Embed Size (px)
Citation preview

Keeping the Customer First
T U N G A L O Y
Najbardziej ekonomiczne rozwiązanie dla wiercenia!
Tungaloy Report No. 409-PL
Wiertło na płytki
Typ TDS
NOWOŚĆ
2
1 2
3
4
6
5
28.2
28.1
28.0
27.9
28.2
28.1
28.0
27.9
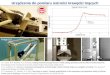
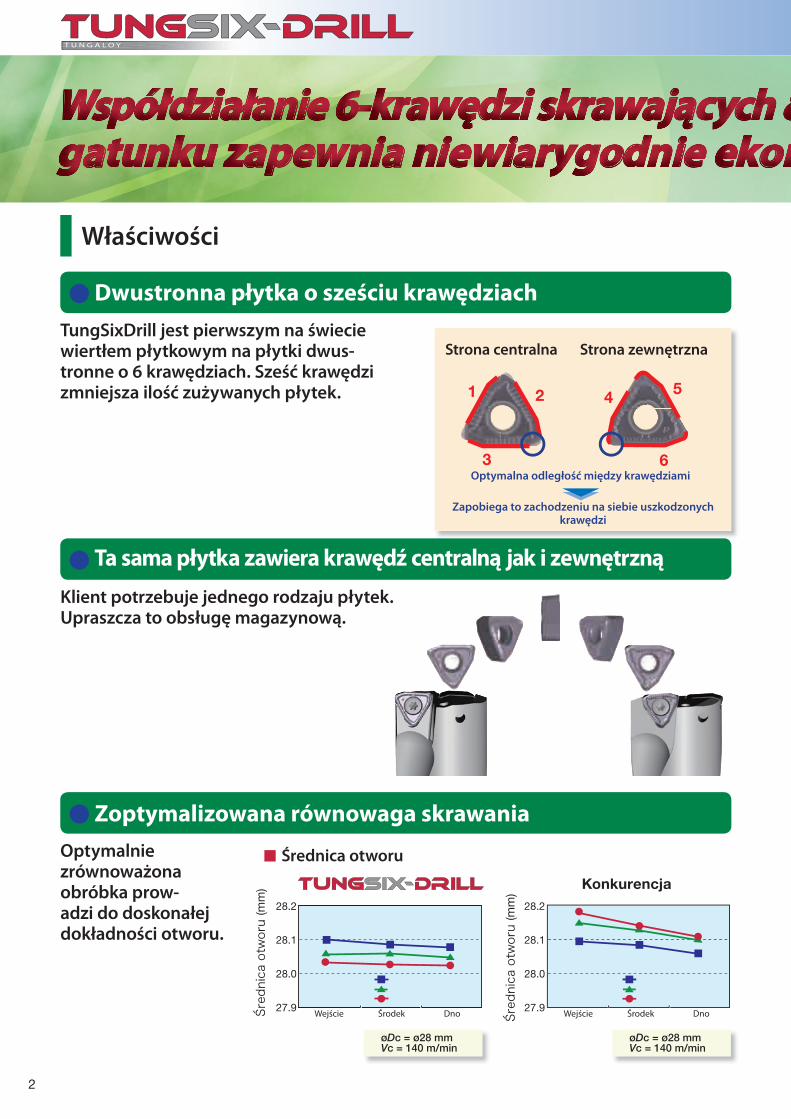
øDc = ø28 mmVc = 140 m/min
øDc = ø28 mmVc = 140 m/min
Średnica otworu
Konkurencja
Wejście WejścieŚrodek ŚrodekDno Dno
Dwustronna płytka o sześciu krawędziach
Ta sama płytka zawiera krawędź centralną jak i zewnętrzną
Zoptymalizowana równowaga skrawania
Właściwości
TungSixDrill jest pierwszym na świecie wiertłem płytkowym na płytki dwus-tronne o 6 krawędziach. Sześć krawędzi zmniejsza ilość zużywanych płytek.
Klient potrzebuje jednego rodzaju płytek. Upraszcza to obsługę magazynową.
Optymalnie zrównoważona obróbka prow-adzi do doskonałej dokładności otworu.
Strona centralna Strona zewnętrzna
rednica otworu
(mm
)
rednica otworu
(mm
)
Optymalna odległość między krawędziami
Zapobiega to zachodzeniu na siebie uszkodzonych krawędzi
3
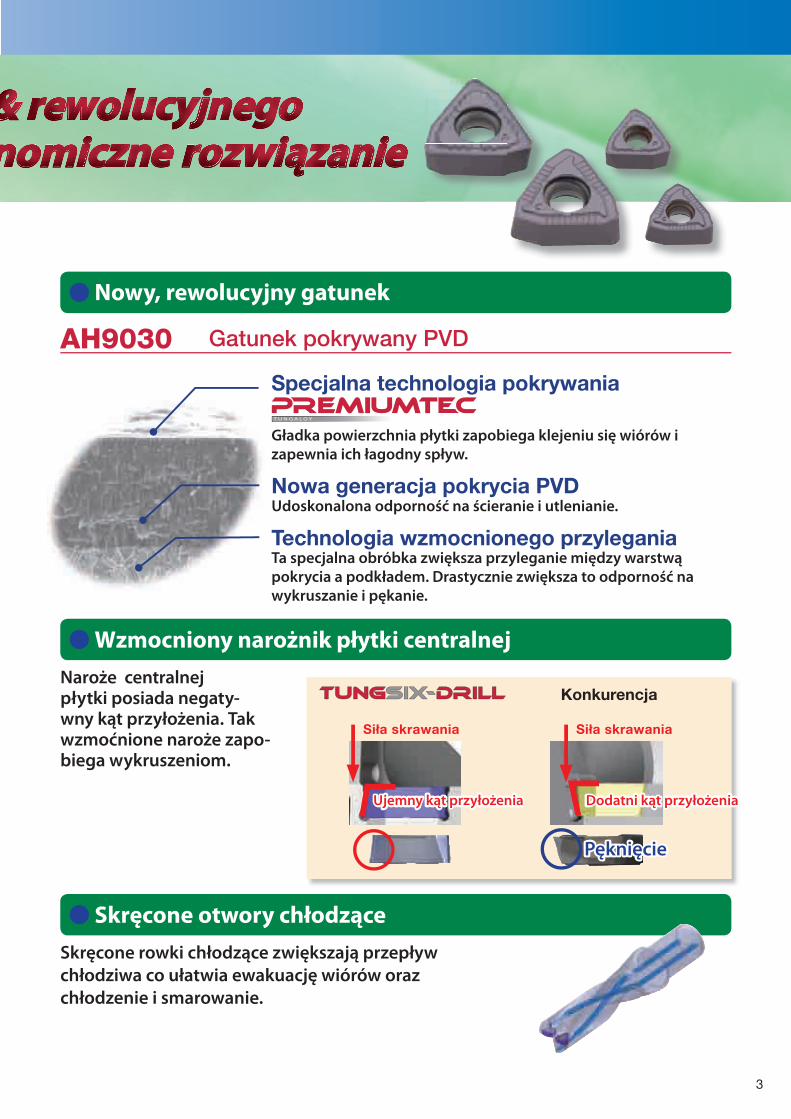
AH9030
Nowy, rewolucyjny gatunek
Wzmocniony narożnik płytki centralnej
Skręcone otwory chłodzące
Naroże centralnej płytki posiada negaty-wny kąt przyłożenia. Tak wzmoćnione naroże zapo-biega wykruszeniom.
Skręcone rowki chłodzące zwiększają przepływ chłodziwa co ułatwia ewakuację wiórów oraz chłodzenie i smarowanie.
Ujemny kąt przyłożenia Dodatni kąt przyłożenia
Pęknięcie
Gatunek pokrywany PVD
T U N G A L O Y
Nowa generacja pokrycia PVD
Specjalna technologia pokrywania
Gładka powierzchnia płytki zapobiega klejeniu się wiórów i zapewnia ich łagodny spływ.
Technologia wzmocnionego przyleganiaTa specjalna obróbka zwiększa przyleganie między warstwą pokrycia a podkładem. Drastycznie zwiększa to odporność na wykruszanie i pękanie.
Udoskonalona odporność na ścieranie i utlenianie.
Konkurencja
Siła skrawania Siła skrawania
4
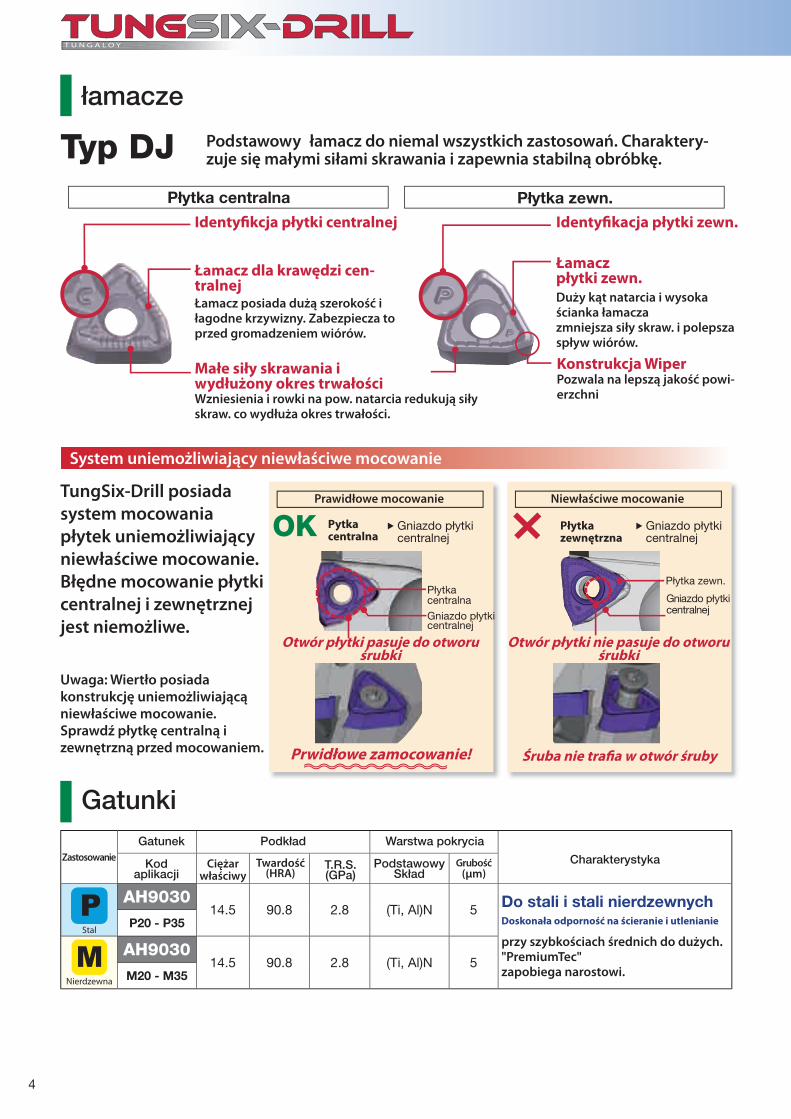
AH903014.5 90.8 2.8 (Ti, Al)N 5
P20 - P35
AH903014.5 90.8 2.8 (Ti, Al)N 5
M20 - M35
OK
Zastosowanie Charakterystyka
Gatunek Podkład Warstwa pokrycia
Gatunki
łamacze
Typ DJ Podstawowy łamacz do niemal wszystkich zastosowań. Charaktery-zuje się małymi siłami skrawania i zapewnia stabilną obróbkę.
TungSix-Drill posiada system mocowania płytek uniemożliwiający niewłaściwe mocowanie. Błędne mocowanie płytki centralnej i zewnętrznej jest niemożliwe.
System uniemożliwiający niewłaściwe mocowanie
Stal
Nierdzewna
Do stali i stali nierdzewnychDoskonała odporność na ścieranie i utlenianie
przy szybkościach średnich do dużych. "PremiumTec"zapobiega narostowi.
Kodaplikacji
Ciężarwłaściwy
PodstawowySkład
Twardość(HRA)
T.R.S.(GPa)
Grubość(μm)
Uwaga: Wiertło posiada konstrukcję uniemożliwiającą niewłaściwe mocowanie.Sprawdź płytkę centralną i zewnętrzną przed mocowaniem.
Prawidłowe mocowanie Niewłaściwe mocowanie
Otwór płytki pasuje do otworu śrubki
Otwór płytki nie pasuje do otworu śrubki
Prwidłowe zamocowanie! Śruba nie trafi a w otwór śruby
Pytka centralna
Płytka zewnętrzna
Gniazdo płytkicentralnej
Gniazdo płytkicentralnej
Płytka centralna
Płytka zewn.
Gniazdo płytki centralnej
Gniazdo płytkicentralnej
Łamacz posiada dużą szerokość iłagodne krzywizny. Zabezpiecza to przed gromadzeniem wiórów.
Duży kąt natarcia i wysoka ścianka łamaczazmniejsza siły skraw. i polepsza spływ wiórów.
Wzniesienia i rowki na pow. natarcia redukują siły skraw. co wydłuża okres trwałości.
Pozwala na lepszą jakość powi-erzchni
Łamacz dla krawędzi cen-tralnej
Identyfi kcja płytki centralnej
Łamacz płytki zewn.
Identyfi kacja płytki zewn.
Małe siły skrawania i wydłużony okres trwałości
Konstrukcja Wiper
Płytka centralna Płytka zewn.
5
4.5
4
3.5
3
2.5
2
1.5
1
0.5
0f = 0.06 f = 0.1 f = 0.15
0.4
0.3
0.2
0.1
05 10 15 20
0.35
0.3
0.25
0.2
0.15
0.1
0.05
0 0.5 1
100 150 200
20 mm
0.1
0.15
0.2
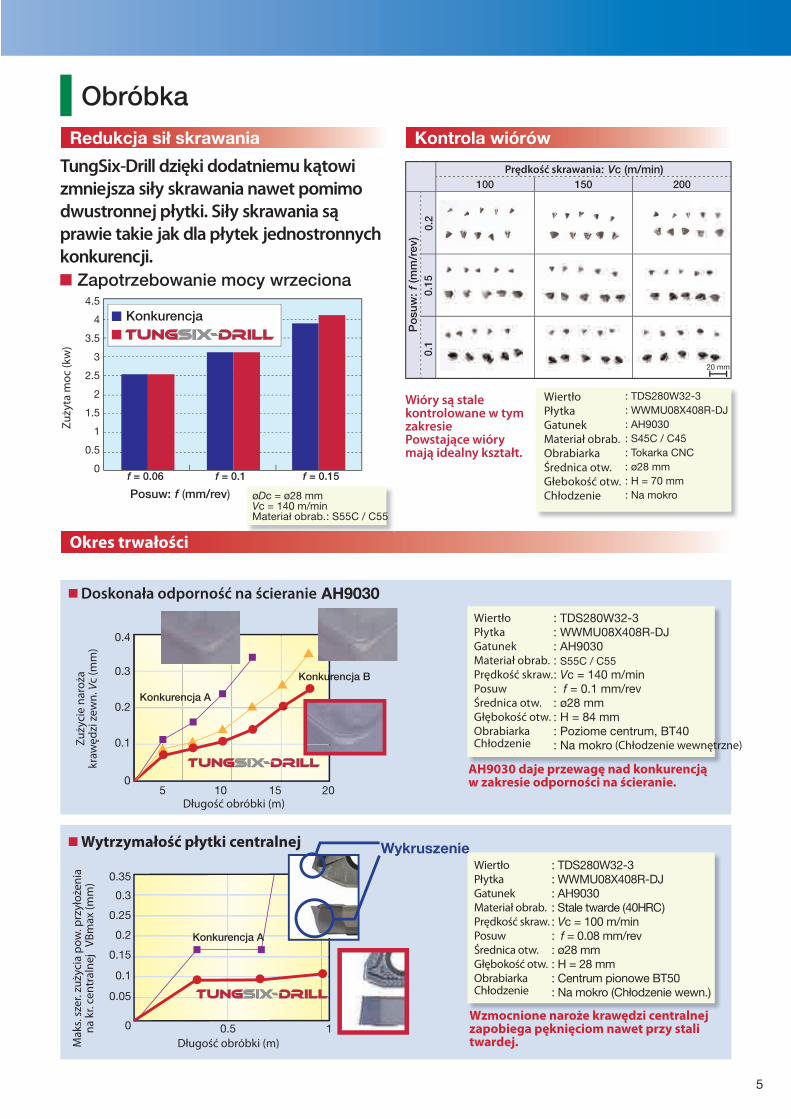
Obróbka
: TDS280W32-3: WWMU08X408R-DJ: AH9030: S45C / C45: Tokarka CNC: ø28 mm: H = 70 mm: Na mokro
Po
suw
: f (m
m/r
ev)
Prędkość skrawania: Vc (m/min)
Wióry są stale kontrolowane w tym zakresiePowstające wióry mają idealny kształt.
TungSix-Drill dzięki dodatniemu kątowi zmniejsza siły skrawania nawet pomimo dwustronnej płytki. Siły skrawania są prawie takie jak dla płytek jednostronnych konkurencji.
øDc = ø28 mmVc = 140 m/minMateriał obrab.: S55C / C55
Zapotrzebowanie mocy wrzeciona
Zuży
ta m
oc (k
w)
Posuw: f (mm/rev)
Konkurencja
Redukcja sił skrawania Kontrola wiórów
Doskonała odporność na ścieranie AH9030
Wytrzymałość płytki centralnej
AH9030 daje przewagę nad konkurencją w zakresie odporności na ścieranie.
Wzmocnione naroże krawędzi centralnejzapobiega pęknięciom nawet przy stali twardej.
Konkurencja A
Konkurencja A
Konkurencja B
Zuży
cie
naro
ża
kraw
ędzi
zew
n. V
c (m
m)
Mak
s. sz
er. z
użyc
ia p
ow. p
rzył
ożen
ia
na k
r. ce
ntra
lnej
VBm
ax (m
m)
Okres trwałości
: TDS280W32-3: WWMU08X408R-DJ: AH9030: S55C / C55: Vc = 140 m/min: f = 0.1 mm/rev: ø28 mm: H = 84 mm: Poziome centrum, BT40: Na mokro (Chłodzenie wewnętrzne)
: TDS280W32-3: WWMU08X408R-DJ: AH9030: Stale twarde (40HRC): Vc = 100 m/min: f = 0.08 mm/rev: ø28 mm: H = 28 mm: Centrum pionowe BT50: Na mokro (Chłodzenie wewn.)
Wykruszenie
WiertłoPłytkaGatunekMateriał obrab.ObrabiarkaŚrednica otw.Głebokość otw.Chłodzenie
WiertłoPłytkaGatunekMateriał obrab.Prędkość skraw.PosuwŚrednica otw.Głębokość otw.ObrabiarkaChłodzenie
WiertłoPłytkaGatunekMateriał obrab.Prędkość skraw.PosuwŚrednica otw.Głębokość otw.ObrabiarkaChłodzenie
Długość obróbki (m)
Długość obróbki (m)
6
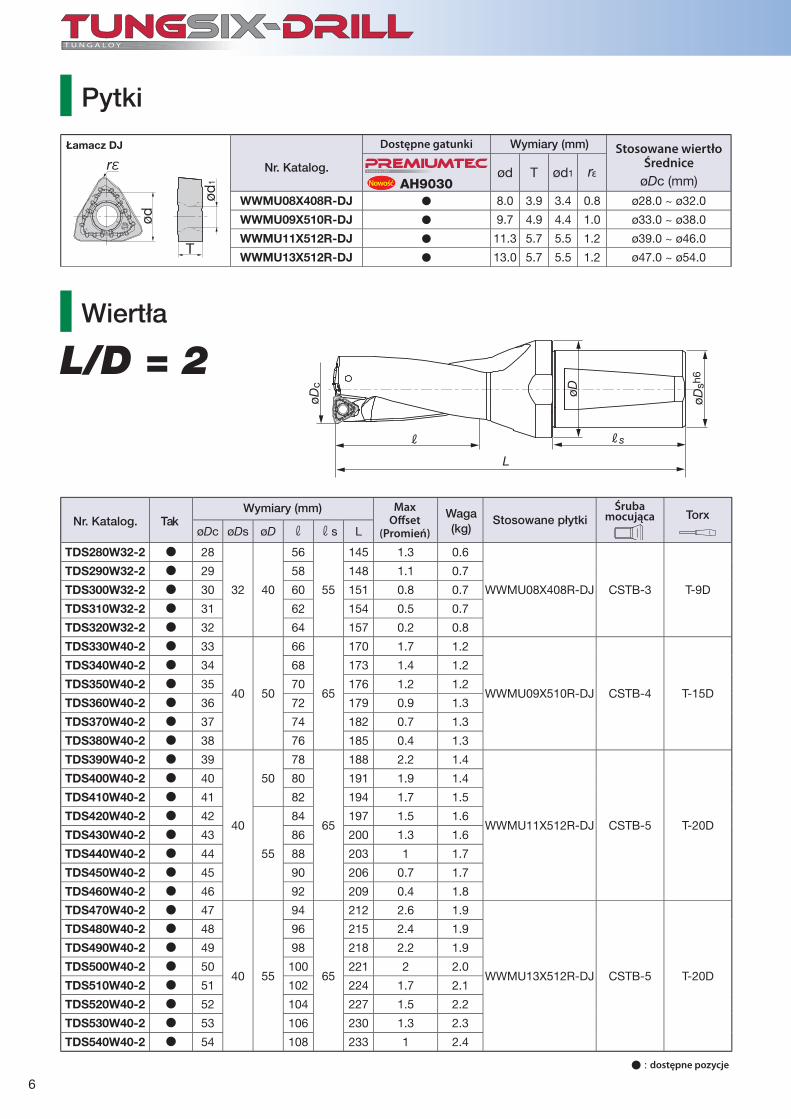
øDc øDs øD r rs L
TDS280W32-2 ● 28
32 40
56
55
145 1.3 0.6
WWMU08X408R-DJ CSTB-3 T-9D
TDS290W32-2 ● 29 58 148 1.1 0.7
TDS300W32-2 ● 30 60 151 0.8 0.7
TDS310W32-2 ● 31 62 154 0.5 0.7
TDS320W32-2 ● 32 64 157 0.2 0.8
TDS330W40-2 ● 33
40 50
66
65
170 1.7 1.2
WWMU09X510R-DJ CSTB-4 T-15D
TDS340W40-2 ● 34 68 173 1.4 1.2
TDS350W40-2 ● 35 70 176 1.2 1.2
TDS360W40-2 ● 36 72 179 0.9 1.3
TDS370W40-2 ● 37 74 182 0.7 1.3
TDS380W40-2 ● 38 76 185 0.4 1.3
TDS390W40-2 ● 39
40
50
78
65
188 2.2 1.4
WWMU11X512R-DJ CSTB-5 T-20D
TDS400W40-2 ● 40 80 191 1.9 1.4
TDS410W40-2 ● 41 82 194 1.7 1.5
TDS420W40-2 ● 42
55
84 197 1.5 1.6
TDS430W40-2 ● 43 86 200 1.3 1.6
TDS440W40-2 ● 44 88 203 1 1.7
TDS450W40-2 ● 45 90 206 0.7 1.7
TDS460W40-2 ● 46 92 209 0.4 1.8
TDS470W40-2 ● 47
40 55
94
65
212 2.6 1.9
WWMU13X512R-DJ CSTB-5 T-20D
TDS480W40-2 ● 48 96 215 2.4 1.9
TDS490W40-2 ● 49 98 218 2.2 1.9
TDS500W40-2 ● 50 100 221 2 2.0
TDS510W40-2 ● 51 102 224 1.7 2.1
TDS520W40-2 ● 52 104 227 1.5 2.2
TDS530W40-2 ● 53 106 230 1.3 2.3
TDS540W40-2 ● 54 108 233 1 2.4
øDc (mm)AH9030ød T ød1 rε
WWMU08X408R-DJ � 8.0 3.9 3.4 0.8 ø28.0 ~ ø32.0
WWMU09X510R-DJ � 9.7 4.9 4.4 1.0 ø33.0 ~ ø38.0
WWMU11X512R-DJ � 11.3 5.7 5.5 1.2 ø39.0 ~ ø46.0
WWMU13X512R-DJ � 13.0 5.7 5.5 1.2 ø47.0 ~ ø54.0
rε
T
ød1
ød
L/D = 2
T U N G A L O Y
R R
øc
øsh
6
ø
NEW
Pytki
Wiertła
Łamacz DJ
Nr. Katalog.
Dostępne gatunki Wymiary (mm)
Nr. Katalog. TakWymiary (mm)
Stosowane płytkiMax
Off set(Promień)
Waga(kg)
Śruba mocująca Torx
Stosowane wiertłoŚrednice
� : dostępne pozycje
Nowość
7
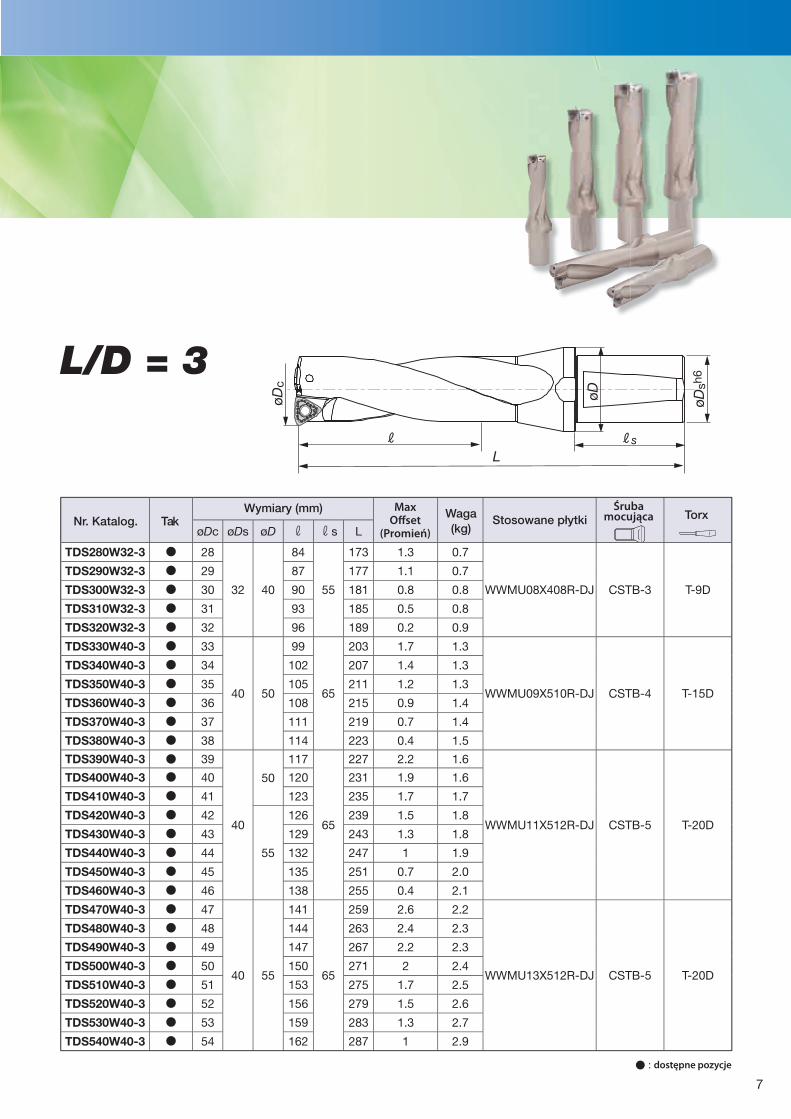
L/D = 3
øDc øDs øD r rs L
TDS280W32-3 ● 28
32 40
84
55
173 1.3 0.7
WWMU08X408R-DJ CSTB-3 T-9D
TDS290W32-3 ● 29 87 177 1.1 0.7
TDS300W32-3 ● 30 90 181 0.8 0.8
TDS310W32-3 ● 31 93 185 0.5 0.8
TDS320W32-3 ● 32 96 189 0.2 0.9
TDS330W40-3 ● 33
40 50
99
65
203 1.7 1.3
WWMU09X510R-DJ CSTB-4 T-15D
TDS340W40-3 ● 34 102 207 1.4 1.3
TDS350W40-3 ● 35 105 211 1.2 1.3
TDS360W40-3 ● 36 108 215 0.9 1.4
TDS370W40-3 ● 37 111 219 0.7 1.4
TDS380W40-3 ● 38 114 223 0.4 1.5
TDS390W40-3 ● 39
40
50
117
65
227 2.2 1.6
WWMU11X512R-DJ CSTB-5 T-20D
TDS400W40-3 ● 40 120 231 1.9 1.6
TDS410W40-3 ● 41 123 235 1.7 1.7
TDS420W40-3 ● 42
55
126 239 1.5 1.8
TDS430W40-3 ● 43 129 243 1.3 1.8
TDS440W40-3 ● 44 132 247 1 1.9
TDS450W40-3 ● 45 135 251 0.7 2.0
TDS460W40-3 ● 46 138 255 0.4 2.1
TDS470W40-3 ● 47
40 55
141
65
259 2.6 2.2
WWMU13X512R-DJ CSTB-5 T-20D
TDS480W40-3 ● 48 144 263 2.4 2.3
TDS490W40-3 ● 49 147 267 2.2 2.3
TDS500W40-3 ● 50 150 271 2 2.4
TDS510W40-3 ● 51 153 275 1.7 2.5
TDS520W40-3 ● 52 156 279 1.5 2.6
TDS530W40-3 ● 53 159 283 1.3 2.7
TDS540W40-3 ● 54 162 287 1 2.9
LR Rs
øDc
øDsh
6
øD
Nr. Katalog. TakWymiary (mm)
Stosowane płytkiMax
Off set(Promień)
Waga(kg)
Śruba mocująca Torx
� : dostępne pozycje
8
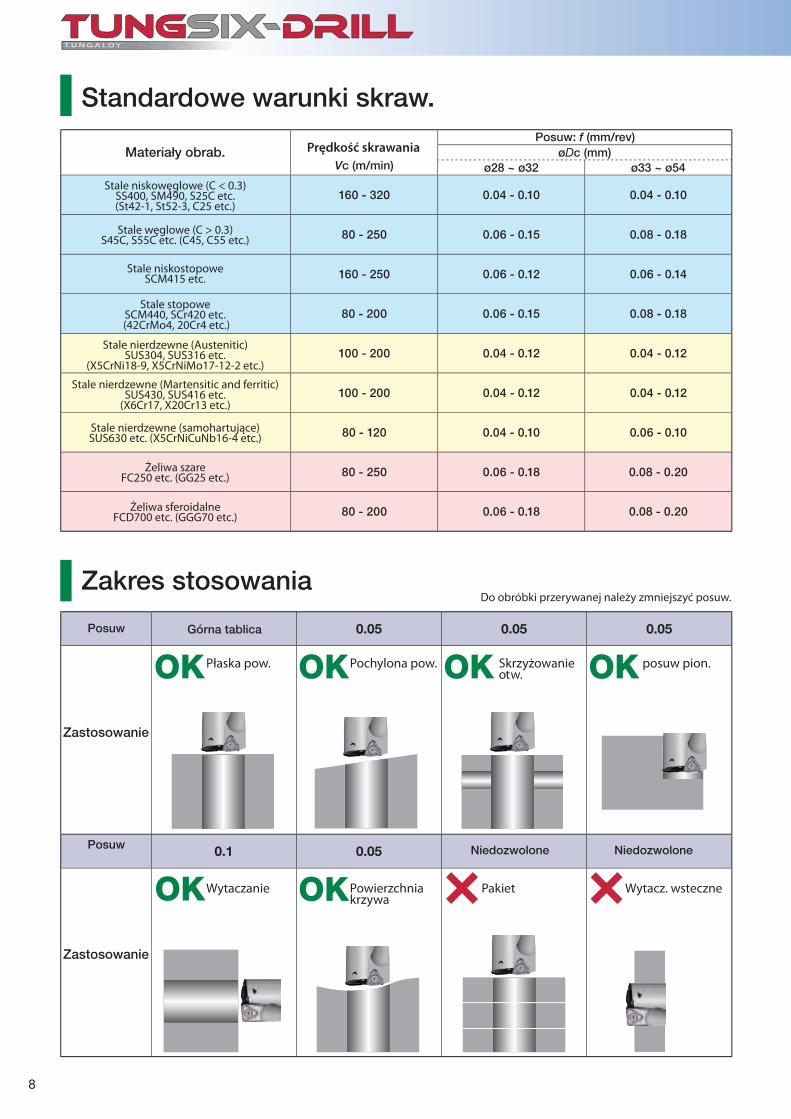
Vc (m/min)øDc (mm)
ø28 ~ ø32 ø33 ~ ø54
160 - 320 0.04 - 0.10 0.04 - 0.10
80 - 250 0.06 - 0.15 0.08 - 0.18
160 - 250 0.06 - 0.12 0.06 - 0.14
80 - 200 0.06 - 0.15 0.08 - 0.18
100 - 200 0.04 - 0.12 0.04 - 0.12
100 - 200 0.04 - 0.12 0.04 - 0.12
80 - 120 0.04 - 0.10 0.06 - 0.10
80 - 250 0.06 - 0.18 0.08 - 0.20
80 - 200 0.06 - 0.18 0.08 - 0.20
0.05 0.05 0.05
0.1 0.05
OK
OK
OK
OK
OK OK
Standardowe warunki skraw.
Zakres stosowania
Materiały obrab.Posuw: f (mm/rev)
Prędkość skrawania
Zastosowanie
Zastosowanie
Posuw
Posuw
Górna tablica
Płaska pow. Pochylona pow. Skrzyżowanie posuw pion. otw.
Wytaczanie Powierzchnia Pakiet Wytacz. wsteczne krzywa
Stale niskowęglowe (C < 0.3) SS400, SM490, S25C etc. (St42-1, St52-3, C25 etc.)
Stale węglowe (C > 0.3)S45C, S55C etc. (C45, C55 etc.)
Stale niskostopoweSCM415 etc.
Stale stopoweSCM440, SCr420 etc.
(42CrMo4, 20Cr4 etc.)
Stale nierdzewne (Austenitic)SUS304, SUS316 etc.
(X5CrNi18-9, X5CrNiMo17-12-2 etc.)
Stale nierdzewne (Martensitic and ferritic)SUS430, SUS416 etc.
(X6Cr17, X20Cr13 etc.)
Stale nierdzewne (samohartujące)SUS630 etc. (X5CrNiCuNb16-4 etc.)
Żeliwa szareFC250 etc. (GG25 etc.)
Żeliwa sferoidalneFCD700 etc. (GGG70 etc.)
Do obróbki przerywanej należy zmniejszyć posuw.
Niedozwolone Niedozwolone

9
Nowe narzędzie do fazowania "Seria TDXCF"
Charakterystyka
Wysoka produktywność przy dwóch płytkach.
Optymalna przestrzeń między korpusem a płytkami fazującymi zabezpiecza krawędzie skraw. przed pęknięciami.
Seria TDXCF z TungSix-Drill łączy możliwość wiercenia fazowania w tym samym czasie. Równoczesne wiercenie i fazowanie skraca czas obróbki.
Gatunek płytki GH130 posiada pokrycie TiCNO do stali. Krawędź
skraw. płytki fazującej.
Śruba mocująca tulei fazującej
Rowek do ewakuacji wiórów
Płytka
Optymalny luz zabezpiecza przed wykruszaniem na krawędzi
Narzędzie fazująceMaks. szer. fazowaniaC 2.5 mmKąt fazowania: 45ºTyp dwupłytkowy
Do obróbki stali, stali nierdzewnych i żeliwa.
Przestrzeń dla korpusu wiertła
10
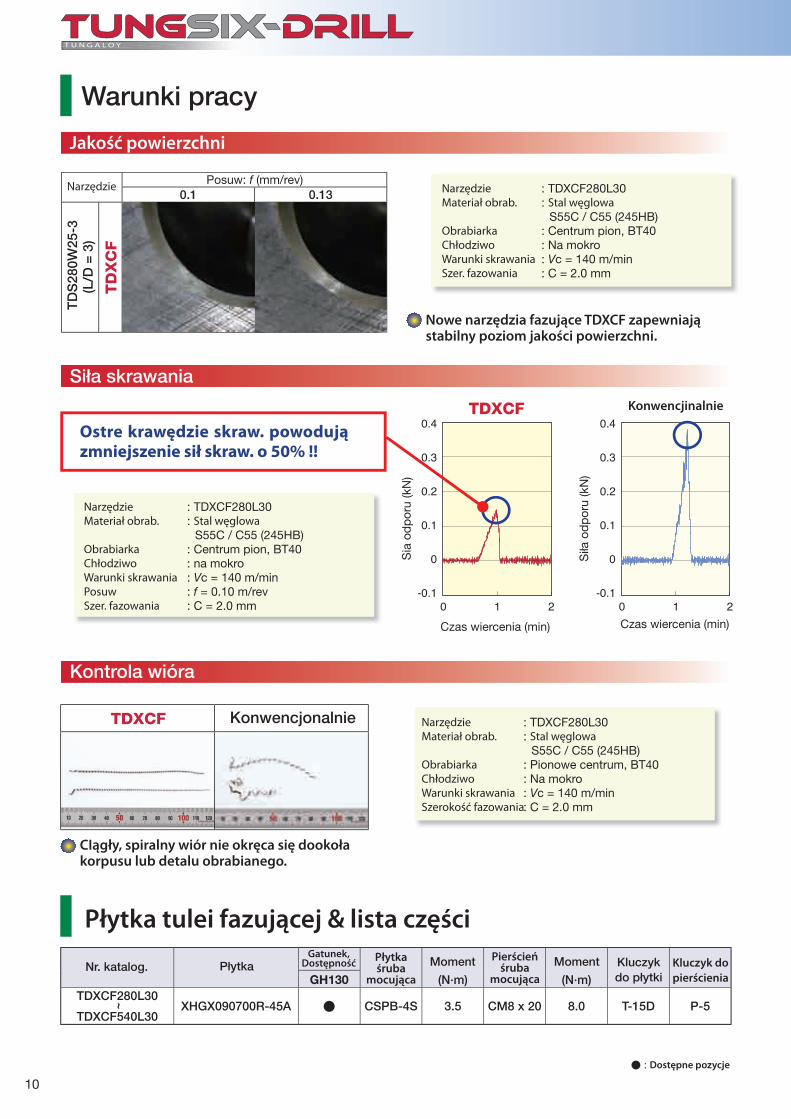
0.1 0.13
TDXCF
TDXCF
(N·m) (N·m)GH130TDXCF280L30
~
TDXCF540L30XHGX090700R-45A � CSPB-4S 3.5 CM8 x 20 8.0 T-15D P-5
TD
S28
0W25
-3(L
/D =
3)
TD
XC
FWarunki pracy
: TDXCF280L30: Stal węglowa S55C / C55 (245HB) : Centrum pion, BT40: Na mokro: Vc = 140 m/min: C = 2.0 mm
Posuw: f (mm/rev)Narzędzie
Nowe narzędzia fazujące TDXCF zapewniają stabilny poziom jakości powierzchni.
CIągły, spiralny wiór nie okręca się dookoła korpusu lub detalu obrabianego.
KonwencjinalnieS
ia o
dp
oru
(kN
)
Siła
od
por
u (k
N)
Czas wiercenia (min) Czas wiercenia (min)
Ostre krawędzie skraw. powodują zmniejszenie sił skraw. o 50% !!
Płytka tulei fazującej & lista części
: TDXCF280L30: Stal węglowa S55C / C55 (245HB) : Centrum pion, BT40: na mokro: Vc = 140 m/min: f = 0.10 m/rev: C = 2.0 mm
Jakość powierzchni
Siła skrawania
Kontrola wióra
Konwencjonalnie
NarzędzieMateriał obrab.
Obrabiarka ChłodziwoWarunki skrawaniaSzer. fazowania
Nr. katalog. PłytkaGatunek,
Dostępność Płytkaśruba
mocującaMoment MomentPierścień
śrubamocująca
Kluczykdo płytki
Kluczyk do pierścienia
NarzędzieMateriał obrab.
ObrabiarkaChłodziwoWarunki skrawania PosuwSzer. fazowania
NarzędzieMateriał obrab.
Obrabiarka ChłodziwoWarunki skrawaniaSzerokość fazowania
: TDXCF280L30: Stal węglowa S55C / C55 (245HB) : Pionowe centrum, BT40: Na mokro: Vc = 140 m/min: C = 2.0 mm
� : Dostępne pozycje
11
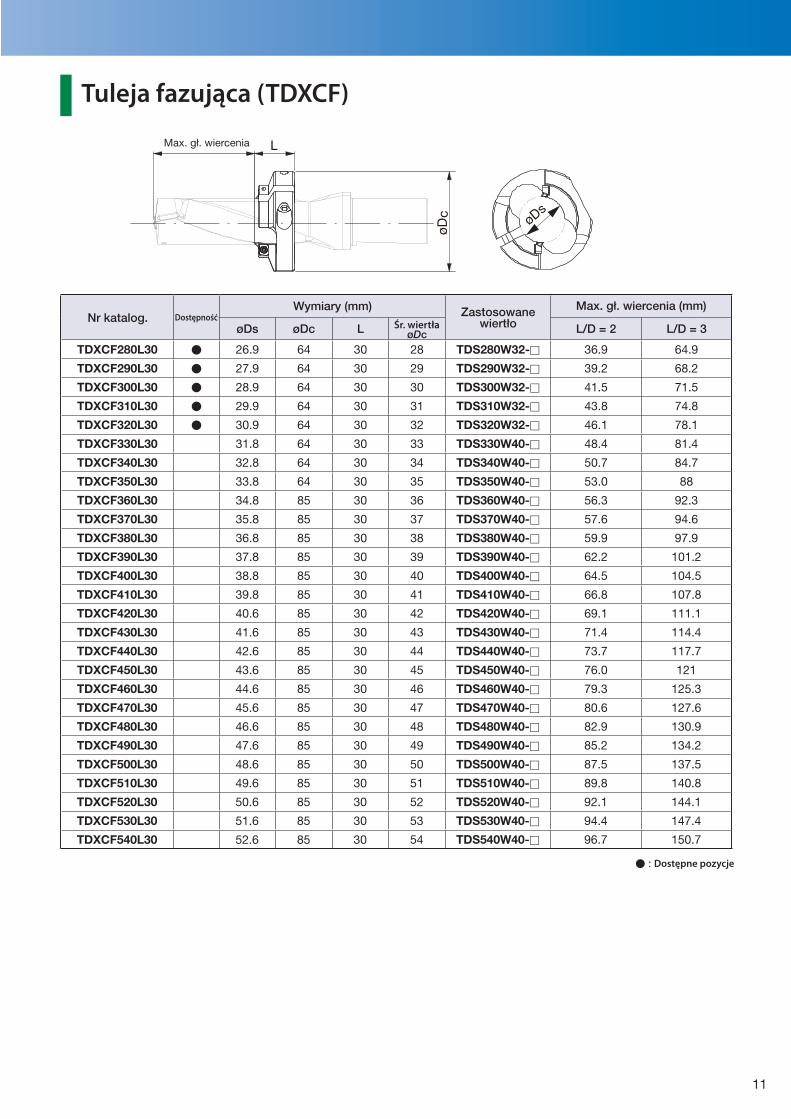
øDs øDc L øDc L/D = 2 L/D = 3
TDXCF280L30 ● 26.9 64 30 28 TDS280W32-� 36.9 64.9
TDXCF290L30 ● 27.9 64 30 29 TDS290W32-� 39.2 68.2
TDXCF300L30 ● 28.9 64 30 30 TDS300W32-� 41.5 71.5
TDXCF310L30 ● 29.9 64 30 31 TDS310W32-� 43.8 74.8
TDXCF320L30 ● 30.9 64 30 32 TDS320W32-� 46.1 78.1
TDXCF330L30 31.8 64 30 33 TDS330W40-� 48.4 81.4
TDXCF340L30 32.8 64 30 34 TDS340W40-� 50.7 84.7
TDXCF350L30 33.8 64 30 35 TDS350W40-� 53.0 88
TDXCF360L30 34.8 85 30 36 TDS360W40-� 56.3 92.3
TDXCF370L30 35.8 85 30 37 TDS370W40-� 57.6 94.6
TDXCF380L30 36.8 85 30 38 TDS380W40-� 59.9 97.9
TDXCF390L30 37.8 85 30 39 TDS390W40-� 62.2 101.2
TDXCF400L30 38.8 85 30 40 TDS400W40-� 64.5 104.5
TDXCF410L30 39.8 85 30 41 TDS410W40-� 66.8 107.8
TDXCF420L30 40.6 85 30 42 TDS420W40-� 69.1 111.1
TDXCF430L30 41.6 85 30 43 TDS430W40-� 71.4 114.4
TDXCF440L30 42.6 85 30 44 TDS440W40-� 73.7 117.7
TDXCF450L30 43.6 85 30 45 TDS450W40-� 76.0 121
TDXCF460L30 44.6 85 30 46 TDS460W40-� 79.3 125.3
TDXCF470L30 45.6 85 30 47 TDS470W40-� 80.6 127.6
TDXCF480L30 46.6 85 30 48 TDS480W40-� 82.9 130.9
TDXCF490L30 47.6 85 30 49 TDS490W40-� 85.2 134.2
TDXCF500L30 48.6 85 30 50 TDS500W40-� 87.5 137.5
TDXCF510L30 49.6 85 30 51 TDS510W40-� 89.8 140.8
TDXCF520L30 50.6 85 30 52 TDS520W40-� 92.1 144.1
TDXCF530L30 51.6 85 30 53 TDS530W40-� 94.4 147.4
TDXCF540L30 52.6 85 30 54 TDS540W40-� 96.7 150.7
øc ø
s
Max. gł. wiercenia
Tuleja fazująca (TDXCF)
� : Dostępne pozycje
Nr katalog. Dostępność Zastosowane wiertłoŚr. wiertła
Max. gł. wiercenia (mm)Wymiary (mm)
12
OK
Max
.øD
c +
1.3
Min
.øD
c -0
.3
øøS.s
.
J 2
1
øø
JG
S.s.
2
1
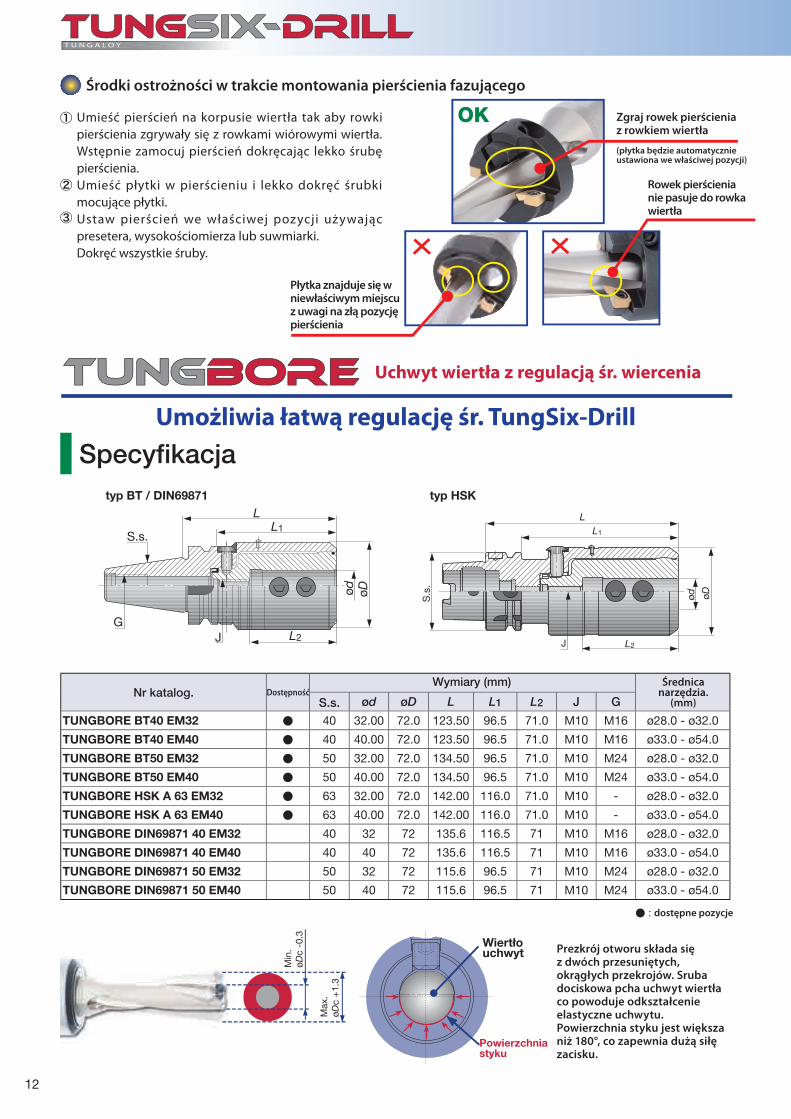
Środki ostrożności w trakcie montowania pierścienia fazującego
Zgraj rowek pierścieniaz rowkiem wiertła
(płytka będzie automatycznie ustawiona we właściwej pozycji)
Rowek pierścienia nie pasuje do rowka wiertła
Płytka znajduje się w niewłaściwym miejscu z uwagi na złą pozycję pierścienia
Uchwyt wiertła z regulacją śr. wiercenia
Umożliwia łatwą regulację śr. TungSix-DrillSpecyfi kacja
typ BT / DIN69871 typ HSK
Umieść pierścień na korpusie wiertła tak aby rowki pierścienia zgrywały się z rowkami wiórowymi wiertła. Wstępnie zamocuj pierścień dokręcając lekko śrubę pierścienia. Umieść płytki w pierścieniu i lekko dokręć śrubki mocujące płytki.Ustaw pierścień we właściwej pozycji używając presetera, wysokościomierza lub suwmiarki. Dokręć wszystkie śruby.
Prezkrój otworu składa się z dwóch przesuniętych, okrągłych przekrojów. Sruba dociskowa pcha uchwyt wiertła co powoduje odkształcenie elastyczne uchwytu. Powierzchnia styku jest większa niż 180°, co zapewnia dużą siłę zacisku.
Wiertłouchwyt
Powierzchniastyku
S.s. ød øD L L1 L2 J G
TUNGBORE BT40 EM32 ● 40 32.00 72.0 123.50 96.5 71.0 M10 M16 ø28.0 - ø32.0
TUNGBORE BT40 EM40 ● 40 40.00 72.0 123.50 96.5 71.0 M10 M16 ø33.0 - ø54.0
TUNGBORE BT50 EM32 ● 50 32.00 72.0 134.50 96.5 71.0 M10 M24 ø28.0 - ø32.0
TUNGBORE BT50 EM40 ● 50 40.00 72.0 134.50 96.5 71.0 M10 M24 ø33.0 - ø54.0
TUNGBORE HSK A 63 EM32 ● 63 32.00 72.0 142.00 116.0 71.0 M10 - ø28.0 - ø32.0
TUNGBORE HSK A 63 EM40 ● 63 40.00 72.0 142.00 116.0 71.0 M10 - ø33.0 - ø54.0
TUNGBORE DIN69871 40 EM32 40 32 72 135.6 116.5 71 M10 M16 ø28.0 - ø32.0
TUNGBORE DIN69871 40 EM40 40 40 72 135.6 116.5 71 M10 M16 ø33.0 - ø54.0
TUNGBORE DIN69871 50 EM32 50 32 72 115.6 96.5 71 M10 M24 ø28.0 - ø32.0
TUNGBORE DIN69871 50 EM40 50 40 72 115.6 96.5 71 M10 M24 ø33.0 - ø54.0
Wymiary (mm)Nr katalog. Dostępność
Średnica narzędzia.
(mm)
� : dostępne pozycje
13
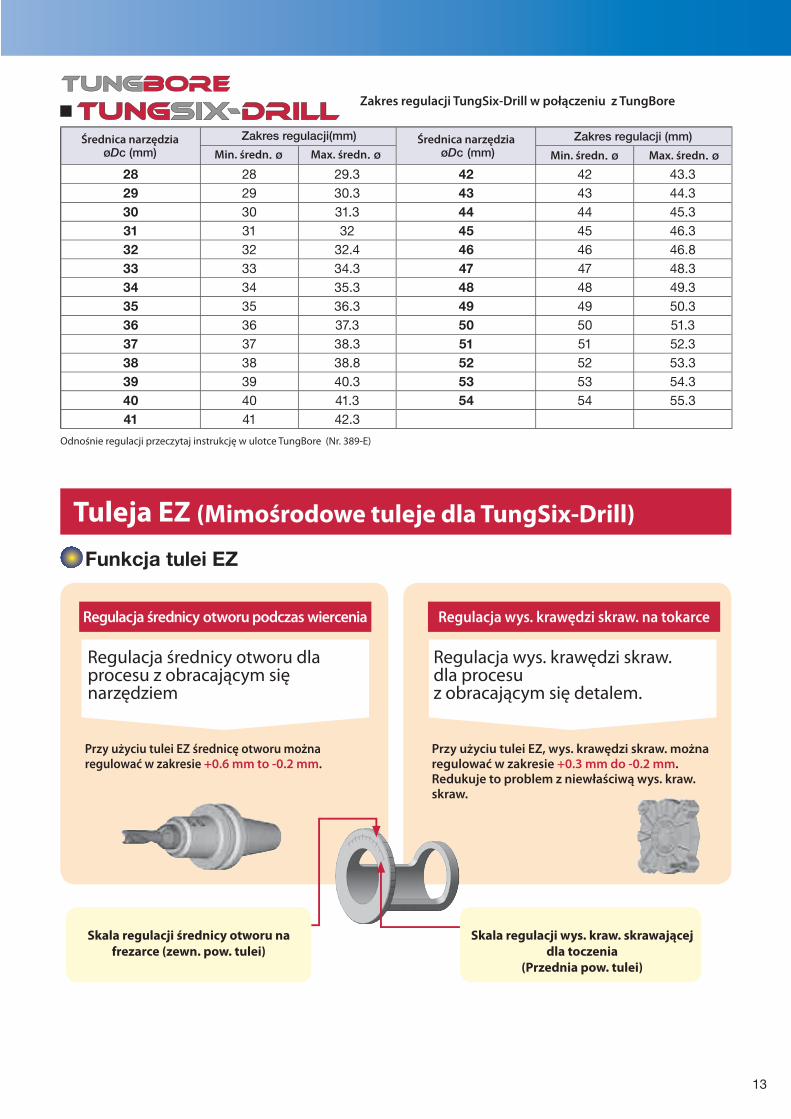
28 28 29.3 42 42 43.329 29 30.3 43 43 44.330 30 31.3 44 44 45.331 31 32 45 45 46.332 32 32.4 46 46 46.833 33 34.3 47 47 48.334 34 35.3 48 48 49.335 35 36.3 49 49 50.336 36 37.3 50 50 51.337 37 38.3 51 51 52.338 38 38.8 52 52 53.339 39 40.3 53 53 54.340 40 41.3 54 54 55.341 41 42.3
Funkcja tulei EZ
Regulacja średnicy otworu podczas wiercenia
Regulacja średnicy otworu dla procesu z obracającym się narzędziem
Przy użyciu tulei EZ średnicę otworu można regulować w zakresie +0.6 mm to -0.2 mm.
Regulacja wys. krawędzi skraw. na tokarce
Regulacja wys. krawędzi skraw. dla procesu z obracającym się detalem.
Przy użyciu tulei EZ, wys. krawędzi skraw. można regulować w zakresie +0.3 mm do -0.2 mm. Redukuje to problem z niewłaściwą wys. kraw. skraw.
Skala regulacji średnicy otworu na frezarce (zewn. pow. tulei)
Skala regulacji wys. kraw. skrawającej dla toczenia
(Przednia pow. tulei)
Tuleja EZ (Mimośrodowe tuleje dla TungSix-Drill)
Zakres regulacji TungSix-Drill w połączeniu z TungBore
Odnośnie regulacji przeczytaj instrukcję w ulotce TungBore (Nr. 389-E)
Średnica narzędziaøDc (mm)
Zakres regulacji(mm)
Min. średn. ø Max. średn. øŚrednica narzędzia
øDc (mm)Zakres regulacji (mm)
Min. średn. ø Max. średn. ø
14
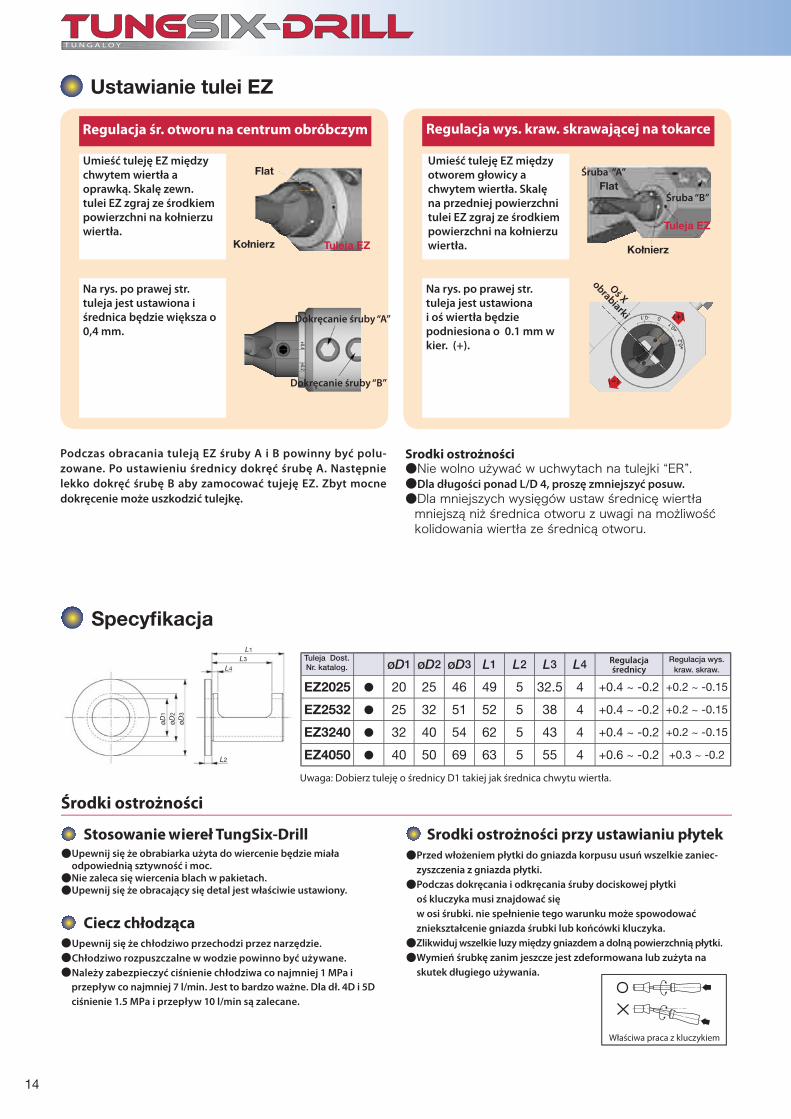
øD1 øD2 øD3 L1 L2 L3 L4
EZ2025 ● 20 25 46 49 5 32.5 4 +0.4 ~ -0.2 +0.2 ~ -0.15
EZ2532 ● 25 32 51 52 5 38 4 +0.4 ~ -0.2 +0.2 ~ -0.15
EZ3240 ● 32 40 54 62 5 43 4 +0.4 ~ -0.2 +0.2 ~ -0.15
EZ4050 ● 40 50 69 63 5 55 4 +0.6 ~ -0.2 +0.3 ~ -0.2
øD1
øD2
øD3
L1
L2
L3
L4
(+)
(-)
+0.4+0.2
●Upewnij się że obrabiarka użyta do wiercenie będzie miała odpowiednią sztywność i moc.●Nie zaleca się wiercenia blach w pakietach.●Upewnij się że obracający się detal jest właściwie ustawiony.
●Przed włożeniem płytki do gniazda korpusu usuń wszelkie zaniec-zyszczenia z gniazda płytki.●Podczas dokręcania i odkręcania śruby dociskowej płytki oś kluczyka musi znajdować się w osi śrubki. nie spełnienie tego warunku może spowodować
zniekształcenie gniazda śrubki lub końcówki kluczyka.●Zlikwiduj wszelkie luzy między gniazdem a dolną powierzchnią płytki.●Wymień śrubkę zanim jeszcze jest zdeformowana lub zużyta na
skutek długiego używania.
●Upewnij się że chłodziwo przechodzi przez narzędzie.●Chłodziwo rozpuszczalne w wodzie powinno być używane. ●Należy zabezpieczyć ciśnienie chłodziwa co najmniej 1 MPa i
przepływ co najmniej 7 l/min. Jest to bardzo ważne. Dla dł. 4D i 5D ciśnienie 1.5 MPa i przepływ 10 l/min są zalecane.
Stosowanie wiereł TungSix-Drill
Ciecz chłodząca
Srodki ostrożności przy ustawianiu płytek
Specyfi kacja
Środki ostrożności
Ustawianie tulei EZ
Regulacja śr. otworu na centrum obróbczym Regulacja wys. kraw. skrawającej na tokarce
Na rys. po prawej str. tuleja jest ustawiona i średnica będzie większa o 0,4 mm.
Umieść tuleję EZ między chwytem wiertła a oprawką. Skalę zewn. tulei EZ zgraj ze środkiem powierzchni na kołnierzu wiertła.
Umieść tuleję EZ między otworem głowicy a chwytem wiertła. Skalę na przedniej powierzchni tulei EZ zgraj ze środkiem powierzchni na kołnierzu wiertła.
Na rys. po prawej str. tuleja jest ustawiona i oś wiertła będzie podniesiona o 0.1 mm w kier. (+).
Tuleja EZ
Uwaga: Dobierz tuleję o średnicy D1 takiej jak średnica chwytu wiertła.
Właściwa praca z kluczykiem
Srodki ostrożności●Nie wolno u ywa w uchwytach na tulejki “ER”.●Dla długości ponad L/D 4, proszę zmniejszyć posuw.●Dla mniejszych wysi gów ustaw rednic wiertła mniejsz ni rednica otworu z uwagi na mo liwo kolidowania wiertła ze rednic otworu.
Podczas obracania tuleją EZ śruby A i B powinny być polu-zowane. Po ustawieniu średnicy dokręć śrubę A. Następnie lekko dokręć śrubę B aby zamocować tujeję EZ. Zbyt mocne dokręcenie może uszkodzić tulejkę.
Dokręcanie śruby “A”
Dokręcanie śruby “B”
Oś X
obrabiarkiFlat
Kołnierz
Śruba “A”Flat
Kołnierz
Tuleja EZ
Śruba “B”
Tuleja Dost. Nr. katalog.
Regulacja średnicy
Regulacja wys. kraw. skraw.
15
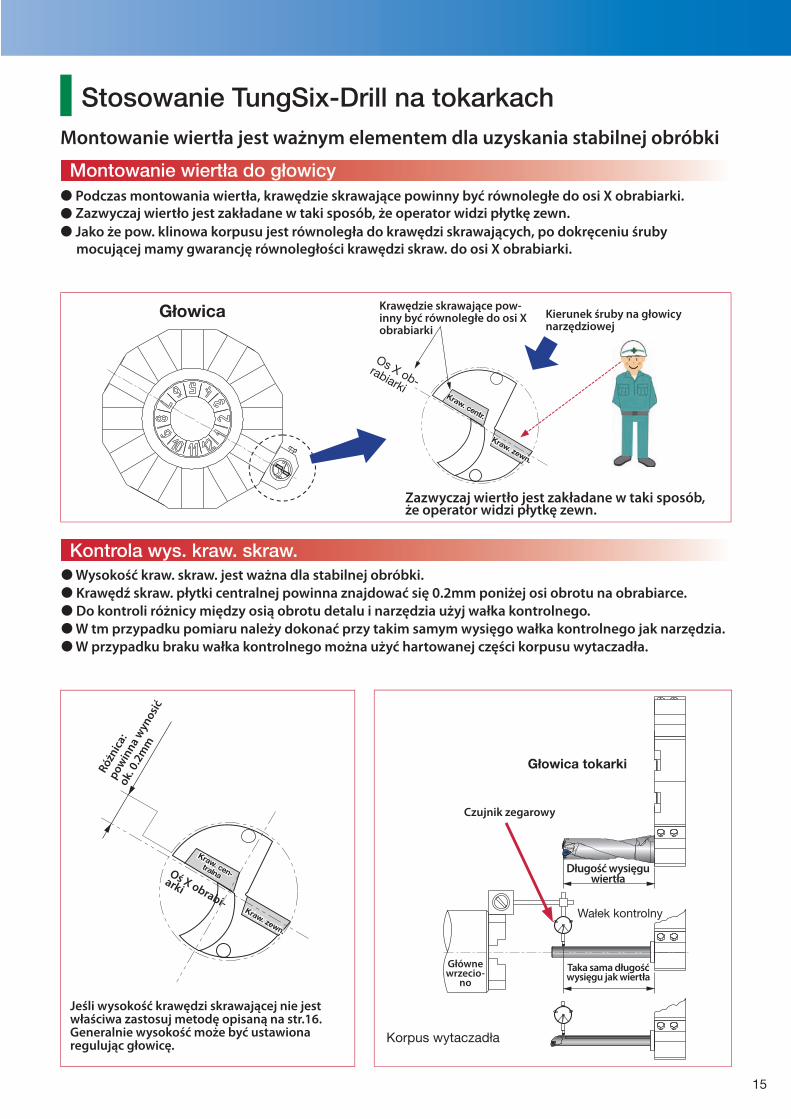
� Podczas montowania wiertła, krawędzie skrawające powinny być równoległe do osi X obrabiarki.� Zazwyczaj wiertło jest zakładane w taki sposób, że operator widzi płytkę zewn.� Jako że pow. klinowa korpusu jest równoległa do krawędzi skrawających, po dokręceniu śruby
mocującej mamy gwarancję równoległości krawędzi skraw. do osi X obrabiarki.
Montowanie wiertła jest ważnym elementem dla uzyskania stabilnej obróbki
Kierunek śruby na głowicy narzędziowej
Zazwyczaj wiertło jest zakładane w taki sposób, że operator widzi płytkę zewn.
� Wysokość kraw. skraw. jest ważna dla stabilnej obróbki.� Krawędź skraw. płytki centralnej powinna znajdować się 0.2mm poniżej osi obrotu na obrabiarce.� Do kontroli różnicy między osią obrotu detalu i narzędzia użyj wałka kontrolnego. � W tm przypadku pomiaru należy dokonać przy takim samym wysięgo wałka kontrolnego jak narzędzia. � W przypadku braku wałka kontrolnego można użyć hartowanej części korpusu wytaczadła.
Głównewrzecio-
no
Jeśli wysokość krawędzi skrawającej nie jest właściwa zastosuj metodę opisaną na str.16. Generalnie wysokość może być ustawiona regulując głowicę.
Czujnik zegarowy
Długość wysięgu wiertła
Taka sama długość wysięgu jak wiertła
Wałek kontrolny
Głowica tokarki
Korpus wytaczadła
Krawędzie skrawające pow-inny być równoległe do osi X obrabiarki
Os X ob-rabiarki
Kraw. centr.
Kraw. zewn.
Głowica
Różn
ica:
pow
inna
wyn
osić
ok. 0
.2m
m
Montowanie wiertła do głowicy
Kontrola wys. kraw. skraw.
Stosowanie TungSix-Drill na tokarkach
Oś X obrabi-
arki
Kraw. cen-tralna
Kraw. zewn.
16
1
2 3
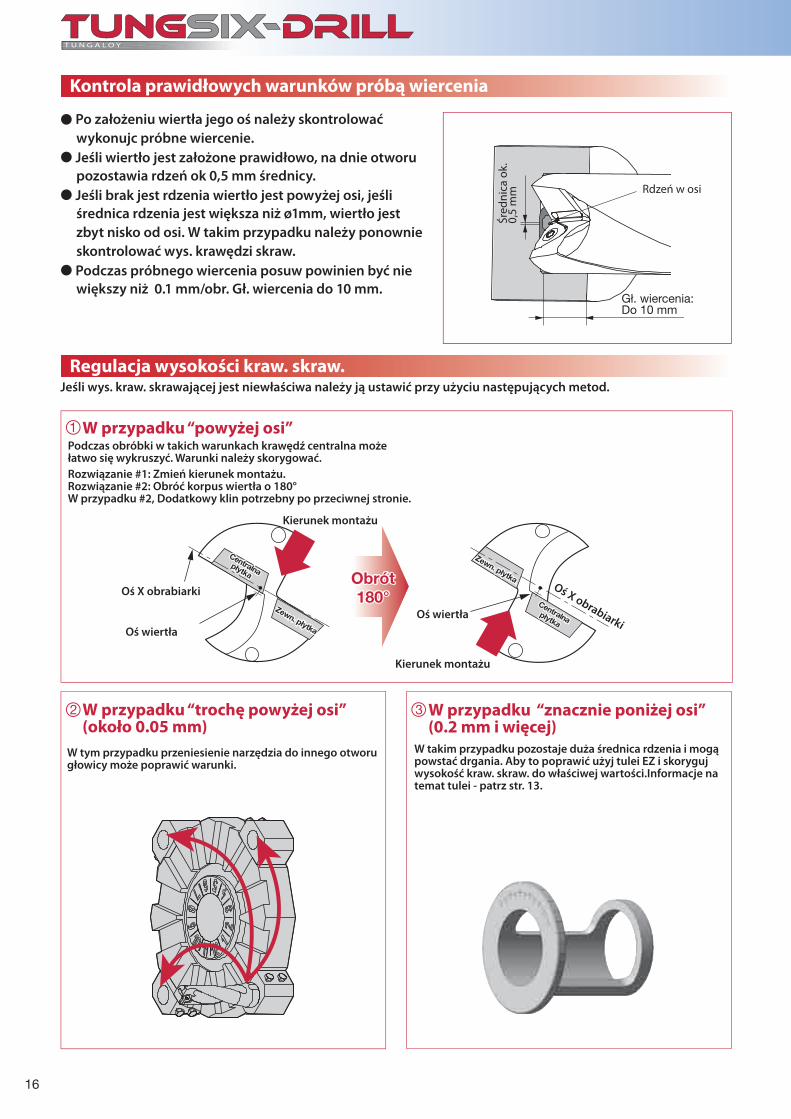
Jeśli wys. kraw. skrawającej jest niewłaściwa należy ją ustawić przy użyciu następujących metod.
Podczas obróbki w takich warunkach krawędź centralna może łatwo się wykruszyć. Warunki należy skorygować.Rozwiązanie #1: Zmień kierunek montażu. Rozwiązanie #2: Obróć korpus wiertła o 180°W przypadku #2, Dodatkowy klin potrzebny po przeciwnej stronie.
W tym przypadku przeniesienie narzędzia do innego otworu głowicy może poprawić warunki.
W takim przypadku pozostaje duża średnica rdzenia i mogą powstać drgania. Aby to poprawić użyj tulei EZ i skoryguj wysokość kraw. skraw. do właściwej wartości.Informacje na temat tulei - patrz str. 13.
W przypadku “trochę powyżej osi” (około 0.05 mm)
W przypadku “znacznie poniżej osi” (0.2 mm i więcej)
W przypadku “powyżej osi”
Rdzeń w osi
Gł. wiercenia: Do 10 mm
Śred
nica
ok.
0,
5 m
mKierunek montażu
Kierunek montażu
Oś wiertła
Obrót 180°
Kontrola prawidłowych warunków próbą wiercenia
Regulacja wysokości kraw. skraw.
� Po założeniu wiertła jego oś należy skontrolować wykonujc próbne wiercenie.
� Jeśli wiertło jest założone prawidłowo, na dnie otworu pozostawia rdzeń ok 0,5 mm średnicy.
� Jeśli brak jest rdzenia wiertło jest powyżej osi, jeśli średnica rdzenia jest większa niż ø1mm, wiertło jest zbyt nisko od osi. W takim przypadku należy ponownie skontrolować wys. krawędzi skraw.
� Podczas próbnego wiercenia posuw powinien być nie większy niż 0.1 mm/obr. Gł. wiercenia do 10 mm.
Oś X obrabiarki Oś X obrabiarkiOś wiertła
Centralna płytka
Centralna płytka
Zewn. płytka
Zewn. płytka
17
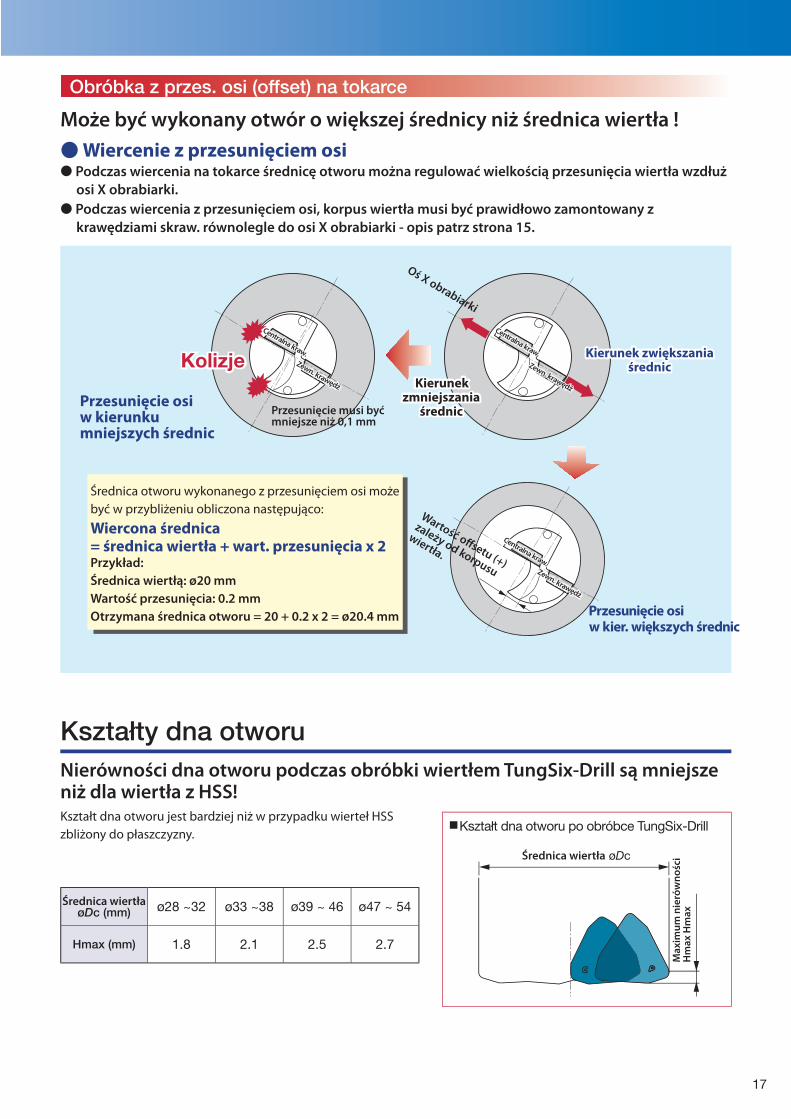
ø28 ~32 ø33 ~38 ø39 ~ 46 ø47 ~ 54
Hmax (mm) 1.8 2.1 2.5 2.7
Może być wykonany otwór o większej średnicy niż średnica wiertła !
� Podczas wiercenia na tokarce średnicę otworu można regulować wielkością przesunięcia wiertła wzdłuż osi X obrabiarki.
� Podczas wiercenia z przesunięciem osi, korpus wiertła musi być prawidłowo zamontowany z krawędziami skraw. równolegle do osi X obrabiarki - opis patrz strona 15.
Przesunięcie osi w kierunku mniejszych średnic
Przesunięcie osi w kier. większych średnic
Średnica otworu wykonanego z przesunięciem osi może być w przybliżeniu obliczona następująco:
Wiercona średnica = średnica wiertła + wart. przesunięcia x 2Przykład:Średnica wiertłą: ø20 mmWartość przesunięcia: 0.2 mmOtrzymana średnica otworu = 20 + 0.2 x 2 = ø20.4 mm
● Wiercenie z przesunięciem osi
Kolizje
Przesunięcie musi być mniejsze niż 0,1 mm
Kierunek zwiększania średnic
Kierunek zmniejszania
średnic
Nierówności dna otworu podczas obróbki wiertłem TungSix-Drill są mniejsze niż dla wiertła z HSS!Kształt dna otworu jest bardziej niż w przypadku wierteł HSS zbliżony do płaszczyzny.
Średnica wiertłaøDc (mm)
Średnica wiertła øDc
Kształt dna otworu po obróbce TungSix-Drill
Max
imum
nie
rów
nośc
i H
max
Hm
ax
Kształty dna otworu
Obróbka z przes. osi (offset) na tokarce
Oś X obrabiarki
Wartość off setu (+)
zależy od korpusu
wiertła.
Centralna kraw.
Centralna kraw.Zewn. krawędź
Zewn. krawędź
Centralna kraw.Zewn. krawędź
18
Nie
nor
mal
ne ś
cier
anie
pły
tek
Wyk
rusz
enia
i pę
knię
cia
płyt
ki
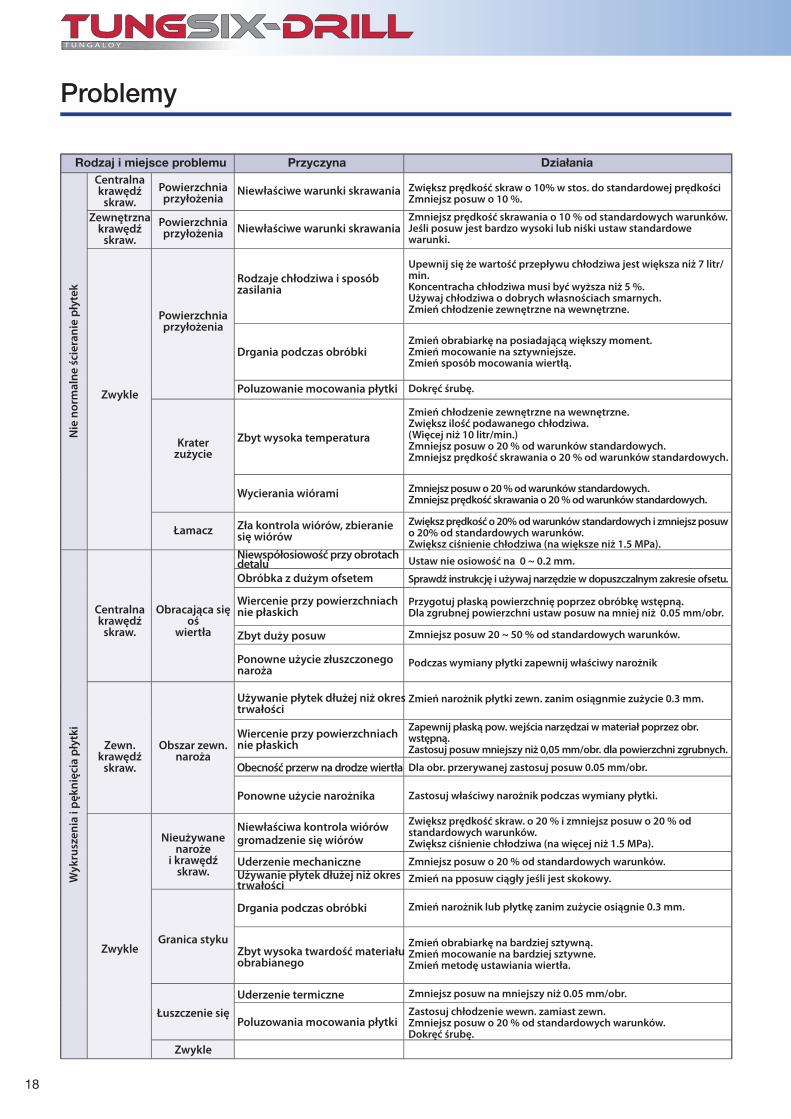
Rodzaj i miejsce problemu Przyczyna Działania
Problemy
Centralnakrawędź
skraw.Zewnętrzna
krawędźskraw.
Zwykle
Centralnakrawędź
skraw.
Zewn.krawędź
skraw.
Zwykle
Powierzchniaprzyłożenia
Powierzchniaprzyłożenia
Powierzchniaprzyłożenia
Kraterzużycie
Łamacz
Obracająca się oś
wiertła
Obszar zewn.naroża
Nieużywane naroże
i krawędźskraw.
Granica styku
Łuszczenie się
Zwykle
Niewłaściwe warunki skrawania
Niewłaściwe warunki skrawania
Rodzaje chłodziwa i sposób zasilania
Drgania podczas obróbki
Poluzowanie mocowania płytki
Zbyt wysoka temperatura
Wycierania wiórami
Zła kontrola wiórów, zbieranie się wiórówNiewspółosiowość przy obrotach detaluObróbka z dużym ofsetem
Wiercenie przy powierzchniach nie płaskich
Zbyt duży posuw
Ponowne użycie złuszczonego naroża
Używanie płytek dłużej niż okres trwałości
Wiercenie przy powierzchniach nie płaskich
Obecność przerw na drodze wiertła
Ponowne użycie narożnika
Niewłaściwa kontrola wiórówgromadzenie się wiórów
Uderzenie mechaniczneUżywanie płytek dłużej niż okres trwałości
Drgania podczas obróbki
Zbyt wysoka twardość materiału obrabianego
Uderzenie termiczne
Poluzowania mocowania płytki
Zwiększ prędkość skraw o 10% w stos. do standardowej prędkości Zmniejsz posuw o 10 %.
Zmniejsz prędkość skrawania o 10 % od standardowych warunków.Jeśli posuw jest bardzo wysoki lub niśki ustaw standardowe warunki.
Upewnij się że wartość przepływu chłodziwa jest większa niż 7 litr/min.Koncentracha chłodziwa musi być wyższa niż 5 %.Używaj chłodziwa o dobrych własnościach smarnych. Zmień chłodzenie zewnętrzne na wewnętrzne.
Zmień obrabiarkę na posiadającą większy moment. Zmień mocowanie na sztywniejsze. Zmień sposób mocowania wiertłą.
Dokręć śrubę.
Zmień chłodzenie zewnętrzne na wewnętrzne. Zwiększ ilość podawanego chłodziwa. (Więcej niż 10 litr/min.)Zmniejsz posuw o 20 % od warunków standardowych. Zmniejsz prędkość skrawania o 20 % od warunków standardowych.
Zmniejsz posuw o 20 % od warunków standardowych. Zmniejsz prędkość skrawania o 20 % od warunków standardowych.
Zwiększ prędkość o 20% od warunków standardowych i zmniejsz posuw o 20% od standardowych warunków. Zwiększ ciśnienie chłodziwa (na większe niż 1.5 MPa).
Ustaw nie osiowość na 0 ~ 0.2 mm.
Sprawdź instrukcję i używaj narzędzie w dopuszczalnym zakresie ofsetu.
Przygotuj płaską powierzchnię poprzez obróbkę wstępną. Dla zgrubnej powierzchni ustaw posuw na mniej niż 0.05 mm/obr.
Zmniejsz posuw 20 ~ 50 % od standardowych warunków.
Podczas wymiany płytki zapewnij właściwy narożnik
Zmień narożnik płytki zewn. zanim osiągnmie zużycie 0.3 mm.
Zapewnij płaską pow. wejścia narzędzai w materiał poprzez obr. wstępną. Zastosuj posuw mniejszy niż 0,05 mm/obr. dla powierzchni zgrubnych.
Dla obr. przerywanej zastosuj posuw 0.05 mm/obr.
Zastosuj właściwy narożnik podczas wymiany płytki.
Zwiększ prędkość skraw. o 20 % i zmniejsz posuw o 20 % od standardowych warunków. Zwiększ ciśnienie chłodziwa (na więcej niż 1.5 MPa).
Zmniejsz posuw o 20 % od standardowych warunków.
Zmień na pposuw ciągły jeśli jest skokowy.
Zmień narożnik lub płytkę zanim zużycie osiągnie 0.3 mm.
Zmień obrabiarkę na bardziej sztywną. Zmień mocowanie na bardziej sztywne. Zmień metodę ustawiania wiertła.
Zmniejsz posuw na mniejszy niż 0.05 mm/obr.
Zastosuj chłodzenie wewn. zamiast zewn. Zmniejsz posuw o 20 % od standardowych warunków. Dokręć śrubę.
19
Zary
sow
ania
na
korp
usie
wie
rtła
Dok
ładn
ość
otw
oru
wew
n.Ko
ntro
la w
ióra
Inny
pro
blem
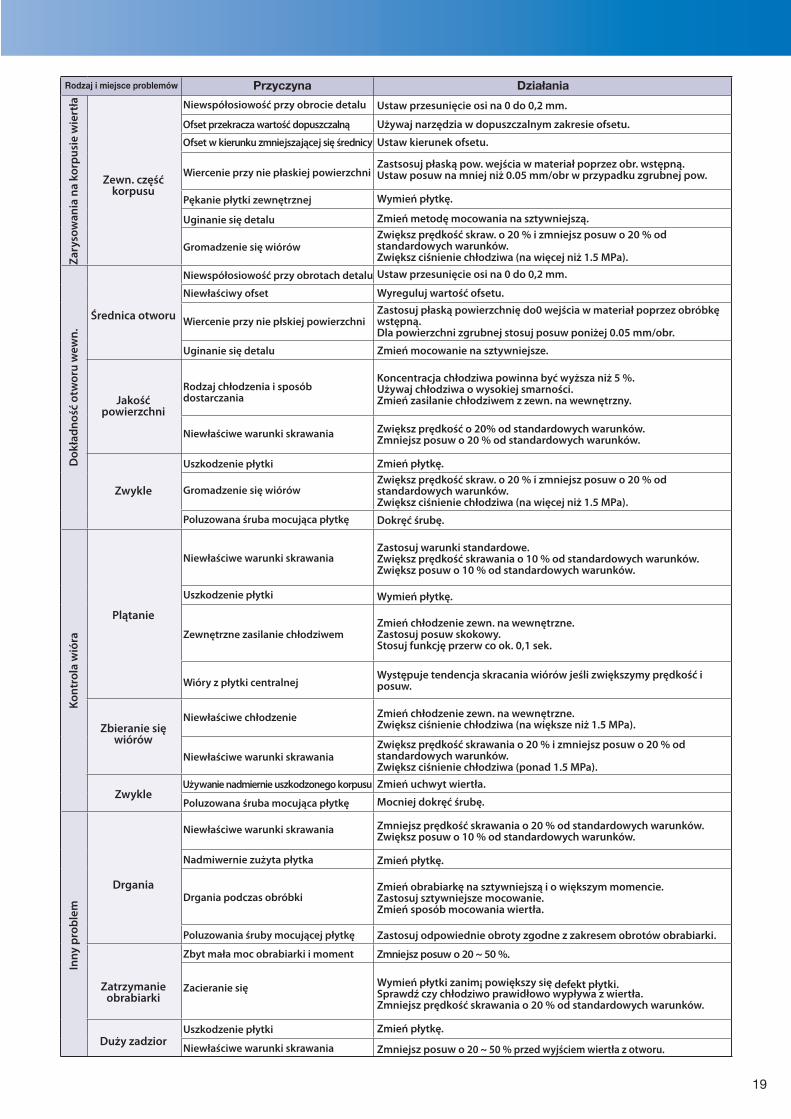
Rodzaj i miejsce problemów Przyczyna Działania
Zewn. częśćkorpusu
Średnica otworu
Jakość powierzchni
Zwykle
Plątanie
Zbieranie się wiórów
Zwykle
Drgania
Zatrzymanie obrabiarki
Duży zadzior
Niewspółosiowość przy obrocie detalu
Ofset przekracza wartość dopuszczalną
Ofset w kierunku zmniejszającej się średnicy
Wiercenie przy nie płaskiej powierzchni
Pękanie płytki zewnętrznej
Uginanie się detalu
Gromadzenie się wiórów
Niewspółosiowość przy obrotach detalu
Niewłaściwy ofset
Wiercenie przy nie płskiej powierzchni
Uginanie się detalu
Rodzaj chłodzenia i sposób dostarczania
Niewłaściwe warunki skrawania
Uszkodzenie płytki
Gromadzenie się wiórów
Poluzowana śruba mocująca płytkę
Niewłaściwe warunki skrawania
Uszkodzenie płytki
Zewnętrzne zasilanie chłodziwem
Wióry z płytki centralnej
Niewłaściwe chłodzenie
Niewłaściwe warunki skrawania
Używanie nadmiernie uszkodzonego korpusu
Poluzowana śruba mocująca płytkę
Niewłaściwe warunki skrawania
Nadmiwernie zużyta płytka
Drgania podczas obróbki
Poluzowania śruby mocującej płytkę
Zbyt mała moc obrabiarki i moment
Zacieranie się
Uszkodzenie płytki
Niewłaściwe warunki skrawania
Ustaw przesunięcie osi na 0 do 0,2 mm.
Używaj narzędzia w dopuszczalnym zakresie ofsetu.
Ustaw kierunek ofsetu.
Zastsosuj płaską pow. wejścia w materiał poprzez obr. wstępną. Ustaw posuw na mniej niż 0.05 mm/obr w przypadku zgrubnej pow.
Wymień płytkę.
Zmień metodę mocowania na sztywniejszą. Zwiększ prędkość skraw. o 20 % i zmniejsz posuw o 20 % od standardowych warunków. Zwiększ ciśnienie chłodziwa (na więcej niż 1.5 MPa).Ustaw przesunięcie osi na 0 do 0,2 mm.
Wyreguluj wartość ofsetu. Zastosuj płaską powierzchnię do0 wejścia w materiał poprzez obróbkę wstępną. Dla powierzchni zgrubnej stosuj posuw poniżej 0.05 mm/obr.
Zmień mocowanie na sztywniejsze.
Koncentracja chłodziwa powinna być wyższa niż 5 %.Używaj chłodziwa o wysokiej smarności. Zmień zasilanie chłodziwem z zewn. na wewnętrzny.
Zwiększ prędkość o 20% od standardowych warunków. Zmniejsz posuw o 20 % od standardowych warunków.
Zmień płytkę. Zwiększ prędkość skraw. o 20 % i zmniejsz posuw o 20 % od standardowych warunków. Zwiększ ciśnienie chłodziwa (na więcej niż 1.5 MPa).
Dokręć śrubę.
Zastosuj warunki standardowe. Zwiększ prędkość skrawania o 10 % od standardowych warunków. Zwiększ posuw o 10 % od standardowych warunków.
Wymień płytkę.
Zmień chłodzenie zewn. na wewnętrzne. Zastosuj posuw skokowy. Stosuj funkcję przerw co ok. 0,1 sek.
Występuje tendencja skracania wiórów jeśli zwiększymy prędkość i posuw.
Zmień chłodzenie zewn. na wewnętrzne. Zwiększ ciśnienie chłodziwa (na większe niż 1.5 MPa).
Zwiększ prędkość skrawania o 20 % i zmniejsz posuw o 20 % od standardowych warunków. Zwiększ ciśnienie chłodziwa (ponad 1.5 MPa).Zmień uchwyt wiertła.
Mocniej dokręć śrubę.
Zmniejsz prędkość skrawania o 20 % od standardowych warunków. Zwiększ posuw o 10 % od standardowych warunków.
Zmień płytkę.
Zmień obrabiarkę na sztywniejszą i o większym momencie. Zastosuj sztywniejsze mocowanie. Zmień sposób mocowania wiertła.
Zastosuj odpowiednie obroty zgodne z zakresem obrotów obrabiarki.
Zmniejsz posuw o 20 ~ 50 %.
Wymień płytki zanim¡ powiększy się defekt płytki. Sprawdź czy chłodziwo prawidłowo wypływa z wiertła. Zmniejsz prędkość skrawania o 20 % od standardowych warunków.
Zmień płytkę.
Zmniejsz posuw o 20 ~ 50 % przed wyjściem wiertła z otworu.
Tungaloy Rus, LLC36-G Kostukova str.308012 Belgorod, RussiaPhone:+7 4722 58 57 57 Fax:+7 4722 58 57 83www.tungaloy.co.jp/ru
Tungaloy Polska Sp. z o.o.ul. Genewska 2403-963 Warszawa, PolandPhone: +48-22-517-9070 Fax: +48-22-517-9077www.tungaloy.co.jp/pl [email protected]
Tungaloy U.K. LtdHilton Hall Business Centre, EssingtonStaffordshire, WV11 2BQ, UKPhone:+44 121 309 0163 Fax: +44 121 270 9694 www.tungaloy.co.jp/uk [email protected]
Tungaloy Hungary KftErzsébet királyné útja 125H-1142 Budapest, Hungary Phone: +36 1 781-6846 Fax: +36 1 781-6866www.tungaloy.co.jp/hu [email protected]
Tungaloy TurkeyDes San. Sit. Ticaret Merk 1. Cad No: 3 / 734776 Ümraniye Istanbul, Turkey Phone: +90 216 540 04 67 Fax: +90 216 540 04 97www.tungaloy.co.jp/tr [email protected]
Tungaloy Cutting Tool (Shanghai) Co.,Ltd.Rm No 401 No.88 Zhabei, Jiangchang No.3 RdShanghai 200436, ChinaPhone: +86-21-3632-1880 Fax: +86-21-3621-1918www.tungaloy.co.jp/tcts
Tungaloy Cutting Tool (Thailand) Co.,Ltd.11th Floor, Sorachai Bldg. 23/7, Soi Sukhumvit 63Klongtonnue, Wattana, Bangkok 10110, ThailandPhone: +66-2-714-3130 Fax: +66-2-714-3134www.tungaloy.co.th
Tungaloy Singapore (Pte.), Ltd.31 Kaki Bukit Road 3, #05-19 TechLinkSingapore 417818Phone:+65-6391-1833 Fax:+65-6299-4557www.tungaloy.co.jp/tspl
Tungaloy India Pvt. Ltd.Unit#13, B wing, 8th Floor, Kamala Mills Compound Trade World, Lower Parel (West), Mumbai - 4000 13. IndiaPhone: +91-22-6124-8804 Fax: +91-22-6124-8899www.tungaloy.co.jp/in
Tungaloy Korea Co., Ltd#1312, Byucksan Digital Valley 5-cha60-73 Gasan-dong, Geumcheon-gu153-788 Seoul, KoreaPhone:+82-2-6393-8930 Fax:+82-2-6393-8952www.tungaloy.co.jp/kr
Tungaloy Malaysia Sdn Bhd50 K-2, Kelana Mall, Jalan SS6/14, Kelana Jaya, 47301 Petaling Jaya, Selangor Darul Ehsan, MalaysiaPhone:+603-7805-3222 Fax:+603-7804-8563www.tungaloy.co.jp/my
Tungaloy Australia Pty LtdUnit 308/33 Lexington DriveBella Vista NSW 2153, AustraliaPhone:+612-9672-6844 Fax:+612-9672-6866www.tungaloy.co.jp/au
Tungaloy Corporation (Head offi ce)11-1 Yoshima-KogyodanchiIwaki-city, Fukushima, 970-1144 JapanPhone: +81-246-36-8501 Fax: +81-246-36-8542www.tungaloy.co.jp
Tungaloy America, Inc.3726 N Ventura Drive, Arlington Heights, IL 60004, U.S.A.Phone: +1-888-554-8394 Fax: +1-888-554-8392www.tungaloyamerica.com
Tungaloy Canada 432 Elgin St. Unit 3, Brantford, Ontario N3S 7P7, Canada Phone: +1-519-758-5779 Fax: +1-519-758-5791 www.tungaloyamerica.com
Tungaloy de Mexico S.A.C Los Arellano 113, Parque Industrial Siglo XXIAguascalientes, AGS, Mexico 20290Phone:+52-449-929-5410 Fax:+52-449-929-5411www.tungaloyamerica.com
Tungaloy do Brasil Comércio de Ferramentas de Corte Ltda.Rua dos Sabias N.10413280-000 Vinhedo, São Paulo, BrazilPhone:+55-19-38262757 Fax:+55-19-38262757www.tungaloy.co.jp/br
Tungaloy Germany GmbHAn der Alten Ziegelei 1D-40789 Monheim, GermanyPhone: +49-2173-90420-0 Fax: +49-2173-90420-19www.tungaloy.de
Tungaloy France S.A.S.ZA Courtaboeuf - Le Rio, 1 rue de la Terre de feuF-91952 Courtaboeuf Cedex, FrancePhone: +33-1-6486-4300 Fax: +33-1-6907-7817www.tungaloy.fr
Tungaloy Italia S.r.I.Via E. Andolfato 10I-20126 Milano, ItalyPhone: +39-02-252012-1 Fax: +39-02-252012-65www.tungaloy.it
Tungaloy Czech s.r.oTuranka 115CZ-627 00 Brno, Czech RepublicPhone: +420-532 123 391 Fax: +420-532 123 392www.tungaloy.cz
Tungaloy Ibérica S.L.C/Miquel Servet, 43B, Nau 7, Pol. Ind. BufalventES-08243 Manresa (BCN), SpainPhone:+34 93 113 1360 Fax:+34 93 876 2798www.tungaloy.es
Tungaloy Scandinavia ABS:t Lars Väg 42ASE-22270 Lund, SwedenPhone:+46-462119200 Fax:+46-462119207www.tungaloy.se
Dystrybutor:
Jun. 2012 (TJ)
ISO 9001 certifi ed ISO 14001 certifi edQC00J0056 EC97J1123Tungaloy Corporation Tungaloy Group Japan site and Asian production site18/10/1996 26/11/1997