Embed Size (px)
Citation preview
BAB III
ASPEK PASAR DAN PEMASARAN
3.1 Bentuk pasar
Industri susu UHT merupakan industri pengolahan susu sapi segar. Industri ini untuk
memenuhi kebutuhan konsumen akan susu UHT. Wilayah pasar untuk memenuhi kebutuhan
lokal dan kota lain terdekat seperti Jember, bondowoso, situbondo, pasuruhan, lumajang, dan
daerah lain di sekitar Jawa Timur. Dalam memasarkan produk susu pasteurisasi akan
melibatkan beberapa stakeholder terpilih sebagai pihak penjual langsung dan membuat outlet-
outlet penjualan di bebrapa lokasi strategis di wilayah Jember dan sekitarnya.
3.2 Permintaan dan Penawaran Susu
Permintaan susu semakin meningkat setiap hari. Berdasarkan data yang diperoleh dari
Departemen Kesehatan, pada tahun 2010 konsumsi susu di Indonesia sebesar 6 liter perkapita
pertahun, pada tahun 2011 meningkat menjadi 7,7 liter perkapita pertahun, dan pada tahun
2012 tingkat konsumsi susu mencapai 9 liter perkapita pertahun. Meningkatnya kebutuhan
konsumsi susu masyarakat setiap tahunnya dikarenakan terjadinya pertumbuhan ekonomi
Indonesia yang terus meningkat, dan meningkatnya kesadaran masyarakat akan gizi. Dengan
meningkatnya pertumbuhan ekonomi Indonesia diharapkan akan meningkatkan pendapatan
dan dampaknya akan terjadi peningkatan daya beli masyarakat.
Hingga saat ini Indonesia hanya menjadi Net Consumer akan produk susu,
dikarenakan produksi susu Indonesia hanya mampu memenuhi 20 – 25 % kebutuhan susu
Nasional dan sisanya dipennuhi melalui impor (70-80%). Menurut detik Health(2013), trend
susu di Indonesia masih didominasi oleh produk ssu bubuk dan susu kental manis dengan
angka presentase masing – masing produk sebagai berikut : susu bubuk 48,2%, susu kental
manis 43,3%, UHT 4,6%, susu steril 2,7%, dan susu pasteurisasi 1,2%. Namun, di negara-
negara maju khususnya di Eropa dan Amerika produk yang banyak dikonsumsi adalah
produk susu segar (UHT, Pasteurisasi, dan Steril). International Finance Corporation (2012),
memprediksikan pada tahun-tahun berikutnya seiring semakin tingginya pertumbuhan
ekonomi di negara-negara berkembang (termasuk Indonesia) trend konsumsi susu juga akan
mengalami pergeseran ke arah susu segar.
Maka, dengan jumlah penduduk yang mencapai 220 juta jiwa dan tingkat
pertumbuhan ekonomi yang semakin tinggi Indonesia merupakan pasar yang sangat potensial
untuk pengembangan olahan produk susu berupa susu segar (UHT).
3.3 Proyeksi Pasar
Selama 5 tahun terakhir produksi susu segar Indonesia secara bertahap terus
meningkat dari 126.923 ton di tahun 2008 menjadi 282.080 ton di tahun 2013. Dan rata – rata
peningkatannya sebesar 17,4%. Peningkatan produksi susu segar diikuti juga dengan
peningkatan konsumsi susu segar masyarakat Indonesia meningkat dari 16,3% menjadi
20,6%.
Pada tahun 2013 konsumsi susu segar masyarakat Indonesia sebesar 283.810 ton yang
bernilai Rp. 4 triliun. Dengan seiring perubahan trend konsumsi produk susu yang
berkembang di masyarakat, kebutuhan pasar akan produk susu UHT semakin tinggi. melihat
kondisi tersebut, merupakan sebuah peluang besar yang harus ditindak lanjuti dan merupakan
usaha yang menjajikan.
3.4 Segmentasi dan Target Pasar (Market Segmenting and Targeting)
Segmentation atau segmentasi adalah proses membagi pasar menjadi segmen-segmen
berdasarkan karakteristik dan kebutuhan pelanggan. Segmentasi terbagi menjadi 3 bagian
yaitu segmentasi demografis, geografis, dan psikografis.
Segmentasi dalam produk Susu UHT ini adalah untuk semua usia yang menyukai
susu dan untuk semua kalangan mulai dari kalangan bawah, menengah hingga kalangan atas
karena harga yang sangat terjangakau. Oleh karena itu produk susu UHT ini untuk semua
usia dan segala kalangan pun dapat membeli produk susu UHT ini. Namun, karena rata-rata
susu itu dibutuhkan untuk anak-anak yang sedang mengalami masa pertumbuhan jadi produk
ini diutamakan untuk anak-anak. Namun remaja pun juga dapat mengkonsumsi susu ini,
karena produk ini dapat dikonsumsi oleh seluruh usia. Target pemasaran produk susu UHT
ini adalah memenuhi kebutuhan susu untuk seluruh wilayah Jawa Timur dan sekitarnya.
3.5 Situasi Persaingan
Di Jawa Timur, terdapat beberapa pabrik pengolahan susu UHT yang tersebar di
beberapa tempat, diantaranya adalah Indolakto di Pasuruhan, Susu Greenfield di Malang dan
yang terdekat ialah pabrik pengolahan susu Milku di Jember. Di daerah sekitar Jember,
hampir tidak ada usaha pengolahan susu UHT lain selain pabrik Milku, yang akhir-akhir ini
dikabarkan telah mengalami kebangkrutan dan segera akan ditutup. Di daerah jember, masih
ada pengolahan susu lain namun dalam skala industri kecil seperti produsen susu segar dan
susu pasteurisasi di daerah rembangan. Penjualan yang dilakukan di darah tersebut hanya
dalam lingkup sekitar jember dan susu pasteurisasi yang di jual juga dalam bentuk sederhana
yang di kemas dalam plastik dan dalam jumlah yang terbatas pula. Dengan adanya peluang
tersebut maka pendirian pabrik susu UHT di daerah Jember dirasa sangat potensial guna
memenuhi permintaan susu UHT khususnya di daerah sekitar Jember dan Jawa Timur.
Berdasarkan data dari Dirjen Peternakan, Departemen Pertanian produksi susu di
Indonesia pada tahun 2000-2007 rata-rata mengalami kenaikan setiap tahunya, dan produksi
susu tertinggi dari beberapa Provinsi di Indonesia menunjukkan bahwa Provinsi Jawa Timur
memegang posisi tertinggi. Berdasarkan hal tersebut, maka pendirian pabrik di daerah Jawa
Timur dirasa sangat potensial dan aspek pengadaan bahan baku yang menjadi tolak ukur
kelancaran produksi tidak akan mengalami kesulitan. Prospek usaha susu UHT ini sangat
potensial di kembangkan lebih lanjut mengingat setiap tahunya konsumsi susu di Indonesia
per kapitan pertahun terus mengalami kenaikan meskipun kenaikan tersebut tidak siknifikan.
Dengan adanya hal tersebut pabrik susu UHT yang akan kami dirikan ini berpotensi untuk
dapat memenuhi permintaan pasar akan susu UHT di Indonesia, khususnya di daerah sekitar
Jember dan Jawa Timur.
3.6 Posisi dan Harga Produk (Positioning dan Pricing)
Produk yang dijual PT MY MILK INDUSTRY ialah susu pasteurisasi yang
merupakan Susu hasil pengolahan secara Pasteurisasi dan dikemas dalam cup ekonomis
berisi…..ml. Salah satu pertimbangan yang sering di gunakan konsumen dalam membeli
suatu produk ialah harga. Dalam menentukan harga ada beberapa faktor yang berpengaruh,
seperti, biaya variabel, biaya tetap, jumlah pesaing dsb. Adapun Harga yang ditetapkan oleh
PT MY MILK INDUSTRY untuk mampu bersaing dengan perusahaan lain dengan harga jual
yang terjangkau untuk seluruh lapisan masyarakat agar produk kami dapat diterima oleh
konsumen luas. Adapun harga distributor untuk setiap kemasan …..ml sebesar Rp……
Dari segi target pemasaran, produk PT MY MILK INDUSTRY dirancang guna
memenuhi kebutuhan susu UHT untuk seluruh wilayah di sekitar Jmber dan lebih luasnya di
seluruh daerah di Jawa Timur. Promotion yang dilakukan PT MY MILK INDUSTRY
diantaranya adalah dengan pemasangan iklan baik melalui media elektronik maupun media
cetak. Untuk menjalankan 4P sangat dibutuhkan tim marketing yang sangat solid. Tim
marketing akan sangat aktif melakukan promotion sehingga buat kedepan bisa membangun
sistem jaringan marketing yang bisa menspport penjualan produk PT MY MILK INDUSTRY
diatas. Salah satu strategi yang akan dijalankan dengan memperdayakan masyarakat untuk
meningkatkan ekonomi mereka, diantaranya dengan membangun dan mendorong masyarakat
yang ada dilingkungan sekitar untuk menjadi mitra. Bentuk kerjasama yaitu, perusahaan
menarik warga sekitar sebagai karyawan dan buruh di PT MY MILK INDUSTRY. Susu
UHT yang di jual oleh PT MY MILK INDUSTRY ialah jenis susu UHT yang berkualitas
baik. Susu UHT adalah susu segar atau susu rekonstitusi atau susu rekombinasi yang
disterilkan pada suhu tidak kurang dari 135C selama 2 detik dan dikemas segera dalam
kemasan yang steril dan secara aseptis. Adapun persyaratan minimum susu UHT diantaranya
adalah :
Kadar lemak susu tidak kurang dari 3,25%;
Total padatan bukan-lemak tidak kurang dari 8,25%.
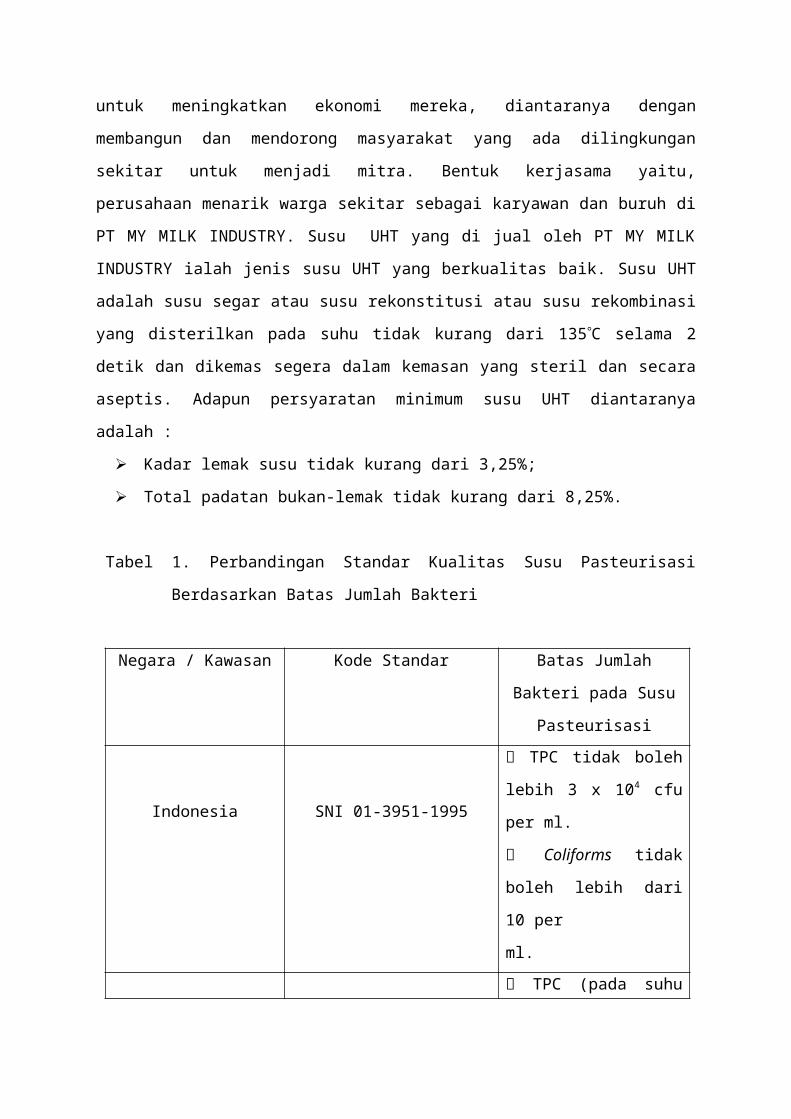
Tabel 1. Perbandingan Standar Kualitas Susu Pasteurisasi Berdasarkan Batas Jumlah
Bakteri
Negara / Kawasan Kode Standar Batas Jumlah Bakteri pada
Susu Pasteurisasi
Indonesia SNI 01-3951-1995
TPC tidak boleh lebih 3
x 104 cfu per ml.
Coliforms tidak boleh
lebih dari 10 per
ml.
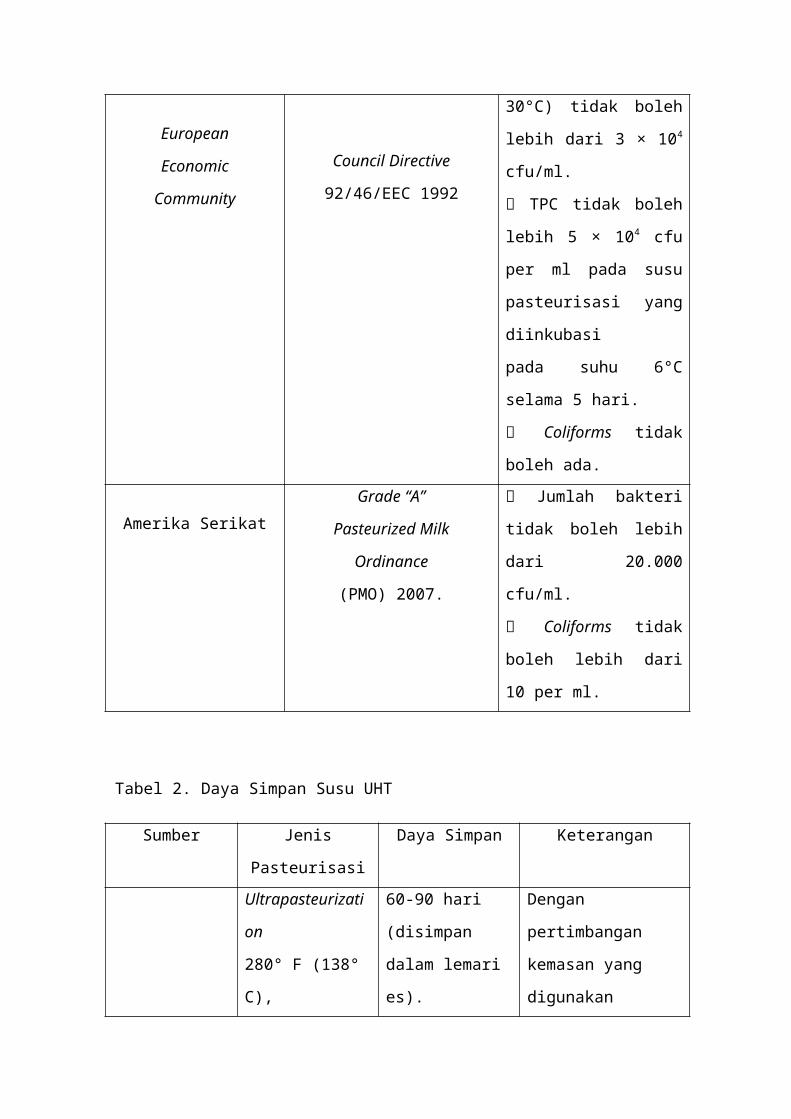
European
Economic
Community
Council Directive
92/46/EEC 1992
TPC (pada suhu 30°C)
tidak boleh lebih dari 3 ×
104 cfu/ml.
TPC tidak boleh lebih 5
× 104 cfu per ml pada susu
pasteurisasi yang
diinkubasi
pada suhu 6°C selama 5
hari.
Coliforms tidak boleh
ada.
Amerika Serikat
Grade “A”
Pasteurized Milk
Ordinance
(PMO) 2007.
Jumlah bakteri tidak
boleh lebih dari 20.000
cfu/ml.
Coliforms tidak boleh
lebih dari 10 per ml.
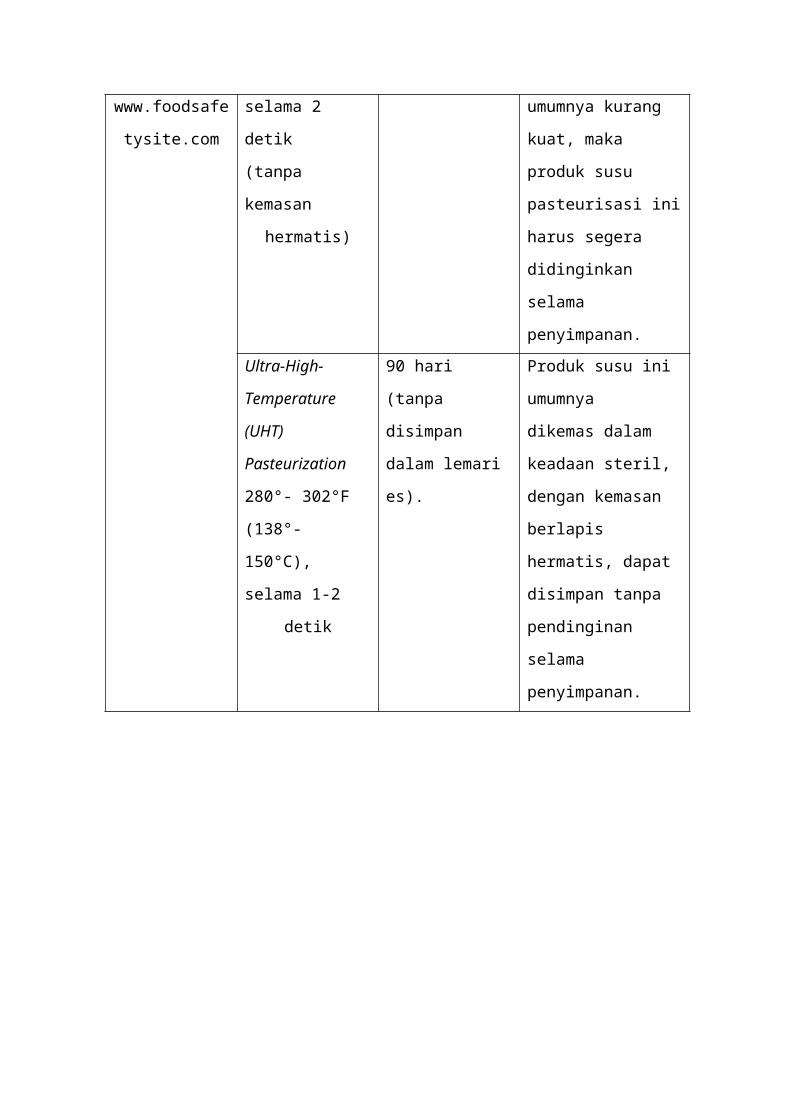
Tabel 2. Daya Simpan Susu UHT
Sumber Jenis Pasteurisasi Daya Simpan Keterangan
www.foodsafetysi
te.com
Ultrapasteurization
280° F (138° C),
selama 2 detik
(tanpa kemasan
hermatis)
60-90 hari
(disimpan dalam
lemari es).
Dengan pertimbangan
kemasan yang
digunakan umumnya
kurang
kuat, maka produk susu
pasteurisasi ini harus
segera didinginkan
selama penyimpanan.
Ultra-High-
Temperature
(UHT)
Pasteurization
280°- 302°F (138°-
150°C), selama 1-2
detik
90 hari
(tanpa disimpan
dalam lemari es).
Produk susu ini
umumnya
dikemas dalam keadaan
steril, dengan kemasan
berlapis hermatis, dapat
disimpan tanpa
pendinginan selama
penyimpanan.
IV. ASPEK TEKNIS DAN TEKNOLOGIS
4.1 Rencana Kapasitas Pabrik
Kapasitas merupakan suatu kemampuan pembatas dari unit produksi untuk
berproduksi dalam waktu tertentu. Penentuan kapasitas pabrik tepung ikan yang akan
didirikan menggunakan 2 pertimbangan :
a.Berdasarkan besarnya peluang pasar (market space) dan besarnya pasar yang dapat
dimanfaatkan (market share).
b. Ketersediaan bahan baku di Kabupaten Jember. Besarnya suplai bahan baku
ditentukan berdasarkan produktifitas harian susu segar di Kabupaten Jember.
Usaha susu UHT ini berskala industri dengan total produksi susu pasteurisasi
mencapai 600.000 liter per tahun. Adapun bahan baku yang digunakan yakni susu segar yang
berasal dari peternak sapi perah lokal yang berada di wilayah kabupaten Jember.
4.2 Penentuan Lokasi Pabrik
Penentuan dan penetapan lokasi pabrik merupakan salah satu faktor penting yang
perlu dipertimbangkan dengan baik sebelum proyek diimplementasikan. Lokasi ini
berhubungan dengan dengan bahan baku, fasilitas kelancaran produksi, kedekatan dengan
daerah pemasaran, tenaga kerja yang siap pakai serta sarana dan prasarana transportasi.
Pabrik yang akan didirikan berlokasi dikabupaten Jember dengan site desa
Rembangan. Kabupaten Jember merupakan daerah yang tepat untuk lokasi pembangunan
pabrik susu UHT. Beberapa alasan yang mendukung keputusan tersebut adalah :
a. Biaya bahan baku yang relatif murah dengan ketersediaan yang sangat besar dan
stabil.
b. Kabupaten Jember terletak diantara Surabaya dan Denpasar sehingga memudahkan
jalur distribusi pemasaran.
c. Perilaku masyarakat Jember yang sangat mendukung keberadaan industri susu UHT
didaerahnya sehingga menguntungkan dari segi kesinambungan bahan baku dan
keamanan pabrik.
d. Sarana dan prasarana transportasi dan komunikasi yang memadai.
4.3 Teknologi Pengolahan Susu UHT
Proses pembuatan susu UHT menurut Anonimc (2010) adalah sebagai berikut:
1. Proses Separasi
Pada proses separasi ini bertujuan untuk mengetahui jumlah lemak yang harus
ditambahkan atau dikurangi untuk memenuhi kriteria standar produk. Umumnya susu
segar memiliki kadar lemak sekitar 3.5%. Untuk produksi plain milk, kadar lemak susu
segar diturunkan hingga 2.8% - 3.1% dan hal ini dipertahankan sampai akhir proses
produksi. Penurunan kadar lemak ini dilakukan dengan memisahkan krim susu segar
dengan menggunakan tangki separator. Sebelum dilakukan proses separasi lemak,
terlebih dahulu dilakukan pemanasan pendahuluan. Pemanasan pendahuluan ini
dilakukan secara perlahan dan bertahap untuk menurunkan viskositas susu sehingga
proses separasi lebih efektif. Selain itu, pemanasan ini juga bertujuan untuk menurunkan
populasi bakteri. Pemanasan ini berlangsung pada suhu 70oC – 80oC selama kurang lebih
15 detik.
2. Proses Mixing
- Whole Mixing
Proses pencampuan dilakukan secara menyeluruh pada bahan yang digunakan. Bahan
dicampur dengan dicampurkan dengan bahan-bahan pembantu emulsifier, stabilizer, dan
lain-lain. Sebelum dilakukan pencampuran, susu dilewatkan pada heater sehingga suhu
susu naik menjadi sekitar 55oC. Pemanasan ini berfungsi untuk menaikkan suhu sebelum
proses pasteurisasi. dan juga untuk memudahkan pelarutan bahan-bahan pembantu.
- Half Mixing
Proses pencampuran dilakukan secara bertahap, yaitu sekitar 50% jumlah susu yang
ada di storage tank dialirkan ke tangki pencampur (mixing tank) dan dicampurkan dengan
bahan-bahan pembantu seperti gula, garam, flavor, emulsifier, stabilizer, dan lain-lain
dengan jumlah sesuai dengan formula yang telah ditentukan. Sedangkan 50% susu lainnya
langsung dipasteurisasi dan dihomogenisasi. Susu yang telah dicampur dengan bahan-
bahan pembantu dan susu yang tidak dicampur dengan bahan pembantu kemudian
disatukan kembali di storage tank setelah proses pasteurisasi dan homogenisasi. Sebelum
dilakukan pencampuran, susu dilewatkan pada heater sehingga suhu susu naik menjadi
sekitar 55oC. Pemanasan ini berfungsi untuk menaikkan suhu sebelum proses pasteurisasi.
dan juga untuk memudahkan pelarutan bahan-bahan pembantu.
- High Temperature Short Time
Untuk produksi plain milk, dilakukan proses pasteurisasi pada suhu 75oC selama 15
detik. Proses pasteurisasi ini bertujuan untuk meningkatkan efisiensi homogenisasi. Panas
pada susu akan menyebabkan rusaknya kemampuan globula-globula lemak untuk
melakukan flokulasi (bergerombol), sehingga viskositas susu menurun. Globula-globula
lemak yang bebas itu dapat dengan mudah diperkecil ukurannya dalam proses
homogenisasi. Selain itu, proses pasteurisasi akan menginaktivasi enzim lipase sehingga
dapat mencegah degradasi lemak oleh lipase selama proses homogenisasi. Degradasi
lemak ini dapat meningkatkan asiditas susu.
- Low Temperature Long Time
Untuk produksi plain milk, dilakukan proses pasteurisasi pada suhu 60oC selama 1
menit. Proses pasteurisasi ini bertujuan untuk meningkatkan efisiensi homogenisasi. Panas
pada susu akan menyebabkan rusaknya kemampuan globula-globula lemak untuk
melakukan flokulasi (bergerombol), sehingga viskositas susu menurun. Globula-globula
lemak yang bebas itu dapat dengan mudah diperkecil ukurannya dalam proses
homogenisasi. Selain itu, proses pasteurisasi akan menginaktivasi enzim lipase sehingga
dapat mencegah degradasi lemak oleh lipase selama proses homogenisasi. Degradasi
lemak ini dapat meningkatkan asiditas susu.
4. Homogenisasi
- Homogenisasi upstream
Upstream adalah proses homogeniasi yang dilakukan di hulu. Pada metode ini, produk
akan mengalami homogenisasi terlebih dahulu kemudian mengalami sterilisasi dan
cooling.
- Homogenisasi downstream
Downstream yaitu proses homogenisasi yang dilakukan di hilir. Susu akan mengalami
proses sterilisasi terlebih dahulu kemudian mengalami homogenisasi dan cooling.
5. Pemanasan UHT (Main Heating)
Metode yang digunakan untuk proses susu UHT menurut Wang Chicky (2008) dapat
berupa :
- Pemanasan langsung
Pada tahap main heating, susu dipanaskan pada suhu 140oC langsung pada sumber
panas. Steam yang digunakan untuk metode ini harus food grade.
- Pemanasan tidak langsung
Metode Tidak Langsung (indirect), dimana proses pemanasan dan pendinginan
produk dilakukan secara bertahap menggunakan heat exchanger. Pada tahap main heating,
susu dipanaskan pada suhu 140oC secara tidak langsung dengan Tubular Heat Exchanger.
Steam yang digunakan untuk metode ini harus food grade.
6. Pendinginan
Setelah disterilisasi dan dihomogenisasi, susu didinginkan secara bertahap. Mula-
mula pendinginan susu dilakukan pada regenerator, yaitu susu yang telah disterilisasi
memberikan panasnya kepada susu yang lebih dingin yang masuk ke dalam rege-nerator.
Setelah itu, pendinginan dilakukan dengan cooler yang menggunakan air pendingin dari
menara pendingin (cooling tower).
7. Filling dan Packing
Pengisian dan pengemasan susu UHT dilakukan dengan cara aseptik. Oleh karena itu
menuntut kondisi susu, bahan pengemas, dan juga mesin pengmas dalam keadaan aseptik.
4.4 Mesin dan Peralatan
Susu UHT adalah susu yang telah mengalami proses UHT atau pemanasan, yakni
proses yang dilakukan melalui pemanasan setiap komponen (partikel) dalam susu pada suhu
137-140oC selama 2 detik, yang segera diikuti dengan proses pendinginan. Adapun penerapan
teknologi pada industri susu UHT ialah dengan mempergunakan suhu yang sangat tinggi dan
mempersingkat waktu pemanasan susu. Peralatan teknologi tinggi dapat membantu proses
UHT susu seperti penggunaan mesin UHT yang mampu memperkecil kemungkinan
kontaminasi bakteri selama proses produksi.
Susu yang telah di pasteurisasi kemudian diberi inovasi rasa melalui berbagai varian
rasa seperti coklat, vanilla dan rasa buah-buahan seperti strawbery, orange, anggur, durian,
serta ada pula varian rasa mix atau campuran berbagai rasa. Produk Fresh milk ini dikemas
dalam cup ekonomis siap konsumsi yang tersedia dalam ukuran 150 ml dan 250 ml. Proses
penegmasan dilakukan menggunakan mesin packaging yang berstandar tingkat higienis yang
tinggi serta ramah lingkungan. Adapun kemasan cup yang digunakan berasal dari bahan dasar
plastic yang telah berstrandar nasional (SNI) sehingga aman digunakan sebagai kemasan
minuman atau makanan. Dengan aplikasi inovasi tersebut diharapkan mampu meningkatkan
konsumsi susu cair segar dalam hal ini susu pasteurisasi di masyarakat.
Pada pembuatan susu UHT mesin yang digunakan antara lain adalah
Tangki Penyimpanan (Storage Tank)
Tangki penyimpanan terbuat dari stainless steel dan berfungsi untuk menyimpan dan
mencegah kerusakan susu sebelum memasuki tahap berikutnya. Alat ini dilengkapi dengan
agitator berbentuk baling-baling dengan daya 0.75 HP. Skema tangki penyimpanan dapat
dilihat pada Gambar 4.1
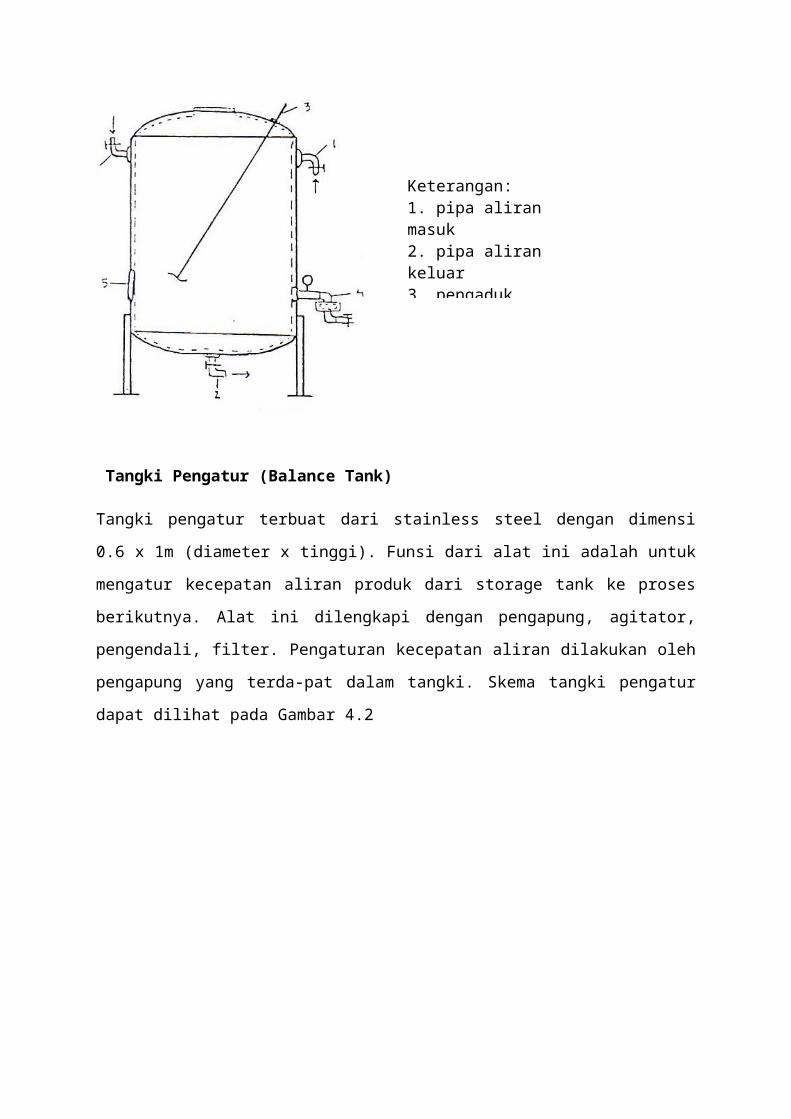
Tangki Pengatur (Balance Tank)
Keterangan: 1. pipa aliran masuk 2. pipa aliran keluar 3. pengaduk 4. kontrol suhu 5. pintu kontrol
Tangki pengatur terbuat dari stainless steel dengan dimensi 0.6 x 1m (diameter x tinggi).
Funsi dari alat ini adalah untuk mengatur kecepatan aliran produk dari storage tank ke proses
berikutnya. Alat ini dilengkapi dengan pengapung, agitator, pengendali, filter. Pengaturan
kecepatan aliran dilakukan oleh pengapung yang terda-pat dalam tangki. Skema tangki
pengatur dapat dilihat pada Gambar 4.2
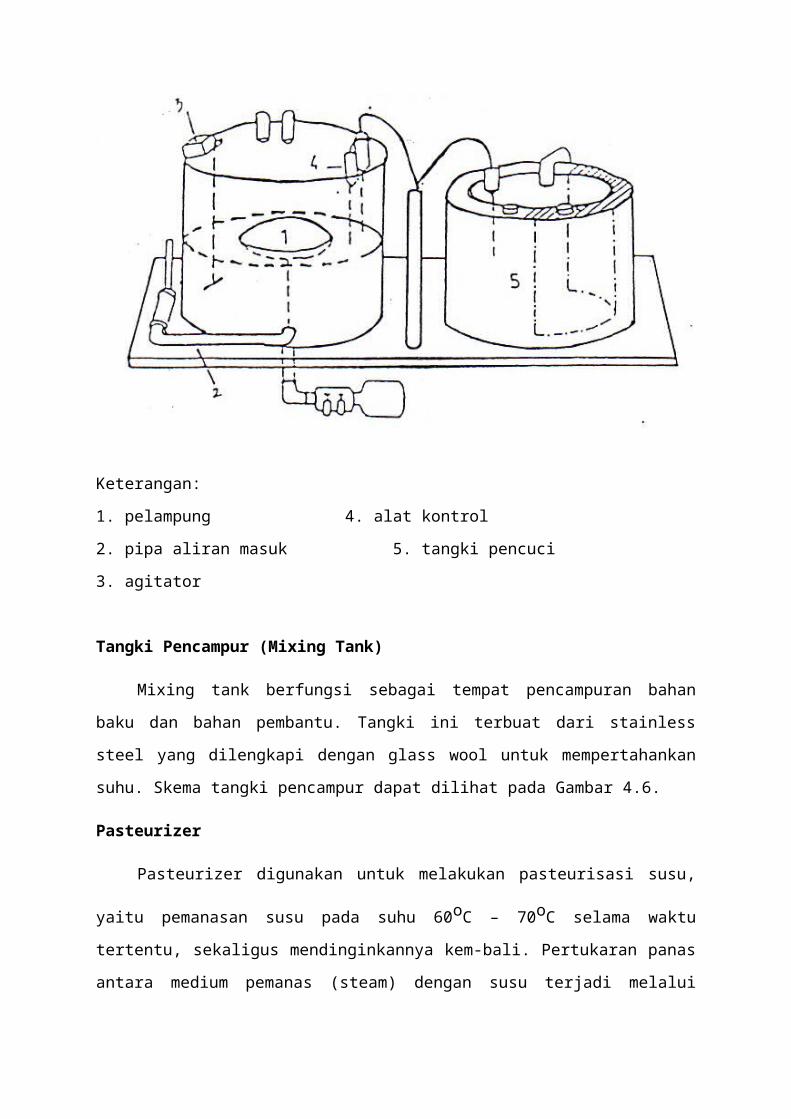
Keterangan:
1. pelampung 4. alat kontrol
2. pipa aliran masuk 5. tangki pencuci
3. agitator
Tangki Pencampur (Mixing Tank)
Mixing tank berfungsi sebagai tempat pencampuran bahan baku dan bahan pembantu.
Tangki ini terbuat dari stainless steel yang dilengkapi dengan glass wool untuk
mempertahankan suhu. Skema tangki pencampur dapat dilihat pada Gambar 4.6.
Pasteurizer
Pasteurizer digunakan untuk melakukan pasteurisasi susu, yaitu pemanasan susu pada
suhu 60oC – 70oC selama waktu tertentu, sekaligus mendinginkannya kem-bali. Pertukaran
panas antara medium pemanas (steam) dengan susu terjadi melalui plat-plat logam yang
disebut Plate Heat Exchanger (PHE). Secara umum, pasteurizer terdiri dari beberapa bagian,
yaitu (1) pemanasan regeneratif, (2) pemanasan, (3) penahan panas (holding section), (4)
pendinginan regeneratif, dan pendinginan utama. Kecepatan aliran produk pada pasteurizer
adalah 12.000 liter per jam. Unit alat pasteurizer dapat dilihat pada Gambar 4.7, dan plate
heat exchanger dapat dilihat pada Gambar 4.8.
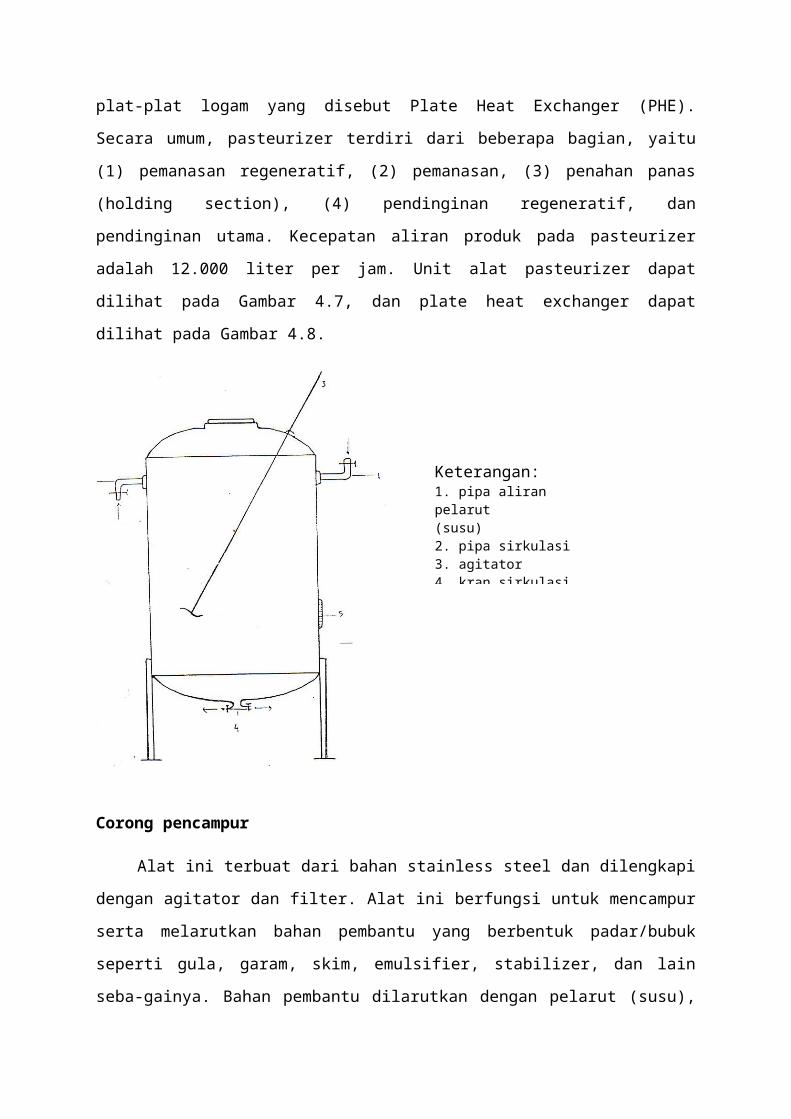
Corong pencampur
Alat ini terbuat dari bahan stainless steel dan dilengkapi dengan agitator dan filter. Alat
ini berfungsi untuk mencampur serta melarutkan bahan pembantu yang berbentuk
padar/bubuk seperti gula, garam, skim, emulsifier, stabilizer, dan lain seba-gainya. Bahan
pembantu dilarutkan dengan pelarut (susu), disaring, kemudian dialir-kan ke tangki
pencampur melalui pipa penghubung. Skema corong pemisah dapat dilihat pada Gambar 4.9.
Homogenizer
Homogenizer berfungsi untuk memecah globula-globula lemak agar ukurannya
seragam/homogen. Prinsip kerja dari alat ini adalah mengalirkan produk melalui celah
dengan tekanan tertentu. Aliran dari celah ini mengakibatkan terjadinya hambatan aliran
prioduk sehingga terjadi gesekan antara globula lemak. Karena adanya perbe-daan tekanan
Keterangan: 1. pipa aliran pelarut (susu) 2. pipa sirkulasi 3. agitator 4. kran sirkulasi 5. pintu kontrol
pada aliran maka akan terbentuk gelembung-gelembung uap yang kemudian pecah dan
memperkecil ukuran globula lemak.
Keterangan: a. pemanas b. regenerator c. pendingin d. pompa e. tabung pengaman f. gauge meter g. termometer
Single plate yang dilengkapi dengan korugasi untuk memperluas penampang. Gasket
berfungsi untuk mecegah susu atau steam masuk ke dalam lubang.
Corong pencampur
Sterilizer
Fungsi dari sterilizer adalah untuk mensterilkan produk agar terbebas dari
mikroorganisme termasuk spora. Pada sterilizer digunakan alat penukar panas yang
berbentuk tubular atau yang lebih dikenal dengan nama Tubular Heat Exchanger (THE). Alat
ini berbentuk pipa-pipa berlapis dan terbuat dari stainless steel. Skema dari turbular heat
exchanger dapat dilihat pada Gambar 4.10.
Aseptic Filling Machine
Aseptic filling machine terbuat dari stainless steel. Alat ini digunakan untuk mengisi
dan mengemas susu UHT yang sudah jadi.
Skema Tubular Heat Exchanger (THE)
Keterangan: 1. pengaduk/agitator 2. pipa penghubung 3. penyaring
Straw Machine (Mesin Pembuat Sedotan)
Alat ini digunakan untuk membuat sedotan dengan meniup adonan polipropilen
melalui celah kecil hingga membentuk batangan berongga.
Straw Packer
Alat ini digunakan untuk mengemas sedotan ke dalam kemasan plastik.
Straw Applicator (Mesin Penempel Sedotan)
Straw applicator digunakan untuk menempelkan sedotan (straw) pada kemasan
produk jadi. Prinsip kerja dari alat ini adalah sedotan dimasukkan melalui feeding wheel
kemudian dipotong oleh knife. Kecepatan pak yang masuk diatur oleh carrier kemudian
sedotan ditempelkan pada pak dengan lem.
Cardboard Packer Machine (Mesin Pengepak)
Carboard packer machine berfungsi untuk mengemas produk jadi ke dalam karton
box. Alat ini dolengkapi dengan cap machine yang berfungsi untuk menyedot karton sebelum
diisi oleh produk jadi. Selain itu terdapat pula hot melt tank yang berfungsi untuk
menampung dan mangatur keluarnya lem yang disemprotkan ke karton agar sisi kemasan
karton tersebut melekat.
4.5 Tenaga Kerja
Jumlah tenaga kerja keseluruhan yang diperlukan dalam proses pengolahan susu
UHT adalah sebanyak 50 orang tenaga kerja yang terlatih dan handal. Jumlah tenaga kerja
terdiri atas 1 orang manager, 4 orang supervisor, dan 16 orang staff yang akan menangani
proses produksi susu UHT. Sedangkan untuk bagian pemasaran atau marketing akan
memperkerjakan 26 orang, kemudian didukung tenaga operator produksi 3 orang dan security
sebanyak 4 orang.
4.6 Penentuan Kebutuhan Ruang dan Lahan Pabrik
Kebutuhan ruang untuk produksi, non-produksi maupun lahan untuk halaman pabrik dan
tempat berbagai fasilitas pendukung dihitung seefisien mungkin. Beberapa pedoman dalam
penghitungan kebutuhan ruang dan lahan adalah sebagai berikut :
a. Kebutuhan ruang untuk produksi adalah luas ruang minimal sesuai dimensi alat/mesin
ditambah luas untuk kebutuhan alat-alat bantu ditambah space minimal untuk tenaga
kerja dikalikan dengan allowance untuk aktivitas tenaga kerja.
b. Besarnya Allowance yang diijinkan adalah 150 persen
c. Space minimal ditentukan berdasarkan analisa time motion study yang
mempertimbangkan aspek keamanan dan keselamatan tenaga kerja, kebersihan ruang,
kontaminasi bahan, getaran, panas dan kebisingan mesin, ergonomika serta efektifitas
kerja secara keseluruhan.
d. Kebutuhan total areal pabrik adalah total kebutuhan ruangan produksi dan non-produksi
dikalikan 200 persen.
4.7 Tata Letak Bangunan Pabrik (Lay out)
Pada proses pengolahan susu UHT ini tediri dari beberapa proses yang kontinyu untuk
menghasilkan produk akhir. Secara umum, proses utama dari pengolahan susu UHT ini
homogenizer, Main Heating (UHT), dan packing. Pada perancangan tata letak ini dibuat
lurus sesuai denga urutan proses yang akan dilewati dari pertama sampai akhir tanpa
putus. Perancangan tata letak alat produksi yang lurus dan sesuai urutan proses dapat
mengurangi biaya yang dapat dikeluarkan bila dibandingkan dengan tata letak yang tidak
beraturan. Karena bila semakin jauh jarak antar proses, maka biaya yang dikeluarkan
akan dapat ditekan. Selain itu tata letak alat produksi seperi ini dapat menekan
kemungkinan kontaminasi silang dari bahan baku ke produk jadi karena bahan baku
diproses secara berurutan lurus sesuai alur tanpa putus, sehingga letak dari bahan baku
produk tidak akan bersinggungan lagi dengan produk yang sudah jadi. Dan juga tata letak
alat produksi seperti dalam gambar diatas cocok dengan bentuk ruang produksi yang
memanjang. Penggunaan pengaturan tata letak alat proses yang lurus dan sesuai alur
produksi ini dapat memudahkan pada proses instalasi alat pada pertama kali membangun
dan pengawasan pada mesin yang bekerja, sehingga bila ada trouble dapat dicek dengan
mudah di bagian mana letak trouble tersebut karena susunan mesin yang teratur yang
kemudian dapat segera diperbaiki oleh teknisi.
Keterangan :
A : Ruang Receptionist O : Ruang Penyimpanan dan Pendinginan
B : Ruang Pertemuan P : Ruang Produk Jadi Yang Siap Didistribusikan
C : Ruang Manager Q : Jalur
D : Ruang Administrasi R : Ruang Ganti Pakaian
E : Laboratorium S : Ruang Loker
F : Pantry T : Kantin
G : Toilet U : Parkir Karyawan Produksi
H : Ruang Masuk Karyawan
Produksi V : Parkir Direksi
I : Ruang Sterilisasi W : Parkir Karyawan Kantor dan Tamu
J : Ruang Penerimaan
Bahan Baku X : Taman
K : Ruang Persiapan Bahan Y : Pos Keamanan
L : Ruang Proses Pengolahan Z : Masjid
M : Ruang Filling
N : Ruang Pengepakan
4.8 Rencana Tahun Operasi Proyek Pabrik Susu UHT
Pabrik Susu UHT direncanakan sudah mulai dioperasikan pada tahun 2014 sampai
tahun 2020. Adapun tahapan operasi pabrik dimulai dengan tahap persiapan,
pembangunan dan konstruksi pabrik serta produksi susu UHT. Karena pada awal tahun
proyek (tahun ke-1) pembangunan dan penyempurnan konstruksi pabrik dan
infrastrukturnya masih berlangsung maka pabrik hanya dapat berproduksi pada kapasitas
50%. Pada tahun kedua (tahun 2015) 80%, tahun ketiga (2016) 90% dan tahun ke-4 sampai
ke-6 (tahun 2017 – 2020) pada kapasitas 100 persen.


























