Embed Size (px)
Citation preview
Pág
ina1
UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA QUÍMICA
TESINA DE INVESTIGACIÓN
PREVIO A LA OBTENCIÓN DEL TITULO DE INGENIERO QUÍMICO
TEMA:
“PLANTA PROCESADORA DE DESECHOS DE CAMARÓN Y CANGREJO PARA LA OBTENCIÓN DE QUITINA Y
EXTRACTO COLORANTE”
Autores:
Marcillo Zambrano Mauro Salomón
Vélez Alcívar María Karolina
Director del Proyecto:
Ing. Qco. José Rodríguez W
GUAYAQUIL – ECUADOR
2010 - 2011 INDICE GENERAL
Pág
ina2
CAPITULO I 1
MATERIA PRIMA 1
1.1.- Camarón 1
1.1.1.- Anatomía 2
1.1.2.- Composición 2
1.2.- Cangrejo 4
1.2.1.- Anatomía 5
1.2.2.- Composición 6
CAPITULO II 7
PIGMENTOS 7
2.1.- Implicaciones de color 7
2.2.-Clasificacion de pigmentos naturales 8
2.3.- Astaxantinas 11
2.4.-Aplicaciones 13
CAPITULO III 15
Pág
ina3
QUITINA Y QUITOSANO 15
3.1.- Estructura 15
3.2.- Propiedades 16
3.2.1.- Quitina 17
3.2.2.- Quitosano 18
3.3.- Aplicaciones 18
CAPITULO IV 20
INGENIERÍA DEL PROYECTO 20
4.1.- Diagrama de proceso para la quitina 21
4.1.1.- Recepción de la materia prima 22
4.1.2.- Acondicionamiento de la materia prima 22
4.1.3.- Pesado (materia prima) 22
4.1.4.- Lavado 23
4.1.5.- Molienda 23
4.1.6.- Cocción 24
4.1.7.- Desmineralización 25
4.2.- Diagrama de proceso para el extracto colorante 26
4.2.1.- Condensación 27
Pág
ina4
4.2.2.- Centrifugación 27
4.2.3.- Evaporación 28
4.2.3.- Secado 28
4.2.4.- Pesado 28
4.3. Diagrama de proceso general de la planta 29
4.4.- Equipos 30
4.5.- Balance de materia y energía 30
CAPITULO V 47
5.1 ANÁLISIS ECONÓMICO DEL PRODUCTO 47
5.2 COSTO UNITARIO DEL PRODUCTO 56
CAPITULO VI 57
IMPACTO AMBIENTAL 57
CAPITULO VII 64
7.- CONCLUSIONES Y RECOMENDACIONES 64
CAPITULO VIII 65
8.- REFERENCIAS BIBLIOGRÁFICAS 65
RESUMEN
Pág
ina5
Aquí en Ecuador tenemos un gran mercado de estos dos crustaceos lo cual son
consumidos de manera masiva en el pais; tenemos por un lado el mercado de
camarones el cual la gran parte de todo estos son producidos para el mercado
internacional ya que nuestro camaron tiene gran acojida en el exterior lo cual nos
hace ser los primero en america latina, por otro lado tenemos al cangrejo que es el
crustaceo que se comsume en mayor volumen por el mercado interno y el cual
genera un gran volumen de desechos (exoesqueleto) lo cual no es aprvechado y
termina desperdiciandose en botaderos.
El exoesqueleto de los crustaceos es una cubierta externa producida por la actividad
secretora de las células epidérmicas. El exoesqueleto está compuesto por el
polisacárido quitina, un polímero formado por cadenas rectas y simples (no
ramificadas) de N-acetil-2-D-glucosamina, un monosacárido que incluye nitrógeno
en su composición. En algunos casos el exoesqueleto aparece calcificado,
reforzado por la aposición de carbonato cálcico; es el caso de muchos crustáceos,
como los cangrejos o las langostas. Ademas la quitina por medio de la
desacetilacion podemos obtener el quitosano.
INTRODUCCION
Pág
ina6
El aprovechamiento de estos desechos constituye una oportunidad de desarrollo
industrial, y a la vez, una solución inteligente para el problema ambiental que los
mismos
generan.
Si los caparazones de camarones y cangrejos se aprovecharan íntegramente, se
podrían captar nuevos ingresos a beneficio de nuestro país, dado que esta materia
prima esta siendo utilizada a escala industrial, con muy buenos resultados, en
EEUU, Japón, Noruega, España, China, Chile, entre otros.
La quitina es un polímero natural que se clasifica dentro del tipo polisacárido,
considerado a menudo como un derivado de la celulosa por sus características,
pero con ciertas diferencias en su estructura molecular. La quitina e blanca dura
inelástica y es la mayor fuente de contaminación superficial de las áreas cercanas al
mar. El quitosano es un derivado de la quitina, este es un polímero con propiedades
tales como biocompatibilidad, biodegradabilidad, toxicidad nula, etcétera.
La quitina y el quitosano son elementos orgánicos producidos por invertebrados de
agua dulce. En el medio salado son producidos fundamentalmente por crustáceos.
La quitina es un biopolímero de N-acetilglucosamina y residuos de glucosamina que
se encuentra ampliamente distribuida en la naturaleza, y constituye la segunda
sustancia más abundante en la misma, luego de la celulosa. Es un polisacárido no
Pág
ina7
tóxico y biodegradable que forma una sustancia cornea y es el principal
constituyente de exoesqueleto de insectos, crustáceos y arácnidos.
El quitosano se encuentra en ciertos hongos pero se lo obtiene, por lo general,
desacetilando la quitina. Es el único biopolímero natural catiónico (con cargas
positivas).
Posee excelentes propiedades como ser: antifúngico, antivirósico,
biocompatible, biodeagrable, antimicrobiano, no tóxico, emulsionante,
absorbente de grasas, adsorbente de metales contaminantes, filmogénico, etc,
que hacen que sea considerado de gran aplicación en distintos campos de la
industria. Estos crustáceos también contienen en su estructura el colorante
característico de ellos que es la axaxantinas; el cual les da su coloración rojo-
anaranjado característicos de ellos, el cual lo hace un producto bastante llamativo
ya que los colorantes naturales cada vez son más solicitados y empleados en la
industria sobre todo las alimenticias.
Pág
ina8
OBJETIVO
General
Realizar el estudio para la creación de una planta que aproveche los desechos de
estos crustáceos tales como el camarón y el cangrejo, la cual en muchas veces es
desperdiciada en especial los caparazones de los cangrejos.
Especifico
Diseñar un proceso para la obtención de productos tales como quitina y extracto
colorante que tienen gran cantidad de aplicaciones en diferentes áreas de la
industria.
Pág
ina9
Muchos de nosotros tenemos sueños o
ambiciones que esperamos satisfacer
algún día.
Agradecemos a toda nuestra familia,
que de alguna manera ayudan a cumplir
nuestras metas y nos guían hacia un
mejor futuro.
Marcillo Zambrano Mauro Salomón Vélez Alcívar María Karolina
Pág
ina1
0
CAPITULO I
1.- MATERIA PRIMA
1.1 CAMARÓN
El camarón o quisquilla es un crustáceo del orden de los decápodos. Viven tanto en
aguas dulces como saladas, así como en regiones templadas y tropicales o frías y
gélidas. Habita en aguas poco profundas, cerca del fondo, donde se alimenta de
plantas y pequeños animales. Ciertas especies son pelágicas y viven en aguas
abiertas, a veces a profundidades de hasta 5 kilómetros.
Los camarones en sus diferentes especies son criaturas relativamente abundantes
en los cuerpos de agua dulce o salada en todo el mundo, lo cual los convierte en un
importante recurso pesquero y alimenticio.
Prácticamente cada país posee recetas y formas particulares para preparar y
consumir estos crustáceos. Si existe algún punto en común, es que para
consumirlos se procede a su cocimiento y que es común que se elimine la cabeza,
la coraza corporal, las aletas anteriores y posteriores, todas ellas partes ricas en
quitina y por ello indigestas.
Pág
ina1
1
También es común que se destripe antes de consumirlo, pues en este grupo de
especies los intestinos son fácilmente reconocibles, aun antes del cocimiento, como
una línea oscura que corre longitudinalmente por la parte alta del cuerpo y cola.
1.1.1 ANATOMÍA
Suelen ser transparentes, de color verde o castaño. Tienen el abdomen grueso y
musculoso, el cual contraen de forma brusca cuando realizan sus rápidos
desplazamientos de huida hacia atrás. El camarón común europeo se encuentra en
abundancia en las playas de arena. Tiene un tamaño promedio de 10 cm. de largo y
es muy valorado por su exquisitez.
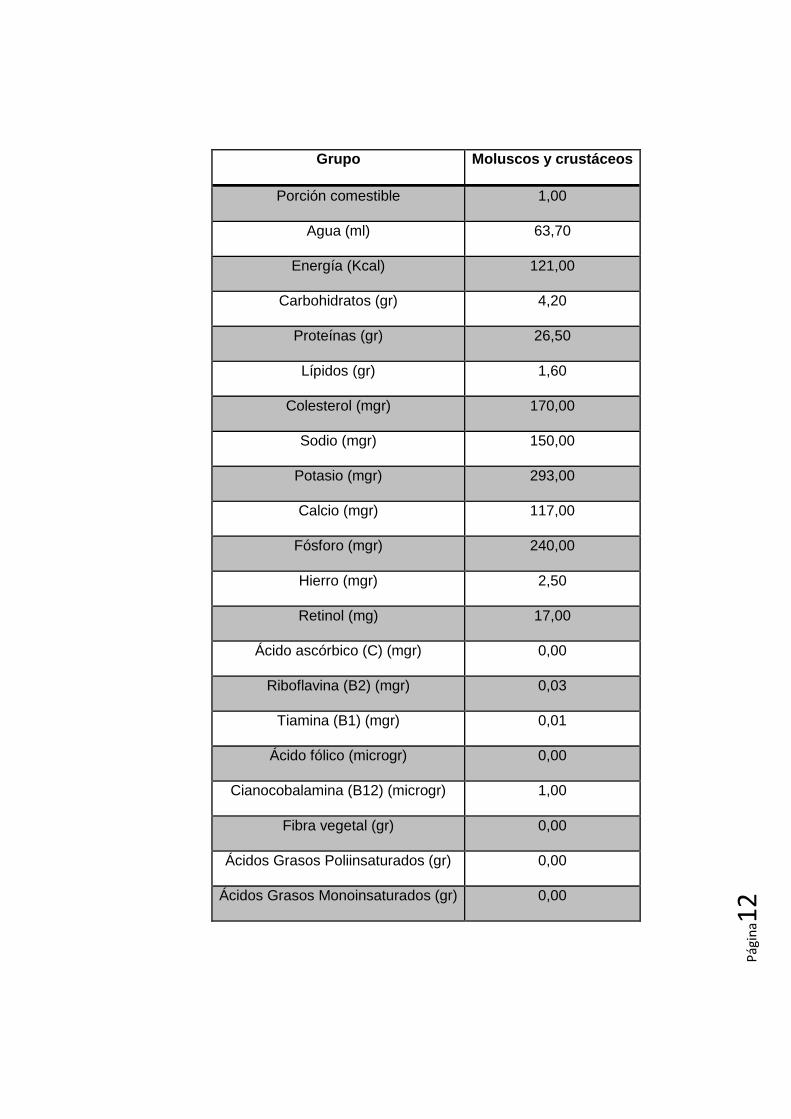
1.1.2 COMPOSICIÓN
Pág
ina1
2
Grupo Moluscos y crustáceos
Porción comestible 1,00
Agua (ml) 63,70
Energía (Kcal) 121,00
Carbohidratos (gr) 4,20
Proteínas (gr) 26,50
Lípidos (gr) 1,60
Colesterol (mgr) 170,00
Sodio (mgr) 150,00
Potasio (mgr) 293,00
Calcio (mgr) 117,00
Fósforo (mgr) 240,00
Hierro (mgr) 2,50
Retinol (mg) 17,00
Ácido ascórbico (C) (mgr) 0,00
Riboflavina (B2) (mgr) 0,03
Tiamina (B1) (mgr) 0,01
Ácido fólico (microgr) 0,00
Cianocobalamina (B12) (microgr) 1,00
Fibra vegetal (gr) 0,00
Ácidos Grasos Poliinsaturados (gr) 0,00
Ácidos Grasos Monoinsaturados (gr) 0,00
Pág
ina1
3
1.2 CANGREJO
Se llama cangrejos a diversos crustáceos del orden de los decápodos. Este orden,
caracterizado por tener cinco pares de patas, incluye a los crustáceos de mayor
tamaño, como langostas, gambas y camarones, además de a las diversas formas
que se llaman cangrejos.
Lo que tienen en común todos los llamados cangrejos es su carácter bentónico, es
decir que viven vagando sobre el fondo. Sólo algunas especies de la superfamilia
Portunoidea han desarrollado secundariamente un hábito nectónico, es decir, viven
nadando entre dos aguas en vez de en el fondo. Otro rasgo común, compartido con
algunos otros decápodos, es que el primer par de patas locomotoras se ha
convertido evolutivamente en un par de pinzas, que emplean para la captura y
manipulación del alimento, para el cortejo, o para la disputa territorial.
Existen más de 4.000 especies de animales que son o pueden ser llamados
cangrejos. La mayoría viven cerca o dentro del agua, aunque algunos solo van al
agua para reproducirse. Los cangrejos no suelen ser grandes nadadores, sino que
se desplazan por el fondo sobre sus patas, y en muchos casos son capaces de
transitar fuera del agua e incluso de trepar por las palmeras.
Pág
ina1
4
1.2.1 ANATOMÍA
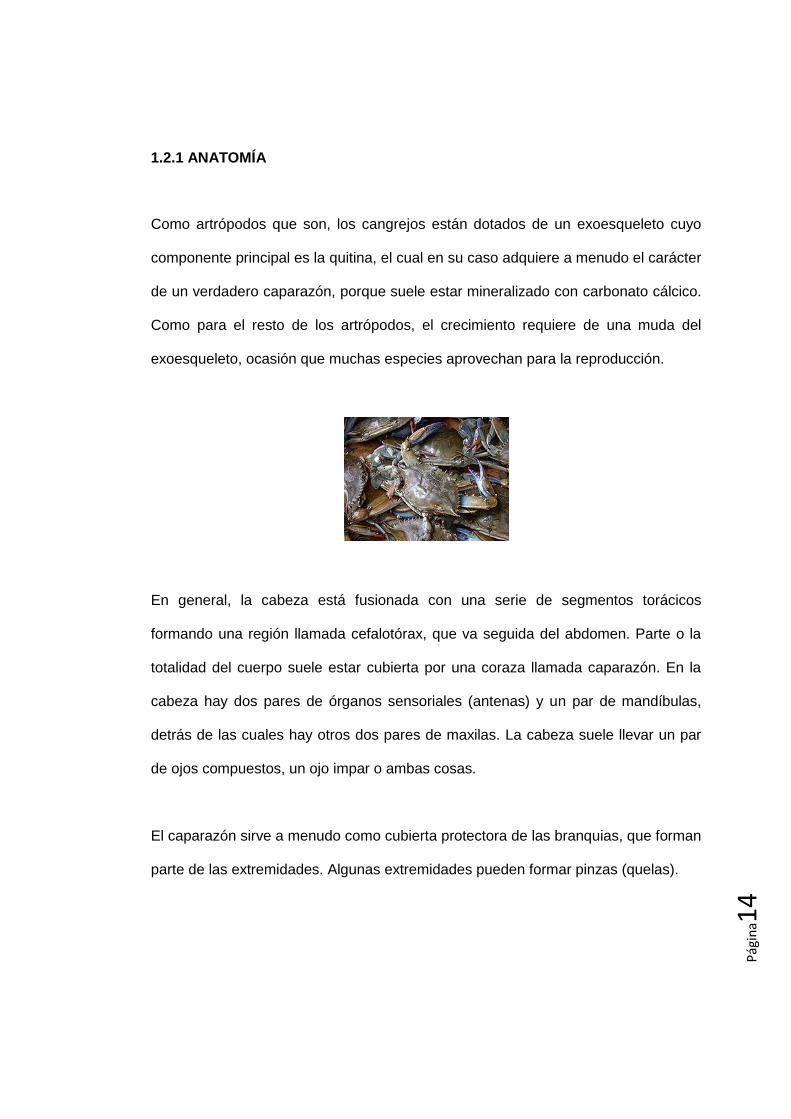
Como artrópodos que son, los cangrejos están dotados de un exoesqueleto cuyo
componente principal es la quitina, el cual en su caso adquiere a menudo el carácter
de un verdadero caparazón, porque suele estar mineralizado con carbonato cálcico.
Como para el resto de los artrópodos, el crecimiento requiere de una muda del
exoesqueleto, ocasión que muchas especies aprovechan para la reproducción.
En general, la cabeza está fusionada con una serie de segmentos torácicos
formando una región llamada cefalotórax, que va seguida del abdomen. Parte o la
totalidad del cuerpo suele estar cubierta por una coraza llamada caparazón. En la
cabeza hay dos pares de órganos sensoriales (antenas) y un par de mandíbulas,
detrás de las cuales hay otros dos pares de maxilas. La cabeza suele llevar un par
de ojos compuestos, un ojo impar o ambas cosas.
El caparazón sirve a menudo como cubierta protectora de las branquias, que forman
parte de las extremidades. Algunas extremidades pueden formar pinzas (quelas).
Pág
ina1
5
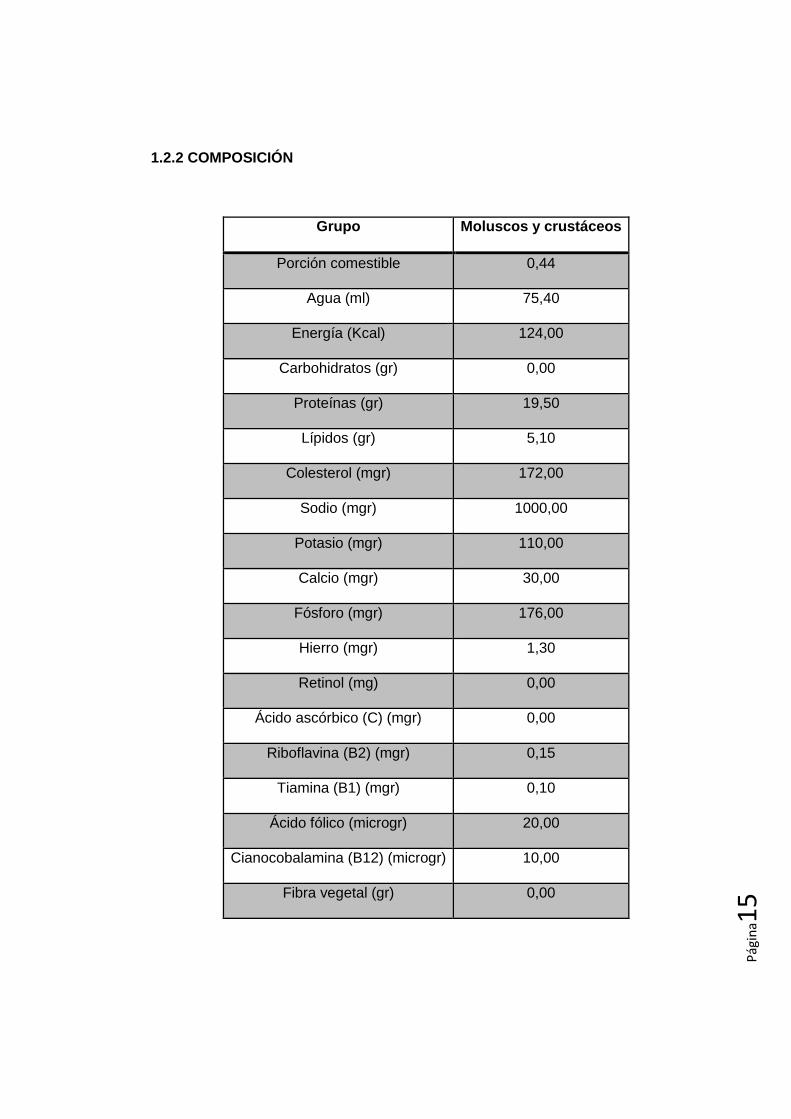
1.2.2 COMPOSICIÓN
Grupo Moluscos y crustáceos
Porción comestible 0,44
Agua (ml) 75,40
Energía (Kcal) 124,00
Carbohidratos (gr) 0,00
Proteínas (gr) 19,50
Lípidos (gr) 5,10
Colesterol (mgr) 172,00
Sodio (mgr) 1000,00
Potasio (mgr) 110,00
Calcio (mgr) 30,00
Fósforo (mgr) 176,00
Hierro (mgr) 1,30
Retinol (mg) 0,00
Ácido ascórbico (C) (mgr) 0,00
Riboflavina (B2) (mgr) 0,15
Tiamina (B1) (mgr) 0,10
Ácido fólico (microgr) 20,00
Cianocobalamina (B12) (microgr) 10,00
Fibra vegetal (gr) 0,00
Pág
ina1
6
CAPITULO II
2.- PIGMENTOS
Un pigmento es un material que cambia el color de la luz que refleja como resultado
de la absorción selectiva del color. Este proceso físico es diferente a la
fluorescencia, la fosforescencia y otras formas de luminiscencia, en las cuales el
propio material emite luz. Muchos materiales selectivamente absorben ciertas ondas
de luz, dependiendo de su longitud de onda. Los materiales que los seres humanos
han elegido y producido para ser utilizados como pigmentos por lo general tienen
propiedades especiales que los vuelven ideales para colorear otros materiales. Un
pigmento debe tener una alta fuerza teñidura relativa a los materiales que colorea.
Además debe ser estable en forma sólida a temperatura ambiente.
Los pigmentos son utilizados para teñir pintura, tinta, plástico, textiles, cosméticos,
alimentos y otros productos.
2.1 IMPLICACIONES DE COLOR
Kanner (1978) menciona que el color es una propiedad de la materia directamente
relacionada con el espectro de la luz, por lo cual, puede medirse físicamente en
términos de su energía radiante o intensidad, y por su longitud de onda. El ojo
humano sólo lo percibe cuando su energía corresponde a una longitud de onda que
se encuentra en el intervalo de 380 a 780 nm. De acuerdo a lo anterior, la definición
Pág
ina1
7
de color es: la parte de la energía radiante que el ser humano percibe mediante las
sensaciones visuales que se generan por la estimulación de la retina del ojo.
El color es, junto con la calidad microbiológica, y el sabor en caso de los alimentos,
uno de los parámetros principales con los que se evalúa un producto biológico. Sin
embargo, no importa cual sea su calidad, nadie lo aceptará si no tiene el color
adecuado. Actualmente se tiene el reto de sustituir colores sintéticos por naturales
(Pszczola, 1998). En la industria alimentaria, el color es el atributo que se aprecia al
primer impacto, los pigmentos se usan como aditivo, pues no son los constituyentes
esenciales (Badui, 1999).
2.2 CLASIFICACIÓN DE PIGMENTOS NATURALES
Los tipos de pigmentos en vegetales son:
Cloroplastos
Carotenos
Xantofilas
Leucoplastos
Licopeno
Cromoplastos
Pigmentos: Los plastidios son organelos citoplasmáticos típicos de los vegetales y
Pág
ina1
8
están rodeados por una Membrana Plasmática. Se originan por autoduplicación o a
partir de proplastidios, que también se autoduplican.
Los plastidios se clasifican según su color o su contenido.
Color:
1.- Leucoplastos: Blancos o incoloros.
2.- Cloroplastos: Verdes por la presencia de Clorofila.
3.- Cromoplastos: De color distinto del verde. Son de color Rojo, Anaranjado o
Amarillo.
Cualquiera de estos plastidios puede transformarse en otro por la pérdida o
adquisición de un Pigmento. Por ejemplo en un tomate verde los Cloroplastos se
transforman en Cromoplastos durante la maduración y adquieren color ROJO y los
Cloroplastos de una hoja mantenida largo tiempo en la oscuridad pierde su color,
transformándose en Leucoplastos.
Por el contenido:
1.- Los plastidios fotosintéticos o cloroplastos en los que a veces, la clorofila está
enmascarada por otros pigmentos.
2.- Los Plastidios que contienen el pigmento no fotosintético caroteno se llaman
cromoplastos.
Pág
ina1
9
3.- Los plastidios incoloros se llaman amiloplastos si contienen almidón.
4.- Proteinoplastos si tienen proteínas.
5.- Elaioplastos cuando almacenan aceites.
La clorofila es un pigmento liposoluble o soluble en solventes orgánico. La Clorofila
contiene caroteno y xantofila (es un caroteno oxidado). La clorofila es destruida
fácilmente por los ácidos, dando una feofitina, de color castaño y que es
parcialmente responsable de los colores otoñales de las hojas.
Los cromoplastos son plastidios que contienen pigmentos liposolubles, distintos de
la clorofila. Contienen carotenos o sus derivados. Son fotosintéticamente inactivos y
presentan distintas tonalidades de amarillos y rojos.
Los leucoplastos se hallan en células adultas no expuestas a la luz (rizomas,
tubérculos) o en células jóvenes, originando luego cromoplastos o cloroplastos. Se
clasifican, por su contenido en amiloplastos, elaioplastos y proteinoplastos.
El color del pigmento está dado por la longitud de onda no absorbida, pero si
reflejada.
Los pigmentos negros absorben todas las longitudes de onda que les llega mientras
que los pigmentos blancos reflejan toda la energía que les llega, es decir, los
pigmentos tienen un espectro de absorción característico de cada uno de ellos.
El color verde presente en los vegetales es debido a la presencia de 2 pigmentos
Pág
ina2
0
estrechamente emparentados llamados clorofila Q y clorofila B, que se encuentran
en todas las plantas con semilla, helechos, musgos y algas. Pueden formarse en las
raíces, tallos, hojas y frutos a condición de que estos órganos estén situados por
encima del suelo y queden expuestos a la luz. También aunque aparentemente
falten en algunas hojas de color rojo o amarillo, cuando se extraen las otras
sustancias colorantes de estas, puede comprobarse incluso allí la presencia de las
clorofilas, que estaban enmascaradas por los demás pigmentos.
La distribución de los colores en el espectro está determinada por la longitud de
onda de cada uno de ellos. El hecho de que podamos ver los diferentes colores se
debe a que el ojo humano es un fotodetector de las longitudes de onda que originan
los distintos colores y que pertenecen al espectro electromagnético generado por el
sol denominado luz visible.
Los tipos de pigmentos en animales son:
Melanina, que le da el color al cabello y piel.
Hemoglobina, que le da el color rojo a la sangre de los vertebrados.
Hemolinfa, que le el color característico de la llamada sangre de los
Invertebrados.
Pág
ina2
1
2.3 ASTAXANTINAS
Astaxantina es un carotenoide, perteneciente a la serie fitoquímica de los terpenos.
Se clasifica como una xantófila.
Esta xantófila se extrajo originalmente del cangrejo de río Astacus astacus. Como
muchos carotenoides, es un pigmento liposoluble coloreado. Astaxantina se puede
encontrar en microalgas (Haematococcus pluvialis), levaduras (Xanthophyllomyces
dendrorhous), salmón, trucha, crustáceos (Pandanus borealis, krill) y plumas de
algunas aves.
Astacus
Se había propuesto una unión en el anillo beta ionona con la parte hidrofóbica de
actinomiosina de salmón, pero hay otros factores incluyendo el metabolismo en el
hígado relacionados con el efecto de pigmentación: todo la E-astaxantina se
acumula selectivamente en la sangre y musculo del salmón pero no en especies no
pigmentadas. Un receptor lipoproteico sería el factor limitante en el metabolismo y
transporte del pigmento.
Pág
ina2
2
La astaxantina, a diferencia de algunos carotenoides, no se convierte a Vitamina A
(retinol) en el cuerpo humano. Demasiada Vitamina A es tóxica para los humanos,
pero la astaxantina no. Sin embargo, es un potente antioxidante; unas 10 veces más
que otros carotenoides.
2.4 APLICACIONES
Aprobado como colorante del alimento (o añadido del color) para aplicaciones
específicas en los alimentos del animal y de los pescados.
La astaxantina se utiliza como un suplemento de la alimentación para los salmones,
los cangrejos, el camarón, los pollos y la producción del huevo. Sin importar la
fuente, la astaxantina proporciona algunas ventajas importantes más allá de la
coloración. También se ha encontrado para ser esencial para el crecimiento y la
supervivencia apropiados.
Para los mariscos y los animales
El uso primario de la astaxantina sintética está hoy como añadido del pienso para
impartir la coloración, éste incluye salmones y las yemas de huevo granja-
levantados. En ese, los pigmentos sintéticos del carotenoide (es decir, amarillo, rojo
coloreado o anaranjado) representan cerca de 15-25% del coste de producción de
alimentación comercial de los salmones. Hoy, esencialmente toda la astaxantina
comercial para la acuacultura se produce sintético de fuentes petroquímicas.
Pág
ina2
3
Para los seres humanos
Actual, el uso primario para los seres humanos está como suplemento del alimento.
La investigación demuestra que debido a la actividad antioxidante potente de la
astaxantina, él puede ser beneficioso en enfermedades cardiovasculares, inmunes,
inflamatorias y neurodegenerative. La investigación apoya la asunción que protege
tejidos del cuerpo contra daño oxidativo. También cruza la barrera blood-brain, que
pone a disposición el ojo, el cerebro y el sistema nervioso central para aliviar la
tensión oxidativa que contribuye al ocular, y enfermedades neurodegenerative tales
como glaucoma y Alzheimer.
Pág
ina2
4
CAPITULO III
3.- QUITINA Y QUITOSANO
La quitina es uno de los componentes principales de las paredes celulares de los
hongos, del resistente exoesqueleto de los artrópodos (arácnidos, crustáceos,
insectos) y algunos otros animales (quetas de anélidos, perisarco de cnidarios). La
primera persona que consiguió describir correctamente su estructura química fue
Albert Hofmann.
El quitosano es un tipo de fibra procesada químicamente de los caparazones de los
crustáceos. Al igual que otros tipos de fibra como el salvado de avena, el quitosano
no es bien digerido por el cuerpo humano. Conforme pasa a través del tracto
digestivo, parece que tiene la habilidad de pegarse con las grasas consumidas y
sacarlas en las heces. Por esta razón, ha sido probado como un agente para
disminuir el colesterol y reducir el peso.
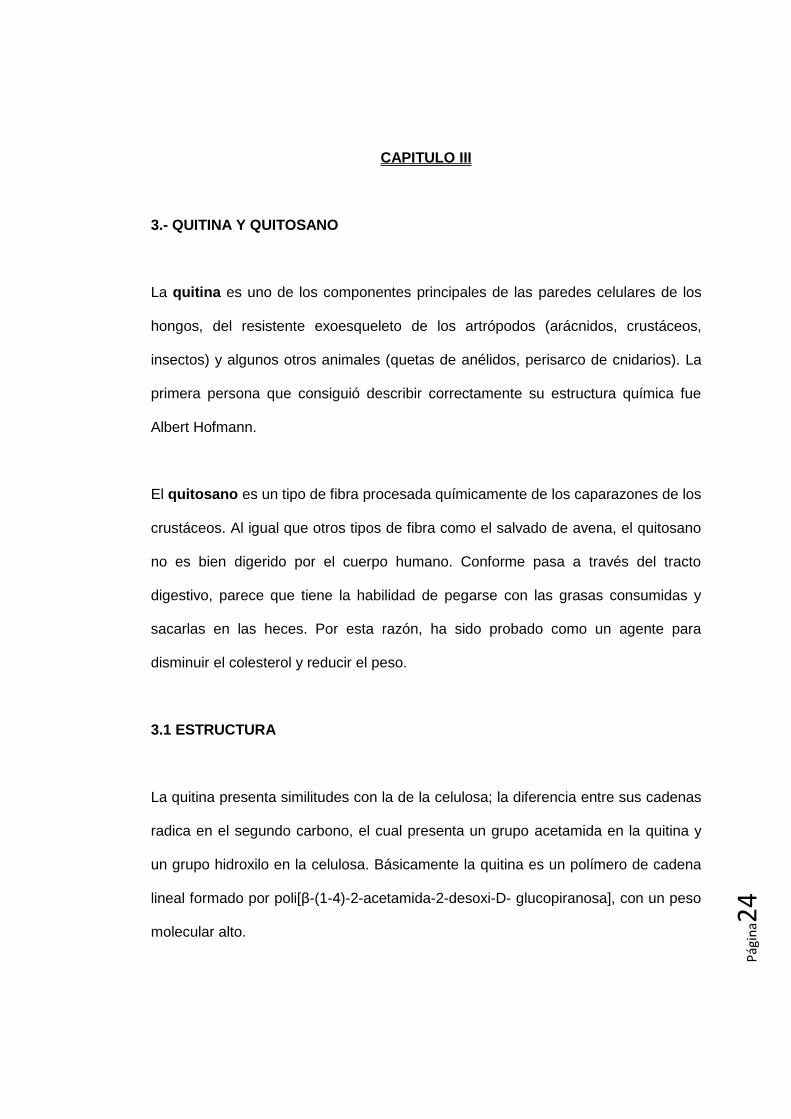
3.1 ESTRUCTURA
La quitina presenta similitudes con la de la celulosa; la diferencia entre sus cadenas
radica en el segundo carbono, el cual presenta un grupo acetamida en la quitina y
un grupo hidroxilo en la celulosa. Básicamente la quitina es un polímero de cadena
lineal formado por poli[β-(1-4)-2-acetamida-2-desoxi-D- glucopiranosa], con un peso
molecular alto.
Pág
ina2
5
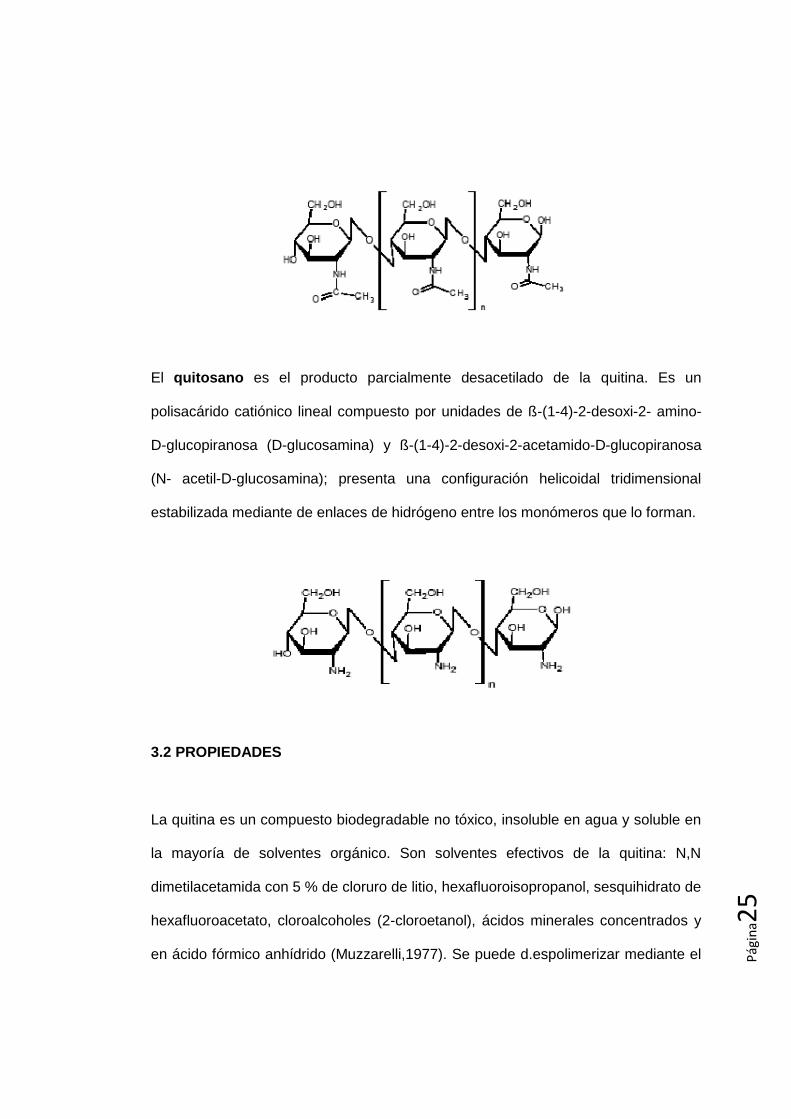
El quitosano es el producto parcialmente desacetilado de la quitina. Es un
polisacárido catiónico lineal compuesto por unidades de ß-(1-4)-2-desoxi-2- amino-
D-glucopiranosa (D-glucosamina) y ß-(1-4)-2-desoxi-2-acetamido-D-glucopiranosa
(N- acetil-D-glucosamina); presenta una configuración helicoidal tridimensional
estabilizada mediante de enlaces de hidrógeno entre los monómeros que lo forman.
3.2 PROPIEDADES
La quitina es un compuesto biodegradable no tóxico, insoluble en agua y soluble en
la mayoría de solventes orgánico. Son solventes efectivos de la quitina: N,N
dimetilacetamida con 5 % de cloruro de litio, hexafluoroisopropanol, sesquihidrato de
hexafluoroacetato, cloroalcoholes (2-cloroetanol), ácidos minerales concentrados y
en ácido fórmico anhídrido (Muzzarelli,1977). Se puede d.espolimerizar mediante el
Pág
ina2
6
uso de ácidos fuertes. Su calor específico es de 0.373 +/- 0.03 cal/g/OC. La
higroscopicidad de la quitina es similar a la de fibras de celulosa, aunque su
superficie es menos activa y permeable al agua que la de las fibras de celulosa
(Hirano, 1986).
Las propiedades de la quitina pueden ser modificadas mediante la
microcristalización, la quitina microcristalina absorbe considerablemente más agua
que la celulosa microcristalina. El intervalo de absorción de humedad de los
polímeros varía desde 325 a 440 % (p/p), estas diferencias se explican por la
cristalinidad de los productos, la cantidad de grupos formadores de sales, así como
por la cantidad de proteína remanente.
La quitina microcristalina demostró buenas propiedades de emulsión 900+/-47 m1
aceite/g utilizando sonicación para producir la emulsión; produce dispersiones más
estables que la celulosa microcristalina bajo condiciones de almacenamiento a
temperatura ambiente, ciclos de congelado y descongelado, y esterilización por lo
que se ha propuesto su uso como estabilizante y espesante. Se ha observado que
la adición de quitina microcristalina a diferentes niveles de agua, incrementa el
volumen de la masa en la fabricación de panes a partir de mezclas de trigo y papa,
debido a sus características surfactantes que ayudan a superar la depresión de
leudancia, que se genera cuando se agregan proteínas de papa a harina de trigo
(Knorr, 1984).
Pág
ina2
7
La pirolisis de la quitina a altas temperaturas (aproximadamente 900ºC) produce un
gran número de compuestos de sabor. La fracción pirolizada puede dividirse en
cuatro grupos (Knorr, 1984): fracción ácida que produce: ácido fórmico, acético,
propiónico, isobutirico, butírico; fracción fenólica que produce: fenol, O-cresol,
xilenol; fracción neutra que produce: tolueno, xileno, naflaleno; y fracción básica que
produce: picolinas, pirazinas, piridinas y quinolinas.
El quitosan es un sólido blanco amorfo, insoluble en agua, soluble en los ácidos,
cuya estructura cristalina es sustancialmente la de la quitina purificada original.
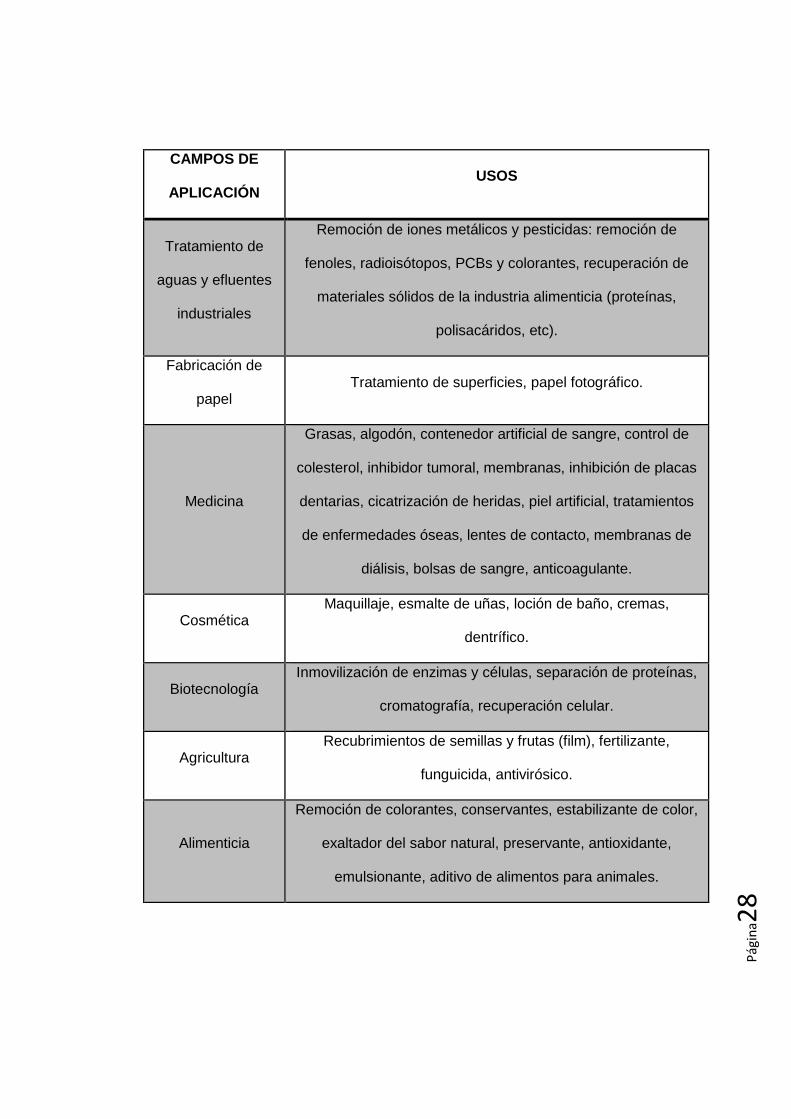
3.3 APLICACIONES
Actualmente la tendencia consiste en la producción de derivados de valor agregado
como por ejemplo aquellos usados en la industria cosmética, farmacéutica,
alimenticia y medicina.
Pág
ina2
8
CAMPOS DE
APLICACIÓN USOS
Tratamiento de
aguas y efluentes
industriales
Remoción de iones metálicos y pesticidas: remoción de
fenoles, radioisótopos, PCBs y colorantes, recuperación de
materiales sólidos de la industria alimenticia (proteínas,
polisacáridos, etc).
Fabricación de
papel Tratamiento de superficies, papel fotográfico.
Medicina
Grasas, algodón, contenedor artificial de sangre, control de
colesterol, inhibidor tumoral, membranas, inhibición de placas
dentarias, cicatrización de heridas, piel artificial, tratamientos
de enfermedades óseas, lentes de contacto, membranas de
diálisis, bolsas de sangre, anticoagulante.
Cosmética Maquillaje, esmalte de uñas, loción de baño, cremas,
dentrífico.
Biotecnología Inmovilización de enzimas y células, separación de proteínas,
cromatografía, recuperación celular.
Agricultura Recubrimientos de semillas y frutas (film), fertilizante,
funguicida, antivirósico.
Alimenticia
Remoción de colorantes, conservantes, estabilizante de color,
exaltador del sabor natural, preservante, antioxidante,
emulsionante, aditivo de alimentos para animales.
Pág
ina2
9
CAPITULO IV
4.- INGENIERÍA DEL PROYECTO
Pág
ina3
0
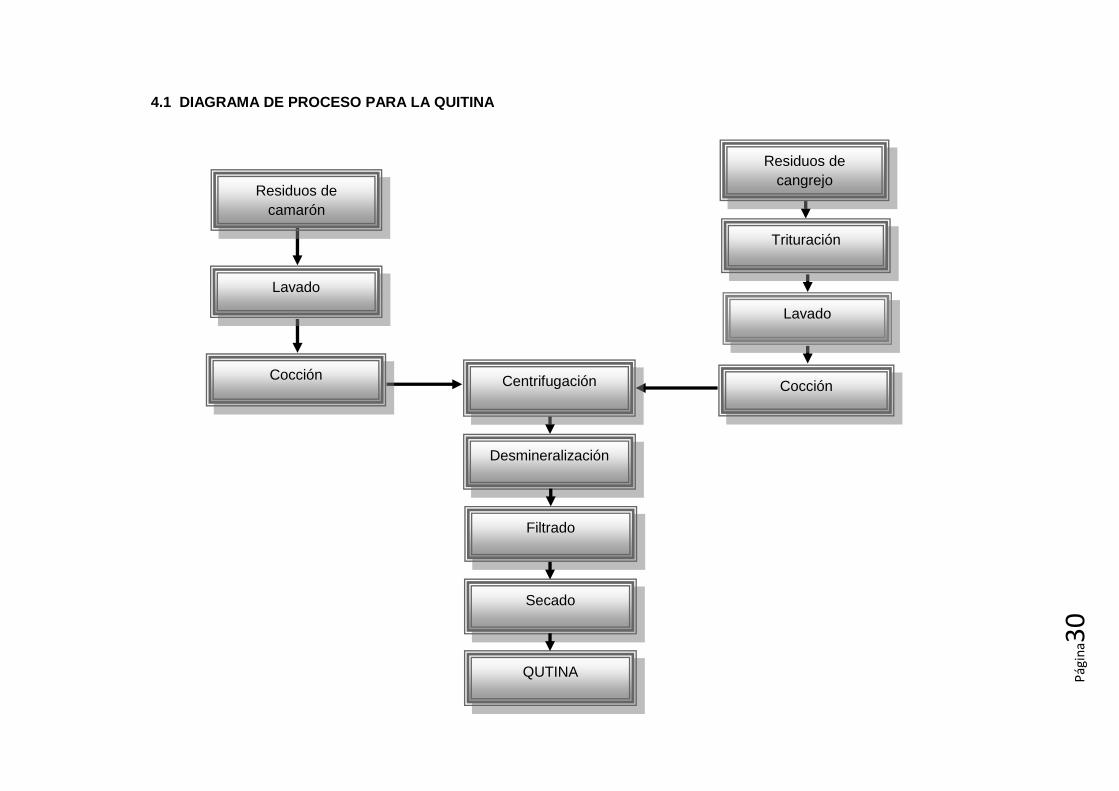
4.1 DIAGRAMA DE PROCESO PARA LA QUITINA
-
Lavado
Trituración
Residuos de
cangrejo
Cocción
Residuos de
camarón
Lavado
Cocción
Centrifugación
Desmineralización
Filtrado
Secado
QUTINA
Pág
ina3
1
4.1.1 Recepción de materia prima
La materia prima principal en el proceso es la cabeza de camarón y caparazones de
cangrejo, esta se recibe de las plantas empacadoras de camarón y exportadoras de
camarón sin cabeza y los caparazones de cangrejo de los lugares de mayor
consumo del crustáceo que lavan al animal completo con agua de mar. La cabeza
de camarón es transportada a la planta y recibida en el almacén en contenedores.
4.1.2 Acondicionamiento de la materia prima
Consiste en el lavado con agua de los caparazones a procesar y separación de la
masa que pueda quedar adherida a los mismos. Posteriormente se procede a su
molienda hasta el tamaño de partículas adecuado para la extracción, que
generalmente es de varios milímetros.
4.1.3 Pesado (materia prima)
AI comenzar un nuevo lote, la cabeza de camarón es pesada en una báscula para
llevar un control adecuado de la materia prima a procesar. Por medio de paleo, la
materia prima es colocada en la banda vibratoria para su lavado.
Pág
ina3
2
4.1.4 Lavado
Se realiza un lavado por medio de aspersores colocados en la parte superior de la
banda vibratoria perforada. El objetivo de las perforaciones es eliminar fácilmente
el exceso de agua y lo que ésta arrastre. Dicha banda descarga en un recipiente de
colocado por debajo de ésta, el cual sirve para contener momentáneamente la
cabeza recién lavada antes de ser paleada al interior de la quebradora de martillos.
Para cuando se tenga un exceso de materia prima, debido principalmente a la
temporada de veda o a cualquier otro imprevisto, la cabeza de camarón lavada se
transporta hacia el cuarto de enfriado donde se mantendrá congelada hasta su
utilización.
4.1.5 Molienda
Para llevar a cabo una buena extracción es necesario disminuir el tamaño de
partícula, así que se procederá a partir la cabeza de camarón en fragmentos de 1
cm2 con un grosor promedio de 1 mm para lo cual se utiliza una quebradora de
martillos. Posteriormente las cabezas son transportadas hacia los tanques de
extracción por medio de una banda de cangilones y una banda transportadora.
Pág
ina3
3
4.1.6 Cocción
Cada extracción se lleva a cabo en el evaporador el cual funciona con una corriente
de hidróxido de sodio para arrastrar al colorante (también arrastra las proteínas por
q estas están ligadas al colorante). La banda transportadora deposita la cabeza de
camarón procedente de la molienda dentro del evaporador, ésta se mezcla con el
hidróxido de sodio, el cual esta mezcla se mantiene en constante agitación para
ayudar a la estabilidad de la mezcla.
El procedimiento más comúnmente utilizado para desproteinizar consiste en tratar
los caparazones de los crustáceos con una solución acuosa diluida de NaOH a
temperatura más bien alta (65-100ºC), con el fin de disolver la proteína. El tiempo de
tratamiento suele variar entre media hora a 72 horas. En ocasiones se prefiere
realizar dos tratamientos consecutivos por tiempos cortos. Hay que tener en cuenta
que tratamientos por largo tiempo o a temperaturas muy altas pueden provocar
ruptura de las cadenas y la desacetilación parcial del polímero. También se han
utilizado otros agentes para extraer la proteína, entre los cuales se mencionan los
siguientes:
Na2CO3, NaHCO3, KOH,
K2CO3, Ca (OH)2, Na2SO3, NaHSO3, Na3PO4 y Na2S
Pág
ina3
4
Los procesos de desproteinización usando extractos enzimáticos o enzimas
aisladas y fermentaciones microbiológicas se han probado con relativo éxito, pero la
alternativa del tratamiento enzimático/microbiológico, además de consumir largo
tiempo, suele dejar de 1-7% de proteína residual.
4.1.7 Desmineralización
El principal componente inorgánico de los caparazones de los crustáceos es el
CaCO3, el cual se suele eliminar empleando soluciones diluidas de HCl (hasta 10%)
a temperatura ambiente, aunque también se han utilizado otros ácidos (HNO3,
CHOOH, HNO3, H2SO4, y CH3COOH). La concentración del ácido y el tiempo de
tratamiento dependen de la fuente, pero deben evitarse los tratamientos a
temperaturas más altas, que provocan la degradación del polímero. Un tratamiento
alternativo para disminuir la degradación consiste en el empleo del agente
acomplejante EDTA (ácido etilendiaminotetracético).
Pág
ina3
5
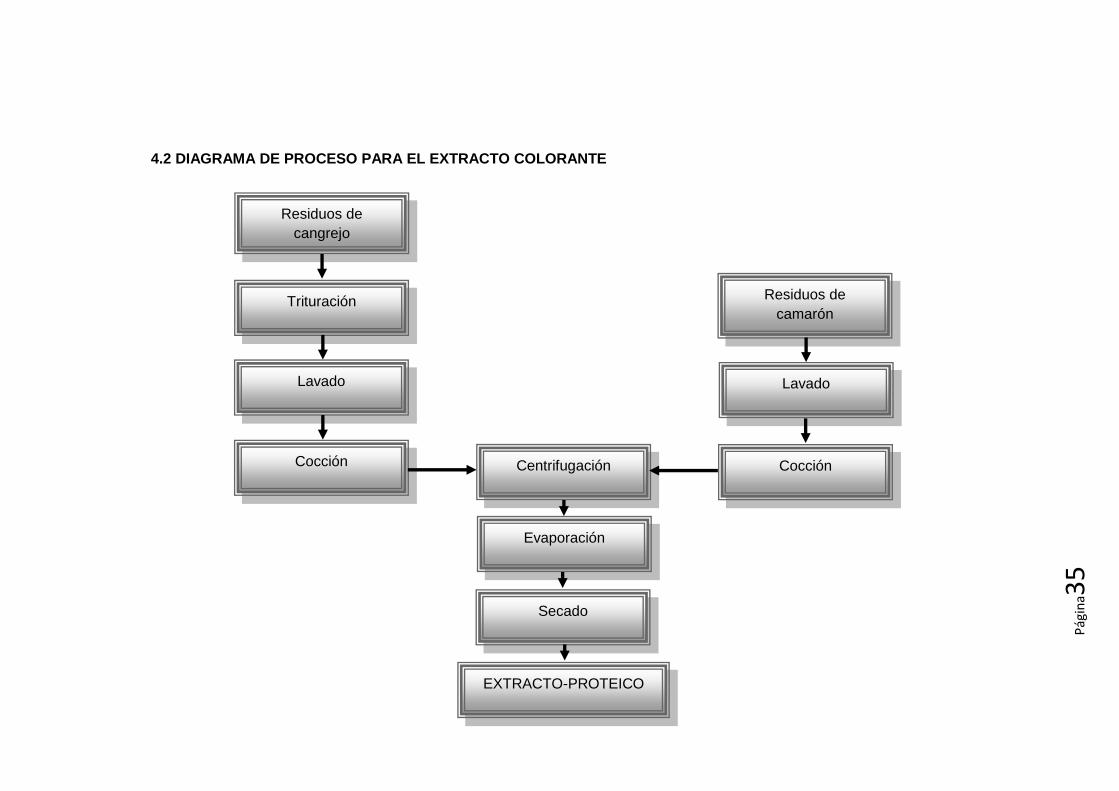
4.2 DIAGRAMA DE PROCESO PARA EL EXTRACTO COLORANTE
Residuos de
cangrejo
Trituración
Lavado
Cocción
Residuos de
camarón
Lavado
Cocción Centrifugación
Evaporación
Secado
EXTRACTO-PROTEICO
Pág
ina3
6
El extracto es un líquido compuesto en un 90% por hidróxido de sodio, el cuál debe
ser evaporado.
El líquido entra a una presión de 3 atm al evaporador, y el vapor temperatura de
150 ° C y una presión de 4.5 atm. El calor proporcionado por éste es utilizado para
evaporar el solvente. Los vapores de hidróxido de sodio salen a una temperatura de
90 °C y una presión de 3 atm hacia el condensador.
4.2.1 Condensación
La corriente proveniente del evaporador que viene a 3 atm de presión y una
temperatura de 90° C se colecta en un condensador de carcaza y tubos y se enfría
por medio de agua hasta 50° C. La corriente de condensado se conduce hacia el
separador de fases.
4.2.2 Centrifugación (Separación de fases)
La corriente que proviene del condensador con una presión de 3 atm y una
temperatura de 50 ° C, entra al separador de fases donde el aire es purgado fuera
del aparato y el agua es eliminada hacia la corriente de aguas residuales luego de
ser decantada (tiempo aproximado de decantación: 40 minutos).
El hidróxido de sodio que queda dentro del separador es ajustado al volumen
requerido para una nueva extracción mediante la adición de solvente nuevo del
Pág
ina3
7
tanque de almacenamiento y finalmente, se bombea de regreso al tanque de
extracción.
Es necesario ajustar al volumen de solvente porque aproximadamente, el 1% de
hidróxido de sodio se pierde durante el proceso.
4.2.3 Evaporación
Una vez separada la parte liquida de la etapa de centrifugado se procede a
evaporar a 100°C para separar el extracto-proteico por diferencia de puntos de
ebullición.
4.2.4 Secado
Una vez eliminado el NaOH en el producto se procede a atomizar el producto
mediante un secador spray para así poder tener un producto mas estable como lo
es un polvo.
4.2.5 Pesado
Conforme va saliendo del secador, el pigmento es pesado y almacenado en sacos
de su respectiva presentación. Los sacos de astaxantina solida se llevan al almacén
general.
Pág
ina3
8
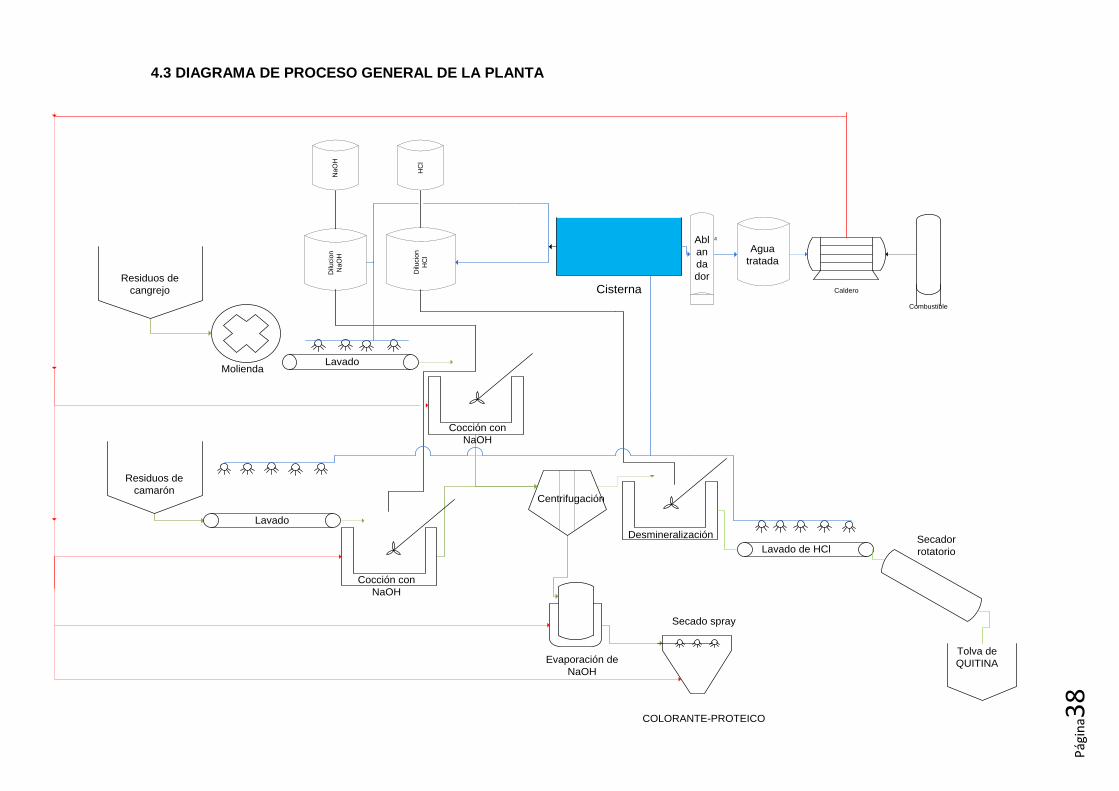
4.3 DIAGRAMA DE PROCESO GENERAL DE LA PLANTA
Cisterna
P-14
P-15 P-17 P-18
Na
OH
Dilu
cio
n
HC
l
Dilu
cio
n
Na
OH
HC
l
Caldero
Combustible
Abl
an
da
dorResiduos de
cangrejo
Residuos de
camarón
Lavado
Lavado
Cocción con
NaOH
Cocción con
NaOH
Molienda
Desmineralización
Lavado de HCl
Secado spray
Evaporación de
NaOH
Secador
rotatorio
Tolva de
QUITINA
COLORANTE-PROTEICO
Centrifugación
Agua
tratada
Pág
ina3
9
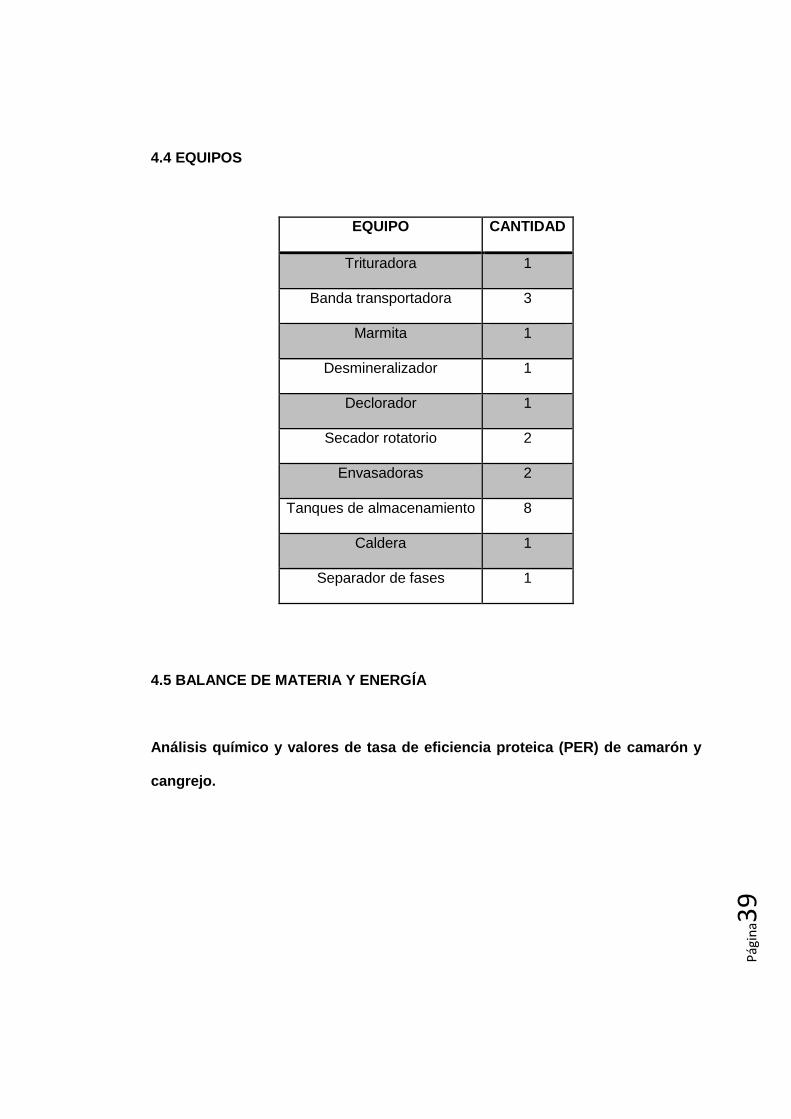
4.4 EQUIPOS
EQUIPO CANTIDAD
Trituradora 1
Banda transportadora 3
Marmita 1
Desmineralizador 1
Declorador 1
Secador rotatorio 2
Envasadoras 2
Tanques de almacenamiento 8
Caldera 1
Separador de fases 1
4.5 BALANCE DE MATERIA Y ENERGÍA
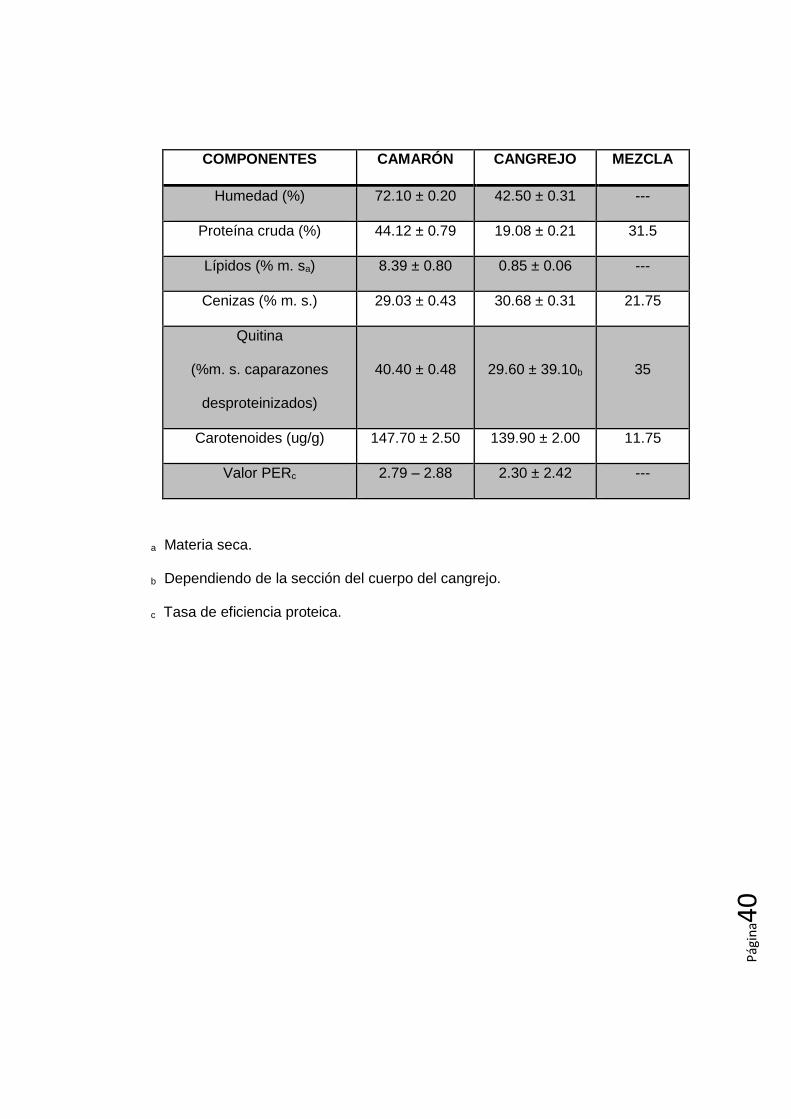
Análisis químico y valores de tasa de eficiencia proteica (PER) de camarón y
cangrejo.
Pág
ina4
0
COMPONENTES CAMARÓN CANGREJO MEZCLA
Humedad (%) 72.10 ± 0.20 42.50 ± 0.31 ---
Proteína cruda (%) 44.12 ± 0.79 19.08 ± 0.21 31.5
Lípidos (% m. sa) 8.39 ± 0.80 0.85 ± 0.06 ---
Cenizas (% m. s.) 29.03 ± 0.43 30.68 ± 0.31 21.75
Quitina
(%m. s. caparazones
desproteinizados)
40.40 ± 0.48 29.60 ± 39.10b 35
Carotenoides (ug/g) 147.70 ± 2.50 139.90 ± 2.00 11.75
Valor PERc 2.79 – 2.88 2.30 ± 2.42 ---
a Materia seca.
b Dependiendo de la sección del cuerpo del cangrejo.
c Tasa de eficiencia proteica.
Pág
ina4
1
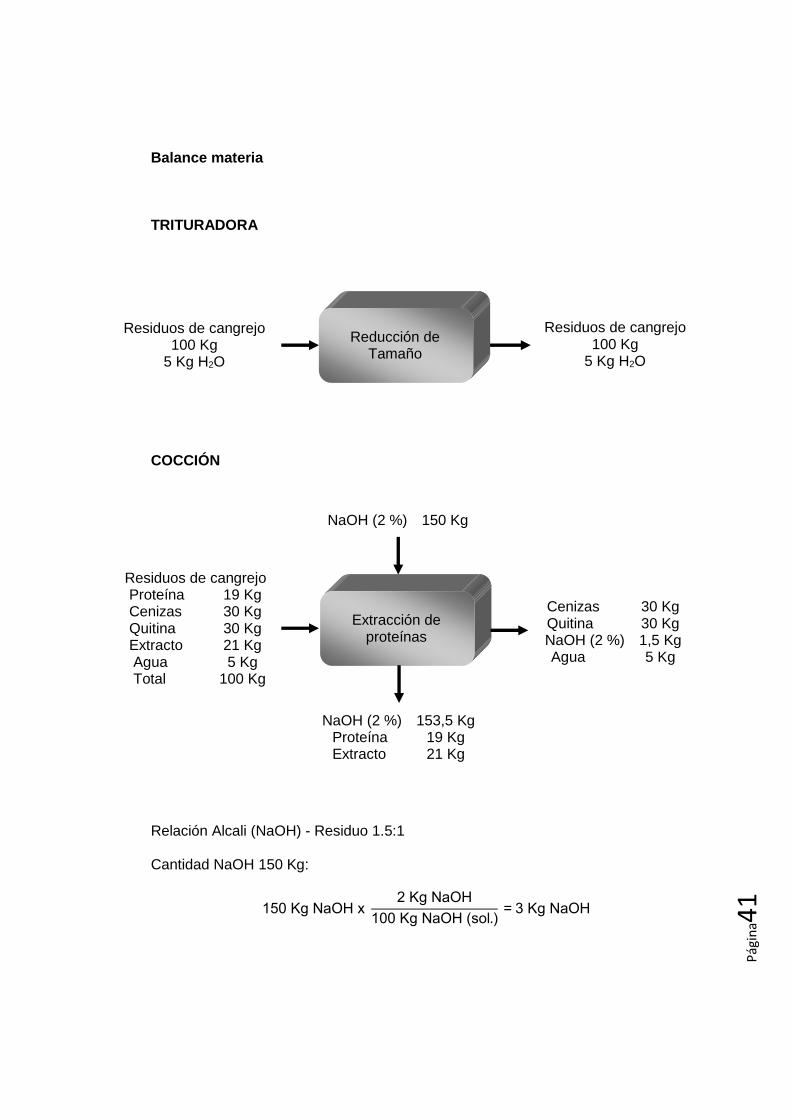
Balance materia
TRITURADORA
COCCIÓN
Relación Alcali (NaOH) - Residuo 1.5:1
Cantidad NaOH 150 Kg:
150 Kg NaOH x 2 Kg NaOH
100 Kg NaOH (sol.) = 3 Kg NaOH
Residuos de cangrejo 100 Kg
5 Kg H2O
Residuos de cangrejo 100 Kg
5 Kg H2O
Reducción de Tamaño
Extracción de proteínas
Residuos de cangrejo Proteína 19 Kg Cenizas 30 Kg Quitina 30 Kg Extracto 21 Kg Agua 5 Kg
Total 100 Kg
Cenizas 30 Kg Quitina 30 Kg NaOH (2 %) 1,5 Kg Agua 5 Kg
NaOH (2 %) 150 Kg
NaOH (2 %) 153,5 Kg Proteína 19 Kg Extracto 21 Kg
Pág
ina4
2
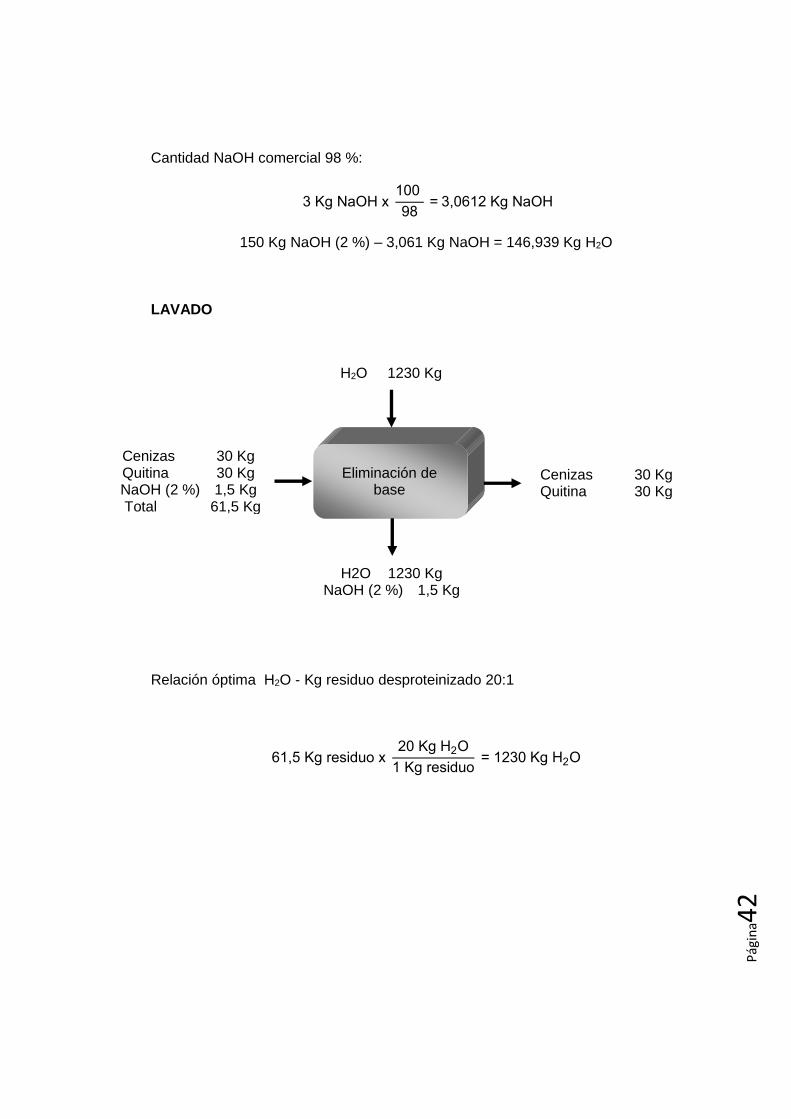
Cantidad NaOH comercial 98 %:
3 Kg NaOH x 100
98 = 3,0612 Kg NaOH
150 Kg NaOH (2 %) – 3,061 Kg NaOH = 146,939 Kg H2O
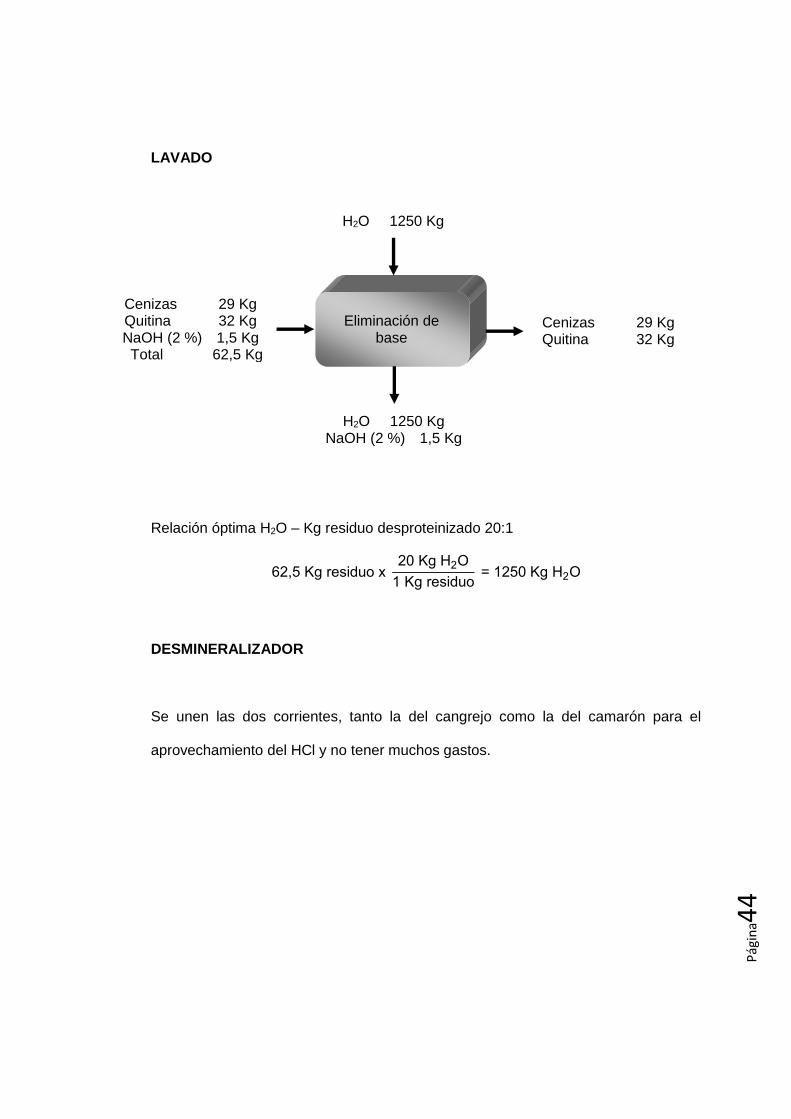
LAVADO
Relación óptima H2O - Kg residuo desproteinizado 20:1
61,5 Kg residuo x 20 Kg H2O
1 Kg residuo = 1230 Kg H2O
Cenizas 30 Kg Quitina 30 Kg NaOH (2 %) 1,5 Kg
Total 61,5 Kg
Cenizas 30 Kg Quitina 30 Kg
Eliminación de base
H2O 1230 Kg
H2O 1230 Kg NaOH (2 %) 1,5 Kg
Pág
ina4
3
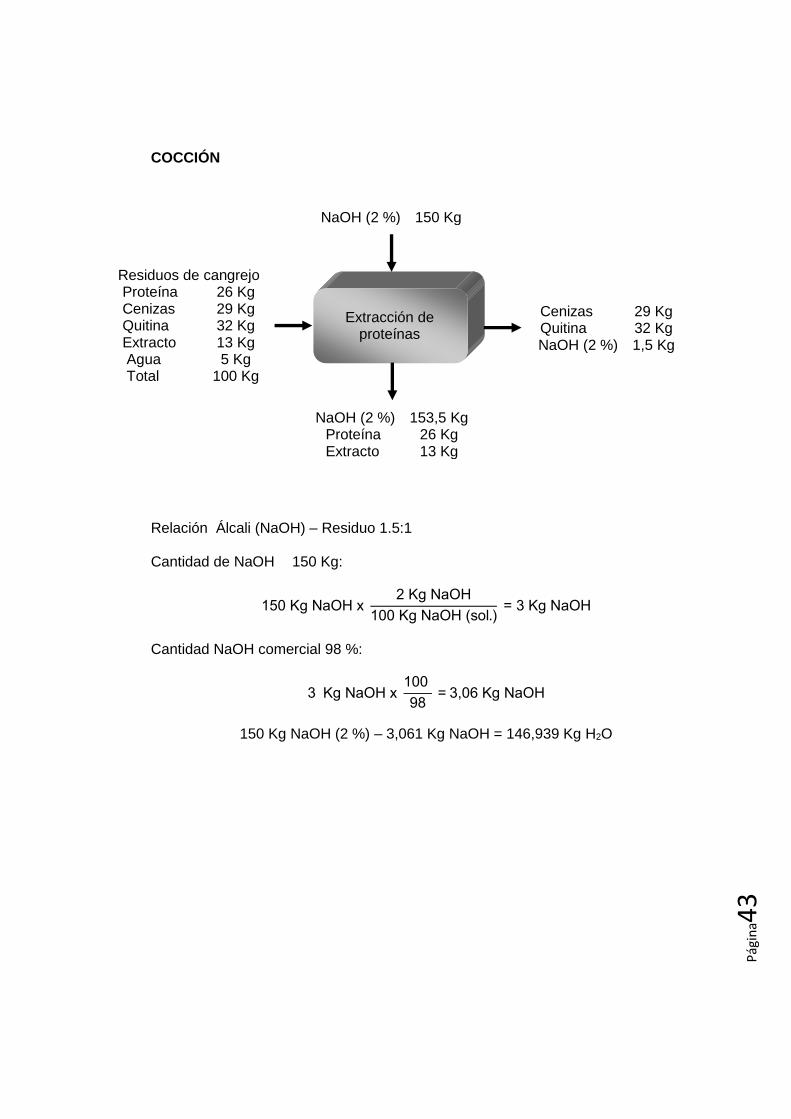
COCCIÓN
Relación Álcali (NaOH) – Residuo 1.5:1
Cantidad de NaOH 150 Kg:
150 Kg NaOH x 2 Kg NaOH
100 Kg NaOH (sol.) = 3 Kg NaOH
Cantidad NaOH comercial 98 %:
3 Kg NaOH x 100
98 = 3,06 Kg NaOH
150 Kg NaOH (2 %) – 3,061 Kg NaOH = 146,939 Kg H2O
Residuos de cangrejo Proteína 26 Kg Cenizas 29 Kg Quitina 32 Kg Extracto 13 Kg Agua 5 Kg
Total 100 Kg
Cenizas 29 Kg Quitina 32 Kg NaOH (2 %) 1,5 Kg
Extracción de proteínas
NaOH (2 %) 150 Kg
NaOH (2 %) 153,5 Kg Proteína 26 Kg Extracto 13 Kg
Pág
ina4
4
LAVADO
Relación óptima H2O – Kg residuo desproteinizado 20:1
62,5 Kg residuo x 20 Kg H2O
1 Kg residuo = 1250 Kg H2O
DESMINERALIZADOR
Se unen las dos corrientes, tanto la del cangrejo como la del camarón para el
aprovechamiento del HCl y no tener muchos gastos.
Cenizas 29 Kg Quitina 32 Kg NaOH (2 %) 1,5 Kg
Total 62,5 Kg
Cenizas 29 Kg Quitina 32 Kg
Eliminación de base
H2O 1250 Kg
H2O 1250 Kg NaOH (2 %) 1,5 Kg
Pág
ina4
5
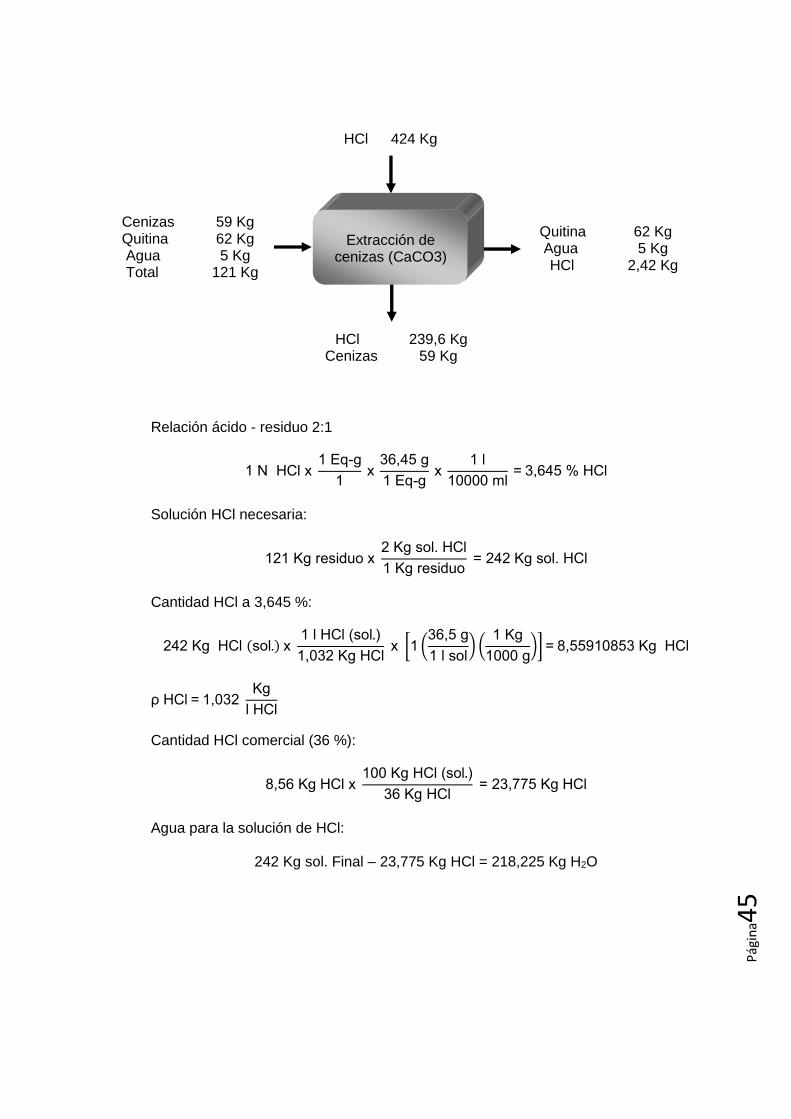
Relación ácido - residuo 2:1
1 N HCl x 1 Eq-g
1 x
36,45 g
1 Eq-g x
1 l
10000 ml = 3,645 % HCl
Solución HCl necesaria:
121 Kg residuo x 2 Kg sol. HCl
1 Kg residuo = 242 Kg sol. HCl
Cantidad HCl a 3,645 %:
242 Kg HCl (sol.) x 1 l HCl (sol.)
1,032 Kg HCl x [1 (
36,5 g
1 l sol) (
1 Kg
1000 g)] = 8,55910853 Kg HCl
ρ HCl = 1,032 Kg
l HCl
Cantidad HCl comercial (36 %):
8,56 Kg HCl x 100 Kg HCl (sol.)
36 Kg HCl = 23,775 Kg HCl
Agua para la solución de HCl:
242 Kg sol. Final – 23,775 Kg HCl = 218,225 Kg H2O
Cenizas 59 Kg Quitina 62 Kg Agua 5 Kg
Total 121 Kg
Quitina 62 Kg Agua 5 Kg
HCl 2,42 Kg
HCl 424 Kg
HCl 239,6 Kg Cenizas 59 Kg
Extracción de cenizas (CaCO3)
Pág
ina4
6
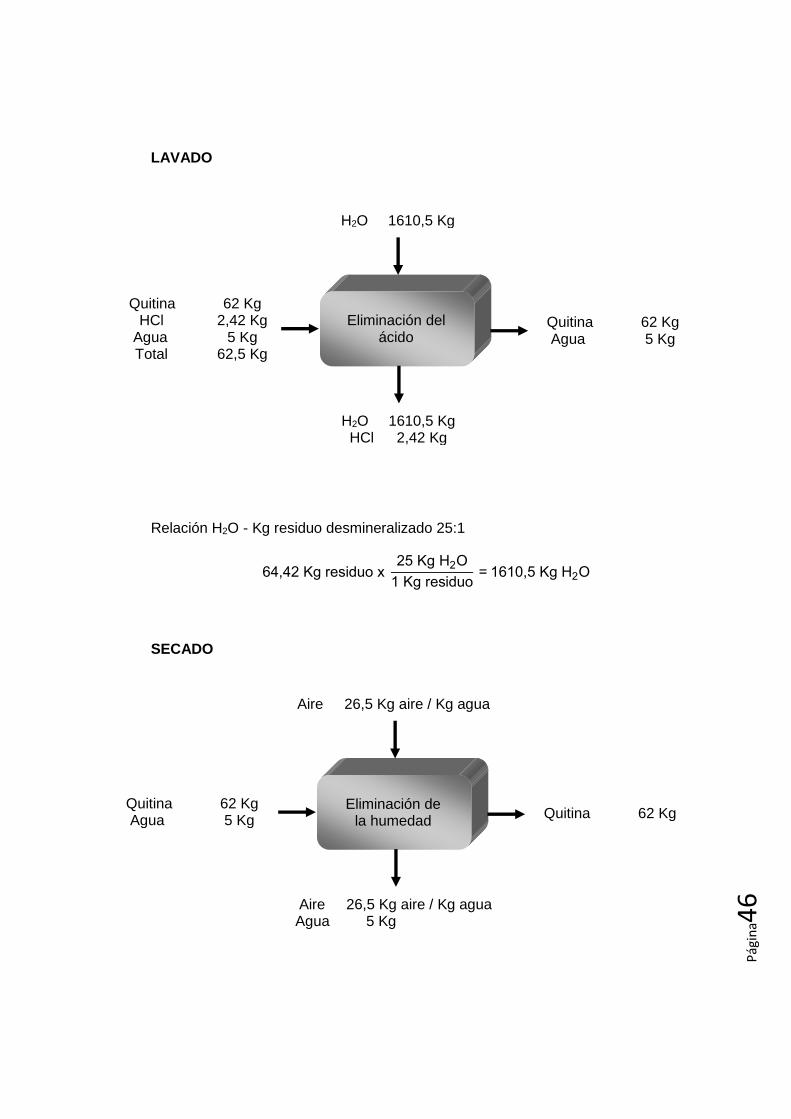
LAVADO
Relación H2O - Kg residuo desmineralizado 25:1
64,42 Kg residuo x 25 Kg H2O
1 Kg residuo = 1610,5 Kg H2O
SECADO
Quitina 62 Kg HCl 2,42 Kg
Agua 5 Kg Total 62,5 Kg
Quitina 62 Kg Agua 5 Kg
Eliminación del ácido
H2O 1610,5 Kg
H2O 1610,5 Kg HCl 2,42 Kg
Quitina 62 Kg Agua 5 Kg
Quitina 62 Kg Eliminación de
la humedad
Aire 26,5 Kg aire / Kg agua
Aire 26,5 Kg aire / Kg agua Agua 5 Kg
Pág
ina4
7
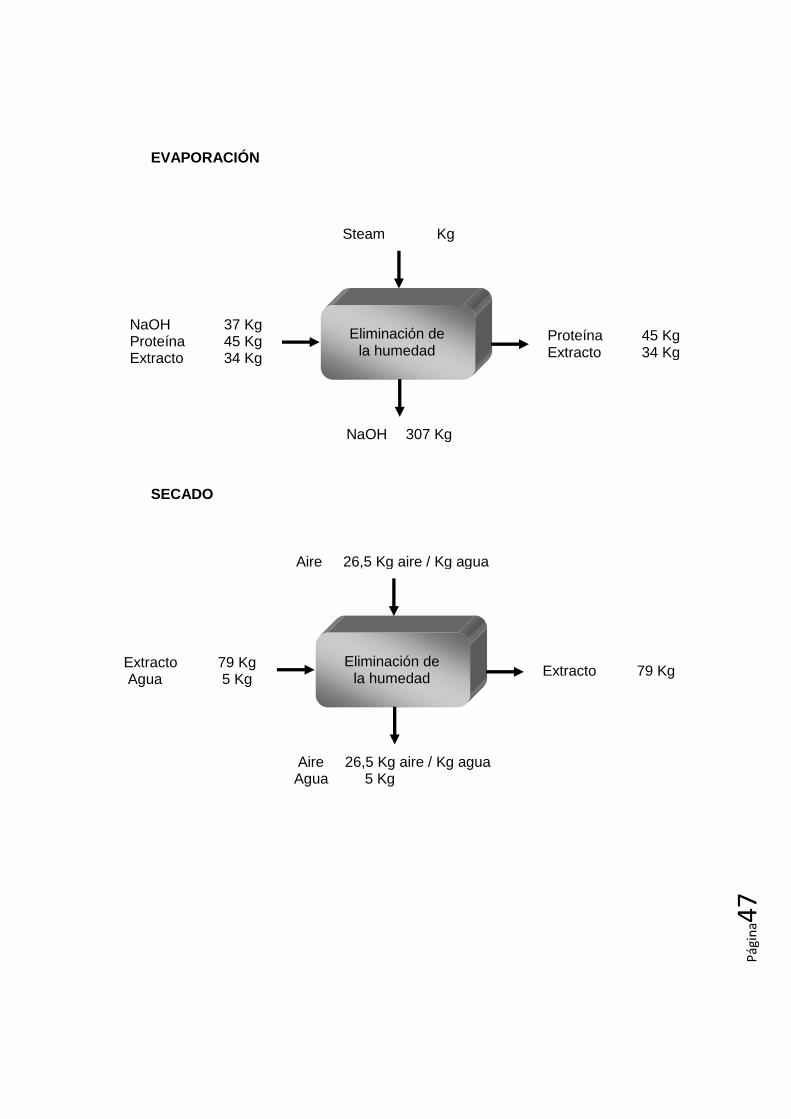
EVAPORACIÓN
SECADO
NaOH 37 Kg Proteína 45 Kg Extracto 34 Kg
Proteína 45 Kg Extracto 34 Kg
Eliminación de la humedad
Steam Kg
NaOH 307 Kg
Extracto 79 Kg Agua 5 Kg
Extracto 79 Kg Eliminación de
la humedad
Aire 26,5 Kg aire / Kg agua
Aire 26,5 Kg aire / Kg agua Agua 5 Kg
Pág
ina4
8
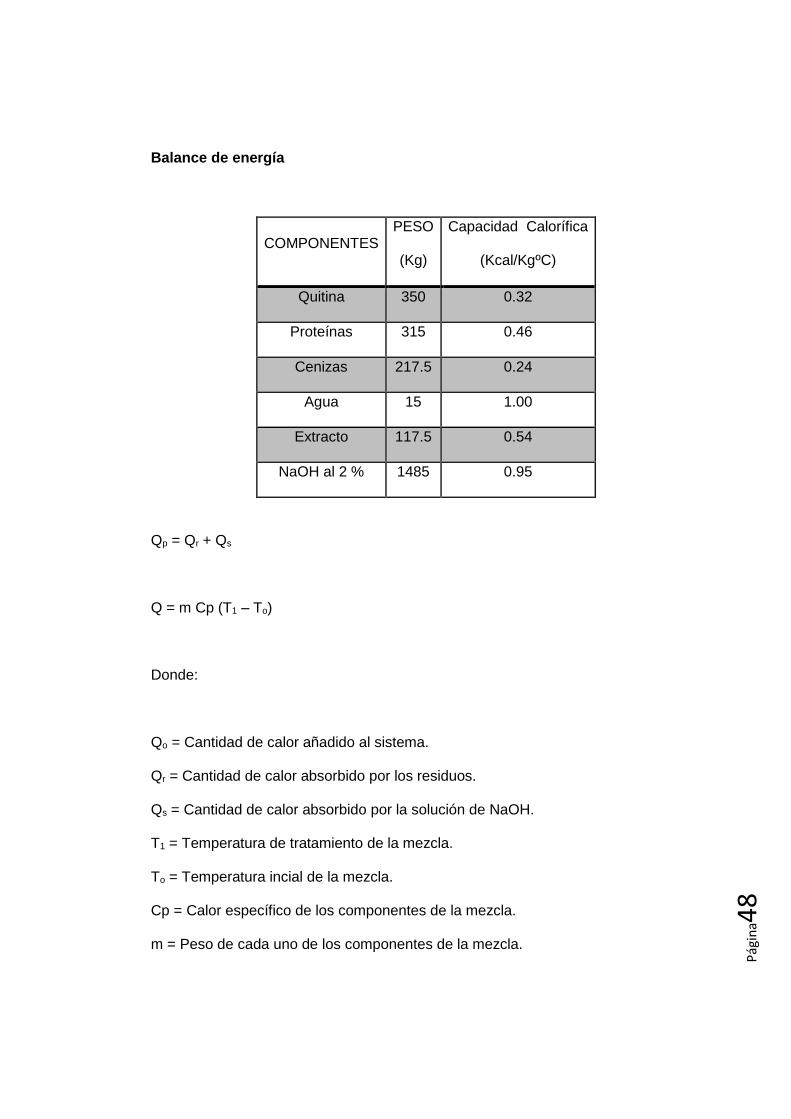
Balance de energía
COMPONENTES PESO
(Kg)
Capacidad Calorífica
(Kcal/KgºC)
Quitina 350 0.32
Proteínas 315 0.46
Cenizas 217.5 0.24
Agua 15 1.00
Extracto 117.5 0.54
NaOH al 2 % 1485 0.95
Qp = Qr + Qs
Q = m Cp (T1 – To)
Donde:
Qo = Cantidad de calor añadido al sistema.
Qr = Cantidad de calor absorbido por los residuos.
Qs = Cantidad de calor absorbido por la solución de NaOH.
T1 = Temperatura de tratamiento de la mezcla.
To = Temperatura incial de la mezcla.
Cp = Calor específico de los componentes de la mezcla.
m = Peso de cada uno de los componentes de la mezcla.
Pág
ina4
9
Datos:
To = 25 ºC
T1 = 100 ºC
F
Nota: Se toma como Cp de la quitina el Cp de la celulosa debido a que tiene su
estructura química muy similar (Tabla No. 2.219 Pág. 2 – 193 Perry Vol. 1 séptima
edición).
El Cp de la ceniza se considera el del carbonato de calcio.
19.68 + 0.011189T – 307600 / T2
T en ºK (Tabla No. 2.194 Pág. 2-169 Perry Vol. 1 séptima edición).
El Cp de la grasa se toma como el ácido mirístico.
0.381 + 0.00545 T
T en ºC (Pág. 339 y 334 Perry J.H.).
El Cp de la solución de NaOH se toma de la figura 68 Pág. 279 Watson K. M.
Pág
ina5
0
COCCIÓN DE RESIDUOS DE CANGREJO
Q r = Q quitina + Q proteína + Q ceniza + Q agua
Q quitina = m Cp ∆T
Q quitina = (30) (0,32) (75)
Q quitina = 720 Kcal
Q proteína = m Cp ∆T
Q proteína = (19) (0,46) (75)
Q proteína = 655,5 Kcal
Q ceniza = m Cp ∆T
Q ceniza = (30) (0,24) (75)
Q ceniza = 540 Kcal
Q extracto = m Cp ∆T
Q extracto = (21) (0,54) (75)
Q extracto = 850,5 Kcal
Q agua = m Cp ∆T
Q agua = (5) (1) (75)
Q agua = 375 Kcal

Pág
ina5
1
Q r = Q quitina + Q proteína + Q ceniza + Q agua
Q r = 720 Kcal + 655,5 Kcal + 540 Kcal + 850,5 Kcal + 375 Kcal
Q r = 3141 Kcal
Q s = Q sol. NaOH
Q s = m Cp ∆T
Q s = (150) (0,95) (75)
Q s = 10688 Kcal
Q p = Q r + Q s
Q p = 3141 + 10688
Q p = 13829 Kcal
Q vapor = m ג
m = Qvapor
ג
m = 13829
1,935
m = 25,653 Kg
SECADO DE LA QUITNA
Q ganado = Q cedido
Q vapor = Q quitina + Q agua + Q vapor
Q vapor = (m Cp ∆T) quitina + (m Cp ∆T) agua + (m ג) agua
Pág
ina5
2
Q vapor=[(62)(0,32)(45)]+ [(5)(1)(45)]+ [(5)(539,1)]
Q vapor = 3813 Kcal
Q vapor = m ג
m = Qvapor
ג
m = 3813
1,935
m = 7,074 Kg
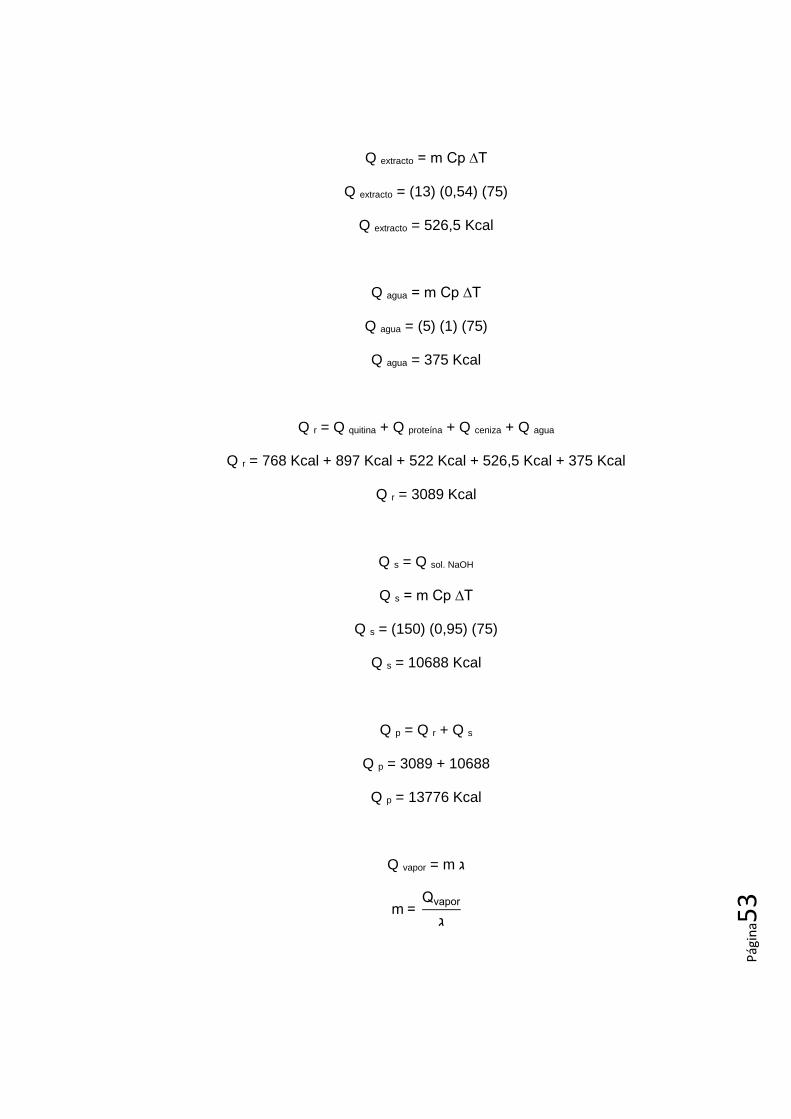
COCCIÓN DE RESIDUOS DE CAMARÓN
Q r = Q quitina + Q proteína + Q ceniza + Q agua
Q quitina = m Cp ∆T
Q quitina = (32) (0,32) (75)
Q quitina = 768 Kcal
Q proteína = m Cp ∆T
Q proteína = (26) (0,46) (75)
Q proteína = 897 Kcal
Q ceniza= m Cp ∆T
Q ceniza = (29) (0,24) (75)
Q ceniza = 522 Kcal
Pág
ina5
3
Q extracto = m Cp ∆T
Q extracto = (13) (0,54) (75)
Q extracto = 526,5 Kcal
Q agua = m Cp ∆T
Q agua = (5) (1) (75)
Q agua = 375 Kcal
Q r = Q quitina + Q proteína + Q ceniza + Q agua
Q r = 768 Kcal + 897 Kcal + 522 Kcal + 526,5 Kcal + 375 Kcal
Q r = 3089 Kcal
Q s = Q sol. NaOH
Q s = m Cp ∆T
Q s = (150) (0,95) (75)
Q s = 10688 Kcal
Q p = Q r + Q s
Q p = 3089 + 10688
Q p = 13776 Kcal
Q vapor = m ג
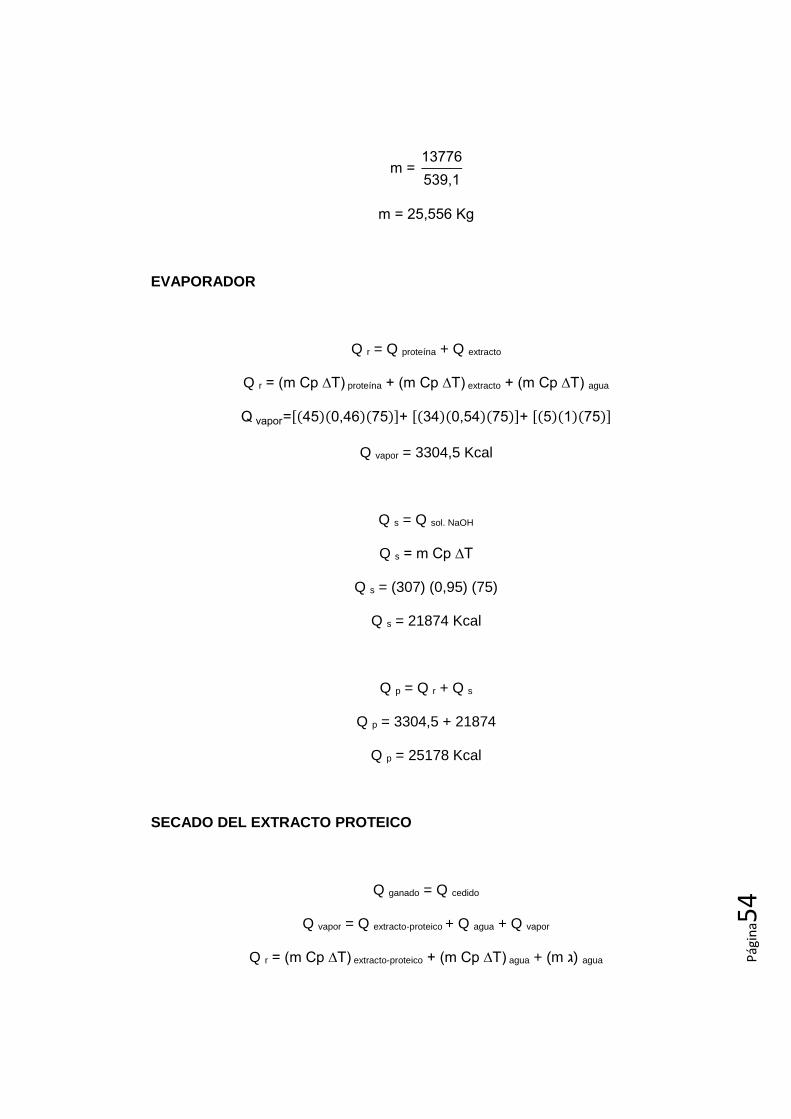
m = Qvapor
ג
Pág
ina5
4
m = 13776
1,935
m = 25,556 Kg
EVAPORADOR
Q r = Q proteína + Q extracto
Q r = (m Cp ∆T) proteína + (m Cp ∆T) extracto + (m Cp ∆T) agua
Q vapor=[(45)(0,46)(75)]+ [(34)(0,54)(75)]+ [(5)(1)(75)]
Q vapor = 3304,5 Kcal
Q s = Q sol. NaOH
Q s = m Cp ∆T
Q s = (307) (0,95) (75)
Q s = 21874 Kcal
Q p = Q r + Q s
Q p = 3304,5 + 21874
Q p = 25178 Kcal
SECADO DEL EXTRACTO PROTEICO
Q ganado = Q cedido
Q vapor = Q extracto-proteico + Q agua + Q vapor
Q r = (m Cp ∆T) extracto-proteico + (m Cp ∆T) agua + (m ג) agua
Pág
ina5
5
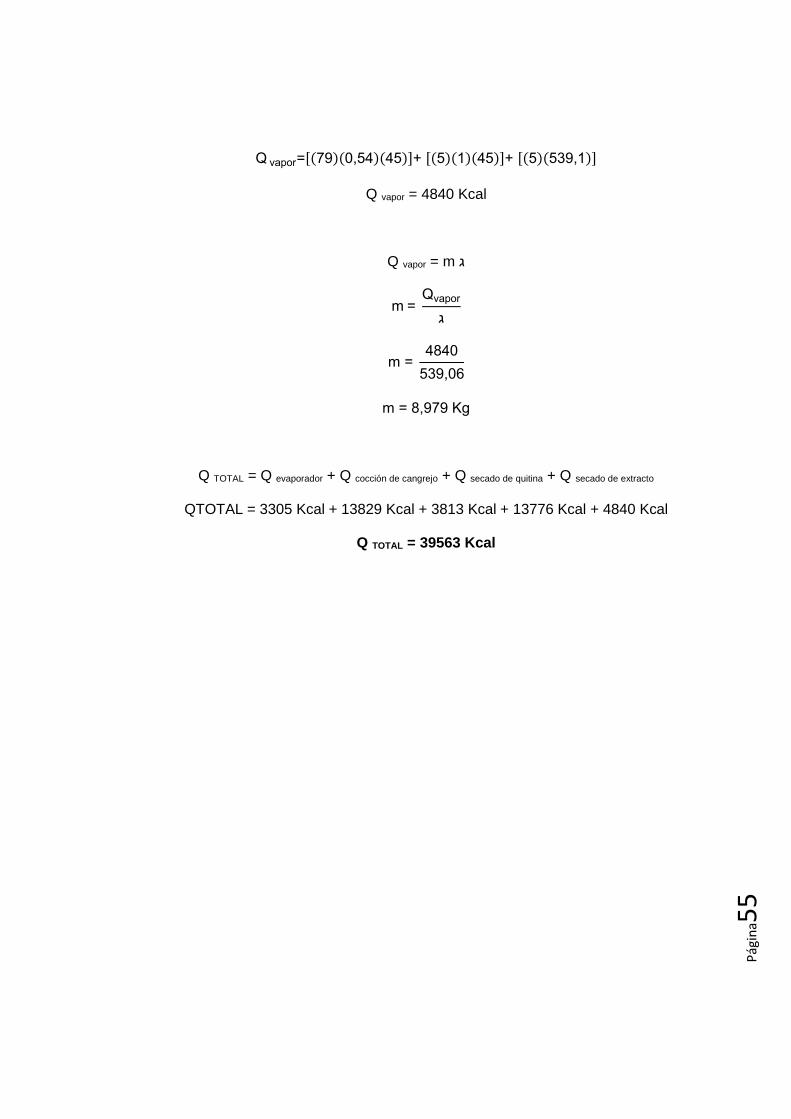
Q vapor=[(79)(0,54)(45)]+ [(5)(1)(45)]+ [(5)(539,1)]
Q vapor = 4840 Kcal
Q vapor = m ג
m = Qvapor
ג
m = 4840
1,9335
m = 8,979 Kg
Q TOTAL = Q evaporador + Q cocción de cangrejo + Q secado de quitina + Q secado de extracto
QTOTAL = 3305 Kcal + 13829 Kcal + 3813 Kcal + 13776 Kcal + 4840 Kcal
Q TOTAL = 39563 Kcal
Pág
ina5
6
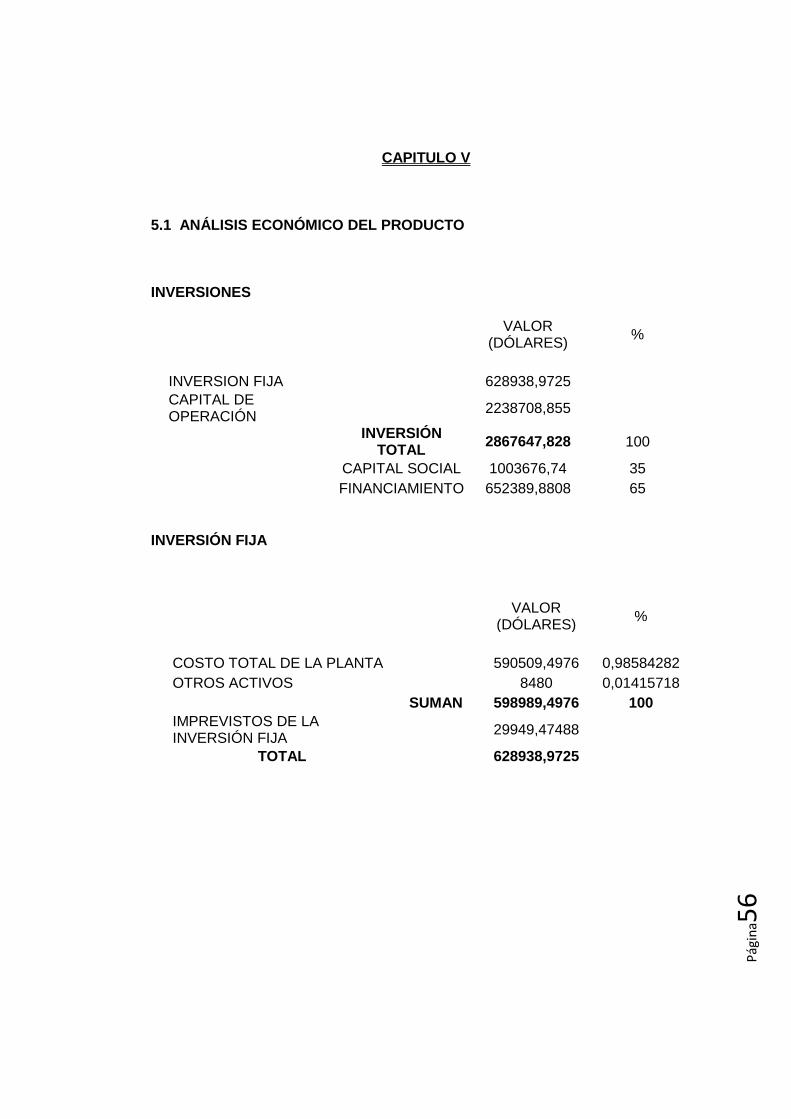
CAPITULO V
5.1 ANÁLISIS ECONÓMICO DEL PRODUCTO
INVERSIONES
VALOR
(DÓLARES) %
INVERSION FIJA
628938,9725
CAPITAL DE OPERACIÓN
2238708,855
INVERSIÓN
TOTAL 2867647,828 100
CAPITAL SOCIAL 1003676,74 35
FINANCIAMIENTO 652389,8808 65
INVERSIÓN FIJA
VALOR
(DÓLARES) %
COSTO TOTAL DE LA PLANTA
590509,4976 0,98584282
OTROS ACTIVOS
8480 0,01415718
SUMAN 598989,4976 100
IMPREVISTOS DE LA INVERSIÓN FIJA
29949,47488
TOTAL
628938,9725
Pág
ina5
7
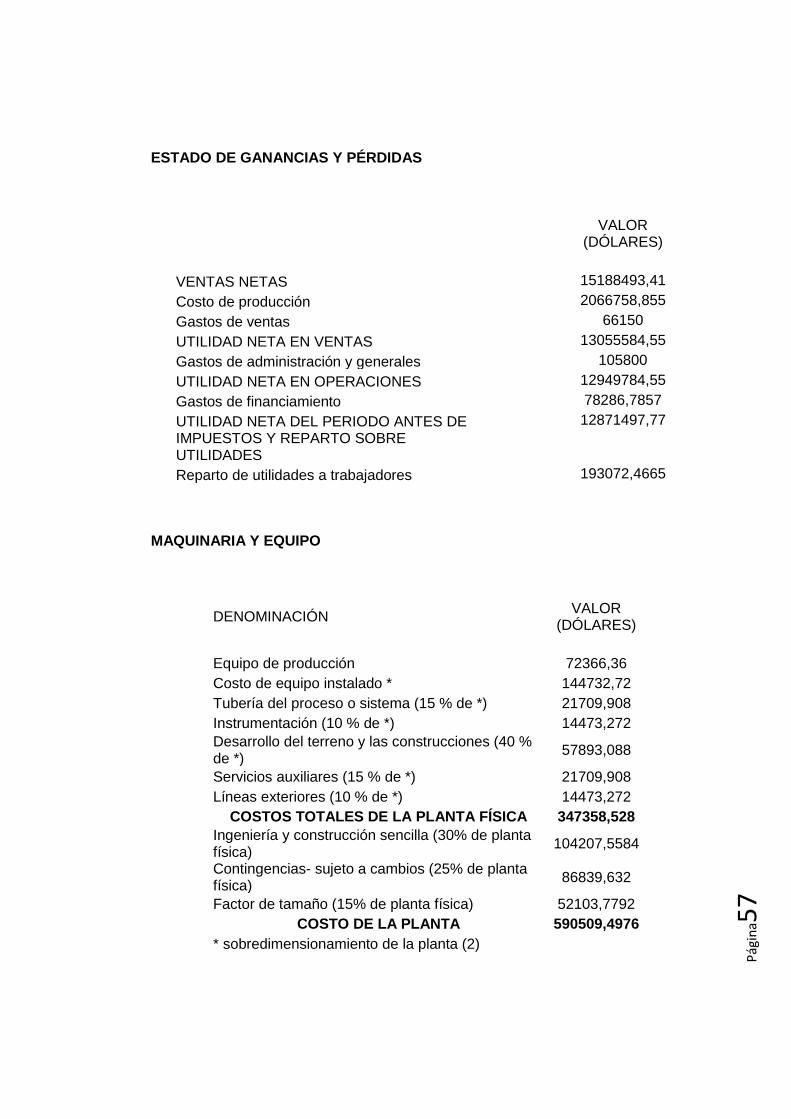
ESTADO DE GANANCIAS Y PÉRDIDAS
VALOR (DÓLARES)
VENTAS NETAS
15188493,41
Costo de producción
2066758,855
Gastos de ventas
66150
UTILIDAD NETA EN VENTAS
13055584,55
Gastos de administración y generales
105800
UTILIDAD NETA EN OPERACIONES
12949784,55
Gastos de financiamiento
78286,7857
UTILIDAD NETA DEL PERIODO ANTES DE
12871497,77
IMPUESTOS Y REPARTO SOBRE UTILIDADES
Reparto de utilidades a trabajadores
193072,4665
MAQUINARIA Y EQUIPO
DENOMINACIÓN VALOR
(DÓLARES)
Equipo de producción 72366,36
Costo de equipo instalado * 144732,72
Tubería del proceso o sistema (15 % de *) 21709,908
Instrumentación (10 % de *) 14473,272
Desarrollo del terreno y las construcciones (40 % de *)
57893,088
Servicios auxiliares (15 % de *) 21709,908
Líneas exteriores (10 % de *) 14473,272
COSTOS TOTALES DE LA PLANTA FÍSICA 347358,528
Ingeniería y construcción sencilla (30% de planta física)
104207,5584
Contingencias- sujeto a cambios (25% de planta física)
86839,632
Factor de tamaño (15% de planta física) 52103,7792
COSTO DE LA PLANTA 590509,4976
* sobredimensionamiento de la planta (2)
Pág
ina5
8
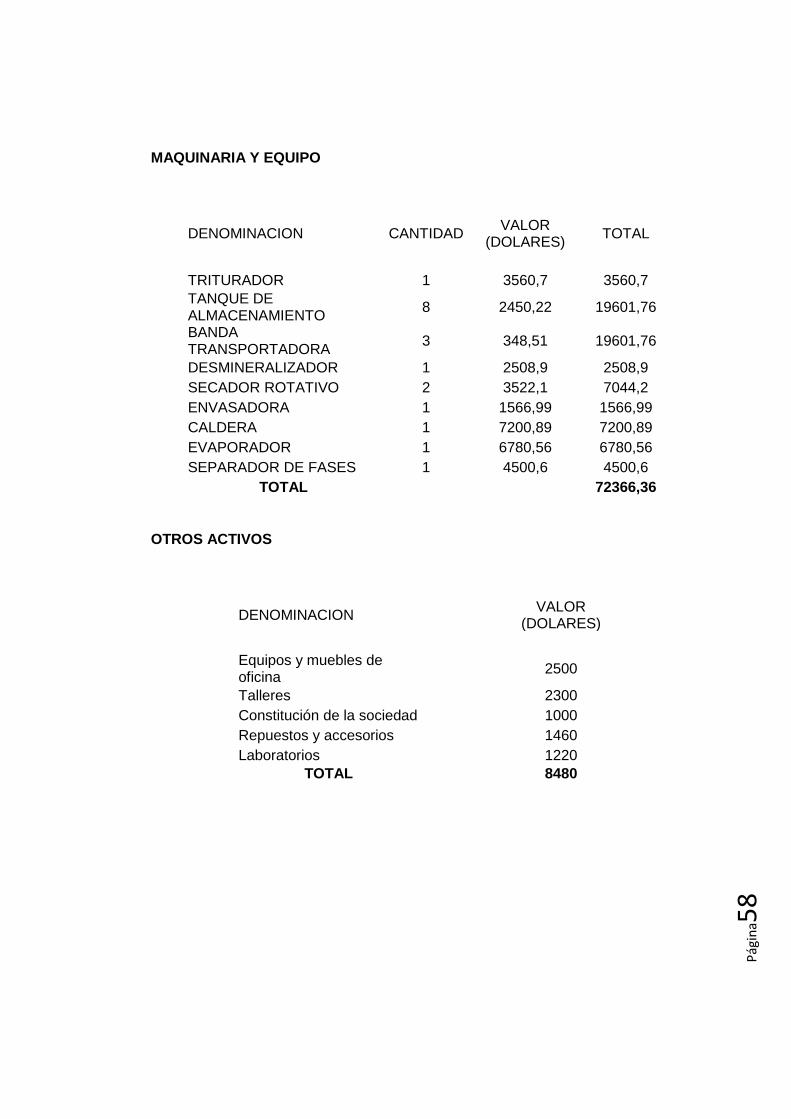
MAQUINARIA Y EQUIPO
DENOMINACION CANTIDAD VALOR
(DOLARES) TOTAL
TRITURADOR 1 3560,7 3560,7
TANQUE DE ALMACENAMIENTO
8 2450,22 19601,76
BANDA TRANSPORTADORA
3 348,51 19601,76
DESMINERALIZADOR 1 2508,9 2508,9
SECADOR ROTATIVO 2 3522,1 7044,2
ENVASADORA 1 1566,99 1566,99
CALDERA 1 7200,89 7200,89
EVAPORADOR 1 6780,56 6780,56
SEPARADOR DE FASES 1 4500,6 4500,6
TOTAL
72366,36
OTROS ACTIVOS
DENOMINACION
VALOR (DOLARES)
Equipos y muebles de oficina
2500
Talleres
2300
Constitución de la sociedad
1000
Repuestos y accesorios
1460
Laboratorios
1220
TOTAL
8480
Pág
ina5
9
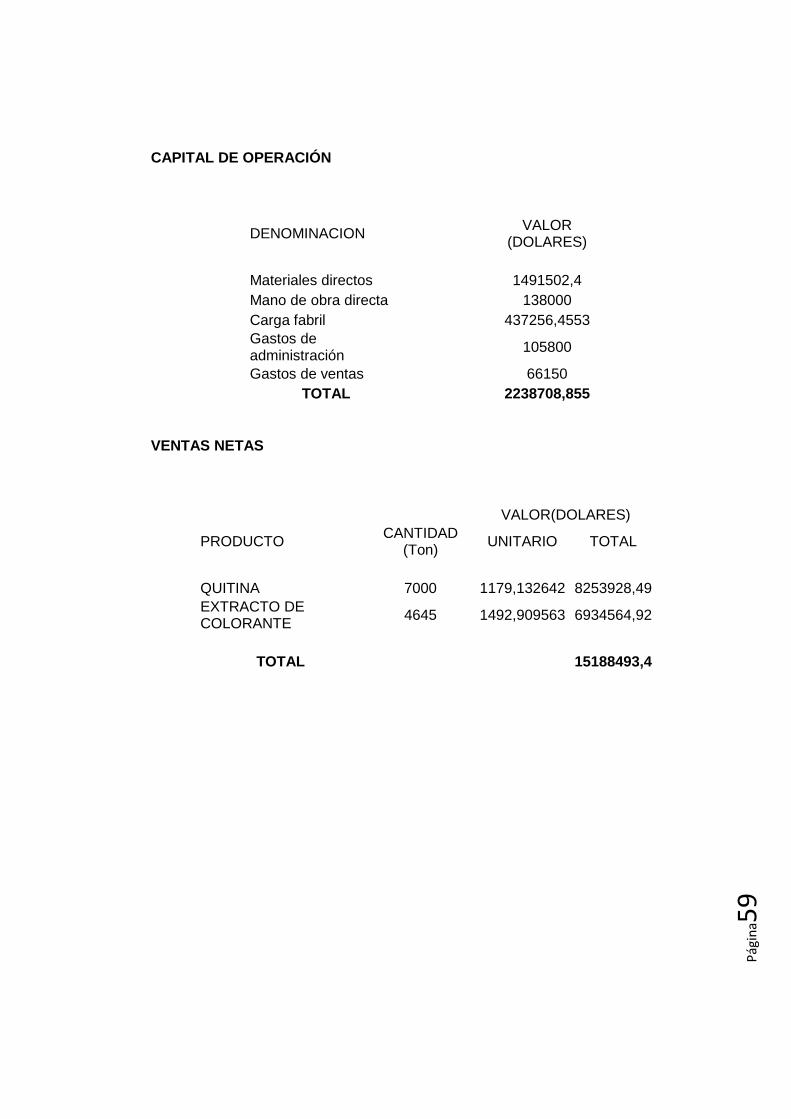
CAPITAL DE OPERACIÓN
DENOMINACION
VALOR (DOLARES)
Materiales directos
1491502,4
Mano de obra directa
138000
Carga fabril
437256,4553
Gastos de administración
105800
Gastos de ventas
66150
TOTAL
2238708,855
VENTAS NETAS
VALOR(DOLARES)
PRODUCTO CANTIDAD
(Ton) UNITARIO TOTAL
QUITINA 7000 1179,132642 8253928,49
EXTRACTO DE COLORANTE
4645 1492,909563 6934564,92
TOTAL
15188493,4
Pág
ina6
0
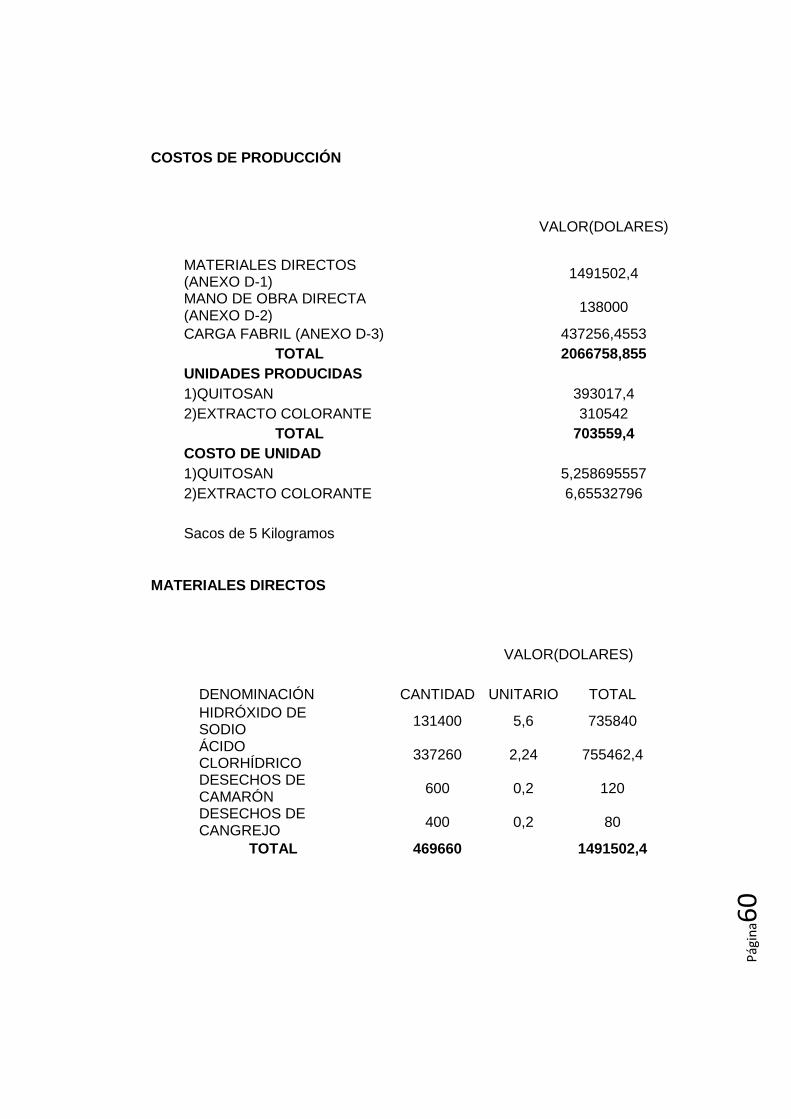
COSTOS DE PRODUCCIÓN
VALOR(DOLARES)
MATERIALES DIRECTOS (ANEXO D-1)
1491502,4
MANO DE OBRA DIRECTA (ANEXO D-2)
138000
CARGA FABRIL (ANEXO D-3)
437256,4553
TOTAL
2066758,855
UNIDADES PRODUCIDAS
1)QUITOSAN
393017,4
2)EXTRACTO COLORANTE
310542
TOTAL
703559,4
COSTO DE UNIDAD
1)QUITOSAN
5,258695557
2)EXTRACTO COLORANTE
6,65532796
Sacos de 5 Kilogramos
MATERIALES DIRECTOS
VALOR(DOLARES)
DENOMINACIÓN
CANTIDAD UNITARIO TOTAL
HIDRÓXIDO DE SODIO
131400 5,6 735840
ÁCIDO CLORHÍDRICO
337260 2,24 755462,4
DESECHOS DE CAMARÓN
600 0,2 120
DESECHOS DE CANGREJO
400 0,2 80
TOTAL
469660
1491502,4
Pág
ina6
1
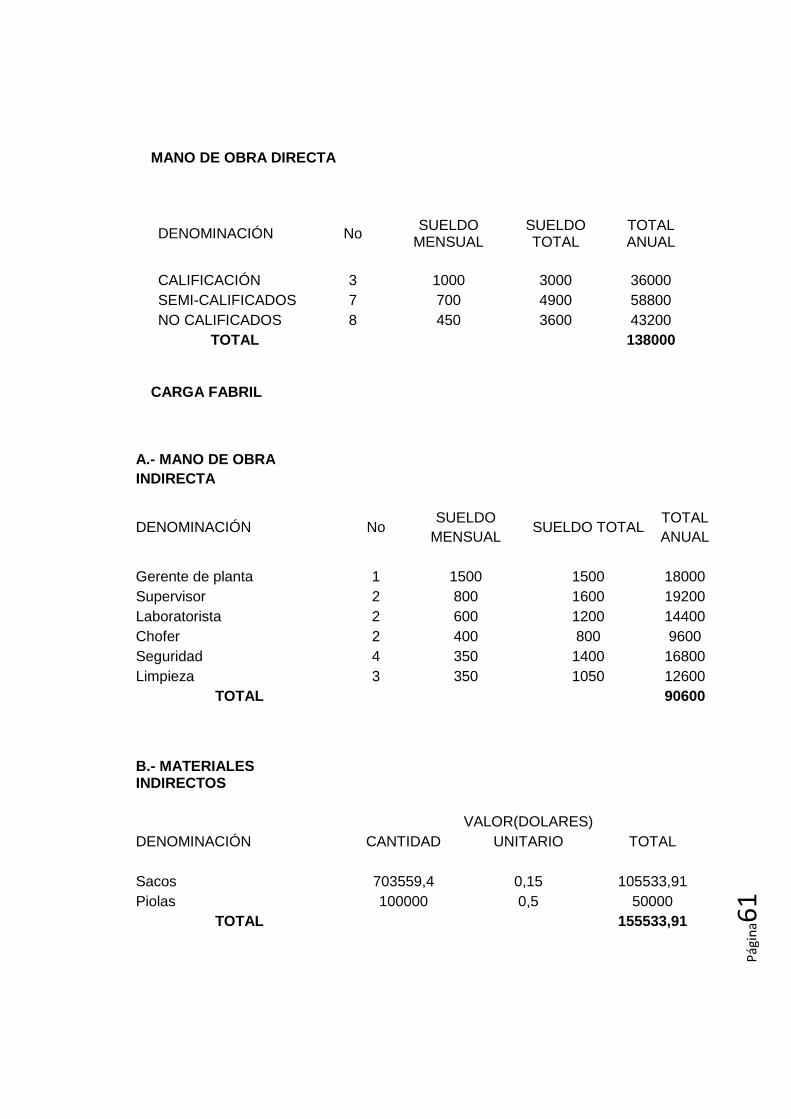
MANO DE OBRA DIRECTA
DENOMINACIÓN No SUELDO
MENSUAL SUELDO TOTAL
TOTAL ANUAL
CALIFICACIÓN 3 1000 3000 36000
SEMI-CALIFICADOS 7 700 4900 58800
NO CALIFICADOS 8 450 3600 43200
TOTAL
138000
CARGA FABRIL
A.- MANO DE OBRA
INDIRECTA
DENOMINACIÓN No
SUELDO
MENSUAL SUELDO TOTAL
TOTAL
ANUAL
Gerente de planta 1 1500 1500 18000
Supervisor 2 800 1600 19200
Laboratorista 2 600 1200 14400
Chofer 2 400 800 9600
Seguridad 4 350 1400 16800
Limpieza 3 350 1050 12600
TOTAL
90600
B.- MATERIALES INDIRECTOS
VALOR(DOLARES)
DENOMINACIÓN CANTIDAD UNITARIO TOTAL
Sacos 703559,4 0,15 105533,91
Piolas 100000 0,5 50000
TOTAL
155533,91
Pág
ina6
2
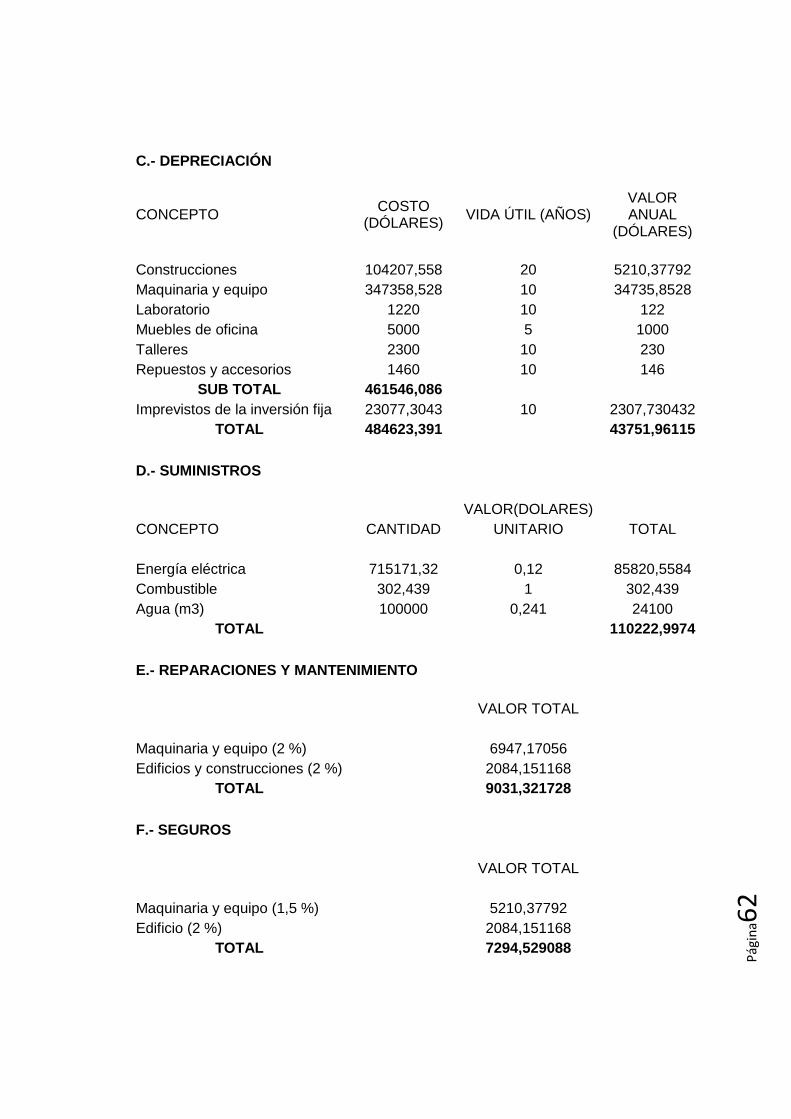
C.- DEPRECIACIÓN
CONCEPTO
COSTO (DÓLARES)
VIDA ÚTIL (AÑOS) VALOR ANUAL
(DÓLARES)
Construcciones 104207,558 20 5210,37792
Maquinaria y equipo 347358,528 10 34735,8528
Laboratorio 1220 10 122
Muebles de oficina 5000 5 1000
Talleres 2300 10 230
Repuestos y accesorios 1460 10 146
SUB TOTAL 461546,086
Imprevistos de la inversión fija 23077,3043 10 2307,730432
TOTAL 484623,391
43751,96115
D.- SUMINISTROS
VALOR(DOLARES)
CONCEPTO CANTIDAD UNITARIO TOTAL
Energía eléctrica 715171,32 0,12 85820,5584
Combustible 302,439 1 302,439
Agua (m3) 100000 0,241 24100
TOTAL
110222,9974
E.- REPARACIONES Y MANTENIMIENTO
VALOR TOTAL
Maquinaria y equipo (2 %)
6947,17056
Edificios y construcciones (2 %)
2084,151168
TOTAL
9031,321728
F.- SEGUROS
VALOR TOTAL
Maquinaria y equipo (1,5 %)
5210,37792
Edificio (2 %)
2084,151168
TOTAL
7294,529088
Pág
ina6
3
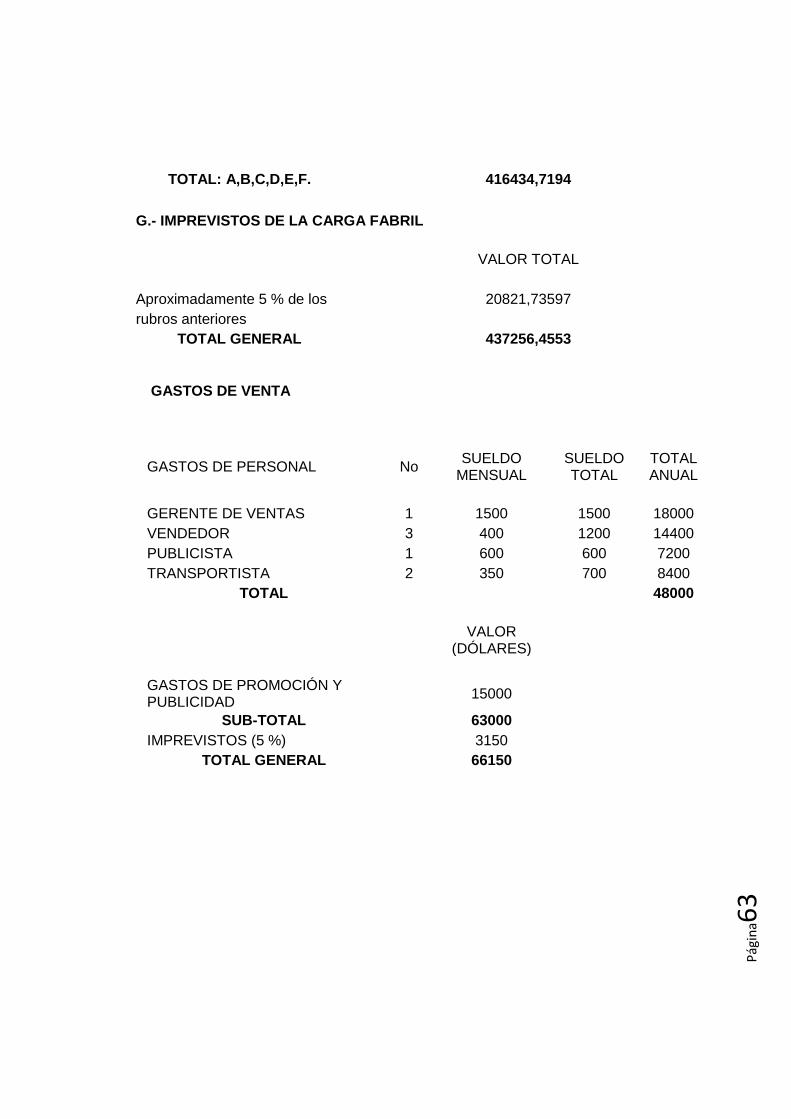
TOTAL: A,B,C,D,E,F.
416434,7194
G.- IMPREVISTOS DE LA CARGA FABRIL
VALOR TOTAL
Aproximadamente 5 % de los
20821,73597
rubros anteriores
TOTAL GENERAL
437256,4553
GASTOS DE VENTA
GASTOS DE PERSONAL No SUELDO
MENSUAL SUELDO TOTAL
TOTAL ANUAL
GERENTE DE VENTAS 1 1500 1500 18000
VENDEDOR 3 400 1200 14400
PUBLICISTA 1 600 600 7200
TRANSPORTISTA 2 350 700 8400
TOTAL
48000
VALOR (DÓLARES)
GASTOS DE PROMOCIÓN Y PUBLICIDAD
15000
SUB-TOTAL
63000
IMPREVISTOS (5 %)
3150
TOTAL GENERAL
66150
Pág
ina6
4
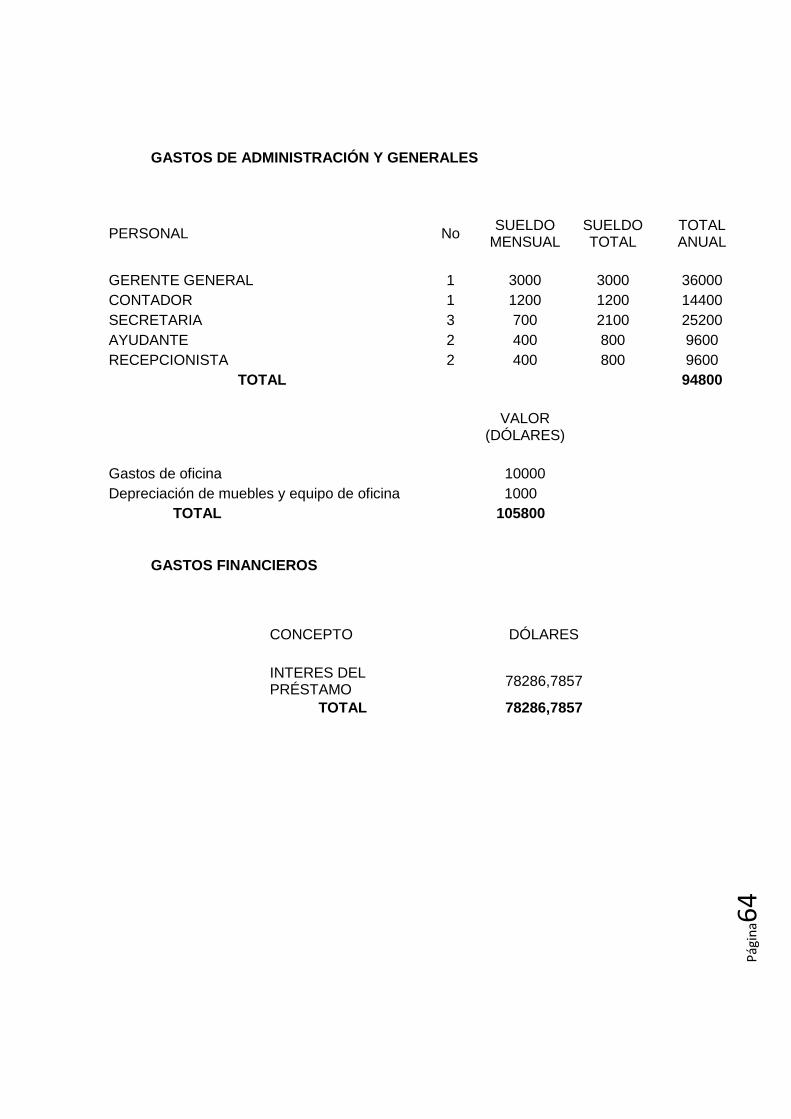
GASTOS DE ADMINISTRACIÓN Y GENERALES
PERSONAL No SUELDO
MENSUAL SUELDO TOTAL
TOTAL ANUAL
GERENTE GENERAL 1 3000 3000 36000
CONTADOR 1 1200 1200 14400
SECRETARIA 3 700 2100 25200
AYUDANTE 2 400 800 9600
RECEPCIONISTA 2 400 800 9600
TOTAL
94800
VALOR (DÓLARES)
Gastos de oficina
10000
Depreciación de muebles y equipo de oficina
1000
TOTAL
105800
GASTOS FINANCIEROS
CONCEPTO
DÓLARES
INTERES DEL PRÉSTAMO
78286,7857
TOTAL
78286,7857
Pág
ina6
5
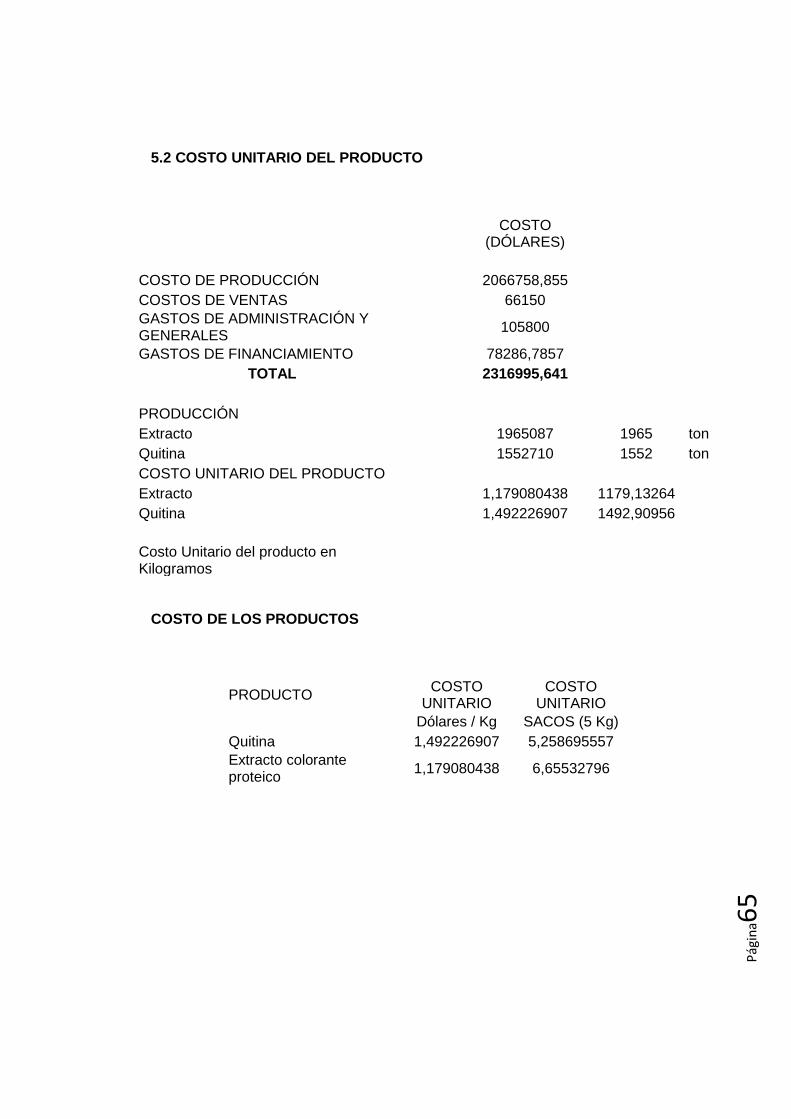
5.2 COSTO UNITARIO DEL PRODUCTO
COSTO (DÓLARES)
COSTO DE PRODUCCIÓN
2066758,855
COSTOS DE VENTAS
66150
GASTOS DE ADMINISTRACIÓN Y GENERALES
105800
GASTOS DE FINANCIAMIENTO
78286,7857
TOTAL
2316995,641
PRODUCCIÓN
Extracto
1965087
1965 ton
Quitina
1552710
1552 ton
COSTO UNITARIO DEL PRODUCTO
Extracto
1,179080438
1179,13264
Quitina
1,492226907
1492,90956
Costo Unitario del producto en
Kilogramos
COSTO DE LOS PRODUCTOS
PRODUCTO COSTO
UNITARIO COSTO
UNITARIO
Dólares / Kg SACOS (5 Kg)
Quitina 1,492226907 5,258695557
Extracto colorante proteico
1,179080438 6,65532796
Pág
ina6
6
CAPITULO VI
6.- IMPACTO AMBIENTAL
Introducción
Un estudio de impacto necesita realizar varias tareas, entre las que se incluye la
identificación de impactos, la descripción del medio ambiente afectado, la predicción
y mitigación de impactos, la selección de la alternativa propuesta de entre las
opciones que se hayan valorado para cubrir las demandas establecidas y el
resumen y presentación de la información. Los objetivos de éstas tareas son
distintos, como sol las metodológicas necesarias para ejecutar dichas tareas. El
termino “metodología” se refiere a planteamientos estructurados de cómo llevar a
cabo una o varias de esas actividades básicas. Se han desarrollado muchas
metodologías de ayuda a la realización de las distintas tareas del proceso de
Evaluación de Impacto Ambiental (EIA).
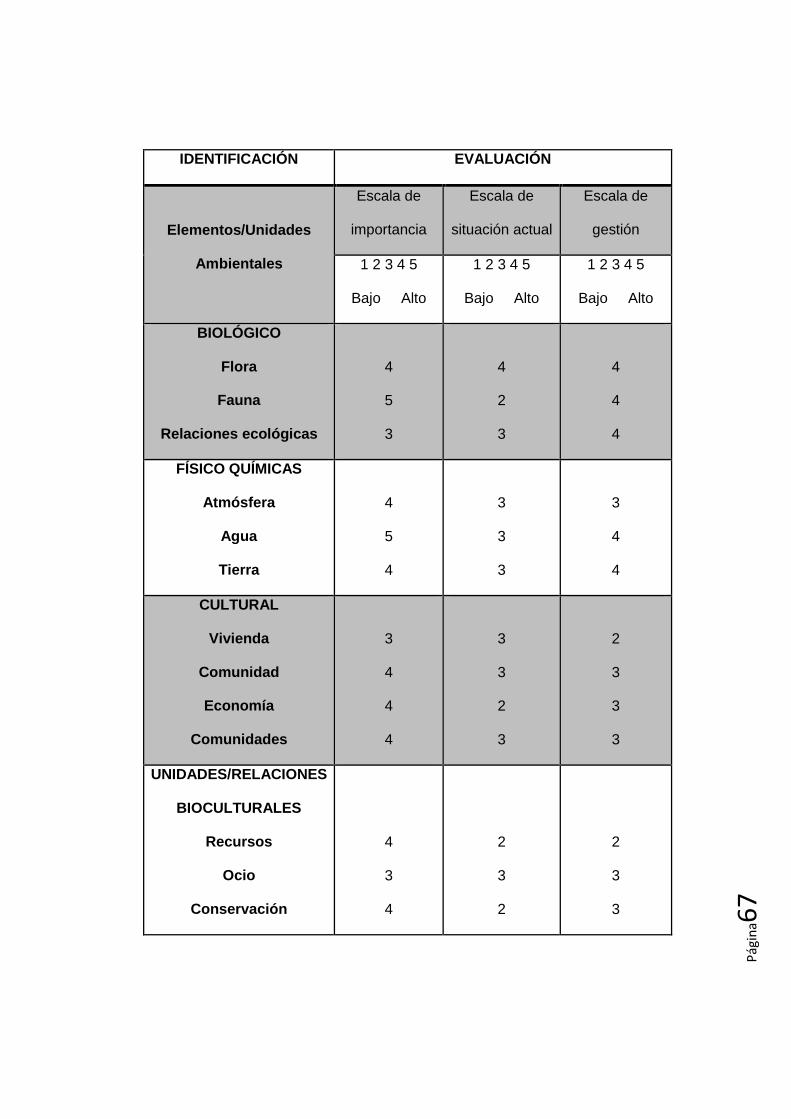
Tipo de Matriz
Las matrices simples pueden utilizarse para otros propósitos al margen de la
identificación de impactos. La siguiente tabla muestra una matriz de referencia que
puede utilizarse para resumir las condiciones ambientales básicas.
Pág
ina6
7
IDENTIFICACIÓN EVALUACIÓN
Elementos/Unidades
Ambientales
Escala de
importancia
Escala de
situación actual
Escala de
gestión
1 2 3 4 5
Bajo Alto
1 2 3 4 5
Bajo Alto
1 2 3 4 5
Bajo Alto
BIOLÓGICO
Flora
Fauna
Relaciones ecológicas
4
5
3
4
2
3
4
4
4
FÍSICO QUÍMICAS
Atmósfera
Agua
Tierra
4
5
4
3
3
3
3
4
4
CULTURAL
Vivienda
Comunidad
Economía
Comunidades
3
4
4
4
3
3
2
3
2
3
3
3
UNIDADES/RELACIONES
BIOCULTURALES
Recursos
Ocio
Conservación
4
3
4
2
3
2
2
3
3
Pág
ina6
8
Tratamiento de Efluentes
Considerando la misma base de cálculo para el diseño del proceso industrial y el
balance de materia, es necesario definir un proceso de tratamiento de los efluentes
generados en el proceso de producción de Quitina y Extracto de Colorante, ya que
las reglamentaciones ambientales así lo exigen, pues no es posible verter los
efluentes, sin considerar los límites reglamentarios que se encuentran en el Texto
Unificado de Legislación Ambiental Secundaria actualizada a abril del 2003
publicado mediante decreto ejecutivo 3516 Registro Oficial No. 725 del 16 de
diciembre 2002.
Los efluentes generados se resumen por etapas con sus respectivas reacciones.
Los productos químicos grado industrial utilizados en este proceso con sus
respectivos costos unitarios son los siguientes:
Ácido clorhídrico al 36.0 % como HCl 0,20 $/Kg + IVA
Ácido sulfúrico al 98 % como H2SO4 0,12 $/Kg + IVA
Etapa de desproteinización
Se generan 1019.55 Kg de solución proteica grasa que está constituida por:
Pág
ina6
9
Agua 904.87 Kg
Hidróxido de sodio equivalente al 100 % 47.62 Kg
Grasa 24.38 Kg
Se considera la grasa saponificada con la sosa cáustica y que las proteínas han
sido arrastradas en su totalidad.
Según experiencias realizadas en la Universidad de Valparaíso de Chile, se puede
precipitar las proteínas llevando la solución a pH = 4.5, lo cual se logra neutralizando
la soda presente con ácido clorhídrico.
Respecto a la grasa saponificada, según el libro G. Devore de Química Orgánica
Pág. 599 – 600, al agregar ácido clorhídrico se produce la siguiente reacción.
R-COONa + HCl R-COOH + NaCl
Lo que permite separar los ácidos grasos en la parte superior y las proteínas como
precipitado.
“Cuando la solución acuosa de un jabón se trata con ácido mineral se van
separando los ácidos grasos insolubles que después de lavados en embudo de
separación con agua destilada y secadas en estufa se pueden utilizar para
determinar sus características físicas y químicas”.
Pág
ina7
0
Por lo tanto en esta etapa se recupera los ácidos grasos que pueden ser utilizados
en algún proceso industrial. La proteína recuperada adecuadamente puede ser
utilizada para consumo humano según lo expresado por el estudio realizado en
Cuba.
La cantidad de ácido clorhídrico a utilizar es en función del hidróxido de sodio
utilizado en la desproteinización.
47.62 Kg NaOH * 36.5 Kg HCl / 40 Kg NaOH = 43.435 Kg HCl * 100 / 36
= 120.65 Kg ClH al 36 %
Esta reacción genera ClNa en la siguiente cantidad:
NaOH + ClH = ClNa + H2O
47.62 Kg NaOH * 58.5 Kg HCl / 40 Kg NaOH = 69.64 Kg ClNa
47.62 Kg NaOH * 18 Kg H2O / 40 Kg NaOH = 21.43 Kg H2O
Etapa de desmineralización
Para esta etapa se considera que las cenizas están constituidas por carbonato de
calcio (referencia cubana).
Pág
ina7
1
CO3 + 2HCl = CO2 + Cl2Ca + H2O
35.43 Kg CO3Ca * 111 Kg Cl2Ca / 100 Kg CO3Ca = 39.33 Kg Cl2Ca
35.43 Kg CO3Ca * 44 Kg CO2 / 100 Kg CO3Ca = 15.59 Kg CO2 se puede recuperar
35.43 Kg CO3Ca * 18 Kg H2O / 1000 Kg CO3Ca = 6.38 Kg H2O
35.43 Kg CO3Ca * 73 Kg ClH / 100 Kg CO3Ca = 25.86 Kg ClH al 100 %
Se utiliza en la desmineralización 1135.9 Kg de solución ClH 1.5 N por lo tanto
expresada en porcentaje equivale a ClH al 5.47 %.
1.5 Eq-gr / 1 l * 36.45 / Eq-gr * a l / 1000 cc = 5.47 %
1135.9 * 5.47 / 100 = 62.13 Kg ClH al 100 % / 36 %
= 172.58 Kg ClH al 36 %
Se utilizan 62.13 Kg HCl equivalente al 100 %, y se consumen 25.86 Kg ClH al 100
% en la desmineralización, por lo tanto el residual es de 36.27 Kg ClH al 100 % por
neutralizar en la piscina de neutralización.
Pág
ina7
2
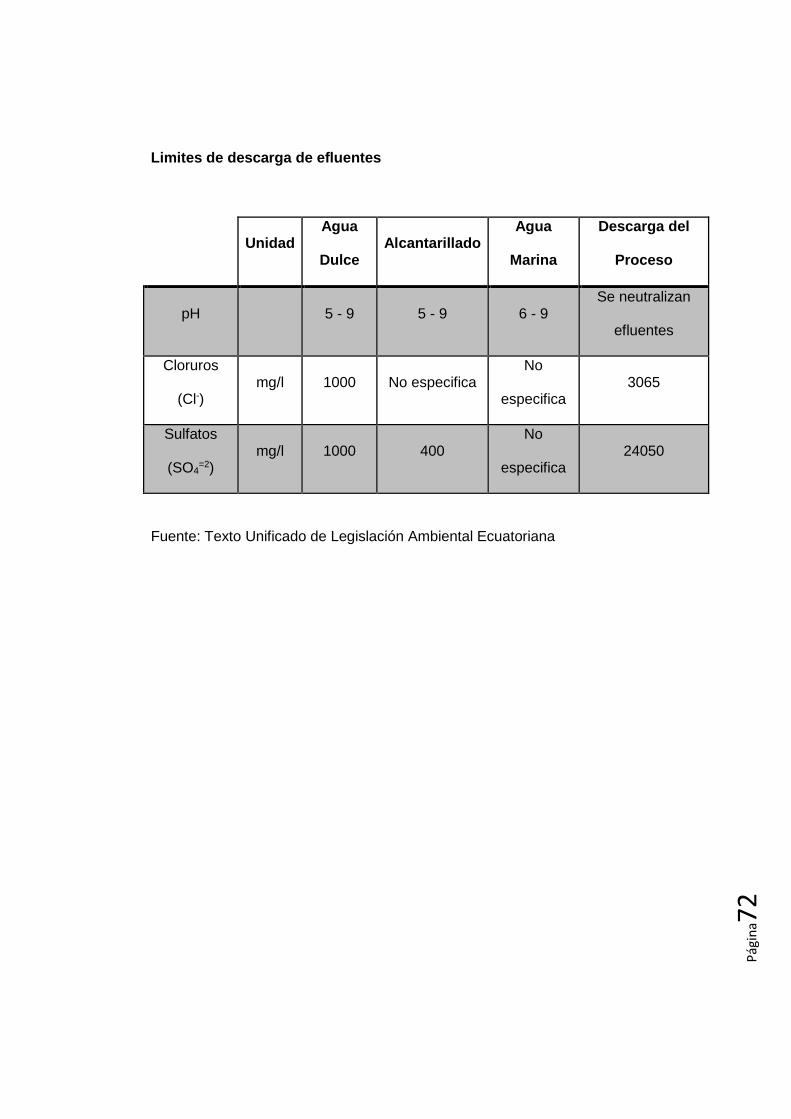
Limites de descarga de efluentes
Unidad Agua
Dulce Alcantarillado
Agua
Marina
Descarga del
Proceso
pH 5 - 9 5 - 9 6 - 9 Se neutralizan
efluentes
Cloruros
(Cl-) mg/l 1000 No especifica
No
especifica 3065
Sulfatos
(SO4=2)
mg/l 1000 400 No
especifica 24050
Fuente: Texto Unificado de Legislación Ambiental Ecuatoriana
Pág
ina7
3
CAPITULO VII
7.- CONCLUSIONES Y RECOMENDACIONES
Vemos que el costo de producción de los productos a obtener son bastante
aceptables, para un producto el cual tienen un gran valor a escala mundial, y
además tenemos en cuenta que estos costos pueden ser aun más bajos, con la
recuperación de la materia prima (NaOH, HCl, H2O)el cual pueden ser consumidos
en menor cantidad.
Debemos de tener en cuenta que los productos obtenidos son materia prima para
otras empresas la cual con su respectivo procesamiento se podrán obtener
productos de mayor consumo en varios sectores industriales.
Se recomienda hacer un análisis para la obtención de la composición de los
crustáceos (desechos) producidos aquí en ecuador para así poder tener una idea
más clara del comportamiento de esta ante el proceso de elaboración de la quitina y
el extracto-proteico. Sin dejar de lado las pruebas preliminares de los métodos a ser
utilizados para la obtener daros de la recuperación de estos y lo que se va
perdiendo en el transcurso del proceso.
Aquí debemos de tener en cuenta que la disponibilidad de la materia prima es
abundante ya que no tan solo esta provendrá de los desechos de camarón y
cangrejo sino también de otros crustáceos los cual tienen características similares y
además que en nuestro país por ser costero tenemos una gran variedad.
Pág
ina7
4
CAPITULO VIII
8.- BIBLIOGRAFIA
OBTENCIÓN Y UTILIZACIÓN DE QUITINA Y QUITOSANO A PARTIR DE
DESECHOS DE CRUSTÁCEOS.
Sitio web: www.bvsde.paho.org/bvsacd/iswa2005/quitina.pdf
FACTIBILIDAD TÉCNICO ECONÓMICA DE PRODUCCIÓN DE
ASTAXANTINA A PARTIR DEL CULTIVO DE HAEMATOCOCCUS PLUVIALES.
Sitio web: biblioteca.universia.net/html_bura/ficha/params/title/factibilidad-tecnico-
economica-produccion-astaxantina-partir-cultivo-haematococcus-
pluviales/id/50506822.html
OBTENCIÓN Y UTILIZACIÓN DE QUITINA Y QUITOSANO A PARTIR DE
DESECHOS DE CRUSTÁCEOS.
Sitio web: www.bvsde.paho.org/bvsacd/iswa2005/quitina.pdf
DESARROLLO DE MATERIALES ANTIMICROBIANOS DE BASE
BIOPOLIMÉRICA PARA MEJORAR LA CONSERVACIÓN Y SEGURIDAD DE
ALIMENTOS MINIMAMENTE PROCESADOS.
Pág
ina7
5
Sitio web: www.nasdap.ejgv.euskadi.net/r50-
3813/eu/contenidos/informacion/resultado_07/eu_dapa/adjuntos/POLNATII.pdf
QUITINA Y QUITOSANO: MATERIALES DEL PASADO PARA EL
PRESENTE Y EL FUTURO.
Sitio web: www.firp.ula.ve/archivos/material_web_4xx/06_AQ_Larez.pdf
ESTUDIO DE FACTIBILIDAD PARA LA OBTENCIÓN DE QUITINA Y
QUITOSANO A PARTIR DE RESIDUOS DE CRUSTÁCEOS.
Autor: Mildred Rosa Carpio Mayor y Efrén Francisco Romero Arce.