Embed Size (px)
Citation preview
“
TU
T
UN
FACULTA
IN
ANÁLISI
PAR
UTOR: IN
Trabajo pr
NIVERSI
AD DE ING
NSTITUTO
IS DE M
RA GENE
CATALI
NG. AND
resentado c
MAGÍS
IDAD CE
GENIERÍA
DE INVES
MEZCLA
RACIÓN
INA FER
DRÉS FER
como requi
TER EN P
QUIT
ENTRA
A, CIENCIA
STIGACIÓ
DE GASE
N DE ENE
RNANDA
RNANDO
sito parcia
PROCESOS
TO – ECUA
2014
AL DEL E
AS FÍSICA
ÓN Y POSG
ES COMO
ERGÍA E
DÍAZ CA
O DE LA
l para la ob
S INDUSTR
ADOR
ECUAD
AS Y MATE
GRADO (I
O COMB
ELÉCTRI
ARRERA
ROSA M
btención de
RIALES
DOR
EMÁTICA
IIP)
BUSTIBL
ICA”
A
MARTÍNE
el grado de
A
LE
EZ.
e:

ii
DEDICATORIA:
A Dios, a mi familia por brindarme su amor y estar siempre a mi lado y apoyarme en todo momento, a mi hijo Mateo por ser lo más hermoso que la vida me ha dado, a mi esposo Hugo el amor de mi vida.
Catalina Díaz C.

iii
AGRADECIMIENTO:
A todas las personas que contribuyeron en la realización de este trabajo de investigación.
A mi familia y amigos por sus palabras de apoyo.
Catalina Díaz C.

AU
Yo, DÍAZ
de investi
COMO C
por la pres
uso de tod
obra, con
Los derec
autrización
los artícul
su Reglam
Quito, 21
Catalina F
C.C. 1718
UTORIZA
Z CARRER
gación o te
OMBUSTI
sente autori
dos los cont
fines estrict
chos que co
n, seguirán
los 5, 6, 8,
mente.
de abril de
Fernanda Dí
8059601.
ACIÓN D
RA CATALI
esis realizad
IBLE PARA
izo a la UNI
tenidos que
tamente aca
omo autor
vigentes a
19 y demás
2014.
íaz Carrera.
iv
DE LA AU
INA FERN
da sobre AN
A GENERA
IVERSIDA
me pertene
adémicos o
me corresp
a mi favor,
s pertinente
UTORÍA
NANDA en
NÁLISIS
ACIÓN DE
AD CENTRA
ecen o de pa
de investiga
ponden, con
de conform
es de la Ley
INTELEC
calidad de
DE MEZC
E ENERGÍA
AL DEL EC
arte de los q
ación.
n excepción
midad con l
y de Propied
CTUAL
autor del tr
CLA DE GA
A ELÉCTR
CUADOR,
que contiene
n de la pre
o establecid
dad Intelect
rabajo
ASES
RICA,
hacer
e esta
esente
do en
tual y
En calidad
GASES C
ELÉCTRI
previo a l
que el pro
En la ciud
d de Tutor d
COMO CO
ICA, presen
a obtención
yecto reúne
dad de Quito
In
CE
del proyecto
OMBUSTIB
ntado y de
n del Título
e los requisi
o, a los 21 d
g. Andrés F
v
ERTIFIC
o de Investi
BLE PARA
esarrollado
o de Magíst
itos necesar
días del mes
Fernando De
ACIÓN
gación: AN
A GENER
por Catalin
ter en Proce
rios.
s de abril de
e La Rosa M
NÁLISIS D
RACIÓN
na Fernand
esos Indust
el año 2014.
Martínez.
DE MEZCLA
DE ENER
da Díaz Ca
triales, cons
.
A DE
RGÍA
arrera,
sidero
vi
CONTENIDO
DEDICATORIA: ................................................................................................. II
AGRADECIMIENTO: ....................................................................................... III
AUTORIZACIÓN DE LA AUTORÍA INTELECTUAL ................................ IV
CERTIFICACIÓN ................................................................................................ V
CONTENIDO ...................................................................................................... VI
LISTA DE FIGURAS ........................................................................................... X
LISTA DE TABLAS ........................................................................................ XIII
LISTA DE GRÁFICOS ................................................................................... XVI
RESUMEN ..................................................................................................... XVIII
ABSTRACT ...................................................................................................... XIX
CERTIFICACIÓN ............................................................................................. XX
INTRODUCCIÓN ................................................................................................ 1
CAPÍTULO I ......................................................................................................... 2
1.1. SITUACIÓN ACTUAL – PLANTEAMIENTO DEL PROBLEMA. ......................... 2
1.2. HIPÓTESIS. ................................................................................................. 3
1.3. ANTECEDENTES. ........................................................................................ 3
1.4. SITUACIÓN PROPUESTA. ............................................................................ 4
1.5. OBJETIVOS DE LA INVESTIGACIÓN. ............................................................ 5
1.5.1. Objetivo General. .............................................................................. 5
1.5.2. Objetivos Específicos. ....................................................................... 6
1.6. JUSTIFICACIÓN. ......................................................................................... 6
CAPÍTULO II ....................................................................................................... 8
2.1. GAS NATURAL. .......................................................................................... 8
2.2. GAS LIBRE. ................................................................................................ 9
vii
2.3. GAS DISUELTO O EN SOLUCIÓN. ................................................................ 9
2.4. GASES ÁCIDOS. ......................................................................................... 9
2.5. GASES LICUADOS DE PETRÓLEO O GLP. ................................................... 9
2.6. GAS NATURAL LICUADO O GNL. ............................................................ 10
2.7. GAS ASOCIADO. ...................................................................................... 10
2.7.1. Características del Gas Asociado. ................................................... 11
2.7.2. Composición Química del Gas. ...................................................... 12
2.7.3. Propiedades del Gas. ....................................................................... 14
2.7.3.1. Masa y Peso ................................................................................. 14
2.7.3.2. Volumen ...................................................................................... 15
2.7.3.3. Densidad ...................................................................................... 15
2.7.3.4. Densidad Relativa ........................................................................ 16
2.7.3.5. Viscosidad ................................................................................... 16
2.8. GAS IDEAL. .............................................................................................. 19
2.9. GAS REAL ............................................................................................... 21
2.10. MEZCLA DE GASES .................................................................................. 24
2.11. PODER CALÓRICO .................................................................................... 26
2.11.1. Poder Calórico Superior .................................................................. 27
2.11.2. Poder Calórico Inferior ................................................................... 27
CAPÍTULO III .................................................................................................... 29
3.1. PRINCIPIOS DE SEPARACIÓN .................................................................... 29
3.1.1. Clasificación de Separadores .......................................................... 30
3.1.2. Comparación de Separadores .......................................................... 32
3.1.3. Separadores – Datos de Entrada ...................................................... 33
3.1.4. Separadores – Parámetros de Diseño .............................................. 33
3.1.5. Tipos de Internos en los Separadores .............................................. 34
3.2. TEORÍA DE SEPARACIÓN DE FASES .......................................................... 37
3.2.1. Método del Tiempo de Residencia .................................................. 38
3.2.2. Velocidad Terminal de la partícula líquida ..................................... 39
CAPÍTULO IV .................................................................................................... 43
4.1. COMPRESORES RECIPROCANTES .............................................................. 45
4.2. COMPRESIÓN ISOTÉRMICA ....................................................................... 45

viii
4.3. COMPRESIÓN ADIABÁTICA ...................................................................... 47
4.4. COMPRESIÓN POLITRÓPICA ..................................................................... 48
4.5. TEMPERATURA DE DESCARGA DE UN GAS COMPRIMIDO .......................... 48
4.6. POTENCIA REQUERIDA, HP ..................................................................... 49
4.7. COMPRESORES EN SERIE Y EN PARALELO ................................................. 51
CAPÍTULO V ...................................................................................................... 56
5.1. CICLO DE OTTO ....................................................................................... 57
5.2. NÚMERO DE OCTANO (NO) ..................................................................... 63
5.3. NÚMERO DE METANO (NM) .................................................................... 64
5.4. ÍNDICE DE WOBBE ................................................................................... 65
5.5. TEMPERATURA DE AUTOIGNICIÓN ........................................................... 67
5.6. REQUERIMIENTOS EN EL GAS COMBUSTIBLE DE LOS MOTORES MÁS
COMUNES EN EL ECUADOR ................................................................................. 67
5.6.1. Generadores Marca General Electric (Waukesha y Jenbacher). ..... 67
CAPÍTULO VI .................................................................................................... 70
6.1. TIPOS DE CONTROL .................................................................................. 70
6.2. LAZO DE CONTROL .................................................................................. 70
6.3. ERROR EN EL LAZO DE CONTROL ............................................................. 71
6.4. LAZO ABIERTO Y LAZO CERRADO ............................................................ 72
6.5. COMPONENTES DE UN LAZO DE CONTROL ................................................ 72
6.6. TIPO DE SEÑALES ..................................................................................... 74
6.7. ESQUEMAS DE CONTROL. ......................................................................... 74
6.7.1. Esquema de control retroalimentado. .............................................. 74
6.7.2. Esquema de control en cascada. ...................................................... 75
6.7.3. Esquema de control de relación. ..................................................... 76
6.7.4. Esquema de control en alimentación adelantada. ........................... 78
6.7.5. Esquema de control por “override”. ................................................ 79
6.7.6. Esquema de control “duplex” o rango dividido. ............................. 80
CAPÍTULO VII ................................................................................................... 81
7.1. GAS DE BAJA PRESIÓN PROVENIENTE DE LAS BOTAS DESGASIFICADORAS. 83
7.1.1. Saturación del gas de baja presión por el Método de Pedersen ...... 84
7.2. SATURACIÓN DEL GAS EN AGUA .............................................................. 88
ix
7.3. CÁLCULO DE LA COMPOSICIÓN A LA SALIDA DEL SCRUBBER V-106: ....... 94
7.4. DISEÑO DE UN SEPARADOR VERTICAL ..................................................... 97
7.5. ESPECIFICACIÓN DE UN COMPRESOR, K-104. ......................................... 114
7.6. CÁLCULO DE LA TEMPERATURA DE ROCÍO DE LA CORRIENTE DE GAS QUE
SALE DEL COMPRESOR K-104. .......................................................................... 118
7.7. ENFRIAMIENTO DEL GAS A 120 F. .......................................................... 120
7.8. CÁLCULO DE LA COMPOSICIÓN A LA SALIDA DEL SCRUBBER V-108: ..... 122
7.9. DISEÑO DE UN SEPARADOR VERTICAL V-108 ........................................ 124
7.10. ESPECIFICACIÓN DEL COMPRESOR K-105. ............................................. 138
7.11. DIAGRAMAS DE FLUJO Y DE EQUILIBRIO. ............................................... 143
7.12. CÁLCULO DE PODER CALÓRICO DEL GAS DE BAJA TRATADO .................. 148
7.13. CÁLCULO DEL NÚMERO DE METANO DEL GAS DE BAJA PRESIÓN. ........... 149
7.14. COMPARACIÓN DE LAS PROPIEDADES DE GAS DE BAJA PRESIÓN CON LAS
REQUERIDAS POR EL MOTOR. ............................................................................ 150
7.15. MEZCLA DE GAS DE BAJA PRESIÓN CON EL GAS DE LOS SEPARADORES DE
CRUDO. ............................................................................................................. 150
7.16. COMPARACIÓN DE LAS PROPIEDADES DE LA MEZCLA DE GAS CON LAS
REQUERIDAS POR EL MOTOR. ............................................................................ 157
7.17. CONSUMO DE GAS COMBUSTIBLE PARA GENERACIÓN. ........................... 157
7.18. DESCRIPCIÓN DEL LAZO DE CONTROL PARA LA MEZCLA DE GASES. ....... 165
7.18.1. Lazo de control por retroalimentación. ......................................... 165
7.18.2. Lazo de control en cascada ........................................................... 166
CAPÍTULO VII ................................................................................................. 170
8.1. CONCLUSIONES ................................................................................ 170
8.2. DISCUSIÓN ......................................................................................... 172
8.3. RECOMENDACIONES ...................................................................... 173
BIBLIOGRAFÍA ............................................................................................... 174
GLOSARIO ....................................................................................................... 175
ANEXOS ............................................................................................................ 178
ANEXO 1. CROMATOGRAFÍA GAS DE BAJA PRESIÓN. ..................................... 178
ANEXO 2. CROMATOGRAFÍA GAS FWKO. ..................................................... 179
ANEXO 3. DESEMPEÑO DE UN MOTOR A GAS. ................................................. 180
x
ANEXO 4. PODER CALÓRICO Y PRESIÓN DE OPERACIÓN DE LOS FWKO. ........ 181
BIOGRAFÍA ...................................................................................................... 182
LISTA DE FIGURAS
FIGURA 1.1-1: DIAGRAMA DE BLOQUES DE LA SITUACIÓN ACTUAL. . 2
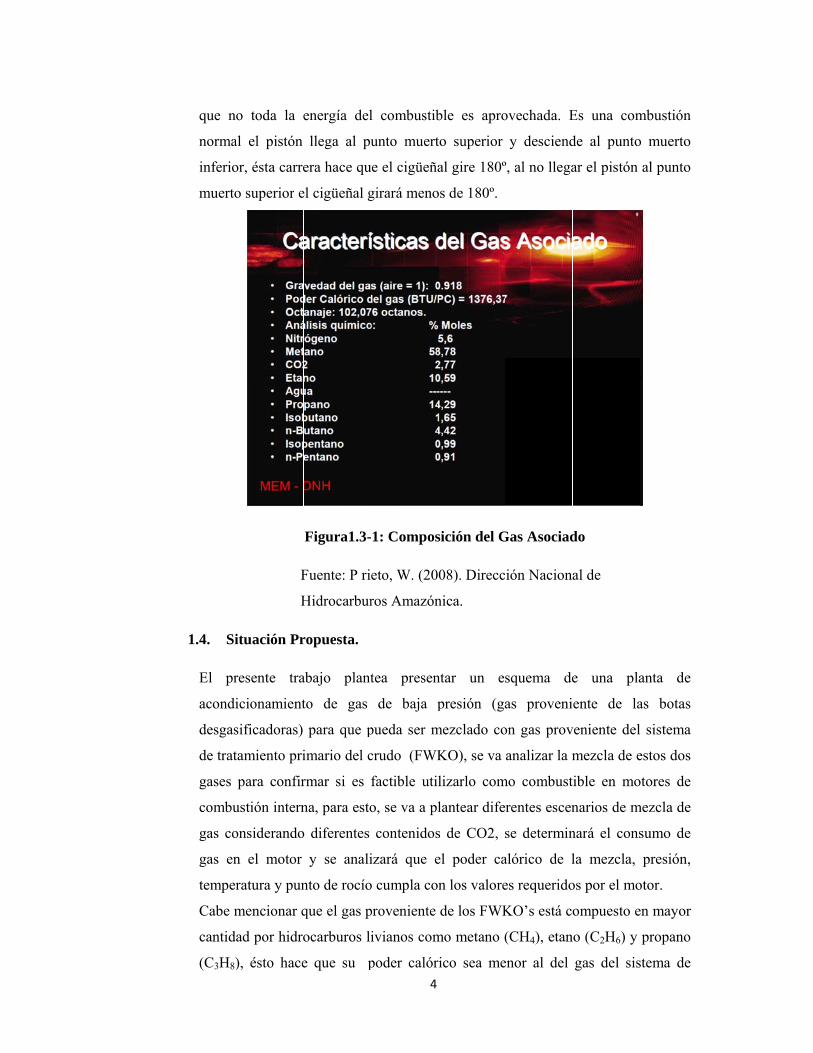
FIGURA1.3-1: COMPOSICIÓN DEL GAS ASOCIADO .................................... 4
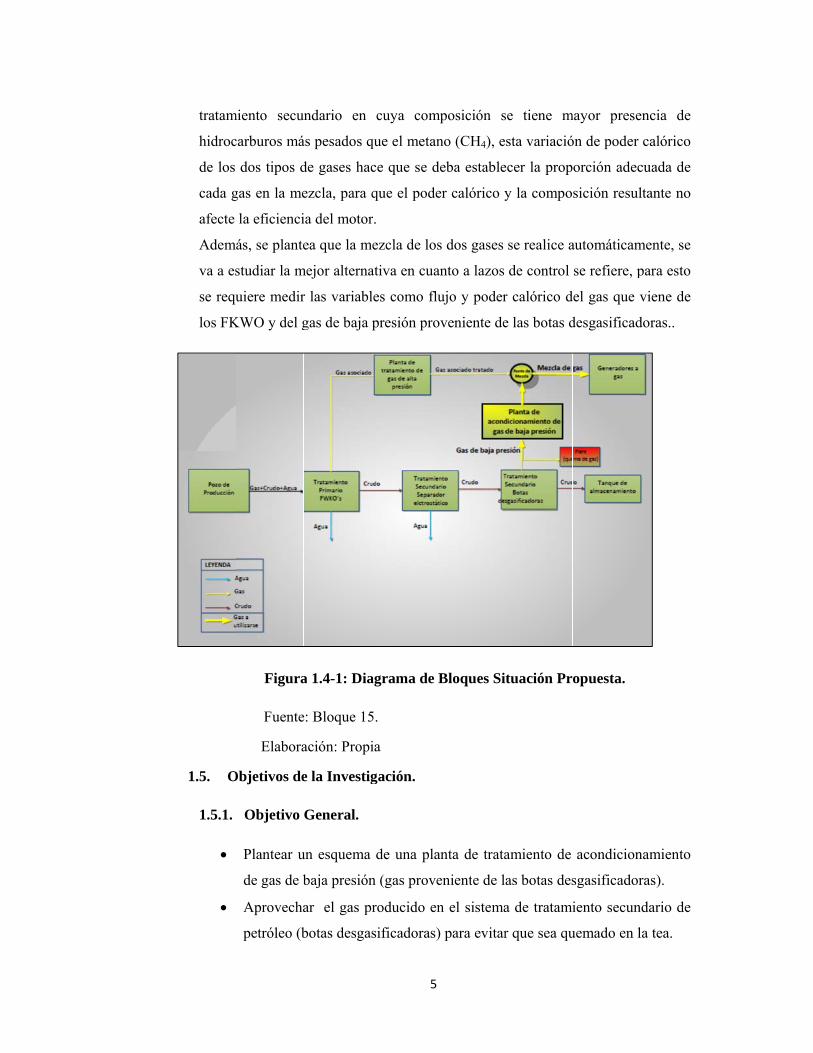
FIGURA 1.4-1: DIAGRAMA DE BLOQUES SITUACIÓN PROPUESTA. ....... 5
FIGURA 2.7.3.5-1 VARIACIÓN DE LA VISCOSIDAD DEL GAS CON
RESPECTO A LA TEMPERATURA. ................................................................. 18
FIGURA 2.9-1 FACTOR DE COMPRESIBILIDAD PARA GASES
NATURALES. ...................................................................................................... 24
FIGURA 2.11.1-1 INTERPRETACIÓN GRÁFICA DEL PODER CALÓRICO
INFERIOR. ........................................................................................................... 27
FIGURA 2.11.2-1 INTERPRETACIÓN GRÁFICA DEL PODER CALÓRICO
INFERIOR. ........................................................................................................... 28
FIGURA 3.1-1 SEPARADORES HORIZONTALES Y VERTICALES. ........... 30
FIGURA 3.1.1-1 SEPARADOR BIFÁSICO HORIZONTAL. ............................ 31
FIGURA 3.1.1-2 SEPARADOR BIFÁSICO VERTICAL. .................................. 31
FIGURA 3.1.1-3 SEPARADOR TRIFÁSICO HORIZONTAL. ......................... 32
FIGURA 3.1.5-1 CAJA DE CHICANAS. ............................................................ 35
FIGURA 3.1.5-2 INSTALACIONES TÍPICA DE CAJA DE CHICANAS EN
SEPARADORES HORIZONTALES Y VERTICALES...................................... 35
FIGURA 3.1.5.-3 MALLA DE ALAMBRES. ..................................................... 36
FIGURA 3.1.5-4 INSTALACIONES TÍPICA DE MALLAS ALAMBRES EN
SEPARADORES HORIZONTALES Y VERTICALES...................................... 37
FIGURA 3.1.5-5 ROMPE-VÓRTICE. ................................................................. 37
FIGURA 3.2.2-1 LEYES DE VELOCIDAD DE SEDIMENTACIÓN. .............. 41
FIGURA 3.2.2-2 VALORES DE LA CONSTANTE K (GPSA) ......................... 42
xi
FIGURA 4-1 TIPOS DE COMPRESORES. ........................................................ 44
FIGURA 4-2 ÁREA DE OPERACIÓN DE VARIOS TIPOS DE
COMPRESORES. ................................................................................................. 44
FIGURA 4.1-1 COMPRESOR TIPO RECIPROCANTE. ................................... 45
FIGURA 4.2-1 COMPRESIÓN ISOTÉRMICA. ................................................. 46
FIGURA 4.3-1 COMPRESIÓN ADIABÁTICA. ................................................. 47
FIGURA 4.7-1 COMPRESORES EN SERIE. ..................................................... 52
FIGURA 4.7-2 COMPRESORES EN PARALELO. ........................................... 53
FIGURA 5-1 MOTOR DE COMBUSTIÓN INTERNA O ENDOTÉRMICO. ... 56
FIGURA 5-2 MOTOR DE CUATRO TIEMPOS. ............................................... 57
FIGURA 5.1-1 ADMISIÓN.................................................................................. 58
FIGURA 5.1-2 COMPRESIÓN. ........................................................................... 59
FIGURA 5.1-3 TRABAJO.................................................................................... 60
FIGURA 5.1-4 ESCAPE. ...................................................................................... 61
FIGURA 5.1-5 ESCAPE. ...................................................................................... 62
FIGURA 5.1-6 DIAGRAMA P-V CICLO DE OTTO TEÓRICO. ...................... 63
FIGURA 5.6.1-1 NÚMERO DE METANO CALCULADO VS NM MEDIDO. 67
FIGURA 5.6.1-2 MOTOR WAUKESHA. ........................................................... 68
FIGURA 5.6.1-2 MOTOR JENBACHER. ........................................................... 68
FIGURA 6.2-1 EJEMPLO DE UN LAZO DE CONTROL. ................................ 71
FIGURA 6.3-1 ERROR EN UN LAZO DE CONTROL. .................................... 72
FIGURA 6.5-1 ELEMENTOS DE UN LAZO DE CONTROL. .......................... 74
FIGURA 6.7.1-1 ESQUEMA DE CONTROL POR RETROALIMENTACIÓN.
............................................................................................................................... 75
FIGURA 6.7.2-1 ESQUEMA DE CONTROL EN CASCADA........................... 75
FIGURA 6.7.3-1 ESQUEMA DE CONTROL DE RELACIÓN. ........................ 77
xii
FIGURA 6.7.4-1 ESQUEMA DE CONTROL EN ALIMENTACIÓN
ADELANTADA. .................................................................................................. 78
FIGURA 6.7.5-1 ESQUEMA DE CONTROL POR “OVERRRIDE”. ................ 79
FIGURA 6.7.6-1 ESQUEMA DE CONTROL “DUPLEX” O RANGO
DIVIDIDO. ........................................................................................................... 80
FIGURA 7-1 DIAGRAMA DE BLOQUES DE LA PLANTA DE
ACONDICIONAMIENTO DEL GAS DE BAJA PRESIÓN .............................. 82
FIGURA 7.3-1 DIAGRAMA DE SCHEIBEL AND JENNY .............................. 95
FIGURA 7.4-1 NIVELES DE LÍQUIDO DE REFERENCIA. .......................... 105
FIGURA 7.4-2 NIVELES DE LÍQUIDO DEL SCRUBBER. ........................... 106
FIGURA 7.4-3 ALTURA DEL BAFLE DE ENTRADA. ................................. 107
FIGURA 7.4-4 ALTURA DESDE EL BAFLE HASTA EL DEMISTER. ........ 108
FIGURA 7.4-5 ALTURA DEL DEMISTER...................................................... 108
FIGURA 7.4-6 ALTURA + . .............................................................. 109
FIGURA 7.4-7 ALTURA DEL SCRUBBER. .................................................... 111
FIGURA 7.4-8 ALTURA QUE RECORRE EL GAS. ....................................... 112
FIGURA 7.4-9 ALTURA QUE RECORRE EL LÍQUIDO. .............................. 113
FIGURA 7.7-1 ENFRIAMIENTO DEL GAS DE 192 F A 120 F. .................... 121
FIGURA 7.9-1 ALTURA DEL SCRUBBER. .................................................... 135
FIGURA 7.9-2 ALTURA QUE RECORRE EL GAS. ....................................... 136
FIGURA 7.9-3 ALTURA QUE RECORRE EL LÍQUIDO. .............................. 137
FIGURA 7.11-1 DIAGRAMA DE FLUJO DEL TRATAMIENTO DE GAS DE
BAJA PRESIÓN. ................................................................................................ 143
FIGURA 7.13-1 NÚMERO DE METANO DEL GAS DE BAJA PRESIÓN
TRATADO. ......................................................................................................... 149
FIGURA 7.18.2-1 LAZO DE CONTROL EN CASADA PARA MEZCLA DE
GASES. ............................................................................................................... 169
xiii
LISTA DE TABLAS
TABLA 2.7.2-1 COMPOSICIÓN GAS ............................................................... 12
TABLA 2.7.3.5-1 VISCOSIDAD DE GASES. ................................................... 18
TABLA 7.1.1-1 COMPOSICIÓN C7 Y C14 ......................................................... 85
TABLA 7.1.1-2 PUNTOS DE REFERENCIA PARA ......................................... 85
TABLA 7.1.1-3 RESULTADOS DE LAS CONSTANTES A Y B. .................... 86
TABLA 7.1.1-4 RESULTADOS DE LA COMPOSICIÓN DE LOS PSEUDO-
COMPONENTES. ................................................................................................ 86
TABLA 7.1.1-5 RESULTADOS DE LA CORRIENTE DE GAS SATURADA
EN HIDROCARBURO. ....................................................................................... 87
TABLA 7.2-1 CONDICIONES DE OPERACIÓN DEL GAS DE BAJA
PRESIÓN. ............................................................................................................. 88
TABLA 7.2-2 RESULTADOS DEL CONTENIDO DE AGUA EN EL GAS .... 90
TABLA 7.2-3 RESULTADOS DE LA COMPARACIÓN DEL CONTENIDO
DE AGUA CALCULADO CON EL OBTENIDO EN HYSYS .......................... 90
TABLA 7.2-4 RESULTADOS DE LA COMPOSICIÓN DEL GAS SATURADO
EN AGUA E HIDROCARBURO. ....................................................................... 91
TABLA 7.2-5 RESULTADOS DE LA COMPARACIÓN DE LA
COMPOSICIÓN CALCULADA CON LA OBTENIDA EN HYSYS. ............... 93
TABLA 7.2-6 RESULTADO FLUJO MÁSICO CALCULADO DEL GAS DE
BAJA PRESIÓN SATURADO EN AGUA E HIDROCARBURO ..................... 94
TABLA 7.3-1 RESULTADOS COMPOSICIÓN A LA SALIDA DEL
SCRUBBER V-106. .............................................................................................. 96
TABLA 7.3-2 RESULTADOS CANTIDAD DE GAS Y LÍQUIDO A
SEPARARSE EN EL SCRUBBER V-106. .......................................................... 97

xiv
TABLA 7.4-1 COMPOSICIÓN DEL GAS DE BAJA PRESIÓN A LA
ENTRADA DEL SCRUBBER V-106. ................................................................. 98
TABLA 7.4-2 VALORES DE LA CONSTANTE K. .......................................... 99
TABLA 7.4-3 ...................................................................................................... 100
CORRECCIÓN POR PRESIÓN DE LA CONSTANTE K. .............................. 100
TABLA 7.4-4 ...................................................................................................... 107
TABLA 7.4-6 RESULTADOS CÁLCULOS DEL SCRUBBER V-106. .......... 114
TABLA 7.5-1 COMPOSICIÓN DEL GAS A LA ENTRADA DEL
COMPRESOR K-104. ........................................................................................ 115
TABLA 7.5-1 RESULTADOS DE CÁLCULOS DE UN COMPRESOR. ....... 118
TABLA 7.6-1 RESULTADOS DE LA TEMPERATURA DE ROCÍO DEL GAS.
............................................................................................................................. 119
TABLA 7.7-1 RESULTADOS DE CÁLCULOS DE CALOR RETIRADO. ... 122
TABLA 7.8-1 RESULTADOS COMPOSICIÓN A LA SALIDA DEL
SCRUBBER V-108. ............................................................................................ 122
TABLA 7.8-2 RESULTADOS CANTIDAD DE GAS Y LÍQUIDO A
SEPARARSE EN EL SCRUBBER V-108. ........................................................ 124
TABLA 7.9-1 COMPOSICIÓN DEL GAS A LA ENTRADA DEL SCRUBBER
V-108. ................................................................................................................. 126
TABLA 7.9-2 RESULTADOS DE LA CONSTANTE K. ................................. 127
TABLA 7.9-3 RESULTADOS DE LA VELOCIDAD TEÓRICA. ................... 127
TABLA 7.9-4 RESULTADOS DIÁMETRO MÍNIMO. ................................... 128
TABLA 7.9-5 RESULTADOS DIÁMETRO INTERNO Y ÁREA
TRANSVERSAL. ............................................................................................... 129
TABLA 7.9-5 RESULTADOS VELOCIDAD FASE LÍQUIDA. ..................... 129
TABLA 7.9-6 RESULTADOS VELOCIDAD FASE GAS. .............................. 130
TABLA 7.9-7 RESULTADOS COEFICIENTE DE ARRASTRE FASE GAS. 130
xv
TABLA 7.9-8 RESULTADOS COEFICIENTE DE ARRASTRE FASE
LÍQUIDA. ........................................................................................................... 131
TABLA 7.9-9 RESULTADOS COEFICIENTE DE ARRASTRE FASE
LÍQUIDA. ........................................................................................................... 132
TABLA 7.9-10 RESULTADOS DIÁMETRO INGRESO DE GAS Y ALTURA
DEL BAFLE. ...................................................................................................... 133
TABLA 7.9-11 RESULTADOS DIÁMETRO SALIDA DE GAS Y ALTURA
SOBRE EL DEMISTER. .................................................................................... 134
TABLA 7.9-12 RESULTADOS TIEMPO DE RESIDENCIA DE GAS. .......... 135
TABLA 7.9-13 RESULTADOS TIEMPO DE RESIDENCIA DE LÍQUIDO. . 137
TABLA 7.9-15 RESULTADOS CONSTANTE K. ........................................... 138
TABLA 7.9-15 RESULTADOS CÁLCULOS DEL SCRUBBER. ................... 138
TABLA 7.10-1 TEMPERATURA DE ROCÍO DEL GAS. ............................... 138
TABLA 7.10-1 COMPOSICIÓN DEL GAS A LA ENTRADA DEL
COMPRESOR K-105. ........................................................................................ 139
TABLA 7.10-2 RESULTADOS POTENCIA DEL COMPRESOR K-105. ...... 141
TABLA 7.10-3 RESULTADOS TEMPERATURA DE DESCARGA DEL GAS.
............................................................................................................................. 141
TABLA 7.10-4 TEMPERATURA DE ROCÍO DEL GAS. ............................... 142
TABLA 7.12-1 RESULTADOS CÁLCULO DEL PODER CALÓRICO DEL
GAS DE BAJA TRATADO. .............................................................................. 148
TABLA 7.13-1 RESULTADOR NÚMERO DE METANO DEL GAS DE BAJA
PRESIÓN TRATADO. ....................................................................................... 149
TABLA 7.14-1 RESULTADOS COMPARACIÓN PROPIEDADES
DISPONIBLES EN EL GAS DE BAJA PRESIÓN TRATADO CON LAS
REQUERIDAS POR LOS MOTORES. ............................................................. 150
TABLA 7.15-1 COMPOSICIÓN TÍPICA DEL GAS PROVENIENTE DE LOS
SEPARADORES. ............................................................................................... 150
xvi
TABLA 7.15-2 RESULTADOS COMPOSICIÓN DE LA MEZCLA DEL GAS
DE BAJA PRESIÓN TRATADP CON EL GAS DE LOS FWKOS. ................ 153
TABLA 7.16-1 RESULTADOS DE LA COMPARACIÓN DE LAS
PROPIEDADES DE LA MEZCLA DE GASES CON LAS REQUERIDAS POR
EL MOTOR. ....................................................................................................... 157
TABLA 7.17-1 DATOS DE EFICIENCIA DE UN MOTOR A GAS (ANEXO 3).
............................................................................................................................. 157
TABLA 7.17-2 DATOS DE EFICIENCIA DE UN MOTOR A GAS. .............. 159
TABLA 7.17-3 CONSUMO DEL GAS DE MEZCLA PARA DIFERENTES
POTENCIAS PRODUCIDAS POR EL MOTOR, EN SCFD. ........................... 161
LISTA DE GRÁFICOS
GRÁFICO 7.1.1-1 OBTENCIÓN DE LAS CONSTANTES A Y B. .................. 85
GRÁFICO 7.2-1 CONTENIDO DE AGUA EN EL GAS. .................................. 89
GRÁFICO 7.4-1 PRESIÓN VS FACTOR DE CORRECCIÓN. ....................... 100
GRÁFICO 7.5-1 SELECCIÓN DE UN COMPRESOR. ................................... 118
GRÁFICO 7.11-1 DIAGRAMA DE EQUILIBRIO DE FASES, GAS DE BAJA
PRESIÓN SATURADO EN AGUA E HIDROCARBURO. ............................. 144
GRÁFICO 7.11-3 CONDICIONES DE OPERACIÓN , SECCIÓN SCRUBBER
V-106, COMPRESOR K104 Y AÉRO ENFRIADOR.. ..................................... 145
GRÁFICO 7.11-4 DIAGRAMA DE EQUILIBRIO DE FASES, SECCIÓN
SCRUBBER V-108, COMPRESOR K-105. ...................................................... 146
GRÁFICO 7.11-5 CONDICIONES DE OPERACIÓN SECCIÓN SECCIÓN
SCRUBBER V-108, COMPRESOR K-105. ...................................................... 147
GRÁFICO 7.15-1 PRODUCCIÓN DE GAS ASOCIADO. ............................... 152
GRÁFICO 7.15-2 PODER CALÓRICO DE LA MEZCLA DE GAS VS %
MEZCLA DE GASES ........................................................................................ 155
xvii
GRÁFICO 7.17-1 ENERGÍA DE ENTRADA Y POTENCIA DE SALIDA VS %
CARGA DE UN MOTOR. ................................................................................. 158
GRÁFICO 7.17-2 % CARGA DE UN MOTOR VS % EFICIENCIA. ............. 159
GRÁFICO 7.17-3 CONSUMO DE GAS COMBUSTIBLE VS PODER
CALÓRICO DE LA MEZCLA DE GAS. .......................................................... 163
GRÁFICO 7.17-4 CONSUMO DE GAS COMBUSTIBLE VS POTENCIA
GENERADA POR EL MOTOR. ........................................................................ 164
xviii
RESUMEN
ANÁLISIS DE MEZCLA DE GASES COMO COMBUSTIBLE PARA GENERACIÓN DE ENERGÍA ELÉCTRICA.
Se realizó un acondicionamiento al gas producido en las botas desgasificadoras,
con el objetivo de eliminar los hidrocarburos pesados (líquidos), una vez
acondicionado se lo mezcló en diferentes porcentajes con el gas proveniente de
los separadores de producción FWKOs y la mezcla se la utilizó como combustible
para motores de generación eléctrica.
El acondicionamiento del gas consistió en un scrubber de entrada V-106 que
separa la fase líquida de la corriente de gas, una primera etapa de compresión K-
104 que aumenta la presión de 4 psig a 20 psig, una etapa de enfriamiento de gas
por debajo de su temperatura de rocío, de 192 F a 120 F, un segundo scrubber V-
108 para eliminar la fase líquida formada por el enfriamiento y una segunda etapa
de compresión que aumenta la presión del gas de 20 psig a 50 psig (presión del
gas de los FWKOs). Una vez tratado se lo mezcló con el gas de los FWKOs
mediante un lazo de control tipo cascada.
Al analizar las propiedades del gas de baja presión tratado concluimos que por sí
solo no puede ser utilizado como combustible para motores de generación
eléctrica, ya que su poder calórico es de aproximadamente 1695.8 Btu/pie3,
excediendo el valor aceptado por los motores que es de 900-1200 Btu/pie3, al
realizar la mezcla de gases el poder calórico se encuentra entre 977.18-1087.40
Btu/pie3, la mezcla de gases sí cumple con lo requerido.
DESCRIPTORES: // SATURACIÓN DE GAS EN AGUA E
HIDROCARBURO // DISEÑO DE SEPARADORES // COMPRESIÓN EN
DOS ETAPAS// EQUILIBRIO QUÍMICO // PUNTO DE ROCÍO //
CONSUMO DE GAS EN MOTORES.
xix
ABSTRACT
ANALYSIS OF A MIXTURE OF GAS AS FUEL FOR POWER GENERATION
The gas produced in the degassing boots was processed in order to remove heavy
hydrocarbons (liquids), once completed the treatment, was mixed in different
percentages with gas from separators FWKOs and the mixture was used as a fuel
for power generation engines.
Gas treatment consists of a scrubber V-106 which separates the liquid phase from
the gas stream, a first stage of compression K-104 which increases the pressure
from 4 psig to 20 psig, a cooling stage of gas under its dew point temperature,
from 192 F to 120 F, a second scrubber V-108 to remove the liquid phase formed
by the cooling, and a second compression stage that increases the gas pressure
from 20 psig to 50 psig (pressure gas of FWKOs ).
The treated gas is mixed with the gas from FWKOs through a control loop type
cascade.
Comparing the properties of treated gas with the requirements of the engine it can
not be used as fuel for power generation engines because its low heating value
(LHV) is approximately 1695.8 Btu/pie3 exceeding the accepted value for the
motors 900-1200 Btu/pie3, but the LHV of gas mixture is between 977.18-
1087.40 Btu/pie3 and it satisfies the requirements of engine.
KEYWORDS: // GAS SATURATION // DESIGN OF SEPARATORS //
COMPRESSION IN TWO STAGES // EQUILIBRIUM RATIO // DEW
POINT // GAS FOR GENERATION.

Yo, Hugo
proyecto
COMBUS
desarrollad
de la Mest
Adjunto se
Quito, 21
Atentamen
Ing. Hugo
C.C. 1717
o Fernando
de Investig
STIBLE P
do por Cata
tría de Proc
e encuentra
de abril de
nte,
o Fernando S
7151722.
CE
o Solís Gar
gación: AN
ARA GEN
alina Fernan
esos Indust
a el documen
2014.
Solís García
xx
ERTIFIC
rcía, certifi
NÁLISIS
NERACIÓN
nda Díaz C
triales.
nto que con
a, M.Sc.
ACIÓN
ico que he
DE MEZC
N DE
arrera con C
nstata mi con
e revisado
CLA DE G
ENERGÍA
C.C. 17180
nocimiento
el resumen
GASES CO
A ELÉCTR
059601, egr
en inglés.
n del
OMO
RICA,
esada

xxi

1
INTRODUCCIÓN
Dentro del desarrollo de la Industria Petrolera en el Ecuador es fundamental
hacer conciencia del uso del gas asociado que se produce junto con la extracción
del petróleo, el cual actualmente en la mayoría de las petroleras no tiene uso
alguno o, el excedente es enviado a la tea para ser quemado.
En las instalaciones de petróleo, el fluido multifásico (agua, crudo y gas) extraído
de los pozos de producción, es enviado a un sistema de separación primario (Free
Water Knock Out), en donde, por diferencia de densidades se separa el gas y la
mayor parte de agua. El gas producido en esta primera etapa, es tratado y puede
ser aprovechado como combustible para generación eléctrica. Una vez que el
crudo ha sido desgasificado y liberado de la mayor cantidad de agua es enviado a
un sistema de tratamiento secundario que puede constar de tanques de lavado y/o
separadores electrostáticos en donde se elimina agua y sales minerales presentes
(BS&W). Previo envío a los tanques de almacenamiento, el crudo pasa por botas
desgasificadoras que se encuentran a baja presión, la función de estas botas es
eliminar mediante expansión brusca (baja presión) el gas disuelto en el crudo.
En este trabajo se estudia la factibilidad técnica de utilizar el gas proveniente de
las botas desgasificadoras como combustible para motores de combustión interna
acoplados a generadores que producen energía eléctrica, se analizan dos
posibilidades, utilizarlo directamente como combustible en los motores o
mezclarlo con el gas proveniente de los separadores primarios de producción
(FWKO) analizando en cuál de los dos casos se cumple con los parámetros
requeridos por los motores.
Del estudio realizado se concluye que el gas que se produce en las botas
desgasificadoras no es factible utilizarlo como combustible para motores de
combustión interna ya que una vez acondicionado no cumple con los parámetros
requeridos, su poder calórico es de aproximadamente 1695.8 Btu/pie3,
excediendo el valor aceptado por los motores que es de 900-1200 Btu/pie3, debe
ser mezclado con el gas que se produce en los FWKOs, de esta manera el poder
calórico se encuentra entre 977.18-1087.40 Btu/pie3, cumpliendo con lo
requerido por los motores.

1. EL PR
1.1. Sit
Actual
asocia
los FW
secund
proble
diseña
en el s
quema
Si bien
de los
todaví
ROBLEMA
tuación Act
lmente los s
ado del petr
WKO’s, mie
dario, botas
ema ambien
ado para situ
sistema y el
ado para pre
n es cierto q
s FWKO’s
a se sigue q
Figura
Fuente:
Elaborac
A
tual – Plan
sistemas de
róleo provie
entras que
desgasifica
ntal y desper
uaciones de
l excedente
ecautelar la
que se resol
para gener
quemando g
1.1-1: Diag
Bloque 15.
ción: Propia
2
CAPÍTU
teamiento
generación
ene del siste
el gas que
adoras, es q
rdicio de en
e seguridad
de gas que
integridad d
lvió una par
ración y se
gas que pued
grama de B
a
ULO I
del Problem
n eléctrica q
ema de trat
se produce
quemado en
nergía, debi
d, es decir, c
está provoc
de la planta
rte del probl
dejó de u
de ser usado
Bloques de
ma.
que usan com
tamiento pri
e en el siste
la tea, esto
ido a que el
cuando hay
cando la so
a y del perso
lema al usar
utilizar la g
o combustib
la Situació
mo combus
imario, es d
ema de trat
o constituye
l sistema de
ya una sobr
brepresión
onal.
r el gas pro
generación a
ble.
n Actual.
tible gas
decir, de
tamiento
e un gran
e flare es
represión
deba ser
veniente
a diesel,
3
1.2. Hipótesis.
El gas proveniente del tratamiento secundario de crudo (botas desgasificadoras)
debido a su composición y poder calórico de aproximadamente 1800 BTU/pie31
() podría se usado como combustible para motores de combustión interna y
posteriormente generar energía eléctrica, este gas se puede mezclar con el gas
producido en el tratamiento primario previo acondicionamiento para evitar su
quema en el flare.
1.3. Antecedentes.
El gas producido durante el tratamiento primario del crudo (FWKO) es un gas
que puede tener múltiples destinos, uno de ellos es que puede ser usado como
combustible por su alto poder calórico, o, por su composición, puede ser enviado
a una planta de tratamiento de gas para obtención de GLP (Gas Licuado de
Petróleo).
En nuestro país existen las dos alternativas de uso del gas que se produce en el
tratamiento primario, es usado como combustible en generadores eléctricos en la
Estación Limoncocha, CPF (Central Process Facility), pertenecientes al Bloque
15, Bloque 16, Central de Generación Secoya perteneciente al Campo Libertador,
entre otros y para obtención de LPG es enviado a la Planta de Tratamiento de Gas
en la Estación Sucumbíos, ubicada en la Provincia Sucumbíos.
Para que el gas pueda ser usado como combustible debe cumplir con parámetros
como: poder calórico, presión, temperatura, punto de rocío, etc, requeridos por
las unidades de generación, es decir, debe pasar por una planta de
acondicionamiento de gas previo ingreso a los generadores. Cabe aclarar, que
usar solamente el gas de baja presión como combustible no es conveniente para
los motores debido a su alto poder calórico de alrededor de 1800 BTU/pie2, ya
que esto afectaría al rendimiento del motor de la siguiente manera, un alto poder
calórico implica que el gas no soporte la compresión del pistón, es decir, antes de
que el pistón llegue al punto muerto superior el gas comienza a combustionarse,
y el pistón es obligado a retroceder hacia el punto muerto inferior, esto significa
2 Cromatografía de gas Botas Desgasificadoras Laboratorio del Bloque 15. Anexo 1.
que no
norma
inferio
muerto
1.4. Si
El pr
acondi
desgas
de trat
gases
combu
gas co
gas en
temper
Cabe m
cantida
(C3H8)
o toda la e
al el pistón
or, ésta carre
o superior e
F
H
ituación Pr
resente tra
icionamient
sificadoras)
tamiento pri
para confir
ustión intern
onsiderando
n el motor
ratura y pun
mencionar q
ad por hidro
), ésto hace
energía del
llega al pu
era hace qu
el cigüeñal g
Figura1.3-
Fuente: P ri
Hidrocarbur
ropuesta.
abajo plant
to de gas
para que p
imario del c
rmar si es
na, para esto
o diferentes
y se anali
nto de rocío
que el gas p
ocarburos li
e que su p4
l combustib
unto muert
ue el cigüeña
girará meno
-1: Compos
eto, W. (20
ros Amazón
tea presen
de baja p
pueda ser m
crudo (FWK
factible util
o, se va a pl
contenidos
izará que e
o cumpla co
proveniente
ivianos com
poder calór
ble es apro
to superior
al gire 180º
os de 180º.
sición del G
08). Direcc
nica.
ntar un es
presión (ga
mezclado co
KO), se va
lizarlo com
lantear dife
s de CO2, s
el poder ca
n los valore
de los FWK
mo metano (
rico sea me
ovechada. E
y desciend
º, al no llega
Gas Asociad
ión Naciona
squema de
as proveni
on gas prov
analizar la m
mo combust
rentes escen
se determin
alórico de l
es requerido
KO’s está c
(CH4), etan
enor al del
Es una com
de al punto
ar el pistón
do
al de
e una pla
ente de la
veniente del
mezcla de e
tible en mo
narios de m
nará el cons
la mezcla,
os por el mo
ompuesto e
no (C2H6) y
gas del sis
mbustión
o muerto
al punto
anta de
as botas
l sistema
estos dos
otores de
mezcla de
sumo de
presión,
otor.
en mayor
propano
stema de
tratam
hidroc
de los
cada g
afecte
Ademá
va a es
se requ
los FK
1.5. O
1.5.1.
•
•
miento secu
carburos má
dos tipos d
gas en la me
la eficienci
ás, se plante
studiar la m
uiere medir
KWO y del g
Figura
Fuente
Elabora
Objetivos de
Objetivo
Plantear u
de gas de b
Aprovecha
petróleo (b
undario en
ás pesados q
de gases hac
ezcla, para
ia del motor
ea que la m
mejor alterna
r las variabl
gas de baja
a 1.4-1: Dia
e: Bloque 15
ación: Propi
e la Investig
General.
un esquema
baja presión
ar el gas p
botas desga
5
cuya com
que el metan
ce que se d
que el pode
r.
mezcla de los
ativa en cua
les como flu
presión pro
agrama de
5.
ia gación.
de una pla
n (gas prove
producido en
sificadoras)
mposición s
no (CH4), e
deba estable
er calórico y
s dos gases
anto a lazos
ujo y poder
oveniente de
Bloques Si
anta de trata
eniente de l
n el sistema
) para evitar
se tiene m
sta variació
ecer la prop
y la compo
se realice a
de control
r calórico d
e las botas d
tuación Pr
amiento de
as botas des
a de tratami
r que sea qu
mayor prese
ón de poder
orción adec
sición resul
automáticam
se refiere, p
del gas que v
desgasificad
opuesta.
acondicion
sgasificador
iento secun
uemado en l
encia de
calórico
cuada de
ltante no
mente, se
para esto
viene de
doras..
namiento
ras).
ndario de
la tea.
6
• Determinar un lazo de control para que la mezcla de gas se realice
automáticamente.
1.5.2. Objetivos Específicos.
• Establecer diferentes escenarios de mezcla de gas, considerando
diferentes composiciones de los gases a mezclarse.
• Analizar las propiedades fisicoquímicas de la mezcla de gas resultante,
poder calórico y composición, de tal manera que no afecte la eficiencia
del motor.
1.6. Justificación.
El gas que actualmente las centrales de generación eléctrica del oriente
ecuatoriano usan como combustible es el gas proveniente de la separación
primaria del petróleo (FWKO’s) y tiene un poder calórico de aproximadamente
de 900-1200 BTU/pie33, mientras que el gas proveniente de la separación
secundaria (botas desgasificadoras) tiene un poder calórico de aproximadamente
1800 Btu/pie3 y actualmente es quemado en la tea, este gas tiene un poder
calórico mayor que el gas proveniente de los FWKO’s debido a que en su
composición tiene mayor presencia de componentes más pesados que el metano
(CH4).
El gas de baja presión, como todo hidrocarburo al ser quemado libera energía,
esta energía puede ser utilizada en una máquina de combustión interna y generar
un trabajo, por lo que puede ser mezclado con el gas proveniente de la separación
primaria, y la mezcla, ser utilizada como combustible en motores que van
acoplados a un generador de energía eléctrica. Si bien es cierto que hace pocos
años todo el gas que se producía en los FWKO’s era quemado en la tea y que
desde aproximadamente tres ó cuatro años se comenzó a utilizar el gas como
combustible, en la actualidad todavía se sigue quemando el gas que se produce en
el tratamiento secundario, ya que debido a su alto poder calórico no puede ser
usado por sí sólo en los motores sino que debe ser mezclado con un gas de menor
poder calórico para que no afecte a la eficiencia de las máquinas.
3 Cromatografía de gas Botas Desgasificadoras Laboratorio del Bloque 15. Anexo 1.
7
Se debe mencionar también, que la producción de gas es inestable, es decir, no se
tiene un flujo continuo y constante disponible para las unidades de generación,
por lo que en las centrales de generación se tiene como respaldo generadores a
diesel, los cuales, deben estar siempre apagados por el elevado costo que
representa generar energía eléctrica con este combustible pero entran en
funcionamiento cuando la generación con gas que viene de los FWKO’s no es
posible por falta de suministro de gas combustible, si se capta el gas que se
produce en el tratamiento secundario del crudo (gas proveniente de las botas
desgasificadoras), éste puede actuar como respaldo cuando no haya suficiente gas
para los motores.
8
CAPÍTULO II
2. GENERALIDADES Y CONCEPTOS BÁSICOS
El gas natural existe en la naturaleza bajo presión en rocas reservorios en la
corteza terrestre ya sea en relación con hidrocarburos livianos, hidrocarburos más
pesados, agua, o solos, también es producido en un reservorio junto con petróleo
crudo. El gas natural se ha formado por la degradación de la materia orgánica
acumulada en los millones de años. Dos principales mecanismos biogénico y
termogénico son responsables de esta degradación. El gas biogénico se forma a
poca profundidad y bajas temperaturas por la descomposición anaeróbica
bacteriana de materia orgánica sedimentaria. El gas termogénico se forma en
zonas más profundas por craqueo térmico de materia orgánica sedimentaria. Gas
Biogénico consiste casi enteramente de metano. El gas termogénico también
puede contener concentraciones significativas de etano, propano, butano, y más
hidrocarburos pesados.
Los reservorios de gas natural, al igual que los reservorios de petróleo, están
formados por rocas porosas y permeables ubicadas en el subsuelo. Un conjunto
de reservorios similares constituye un yacimiento.
2.1. Gas Natural.
Se denomina como gas natural a la mezcla de gases de hidrocarburos livianos
que se encuentran en yacimientos en el subsuelo, y que en ocasiones se halla
asociado con el petróleo; aunque también se lo puede encontrar en estado libre,
como es el caso de algunos depósitos gasíferos en el Norte de Canadá y
actualmente en los campo de Volcanera en Colombia o en Camisea en el Perú.
Algo similar es lo que tenemos en el campo Amistad del Golfo de Guayaquil.
La composición química varía generalmente de un campo a otro, pero cuyo
componente principal es el metano (CH4).
La mezcla gaseosa contiene generalmente, aparte del metano, otros hidrocarburos
livianos mezclados con nitrógeno, dióxido de carbono, ácido sulfhídrico, vapor
de agua, agua libre y otros materiales en menor proporción.
El gas natural puede ser gas asociado (o disuelto) o gas libre (o no asociado).
9
2.2. Gas Libre.
Es el gas que existe en forma independiente del petróleo, en cierto sentido es un
gas “discrecional”, puesto que una vez descubierto puede o no desarrollarse hasta
cuando las condiciones económicas sean las apropiadas para su comercialización,
pues se encuentra solo (sin petróleo líquido) en el yacimiento y por tanto su
producción depende del control del pozo.
Se lo considera como gas libre porque su generación ha sido independiente de la
formación de crudo o porque la relación gas/crudo es de tal naturaleza que se lo
puede considerar como un campo de gas con pequeña proporción de petróleo.
2.3. Gas Disuelto o en Solución.
Son hidrocarburos gaseosos que están en solución con petróleo, bajo condiciones
iniciales de presión y temperatura. El gas disuelto en el petróleo tiende a
aumentar el volumen y la gravedad API de éste, reduciendo la viscosidad y la
tensión superficial.
2.4. Gases Ácidos.
Son aquellos que contienen contaminantes que lo hacen menos comerciales y que
requieren tratamientos especiales para su producción, transporte y utilización.
Los principales contaminantes son el azufre, en forma de diferentes compuestos y
el gas carbónico, los cuales deben ser eliminados previa a su comercialización.
El azufre es la peor impureza que se puede encontrar en los gases, puesto que los
convierte en tóxicos y corrosivos.
2.5. Gases Licuados de Petróleo o GLP.
Se denomina como GLP a las fracciones licuables del gas natural, principalmente
al propano y butano en proporciones diferentes, obtenido por procesos de
extracción especiales en plantas de gas o gasolina natural, o en refinerías de
petróleo y que son mantenidos en estado líquido a presiones relativamente bajas
y temperatura ambiente.
10
2.6. Gas Natural Licuado o GNL.
Es la conversión de gas natural en líquido mediante bajas temperaturas y
presiones relativamente altas, operación que contrae su volumen con el fin de
transportarlo en grandes cantidades de buques metaneros.
2.7. Gas Asociado.
Un gas se denomina asociado cuando se halla disuelto en el petróleo del
yacimiento de modo que cuando se extrae, junto con él viene el gas. En
yacimientos de este tipo, dentro de las condiciones de presión y temperatura
existentes, los líquidos están saturados de gases, que se desprenden durante el
proceso de extracción.
Los reservorios de petróleo se encuentran a presiones sobre el punto de burbuja
donde el gas que se encuentra disuelto en el petróleo puede ser producido como
gas libre en superficie por disminución de presión.
En el gas asociado conocido con el nombre de gas rico, el contenido de etano es
más alto que en los gases no asociado y suele contener también cantidades
importantes de propano (C3H8), butanos (C4H10), pentanos (C5H12), hasta
hexanos (C6H14), por lo que es una fuente importante para la obtención de GLP
(Gas Licuado de Petróleo).
Las fracciones de butanos y propanos son utilizadas para la producción de GLP
mientras que las fraccciones de metano y etanos se los conocen como gas
residual y es utilizado como combustible para turbinas o para gas lift. Además
ese gas puede contener cantidades pequeñas de compuestos no hidrocarburos
como nitrógeno (N2), ácido sulfhídrico (H2S), dióxido de carbono (CO2), vapores
de agua entro otros, por lo que, es de mucha utilidad conocer la composición del
gas.
Como el gas está disuelto en el petróleo se produce junto con éste y a menos que
se requiera reinyectarlo al pozo para mantener una presión interna en el
yacimiento, si no existe un mercado para este gas generalmente se quema en la
tea. En algunos casos este gas asociado se halla en grandes capas en la parte
superior del yacimiento como fase gaseosa y su producción prematura agitará la
presión del reservorio (salvo reinyección) y reducirá el recobro último del
petróleo. De una manera práctica ni se puede demorar ni acelerar la producción

11
de gas independientemente de la producción de petróleo al cual se encuentra
asociado. Se estima que un poco menos de una tercera parte de las reservas de
mundiales de gas natural son de gas asociado y el resto de gas libre o no
asociado.
El gas producido en el nororiente ecuatoriano como en los Campos Shushufindi,
Sacha, Lago agrio o el Bloque 16, etc., es un gas asociado. Mientras más pesado
es el crudo que se produce, menor cantidad de gas asociado trae consigo.
2.7.1. Características del Gas Asociado.
El gas asociado tiene ciertas características que dependen de su origen y su
formación y otras que son inherentes a todo gas. Las principales son las
siguientes:
• Tienen en su composición hidrocarburos pesados, esto quiere decir
desde pentanos hacia arriba (C5+). Estos hidrocarburos son líquidos a
una temperatura y presión muy cercanas a la atmosférica, razón por la
que se transforman en líquidos con muy bajos niveles de compresión
o de disminución de la temperatura. Estos hidrocarburos son los que
forman la gasolina natural, que es un subproducto de las plantas de
fabricación de GLP o mezcla de propanos y butanos.
• Los gases de origen natural, sea en estado libre o asociado, son gases
saturados, esto quiere decir que no contienen compuestos con dobles
enlaces o triples enlaces. Por lo tanto la composición de estos gases
corresponderán a la fórmula general CnH2+n.
• El propano y butanos mezclados y que según hemos indicado
constituyen el GLP, son hidrocarburos que se mantienen líquidos a la
temperatura ambiente, siempre que su presión supere los 140 psig
(libras por pulgada cuadrada). A mayor temperatura ambiente mayor
será la presión requerida para mantenerse en estado líquido. En los
cilindros de gas, cuyo uso es muy común, el gas se encuentra en
estado líquido, el mismo que se va evaporando a medida que se
consume, a través de la válvula de control que dosifica el flujo de gas.
La evaporación produce adicionalmente un enfriamiento del cilindro,
debido a la necesidad de calor para producir la gasificación del
12
líquido. Una vez que el gas llega al quemador, se mezcla con el
oxígeno del aire para producir la combustión que se manifiesta como
una llama azulada.
• En nuestro medio, el gas que se produce en el Oriente y en la
Península, está libre de contaminantes como el sulfuro de hidrógeno,
(salvo en contadas excepciones), razón por la cual carece de olor.
Siendo necesario advertir al usuario de la presencia de fugas, en las
envasadoras se incorpora un líquido odorizante llamado mercaptano.
• La característica fundamental es la combustibilidad del gas. Tres
factores son imprescindibles para producir la inflamación de un
combustible, estos son: el combustible en sí, el oxígeno como medio
oxidante y la temperatura. Para que el fuego continúe produciéndose
se requiere además una reacción en cadena que surta la energía
necesaria para mantener la combustión.
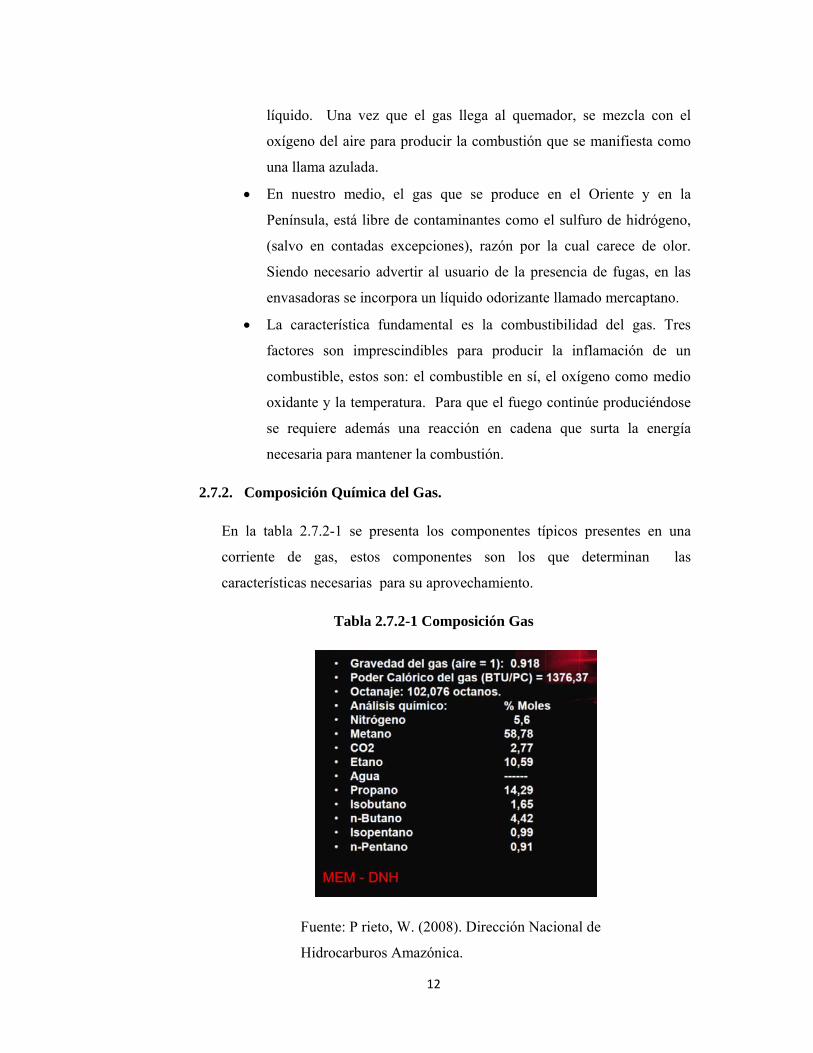
2.7.2. Composición Química del Gas.
En la tabla 2.7.2-1 se presenta los componentes típicos presentes en una
corriente de gas, estos componentes son los que determinan las
características necesarias para su aprovechamiento.
Tabla 2.7.2-1 Composición Gas
Fuente: P rieto, W. (2008). Dirección Nacional de
Hidrocarburos Amazónica.

13
• Metano (CH4): hidrocarburo gaseoso, compuesto de una molécula de
carbono y cuatro de hidrógeno, es el primer miembro de la serie de los
alcanos. Es más ligero que el aire, incoloro, inodoro e inflamable, es
apreciado como combustible.
• Etano (C2H6): es el segundo miembro de la serie de los alcanos, es un
hidrocarburo gaseoso. Las moléculas de los alcanos no contienen
enlaces dobles carbono-carbono, es decir, son moléculas saturadas y
será otro componente importante en el gas a ser usado como
combustible.
• Propano (C3H8): el propano es separado del gas natural y mezclado
con el butano para la producción de gas licuado de petróleo (GLP).
• Butano (C4H12): hidrocarburo gaseoso de la familia de los alcanos,
compuesto por cuatro moléculas de carbono y diez de hidrógeno.
Dentro de la industria del gas, el butano es mezclado con el propano
para la preparación de gas licuado de petróleo (GLP)
• Dióxido de carbono (CO2): es un gas incoloro, inodoro, inerte,
altamente corrosivo en presencia de agua libre. Cuando un gas tiene
alto contenido de CO2 su concentración debe ser reducida para evitar
daños en los equipos, adicional, al ser un gas inerte, un alto contenido
de CO2 reduce el poder calórico del gas, pero si es eliminado
completamente aumenta el poder calórico hasta niveles que pueden
llegar a alterar el comportamiento del motor durante la combustión.
• Nitrógeno (N2): es un gas incoloro, inodoro, insípido, no tóxico que
constituye la mayor parte de la atmósfera terrestre. Al reaccionar con
el oxígeno y formar monóxido de nitrógeno (NO) y dióxido de
nitrógeno (NO2) se vuelve tóxico.
• Ácido Sulfhídrico (H2S): la presencia de H2S es la causa de acidez en
el gas natural su presencia es muy peligrosa, si una persona está
expuesta a una concentración de H2S de 0.06% en el aire durante dos
minutos es muy posible que esta persona muera, por lo tanto este
compuesto tiene que ser removido del gas natural o por lo menos su
concentración debe ser reducida hasta 0.25% o máximo 1 gramo por
cada 100 pies cúbicos de gas. La única fuente de contaminación, es
14
que este compuesto se encuentre presente en el petróleo al que viene
asociado, el crudo de nuestro país no tiene presencia de este
contaminante.
• Agua (H2O): conocer la cantidad de agua y vapor de agua presente en
el gas es necesario para evitar la condensación y la formación de
hidratos a nivel de tuberías. Según la norma técnica ecuatoriana NTE
INEN 2 489: 2009 el contenido de agua es de 4 lb/MMSCF. La
condensación del agua contenida en un gas ocurre cuando la
temperatura está por debajo del punto de rocío.
Los hidratos de gas son compuestos cristalinos, formados por la
combinación química de gas natural y agua, baja presión y a
temperaturas bajo el punto de congelación del agua. Estos hidratos
pueden estrangular e incluso taponar las líneas de flujo y equipos de
superficie si su formación no es excesiva.
El agua es removida en las estaciones de producción en separadores
de entrada (FWKO) y tanque de lavado.
2.7.3. Propiedades del Gas.
En esta sección se indica la relación entre la presión, volumen y temperatura
de un gas y cómo las propiedades de densidad, viscosidad y compresibilidad
se ven afectadas por cambios de presión y temperatura.
A partir de los gases ideales o perfectos que obedecen a la ecuación de gas
ideal se examina cómo los gases reales difieren de los ideales.
Entender las propiedades del gas es el primer paso para el presente estudio.
2.7.3.1. Masa y Peso
Masa es la cantidad de materia en una sustancia, a veces se usa de
manera intercambiable con el peso. Estrictamente hablando, la masa
es una cantidad escalar, mientras que el peso es una fuerza y, por lo
tanto, una cantidad vectorial. La masa es independiente de la
ubicación geográfica.
Si algo de gas está contenido en un cierto volumen y la temperatura y
la presión cambian, la masa se mantendrá constante a menos que algo

15
de gas fuera sea enviado a otro recipiente. Esto se conoce como el
principio de conservación de la masa.
2.7.3.2. Volumen
Volumen de un gas es el espacio ocupado por una masa a una
temperatura y presión en particular. Dado que el gas es compresible,
se expandirá para llenar el espacio disponible.
Por lo tanto, el volumen variará con la temperatura y la presión. Un
cierto volumen de una masa dada de gas a una cierta temperatura y
presión, disminuye en volumen a medida que aumenta la presión y
viceversa. Supongamos que una cantidad de gas está contenido en un
volumen de 100 pies3 a una temperatura de 80°F y una presión de 200
psi. Si la temperatura se aumenta a 100°F, manteniendo el volumen
constante, la presión también aumentará.
Del mismo modo, si la temperatura se reduce, la presión del gas
también se reduce, proporcionado volumen constante. La ley de
Charles establece que para el volumen constante, la presión de una
masa fija de gas variará directamente con la temperatura. Por lo tanto,
si la temperatura aumenta en un 20 %, la presión también aumentará
en un 20 %. Del mismo modo, si se mantiene constante la presión, el
volumen aumentará en proporción directa con la temperatura.
2.7.3.3. Densidad
Representa la cantidad de gas que se encuantra en un volumen dado,
las unidades de la densidad son masa por unidad de volumen, por
ejemplo si 5 lb de gas se encuentra en 100 ft3 de volumen a la misma
temperatura y presión, la densidad es 0.05lb/ft3. = Ec. 2.7.3.3-1
Donde: = = ,

16
= ,
2.7.3.4. Densidad Relativa
La densidad relativa es una comparación de la densidad de una
sustancia con la densidad de otra que se toma como referencia. Ambas
densidades se expresan en las mismas unidades y en iguales
condiciones de temperatura y presión. La densidad relativa es
adimensional (sin unidades), ya que queda definida como el cociente
de dos densidades. = Ec. 2.7.3.4-1
Donde: = = =
Para los gases, la densidad de referencia habitual es la del aire a la
presión de 1 atm y la temperatura de 0 °C.
También se puede calcular o medir la densidad relativa como el
cociente entre los pesos moleculares del gas y del aire:
= = Ec. 2.7.3.4-2
Donde: = = = = 29
2.7.3.5. Viscosidad
La viscosidad de un fluido representa la resistencia a fluir, a mayor
viscosidad hay más resistencia a fluir y se produce mayor caída de

17
presión, a menos viscosidad el fluido fluye más fácilmente por una
tubería.
Los líquidos tienen valores de viscosidades mucho mayores que los
gases, por ejemplo el agua tiene una viscosidad de 1 cP y la viscosidad
del gas natural es aproximadamente 0.0008 cP. Aunque la viscosidad
en los gases es un número relativamente pequeño, determina el tipo de
flujo en una tubería.
La viscosidad abosoluta también llamada dinámica se expresa en
Poise (P), si dividimos la viscosidad absoluta para la densidad se
obtiene la viscosidad cinemática expresada en unidades de stokes (St). = Ec. 2.7.3.5-1
Donde: = á , = á , = , /
La viscosidad de un gas depende de su temperatura y presión. A
diferencia de los líquidos la viscosidad de un gas aumenta con el
aumento de temperatura. Dado que la viscosidad representa la
resistencia a fluir, transportar un gas a menor temperatura es más
eficiente que a mayor temperatura. A diferencia de los líquidos donde
es más factible aumentar la temperatura para disminuir la viscosidad.
La figura 2.7.3.5-1 muestra la variación de la viscosidad con la
temperatura de algunos gases.

FFigura 2.7.3
F
Fu
3.5-1 Varia
Fuente: Sash
Tabla 2.
uente: Sashi
18
ación de la v
tempe
hi Menon, G
7.3.5-1 Vis
i Menon, Ga
8
viscosidad
eratura.
Gas Pipelin
scosidad de
as Pipeline
del gas con
e Hydraulic
e gases.
Hydraulics
n respecto a
cs.
.
a la

19
2.8. Gas Ideal.
Un gas ideal se define como un fluido en el que el volumen de las moléculas
es insignificante comparado con el volumen que ocupa el gas. Además, la
atracción o repulsión entre las moléculas individuales del gas y el recipiente
es insignificante. En un gas ideal, las moléculas se consideran perfectamente
elásticas, y no hay pérdida de energía interior resultante de la colisión entre
las moléculas. Los gases ideales obedencen varias leyes de los gases tales
como, la ley de Boyle, ley de Charles y la ley de los gases ideales o la
ecuación de los gases perfectos.
Si M representa el peso molecular de un gas y la masa de una cantidad
determinada de gas es m, el número de moles está dado por: = Ec. 2.8-1
Donde n es el número de moles en una masa dada.
La ley de los gases ideales, a veces referido como la ecuación de los gases
perfectos, simplemente establece que la presión, volumen y temperatura del
gas están relacionados con el número de moles por la siguiente ecuación: = Ec. 2.8-2
Donde: = ó , = , = ú . 2.8 − 2= , / = , ( + 460)La constante universal de los gases tiene un valor de 10.73 psi ft3/lbmol R.
Combinando la ecuación 2.8-1 y 2.8-2 y expresr la ecuación de gas ideal de la
siguiente manera:
= Ec. 2.8-3
20
Cabe señalar que la constante R es la misma para todos los gases ideales y,
por lo tanto, se denomina la constante universal de los gases.
Se ha encontrado que la ecuación del gas ideal es correcta sólo a bajas
presiones cercanas a la presión atmosférica. Las tuberías de gas generalmente
operan a presiones superiores a la presión atmosférica, hay que modificar la
ecuación 2.8-3 para tener en cuenta el efecto de la compresibilidad. Esto
último se explica por el uso de un término llamado el factor de
compresibilidad, o factor de desviación de gas. En la ecuación del gas ideal
2.8-3, las presiones y temperaturas deben estar en unidades absolutas. La
presión absoluta se define como la presión manométrica (tal como se mide
por un medidor) más la presión atmosférica local.
Por lo tanto: = + Ec. 2.8-4
La presión absoluta se expresa como psia, mientras que la presión
manométrica se expresa como psig.
La temperatura absoluta se mide por encima de un determinado punto de
referencia. La escala absoluta de temperatura se designa como grado de
Rankin (° R) y es igual a la suma de la temperatura en ° F y la constante 460.
En las unidades del SI de la escala de temperatura absoluta se denomina
grado Kelvin (K). Temperatura absoluta en K es igual a ° C + 273.
Los gases ideales también obedecen la ley de Boyle y la ley de Charles. La
ley de Boyle relaciona la presión y volumen de una cantidad dada de gas
cuando la temperatura se mantiene constante. Temperatura constante también
se llama condición isotérmica. La ley de Boyle se indica como sigue: = ó ∗ = ∗ Ec. 2.8-5
Donde P1 y V1 son la presión y el volumen en la condición 1 y P2 y V2 son
los valores correspondientes a alguna otra condición 2 en los que no se
cambia la temperatura.
Por lo tanto, de acuerdo con la ley de Boyle, una determinada cantidad de gas
en condiciones isotérmicas se duplicará en volumen si su presión se reduce a
la mitad y viceversa. En otras palabras, la presión es inversamente
proporcional al volumen, siempre que la temperatura se mantiene constante.
21
Dado que la densidad y el volumen son inversamente proporcionales, la ley
de Boyle también significa que la presión es directamente proporcional a la
densidad a temperatura constante. Por lo tanto, una cantidad dada de gas a
una temperatura fija duplicará su densidad cuando se duplica la presión. Del
mismo modo, una reducción del 10 % en la presión causará una reducción de
la densidad en la misma cantidad.
La ley de Charles establece que para una presión constante, el volumen de gas
es directamente proporcional a su temperatura. Del mismo modo, si el
volumen se mantiene constante, la presión varía directamente con la
temperatura. Por lo tanto, podemos afirmar lo siguiente: = a presión constante Ec. 2.8-6 = a volumen constante Ec. 2.8-7
Por lo tanto, de acuerdo con la ley de Charles, para un gas ideal a presión
constante, el volumen cambiará en la misma proporción que su temperatura.
Por lo tanto, un aumento del 20% provocará un aumento del 20% en
volumen, siempre y cuando la presión no cambie. Del mismo modo, si el
volumen se mantiene constante, un aumento del 20% en la temperatura dará
como resultado el mismo porcentaje de aumento en la presión del gas. La
presión constante también se conoce como condición isobárica.
2.9. Gas Real
Cuando se trata de los gases reales, podemos aplicar la ecuación de gas ideal
que se discutió en las secciones anteriores y obtener resultados
razonablemente precisos sólo cuando las presiones son cercanas a la presión
atmosférica. Cuando las presiones son más altas, la ecuación del gas ideal no
será precisa para la mayoría de los gases reales. El error en los cálculos a altas
presiones utilizando la ecuación del gas ideal puede ser tan alto como 500%
en algunos casos. Esto se compara
con errores de 2 a 3% a bajas presiones. A mayores temperaturas y presiones,
la "ecuación de estado" que relaciona la presión, el volumen y la temperatura
se utiliza para calcular las propiedades de los gases. Muchas de estas
correlaciones requieren un programa de computadora para obtener resultados
22
precisos en un tiempo razonable. Sin embargo, podemos modificar la
ecuación del gas ideal y obtener resultados razonablemente precisos con
bastante rapidez utilizando cálculos manuales.
Dos términos llamados temperatura crítica y presión crítica deben ser
definidos.
La temperatura crítica de un gas puro se define como la temperatura por
encima de la cual un gas no puede ser comprimido para formar un líquido,
independientemente de la presión. La presión crítica se define como la
presión mínima que se requiere en la temperatura crítica para comprimir un
gas en un líquido.
Los gases reales se pueden considerar que siguen una forma modificada de la
ley de los gases ideales discutida en la sección anterior. Se incluye un factor
de modificación en la propiedad del gas que se conoce como el factor de
compresibilidad Z. Esto también se llama el factor de desviación del gas. Se
puede definir como la relación entre el volumen de gas a una temperatura y
presión dada con el volumen que ocuparía el gas si se tratara de un gas ideal a
la misma temperatura y presión. Z es un número adimensional menos de 1,0 y
que varía con la temperatura, presión y composición del gas.
Utilizando el factor de compresibilidad Z, la ecuación de los gases ideales se
modifica para gas real de la siguiente manera: = Ec. 2.9-1
Donde: = ó , = , = = ú . 2.8 − 2= , / = , ( + 460)

23
El teorema conocido como estados correspondientes dice que el grado de
desviación de un gas real a partir de la ecuación del gas ideal es el mismo
para todos los gases reales cuando los gases se encuentran en el mismo estado
correspondiente. El estado correspondiente puede ser representado por los dos
parámetros llamados temperatura reducida y presión reducida. La temperatura
reducida es la relación entre la temperatura del gas a su temperatura crítica.
Del mismo modo, la presión reducida es la relación de la presión del gas a su
presión crítica como se indica en las siguientes ecuaciones:
= Ec. 2.9-2
= Ec. 2.9-3
Donde: = ó , = , = , = ó , = í , = ó í , Por lo tanto, de acuerdo con el teorema de estados correspondientes, dos
gases, A y B, pueden ser a diferentes temperaturas y presiones, sin embargo,
si su temperatura reducida y presión reducida son las mismas, por
consiguiente, sus factores de desviación de gas (Z) serán los mismos. Por lo
tanto, diagramas que muestran la variación de Z con la temperatura reducida
y presión reducida se pueden utilizar para la mayoría de los gases para el
cálculo del factor de compresibilidad.

2.10. Me
Co
def
que
la
ind
me
Figura 2.
ezcla de ga
omo se men
fine como l
e sea la pre
presión po
dependiente
ezcla de dif
.9-1 Factor
Fuente: Ga
ases
ncionó ante
a temperatu
sión del gas
or encima d
emente de l
ferentes com
24
r de Compr
as Processor
eriormente,
ura por enci
s. Del mism
de la cual e
la temperat
mponentes,
4
resibilidad
rs Suppliers
la temperat
ma del cual
mo modo, la
el líquido y
tura. Cuand
la temperat
para gases
s Associatio
tura crítica
l no se pued
a presión crí
y el gas no
do el gas s
tura crítica
s naturales.
n.
de un gas
de licuar, cu
ítica se defin
o pueden c
e compone
y presión c
.
puro se
ualquiera
ne como
coexistir,
e de una
crítica se

25
llaman la temperatura pseudocrítica y la presión pseudocrítica,
respectivamente. Si conocemos la composición de la mezcla de gas, podemos
calcular estos valores pseudo-críticos de la mezcla, usando los valores de
presión y temperatura críticas de los componentes puros que constituyen la
mezcla de gases.
La temperatura reducida se define como la relación de la temperatura del gas
a su temperatura crítica. Del mismo modo, la presión reducida es la relación
de la presión del gas a su presión crítica. Tanto la temperatura como la
presión se expresan en unidades absolutas.
Similar a la temperatura crítica y la presión crítica indicados anteriormente,
para una mezcla de gas, podemos definir la temperatura de pseudo-reducida y
la presión pseudo-reducida.
= Ec. 2.10-1
= Ec. 2.10-2
Donde: = ó , = , = − , = ó − , = − í , = ó − í , En mezclas de hidrocarburos, con frecuencia nos referimos a los componentes
del gas como C1, C2, C3, etc. Estos son equivalentes a CH4 (metano), C2H6
(etano), C3H8 (propano), y así sucesivamente. Una mezcla de gas natural
que se compone de componentes, tales como C1, C2, C3, y así sucesivamente
se dice que tiene un peso molecular aparente como se define por la ecuación: = ∑ Ec. 2.10-3

26
Donde: = = ó =
En una manera similar, a partir de las fracciones molares dadas de los
componentes del gas, utilizamos regla de Kay para calcular las propiedades
medias pseudo-críticas de la mezcla de gas: = ∑ Ec. 2.10-4 = ∑ Ec. 2.10-5
Donde Tc y Pc son la temperatura y presión crítica, respectivamente, del
componente puro (C1, C2, etc) y yi se refiere a la fracción molar del
componente. Tpc y Ppc son la temperatura media pseudo-crítica y la presión
pseudo-crítica, respectivamente, de la mezcla de gas.
2.11. Poder Calórico
El poder calorífico de un gas se define como la energía térmica por unidad de
volumen del gas. Se expresa en Btu/ft3. Para el gas natural, se encuentra
aproximadamente en el rango de 900 y 1200 Btu/ft3. Hay dos valores de
poder calórico utilizados en la industria. Estos son, el poder calorífico inferior
(LHV) y poder calorífico superior (HHV). Para una mezcla de gases, se
utiliza el poder calorífico bruto. Se calcula con los valores de poder calórico
de los componentes y sus fracciones molares, utilizando la siguiente
ecuación: = ∑( ) Ec. 2.11-1
Donde: = ó , ⁄ = ó = ó , ⁄
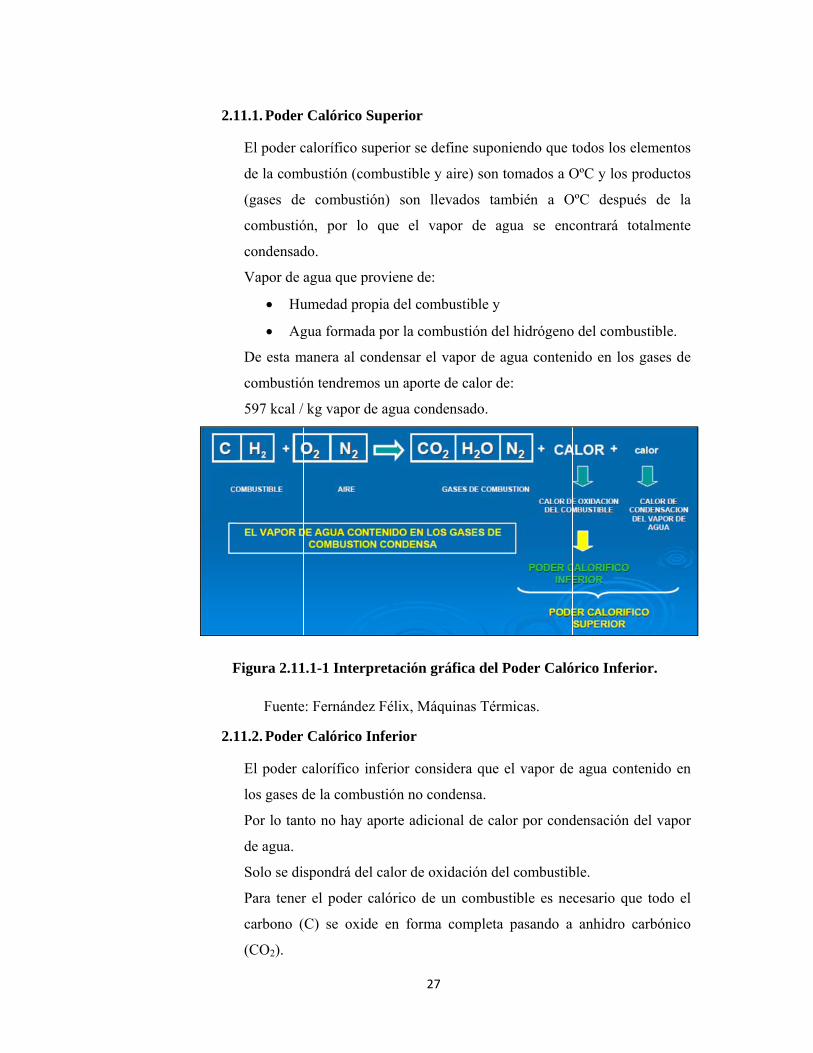
2.1
F
2.1
11.1. Poder
El poder c
de la comb
(gases de
combustió
condensad
Vapor de
• Hu
• Ag
De esta m
combustió
597 kcal /
Figura 2.11
Fuente
11.2. Poder
El poder c
los gases d
Por lo tan
de agua.
Solo se di
Para tener
carbono (
(CO2).
Calórico S
calorífico su
bustión (co
e combustió
ón, por lo
do.
agua que pr
umedad pro
gua formada
manera al co
ón tendremo
kg vapor d
1.1-1 Interp
e: Fernández
Calórico I
calorífico in
de la combu
nto no hay a
spondrá del
r el poder c
(C) se oxid
27
Superior
uperior se d
mbustible y
ón) son ll
que el va
roviene de:
pia del com
a por la com
ondensar el
os un aporte
de agua cond
pretación g
z Félix, Máq
Inferior
nferior cons
ustión no co
aporte adici
l calor de ox
calórico de
de en forma
7
define supon
y aire) son t
evados tam
apor de ag
mbustible y
mbustión de
vapor de a
e de calor de
densado.
ráfica del P
quinas Térm
sidera que e
ondensa.
onal de cal
xidación de
un combus
a completa
niendo que t
tomados a O
mbién a O
gua se enc
l hidrógeno
agua conten
e:
Poder Caló
micas.
el vapor de
or por cond
l combustib
stible es ne
pasando a
todos los el
OºC y los pr
OºC despué
contrará tot
o del combu
nido en los g
órico Inferi
e agua conte
densación d
ble.
cesario que
anhidro ca
lementos
roductos
és de la
talmente
ustible.
gases de
or.
enido en
del vapor
e todo el
arbónico

F
Figura 2.11
Fuente
1.2-1 Interp
e: Fernández
28
pretación g
z Félix, Máq
8
ráfica del P
quinas Térm
Poder Caló
micas.
órico Inferi
or.

29
CAPÍTULO III
3. SEPARADORES BIFÁSICOS Y TRIFÁSICOS
3.1. Principios de Separación
• Momento
Las diferentes fases al tener diferente densidad van a tener diferente
momento. Ante un cambio de dirección brusco, la fase más pesada va a girar
más lenta que la liviana.
• Acción de la Gravedad
La fase líquida se va a separar de la gaseosa por gravedad, si la fuerza
gravitatoria sobre un determinado tamaño de partículas líquidas es mayor
que la fuerza de arrastre del gas sobre las mismas
• Coalescencia
Las partículas líquidas muy pequeñas pueden unirse (coalescer) para formar
partículas más grandes que serán entonces separadas por la acción de la
gravedad.
Todo separador posee generalmente las siguientes secciones:
A- Separación primaria (Sección de Momento)
B- Separación secundaria (Sección de Gravedad – Gas)
C- Recolección de líquido (Sección de Gravedad – Líquido)
D- Separación terciaria (Sección de Coalescencia)
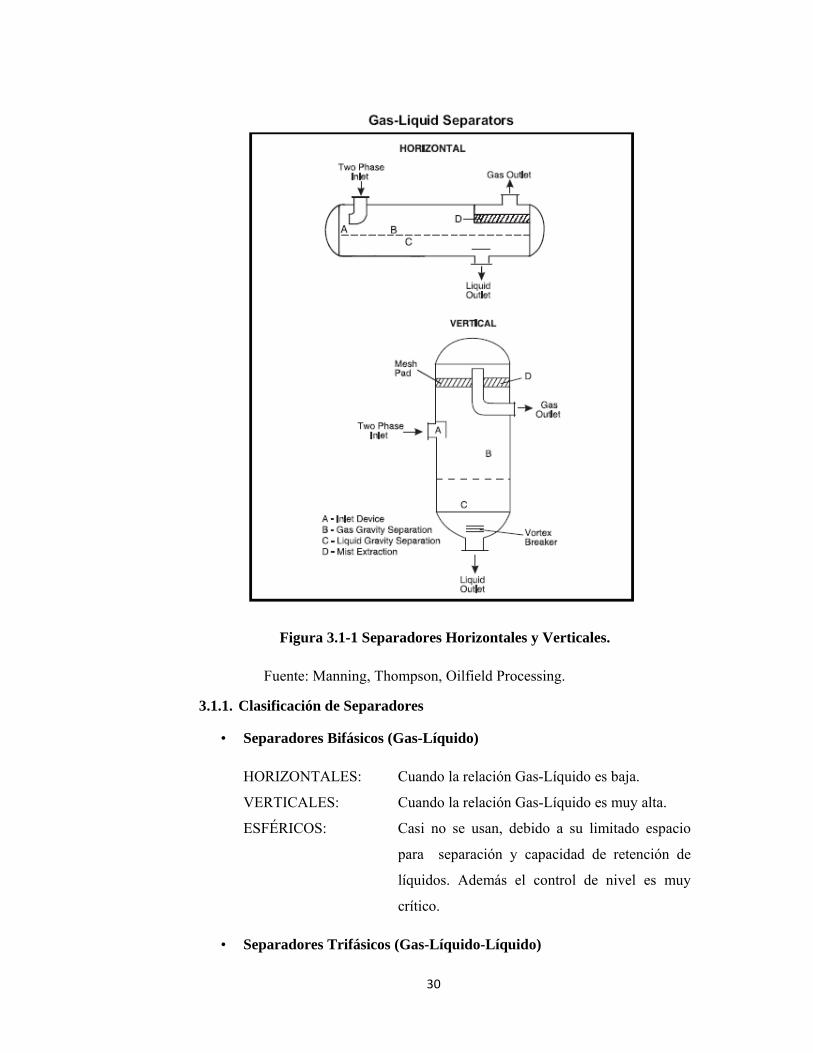
30
Figura 3.1-1 Separadores Horizontales y Verticales.
Fuente: Manning, Thompson, Oilfield Processing.
3.1.1. Clasificación de Separadores
• Separadores Bifásicos (Gas-Líquido)
HORIZONTALES: Cuando la relación Gas-Líquido es baja.
VERTICALES: Cuando la relación Gas-Líquido es muy alta.
ESFÉRICOS: Casi no se usan, debido a su limitado espacio
para separación y capacidad de retención de
líquidos. Además el control de nivel es muy
crítico.
• Separadores Trifásicos (Gas-Líquido-Líquido)
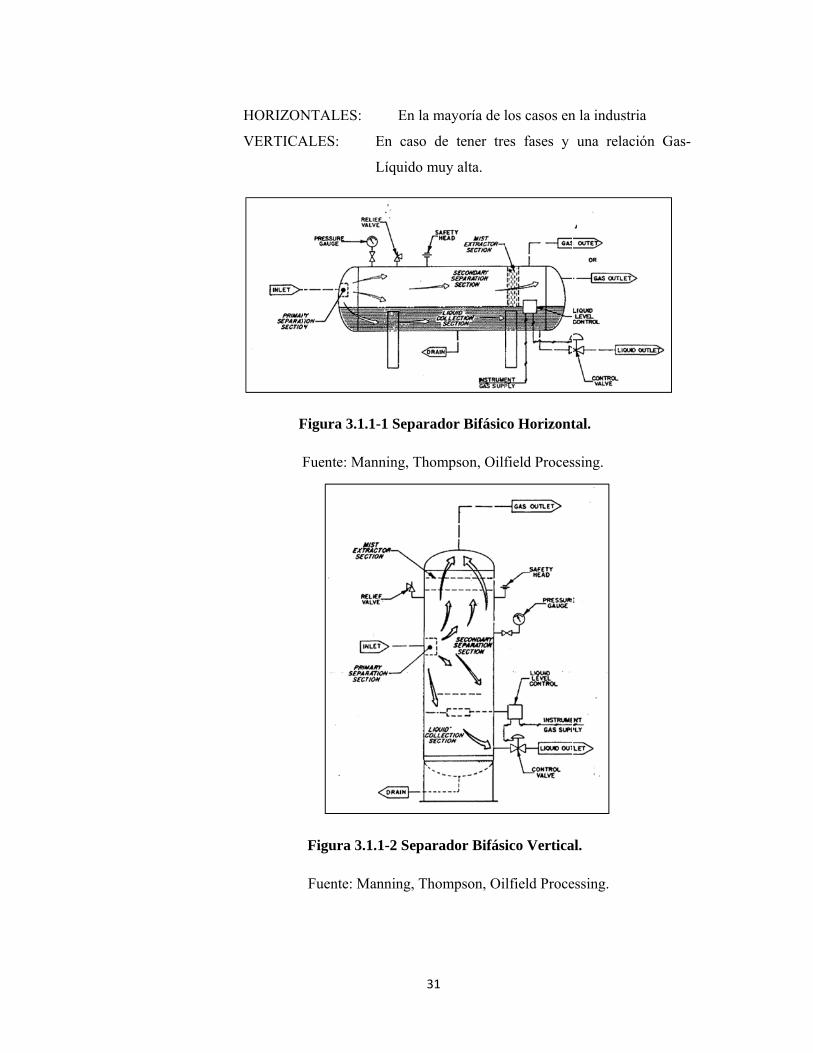
HORIZON
VERTICA
F
F
NTALES:
ALES:
Figura 3.1.1
Fuente: Ma
Figura 3.1
Fuente: Ma
31
En la m
En caso d
Líquido m
1-1 Separad
anning, Thom
1.1-2 Separ
anning, Tho
1
mayoría de l
de tener tre
muy alta.
dor Bifásic
mpson, Oilf
rador Bifási
ompson, Oi
los casos en
es fases y
co Horizont
field Proces
ico Vertica
lfield Proce
n la industri
una relaci
tal.
ssing.
al.
essing.
a
ón Gas-

3.1.2.
•
F
F
Comparac
Separado
USOS:
VENTAJA
DESVENT
Figura 3.1.1
Fuente: Man
ción de Sep
ores Vertica
Lim
Peq
Mu
(co
Cu
AS: Má
Co
Me
Má
mu
TAJAS: Má
Req
Dif
32
1-3 Separad
nning, Thom
paradores
ales
mitaciones d
queños caud
uy bajas o m
on excepcion
uando se des
ás versátiles
ntrol de niv
enor tendenc
ás competit
uy altos GO
ás costosos
quieren may
fícil de mon
2
dor Trifásic
mpson, Oilfi
de espacio e
dales.
muy altas r
nes).
sea un contr
s que los ho
vel no tan cr
cia al Re-en
tivo que el
R o aplicac
que los hori
yor diámetr
ntar en skids
co Horizon
ield Process
en la planta.
relaciones G
rol de nivel
rizontales.
rítico.
ntrainment.
horizontal
iones de SC
izontales.
ro a igual ca
s.
ntal.
sing.
.
Gas-Líquido
sencillo.
para muy
CRUBBERS
apacidad.
o (GOR)
bajos o
S.

33
• Separadores Horizontales
USOS: Grandes volúmenes de gas o líquidos.
Con corrientes de alto a medio GOR.
Con soluciones que forman espuma.
Separadores trifásicos.
VENTAJAS: Menos costosos que los verticales.
Requiere menores diámetros para una misma capacidad
de gas.
Mayor facilidad para montar en skids.
Mayores tiempos de residencia de líquidos.
DESVENTAJAS: Sólo una parte de la carcaza está disponible para el
pasaje del gas.
El control de nivel de líquido es más crítico .
3.1.3. Separadores – Datos de Entrada
• Caudales másicos (de gas, líquido HC y agua).
• Densidades (de gas, líquido liviano y líquido pesado).
• Presión de operación y de diseño.
• Temperatura de operación y de diseño.
• Tipo de Servicio (ej. separador de entrada, separador frío, separador flash
de condensado, acumulador de propano, etc).
• Tipo de fluido (sucio o limpio; corrosivo o no corrosivo).
• Sobreespesor por corrosión requerido.
3.1.4. Separadores – Parámetros de Diseño
• Tipo de internos a utilizar:
Bafle de entrada
Caja de Chicanas
Malla de alambres (wire mesh pad / DEMISTER)
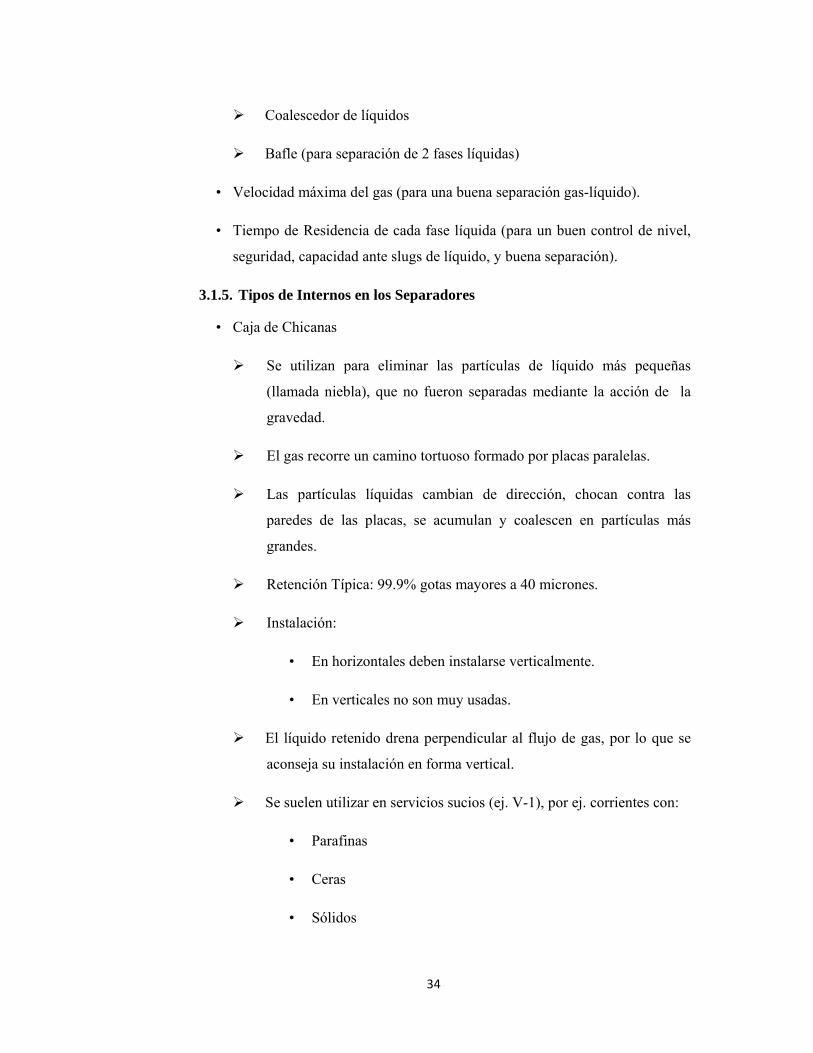
34
Coalescedor de líquidos
Bafle (para separación de 2 fases líquidas)
• Velocidad máxima del gas (para una buena separación gas-líquido).
• Tiempo de Residencia de cada fase líquida (para un buen control de nivel,
seguridad, capacidad ante slugs de líquido, y buena separación).
3.1.5. Tipos de Internos en los Separadores
• Caja de Chicanas
Se utilizan para eliminar las partículas de líquido más pequeñas
(llamada niebla), que no fueron separadas mediante la acción de la
gravedad.
El gas recorre un camino tortuoso formado por placas paralelas.
Las partículas líquidas cambian de dirección, chocan contra las
paredes de las placas, se acumulan y coalescen en partículas más
grandes.
Retención Típica: 99.9% gotas mayores a 40 micrones.
Instalación:
• En horizontales deben instalarse verticalmente.
• En verticales no son muy usadas.
El líquido retenido drena perpendicular al flujo de gas, por lo que se
aconseja su instalación en forma vertical.
Se suelen utilizar en servicios sucios (ej. V-1), por ej. corrientes con:
• Parafinas
• Ceras
• Sólidos
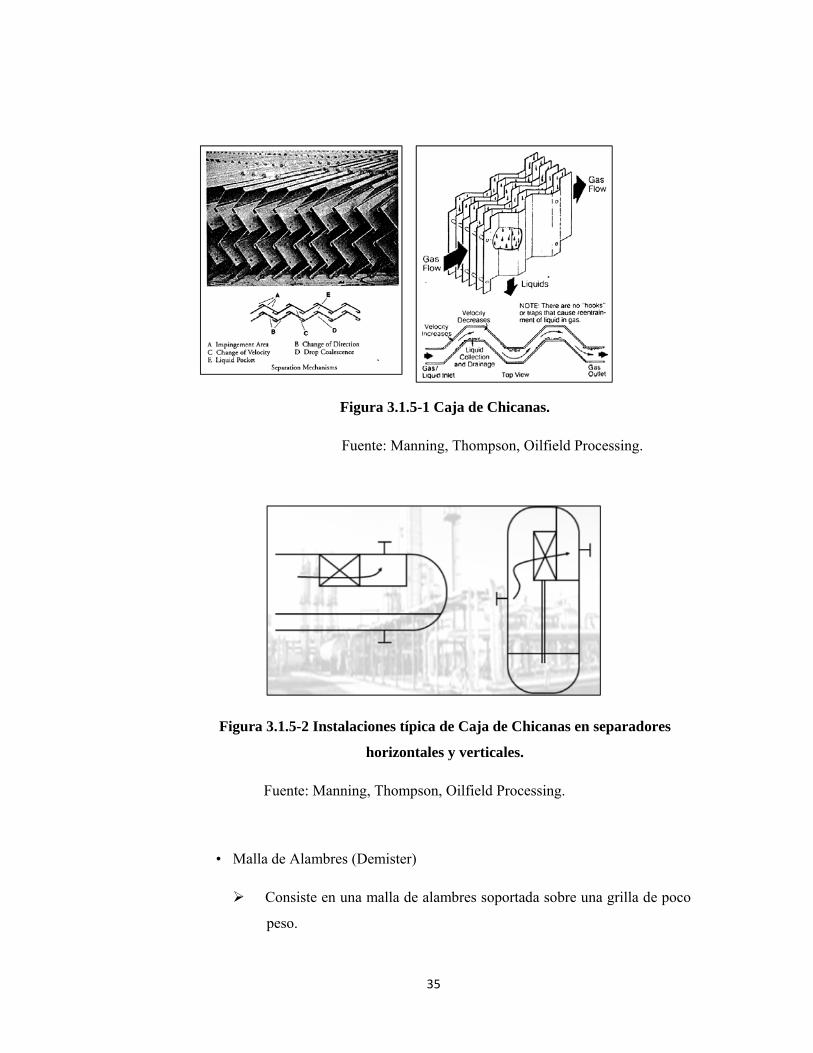
35
Figura 3.1.5-1 Caja de Chicanas.
Fuente: Manning, Thompson, Oilfield Processing.
Figura 3.1.5-2 Instalaciones típica de Caja de Chicanas en separadores
horizontales y verticales.
Fuente: Manning, Thompson, Oilfield Processing.
• Malla de Alambres (Demister)
Consiste en una malla de alambres soportada sobre una grilla de poco
peso.
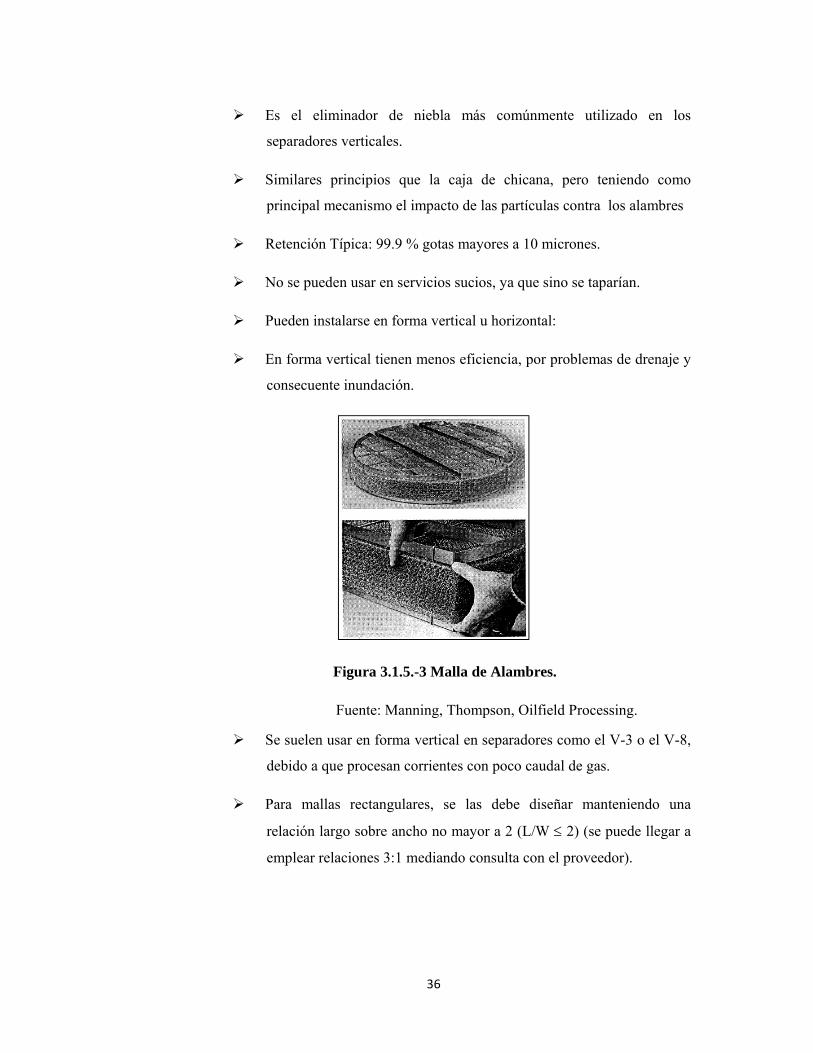
36
Es el eliminador de niebla más comúnmente utilizado en los
separadores verticales.
Similares principios que la caja de chicana, pero teniendo como
principal mecanismo el impacto de las partículas contra los alambres
Retención Típica: 99.9 % gotas mayores a 10 micrones.
No se pueden usar en servicios sucios, ya que sino se taparían.
Pueden instalarse en forma vertical u horizontal:
En forma vertical tienen menos eficiencia, por problemas de drenaje y
consecuente inundación.
Figura 3.1.5.-3 Malla de Alambres.
Fuente: Manning, Thompson, Oilfield Processing.
Se suelen usar en forma vertical en separadores como el V-3 o el V-8,
debido a que procesan corrientes con poco caudal de gas.
Para mallas rectangulares, se las debe diseñar manteniendo una
relación largo sobre ancho no mayor a 2 (L/W ≤ 2) (se puede llegar a
emplear relaciones 3:1 mediando consulta con el proveedor).

37
Figura 3.1.5-4 Instalaciones típica de Mallas Alambres en separadores
horizontales y verticales.
Fuente: Manning, Thompson, Oilfield Processing.
• Rompe-vórtices
Se instalan en la salida de líquido para prevenir el arrastre de gas con la
corriente (también existen rompevórtices de gas).
Figura 3.1.5-5 Rompe-vórtice.
Fuente: Manning, Thompson, Oilfield Processing.
3.2. Teoría de Separación de Fases
Separación gas-líquido y líquido-líquido se discuten separadamente. Por
definición, la función de un separador trifásico implica la eliminación de al
menos el agua libre presente en el crudo.
A continuación, se detalla la separación gas-líquido por diferentes métodos:
tiempo de retención y velocidad de sedimentación.
38
3.2.1. Método del Tiempo de Residencia
Separación Gas-Líquido: el tiempo de residencia debe permitir que el líquido
se separe de la fase gaseosa y que el gas pueda escapar de la fase líquida, la
siguiente ecuación proporciona el tiempo de residencia de la fase líquida y la
altura de la interfase gas-líquido.
Tiempo de residencia para separadores horizontales:
( ) = Ec. 3.2.1-1
Donde: = á , = ó , = ó á í = í ,
= ó ,
Tiempo de residencia para separadores verticales: ( ) = Ec. 3.2.1-1
Donde: = á , = í , = í ,
= ó ,

39
3.2.2. Velocidad Terminal de la partícula líquida
Cuando una partícula se mueve a través de un fluido varias fuerzas actúan
sobre ella. Primero, se requiere una fuerza de densidades entre la partícula y
el fluido. Debe haber una fuerza gravitatoria externa que imparta un
movimiento a la partícula. Si las densidades del fluido y la partícula son
iguales, la fuerza de flotación sobre la partícula contrarrestará a la fuerza
externa y la partícula no se moverá con respecto al fluido.
Para el movimiento de una partícula en el fluido existen tres fuerzas que
actúan sobre los cuerpos:
• La gravedad que actúa hacia abajo. = = Ec. 3.2.2-1
• La fuerza de flotación que actúa hacia arriba. = Ec. 3.2.2-2
• La resistencia o fuerza de retardo que actúa en dirección opuesta al
movimiento de la partícula.
= Ec. 3.2.2-3
Donde: = í , = , / = í í , / = = í , / = á í í ,

40
Entonces, la fuerza resultante sobre el cuerpo es Fg-Fb-FD. Esta fuerza debe
ser igual a la debida a la aceleración:
= − − Ec. 3.2.2-4
Si empezamos desde el momento en que el cuerpo deja de estar en reposo, su
caída pasa por dos periodos: el de caída acelerada y el de velocidad constante.
El periodo inicial de aceleración suele ser bastante corto, del orden de una
décima de segundo más o menos. Por consiguiente, el periodo de caída a
velocidad constante es el más importante. A esta velocidad se le llama
velocidad de precipitación o velocidad terminal de la partícula vt.
Para despejar el valor de la velocidad terminal en la ecuación 3.2.2-4, = y
la expresión toma la forma de:
= Ec. 3.2.2-5
Considerando que la partícula es esférica, remplazar la masa m y el área de la
partícula Ap, la ecuación 3.2.2-5 queda de la siguiente forma:
= Ec. 3.2.2-6
Durante la separación secundaria por gravedad, la velocidad admisible que el
gas puede tomar debe estar basada en la velocidad terminal a la cual la
partícula líquida cae.
Para partículas de diámetro menor a 100 µm Reynolds menores a 1, existe
una relación lineal entre el coeficiente de arrastre CD y el número de Reynolds
(correspondiente a flujo laminar). La ley de Stoke se debe aplicar:
= Ec. 3.2.2-7
A continuación se presenta un diagrama donde se indican las ecuaciones para
determinar la velocidad terminal en función al diámetro de la partícula y
número de Reynolds.
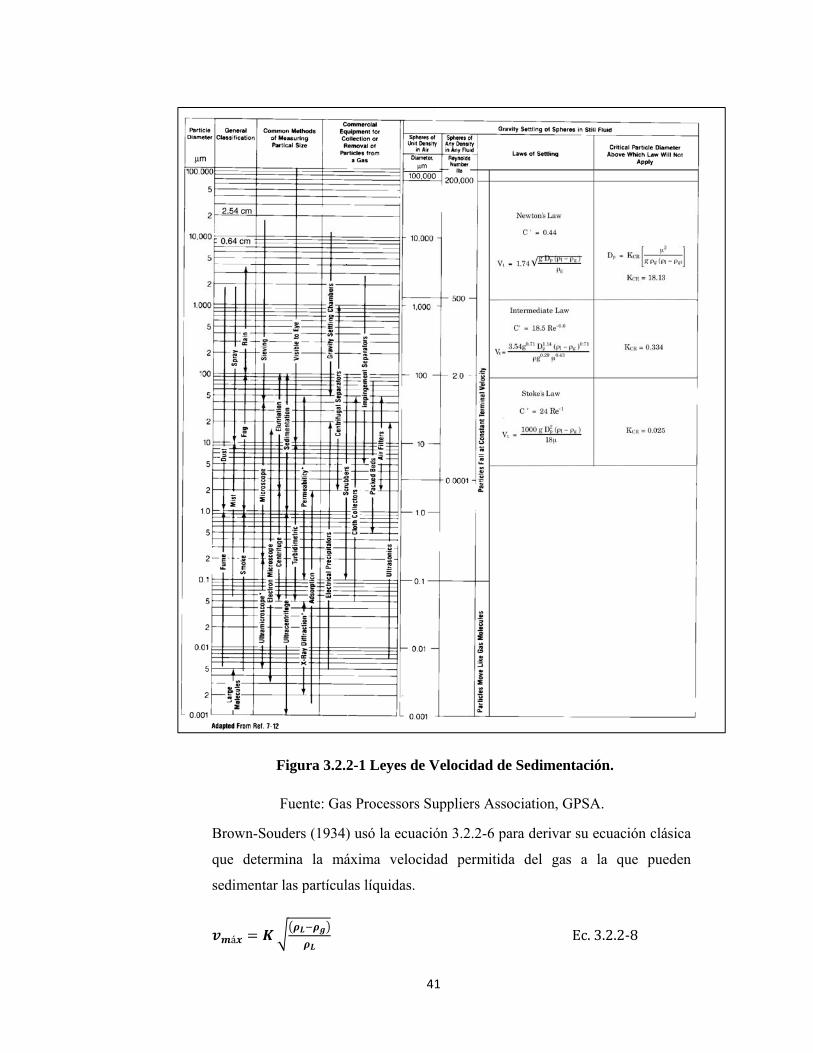
41
Figura 3.2.2-1 Leyes de Velocidad de Sedimentación.
Fuente: Gas Processors Suppliers Association, GPSA.
Brown-Souders (1934) usó la ecuación 3.2.2-6 para derivar su ecuación clásica
que determina la máxima velocidad permitida del gas a la que pueden
sedimentar las partículas líquidas.
á = Ec.3.2.2-8

Don
á =•
nde: =máxim=La constan
Tipo d
de alam
Presió
Geom
A continu
publicacio
Figu
Fuent
mavelocidad nte de Saud
de interno p
mbres).
n de operac
etría del sep
uación se
ones:
ura 3.2.2-2
te: Gas Proc
42
addelafaseders-Brown
para la sepa
ción.
parador (seg
muestran
Valores de
cessors Sup
2
egaseosa,m“K” es func
aración terc
gún algunos
los valore
e la constan
ppliers Asso
m/sción de:
ciaria (caja
s autores).
es de K
nte K (GPS
ociation, GP
de chicana
según di
A)
PSA.
o malla
iferentes

43
CAPÍTULO IV
4. SISTEMA DE COMPRESIÓN
Dependiendo de la aplicación, los compresores se fabrican de desplazamiento
positivo, dinámico o de tipo térmico (Fig. 4-1) los de tipo de desplazamiento
positivo se dividen en dos categorías básicas: reciprocantes y rotatorios.
• El compresor de movimiento reciprocante consiste en uno o más cilindros,
cada uno con un pistón o émbolo que se mueve hacia adelante y hacia atrás,
desplazando un volumen positivo con cada golpe.
• El compresor de diafragma utiliza un diafragma flexible hidráulicamente
pulsado para desplazar el gas
• Los compresores rotativos tipo lóbulo, tornillo, paletas, y de anillo líquido,
tienen una caja con uno o más elementos giratorios que se engranan entre
sí, como los lóbulos o tornillos, que desplazan un volumen fijo con cada
rotación.
• Los compresores dinámicos de flujo radial (centrífugos), flujo axial, y las
máquinas de flujo mixto. Son compresores rotativos de flujo continuo, en el
que el elemento giratorio (impulsor o
rotor de paletas) acelera el gas a medida que pasa a través del elemento,
convirtiendo la velocidad en presión estática, parcialmente en el elemento
giratorio y parcialmente en difusores o álabes fijos.
• Los eyectores son compresores "térmicos" que utilizan un gas a alta
velocidad o de chorro de vapor para arrastrar el gas entrante, a
continuación, convierten la velocidad de la mezcla a presión.
La figura 4-2 indica el rango normal de funcionamiento para los diferentes tipos
de compresores disponibles en el mercado.
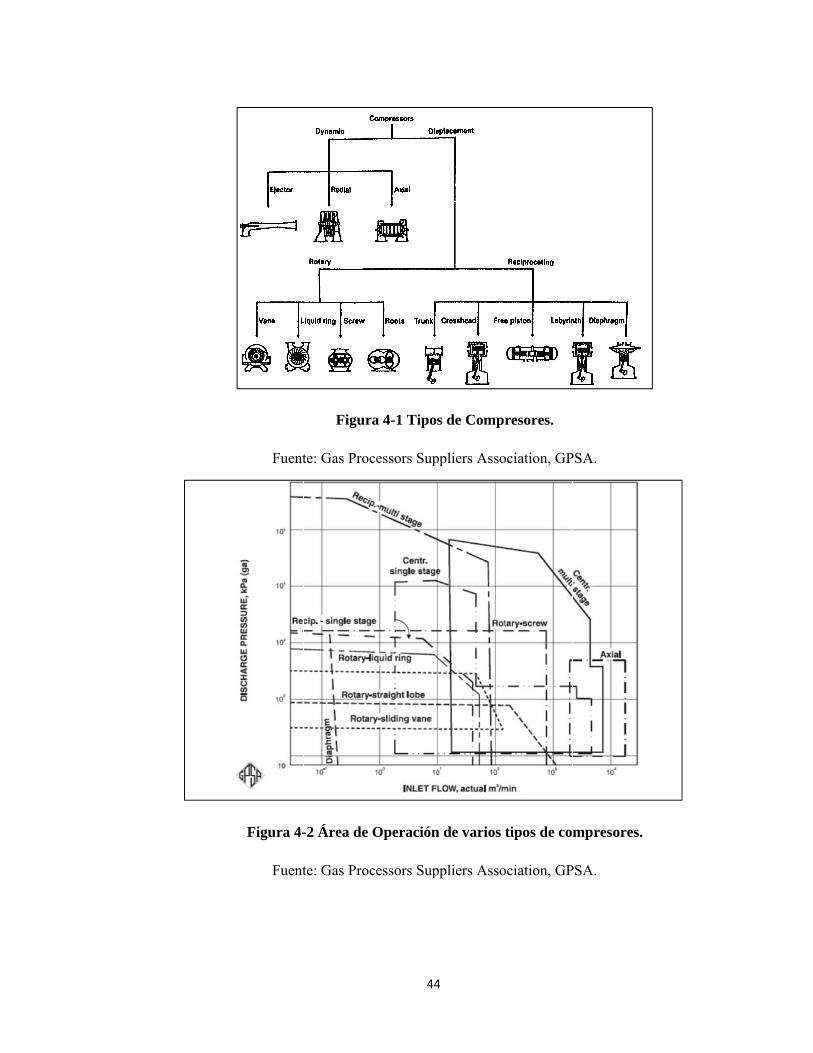
Fuent
Figura 4-
Fuent
Figur
te: Gas Proc
-2 Área de
te: Gas Proc
44
ra 4-1 Tipos
cessors Sup
Operación
cessors Sup
4
s de Compr
ppliers Asso
n de varios t
ppliers Asso
resores.
ociation, GP
tipos de co
ociation, GP
PSA.
mpresores.
PSA.
.

45
4.1. Compresores Reciprocantes
Se utiliza para presiones que van desde vacío en la succión a 207 000 kPa
(compresores de proceso especial).
Los compresores reciprocantes pueden ser de una sola etapa o varias etapas. El
número de etapas se determina por la relación de compresión global. La
relación de compresión por etapa está generalmente limitada por la temperatura
de descarga y por lo general no debe superar a 4, aunque para unidades de
servicio intermitente la relación de compresión de hasta 8.
Figura 4.1-1 Compresor tipo reciprocante.
Fuente: Ariel Corporation.
4.2. Compresión Isotérmica
El proceso de compresión isotérmica es cuando la presión y volumen
comprimido varían de una manera que la temperatura permanece constante.
Compresión isotérmica requiere la menor cantidad de trabajo en comparación
con otras formas de compresión.
Este proceso es teórico, ya que, en realidad, mantener la temperatura constante
en un compresor de gas es prácticamente imposible.
La figura 4.2-1 muestra el diagrama Presión vs Volumen para una compresión
isotérmica. El punto 1 representa las condiciones de entrada de presión (P1),
volumen (V1), y temperatura (T1).
El punto 2 representa las condiciones finales de presión (P2), volumen (V2), y
la temperatura constante (T1).
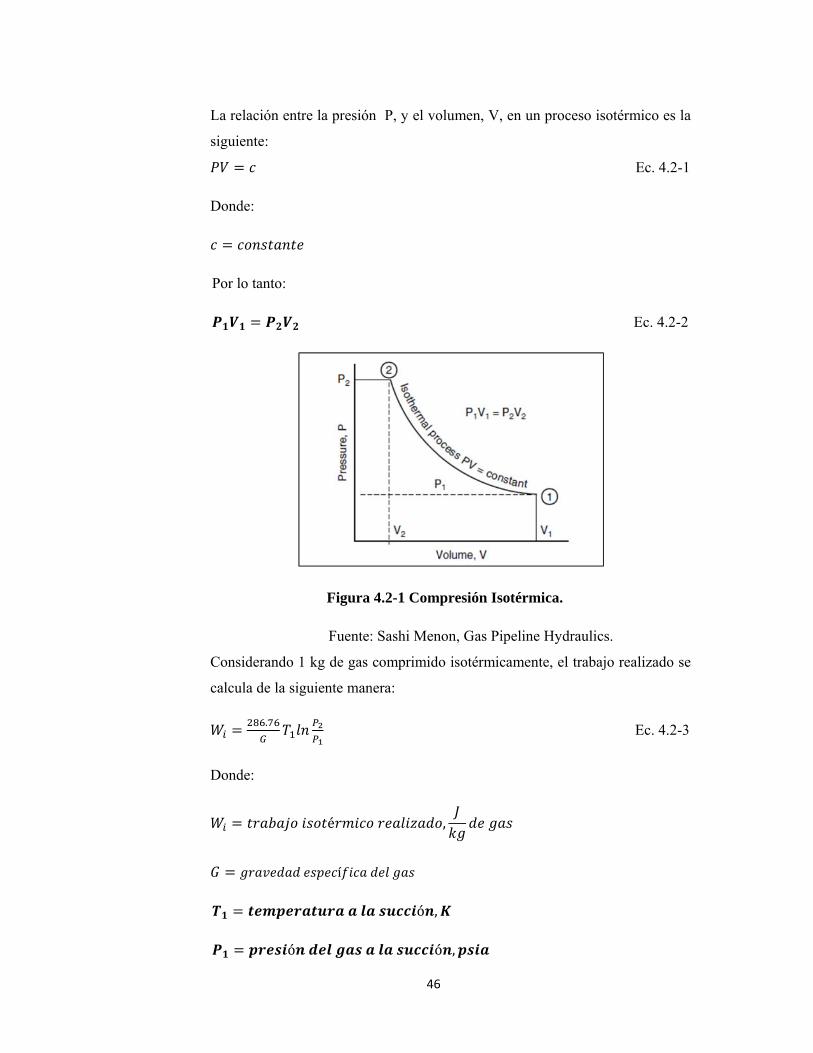
La re
sigui=Don=Por
Cons
calcu
=Don
====
elación entr
iente: =
de:
lo tanto: =
siderando 1
ula de la sig
= .de:
= == ó
re la presión
Figura
Fuente:
1 kg de gas
guiente man
éí
46
n P, y el vo
4.2-1 Com
: Sashi Men
comprimid
nera:
ó , ó
6
olumen, V,
mpresión Iso
non, Gas Pip
do isotérmic
, ó ,
en un proce
otérmica.
peline Hydr
camente, el
eso isotérm
E
E
raulics.
trabajo real
E
mico es la
Ec. 4.2-1
Ec. 4.2-2
lizado se
Ec. 4.2-3
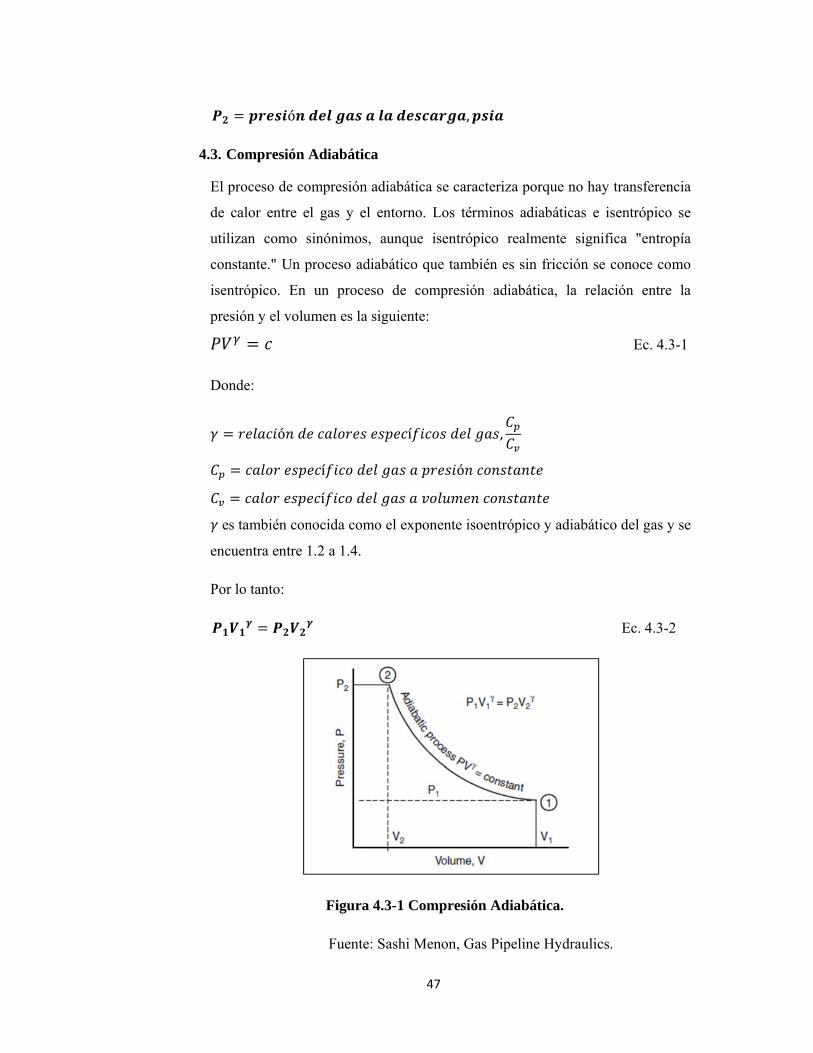
=4.3. C
El pr
de c
utiliz
cons
isent
presi
Don
=== es
encu
Por l
= óompresión
roceso de c
calor entre e
zan como
stante." Un
trópico. En
ión y el volu= de:
ó = = también co
uentra entre
lo tanto: =
n Adiabátic
ompresión
el gas y el
sinónimos,
proceso adi
n un proce
umen es la
í í onocida com
1.2 a 1.4.
Figura
Fuente:
47
a
adiabática s
entorno. L
aunque is
iabático que
so de com
siguiente:
í mo el expone
4.3-1 Com
: Sashi Men
7
,se caracteriz
Los término
sentrópico
e también e
mpresión ad
,ó ente isoentr
mpresión Ad
non, Gas Pip
za porque n
os adiabátic
realmente
es sin fricci
diabática, la
rópico y adi
diabática.
peline Hydr
no hay trans
cas e isentró
significa "
ión se conoc
a relación
E
iabático del
Ec.
raulics.
sferencia
ópico se
"entropía
ce como
entre la
Ec. 4.3-1
gas y se
4.3-2

48
Considerando 1 kg de gas comprimido adiabáticamente, el trabajo realizado se
calcula de la siguiente manera:
= . − Ec. 4.2-3
Donde:
= á ,
= í = ó , = ó ó , = ó ,
4.4. Compresión Politrópica
La compresión politrópica es similar a la compresión adiabática, pero no hay
ningún requisito de transferencia de calor cero como en la compresión
adiabática. En un proceso politrópico, la relación entre la presión y el volumen
es la siguiente: = Ec. 4.4-1
Donde: = ó
Por lo tanto:
1 1 = 2 2 Ec. 4.4-2
Para determinar el trabajo politrópico podemos usar la ecuación 4.2-3
sustituyendo el coeficiente por n.
4.5. Temperatura de descarga de un gas comprimido
En la compresión adiabática o politrópica del gas natural, se puede determinar
la temperatura final del gas conociendo la temperatura inicial y las presiones
49
iniciales y finales.
Utilizando la ecuación 4.3-1 para la compresión adiabática y la ley de los gases
perfectos, al eliminar el volumen, V, podemos escribir lo siguiente: = Ec. 4.5-1
Donde: = ó , = , = ó =
De forma similar para la compresión politrópica: = Ec. 4.5-2
4.6. Potencia Requerida, HP
La cantidad de energía entregada al gas por el compresor depende de la presión
del gas y del caudal del gas. La potencia en caballos de fuerza (HP), que
representa la energía por unidad de tiempo, también depende de la presión del
gas y del caudal. Como el caudal aumenta, la presión también aumenta y, por lo
tanto, la potencia necesaria también aumentará. Dado que la energía se define
como el trabajo realizado por una fuerza, podemos determinar la potencia
necesaria en términos de caudal y presión de descarga.
Si el caudal Q es medido en pies3 estándar por día (SCFD), y la presión de
succión y descarga se representa por Ps y Pd, respectivamente. El compresor le
da el diferencial de presión para que el gas fluya a SCFD. Por lo tanto, la
energía suministrada por el gas es (Pd-Ps)*Q*cte1 (donde la cte1 depende de las
unidades empleadas).
Este es un enfoque muy simplista, ya que las propiedades del gas varían con la
temperatura y la presión. Además, el factor de compresibilidad y el tipo de
compresión de gas (adiabático o politrópico) deben tenerse en cuenta. Por lo
tanto, el cálculo de HP se enfocará desde otro punto de vista en lo que sigue.
50
La cabeza desarrollada por el compresor se define como la cantidad de energía
suministrada al gas por unidad de masa de gas. Por lo tanto, multiplicando el
flujo másico del gas por la cabeza del compresor, se puede calcular la energía
total suministrada al gas. Dividiéndolo por la eficiencia del compresor,
obtendremos la potencia requerida para comprimir el gas. La ecuación para
caballos de fuerza se puede expresar de la siguiente manera: = ∗∆∗ Ec. 4.6-1
Donde: = , = á , / ∆ = , / =
Otra fórmula más comúnmente utilizada para determinar la potencia (HP) del
compresor que tiene en cuenta la compresibilidad del gas es la siguiente: = 0.0857 Ec.4.6-2
La eficiencia adiabática generalmente se encuentra en 0,75 a 0,85. Al
considerar una nm eficiencia mecánica, se puede calcular la potencia al freno
(BHP) requerida por el compresor: = Ec.4.6-3
Donde HP es la potencia calculada a partir de las ecuaciones anteriores,
teniendo en cuenta que la eficiencia adiabática del compresor na. La eficiencia
mecánica nm puede variar 0,95 a 0,98. La eficiencia global, no, se define como
el producto de la eficiencia adiabática, na, y la eficiencia mecánica, nm.
no =na x nm. Ec.4.6-4
La eficiencia adiabática se la puede calcular de la siguiente manera:
= Ec.4.6-5
= ó ,
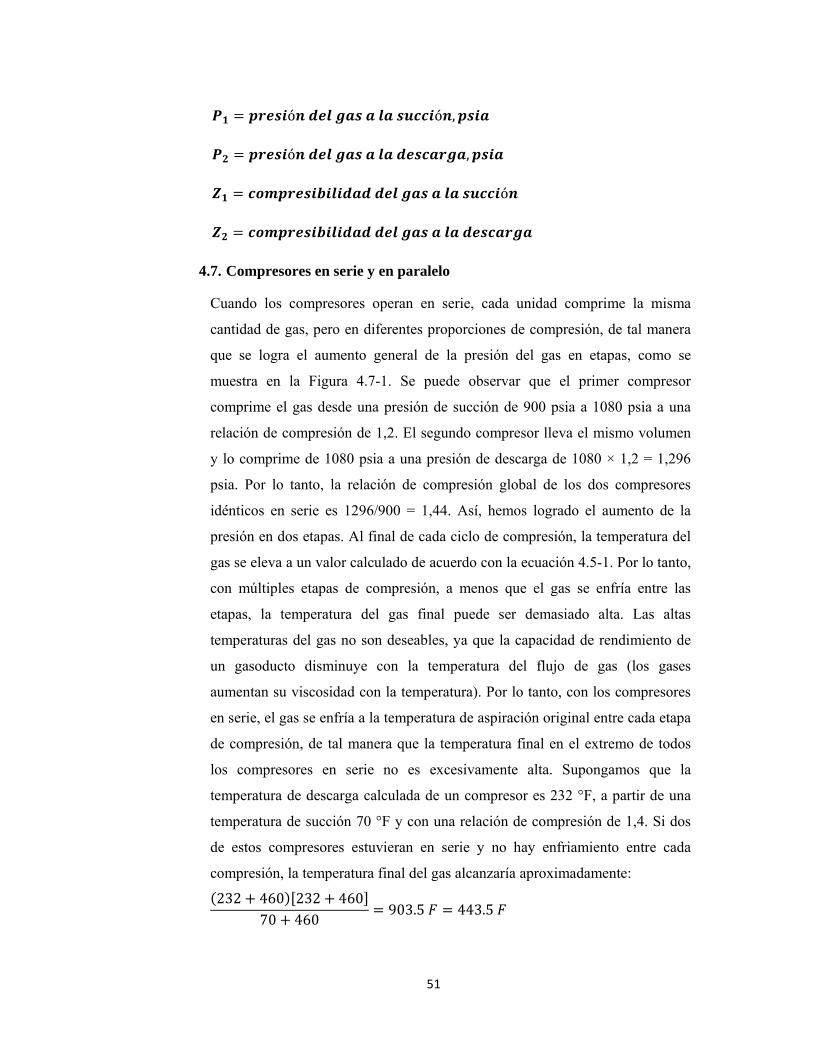
51
= ó ó , = ó , = ó =
4.7. Compresores en serie y en paralelo
Cuando los compresores operan en serie, cada unidad comprime la misma
cantidad de gas, pero en diferentes proporciones de compresión, de tal manera
que se logra el aumento general de la presión del gas en etapas, como se
muestra en la Figura 4.7-1. Se puede observar que el primer compresor
comprime el gas desde una presión de succión de 900 psia a 1080 psia a una
relación de compresión de 1,2. El segundo compresor lleva el mismo volumen
y lo comprime de 1080 psia a una presión de descarga de 1080 × 1,2 = 1,296
psia. Por lo tanto, la relación de compresión global de los dos compresores
idénticos en serie es 1296/900 = 1,44. Así, hemos logrado el aumento de la
presión en dos etapas. Al final de cada ciclo de compresión, la temperatura del
gas se eleva a un valor calculado de acuerdo con la ecuación 4.5-1. Por lo tanto,
con múltiples etapas de compresión, a menos que el gas se enfría entre las
etapas, la temperatura del gas final puede ser demasiado alta. Las altas
temperaturas del gas no son deseables, ya que la capacidad de rendimiento de
un gasoducto disminuye con la temperatura del flujo de gas (los gases
aumentan su viscosidad con la temperatura). Por lo tanto, con los compresores
en serie, el gas se enfría a la temperatura de aspiración original entre cada etapa
de compresión, de tal manera que la temperatura final en el extremo de todos
los compresores en serie no es excesivamente alta. Supongamos que la
temperatura de descarga calculada de un compresor es 232 °F, a partir de una
temperatura de succión 70 °F y con una relación de compresión de 1,4. Si dos
de estos compresores estuvieran en serie y no hay enfriamiento entre cada
compresión, la temperatura final del gas alcanzaría aproximadamente: (232 + 460) 232 + 46070 + 460 = 903.5 = 443.5

Esta
otro
comp
232
Los
cada
idént
prop
psia.
una p=El es
es una tem
lado, si en
presor, la te
° F, aproxim
compresore
a compresor
ticos con
porcionar un
. En este eje
presión de d= 900 ∗ 1.4squema se i
mperatura de
nfriamos el
emperatura
madamente.
Figura
Fuente
es se instal
r produce l
relación d
n flujo de g
emplo, cada
descarga de= 1260ndica en la
52
emasiado alt
l gas a 70
final del ga
.
a 4.7-1 Com
e: Sashi Me
an en paral
a misma re
de compre
gas 900 MM
a compresor
e:
figura 4.7-2
2
ta para trans
° F antes
as que sale
mpresores e
enon, Gas Pi
lelo, para c
elación de c
esión de 1
MSCFD a u
r comprimir
2.
sportar una
de compri
de la segun
en serie.
ipeline Hyd
comprimir g
compresión
1,4 se pue
una presión
rá 300 MMS
gas por duc
imir en el
nda compre
draulics.
grandes vol
n. Tres com
eden utiliz
de succión
SCFD de 90
ctos. Por
segundo
esor será
lúmenes,
mpresores
zar para
n de 900
00 psia a
A di
que
relac
la m
Por
volu
final
Se r
tamb
de l
temp
La r
presi
comp
ecua
Cons
desc
es de
Utili
80=
iferencia de
sale de los
ciones de co
misma que la
lo tanto, los
umen de gas
l de descarg
requiere enf
bién que la
la tubería.
peratura del
relación de
ión de desc
presión, ma
ación 4.5-1.
sidere una
carga de 900
e 1400/900
izando la ec
+ 460 == 599 = 1
Figura 4
Fuente:
e los compr
compresore
ompresión.
a de un úni
s tres comp
s a una rela
ga de 232 °
friar el gas
temperatura
En gener
l gas no exc
compresió
arga a la pr
ayor será la
temperatura
0 psia y 140
= 1,56.
cuación 4.5-1400900 .138.9
53
4.7-2 Comp
Sashi Meno
resores en s
es no es alt
La tempera
co compres
presores par
ación de com
F, a partir
con el fin
a no exceda
al, el reve
eda de 140
ón se defini
resión de as
a temperatu
a de succió
00 psia, res
-1, la tempe
3
presores en
on, Gas Pip
serie, la tem
ta, ya que e
atura de des
sor con la m
ralelos, cada
mpresión de
de una tem
n de lograr
a los límites
estimiento
a 150 °F.
ió anteriorm
piración. C
ura de desca
ón de 80 °
spectivamen
eratura de de
n paralelo.
eline Hydra
mperatura d
l gas no se
scarga del g
misma relac
a uno comp
e 1,4, tendr
mperatura de
un transpo
s del materi
de tubería
mente como
uanto mayo
arga de gas
F y una pr
nte. La relac
escarga es:
aulics.
de descarga
somete a m
gas en paral
ción de com
primiendo e
rán una tem
e succión de
rte más efi
ial de reves
as requiere
o la relació
or sea la rel
, de acuerd
resión de su
ción de com
a del gas
múltiples
lelo será
mpresión.
el mismo
mperatura
e 70 ° F.
iciente y
stimiento
que la
ón de la
ación de
do con la
ucción y
mpresión

54
Si la relación de compresión aumenta a 2,0 la temperatura de descarga se
convertirá 173.67 ° F. Se puede observar que la temperatura de descarga del
gas aumenta considerablemente con la relación de compresión. Como la
capacidad de rendimiento de un gasoducto disminuye con la temperatura de los
gases, tenemos que encontrar una manera de reducir la elevada temperatura de
gas resultante de la compresión de gas. A fin de mantener el rendimiento, el
enfriamiento debe ser proporcionado en la descarga del compresor.
De preferencia se usa compresores centrífugos y reciprocantes en aplicaciones
de tuberías de gas donde hay una relación de compresión de 1,5 a 2,0 (Menon,
2005); puede haber casos en los que se requieren relaciones de compresión más
altas debido a las presiones de succión más bajas y presiones de descarga más
altas.
Los compresores reciprocantes están diseñados para proporcionar una mayor
relación de compresión.
Sin embargo, los fabricantes limitan las relaciones máximas de compresión a
un intervalo de 4 a 6.
Esto es debido a las altas fuerzas que se ejercen sobre los componentes del
compresor, que causan que el material sea más caro y el compresor más seguro.
Supongamos que se requiere un compresor para suministrar gas a 1500 psia a
partir de gas que se recibe en 200 psia. Esto requiere una relación de
compresión global de 7,5 (Menon, 2005).
Dado que esto está fuera del rango aceptable de relaciones de compresión,
tendremos que proporcionar compresión por etapas. Si proporcionamos la
presión necesaria utilizando dos compresores en serie, cada compresor requiere
una relación de compresión de aproximadamente √7.5 = 2.74 El primer
compresor eleva la presión de 200 psia a 200 × 2,74 = 548 psia. El segundo
compresor, aumenta la presión del gas de 548 psia a 548 × 2,74 = 1,500 psia,
aproximadamente. En general, si n compresores están instalados en serie para
alcanzar la compresión necesaria relación r, podemos afirmar que cada
compresor funcionará a una relación de compresión de: = Ec.4.7-1
Donde: = ó ó
55
= ó ó = ú
Se ha encontrado que al proporcionar la relación global de compresión por
medio de compresores idénticos en serie, se reducirán al mínimo los requisitos
de energía. Así, en el ejemplo anterior, se asumió que dos compresores
idénticos en serie, cada uno proporciona una relación de compresión de 2,74 lo
que resulta en una relación de compresión global de 7,5, será una opción mejor
que si tuviéramos un compresor con una relación de compresión de 3,0 en serie
con otro compresor con una relación de compresión de 2,5. Para ilustrar esto
aún más, si se requiere una relación de compresión global del 20 y tuviéramos
que utilizar tres compresores en serie, la opción más económica sería utilizar
compresores idénticos, cada uno con una relación de compresión de (20) =2.71.
56
CAPÍTULO V
5. MOTORES DE COMBUSTIÓN INTERNA
Según su principio de funcionamiento los motores térmicos se clasifican en
alternativos, rotativos y de chorro y según el sitio donde se produzca la
combustión se clasifican en de combustión externa, cuando ésta se verifica fuera
de los mismos y de combustión interna, cuando el combustible es quemado en su
interior.
La energía calorífica normalmente es obtenida de la combustión de combustibles
líquidos y gaseosos y el trabajo útil es conseguido por equipos con movimiento
alternativo y otras por el empuje realizado por un chorro de gas.
Figura 5-1 Motor de combustión interna o endotérmico.
Fuente: Porras Soriano, Ciclo Teórico y Eficiencia de Motores.
El gas natural como carburante, se usa en los motores de combustión interna al
igual que se utilizan los carburantes líquidos como la gasolina o el diesel. Por
ahora, ésta es la principal alternativa al petróleo, principal compuesto tanto de la
gasolina como el diesel.
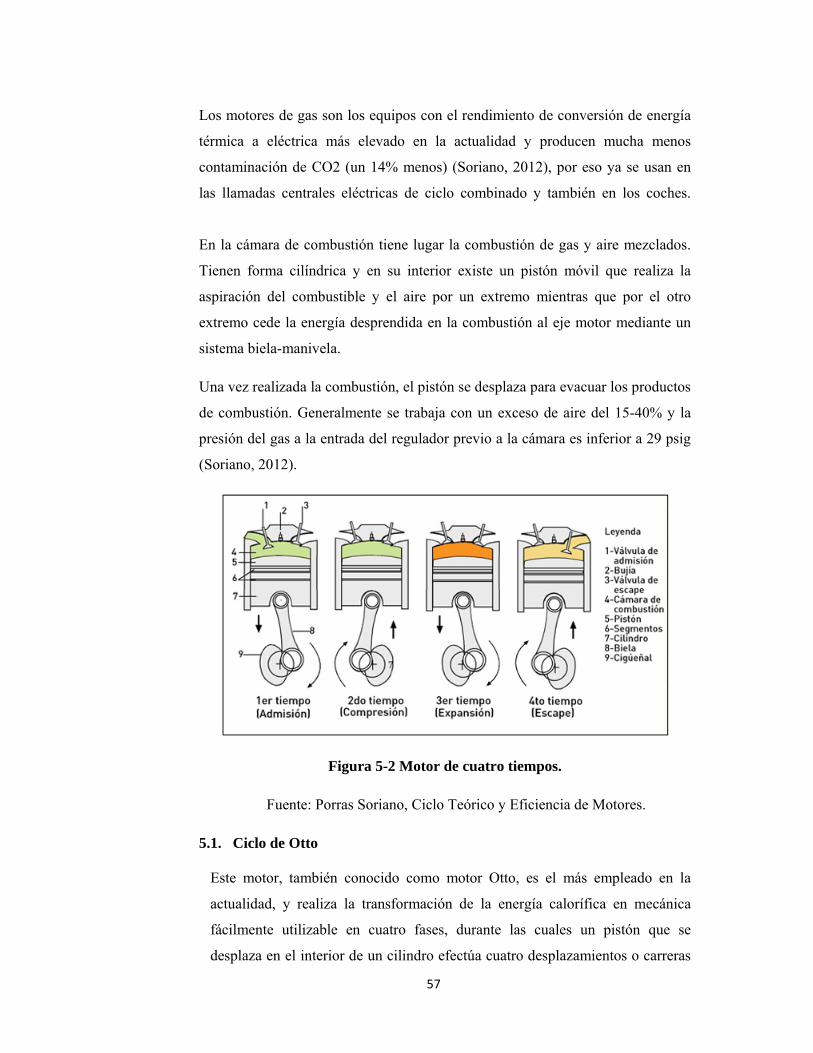
57
Los motores de gas son los equipos con el rendimiento de conversión de energía
térmica a eléctrica más elevado en la actualidad y producen mucha menos
contaminación de CO2 (un 14% menos) (Soriano, 2012), por eso ya se usan en
las llamadas centrales eléctricas de ciclo combinado y también en los coches.
En la cámara de combustión tiene lugar la combustión de gas y aire mezclados.
Tienen forma cilíndrica y en su interior existe un pistón móvil que realiza la
aspiración del combustible y el aire por un extremo mientras que por el otro
extremo cede la energía desprendida en la combustión al eje motor mediante un
sistema biela-manivela.
Una vez realizada la combustión, el pistón se desplaza para evacuar los productos
de combustión. Generalmente se trabaja con un exceso de aire del 15-40% y la
presión del gas a la entrada del regulador previo a la cámara es inferior a 29 psig
(Soriano, 2012).
Figura 5-2 Motor de cuatro tiempos.
Fuente: Porras Soriano, Ciclo Teórico y Eficiencia de Motores.
5.1. Ciclo de Otto
Este motor, también conocido como motor Otto, es el más empleado en la
actualidad, y realiza la transformación de la energía calorífica en mecánica
fácilmente utilizable en cuatro fases, durante las cuales un pistón que se
desplaza en el interior de un cilindro efectúa cuatro desplazamientos o carreras
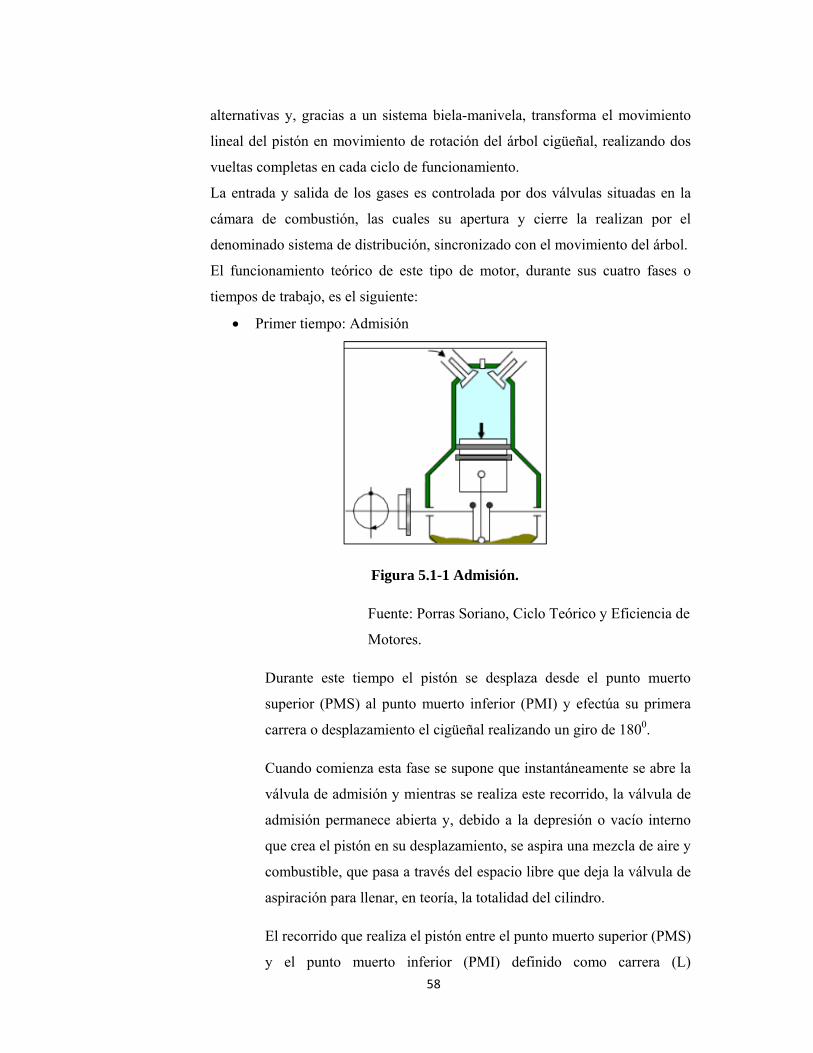
58
alternativas y, gracias a un sistema biela-manivela, transforma el movimiento
lineal del pistón en movimiento de rotación del árbol cigüeñal, realizando dos
vueltas completas en cada ciclo de funcionamiento.
La entrada y salida de los gases es controlada por dos válvulas situadas en la
cámara de combustión, las cuales su apertura y cierre la realizan por el
denominado sistema de distribución, sincronizado con el movimiento del árbol.
El funcionamiento teórico de este tipo de motor, durante sus cuatro fases o
tiempos de trabajo, es el siguiente:
• Primer tiempo: Admisión
Figura 5.1-1 Admisión.
Fuente: Porras Soriano, Ciclo Teórico y Eficiencia de
Motores.
Durante este tiempo el pistón se desplaza desde el punto muerto
superior (PMS) al punto muerto inferior (PMI) y efectúa su primera
carrera o desplazamiento el cigüeñal realizando un giro de 1800.
Cuando comienza esta fase se supone que instantáneamente se abre la
válvula de admisión y mientras se realiza este recorrido, la válvula de
admisión permanece abierta y, debido a la depresión o vacío interno
que crea el pistón en su desplazamiento, se aspira una mezcla de aire y
combustible, que pasa a través del espacio libre que deja la válvula de
aspiración para llenar, en teoría, la totalidad del cilindro.
El recorrido que realiza el pistón entre el punto muerto superior (PMS)
y el punto muerto inferior (PMI) definido como carrera (L)
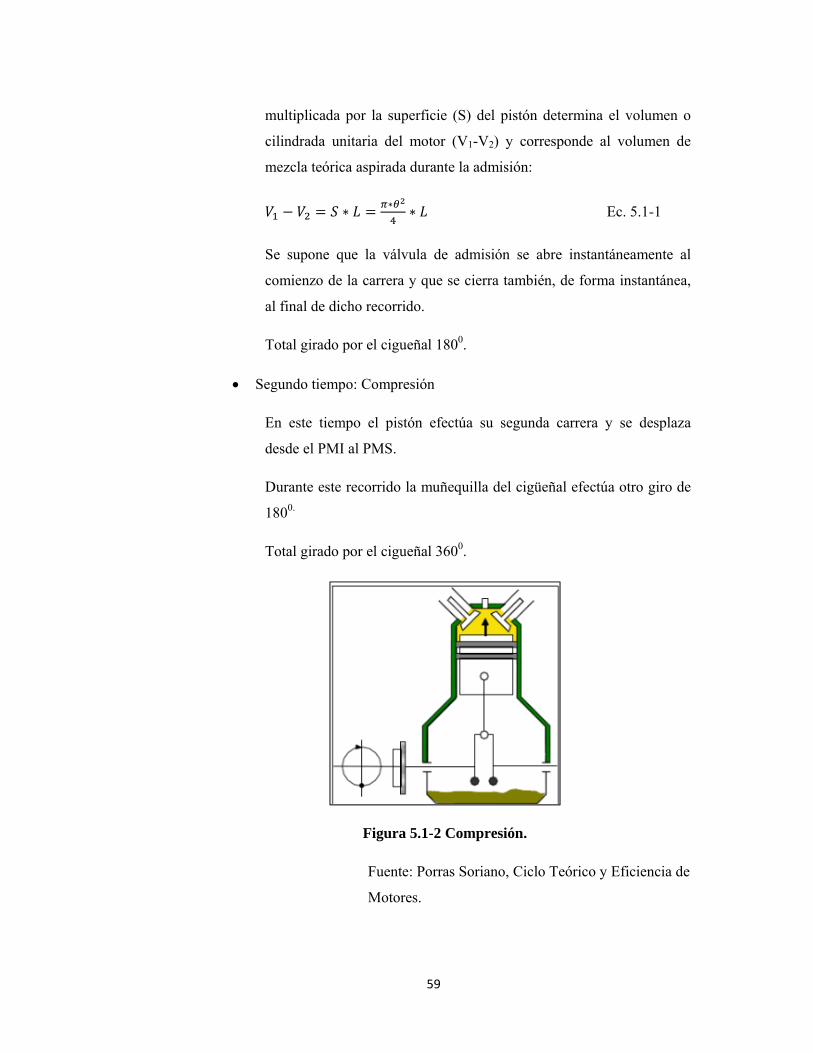
59
multiplicada por la superficie (S) del pistón determina el volumen o
cilindrada unitaria del motor (V1-V2) y corresponde al volumen de
mezcla teórica aspirada durante la admisión:
− = ∗ = ∗ ∗ Ec. 5.1-1
Se supone que la válvula de admisión se abre instantáneamente al
comienzo de la carrera y que se cierra también, de forma instantánea,
al final de dicho recorrido.
Total girado por el cigueñal 1800.
• Segundo tiempo: Compresión
En este tiempo el pistón efectúa su segunda carrera y se desplaza
desde el PMI al PMS.
Durante este recorrido la muñequilla del cigüeñal efectúa otro giro de
1800.
Total girado por el cigueñal 3600.
Figura 5.1-2 Compresión.
Fuente: Porras Soriano, Ciclo Teórico y Eficiencia de
Motores.

60
Durante este tiempo las válvulas permanecen cerradas. El pistón
comprime la mezcla, la cual queda alojada en el volumen de la cámara
de combustión, también llamada cámara de compresión, situada por
encima del PMS, ocupando un volumen V2.
• Tercer tiempo: Trabajo
Cuando el pistón llega al final de la compresión, entre los electrodos de
una bujía salta una chispa eléctrica en el interior de la cámara de
combustión que produce la ignición de la mezcla, con lo cual se origina
la inflamación y combustión de la misma. Durante este proceso se
libera la energía calorífica del combustible, lo que produce una elevada
temperatura en el interior del cilindro, con lo que la energía cinética de
las moléculas aumenta considerablemente y, al chocar éstas contra la
cabeza del pistón, generan la fuerza de empuje que hace que el pistón se
desplace hacia el PMI.
Figura 5.1-3 Trabajo.
Fuente: Porras Soriano, Ciclo Teórico y Eficiencia de
Motores.
Durante esta carrera, que es la única que realiza trabajo, se produce la
brusca transformación de energía. La presión baja rápidamente por
efecto del aumento de volumen y disminuye la temperatura interna
debido a la expansión.
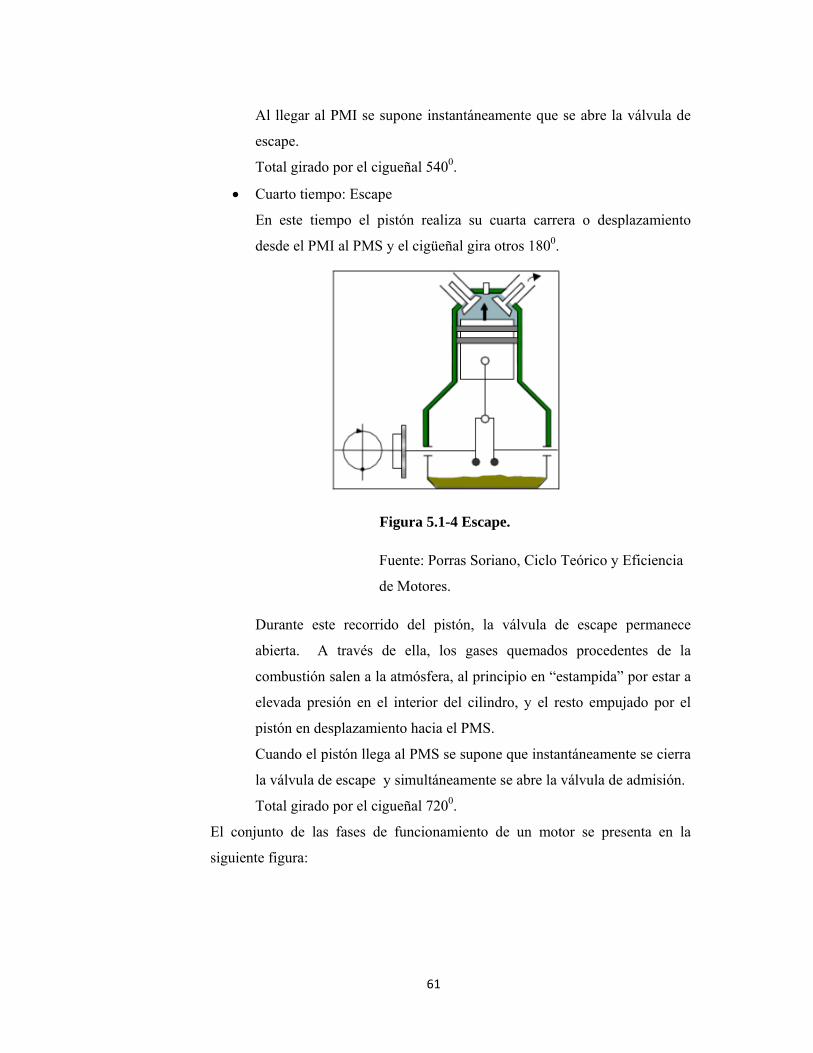
61
Al llegar al PMI se supone instantáneamente que se abre la válvula de
escape.
Total girado por el cigueñal 5400.
• Cuarto tiempo: Escape
En este tiempo el pistón realiza su cuarta carrera o desplazamiento
desde el PMI al PMS y el cigüeñal gira otros 1800.
Figura 5.1-4 Escape.
Fuente: Porras Soriano, Ciclo Teórico y Eficiencia
de Motores.
Durante este recorrido del pistón, la válvula de escape permanece
abierta. A través de ella, los gases quemados procedentes de la
combustión salen a la atmósfera, al principio en “estampida” por estar a
elevada presión en el interior del cilindro, y el resto empujado por el
pistón en desplazamiento hacia el PMS.
Cuando el pistón llega al PMS se supone que instantáneamente se cierra
la válvula de escape y simultáneamente se abre la válvula de admisión.
Total girado por el cigueñal 7200.
El conjunto de las fases de funcionamiento de un motor se presenta en la
siguiente figura:
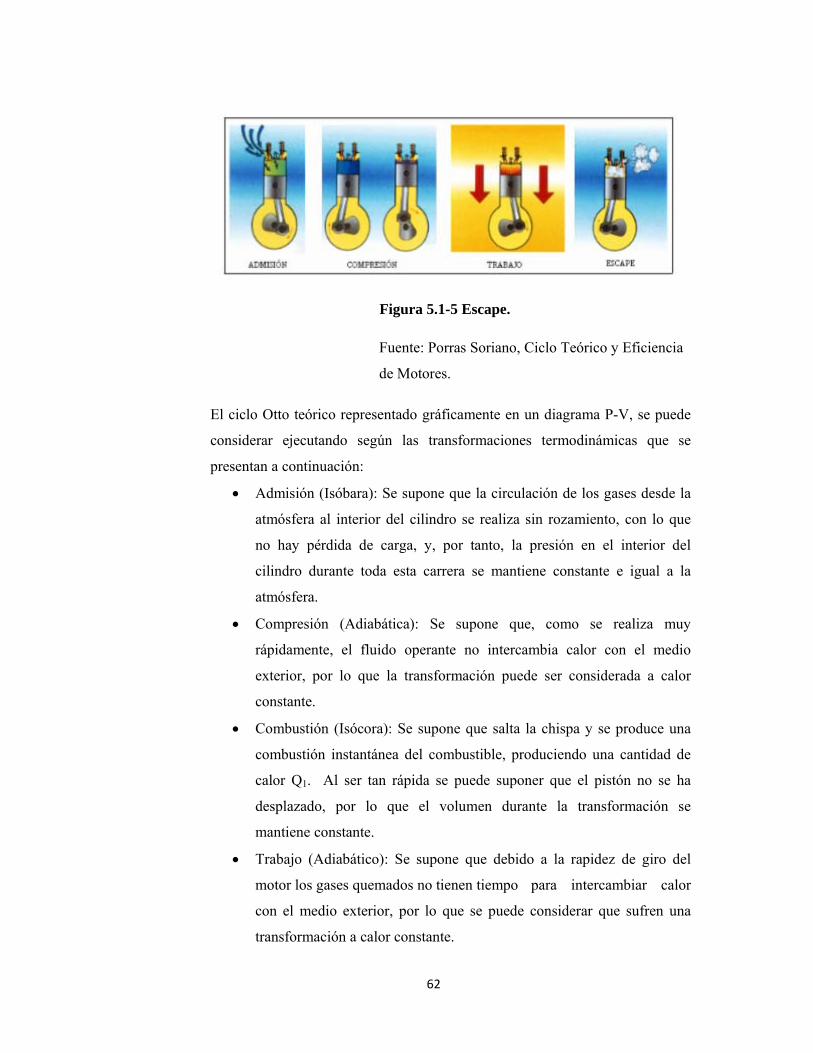
62
Figura 5.1-5 Escape.
Fuente: Porras Soriano, Ciclo Teórico y Eficiencia
de Motores.
El ciclo Otto teórico representado gráficamente en un diagrama P-V, se puede
considerar ejecutando según las transformaciones termodinámicas que se
presentan a continuación:
• Admisión (Isóbara): Se supone que la circulación de los gases desde la
atmósfera al interior del cilindro se realiza sin rozamiento, con lo que
no hay pérdida de carga, y, por tanto, la presión en el interior del
cilindro durante toda esta carrera se mantiene constante e igual a la
atmósfera.
• Compresión (Adiabática): Se supone que, como se realiza muy
rápidamente, el fluido operante no intercambia calor con el medio
exterior, por lo que la transformación puede ser considerada a calor
constante.
• Combustión (Isócora): Se supone que salta la chispa y se produce una
combustión instantánea del combustible, produciendo una cantidad de
calor Q1. Al ser tan rápida se puede suponer que el pistón no se ha
desplazado, por lo que el volumen durante la transformación se
mantiene constante.
• Trabajo (Adiabático): Se supone que debido a la rapidez de giro del
motor los gases quemados no tienen tiempo para intercambiar calor
con el medio exterior, por lo que se puede considerar que sufren una
transformación a calor constante.
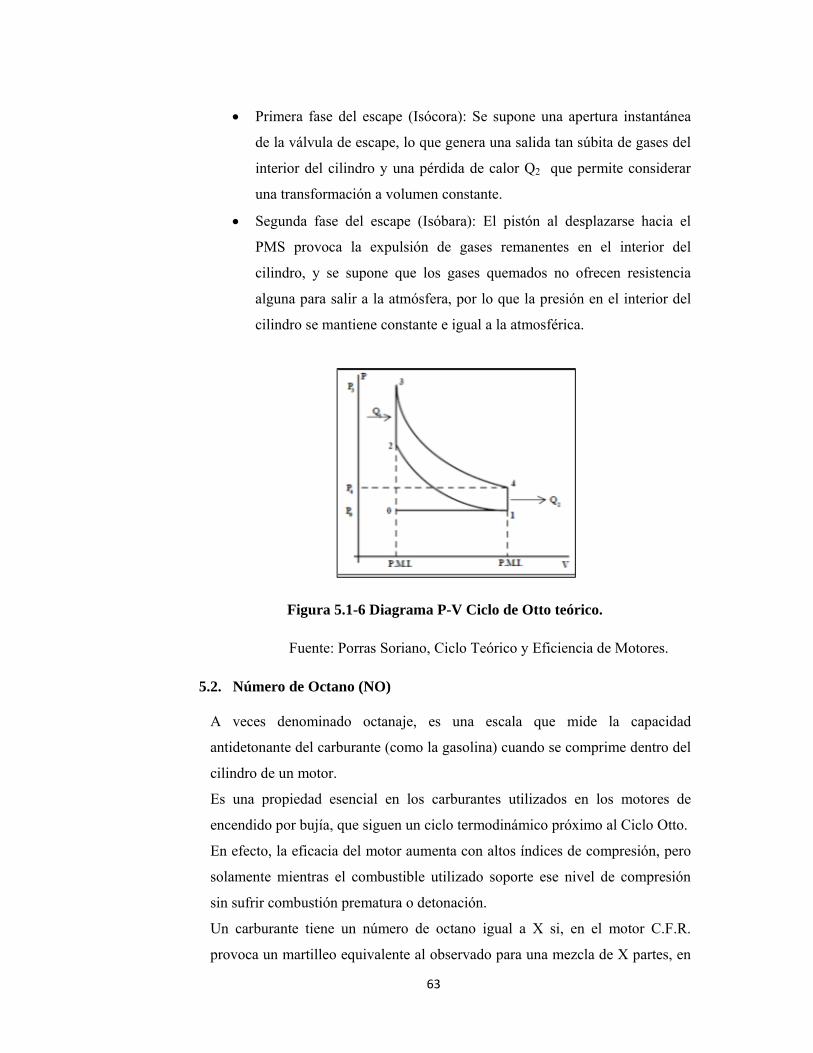
63
• Primera fase del escape (Isócora): Se supone una apertura instantánea
de la válvula de escape, lo que genera una salida tan súbita de gases del
interior del cilindro y una pérdida de calor Q2 que permite considerar
una transformación a volumen constante.
• Segunda fase del escape (Isóbara): El pistón al desplazarse hacia el
PMS provoca la expulsión de gases remanentes en el interior del
cilindro, y se supone que los gases quemados no ofrecen resistencia
alguna para salir a la atmósfera, por lo que la presión en el interior del
cilindro se mantiene constante e igual a la atmosférica.
Figura 5.1-6 Diagrama P-V Ciclo de Otto teórico.
Fuente: Porras Soriano, Ciclo Teórico y Eficiencia de Motores.
5.2. Número de Octano (NO)
A veces denominado octanaje, es una escala que mide la capacidad
antidetonante del carburante (como la gasolina) cuando se comprime dentro del
cilindro de un motor.
Es una propiedad esencial en los carburantes utilizados en los motores de
encendido por bujía, que siguen un ciclo termodinámico próximo al Ciclo Otto.
En efecto, la eficacia del motor aumenta con altos índices de compresión, pero
solamente mientras el combustible utilizado soporte ese nivel de compresión
sin sufrir combustión prematura o detonación.
Un carburante tiene un número de octano igual a X si, en el motor C.F.R.
provoca un martilleo equivalente al observado para una mezcla de X partes, en

64
volumen de isooctano (N.O. = 100) y (100 - X) partes de n-heptano (N.O. =
0)2.
El N.O. fue definido alrededor de 1930. En aquella época, se eligieron dos
hidrocarburos puros, conocidos por su comportamiento extremo desde el punto
de vista de la detonación:
n-heptano, al que se asignó convencionalmente el valor de N.O. = 0
isooctano, 2,2,4-trimetilpentano, una isoparafina refractaria a la detonación al
que se asignó el N.O. = 100
Este comportamiento de los hidrocarburos es genérico: Las n-parafinas detonan
con facilidad, mientras que i-parafinas (y aromáticos) son refractarias.
Algunos combustibles (como el GLP, GNL, etanol y metanol, entre otros)
poseen un índice de octano mayor de 100. Utilizar un combustible con un
octanaje superior al que necesita un motor no lo perjudica ni lo beneficia. Si se
tiene previsto que un motor vaya a usar combustible de octanaje alto, puede
diseñarse con una relación de compresión más alta y mejorar su rendimiento.
De preferencia se utiliza el número de octano para combustibles líquido como
la gasolina, el NO se maneja en un rango de 0-100, los gases tienen un NO
mayor a 100 por lo que se utiliza otra escala que es el número de metano.
5.3. Número de Metano (NM)
Número normalizado para caracterizar la capacidad del gas natural para no
llegar a producir detonación en los motores. Se mide como la detonación que
produce el combustible comparada con los patrones de referencia conocidos,
metano e hidrógeno, la escala del número de metano está basada
fundamentalmente en el % molar de metano e hidrógeno. Metano con alta
resistencia a la autoignición se le asigna el valor de 100, e hidrógeno con la más
baja resistencia a la autoignición de todos los gases se le asigna el valor de 0. El
NM de una mezcla gaseosa es el valor que corresponde a una mezcla gaseosa
metano/hidrógeno del mismo valor de resistencia a la autoignición.
El NM es conceptualmente igual que el número de octano, es decir, N.O.=
f(N.M.), solo que es superior a 100 para el gas natural, por ello ambos
conceptos están relacionados, pudiéndose utilizar la siguiente expresión:
N.O. = 0,67 * N.M. + 73,2 Ec. 5.3-1

65
El número de metano se calcula con la siguiente fórmula por el Método
Carbono / Hidrógeno: = 1.624 ∗ 508.04 ∗ − 173.55 ∗ + 20.17 ∗ − 406.17 − 119.1
Ec. 5.3-2
Donde:
C/H: relación carbono hidrógeno.
Número de Metano del Gas Natural: 65-80.
5.4. Índice de Wobbe
La principal utilidad de este índice es determinar la intercambiabilidad de los
combustibles por otros, sea por escasez o por razones económicas (variación de
precios o tarifas).
Si varía la composición del gas, cambia el índice de Wobbe, la relación
aire/gas, las emisiones y la reactividad de los hidrocarburos en el escape.
El índice de Wobbe es un parámetro importante cuando se quiere mezclar gases
combustibles y el aire (en una reacción de combustión), se controla este índice
para asegurar la combustión satisfactoria en un quemador. Si no se cumple esta
especificación, la cantidad de aire que se mezcla con el gas será la incorrecta.
Es además un indicador de intercambiabilidad de combustibles como el gas
natural, gas licuado de petróleo, gas de ciudad, gasolina, gasoil y con
frecuencia se define en las especificaciones de suministro de gas y de transporte
(de los combustibles).
El índice de Wobbe puede ser expresado matemáticamente como: = Ec. 5.4-1
Donde:
Ws: es el Índice de Wobbe superior.
HHV: es el poder calorífico superior.
: es la densidad relativa del gas.
Se puede notar que si existe un índice de Wobbe superior también hay un
índice de Wobbe inferior que se expresa matemáticamente como: = Ec. 5.4-2
Donde:
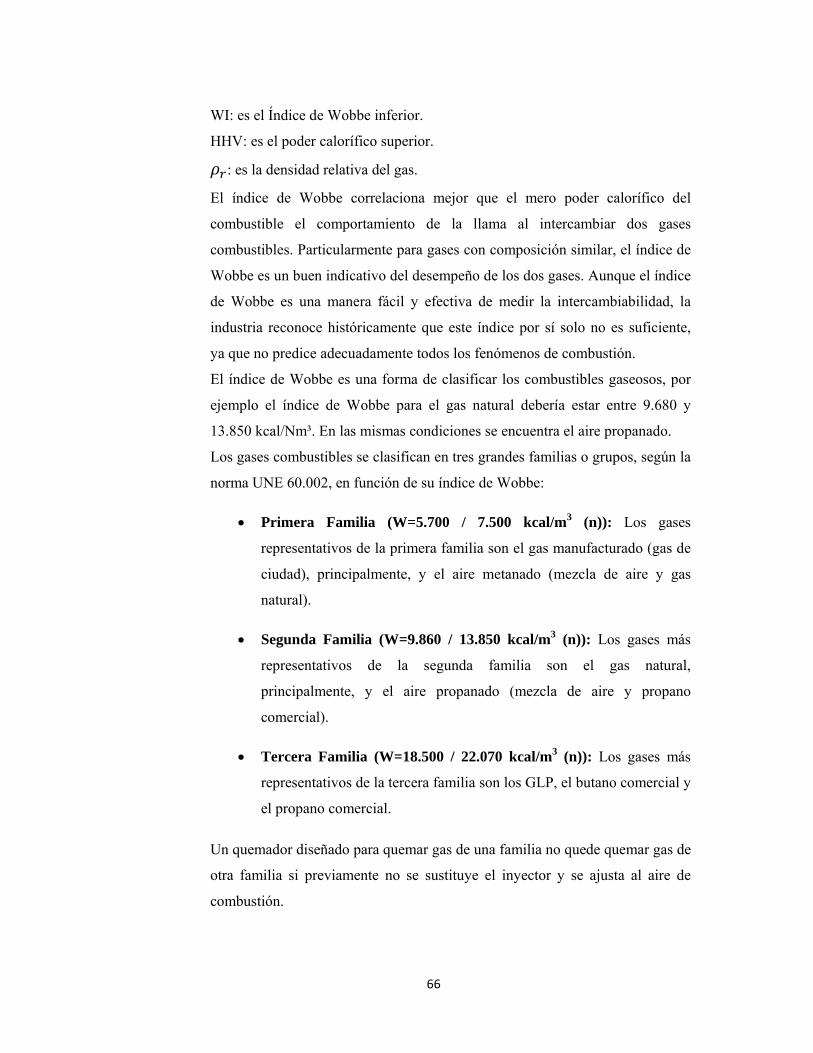
66
WI: es el Índice de Wobbe inferior.
HHV: es el poder calorífico superior.
: es la densidad relativa del gas.
El índice de Wobbe correlaciona mejor que el mero poder calorífico del
combustible el comportamiento de la llama al intercambiar dos gases
combustibles. Particularmente para gases con composición similar, el índice de
Wobbe es un buen indicativo del desempeño de los dos gases. Aunque el índice
de Wobbe es una manera fácil y efectiva de medir la intercambiabilidad, la
industria reconoce históricamente que este índice por sí solo no es suficiente,
ya que no predice adecuadamente todos los fenómenos de combustión.
El índice de Wobbe es una forma de clasificar los combustibles gaseosos, por
ejemplo el índice de Wobbe para el gas natural debería estar entre 9.680 y
13.850 kcal/Nm³. En las mismas condiciones se encuentra el aire propanado.
Los gases combustibles se clasifican en tres grandes familias o grupos, según la
norma UNE 60.002, en función de su índice de Wobbe:
• Primera Familia (W=5.700 / 7.500 kcal/m3 (n)): Los gases
representativos de la primera familia son el gas manufacturado (gas de
ciudad), principalmente, y el aire metanado (mezcla de aire y gas
natural).
• Segunda Familia (W=9.860 / 13.850 kcal/m3 (n)): Los gases más
representativos de la segunda familia son el gas natural,
principalmente, y el aire propanado (mezcla de aire y propano
comercial).
• Tercera Familia (W=18.500 / 22.070 kcal/m3 (n)): Los gases más
representativos de la tercera familia son los GLP, el butano comercial y
el propano comercial.
Un quemador diseñado para quemar gas de una familia no quede quemar gas de
otra familia si previamente no se sustituye el inyector y se ajusta al aire de
combustión.

67
5.5. Temperatura de autoignición
Es la temperatura bajo la cual el combustible con el oxidante, en una mezcla
homogénea, empieza por si solo a desarrollar muy rápidamente
(explosivamente) la reacción de combustión.
5.6. Requerimientos en el gas combustible de los motores más comunes en el Ecuador
5.6.1. Generadores Marca General Electric (Waukesha y Jenbacher).
• Índice de detonación (NM o WKI)
El WKI (Waukesha Knock Index) es el número de metano que se
describió en párrafos anteriores, se lo denomina así debido a que el
método de cálculo pertenece a la marca de los motores y según sus
publicaciones los valores calculados son similares a los obtenidos
experimentalmente.
A continuación se presenta una gráfica en la que se indica el WKI o
NM calculado con el NM medido.
Figura 5.6.1-1 Número de Metano calculado vs NM medido.
Fuente: https://www.ge-distributedpower.com/
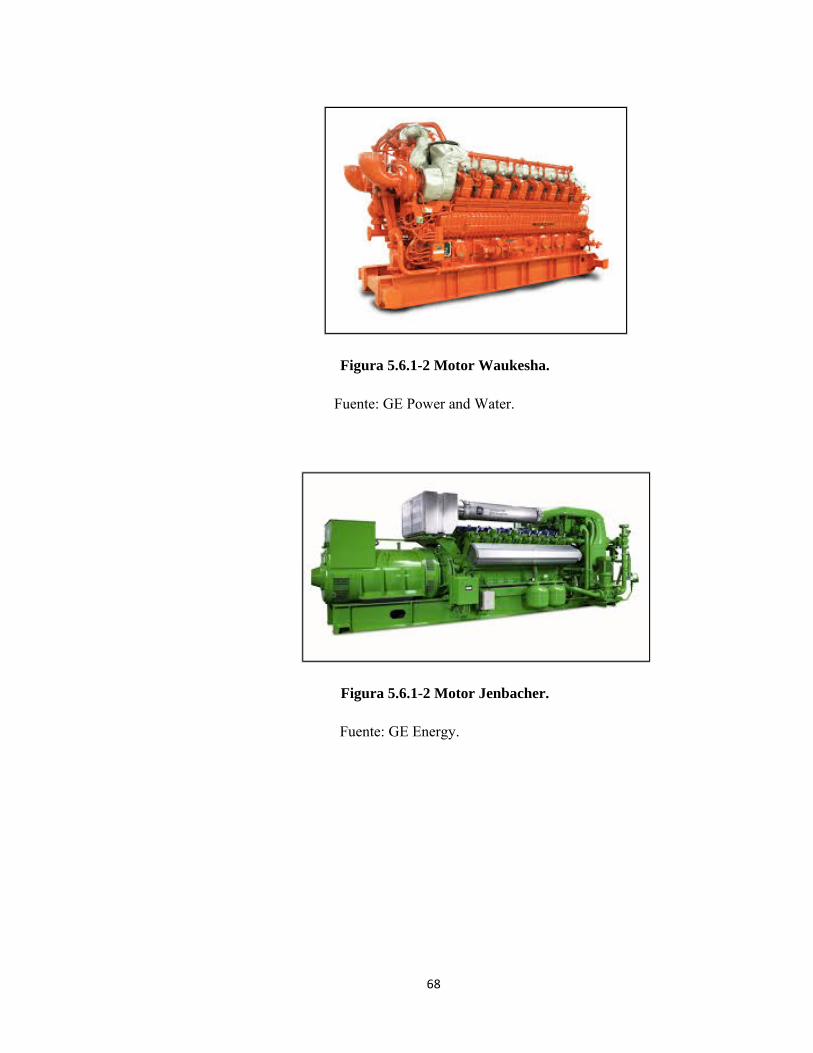
68
Figura 5.6.1-2 Motor Waukesha.
Fuente: GE Power and Water.
Figura 5.6.1-2 Motor Jenbacher.
Fuente: GE Energy.

69
Tabla 5.6.1-1 Parámetros requeridos por los motores Waukesha.
Parámetro Valor Unidad
Poder Calórico 900-1200 Btu/ft3
Temperatura -20 a 140 F
Presión 20 psig
NM (min) 55
Temp. de rocío 20 F < T operación F
%H2S 0.1 %
Fuente: GE Power and Water.
70
CAPÍTULO VI
6. CONTROL DE PROCESOS-INSTRUMENTACIÓN
El controlar un proceso, se refiere a como se controlan variables inherentes al
mismo para:
• Reducir la variabilidad del producto final.
• Incrementar la eficiencia.
• Reducir impacto ambiental.
• Mantener el proceso dentro de los límites de seguridad que corresponda.
6.1. Tipos de control
• Control manual: El operador aplica las correcciones que cree necesarias.
• Control automático: La acción de control se ejerce sin intervención del
operador y su solución es cableada, es decir, rígida, no se puede
modificar.
• Control programado: Realiza todas las labores del control automático,
pero su solución es programada. Se puede modificar su proceso de
operación o ley de control.
6.2. Lazo de control
• Un lazo de control requiere la ocurrencia de tres tareas:
o Medida.
o Comparación.
o Ajuste.

71
Figura 6.2-1 Ejemplo de un lazo de control.
Fuente: Acevedo Sánchez, Control Avanzado de Procesos.
• Variable de proceso: son aquellas que pueden cambiar las condiciones de
un proceso.
• Setpoint: valor al que se desea mantener una variable de proceso.
• Variable medida: es aquella que se desea mantener estable.
• Variable manipulada: es aquella que varía para mantener constante la
variable medida.
6.3. Error en el lazo de control
• Es la diferencia entre la variable medida y el setpoint. Puede ser + ó -.
Está compuesto por:
o Magnitud.
o Duración.
o Velocidad de variación.

72
Figura 6.3-1 Error en un lazo de control.
Fuente: Acevedo Sánchez, Control Avanzado de
Procesos.
• Offset: es una variación constante de la variable de proceso, respecto al
setpoint.
• Variación de carga: es un cambio no deseado en algún factor que pueda
afectar la variable de proceso.
6.4. Lazo abierto y lazo cerrado
• Lazo abierto: la variable de proceso no es comparada y se genera una
acción independientemente de las condiciones de la misma, es decir, no se
mide la salida ni se realimenta para compararla con la entrada.
• Lazo cerrado: los sistemas de control realimentados se denominan
también sistemas de control de lazo cerrado, aunque en la práctica los
términos de control realimentado y de lazo cerrado se usan
indistintamente, la variable de proceso es medida, comparada con el
setpoint y se genera una acción tendiente a corregir cualquier desviación
respecto del mismo.
6.5. Componentes de un lazo de control
• Sensor o elemento primario: mide o sensa el valor de una variable de
proceso y toma una salida proporcional a la medida. Esta salida, puede o
no, ser eléctrica. El sensor debe tomar la menor energía posible del
sistema, para no producir un error.
73
• Transductor: elemento que transforma la magniud medida por el elemento
primario a una señal eléctrica.
• Transmisor o acondicionador de señal: elemento que acondiciona y
normaliza la señal para su procesamiento. En la industria las señales
normalizadas son: 4-20 mA, si son salida eléctricas y 3 a 15 psi si son
neumáticas.
• Indicadores: son dispositivos leibles por los humanos que muestran
información del proceso.
• Controladores: es un dispositivo que recibe los datos del instrumento de
medida, lo compara con el dato de setpoint programando, y si es necesario
ordena al elemento de control que genere una acción correctiva.
• Control lógico programable (PLC): básicamente es una computadora
conectada a dispositivos de entrada y salidas, análogas y digitales.
Responden a señales de salida que intentan mantener los valores de
setpoint.
• Elemento final de control: es quien actúa físicamente para cambiar la
variablee manipulada. Ejemplo: válvula.
• Actuador: es la parte final del dispositivo de control que produce un
cambio físico en el elemento final de control. Actuador eléctrico o
neumático de una válvula.

6.6. Tip
•
•
•
6.7. Es
6.7.1.
po de señal
Neumática
proporcion
Analógica
años 1960
continuam
frecuencia
Digitales:
no varían
discretos.
de dos esta
squemas de
Esquema
En ocasion
modificado
Fig
Fuent
les
as (3-15 ps
nales a las v
as (4-20 mA
0 Una señal
mente. Una
a.
Las señale
en forma co
La mayoría
ados.
e control.
a de contro
nes el esque
o para enfr74
gura 6.5-1 E
te: Acevedo
si): cambio
variaciones
A): la form
analógica e
onda senoi
es digitales,
ontinua, sin
a de las señ
l retroalim
ema de cont
rentar condi4
Elementos
o Sánchez, C
os en la pre
de magnitu
ma de trans
es un voltaj
idal es una
en contras
no que camb
ñales digita
mentado.
trol por retr
iciones esp
de un lazo
Control Ava
esión de ai
ud medida.
misión más
e o corrient
a señal ana
ste con las
bian en paso
les utilizan
roalimentaci
peciales de
de control
anzado de P
ire de una
s común d
te que varía
alógica de u
señales ana
os o en incr
códigos bi
ión simple
perturbació
l.
Procesos.
cañería,
esde los
a suave y
una sola
alógicas,
rementos
inarios o
debe ser
ón en el

75
sistema y las características pobres en estabilidad y rapidez de respuesta
que éstas pueden reproducir.
Figura 6.7.1-1 Esquema de control por retroalimentación.
Fuente: Acevedo Sánchez, Control Avanzado de Procesos.
6.7.2. Esquema de control en cascada.
Una primera extensión del esquema de retroalimentación sencillo consiste
en añadir un nuevo lazo de retroalimentación contenido dentro del lazo
original que regule el comportamiento de alguna variable intermedia en el
proceso. El principal propósito de este nuevo esquema es eliminar los
efectos de perturbaciones menores haciendo la respuesta de regulación del
sistema más estable y más rápida.
Figura 6.7.2-1 Esquema de control en cascada.
Fuente: Acevedo Sánchez, Control Avanzado de Procesos.
Una cuestión importante en la implementación de control en cascada es
cómo encontrar la variable secundaria controlada más ventajosa, es decir,
determinar cómo el proceso puede ser mejor dividido.
76
La selección de la variable controlada secundaria es tan importante en un
sistema de control en cascada que es muy útil formalizar algunas reglas
que ayuden a la selección.
• Regla 1.- Diseñar el lazo secundario de manera que contenga las
perturbaciones más serias. Estas perturbaciones, las cuales entran
en el lazo secundario son las únicas para las cuales el sistema de
cascada mostrará mejoría sobre el control de retroalimentación
convencional.
• Regla 2.- Hacer el lazo secundario tan rápido como sea posible
incluyendo solamente los menores retrasos del sistema completo de
control. Es deseable, pero no esencial, que el lazo interno sea al
menos tres veces más rápido que el lazo externo.
• Regla 3.- Seleccionar una variable secundaria cuyos valores estén
definidamente y fácilmente relacionados a los valores de la
variable primaria. Durante una operación no perturbada la relación
entre la variable primaria y la variable secundaria debe estar
representada por una sola línea y si esta es una línea recta, la
sintonización de los controles es mucho más simple.
• Regla 4.- Incluir en el lazo secundario tantas perturbaciones como
sea posible, manteniendolo al mismo tiempo, relativamente rápido.
• Regla 5.- Escoger una variable secundaria de control que permita al
controlador secundario operar a la ganancia más alta posible (la
más baja banda proporcional). Esto es difícil de predecir.
6.7.3. Esquema de control de relación.
El esquema de control de relación se usa frecuentemente, sobre todo en la
industria de procesos químicos; para regular la relación entre los flujos de
dos corrientes manipulando una sola de ellas. Consiste en medir la rata de
flujo de la corriente no controlada y producir cambios en el flujo de la
corriente manipulada (a través de la válvula de control), para mantener una
relación constante entre los dos flujos.

77
El control de relación se obtiene a través de dos arreglos o configuraciones
básicas, según se muestra en la siguiente figura.
Figura 6.7.3-1 Esquema de control de relación.
Fuente: Acevedo Sánchez, Control Avanzado de Procesos.
En el esquema (a) se toman mediciones de los dos flujos, y se calcula su
relación actual mediante un instrumento especial llamado relé de relación
o divisor. Esta señal se alimenta a un controlador convencional que está
calibrado respecto a la relación de referencia que se quiere mantener entre
los dos flujos y que actúa en consecuencia sobre la corriente manipulada.
Esta estructura de control de relación es ventajosa cuando se requiere
conocer constantemente la relación actual entre los flujos de las corrientes
en cuestión.
El esquema (b) consiste fundamentalmente de un sistema de control por
retroalimentación simple sobre el flujo de la corriente manipulada, donde
el valor de referencia para este flujo no es constante sino que depende de la
relación de referencia y del valor del otro flujo. Para calcularlo, la señal
proveniente del medidor de flujo de la corriente no controlada es
multiplicada por la relación de referencia. La salida del multiplicador es la
referencia para el flujo de la corriente manipulada que asegura la relación
requerida.
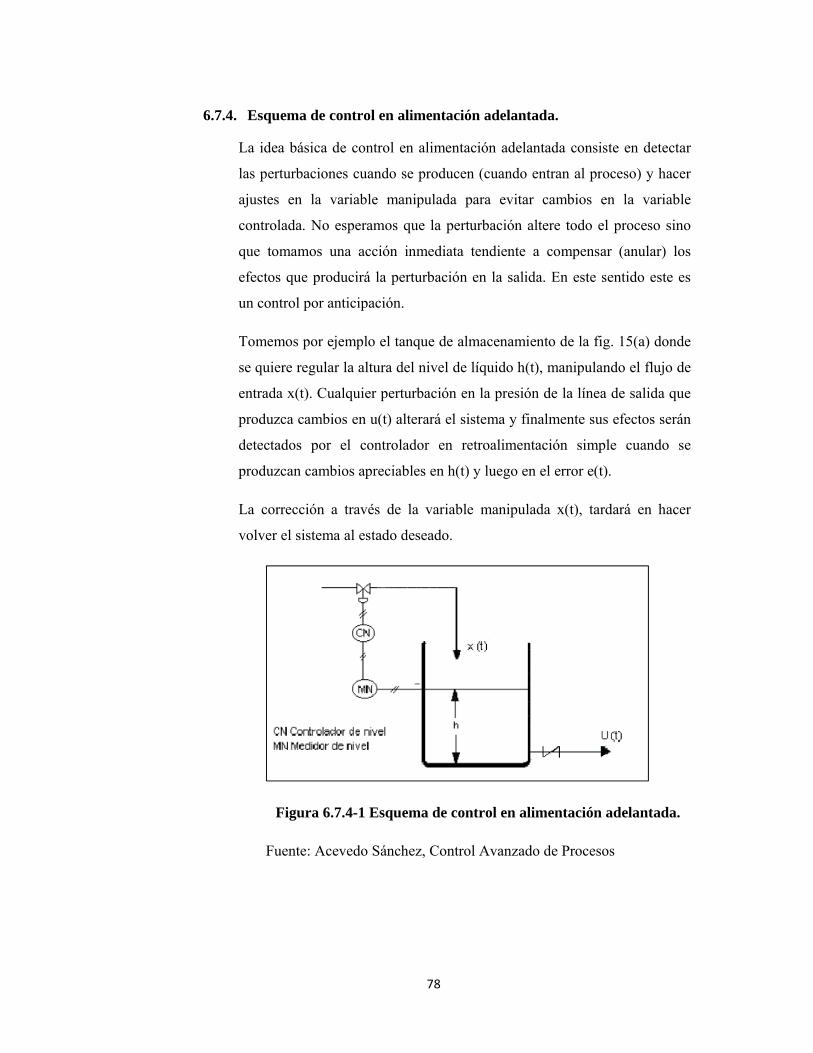
78
6.7.4. Esquema de control en alimentación adelantada.
La idea básica de control en alimentación adelantada consiste en detectar
las perturbaciones cuando se producen (cuando entran al proceso) y hacer
ajustes en la variable manipulada para evitar cambios en la variable
controlada. No esperamos que la perturbación altere todo el proceso sino
que tomamos una acción inmediata tendiente a compensar (anular) los
efectos que producirá la perturbación en la salida. En este sentido este es
un control por anticipación.
Tomemos por ejemplo el tanque de almacenamiento de la fig. 15(a) donde
se quiere regular la altura del nivel de líquido h(t), manipulando el flujo de
entrada x(t). Cualquier perturbación en la presión de la línea de salida que
produzca cambios en u(t) alterará el sistema y finalmente sus efectos serán
detectados por el controlador en retroalimentación simple cuando se
produzcan cambios apreciables en h(t) y luego en el error e(t).
La corrección a través de la variable manipulada x(t), tardará en hacer
volver el sistema al estado deseado.
Figura 6.7.4-1 Esquema de control en alimentación adelantada.
Fuente: Acevedo Sánchez, Control Avanzado de Procesos

79
6.7.5. Esquema de control por “override”.
El control override es una técnica mediante la cual las variables de proceso
son mantenidas dentro de ciertos límites, usualmente con propósitos de
protección .Existen otros esquemas de control más extremos orientados a
la parada de la planta para enfrentar estados de disfunción grave de los
equipos. El control override no es tan drástico. El control override
mantiene el proceso en operación pero dentro y bajo condiciones seguras.
• Ejemplo: Protección de un sistema recalentador, usualmente la presión
de vapor en un recalentador es controlada a través del uso de un lazo
de control de presión sobre la línea de descarga (Lazo 1 Figura 6.7.5-
1). Al mismo tiempo el nivel del agua en el recalentador no debe caer
por debajo del nivel límite, lo cual es necesario para mantener el
espiral calentador inmerso en agua y por lo tanto prevenir que se
queme.
La figura 6.7.5-1 muestra el sistema de control override usando un
“Low Switch Selector” (LSS). De acuerdo a este sistema, cuando el
nivel del líquido caiga por debajo del nivel permisible el LSS cambia
la acción de control desde el controlador de presión hacia el
controlador de nivel (y se cierra la válvula sobre el líquido de
descarga).
Figura 6.7.5-1 Esquema de control por “overrride”.
Fuente: Acevedo Sánchez, Control Avanzado de Procesos.
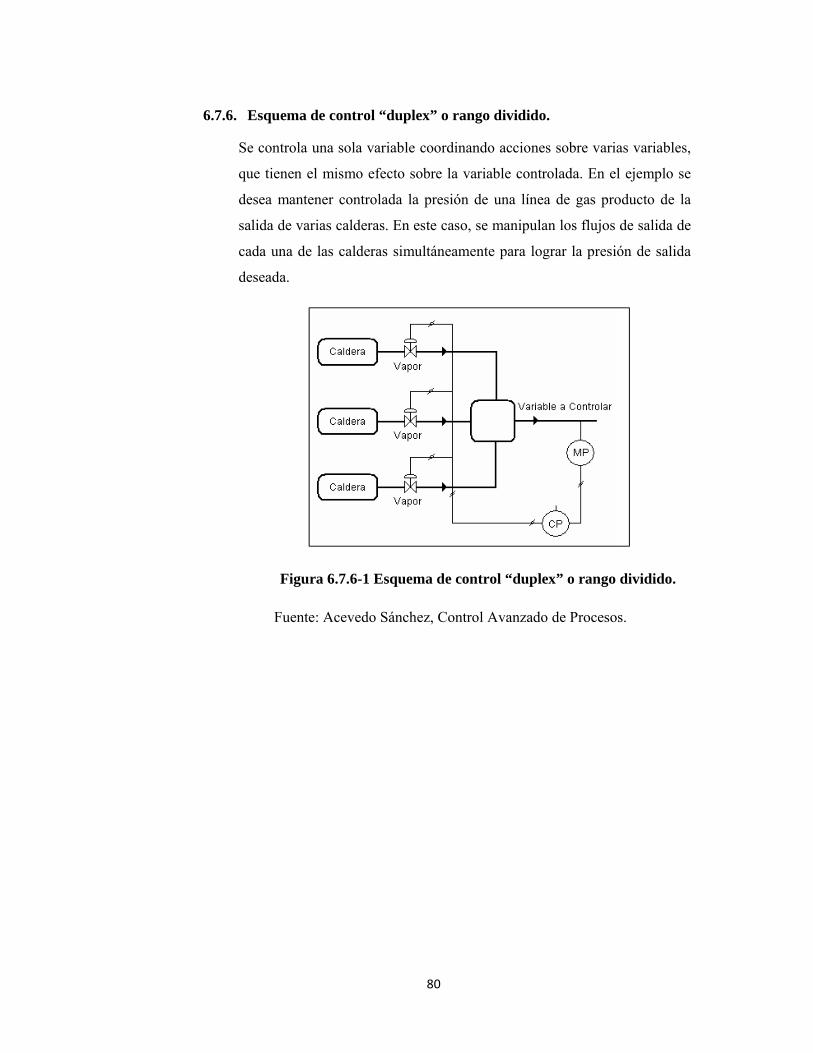
80
6.7.6. Esquema de control “duplex” o rango dividido.
Se controla una sola variable coordinando acciones sobre varias variables,
que tienen el mismo efecto sobre la variable controlada. En el ejemplo se
desea mantener controlada la presión de una línea de gas producto de la
salida de varias calderas. En este caso, se manipulan los flujos de salida de
cada una de las calderas simultáneamente para lograr la presión de salida
deseada.
Figura 6.7.6-1 Esquema de control “duplex” o rango dividido.
Fuente: Acevedo Sánchez, Control Avanzado de Procesos.
81
CAPÍTULO VII
7. CÁLCULOS Y RESULTADOS
En la figura 7-1 se encuentra un diagrama que indica los equipos que van a
intervenir en el proceso de acondicionamiento del gas de baja presión, como
primer equipo se encuentra el scrubber V-106 que sirve para eliminar los
hidrocarburos líquidos y el agua presente en el gas de entrada, la presión del
gas de baja presión para mezclarse con el gas de los FWKOs debe ser de 50
psig, debido a que no es posible aumentar en una sola etapa la presión del gas
de 4 psig a 50 psig (presión a la que se encuentra el gas de los FWKO) a
continuación se encuentra un primer compresor K-104, que aumenta la presión
del gas de baja presión de 4 psig (presión a la que sale de las botas
desgasificadoras) hasta 20 psig (el cálculo de esta presión se indica en el
numeral 7.5 ítem 2), producto de la compresión el gas se calienta por lo que
previo ingreso a la segunda etapa de compresión debe ser enfriado hasta una
temperatura por debajo de su punto de rocío para condensar la mayor cantidad
de hidrocarburos pesados, este enfriamiento se lo realiza en un aero enfriador,
la corriente de gas enfriada a la salida del aero enfriador tiene dos fases, líquida
y vapor, para separar la fase líquida de la fase gaseosa, la corriente es enviada a
un segundo scrubber V-108, la salida de gas de este scrubber entra a la segunda
etapa de compresión K-105 donde la presión es aumentada de 20 psig hasta 50
psig (presión del gas que viene de los FWKOs).
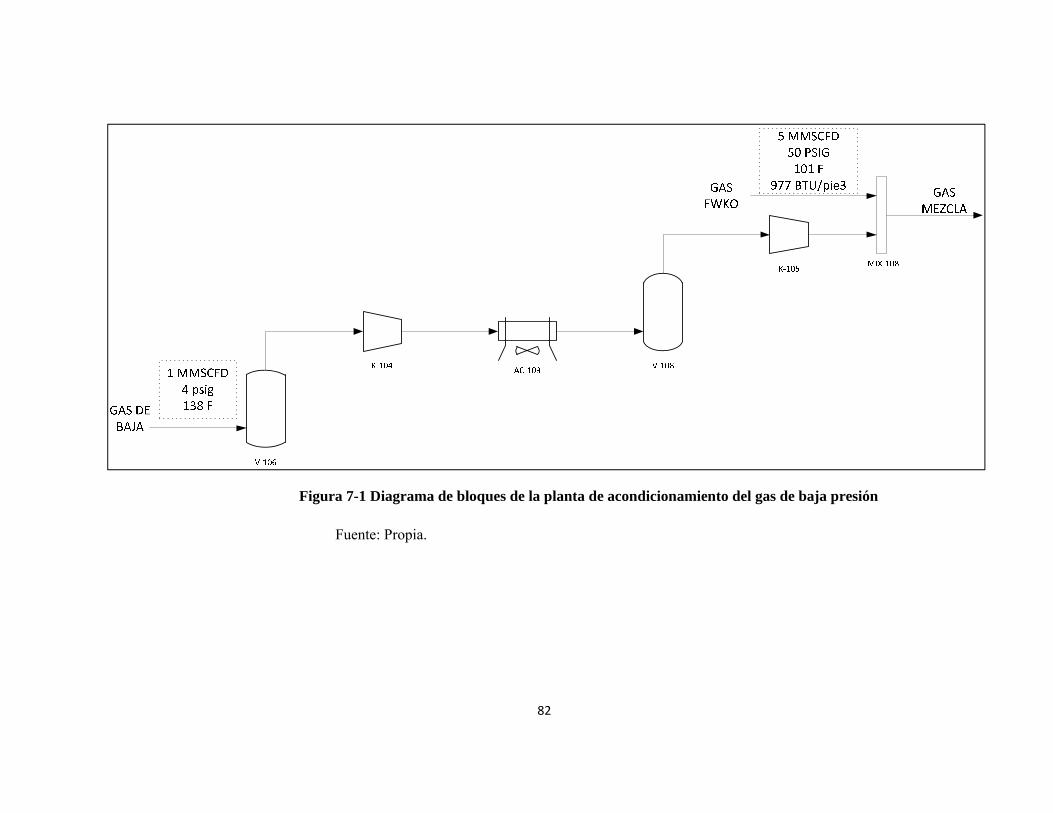
82
Figura 7-1 Diagrama de bloques de la planta de acondicionamiento del gas de baja presión
Fuente: Propia.
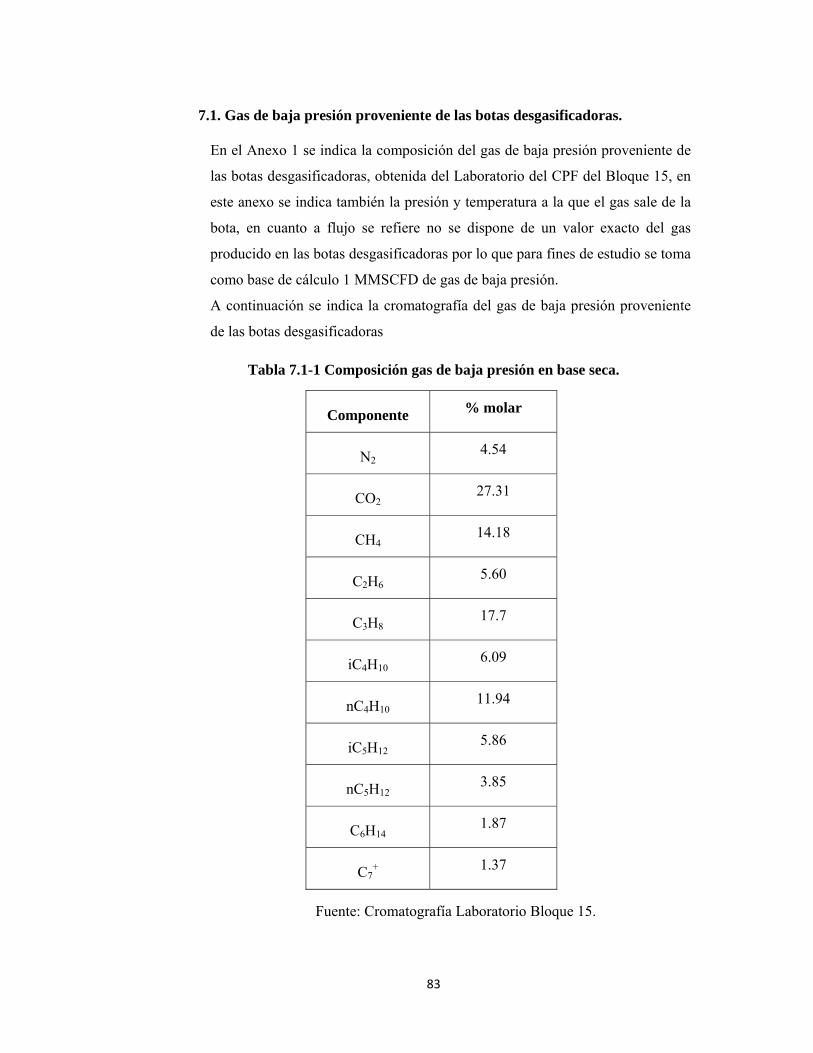
83
7.1. Gas de baja presión proveniente de las botas desgasificadoras.
En el Anexo 1 se indica la composición del gas de baja presión proveniente de
las botas desgasificadoras, obtenida del Laboratorio del CPF del Bloque 15, en
este anexo se indica también la presión y temperatura a la que el gas sale de la
bota, en cuanto a flujo se refiere no se dispone de un valor exacto del gas
producido en las botas desgasificadoras por lo que para fines de estudio se toma
como base de cálculo 1 MMSCFD de gas de baja presión.
A continuación se indica la cromatografía del gas de baja presión proveniente
de las botas desgasificadoras
Tabla 7.1-1 Composición gas de baja presión en base seca.
Componente % molar
N2 4.54
CO2 27.31
CH4 14.18
C2H6 5.60
C3H8 17.7
iC4H10 6.09
nC4H10 11.94
iC5H12 5.86
nC5H12 3.85
C6H14 1.87
C7+ 1.37
Fuente: Cromatografía Laboratorio Bloque 15.
84
Tabla 7.1-2 Condiciones de operación del Gas de Baja Presión.
Q, MMSCFD 1
P, psig 4
T, F 138
Fuente: Cromatografía Laboratorio Bloque 15.
7.1.1. Saturación del gas de baja presión por el Método de Pedersen
La composición reportada en la tabla 7.1-1 se la satura en agua e
hidrocarburo. El reporte cromatográfico solo indica la composición del
gas hasta el C7+, pero en la realidad el gas puede tener presencia de
conponentes más pesados que el heptano, el objetivo de saturarlo es
descomponen el C7+ en octanos, nonanos, decanos, etc.
Si se dimensiona los equipos con la composición hasta el C7+ y en base
seca, cuando entren en funcionamiento no van a tener la capacidad de
procesar un gas con presencia de líquidos.
La saturación en hidrocarburo un método iterativo, el objetivo es
descomponer la fración C7+ en C7, C8, C9, C10, etc. Se debe asumir las
composiciones del componente C7 y del último pseudo-componente hasta
que se cumpla los siguientes requisitos:
o La suma de las fracciones molares de los pseudo-componentes
individuales debe ser igual a la fracción molar de la fracción plus, C7+.
C7+= C7 + C8 + C9 + C10 + C11 + C12 + C13 + C14.
o El decaimiento de la fracción molar con el número de carbono es una
función exponencial simple decreciente:
Xn = exp (an + b) Ec. 7.1.1-1
Donde:
Xn: fracción molar.
n: número de carbonos.
a y b: constantes <0.

85
= + Ec. 7.1.1-2
• Cálculo de las constantes a y b: se asume la composición molar de dos
puntos de referencia, C7 y C14 (último pseudo-componente):
Tabla 7.1.1-1 Composición C7 y C14
Componente, Cn Xn
C7 0.006170
C14 0.00010
Estas composiciones se asumen hasta que la sumatoria de la tabla 7.1.1-4
sea igual a la composición del C de la tabla 7.1-1.
Tabla 7.1.1-2 Puntos de referencia para
calcular las constantes a y b
n ln Xn
7 -5.09
14 -9.27
Gráfico 7.1.1-1 Obtención de las constantes a y b.
ln Xn= ‐0,5886n ‐ 0,97R² = 1
‐10‐9‐8‐7‐6‐5‐4‐3‐2‐10
0 5 10 15
ln Xn vs n
lnXn n

86
De acuerdo a la ecuación 7.1.1-2, lnXn = an + b, y con la ecuacíon
obtenida en la gráfica 7.1.1-1, ln Xn vs n se obtienen las constantes a y
b.
Tabla 7.1.1-3 Resultados de las constantes a y b.
a b
-0.5886 -0.97
• Cálculo de los pseudo-componentes: desde C7 hasta C14 usando la
ecuación de la gráfica 7.1.1-1, y despejando Xn, se obtiene la siguiente
ecuación:
Xn: e -0,5886n - 0,97 Ec. 7.1.1-3
Tabla 7.1.1-4 Resultados de la composición de los pseudo-componentes.
Pseudo-componente,
Cn
Xn
C7 0.00615
C8 0.00342
C9 0.00189
C10 0.00105
C11 0.00058
C12 0.00032
C13 0.00018
C14 0.00010

87
Pseudo-componente,
Cn
Xn
= 0.01371
Si comparamos la sumatoria total de esta tabla comprobamos que es igual
a la composición del de la tabla 7.1-1.
Tabla 7.1.1-5 Resultados de la corriente de gas saturada en hidrocarburo.
Componente % molar
N2 4.54
CO2 27.31
CH4 14.18
C2H6 5.60
C3H8 17.7
iC4H10 6.09
nC4H10 11.94
iC5H12 5.86
nC5H12 3.85
C6H14 1.87
C7 0.615
C8 0.342
C9 0.189
88
Componente % molar
C10 0.105
C11 0.058
C12 0.032
C13 0.018
C14 0.010
7.2. Saturación del Gas en agua
• Para saturar el gas en agua se utiliza el diagrama del GPSA, Contenido de
agua en gas (Gráfico 7.2-1):
P operación del gas de baja presión: 4 psig: 128 kPa (abs)
T operación: 138 ºF: 60 ºC.
Tabla 7.2-1 Condiciones de operación del gas de baja presión.
P, kPa T, ºC Q, MMSCFD
128 60 1
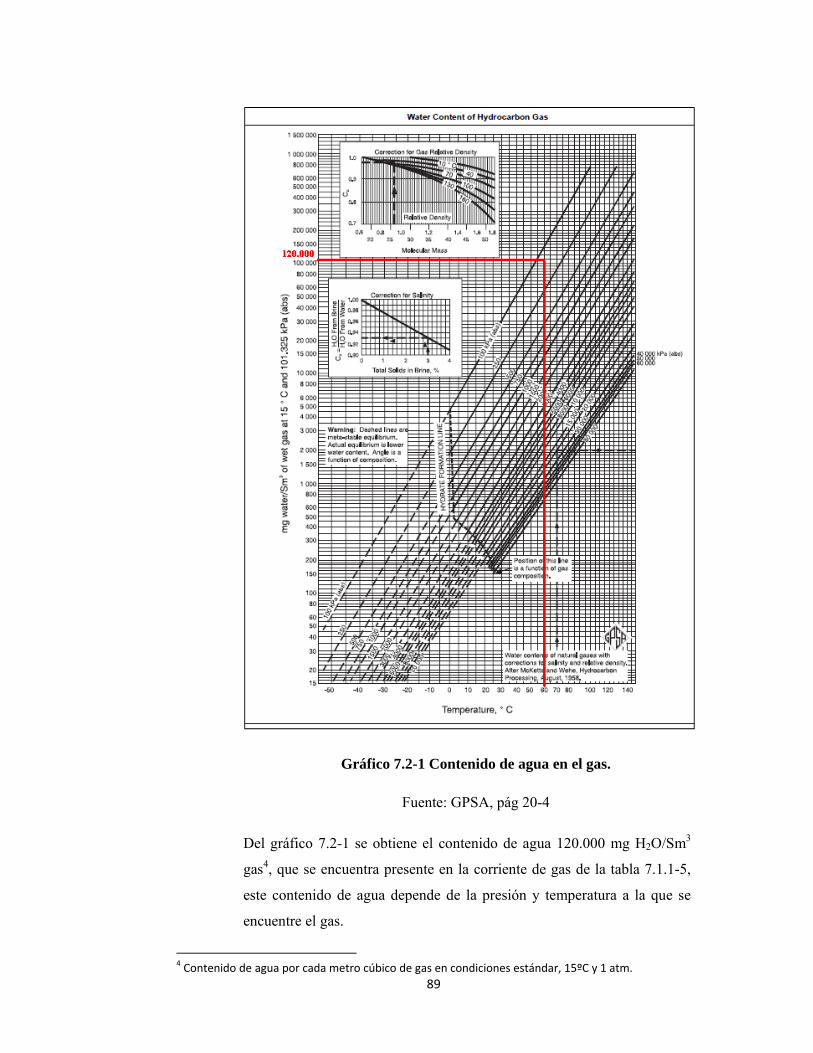
89
Gráfico 7.2-1 Contenido de agua en el gas.
Fuente: GPSA, pág 20-4
Del gráfico 7.2-1 se obtiene el contenido de agua 120.000 mg H2O/Sm3
gas4, que se encuentra presente en la corriente de gas de la tabla 7.1.1-5,
este contenido de agua depende de la presión y temperatura a la que se
encuentre el gas.
4 Contenido de agua por cada metro cúbico de gas en condiciones estándar, 15ºC y 1 atm.
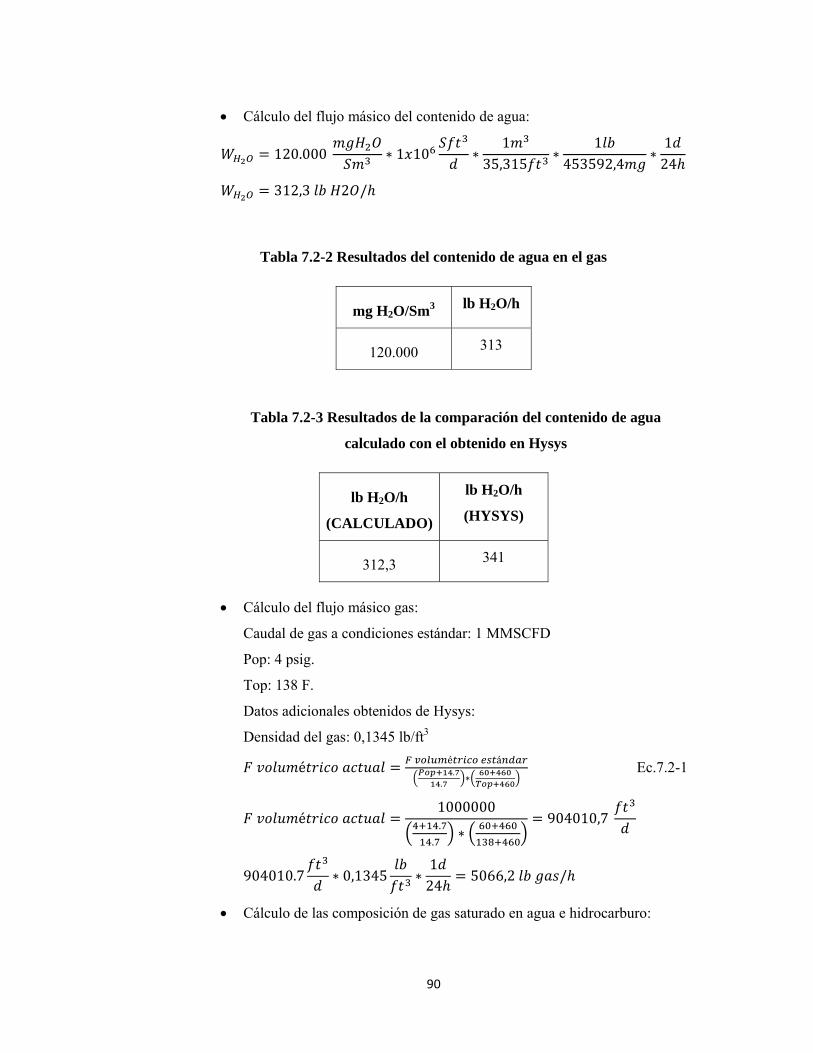
90
• Cálculo del flujo másico del contenido de agua: = 120.000 ∗ 1 10 ∗ 135,315 ∗ 1453592,4 ∗ 124ℎ = 312,3 2 /ℎ
Tabla 7.2-2 Resultados del contenido de agua en el gas
mg H2O/Sm3 lb H2O/h
120.000 313
Tabla 7.2-3 Resultados de la comparación del contenido de agua
calculado con el obtenido en Hysys
lb H2O/h
(CALCULADO)
lb H2O/h
(HYSYS)
312,3 341
• Cálculo del flujo másico gas:
Caudal de gas a condiciones estándar: 1 MMSCFD
Pop: 4 psig.
Top: 138 F.
Datos adicionales obtenidos de Hysys:
Densidad del gas: 0,1345 lb/ft3 é = é á.. ∗ Ec.7.2-1
é = 1000000.. ∗ = 904010,7 904010.7 ∗ 0,1345 ∗ 124ℎ = 5066,2 /ℎ
• Cálculo de las composición de gas saturado en agua e hidrocarburo:
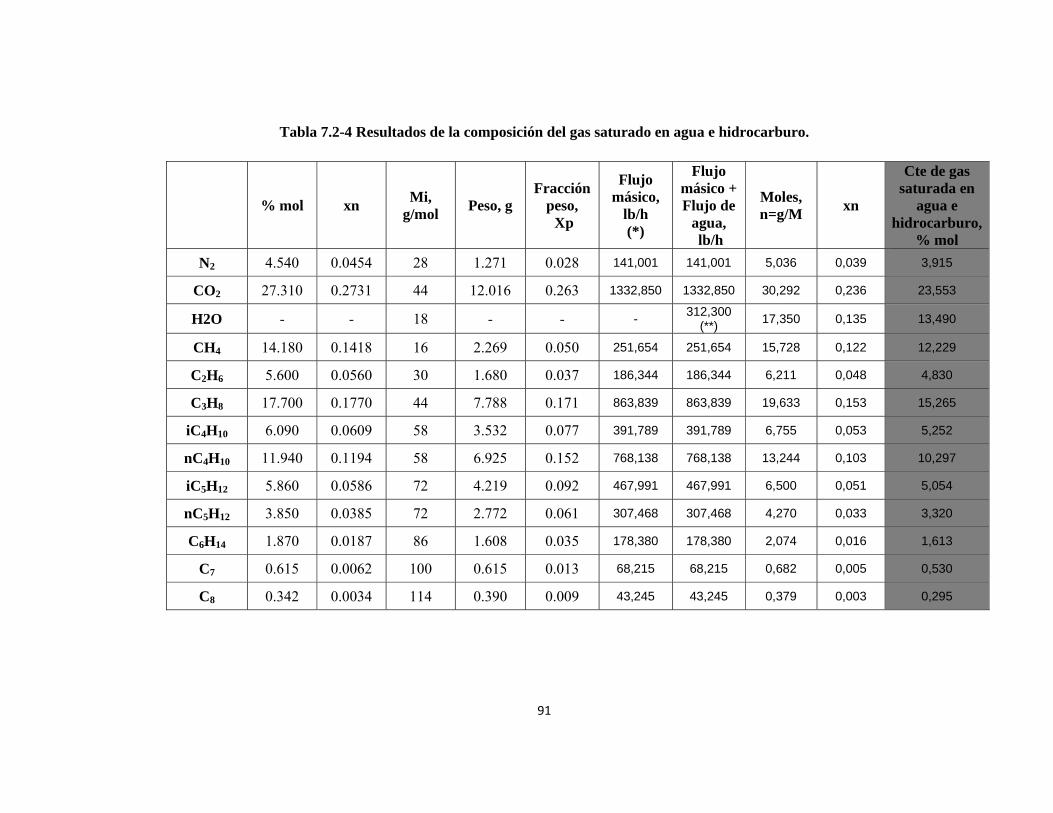
91
Tabla 7.2-4 Resultados de la composición del gas saturado en agua e hidrocarburo.
% mol xn Mi, g/mol Peso, g
Fracción peso, Xp
Flujo másico,
lb/h (*)
Flujo másico + Flujo de
agua, lb/h
Moles, n=g/M xn
Cte de gas saturada en
agua e hidrocarburo,
% mol N2 4.540 0.0454 28 1.271 0.028 141,001 141,001 5,036 0,039 3,915
CO2 27.310 0.2731 44 12.016 0.263 1332,850 1332,850 30,292 0,236 23,553
H2O - - 18 - - - 312,300 (**) 17,350 0,135 13,490
CH4 14.180 0.1418 16 2.269 0.050 251,654 251,654 15,728 0,122 12,229
C2H6 5.600 0.0560 30 1.680 0.037 186,344 186,344 6,211 0,048 4,830
C3H8 17.700 0.1770 44 7.788 0.171 863,839 863,839 19,633 0,153 15,265
iC4H10 6.090 0.0609 58 3.532 0.077 391,789 391,789 6,755 0,053 5,252
nC4H10 11.940 0.1194 58 6.925 0.152 768,138 768,138 13,244 0,103 10,297
iC5H12 5.860 0.0586 72 4.219 0.092 467,991 467,991 6,500 0,051 5,054
nC5H12 3.850 0.0385 72 2.772 0.061 307,468 307,468 4,270 0,033 3,320
C6H14 1.870 0.0187 86 1.608 0.035 178,380 178,380 2,074 0,016 1,613
C7 0.615 0.0062 100 0.615 0.013 68,215 68,215 0,682 0,005 0,530
C8 0.342 0.0034 114 0.390 0.009 43,245 43,245 0,379 0,003 0,295

92
% mol xn Mi, g/mol Peso, g
Fracción peso, Xp
Flujo másico,
lb/h (*)
Flujo másico + Flujo de
agua, lb/h
Moles, n=g/M xn
Cte de gas saturada en
agua e hidrocarburo,
% mol C9 0.189 0.0019 128 0.242 0.005 26,834 26,834 0,210 0,002 0,163
C10 0.105 0.0011 142 0.149 0.003 16,538 16,538 0,116 0,001 0,091
C11 0.058 0.0006 156 0.090 0.002 10,036 10,036 0,064 0,001 0,050
C12 0.032 0.0003 170 0.054 0.001 6,034 6,034 0,035 0,000 0,028
C13 0.018 0.0002 184 0.033 0.001 3,674 3,674 0,020 0,000 0,016
C14 0.010 0.0001 198 0.020 0.000 2,196 2,196 0,011 0,000 0,009
Sumatoria 100 1.00 45.675 1.000 5066,2 5378,5 128,612 1,000 100,0
El flujo másico total del gas saturado en agua e hidrocarburo es 5378.5 /ℎ).
(*) Flujo másico del gas calculado en el ítem anterior (5066,2 /ℎ) * la fracción en peso, Xp.
(**) Calculado en ítems anteriores, 312,3 2 /ℎ, (tabla 7.2-2)

93
Tabla 7.2-5 Resultados de la comparación de la composición calculada con la
obtenida en Hysys.
Componente
Cte de gas saturada en agua e
hidrocarburo, % mol
(CALCULADA)
Cte de gas saturada en agua e
hidrocarburo, % mol
(HYSYS)
N2 3,915 3,853
CO2 23,553 23,178
H2O 13,490 14,688
CH4 12,229 12,072
C2H6 4,830 4,767
C3H8 15,265 15,069
iC4H10 5,252 5,185
nC4H10 10,297 10,165
iC5H12 5,054 4,989
nC5H12 3,320 3,278
C6H14 1,613 1,592
C7 0,530 0,524
C8 0,295 0,291
C9 0,163 0,161
C10 0,091 0,089
C11 0,050 0,049
C12 0,028 0,027
C13 0,016 0,015
C14 0,009 0,009
Sumatoria 100,0 100,0

94
Tabla 7.2-6 Resultado flujo másico calculado del gas de baja presión
saturado en agua e hidrocarburo
Flujo másico
lb/h
5378,5
Este flujo másico fue calculado en la tabla 7.2-4.
7.3. Cálculo de la composición a la salida del scrubber V-106:
Previo dimensionamiento del scrubber se requiere saber el flujo de la fase
gaseosa y fase líquida que el scrubber va a separar, estos flujos se los calcula
usando los coeficientes de equilibrio, , determinamos la composición de la
fase gas y líquida que sale del scrubber usando los coeficientes de equilibrio
de cada componente y simultáneamente determinamos la fracción de gas (V)
y líquido que se separa (L), para lo cual hacemos uso de las ecuaciones de
equilibrio: = Ec. 7.3-1
: coeficiente de equilibrio de cada componente a las condiciones de presión
y temperatura de operación a las que se encuentra la corriente de gas, para el
presente trabajo se hizo usodel diagrma de Scheibel and Jenny (figura 7.3-1)
para obtener los coeficientes de equilibrio de cada componente. = ∗ Ec. 7.3-2 + = Ec. 7.3-3 = ∗ + ∗ Ec. 7.3-4
∑ = ∑ ∗ = Ec. 7.3-5
Donde: = ó
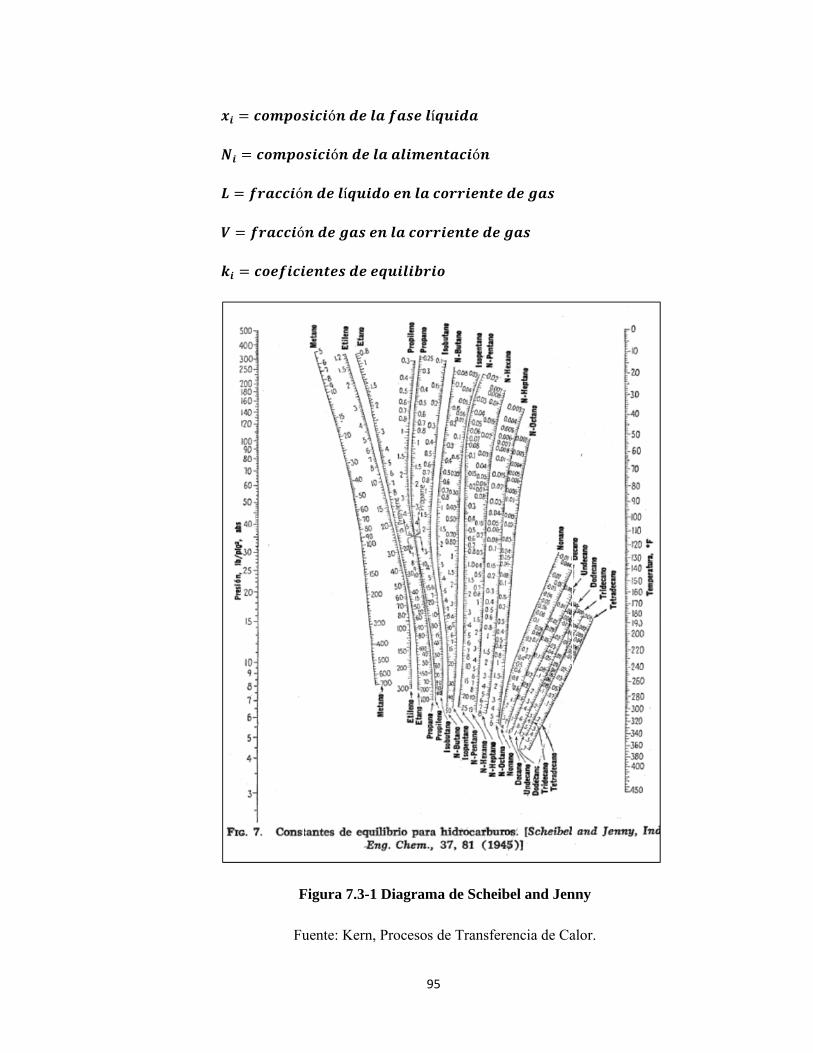
==
=== ó= ó=
F
Fu
ó ó íó
Figura 7.3-1
uente: Kern
95
í
1 Diagrama
n, Procesos d
5
ó
a de Scheib
de Transfer
bel and Jen
rencia de Ca
nny
alor.
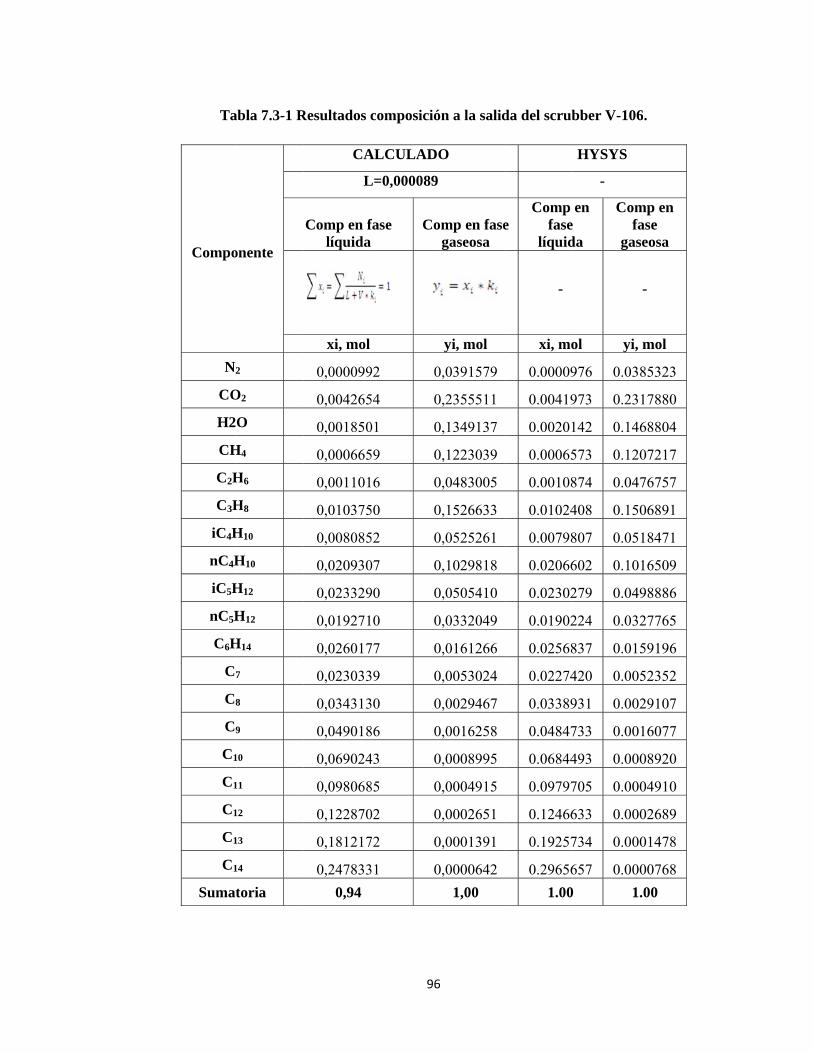
Ta
Compo
N2
CO
H2
CH
C2H
C3H
iC4H
nC4H
iC5H
nC5H
C6H
C7
C8
C9
C1
C1
C1
C1
C1
Sumat
abla 7.3-1 R
onente
2
O2
O
H4
H6
H8
H10
H10
H12
H12
H14
7
8
9
10
11
12
13
14
toria
Resultados c
CA
L
Comp en flíquida
xi, mol
0,000099
0,004265
0,001850
0,000665
0,001101
0,010375
0,008085
0,020930
0,023329
0,019271
0,026017
0,023033
0,034313
0,049018
0,069024
0,098068
0,122870
0,181217
0,2478330,94
96
composició
ALCULAD
L=0,000089
fase
Co
92 0
54 0
01 0
59 0
16 0
50 0
52 0
07 0
90 0
10 0
77 0
39 0
30 0
86 0
43 0
85 0
02 0
72 0
31 0
6
ón a la salid
O
omp en fasegaseosa
yi, mol
0,0391579
0,2355511
0,1349137
0,1223039
0,0483005
0,1526633
0,0525261
0,1029818
0,0505410
0,0332049
0,0161266
0,0053024
0,0029467
0,0016258
0,0008995
0,0004915
0,0002651
0,0001391
0,0000642 1,00
da del scrub
e Comp
faselíquid
-
xi, mo
0.00009
0.00419
0.00201
0.00065
0.00108
0.01024
0.00798
0.02066
0.02302
0.01902
0.02568
0.02274
0.03389
0.04847
0.06844
0.09797
0.12466
0.19257
0.296561.00
bber V-106
HYSYS
-
en e da
Comfa
gas
ol yi,
976 0.03
973 0.23
142 0.146
573 0.120
874 0.047
408 0.150
807 0.05
602 0.10
279 0.049
224 0.032
837 0.015
420 0.005
931 0.002
733 0.00
493 0.000
705 0.000
633 0.000
734 0.000
657 0.0000 1.
6.
mp en ase seosa
-
mol
85323
17880
68804
07217
76757
06891
18471
16509
98886
27765
59196
52352
29107
16077
08920
04910
02689
01478
00768 .00

97
Para calcular la cantidad de gas y de líquido que se separa en el scrubber se
usa la ecuación 7.3-3, donde L en es valor asumido para calcular la
composición en la fase líquida y gas, L: 0.000089.
V=1-0.000089=0.99991
Flujo total que ingresa al scrubber (gas+líquido), ver tabla 7.2-6:
Ft= 5378,5 lb/h = 2439,7 kg/h.
Flujo de gas que sale del scrubber= 2439,7 kg/h * 0.99991 = 2439,5 kg/h.
Flujo de líquido que sale del scrubber= 2439,7 kg/h * 0.000089 = 0.22 kg/h.
Tabla 7.3-2 Resultados cantidad de gas y líquido a separarse en el
scrubber V-106.
El flujo másico de la fase gas y de la fase líquida nos sirven para dimensionar
nuestro separador.
Los resultados de la tabla 7.3-2 indican que la fase gas está en mayor
proporción que la fase líquida, esto nos ayuda a determinar el tipo de scrubber
que debemos utilizar, en este caso utilizaremos un scrubber vertical, si la fase
líquida estuviera en mayor proporción que la fase gas se debe utilizar un
scrubber horizontal
7.4. Diseño de un separador vertical
1. Datos de entrada del separador:
• Condiciones de Operación:
Presión: 4 psig: 128.9 kPa
Temperatura: 138 F
Flujo másico de gas, (tabla 7.3-2)
Fmg: 2439.5 kg/h +10%=2683,5 kg/h
CALCULADO HYSYS
Ft, kg/h 2439,7 2426,26
Fmg, kg/h 2439,5 2426 Fml, kg/h 0,22 0,26
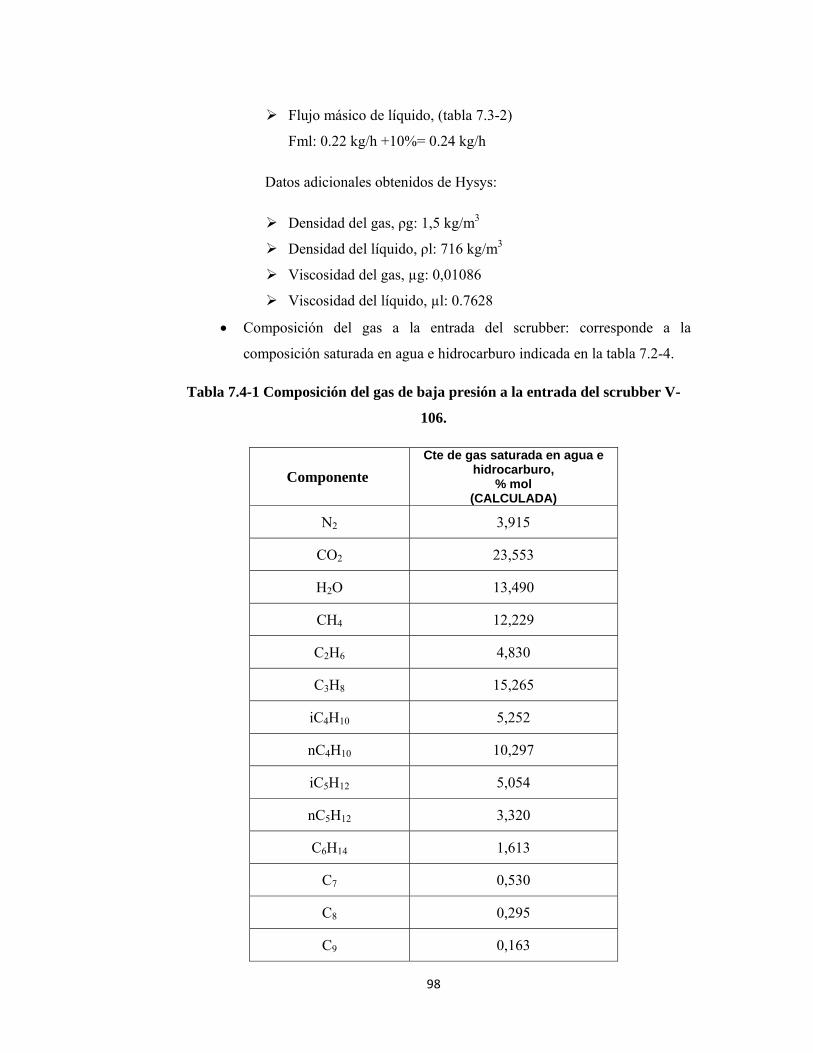
98
Flujo másico de líquido, (tabla 7.3-2)
Fml: 0.22 kg/h +10%= 0.24 kg/h
Datos adicionales obtenidos de Hysys:
Densidad del gas, ρg: 1,5 kg/m3
Densidad del líquido, ρl: 716 kg/m3
Viscosidad del gas, µg: 0,01086
Viscosidad del líquido, µl: 0.7628
• Composición del gas a la entrada del scrubber: corresponde a la
composición saturada en agua e hidrocarburo indicada en la tabla 7.2-4.
Tabla 7.4-1 Composición del gas de baja presión a la entrada del scrubber V-
106.
Componente Cte de gas saturada en agua e
hidrocarburo, % mol
(CALCULADA)
N2 3,915
CO2 23,553
H2O 13,490
CH4 12,229
C2H6 4,830
C3H8 15,265
iC4H10 5,252
nC4H10 10,297
iC5H12 5,054
nC5H12 3,320
C6H14 1,613
C7 0,530
C8 0,295
C9 0,163
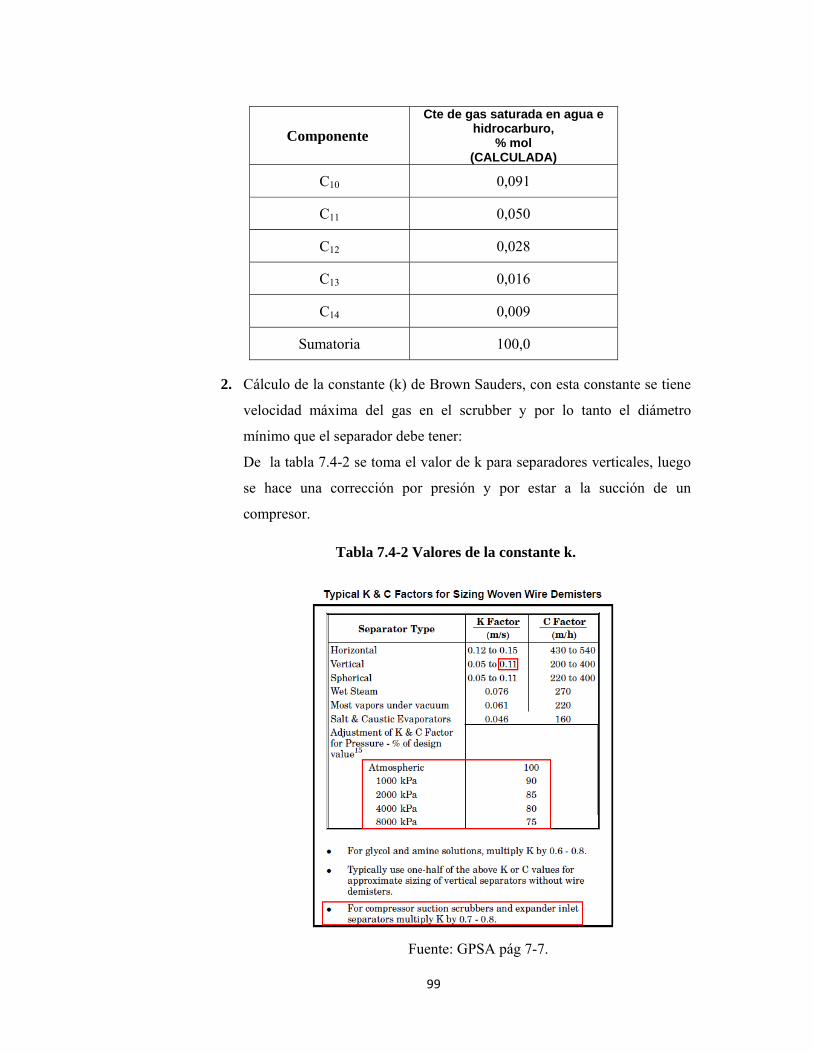
99
Componente Cte de gas saturada en agua e
hidrocarburo, % mol
(CALCULADA)
C10 0,091
C11 0,050
C12 0,028
C13 0,016
C14 0,009
Sumatoria 100,0
2. Cálculo de la constante (k) de Brown Sauders, con esta constante se tiene
velocidad máxima del gas en el scrubber y por lo tanto el diámetro
mínimo que el separador debe tener:
De la tabla 7.4-2 se toma el valor de k para separadores verticales, luego
se hace una corrección por presión y por estar a la succión de un
compresor.
Tabla 7.4-2 Valores de la constante k.
Fuente: GPSA pág 7-7.
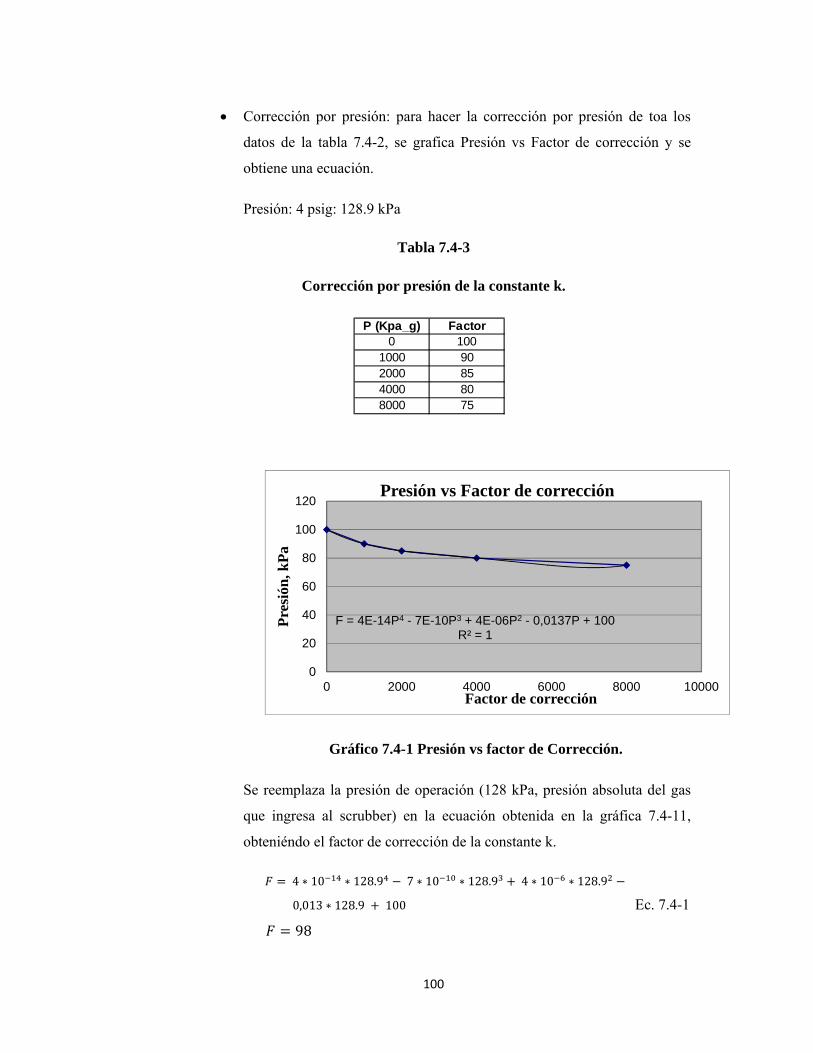
100
• Corrección por presión: para hacer la corrección por presión de toa los
datos de la tabla 7.4-2, se grafica Presión vs Factor de corrección y se
obtiene una ecuación.
Presión: 4 psig: 128.9 kPa
Tabla 7.4-3
Corrección por presión de la constante k.
Gráfico 7.4-1 Presión vs factor de Corrección.
Se reemplaza la presión de operación (128 kPa, presión absoluta del gas
que ingresa al scrubber) en la ecuación obtenida en la gráfica 7.4-11,
obteniéndo el factor de corrección de la constante k.
= 4 ∗ 10 ∗ 128.9 − 7 ∗ 10 ∗ 128.9 + 4 ∗ 10 ∗ 128.9 − 0,013 ∗ 128.9 + 100 Ec. 7.4-1 = 98
P (Kpa_g) Factor0 100
1000 902000 854000 808000 75
F = 4E-14P4 - 7E-10P3 + 4E-06P2 - 0,0137P + 100R² = 1
0
20
40
60
80
100
120
0 2000 4000 6000 8000 10000
Pres
ión,
kPa
Factor de corrección
Presión vs Factor de corrección

101
• K para separadores verticales: 0.11 m/s obtenido de la Tabla 7.4-2, este
valor debe ser corregido usando el factor calculado en el ítem anterior. = 98100 ∗ 0,11 = 0.108 / • Corrección por estar a la succión de un compresor: el factor de corrección
es 0.8, obtenido de la Tabla 7.4-2, este factor es usado para corregir el
valor calculado en el ítem anterior. ó = 0.108 ∗ 0.8 = 0.087 / • Cálculo de la velocidad terminal teórica:
ó = ó Ec.7.4-2ó = 0.0807 716 − 1.51.5 = 1.76 /
La velocidad del gas no puede pasar de este valor, ya que si lo hace
las gotas de líquido que se encuentran en el gas no van a sedimentar.
• Cálculo del diámetro mínimo que debe tener el separador:
Datos:
Flujo másico de gas, (tabla 7.3-2)
Fmg: 2439.5 kg/h +10%=2683,5 kg/h
Densidad del gas, ρg: 1,5 kg/m3
= 2683,5 /ℎ1.5 ∗ 3600 = 0.4945 /
= ó ∗ Á Ec. 7.4-3 Á = 0.4945 /1.76 / = 0.281 Á = ∗ Ec. 7.4-4
= 4 ∗ 0.281 = 0.589 = 589

102
Diámetro mínimo que el separador debe tener para cumplir con la
máxima velocidad del gas, ó :1.76 m/s. Si el diámetro es más
pequeño la velocidad aumentaría.
Este valor del diámetro mínimo nos ayuda como una guía para asumir
el diámetro del separador.
3. Cálculo del área transversal del separador:
• Diámetro externo asumido: 48” = 1219 mm.
• Espesor por corrosión recomendado: 5/8”.
• Diámetro interno: = 1219 − 2(58 ∗ 25.4) = 1187
Á = ∗ (1.187)4 = 1.107
4. Cálculo de la velocidad de la fase líquida:
Flujo másico de líquido, (tabla 7.3-2)
Fml: 0.22 kg/h +10%= 0.24 kg/h
Densidad del líquido, ρl: 716 kg/m3
= 0.24 /ℎ716 ∗ 3600 = 1.09 − 7 /
= ∗ Á Ec. 7.4-5 = 1.09 − 7 /1.107 = 9.88 − 8 /
5. Cálculo de la velocidad de la fase gas:
= 0.4945 / (calculado en el numeral 2) = ∗ Á Ec. 7.4-6
= 0.4945 /1.107 = 0.4468 =
Este valor corresponde a la velocidad que el gas tiene en un scrubber con
un diámetro de 1187 mm.

103
6. Cálculo del coeficiente de arrastre Cd de la fase gas y líquida:
• Cálculo de CReg de la fase gas:
Velocidad del gas , 0.4468 (calulado en el numeral anterior)
Densidad del gas, ρg: 1,5 kg/m3
Densidad del líquido, ρl: 716 kg/m3
Viscosidad del gas, µg: 0,01086 = ( )∗ Ec.7.4-7= 43 9.81 (716 − 1.5)0.010860.4468 1.5 ∗ 1000 = 0.505
De acuerdo a la figura 3.2.2-1 Leyes de velocidad de sedimentación: = 18.5 / ∗ / Ec.7.4-8= 18.5 / ∗ 0.505 = 4.79
• Cálculo de CReg de la fase líquida:
Velocidad del gas , 9.88 − 8 / (calulado en el numeral 4)
Densidad del gas, ρg: 1,5 kg/m3
Densidad del líquido, ρl: 716 kg/m3
Viscosidad del líquido, µl: 0.7628 = ( )∗ Ec.7.4-9= 43 9.81 (716 − 1.5) ∗ 0.7628(9.88 − 8) ∗ 716 ∗ 1000 = 1.43 16
De acuerdo a la figura 3.2.2-1 Leyes de velocidad de sedimentación: = (24 ∗ ) / Ec.7.4-10= (24 ∗ 1.43 16) = 5.86 8
7. Cálculo de la partícula de gas y líquido:
• Cálculo de :
Velocidad del gas , 0.4468 (calulado en el numeral 5).
Densidad del gas, ρg: 1,5 kg/m3
104
Densidad del líquido, ρl: 716 kg/m3
= 243 − Ec.7.4-11= (0.4468)2 ∗ 100000043 ∗ 9.81 716−1.51.5 = 32.04
= ∗ Ec.7.4-12= 4.79 ∗ 32.02 = 154
Este valor indica que un scrubber de 1187 mm de diámetro interno, en el
gas de salida va a tener partículas de líquido de 154μm, es decir, el
equipo es capaz de separar partículas de líquido cuyo diámetro sea mayor
a 154μm, partículas más pequeñas van a estar presentes en la corriente
del gas que sale del equipo.
• Cálculo de :
Velocidad del gas , 9.88 − 8 / (calulado en el numeral 4)
Densidad del gas, ρg: 1,5 kg/m3
Densidad del líquido, ρl: 716 kg/m3
= 243 − Ec.7.4-13= (9.88 − 8)2 ∗ 100000043 ∗ 9.81 716−1.5716 = 7.48 − 10
= ∗ Ec.7.4-14= 5.86 8 ∗ 7.48 − 10 = 0.44
Este valor indica que un scrubber de 1187 mm de diámetro interno, en el
líquido de salida va a tener partículas de gas de 0.44μm, es decir, el
equipo es capaz de separar partículas de gas cuyo diámetro sea mayor a
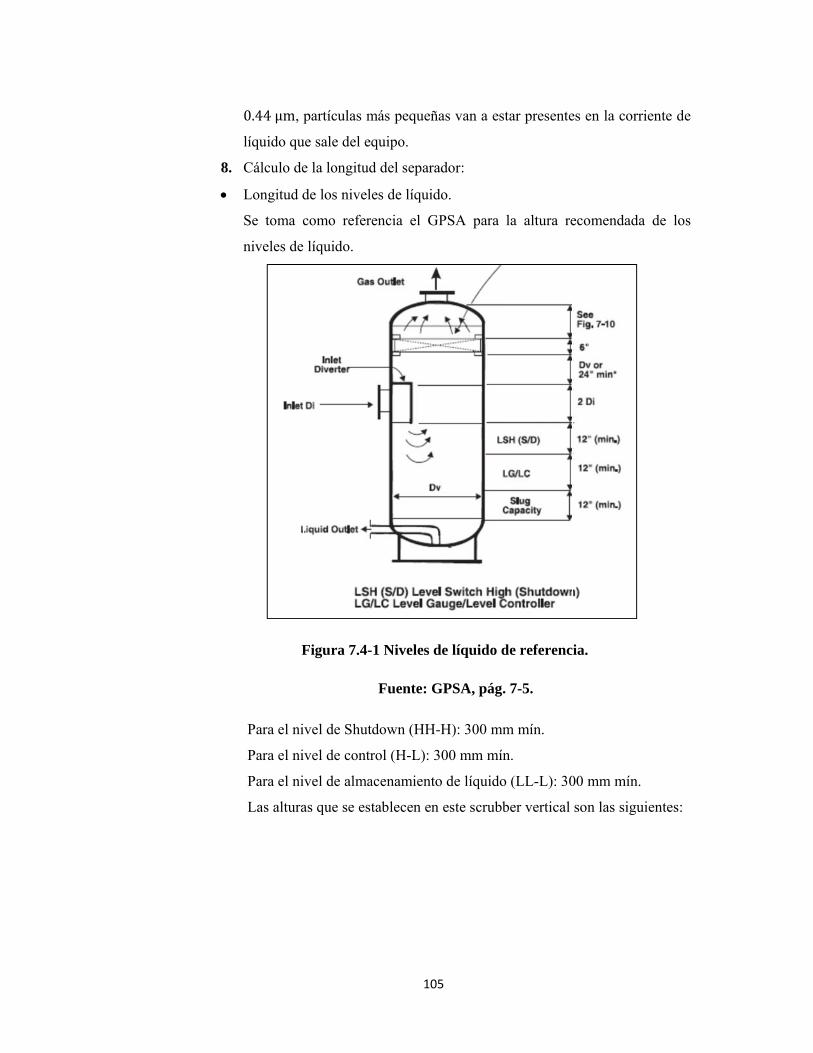
8.
•
0.44μm, p
líquido qu
Cálculo de
Longitud d
Se toma c
niveles de
F
Para el ni
Para el ni
Para el ni
Las altura
partículas m
ue sale del e
e la longitud
de los nivel
como refer
líquido.
Figura 7.4-
ivel de Shut
ivel de contr
ivel de alma
as que se es
105
más pequeñ
quipo.
d del separa
les de líquid
rencia el G
-1 Niveles d
Fuente: G
tdown (HH-
rol (H-L): 3
acenamiento
tablecen en
5
as van a est
ador:
do.
GPSA para
de líquido d
GPSA, pág.
-H): 300 mm
300 mm mín
o de líquido
n este scrubb
tar presente
la altura re
de referenc
7-5.
m mín.
n.
o (LL-L): 30
ber vertical
es en la corr
ecomendada
ia.
00 mm mín.
son las sigu
riente de
a de los
.
uientes:
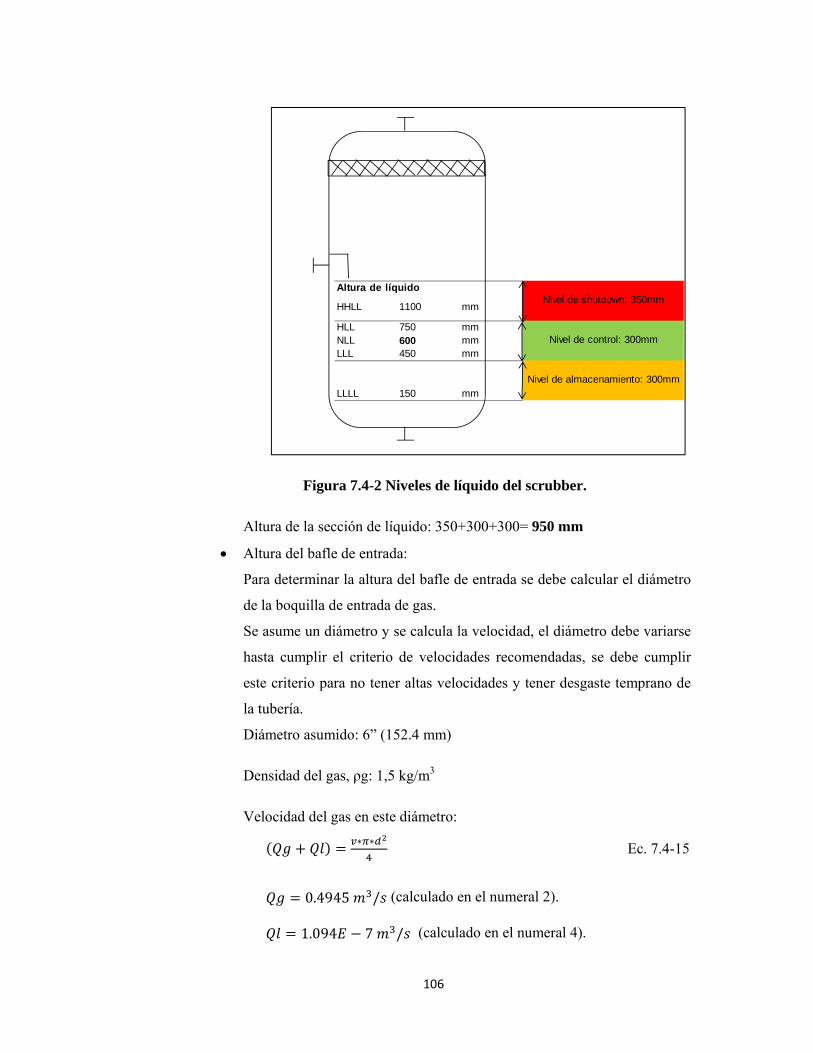
106
Figura 7.4-2 Niveles de líquido del scrubber.
Altura de la sección de líquido: 350+300+300= 950 mm
• Altura del bafle de entrada:
Para determinar la altura del bafle de entrada se debe calcular el diámetro
de la boquilla de entrada de gas.
Se asume un diámetro y se calcula la velocidad, el diámetro debe variarse
hasta cumplir el criterio de velocidades recomendadas, se debe cumplir
este criterio para no tener altas velocidades y tener desgaste temprano de
la tubería.
Diámetro asumido: 6” (152.4 mm)
Densidad del gas, ρg: 1,5 kg/m3
Velocidad del gas en este diámetro: ( + ) = ∗ ∗ Ec. 7.4-15
= 0.4945 / (calculado en el numeral 2). = 1.094 − 7 / (calculado en el numeral 4).
Altura de líquido
HLL 750 mmNLL 600 mmLLL 450 mm
LLLL 150 mmNivel de almacenamiento: 300mm
Nivel de shutdown: 350mmHHLL 1100 mm
Nivel de control: 300mm

107
= ( . . )∗. ∗ = 27 /
∗ = 1.5 ∗ (27) = 1094 ∗
Tabla 7.4-4
Criterio de velocidad.
P, psig ∗ , ∗
< 290 < 6000
Fuente: Menon, Gas Pipeline Hydraulics.
Altura del bafle: 2 di (ver figura 7.4-1) Ec. 7.4-16
Altura del bafle: 2*(152.4 mm): 304.8 mm: 305 mm.
Figura 7.4-3 Altura del bafle de entrada.
• Altura desde el bafle hasta el demister: d interno del separador o 610 mm
(ver figura 7.4-1).
Altura desde el bafle hasta el demister: 610 mm.
Altura de líquido
HLL 750 mmNLL 600 mmLLL 450 mm
LLLL 150 mmNivel de almacenamiento: 300mm
Altura del bafle: 305 mm
Nivel de shutdown: 350mmHHLL 1100 mm
Nivel de control: 300mm

108
Figura 7.4-4 Altura desde el bafle hasta el demister.
• Altura del demister: 152 mm (ver figura 7.4-1).
Figura 7.4-5 Altura del demister.
Altura de líquido
HLL 750 mmNLL 600 mmLLL 450 mm
LLLL 150 mmNivel de almacenamiento: 300mm
Altura desde el bafle hasta el demister: 610 mm
Altura del bafle: 305 mm
Nivel de shutdown: 350mmHHLL 1100 mm
Nivel de control: 300mm
Altura del demister: 152 mm
Altura de líquido
HLL 750 mmNLL 600 mmLLL 450 mm
LLLL 150 mmNivel de almacenamiento: 300mm
Altura desde el bafle hasta el demister: 610 mm
Altura del bafle: 305 mm
Nivel de shutdown: 350mmHHLL 1100 mm
Nivel de control: 300mm
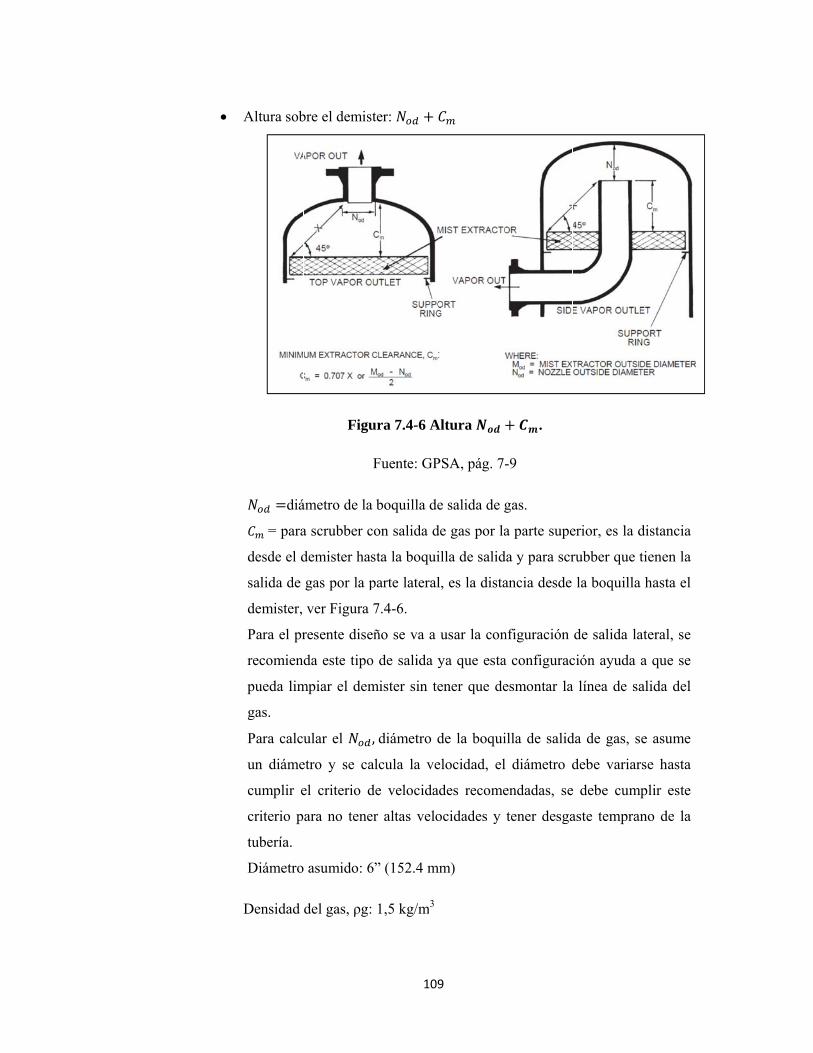
• Altura sob
=diá= para
desde el d
salida de
demister,
Para el pr
recomien
pueda lim
gas.
Para calcu
un diáme
cumplir e
criterio p
tubería.
Diámetro
Densidad
bre el demis
Figu
ámetro de la
a scrubber c
demister ha
gas por la p
ver Figura
resente dise
da este tipo
mpiar el dem
ular el
etro y se ca
el criterio d
ara no tene
asumido: 6
del gas, ρg:
109
ster: +
ura 7.4-6 A
Fuente: GP
a boquilla de
con salida d
sta la boqui
parte lateral
7.4-6.
eño se va a
o de salida y
mister sin te
,diámetro d
alcula la ve
de velocida
er altas velo
6” (152.4 m
: 1,5 kg/m3
9
Altura +PSA, pág. 7-
e salida de g
de gas por la
illa de salid
l, es la dista
usar la con
ya que esta
ener que de
de la boqui
elocidad, el
ades recome
ocidades y
mm)
+ .
-9
gas.
a parte supe
da y para scr
ancia desde
nfiguración
a configurac
esmontar la
illa de salid
diámetro d
endadas, se
tener desga
erior, es la d
rubber que t
la boquilla
de salida la
ción ayuda
a línea de sa
da de gas, s
debe variar
e debe cum
aste tempran
distancia
tienen la
a hasta el
ateral, se
a que se
alida del
se asume
rse hasta
mplir este
no de la

110
Velocidad del gas en este diámetro:
= 0.4945 / (calculado en el numeral 2).
La velocidad del gas se calcula usando la ecuación 7.4-15, considerando
que a la salida se tiene solamente presencia de gas y no de líquido.
= ( . )∗. ∗ = 27.08 /
∗ = 1.5 ∗ (27.08) = 1099 ∗
Tabla 7.4-5
Criterio de velocidad.
P, psig ∗ , ∗
< 290 < 6000
Fuente: Menon, Gas Pipeline Hydraulics. = 6" = .
= Ec. 7.4-17
= diámetro externo del scrubber, asumido en el punto 3: 1219 mm.
= 1219 − 152.442 = 533.3
Altura sobre el demister: 152.44+533.3: 685.7 mm : 686 mm.
• Altura total del scrubber
La altura del scrubber es la suma de las alturas calculadas en los ítems
anteriores:
L: 950 + 305 + 610 + 152 + 686 = 2703 mm = 2.8 m para ser
conservadores.

111
Figura 7.4-7 Altura del scrubber.
9. Cálculo del tiempo de residencia:
• Tiempo de residencia del gas:
= 0.4945 = 29.67 determinado en el numeral 2.
= ∗ Á Ec. 7.4-18 = ∗ Á Ec. 7.4-19 . = Á ∗ Ec. 7.4-20
d: distancia vertical que recorre el gas dentro del scrubber, 2,2m (figura
7.4-8).
Área: área transversal del scrubber calculado en el punto 3: 1.107 .
Altura del demister: 152 mm
Altura de líquido
HLL 750 mmNLL 600 mmLLL 450 mm
LLLL 150 mm
Altura sobre el demister: 686 mm
Altura del scrubber:
2,8 m
mmNivel de shutdown: 350mm
Nivel de almacenamiento: 300mm
Altura del bafle: 305 mm
Altura desde el bafle hasta el demister: 610 mm
Nivel de control: 300mm
HHLL 1100
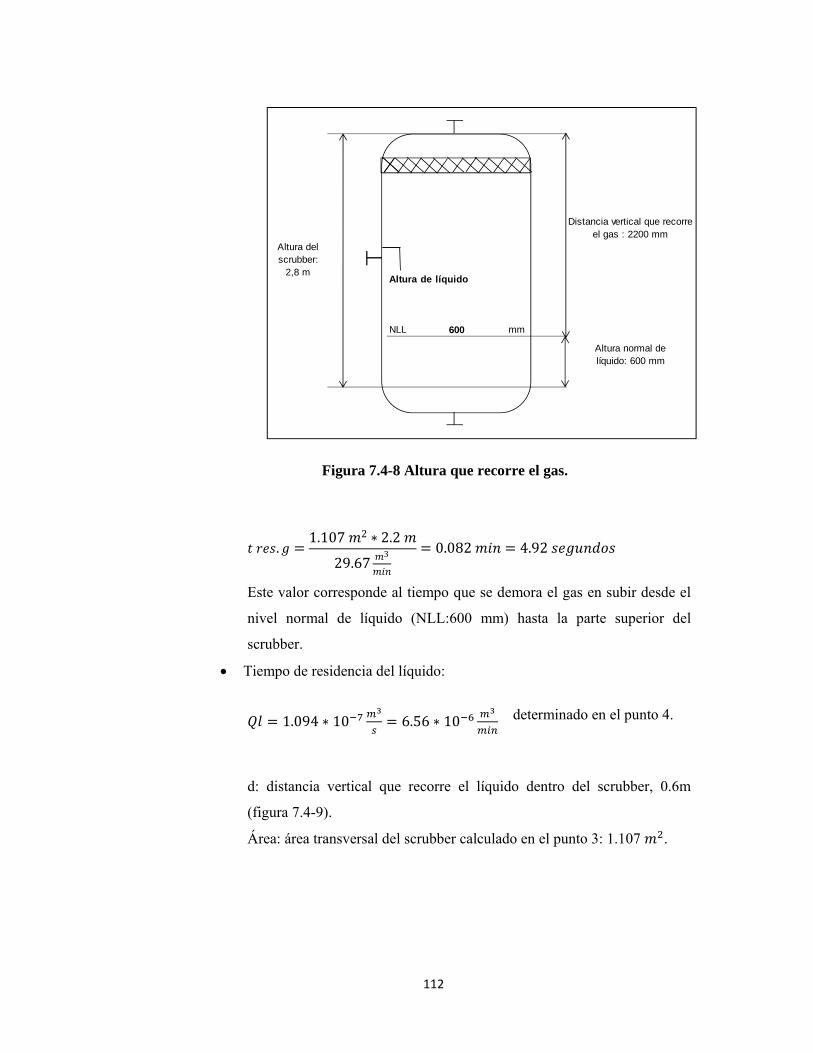
112
Figura 7.4-8 Altura que recorre el gas.
. = 1.107 2 ∗ 2.229.67 3 = 0.082 = 4.92
Este valor corresponde al tiempo que se demora el gas en subir desde el
nivel normal de líquido (NLL:600 mm) hasta la parte superior del
scrubber.
• Tiempo de residencia del líquido:
= 1.094 ∗ 10 = 6.56 ∗ 10 determinado en el punto 4.
d: distancia vertical que recorre el líquido dentro del scrubber, 0.6m
(figura 7.4-9).
Área: área transversal del scrubber calculado en el punto 3: 1.107 .
Altura de líquido
NLL 600 mm
Altura normal de líquido: 600 mm
Distancia vertical que recorre el gas : 2200 mm
Altura del scrubber:
2,8 m
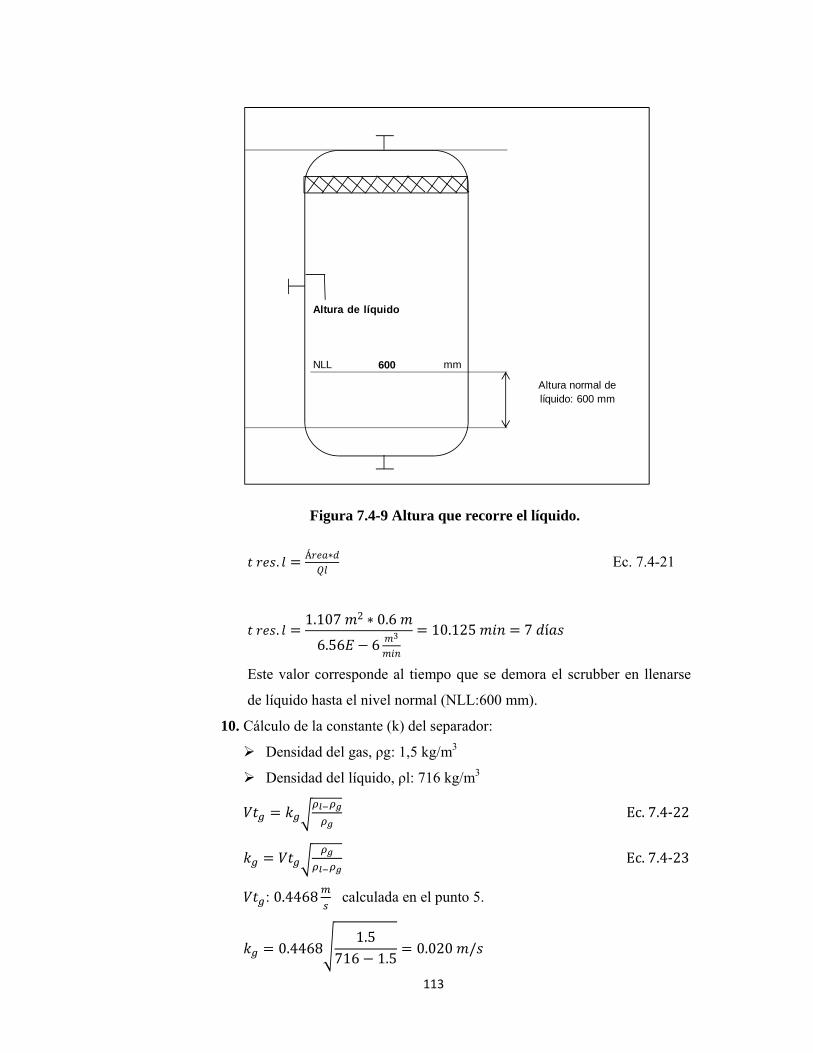
113
Figura 7.4-9 Altura que recorre el líquido.
. = Á ∗ Ec. 7.4-21
. = 1.107 2 ∗ 0.66.56 − 6 3 = 10.125 = 7 í
Este valor corresponde al tiempo que se demora el scrubber en llenarse
de líquido hasta el nivel normal (NLL:600 mm).
10. Cálculo de la constante (k) del separador:
Densidad del gas, ρg: 1,5 kg/m3
Densidad del líquido, ρl: 716 kg/m3 = Ec.7.4-22= Ec.7.4-23: 0.4468 calculada en el punto 5.
= 0.4468 1.5716 − 1.5 = 0.020 /
Altura de líquido
NLL 600 mm
Altura normal de líquido: 600 mm
114
El kg calculado debe ser menor al k teórico: 0.087 m/s (calculado en el
numeral 2) con esto se cumple que la velocidad del gas calculada no sea
mayor a la velocidad teórica.
11. Resumen de resultados:
Tabla 7.4-6 Resultados cálculos del scrubber V-106.
Dint, m L,m k teórico,
m/s
Vt teórica,
m/s
K calc.,
m/s
Vg calc,
m/s
Ø entrada,
in
Ø salida,
in
Dp, µm
1.2 2.8 0.087 1.76 0.020 0.4468 6 6 154
7.5. Especificación de un compresor, K-104.
Se requiere aumentar la presión del gas de baja presión de 4 psig hasta a 50
psig, que es aproximadamente la presión a la que se encuentra el gas que sale
de los separadores primarios de crudo. Para esto se requiere determinar
cuántos compresores es recomendable usar para este propósito:
• Cálculo de la relación de compresión total:
Presión de succión: 128.9 kPa : 4 psig
Presión de descarga: 344.7 kPa : 50 psig : Ec. 7.5-1
: ( . )( . ) : .
De acuerdo a lo indicado en el capítulo 4, se recomienda una
relación de compresión de 1.5 a 2 (Menon, 2005), por lo que no se
puede utilizar un solo compresor para aumentar la presión de 4
psig a 50 psig, a continuación se calcula la relación de compresión
si se utilizara dos compresores en serie, usando la ecuación 4.7-1: = . / = .
Cada compresor debe tener una relación de compresión de 1.86.
1. Datos de entrada del compresor K-104:
• Condiciones de Operación:
Presión de succión,P1: 128.9 kPa : 4 psig
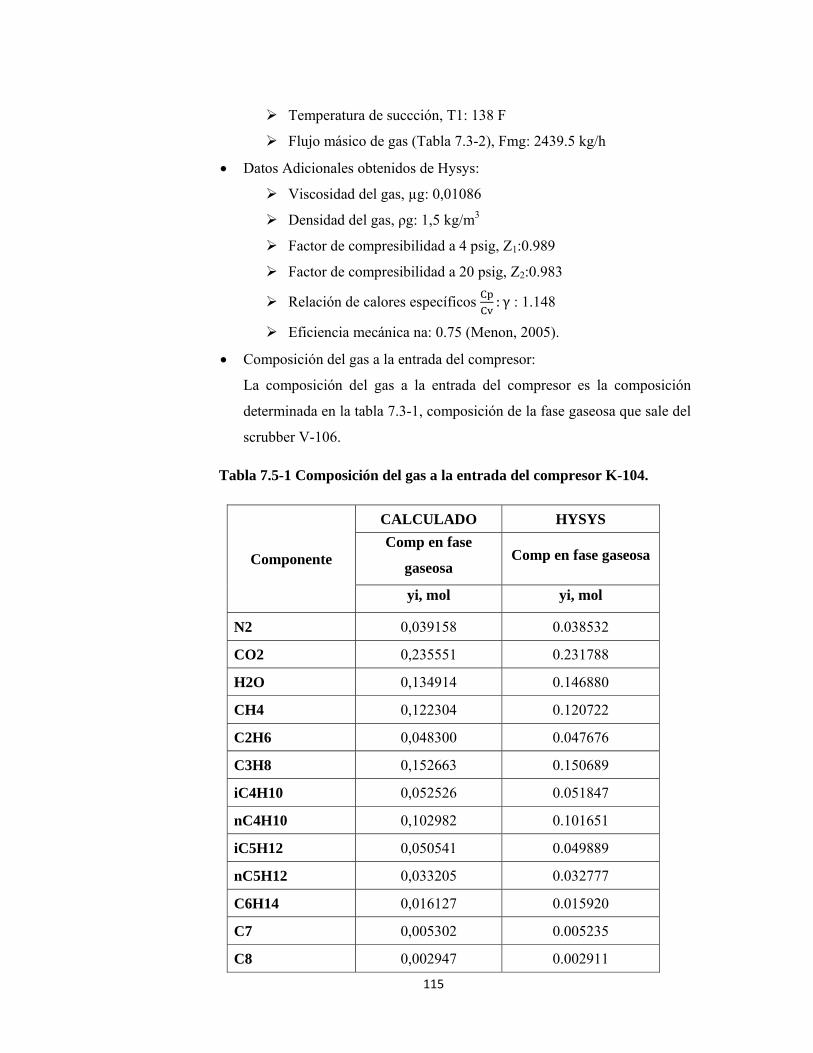
115
Temperatura de succción, T1: 138 F
Flujo másico de gas (Tabla 7.3-2), Fmg: 2439.5 kg/h
• Datos Adicionales obtenidos de Hysys:
Viscosidad del gas, µg: 0,01086
Densidad del gas, ρg: 1,5 kg/m3
Factor de compresibilidad a 4 psig, Z1:0.989
Factor de compresibilidad a 20 psig, Z2:0.983
Relación de calores específicos : γ : 1.148
Eficiencia mecánica na: 0.75 (Menon, 2005).
• Composición del gas a la entrada del compresor:
La composición del gas a la entrada del compresor es la composición
determinada en la tabla 7.3-1, composición de la fase gaseosa que sale del
scrubber V-106.
Tabla 7.5-1 Composición del gas a la entrada del compresor K-104.
Componente
CALCULADO HYSYS Comp en fase
gaseosa Comp en fase gaseosa
yi, mol yi, mol
N2 0,039158 0.038532
CO2 0,235551 0.231788
H2O 0,134914 0.146880
CH4 0,122304 0.120722
C2H6 0,048300 0.047676
C3H8 0,152663 0.150689
iC4H10 0,052526 0.051847
nC4H10 0,102982 0.101651
iC5H12 0,050541 0.049889
nC5H12 0,033205 0.032777
C6H14 0,016127 0.015920
C7 0,005302 0.005235
C8 0,002947 0.002911

116
Componente
CALCULADO HYSYS Comp en fase
gaseosa Comp en fase gaseosa
yi, mol yi, mol
C9 0,001626 0.001608
C10 0,000899 0.000892
C11 0,000492 0.000491
C12 0,000265 0.000269
C13 0,000139 0.000148
C14 0,000064 0.000077
Sumatoria 1,00 1.00
2. Cálculo de la presión de descarga del compresor K-104: : 1.86
Usando la ecuación 7.5-1 se calcula la presión de descarga 2: 1.86 ∗ (4 + 14.7) = 34.8 = 20 3. Cálculo de la potencia del compresor:
Temperatura de succción, T1: 138 F +460 = 597.7 R
Presión de succión,P1: 4 psig + 14.7 = 18.7 psia
Presión de succión,P2: 20 psig +14.7 = 34.7 psia
• Datos Adicionales obtenidos de Hysys:
Factor de compresibilidad a 4 psig, Z1:0.989
Factor de compresibilidad a 20 psig, Z2:0.983
Relación de calores específicos : : 1.148
: 0.0857 − 1 Ec. 7.5-2
: . .. ∗ . ∗ . . . .. . . −
: .

117
4. Cálculo de la temperatura de descarga:
Temperatura de succción, T1: 138 F +460 = 597.7 R
Presión de succión, P1: 4 psig + 14.7 = 18.7 psia
Presión de succión, P2: 20 psig +14.7 = 34.7 psia
• Datos Adicionales obtenidos de Hysys:
Factor de compresibilidad a 4 psig, Z1:0.989
Factor de compresibilidad a 20 psig, Z2:0.983
Relación de calores específicos : : 1.148
: ∗ ∗ Ec. 7.5-3
:597.7 ∗ 0.9890.983 ∗ 44.718.7 . .
: 652 ó192
5. Seleccción del compresor:
Datos para la gráfica:
Presión de succión, P2: 20 psig : 138 kPa
Flujo másico de gas (Tabla 7.3-2), Fmg: 2439.5 kg/h
Densidad del gas, ρg: 1,5 kg/m3
Cálculo del flujo volumétrico del gas a condiciones actuales: é : Ec. 7.5-4 é : . /. / = 1626.3 = 27
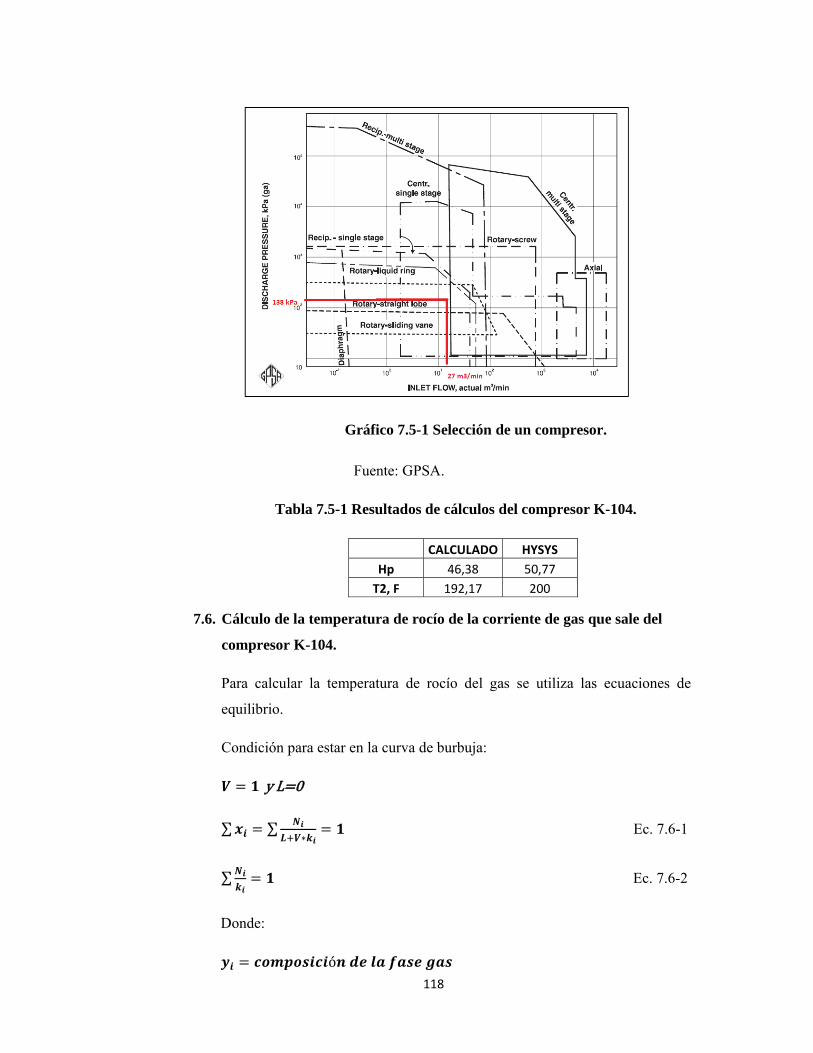
118
Gráfico 7.5-1 Selección de un compresor.
Fuente: GPSA.
Tabla 7.5-1 Resultados de cálculos del compresor K-104.
CALCULADO HYSYS Hp 46,38 50,77 T2, F 192,17 200
7.6. Cálculo de la temperatura de rocío de la corriente de gas que sale del
compresor K-104.
Para calcular la temperatura de rocío del gas se utiliza las ecuaciones de
equilibrio.
Condición para estar en la curva de burbuja: = yL=0
∑ = ∑ ∗ = Ec. 7.6-1
∑ = Ec. 7.6-2
Donde: = ó
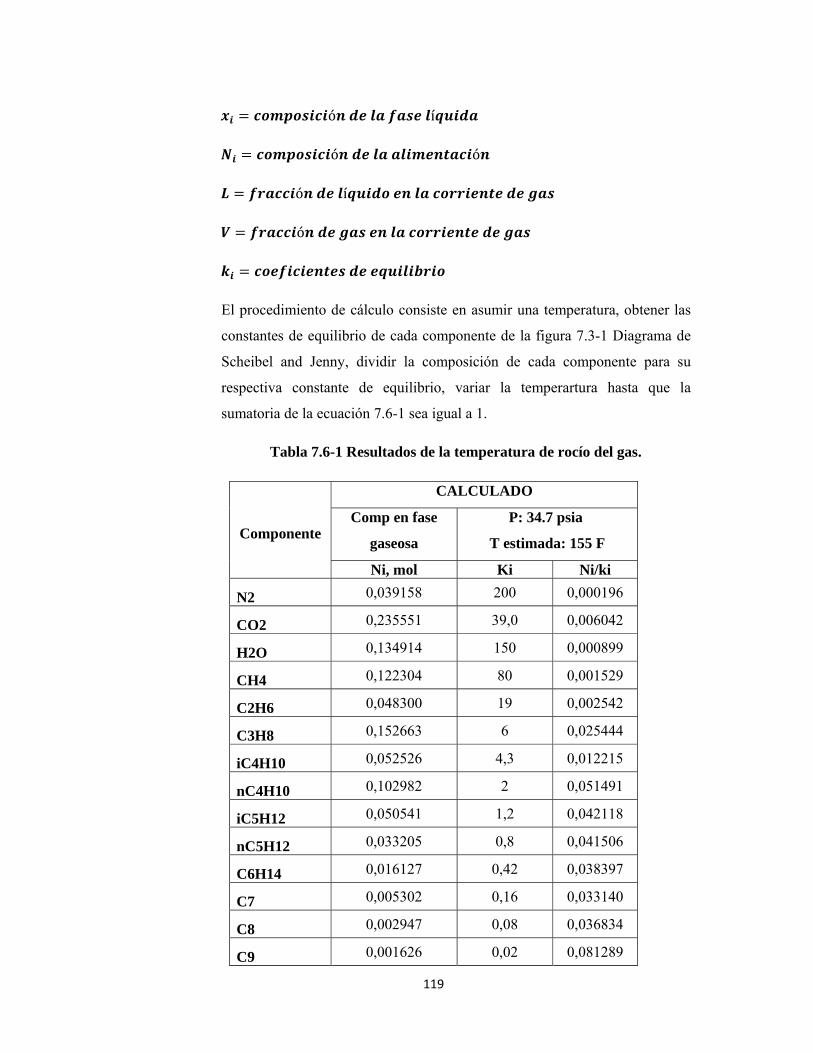
119
= ó í = ó ó = ó í = ó =
El procedimiento de cálculo consiste en asumir una temperatura, obtener las
constantes de equilibrio de cada componente de la figura 7.3-1 Diagrama de
Scheibel and Jenny, dividir la composición de cada componente para su
respectiva constante de equilibrio, variar la temperartura hasta que la
sumatoria de la ecuación 7.6-1 sea igual a 1.
Tabla 7.6-1 Resultados de la temperatura de rocío del gas.
Componente
CALCULADO
Comp en fase
gaseosa
P: 34.7 psia
T estimada: 155 F
Ni, mol Ki Ni/ki
N2 0,039158 200 0,000196
CO2 0,235551 39,0 0,006042
H2O 0,134914 150 0,000899
CH4 0,122304 80 0,001529
C2H6 0,048300 19 0,002542
C3H8 0,152663 6 0,025444
iC4H10 0,052526 4,3 0,012215
nC4H10 0,102982 2 0,051491
iC5H12 0,050541 1,2 0,042118
nC5H12 0,033205 0,8 0,041506
C6H14 0,016127 0,42 0,038397
C7 0,005302 0,16 0,033140
C8 0,002947 0,08 0,036834
C9 0,001626 0,02 0,081289

120
Componente
CALCULADO
Comp en fase
gaseosa
P: 34.7 psia
T estimada: 155 F
Ni, mol Ki Ni/ki
C10 0,000899 0,014 0,064249
C11 0,000492 0,005 0,098305
C12 0,000265 0,001 0,265067
C13 0,000139 0,001 0,139122
C14 0,000064 0,001 0,064192
Sumatoria 1,00 1,00
Las constantes de equilibrio Ki se obtienen del diagrama de Scheibel and
Jenny, figura 7.3-1.
7.7. Enfriamiento del gas a 120 F.
Al comprimir el gas de baja presión de 4 psig a 20 psig, se produce un
aumento de temperatura de 138 F a 192 F, antes de que el gas ingrese a la
siguiente etapa de compresión debe ser enfriado para que los componentes
más pesados condensen, el objetivo de comprimir y enfriar es para eliminar la
mayor cantidad de componentes pesados, a continuación del enfriamiento el
gas de baja presión debe ser enviado a un segundo scrubber que retirará los
líquidos que se han formado producto del enfriamiento.
La temperatura de rocío del gas que sale del compresor K-104 calculada en el
numeral anterior es de 155 F, esto significa que el gas debe enfriarse por
debajo de esta temperatura para que los componentes más pesados y el agua
se condensen.
El enfriamiento de puede realizarse por medio de un air cooler hasta una
temperatura de 120 F.
1. Cálculo del calor que debe retirarse para enfriar el gas a 120F:
La cantidad de calor que debe retirarse del gas es la suma del calor
sensible más el calor latente, el gas debe pasar de 192 F a 155 F (calor
sensible sin cambio de fase), el cambio de fase se producirá a 155 F que
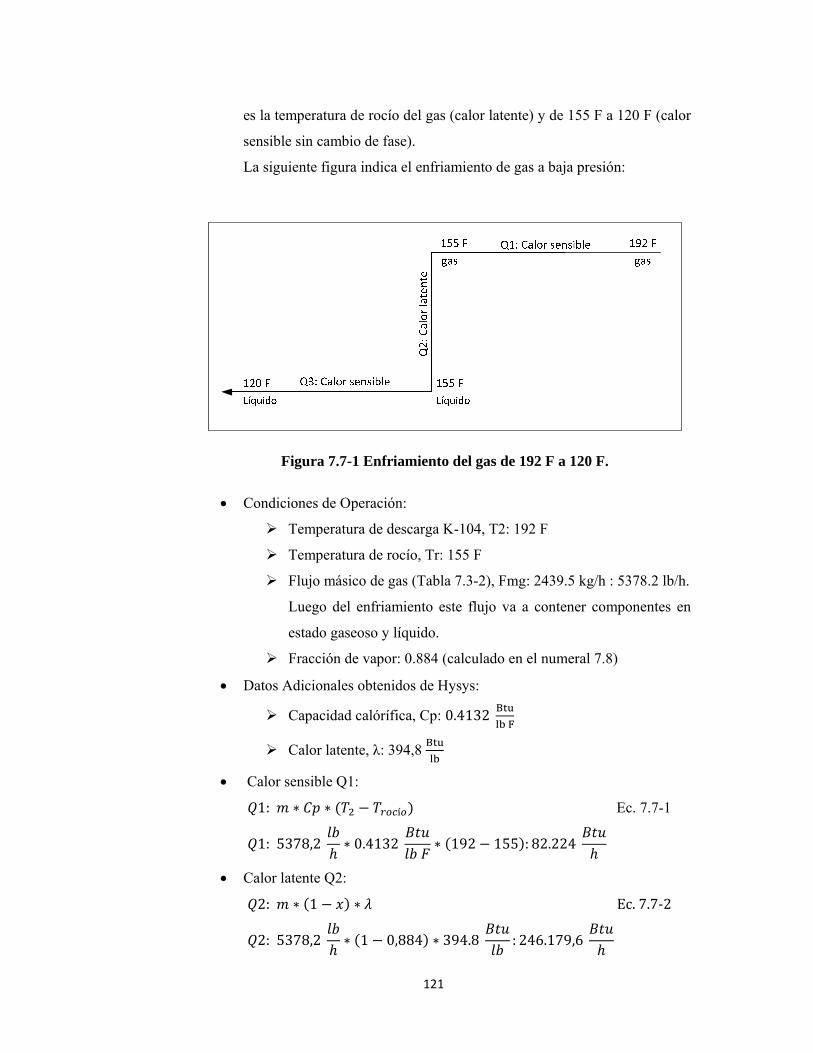
121
es la temperatura de rocío del gas (calor latente) y de 155 F a 120 F (calor
sensible sin cambio de fase).
La siguiente figura indica el enfriamiento de gas a baja presión:
Figura 7.7-1 Enfriamiento del gas de 192 F a 120 F.
• Condiciones de Operación:
Temperatura de descarga K-104, T2: 192 F
Temperatura de rocío, Tr: 155 F
Flujo másico de gas (Tabla 7.3-2), Fmg: 2439.5 kg/h : 5378.2 lb/h.
Luego del enfriamiento este flujo va a contener componentes en
estado gaseoso y líquido.
Fracción de vapor: 0.884 (calculado en el numeral 7.8)
• Datos Adicionales obtenidos de Hysys:
Capacidad calórífica, Cp: 0.4132
Calor latente, λ: 394,8
• Calor sensible Q1: 1: ∗ ∗ ( − í ) Ec. 7.7-1 1:5378,2 ℎ ∗ 0.4132 ∗ (192 − 155): 82.224 ℎ
• Calor latente Q2: 2: ∗ (1 − ) ∗ Ec.7.7-22:5378,2 ℎ ∗ (1 − 0,884) ∗ 394.8 : 246.179,6 ℎ
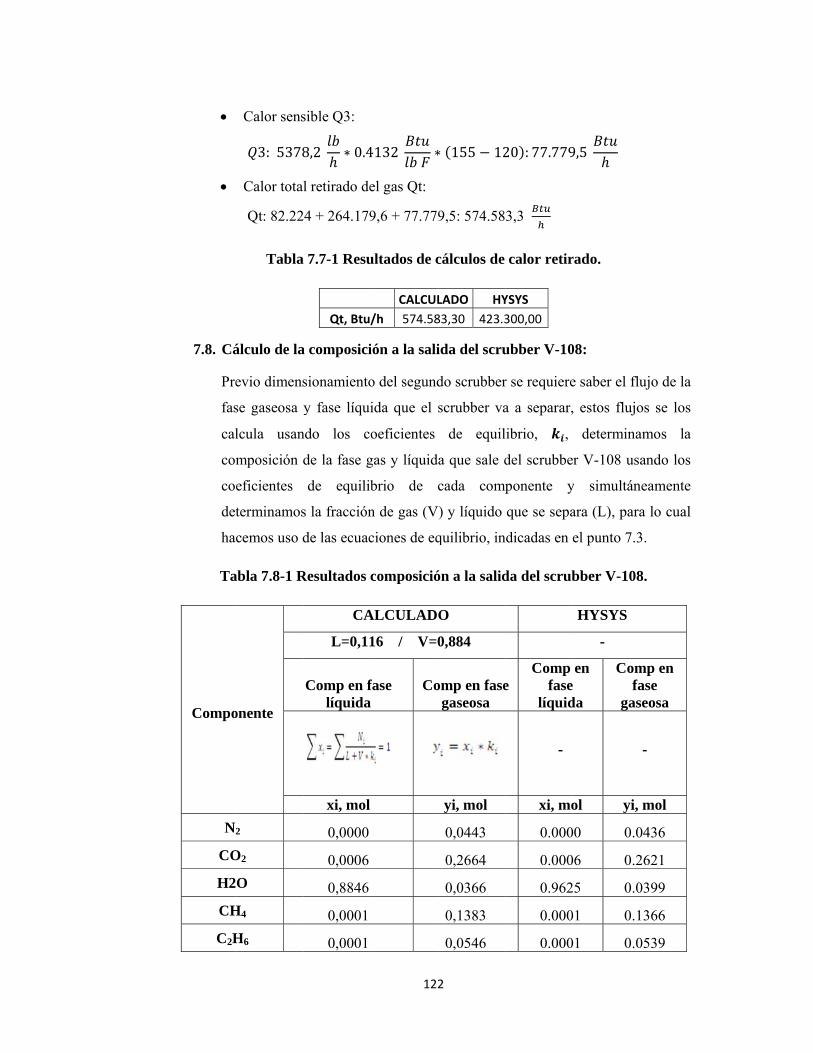
•
•
7.8. Cá
Pre
fas
cal
com
coe
det
hac
Ta
Compo
N2
CO
H2
CH
C2H
Calor sens3:5378Calor total
Qt: 82.22
Tabla
álculo de la
evio dimens
se gaseosa y
lcula usan
mposición d
eficientes
terminamos
cemos uso d
abla 7.8-1 R
onente
2
O2
O
H4
H6
sible Q3: 8,2 ℎ ∗ 0.4l retirado de
4 + 264.179
7.7-1 Resu
Qt, Btu/
a composici
sionamiento
y fase líqui
ndo los co
de la fase g
de equilib
s la fracción
de las ecuac
Resultados c
CA
L=0,11
Comp en flíquida
xi, mol
0,0000
0,0006
0,8846
0,0001
0,0001
122
4132 ∗el gas Qt:
9,6 + 77.779
ultados de c
CALCUL/h 574.58
ión a la sali
o del segund
ida que el s
oeficientes
gas y líquid
brio de c
n de gas (V
ciones de eq
composició
ALCULAD
16 / V=0
fase
Co
2
∗ (155 − 129,5: 574.58
cálculos de
LADO HY83,30 423.3
ida del scru
do scrubber
scrubber va
de equil
a que sale d
cada comp
) y líquido
quilibrio, in
ón a la salid
O
0,884
omp en fasegaseosa
yi, mol
0,0443
0,2664
0,0366
0,1383
0,0546
20): 77.7793,3
calor retir
YSYS 300,00
ubber V-10
r se requiere
a a separar,
ibrio, ,
del scrubbe
ponente y
que se sepa
ndicadas en
da del scrub
e Comp
faselíquid
-
xi, mo
0.000
0.000
0.962
0.000
0.000
9,5 ℎ rado.
08:
e saber el flu
, estos flujo
determina
er V-108 usa
y simultán
ara (L), para
el punto 7.3
bber V-108
HYSYS
-
en e da
Comfa
gas
ol yi,
00 0.0
06 0.2
25 0.0
01 0.1
01 0.0
ujo de la
os se los
amos la
ando los
neamente
a lo cual
3.
8.
mp en ase seosa
-
mol
0436
2621
0399
1366
0539

Compo
C3H
iC4H
nC4H
iC5H
nC5H
C6H
C7
C8
C9
C1
C1
C1
C1
C1
Sumat
Pa
usa
com
V=
A
scr
onente
H8
H10
H10
H12
H12
H14
7
8
9
10
11
12
13
14
toria
ra calcular
a la ecuac
mposición e
=1-0.116=0
continuació
rubber V-10
CA
L=0,11
Comp en flíquida
xi, mol
0,0012
0,0010
0,0026
0,0030
0,0025
0,0034
0,0030
0,0041
0,0047
0,0044
0,0033
0,0020
0,0012
0,00050,9222
la cantidad
ción 7.3-3,
en la fase lí
.884
ón se calcu
08.
123
ALCULAD
16 / V=0
fase
Co
d de gas y d
donde L
quida y gas
ula el flujo
3
O
0,884
omp en fasegaseosa
yi, mol
0,1725
0,0593
0,1161
0,0568
0,0372
0,0178
0,0056
0,0028
0,0012
0,0004
0,0001
0,0000
0,0000
0,0000 1,0102
de líquido q
en es val
s, L: 0.116.
másico de
e Comp
faselíquid
-
xi, mo
0.001
0.001
0.002
0.002
0.002
0.003
0.002
0.004
0.004
0.004
0.003
0.002
0.001
0.0001.000
que se separ
lor asumido
e gas y líqu
HYSYS
-
en e da
Comfa
gas
ol yi,
2 0.1
0 0.0
26 0.1
29 0.0
25 0.0
4 0.0
29 0.0
40 0.0
46 0.0
43 0.0
3 0.0
21 0.0
2 0.0
07 0.000 1.0
ra en el scru
o para cal
uido que in
mp en ase seosa
-
mol
1703
0585
1146
0560
0368
0176
0055
0028
0012
0004
0001
0000
0000
0000 0000
ubber se
lcular la
ngresa al

124
Flujo total que ingresa al scrubber (Tabla 7.3-2) (gas+líquido) =
2439.5 kg/h.
Se debe aclarar que este flujo de 2439.5 kg/h ya no es solo gas, debido
al enfriamiento ahora contiene gas y líquido, para los cálculos del
compresor K-104 y del air cooler este flujo solo contenía gas.
Flujo de gas que sale del scrubber= 2439.5 kg/h * 0.884 = 2156.5
kg/h.
Flujo de líquido que sale del scrubber= 2439.5 kg/h * 0.116 = 282.9
kg/h.
Tabla 7.8-2 Resultados cantidad de gas y líquido a separarse en el
scrubber V-108.
El flujo másico de la fase gas y de la fase líquida nos sirven para
dimensionar el segundo separador V-108.
Los resultados de la tabla 7.8-2 indican que la fase gas está en mayor
proporción que la fase líquida, esto nos ayuda a determinar el tipo de
scrubber que debemos utilizar, en este caso utilizaremos un scrubber
vertical, si la fase líquida estuviera en mayor proporción que la fase
gas se debe utilizar un scrubber horizontal
7.9. Diseño de un separador vertical V-108
Producto del enfriamiento de la corriente de gas se forman dos fases, líquida
y vapor, la fase líquida debe ser retirada de la corriente de gas previo ingreso
a la segunda etapa de compresión, esta separación se la realiza en el scrubber
V-108.
CALCULADO
Ft, kg/h 2439,5
Fmg, kg/h 2156,8 Fml, kg/h 282,7

125
Para el diseño de este scrubber se siguió el mismo procedimiento del scrubber
V-106 calculado en el numeral 7.4, a continuación se reportan solamente los
resultados de cada numeral.
1. Datos de entrada del separador:
• Condiciones de Operación:
Presión:20 psig: 138 kPa
Esta presión corresponde a la presión de descarga del compresor
K-104.
Temperatura: 120 F
Temperatura luego del enfriamiento.
Flujo másico de gas, Fmg: 2156.8 kg/h +10%=2372.5 kg/h (tabla
7.8-2).
Flujo másico de líquido, Fml: 282.7 kg/h +10%= 311 kg/h (tabla
7.8-2).
Al flujo másico de gas y líquido que ingresa al scrubber V-108
(tabla 7.8-2) se le aumenta un 10% del flujo en caso de que llegue
más gas o más líquido el equipo es capaz de manejar este
aumento.
• Datos adicionales obtenidos en Hysys:
Densidad del gas, ρg: 5 kg/m3
Densidad del líquido, ρl: 909 kg/m3
Viscosidad del gas, µg: 0,01086
Viscosidad del líquido, µl: 0.7901
• Composición del gas a la entrada del scrubber: es la composición
determinada en el numeral 7.3 y que se reporta en la tabla 7.3-1,
composición del gas que sale del primer scrubber V-106, la diferencia es
que en la salida del scrubber V-106 se tiene fase vapor y en la entrada del
scrubber V-108 se tiene faso líquida y vapor.
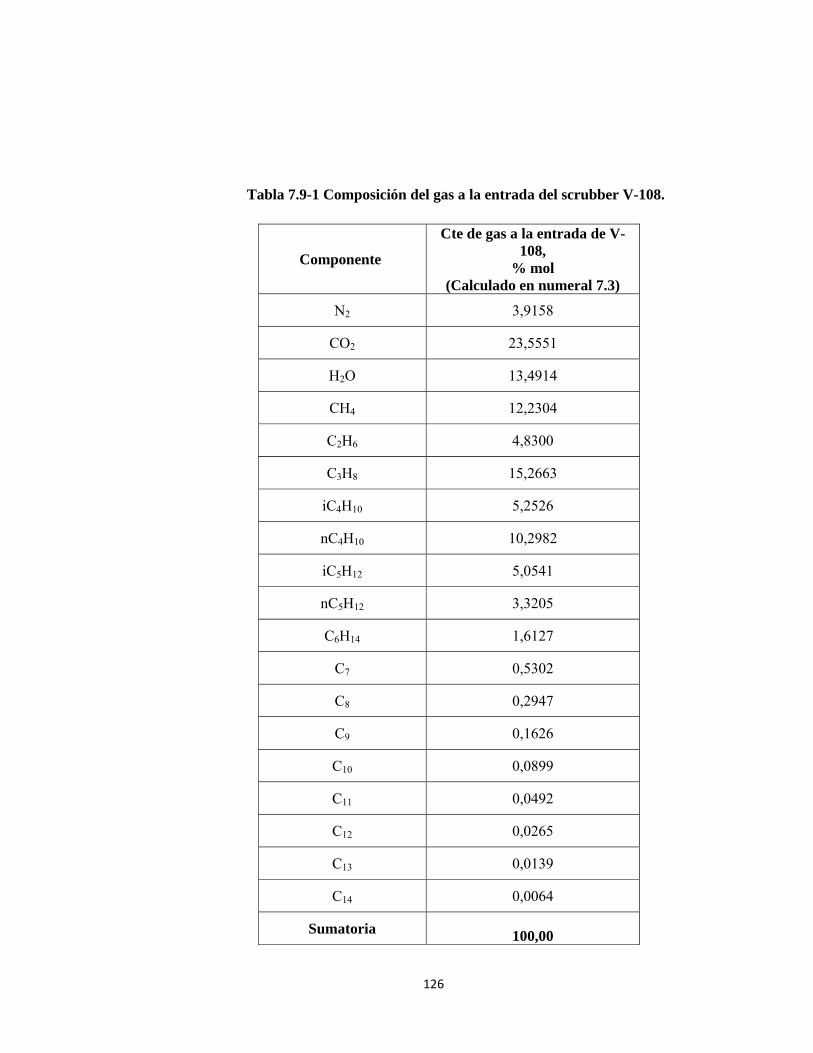
126
Tabla 7.9-1 Composición del gas a la entrada del scrubber V-108.
Componente
Cte de gas a la entrada de V-108,
% mol (Calculado en numeral 7.3)
N2 3,9158
CO2 23,5551
H2O 13,4914
CH4 12,2304
C2H6 4,8300
C3H8 15,2663
iC4H10 5,2526
nC4H10 10,2982
iC5H12 5,0541
nC5H12 3,3205
C6H14 1,6127
C7 0,5302
C8 0,2947
C9 0,1626
C10 0,0899
C11 0,0492
C12 0,0265
C13 0,0139
C14 0,0064
Sumatoria 100,00

127
2. Constante (k) de Brown Sauders, corregida por presión y por estar a la
succión de un compresor, k: 0.085, con esta constante se tiene velocidad
máxima del gas en el scrubber y por lo tanto el diámetro mínimo que el
separador debe tener:
De la tabla 7.4-2 se toma el valor de k para separadores verticales, luego
se hace una corrección por presión y por estar a la succión de un
compresor.
Se reemplaza la presión de operación de 138 kPa (presión absoluta del gas
que ingresa al scrubber V-108) en la ecuación obtenida en la gráfica 7.4-1
de obteniéndo el factor de corrección de la constante k.
= 4 ∗ 10 ∗ 138 − 7 ∗ 10 ∗ 138 + 4 ∗ 10 ∗ 138 − 0,013 ∗ 138 + 100 = 96 Tabla 7.9-2 Resultados de la constante k.
Factor de
corrección
k teórico, m/s
(GPSA) K corregido,m/s
96 0.11 0.085
• Cálculo de la velocidad terminal teórica usando la ecuación 7.4-2:
K corregido: 0.085 m/s (determinado en el numeral anterior)
Densidad del gas, ρg: 5 kg/m3
Densidad del líquido, ρl: 909 kg/m3
ó = 0.085 909 − 55 = 1.143 / Tabla 7.9-3 Resultados de la velocidad teórica.
ó , m/s
1.143

128
La velocidad del gas no puede pasar de este valor, ya que si lo hace las
gotas de líquido que se encuentran en el gas no van a sedimentar.
• Cálculo del diámetro mínimo que debe tener el separador:
Flujo másico de gas, Fmg: 2156.8 kg/h +10%=2372.5 kg/h.
Densidad del gas, ρg: 5 kg/m3
= 2372,5 /ℎ5 ∗ 3600 = 0.132 /
= ó ∗ Á Ec. 7.9-1 Á = 0.132 /1.143 / = 0.115 Á = ∗ Ec. 7.9-2
= 4 ∗ 0.115 = 0.382 = 382
Tabla 7.9-4 Resultados diámetro mínimo.
D, mm
382
Diámetro mínimo que el separador debe tener para cumplir con la
máxima velocidad del gas ó :1.143 m/s 9calculada en el numeral
2). Si el diámetro es más pequeño la velocidad aumentaría.
Este valor del diámetro mínimo nos ayuda como una guía para asumir el
diámetro del separador.
3. Cálculo del área transversal del separador:
• Diámetro externo asumido: 42” = 1067 mm.
• Espesor por corrosión recomendado: 5/8”.
• Diámetro interno: = 1067 − 2(58 ∗ 25.4) = 1035.3

129
Á = ∗( . ) = 0.842 .
Tabla 7.9-5 Resultados diámetro interno y área transversal.
D interno, mm Área,
1035 0.842
4. Cálculo de la velocidad de la fase líquida:
Flujo másico de líquido, Fml: 282.7 kg/h +10%= 311 kg/h.
Al flujo másico de gas y líquido que ingresa al scrubber V-108 se
le aumenta un 10% del flujo en caso de que llegue más gas o más
líquido el equipo es capaz de manejar este aumento.
Densidad del líquido, ρl: 909 kg/m3
= 311 /ℎ909 ∗ 3600 = 9.5 − 5 /
= ∗ Á Ec. 7.9-3 = 9.5 − 5 /0.842 = 1.12 − 4 /
Tabla 7.9-5 Resultados velocidad fase líquida.
Vl, m/s
1.12E-4
5. Cálculo de la velocidad de la fase gas:
= 0.132 / (calculado en el numeral 2) = ∗ Á Ec. 7.9-4 = 0.132 /0.842 = 0.156 = Este valor corresponde a la velocidad que el gas tiene en un scrubber con
un diámetro de 1035 mm.
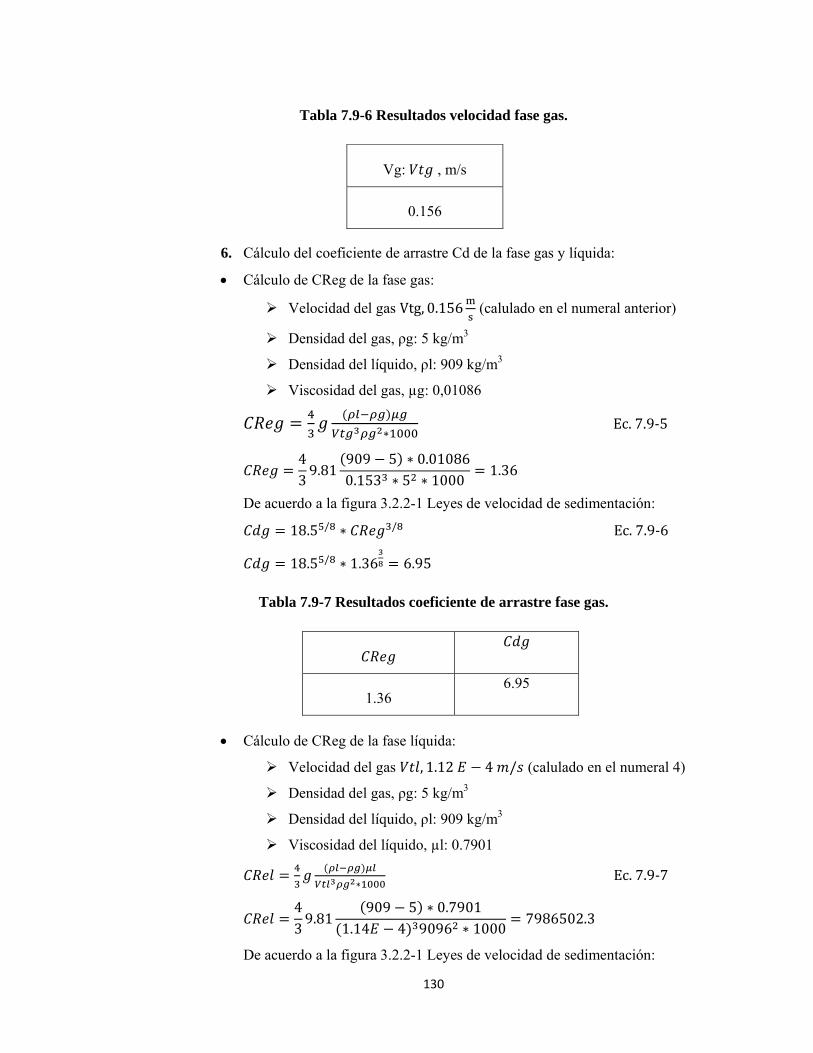
130
Tabla 7.9-6 Resultados velocidad fase gas.
Vg: , m/s
0.156
6. Cálculo del coeficiente de arrastre Cd de la fase gas y líquida:
• Cálculo de CReg de la fase gas:
Velocidad del gas Vtg, 0.156 (calulado en el numeral anterior)
Densidad del gas, ρg: 5 kg/m3
Densidad del líquido, ρl: 909 kg/m3
Viscosidad del gas, µg: 0,01086 = ( )∗ Ec.7.9-5= 43 9.81 (909 − 5) ∗ 0.010860.153 ∗ 5 ∗ 1000 = 1.36
De acuerdo a la figura 3.2.2-1 Leyes de velocidad de sedimentación: = 18.5 / ∗ / Ec.7.9-6= 18.5 / ∗ 1.36 = 6.95
Tabla 7.9-7 Resultados coeficiente de arrastre fase gas.
1.36 6.95
• Cálculo de CReg de la fase líquida:
Velocidad del gas , 1.12 − 4 / (calulado en el numeral 4)
Densidad del gas, ρg: 5 kg/m3
Densidad del líquido, ρl: 909 kg/m3
Viscosidad del líquido, µl: 0.7901 = ( )∗ Ec.7.9-7= 439.81 (909 − 5) ∗ 0.7901(1.14 − 4) 9096 ∗ 1000 = 7986502.3
De acuerdo a la figura 3.2.2-1 Leyes de velocidad de sedimentación:
131
= (24 ∗ ) / Ec.7.9-8= (24 ∗ 7986502.3) = 13844.7.
Tabla 7.9-8 Resultados coeficiente de arrastre fase líquida.
7986502.3 13844.7
7. Cálculo de la partícula de gas y líquido:
• Cálculo de :
Velocidad del gas Vtg, 0.156 (calulado en el numeral anterior)
Densidad del gas, ρg: 5 kg/m3
Densidad del líquido, ρl: 909 kg/m3 = 243 − Ec.7.9.9= (0.153)2 ∗ 100000043 ∗ 9.81 909−55 = 9.90
= ∗ Ec.7.9-10= 6.95 ∗ 9.90 = 69 Este valor indica que un scrubber de 1035 mm de diámetro interno, en el
gas de salida va a tener partículas de líquido de 69μm, es decir, el equipo
es capaz de separar partículas de líquido cuyo diámetro sea mayor a 69μm, partículas más pequeñas van a estar presentes en la corriente del
gas que sale del equipo.
• Cálculo de :
Velocidad del gas , 1.12 − 4 / (calulado en el numeral 4)
Densidad del gas, ρg: 5 kg/m3
Densidad del líquido, ρl: 909 kg/m3
= 243 − Ec.7.9-11
132
= (1.12 − 4)2 ∗ 100000043 ∗ 9.81 909−5909 = 9.64 − 4= ∗ Ec.7.9-12= 13844.7 ∗ 9.64 − 4 = 13
Este valor indica que un scrubber de 1035 mm de diámetro interno, en el
líquido de salida va a tener partículas de gas de 13μm, es decir, el
equipo es capaz de separar partículas de gas cuyo diámetro sea mayor a 13μm, partículas más pequeñas van a estar presentes en la corriente de
líquido que sale del equipo.
Tabla 7.9-9 Resultados coeficiente de arrastre fase líquida.
, ,
69 13
8. Cálculo de la longitud del separador:
• Longitud de los niveles de líquido.
Se toma como referencia el GPSA (figura 7.4-1) para la altura
recomendada de los niveles de líquido.
Para el nivel de Shutdown (HH-H): 300 mm mín.
Para el nivel de control (H-L): 300 mm mín.
Para el nivel de almacenamiento de líquido (LL-L): 300 mm mín.
Las alturas que se establecen en este scrubber vertical son las siguientes:
Altura de la sección de líquido: 350+300+300= 950 mm.
• Altura del bafle de entrada:
Para determinar la altura del bafle de entrada se debe calcular el diámetro
de la boquilla de entrada de gas.
Se asume un diámetro y se calcula la velocidad, el diámetro debe variarse
hasta cumplir el criterio de velocidades recomendadas, se debe cumplir
este criterio para no tener altas velocidades y tener desgaste temprano de
la tubería.
133
Diámetro asumido: 4” (101.6 mm)
Densidad del gas, ρg: 5 kg/m3
Velocidad del gas en este diámetro: ( + ) = ∗ ∗ Ec. 7.9-13
= 0.132 / (calculado en el numeral 2). = 9.5 − 5 / (calculado en el numeral 4). = ( . . )∗. ∗ = 16.4 /
∗ = 5 ∗ (16.4) = 1344.8 ∗
Tabla 7.9-10 Resultados diámetro ingreso de gas y altura del
bafle.
∅ , ,
4 203
• Altura desde el bafle hasta el demister: d interno del separador o 610 mm
(ver figura 7.4-1).
Altura desde el bafle hasta el demister: 610 mm.
• Altura del demister: 152 mm (ver figura 7.4-1).
• Altura sobre el demister: + =diámetro de la boquilla de salida de gas. = para scrubber con salida de gas por la parte superior, es la distancia
desde el demister hasta la boquilla de salida y para scrubber que tienen la
salida de gas por la parte lateral, es la distancia desde la boquilla hasta el
demister, ver Figura 7.4-6.
Diámetro asumido: 4” (101.6 mm)
Densidad del gas, ρg: 5 kg/m3
Velocidad del gas en este diámetro:

134
( ) = ∗ ∗ Ec. 7.9-14
= 0.132 / (calculado en el numeral 2). = ( . )∗. ∗ = 16.2 /
∗ = 5 ∗ (16.2) = 1325 ∗ : 101.6
= Ec. 7.9-15
= diámetro externo del scrubber, asumido en el punto 3: 1067 mm.
= 1067 − 101.62 = 483
Altura sobre el demister: + ∶101.6+ 483: 586 mm.
Tabla 7.9-11 Resultados diámetro salida de gas y altura sobre el
demister.
: ∅ , ,mm , 4 476 586
• Altura total del scrubber
La altura del scrubber es la suma de las alturas calculadas en los ítems
anteriores:
L: 950 + 203 + 610 + 152 + 586 = 2501 mm = 2.5 m.

135
Figura 7.9-1 Altura del scrubber.
9. Cálculo del tiempo de residencia:
• Tiempo de residencia del gas:
• = 0.132 / (calculado en el numeral 2). = ∗ Á Ec. 7.9-16 = ∗ Á Ec. 7.9-17 . = Á ∗ Ec. 7.9-18
d: distancia vertical que recorre el gas dentro del scrubber, 1.9 m (figura
7.9-2).
Área: área transversal del scrubber calculado en el punto 3: 0.842 . . = 0.842 2 ∗ 1.90.132 3 = 12.12 = 0.20
Tabla 7.9-12 Resultados tiempo de residencia de gas.
. : min
0.20
Altura del demister: 152 mm
Altura de líquido
HLL 750 mmNLL 600 mmLLL 450 mm
LLLL 150 mm
Altura del scrubber:
2,5 m
Altura sobre el demister: 591 mm
Altura desde el bafle hasta el demister: 610 mm
Altura del bafle: 203 mm
Nivel de shutdown: 350mmHHLL 1100 mm
Nivel de control: 300mm
Nivel de almacenamiento: 300mm

136
Este valor corresponde al tiempo que se demora el gas en subir desde el
nivel normal de líquido (NLL:600 mm) hasta la parte superior del
scrubber.
Figura 7.9-2 Altura que recorre el gas.
• Tiempo de residencia del líquido:
= 9.5 − 5 / (calculado en el numeral 4).
d: distancia vertical que recorre el líquido dentro del scrubber, 0.6m
(figura 7.9-3).
Área: área transversal del scrubber calculado en el punto 3: 0.842 . . = Á ∗ Ec. 7.9-19
. = 0.842 2 ∗ 0.69.5 − 5 35 = 5318 = 89
Este valor corresponde al tiempo que se demora el scrubber en llenarse
de líquido hasta el nivel normal (NLL:600 mm).
Altura de líquido
NLL 600 mm
Altura del scrubber:
2,5 m
Distancia vertical que recorre el
gas : 1900 mm
Altura normal de
líquido: 600 mm
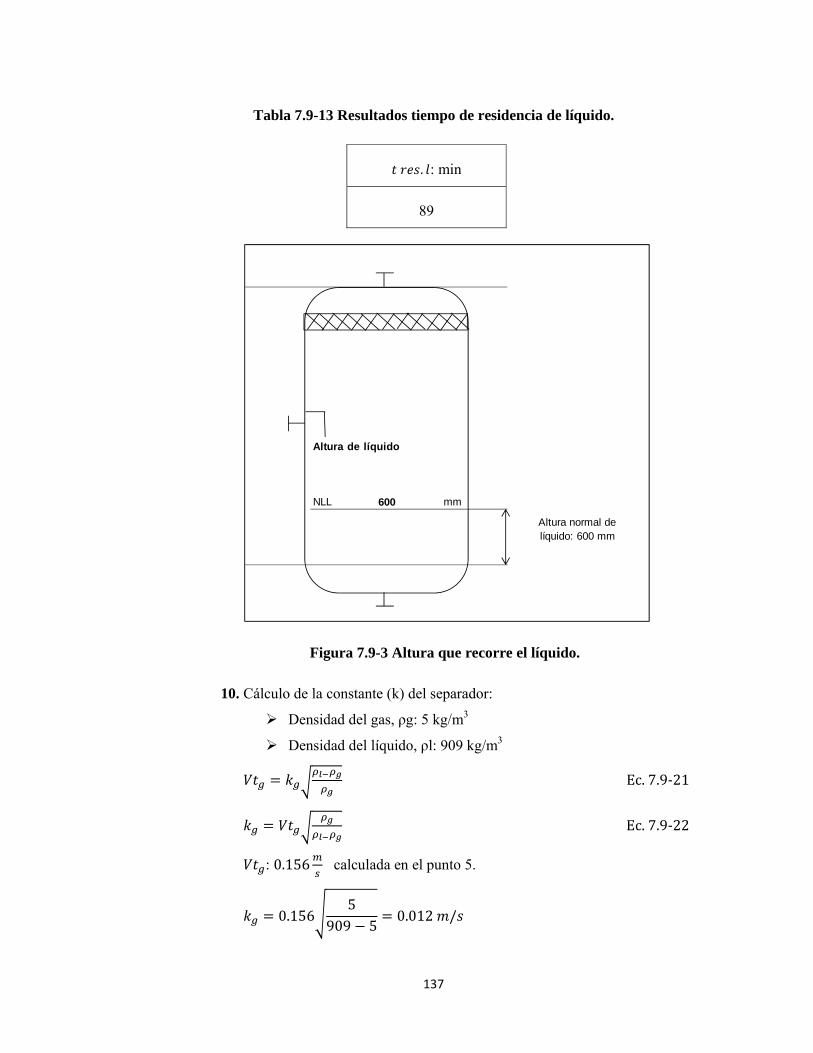
137
Tabla 7.9-13 Resultados tiempo de residencia de líquido.
. : min
89
Figura 7.9-3 Altura que recorre el líquido.
10. Cálculo de la constante (k) del separador:
Densidad del gas, ρg: 5 kg/m3
Densidad del líquido, ρl: 909 kg/m3 = Ec.7.9-21= Ec.7.9-22: 0.156 calculada en el punto 5.
= 0.156 5909 − 5 = 0.012 /
Altura de líquido
NLL 600 mm
Altura normal de líquido: 600 mm

138
Tabla 7.9-15 Resultados constante k.
: m/s
0.012
El kg calculado debe ser menor al k teórico: 1.14 m/s (calculado en el
numeral 2) con esto se cumple que la velocidad del gas calculada no sea
mayor a la velocidad teórica.
11. Resumen de resultados:
Tabla 7.9-15 Resultados cálculos del scrubber.
Dint, m L,m k teórico,
m/s ó ,,
m/s
calc.,
m/s
Vtg calc,
m/s
Ø entrada,
in
Ø salida,
in
Dpg, µm
1.035 2.5 0.085 1.14 0.012 0.156 4 4 69
7.10. Especificación del compresor K-105.
Unos de los requisitos de los motores a gas, es que la temperatura de rocío del
gas debe estar mínimo 20 F por debajo de la temperatura de operación del gas
(tabla 5.6.1-1). El gas a la salida del scrubber V-108 se encuentra en el punto
de equilibrio, sobre la curva de rocío, es decir que la temperatura de rocío y
operación es 120 F, para conseguir que la temperatura de rocío se encuentre
20 F por debajo de la de operación se debe comprimir el gas.
Tabla 7.10-1 Temperatura de rocío del gas.
Top, F T rocío, F
120 120 F
1. Datos de entrada del compresor K-105:
• Condiciones de Operación:
Presión de succión: 2 kPa : 20 psig
Presión de descarga: 446.1 kPa : 50 psig
Temperatura de succción: 120 F

139
Flujo másico de gas, Fmg: 2156.5 kg/h (tabla 7.8-2).
• Datos adicionales obtenidos en Hysys:
Densidad del gas, ρg: 5 kg/m3
Viscosidad del gas, µg: 0,01086
Factor de compresibilidad a 4 psig, Z1:0.971
Factor de compresibilidad a 20 psig, Z2:0.965
Relación de calores específicos : γ : 1.15
• Composición del gas a la entrada del compresor:
La composición del gas a la entrada del compresor es la composición
determinada en la tabla 7.8-1, es igual a la composición que sale del
scrubber V-108.
Tabla 7.10-1 Composición del gas a la entrada del compresor K-
105.
Componente
CALCULADO HYSYS Comp en fase
gaseosa Comp en fase
gaseosa yi, mol yi, mol
N2 0,0443 0.0436
CO2 0,2664 0.2621
H2O 0,0366 0.0399
CH4 0,1383 0.1365
C2H6 0,0546 0.0539
C3H8 0,1725 0.1703
iC4H10 0,0593 0.0585
nC4H10 0,1161 0.1146
iC5H12 0,0568 0.0560
nC5H12 0,0372 0.0368
C6H14 0,0178 0.0176
C7 0,0056 0.0055
C8 0,0028 0.0028
C9 0,0012 0.0012
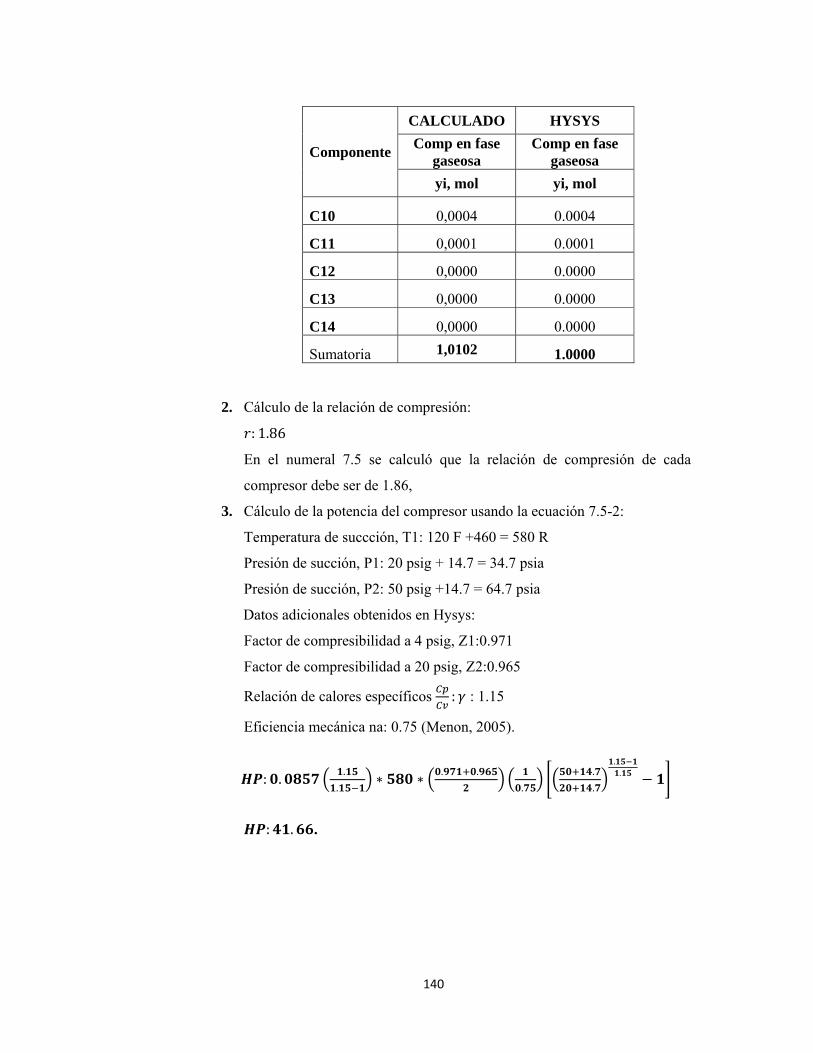
140
Componente
CALCULADO HYSYS Comp en fase
gaseosa Comp en fase
gaseosa yi, mol yi, mol
C10 0,0004 0.0004
C11 0,0001 0.0001
C12 0,0000 0.0000
C13 0,0000 0.0000
C14 0,0000 0.0000
Sumatoria 1,0102 1.0000
2. Cálculo de la relación de compresión: : 1.86
En el numeral 7.5 se calculó que la relación de compresión de cada
compresor debe ser de 1.86,
3. Cálculo de la potencia del compresor usando la ecuación 7.5-2:
Temperatura de succción, T1: 120 F +460 = 580 R
Presión de succión, P1: 20 psig + 14.7 = 34.7 psia
Presión de succión, P2: 50 psig +14.7 = 64.7 psia
Datos adicionales obtenidos en Hysys:
Factor de compresibilidad a 4 psig, Z1:0.971
Factor de compresibilidad a 20 psig, Z2:0.965
Relación de calores específicos : : 1.15
Eficiencia mecánica na: 0.75 (Menon, 2005).
: . .. ∗ ∗ . . . .. . . −
: . .

141
Tabla 7.10-2 Resultados Potencia del compresor K-105.
Potencia, Hp
CALCULADO
Potencia, Hp
HYSYS
41.66 43.7
4. Cálculo de la temperatura de descarga usando la ecuación 7.5-3:
Temperatura de succción, T1: 120 F +460 = 580 R
Presión de succión, P1: 20 psig + 14.7 = 34.7 psia
Presión de succión, P2: 50 psig +14.7 = 64.7 psia
Factor de compresibilidad a 4 psig, Z1:0.971
Factor de compresibilidad a 20 psig, Z2:0.965
Relación de calores específicos : : 1.15
:597.7 ∗ 0.9710.965 ∗ 64.734.7 . .
: 634 ó173.5
Tabla 7.10-3 Resultados Temperatura de descarga del gas.
T2, F
CALCULADO
T2, F
HYSYS
173.5 179.6
Las temperatura del gas a la salida del compresor K-105 aumenta es 173.5 F
(tabla 7.10-3), y la temperatura de rocío del gas es de 142.3 F (temperatura
calculada usando el mismo método de cálculo indicado en el numeral 7.6,
usando la composición del gas que entra al compresor K-105 (tabla 7.10-1) y
las constantes de equilibio de la figura 7.3-1 Diagrama de Scheibel and

142
Jenny)), esta diferencia de 31.2 F evita que se tenga presencia de líquidos, ya
que el gas debe enfriarse por debajo del punto de rocío para que condense.
Tabla 7.10-4 Temperatura de rocío del gas.
Top, F T rocío, F
173.5 142.3
Las temperatura de rocío se puede calcular usando el método indicado en el
numeral 7.6, o haciendo uso del simulador Hysys.
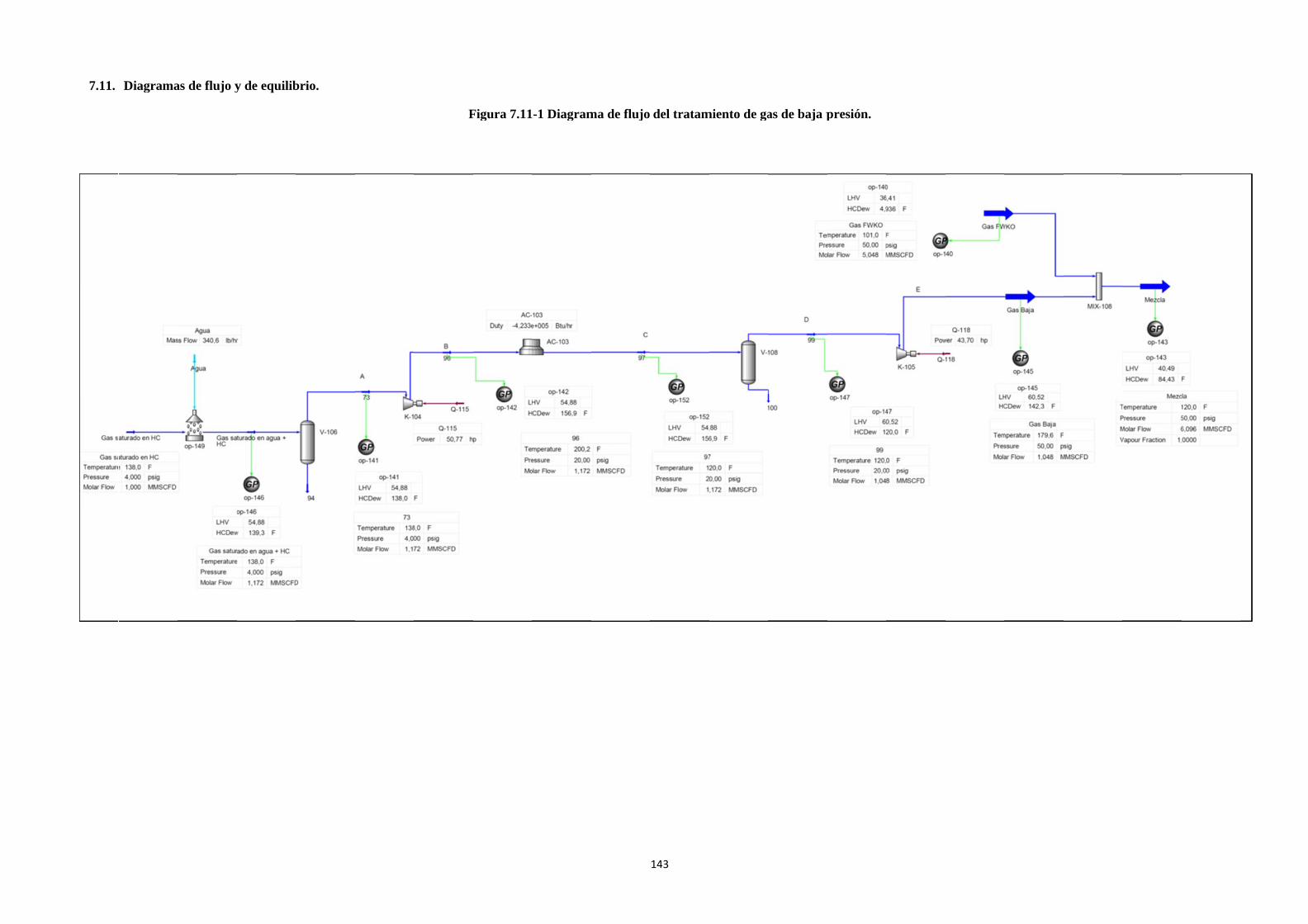
7.11.
Diagramaas de flujo yy de equilibbrio.
FFigura 7.11-1 Diagramma de flujo
143
del tratammiento de gaas de baja ppresión.
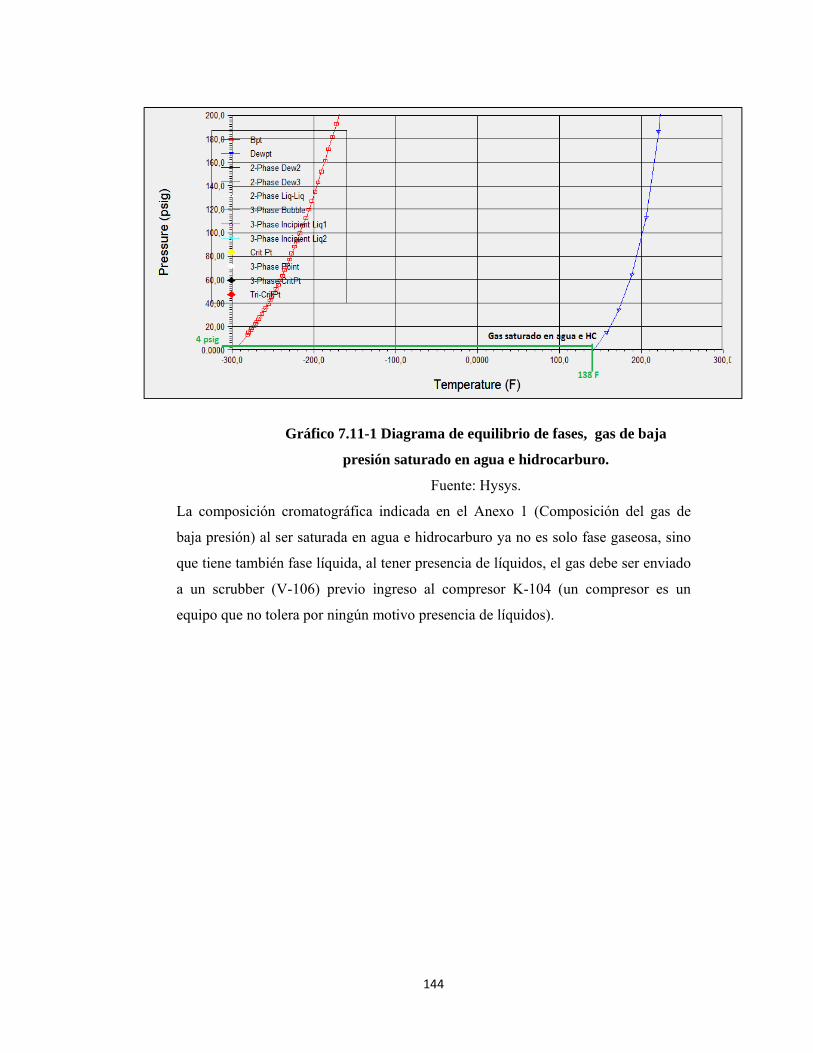
144
Gráfico 7.11-1 Diagrama de equilibrio de fases, gas de baja
presión saturado en agua e hidrocarburo.
Fuente: Hysys.
La composición cromatográfica indicada en el Anexo 1 (Composición del gas de
baja presión) al ser saturada en agua e hidrocarburo ya no es solo fase gaseosa, sino
que tiene también fase líquida, al tener presencia de líquidos, el gas debe ser enviado
a un scrubber (V-106) previo ingreso al compresor K-104 (un compresor es un
equipo que no tolera por ningún motivo presencia de líquidos).
145
Gráfico 7.11-2 Diagrama de equilibrio de fases, sección scrubber
V-106, compresor K104 y aéro enfriador.
Fuente: Hysys.
Gráfico 7.11-3 Condiciones de operación , sección scrubber V-106,
compresor K104 y aéro enfriador. Fuente: Hysys.
Fuente: Hysys.

146
En este gráfico el punto A corresponde a la salida de gas del separador V-106, el gas
se encuentra a 4 psig y 138 F y si comparamos con el gráfico 7.11-1 ya no se
encuentra dentro de la envolvente donde se tiene fase líquida más vapor, ahora si es
conveniente enviarlo a un compresor, K-104. Al aumentar su presión a 20 psig en el
compresor, su temperatura aumenta a 192 F (punto B) y se aleja de la curva de rocío,
si observamos el gráfico, la temperatura de rocío es de 155 F y la del punto B (gas a
la salida del compresor K-104) es 192 F, es decir, que para tener presencia de
líquidos el gas debe estar dentro de la envolvente, para lo cual debemos enfriar el gas
por debajo de los 155 F y esto se consigue enviándolo a un aero enfriador, en el
proceso al ser enfriado a 120 F en el aero enfriador parte del gas condensa
formándose una fase líquida (punto C), el gas se encuentra ahora dentro de la
envolvente.
Debido a que uno de los objetivo en el proceso es que la presión del gas de baja
presión se encuentra a la misma presión que el gas proveniente de los separadores
FWKO (50 psig), el gas debe ser enviado a un segundo compresor K-105, pero en
este etapa del proceso (punto C) el gas tiene presencia de líquidos, por lo cual, antes
de que ingrese a la segunda etapa de compresión todos los líquidos debe ser
eliminados y esto se consigue mediante un segundo scrubber V-108.
Gráfico 7.11-4 Diagrama de equilibrio de fases, sección scrubber
V-108, compresor K-105.
Fuente: Hysys.
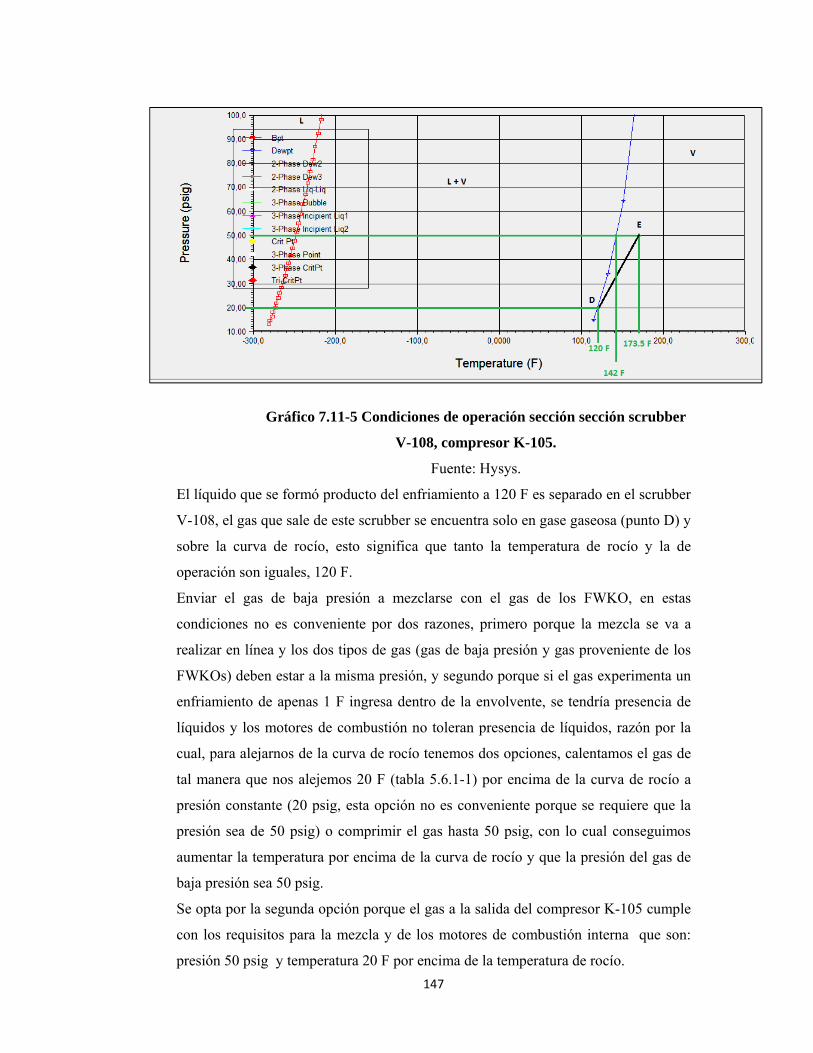
147
Gráfico 7.11-5 Condiciones de operación sección sección scrubber
V-108, compresor K-105.
Fuente: Hysys.
El líquido que se formó producto del enfriamiento a 120 F es separado en el scrubber
V-108, el gas que sale de este scrubber se encuentra solo en gase gaseosa (punto D) y
sobre la curva de rocío, esto significa que tanto la temperatura de rocío y la de
operación son iguales, 120 F.
Enviar el gas de baja presión a mezclarse con el gas de los FWKO, en estas
condiciones no es conveniente por dos razones, primero porque la mezcla se va a
realizar en línea y los dos tipos de gas (gas de baja presión y gas proveniente de los
FWKOs) deben estar a la misma presión, y segundo porque si el gas experimenta un
enfriamiento de apenas 1 F ingresa dentro de la envolvente, se tendría presencia de
líquidos y los motores de combustión no toleran presencia de líquidos, razón por la
cual, para alejarnos de la curva de rocío tenemos dos opciones, calentamos el gas de
tal manera que nos alejemos 20 F (tabla 5.6.1-1) por encima de la curva de rocío a
presión constante (20 psig, esta opción no es conveniente porque se requiere que la
presión sea de 50 psig) o comprimir el gas hasta 50 psig, con lo cual conseguimos
aumentar la temperatura por encima de la curva de rocío y que la presión del gas de
baja presión sea 50 psig.
Se opta por la segunda opción porque el gas a la salida del compresor K-105 cumple
con los requisitos para la mezcla y de los motores de combustión interna que son:
presión 50 psig y temperatura 20 F por encima de la temperatura de rocío.

148
7.12. Cálculo de poder calórico del gas de baja tratado
En la tabla 7.10-1 se indica la composición del gas de baja presión a la salida
del compresor K-105, con esta composicíon y con el poder calórico de los
componentes puros (GPSA, 1998) se calcula el poder calórico del gas de
baja presión una vez que ha sido procesado, la composición corresponde al
punto E del gráfico 7.11-5.
Tabla 7.12-1 Resultados Cálculo del Poder Calórico del gas de baja
tratado.
Componente Ni, mol LVHi, Btu/pie3
LHVm: Ni*LHVi, Btu/pie3
N2 0,0443 - -
CO2 0,2664 - -
H2O 0,0366 - -
CH4 0,1383 912 126,155
C2H6 0,0546 1636 89,351
C3H8 0,1725 2362 407,476
iC4H10 0,0593 3106 184,129
nC4H10 0,1161 3126 363,050
iC5H12 0,0568 3910 222,001
nC5H12 0,0372 3964 147,589
C6H14 0,0178 4833 86,003
C7 0,0056 5901 33,099
C8 0,0028 7241 20,281
C9 0,0012 9163 11,217
C10 0,0004 12335 5,467
C11 0,0001 - -
C12 0,0000 - -
C13 0,0000 - -
C14 0,0000 - -
Sumatoria 0,0443 1695.82

7.13. C
Co
del
apr
má
El
ma
Cálculo del
on la compo
l gas de baj
ropiado com
áquinas requ
número de
arca Wauke
Figura 7.13
Tabla 7.13
l número d
osición del g
ja presión tr
mo combus
uieren como
e metano se
sha llamado
3-1 Númer
3-1 Resulta
149
e metano d
gas de la tab
ratado, este
stible de lo
o mínimo un
e calcula ha
o WKI.
o de metan
ador Númer
tr
NM
47.64
9
del gas de b
bla 7.10-1 s
valor nos a
s motores d
n número d
aciendo uso
no del gas d
ro de meta
ratado.
M
4
baja presión
se calcula el
ayuda a det
de combust
de metano de
o del softw
de baja pre
no del gas
n.
l número de
terminar si e
tión interna
e 55 (tabla 5
ware de los
sión tratad
de baja pre
e metano
el gas es
a, dichas
5.6.1-1).
motores
do.
esión
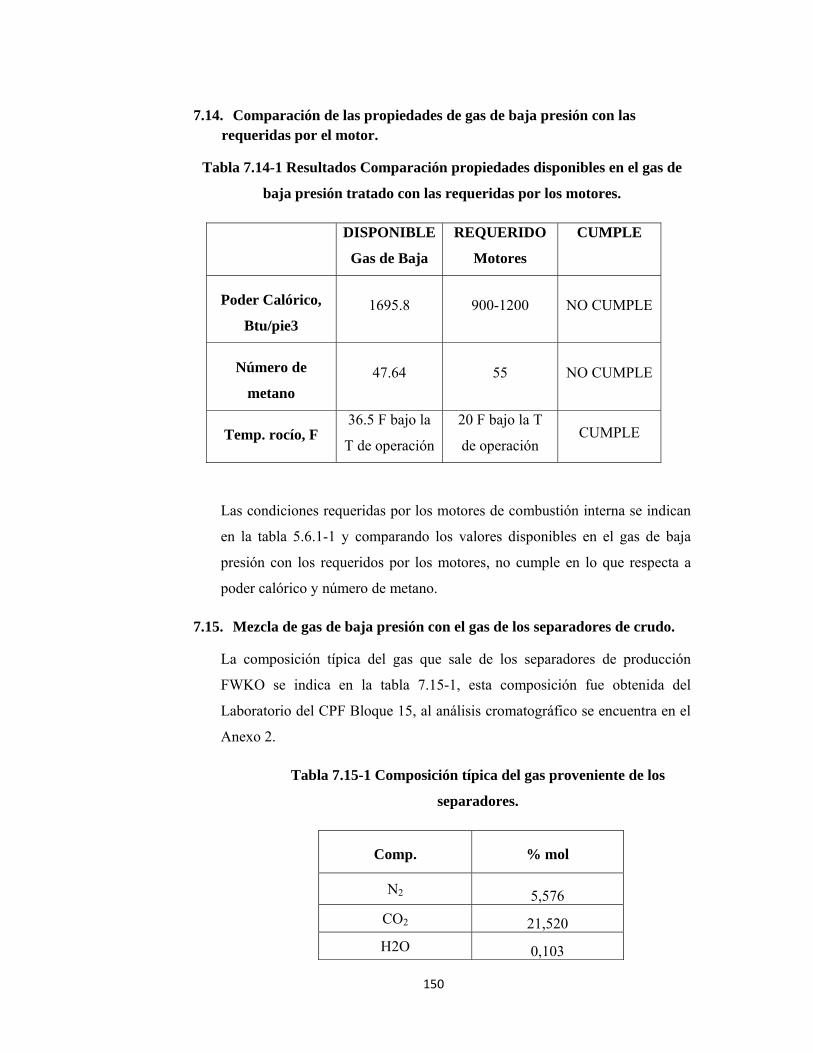
150
7.14. Comparación de las propiedades de gas de baja presión con las requeridas por el motor.
Tabla 7.14-1 Resultados Comparación propiedades disponibles en el gas de
baja presión tratado con las requeridas por los motores.
DISPONIBLE
Gas de Baja
REQUERIDO
Motores
CUMPLE
Poder Calórico,
Btu/pie3 1695.8 900-1200 NO CUMPLE
Número de
metano 47.64 55 NO CUMPLE
Temp. rocío, F 36.5 F bajo la
T de operación
20 F bajo la T
de operación CUMPLE
Las condiciones requeridas por los motores de combustión interna se indican
en la tabla 5.6.1-1 y comparando los valores disponibles en el gas de baja
presión con los requeridos por los motores, no cumple en lo que respecta a
poder calórico y número de metano.
7.15. Mezcla de gas de baja presión con el gas de los separadores de crudo.
La composición típica del gas que sale de los separadores de producción
FWKO se indica en la tabla 7.15-1, esta composición fue obtenida del
Laboratorio del CPF Bloque 15, al análisis cromatográfico se encuentra en el
Anexo 2.
Tabla 7.15-1 Composición típica del gas proveniente de los
separadores.
Comp. % mol
N2 5,576 CO2 21,520 H2O 0,103
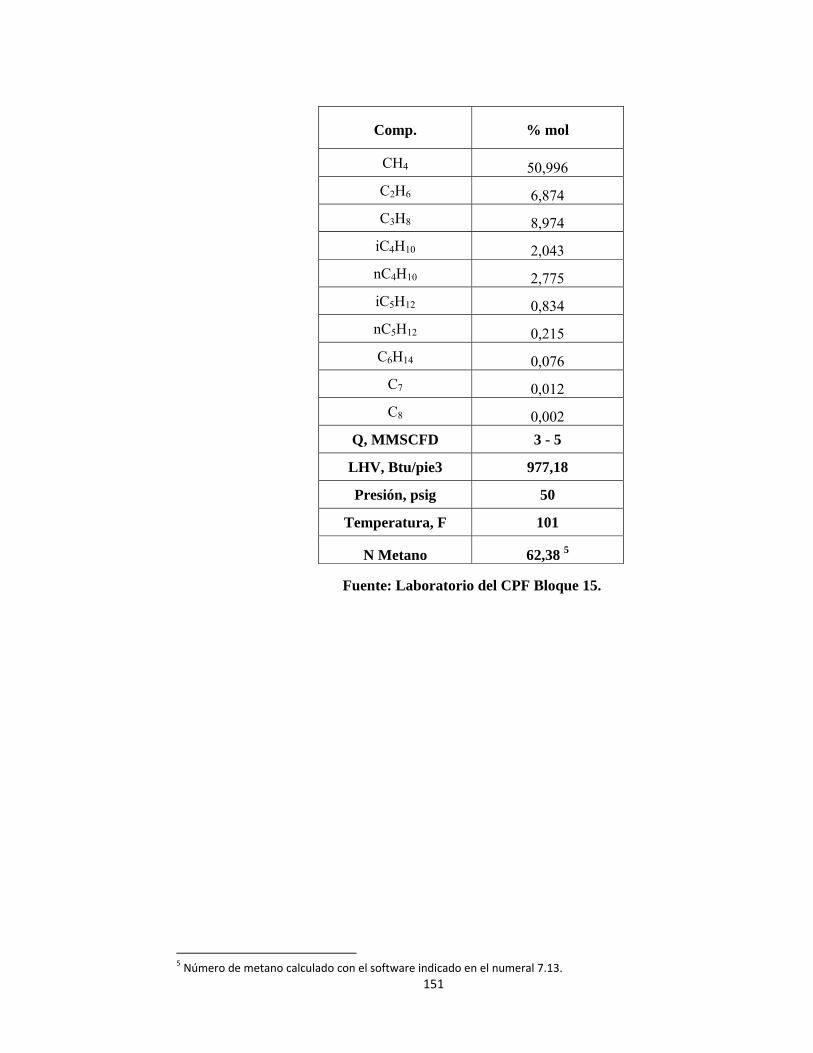
151
Comp. % mol
CH4 50,996 C2H6 6,874 C3H8 8,974
iC4H10 2,043 nC4H10 2,775 iC5H12 0,834 nC5H12 0,215 C6H14 0,076
C7 0,012 C8 0,002
Q, MMSCFD 3 - 5
LHV, Btu/pie3 977,18
Presión, psig 50
Temperatura, F 101
N Metano 62,38 5
Fuente: Laboratorio del CPF Bloque 15.
5 Número de metano calculado con el software indicado en el numeral 7.13.
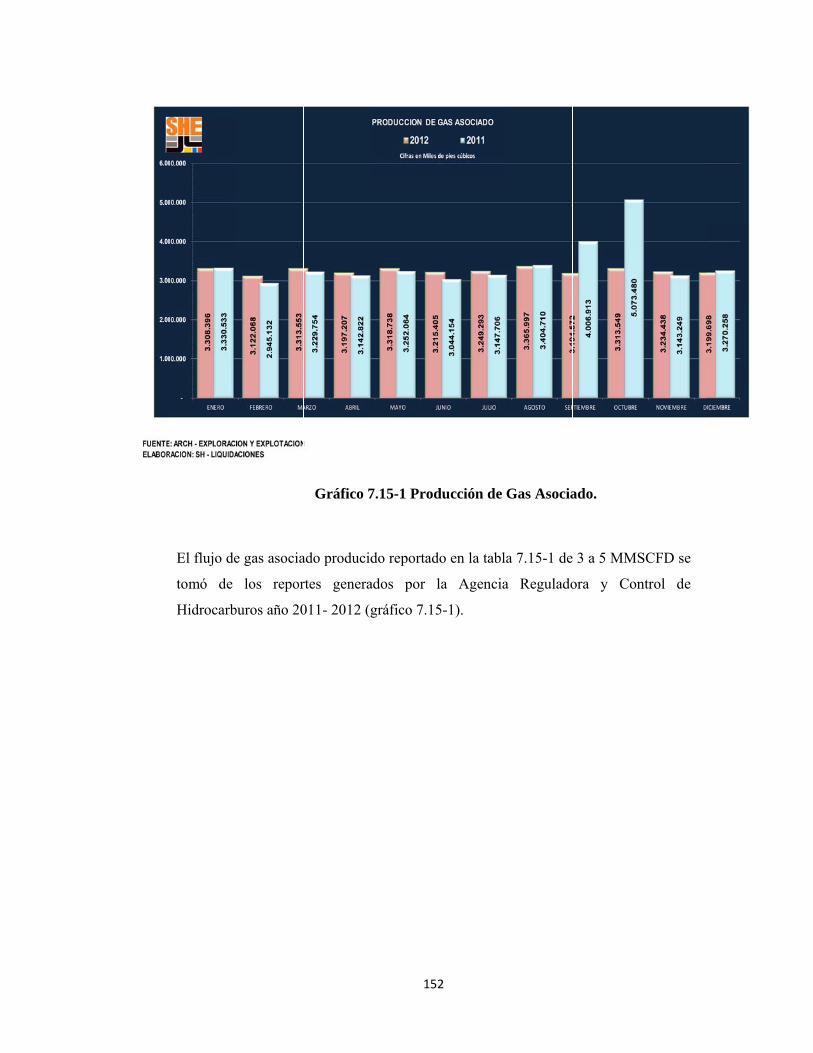
El flujo de
tomó de
Hidrocarb
e gas asocia
los repor
buros año 20
Gráfico 7
ado producid
rtes genera
011- 2012 (g
152
7.15-1 Prod
do reportad
ados por l
gráfico 7.15
2
ducción de
do en la tabl
la Agencia
5-1).
Gas Asocia
a 7.15-1 de
a Regulado
ado.
3 a 5 MMS
ora y Con
SCFD se
ntrol de

153
Tabla 7.15-2 Resultados Composición de la mezcla del gas de baja presión tratadp con el gas de los FWKOs.
Xn, fracción molar
0% mezcla
10% mezcla
20% mezcla
30% mezcla
40% mezcla
50% mezcla
60% mezcla
70% mezcla
80% mezcla
90% mezcla
100% mezcla
N2 0.0558 0.0555 0.0553 0.0551 0.0548 0.0546 0.0544 0.0542 0.0540 0.0539 0.0537 CO2 0.2152 0.2161 0.2171 0.2179 0.2188 0.2196 0.2203 0.2211 0.2218 0.2225 0.2232 H2O 0.0010 0.0018 0.0026 0.0033 0.0040 0.0046 0.0053 0.0059 0.0065 0.0071 0.0076 CH4 0.5100 0.5025 0.4952 0.4883 0.4816 0.4752 0.4690 0.4630 0.4573 0.4517 0.4464 C2H6 0.0687 0.0684 0.0682 0.0679 0.0676 0.0674 0.0671 0.0669 0.0667 0.0664 0.0662 C3H8 0.0897 0.0914 0.0929 0.0944 0.0959 0.0972 0.0986 0.0999 0.1011 0.1023 0.1035
iC4H10 0.0204 0.0212 0.0219 0.0226 0.0233 0.0240 0.0246 0.0252 0.0258 0.0264 0.0269 nC4H10 0.0277 0.0295 0.0312 0.0328 0.0343 0.0358 0.0373 0.0387 0.0400 0.0413 0.0425 iC5H12 0.0083 0.0093 0.0102 0.0111 0.0120 0.0128 0.0136 0.0143 0.0151 0.0158 0.0165 nC5H12 0.0022 0.0028 0.0035 0.0042 0.0048 0.0054 0.0059 0.0065 0.0070 0.0075 0.0080 C6H14 0.0008 0.0011 0.0014 0.0017 0.0020 0.0023 0.0026 0.0029 0.0031 0.0034 0.0036
C7 0.0001 0.0002 0.0003 0.0004 0.0005 0.0006 0.0007 0.0008 0.0009 0.0010 0.0010 C8 0.0000 0.0001 0.0001 0.0002 0.0002 0.0003 0.0003 0.0004 0.0004 0.0005 0.0005 C9 0.0000 0.0000 0.0001 0.0001 0.0001 0.0001 0.0001 0.0002 0.0002 0.0002 0.0002 C10 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0001 0.0001 0.0001 0.0001

154
Xn, fracción molar
0% mezcla
10% mezcla
20% mezcla
30% mezcla
40% mezcla
50% mezcla
60% mezcla
70% mezcla
80% mezcla
90% mezcla
100% mezcla
C11 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 C12 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 C13 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 C14 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000
Q gas de baja
presión, MMSCFD
0.0000 0.1036 0.2072 0.3109 0.4145 0.5181 0.6217 0.7253 0.8290 0.9326 1.0362
LHV, Btu/pie3 977.18 990.17 1002.70 1014.70 1026.20 1037.40 1048.10 1058.40 1068.40 1078.10 1087.40
N Metano 62.38 62.29 62.44 62.72 63.14 63.69 64.32 65.1 65.94 66.87 67.87
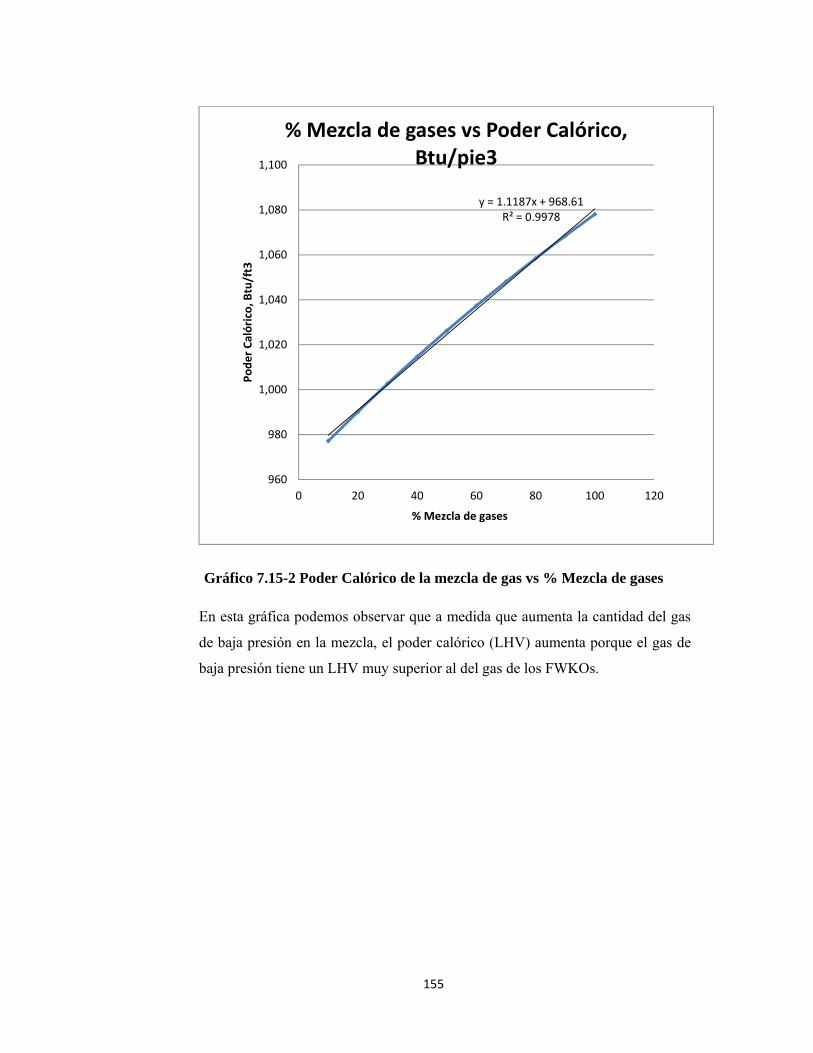
155
Gráfico 7.15-2 Poder Calórico de la mezcla de gas vs % Mezcla de gases
En esta gráfica podemos observar que a medida que aumenta la cantidad del gas
de baja presión en la mezcla, el poder calórico (LHV) aumenta porque el gas de
baja presión tiene un LHV muy superior al del gas de los FWKOs.
y = 1.1187x + 968.61R² = 0.9978
960
980
1,000
1,020
1,040
1,060
1,080
1,100
0 20 40 60 80 100 120
Pode
r Calórico, Btu/ft3
% Mezcla de gases
% Mezcla de gases vs Poder Calórico, Btu/pie3

156
Gráfico 7.15-3 % Mezcla de gas vs Número de metano.
En esta gráfica podemos observar que a medida que aumenta la cantidad del gas
de baja presión en la mezcla, el número de metano aumenta porque la cantidad de
CO2 es mayor en el gas de baja presión que en el gas de los FWKOs.
Lo más razonable es que el número de metano disminuya a medida que aumenta
la cantidad de gas de baja presión porque que la cantidad de metano también
disminuye, pero la presencia de CO2 altera este comportamiento, en la tabla 7.15-
2 podemos observar que a medida que el gas de baja presión aumenta, mayor es
la cantidad de CO2 en la mezcla y el número de metano aumenta.
El aumento del número de metano daría a entender que se tiene mayor presencia
de metano, se debe tener mucho cuidado en hacer esta conclusión sin antes haber
analizado la composición del gas, específicamente la presencia de CO2.
y = 0.0006x2 ‐ 0.0153x + 62.4R² = 0.9992
62
63
64
65
66
67
68
0 20 40 60 80 100 120
Núm
ero de
metan
o
% Mezcla de gases
% Mezcla de mezcla de gases vs Número de metano
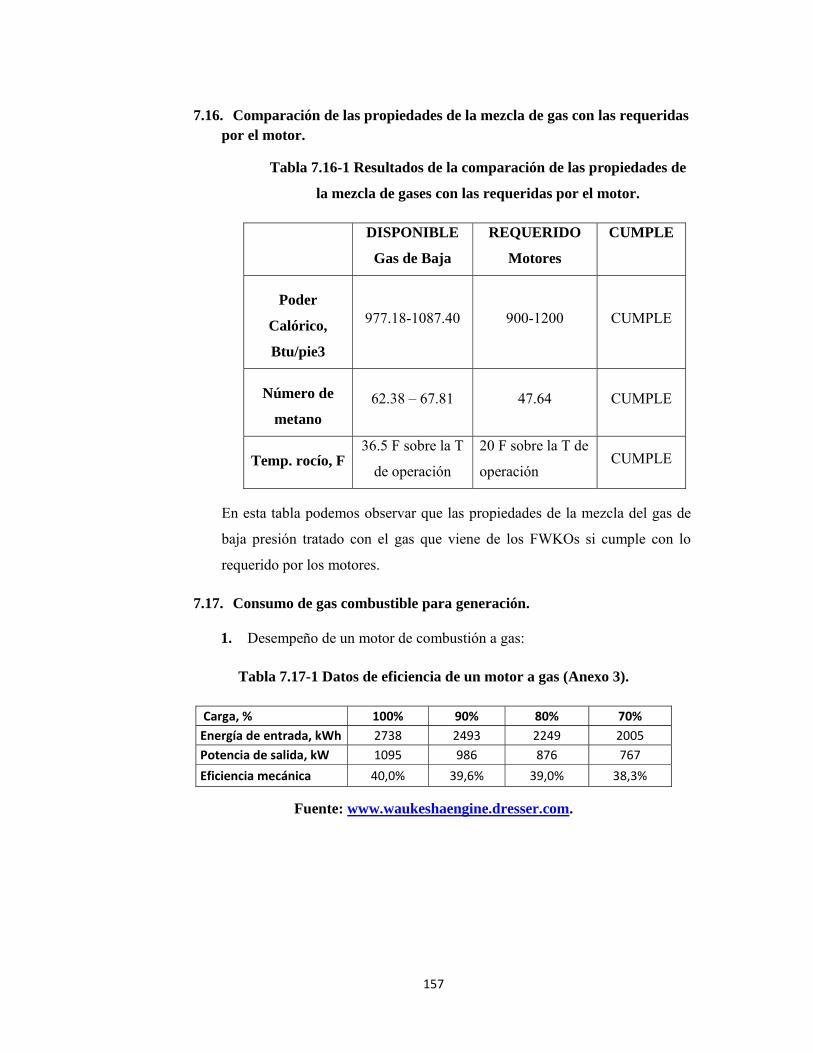
157
7.16. Comparación de las propiedades de la mezcla de gas con las requeridas por el motor.
Tabla 7.16-1 Resultados de la comparación de las propiedades de
la mezcla de gases con las requeridas por el motor.
DISPONIBLE
Gas de Baja
REQUERIDO
Motores
CUMPLE
Poder
Calórico,
Btu/pie3
977.18-1087.40 900-1200 CUMPLE
Número de
metano 62.38 – 67.81 47.64 CUMPLE
Temp. rocío, F36.5 F sobre la T
de operación
20 F sobre la T de
operación CUMPLE
En esta tabla podemos observar que las propiedades de la mezcla del gas de
baja presión tratado con el gas que viene de los FWKOs si cumple con lo
requerido por los motores.
7.17. Consumo de gas combustible para generación.
1. Desempeño de un motor de combustión a gas:
Tabla 7.17-1 Datos de eficiencia de un motor a gas (Anexo 3).
Carga, % 100% 90% 80% 70% Energía de entrada, kWh 2738 2493 2249 2005 Potencia de salida, kW 1095 986 876 767 Eficiencia mecánica 40,0% 39,6% 39,0% 38,3%
Fuente: www.waukeshaengine.dresser.com.
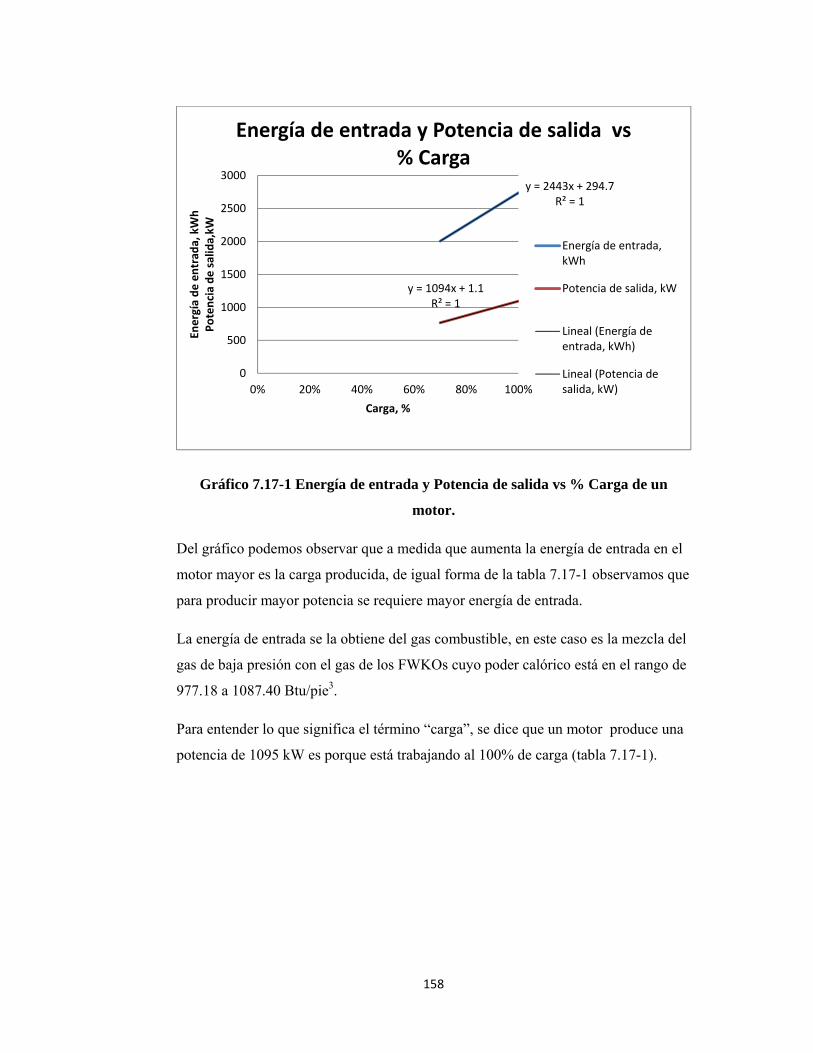
158
Gráfico 7.17-1 Energía de entrada y Potencia de salida vs % Carga de un
motor.
Del gráfico podemos observar que a medida que aumenta la energía de entrada en el
motor mayor es la carga producida, de igual forma de la tabla 7.17-1 observamos que
para producir mayor potencia se requiere mayor energía de entrada.
La energía de entrada se la obtiene del gas combustible, en este caso es la mezcla del
gas de baja presión con el gas de los FWKOs cuyo poder calórico está en el rango de
977.18 a 1087.40 Btu/pie3.
Para entender lo que significa el término “carga”, se dice que un motor produce una
potencia de 1095 kW es porque está trabajando al 100% de carga (tabla 7.17-1).
y = 2443x + 294.7R² = 1
y = 1094x + 1.1R² = 1
0
500
1000
1500
2000
2500
3000
0% 20% 40% 60% 80% 100%
Energía de
entrada
, kWh
Potencia de salid
a,kW
Carga, %
Energía de entrada y Potencia de salida vs % Carga
Energía de entrada,kWh
Potencia de salida, kW
Lineal (Energía deentrada, kWh)
Lineal (Potencia desalida, kW)

159
Gráfico 7.17-2 % Carga de un motor Vs % Eficiencia.
Del gráfico podemos observar que un motor es más eficiente cuando
genera energía eléctrica a mayor carga que cuando genera a menor carga,
es decir, aprovecha más la energía de entrada generando a mayor carga,
esto se traduce en menor consumo de combustible.
Con las ecuaciones obtenidas en el gráfico 7.17-1 se puede calcular la
energía de entrada y potencia salida del motor para un porcentaje de
carga del 60%, 50%, 40%, 30%, 20% y 10%, y así como también la
eficiencia para estos porcentajes.
Tabla 7.17-2 Datos de eficiencia de un motor a gas.
Carga % DATOS DEL MOTOR CALCULADO
100% 90% 80% 70% 60% 50% 40% 30% 20% 10%
Energía de entrada, kWh
2738 2493 2249 2005 1760.5 1516.2 1271.9 1027.6 783.3 539
Potencia de salida, kW 1095 986 876 767 657.5 548.1 438.7 329.3 219.9 110.5
Eficiencia mecánica 40.0% 39.6% 39.0% 38.3% 37% 36% 34% 32% 28% 21%
y = 17.032x ‐ 5.8243R² = 0.9904
0%
20%
40%
60%
80%
100%
120%
38% 39% 39% 40% 40% 41%
% Carga
% Eficiencia mecánica
% Carga vs % Eficiencia mecánica
Series1
Lineal (Series1)

160
2. Consumo de gas combustible usando datos de la tabla 7-17.1:
Datos:
% Carga: 100
Potencia: 1095 kW
% Eficiencia: 40 %
Poder Calórico: 977.18 Btu/pie3 (gas de los FWKO, 0% gas de baja,
tabla 7.15-2).
1 3977,18 ∗ 3412,1421 ℎ ∗ 1095 ∗ 10,40 ∗ 24ℎ1 = 229.413 3
Para generar 1095 kW (100 % de carga), con una eficiencia mecánica del
40%, se debe suministrar 229.413 de gas, con un poder calórico de
977.18 Btu/pie3.
Para calcular el consumo de combustible se desarrolló la siguiente
ecuación, considerando la potencia generada, el poder calórico y la
eficiencia mecánica del motor. : . ∗ ∗∗% Ec. 7.17-1
Donde:
Consumo: SCFD.
P: potencia, kW.
PC: poder calórico, Btu/ ft3.
% eff: eficiencia del motor, %.
Con esta ecuación 7.17-1 y datos de la tabla 7.17-1, se calcula el consumo de
gas combustible de los motores considerando que usarían la mezcla del gas
de baja presión con el gas de los FKWOs, los resultados se indican en la
siguiente tabla.
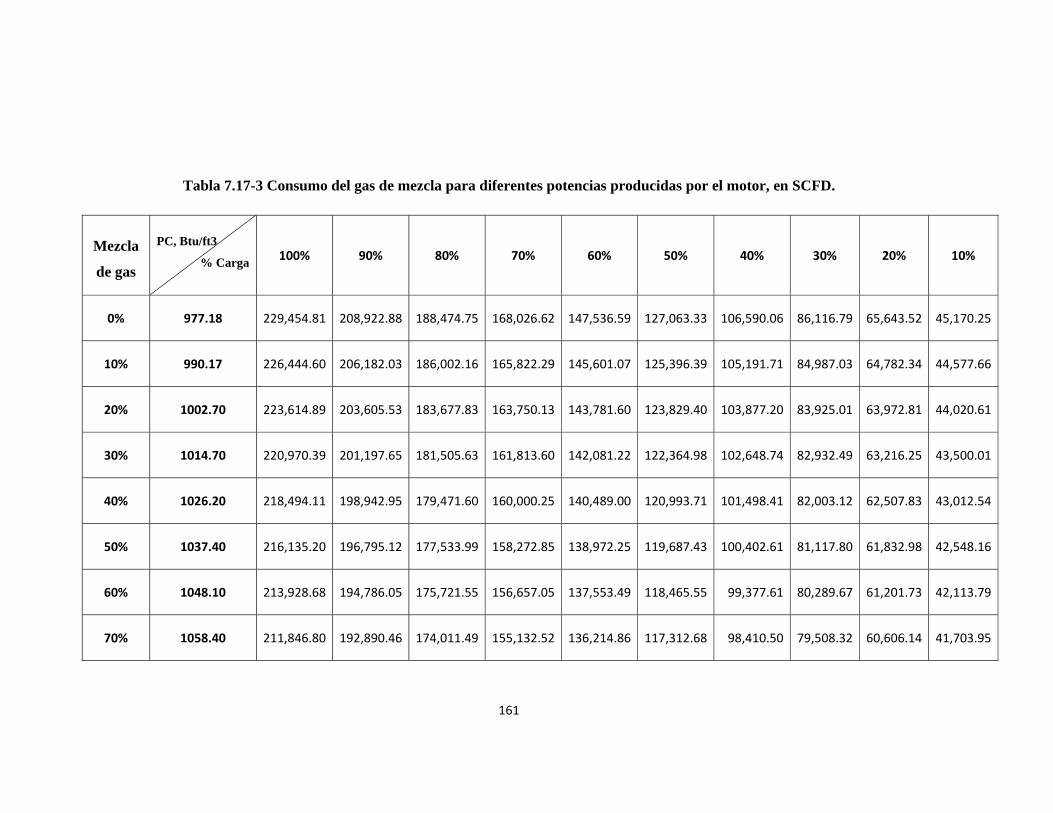
161
Tabla 7.17-3 Consumo del gas de mezcla para diferentes potencias producidas por el motor, en SCFD.
Mezcla
de gas
PC, Btu/ft3
% Carga 100% 90% 80% 70% 60% 50% 40% 30% 20% 10%
0% 977.18 229,454.81 208,922.88 188,474.75 168,026.62 147,536.59 127,063.33 106,590.06 86,116.79 65,643.52 45,170.25
10% 990.17 226,444.60 206,182.03 186,002.16 165,822.29 145,601.07 125,396.39 105,191.71 84,987.03 64,782.34 44,577.66
20% 1002.70 223,614.89 203,605.53 183,677.83 163,750.13 143,781.60 123,829.40 103,877.20 83,925.01 63,972.81 44,020.61
30% 1014.70 220,970.39 201,197.65 181,505.63 161,813.60 142,081.22 122,364.98 102,648.74 82,932.49 63,216.25 43,500.01
40% 1026.20 218,494.11 198,942.95 179,471.60 160,000.25 140,489.00 120,993.71 101,498.41 82,003.12 62,507.83 43,012.54
50% 1037.40 216,135.20 196,795.12 177,533.99 158,272.85 138,972.25 119,687.43 100,402.61 81,117.80 61,832.98 42,548.16
60% 1048.10 213,928.68 194,786.05 175,721.55 156,657.05 137,553.49 118,465.55 99,377.61 80,289.67 61,201.73 42,113.79
70% 1058.40 211,846.80 192,890.46 174,011.49 155,132.52 136,214.86 117,312.68 98,410.50 79,508.32 60,606.14 41,703.95
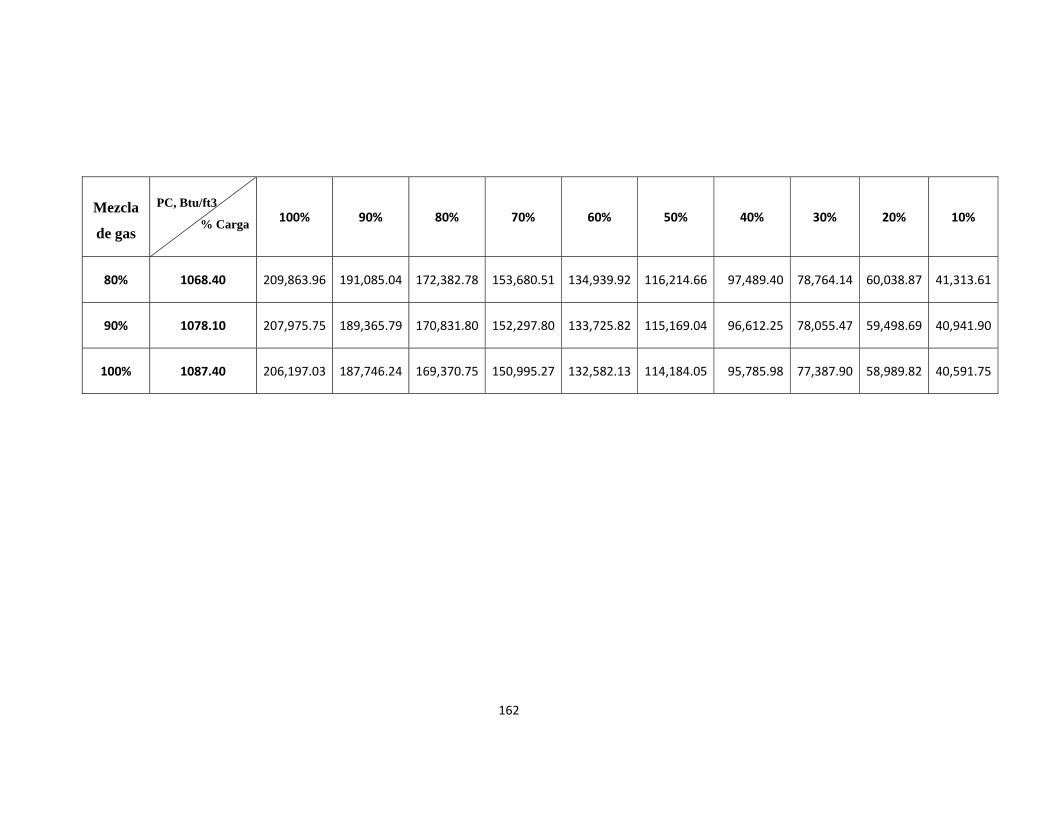
162
Mezcla
de gas
PC, Btu/ft3
% Carga 100% 90% 80% 70% 60% 50% 40% 30% 20% 10%
80% 1068.40 209,863.96 191,085.04 172,382.78 153,680.51 134,939.92 116,214.66 97,489.40 78,764.14 60,038.87 41,313.61
90% 1078.10 207,975.75 189,365.79 170,831.80 152,297.80 133,725.82 115,169.04 96,612.25 78,055.47 59,498.69 40,941.90
100% 1087.40 206,197.03 187,746.24 169,370.75 150,995.27 132,582.13 114,184.05 95,785.98 77,387.90 58,989.82 40,591.75
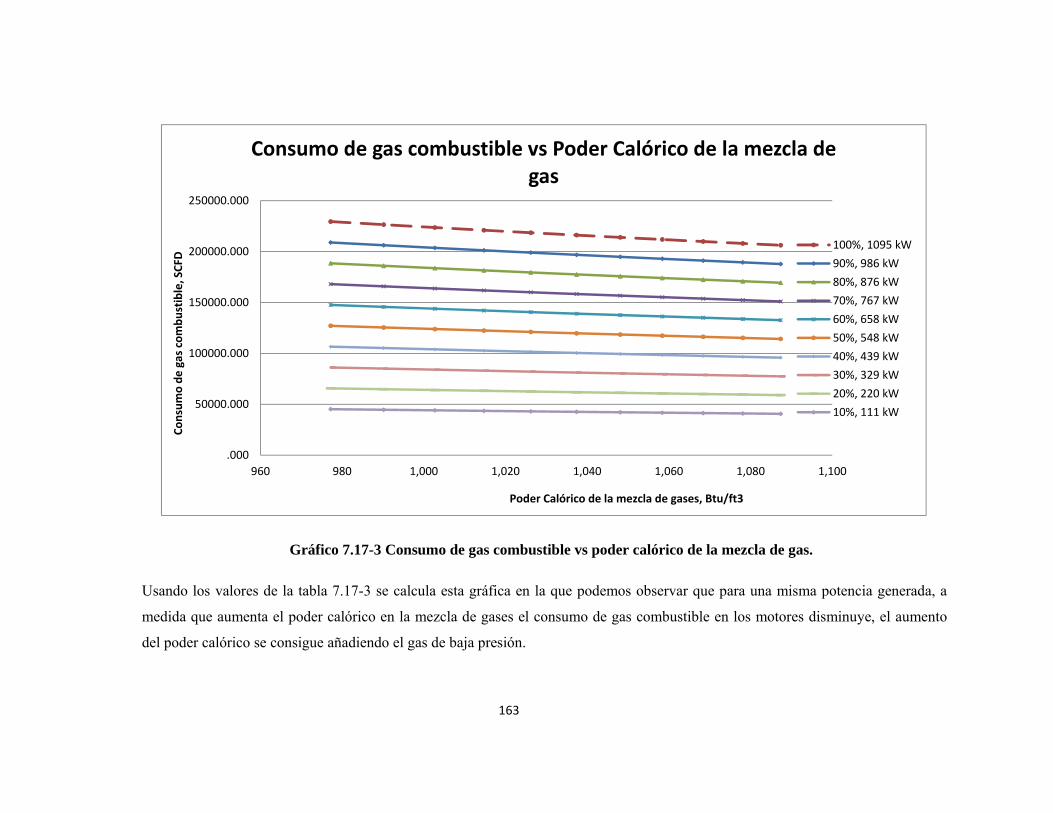
163
Gráfico 7.17-3 Consumo de gas combustible vs poder calórico de la mezcla de gas.
Usando los valores de la tabla 7.17-3 se calcula esta gráfica en la que podemos observar que para una misma potencia generada, a
medida que aumenta el poder calórico en la mezcla de gases el consumo de gas combustible en los motores disminuye, el aumento
del poder calórico se consigue añadiendo el gas de baja presión.
.000
50000.000
100000.000
150000.000
200000.000
250000.000
960 980 1,000 1,020 1,040 1,060 1,080 1,100
Consum
o de
gas com
bustible, SCFD
Poder Calórico de la mezcla de gases, Btu/ft3
Consumo de gas combustible vs Poder Calórico de la mezcla de gas
100%, 1095 kW90%, 986 kW80%, 876 kW70%, 767 kW60%, 658 kW50%, 548 kW40%, 439 kW30%, 329 kW20%, 220 kW10%, 111 kW
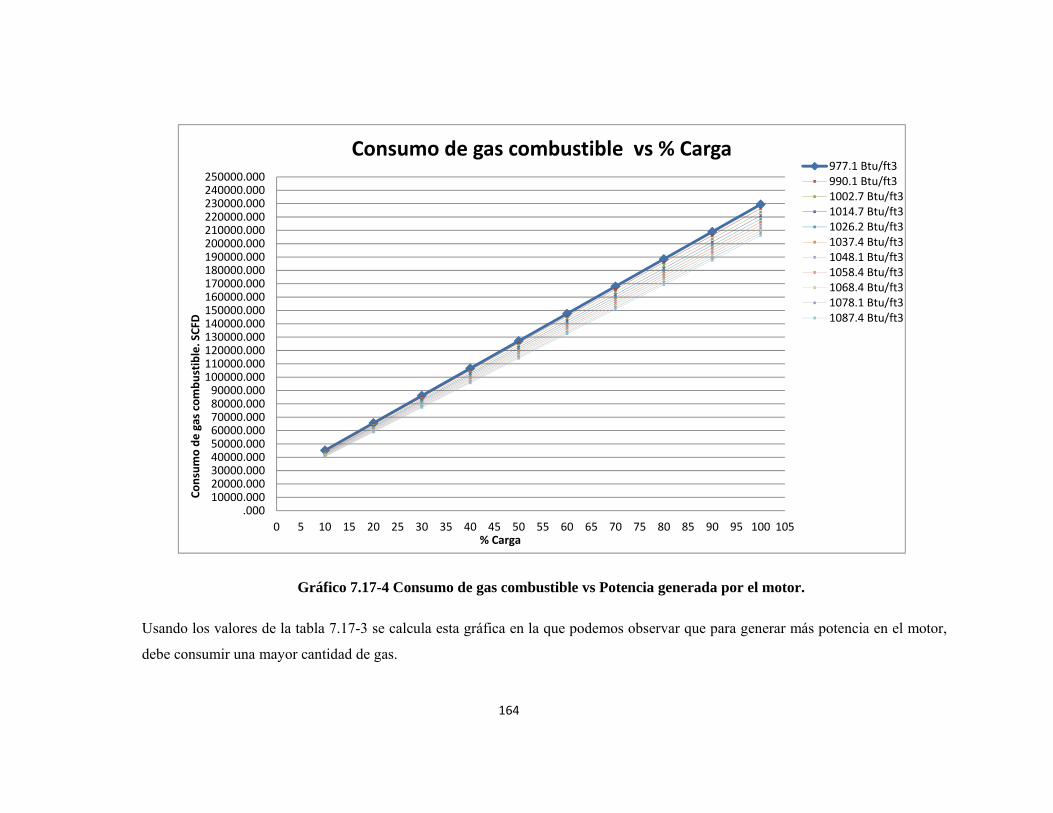
164
Gráfico 7.17-4 Consumo de gas combustible vs Potencia generada por el motor.
Usando los valores de la tabla 7.17-3 se calcula esta gráfica en la que podemos observar que para generar más potencia en el motor,
debe consumir una mayor cantidad de gas.
.00010000.00020000.00030000.00040000.00050000.00060000.00070000.00080000.00090000.000100000.000110000.000120000.000130000.000140000.000150000.000160000.000170000.000180000.000190000.000200000.000210000.000220000.000230000.000240000.000250000.000
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 105
Consum
o de
gas com
bustible. SCFD
% Carga
Consumo de gas combustible vs % Carga 977.1 Btu/ft3990.1 Btu/ft31002.7 Btu/ft31014.7 Btu/ft31026.2 Btu/ft31037.4 Btu/ft31048.1 Btu/ft31058.4 Btu/ft31068.4 Btu/ft31078.1 Btu/ft31087.4 Btu/ft3
165
De igual forma que en la gráfica anterior, el motor consume menos
comustible a medida que se le suministra un combustible con un mayor
poder calórico.
7.18. Descripción del lazo de control para la mezcla de gases.
7.18.1. Lazo de control por retroalimentación.
Para realizar la mezcla del gas de baja presión tratado con el gas
proveniente de los separadores de producción FWKO, se debe contar con
un lazo de control indicado en la figura 7.18.1-1.
La filosofía de operación del lazo sería la siguiente:
Un toma muestras (AEP) debe ser ubicado en la línea de gas que ingresa a
los motores, el toma muestras envía una muestra de gas a un cromatógrafo
con el objeto de determinar la composición y el poder calórico del gas. El
valor del poder calórico medido debe ser enviado a un controlador lógico
programable PLC, en donde se encuentra un controlador AIC cuyo set es
de 900 – 1200 Btu/ft3, este controlador devuelve una señal de datos al
PLC (la función del controlador AIC es comparar el valor de poder
calórico medido por el cromatógrafo con el valor de set, en base a ese
análisis envía una respuesta al PLC) desde el PLC se envía una señal
eléctrica a un convertidor FY, este es un instrumento cuya función es
convertir la señal eléctrica que recibe del PLC a neumática, ya que el
actuador de la válvula de control de flujo FV es neumático.
De acuerdo a la señal que envíe el controlador AIC, el convertidor FY
hace abrir o cerrar la válvula de control de flujo FV, es decir, si el poder
calórico de la mezcla de gas que está ingresando al motor es superior a
1200 Btu/ft3 la válvula de control de flujo FV se cierra para que menos gas
de baja presión ingrese a la mezcla, y si el poder calórico es menor a 900
Btu/ft3 la válvula de control de flujo FV se abre permitiendo que más gas
de baja presión ingrese a la mezcla para que aumente el poder calórico.

166
El funcionamiento de la válvula de control de flujo es modulante, la
válvula abre o cierra para que la mezcla de gas combustible sea igual al set
del controlador AIC seteado de 900 – 1200 Btu/ft3.
Sin embargo, este lazo de control tiene sus desventajas ya que no
considera las perturbaciones o los cambios en la línea del gas que proviene
de los FWKO, es decir, si el poder calórico del Gas de los FWKO cambia,
el cromatógrafo mide este cambio cuando ya se ha producido la mezcla y
puede pasar mucho tiempo hasta que la mezcla vuelva a ajustarse al poder
calórico requerido.
7.18.2. Lazo de control en cascada
En ocasiones el esquema de control por retroalimentación simple
detallado en el numeral anterior debe ser modificado para enfrentar
condiciones especiales de perturbación en el sistema y las características
pobres en estabilidad y rapidez de respuesta que éstas pueden reproducir.
Una primera extensión del esquema de retroalimentación sencillo es añadir
un nuevo lazo de retroalimentación contenido dentro del lazo original que
regule el comportamiento de alguna variable intermedia en el proceso. El
principal propósito de este nuevo esquema es eliminar los efectos de las
perturbaciones menores haciendo la respuesta de regulación del sistema
más estable y más rápida.
El control en cascada es una estrategia que mejora significativamente, el
desempeño que muestra un control por retroalimentación ya que permite
que el proceso se ajuste antes de que la variable controlada se aleje del set
requerido y consiste en dos lazos de control, uno principal y otro
secundario, en este caso, se va a tener dos lazos de control secundarios,
uno para la línea del gas de baja presión tratado y otro para la línea del gas
de los FWKOs.
La filosofía de operación del lazo sería la siguiente:
El tomamuestras AEP toma una muestra de la mezcla de gas y la envía al
cromatógrafo que mide la composición y el poder calórico del gas. El

167
valor del poder calórico medido debe ser enviado a un controlador lógico
programable PLC, en donde se encuentra un controlado AIC (controlador
principal) cuyo set es de 900 – 1200 Btu/ft3.
En la línea de gas de baja presión se encuentra un transmisor de flujo FT-A
cuya función es medir la cantidad de gas de baja presión que ingresa a la
mezcla, la señal es enviada al controlador FC-A llamado controlador
secundario.
En la línea de gas proveniente de los FWKOs se encuentra otro transmisor
de flujo FT-B cuya función es medir la cantidad de gas que ingresa a la
mezcla, la señal es enviada al controlador FC-B llamado también
controlador secundario.
El controlador primario AIC se informa del poder calórico que tiene la
mezcla y decide cómo manipular el flujo de gas de los FWKOs y del gas
de baja presión, la decisión es transmitida a los controladores secundarios
FC-A y FC-B como el valor deseado y cada uno de ellos controla las
válvula reguladoras de flujo FV-A y FV-B por medio de los convetidores
I/P FY-A y FY-B (convertidores de señal de eléctrica a neumática), las
válvulas se abren o cierran para mantener el poder calórico de la mezcla en
el valor deseado (900 -1200 Btu/ft3).
Si un desajuste ocurre en cada línea de gas, el poder calórico de la mezcla
se desvía del valor deseado y los controladores secundarios FC-A y FC-B
toman la acción correctiva adecuada antes que el poder calórico de la
mezcla cambie. Por lo tanto, se compensan los desajustes en cada línea de
gas antes de que afecten el poder calórico de la mezcla.
Este lazo de control se indica en la figura 7.18.2-1.
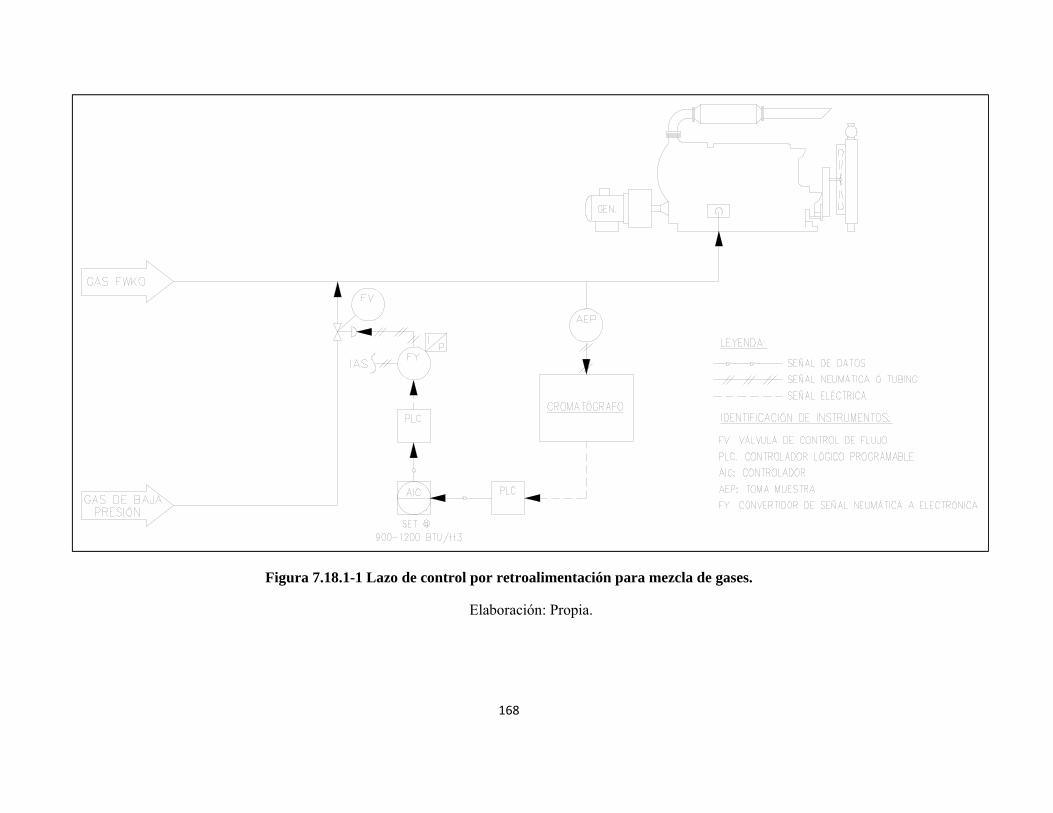
168
Figura 7.18.1-1 Lazo de control por retroalimentación para mezcla de gases.
Elaboración: Propia.

169
Figura 7.18.2-1 Lazo de control en casada para mezcla de gases.
Elaboración: Propia.
170
CAPÍTULO VII
8. CONCLUSIONES, DISCUSIÓN Y RECOMENDACIONES
8.1. CONCLUSIONES
• Acondicionar el gas de baja presión que se produce en las botas
desgasificadoras para mezclarlo con el gas de los separadores de
producción FWKOs y la mezcla ser usada como combustible de motores
de combustión interna, es técnicamente posible, la tabla 7.16-1
observamos que la mezcla de gases cumple con lo parámetros requeridos
por el motor.
• La composición del gas obtenida en una cromatografía no es real en
cuanto a contenido de líquidos se refiere, se debe saturar el gas en agua e
hidrocarburo, y con esta composición saturada dimensionar los equipos
que deben intervenir en el tratamiento del gas.
• A medida que el peso molecular de un gas aumenta (presencia de gases
más pesados) el poder calórico (LHV) se incrementa y el número de
metano decrece, es decir, el gas de baja presión por tener mayor presencia
de condensados tiene un poder calórico mayor que el gas proveniente de
los separadores de crudo, razón por la cual es necesario remover la mayor
cantidad de gases pesados y condensables para disminuir el poder calórico
y aumentar el número de metano.
• Una vez que el gas de baja presión es tratado (punto E del gráfico 7.11-5,
salida de gas del compresor K-105) no puede ser enviado a los motores de
gas debido a su alto poder calórico aproximadamente de 1695.82 Btu/ft3
(tabla 7.12-1) y bajo número de metano 47.64 (tabla 7.13-1), es necesario
mezclarlo con el gas proveniente de los separadores de crudo para cumplir
con los requerimientos de la tabla 5.6.1-1.
• Para modificar la composición del gas de baja presión y condensar los
hidrocarburos más pesados es necesario bajar la temperatura de operación
de 192 F a 120 F (punto B-C del gráfico 7.11-2).
• La temperatura de rocío del gas de baja presión antes de ser tratado es de
155 F (calculado en el numeral 7.6 e indicada en el gráfico 7.11-3), razón

171
por la cual se enfría el gas por debajo de esta temperatura (120 F) para
condensar la mayor cantidad de componentes pesados.
• La temperatura de rocío y de operación del gas de baja presión a la salida
del segundo scrubber V-108 es de 120 F (punto D del gráfico 7.11-5),
para cumplir con el requisito de los motores (tabla 5.6.1-1) que indica
que la temperatura de operación del gas debe estar 20 F por encima de la
temperatura de rocío, es necesario comprimir la corriente de gas que sale
del segundo scrubber V-108 (desde el punto D al punto E del gráfico
7.11-5) de esta manera la temperatura de operación del gas es 173.5 F y la
de rocío 142 F, hay una diferencia de 31.5 F.
• De la tabla 7.15-2 se puede concluir que ha medida que aumenta la
cantidad de gas de baja presión en mezcla con el gas proveniente de los
separadores de crudo FWKOs, el poder calórico (Btu/pie3) se incrementa,
es decir, se está aumentando la energía que ingresa a los motores por cada
unidad de volumen.
• Si bien es cierta la conclusión anterior, la presencia de CO2 modifica la
relación inversa entre el poder calórico y el número de metano. Sin
importar si la cantidad de metano aumenta en la mezcla, la presencia de
CO2 disminuye o aumenta el número de metano, la relación entre la
cantidad de CO2 y el NM es directa, a mayor cantidad de CO2 el NM
aumenta y viceversa, ésto se demuestra en la tabla 7.15-2.
• La eficiencia mecánica de un motor durante su funcionamiento no es
constante, ya que depende de la cantidad de potencia que produzca (tabla
7.17-1), es decir, esta tabla nos demuestra que para generar 1095 kW es
más conveniente, en cuanto a consumo de gas se refiere, trabajar con un
motor al 100% de carga (1095 kW) que tiene una eficiencia del 40%, que
trabajar con dos motores al 50 % de carga cada uno (548 kW cada uno)
que tendrían cada una eficiencia de 36% (tabla 7.17-2).
• Del gráfico 7.17-3, Consumo de gas combustible vs Poder Calórico de la
mezcla de gas, se concluye que para generar la misma potencia, el
consumo de gas combustible disminuye a medida que aumenta el poder
calórico del gas. El incremento del poder calórico se consigue
172
aumentando la cantidad de gas de baja presión en la mezcla (gráfico 7.15-
2, Poder Calórico vs % Mezcla de gases).
• Del gráfico 7.76-4, Consumo de gas combustible vs Potencia generada
por el motor, se concluye que si se mantiene el poder calórico constante
en el gas que ingresa a los motores, para generar mayor potencia, el
consumo de gas aumenta.
• Para realizar la mezcla de gas proveniente de los separadores de
producción FWKOs con el gas de baja presión tratado, es más
conveniente utilizar un esquema de control en cascada (figura 7.18.2-1),
ya que con este tipo de lazo de control se eliminan las perturbaciones
como el cambio del poder calórico del gas de los FWKOs, si cambia el
poder calórico de este gas, antes de que afecte a la mezcla, los lazos de
control secundarios ajustan el flujo de cada gas tratando de mantener el
poder calórico de la mezcla dentro del rango requerido (900-1200
Btu/pie3).
8.2. DISCUSIÓN
• Los datos adicionales mencionados en los cálculos del capítulo 7
Cálculos y Resultados, como densidad de la fase gaseosa, líquida, relación
de calores específicos Cp/Cv y factor de compresibilidad, fueron
obtenidos del simulador de procesos Hysys.
• Para fines de este estudio se consideró que el flujo de gas que se produce
en las botas desgasificadoras es de 1 MMSCFD, esto significa que los
equipos dimensionados en el Capítulo 7, Cálculos y Resultados, tienen
capacidad para procesar máximo esta cantidad de gas.
• El flujo volumétrico del gas que se produce en los FWKOs, 3-5
MMSCFD, se toma de los reportes realizados por la Agencia de
Regulación y Control de Hidrocarburos ARCH.
• La planta de tratamiento del gas de baja presión que se indica en la figura
7-1, cuyos cálculos se indican en el Capítulo 7, Cálculos y Resultados, es
para acondicionar un gas con un poder calórico de 1695.2 Btu/pie3, a 4
psig, 138 F y con una composición que se indica en el Anexo 1.

173
• Los cálculos de consumo de gas combustible se basaron en datos técnicos
de dos marca de motores, Waukesha y Jenbacher.
• El número de metano y poder calórico son parámetros indispensables que
el gas que va a ser usado como combustible debe cumplir, si se usa un gas
con alto poder calórico (bajo número de metano), el desempeño del motor
se ve afectado ya que se produce un fenómeno llamado contra explosión,
que es una combustión descontrolada dentro de la cámara de combustión
del motor, este fenómeno se explica con la definición de número de
metano, mientras más alto es este índice, mayor es la capacidad del gas de
resistir la compresión y mientras más bajo es, el gas apenas sienta la
compresión ejercida por el pistón va a explotar sin esperar que el pistón
llegue al punto muerto superior, en resumen, un gas con un alto número
de metano (bajo poder calórico) produce una potencia mayor que un gas
con bajo número de metano.
• Los coeficientes de equilibrio (figura 7.3-1 Diagrama de Scheibel and
Jenny) nos ayudan a determinar la composición de la fase gas y líquida
que se obtiene en un separador.
8.3. RECOMENDACIONES
• Realizar un estudio económico de la captación del gas de baja presión
producido en las botas desgasificadoras.
• De acuerdo con la nueva ley de hidrocarburos se prohíbe quemar o
desperdiciar el gas en los campos petrolíferos y por lo tanto en todas las
facilidades tienen que implementarse procesos para acondicionar y
utilizar el gas de baja presión.
• No se puede utilizar el gas de baja presión sin tratar, es necesario realizar
una caracterización en todos los campos petroleros.
174
BIBLIOGRAFÍA
1. ACEVEDO, José. Instrumentación y Control Avanzado de Procesos.
Editorial Díaz de Santos, Madrid, 2006. 600 p.
2. ALBAN, Luis. Process Control and Instrumentation. Editorial RMIT
University, Victoria, 2002. 275 p.
3. CAMPBELL, John y MADDOX, Robert. Gas Conditioning and Processing.
Primera Edición. Editorial Campbell Petroleum Series, Oklahoma 1990. 1643
p.
4. DONALD, Kern. Procesos de Transferencia de Calor. Editorial CECSA,
México, 2001. 492 p.
5. GAS PROCESSORS SUPLIERS ASSOCIATION. Décima Primera Edición.
Editorial Gas Processor Association, Oklahoma, 1998. 748 p.
6. GEANKOPLIS, Christie. Procesos de Transporte y Operaciones Unitarias.
Tercera Edición. Editorial CECSA, México, 1998. 1008 p.
7. MANNING, Francis y THOMPSON, Richard. Oildfield Processing Volume
two: Crude Oil. Editorial Pennwell Books, Oklahoma, 1991. 435 p.
8. MENON, Shashi. Gas Pipeline Hydraulics. Editorial Taylor & Francis Group,
Boca Raton, 2005. 407 p.
9. OGATA, Katsuhiko. Ingeniería de Control Moderna. Tercera Edición.
Editorial Prentice Hall, México 1998, 1000 p.
10. PORRAS y SORIANO. Ciclo Teórico y Eficiencia de Motores, Universidad
de Castilla- La Mancha.
http://www.uclm.es/profesorado/porrasysoriano/motores/temas/ciclo_teorico.
11. Secretaría de Hidrocarburos del Ecuador. Estadísticas de producción de gas
asociado en el Ecuador. http://www.hidrocarburos.gob.ec/biblioteca/.

175
GLOSARIO
Bottom Sediment and Water (BS&W): corresponde al contenido de agua
libre (no disuelta) y sedimentos (limo, arena) que trae el crudo. Es importante
que su valor sea bajo, para evitar suciedades y dificultades durante el
procesamiento del crudo, al vaporizarse el agua libre que puedan dañar el
horno. Se informa como porcentaje en volumen sobre el crudo.
Crudo: es una mezcla homogénea de compuestos orgánicos, principalmente
hidrocarburos insolubles en agua. También es conocido como petróleo crudo
o simplemente crudo. Se produce en el interior de la Tierra, por
transformación de la materia orgánica acumulada en sedimentos del pasado
geológico y puede acumularse en trampas geológicas naturales, de donde se
extrae mediante la perforación de pozos.
Botas desgasificadoras: equipo cilíndrico vertical que sirve para eliminar
una cantidad adicional de gas que permanece en solución en el petróleo.
Flare: dispositivo para quemar gas usado en plantas de petróleo y gas, el gas
que se quema es debido a situaciones de seguridad generadas como por
ejemplo alta presión en la planta, por lo que el exceso de gas debe ser
quemado para bajar la presión y proteger la integridad de los equipos.
Fluido multifásico: fluido proveniente de los pozos de producción
conformado por agua crudo y gas.
Free Water Knockout (FWKO): son típicamente el primer equipo que se
instala antes de un de tratamiento de agua y de petróleo. Recibe los fluidos
directamente desde los pozos o de baterías colectoras.
Gas asociado: el gas asociado se encuentra acompañado del petróleo crudo,
disuelto en el crudo o como un “tapón” de gas libre por encima del
yacimiento de petróleo.
Generador Eléctrico: es todo dispositivo capaz de mantener una diferencia
de potencial eléctrica entre dos de sus puntos (llamados polos, terminales o
bornes) transformando la energía mecánica en eléctrica. Esta transformación

176
se consigue por la acción de un campo magnético sobre los conductores
eléctricos dispuestos sobre una armadura (denominada también estator).
Gas Licuado de Petróleo (GLP): es la mezcla de gases licuados presentes en
el gas natural o disueltos en el petróleo. Los componentes del GLP, aunque a
temperatura y presión ambientales son gases, son fáciles de licuar, de ahí su
nombre. En la práctica, se puede decir que los GLP son una mezcla de
propano y butano.
Motor de Combustión Interna: es un tipo de máquina que obtiene energía
mecánica directamente de la energía química de un combustible que arde
dentro de la cámara de combustión. Su nombre se debe a que dicha
combustión se produce dentro de la máquina en sí misma.
MMSCFD: millones de pies cúbicos estándar de gas por día, las condiciones
estándar son 15 C y 1 atm.
Poder Calórico: es la cantidad de energía que la unidad de masa de materia
puede desprender al producirse una reacción química de oxidación, se expresa
la energía máxima que puede liberar la unión química entre un combustible y
el comburente y es igual a la energía que mantenía unidos los átomos en las
moléculas de combustible (energía de enlace), menos la energía utilizada en
la formación de nuevas moléculas en las materias (generalmente gases)
formadas en la combustión. La magnitud del poder calorífico puede variar
según como se mida. Según la forma de medir se utiliza la expresión poder
calorífico superior (abreviadamente, PCS) y poder calorífico inferior
(abreviadamente, PCI).
Pozos de Producción: se refiere a cualquier perforación del suelo diseñada
con el objetivo de hallar y extraer fluido combustible, ya sea petróleo o
hidrocarburos gaseosos.
Punto de Rocío: es la temperatura a la que empieza a condensarse el vapor
de agua contenido en el aire, produciendo rocío, neblina o, en caso de que la
temperatura sea lo suficientemente baja, escarcha.
177
Separador Electrostático: Los procesos de deshidratación electrostática
consisten en someter la emulsión a un campo eléctrico intenso, generado por
la aplicación de un alto voltaje entre dos electrodos. La aplicación del campo
eléctrico sobre la emulsión induce a la formación de dipoloseléctricos en las
gotas de agua, lo que origina una atracción entre ellas, incrementando su
contacto y su posterior coalescencia. Como efecto final se obtiene un
aumento del tamaño de las gotas, lo que permite la sedimentación por
gravedad.
Tanque de Lavado: El tanque de lavado es un recipiente que permite
decantar mayores cantidades de agua de formación por diferencia de densidad
y peso específico. Mantiene un nivel de agua determinado mediante la pierna
hidrostática instalada a un lado del tanque.

178
ANEXOS
ANEXO 1. Cromatografía Gas de Baja Presión.
SAMPLE FROM GAS BAJA PRESION CPF
PRESSURE (psi) 4TEMPERATURE ( °F ) 138DATE 28-Apr-13 Gross Heating Value 1.820,1 BTU / ft3
PRODUCER SAND: Net Heating Value 1.675,6 BTU / ft3
FRACTION Molecular Weight 45,4 lb/lb-mol% Molar Compresibility Factor 0,9945
NITROGEN 4,48 Density 0,1202 lb / ft3
METHANE 14,00 S.G. 1,5753CARBON DIOXIDE 26,97 Density 1,9279 Kg / m3
ETHANE 5,53WATER 1,29PROPANE 17,14 Compresibility Factor 0,9883i-BUTANE 6,01 Density 0,1455 lb / ft3n-BUTANE 11,79 S.G. 1,5853i-PENTANE 5,79 Density 2,3333 Kg / m3
n-PENTANE+ 3,80n-HEXANE + 1,85n-HEPTANE+ 1,36
GAS PROPERTIES @ 14.7 psig & 60° F
PARAMETER
GAS PROPERTIES @ 4 psig & 138 °F
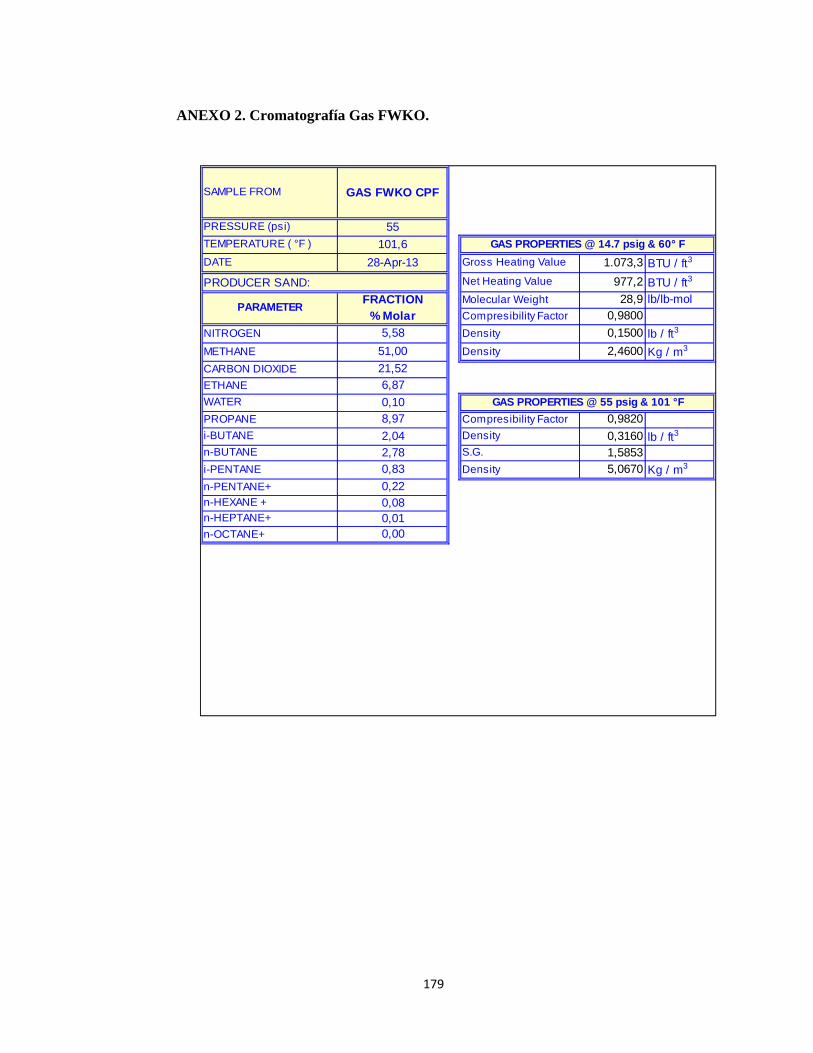
179
ANEXO 2. Cromatografía Gas FWKO.
SAMPLE FROM GAS FWKO CPF
PRESSURE (psi) 55TEMPERATURE ( °F ) 101,6DATE 28-Apr-13 Gross Heating Value 1.073,3 BTU / ft3
PRODUCER SAND: Net Heating Value 977,2 BTU / ft3
FRACTION Molecular Weight 28,9 lb/lb-mol% Molar Compresibility Factor 0,9800
NITROGEN 5,58 Density 0,1500 lb / ft3
METHANE 51,00 Density 2,4600 Kg / m3
CARBON DIOXIDE 21,52ETHANE 6,87WATER 0,10PROPANE 8,97 Compresibility Factor 0,9820i-BUTANE 2,04 Density 0,3160 lb / ft3n-BUTANE 2,78 S.G. 1,5853i-PENTANE 0,83 Density 5,0670 Kg / m3
n-PENTANE+ 0,22n-HEXANE + 0,08n-HEPTANE+ 0,01n-OCTANE+ 0,00
GAS PROPERTIES @ 14.7 psig & 60° F
PARAMETER
GAS PROPERTIES @ 55 psig & 101 °F

ANEXO 3
3. Desempeeño de un m
180
motor a gas
0
s.

181
ANEXO 4. Poder Calórico y presión de operación de los FWKO.
182
BIOGRAFÍA
Catalina Fernanda Díaz Carrera nacida en Quito el 23 de septiembre de 1984,
hija de Marco Díaz Estévez y Yolanda Carrera Oña.
Estudios primarios realizados en la escuela Sta. Catalina de Siena (1990-1996),
estudios secundarios en el Colegio Hipatia Cárdenas de Bustamante (1996-2002)
y estudios de tercer nivel en la Universidad Central del Ecuador, Escuela de
Ingeniería Química (2002-2008), uno de los reconocimientos más importantes
durante la época universitaria es el obtenido por mejor estudiante durante el
cuarto año de Ingeniería Química (2006).
Experiencia laboral a partir del año 2008 en el área de servicio técnico de
motores de combustión interna que usan como combustible gas asociado de
petróleo y a partir del año 2011 como Ingeniera de Procesos diseñando
facilidades de superficie, participando en diferentes proyectos de ingeniería
como: Diseño de una Planta de Tratamiento de Gas Bloque 15, Ampliación de la
Planta de Tratamiento de Gas Natural en Bajo Alto, Bloque 3 e Ingeniería del
Sistema de Manejo de Gas Asociado y Gas Combustible, Secoya.
Casada con Hugo Solís desde el año 2012, Ingeniero Químico de profesión y
quien también se desempeña el área laboral como Ingeniero de Procesos.





























