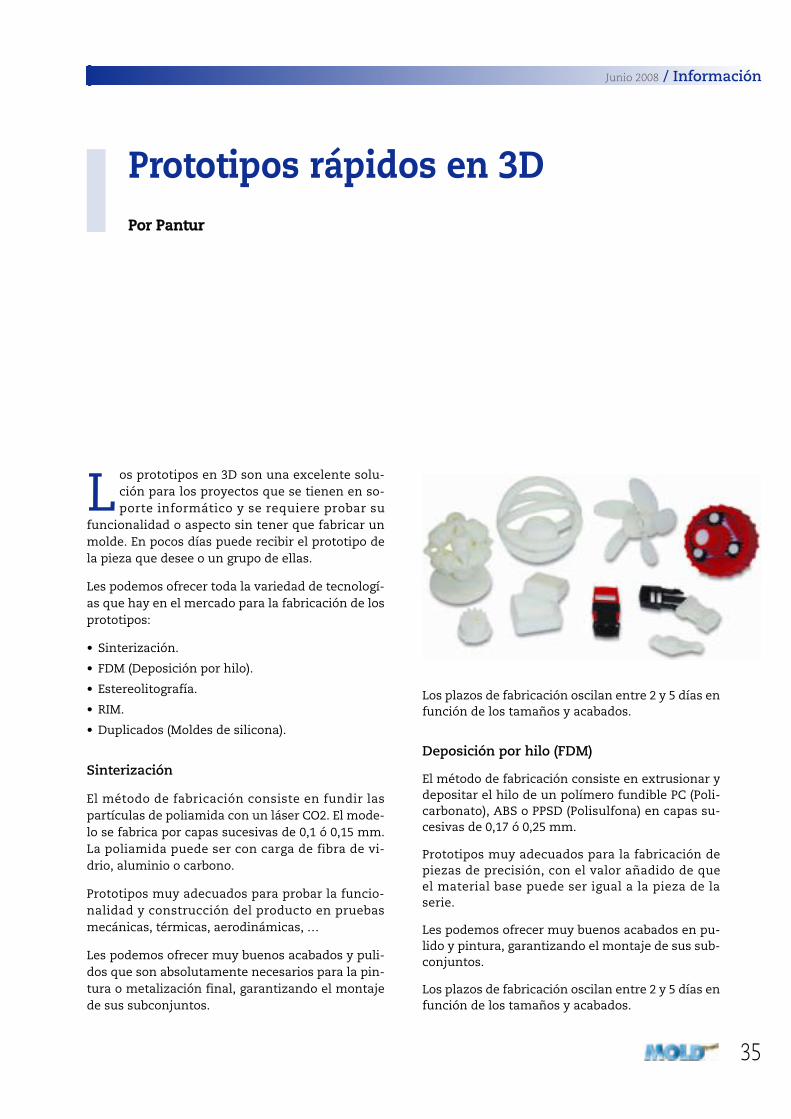
Los prototipos en 3D son una excelente solu-ción para los proyectos que se tienen en so-porte informático y se requiere probar su
funcionalidad o aspecto sin tener que fabricar unmolde. En pocos días puede recibir el prototipo dela pieza que desee o un grupo de ellas.
Les podemos ofrecer toda la variedad de tecnologí-as que hay en el mercado para la fabricación de losprototipos:
• Sinterización.
• FDM (Deposición por hilo).
• Estereolitografía.
• RIM.
• Duplicados (Moldes de silicona).
Sinterización
El método de fabricación consiste en fundir laspartículas de poliamida con un láser CO2. El mode-lo se fabrica por capas sucesivas de 0,1 ó 0,15 mm.La poliamida puede ser con carga de fibra de vi-drio, aluminio o carbono.
Prototipos muy adecuados para probar la funcio-nalidad y construcción del producto en pruebasmecánicas, térmicas, aerodinámicas, …
Les podemos ofrecer muy buenos acabados y puli-dos que son absolutamente necesarios para la pin-tura o metalización final, garantizando el montajede sus subconjuntos.
Los plazos de fabricación oscilan entre 2 y 5 días enfunción de los tamaños y acabados.
Deposición por hilo (FDM)
El método de fabricación consiste en extrusionar ydepositar el hilo de un polímero fundible PC (Poli-carbonato), ABS o PPSD (Polisulfona) en capas su-cesivas de 0,17 ó 0,25 mm.
Prototipos muy adecuados para la fabricación depiezas de precisión, con el valor añadido de queel material base puede ser igual a la pieza de laserie.
Les podemos ofrecer muy buenos acabados en pu-lido y pintura, garantizando el montaje de sus sub-conjuntos.
Los plazos de fabricación oscilan entre 2 y 5 días enfunción de los tamaños y acabados.
Prototipos rápidos en 3DPPoorr PPaannttuurr
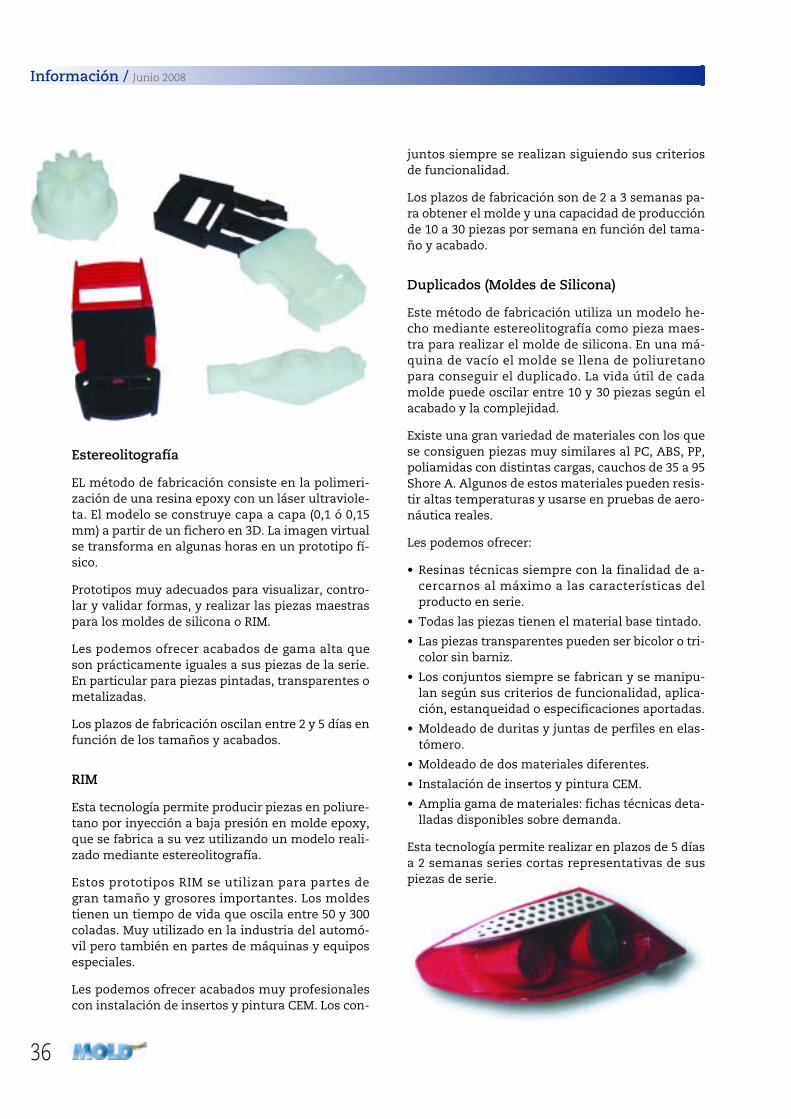
Estereolitografía
EL método de fabricación consiste en la polimeri-zación de una resina epoxy con un láser ultraviole-ta. El modelo se construye capa a capa (0,1 ó 0,15mm) a partir de un fichero en 3D. La imagen virtualse transforma en algunas horas en un prototipo fí-sico.
Prototipos muy adecuados para visualizar, contro-lar y validar formas, y realizar las piezas maestraspara los moldes de silicona o RIM.
Les podemos ofrecer acabados de gama alta queson prácticamente iguales a sus piezas de la serie.En particular para piezas pintadas, transparentes ometalizadas.
Los plazos de fabricación oscilan entre 2 y 5 días enfunción de los tamaños y acabados.
RIM
Esta tecnología permite producir piezas en poliure-tano por inyección a baja presión en molde epoxy,que se fabrica a su vez utilizando un modelo reali-zado mediante estereolitografía.
Estos prototipos RIM se utilizan para partes degran tamaño y grosores importantes. Los moldestienen un tiempo de vida que oscila entre 50 y 300coladas. Muy utilizado en la industria del automó-vil pero también en partes de máquinas y equiposespeciales.
Les podemos ofrecer acabados muy profesionalescon instalación de insertos y pintura CEM. Los con-
36
Información / Junio 2008
juntos siempre se realizan siguiendo sus criteriosde funcionalidad.
Los plazos de fabricación son de 2 a 3 semanas pa-ra obtener el molde y una capacidad de producciónde 10 a 30 piezas por semana en función del tama-ño y acabado.
Duplicados (Moldes de Silicona)
Este método de fabricación utiliza un modelo he-cho mediante estereolitografía como pieza maes-tra para realizar el molde de silicona. En una má-quina de vacío el molde se llena de poliuretanopara conseguir el duplicado. La vida útil de cadamolde puede oscilar entre 10 y 30 piezas según elacabado y la complejidad.
Existe una gran variedad de materiales con los quese consiguen piezas muy similares al PC, ABS, PP,poliamidas con distintas cargas, cauchos de 35 a 95Shore A. Algunos de estos materiales pueden resis-tir altas temperaturas y usarse en pruebas de aero-náutica reales.
Les podemos ofrecer:
• Resinas técnicas siempre con la finalidad de a-cercarnos al máximo a las características delproducto en serie.
• Todas las piezas tienen el material base tintado.
• Las piezas transparentes pueden ser bicolor o tri-color sin barniz.
• Los conjuntos siempre se fabrican y se manipu-lan según sus criterios de funcionalidad, aplica-ción, estanqueidad o especificaciones aportadas.
• Moldeado de duritas y juntas de perfiles en elas-tómero.
• Moldeado de dos materiales diferentes.
• Instalación de insertos y pintura CEM.
• Amplia gama de materiales: fichas técnicas deta-lladas disponibles sobre demanda.
Esta tecnología permite realizar en plazos de 5 díasa 2 semanas series cortas representativas de suspiezas de serie.
Junio 2008 / Información
37
El pasado 21 de Mayo tuvo lugar en el Centrode Investigación Metalúrgica AZTERLAN laJornada Técnica “Aceros de alta resistencia.
Soluciones avanzadas para las operaciones de cor-te y conformado en frío”, que contó con la asisten-cia y participación de 85 técnicos y profesionales,pertencientes a 39 empresas del sector del troquely estampación.
Las necesidades de reducción de peso y las mejorasde prestaciones de los vehículos obligan a introducirimportantes cambios en los materiales. Estas son al-gunas de las claves que forman parte del escenarioen el que actualmente se mueven las empresas deestampación, que necesitan introducir solucionesinnovadoras en el diseño y construcción de utillajes.
Desde el punto de vista técnico, los contenidos de laJornada se orientaron hacia tres de las claves del pro-ceso de estampación en frío: el conocimiento meta-lúrgico básico, los aceros avanzados de alta resisten-cia a transformar y, finalmente, los aceros empleadosen la construcción de los utillajes para trabajo en frío.
La Jornada Técnica contó con la colaboración de es-pecialistas de las firmas UDDEHOLM, SSAB SwedishSteel y AZTERLAN, que a lo largo de sus presentacio-nes dieron a conocer algunas de las últimas noveda-des y experiencias relacionadas con el corte y con-formado de los nuevos aceros de alto límite elástico.
El Sr. Julián Izaga (Director de Tecnología del Cen-tro de Investigación Metalúrgica AZTERLAN), diocomienzo a la Jornada Técnica con una interesanteintervención introductoria sobre los aceros de nue-
va generación y algunas de las características me-talúrgicas más destacadas de los mismos. Las nue-vas demandas del sector de automoción muestranuna clara tendencia al incremento en la utilizaciónde aceros de alta resistencia (aceros al Boro, acerosmultifase y aceros del tipo UHSS).
A lo largo de su intervención, el Sr. Izaga desarrollóconceptos técnicos de gran intrerés relacionados conlas características de estos nuevos materiales (la em-butibilidad, la templabilidad, los índices r y n, la du-reza de temple, así como las distintas composicionesquímicas de las nuevas chapas de acero a transfor-mar), y caracterizó en detalle tres tipos de materialesde actual interés: aceros de embutición profunda, a-ceros TRIP y aceros de estampación en caliente.
La segunda ponencia corrió a cargo del Sr. KennetOlsson (Automotive Bussines Development Mana-
Jornada Técnica: “Aceros de altaresistencia. Soluciones avanzadaspara las operaciones de cortey conformado en frío”
Sr. Julián Izaga. AZTERLAN.

que es necesario combinar la tenacidad, la resis-tencia al desgaste y el ciclo de vida. El Sr. Högmanrealizó una brillante exposición en la que dio a co-nocer los desarrollos de nuevos materiales capacesde dar solución a este tipo de aplicaciones severasde trabajo en prensa, especialmente para el corte yconformado de aceros de alto límite elástico.
Los casos prácticos que acompañaron a la presen-tación permitieron visualizar el camino a seguir enla resolución de los múltiples problemas que apa-recen asociados a los nuevos materiales a transfor-mar en operaciones de punzonado, cizallado y es-tampación, para los cuales se hace necesaria unanueva generación de aceros para herramientas.
Las múltiples reflexiones planteadas, los conteni-dos técnicos, así como la visión práctica a través decasos concretos de aplicación, fueron algunas delas claves del éxito de esta Jornada de trabajo.
Desde el Instituto de Fundición TABIRA nos gusta-ría agradecer la colaboración de los técnicos y es-pecialistas de las empresas UDDEHOLM, SSAB S-wedish Stell así como del Centro de InvestigaciónMetalúrgica AZTERLAN, que a lo largo de sus inter-venciones compartieron buena parte de sus expe-riencias y conocimientos técnicos en la materia.
Mr. Kennet Olsson. SSAB Swedish Steel.
ger de SSAB Swedish Steel), a través de la cual tuvi-mos oportunidad de conocer algunas de las últi-mas novedades relacionadas con los aceros avan-zados de alta resistencia de este importanteproductor de acero, junto con algunos ejemplos ycasos concretos de aplicación.
Tras una reflexión acerca de las principales fuerzasmotrices para el desarrollo de los aceros avanzadosde alta resistencia, el Sr. Olsson presentó algunas delas claves de los aceros microaleados, aceros de fasedual (DP), aceros de fase compleja (CP), aceros mar-tensíticos y aceros para perfilado con rodillos.
Tras una breve presentación de la compañía UD-DEHOLM por parte del Sr. Francesc Castilla, la últi-ma conferencia técnica estuvo centrada en los ace-ros empleados en la construcción de utillajes paratrabajo en frío.
Sr. Francesc Castilla. UDDEHOLM.
Mr. Berne Högman. UDDEHOLM.
Sr. Emili Barbarías. UDDEHOLM.
El Sr. Berne Högman (Product Manager of ColdWork Applications UDDEHOLM) presentó los resul-tados de los últimos programas de investigaciónsobre aceros de herramientas para trabajo en fríodesarrollados por la empresa UDDEHOLM.
En efecto, el conformado y corte de los aceros dealta resistencia plantea retos tecnológicos en los
38
Información / Junio 2008
Junio 2008 / Información
39
Soluciones Tecnológicas Integradas S.L. hapresentado recientemente en España el IPCONTROL y el KVMS EXTENDER, dos solucio-
nes de última tecnología para acceder a ordenado-res de forma remota. Estos dos productos cuentancon el respaldo y la garantía de la prestigiosa firmainternacional Minicom, de la cual Soluciones Tec-nológicas Integradas S.L. es distribuidora exclusivapara toda la península ibérica.
IP CONTROL
Acceso KVM compacto y remotoa ordenadores y servidores
IP CONTROL es un asequible dispositivo IP de altorendimiento para el acceso KVM (Keyboard-Video-Mouse, siglas en inglés de teclado, monitor y ratón)remoto y fuera de banda a servidores y dispositi-vos de red. Puede habilitar fácilmente un accesoremoto a servidores mediante los conmutadoresKVM existentes por tan solo una parte de lo quecostaría sustituirlos y volverlos a configurar.
El puerto serie integrado permite la gestión remotade dispositivos de serie, como routers, servidoresdesatendidos y dispositivos de gestión de alimen-tación.
Compatibilidad con KVM de terceros
IP CONTROL se ha diseñado para que resulte com-patible con la base KVM instalada. Puede integrar-lo en prácticamente cualquier conmutador o servi-dor. Incluye definiciones de configuración paratodos los conmutadores KVM Minicom y la mayo-ría de los conmutadores KVM de terceros.
Mejor experiencia para los usuarios
Los algoritmos de compresión de vídeo patentadosy la sincronización del ratón en tiempo real ofre-cen una experiencia de usuario local en redes LAN,WAN e Internet. El mayor rendimiento de vídeo y
Acceso y control KVMa ordenadores y servidoresde forma remota
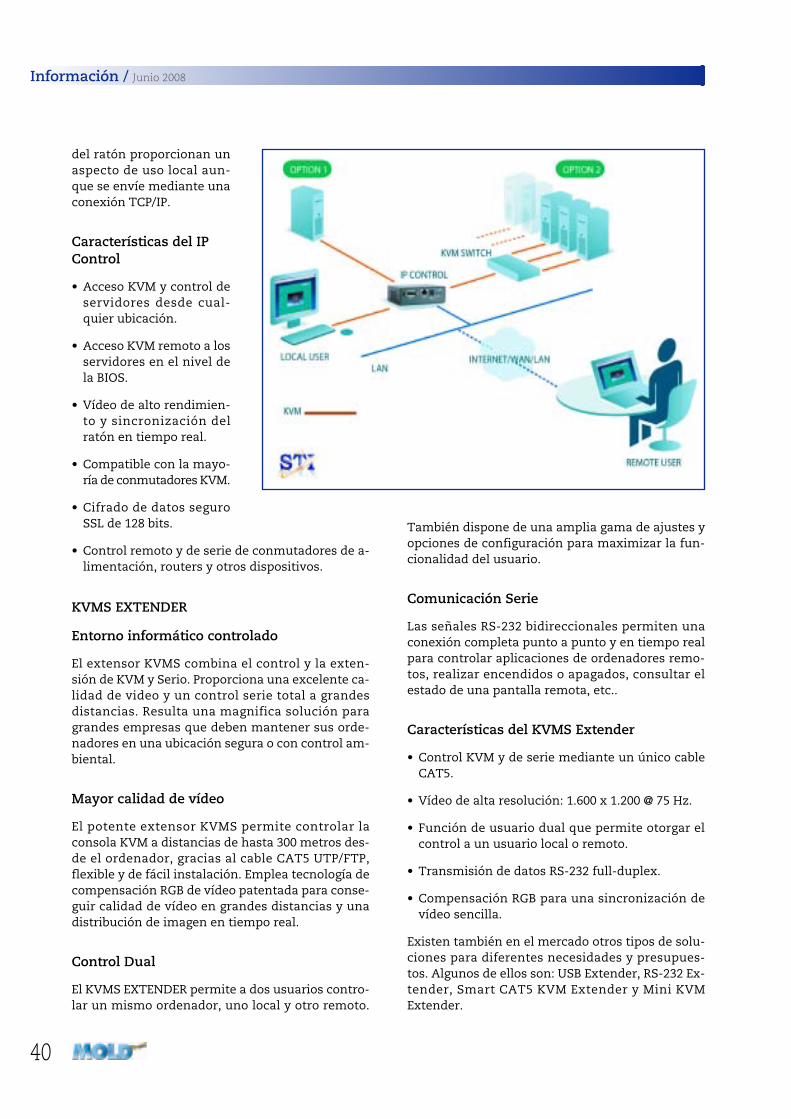
del ratón proporcionan unaspecto de uso local aun-que se envíe mediante unaconexión TCP/IP.
Características del IPControl
• Acceso KVM y control deservidores desde cual-quier ubicación.
• Acceso KVM remoto a losservidores en el nivel dela BIOS.
• Vídeo de alto rendimien-to y sincronización delratón en tiempo real.
• Compatible con la mayo-ría de conmutadores KVM.
• Cifrado de datos seguroSSL de 128 bits.
• Control remoto y de serie de conmutadores de a-limentación, routers y otros dispositivos.
KVMS EXTENDER
Entorno informático controlado
El extensor KVMS combina el control y la exten-sión de KVM y Serio. Proporciona una excelente ca-lidad de video y un control serie total a grandesdistancias. Resulta una magnifica solución paragrandes empresas que deben mantener sus orde-nadores en una ubicación segura o con control am-biental.
Mayor calidad de vídeo
El potente extensor KVMS permite controlar laconsola KVM a distancias de hasta 300 metros des-de el ordenador, gracias al cable CAT5 UTP/FTP,flexible y de fácil instalación. Emplea tecnología decompensación RGB de vídeo patentada para conse-guir calidad de vídeo en grandes distancias y unadistribución de imagen en tiempo real.
Control Dual
El KVMS EXTENDER permite a dos usuarios contro-lar un mismo ordenador, uno local y otro remoto.
También dispone de una amplia gama de ajustes yopciones de configuración para maximizar la fun-cionalidad del usuario.
Comunicación Serie
Las señales RS-232 bidireccionales permiten unaconexión completa punto a punto y en tiempo realpara controlar aplicaciones de ordenadores remo-tos, realizar encendidos o apagados, consultar elestado de una pantalla remota, etc..
Características del KVMS Extender
• Control KVM y de serie mediante un único cableCAT5.
• Vídeo de alta resolución: 1.600 x 1.200 @ 75 Hz.
• Función de usuario dual que permite otorgar elcontrol a un usuario local o remoto.
• Transmisión de datos RS-232 full-duplex.
• Compensación RGB para una sincronización devídeo sencilla.
Existen también en el mercado otros tipos de solu-ciones para diferentes necesidades y presupues-tos. Algunos de ellos son: USB Extender, RS-232 Ex-tender, Smart CAT5 KVM Extender y Mini KVMExtender.
Información / Junio 2008
40

Junio 2008 / Información
41
Las empresas españolas se encuentran cadavez en un mercado más exigente y competiti-vo; por ello el cliente exige plazos más cortos
a un menor coste sin restar calidad de las piezasfabricadas. En esta situación se encontraba la em-presa Metalúrgicas ARNAL de Moncada (Valencia),como bien explica el Sr. Juan Arnal “ La cada vezmayor competencia, tanto nacional, como interna-cional, nos hizo buscar una solución totalmentenovedosa que encontramos en el acero TOOLOX dela firma sueca SSAB”.
Metalúrgicas ARNAL es una empresa especializadaen la fabricación de útiles y herramientas paraconsumo propio de repulsado de piezas de revolu-ción, así como de embutición. Las piezas finales sedirigen tanto al sector de la Iluminación (acceso-rias de lámparas) como a la subcontratación.
Pese a que su mayor cuota de mercado se encuen-tra en el territorio nacional, también exportan a
países de la U.E. tales como Alemania, Francia, Ita-lia…, así como a otros no pertenecientes a ésta. Laempresa, que cuenta con más de 30 empleados,tiene varios tornos manuales de repulsado y decontrol numérico. Estos tornos dan forma a mate-riales tan diversos como acero dulce, acero inoxi-
TOOLOX 44

alternativas con bastantemenor durabilidad que el1.2379. Estas tres solucio-nes previas (1.2379, F-127,bronce) producían ade-más marcas en la matrizpor fatiga superficial quetransmitían a las piezasfinales.
El TOOLOX 44 se suminis-tra con una dureza de 45HRc combinada con unalto grado de resistenciamecánica y a fisuras, asícomo facilita la NO for-mación de adherenciaspor su excelente grado depulibilidad. SSAB empre-sa fabricante de TOOLOXrealiza los ensayos chapapor chapa, así el clienteobtiene unos valores to-talmente fiables de la pie-za que está trabajando.
“Como el TOOLOX no ne-cesita tratamiento térmi-co, el tiempo empleadopara fabricar una matrizquedó en 8 horas sola-mente, que son las demecanizado” como expli-ca el SR. Ramón Arnal.
Por otra parte el SR. Anto-nio López (responsable deltorno automático), comen-ta que “llevamos más demedio año con las matri-ces de TOOLOX y están co-mo el primer día”. La em-presa distribuidora oficialde TOOLOX, SERMETAL(VALENCIA), dispone demaquinaria de corte enfrío (sierras) para la trans-formación en piezas cua-dradas y rectangulares; yoxicorte de discos, bridas uotras piezas con forma nocuadrada ni rectangular;ya que TOOLOX se puedeoxicortar.
dable, cobre, latón y aluminio, con espesores com-prendidos entre 0,5 y 1,5 mm.
Previamente a TOOLOX empleaban en las matricesacero 1.2379 templado a 60 HRc, empleando unas12 horas entre pre y post mecanizado, teniendoentre ambos que llevar a templar las matrices conun plazo de espera de 1 semana aproximadamen-te. Esta solución, aparte de la larga espera producíaun alto coste de fabricación, sin contar los posiblesriesgos derivados del tratamiento térmico. Por elloutilizaban en alguna ocasión otros materiales talescomo F-127 nitrurado a 60 HRc, o bronce (400 Hb),
42
Información / Junio 2008
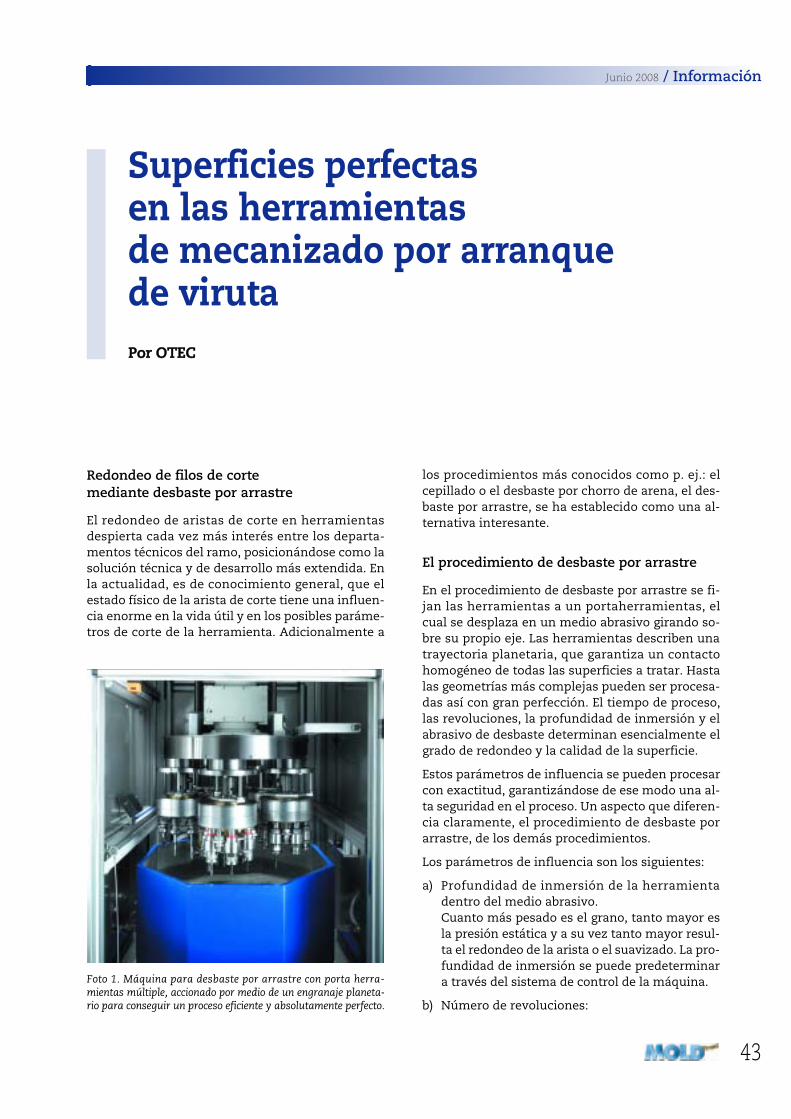
Junio 2008 / Información
43
Redondeo de filos de cortemediante desbaste por arrastre
El redondeo de aristas de corte en herramientasdespierta cada vez más interés entre los departa-mentos técnicos del ramo, posicionándose como lasolución técnica y de desarrollo más extendida. Enla actualidad, es de conocimiento general, que elestado físico de la arista de corte tiene una influen-cia enorme en la vida útil y en los posibles paráme-tros de corte de la herramienta. Adicionalmente a
los procedimientos más conocidos como p. ej.: elcepillado o el desbaste por chorro de arena, el des-baste por arrastre, se ha establecido como una al-ternativa interesante.
El procedimiento de desbaste por arrastre
En el procedimiento de desbaste por arrastre se fi-jan las herramientas a un portaherramientas, elcual se desplaza en un medio abrasivo girando so-bre su propio eje. Las herramientas describen unatrayectoria planetaria, que garantiza un contactohomogéneo de todas las superficies a tratar. Hastalas geometrías más complejas pueden ser procesa-das así con gran perfección. El tiempo de proceso,las revoluciones, la profundidad de inmersión y elabrasivo de desbaste determinan esencialmente elgrado de redondeo y la calidad de la superficie.
Estos parámetros de influencia se pueden procesarcon exactitud, garantizándose de ese modo una al-ta seguridad en el proceso. Un aspecto que diferen-cia claramente, el procedimiento de desbaste porarrastre, de los demás procedimientos.
Los parámetros de influencia son los siguientes:
a) Profundidad de inmersión de la herramientadentro del medio abrasivo.Cuanto más pesado es el grano, tanto mayor esla presión estática y a su vez tanto mayor resul-ta el redondeo de la arista o el suavizado. La pro-fundidad de inmersión se puede predeterminara través del sistema de control de la máquina.
b) Número de revoluciones:
Superficies perfectasen las herramientasde mecanizado por arranquede virutaPPoorr OOTTEECC
Foto 1. Máquina para desbaste por arrastre con porta herra-mientas múltiple, accionado por medio de un engranaje planeta-rio para conseguir un proceso eficiente y absolutamente perfecto.
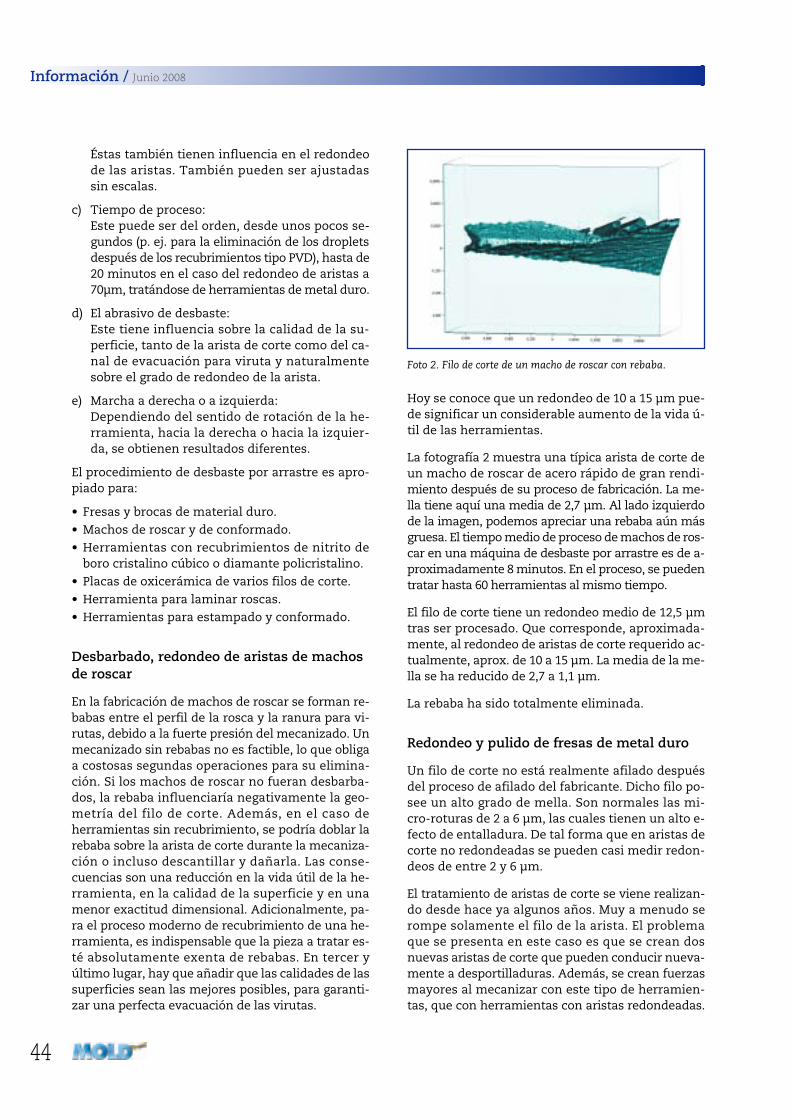
Información / Junio 2008
44
Éstas también tienen influencia en el redondeode las aristas. También pueden ser ajustadassin escalas.
c) Tiempo de proceso:Este puede ser del orden, desde unos pocos se-gundos (p. ej. para la eliminación de los dropletsdespués de los recubrimientos tipo PVD), hasta de20 minutos en el caso del redondeo de aristas a70µm, tratándose de herramientas de metal duro.
d) El abrasivo de desbaste:Este tiene influencia sobre la calidad de la su-perficie, tanto de la arista de corte como del ca-nal de evacuación para viruta y naturalmentesobre el grado de redondeo de la arista.
e) Marcha a derecha o a izquierda:Dependiendo del sentido de rotación de la he-rramienta, hacia la derecha o hacia la izquier-da, se obtienen resultados diferentes.
El procedimiento de desbaste por arrastre es apro-piado para:
• Fresas y brocas de material duro.• Machos de roscar y de conformado.• Herramientas con recubrimientos de nitrito de
boro cristalino cúbico o diamante policristalino.• Placas de oxicerámica de varios filos de corte.• Herramienta para laminar roscas.• Herramientas para estampado y conformado.
Desbarbado, redondeo de aristas de machosde roscar
En la fabricación de machos de roscar se forman re-babas entre el perfil de la rosca y la ranura para vi-rutas, debido a la fuerte presión del mecanizado. Unmecanizado sin rebabas no es factible, lo que obligaa costosas segundas operaciones para su elimina-ción. Si los machos de roscar no fueran desbarba-dos, la rebaba influenciaría negativamente la geo-metría del filo de corte. Además, en el caso deherramientas sin recubrimiento, se podría doblar larebaba sobre la arista de corte durante la mecaniza-ción o incluso descantillar y dañarla. Las conse-cuencias son una reducción en la vida útil de la he-rramienta, en la calidad de la superficie y en unamenor exactitud dimensional. Adicionalmente, pa-ra el proceso moderno de recubrimiento de una he-rramienta, es indispensable que la pieza a tratar es-té absolutamente exenta de rebabas. En tercer yúltimo lugar, hay que añadir que las calidades de lassuperficies sean las mejores posibles, para garanti-zar una perfecta evacuación de las virutas.
Foto 2. Filo de corte de un macho de roscar con rebaba.
Hoy se conoce que un redondeo de 10 a 15 µm pue-de significar un considerable aumento de la vida ú-til de las herramientas.
La fotografía 2 muestra una típica arista de corte deun macho de roscar de acero rápido de gran rendi-miento después de su proceso de fabricación. La me-lla tiene aquí una media de 2,7 µm. Al lado izquierdode la imagen, podemos apreciar una rebaba aún másgruesa. El tiempo medio de proceso de machos de ros-car en una máquina de desbaste por arrastre es de a-proximadamente 8 minutos. En el proceso, se puedentratar hasta 60 herramientas al mismo tiempo.
El filo de corte tiene un redondeo medio de 12,5 µmtras ser procesado. Que corresponde, aproximada-mente, al redondeo de aristas de corte requerido ac-tualmente, aprox. de 10 a 15 µm. La media de la me-lla se ha reducido de 2,7 a 1,1 µm.
La rebaba ha sido totalmente eliminada.
Redondeo y pulido de fresas de metal duro
Un filo de corte no está realmente afilado despuésdel proceso de afilado del fabricante. Dicho filo po-see un alto grado de mella. Son normales las mi-cro-roturas de 2 a 6 µm, las cuales tienen un alto e-fecto de entalladura. De tal forma que en aristas decorte no redondeadas se pueden casi medir redon-deos de entre 2 y 6 µm.
El tratamiento de aristas de corte se viene realizan-do desde hace ya algunos años. Muy a menudo serompe solamente el filo de la arista. El problemaque se presenta en este caso es que se crean dosnuevas aristas de corte que pueden conducir nueva-mente a desportilladuras. Además, se crean fuerzasmayores al mecanizar con este tipo de herramien-tas, que con herramientas con aristas redondeadas.
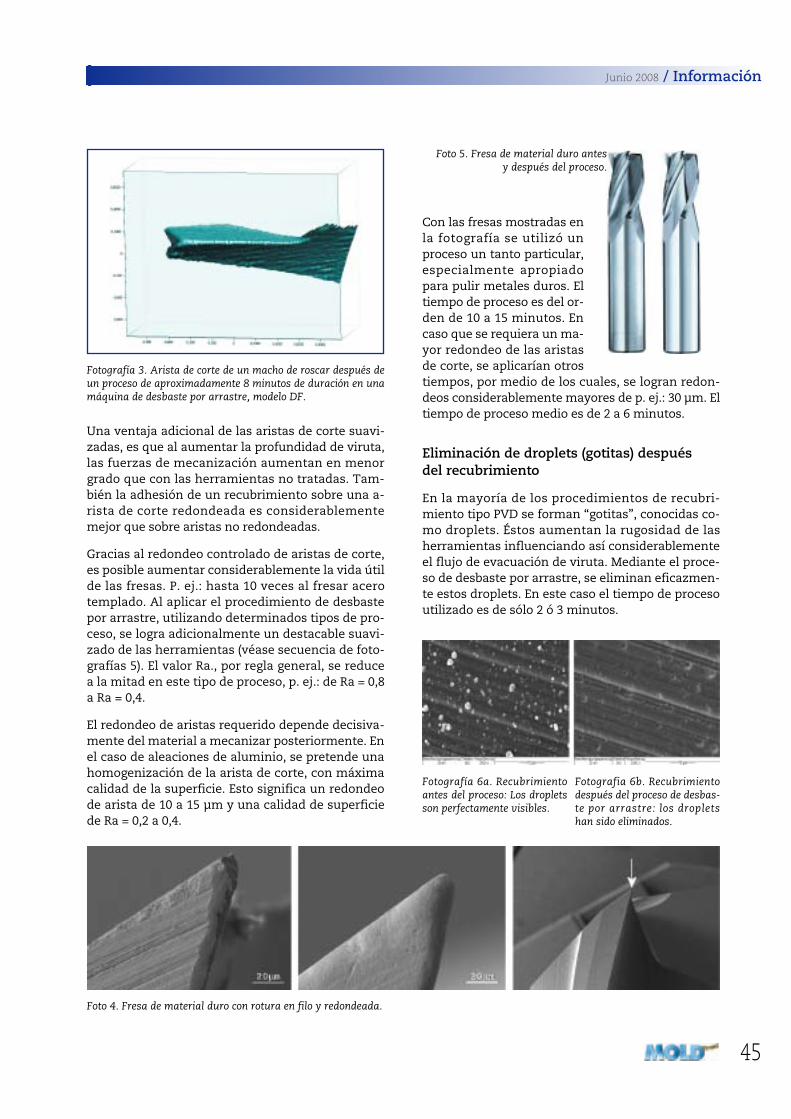
Una ventaja adicional de las aristas de corte suavi-zadas, es que al aumentar la profundidad de viruta,las fuerzas de mecanización aumentan en menorgrado que con las herramientas no tratadas. Tam-bién la adhesión de un recubrimiento sobre una a-rista de corte redondeada es considerablementemejor que sobre aristas no redondeadas.
Gracias al redondeo controlado de aristas de corte,es posible aumentar considerablemente la vida útilde las fresas. P. ej.: hasta 10 veces al fresar acerotemplado. Al aplicar el procedimiento de desbastepor arrastre, utilizando determinados tipos de pro-ceso, se logra adicionalmente un destacable suavi-zado de las herramientas (véase secuencia de foto-grafías 5). El valor Ra., por regla general, se reducea la mitad en este tipo de proceso, p. ej.: de Ra = 0,8a Ra = 0,4.
El redondeo de aristas requerido depende decisiva-mente del material a mecanizar posteriormente. Enel caso de aleaciones de aluminio, se pretende unahomogenización de la arista de corte, con máximacalidad de la superficie. Esto significa un redondeode arista de 10 a 15 µm y una calidad de superficiede Ra = 0,2 a 0,4.
Con las fresas mostradas enla fotografía se utilizó unproceso un tanto particular,especialmente apropiadopara pulir metales duros. Eltiempo de proceso es del or-den de 10 a 15 minutos. Encaso que se requiera un ma-yor redondeo de las aristasde corte, se aplicarían otrostiempos, por medio de los cuales, se logran redon-deos considerablemente mayores de p. ej.: 30 µm. Eltiempo de proceso medio es de 2 a 6 minutos.
Eliminación de droplets (gotitas) despuésdel recubrimiento
En la mayoría de los procedimientos de recubri-miento tipo PVD se forman “gotitas”, conocidas co-mo droplets. Éstos aumentan la rugosidad de lasherramientas influenciando así considerablementeel flujo de evacuación de viruta. Mediante el proce-so de desbaste por arrastre, se eliminan eficazmen-te estos droplets. En este caso el tiempo de procesoutilizado es de sólo 2 ó 3 minutos.
Fotografía 3. Arista de corte de un macho de roscar después deun proceso de aproximadamente 8 minutos de duración en unamáquina de desbaste por arrastre, modelo DF.
Foto 4. Fresa de material duro con rotura en filo y redondeada.
Foto 5. Fresa de material duro antesy después del proceso.
Fotografía 6a. Recubrimientoantes del proceso: Los dropletsson perfectamente visibles.
Fotografia 6b. Recubrimientodespués del proceso de desbas-te por arrastre: los dropletshan sido eliminados.
Junio 2008 / Información
45

46
Joven de 32 años de Hondarribia(GUIPÚZCOA) con experiencia
en ventas, busca trabajode COMERCIAL en el País Vasco,
en el sector metalúrgico.
Disponibilidad total para viajar.
Interesados contactar:[email protected]
EMPLEO

C/ Arboleda, 14 - Local 11428031 MADRID
Tel. : 91 332 52 95Fax : 91 332 81 46
e-mail : [email protected] Metalográfico de Materiales
Laboratorio de ensayo acreditado por ENAC¥ Laboratorio de ensayo de materiales : an�lisis qu�micos, ensayos mec�nicos, metalo-
gr�ficos de materiales met�licos y sus uniones soldadas.¥ Soluci�n a problemas relacionados con fallos y roturas de piezas o componentes me-
t�licos en producci�n o servicio : calidad de suministro, transformaci�n, conformado,tratamientos t�rmico, termoqu�mico, galv�nico, uniones soldadas etc.
¥ Puesta a punto de equipos autom�ticos de soldadura y rob�tica, y temple superficialpor inducci�n de aceros.
¥ Cursos de fundici�n inyectada de aluminio y zamak con pr�ctica real de trabajo en laempresa.
Tel.: 917 817 776
Fax. 917 817 126
Suscripción anual 20086 números90 euros
Suscripción anual 20086 números90 euros
47
Información / Junio 2008
48
ABRASIVOS Y MAQUINARIA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
AMPCO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
BAUTERMIC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
DELTACAD . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
EQUIPLAST . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Contraportada 2
EUROSURFAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
INDUSTRIAS TEY . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Contraportada 4
LIBRO DE LOS TRATAMIENTOS TÉRMICOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
METALOGRÁFICA DE LEVANTE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
REVISTAS TÉCNICAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Contraportada 3
SOLDAMOL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
SUMINISTROS ARRALBE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
TRATAMIENTOS TÉRMICOS ESPECIALES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . PORTADA
SEPTIEMBRE
Nº especial PROVEEDORES. Mecanizado. Fresado.
Próximo número
INDICE de ANUNCIANTES