Embed Size (px)
Citation preview
Universidad de Guayaquil
FACULTAD DE INGENIERIA INDUSTRIAL
Departamento Académico de Graduación
Seminario de Graduación
TESIS DE GRADO
Previo a la Obtención del Titulo de:
Ingeniero industrial
AREA
Ingeniería de Planta
TEMA
Implementación de Mejoras para el Aumento de la Productividad en la
Fabricación de Palanquilla en la División Aceria de ANDEC S.A.
AUTOR
HERNANDEZ FONSECA JOHNNY HUMBERTO
DIRECTOR DE TESIS
Ing. Mec. Ruiz Sánchez Tomas Esiquio
2006 - 2007
G u a y a q u i l – E c u a d o r

ii
“La responsabilidad de los hechos, ideas y doctrinas expuestos en esta tesis
corresponden exclusivamente al autor”
___________________________________________
HERNANDEZ FONSECA JOHNNY HUMBERTO
C. I. 092172193 - 2
iii
DEDICATORIA
A Dios le doy mil gracias por haberme brindado la familia mas linda del mundo, a
ellos dedico este logro tan maravilloso que con amor, paciencia, confianza y
apoyo supieron guiarme por los buenos caminos de la vida .a mi mama Lupita, a
mi papa Carlos y a mis hermanos Carlos, Manuel y Beatriz que siempre fueron
mi motivación y es a ellos a quien les debo este triunfo.
iv
AGRADECIMIENTO
A todos las personas que me ayudaron en mi etapa estudiantil, a mi familiares y a
todos mis amigos.
v
INDICE GENERAL
Resumen xv
Prologo xvi
CAPITULO I
INTRODUCCION
Pág.
1.1 Antecedentes 1
1.1.1 Ubicación 3
1.1.2 Identificación con el CIIU 3
1.1.3 Estructura Organizacional de ANDEC S.A. 4
1.1.4 Descripción de los Productos 5
1.1.5 Descripción de los Problemas y Delimitaciòn de la investigación 7
1.2 Justificativos 7
1.3 Cultura Corporativa 7
1.3.1. Misión 8
1.3.2. Visión 8
1.3.3. Objetivo General 8
1.3.4. Objetivos Específicos 8
1.3.5. Política 9
1.4. Marco Teórico 9
1.5. Metodología 10
1.6. Facilidades de Operación 11
1.6.1. Terreno Industrial y Maquinarias 11
1.6.2. Recursos Humanos 11
1.6.3. Recursos Financieros 12
1.6.4. Seguridad Industrial 12
1.7. Mercado 13
1.7.1. Mercado Actual 13
1.7.2. Incursión en el Mercado 14
1.7.3. Análisis de las Estadísticas de Ventas 15
1.7.4. Canales de Distribución 16
vi
CAPITULO II
SITUACION ACTUAL
Pág.
2.1 Distribución de planta 17
2.2 Descripción del proceso 17
2.2.1. Análisis del proceso 18
2.2.2. Análisis del recorrido 18
2.3. Planificación de la producción 19
2.3.1. Análisis de la capacidad de producción 20
2.3.2. Análisis de eficiencia 22
2.3.3. Análisis de los costos de producción 35
2.4. Análisis F.O.D.A. 38
2.4.1. Matriz F.O.D.A. 40
CAPITULO III
DIAGNOSTICO
Pág.
3.1. Registro de los problemas que afectan al proceso de producción 41
3.2. Índices de rechazos, tipos de defectos y desperdicios 48
3.3. Análisis de Pareto 50
3.4. Diagrama de Causa – Efecto 50
3.5. Cuantificación de las pérdidas ocasionadas por los problemas 52
3.6 Diagnóstico 53
vii
CAPITULO IV
PROPUESTAS DE SOLUCION A LOS PROBLEMAS
Pág.
4.1. Planteamiento y Análisis de las Alternativas 54
4.2. Evaluación y Análisis por Costo de cada Alternativa 64
4.3. Selección de la alternativa más conveniente 73
4.3.1. Compra de maquinaria 74
4.3.2. Implementación del sistema 5 S 76
4.3.3 Implementación del programa TPM 91
4.3.4. Programa de Incentivo 97
4.3.5. Contratación de un COACH 98
4.5. Factibilidad de la propuesta 100
4.6. Aporte e incidencia de la propuesta 102
CAPITULO V
EVALUACIÓN ECONÓMICA Y ANALISIS FINANCIERO
Pág.
5.1. Costo de la Inversión para la Implementación de las alternativas
Propuestas 103
5.1.1. Inversión fija de la Propuesta 104
5.1.1.1 Depreciación de la Maquinaria 104
5.1.2. Costos de operación 106
5.2. Plan de Inversión / financiamiento de la propuesta 107
5.2.1. Balance Económico y Flujo de Caja 108
5.3 Análisis Beneficio / Costo de la Propuesta 110
5.4. Índices Financieros que Sustentan la Inversión 111
5.4.1. Tasa interna de Retorno 111
5.4.2. Cálculo del Tiempo de Recuperación de la Inversión 112
viii
CAPITULO VI
PROGRAMACION Y PUESTA EN MARCHA
Pág.
6.1. Puesta en Marcha 113
CAPITULO VII
CONCLUSIONES Y RECOMENDACIONES
Pág.
7.1. Conclusiones 115
7.2. Recomendaciones 115
Glosario de Términos 116
Anexos 117
Bibliografía 125
ix
INDICE DE CUADROS
No. Descripción Pág.
1. Tipos de productos de FUNASA 1
2. Tipos de productos de ANDEC 6
3. Palanquilla procesada por ANDEC 13
4. Estadísticas de producción de palanquilla 15
5. Tiempo total de proceso 19
6. Programa de producción 2006 FUNASA 20
7. Capacidad de producción 21
8. Análisis teórico del primer semestre 2006 22
9. Análisis real del primer semestre 2006 23
10. Análisis de tiempos del primer semestre 24
11. Cumplimiento de plan 25
12. Análisis de tiempos 27
13. Análisis mensual de productividad total efectiva de los equipos 31
14. Análisis de la chatarra 36
15. Costos totales de producción 36
16. Costos de producción 36
17. Matriz F.O.D.A 40
18. Registro de tiempos de paradas no programadas 44
19. Desglose de problemas 45
20. Registro de eventos por paradas programadas 46
21. Registro total de paradas 46
22. Resumen de tiempos de paradas no programadas 47
23. Tabla de defectos 48
24. Tipos de defectos 49
25. Porcentaje de Problemas 50
26. Diagrama causa – efecto 51
27. Tiempo de interrupciones 52
28. Tabla de costos 52
x
INDICE DE CUADROS
No. Descripción Pág.
29. Pérdidas por interrupciones 52
30. Pérdidas por reproceso 52
31 Total de pérdidas por interrupciones y reprocesos 53
32 Capacidad de producción de compactadora 1 57
33 Capacidad de producción de compactadora 2 57
34 Capacidad de producción total de los equipos 58
35 Capacidad de producción de compactadora 3 58
36 Capacidad anual de producción de compactadora 3 59
37 Porcentajes de solución de problema 1 65
38 Inversión fija 65
39 Costos de combustible 65
40 Costo Total de Operación 66
41 Costos totales anuales de alternativa A 66
42 Costos de operación alternativa B 66
43 Porcentajes de solución de problema 2 67
44 Inversión fija alternativa A 67
45 Costos de operación alternativa A 67
46 Costos totales alternativa A 68
47 Costos de operación alternativa B 68
48 Porcentajes de solución de problema 3 68
49 Costos de operación alternativa A 69
50 Costos de operación de alternativa B 69
51 Porcentajes de Alternativas de Solución de problema 4 70
52 Inversión fija 70
53 Costos de operación 70
54 Costos totales alternativa A 71
55 Costos de operación solución B 71
56 Porcentajes de Alternativas de Solución 71
xi
INDICE DE CUADROS
No. Descripción Pág.
57. Inversión fija alternativa A 72
58. Costos de operación alternativa A 72
59. Costos totales alternativa A 72
60. Costos totales alternativa B 73
61. Propuestas de solución 73
62. Capacidad de producción de compactadora 3 75
63. Capacidad instalada 75
64. Costos anuales de combustible 76
65. Lista de materiales 77
66. Formato de clasificación 78
67. Formato de eliminación 78
68. Formato de asignación e identificación 80
69. Formato de limpieza 82
70. Formato de materiales de limpieza 83
71. Formato de herramientas 84
72. Formato de prevención 84
73. Formato de tiempos 85
74. Estándar de mantenimiento 87
75. Estándar de limpieza 87
76. Inspección 5S 88
77. Formato de criticidad de equipos 92
78. Formato de inspección 93
79. Frecuencia de actividades de mantenimiento 94
80. Mantenimiento de horno eléctrico 94
81. Mantenimiento de extractor de humo 95
82. Mantenimiento de colada continua 95
83. Calendario de actividades 96
xii
INDICE DE CUADROS
No. Descripción Pág.
84. Factibilidades de las propuestas 101
85. Tabla de soluciones 103
86. Depreciación de la maquinaria 105
87. Inversión fija de la propuesta 105
88. Costos de operación 106
89. Costos totales anuales de la propuesta 106
90. Financiamiento de la propuesta 107
91. Pago del financiamiento 108
92. Tabla de análisis de ahorro 108
93. Flujo de caja 109
94. Tabla técnica del VAN 110
95. Tabla técnica de la TIR 111
96. Calculo de la TIR 111
97. Recuperación de la inversión 112
xiii
INDICE DE GRAFICOS
No. Descripción Pág.
1. Participación de mercado 14
2. Ventas anuales 16
3. Esquema de los canales de distribución 16
4. Capacidad de producción 21
5. Cumplimiento de plan 25
6. Problemas de la planta 47
7. Defectos mensuales 48
8. Tipos de defectos 49
9. Diagrama de Pareto 50
10. Maquina compactadora de chatarra 74
11. Escala 5 S 76
xiv
INDICE DE ANEXOS
No. Descripción Pág.
1. Localización de la Planta 118
2. Organigrama de la división aceria 119
3. Organigrama Estructural de ANDEC S.A. 120
4. Distribución de Planta 121
5. Diagrama de Operación 122
6. Diagrama de Flujo de Proceso 123
7. Cronograma de la Implementación de la Propuesta 124
xv
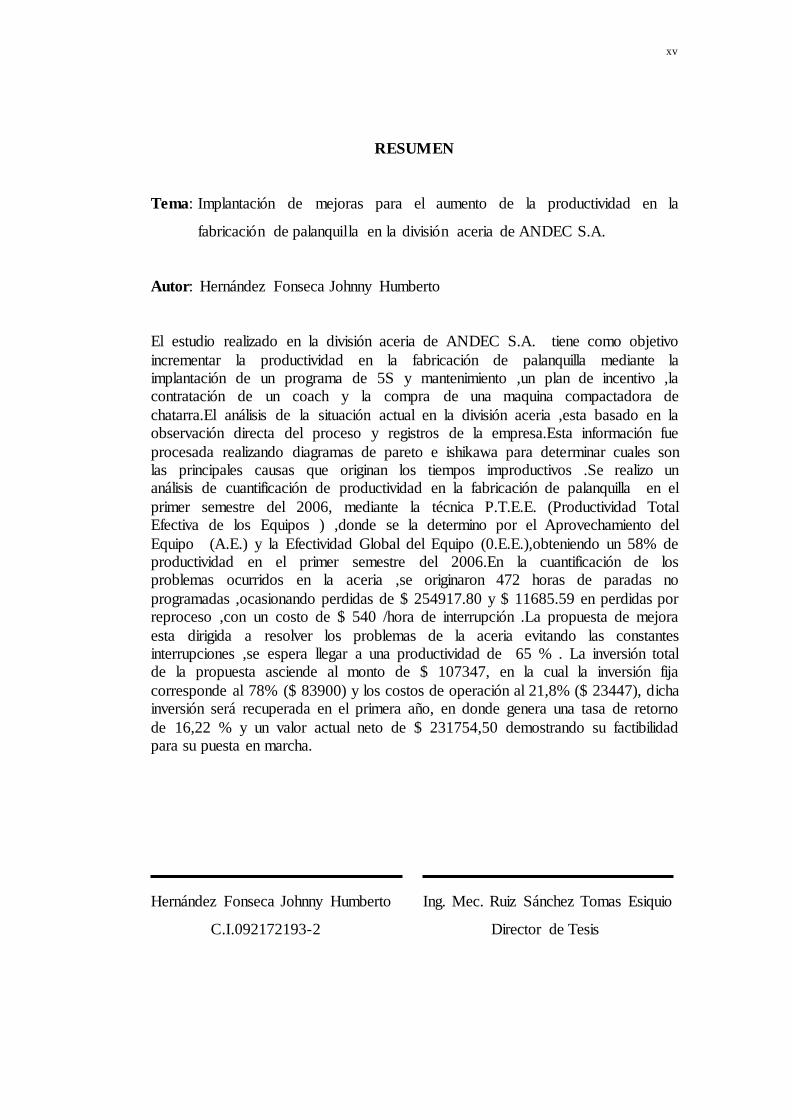
RESUMEN
Tema: Implantación de mejoras para el aumento de la productividad en la
fabricación de palanquilla en la división aceria de ANDEC S.A.
Autor: Hernández Fonseca Johnny Humberto
El estudio realizado en la división aceria de ANDEC S.A. tiene como objetivo
incrementar la productividad en la fabricación de palanquilla mediante la implantación de un programa de 5S y mantenimiento ,un plan de incentivo ,la contratación de un coach y la compra de una maquina compactadora de
chatarra.El análisis de la situación actual en la división aceria ,esta basado en la observación directa del proceso y registros de la empresa.Esta información fue
procesada realizando diagramas de pareto e ishikawa para determinar cuales son las principales causas que originan los tiempos improductivos .Se realizo un análisis de cuantificación de productividad en la fabricación de palanquilla en el
primer semestre del 2006, mediante la técnica P.T.E.E. (Productividad Total Efectiva de los Equipos ) ,donde se la determino por el Aprovechamiento del
Equipo (A.E.) y la Efectividad Global del Equipo (0.E.E.),obteniendo un 58% de productividad en el primer semestre del 2006.En la cuantificación de los problemas ocurridos en la aceria ,se originaron 472 horas de paradas no
programadas ,ocasionando perdidas de $ 254917.80 y $ 11685.59 en perdidas por reproceso ,con un costo de $ 540 /hora de interrupción .La propuesta de mejora
esta dirigida a resolver los problemas de la aceria evitando las constantes interrupciones ,se espera llegar a una productividad de 65 % . La inversión total de la propuesta asciende al monto de $ 107347, en la cual la inversión fija
corresponde al 78% ($ 83900) y los costos de operación al 21,8% ($ 23447), dicha inversión será recuperada en el primera año, en donde genera una tasa de retorno
de 16,22 % y un valor actual neto de $ 231754,50 demostrando su factibilidad para su puesta en marcha.
Hernández Fonseca Johnny Humberto Ing. Mec. Ruiz Sánchez Tomas Esiquio
C.I.092172193-2 Director de Tesis
xvi
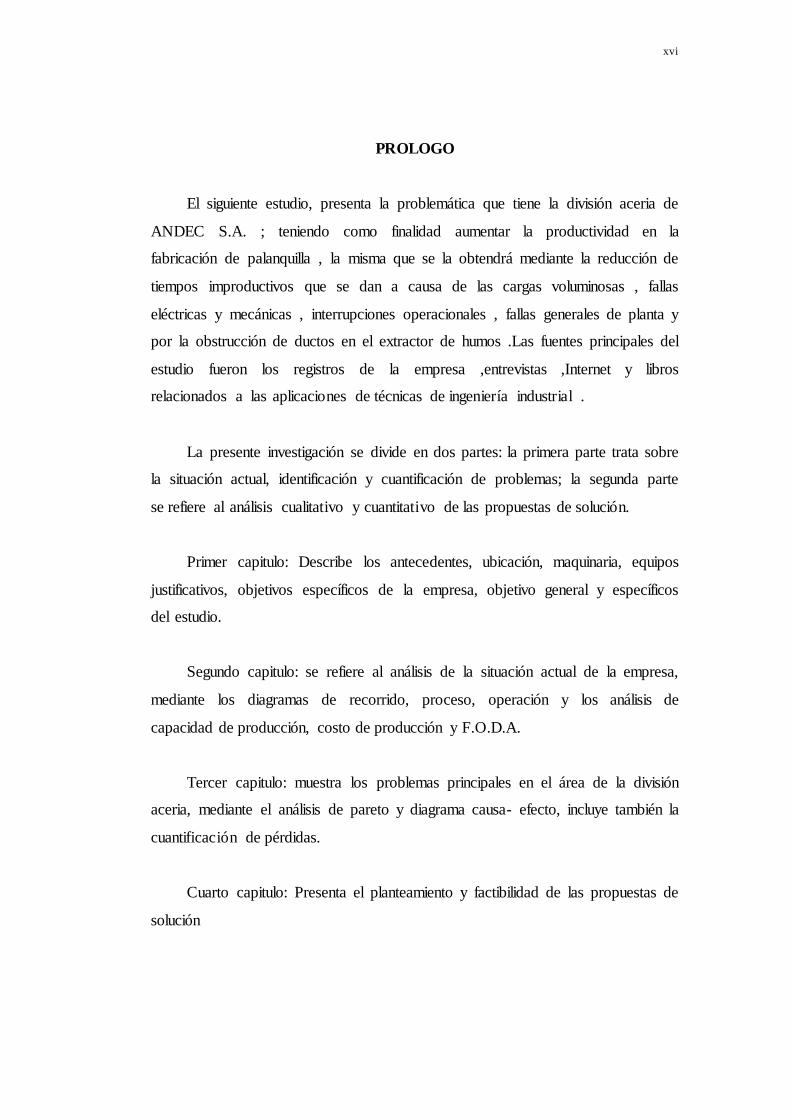
PROLOGO
El siguiente estudio, presenta la problemática que tiene la división aceria de
ANDEC S.A. ; teniendo como finalidad aumentar la productividad en la
fabricación de palanquilla , la misma que se la obtendrá mediante la reducción de
tiempos improductivos que se dan a causa de las cargas voluminosas , fallas
eléctricas y mecánicas , interrupciones operacionales , fallas generales de planta y
por la obstrucción de ductos en el extractor de humos .Las fuentes principales del
estudio fueron los registros de la empresa ,entrevistas ,Internet y libros
relacionados a las aplicaciones de técnicas de ingeniería industrial .
La presente investigación se divide en dos partes: la primera parte trata sobre
la situación actual, identificación y cuantificación de problemas; la segunda parte
se refiere al análisis cualitativo y cuantitativo de las propuestas de solución.
Primer capitulo: Describe los antecedentes, ubicación, maquinaria, equipos
justificativos, objetivos específicos de la empresa, objetivo general y específicos
del estudio.
Segundo capitulo: se refiere al análisis de la situación actual de la empresa,
mediante los diagramas de recorrido, proceso, operación y los análisis de
capacidad de producción, costo de producción y F.O.D.A.
Tercer capitulo: muestra los problemas principales en el área de la división
aceria, mediante el análisis de pareto y diagrama causa- efecto, incluye también la
cuantificación de pérdidas.
Cuarto capitulo: Presenta el planteamiento y factibilidad de las propuestas de
solución
xvii
Quinto capitulo: Describe la evaluación económica y análisis financiera de
la propuesta de solución, mediante la TIR, VAN y el tiempo de recuperación de la
propuesta.
Sexto capitulo: Muestra el cronograma de implementación de las propuestas
de solución mediante la grafica de Gantt, utilizando el programa de Project.
Séptimo capitulo: describen las recomendaciones y conclusiones sobre el
estudio realizado en la empresa.
116
GLOSARIO DE TERMINOS
Box de Chatarra.- Lugar donde se almacena la chatarra.
Calidad.- Es la diferencia entre la producción total y el desperdicio, dicha
diferencia sobre la producción total.
Chatarra Cortada.- Es la chatarra ya preparada en longitudes de 40 x 40
centímetros para ser transportada a los boxes de almacenamiento y lista para
cargar al horno.
Chatarra Procesada.- Es el material cortado en la prensa cizalla, pudiendo
ser procesada al granel en pedazos de diferentes dimensiones.
Chatarra Clasificada.- Es la chatarra seleccionada por su tipo.
Cuchara.- Es el recipiente metálico cilíndrico, revestida interiormente con
materiales refractarios.
Desperdicio.- Perdida de material al procesar una materia prima, que luego
puede ser reprocesada o desechada.
Disponibilidad.- Es el tiempo disponible de un equipo o maquinaria para
producir en un momento dado.
Eficiencia.- Es un indicador que mide el rendimiento de una línea de
producción , este relaciona las partes producidas en un tiempo determinado.
Horno Eléctrico.- Maquina que sirve para fundir y prepara acero.
117
Ladrillo Refractario.- Es un cuerpo en forma de paralelepípedo
rectangular ,que por sus características físicas y químicas se utilizan como
revestimiento del Horno Eléctrico.
Mantenimiento.- Consiste en una toma de medidas y acciones necesarias
para asegurar el normal funcionamiento de maquinarias y equipos en general .
Plan de Cumplimiento.- Es la relación entre las piezas producidas y las
piezas programadas.
Productividad.- Es un indicador que mide el rendimiento de los equipos y
las líneas de producción.
CAPITULO I
INTRODUCCION
1.1. Antecedentes
En la década de los 60 el crecimiento de la construcción en el Ecuador
demandaba la instalación de una planta laminadora propia que abasteciera
adecuadamente la demanda de hierro ; es donde aparece ANDEC (Acerías
Nacionales del Ecuador ) , que tuvo su origen en 1964 , debido a que el hierro
que se consumía en esa época era totalmente importado ,el mercado crecía
aceleradamente y un proyecto se venia en marcha ; el puente sobre el Rió
Guayas, era una oportunidad mas en donde se utilizaría gran cantidad de hierro.
Nace oficialmente el 19 de octubre de 1969 y lamina en poco tiempo el
acero necesario para esta obra de magnitud en el desarrollo social económico del
país; desde entonces los productos de ANDEC están presentes en los más
importantes proyectos de ingeniería en el territorio nacional.
Al comienzo tuvo una cantidad de 10 empleados y 47 obreros, bajo la
gerencia de Fernando Gamito, en 1979 hubo un cambio en la constitución de los
accionistas de la compañía, pasando a poder de la empresa ECUASIDER
(Ecuatoriana Siderurgia) el 87% accionistas y el 13% de inversionistas privados.
ANDEC en 1981 ,debido a la importancia que tiende a desarrollar la
actividad siderurgia en el Ecuador , con el objeto de ser un apoyo constante
especialmente para las empresas trefiladotas contrata a la firma Pool ni Fardel de
Italia , para el diseño ,suministro ,montaje y puesta en marcha de un nuevo tren
de laminación llamado Monoblok de alta velocidad (65m/segundo ), para la
fabricación de alambron el mismo que ha sido acoplado a los equipos existentes .
Introducción 2
Este laminador fue puesto en marcha en el segundo trimestre de 1982; su
producción inicial fue de 11250 toneladas, equivalente a un 20% de la demanda
de esa época.
En 1984 la Dirección de Industrias del Ejercito DINE, adquiere el 93 % de
las acciones de la empresa .el 7% restante queda en poder de la familia Coronel,
manteniéndose inalterable hasta la presente. En 1996 es donde se decide fusionar
a ANDEC y FUNASA, trabajando desde entonces con una sola administración ,
quedando un Complejo Siderúrgico integrado .
Es entonces que en los años de 1996 y 1998 ANDEC logra sus mejores
resultados en sus 3 décadas de vida empresarial pionera en el sector de la
fabricación nacional de aceros, aspecto que le permite modernizar su planta
industrial, adquiriendo al grupo Bascotecnia de España un nuevo y moderno tren
laminador .en 1998, su producción llega a 135000 toneladas, incrementando su
participación de mercado al 50% durante 30 años sirviendo al desarrollo de la
nación.
En octubre de 1999 se inicio la producción del nuevo tren laminador con
una curva de aprendizaje que llegara hasta los primeros meses del año 2000.una
vez optimizados los procesos ANDEC estará en condiciones de cubrir con las mas
altas exigencias internacionales de hoy, con los productos que ofrece al mercado
nacional e internacional.
Introducción 3
1.1.1. Ubicación
ANDEC se encuentra ubicado en el sector suroeste de la ciudad de
Guayaquil en las calles 53 Sur - Este Raúl Clemente Huerta (las exclusas) y el
1er. Pasaje 12c, según la nueva nomenclatura de calles alfanumérica aprobada
por la M.I. municipalidad de Guayaquil a través del departamento de urbanismo,
avaluos y registro. Debemos señalar también que ANDEC esta junto a la nueva
central de estación sur de la metro vía. ( ver anexo No 1 ) .
ANDEC esta situado a orillas del Rió Guayas y del estero Cobina, se
encuentra estratégicamente bien ubicado ,debido a su cercanía al puerto marítimo
de guayaquil teniendo mayor acceso y rapidez a materiales e insumos.Esta
ubicación es muy beneficiosa para ANDEC , ya que por el Río Guayas llega en
grandes cantidades de chatarra en navieros , sumado a los materiales
importados se constituyen en insumos de mucha importancia para la elaboración
de palanquillas de acero , materia prima de las varillas de acero soldables .
1.1.2. Identificación con el CIIU
ANDEC se encuentra ubicada en el numeral 37 de industrias metálicas
básicas, 371 de industrias básicas de hierro y acero y el 37103 de la clase de
laminación trefilacion, estirado en frío y en caliente, de la CIIU correspondiente
a la fabricación de productos de acero e hierros.
Introducción 4
1.1.3. Estructura Organizacional de ANDEC
Descripción del Organigrama
ANDEC cuenta con una estructura orgánica que expresa gráficamente la
organización de una entidad determinada y esta compuesta por cinco gerencias
(ver anexo No. 2 ) .
Gerencia General: Se encuentran los departamentos de: asesoria jurídica
gestión de calidad, auditoria interna, sistemas, ISO 9000 y división de logística
que esta conformado por los departamentos departamento de adquisiciones
locales, comercio exterior, adquisición de chatarra y bodega.
Gerencia Comercial: Lo componen los siguientes departamentos: ventas
Guayaquil, taller de publicidad y despacho.
Gerencia de Operaciones: Se encuentran los departamentos de división de
aceria, producción, herramental, enderezado, patios, mantenimiento eléctrico,
proyectos, electromallas, mantenimiento electrónico, mecánico y automotriz
Gerencia de Relaciones Industriales: se encuentran los departamentos de
seguridad industrial, trabajo social, unidad médica, personal y nóminas,
mantenimiento, adecuaciones y capacitacion.
Gerencia Financiera: se encuentran los departamentos de: cajas, cobranzas
finanzas, inventario, división de costos y presupuestos; división de contabilidad
(ver anexo No. 3).
Introducción 5
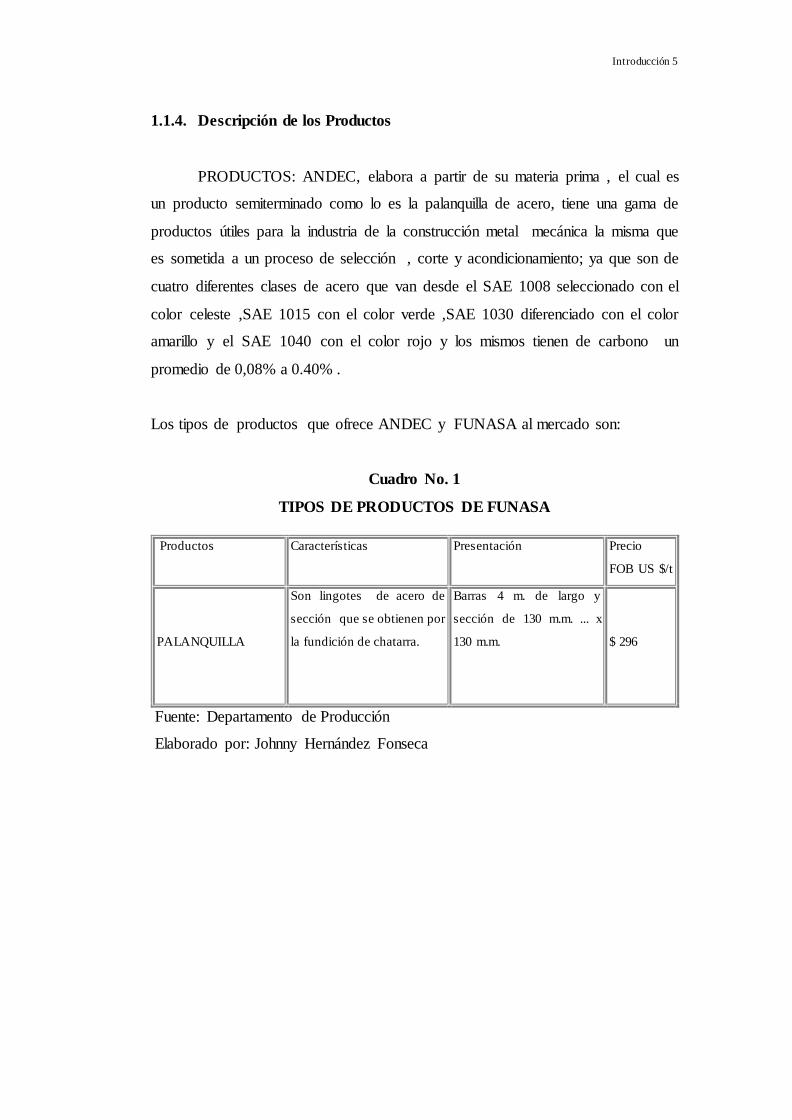
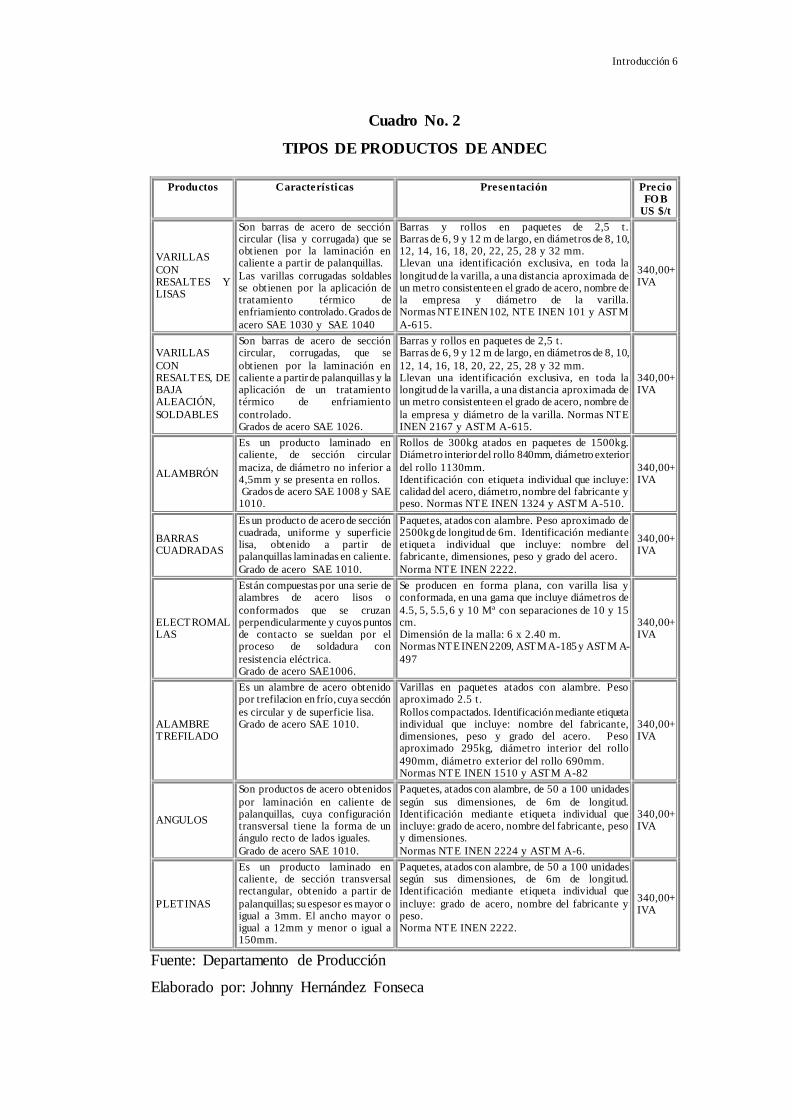
1.1.4. Descripción de los Productos
PRODUCTOS: ANDEC, elabora a partir de su materia prima , el cual es
un producto semiterminado como lo es la palanquilla de acero, tiene una gama de
productos útiles para la industria de la construcción metal mecánica la misma que
es sometida a un proceso de selección , corte y acondicionamiento; ya que son de
cuatro diferentes clases de acero que van desde el SAE 1008 seleccionado con el
color celeste ,SAE 1015 con el color verde ,SAE 1030 diferenciado con el color
amarillo y el SAE 1040 con el color rojo y los mismos tienen de carbono un
promedio de 0,08% a 0.40% .
Los tipos de productos que ofrece ANDEC y FUNASA al mercado son:
Cuadro No. 1
TIPOS DE PRODUCTOS DE FUNASA
Productos Características Presentación Precio
FOB US $/t
PALANQUILLA
Son lingotes de acero de
sección que se obtienen por
la fundición de chatarra.
Barras 4 m. de largo y
sección de 130 m.m. ... x
130 m.m.
$ 296
Fuente: Departamento de Producción
Elaborado por: Johnny Hernández Fonseca
Introducción 6
Cuadro No. 2
TIPOS DE PRODUCTOS DE ANDEC
Productos Características Presentación Precio FO B
US $/t
VARILLAS
CON RESALTES Y LISAS
Son barras de acero de sección circular (lisa y corrugada) que se obtienen por la laminación en caliente a partir de palanquillas.
Las varillas corrugadas soldables se obtienen por la aplicación de tratamiento térmico de enfriamiento controlado. Grados de
acero SAE 1030 y SAE 1040
Barras y rollos en paquetes de 2,5 t . Barras de 6, 9 y 12 m de largo, en diámetros de 8, 10, 12, 14, 16, 18, 20, 22, 25, 28 y 32 mm. Llevan una identificación exclusiva, en toda la
longitud de la varilla, a una distancia aproximada de un metro consistente en el grado de acero, nombre de la empresa y diámetro de la varilla. Normas NTE INEN 102, NTE INEN 101 y ASTM
A-615.
340,00+ IVA
VARILLAS
CON RESALTES, DE BAJA ALEACIÓN,
SOLDABLES
Son barras de acero de sección circular, corrugadas, que se
obtienen por la laminación en caliente a partir de palanquillas y la aplicación de un tratamiento térmico de enfriamiento
controlado. Grados de acero SAE 1026.
Barras y rollos en paquetes de 2,5 t . Barras de 6, 9 y 12 m de largo, en diámetros de 8, 10,
12, 14, 16, 18, 20, 22, 25, 28 y 32 mm. Llevan una identificación exclusiva, en toda la longitud de la varilla, a una distancia aproximada de un metro consistente en el grado de acero, nombre de
la empresa y diámetro de la varilla. Normas NTE INEN 2167 y ASTM A-615.
340,00+ IVA
ALAMBRÓN
Es un producto laminado en caliente, de sección circular
maciza, de diámetro no inferior a 4,5mm y se presenta en rollos. Grados de acero SAE 1008 y SAE 1010.
Rollos de 300kg atados en paquetes de 1500kg. Diámetro interior del rollo 840mm, diámetro exterior
del rollo 1130mm. Identificación con etiqueta individual que incluye: calidad del acero, diámetro, nombre del fabricante y peso. Normas NTE INEN 1324 y ASTM A-510.
340,00+ IVA
BARRAS CUADRADAS
Es un producto de acero de sección cuadrada, uniforme y superficie lisa, obtenido a partir de palanquillas laminadas en caliente.
Grado de acero SAE 1010.
Paquetes, atados con alambre. Peso aproximado de 2500kg de longitud de 6m. Identificación mediante etiqueta individual que incluye: nombre del fabricante, dimensiones, peso y grado del acero.
Norma NTE INEN 2222.
340,00+ IVA
ELECTROMALLAS
Están compuestas por una serie de alambres de acero lisos o
conformados que se cruzan perpendicularmente y cuyos puntos de contacto se sueldan por el proceso de soldadura con
resistencia eléctrica. Grado de acero SAE1006.
Se producen en forma plana, con varilla lisa y conformada, en una gama que incluye diámetros de
4.5, 5, 5.5, 6 y 10 Mª con separaciones de 10 y 15 cm. Dimensión de la malla: 6 x 2.40 m. Normas NTE INEN 2209, ASTM A-185 y ASTM A-
497
340,00+ IVA
ALAMBRE TREFILADO
Es un alambre de acero obtenido por trefilacion en frío, cuya sección
es circular y de superficie lisa. Grado de acero SAE 1010.
Varillas en paquetes atados con alambre. Peso aproximado 2.5 t .
Rollos compactados. Identificación mediante etiqueta individual que incluye: nombre del fabricante, dimensiones, peso y grado del acero. Peso aproximado 295kg, diámetro interior del rollo
490mm, diámetro exterior del rollo 690mm. Normas NTE INEN 1510 y ASTM A-82
340,00+ IVA
ANGULOS
Son productos de acero obtenidos
por laminación en caliente de palanquillas, cuya configuración transversal t iene la forma de un ángulo recto de lados iguales.
Grado de acero SAE 1010.
Paquetes, atados con alambre, de 50 a 100 unidades
según sus dimensiones, de 6m de longitud. Identificación mediante etiqueta individual que incluye: grado de acero, nombre del fabricante, peso y dimensiones.
Normas NTE INEN 2224 y ASTM A-6.
340,00+ IVA
PLETINAS
Es un producto laminado en caliente, de sección transversal rectangular, obtenido a partir de
palanquillas; su espesor es mayor o igual a 3mm. El ancho mayor o igual a 12mm y menor o igual a 150mm.
Paquetes, atados con alambre, de 50 a 100 unidades según sus dimensiones, de 6m de longitud. Identificación mediante etiqueta individual que
incluye: grado de acero, nombre del fabricante y peso. Norma NTE INEN 2222.
340,00+ IVA
Fuente: Departamento de Producción
Elaborado por: Johnny Hernández Fonseca
Introducción 7
1.1.5. Descripción de los Problemas y Delimitación de la Investigación
Demasiada Carga Voluminosa
Exceso de costos en mantenimientos
Exceso de tiempos improductivos en proceso
El estudio de estos problemas se lo realizara en la empresa ANDEC S.A.
(Acerias Nacionales del Ecuador), específicamente en el área de la división aceria,
en el proceso de fundición.
1.2. Justificativos
El estudio que se realizara en ANDEC S.A. se justifica por las siguientes
causas:
1. Constantes paralizaciones
2. Bajo nivel de productividad
3. Graves perdidas económicas
4. Problemas de mantenimientos en la división aceria
Debido a las causas expuestas anteriormente el estudio en la división
aceria es justificado.
1.3. Cultura Corporativa
ANDEC desde sus inicios lidera el mercado de la siderurgia en el país, este
compromiso lo lleva desde el año de 1994 al iniciarse en la búsqueda de la
calidad total. alcanzar esta meta implicaba la introducción de grandes cambios en
los procesos productivos así como la filosofía de trabajo del recurso humano ,los
conceptos dados en la misión y visión de la empresa ,crearon una mística de
trabajo necesaria para ver los frutos que se convirtieron en los resultados
esperados cuando el 22 de febrero del 2001 se obtiene la certificación de
aseguramiento de la calidad izo 9002-1994.
Introducción 8
Este logro convierte ANDEC en el primer y único complejo siderúrgico
en ecuador con una certificación internacional a la calidad, dicha norma se
actualiza cuando el 31 de julio del 2003 la empresa obtiene la certificación ISO
9001-2000 al sistema de gestión de la calidad, este certificado sumado a los Sellos
de Calidad INEN (Instituto Ecuatoriano de Normalización) ,otorgado a cada uno
de los productos con marca ANDEC , brindando las mejores garantías para sus
clientes con productos de alta calidad .
1.3.1. Misión
Fabricar y entregar oportunamente productos de acero de calidad
garantizada con precios competitivos.
1.3.2. Visión
Ser líder nacional de la industria siderurgia para satisfacer las necesidades
de acero en el mercado interno e incursionar en el internacional con calidad,
servicio y protección al medio ambiente.
1.3.3. Objetivo General
Constituirse como la empresa líder en el ámbito Siderúrgico.
1.3.4. Objetivos Específicos
Producir 101.000 toneladas de palanquillas en la Acería. (Nuevo)
Incrementar las ventas en un 5% con respecto al año 2005 (nuevo)
Producir 180.000 toneladas de producto laminado (nuevo)
Fortalecer los procesos de laminación y fabricación de palanquillas,
mediante el desarrollo de los siguientes proyectos: (2005)
Introducción 9
Filtros armónicos
TCR (Tiristor Control Recator) y Sistema de Control
Tren de laminación de perfiles livianos
Sistema de quemadores oxi-fuell o Sistema de lanzas de inyección de
oxígeno y antracita automática
Cinta transportadora de chatarra
Maximizar la eficiencia de utilización de los recursos, incrementando la
productividad del proceso de laminación a un 97.5% (2005)
Alcanzar un rendimiento metálico del 88% en el proceso de Fabricación
de Palanquillas. (2005).
Implementar el Sistema de Gestión Ambiental basado en la Norma ISO
14001, con la finalidad de que nuestros procesos productivos estén de acuerdo con
la tendencia mundial de preservar el medio ambiente (2005)
Formar como especialistas certificados al Recurso Humano en los
procesos de Fundición y Laminación (2005)
1.3.5. Política
Satisfacer al cliente fabricando productos de acero de alta calidad,
conforme a normas técnicas y legales, cumpliendo los objetivos propuestos y
permanente mejora.
1.4. Marco Teórico
Se utilizara como referencia para la realización de este estudio las siguientes
fuentes:
Manual de Procedimientos de ANDEC
Introducción 10
En el estudio de la división aceria existe registros de los documentos
importantes de la empresa que son: los manuales de funciones y procedimientos,
en los cuales se encuentra la información de manera detallada y con datos reales,
al igual que los informes de resultados del departamento aceria, de esta
información se basara gran parte de nuestra investigación la cual va a permitir
desarrollar analizar la empresa con mucha eficiencia.
Se puede observar también los procesos que se detallan en los mismos,
debido a esto se lo ha tomado como referencia.
Revista de la empresa
Este documento permite obtener información basada en la historia de la
empresa con sus respectivos avances y fortalecimientos en el pasar del tiempo, su
evolución y relevancia dentro del sector de la producción.
Internet (www.mantenimientos .com.)
Libros: Administración de la Producción y Operación
(Chase Aquilano Jacobs)
1.5. Metodología
El estudio se lo realizara mediante la investigación de campo y reseñas
bibliograficas.
Investigación de campo: Esta se realizara en el lugar o area geográfica
determinada de manera personal y con las herramientas necesarias.
Reseña Bibliografica: Esta se la realizara mediante la consulta de algunos
libros, publicaciones, revistas y manuales de procedimientos, la cual ayudaran al
desarrollo de manera oportuna del estudio a efectuar.
Introducción 11
Se utilizara también en el desarrollo del estudio:
Definición del problema
Desarrollo y análisis de datos
Información y organización para la resolución
Documentación y conclusión
Cuadros y graficas estadísticas
Evaluación económica
Implementación
1.6. Facilidades de Operación
1.6.1. Terreno Industrial y Maquinarias
ANDEC cuenta con una extensa area territorial donde se encuentran
ubicadas sus oficinas y planta siderurgia, en las cuales operan maquinarias y
sistemas de alta tecnología obteniendo productos de alta calidad, con precios
competitivos y en el menor tiempo posible, debido a que en 1998 contrata a la
firma española Bascotecnia Group para la instalación y provisión de nuevas
maquinarias detalladas de la siguiente manera:
1) Horno Elétrico
2) Maquina de Colada Continua
3) Grúa Aérea
1.6.2. Recursos Humanos
ANDEC cuenta con diferentes departamentos en donde se encuentra una
mano de obra calificada es cada puesto de trabajo y tiene laborando en sus
instalaciones un promedio de 550 personas. Estas a su vez tienen un manual de
funciones, donde están descritas las actividades y tareas a desarrollar con mayor
facilidad.
Introducción 12
1.6.3. Recursos Financieros
ANDEC, en la actualidad cuenta con una inversión de 43,7 millones de
dólares y un patrimonio de 28,3 millones de dólares fruto de sus 34 años de
constante servicio al país .ANDEC goza de una muy buena imagen empresarial,
se encuentra ubicada dentro de las 50 mejores empresas del país, tanto en lo
comercial como en lo financiero, lo dicen sus clientes y por las estadísticas
emitidas por la superintendencia de compañías.
ANDEC tiene un gran abastecedor de materia prima como lo es el area de
aceria que se encuentra dentro de la empresa y por la cual ha mejorado su
producción sustancialmente, que a más de brindar un buen producto, genera para
el país un ahorro importante de divisas superior a los 10 millones de dólares.
1.6.4. Seguridad Industrial
ANDEC, tiene una política de seguridad, salubridad y medio ambiente,
esta debido a que se debe procurar que no ocurran accidentes, dado que un
trabajador seguro en su area de trabajo es más eficiente y cuenta con la confianza
de operar tranquilo en su puesto de trabajo.
ANDEC se preocupa de tener un ambiente de trabajo seguro, limpio,
ordenado, agradable en todos sus departamentos, esto va a permitir que el recurso
humano desarrolle sus actividades diarias en un ambiente de trabajo con las
mejores condiciones de higiene y seguridad personal, manteniendo la dignidad y
calidad humana en sus instalaciones.
Introducción 13
1.7. Mercado
1.7.1. Mercado Actual
ANDEC, es una empresa en donde cada dia se debe ser más competitivo,
debido a que el mercado del hierro en el país es cada dia más exigente. las
certificaciones tanto nacionales como internacionales le brindan una seguridad y
confianza a sus clientes ,esta organización se encuentra con una mayor
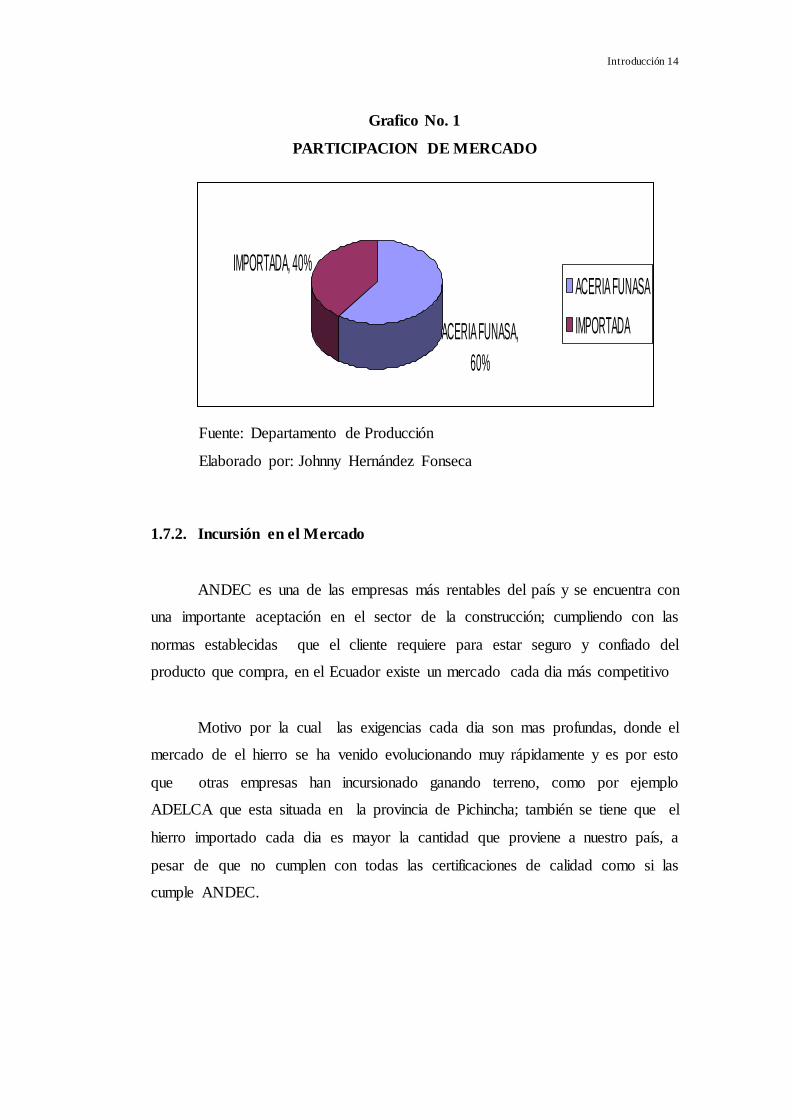
participación de mercado como cliente interno con un 60% de su producto ; la
palanquilla que la aceria vende a ANDEC es a un costo muy por debajo de lo
que se compra en el exterior , , permitiendo vender su producto a bajo costo con
$106 menos de la importada y con un 40% que es lo que ANDEC compra de
material importado .
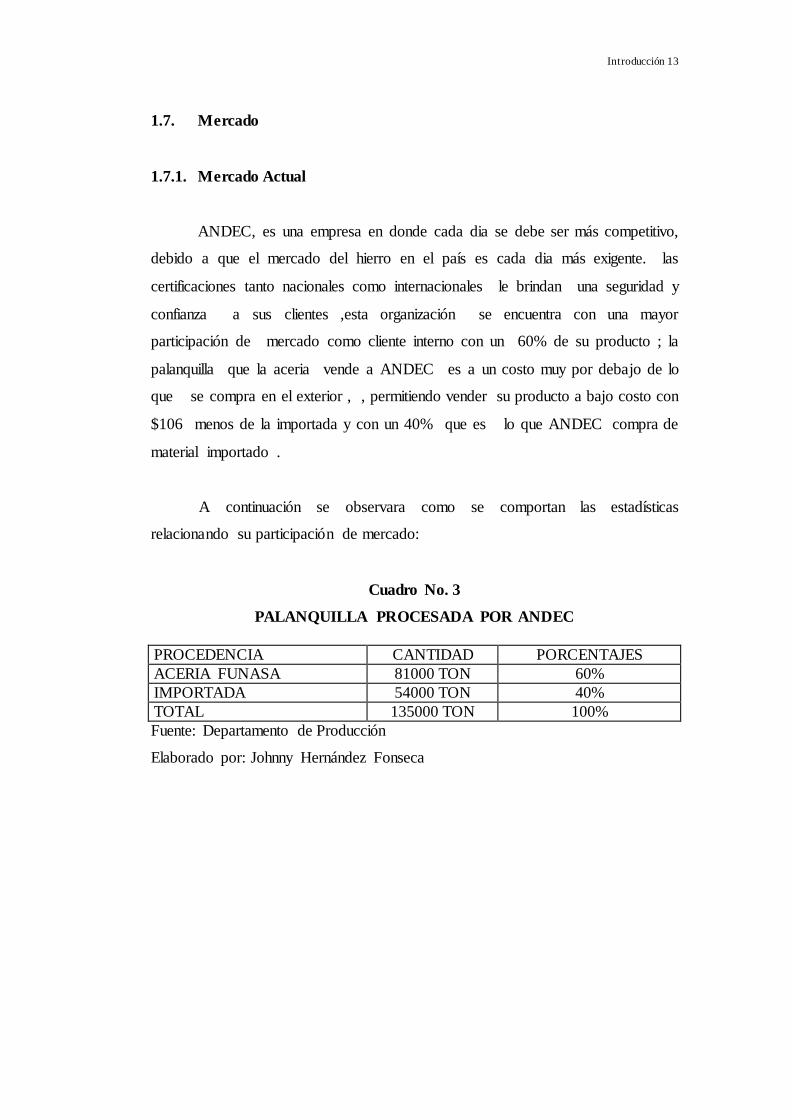
A continuación se observara como se comportan las estadísticas
relacionando su participación de mercado:
Cuadro No. 3
PALANQUILLA PROCESADA POR ANDEC
PROCEDENCIA CANTIDAD PORCENTAJES
ACERIA FUNASA 81000 TON 60%
IMPORTADA 54000 TON 40%
TOTAL 135000 TON 100%
Fuente: Departamento de Producción
Elaborado por: Johnny Hernández Fonseca
Introducción 14
PARTICIPACION DE MERCADO
ACERIA FUNASA,
60%
IMPORTADA, 40%ACERIA FUNASA
IMPORTADA
Grafico No. 1
PARTICIPACION DE MERCADO
Fuente: Departamento de Producción
Elaborado por: Johnny Hernández Fonseca
1.7.2. Incursión en el Mercado
ANDEC es una de las empresas más rentables del país y se encuentra con
una importante aceptación en el sector de la construcción; cumpliendo con las
normas establecidas que el cliente requiere para estar seguro y confiado del
producto que compra, en el Ecuador existe un mercado cada dia más competitivo
Motivo por la cual las exigencias cada dia son mas profundas, donde el
mercado de el hierro se ha venido evolucionando muy rápidamente y es por esto
que otras empresas han incursionado ganando terreno, como por ejemplo
ADELCA que esta situada en la provincia de Pichincha; también se tiene que el
hierro importado cada dia es mayor la cantidad que proviene a nuestro país, a
pesar de que no cumplen con todas las certificaciones de calidad como si las
cumple ANDEC.
Introducción 15
ANDEC como empresa y junto con todo el personal que labora en ella
tiene y debe tener como compromiso de cada dia ser mas competitivos en tanto y
cuanto la calidad y la seguridad de sus productos para tener la aceptación y
confianza de todos aquellos clientes potenciales y posibles compradores de la
marca ANDEC, planificando bien las estrategias de ventas a implementar, debido
a que el mercado cada dia se hace mas exigente y con mas competidores.
1.7.3. Análisis de las Estadísticas de Ventas
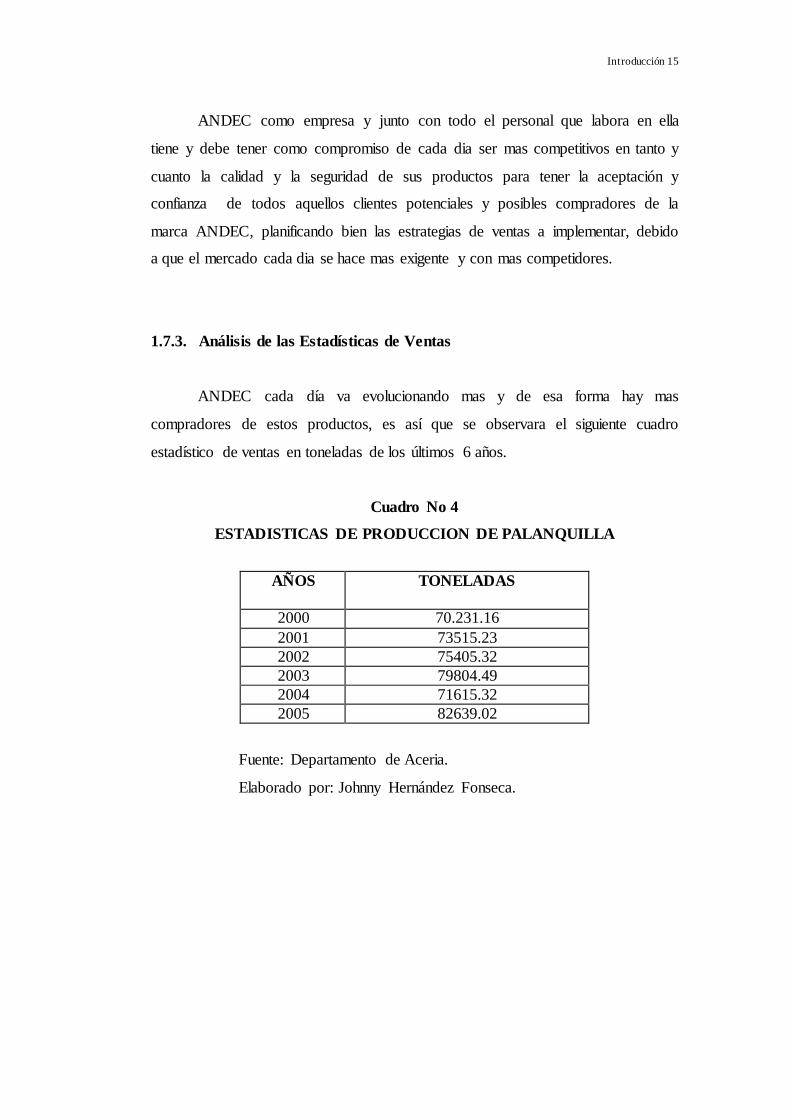
ANDEC cada día va evolucionando mas y de esa forma hay mas
compradores de estos productos, es así que se observara el siguiente cuadro
estadístico de ventas en toneladas de los últimos 6 años.
Cuadro No 4
ESTADISTICAS DE PRODUCCION DE PALANQUILLA
AÑOS TONELADAS
2000 70.231.16
2001 73515.23
2002 75405.32
2003 79804.49
2004 71615.32
2005 82639.02
Fuente: Departamento de Aceria.
Elaborado por: Johnny Hernández Fonseca.
Introducción 16
VENTAS ANUALES
60000
65000
70000
75000
80000
85000
2000 2001 2002 2003 2004 2005
AÑOS
TO
NE
LA
DA
S
VENTAS ANUALES
Grafico No. 2
VENTAS ANUALES
Fuente: Departamento de Aceria.
Elaborado por: Johnny Hernández Fonseca.
1.7.4. Canales de Distribución
ANDEC tiene canales de distribución los cuales son:
El único cliente de la aceria es ANDEC y es atendido de la manera mas
satisfactoria, para ilustrar de una mejor manera el canal de distribución se tiene el
siguiente esquema que es el actualmente utilizado por la empresa:
Grafico No. 3
ESQUEMA DE LOS CANALES DE DISTRIBUCION
Fuente: Departamento de Aceria.
Elaborado por: Johnny Hernández Fonseca.
FUNASA
ANDEC
CAPITULO II
SITUACION ACTUAL
2.1. Distribución de Planta
ANDEC cuenta con un diseño de tal manera que obtiene el mejor de los
aprovechamientos de los recursos, la línea de producción del horno ,tren de
laminación y bascula electrónica se encuentran distribuidas de la manera mas
optima posible , permitiendo realizar las actividades diarias con mayor facilidad a
sus operadores. (ver anexo No. 4 ).
El Departamento de aceria esta ubicada en toda su extensión con galpones
o más conocidos como naves industriales, cuenta con un área de construcción de
1200 metros cuadrados.
2.2. Descripción del Proceso
El proceso de fabricación de palanquilla esta descrito de la siguiente
manera:
1. La chatarra que proviene de los patios preparada (compactada o
semicompactada) se vierte a las cestas
2. Luego se procede a llevarla con la grúa hacia la tapa del horno.
3. Inmediatamente es vertida la primera cesta se cierra el horno
4. Empieza la fusión durante unos minutos
5. Luego se procede a abrir la tapa del horno se vierte la segunda cesta con
chatarra
6. Luego se vierten insumos según lo indique laboratorio químico y
producción
Situación Actual 18
7. Se cierra el horno
8. Luego se fusiona otros minutos más
9. Se abre el horno
10. La tercera cesta cae
11. Se cierra el horno y se inyecta CO2
12. Inicia fusión tres
13. Se abre nuevamente el horno y se vierte la cuarta cesta con chatarra
14. Se vierte insumos (cal, coque, antracita)
15. Se cierra el horno, comienza la fusión
16. Luego se verifica la temperatura
17. Se toman las muestras para laboratorio químico
18. Se fusiona nuevamente
19. Luego es basculado en cuchara para ser llevado el acero liquido a colada
continua.
2.2.1. Análisis del Proceso
Mediante la obtención de chatarra o mineral de hierro se puede realizar el
proceso de fusión que permite la creación de la palanquilla que es un producto de
uso interno o materia prima para la fabricación de las varillas de acero soldable
cuenta con un proceso productivo muy bien llevado cumpliendo con las normas
nacionales INEN e internacionales como son las ISO obteniendo certificados de
calidad lo que le permite brindar un excelente producto.
2.2.2. Análisis del Recorrido
El proceso de fabricación de la palanquilla se lleva a cabo mediante un
recorrido bien organizado y distribuido, este se realiza en un área de 1200 metros
cuadrados, lo cual le permite tener una buena distribución de equipos y con un
layout en I como lo indica una de las técnicas de la ingeniería industrial.
Situación Actual 19
2.3. Planificación de la Producción
En el departamento de aceria el jefe de área es el encargado de la
planificación de la producción del producto palanquilla, estas las realizan a finales
de año por lo general en el mes de diciembre, son programadas de manera anual,
mensual y semanal.
Las programaciones están sujetas a cambios o bien llamadas paradas no
programadas, debido a la problemática constante en dicha área o algún
imprevisto, la cual no se puede determinar de manera acertada al realizar la
planificación por estas interrupciones no deseadas por el planificador.
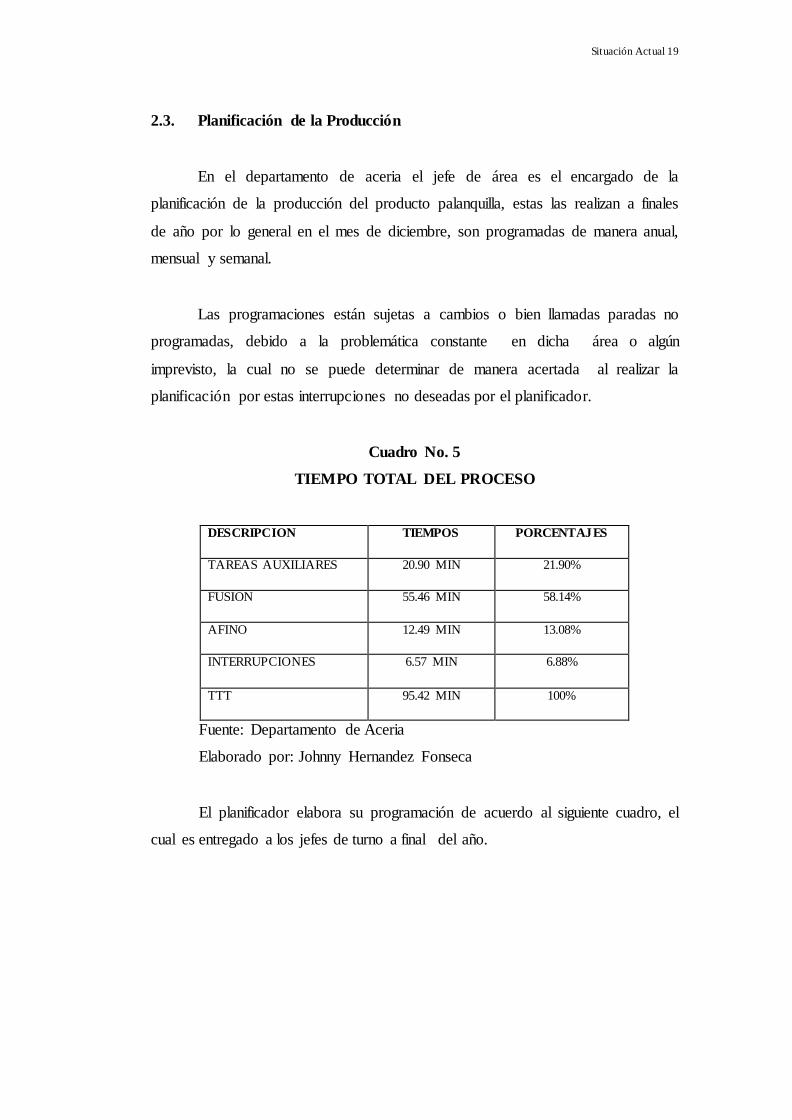
Cuadro No. 5
TIEMPO TOTAL DEL PROCESO
DESCRIPCION TIEMPOS PORCENTAJES
TAREAS AUXILIARES 20.90 MIN 21.90%
FUSION 55.46 MIN 58.14%
AFINO 12.49 MIN 13.08%
INTERRUPCIONES 6.57 MIN 6.88%
TTT 95.42 MIN 100%
Fuente: Departamento de Aceria
Elaborado por: Johnny Hernandez Fonseca
El planificador elabora su programación de acuerdo al siguiente cuadro, el
cual es entregado a los jefes de turno a final del año.
Situación Actual 20
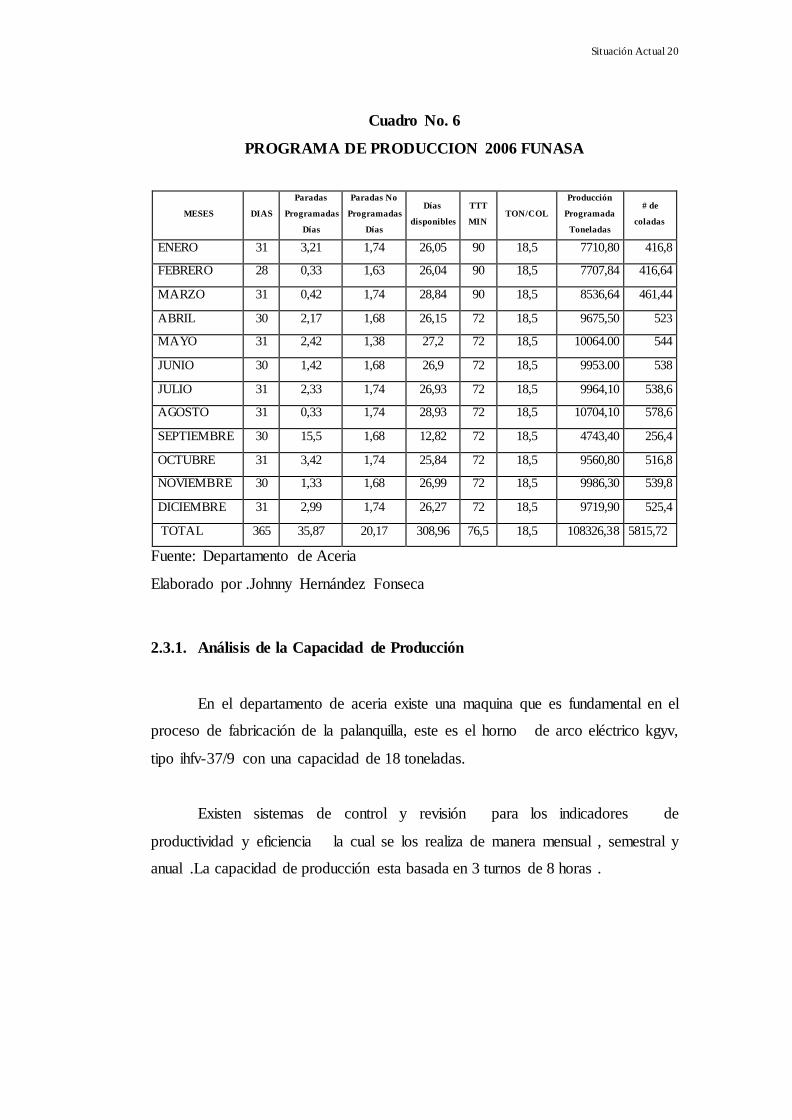
Cuadro No. 6
PROGRAMA DE PRODUCCION 2006 FUNASA
Fuente: Departamento de Aceria
Elaborado por .Johnny Hernández Fonseca
2.3.1. Análisis de la Capacidad de Producción
En el departamento de aceria existe una maquina que es fundamental en el
proceso de fabricación de la palanquilla, este es el horno de arco eléctrico kgyv,
tipo ihfv-37/9 con una capacidad de 18 toneladas.
Existen sistemas de control y revisión para los indicadores de
productividad y eficiencia la cual se los realiza de manera mensual , semestral y
anual .La capacidad de producción esta basada en 3 turnos de 8 horas .
MESES DIAS
Paradas
Programadas
Días
Paradas No
Programadas
Días
Días
disponibles
TTT
MIN TON/COL
Producción
Programada
Toneladas
# de
coladas
ENERO 31 3,21 1,74 26,05 90 18,5 7710,80 416,8
FEBRERO 28 0,33 1,63 26,04 90 18,5 7707,84 416,64
MARZO 31 0,42 1,74 28,84 90 18,5 8536,64 461,44
ABRIL 30 2,17 1,68 26,15 72 18,5 9675,50 523
MAYO 31 2,42 1,38 27,2 72 18,5 10064.00 544
JUNIO 30 1,42 1,68 26,9 72 18,5 9953.00 538
JULIO 31 2,33 1,74 26,93 72 18,5 9964,10 538,6
AGOSTO 31 0,33 1,74 28,93 72 18,5 10704,10 578,6
SEPTIEMBRE 30 15,5 1,68 12,82 72 18,5 4743,40 256,4
OCTUBRE 31 3,42 1,74 25,84 72 18,5 9560,80 516,8
NOVIEMBRE 30 1,33 1,68 26,99 72 18,5 9986,30 539,8
DICIEMBRE 31 2,99 1,74 26,27 72 18,5 9719,90 525,4
TOTAL 365 35,87 20,17 308,96 76,5 18,5 108326,38 5815,72
Situación Actual 21
CCAPACIDAD DE PRODUCCION
0
2000
4000
6000
8000
10000
12000
ENERO
FEBR
ERO
MARZO
ABR
IL
MAYO
JUNIO
JULI
O
AGOSTO
SEP
TIEM
BRE
OCTU
BRE
NO
VIEMBRE
DIC
IEM
BRE
To
nela
das
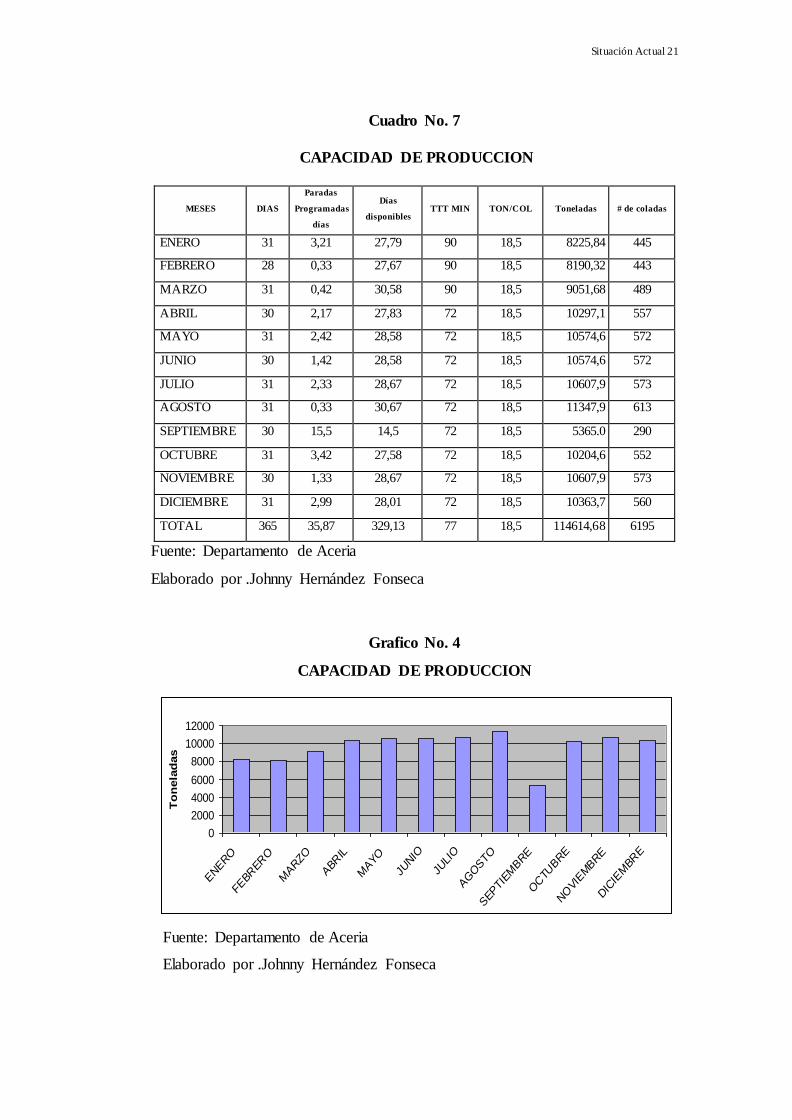
Cuadro No. 7
CAPACIDAD DE PRODUCCION
MESES DIAS
Paradas
Programadas
días
Días
disponibles TTT MIN TON/COL Toneladas # de coladas
ENERO 31 3,21 27,79 90 18,5 8225,84 445
FEBRERO 28 0,33 27,67 90 18,5 8190,32 443
MARZO 31 0,42 30,58 90 18,5 9051,68 489
ABRIL 30 2,17 27,83 72 18,5 10297,1 557
MAYO 31 2,42 28,58 72 18,5 10574,6 572
JUNIO 30 1,42 28,58 72 18,5 10574,6 572
JULIO 31 2,33 28,67 72 18,5 10607,9 573
AGOSTO 31 0,33 30,67 72 18,5 11347,9 613
SEPTIEMBRE 30 15,5 14,5 72 18,5 5365.0 290
OCTUBRE 31 3,42 27,58 72 18,5 10204,6 552
NOVIEMBRE 30 1,33 28,67 72 18,5 10607,9 573
DICIEMBRE 31 2,99 28,01 72 18,5 10363,7 560
TOTAL 365 35,87 329,13 77 18,5 114614,68 6195
Fuente: Departamento de Aceria
Elaborado por .Johnny Hernández Fonseca
Grafico No. 4
CAPACIDAD DE PRODUCCION
Fuente: Departamento de Aceria
Elaborado por .Johnny Hernández Fonseca
Situación Actual 22
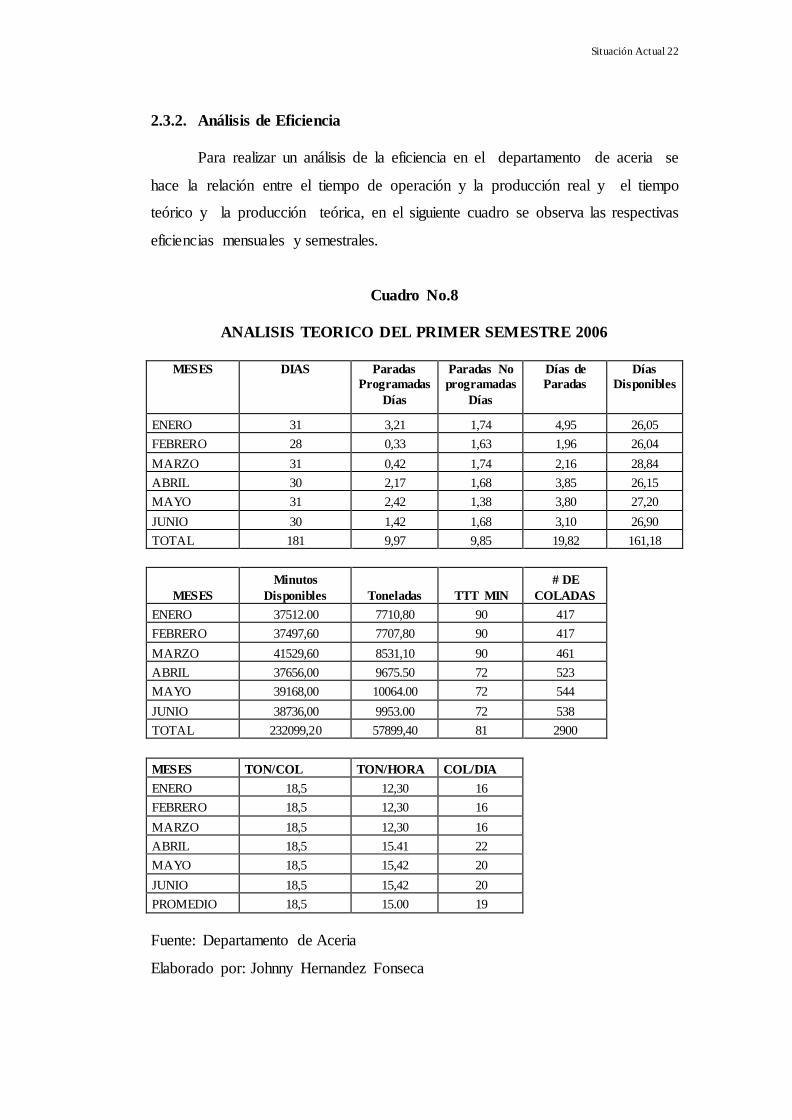
2.3.2. Análisis de Eficiencia
Para realizar un análisis de la eficiencia en el departamento de aceria se
hace la relación entre el tiempo de operación y la producción real y el tiempo
teórico y la producción teórica, en el siguiente cuadro se observa las respectivas
eficiencias mensuales y semestrales.
Cuadro No.8
ANALISIS TEORICO DEL PRIMER SEMESTRE 2006
MESES DIAS Paradas
Programadas
Días
Paradas No
programadas
Días
Días de
Paradas
Días
Disponibles
ENERO 31 3,21 1,74 4,95 26,05
FEBRERO 28 0,33 1,63 1,96 26,04
MARZO 31 0,42 1,74 2,16 28,84
ABRIL 30 2,17 1,68 3,85 26,15
MAYO 31 2,42 1,38 3,80 27,20
JUNIO 30 1,42 1,68 3,10 26,90
TOTAL 181 9,97 9,85 19,82 161,18
MESES
Minutos
Disponibles Toneladas TTT MIN
# DE
COLADAS
ENERO 37512.00 7710,80 90 417
FEBRERO 37497,60 7707,80 90 417
MARZO 41529,60 8531,10 90 461
ABRIL 37656,00 9675.50 72 523
MAYO 39168,00 10064.00 72 544
JUNIO 38736,00 9953.00 72 538
TOTAL 232099,20 57899,40 81 2900
MESES TON/COL TON/HORA COL/DIA
ENERO 18,5 12,30 16
FEBRERO 18,5 12,30 16
MARZO 18,5 12,30 16
ABRIL 18,5 15.41 22
MAYO 18,5 15,42 20
JUNIO 18,5 15,42 20
PROMEDIO 18,5 15.00 19
Fuente: Departamento de Aceria
Elaborado por: Johnny Hernandez Fonseca
Situación Actual 23
Entonces se puede decir que la programación del primer semestre esta
dada en 181 días de los cuales van a disponer de 161.18 días , para producir
57899.4 toneladas de acero y 2900 coladas , con un tap to tap (t.t.t.) promedio de
81minutos /colada y con un promedio de 18.50 toneladas /colada , con un
porcentaje de paradas programadas de 5.5% y con un porcentaje de paradas no
programadas de 5.4% del total de los días del primer semestre.
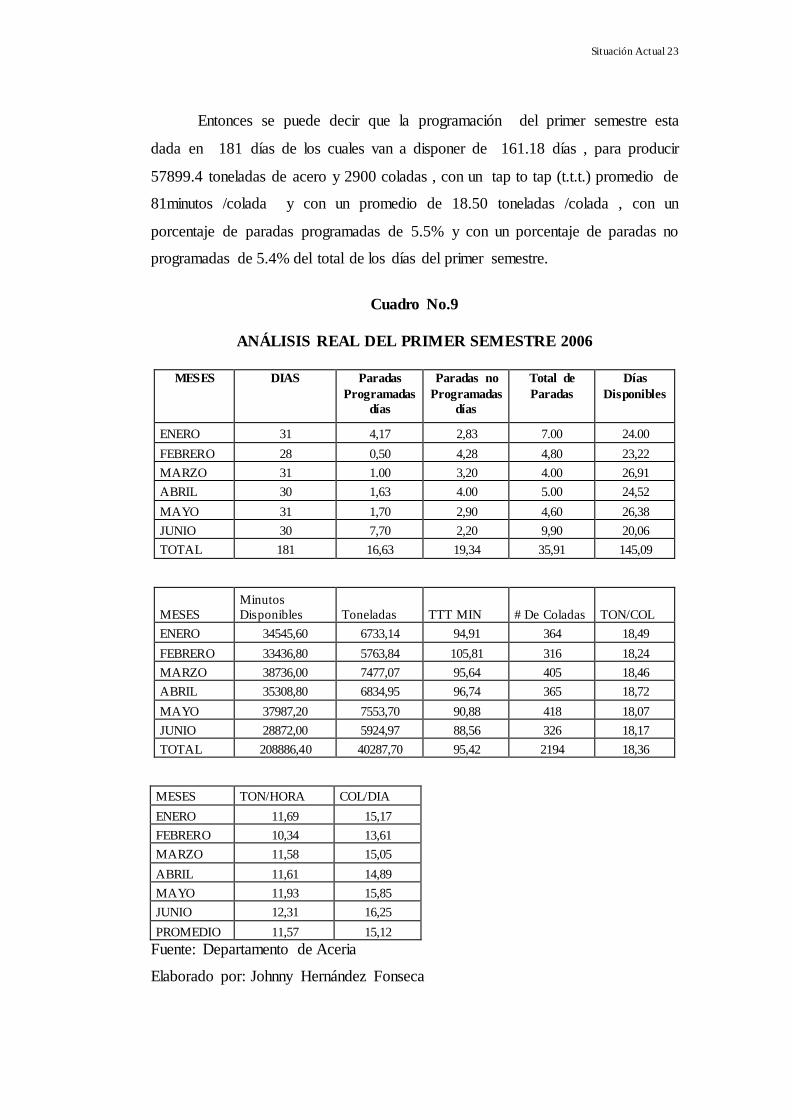
Cuadro No.9
ANÁLISIS REAL DEL PRIMER SEMESTRE 2006
MESES DIAS Paradas
Programadas
días
Paradas no
Programadas
días
Total de
Paradas
Días
Disponibles
ENERO 31 4,17 2,83 7.00 24.00
FEBRERO 28 0,50 4,28 4,80 23,22
MARZO 31 1.00 3,20 4.00 26,91
ABRIL 30 1,63 4.00 5.00 24,52
MAYO 31 1,70 2,90 4,60 26,38
JUNIO 30 7,70 2,20 9,90 20,06
TOTAL 181 16,63 19,34 35,91 145,09
MESES
Minutos
Disponibles Toneladas TTT MIN # De Coladas TON/COL
ENERO 34545,60 6733,14 94,91 364 18,49
FEBRERO 33436,80 5763,84 105,81 316 18,24
MARZO 38736,00 7477,07 95,64 405 18,46
ABRIL 35308,80 6834,95 96,74 365 18,72
MAYO 37987,20 7553,70 90,88 418 18,07
JUNIO 28872,00 5924,97 88,56 326 18,17
TOTAL 208886,40 40287,70 95,42 2194 18,36
MESES TON/HORA COL/DIA
ENERO 11,69 15,17
FEBRERO 10,34 13,61
MARZO 11,58 15,05
ABRIL 11,61 14,89
MAYO 11,93 15,85
JUNIO 12,31 16,25
PROMEDIO 11,57 15,12
Fuente: Departamento de Aceria
Elaborado por: Johnny Hernández Fonseca
Situación Actual 24
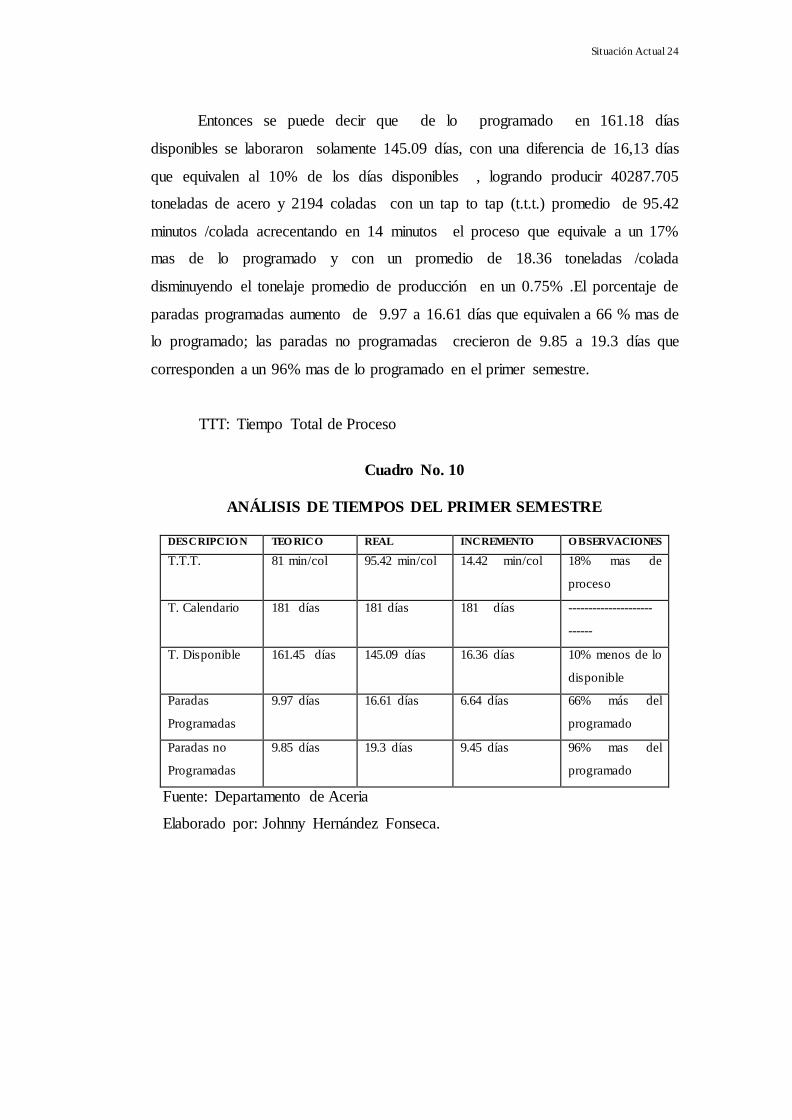
Entonces se puede decir que de lo programado en 161.18 días
disponibles se laboraron solamente 145.09 días, con una diferencia de 16,13 días
que equivalen al 10% de los días disponibles , logrando producir 40287.705
toneladas de acero y 2194 coladas con un tap to tap (t.t.t.) promedio de 95.42
minutos /colada acrecentando en 14 minutos el proceso que equivale a un 17%
mas de lo programado y con un promedio de 18.36 toneladas /colada
disminuyendo el tonelaje promedio de producción en un 0.75% .El porcentaje de
paradas programadas aumento de 9.97 a 16.61 días que equivalen a 66 % mas de
lo programado; las paradas no programadas crecieron de 9.85 a 19.3 días que
corresponden a un 96% mas de lo programado en el primer semestre.
TTT: Tiempo Total de Proceso
Cuadro No. 10
ANÁLISIS DE TIEMPOS DEL PRIMER SEMESTRE
DESCRIPCIO N TEO RICO REAL INCREMENTO O BSERVACIONES
T.T.T. 81 min/col 95.42 min/col 14.42 min/col 18% mas de
proceso
T. Calendario 181 días 181 días 181 días ---------------------
------
T. Disponible 161.45 días 145.09 días 16.36 días 10% menos de lo
disponible
Paradas
Programadas
9.97 días 16.61 días 6.64 días 66% más del
programado
Paradas no
Programadas
9.85 días 19.3 días 9.45 días 96% mas del
programado
Fuente: Departamento de Aceria
Elaborado por: Johnny Hernández Fonseca.
Situación Actual 25
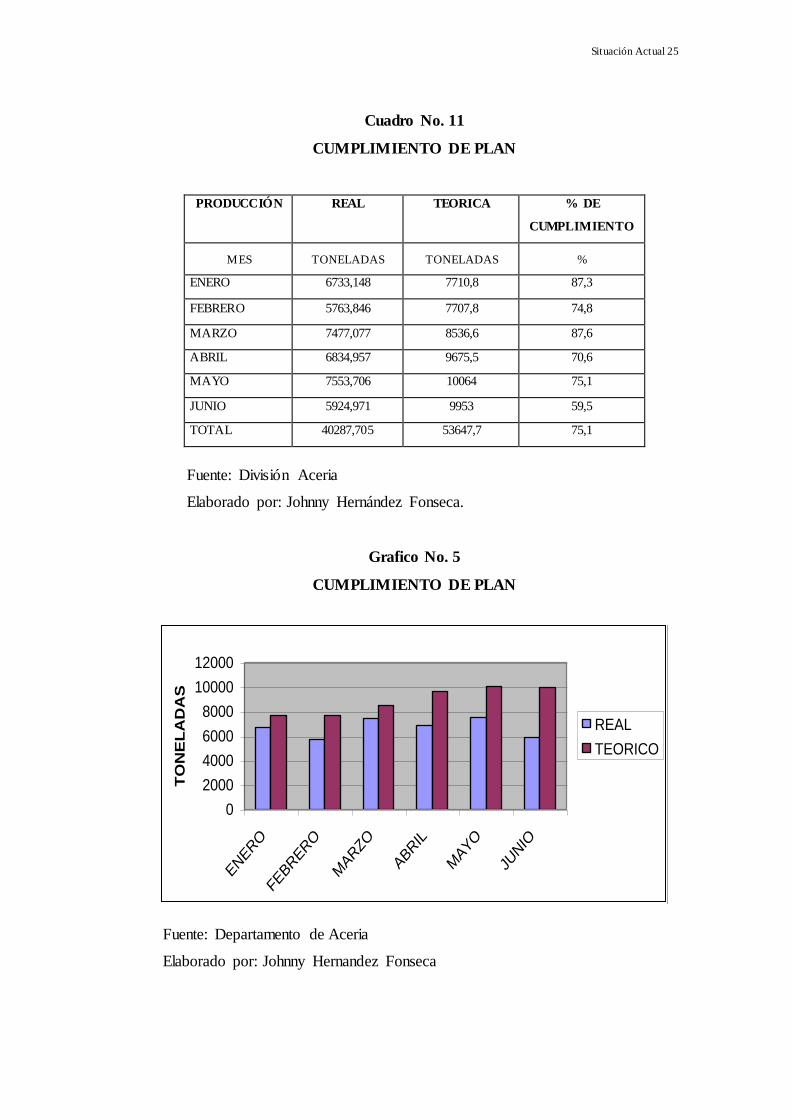
Cuadro No. 11
CUMPLIMIENTO DE PLAN
PRODUCCIÓN REAL TEORICA % DE
CUMPLIMIENTO
MES TONELADAS TONELADAS %
ENERO 6733,148 7710,8 87,3
FEBRERO 5763,846 7707,8 74,8
MARZO 7477,077 8536,6 87,6
ABRIL 6834,957 9675,5 70,6
MAYO 7553,706 10064 75,1
JUNIO 5924,971 9953 59,5
TOTAL 40287,705 53647,7 75,1
Fuente: División Aceria
Elaborado por: Johnny Hernández Fonseca.
Grafico No. 5
CUMPLIMIENTO DE PLAN
Fuente: Departamento de Aceria
Elaborado por: Johnny Hernandez Fonseca
CUMPLIMIENTO DE PLAN
0
2000
4000
6000
8000
10000
12000
ENERO
FEBRERO
MARZO
ABRIL
MAYO
JUNIO
TO
NE
LA
DA
S
REAL
TEORICO
Situación Actual 26
El cálculo del cumplimiento del plan se lo realizo de la siguiente manera:
x100TeóricaProducción
RealProducciónPlan de toCumplimien
CUMPLIMIENTO DE PLAN = 40287,705 X 100 = 75.1%
53647,7
Se puede observar que en el periodo de estudio el primer semestre del año
2006 tenemos un cumplimiento de plan del 75% en la división de aceria de
ANDEC.
PRODUCTIVIDAD TOTAL EFECTIVA DE LOS EQUIPOS
El objetivo general que persiguen estos indicadores que son claves en la
industria, es para valorar el beneficio y conocer la situación actual en que se
encuentra la empresa , así como su jerarquizacion acorde a su nivel de influencia
en el proceso de toma de decisiones.
La PTEE es un indicador que mide el rendimiento de los equipos y líneas
de producción .Para calcular el PTEE se pueden aplicar los pasos que se detallan a
continuación:
1. Establecer el tiempo base o el tiempo calendario
2. Obtener el tiempo total no programado
3. Obtener el tiempo de paradas programadas
4. Calcular el tiempo de funcionamiento
5. Calcular el aprovechamiento del equipo
6. Calcular el tiempo neto disponible
7. Calcular la efectividad global del equipo
Situación Actual 27
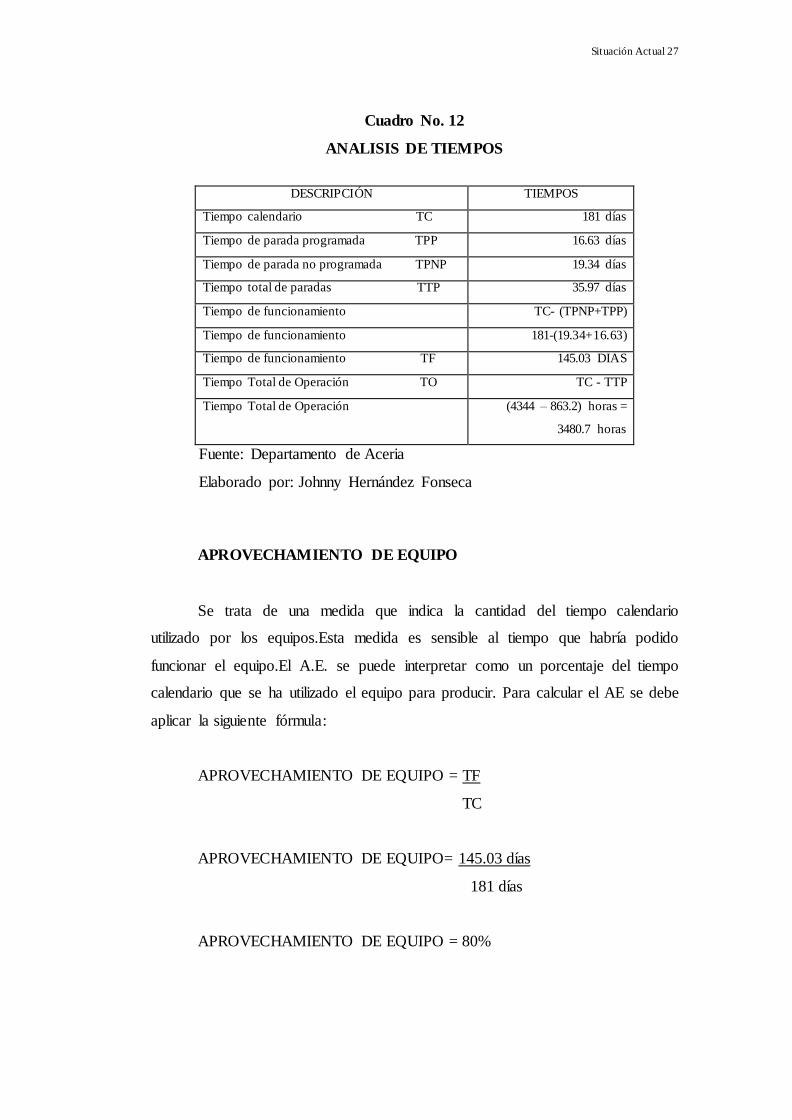
Cuadro No. 12
ANALISIS DE TIEMPOS
DESCRIPCIÓN TIEMPOS
Tiempo calendario TC 181 días
Tiempo de parada programada TPP 16.63 días
Tiempo de parada no programada TPNP 19.34 días
Tiempo total de paradas TTP 35.97 días
Tiempo de funcionamiento TC- (TPNP+TPP)
Tiempo de funcionamiento 181-(19.34+16.63)
Tiempo de funcionamiento TF 145.03 DIAS
Tiempo Total de Operación TO TC - TTP
Tiempo Total de Operación (4344 – 863.2) horas =
3480.7 horas
Fuente: Departamento de Aceria
Elaborado por: Johnny Hernández Fonseca
APROVECHAMIENTO DE EQUIPO
Se trata de una medida que indica la cantidad del tiempo calendario
utilizado por los equipos.Esta medida es sensible al tiempo que habría podido
funcionar el equipo.El A.E. se puede interpretar como un porcentaje del tiempo
calendario que se ha utilizado el equipo para producir. Para calcular el AE se debe
aplicar la siguiente fórmula:
APROVECHAMIENTO DE EQUIPO = TF
TC
APROVECHAMIENTO DE EQUIPO= 145.03 días
181 días
APROVECHAMIENTO DE EQUIPO = 80%
Situación Actual 28
TIEMPO NETO DISPONIBLE
Este indicador representa la cantidad de tiempo que tengo disponible para
producir, el siguiente calculo se obtendrá el TND.
TIEMPO NETO DISPONIBLE = T.C.- T.P.P.
TIEMPO NETO DISPONIBLE = 181dias-16.63 dias
TIEMPO NETO DISPONIBLE = 164.37 dias
INDICE DE DISPONIBILIDAD
Este indicador mide las pérdidas de disponibilidad de los equipos debido a
las paradas no programadas, para obtener la disponibilidad que viene dada en
porcentaje se debe realizar el siguiente cálculo:
DISPONIBILIDAD = TF
TND
DISPONIBILIDAD = 145.03 días
164.3 días
DISPONIBILIDAD = 88%
INDICE DE EFICIENCIA
Este indicador mide las perdidas por rendimiento causadas por el mal
funcionamiento del equipo, no funcionamiento a la velocidad y rendimiento
original determinada por el fabricante del equipo o diseño. Para obtener este
indicador se debe realizar el siguiente cálculo.
Situación Actual 29
INDICE DE EFICIENCIA = TTD X PRD
PTC TTO
INDICE DE EFICIENCIA = 3868.3 horas X 2194 coladas 2900 coladas 3480.76 horas
INDICE DE EFICIENCIA = 84%
INDICE DE CALIDAD
Este índice mide las perdidas por calidad que representa el tiempo
utilizado, para producir productos que son defectuosos o tienen problemas de
calidad. Este tiempo se pierde porque se debe destruir o reprocesar; en el siguiente
calculo se obtendrá dicho indicador.
INDICE DE CALIDAD = PR-PD PR
INDICE DE CALIDAD = 40287.70 ton -250.49 ton 40287.70 ton
INDICE DE CALIDAD = 99 %
EFECTIVIDAD GLOBAL DEL EQUIPO
Esta medida evalúa el rendimiento del equipo mientras esta en
funcionamiento .La E.G.E. esta fuertemente relacionada con el estado de
conservación y productividad del equipo mientras esta funcionando. Cabe recalcar
que este indicador se maneja de forma diaria y esta compuesto por los siguientes
indicadores.
EFECTIVIDAD GLOBAL DEL EQUIPO = Disponibilidad X Eficiencia
X Calidad
EFECTIVIDAD GLOBAL DEL EQUIPO = 88% X 84% X 99%
EFECTIVIDAD GLOBAL DEL EQUIPO = 73%
Situación Actual 30
PRODUCTIVIDAD TOTAL EFECTIVA DEL EQUIPO
La P.T.E.E. mide de manera eficaz el desempeño del equipo y de la
planta; este indicador evalúa el rendimiento de las líneas de producción en una
organización. En el siguiente cuadro se mostrara el cálculo para la obtención de la
PTEE
P.T.E.E. = Aprovechamiento del Equipo X Efectividad Global del Equipo
PRODUCTIVIDAD TOTAL EFECTIVA DEL EQUIPO = 80% X 73%
PRODUCTIVIDAD TOTAL EFECTIVA DEL EQUIPO = 58%
Se tiene una PTEE del 58% que es baja debido a las constantes
interrupciones en la producción, donde el rango normal de productividad es del
80% al 87%.
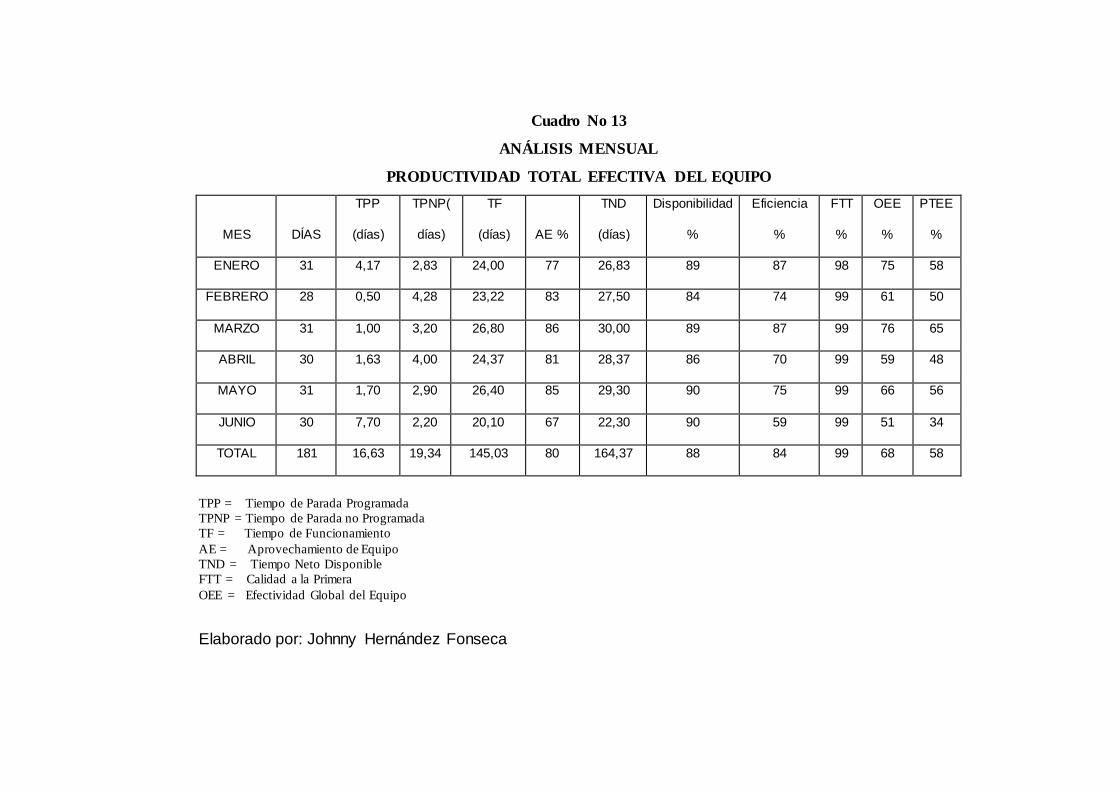
Cuadro No 13
ANÁLISIS MENSUAL
PRODUCTIVIDAD TOTAL EFECTIVA DEL EQUIPO
MES DÍAS
TPP
(días)
TPNP(
días)
TF
(días) AE %
TND
(días)
Disponibilidad
%
Eficiencia
%
FTT
%
OEE
%
PTEE
%
ENERO 31 4,17 2,83 24,00 77 26,83 89 87 98 75 58
FEBRERO 28 0,50 4,28 23,22 83 27,50 84 74 99 61 50
MARZO 31 1,00 3,20 26,80 86 30,00 89 87 99 76 65
ABRIL 30 1,63 4,00 24,37 81 28,37 86 70 99 59 48
MAYO 31 1,70 2,90 26,40 85 29,30 90 75 99 66 56
JUNIO 30 7,70 2,20 20,10 67 22,30 90 59 99 51 34
TOTAL 181 16,63 19,34 145,03 80 164,37 88 84 99 68 58
TPP = Tiempo de Parada Programada
TPNP = Tiempo de Parada no Programada
TF = Tiempo de Funcionamiento
AE = Aprovechamiento de Equipo
TND = Tiempo Neto Disponible
FTT = Calidad a la Primera
OEE = Efectividad Global del Equipo
Elaborado por: Johnny Hernández Fonseca
Situación Actual 32
INDICADORES DE MANTENIMIENTO
FRECUENCIA DE FALLOS
Este indicador va a señalar la cantidad de paradas en un tiempo de
terminado.
FRECUENCIA DE FALLOS = # Total de paradas por fallas
Tiempo calendario
FRECUENCIA DE FALLOS == 1058 Paradas = 0.243 Paradas
4344 Horas Horas
FRECUENCIA DE FALLOS == 0.243 Paradas x 24horas
Horas día
FRECUENCIA DE FALLOS = 6 Paradas
día
TASA DE GRAVEDAD DE FALLAS
Este indicador va a mostrar en porcentajes el tiempo no aprovechado del
equipo.
TASA DE GRAVEDAD DE FALLAS = Tiempo. total de paradas x 100
Tiempo calendario
TASA DE GRAVEDAD DE FALLAS = 863.4horas x 100
4344 horas
TASA DE GRAVEDAD DE FALLAS = 19.8 %
Situación Actual 33
TASA DE MANTENIMIENTO DE EMERGENCIA
Este indicador va a revelar en porcentajes la cantidad de trabajos de
mantenimiento de emergencia realizados en la planta.
TASA DE Mto. DE EMERGENCIA = # de Paradas no Programadas x 100
# Total de Paradas
TASA DE MANTENIMIENTO DE EMERGENCIA = 1031 Paradas x100
1058 Paradas
TASA DE MANTENIMIENTO DE EMERGENCIA = 97.4%
El 97.4% de los eventos son de emergencia o no programados
% DE TIEMPO DE Mto. DE EMERGENCIA = 463.2 horas x100
863.2 horas
% DE TIEMPO DE MANTENIMIENTO DE EMERGENCIA = 53%
El 53% del tiempo de paradas se realizan trabajos de mantenimiento de
emergencia
TIEMPO MEDIO ENTRE FALLAS
Este indicador representa una aproximación estadística de cuanto tiempo
un sistema de dispositivos debe durar antes de las faltas. Se lo conoce como
MTBF.
M.T.B.F. = Tiempo total de Operación x 100
# Total de paradas
Situación Actual 34
M.T.B.F. = 3480.76 horas
1058 paradas
M.T.B.F. = 3.28 horas x 60min
paradas hora
M.T.B.F. = 197 min
Parada
NOTA: CADA 197 MINUTOS HAY UNA PARADA
TIEMPO MEDIO DE REPARACION
Este indicador representa la cantidad de tiempo entre cuando algo se
rompe y cuando se ha reparado; y es completamente funcional otra vez. Se lo
conoce como MTBF.
M.T.T.R. = Tiempo Total de Paradas
# Total de Paradas M.T.T.R. = 863.2 horas
1058 paradas
M.T.T.R. = 0.81 horas Paradas
M.T.T.R. = 0.81 horas x 60min Paradas horas
MTBF. = 48.6 min. Parada
NOTA: En cada parada las reparaciones se tardan 48.6 minutos.
Situación Actual 35
TASA DE MANTENIMIENTO
Este indicador representa el porcentaje del costo de producción que se
utiliza para mantenimiento.
TASA DE MANTENIMIENTO = Costos de Mantenimiento
Producción Real TASA DE MANTENIMIENTO = $152005.25
40287.7 ton
TASA DE MANTENIMIENTO = $ 3.77 Ton
TASA DE MANTENIMIENTO = $ 3.77 x Ton x 100 Ton $218
TASA DE MANTENIMIENTO = 1.72 %
El 1.72% del costo de producción es destinado para el costo de
mantenimiento
2.3.3. Análisis de los Costos de Producción
Dentro del análisis se tiene un desglose de costos los cuales influyen
directamente al costo de producción, estos costos van relacionados con el
departamento de aceria.
La chatarra utilizada en FUNASA es clasificada y en el siguiente cuadro se
mostrara los porcentajes que se utilizo por cada tipo de chatarra.
COSTO DE CHATARRA : A1 = $140/ton
B1 = $135/ton
C1 = $130/ton
Situación Actual 36
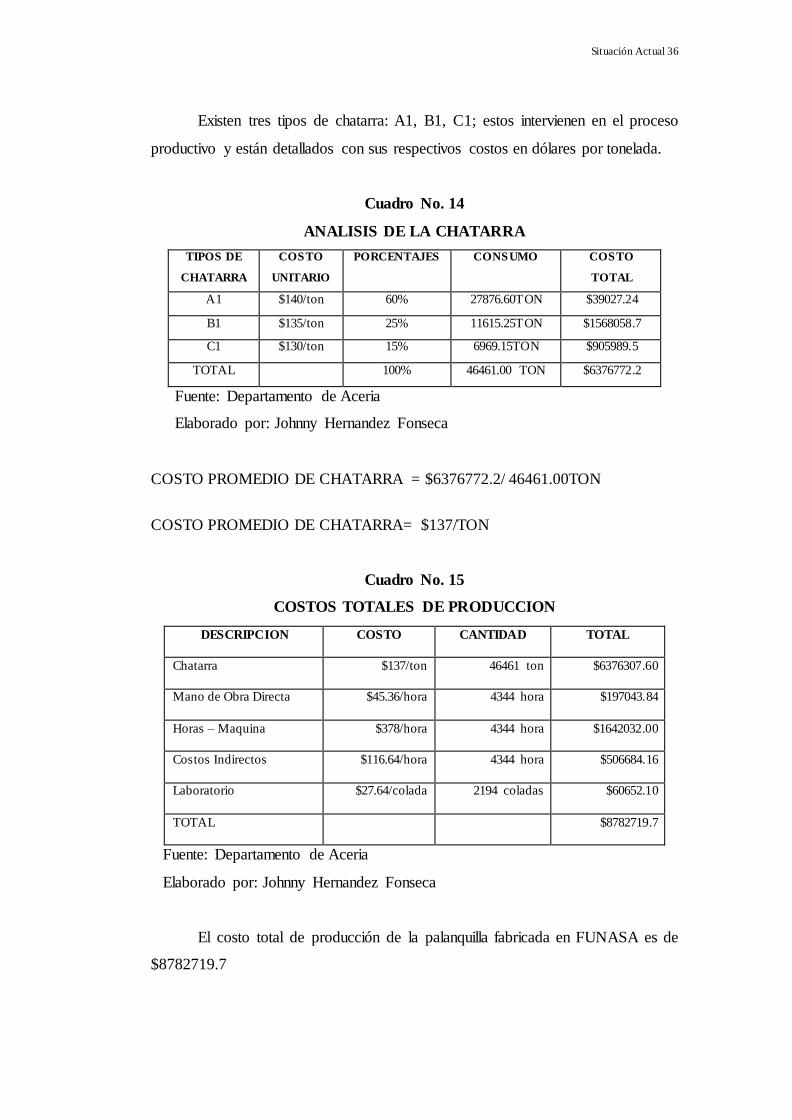
Existen tres tipos de chatarra: A1, B1, C1; estos intervienen en el proceso
productivo y están detallados con sus respectivos costos en dólares por tonelada.
Cuadro No. 14
ANALISIS DE LA CHATARRA
TIPOS DE
CHATARRA
COSTO
UNITARIO
PORCENTAJES CONSUMO COSTO
TOTAL
A1 $140/ton 60% 27876.60TON $39027.24
B1 $135/ton 25% 11615.25TON $1568058.7
C1 $130/ton 15% 6969.15TON $905989.5
TOTAL 100% 46461.00 TON $6376772.2
Fuente: Departamento de Aceria
Elaborado por: Johnny Hernandez Fonseca
COSTO PROMEDIO DE CHATARRA = $6376772.2/ 46461.00TON
COSTO PROMEDIO DE CHATARRA= $137/TON
Cuadro No. 15
COSTOS TOTALES DE PRODUCCION
DESCRIPCION
COSTO CANTIDAD TOTAL
Chatarra
$137/ton 46461 ton $6376307.60
Mano de Obra Directa
$45.36/hora 4344 hora $197043.84
Horas – Maquina
$378/hora 4344 hora $1642032.00
Costos Indirectos
$116.64/hora 4344 hora $506684.16
Laboratorio
$27.64/colada 2194 coladas $60652.10
TOTAL
$8782719.7
Fuente: Departamento de Aceria
Elaborado por: Johnny Hernandez Fonseca
El costo total de producción de la palanquilla fabricada en FUNASA es de
$8782719.7
Situación Actual 37
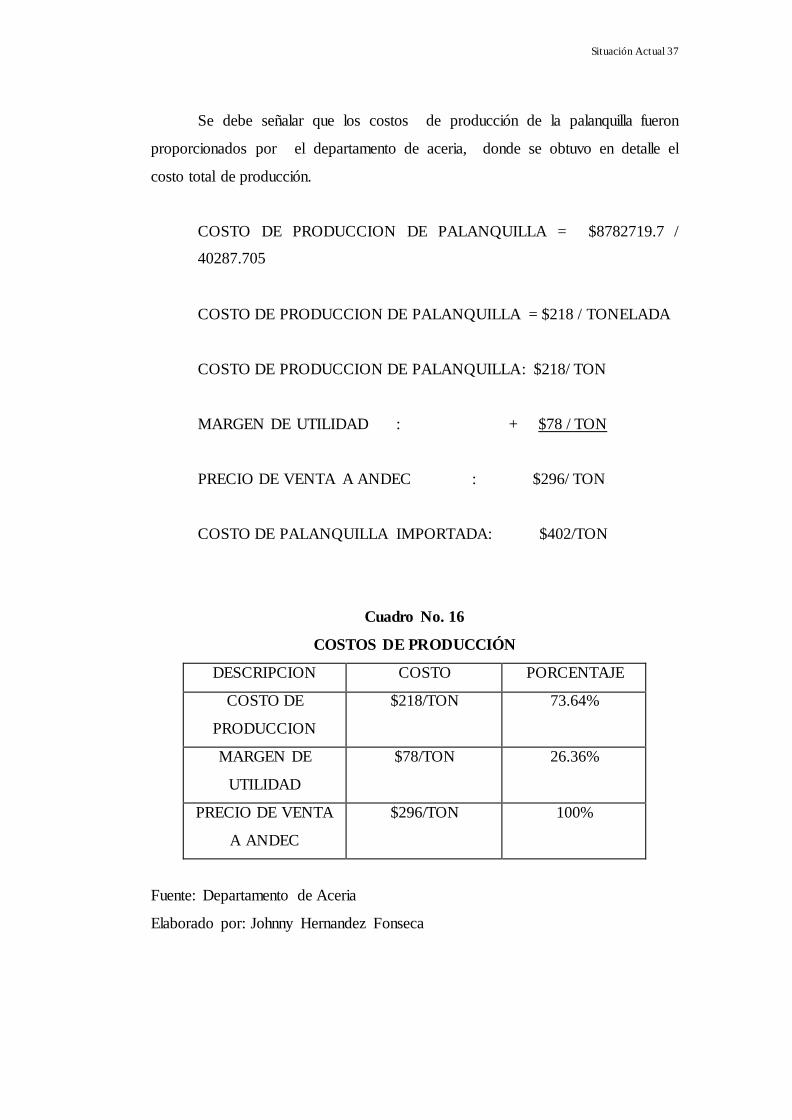
Se debe señalar que los costos de producción de la palanquilla fueron
proporcionados por el departamento de aceria, donde se obtuvo en detalle el
costo total de producción.
COSTO DE PRODUCCION DE PALANQUILLA = $8782719.7 /
40287.705
COSTO DE PRODUCCION DE PALANQUILLA = $218 / TONELADA
COSTO DE PRODUCCION DE PALANQUILLA: $218/ TON
MARGEN DE UTILIDAD : + $78 / TON
PRECIO DE VENTA A ANDEC : $296/ TON
COSTO DE PALANQUILLA IMPORTADA: $402/TON
Cuadro No. 16
COSTOS DE PRODUCCIÓN
DESCRIPCION COSTO PORCENTAJE
COSTO DE
PRODUCCION
$218/TON 73.64%
MARGEN DE
UTILIDAD
$78/TON 26.36%
PRECIO DE VENTA
A ANDEC
$296/TON 100%
Fuente: Departamento de Aceria
Elaborado por: Johnny Hernandez Fonseca
Situación Actual 38
Informes de aceria indican que en el primer semestre del 2006 se utilizo
de chatarra 46461 toneladas y eso produjo 40287.705 toneladas de acero.
Donde 46461 toneladas de chatarra produce 40287.705 toneladas de
acero, analizando se puede decir que una tonelada de chatarra produce 0.867
toneladas de acero.
Si en el primer semestre se produjo 40287.705 toneladas de acero y cada
tonelada le cuesta a ANDEC $296 = $ 11925160,68.
En chatarra hubo un consumo de 46461 toneladas, donde cada tonelada les
cuesta $ 140 = $6504540
2.4. Análisis F.O.D.A.
FACTORES INTERNOS
FORTALEZAS
1. Fabricación de materia prima para consumo interno la cual les permite
tener mejores costos .
2. Productos elaborados bajo normas técnicas INEN y procesos certificados
bajo normas internacionales ISO 9001
3. Personal competitivo y técnico comprometido con la innovación
4. Solvencia económica que les permite confianza y credibilidad en el
sistema financiero (Tasas Preferenciales de Financiamiento)
Situación Actual 39
DEBILIDADES
1. Deficiente sistema de compras para el abastecimiento de material
refractario.
2. Ausencia de un sistema de información integrada.
3. No existe un buen programa de mantenimiento para el horno.
FACTORES EXTERNOS
OPORTUNIDADES
1. Incremento de demanda de acero en programas de vivienda
2. Prioridad en negocio de chatarra naval con la marina.
3. Globalización y alianzas.
4. Ofertas de equipos siderúrgicos en mercado internacional.
5. Aumento de obra publica gubernamental y seccional.
AMENAZAS
1. No existe protección arancelaria en la importación de varillas y en la
exportación de chatarra.
2. Crecimiento de las importaciones de varillas y exportaciones de chatarra.
3. Altos costos de energia eléctrica.
4. Exigencia de normas ambientales que impacta en costos e inversiones de
la aceria.
5. Nuevas técnicas constructivas que reducen el consumo de la varilla y el
crecimiento de la perfileria.
Situación Actual 40
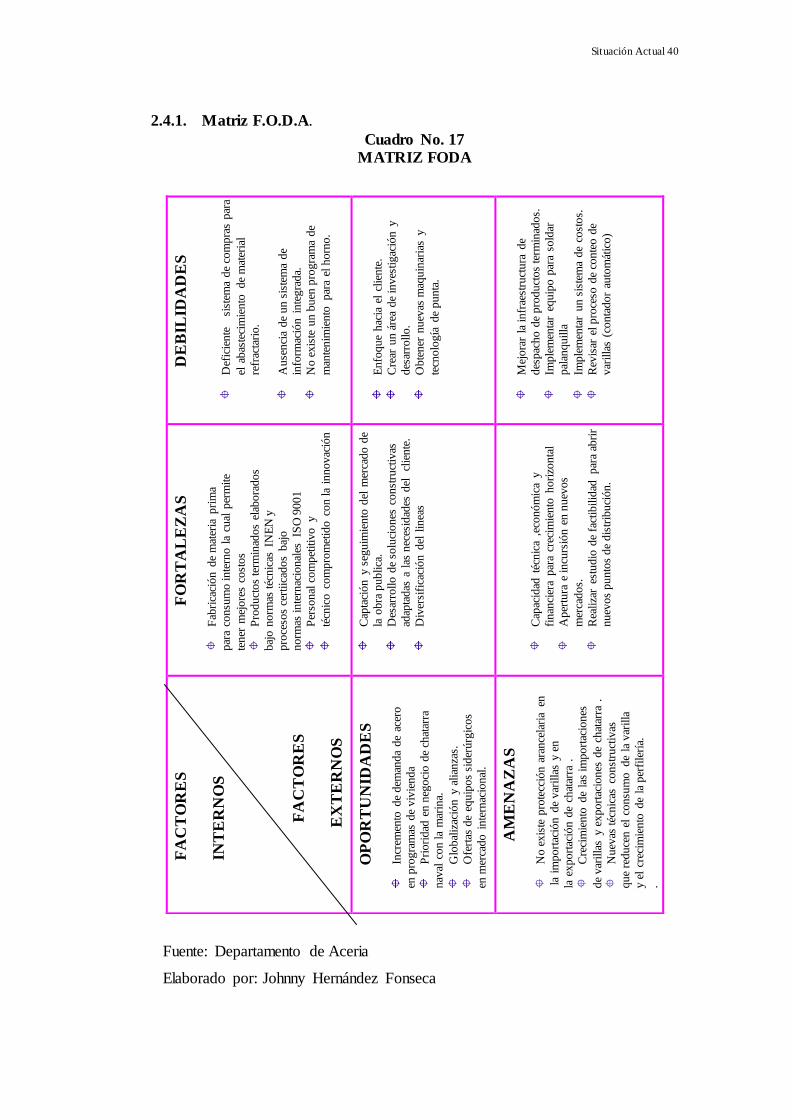
2.4.1. Matriz F.O.D.A.
Cuadro No. 17
MATRIZ FODA
Fuente: Departamento de Aceria
Elaborado por: Johnny Hernández Fonseca
DE
BIL
IDA
DE
S
D
efic
iente
s
iste
ma
de
com
pra
s par
a
el a
bas
teci
mie
nto
de
mat
eria
l
refr
acta
rio.
A
use
nci
a de
un s
iste
ma
de
info
rmac
ión i
nte
gra
da.
N
o e
xis
te u
n b
uen
pro
gra
ma
de
man
tenim
iento
par
a el
horn
o.
E
nfo
que
hac
ia e
l cl
iente
.
C
rear
un á
rea
de
inves
tigac
ión y
des
arro
llo.
O
bte
ner
nuev
as m
aquin
aria
s y
tecn
olo
gía
de
punta
.
M
ejora
r la
infr
aest
ruct
ura
de
des
pac
ho d
e pro
duct
os
term
inad
os.
Im
ple
men
tar
equip
o p
ara
sold
ar
pal
anquilla
Im
ple
men
tar
un s
iste
ma
de
cost
os.
R
evis
ar e
l pro
ceso
de
conte
o d
e
var
illa
s (c
onta
dor
auto
mát
ico)
FO
RT
AL
EZ
AS
F
abri
caci
ón d
e m
ater
ia p
rim
a
par
a co
nsu
mo inte
rno l
a cu
al p
erm
ite
tener
mej
ore
s co
stos
P
roduct
os
term
inad
os
elab
ora
dos
baj
o n
orm
as téc
nic
as I
NE
N y
pro
ceso
s ce
rtiica
dos
baj
o
norm
as inte
rnac
ional
es IS
O 9
001
P
erso
nal
com
pet
itiv
o y
té
cnic
o c
om
pro
met
ido c
on la
innovac
ión
Cap
taci
ón y
seg
uim
iento
del
mer
cado d
e
la o
bra
publica
.
D
esar
roll
o d
e so
luci
ones
const
ruct
ivas
adap
tadas
a l
as n
eces
idad
es d
el
clie
nte
.
D
iver
sifi
caci
ón d
el l
inea
s
C
apac
idad
téc
nic
a ,e
conóm
ica
y
finan
cier
a par
a cr
ecim
iento
hori
zonta
l
A
per
tura
e incu
rsió
n e
n n
uev
os
mer
cados.
R
ealiza
r es
tudio
de
fact
ibilid
ad par
a ab
rir
nuev
os
punto
s de
dis
trib
uci
ón.
F
AC
TO
RE
S
I
NT
ER
NO
S
FA
CT
OR
ES
E
XT
ER
NO
S
OP
OR
TU
NID
AD
ES
In
crem
ento
de
dem
anda
de
acer
o
en p
rogra
mas
de
viv
ienda
P
riori
dad
en n
egoci
o d
e ch
atar
ra
nav
al c
on la
mar
ina.
G
lobal
izac
ión y
alian
zas.
O
fert
as d
e eq
uip
os
sider
úrg
icos
en m
erca
do i
nte
rnac
ional
.
AM
EN
AZ
AS
N
o e
xis
te p
rote
cció
n a
rance
lari
a en
la
import
ació
n d
e var
illa
s y e
n
la e
xport
ació
n d
e ch
atar
ra .
C
reci
mie
nto
de
las
import
acio
nes
de
var
illa
s y e
xport
acio
nes
de
chat
arra
.
N
uev
as téc
nic
as c
onst
ruct
ivas
que
reduce
n e
l co
nsu
mo de
la v
arilla
y e
l cr
ecim
iento
de
la p
erfi
lerí
a.
.
CAPITULO III
DIAGNOSTICO
3.1. Registro de los Problemas que Afectan al Proceso de Producción.
Carga Voluminosa
Es aquella chatarra que ingresa al horno y sobrepasa la capacidad
volumétrica del mismo que es de 12,22 metros cúbicos , esta debe ser aplastada
con una tapa o anillo de acero para poder cerrar el horno con el Anillo Delta e
iniciar el proceso de colado con la primera fusión.
También se debe acotar que la chatarra que llega a los boxes no es
clasificada de una buena forma y esto provoca que al cargar las cestas se genere la
voluminosidad al vertir la carga al horno.
Fallas Eléctricas
Este problema se debe a la mala planificación de los mantenimientos en el
sistema eléctrico del horno, en la actualidad se realizan mantenimientos
correctivos lo cual afecta directamente la producción.
El Mantenimiento Eléctrico es uno de los puntos claves de las empresas
acederas, debido a que necesita de grandes cantidades de energia eléctrica y un
error como los que se han venido generando producen perdidas importantes en la
empresa, por lo cual se debe tener un buen programa de mantenimiento eléctrico.
Diagnóstico 42
Interrupciones Operacionales
Este tipo de paradas que ocupa un 13 % de los problemas generados en la
planta, son ocasionados por errores de operadores y supervisores, ya sea por
desconocimiento del área de trabajo , operabilidad del equipo, distracción en el
puesto de trabajo , poca experiencia y problemas emocionales.
Fallas Generales de Planta
Son problemas que surgen en el lugar de trabajo, estos imprevistos que no
han podido ser superados afectando a la productividad total de la planta .
Estos problemas ocupan el 10% de las paradas registradas en un semestre
las cuales inciden en la organización.
Fallas Mecánicas
Es rutinario encontrar fallas mecánicas en las maquinarias , mucho mas
critico cuando han alcanzado un 10 % de los problemas que se han detectado en la
planta , esto origina paradas no programadas y tiempos improductivos dedicados a
trabajos correctivos muy necesarios pero afectando a la producción y fuera de lo
programado al inicio del año.
El mantenimiento mecánico en ANDEC es fundamental debido a que
cuenta con una maquina principal que es el HORNO ELÉCTRICO, donde este
error ha sido el causante de paralizaciones demasiado costosas producido y que
están fuera del presupuesto departamental de la división aceria .
Diagnóstico 43
Obstrucción de Ductos en Extractor de Humo
Llamado también el 4to hueco de desfogue del horno, es un elemento
importante en el proceso productivo de fundición, ayuda a mejorar la calidad en la
preparación del acero este ducto es el camino por donde se eliminan y escapan los
gases que afectan al proceso.
Diagnóstico 44
DESGLOSE DE
PROBLEMAS ENERO FEBRERO MARZO ABRIL MAYO JUNIO
Total de minutos
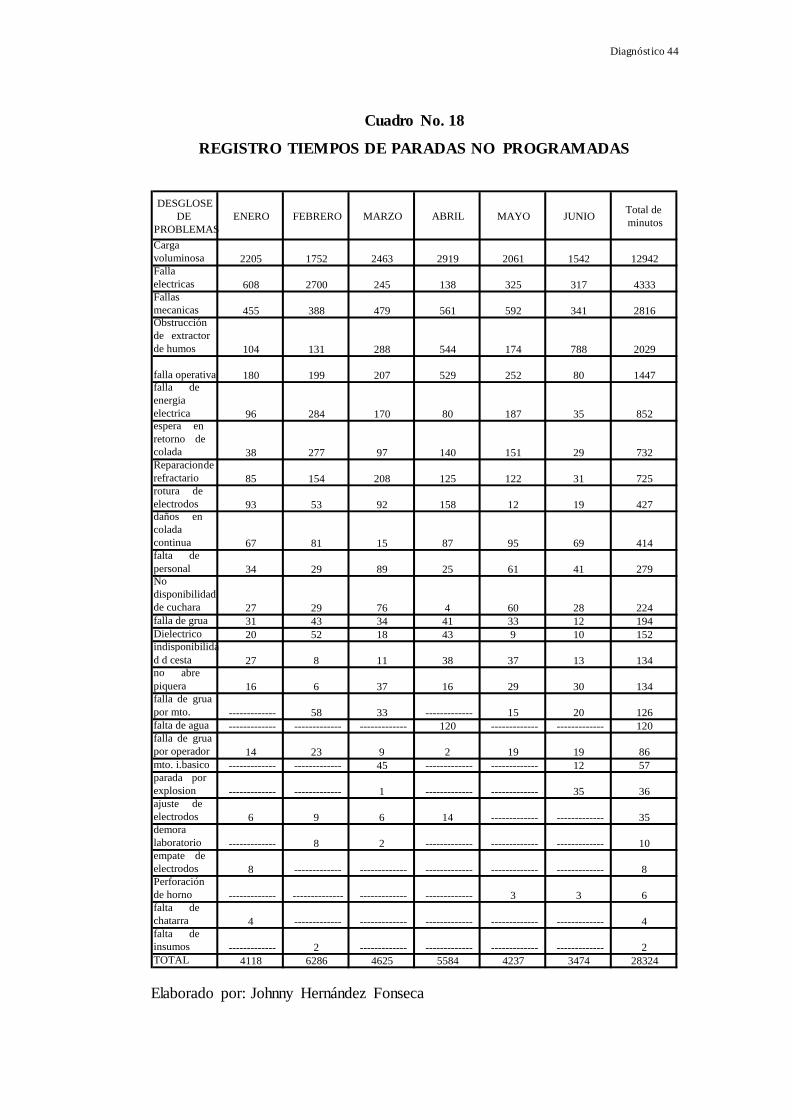
Carga voluminosa 2205 1752 2463 2919 2061 1542 12942 Falla electricas 608 2700 245 138 325 317 4333 Fallas mecanicas 455 388 479 561 592 341 2816 Obstrucción de extractor de humos 104 131 288 544 174 788 2029
falla operativa 180 199 207 529 252 80 1447 falla de energia electrica 96 284 170 80 187 35 852 espera en retorno de colada 38 277 97 140 151 29 732 Reparacion de refractario 85 154 208 125 122 31 725 rotura de electrodos 93 53 92 158 12 19 427 daños en colada continua 67 81 15 87 95 69 414 falta de personal 34 29 89 25 61 41 279 No disponibilidad de cuchara 27 29 76 4 60 28 224 falla de grua 31 43 34 41 33 12 194 Dielectrico 20 52 18 43 9 10 152 indisponibilida d d cesta 27 8 11 38 37 13 134 no abre piquera 16 6 37 16 29 30 134 falla de grua por mto. ------------- 58 33 ------------- 15 20 126 falta de agua ------------- ------------- ------------- 120 ------------- ------------- 120 falla de grua por operador 14 23 9 2 19 19 86 mto. i.basico ------------- ------------- 45 ------------- ------------- 12 57 parada por explosion ------------- ------------- 1 ------------- ------------- 35 36 ajuste de electrodos 6 9 6 14 ------------- ------------- 35 demora laboratorio ------------- 8 2 ------------- ------------- ------------- 10 empate de electrodos 8 ------------- ------------- ------------- ------------- ------------- 8 Perforación de horno ------------- -------------- ------------- ------------- 3 3 6 falta de chatarra 4 ------------- ------------- ------------- ------------- ------------- 4 falta de insumos ------------- 2 ------------- ------------- ------------- ------------- 2 TOTAL 4118 6286 4625 5584 4237 3474 28324
Cuadro No. 18
REGISTRO TIEMPOS DE PARADAS NO PROGRAMADAS
Elaborado por: Johnny Hernández Fonseca
Diagnóstico 45
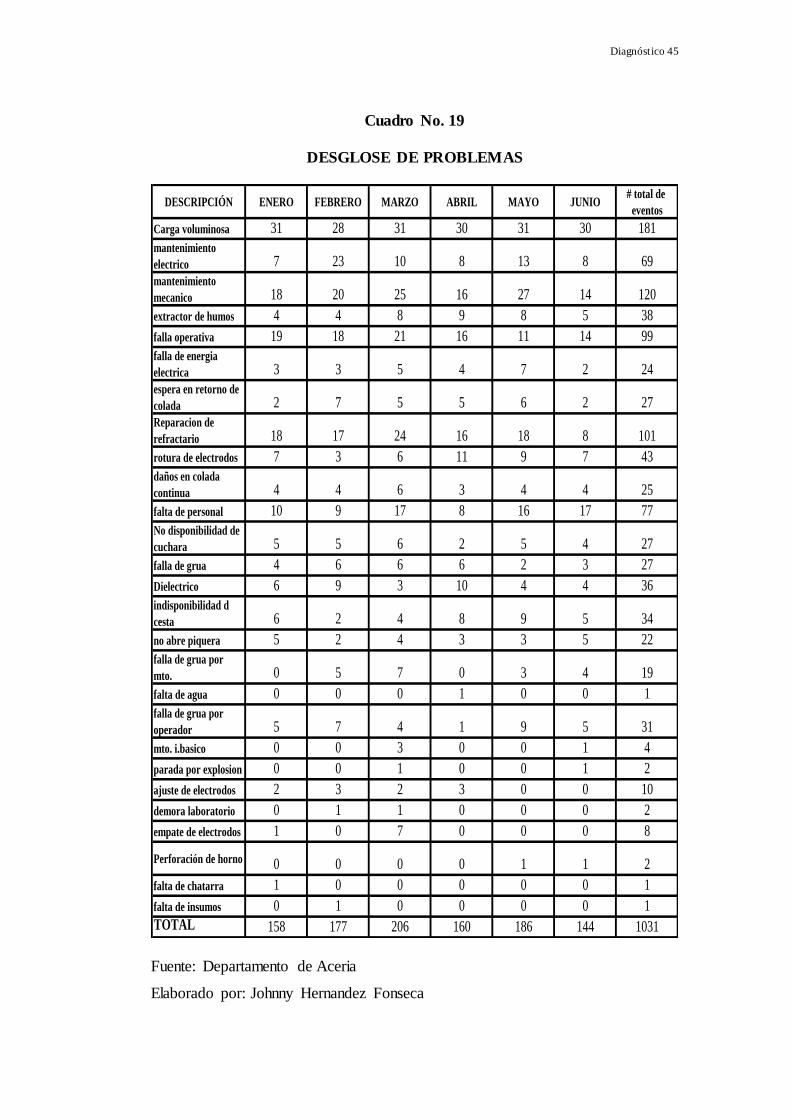
Cuadro No. 19
DESGLOSE DE PROBLEMAS
Fuente: Departamento de Aceria
Elaborado por: Johnny Hernandez Fonseca
DESCRIPCIÓN ENERO FEBRERO MARZO ABRIL MAYO JUNIO# total de
eventos
Carga voluminosa 31 28 31 30 31 30 181
mantenimiento
electrico 7 23 10 8 13 8 69
mantenimiento
mecanico 18 20 25 16 27 14 120
extractor de humos 4 4 8 9 8 5 38
falla operativa 19 18 21 16 11 14 99
falla de energia
electrica 3 3 5 4 7 2 24
espera en retorno de
colada 2 7 5 5 6 2 27
Reparacion de
refractario 18 17 24 16 18 8 101
rotura de electrodos 7 3 6 11 9 7 43
daños en colada
continua 4 4 6 3 4 4 25
falta de personal 10 9 17 8 16 17 77
No disponibilidad de
cuchara 5 5 6 2 5 4 27
falla de grua 4 6 6 6 2 3 27
Dielectrico 6 9 3 10 4 4 36
indisponibilidad d
cesta 6 2 4 8 9 5 34
no abre piquera 5 2 4 3 3 5 22
falla de grua por
mto. 0 5 7 0 3 4 19
falta de agua 0 0 0 1 0 0 1
falla de grua por
operador 5 7 4 1 9 5 31
mto. i.basico 0 0 3 0 0 1 4
parada por explosion 0 0 1 0 0 1 2
ajuste de electrodos 2 3 2 3 0 0 10
demora laboratorio 0 1 1 0 0 0 2
empate de electrodos 1 0 7 0 0 0 8
Perforación de horno 0 0 0 0 1 1 2
falta de chatarra 1 0 0 0 0 0 1
falta de insumos 0 1 0 0 0 0 1
TOTAL 158 177 206 160 186 144 1031
Diagnóstico 46
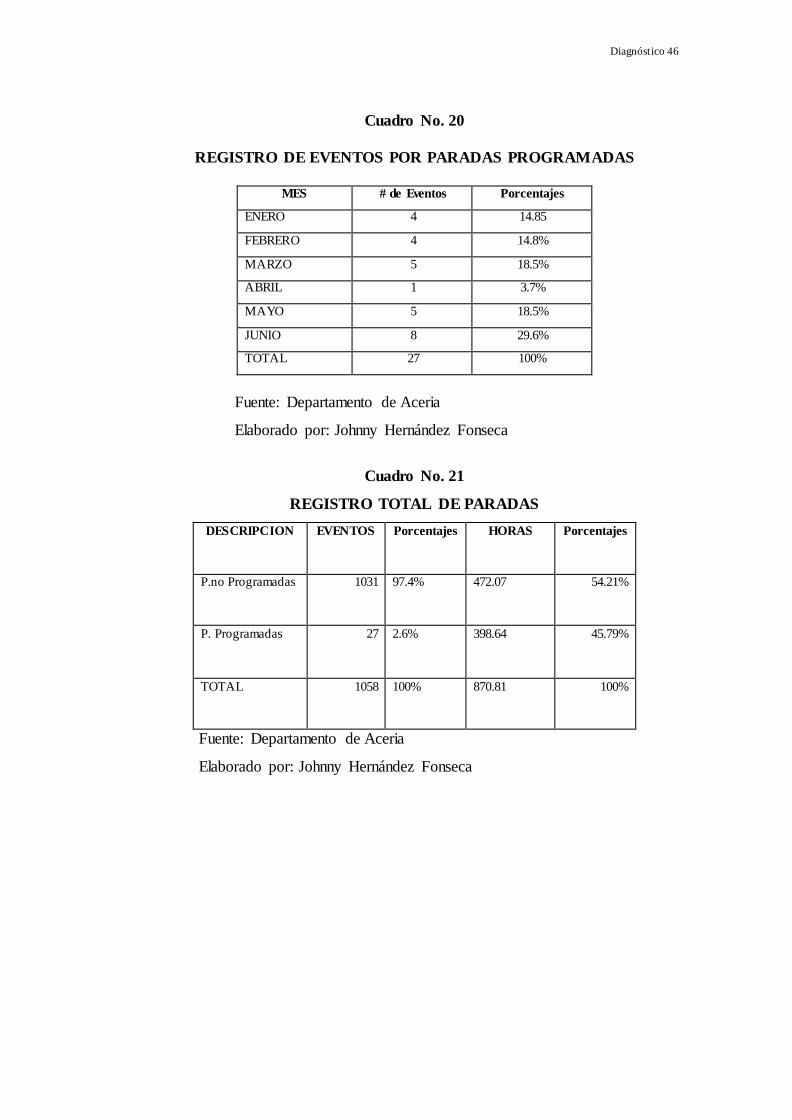
Cuadro No. 20
REGISTRO DE EVENTOS POR PARADAS PROGRAMADAS
MES # de Eventos Porcentajes
ENERO 4 14.85
FEBRERO 4 14.8%
MARZO 5 18.5%
ABRIL 1 3.7%
MAYO 5 18.5%
JUNIO 8 29.6%
TOTAL 27 100%
Fuente: Departamento de Aceria
Elaborado por: Johnny Hernández Fonseca
Cuadro No. 21
REGISTRO TOTAL DE PARADAS
DESCRIPCION EVENTOS Porcentajes HORAS Porcentajes
P.no Programadas 1031 97.4% 472.07 54.21%
P. Programadas 27 2.6% 398.64 45.79%
TOTAL 1058 100% 870.81 100%
Fuente: Departamento de Aceria
Elaborado por: Johnny Hernández Fonseca
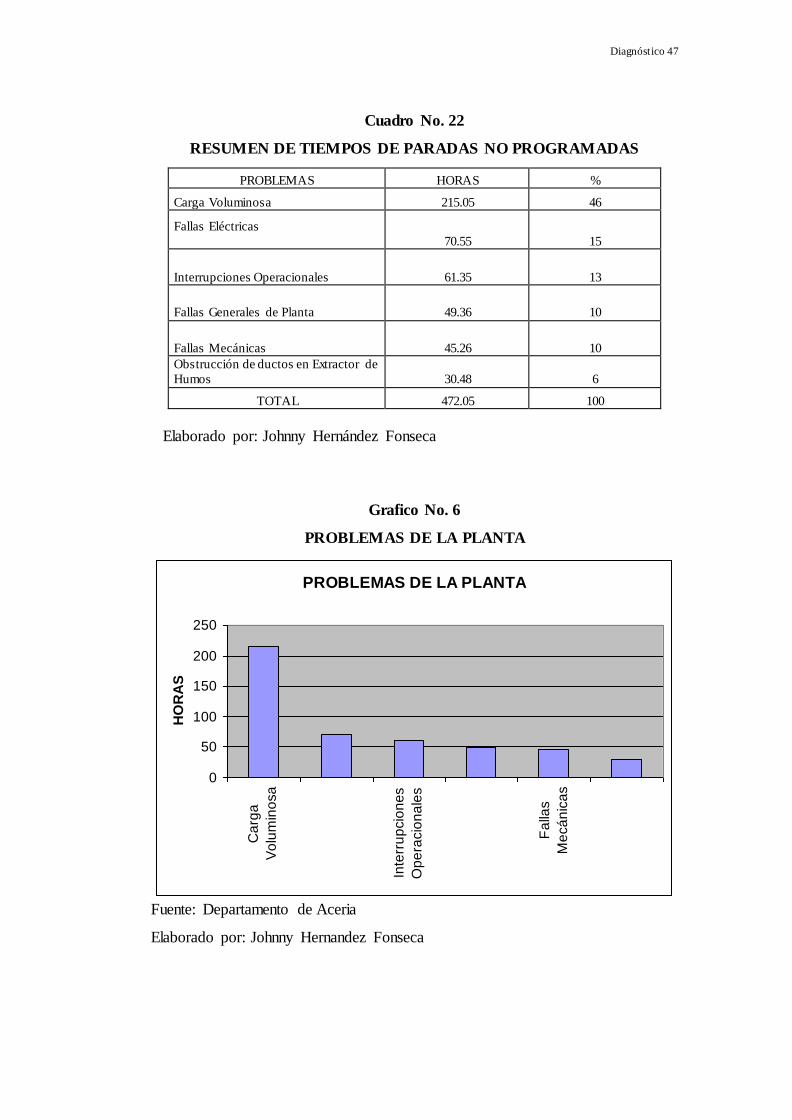
Diagnóstico 47
Cuadro No. 22
RESUMEN DE TIEMPOS DE PARADAS NO PROGRAMADAS
PROBLEMAS HORAS %
Carga Voluminosa 215.05 46
Fallas Eléctricas
70.55 15
Interrupciones Operacionales 61.35 13
Fallas Generales de Planta 49.36 10
Fallas Mecánicas 45.26 10
Obstrucción de ductos en Extractor de
Humos 30.48 6
TOTAL 472.05 100
Elaborado por: Johnny Hernández Fonseca
Grafico No. 6
PROBLEMAS DE LA PLANTA
PROBLEMAS DE LA PLANTA
0
50
100
150
200
250
Ca
rga
Vo
lum
ino
sa
Inte
rru
pcio
ne
s
Op
era
cio
na
les
Fa
llas
Me
cá
nic
as
HO
RA
S
Fuente: Departamento de Aceria
Elaborado por: Johnny Hernandez Fonseca
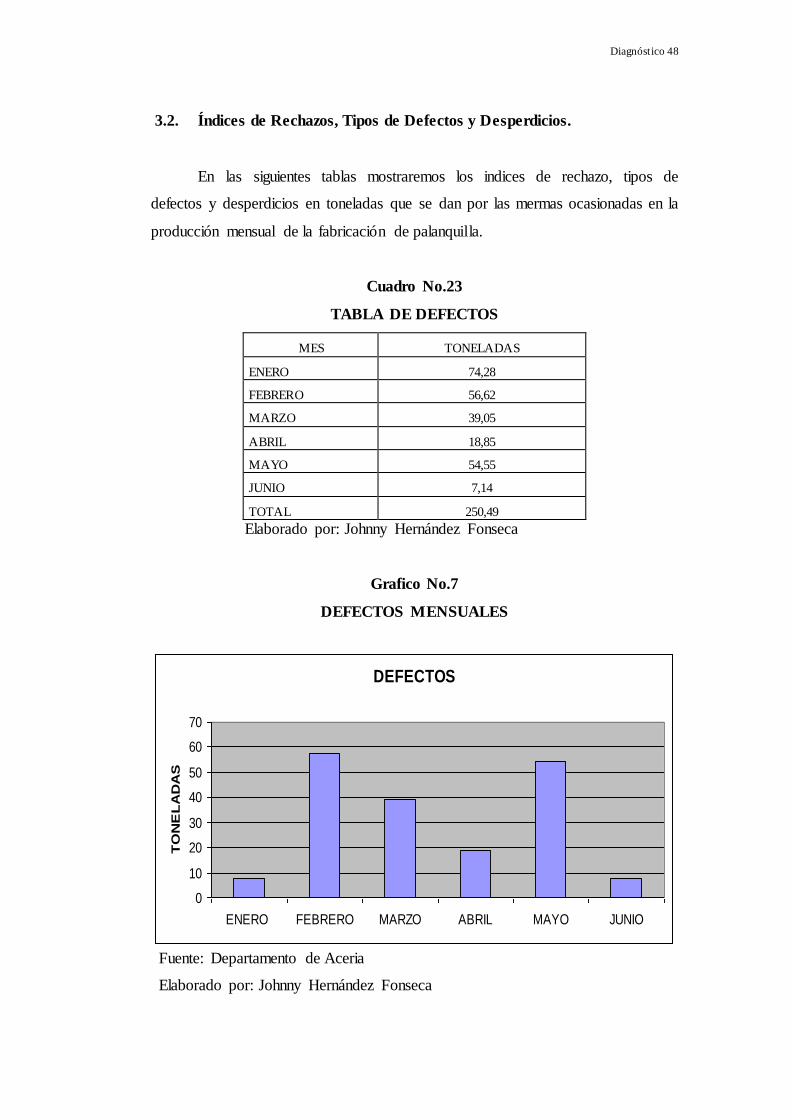
Diagnóstico 48
3.2. Índices de Rechazos, Tipos de Defectos y Desperdicios.
En las siguientes tablas mostraremos los indices de rechazo, tipos de
defectos y desperdicios en toneladas que se dan por las mermas ocasionadas en la
producción mensual de la fabricación de palanquilla.
Cuadro No.23
TABLA DE DEFECTOS
MES TONELADAS
ENERO 74,28
FEBRERO 56,62
MARZO 39,05
ABRIL 18,85
MAYO 54,55
JUNIO 7,14
TOTAL 250,49
Elaborado por: Johnny Hernández Fonseca
Grafico No.7
DEFECTOS MENSUALES
DEFECTOS
0
10
20
30
40
50
60
70
ENERO FEBRERO MARZO ABRIL MAYO JUNIO
TO
NE
LA
DA
S
Fuente: Departamento de Aceria
Elaborado por: Johnny Hernández Fonseca
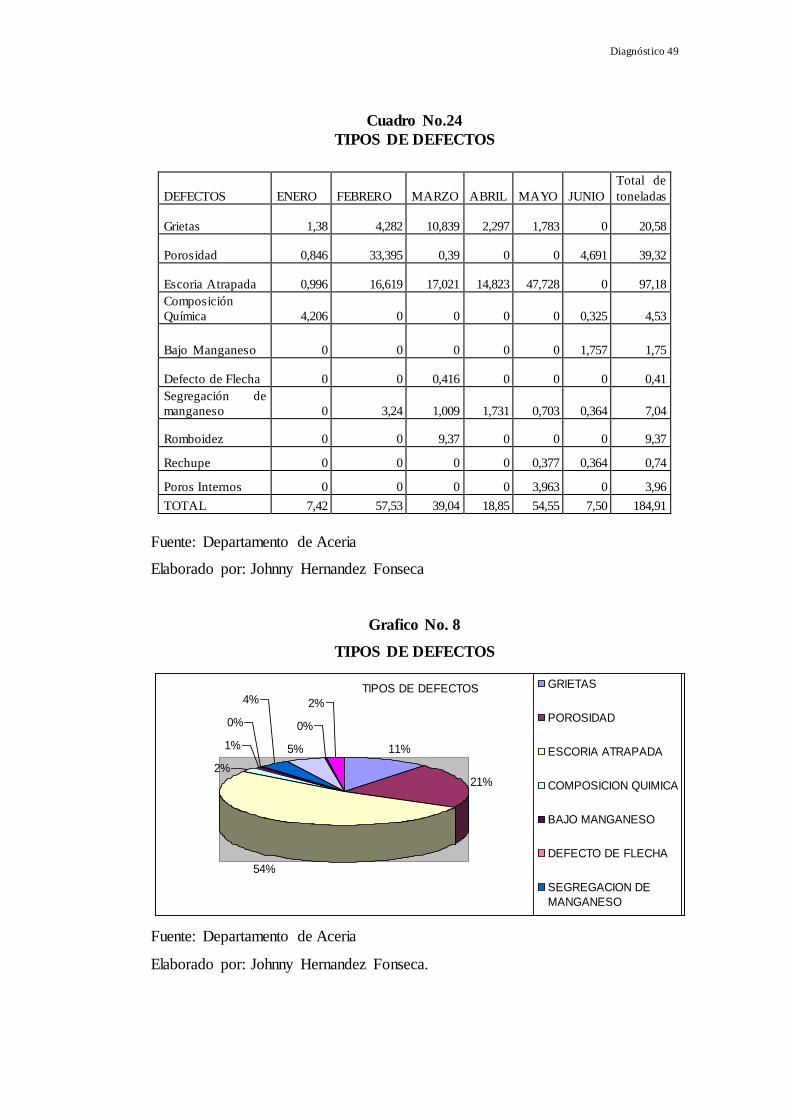
Diagnóstico 49
TIPOS DE DEFECTOS
11%
21%
54%
2%
1%
0%
4%
5%
0%
2%
GRIETAS
POROSIDAD
ESCORIA ATRAPADA
COMPOSICION QUIMICA
BAJO MANGANESO
DEFECTO DE FLECHA
SEGREGACION DE
MANGANESO
ROMBOIDEZ
RECHUPE
Cuadro No.24
TIPOS DE DEFECTOS
Fuente: Departamento de Aceria
Elaborado por: Johnny Hernandez Fonseca
Grafico No. 8
TIPOS DE DEFECTOS
Fuente: Departamento de Aceria
Elaborado por: Johnny Hernandez Fonseca.
DEFECTOS ENERO FEBRERO MARZO ABRIL MAYO JUNIO
Total de
toneladas
Grietas 1,38 4,282 10,839 2,297 1,783 0 20,58
Porosidad 0,846 33,395 0,39 0 0 4,691 39,32
Escoria Atrapada 0,996 16,619 17,021 14,823 47,728 0 97,18
Composición
Química 4,206 0 0 0 0 0,325 4,53
Bajo Manganeso 0 0 0 0 0 1,757 1,75
Defecto de Flecha 0 0 0,416 0 0 0 0,41
Segregación de
manganeso 0 3,24 1,009 1,731 0,703 0,364 7,04
Romboidez 0 0 9,37 0 0 0 9,37
Rechupe 0 0 0 0 0,377 0,364 0,74
Poros Internos 0 0 0 0 3,963 0 3,96
TOTAL 7,42 57,53 39,04 18,85 54,55 7,50 184,91
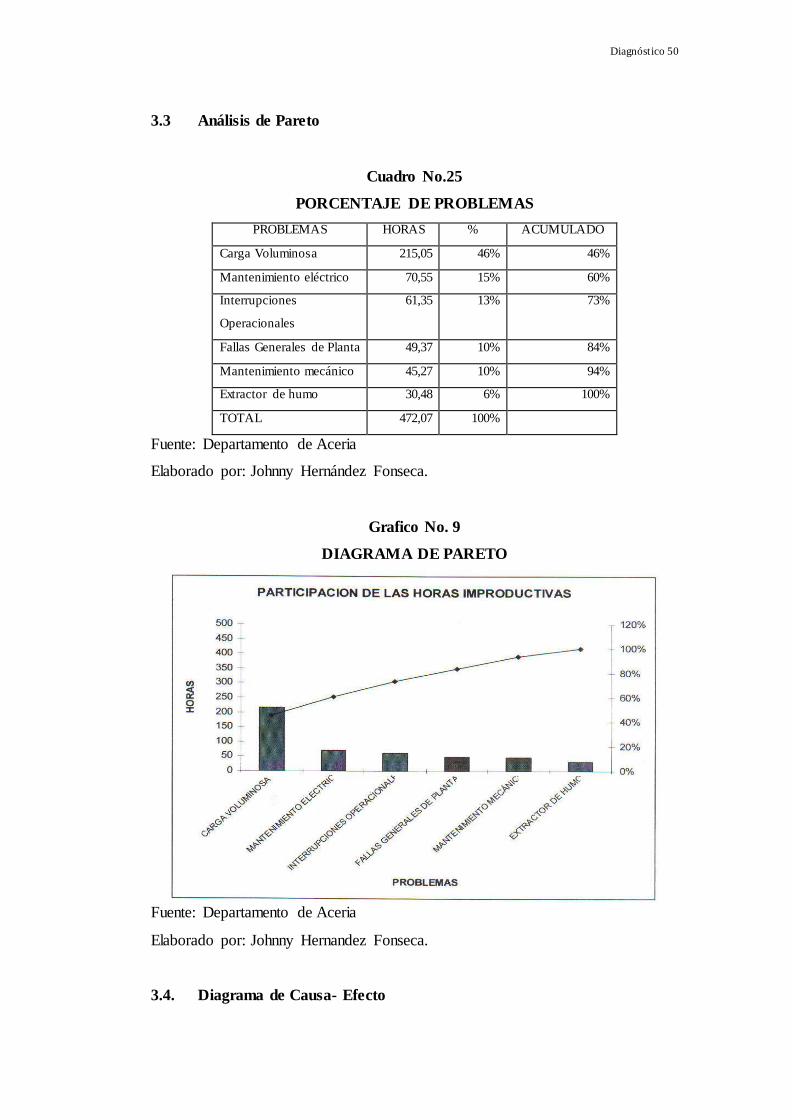
Diagnóstico 50
3.3 Análisis de Pareto
Cuadro No.25
PORCENTAJE DE PROBLEMAS
PROBLEMAS HORAS % ACUMULADO
Carga Voluminosa 215,05 46% 46%
Mantenimiento eléctrico 70,55 15% 60%
Interrupciones
Operacionales
61,35 13% 73%
Fallas Generales de Planta 49,37 10% 84%
Mantenimiento mecánico 45,27 10% 94%
Extractor de humo 30,48 6% 100%
TOTAL 472,07 100%
Fuente: Departamento de Aceria
Elaborado por: Johnny Hernández Fonseca.
Grafico No. 9
DIAGRAMA DE PARETO
Fuente: Departamento de Aceria
Elaborado por: Johnny Hernandez Fonseca.
3.4. Diagrama de Causa- Efecto
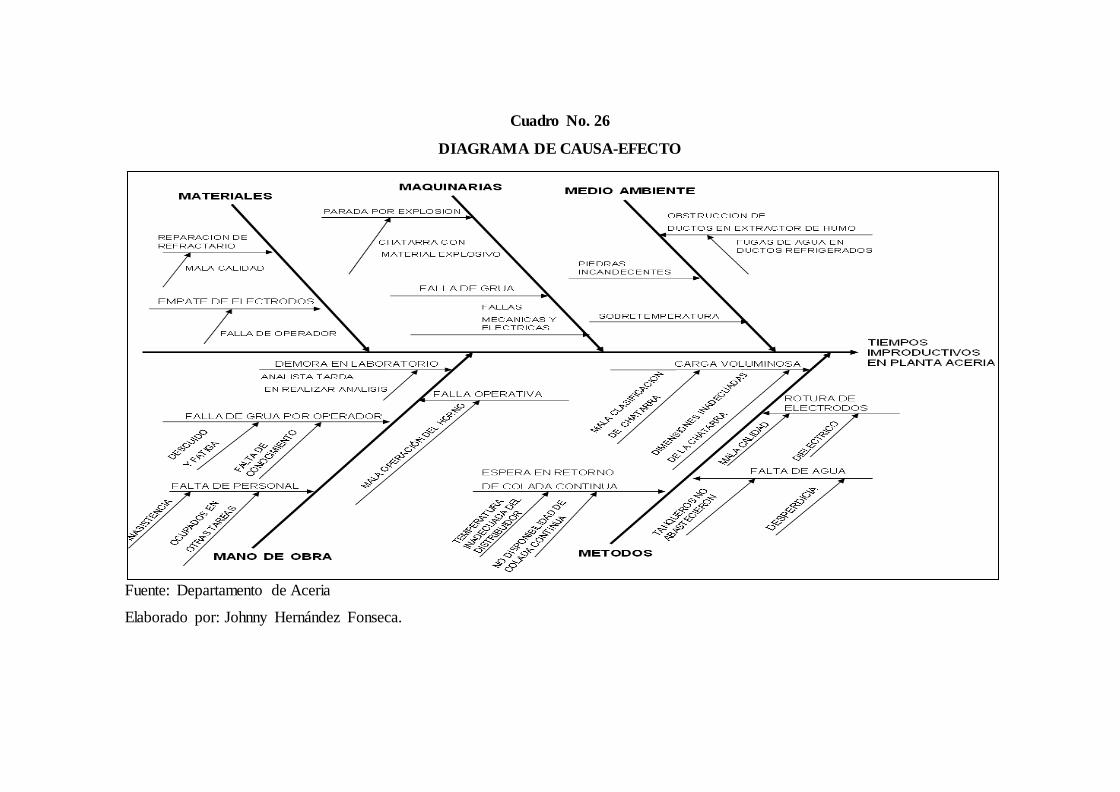
Cuadro No. 26
DIAGRAMA DE CAUSA-EFECTO
Fuente: Departamento de Aceria
Elaborado por: Johnny Hernández Fonseca.
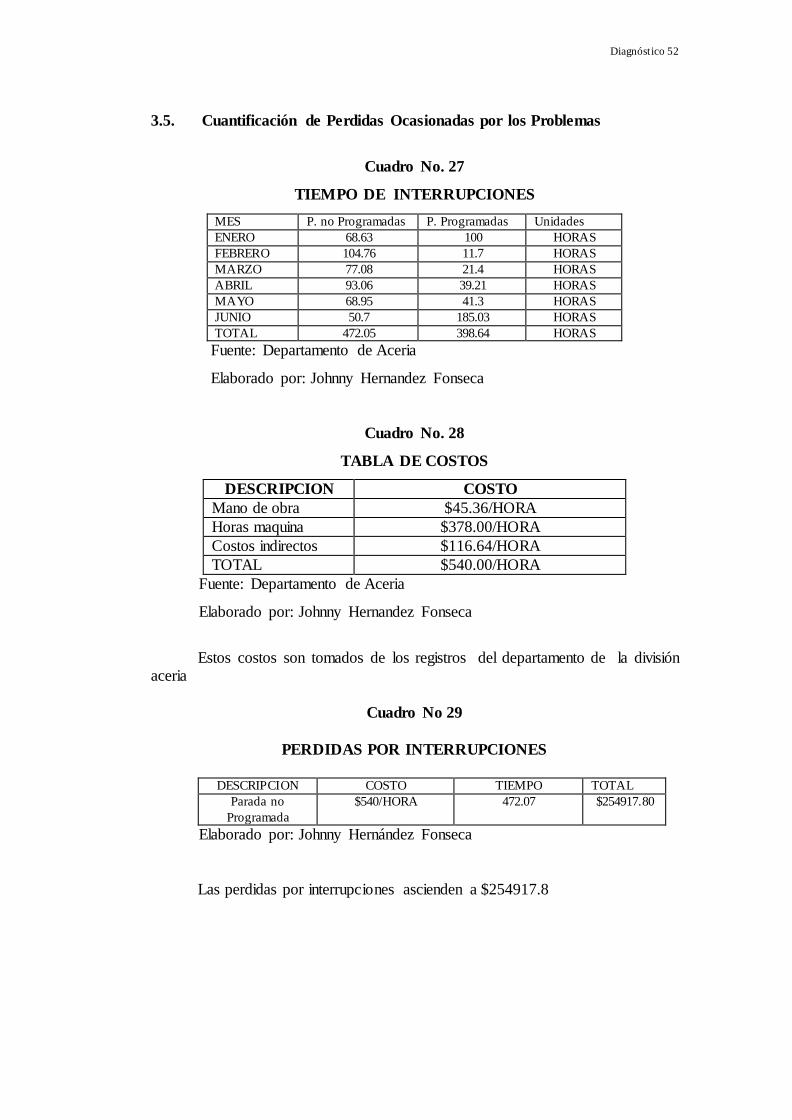
Diagnóstico 52
3.5. Cuantificación de Perdidas Ocasionadas por los Problemas
Cuadro No. 27
TIEMPO DE INTERRUPCIONES
MES P. no Programadas P. Programadas Unidades
ENERO 68.63 100 HORAS
FEBRERO 104.76 11.7 HORAS
MARZO 77.08 21.4 HORAS
ABRIL 93.06 39.21 HORAS
MAYO 68.95 41.3 HORAS
JUNIO 50.7 185.03 HORAS
TOTAL 472.05 398.64 HORAS
Fuente: Departamento de Aceria
Elaborado por: Johnny Hernandez Fonseca
Cuadro No. 28
TABLA DE COSTOS
DESCRIPCION COSTO
Mano de obra $45.36/HORA
Horas maquina $378.00/HORA
Costos indirectos $116.64/HORA
TOTAL $540.00/HORA
Fuente: Departamento de Aceria
Elaborado por: Johnny Hernandez Fonseca
Estos costos son tomados de los registros del departamento de la división aceria
Cuadro No 29
PERDIDAS POR INTERRUPCIONES
DESCRIPCION COSTO TIEMPO TOTAL
Parada no
Programada
$540/HORA 472.07 $254917.80
Elaborado por: Johnny Hernández Fonseca
Las perdidas por interrupciones ascienden a $254917.8
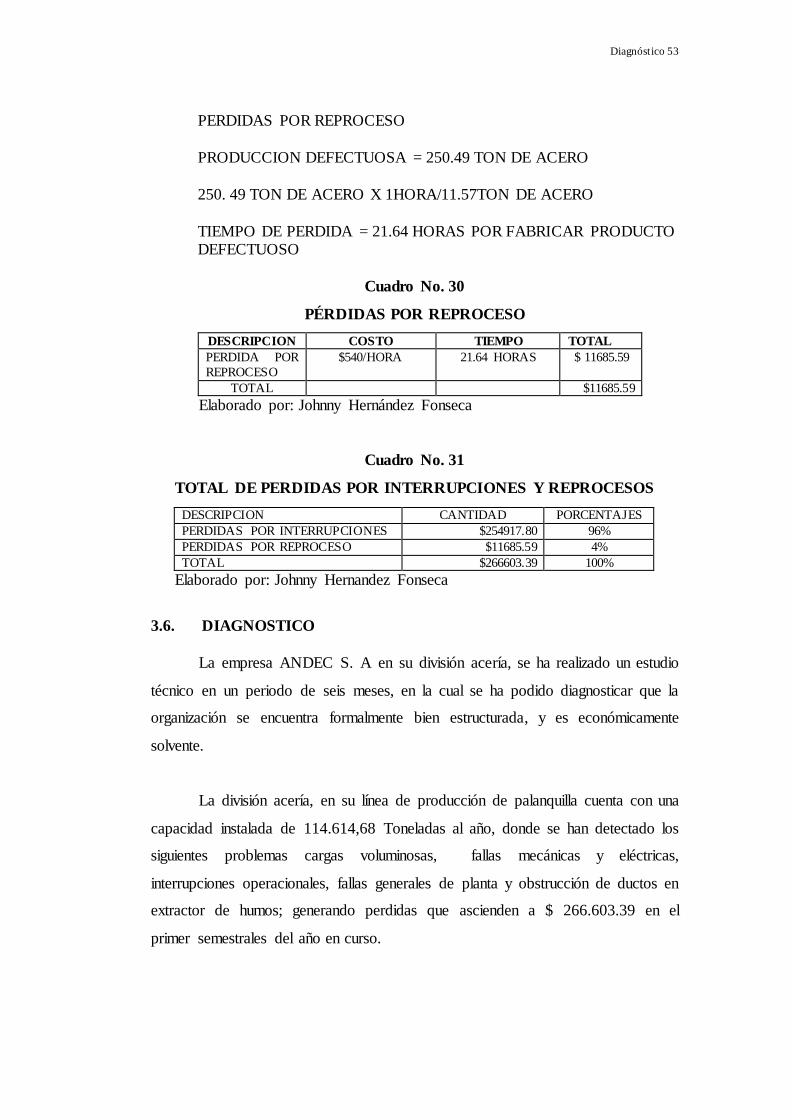
Diagnóstico 53
PERDIDAS POR REPROCESO
PRODUCCION DEFECTUOSA = 250.49 TON DE ACERO
250. 49 TON DE ACERO X 1HORA/11.57TON DE ACERO
TIEMPO DE PERDIDA = 21.64 HORAS POR FABRICAR PRODUCTO DEFECTUOSO
Cuadro No. 30
PÉRDIDAS POR REPROCESO
DESCRIPCION COSTO TIEMPO TOTAL
PERDIDA POR
REPROCESO
$540/HORA 21.64 HORAS $ 11685.59
TOTAL $11685.59
Elaborado por: Johnny Hernández Fonseca
Cuadro No. 31
TOTAL DE PERDIDAS POR INTERRUPCIONES Y REPROCESOS
DESCRIPCION CANTIDAD PORCENTAJES
PERDIDAS POR INTERRUPCIONES $254917.80 96%
PERDIDAS POR REPROCESO $11685.59 4%
TOTAL $266603.39 100%
Elaborado por: Johnny Hernandez Fonseca
3.6. DIAGNOSTICO
La empresa ANDEC S. A en su división acería, se ha realizado un estudio
técnico en un periodo de seis meses, en la cual se ha podido diagnosticar que la
organización se encuentra formalmente bien estructurada, y es económicamente
solvente.
La división acería, en su línea de producción de palanquilla cuenta con una
capacidad instalada de 114.614,68 Toneladas al año, donde se han detectado los
siguientes problemas cargas voluminosas, fallas mecánicas y eléctricas,
interrupciones operacionales, fallas generales de planta y obstrucción de ductos en
extractor de humos; generando perdidas que ascienden a $ 266.603.39 en el
primer semestrales del año en curso.
CAPITULO IV
DESARROLLO DE LA PROPUESTA DE SOLUCIÓN
4.1. Planteamiento y Análisis de la Propuesta
Realizando el análisis de la situación actual de la empresa se ha determinado
que los principales problemas que afectan a la productividad de la misma son.
Carga voluminosa, exceso de tiempos en mantenimientos eléctricos y mecánicos,
interrupciones operacionales, fallas generales de planta y demoras en
mantenimiento del extractor de humo, los cuales generan paralizaciones
constantes y estos dan como resultados tiempos improductivos e ineficiencia en la
línea de producción.
Estos problemas que surgen en la planta ocupan un 20% del tiempo
calendario en el primer semestre del año en curso, esto significa que cada 5 meses
de producción se paraliza un mes de la misma.
Dichas paralizaciones en la producción han generado un aprovechamiento
del equipo en un 80% con una eficiencia de planta del 78%.
La improductividad ocasionada por carga voluminosa llega a un 46% de las
paralizaciones, se debe a la mala clasificación de la chatarra, a la poca
capacitación del personal y la falta de chatarra debidamente compactada o
preparada.
Los mantenimientos eléctricos y mecánicos se los realiza de manera
deficiente generando un 25% de las paralizaciones las cuales se deben a no
realizar acciones preventivas mas aun donde solo se desarrollan acciones
correctivas alejadas de estándares y parámetros normales de mantenimientos de
plantas acederas ,ocasionando perdidas importantes para la empresa.
Desarrollo de la Propuesta de Solución 55
Las interrupciones operacionales es un problema gravísimo teniendo un 10%
del total de las paralizaciones y es donde el factor humano es el causante directo
de los inconvenientes en la producción, errores tales como descuidos,
distracciones, malas maniobras del equipo a operar, falta de personal y
puntualidad, así generan perdidas que afectan a la organización donde la
capacitación del personal es fundamental debido a los costos que pueden
ocasionar dichos errores.
Las Fallas Generales de Planta son producto de la mala comunicación
interpersonal, poco conocimiento, falta de experiencia en el puesto de trabajo,
debido a que no tienen un nivel intelectual técnico y de adaptabilidad que la
calidad en la empresa lo requiere, esta falta de aptitud del personal de la división
aceria ocasiona que existan los mismos errores y fallas de la planta desde hace
algunas años.
Esto se puede mejorar mediante la capacitación y entrenamiento del
personal, ayudando a disminuir los accidentes, pérdidas económicas y errores,
generando mayor productividad y un desempeño de la empresa.
El problema llamado obstrucción de ductos en el extractor de humo es una
paralización que se da continuamente, es una limpieza que se realiza al ducto
lleno de polvos, tierra y lodo, esta es provocada por la suciedad de la chatarra, la
materia prima llega sucia afectando a la eficiencia del horno eléctrico , este
mantenimiento que se lo realiza sin un tiempo determinado dando lugar a la
improductividad , debido a que no se cumple con los estándares de limpieza y no
se realizan de manera adecuada las actividades de mantenimiento.
Para estos problemas se ha planteado una propuesta para la empresa con
soluciones basadas en técnicas de ingeniería que son: 5S, TPM Mantenimiento
Productivo Total, Programa de incentivos, Coaching y Capacitación técnica del
personal.
Desarrollo de la Propuesta de Solución 56
PROBLEMA 1: CARGA VOLUMINOSA
ALTERNATIVA SOLUCIÓN A
ADQUISICIÓN DE UNA MAQUINA COMPACTADORA
Con la compra de una maquina compactadora se reducirán los costos y
tiempos de producción, ya que de esta manera será mas rápido el trabajo de grúas
y fusión, esta dará paso a una nueva y mejor manera de realizar las actividades
diarias en la línea de producción de la planta, esta inversion será la compra de una
solución que beneficiara a la empresa con mayor productividad.
ANALISIS DE LA CHATARRA
CHATARRA UTILIZADA = 46461 Toneladas / semestre
PRODUCCION DE PALANQUILLA = 40287,70 Toneladas / semestre
CHATARRA UTILIZADA = 46461 toneladas x semestre
Semestre 145 días
CHATARRA UTILIZADA = 320 toneladas /diarias
320 toneladas x 360 días = 115200
Se necesita una producción de 320 toneladas diarias de chatarra preparada y
compactada, para poder equiparar y satisfacer la demanda actual; en el año se
necesita un total de 115200 toneladas de chatarra preparada y compactada para
poder evitar las perdidas por el problema de carga voluminosa.
ANALISIS DE COMPACTADORA 1
Para obtener la capacidad diaria, mensual y anual de la compactadora 1 se
procede ha realizar los siguientes cálculos:
Desarrollo de la Propuesta de Solución 57
4 toneladas / hora X 24 horas / dia = 96 toneladas / diárias
96 toneladas / diarias X 30 dias /mes = 2880 toneladas / mes
2880 toneladas / mes X 12 meses / año = 34560 toneladas/ año
Cuadro No. 32
CAPACIDAD DE PRODUCCION DE COMPACTADORA 1
TIEMPO CAPACIDAD
DIA 96 toneladas
MES 2880 toneladas
AÑO 34560 toneladas
Fuente : Departamento de Producción
Elaborado por: Johnny Hernandez Fonseca
ANÁLISIS DE COMPACTADORA No. 2
Para obtener la capacidad diaria , mensual y anual de la compactadora 2 se
procede ha realizar el siguientes cálculos:
4 toneladas / hora X 24 horas / dia = 96 toneladas / diarias
96 toneladas / diarias X 30 dias /mes = 2880 toneladas / mes
2880 toneladas / mes X 12 meses / año = 34560 toneladas / año
Cuadro No. 33
CAPACIDAD DE PRODUCCION DE COMPACTADORA 2
TIEMPO CAPACIDAD
DIA 96 toneladas
MES 2880 toneladas
AÑO 34560 toneladas
Fuente : Departamento de Produccion
Elaborado por: Johnny Hernandez Fonseca
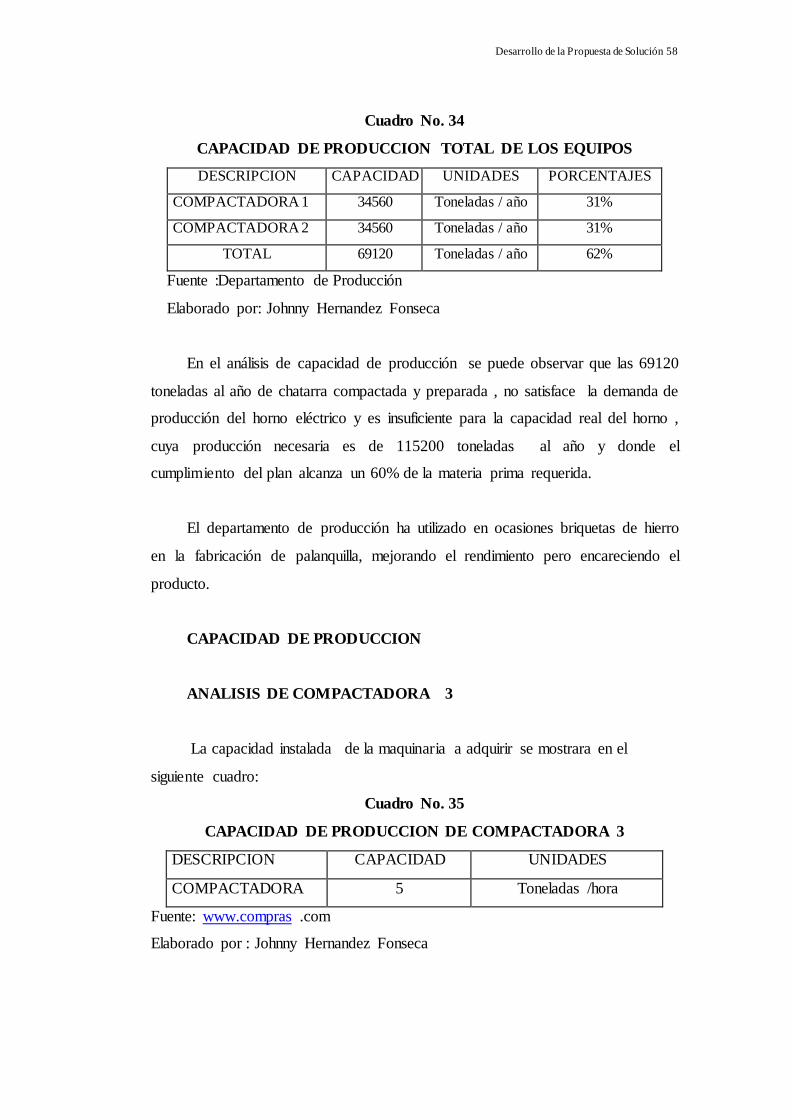
Desarrollo de la Propuesta de Solución 58
Cuadro No. 34
CAPACIDAD DE PRODUCCION TOTAL DE LOS EQUIPOS
DESCRIPCION CAPACIDAD UNIDADES PORCENTAJES
COMPACTADORA 1 34560 Toneladas / año 31%
COMPACTADORA 2 34560 Toneladas / año 31%
TOTAL 69120 Toneladas / año 62%
Fuente :Departamento de Producción
Elaborado por: Johnny Hernandez Fonseca
En el análisis de capacidad de producción se puede observar que las 69120
toneladas al año de chatarra compactada y preparada , no satisface la demanda de
producción del horno eléctrico y es insuficiente para la capacidad real del horno ,
cuya producción necesaria es de 115200 toneladas al año y donde el
cumplimiento del plan alcanza un 60% de la materia prima requerida.
El departamento de producción ha utilizado en ocasiones briquetas de hierro
en la fabricación de palanquilla, mejorando el rendimiento pero encareciendo el
producto.
CAPACIDAD DE PRODUCCION
ANALISIS DE COMPACTADORA 3
La capacidad instalada de la maquinaria a adquirir se mostrara en el
siguiente cuadro:
Cuadro No. 35
CAPACIDAD DE PRODUCCION DE COMPACTADORA 3
DESCRIPCION CAPACIDAD UNIDADES
COMPACTADORA 5 Toneladas /hora
Fuente: www.compras .com
Elaborado por : Johnny Hernandez Fonseca
Desarrollo de la Propuesta de Solución 59
Para obtener la capacidad real de producción se ha realizado el siguiente
calculo:
5 toneladas / hora X 24 horas / dia = 120 toneladas / diarias
120 toneladas / diarias X 30 dias /mes = 3600 toneladas / mes
3600 toneladas / mes X 12 meses / año = 43200 toneladas / año
Cuadro No. 36
CAPACIDAD ANUAL DE PRODUCCION COMPACTADORA 3
DESCRIPCION CAPACIDAD UNIDADES
Compactadora 3 43200 Toneladas / Año
Elaborado por :Johnny Hernández Fonseca
La Capacidad de producción de chatarra compactada de la maquinaria es de
43200 toneladas al año, mediante esta solución de la adquisición de una
compactadora de chatarra ,con mayor capacidad de la existente 5 toneladas por
hora , la capacidad actual instalada es de 60% y se podra aumentar en un 98% ya
que la nueva maquinaria me proporcionara el 38% restante , supliendo la
necesidad de materia prima lista para fundir. La cual permitira disminuir el
problema de carga voluminosa que ha venido afectando a la productividad de la
empresa.
ALTERNATIVA SOLUCION B
CONTRATACION DE CLASIFICADOR DE CHATARRA
Por medio de la clasificación de la chatarra se puede disminuir en un 25 % la
carga voluminosa y a su vez la improductividad de la planta, el contratar un
personal de supervisión de la chatarra que ingresa los boxes previa a ser llevada al
horno se beneficiara mucho la eficiencia de la línea de producción, este supervisor
tendrá las funciones de clasificar la chatarra liviana y pesada la cual permitirá
estandarizar la misma, se reducirá la carga volumétrica y disminuirán los tiempos
improductivos que representan costos los cuales favorecerán a la rentabilidad de la
empresa.
Desarrollo de la Propuesta de Solución 60
PROBLEMA 2: FALLAS ELECTRICOS Y MECÁNICAS
ALTERNATIVO SOLUCIÓN A
Implantación de las 5S Y Adquisición de un Programa de
Mantenimiento T.P.M.(Mantenimiento Preventivo)
Con la implantación del método de las 5S, permitirá eliminar despilfarros y
mejorar las condiciones de seguridad industrial en la división aceria y con la
adquisición de un software de TPM se resolverán muchos inconvenientes y
errores en el mantenimiento del horno eléctrico. Esté programa de mejoramiento
continuo cuya filosofía busca los tres ceros más importantes en la planta de una
empresa, cero accidentes, cero defecto de calidad y cero averías, tiene cómo
objetivo el mejoramiento de la eficiencia del sistema de producción, el
aprovechamiento total de los recursos existentes y la búsqueda de la perdida cero.
Para la implementación de esté programa se deberá hacer efectiva la
contratación de un personal de capacitación del software de mantenimiento. Esté
sistema ayudara a disminuir en un 80% la improductividad dada en los
mantenimientos que llegan a un 25% de los problemas en la planta.
ALTERNATIVO SOLUCIÓN B
CAPACITACIÓN DEL PERSONAL DEL ÁREA DE
MANTENIMIENTO
En el área de mantenimiento se requiere una capacitación enfocada a las causas de
los problemas que se originan en la planta, donde la maquina requiere de esté para
que el OEE (Eficiencia Global del Equipo) alcance su mejor rendimiento, el
adecuado para llegar a los mejores niveles de PTEE esta alternativa propuesta se
concentran en los conocimientos que deben adquirir el personal del area de
mantenimiento para dominar cualquier situación irregular que ocurra en el puesto
de trabajo.
Desarrollo de la Propuesta de Solución 61
PROBLEMA 3: INTERRUPCIONES OPERACIONALES
ALTERNATIVA SOLUCION A
PROGRAMA DE CAPACITACIÓN Y ENTRENAMIENTO.
La capacitación para personal de la división aseria es importante debido a
que los operadores tendrán una mejor respuesta ante las causas que afectan su
desempeño en su lugar de trabajo.
Las interrupciones operacionales ocupan un 10% de los problemas que
ocurren en la planta, es un nivel alto de error que se debe en gran parte al poco
conocimiento en sus funciones y actividades diarias que realiza en la planta dicho
personal.
Esté programa de capacitación ayudara a reducir el porcentaje de error que
existe en los trabajos que se realiza en la línea de producción la capacitación
deberá efectuarla un COACH (Entrenador) que orientara, entrenara y pondrá en
acción las habilidades de cada persona en su mejor nivel.
ALTERNATIVA SOLUCIÓN B
PROGRAMA DE INCENTIVO
El personal de la división aceria se encuentra en un punto donde se a perdido
el entusiasmo de aumentar la productividad, cómo se observa en los diversos
indicadores de gestión. Para esto se debe tener un programa de incentivo que
abarque toda la línea de producción, por medio de objetivo establecido a inicio de
año, esta administración por objetivo (APO) marcara el paso de los incentivos el
mismo que beneficiara a los clientes internos de la organización.
Desarrollo de la Propuesta de Solución 62
A medida que los objetivos se van cumpliendo los trabajadores sentarán una
motivación extra, buscaran mejorar y podrán ir conociendo su desempeño dentro
de la empresa.
El incentivo por objetivo (IPO) permitirá aumentar los beneficios de la
empresa y disminuir el porcentaje actual de perdida ocasionadas por
interrupciones operacionales.
# de trabajadores = 45 operadores
Sueldo = $250/mes
12.5 x 45= $562.5/mes
$562.5/mes x 12 meses/año = $6.750/año
El Programa de Incentivo considera un bono del 5% del sueldo mensual
por cada punto de acrecentamiento de la productividad del mes.
PROBLEMA 4: FALLAS GENERALES DE PLANTA
ALTERNATIVA SOLUCION A
PROGRAMA DE MANTENIMIENTO (TPM: Mejora enfocada)
La solución mediante la compra de un software de TPM asegura que el 10%
que ocupa esté problema dentro de las paralizaciones será disminuido en un 80%,
ya que esté programa están completo que visualiza las fallas de la planta y los
resuelve por medio de sus pilares que son la mejor enfocada y mantenimiento
autónomo permitiendo reducir la perdidas de la organización.
Las fallas generales de planta se dan debido a la falta de planificación de las
actividades diarias del personal, bajo nivel de conocimiento técnico del personal,
mala toma de decisiones preventivas, dando lugar a la deficiencia de la línea de
producción y la baja productividad de la división aceria.
Desarrollo de la Propuesta de Solución 63
El personal de la división aceria requiere una capacitación técnica y
entrenamiento personalizado para incrementar sus habilidades de competencia
técnica y mejor desempeño en sus actividades diarias, esta capacitación técnica les
permitirá disminuir en un 30 % de sus horas improductivas e inconvenientes que
ocurren en su lugar de trabajo.
ALTERNATIVA B : Contratación de un COACH
Esta capacitación deberá estar a cargo de un COACH (entrenador) que
llenara de conocimientos técnicos actuales para mejorar su aptitud frente a las
causas del problema en mención. El entrenamiento le ayudara a ser un ser
adaptable y más capacitado en su puesto de trabajo, el entrenador le ayudara a
descubrir y mostrar sus destrezas, habilidades y desenvolvimiento para desarrollar
sus actividades, si es necesario rotando del puesto de trabajo a diferentes
operadores según sus habilidades, mejorando la productividad de la empresa.
PROBLEMA 5: OBSTRUCCION DE DUCTOS EN EXTRACTOR DE
HUMO
ALTERNATIVA SOLUCIÓN A
Programa de Mantenimiento: (Mantenimiento Planeado)
Con la adquisición de un software de mantenimiento, permitirá disminuir en
un 75% las paralizaciones por esté problema que ocupa un 6% del total de los
tiempos improductivos de la planta, con esté programa se lograra planificar las
actividades diarias de prevención de averías, aumentando la disponibilidad y
eficiencia de los equipos.
Desarrollo de la Propuesta de Solución 64
Esta inversión beneficiara a la empresa económicamente e intelectualmente,
ya que deberá contratar que capacite al personal de la planta en el manejo del
software. El programa de mantenimiento permitirá estandarizar todos los sistemas
de prevención de averías que se encuentren en el extractor de humo, cuyo ingreso
excesivo de polvo y gases perjudica la vida útil del mismo.
ALTERNATIVA SOLUCIÓN B
CAPACITACIÓN Y ENTRENAMIENTO
El personal encargado del mantenimiento del extractor de humo es el
personal operativo de la planta, no se cuenta con personas netamente capacitadas
para las tareas de limpieza del extractor, es por esta razón que hay deficiencia y
son poco efectivas estas acciones, las cuales son correctivas, se necesita de una
capacitación técnica, especifica y planificada para prevenir daños mayores en el
sistema, es importante acotar que el entrenamiento deberá ser en el campo de
acción donde se realizan tareas de mantenimiento, lo que permitirá disminuir las
perdidas y errores a futuro.
Esta solución beneficiara a la organización y personal de planta, que sumado
a un programa de incentivos su productividad mejorara a mediano plazo.
4.2. Evaluación y Análisis por Cada Alternativa
En el estudio técnico realizado se ha determinado dos alternativas de
solución para cada problema registrado y en las siguientes tablas se mostraran los
costos de las alternativas.
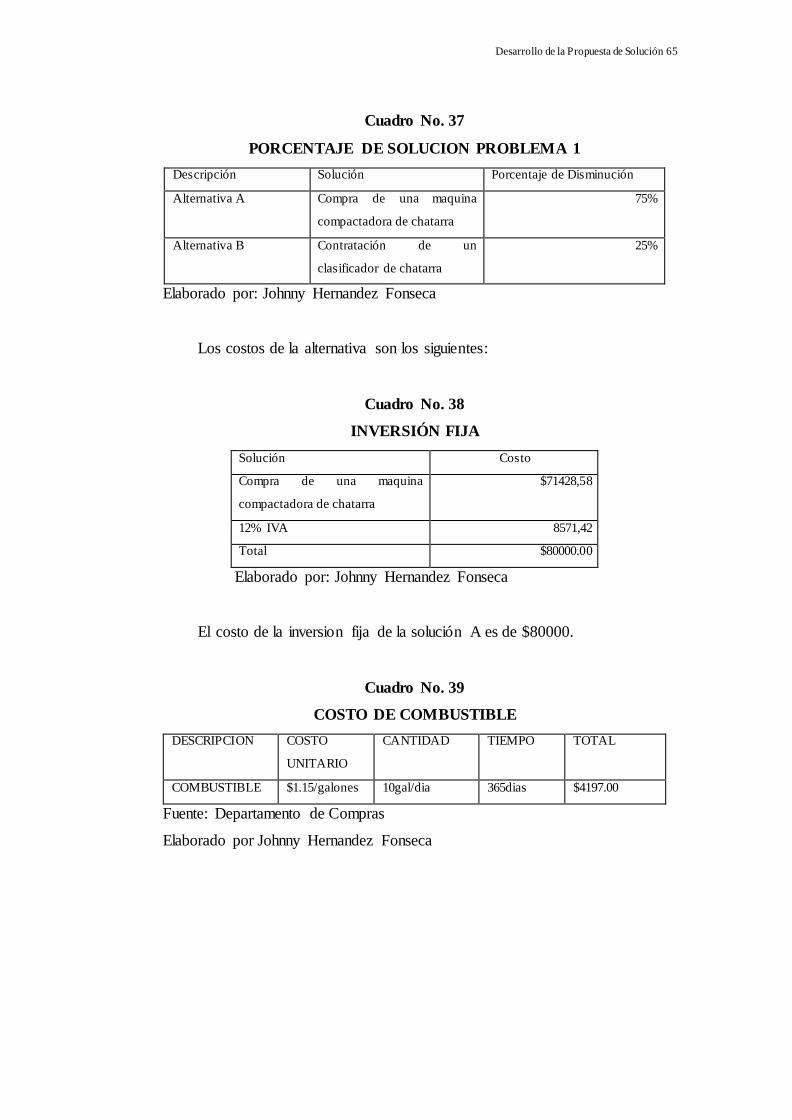
Desarrollo de la Propuesta de Solución 65
Cuadro No. 37
PORCENTAJE DE SOLUCION PROBLEMA 1
Descripción Solución Porcentaje de Disminución
Alternativa A Compra de una maquina
compactadora de chatarra
75%
Alternativa B Contratación de un
clasificador de chatarra
25%
Elaborado por: Johnny Hernandez Fonseca
Los costos de la alternativa son los siguientes:
Cuadro No. 38
INVERSIÓN FIJA
Solución Costo
Compra de una maquina
compactadora de chatarra
$71428,58
12% IVA 8571,42
Total $80000.00
Elaborado por: Johnny Hernandez Fonseca
El costo de la inversion fija de la solución A es de $80000.
Cuadro No. 39
COSTO DE COMBUSTIBLE
DESCRIPCION COSTO
UNITARIO
CANTIDAD TIEMPO TOTAL
COMBUSTIBLE $1.15/galones 10gal/dia 365dias $4197.00
Fuente: Departamento de Compras
Elaborado por Johnny Hernandez Fonseca
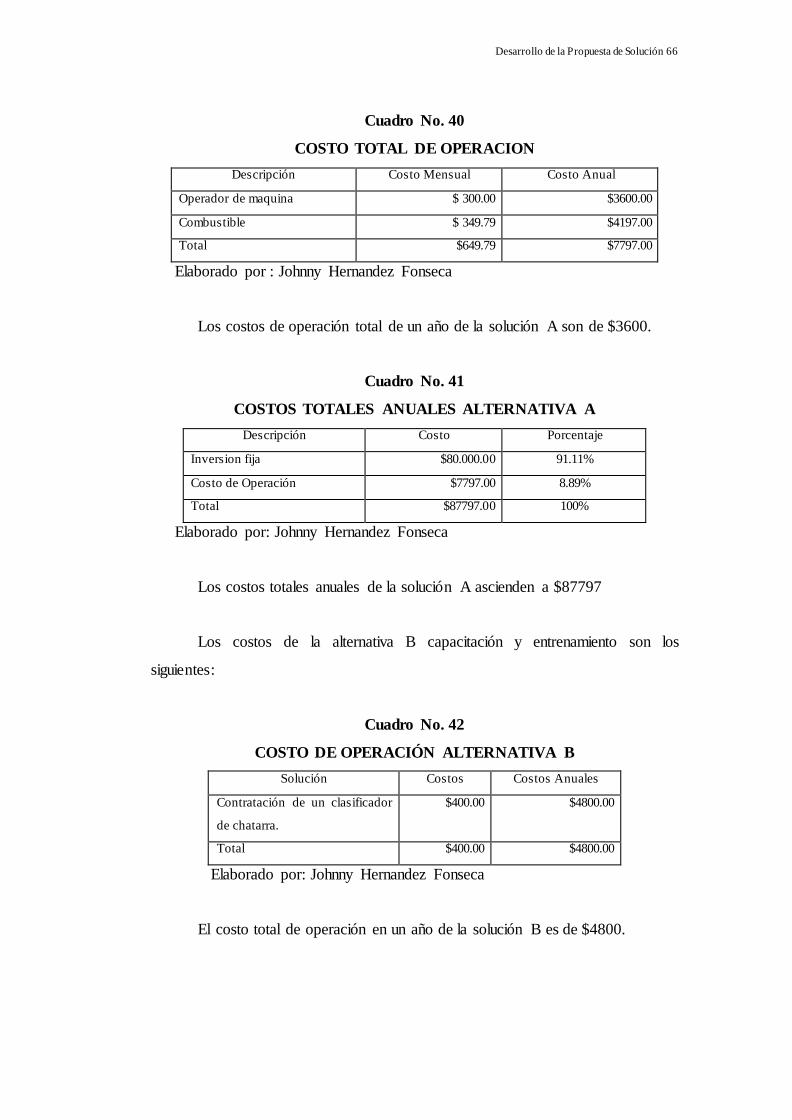
Desarrollo de la Propuesta de Solución 66
Cuadro No. 40
COSTO TOTAL DE OPERACION
Descripción Costo Mensual Costo Anual
Operador de maquina $ 300.00 $3600.00
Combustible $ 349.79 $4197.00
Total $649.79 $7797.00
Elaborado por : Johnny Hernandez Fonseca
Los costos de operación total de un año de la solución A son de $3600.
Cuadro No. 41
COSTOS TOTALES ANUALES ALTERNATIVA A
Descripción Costo Porcentaje
Inversion fija $80.000.00 91.11%
Costo de Operación $7797.00 8.89%
Total $87797.00 100%
Elaborado por: Johnny Hernandez Fonseca
Los costos totales anuales de la solución A ascienden a $87797
Los costos de la alternativa B capacitación y entrenamiento son los
siguientes:
Cuadro No. 42
COSTO DE OPERACIÓN ALTERNATIVA B
Solución Costos Costos Anuales
Contratación de un clasificador
de chatarra.
$400.00 $4800.00
Total $400.00 $4800.00
Elaborado por: Johnny Hernandez Fonseca
El costo total de operación en un año de la solución B es de $4800.
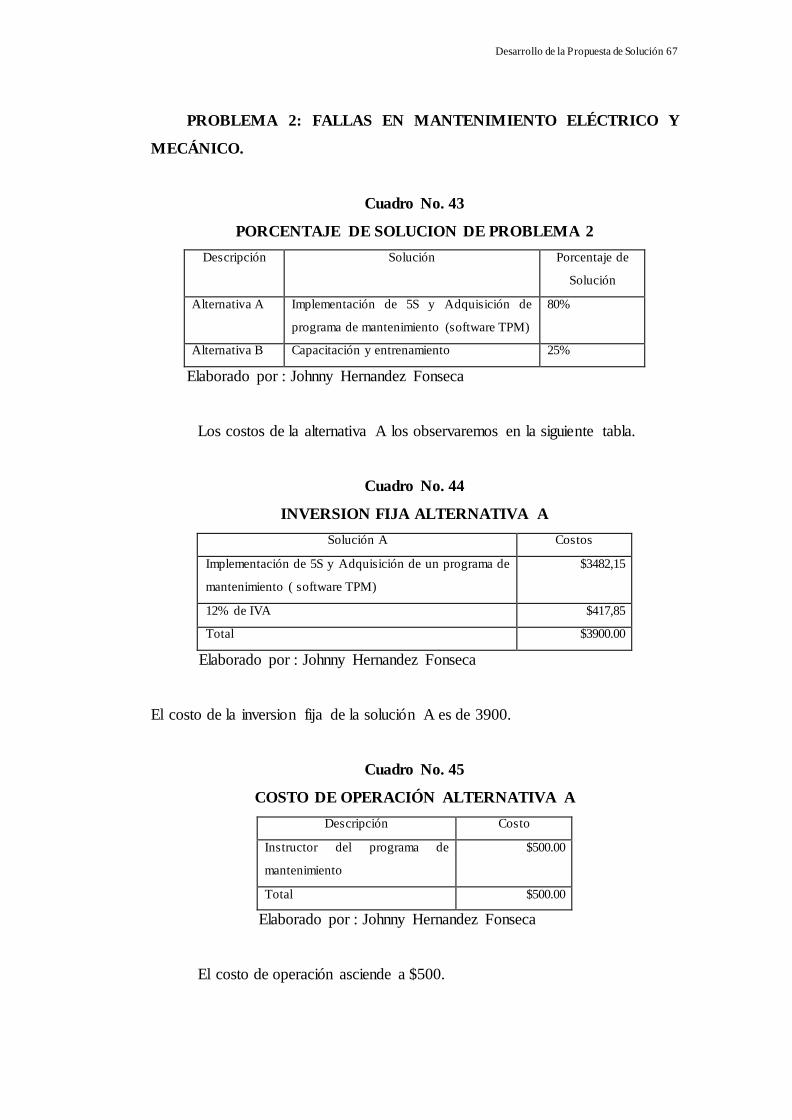
Desarrollo de la Propuesta de Solución 67
PROBLEMA 2: FALLAS EN MANTENIMIENTO ELÉCTRICO Y
MECÁNICO.
Cuadro No. 43
PORCENTAJE DE SOLUCION DE PROBLEMA 2
Descripción Solución Porcentaje de
Solución
Alternativa A Implementación de 5S y Adquisición de
programa de mantenimiento (software TPM)
80%
Alternativa B Capacitación y entrenamiento 25%
Elaborado por : Johnny Hernandez Fonseca
Los costos de la alternativa A los observaremos en la siguiente tabla.
Cuadro No. 44
INVERSION FIJA ALTERNATIVA A
Solución A Costos
Implementación de 5S y Adquisición de un programa de
mantenimiento ( software TPM)
$3482,15
12% de IVA $417,85
Total $3900.00
Elaborado por : Johnny Hernandez Fonseca
El costo de la inversion fija de la solución A es de 3900.
Cuadro No. 45
COSTO DE OPERACIÓN ALTERNATIVA A
Descripción Costo
Instructor del programa de
mantenimiento
$500.00
Total $500.00
Elaborado por : Johnny Hernandez Fonseca
El costo de operación asciende a $500.
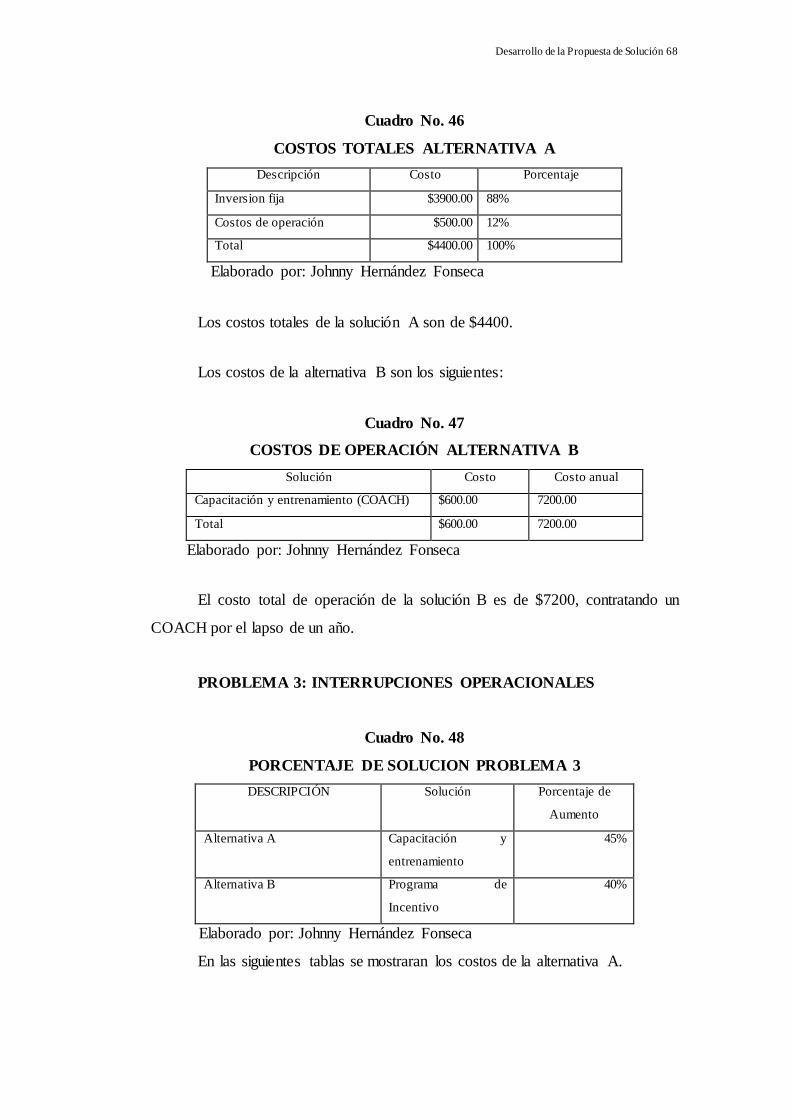
Desarrollo de la Propuesta de Solución 68
Cuadro No. 46
COSTOS TOTALES ALTERNATIVA A
Descripción Costo Porcentaje
Inversion fija $3900.00 88%
Costos de operación $500.00 12%
Total $4400.00 100%
Elaborado por: Johnny Hernández Fonseca
Los costos totales de la solución A son de $4400.
Los costos de la alternativa B son los siguientes:
Cuadro No. 47
COSTOS DE OPERACIÓN ALTERNATIVA B
Solución Costo Costo anual
Capacitación y entrenamiento (COACH) $600.00 7200.00
Total $600.00 7200.00
Elaborado por: Johnny Hernández Fonseca
El costo total de operación de la solución B es de $7200, contratando un
COACH por el lapso de un año.
PROBLEMA 3: INTERRUPCIONES OPERACIONALES
Cuadro No. 48
PORCENTAJE DE SOLUCION PROBLEMA 3
DESCRIPCIÓN Solución Porcentaje de
Aumento
Alternativa A Capacitación y
entrenamiento
45%
Alternativa B Programa de
Incentivo
40%
Elaborado por: Johnny Hernández Fonseca
En las siguientes tablas se mostraran los costos de la alternativa A.
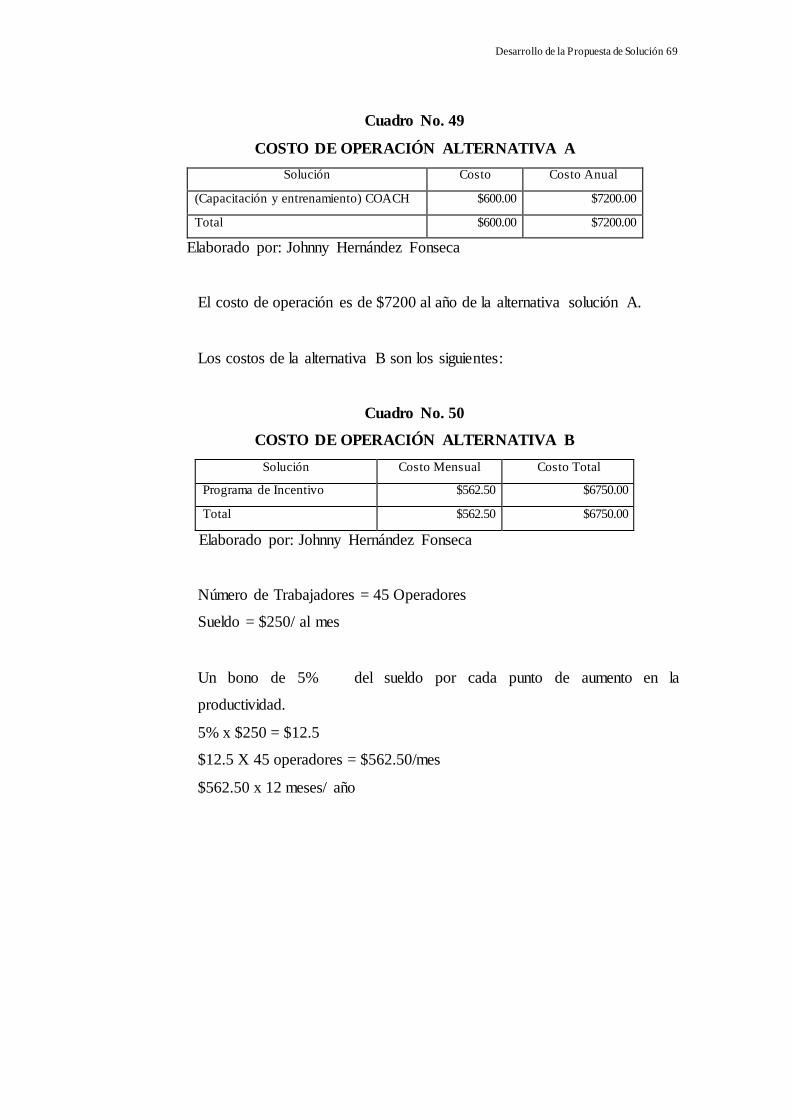
Desarrollo de la Propuesta de Solución 69
Cuadro No. 49
COSTO DE OPERACIÓN ALTERNATIVA A
Solución Costo Costo Anual
(Capacitación y entrenamiento) COACH $600.00 $7200.00
Total $600.00 $7200.00
Elaborado por: Johnny Hernández Fonseca
El costo de operación es de $7200 al año de la alternativa solución A.
Los costos de la alternativa B son los siguientes:
Cuadro No. 50
COSTO DE OPERACIÓN ALTERNATIVA B
Solución Costo Mensual Costo Total
Programa de Incentivo $562.50 $6750.00
Total $562.50 $6750.00
Elaborado por: Johnny Hernández Fonseca
Número de Trabajadores = 45 Operadores
Sueldo = $250/ al mes
Un bono de 5% del sueldo por cada punto de aumento en la
productividad.
5% x $250 = $12.5
$12.5 X 45 operadores = $562.50/mes
$562.50 x 12 meses/ año
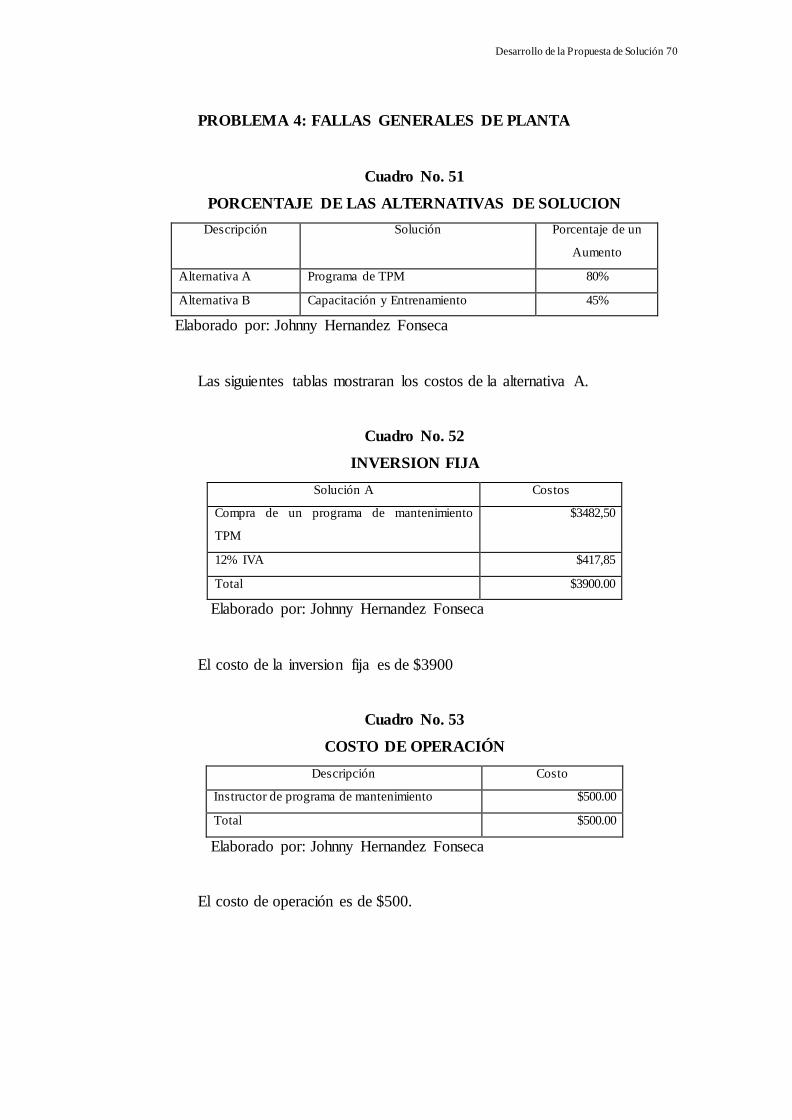
Desarrollo de la Propuesta de Solución 70
PROBLEMA 4: FALLAS GENERALES DE PLANTA
Cuadro No. 51
PORCENTAJE DE LAS ALTERNATIVAS DE SOLUCION
Descripción Solución Porcentaje de un
Aumento
Alternativa A Programa de TPM 80%
Alternativa B Capacitación y Entrenamiento 45%
Elaborado por: Johnny Hernandez Fonseca
Las siguientes tablas mostraran los costos de la alternativa A.
Cuadro No. 52
INVERSION FIJA
Solución A Costos
Compra de un programa de mantenimiento
TPM
$3482,50
12% IVA $417,85
Total $3900.00
Elaborado por: Johnny Hernandez Fonseca
El costo de la inversion fija es de $3900
Cuadro No. 53
COSTO DE OPERACIÓN
Descripción Costo
Instructor de programa de mantenimiento $500.00
Total $500.00
Elaborado por: Johnny Hernandez Fonseca
El costo de operación es de $500.
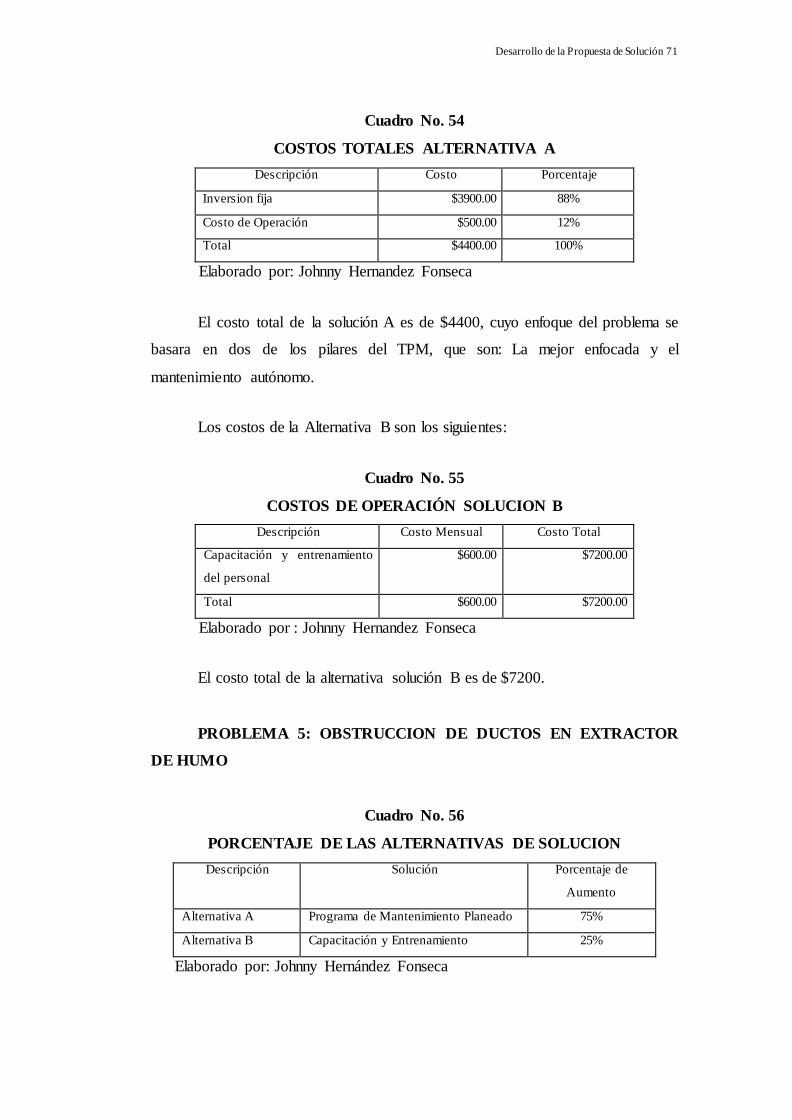
Desarrollo de la Propuesta de Solución 71
Cuadro No. 54
COSTOS TOTALES ALTERNATIVA A
Descripción Costo Porcentaje
Inversion fija $3900.00 88%
Costo de Operación $500.00 12%
Total $4400.00 100%
Elaborado por: Johnny Hernandez Fonseca
El costo total de la solución A es de $4400, cuyo enfoque del problema se
basara en dos de los pilares del TPM, que son: La mejor enfocada y el
mantenimiento autónomo.
Los costos de la Alternativa B son los siguientes:
Cuadro No. 55
COSTOS DE OPERACIÓN SOLUCION B
Descripción Costo Mensual Costo Total
Capacitación y entrenamiento
del personal
$600.00 $7200.00
Total $600.00 $7200.00
Elaborado por : Johnny Hernandez Fonseca
El costo total de la alternativa solución B es de $7200.
PROBLEMA 5: OBSTRUCCION DE DUCTOS EN EXTRACTOR
DE HUMO
Cuadro No. 56
PORCENTAJE DE LAS ALTERNATIVAS DE SOLUCION
Descripción Solución Porcentaje de
Aumento
Alternativa A Programa de Mantenimiento Planeado 75%
Alternativa B Capacitación y Entrenamiento 25%
Elaborado por: Johnny Hernández Fonseca
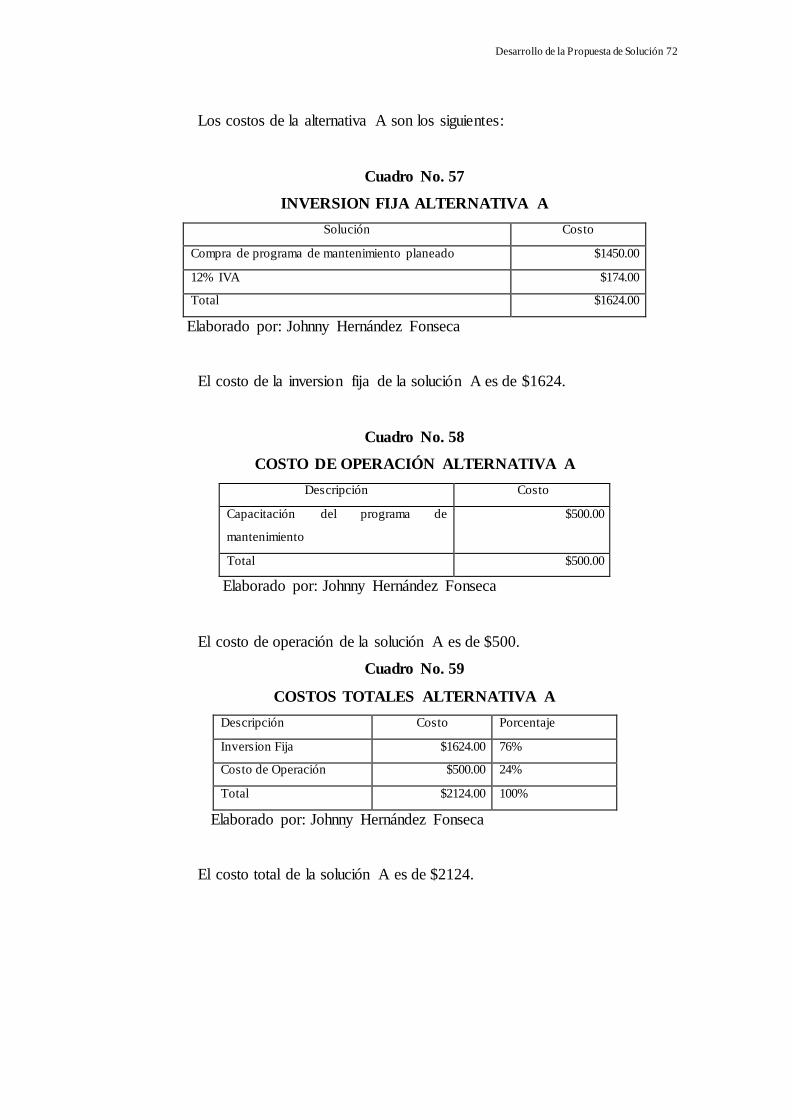
Desarrollo de la Propuesta de Solución 72
Los costos de la alternativa A son los siguientes:
Cuadro No. 57
INVERSION FIJA ALTERNATIVA A
Solución Costo
Compra de programa de mantenimiento planeado $1450.00
12% IVA $174.00
Total $1624.00
Elaborado por: Johnny Hernández Fonseca
El costo de la inversion fija de la solución A es de $1624.
Cuadro No. 58
COSTO DE OPERACIÓN ALTERNATIVA A
Descripción Costo
Capacitación del programa de
mantenimiento
$500.00
Total $500.00
Elaborado por: Johnny Hernández Fonseca
El costo de operación de la solución A es de $500.
Cuadro No. 59
COSTOS TOTALES ALTERNATIVA A
Descripción Costo Porcentaje
Inversion Fija $1624.00 76%
Costo de Operación $500.00 24%
Total $2124.00 100%
Elaborado por: Johnny Hernández Fonseca
El costo total de la solución A es de $2124.
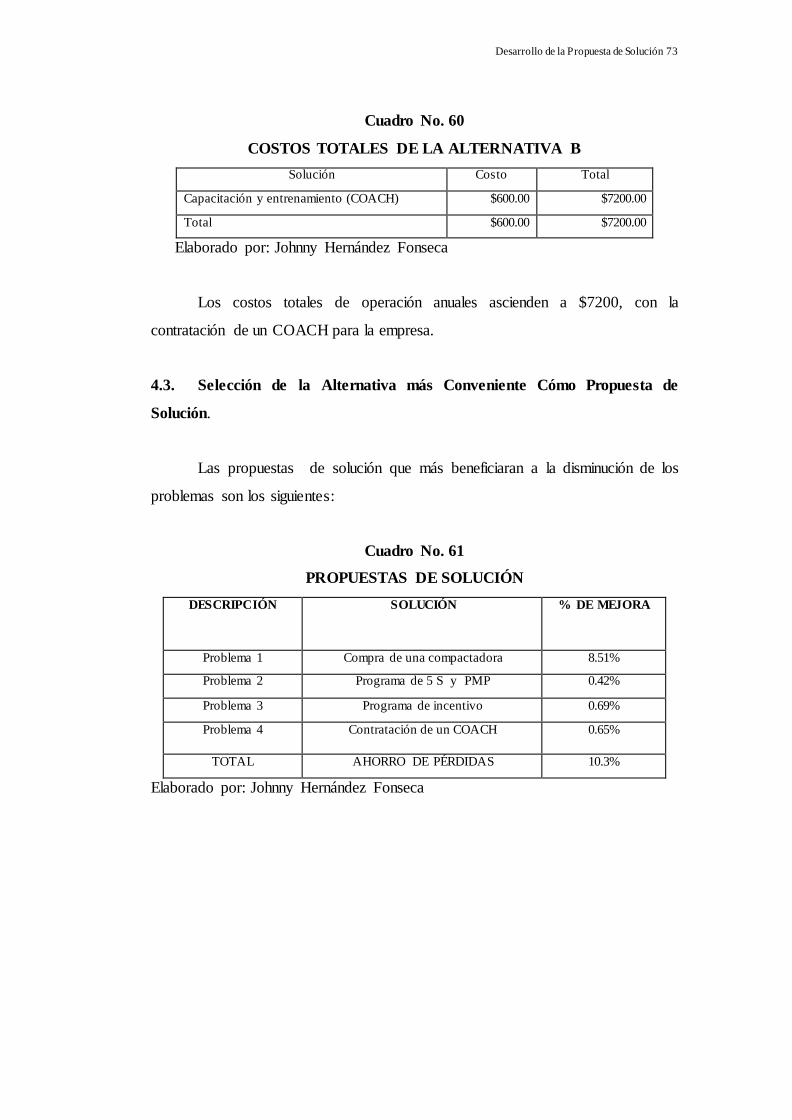
Desarrollo de la Propuesta de Solución 73
Cuadro No. 60
COSTOS TOTALES DE LA ALTERNATIVA B
Solución Costo Total
Capacitación y entrenamiento (COACH) $600.00 $7200.00
Total $600.00 $7200.00
Elaborado por: Johnny Hernández Fonseca
Los costos totales de operación anuales ascienden a $7200, con la
contratación de un COACH para la empresa.
4.3. Selección de la Alternativa más Conveniente Cómo Propuesta de
Solución.
Las propuestas de solución que más beneficiaran a la disminución de los
problemas son los siguientes:
Cuadro No. 61
PROPUESTAS DE SOLUCIÓN
DESCRIPCIÓN SOLUCIÓN % DE MEJORA
Problema 1 Compra de una compactadora 8.51%
Problema 2 Programa de 5 S y PMP 0.42%
Problema 3 Programa de incentivo 0.69%
Problema 4 Contratación de un COACH 0.65%
TOTAL AHORRO DE PÉRDIDAS 10.3%
Elaborado por: Johnny Hernández Fonseca

Desarrollo de la Propuesta de Solución 74
4.4. Estructura y Contenido de las Propuestas.
4.3.1. Compra de Maquinaria
El objetivo de la compra de esta maquinaria se debe a que la maquina
actual a pesar de tener todos los adelantos técnicos no posee la capacidad de
producción instalada en la planta, que permita satisfacer la demanda actual y la
necesidad de disminuir las perdidas de tiempo en el proceso, en un 73%, la
materia prima llegara lista y compactada para preparar las coladas de acero en el
Horno Eléctrico.
La adquisición de esta maquinaria se la realizara en el exterior, con un
tiempo de respuesta de 45 días.
Grafico No. 10
MAQUINA COMPACTADORA DE CHATARRA
Fuente: www.compras .com
Desarrollo de la Propuesta de Solución 75
CAPACIDAD DE PRODUCCION
ANALISIS DE COMPACTADORA 3
La capacidad instalada de la maquinaria a adquirir se mostrara en el
siguiente cuadro:
Cuadro No. 62
CAPACIDAD DE PRODUCCION DE COMPACTADORA 3
DESCRIPCION CAPACIDAD UNIDADES
COMPACTADORA 5 Toneladas /hora
Fuente: www.compras .com
Elaborado por : Johnny Hernandez Fonseca
Para obtener la capacidad real de producción se ha realizado el siguiente
calculo:
5 toneladas / hora X 24 horas / dia = 120 toneladas / diarias
120 toneladas / diarias X 30 días /mes = 3600 toneladas / mes
3600 toneladas / mes X 12 meses / año = 43200 toneladas / año
Cuadro No. 63
CAPACIDAD INSTALADA
DESCRIPCION CAPACIDAD UNIDADES
Compactadora 3 43200 Toneladas / Año
Elaborado por :Johnny Hernández Fonseca
Desarrollo de la Propuesta de Solución 76
Consumo de la maquina compactadora de chatarra
Cuadro No. 64
COSTOS ANUALES DE COMBUSTIBLE
Descripcion Costo unitario Cantidad Tiempo Total
Combustible $ 1.15 / galones 10 gal / dia 365 dias $ 4197.00
Elaborado por :Johnny Hernández Fonseca
4.3.2. Implementación de Sistemas 5S
Se llama estrategia de las 5s porque representan acciones que son
principios expresados con cinco palabras japonesas que comienzan con S. Cada
palabra tiene un significado importante para la creación de un lugar digno y
seguro donde trabajar. Estas cinco palabras son:
SEIRI: Clasificar
SEITON: Orden
SEISO: Limpieza
SEIKETSU: Estandarización
SHITSUKE: Disciplina
Grafico No. 11
ESCALA 5S
Fuente : Internet
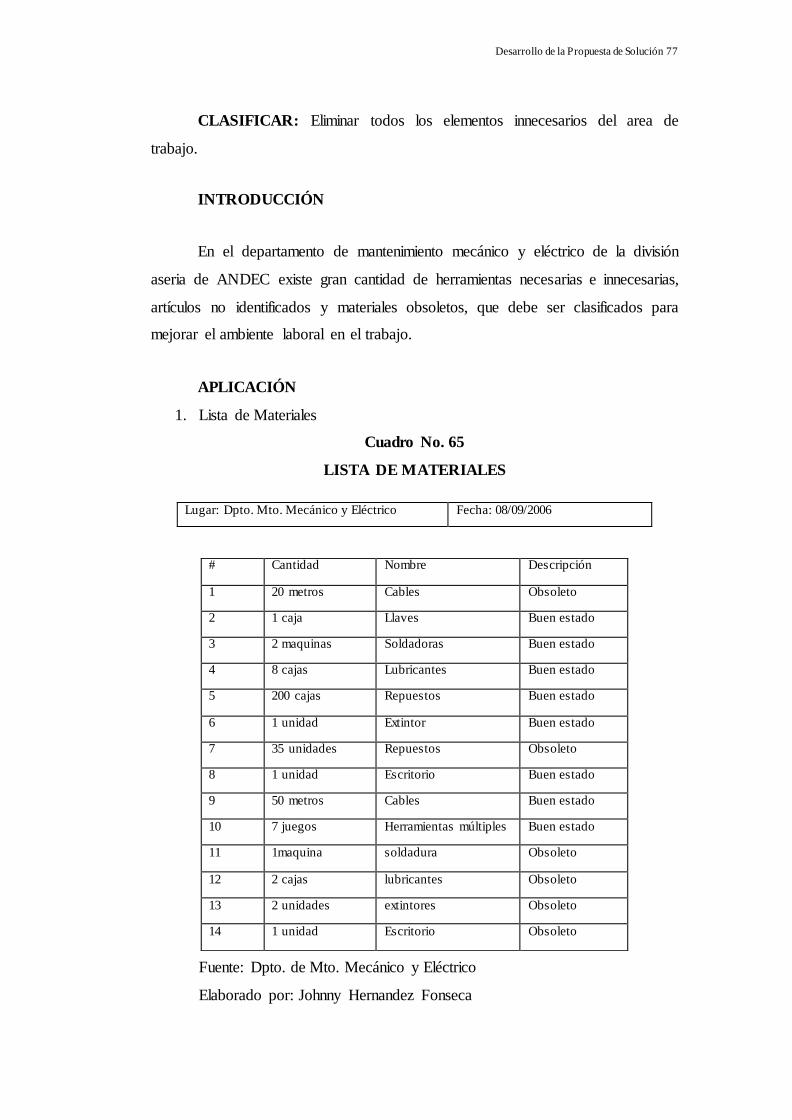
Desarrollo de la Propuesta de Solución 77
CLASIFICAR: Eliminar todos los elementos innecesarios del area de
trabajo.
INTRODUCCIÓN
En el departamento de mantenimiento mecánico y eléctrico de la división
aseria de ANDEC existe gran cantidad de herramientas necesarias e innecesarias,
artículos no identificados y materiales obsoletos, que debe ser clasificados para
mejorar el ambiente laboral en el trabajo.
APLICACIÓN
1. Lista de Materiales
Cuadro No. 65
LISTA DE MATERIALES
Fuente: Dpto. de Mto. Mecánico y Eléctrico
Elaborado por: Johnny Hernandez Fonseca
Lugar: Dpto. Mto. Mecánico y Eléctrico Fecha: 08/09/2006
# Cantidad Nombre Descripción
1 20 metros Cables Obsoleto
2 1 caja Llaves Buen estado
3 2 maquinas Soldadoras Buen estado
4 8 cajas Lubricantes Buen estado
5 200 cajas Repuestos Buen estado
6 1 unidad Extintor Buen estado
7 35 unidades Repuestos Obsoleto
8 1 unidad Escritorio Buen estado
9 50 metros Cables Buen estado
10 7 juegos Herramientas múltiples Buen estado
11 1maquina soldadura Obsoleto
12 2 cajas lubricantes Obsoleto
13 2 unidades extintores Obsoleto
14 1 unidad Escritorio Obsoleto
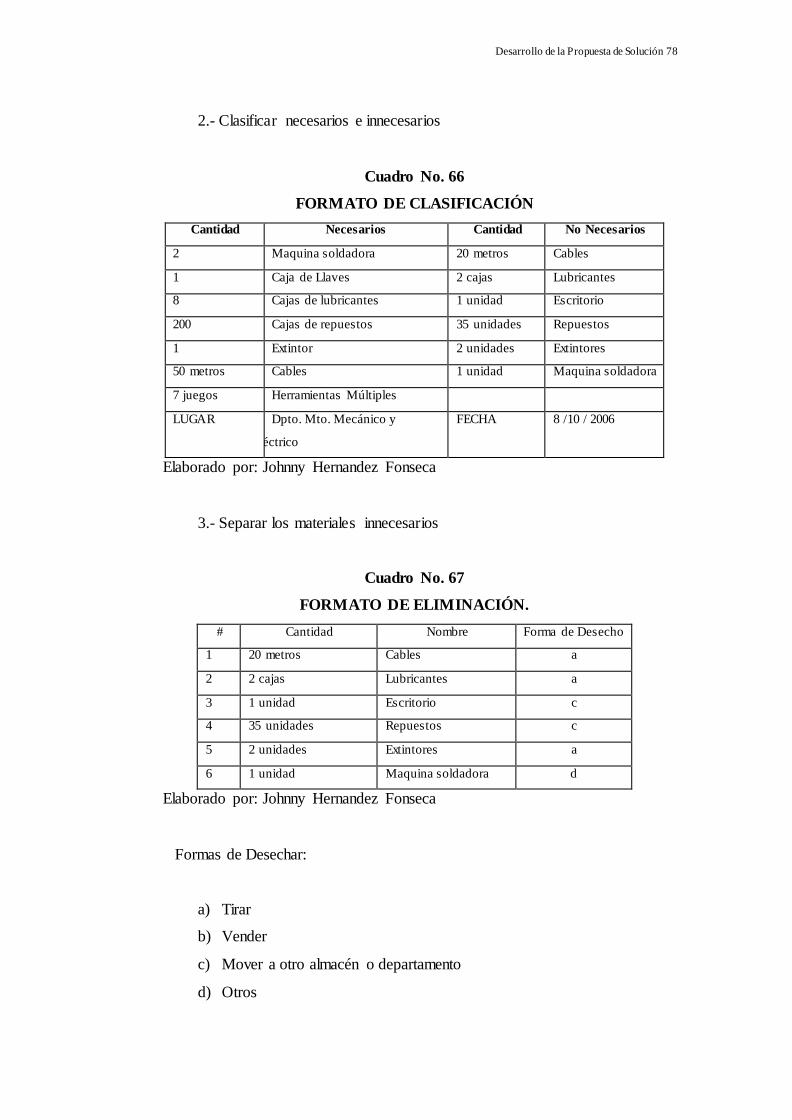
Desarrollo de la Propuesta de Solución 78
2.- Clasificar necesarios e innecesarios
Cuadro No. 66
FORMATO DE CLASIFICACIÓN
Cantidad Necesarios Cantidad No Necesarios
2 Maquina soldadora 20 metros Cables
1 Caja de Llaves 2 cajas Lubricantes
8 Cajas de lubricantes 1 unidad Escritorio
200 Cajas de repuestos 35 unidades Repuestos
1 Extintor 2 unidades Extintores
50 metros Cables 1 unidad Maquina soldadora
7 juegos Herramientas Múltiples
LUGAR Dpto. Mto. Mecánico y
Eléctrico
FECHA 8 /10 / 2006
Elaborado por: Johnny Hernandez Fonseca
3.- Separar los materiales innecesarios
Cuadro No. 67
FORMATO DE ELIMINACIÓN.
# Cantidad Nombre Forma de Desecho
1 20 metros Cables a
2 2 cajas Lubricantes a
3 1 unidad Escritorio c
4 35 unidades Repuestos c
5 2 unidades Extintores a
6 1 unidad Maquina soldadora d
Elaborado por: Johnny Hernandez Fonseca
Formas de Desechar:
a) Tirar
b) Vender
c) Mover a otro almacén o departamento
d) Otros
Desarrollo de la Propuesta de Solución 79
Durante la jornada o dia de campaña se podrá eliminar una cantidad de
elementos innecesarios. Sin embargo quedaron varias herramientas, materiales y
equipos que no se podrán retirar por problemas técnicos o por no tener una
decisión clara sobre que hacer con ellos.
Con la maquina soldadora obsoleta, se deberá venderla o desarmarla para
utilizarla cono chatarra.
En el tiempo de la toma de decisión se deberá escoger o proceder de la
siguiente manera:
a) Mantener el elemento en el mismo sitio.
b) Mover el elemento a una nueva ubicación dentro de la planta.
c) Almacenar el elemento fuera del area de trabajo.
BENEFICIOS DE LA CLASIFICACION
1.- Liberar espacio útil en planta y oficina.
2.- Reducir los tiempos de acceso al material, herramientas y otros
elementos de trabajo.
3.- mejorar el control visual de stocks de repuestos y elementos de
producción.
4.- Preparar las áreas de trabajo para le desarrollo de acciones de
mantenimiento preventivo.
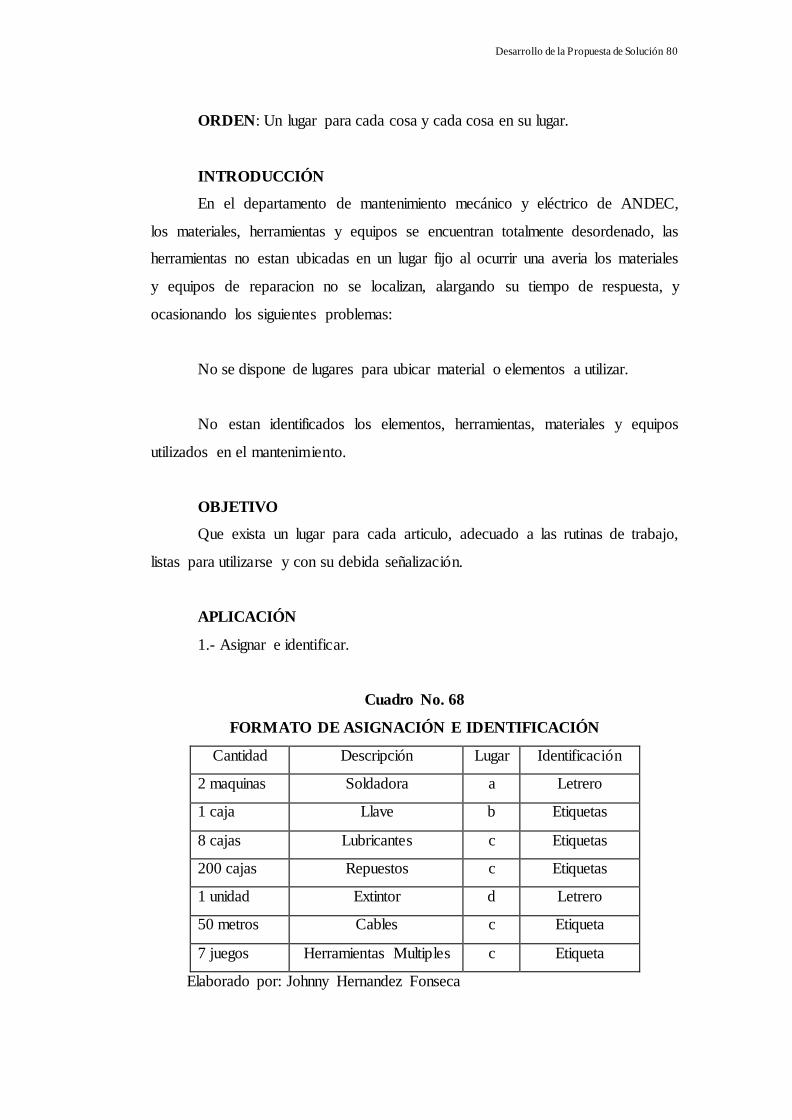
Desarrollo de la Propuesta de Solución 80
ORDEN: Un lugar para cada cosa y cada cosa en su lugar.
INTRODUCCIÓN
En el departamento de mantenimiento mecánico y eléctrico de ANDEC,
los materiales, herramientas y equipos se encuentran totalmente desordenado, las
herramientas no estan ubicadas en un lugar fijo al ocurrir una averia los materiales
y equipos de reparacion no se localizan, alargando su tiempo de respuesta, y
ocasionando los siguientes problemas:
No se dispone de lugares para ubicar material o elementos a utilizar.
No estan identificados los elementos, herramientas, materiales y equipos
utilizados en el mantenimiento.
OBJETIVO
Que exista un lugar para cada articulo, adecuado a las rutinas de trabajo,
listas para utilizarse y con su debida señalización.
APLICACIÓN
1.- Asignar e identificar.
Cuadro No. 68
FORMATO DE ASIGNACIÓN E IDENTIFICACIÓN
Cantidad Descripción Lugar Identificación
2 maquinas Soldadora a Letrero
1 caja Llave b Etiquetas
8 cajas Lubricantes c Etiquetas
200 cajas Repuestos c Etiquetas
1 unidad Extintor d Letrero
50 metros Cables c Etiqueta
7 juegos Herramientas Multiples c Etiqueta
Elaborado por: Johnny Hernandez Fonseca
Desarrollo de la Propuesta de Solución 81
Ubicación de Elementos.
a) Mismo lugar.
b) Casilleros.
c) Perchas
d) Otros
Etiquetas: artículos móviles utilizados en mantenimiento.
Letreros: Elementos estables.
BENEFICIOS DE ORDEN
Facilita el acceso rápido a elementos que se requieren para el trabajo.
El aseo y limpieza se pueden realizar con mayor facilidad y seguridad.
El ambiente de trabajo es más agradable.
El estado de los equipos se mejoran y se evitan averías.
Se libera espacio.
LIMPIEZA: Eliminar el polvo y suciedad de todos los elementos de una
fabrica.
INTRODUCCIÓN
En la planta de ANDEC en la división aseria, existe una gran cantidad de
suciedad e impurezas, ya sea en las maquinarias, herramientas, materiales y
elementos que ayudan a la improductividad, accidentes y perdidas, que perjudican
el desempeño del personal de dicho departamento.
Es importante mantener el area de trabajo limpia al desarrollar las
actividades y tareas diarias, para mayor seguridad.
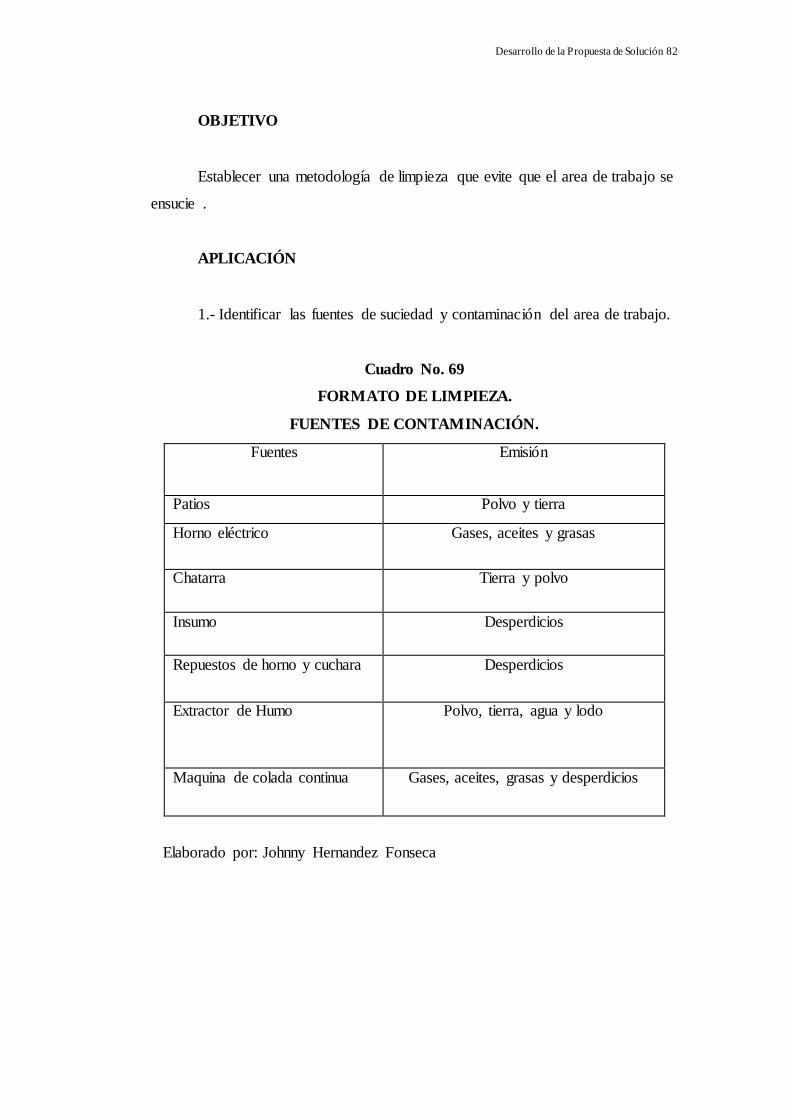
Desarrollo de la Propuesta de Solución 82
OBJETIVO
Establecer una metodología de limpieza que evite que el area de trabajo se
ensucie .
APLICACIÓN
1.- Identificar las fuentes de suciedad y contaminación del area de trabajo.
Cuadro No. 69
FORMATO DE LIMPIEZA.
FUENTES DE CONTAMINACIÓN.
Fuentes Emisión
Patios Polvo y tierra
Horno eléctrico Gases, aceites y grasas
Chatarra Tierra y polvo
Insumo Desperdicios
Repuestos de horno y cuchara Desperdicios
Extractor de Humo Polvo, tierra, agua y lodo
Maquina de colada continua Gases, aceites, grasas y desperdicios
Elaborado por: Johnny Hernandez Fonseca
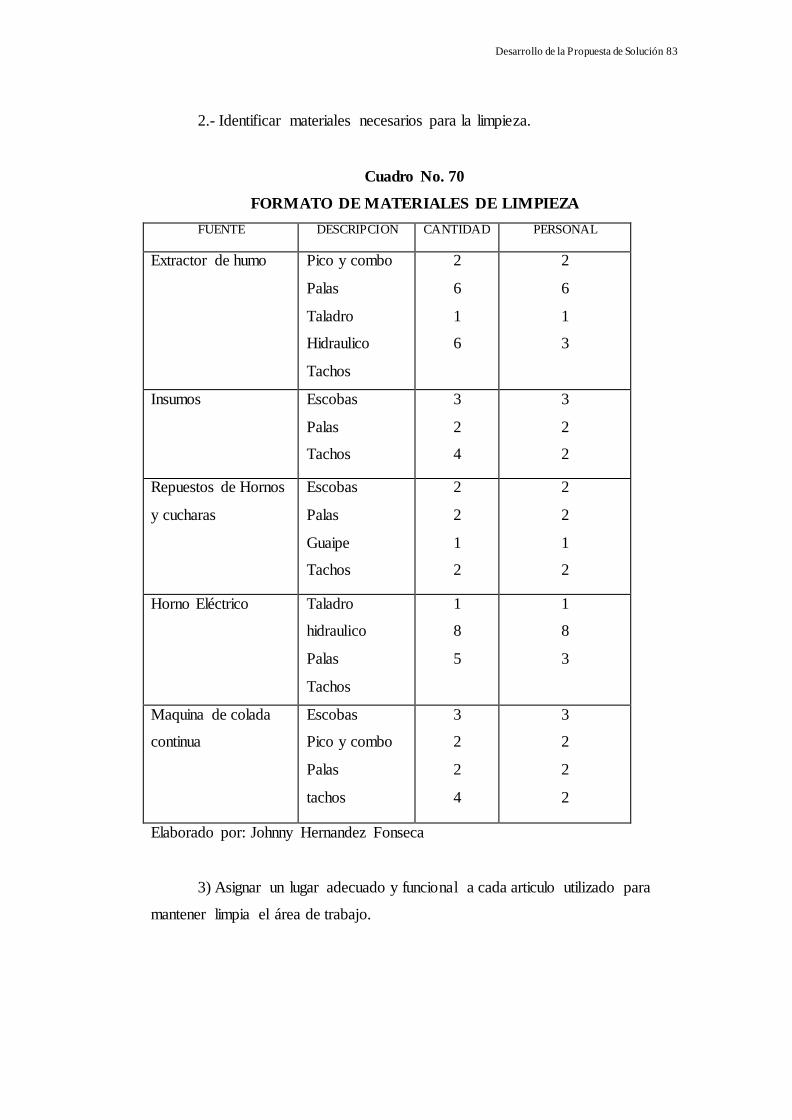
Desarrollo de la Propuesta de Solución 83
2.- Identificar materiales necesarios para la limpieza.
Cuadro No. 70
FORMATO DE MATERIALES DE LIMPIEZA
FUENTE DESCRIPCION CANTIDAD PERSONAL
Extractor de humo Pico y combo
Palas
Taladro
Hidraulico
Tachos
2
6
1
6
2
6
1
3
Insumos Escobas
Palas
Tachos
3
2
4
3
2
2
Repuestos de Hornos
y cucharas
Escobas
Palas
Guaipe
Tachos
2
2
1
2
2
2
1
2
Horno Eléctrico Taladro
hidraulico
Palas
Tachos
1
8
5
1
8
3
Maquina de colada
continua
Escobas
Pico y combo
Palas
tachos
3
2
2
4
3
2
2
2
Elaborado por: Johnny Hernandez Fonseca
3) Asignar un lugar adecuado y funcional a cada articulo utilizado para
mantener limpia el área de trabajo.
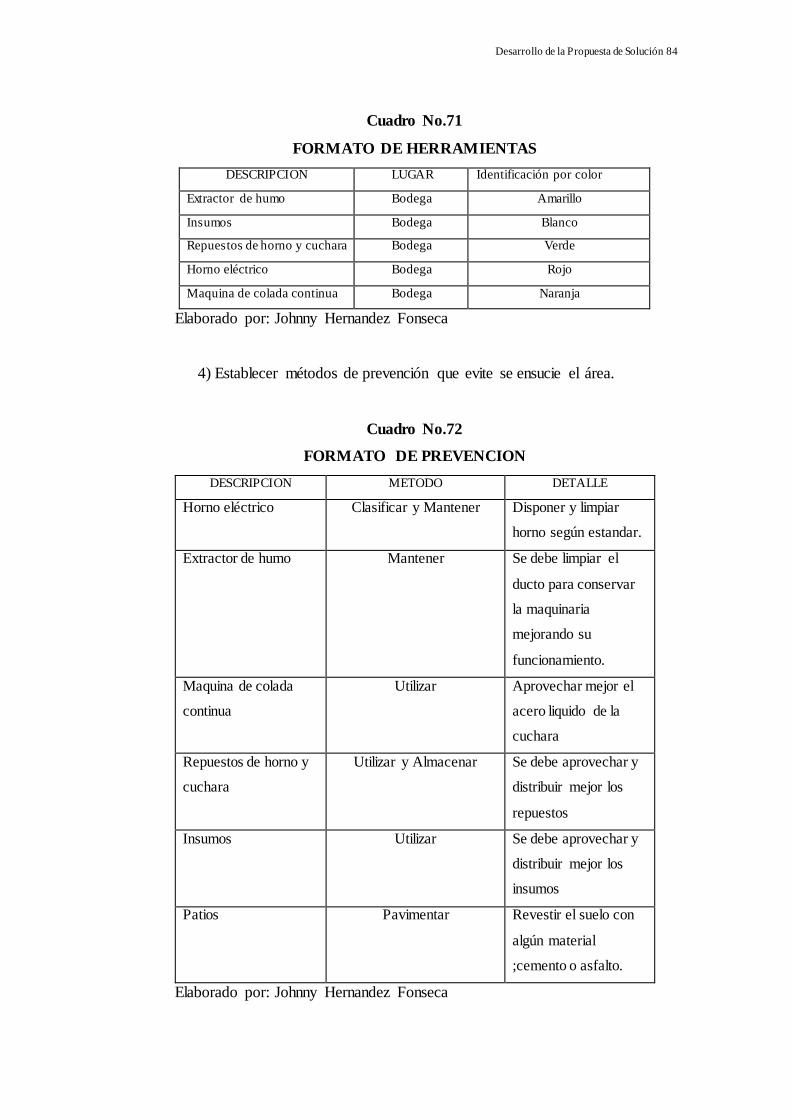
Desarrollo de la Propuesta de Solución 84
Cuadro No.71
FORMATO DE HERRAMIENTAS
DESCRIPCION LUGAR Identificación por color
Extractor de humo Bodega Amarillo
Insumos Bodega Blanco
Repuestos de horno y cuchara Bodega Verde
Horno eléctrico Bodega Rojo
Maquina de colada continua Bodega Naranja
Elaborado por: Johnny Hernandez Fonseca
4) Establecer métodos de prevención que evite se ensucie el área.
Cuadro No.72
FORMATO DE PREVENCION
DESCRIPCION METODO DETALLE
Horno eléctrico Clasificar y Mantener Disponer y limpiar
horno según estandar.
Extractor de humo Mantener Se debe limpiar el
ducto para conservar
la maquinaria
mejorando su
funcionamiento.
Maquina de colada
continua
Utilizar Aprovechar mejor el
acero liquido de la
cuchara
Repuestos de horno y
cuchara
Utilizar y Almacenar Se debe aprovechar y
distribuir mejor los
repuestos
Insumos Utilizar Se debe aprovechar y
distribuir mejor los
insumos
Patios Pavimentar Revestir el suelo con
algún material
;cemento o asfalto.
Elaborado por: Johnny Hernandez Fonseca
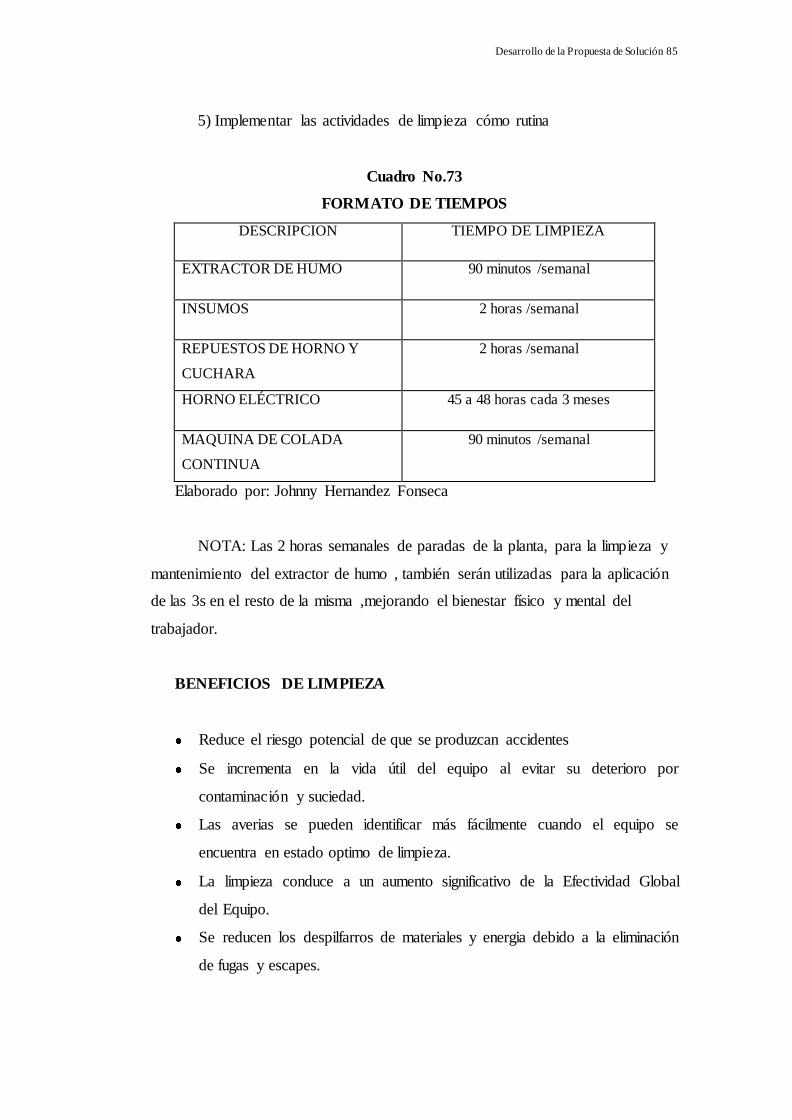
Desarrollo de la Propuesta de Solución 85
5) Implementar las actividades de limpieza cómo rutina
Cuadro No.73
FORMATO DE TIEMPOS
DESCRIPCION TIEMPO DE LIMPIEZA
EXTRACTOR DE HUMO 90 minutos /semanal
INSUMOS 2 horas /semanal
REPUESTOS DE HORNO Y
CUCHARA
2 horas /semanal
HORNO ELÉCTRICO 45 a 48 horas cada 3 meses
MAQUINA DE COLADA
CONTINUA
90 minutos /semanal
Elaborado por: Johnny Hernandez Fonseca
NOTA: Las 2 horas semanales de paradas de la planta, para la limpieza y
mantenimiento del extractor de humo , también serán utilizadas para la aplicación
de las 3s en el resto de la misma ,mejorando el bienestar físico y mental del
trabajador.
BENEFICIOS DE LIMPIEZA
Reduce el riesgo potencial de que se produzcan accidentes
Se incrementa en la vida útil del equipo al evitar su deterioro por
contaminación y suciedad.
Las averias se pueden identificar más fácilmente cuando el equipo se
encuentra en estado optimo de limpieza.
La limpieza conduce a un aumento significativo de la Efectividad Global
del Equipo.
Se reducen los despilfarros de materiales y energia debido a la eliminación
de fugas y escapes.
Desarrollo de la Propuesta de Solución 86
ESTANDARIZACIÓN:
Significado: Preservar altos niveles de organización , orden y limpieza
Crear un modo consistente de realización de tareas y procedimientos.
Estandarización de la maquina: Cualquier trabajador puede operar la
maquina
Estandarización de las operaciones: Cualquiera puede realizar la
operación.
INTRODUCCIÓN
Debido a la complejidad del proceso de fundición , la operabilidad y
mantenibilidad del horno eléctrico para el mencionado proceso requiere de una
estandarización en sus actividades, esté modelo de trabajo o estándar es necesario,
ya que las múltiples paralizaciones representan la improductividad de la división
aceria de ANDEC.
OBJETIVO
Desarrollar condiciones de trabajo, que eviten retroceso en las primeras
3S.
APLICACIÓN
1) Estandarizar Todo
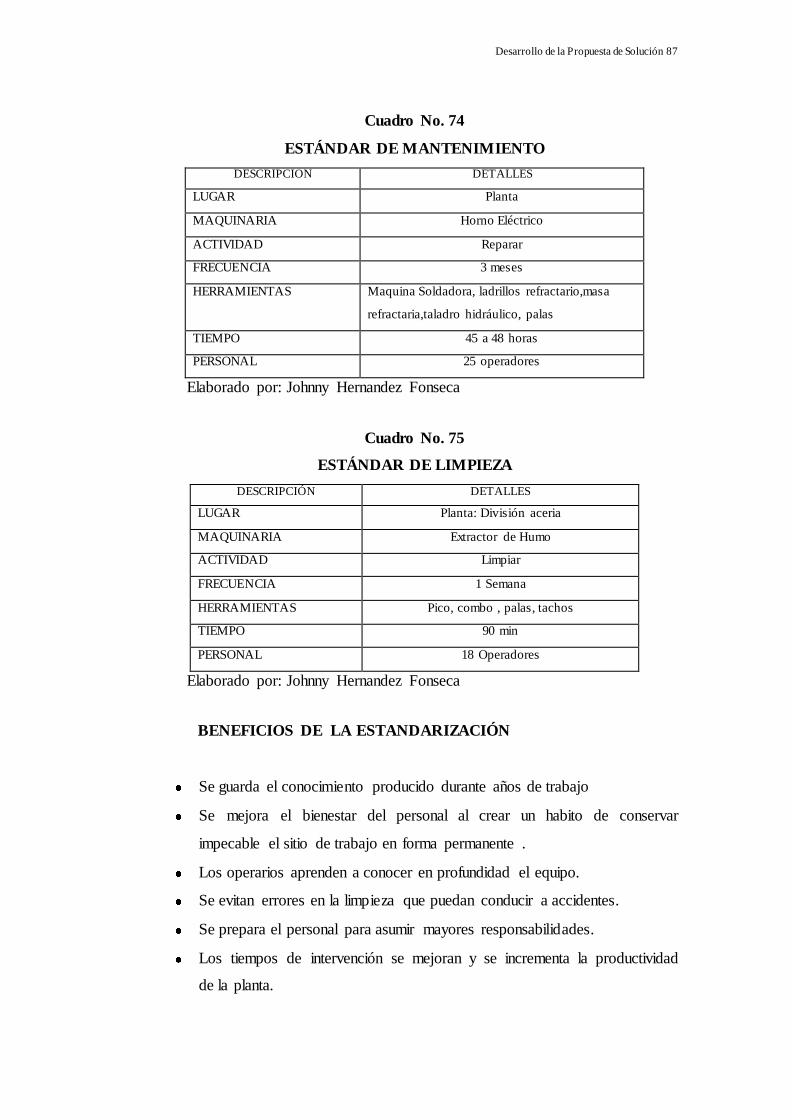
Desarrollo de la Propuesta de Solución 87
Cuadro No. 74
ESTÁNDAR DE MANTENIMIENTO
DESCRIPCION DETALLES
LUGAR Planta
MAQUINARIA Horno Eléctrico
ACTIVIDAD Reparar
FRECUENCIA 3 meses
HERRAMIENTAS Maquina Soldadora, ladrillos refractario,masa
refractaria,taladro hidráulico, palas
TIEMPO 45 a 48 horas
PERSONAL 25 operadores
Elaborado por: Johnny Hernandez Fonseca
Cuadro No. 75
ESTÁNDAR DE LIMPIEZA
DESCRIPCIÓN DETALLES
LUGAR Planta: División aceria
MAQUINARIA Extractor de Humo
ACTIVIDAD Limpiar
FRECUENCIA 1 Semana
HERRAMIENTAS Pico, combo , palas, tachos
TIEMPO 90 min
PERSONAL 18 Operadores
Elaborado por: Johnny Hernandez Fonseca
BENEFICIOS DE LA ESTANDARIZACIÓN
Se guarda el conocimiento producido durante años de trabajo
Se mejora el bienestar del personal al crear un habito de conservar
impecable el sitio de trabajo en forma permanente .
Los operarios aprenden a conocer en profundidad el equipo.
Se evitan errores en la limpieza que puedan conducir a accidentes.
Se prepara el personal para asumir mayores responsabilidades.
Los tiempos de intervención se mejoran y se incrementa la productividad
de la planta.
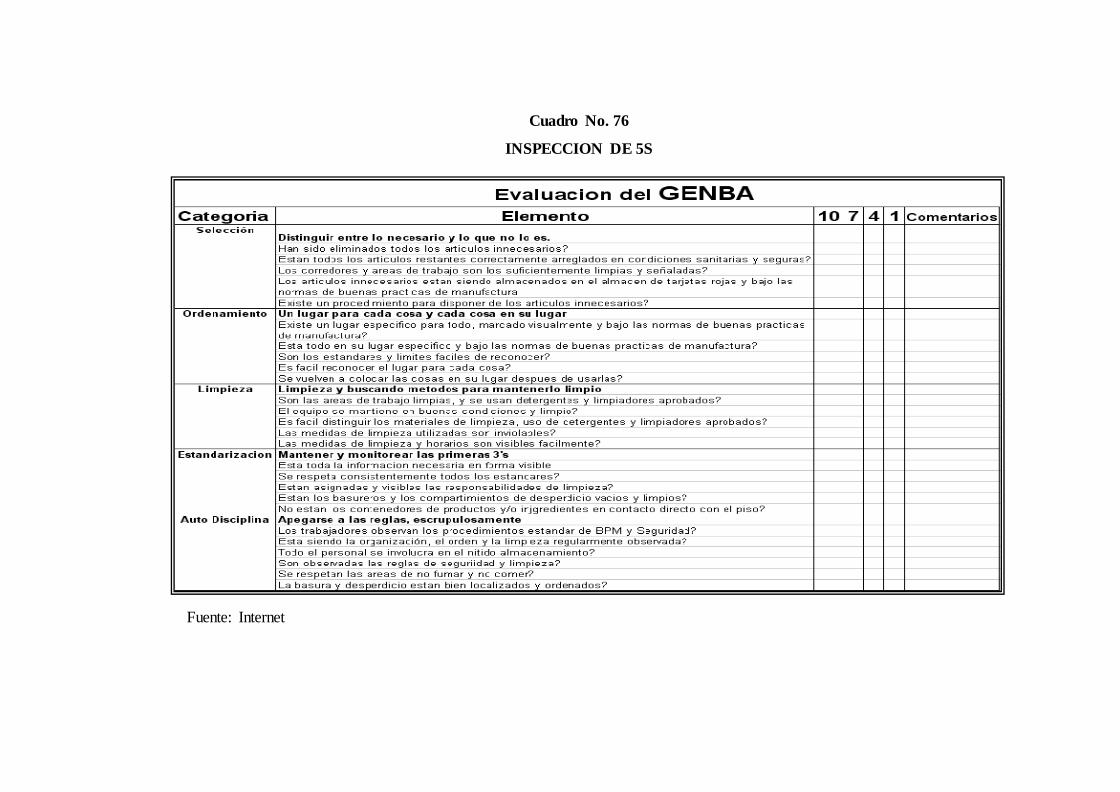
Cuadro No. 76
INSPECCION DE 5S
Fuente: Internet
Desarrollo de la Propuesta de Solución 89
DISCIPLINA
SIGNIFICADO: Crear hábitos basados en las 4s anteriores.
INTRODUCCIÓN
En la división aceria de ANDEC, la falta de disciplina al realizar las
actividades diarias han generado una improductividad del 10.5% por fallas
mecánicas y eléctricas, con el respeto de normas y estándares establecidos se
mejorara el desempeño de la planta.
OBJETIVO
Alcanzar una calidad de museo en todas las áreas de la empresa, desde
individuos hasta la organización.
APLICACIÓN
Auditar mediante formato de 5S
Se realiza una lista de chequeo al operador o departamento que haya
implementado las S. El grupo 5S es quien se encarga de auditar e
inspeccionar las mejoras.
Hacer visibles resultados de las 5S
Las mejoras realizadas por el departamento u operador, se las muestra en
lugares muy visibles dentro de la organización cómo: sala de capacitacion,
comedor y en la cartelera de los patios.
Se puede premiar al personal mediante incentivos económicos u
obsequios con el logotipo 5S cómo: gorras, pantalones, camisas, a quienes
han realizado la mejora que ha sido auditada por el grupo 5S.
Desarrollo de la Propuesta de Solución 90
BENEFICIOS DE DISCIPLINA
Se crea una cultura de sensibilidad, respeto y cuidado de los recursos de la
empresa
La disciplina es una forma de cambiar hábitos
Se siguen los estándares establecidos y existe una mayor sensibilización y
respeto entre las personas.
La moral en el trabajo se incrementa
El sitio de trabajo será un lugar donde realmente sea atractivo llegar cada
dia.
BENEFICIO DE LAS 5S
Algunos de los beneficios de las 5S son :
Mayores niveles de seguridad que redundan en una mayor motivación de
los empleados
Reducción en perdidas y mermas por producciones con defectos
Mayor calidad
Tiempos de respuesta más cortos
Aumenta la vida útil de los equipos
Genera cultura organizacional
Es más productiva
Realiza mejor sus labores de mantenimiento
Aumenta los niveles de crecimiento
Desarrollo de la Propuesta de Solución 91
4.3.3. Implementación del Programa de T.P.M.
Programa de mantenimiento preventivo
SIGNIFICADO
Es una consecución de actividades, que se realizan en un tiempo establecido,
a un equipo o maquinaria determinada, para conservar en óptimo estado, evitando
averías y paralizaciones en dicho elemento.
INTRODUCCIÓN
El programa de mantenimiento preventivo es una ideología que formula
unos principios básicos que cada persona interpreta y adecua a sus propias
necesidades, según el tipo de equipo de la división aceria: extractor de humo,
horno eléctrico, maquina de colada continua, cucharas, grúas y cestas., son los que
hacen realidad el proceso de fabricación de la palanquilla.
OBJETIVO
El P.M.P. implica implementar y buscar los recursos necesarios para
prevenir que .
Los equipos fallen
Que ocurran problemas
Que se presenten perdidas de cualquier tipo
Que se presenten accidentes
Que se presenten defectos de calidad
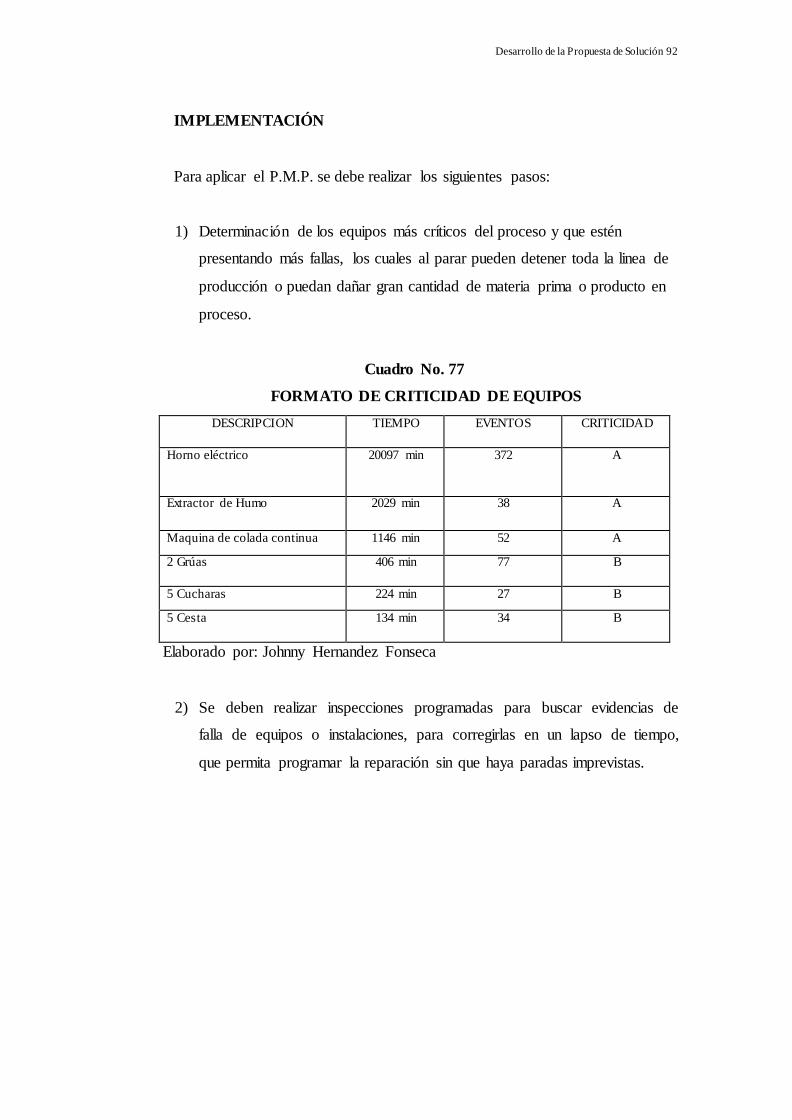
Desarrollo de la Propuesta de Solución 92
IMPLEMENTACIÓN
Para aplicar el P.M.P. se debe realizar los siguientes pasos:
1) Determinación de los equipos más críticos del proceso y que estén
presentando más fallas, los cuales al parar pueden detener toda la linea de
producción o puedan dañar gran cantidad de materia prima o producto en
proceso.
Cuadro No. 77
FORMATO DE CRITICIDAD DE EQUIPOS
DESCRIPCION TIEMPO EVENTOS CRITICIDAD
Horno eléctrico 20097 min 372 A
Extractor de Humo 2029 min 38 A
Maquina de colada continua 1146 min 52 A
2 Grúas 406 min 77 B
5 Cucharas 224 min 27 B
5 Cesta 134 min 34 B
Elaborado por: Johnny Hernandez Fonseca
2) Se deben realizar inspecciones programadas para buscar evidencias de
falla de equipos o instalaciones, para corregirlas en un lapso de tiempo,
que permita programar la reparación sin que haya paradas imprevistas.
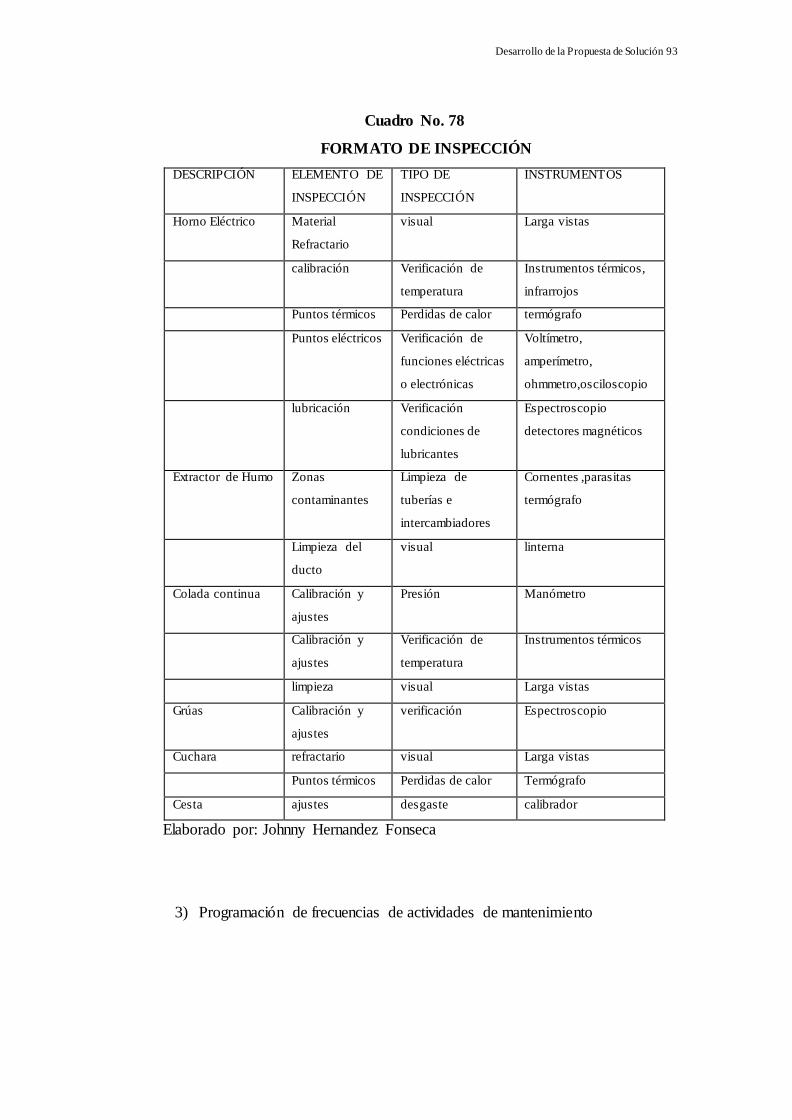
Desarrollo de la Propuesta de Solución 93
Cuadro No. 78
FORMATO DE INSPECCIÓN
DESCRIPCIÓN ELEMENTO DE
INSPECCIÓN
TIPO DE
INSPECCIÓN
INSTRUMENTOS
Horno Eléctrico Material
Refractario
visual Larga vistas
calibración Verificación de
temperatura
Instrumentos térmicos,
infrarrojos
Puntos térmicos Perdidas de calor termógrafo
Puntos eléctricos Verificación de
funciones eléctricas
o electrónicas
Voltímetro,
amperímetro,
ohmmetro,osciloscopio
lubricación Verificación
condiciones de
lubricantes
Espectroscopio
detectores magnéticos
Extractor de Humo Zonas
contaminantes
Limpieza de
tuberías e
intercambiadores
Cornentes ,parasitas
termógrafo
Limpieza del
ducto
visual linterna
Colada continua Calibración y
ajustes
Presión Manómetro
Calibración y
ajustes
Verificación de
temperatura
Instrumentos térmicos
limpieza visual Larga vistas
Grúas Calibración y
ajustes
verificación Espectroscopio
Cuchara refractario visual Larga vistas
Puntos térmicos Perdidas de calor Termógrafo
Cesta ajustes desgaste calibrador
Elaborado por: Johnny Hernandez Fonseca
3) Programación de frecuencias de actividades de mantenimiento
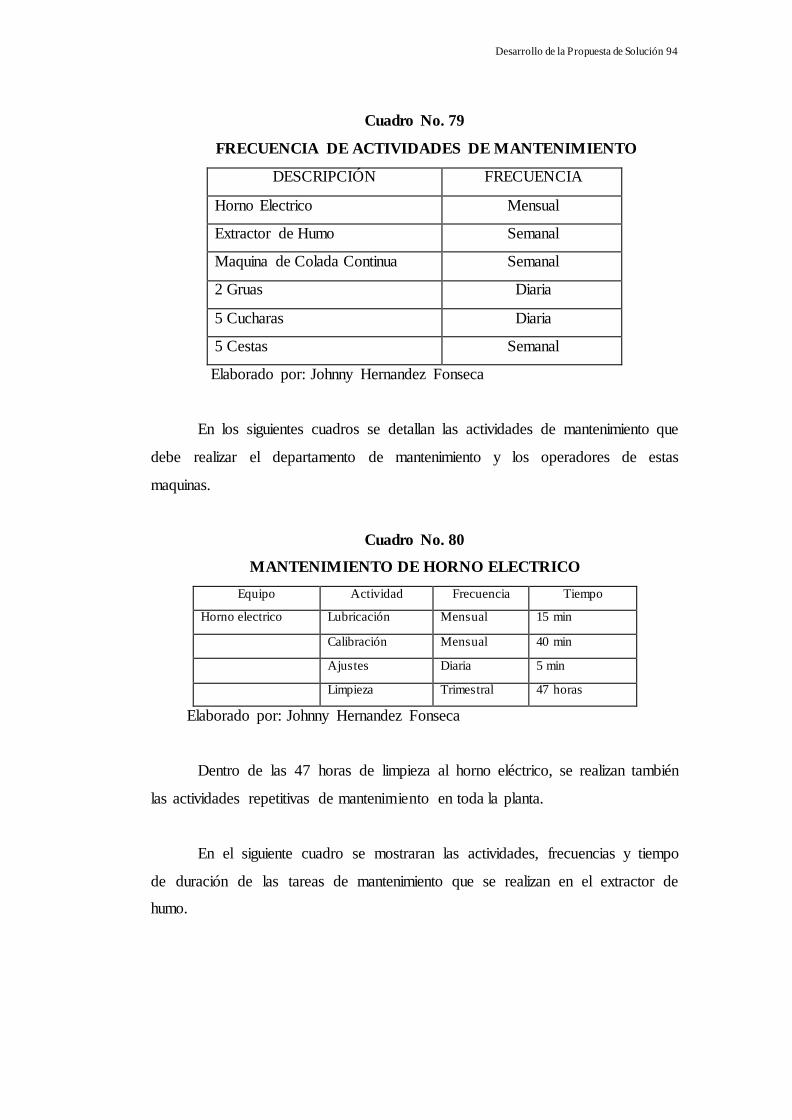
Desarrollo de la Propuesta de Solución 94
Cuadro No. 79
FRECUENCIA DE ACTIVIDADES DE MANTENIMIENTO
DESCRIPCIÓN FRECUENCIA
Horno Electrico Mensual
Extractor de Humo Semanal
Maquina de Colada Continua Semanal
2 Gruas Diaria
5 Cucharas Diaria
5 Cestas Semanal
Elaborado por: Johnny Hernandez Fonseca
En los siguientes cuadros se detallan las actividades de mantenimiento que
debe realizar el departamento de mantenimiento y los operadores de estas
maquinas.
Cuadro No. 80
MANTENIMIENTO DE HORNO ELECTRICO
Equipo Actividad Frecuencia Tiempo
Horno electrico Lubricación Mensual 15 min
Calibración Mensual 40 min
Ajustes Diaria 5 min
Limpieza Trimestral 47 horas
Elaborado por: Johnny Hernandez Fonseca
Dentro de las 47 horas de limpieza al horno eléctrico, se realizan también
las actividades repetitivas de mantenimiento en toda la planta.
En el siguiente cuadro se mostraran las actividades, frecuencias y tiempo
de duración de las tareas de mantenimiento que se realizan en el extractor de
humo.
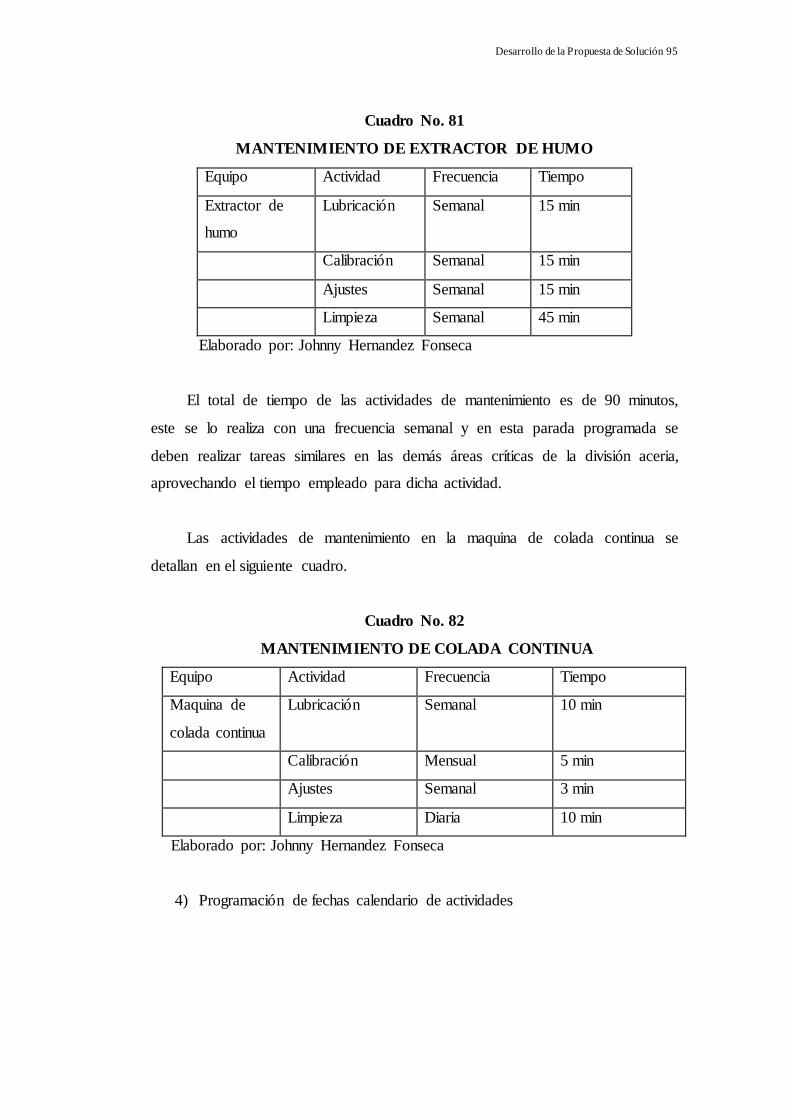
Desarrollo de la Propuesta de Solución 95
Cuadro No. 81
MANTENIMIENTO DE EXTRACTOR DE HUMO
Equipo Actividad Frecuencia Tiempo
Extractor de
humo
Lubricación Semanal 15 min
Calibración Semanal 15 min
Ajustes Semanal 15 min
Limpieza Semanal 45 min
Elaborado por: Johnny Hernandez Fonseca
El total de tiempo de las actividades de mantenimiento es de 90 minutos,
este se lo realiza con una frecuencia semanal y en esta parada programada se
deben realizar tareas similares en las demás áreas críticas de la división aceria,
aprovechando el tiempo empleado para dicha actividad.
Las actividades de mantenimiento en la maquina de colada continua se
detallan en el siguiente cuadro.
Cuadro No. 82
MANTENIMIENTO DE COLADA CONTINUA
Equipo Actividad Frecuencia Tiempo
Maquina de
colada continua
Lubricación Semanal 10 min
Calibración Mensual 5 min
Ajustes Semanal 3 min
Limpieza Diaria 10 min
Elaborado por: Johnny Hernandez Fonseca
4) Programación de fechas calendario de actividades
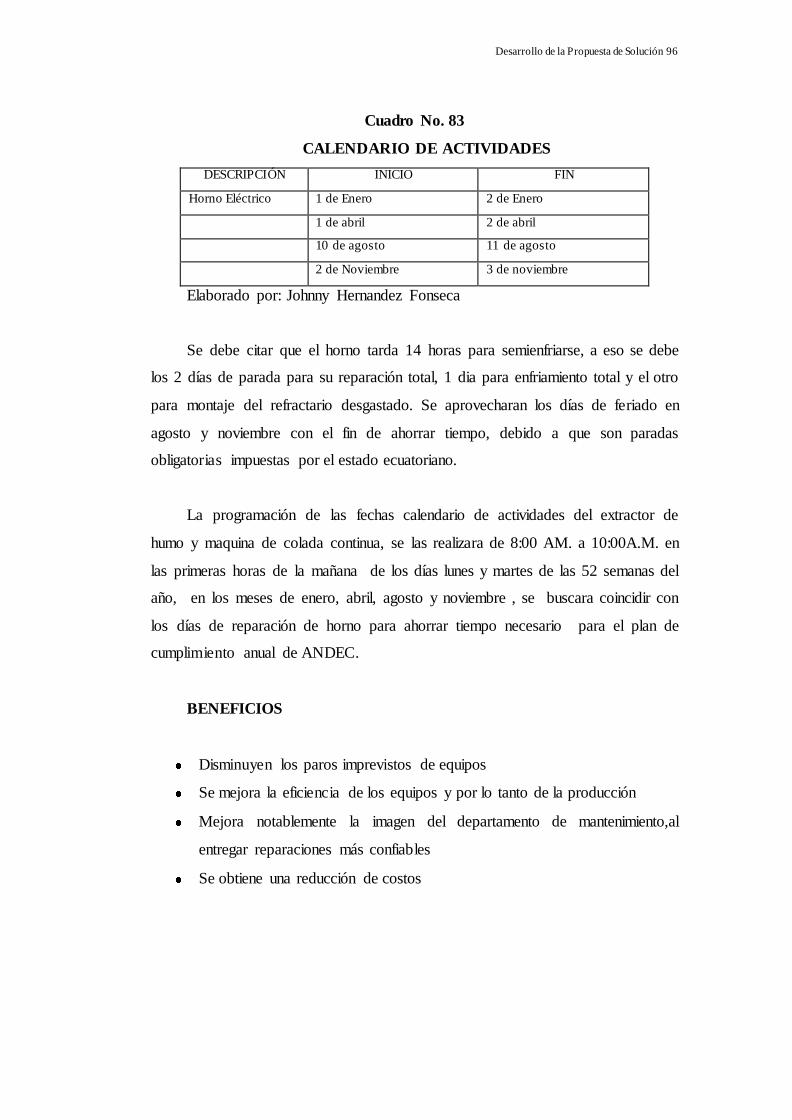
Desarrollo de la Propuesta de Solución 96
Cuadro No. 83
CALENDARIO DE ACTIVIDADES
DESCRIPCIÓN INICIO FIN
Horno Eléctrico 1 de Enero 2 de Enero
1 de abril 2 de abril
10 de agosto 11 de agosto
2 de Noviembre 3 de noviembre
Elaborado por: Johnny Hernandez Fonseca
Se debe citar que el horno tarda 14 horas para semienfriarse, a eso se debe
los 2 días de parada para su reparación total, 1 dia para enfriamiento total y el otro
para montaje del refractario desgastado. Se aprovecharan los días de feriado en
agosto y noviembre con el fin de ahorrar tiempo, debido a que son paradas
obligatorias impuestas por el estado ecuatoriano.
La programación de las fechas calendario de actividades del extractor de
humo y maquina de colada continua, se las realizara de 8:00 AM. a 10:00A.M. en
las primeras horas de la mañana de los días lunes y martes de las 52 semanas del
año, en los meses de enero, abril, agosto y noviembre , se buscara coincidir con
los días de reparación de horno para ahorrar tiempo necesario para el plan de
cumplimiento anual de ANDEC.
BENEFICIOS
Disminuyen los paros imprevistos de equipos
Se mejora la eficiencia de los equipos y por lo tanto de la producción
Mejora notablemente la imagen del departamento de mantenimiento,al
entregar reparaciones más confiables
Se obtiene una reducción de costos
Desarrollo de la Propuesta de Solución 97
4.3.4. Programa de Incentivo
El programa de incentivo propuesto va a permitir aumentar el nivel de
productividad actual y crear una mentalidad grupal dentro de la división aceria
,mas aun cuando serán premiados a corto y largo plazo por su esfuerzo laboral .
El plan de incentivo escogido es la Administración por objetivo (APO)
ADMINISTRACION POR OBJETIVOS
A medida que los objetivos se van cumpliendo los trabajadores sentiran una
motivación extra, buscaran mejorar y podran ir conociendo su desempeño dentro
de la empresa.
El incentivo por objetivo (IPO) permitirá aumentar los beneficios de la
empresa y disminuir el porcentaje actual de perdida ocasionadas por
interrupciones operacionales.
# de trabajadores = 45 operadores
Sueldo = $250/mes
$250 * 5% = $12.5
$12.5 x 45 operadores= $562.5/mes
$562.5/mes x 12 meses/año = $6.750/año
El Programa de Incentivo considera un bono del 5% del sueldo mensual
por cada punto de acrecentamiento de la productividad del mes, el 5% del
incentivo se basa en el aumento del sueldo básico, que se encuentra estipulado en
el contrato laboral interno de la empresa.
Desarrollo de la Propuesta de Solución 98
PLAN DE INCENTIVO
Programas de pagos de incentivos
Un aumento de salarios por méritos es un aumento en la tarifa horaria o en el
salario de un empleado como premio por una actuación superior. Una
gratificación por actuación es un pago en el efectivo por una actuación superior
durante un periodo especificado.
La tarifa por pieza esta basada en la producción de un empleado. El
empleado recibe un a cierta cantidad de dinero establecida para cada unidad de
producción por encima de cierto estándar o cuota. Una comisión es similar al pago
por pieza, pero se utiliza para el personal de ventas más que para los de
producción. Los empleados perciben un porcentaje del volumen de ventas
exitosas.
Un incentivo por la actuación de grupo, el premio esta basado en una
medición de la ejecución por parte del grupo más que sobre la actuación de cada
miembro del mismo. Los miembros del grupo participan del premio en forma
igual o en proporción a sus tarifas de pagos por hora.
4.3.5. Contratación de un Coach
SIGNIFICADO
Es un entrenador que tiene la finalidad de desarrollar el potencial de las
personas, de forma metódica, estructurada y eficaz
INTRODUCCIÓN
Desarrollo de la Propuesta de Solución 99
El coach realiza en las empresas un entrenamiento (Coaching) ,centrado en
las posibilidades de futuro , no en los errores del pasado , ni en el rendimiento
actual.
Para obtener lo mejor de las personas, el coach debe creer en su potencial, ya
que las creencias sobre las capacidades de los otros tienen un impacto directo
sobre tu actuación.
OBJETIVO
Buscar el mejor rendimiento de los colaboradores de la empresa.
APLICACIÓN
Coaching Personalizado ------------------ Sesiones de desarrollo directivo
Las sesiones de Coaching personalizado en ANDEC, abordan situaciones de
ayuda y desarrollo potencial a jefes de área .El coach intervendrá en situaciones
cómo: toma de decisiones, conflictos estrés y búsqueda de recursos .Esta dirigido
alas siguientes personas:
Jefe de división aceria
Jefe de departamento de mantenimiento mecánico
Jefe de patios
Jefe de producción
Jefe de extractor de humos
Jefe de departamento de mantenimiento eléctrico
Coaching Grupal ---------------------------- Dinamizacion de Equipos
Desarrollo de la Propuesta de Solución 100
Las sesiones de Coaching grupal en ANDEC en su división aceria , tiene
cómo objetivo dinamizar a un grupo de `personas ,asociando a jefes y operarios ,
donde el coach intervendrá en situaciones cómo : solución de problemas
,situaciones de creatividad y conflictos.Este va dirigido a las siguientes personas:
JEFES DE TURNO Y OPERADORES
BENEFICIOS DEL COACHING
Aporta valor a la organización
Mejora el rendimiento de los colaboradores
Desarrolla el potencial de los clientes internos
Mejora las relaciones directivo – colaborador
Fomenta el liderazgo
Refuerza la autoestima
4.4. Factibilidad de la Propuesta
Las propuestas escogidas son técnicamente factibles, son soluciones
prácticas y fiables para la organización, muy necesarias para la resolución de
problemas de la división aceria en la planta industrial de ANDEC.
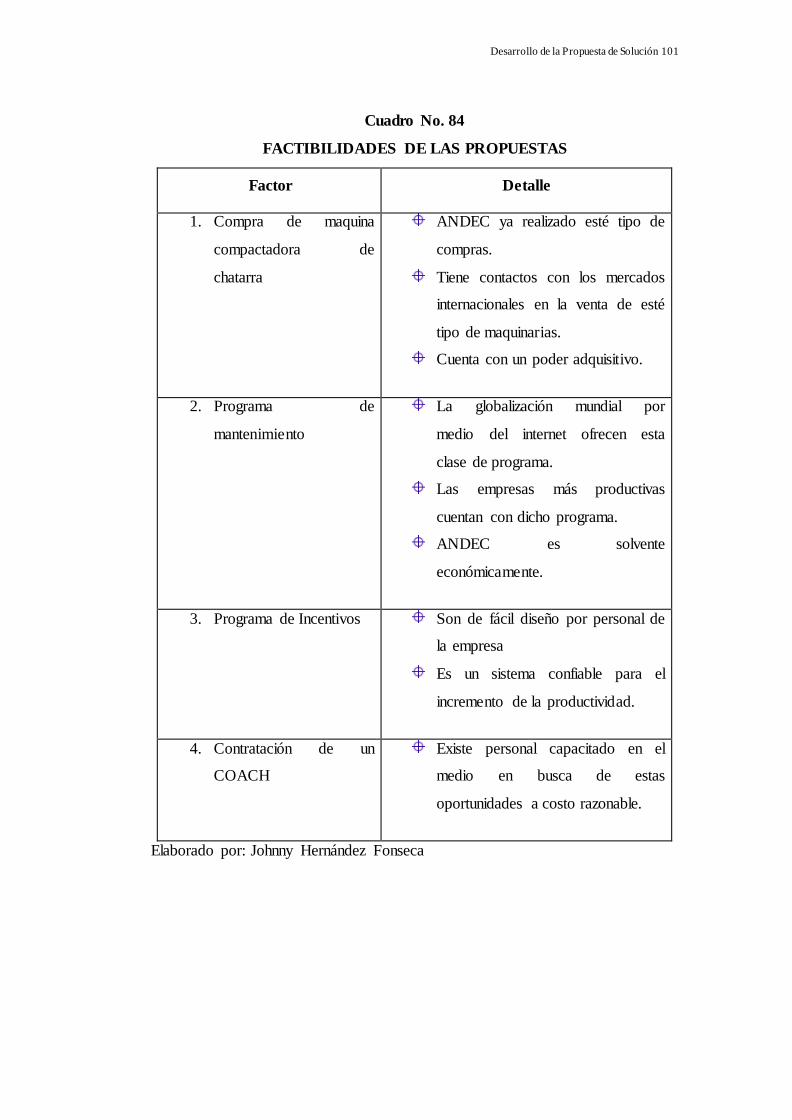
Desarrollo de la Propuesta de Solución 101
Cuadro No. 84
FACTIBILIDADES DE LAS PROPUESTAS
Factor Detalle
1. Compra de maquina
compactadora de
chatarra
ANDEC ya realizado esté tipo de
compras.
Tiene contactos con los mercados
internacionales en la venta de esté
tipo de maquinarias.
Cuenta con un poder adquisitivo.
2. Programa de
mantenimiento
La globalización mundial por
medio del internet ofrecen esta
clase de programa.
Las empresas más productivas
cuentan con dicho programa.
ANDEC es solvente
económicamente.
3. Programa de Incentivos Son de fácil diseño por personal de
la empresa
Es un sistema confiable para el
incremento de la productividad.
4. Contratación de un
COACH
Existe personal capacitado en el
medio en busca de estas
oportunidades a costo razonable.
Elaborado por: Johnny Hernández Fonseca
Desarrollo de la Propuesta de Solución 102
4.6. Aporte e Incidencia de la Propuesta en el Desarrollo
Las alternativas de solución propuestas son una ayuda que beneficiara a la
empresa de la siguiente manera:
o Mayor productividad de la planta.
o Disminución de tiempos improductivos en el proceso.
o Reducción de averías.
o Reducción de accidentes.
o Mejor eficiencia operativa.
o Más motivación en el ambiente laboral.
o Alcanzar estándares internacionales de productividad.
o La organización será más rentable.
o Disminuirán las interrupciones en la planta.
o Mayor aprovechamiento de los recursos existentes.
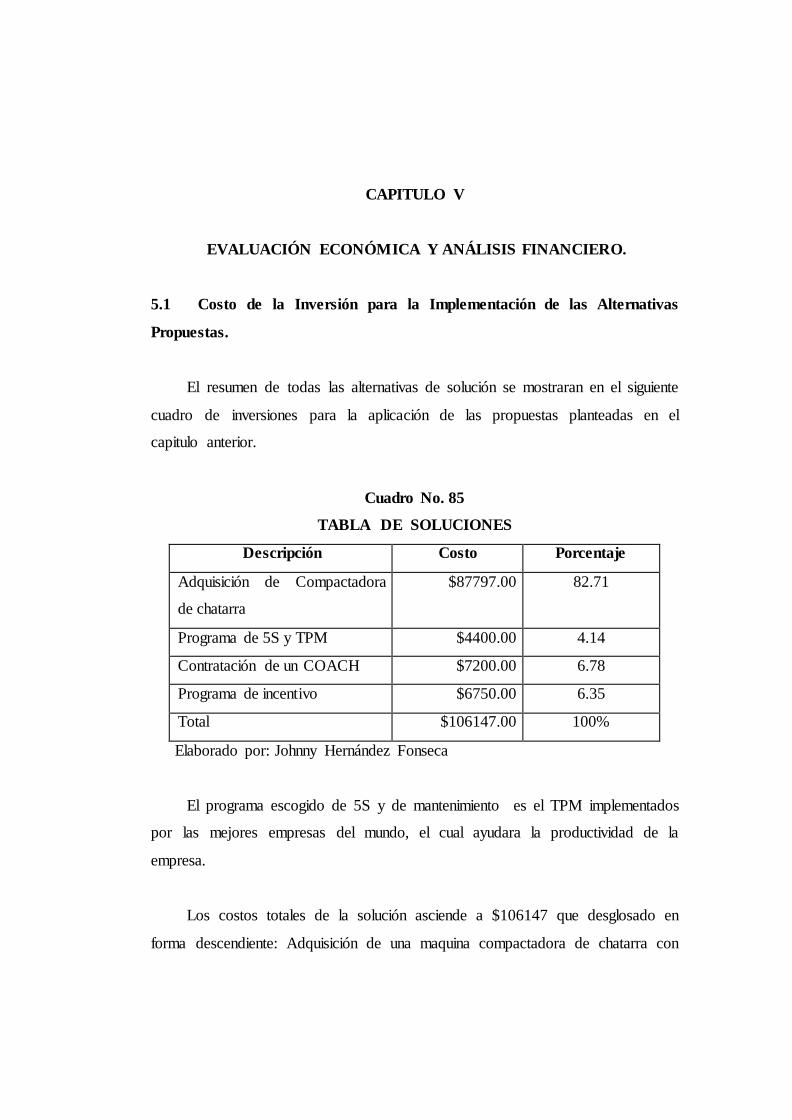
CAPITULO V
EVALUACIÓN ECONÓMICA Y ANÁLISIS FINANCIERO.
5.1 Costo de la Inversión para la Implementación de las Alternativas
Propuestas.
El resumen de todas las alternativas de solución se mostraran en el siguiente
cuadro de inversiones para la aplicación de las propuestas planteadas en el
capitulo anterior.
Cuadro No. 85
TABLA DE SOLUCIONES
Descripción Costo Porcentaje
Adquisición de Compactadora
de chatarra
$87797.00 82.71
Programa de 5S y TPM $4400.00 4.14
Contratación de un COACH $7200.00 6.78
Programa de incentivo $6750.00 6.35
Total $106147.00 100%
Elaborado por: Johnny Hernández Fonseca
El programa escogido de 5S y de mantenimiento es el TPM implementados
por las mejores empresas del mundo, el cual ayudara la productividad de la
empresa.
Los costos totales de la solución asciende a $106147 que desglosado en
forma descendiente: Adquisición de una maquina compactadora de chatarra con
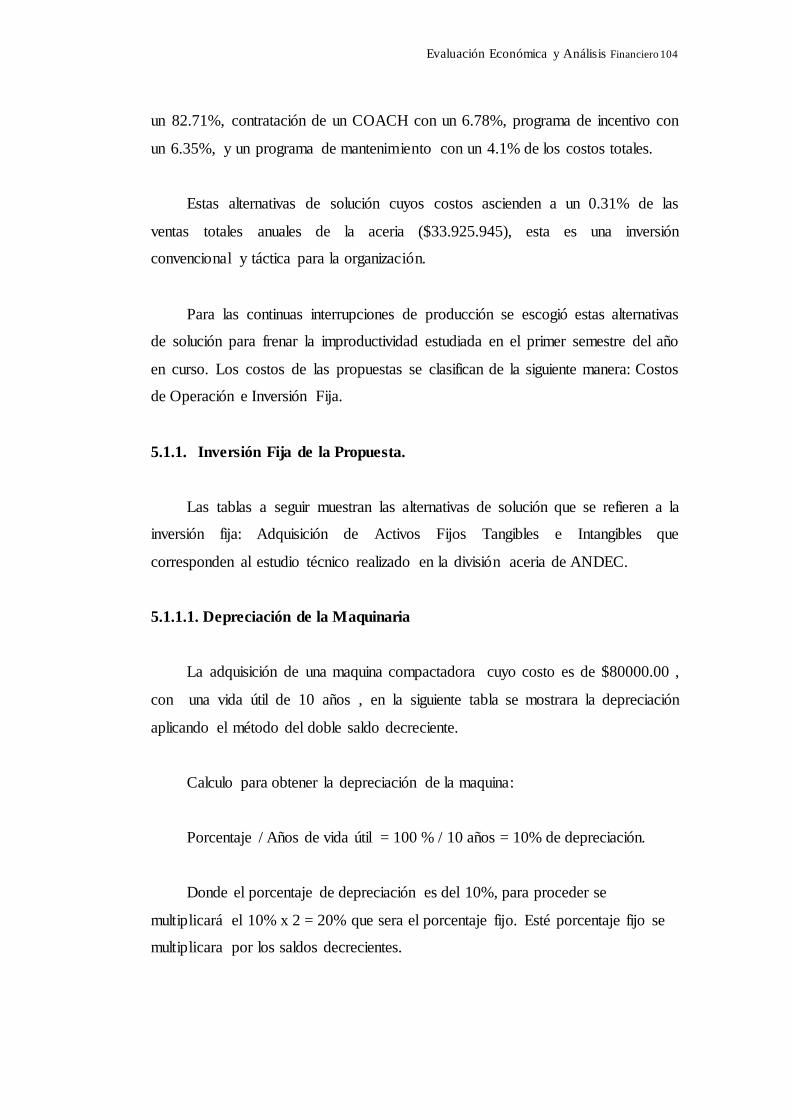
Evaluación Económica y Análisis Financiero 104
un 82.71%, contratación de un COACH con un 6.78%, programa de incentivo con
un 6.35%, y un programa de mantenimiento con un 4.1% de los costos totales.
Estas alternativas de solución cuyos costos ascienden a un 0.31% de las
ventas totales anuales de la aceria ($33.925.945), esta es una inversión
convencional y táctica para la organización.
Para las continuas interrupciones de producción se escogió estas alternativas
de solución para frenar la improductividad estudiada en el primer semestre del año
en curso. Los costos de las propuestas se clasifican de la siguiente manera: Costos
de Operación e Inversión Fija.
5.1.1. Inversión Fija de la Propuesta.
Las tablas a seguir muestran las alternativas de solución que se refieren a la
inversión fija: Adquisición de Activos Fijos Tangibles e Intangibles que
corresponden al estudio técnico realizado en la división aceria de ANDEC.
5.1.1.1. Depreciación de la Maquinaria
La adquisición de una maquina compactadora cuyo costo es de $80000.00 ,
con una vida útil de 10 años , en la siguiente tabla se mostrara la depreciación
aplicando el método del doble saldo decreciente.
Calculo para obtener la depreciación de la maquina:
Porcentaje / Años de vida útil = 100 % / 10 años = 10% de depreciación.
Donde el porcentaje de depreciación es del 10%, para proceder se
multiplicará el 10% x 2 = 20% que sera el porcentaje fijo. Esté porcentaje fijo se
multiplicara por los saldos decrecientes.
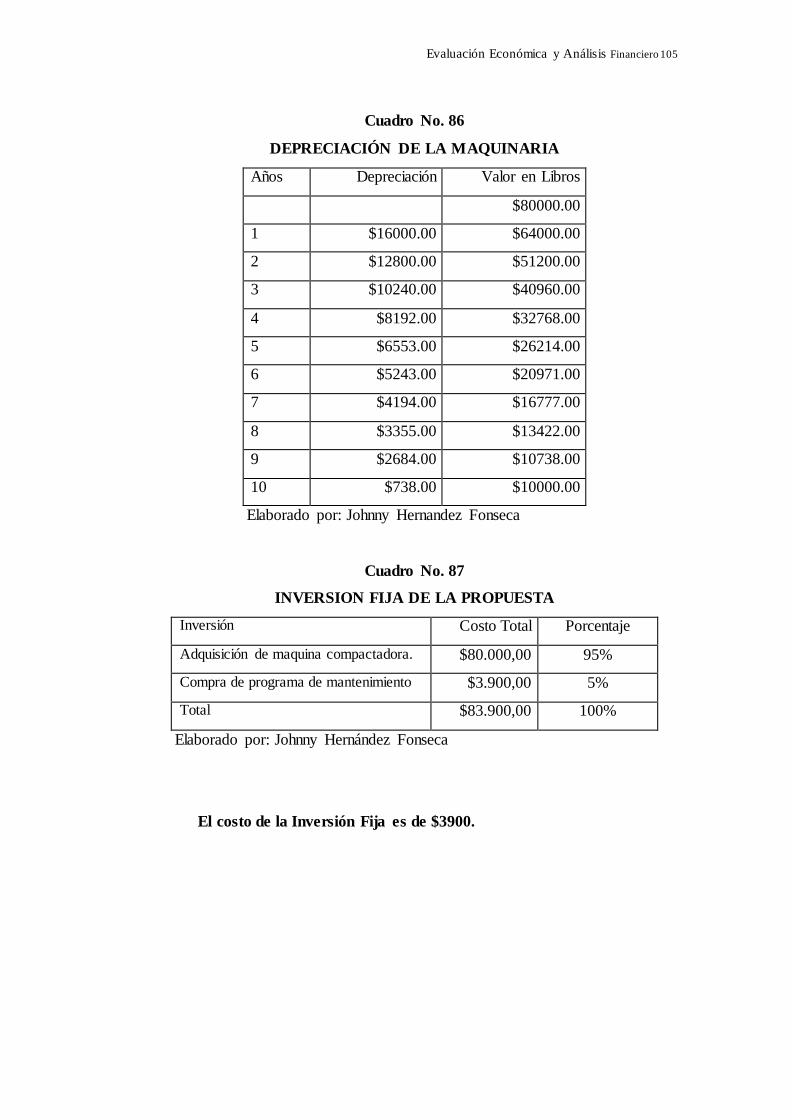
Evaluación Económica y Análisis Financiero 105
Cuadro No. 86
DEPRECIACIÓN DE LA MAQUINARIA
Años Depreciación Valor en Libros
$80000.00
1 $16000.00 $64000.00
2 $12800.00 $51200.00
3 $10240.00 $40960.00
4 $8192.00 $32768.00
5 $6553.00 $26214.00
6 $5243.00 $20971.00
7 $4194.00 $16777.00
8 $3355.00 $13422.00
9 $2684.00 $10738.00
10 $738.00 $10000.00
Elaborado por: Johnny Hernandez Fonseca
Cuadro No. 87
INVERSION FIJA DE LA PROPUESTA
Inversión Costo Total Porcentaje
Adquisición de maquina compactadora. $80.000,00 95%
Compra de programa de mantenimiento $3.900,00 5%
Total $83.900,00 100%
Elaborado por: Johnny Hernández Fonseca
El costo de la Inversión Fija es de $3900.
Evaluación Económica y Análisis Financiero 106
5.1.2. Costos de Operación.
En las siguientes tablas mostraremos los costos que involucran al recurso
humano cómo alternativas de solución a las interrupciones analizadas en el
capitulo anterior.
Cuadro No. 88
COSTOS DE OPERACIÓN
Descripción Costo Porcentaje
Contratación de un COACH $7200,00 30.70
Instructor de programa de 5 S y TPM $500,00 2.13
Combustible $4197.00 17.89
Programa de incentivo $6750,00 28.78
Contratación de un operador de maquina. $4800,00 20.47
Total $23447,00 100%
Elaborado por: Johnny Hernández Fonseca
Los costos de operación ascienden a $23.447,00
Cuadro No. 89
COSTOS TOTALES ANUALES DE LA PROPUESTA
Descripción Costo Porcentaje
Inversión Fija $83.900,00 78.15%
Costos de Operación $23447,00 21.85%
Total $107347,00 100%
Elaborado por: Johnny Hernández Fonseca
Los costos totales anuales de la propuesta ascienden a $107347,00
Evaluación Económica y Análisis Financiero 107
5.2. Plan de Inversión /Financiamiento de la Propuesta.
El plan de inversión de la propuesta es su pago al contado debido a que la
empresa cuenta con solvencia económica, la empresa recibe descuentos especiales
de sus proveedores en compras al contado. Los mismos que llevan la maquinaria a
la empresa cómo servicio especial.
La alternativa de financiamiento es una solicitud de 60 días plazo a los
proveedores por los costos totales de la inversion fija la cantidad de $83900 con
forma de pago mensual y una tasa de interés del 6% anual , debido a los vínculos
existentes con el BANCO RUMIÑAHUI perteneciente a la misma corporación de
empresas del HOLDING DINE.
Cuadro No. 90
FINANCIAMIENTO DE LA PROPUESTA
Descripción Valores
Crédito solicitado $83900
Tasa de interés anual 6%
Tasa de interés mensual 6% / 12
Tasa de interés mensual 0.5%
Elaborado por: Johnny Hernández Fonseca
Calculando el pago de los dos meses tenemos:
Pago = (83900) (0.5%) (1+0.5%)²
(1+0.5%)²-1
Pago = $42.370
Cómo son dos meses de pago total:
$42370 x 2 = $84740.00
El interés ganado en dos meses fue de: $84740.00
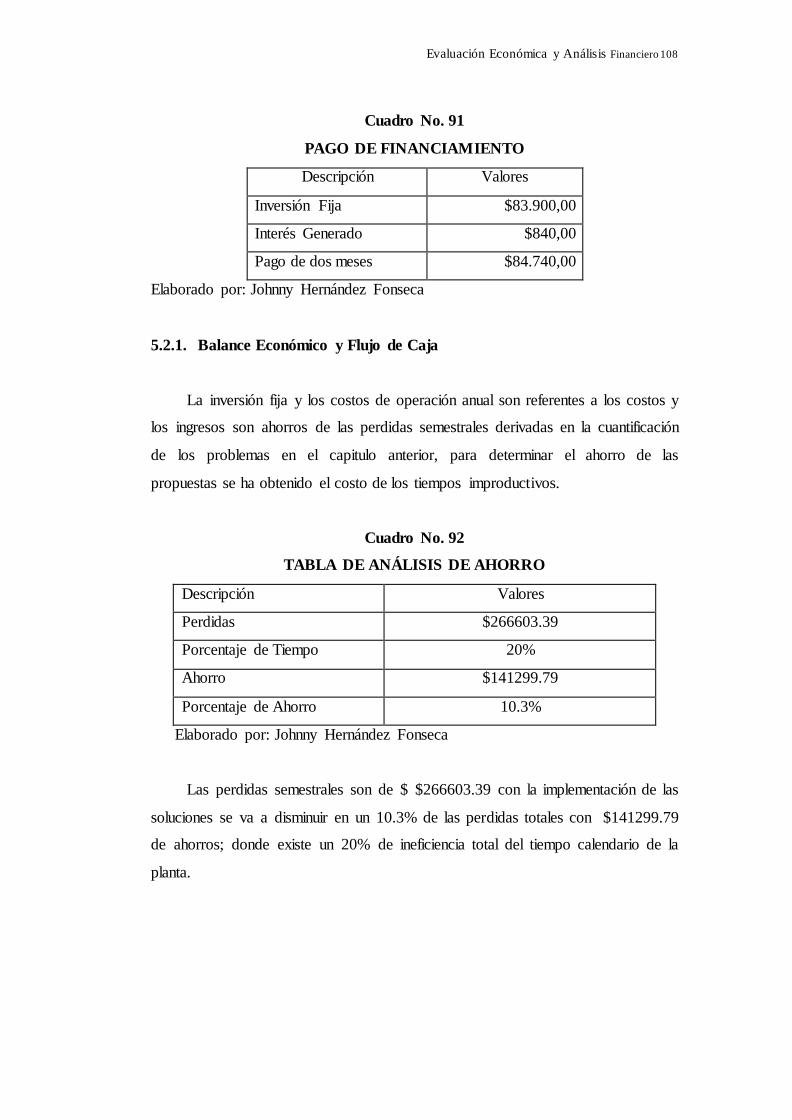
Evaluación Económica y Análisis Financiero 108
Cuadro No. 91
PAGO DE FINANCIAMIENTO
Descripción Valores
Inversión Fija $83.900,00
Interés Generado $840,00
Pago de dos meses $84.740,00
Elaborado por: Johnny Hernández Fonseca
5.2.1. Balance Económico y Flujo de Caja
La inversión fija y los costos de operación anual son referentes a los costos y
los ingresos son ahorros de las perdidas semestrales derivadas en la cuantificación
de los problemas en el capitulo anterior, para determinar el ahorro de las
propuestas se ha obtenido el costo de los tiempos improductivos.
Cuadro No. 92
TABLA DE ANÁLISIS DE AHORRO
Descripción Valores
Perdidas $266603.39
Porcentaje de Tiempo 20%
Ahorro $141299.79
Porcentaje de Ahorro 10.3%
Elaborado por: Johnny Hernández Fonseca
Las perdidas semestrales son de $ $266603.39 con la implementación de las
soluciones se va a disminuir en un 10.3% de las perdidas totales con $141299.79
de ahorros; donde existe un 20% de ineficiencia total del tiempo calendario de la
planta.
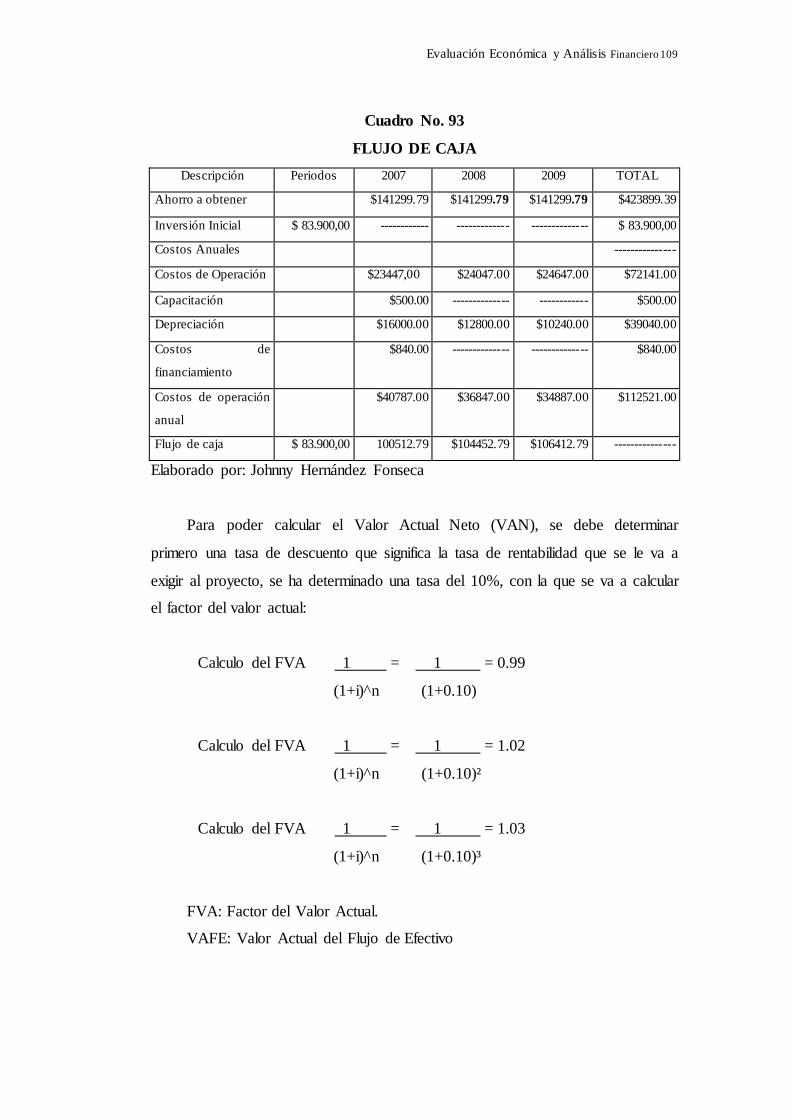
Evaluación Económica y Análisis Financiero 109
Cuadro No. 93
FLUJO DE CAJA
Descripción Periodos 2007 2008 2009 TOTAL
Ahorro a obtener $141299.79 $141299.79 $141299.79 $423899.39
Inversión Inicial $ 83.900,00 ------------ ------------- -------------- $ 83.900,00
Costos Anuales ---------------
Costos de Operación $23447,00 $24047.00 $24647.00 $72141.00
Capacitación $500.00 -------------- ------------ $500.00
Depreciación $16000.00 $12800.00 $10240.00 $39040.00
Costos de
financiamiento
$840.00 -------------- -------------- $840.00
Costos de operación
anual
$40787.00 $36847.00 $34887.00 $112521.00
Flujo de caja $ 83.900,00 100512.79 $104452.79 $106412.79 ---------------
Elaborado por: Johnny Hernández Fonseca
Para poder calcular el Valor Actual Neto (VAN), se debe determinar
primero una tasa de descuento que significa la tasa de rentabilidad que se le va a
exigir al proyecto, se ha determinado una tasa del 10%, con la que se va a calcular
el factor del valor actual:
Calculo del FVA 1 = 1 = 0.99
(1+i)^n (1+0.10)
Calculo del FVA 1 = 1 = 1.02
(1+i)^n (1+0.10)²
Calculo del FVA 1 = 1 = 1.03
(1+i)^n (1+0.10)³
FVA: Factor del Valor Actual.
VAFE: Valor Actual del Flujo de Efectivo
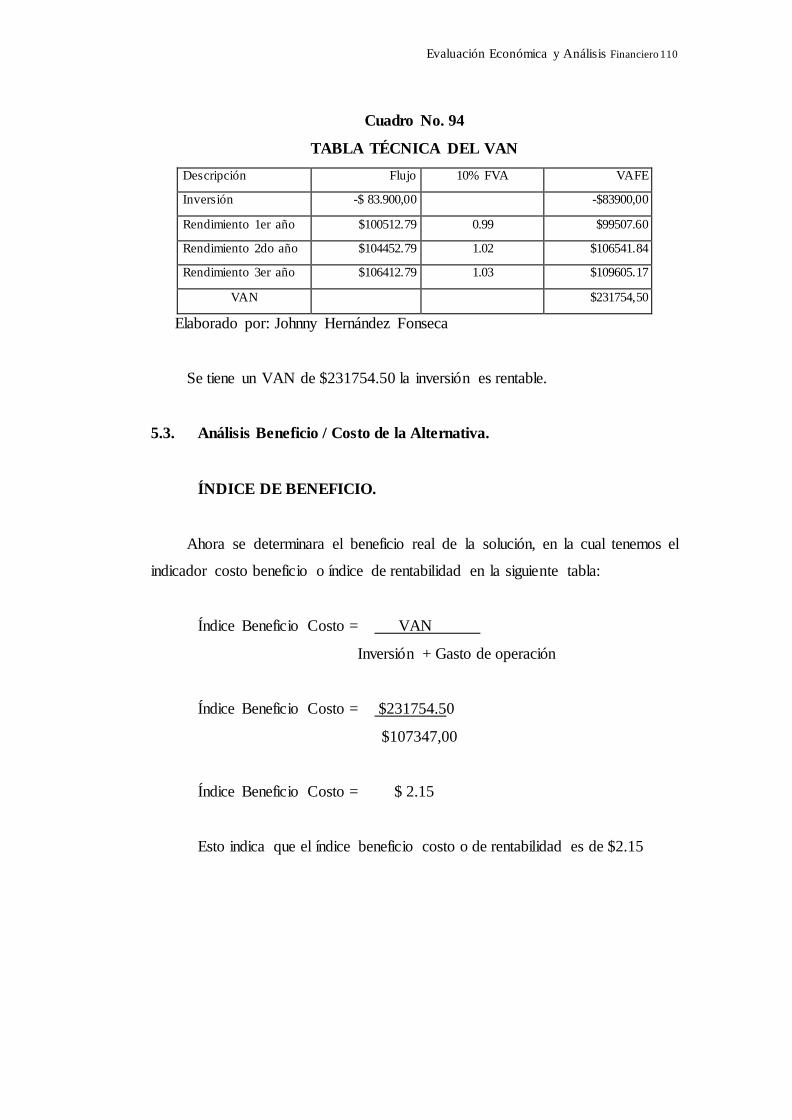
Evaluación Económica y Análisis Financiero 110
Cuadro No. 94
TABLA TÉCNICA DEL VAN
Descripción Flujo 10% FVA VAFE
Inversión -$ 83.900,00 -$83900,00
Rendimiento 1er año $100512.79 0.99 $99507.60
Rendimiento 2do año $104452.79 1.02 $106541.84
Rendimiento 3er año $106412.79 1.03 $109605.17
VAN $231754,50
Elaborado por: Johnny Hernández Fonseca
Se tiene un VAN de $231754.50 la inversión es rentable.
5.3. Análisis Beneficio / Costo de la Alternativa.
ÍNDICE DE BENEFICIO.
Ahora se determinara el beneficio real de la solución, en la cual tenemos el
indicador costo beneficio o índice de rentabilidad en la siguiente tabla:
Índice Beneficio Costo = VAN
Inversión + Gasto de operación
Índice Beneficio Costo = $231754.50
$107347,00
Índice Beneficio Costo = $ 2.15
Esto indica que el índice beneficio costo o de rentabilidad es de $2.15
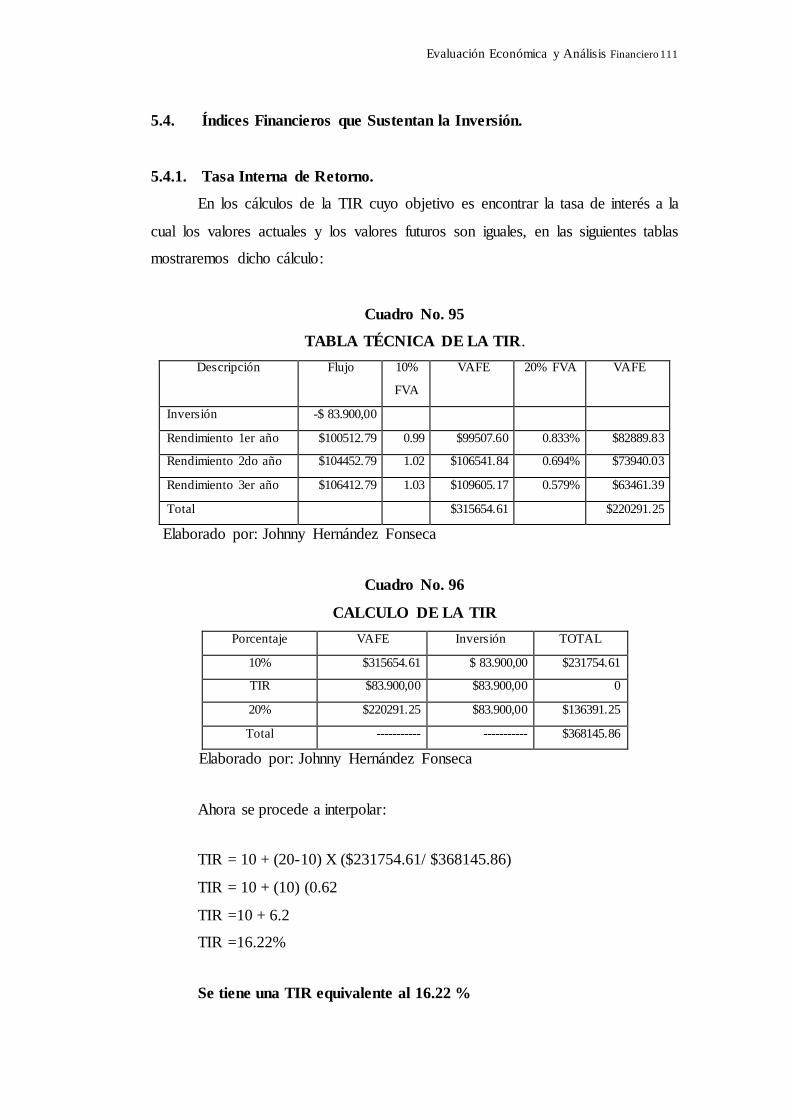
Evaluación Económica y Análisis Financiero 111
5.4. Índices Financieros que Sustentan la Inversión.
5.4.1. Tasa Interna de Retorno.
En los cálculos de la TIR cuyo objetivo es encontrar la tasa de interés a la
cual los valores actuales y los valores futuros son iguales, en las siguientes tablas
mostraremos dicho cálculo:
Cuadro No. 95
TABLA TÉCNICA DE LA TIR.
Descripción Flujo 10%
FVA
VAFE 20% FVA VAFE
Inversión -$ 83.900,00
Rendimiento 1er año $100512.79 0.99 $99507.60 0.833% $82889.83
Rendimiento 2do año $104452.79 1.02 $106541.84 0.694% $73940.03
Rendimiento 3er año $106412.79 1.03 $109605.17 0.579% $63461.39
Total $315654.61 $220291.25
Elaborado por: Johnny Hernández Fonseca
Cuadro No. 96
CALCULO DE LA TIR
Porcentaje VAFE Inversión TOTAL
10% $315654.61 $ 83.900,00 $231754.61
TIR $83.900,00 $83.900,00 0
20% $220291.25 $83.900,00 $136391.25
Total ----------- ----------- $368145.86
Elaborado por: Johnny Hernández Fonseca
Ahora se procede a interpolar:
TIR = 10 + (20-10) X ($231754.61/ $368145.86)
TIR = 10 + (10) (0.62
TIR =10 + 6.2
TIR =16.22%
Se tiene una TIR equivalente al 16.22 %
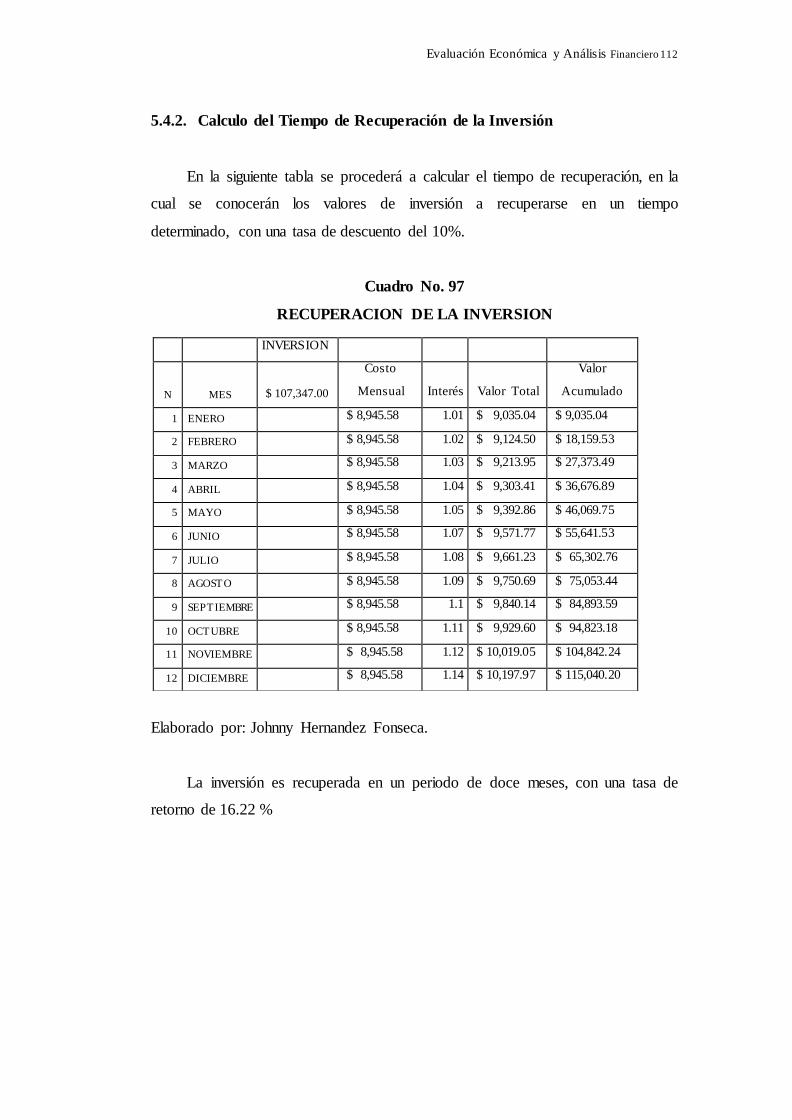
Evaluación Económica y Análisis Financiero 112
5.4.2. Calculo del Tiempo de Recuperación de la Inversión
En la siguiente tabla se procederá a calcular el tiempo de recuperación, en la
cual se conocerán los valores de inversión a recuperarse en un tiempo
determinado, con una tasa de descuento del 10%.
Cuadro No. 97
RECUPERACION DE LA INVERSION
Elaborado por: Johnny Hernandez Fonseca.
La inversión es recuperada en un periodo de doce meses, con una tasa de
retorno de 16.22 %
INVERSION
N MES $ 107,347.00
Costo
Mensual Interés Valor Total
Valor
Acumulado
1 ENERO $ 8,945.58 1.01 $ 9,035.04 $ 9,035.04
2 FEBRERO $ 8,945.58 1.02 $ 9,124.50 $ 18,159.53
3 MARZO $ 8,945.58 1.03 $ 9,213.95 $ 27,373.49
4 ABRIL $ 8,945.58 1.04 $ 9,303.41 $ 36,676.89
5 MAYO $ 8,945.58 1.05 $ 9,392.86 $ 46,069.75
6 JUNIO $ 8,945.58 1.07 $ 9,571.77 $ 55,641.53
7 JULIO $ 8,945.58 1.08 $ 9,661.23 $ 65,302.76
8 AGOSTO $ 8,945.58 1.09 $ 9,750.69 $ 75,053.44
9 SEPTIEMBRE $ 8,945.58 1.1 $ 9,840.14 $ 84,893.59
10 OCTUBRE $ 8,945.58 1.11 $ 9,929.60 $ 94,823.18
11 NOVIEMBRE $ 8,945.58 1.12 $ 10,019.05 $ 104,842.24
12 DICIEMBRE $ 8,945.58 1.14 $ 10,197.97 $ 115,040.20
CAPITULO VI
PROGRAMACIÓN Y PUESTA EN MARCHA
6.1. PUESTA EN MARCHA
Las 5S busca implementar una cultura de tener un lugar digno y seguro
donde trabajar, mientras que el Programa de Mantenimiento Preventivo (P.M.P.)
buscando evitar averías y paradas no programadas, por lo tanto se pueden realizar
en forma paralela el P.M.P.y el 5S, la participación del COACH en la empresa
será de forma periódica en la división aceria ,al igual que el plan de incentivos.
La puesta en marcha de las 5S esta proyectada de la siguiente manera:
Primera Etapa.
SEIRI = CLASIFICAR.
SEITON = ORDEN
SEISO = LIMPIEZA
Segunda Etapa.
SEIKETSU = ESTANDARIZACIÓN
SHITSUKE = DISCIPLINA
5S
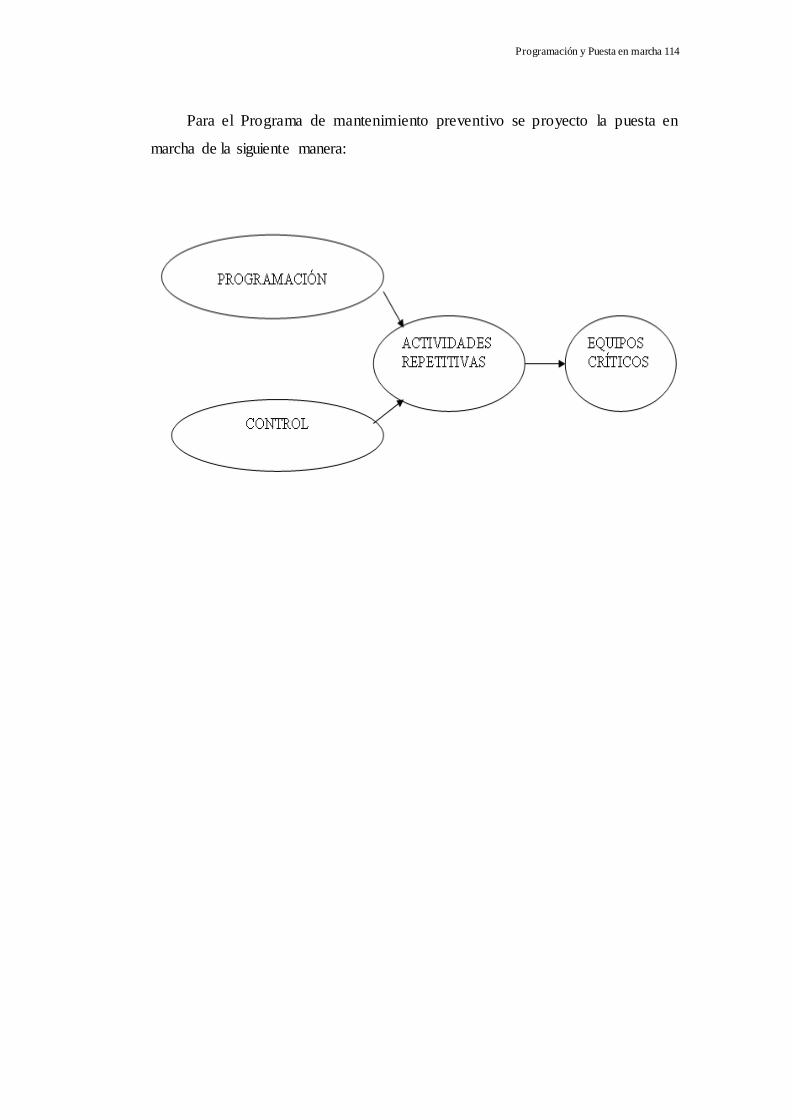
Programación y Puesta en marcha 114
Para el Programa de mantenimiento preventivo se proyecto la puesta en
marcha de la siguiente manera:
CAPITULO VII
CONCLUSIONES Y RECOMENDACIONES
7.1. Conclusiones
En el estudio realizado en la empresa ANDEC S.A. en la división aceria, se
han analizado los factores cuantitativos y cualitativos de los problemas y
soluciones, donde las propuestas de adquirir una maquina compactadora,
aplicación de 5S, implementación de un programa de mantenimiento preventivo
basado en un (TPM) un plan de incentivos y contratación de un COACH son
factibles para la organización.
7.2 Recomendaciones
Las recomendaciones y sugerencias para ANDEC S.A. En su división
aceria son:
1) Contratar un COACH con experiencias en acerias.
2) Capacitar técnicamente al recurso humano.
3) Adquirir maquinaria con mayor capacidad de producción y mejor
tecnología para incrementar la productividad.
4) Motivar al recurso humano mediante programas de incentivo.
5) Implementar un sistema de 5S y un programa de mantenimiento mediante
la compra de un software inteligente de PMP basado en TPM.
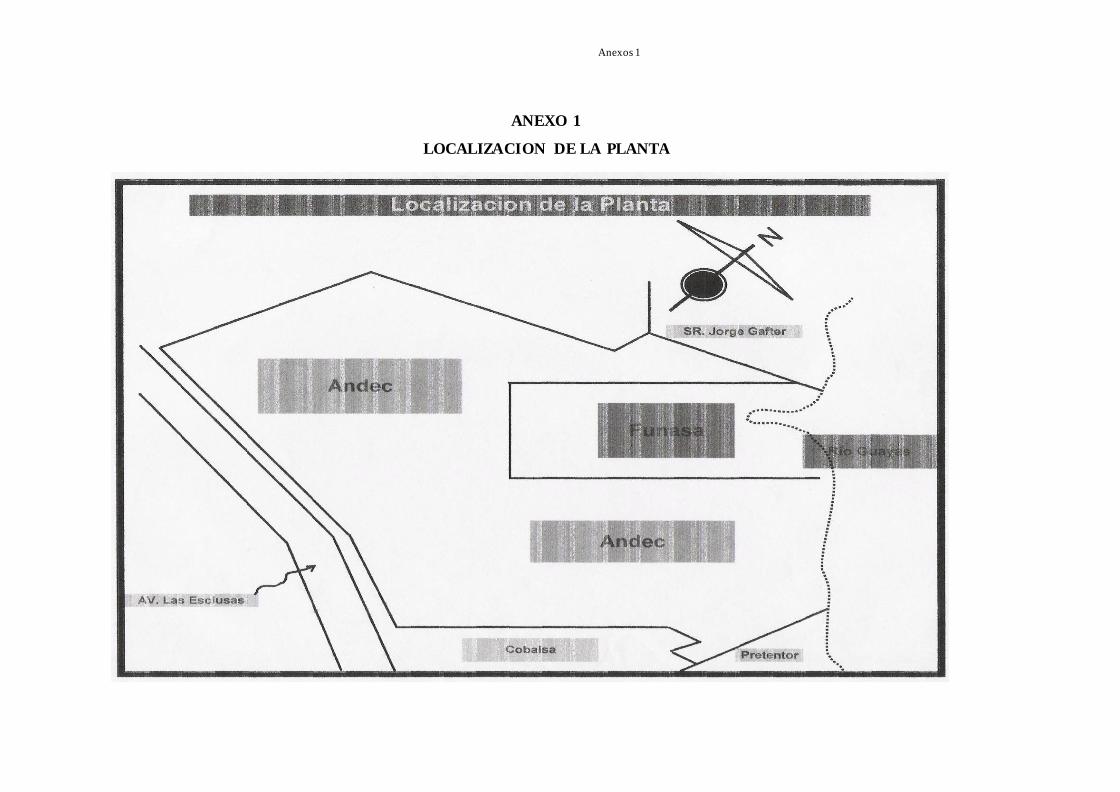
Anexos 1
ANEXO 1
LOCALIZACION DE LA PLANTA
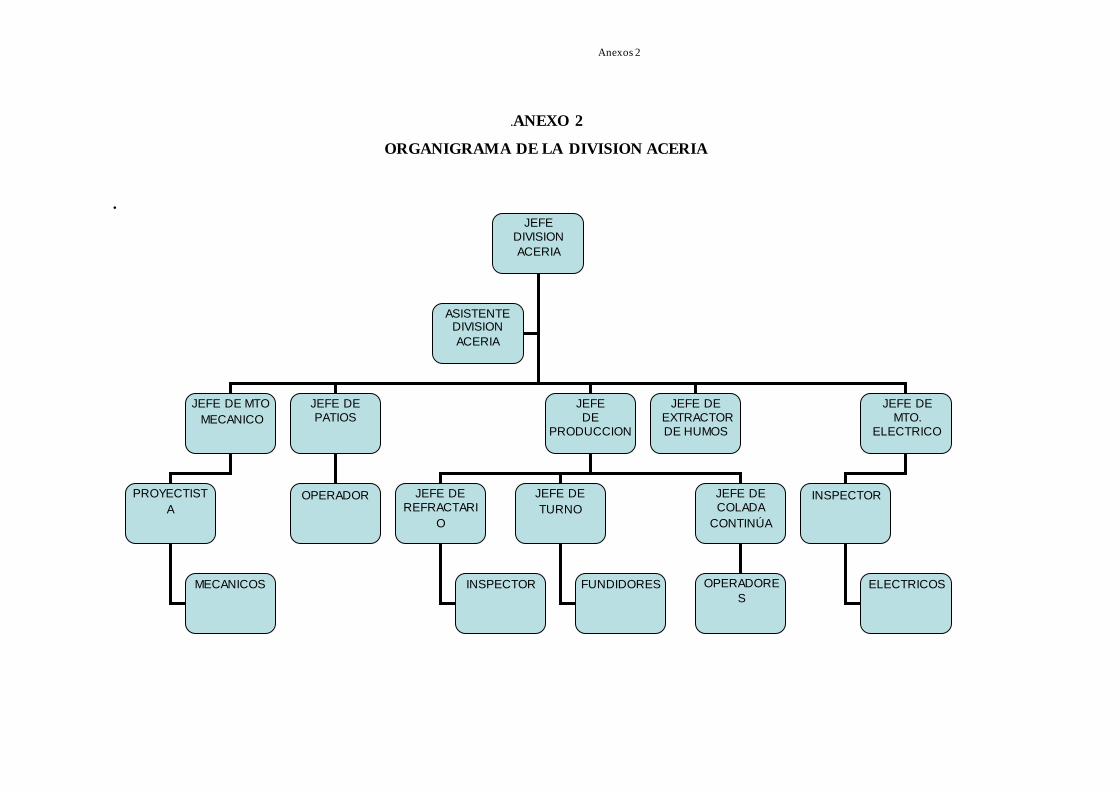
Anexos 2
.ANEXO 2
ORGANIGRAMA DE LA DIVISION ACERIA
.
JEFE DIVISION
ACERIA
JEFE DE MTO
MECANICO
JEFE DE PATIOS
JEFE DE MTO.
ELECTRICO
ASISTENTE DIVISION
ACERIA
JEFE DE
PRODUCCION
JEFE DE EXTRACTOR DE HUMOS
PROYECTIST
A
MECANICOS
OPERADOR JEFE DE REFRACTARI
O
JEFE DE COLADA
CONTINÚA
JEFE DE
TURNO
INSPECTOR FUNDIDORES OPERADORE
S
INSPECTOR
ELECTRICOS
Anexos 3
ANEXO 3
ORGANIGRAMA ESTRUCTURAL DE ANDEC
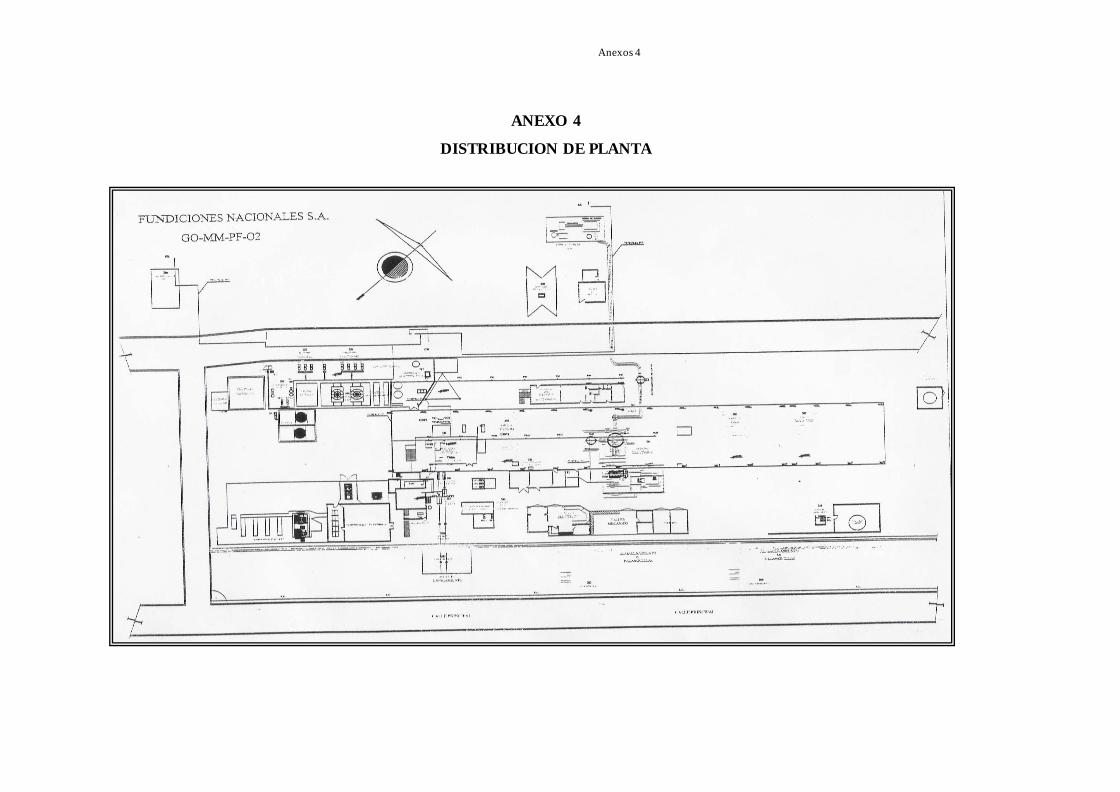
Anexos 4
ANEXO 4
DISTRIBUCION DE PLANTA

Anexos 120

Anexos 121
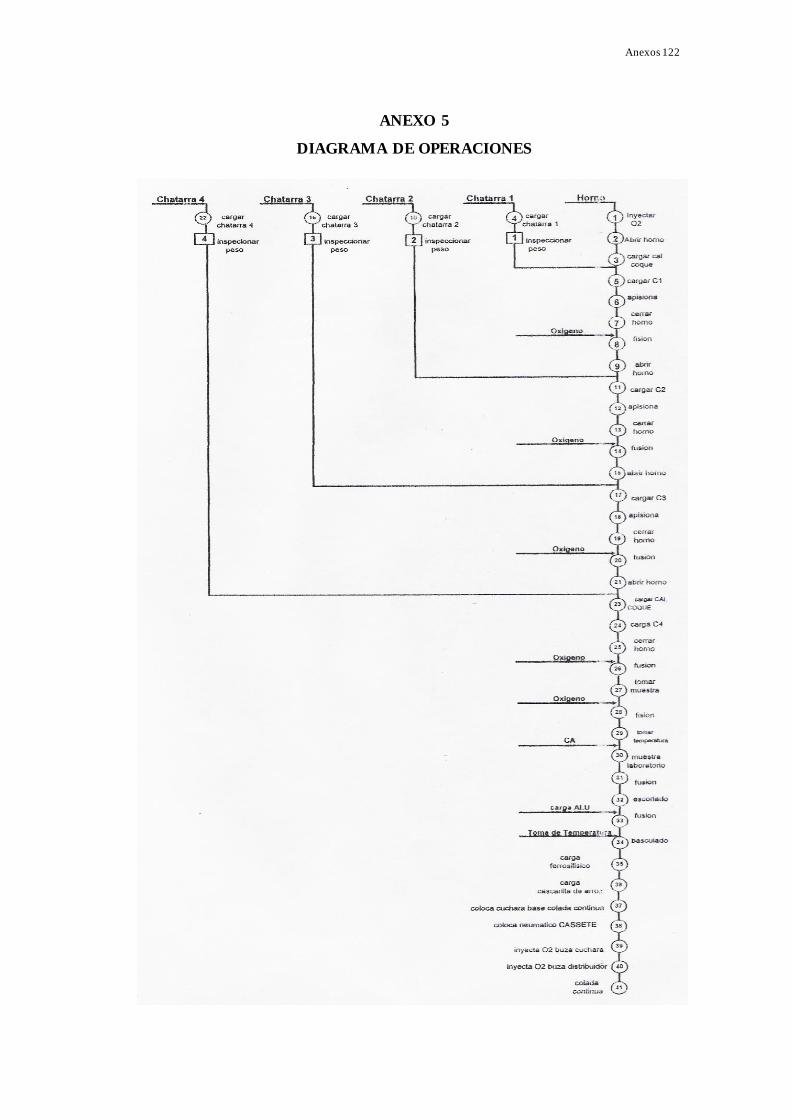
Anexos 122
ANEXO 5
DIAGRAMA DE OPERACIONES
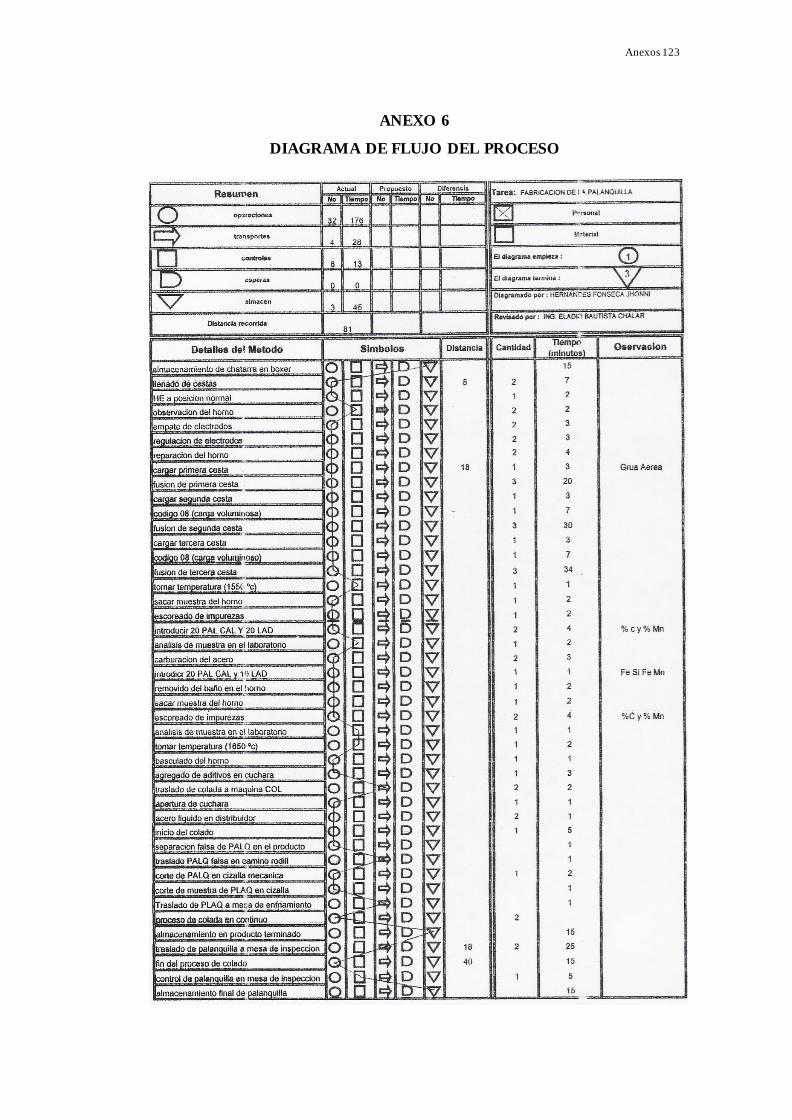
Anexos 123
ANEXO 6
DIAGRAMA DE FLUJO DEL PROCESO
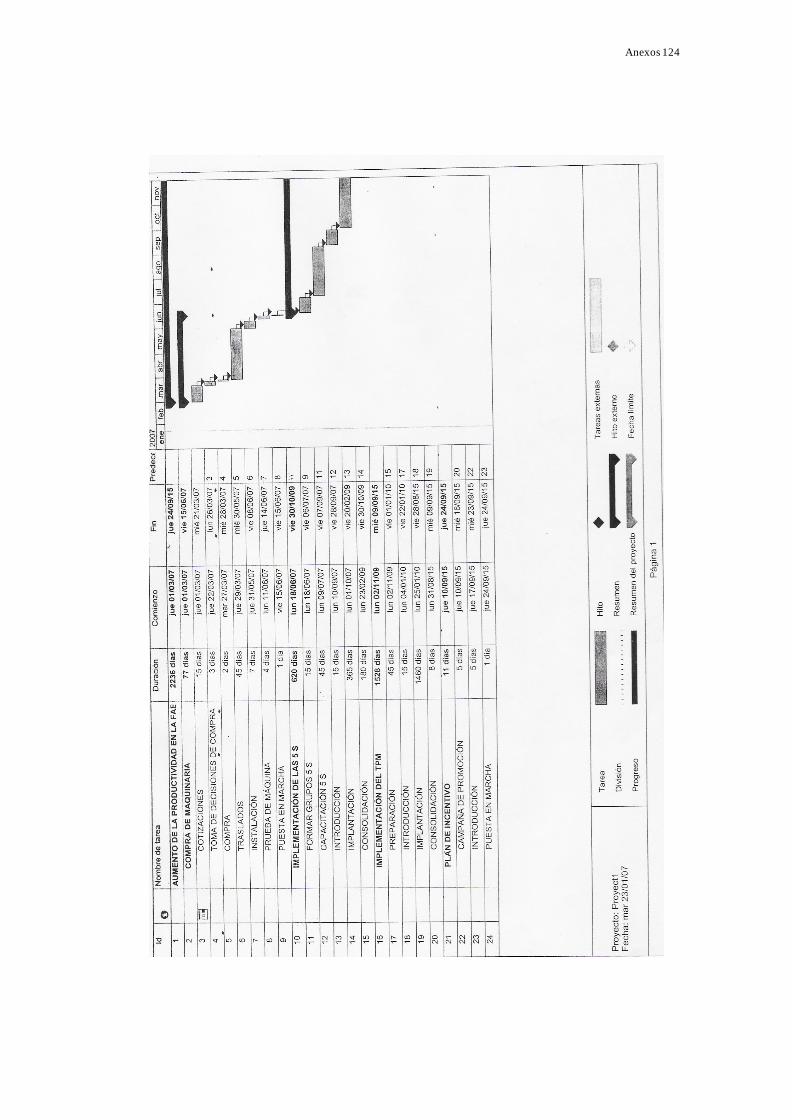
Anexos 124
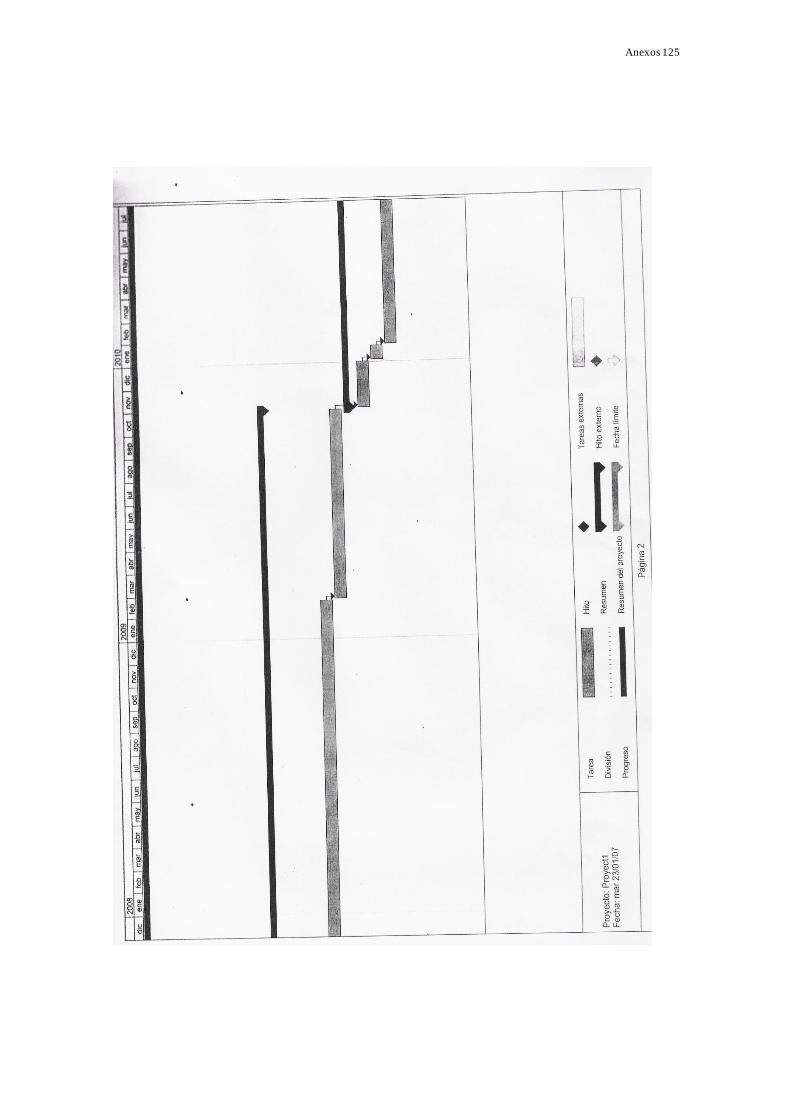
Anexos 125
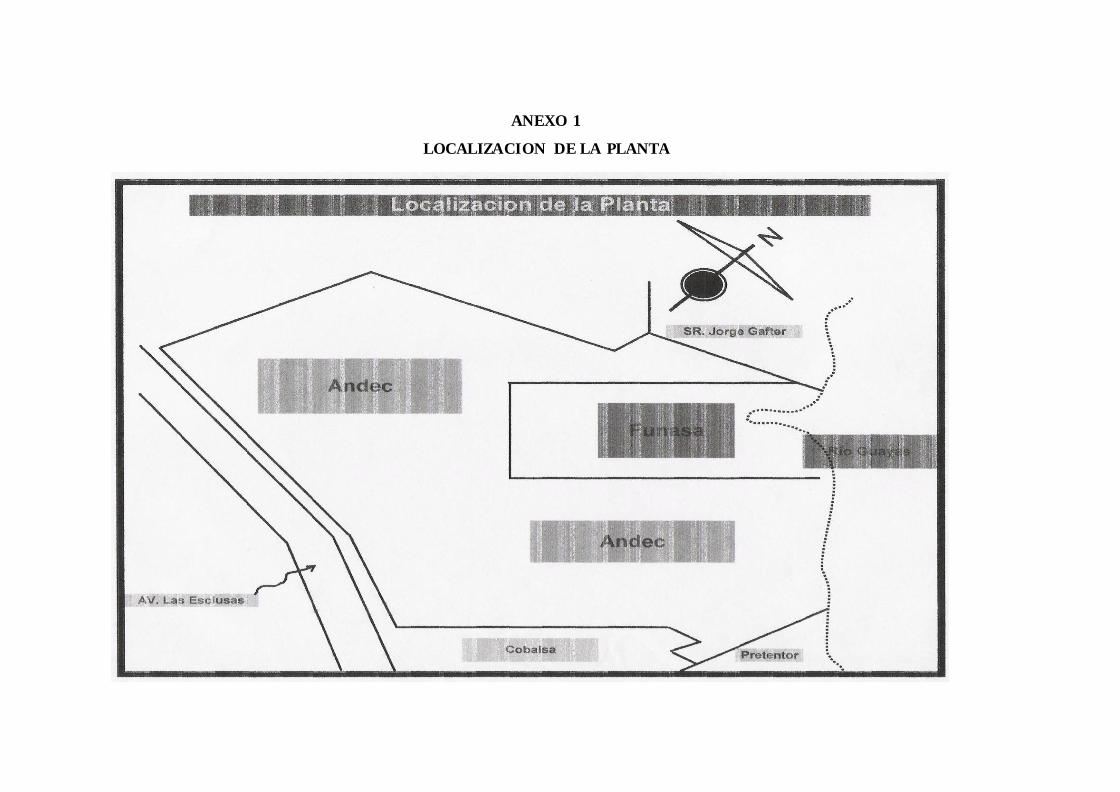
ANEXO 1
LOCALIZACION DE LA PLANTA
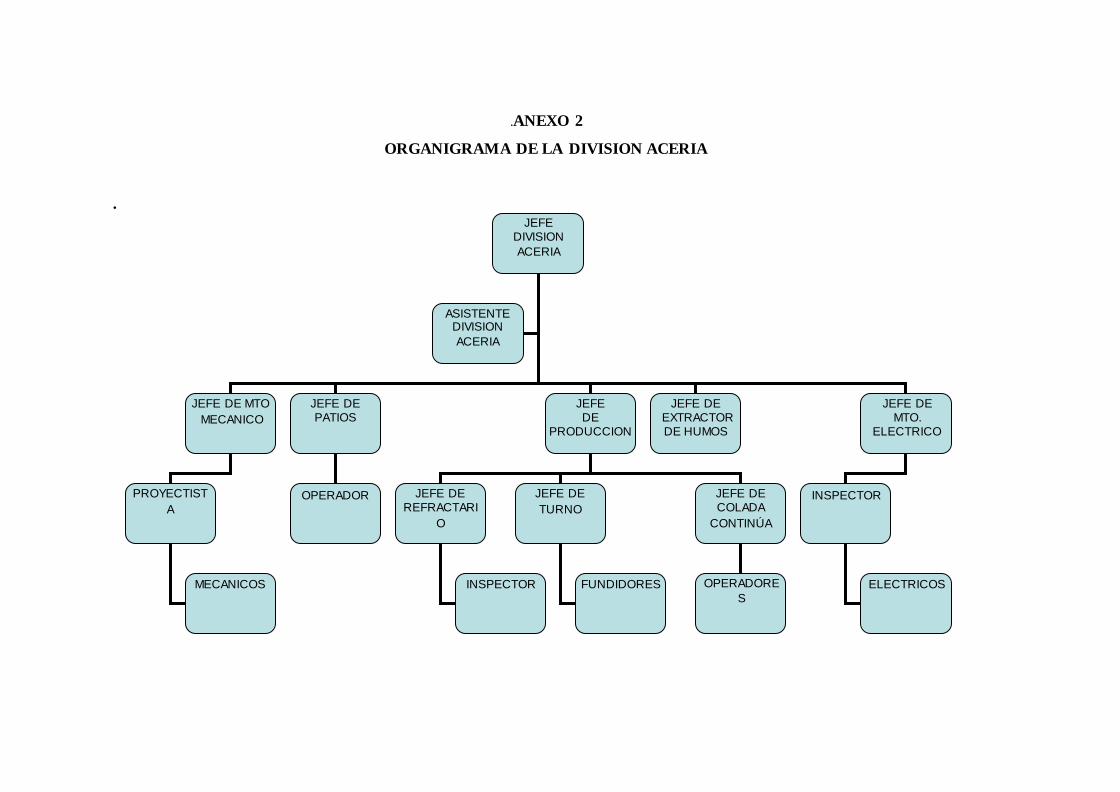
.ANEXO 2
ORGANIGRAMA DE LA DIVISION ACERIA
.
JEFE DIVISION
ACERIA
JEFE DE MTO
MECANICO
JEFE DE PATIOS
JEFE DE MTO.
ELECTRICO
ASISTENTE DIVISION
ACERIA
JEFE DE
PRODUCCION
JEFE DE EXTRACTOR DE HUMOS
PROYECTIST
A
MECANICOS
OPERADOR JEFE DE REFRACTARI
O
JEFE DE COLADA
CONTINÚA
JEFE DE
TURNO
INSPECTOR FUNDIDORES OPERADORE
S
INSPECTOR
ELECTRICOS
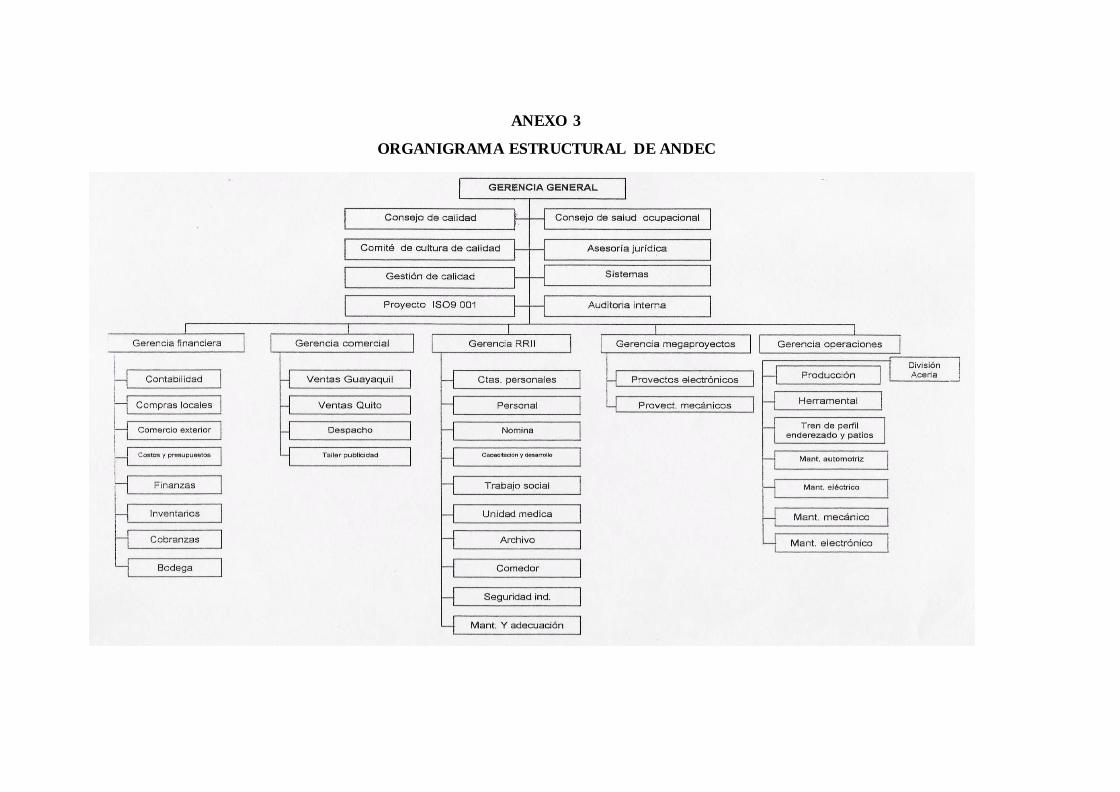
ANEXO 3
ORGANIGRAMA ESTRUCTURAL DE ANDEC
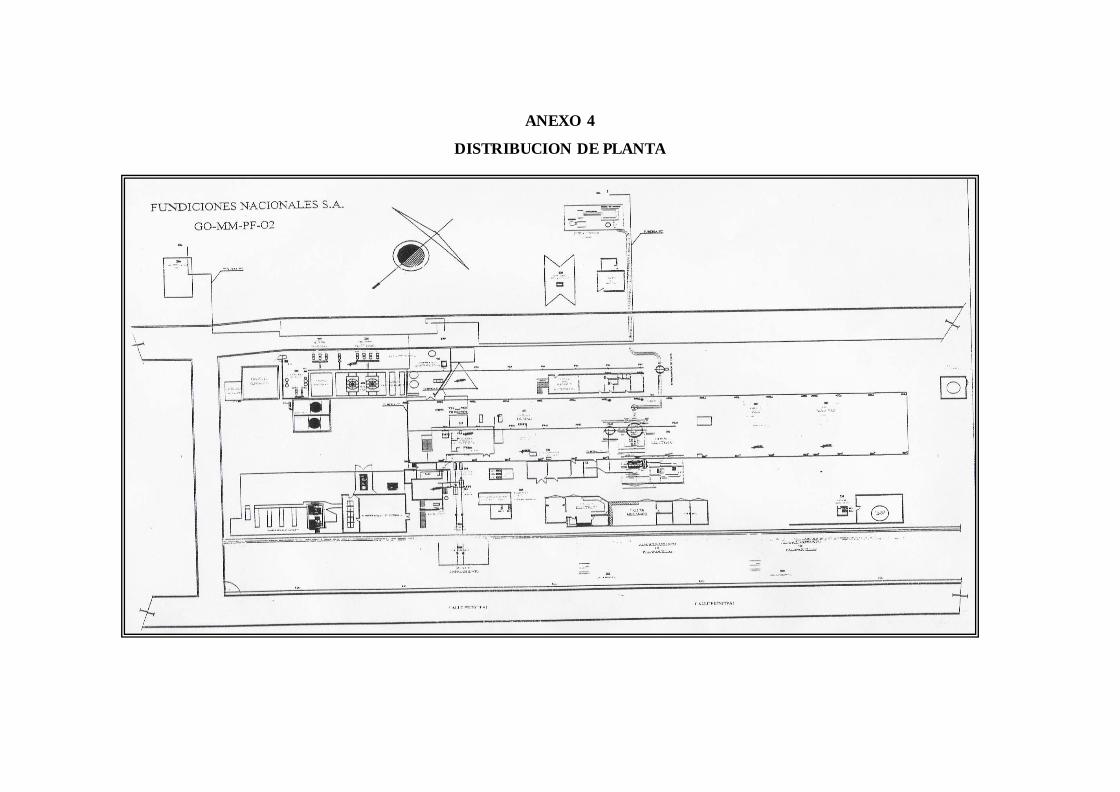
ANEXO 4
DISTRIBUCION DE PLANTA
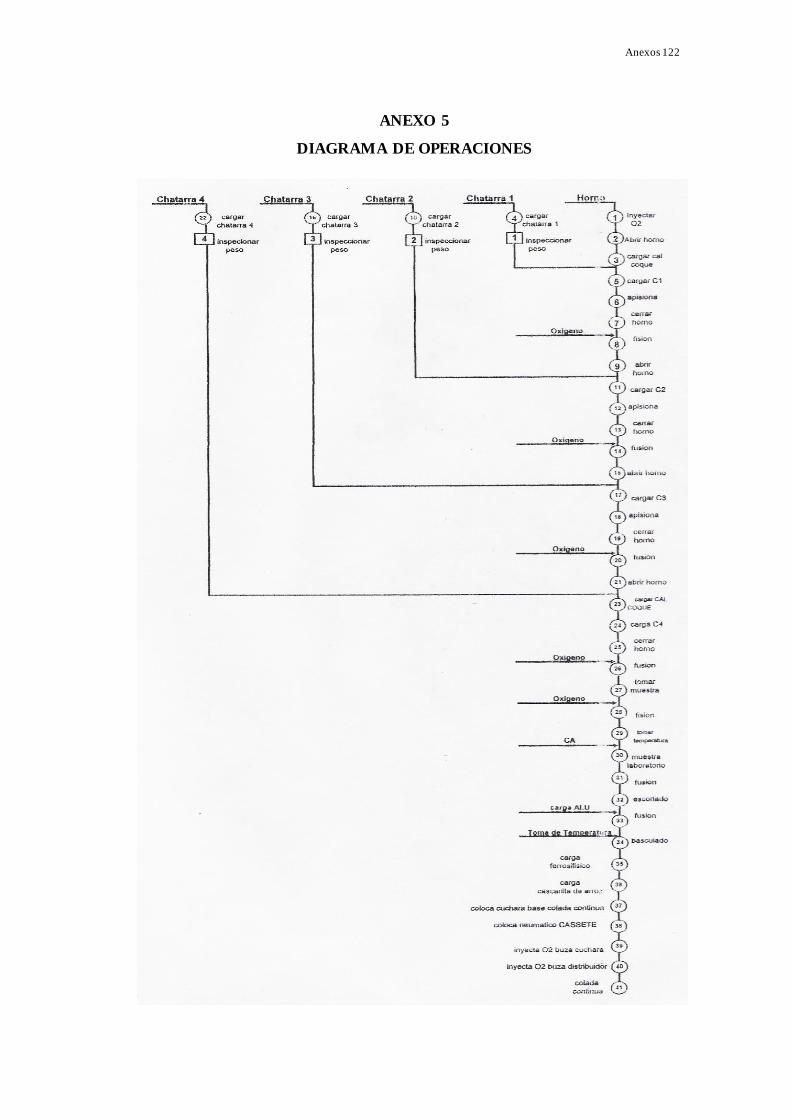
Anexos 122
ANEXO 5
DIAGRAMA DE OPERACIONES
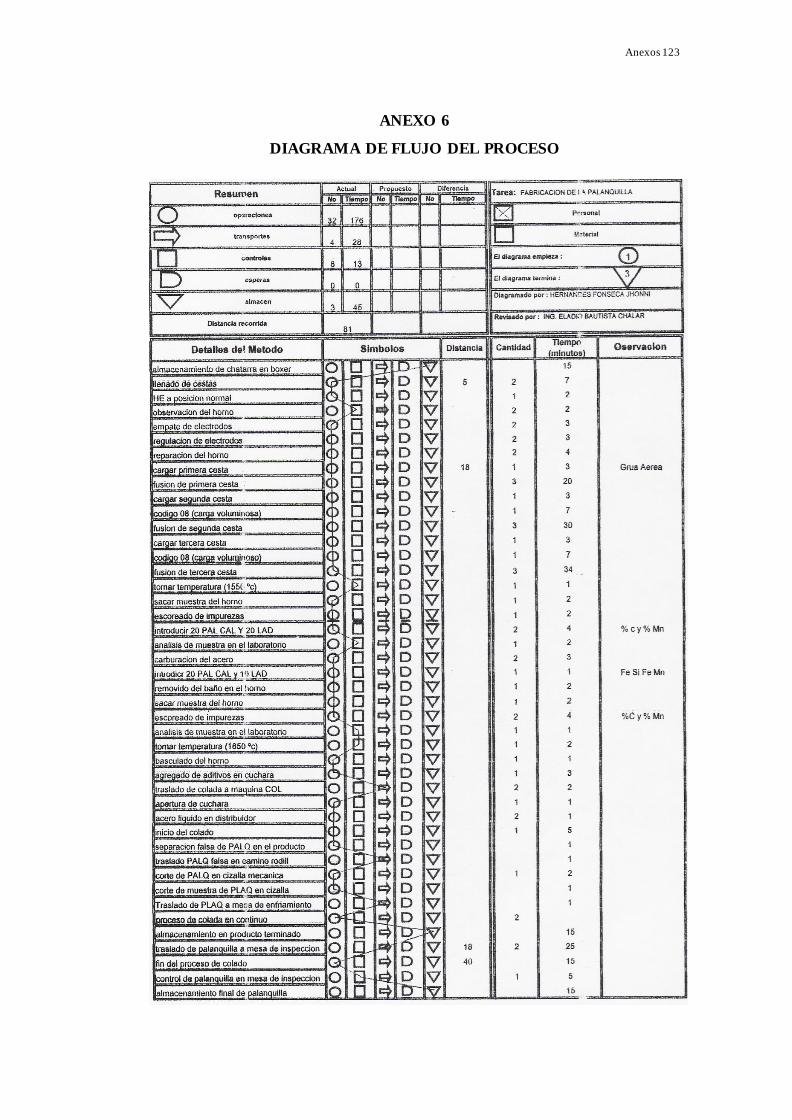
Anexos 123
ANEXO 6
DIAGRAMA DE FLUJO DEL PROCESO
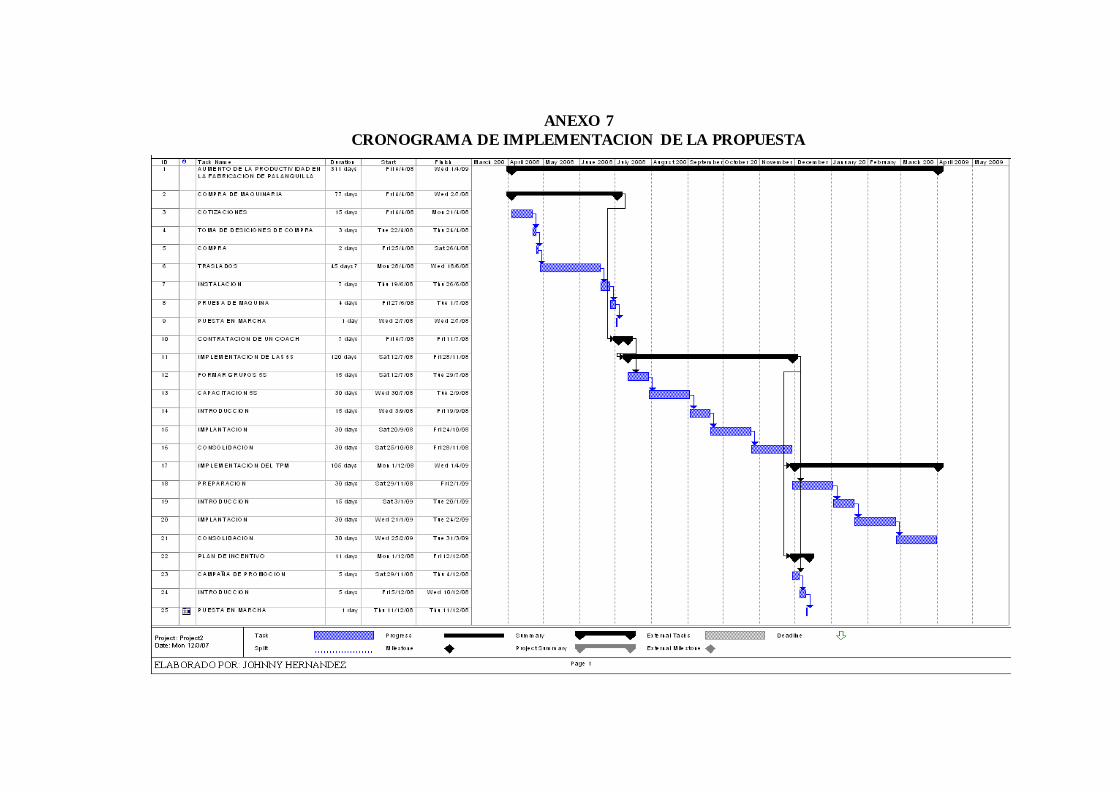
ANEXO 7
CRONOGRAMA DE IMPLEMENTACION DE LA PROPUESTA
![SIJIL PELAJARAN MALAYSIA 4551/1 Pahang...Sup makanan laut, kek coklat, ikan SULIT 4551/1 4551/1© HakCipta JUJ Pahang 2019 14 [Lihat halaman sebelah]](https://img.pdfslide.tips/doc/110x75/6090fd8eb08f7f2b9b30e82b/sijil-pelajaran-malaysia-45511-pahang-sup-makanan-laut-kek-coklat-ikan-sulit.jpg)


![Analysis [4551/1] [4551/2] Biology [4551/3]edu.joshuatly.com] Times... · SOALAN ULANGKAJI SPM 2011 SOALAN ULANGKAJI SPM 2011 123 JAWAPAN boleh didapati di laman web Biology Paper](https://img.pdfslide.tips/doc/110x75/5e4524ef10f3b5217570b63f/analysis-45511-45512-biology-45513-edujoshuatlycom-times-soalan.jpg)

![Analysis [4551/1] [4551/2] Biology [4551/3] - Full of my ... SOALAN ULANGKAJI SPM 2011 JAWAPAN boleh didapati di laman web Biology Analysis [4551/1] [4551/2] [4551/3] Chapter 2006](https://img.pdfslide.tips/doc/110x75/5a80fc517f8b9aa24f8ce061/pdfanalysis-45511-45512-biology-45513-full-of-my-soalan-ulangkaji.jpg)