Embed Size (px)
Citation preview

UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA INDUSTRIAL CARRERA INGENIERÍA INDUSTRIAL
TRABAJO DE TITULACIÓN
PREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERO INDUSTRIAL
ÁREA
SISTEMAS INTEGRADOS DE GESTIÓN
TEMA
“ANÁLISIS DEL ESTRÉS TÉRMICO EN EL ÁREA DE
EXTRUSIÓN DE UNA EMPRESA QUE FABRICA FUNDAS
PLÁSTICAS”
AUTOR
CRUZ CORTÉZ DIEGO DANNY
DIRECTOR DEL TRABAJO
ING. IND. SOLÍS FERRER HUGO ERNESTO, Mg.
GUAYAQUIL, ABRIL 2019

ii
FACULTAD DE INGENIERÍA INDUSTRIAL
CARRERA DE INGENIERÍA INDUSTRIAL
UNIDAD DE TITULACIÓN
CERTIFICADO PORCENTAJE DE SIMILITUD
Habiendo sido nombrado ING. IND HUGO ERNESTO SOLIS FERRER,Mg. Tutor
del trabajo de titulación certifico que el presente trabajo de titulación ha sido elaborado
por DIEGO DANNY CRUZ CORTÉZ, C.C.: 093129507-5, con mi respectiva
supervisión como requerimiento parcial para la obtención del título de INGENIERO
INDUSTRIAL.
Se informa que el trabajo de titulación: “ANÁLISIS DEL ESTRÉS TÉRMICO EN
EL ÁREA DE EXTRUSIÓN DE UNA EMPRESA QUE FABRICA FUNDAS
PLÁSTICAS”, ha sido orientado durante todo el periodo de ejecución en el programa
antiplagio (indicar el nombre del programa antiplagio empleado) quedando el 8% de
coincidencia.
https://secure.urkund.com/archive/download/48357327-153118-669873
ING. IND. SOLIS FERRER HUGO ERNESTO, Mg.
C.C. 0802286047

iii
DECLARACIÓN DE AUTORÍA
“La responsabilidad del contenido de este trabajo de Titulación, me corresponde
exclusivamente; y el patrimonio intelectual del mismo a la Facultad de Ingeniería Industrial
de la Universidad de Guayaquil”
Cruz Cortéz Diego Danny
C.C. 0931295075

iv
Dedicatoria
Mi tesis se la dedico a Dios primeramente por haberme dado las fuerzas, conocimiento y
la confianza que me ha permitido poder culminar esta etapa muy importante de mi vida. A
mis padres Franklin Cruz, Clara Cortéz y hermana Kimberly Cruz Cortéz, que son el pilar
fundamental para no dejarme decaer y ser perseverante en todas las metas que me proponga,
a mí esposa Kimberly Carrasco que me ha apoyado incondicionalmente para seguir adelante
en momentos difíciles, a mi madrina Fernanda Patiño al igual que mi hermosa familia la
quiero mucho, ella es una persona muy especial. A mi futura hija Ohanny la reina de mi
corazón eres la fuente de motivación e inspiración para poder superarme cada día más y así
poder luchar para que la vida nos depare un futuro mejor.

v
Agradecimiento
El agradecimiento de esta tesis va dirigido primero a Dios ya que sin la bendición y su
amor nada hubiera sido posible, también para mi tutor Ing. Hugo Solís que gracias a su
conocimiento y ayuda pude concluir con éxito, gracias a mis padres por ser los principales
promotores de mis sueños, gracias a ellos por cada día confiar y creer en mí y en mis
expectativas, gracias mamá y gracias también papá por todos los consejos y palabras que me
han dado sin eso no hubiera logrado ser la persona que soy y el gran profesional que me
propongo ser, gracias hermana a pesar de tu carácter siempre estuviste ahí cuando necesitaba
una ayuda. Gracias Dios por mi nueva familia Kimberly Carrasco y la niña de mis ojos
Ohanny las amo con toda mi vida, gracias madrina Fernanda sin dudar alguna es la persona
que después de mi familia siempre está ahí y lo reconozco es un ser especial para mí. Los
amo a todos nunca lo duden.
vi
Índice General
N° Descripción Pág.
Introducción 1
Capítulo I
Diseño de la Investigación
N° Descripción Pág.
1.1 Antecedentes de la investigación 2
1.2 Problema de investigación 2
1.2.1 Planteamiento del problema 2
1.2.2 Formulación del problema 3
1.2.3 Sistematización del problema de investigación 3
1.3 Justificación de la investigación 3
1.4 Objetivos de la investigación 4
1.4.1 Objetivo General 4
1.4.2 Objetivos Específicos 4
1.5 Marco de referencia de la investigación 4
1.5.1 Marco teórico 4
1.5.2 Marco conceptual 14
1.6 Aspecto metodológico de la investigación 22
1.6.1 Tipo de estudio 22
1.6.2 Método de investigación 22
1.6.3 Fuentes y técnicas para la recolección de información 22
1.6.4 Tratamientos de la información 23
1.6.5 Resultados e impactos esperados 23
Capítulo II
Análisis, Presentación de Resultados y Diagnóstico
N° Descripción Pág.
2.1 Análisis de la Situación actual 24
2.1.1 Misión 24

vii
N° Descripción Pág.
2.1.2 Visión 24
2.1.3 Objetivos de la empresa 24
2.1.4 Organigrama de la empresa 25
2.1.5 Políticas de la empresa 25
2.1.6 Compromiso de la empresa con la seguridad industrial, salud ocupacional y
prevención de riesgos laborales. 25
2.1.7 Recursos productivos 25
2.1.8 Procesos productivos 28
2.1.9 Recursos tecnológicos 30
2.1.10 Análisis de los riesgos en el área de extrusión 36
2.2 Valoración de riesgo en el área de extrusión 39
2.3 Presentación de resultados y diagnóstico 41
2.3.1 (IF) Índice de frecuencia 42
2.3.2 (IG) Índice de gravedad 42
2.3.3 (TR) Tasa de riesgo 43
2.3.4 Impacto económico 44
2.3.5 Diagnóstico 44
Capítulo III
Propuesta, conclusiones y recomendaciones
N° Descripción Pág.
3.1 Diseño de la propuesta 46
3.1.1 Objetivos de la propuesta 46
3.2 Estructura técnica de la propuesta 46
3.2.1 Alcance de la propuesta 46
3.2.2 Costo de alternativa de solución 46
3.2.3 Evaluación y selección de alternativa de solución 48
3.2.4 Planificación y cronograma de implementación y capacitación de SSO 48
3.2.5 Equipos y accesorios de la alternativa de solución 50
3.3 Análisis Beneficio Costo 53
3.4 Relación Costo Beneficio 54
3.5 Resultados 54

viii
N° Descripción Pág.
3.6 Conclusiones y Recomendaciones 55
3.6.1 Conclusiones 55
3.6.2 Recomendaciones 55
Anexos 56
Bibliografía 65

ix
Índice de Tablas
N° Descripción Pág.
1 Identificación de la empresa 6
2 Información general de la empresa 6
3 Información general de la matriz 7
4 Probabilidad de ocurrencia 7
5 Gravedad del daño 8
6 Vulnerabilidad 8
7 Estimación del riesgo 9
8 Factores de riesgo 10
9 Grado de exposición 11
10 Consecuencias valoradas 11
11 Prioridad de los riesgos 12
12 Consecuencias valoradas 12
13 Leyes 17
14 Política planificada misión visión 24
15 Política planificada 24
16 Cuantificación de riesgos 36
17 Justificación del factor riesgo físico 37
18 Justificación del factor riesgo mecánico 38
19 Justificación del riesgo ergonómico 39
20 Justificación del factor psicosocial 39
21 Valoración de las consecuencias 40
22 Probabilidad de ocurrencia del accidente 40
23 Situación de riesgo 41
24 Valor del índice William Fine 41
25 Costos por accidentes 44
26 Sistema de extracción 47
27 Capacitaciones de SSO. 48
28 Planificación de implementación 49
29 Planificación de capacitaciones 50
30 Costo – Beneficio, determinación 54
31 Costos – Beneficio, implementación 54

x
Índice de Figuras
N° Descripción Pág.
1 Resina de uso industrial 25
2 Resina de Emeraude uso general 26
3 Resina de uso general 26
4 Resina de alta densidad 26
5 Aditivo antiblock 27
6 Aditivo biodegradable 27
7 Aditivo ayuda de proceso 27
8 Aditivo carbonato 28
9 Procesos de fabricación 29
10 Extrusora 31
11 Coextrusora 31
12 Impresora Novagraf 31
13 Impresora Comexi 32
14 Laminadora 32
15 Cortadora 32
16 Selladora 33
17 Selladora camisetera 33
18 Peletizadora 33
19 Mapa de procesos 34
20 Diagrama Ishikawa 34
21 Porcentajes de riesgos en el área de extrusión 36
22 Costos por accidentes. 43
23 Extractor de cocina marca greenheck 50
24 Extractor de cocina marca greenheck modelo cube 51
25 Malla de acero inoxidable 51
26 Ductos de acero inoxidable 51
27 Ventiladores axiales lado izquierdo 52
28 Ventiladores axiales lado derecho 52
29 Diferencias de flujo de aires 53

xi
Índice de Anexos
N° Descripción Pág.
1 Equipos y certificación de la empresa abalada por la NORMA ISO-SAE 57
2 Organigrama de la empresa 59
3 Matriz Triple Criterio 60
4 Método William Fine 61
5 Reglamento del Seguro General de Riesgos del trabajo en su Resolución
N° C.D.513 en su Capítulo XI Art. 53, Principios de la acción preventiva 62
6 Cotización de sistema de extracción 63
7 Cronograma de Actividades para la realización de la implementación de
Sistema de Extracción 64

xii
FACULTAD DE INGENIERÍA INDUSTRIAL
CARRERA DE INGENIERÍA INDUSTRIAL
UNIDAD DE TITULACIÓN
“Análisis del estrés térmico en el área de extrusión de una empresa que fabrica fundas
plásticas.” Autor: Cruz Cortéz Diego Danny
Tutor: Ing. Ind. Solís Ferrer Hugo Ernesto, Mg.
Resumen
El presente trabajo de titulación fue realizado en una empresa dedicada a la fabricación
fundas plásticas flexibles en la cual registra un problema de altas temperaturas en el área de
extrusión de 40°C aproximadamente. Para esto se plantea un objetivo el cual es identificar
los riesgos más relevantes que ocurren dentro del área de extrusión. En este análisis se utilizó
la metodología descriptiva exploratoria que consiste en detallar los resultados obtenidos por
medio de la medición de temperaturas acompañado del método de matriz triple criterio,
método William Fine con la finalidad de proponer una alternativa para minimizar el
ambiente caluroso en el área de extrusión. En dicha propuesta se planteó la instalación de
extractores, acompañado de charlas instructivas teniendo como resultado mejorar el
ambiente laboral que rodea a los trabajadores en el área.
Palabras Claves: Polietileno, Coextruidos, Extrusión, Estrés Térmico.

xiii
FACULTAD DE INGENIERÍA INDUSTRIAL
ESCUELA/CARRERA DE INGENIERÍA INDUSTRIAL
UNIDAD DE TITULACIÓN
“Analysis of thermal stress in the extrusion area of a company that manufactures
plastic bags”
Author: Cruz Cortéz Diego Danny
Tutor: Ind. Eng. Solis Ferrer Hugo Ernesto, Mg.
Abstract
The present dissertation work was carried out in a company dedicated to the manufacture of
flexible plastic bags which records a problem of high temperatures of approximately 40° C
in the extrusion area. To achieve it, a goal is set which is to identify the most relevant risks
that occur within the extrusion area. In this analysis the exploratory descriptive methodology
was used, which consists in detailing the results obtained by means of the temperature
measurement accompanied by the triple criterion matrix method, and the William Fine
method with the objective of proposing an alternative to minimize the hot environment in
the area of extrusion. In this proposal, the installation of extractors was suggested,
accompanied by educational talks, which resulted in improving the working environment
that surrounds the workers in the area.
Key words: Polyethylene, Coextruded, Extrusion, Thermal Stress.

Introducción
El calor es uno de los factores físicos ambientales que más puede afectar al mundo
laboral, realizar trabajos en altas temperaturas resulta bastante incomodo o incluso
agobiante. Por lo cual el tema seleccionado para el estudio es el estrés térmico ya que en la
actualidad en diferentes procesos como son la extrusión de la materia prima que están
sometidos a ambientes térmicos ignorando las problemas y posibles consecuencias para las
personas como deshidratación en otros.
El presente trabajo considera el confort de un ambiente laboral adecuado para que los
trabajadores puedan realizar sus actividades diarias. Se utilizara como método de
investigación descriptiva exploratoria para tener en claro la situación que se encuentra la
empresa en relación del estrés térmico a su vez teniendo una idea sobre el problema y como
prevenirlo, indicando los factores de riesgos y las condiciones actuales del puesto de trabajo.
Se pondrá en práctica el método William Fine y matriz triple criterio a su vez la medición
de temperatura se realizara con equipos calibrados por medio de una compañía que está
certificada y abalada por la Norma ISO 17025 – SAE con un nivel de precisión del 0.1.
Obteniendo los resultados al final del análisis se establecerá una propuesta de mejora que
consiste en instalacion de extractores con sus respectivos complementos y se implementaran
sus debidas conclusiones y recomendaciones de prevención para minimizar el riesgo físico
causado por el estrés térmico.

Capítulo I
Diseño de la investigación
1.1. Antecedentes de la investigación
Plastigomez fue fundada en el año 1979 dando inicio como una empresa familiar
especializado en la fabricación y comercialización de láminas, rollos y fundas tanto en
polietileno de alta como baja densidad, coextruidos y laminados, con o sin impresión.
Inicialmente se encontraba ubicada en el área urbana de Guayaquil y un año después se
trasladó al sitio actual en la que se encuentra km 25 vía perimetral frente al mall del
fortín zona industrial INMACONSA. Introduciéndose en el mercado de
agroplasticultura.
A lo largo de los años los trabajadores han manifestado sus constantes inconformidad por
las altas temperaturas ambientales que existen en la planta debido al funcionamiento de las
máquinas extrusoras. Ya que involucra trabajar jornadas de doce horas y habitualmente de
pie, la sudoración excesiva y el dolor de cabeza son síntomas frecuentes que presentan los
trabajadores.
Desde la construcción del galpón donde se encuentran las áreas de producción no han
logrado actualizar el sistema de ventilación para el fluido de aire interno, que cuenta con
extractores eólicos e inyectores de aire manteniéndolo hasta la actualidad.
1.2. Problema de investigación
1.2.1. Planteamiento del problema
La situación que se encuentra la planta de producción actualmente tiene el índice de
temperatura en un alto nivel, no sea ha realizado el levantamiento de información respectivo
sobre el estrés térmico que presentan los trabajadores de la planta.
La empresa en su proceso de producción se divide en seis áreas: bodega, extrusión,
impresión, laminación, corte, y sellado; donde las temperaturas experimentadas por los
trabajadores varían de 37°c a 41°c ya que el proceso de fabricación de láminas plásticas y
su conversión involucran altas demandas térmicas.
Realizar actividades exponiéndose al calor térmico no solo causa malestar al cuerpo por
lo contrario perjudica la salud en corto o largo tiempo. No tomar medidas preventivas
ocasiona que los trabajadores sufran una sobrecarga fisiológica durante su jornada de
trabajo. Que por efecto de acumulación de la capaz térmica en el aire y pocos puntos de
circulación del mismo se genera el aumento de temperatura.

Diseño de la investigación 3
El índice de productividad de los trabajadores de la planta está directamente relacionado
con el nivel de confort mientras realizan sus actividades diarias.
En el área de extrusión es donde va a estar enfocada la problemática basada en el ambiente
caluroso, hay que tener en cuenta los síntomas del estrés térmico como sudoración,
deshidratación, confusión, náuseas y desgaste físico. A su vez el funcionamiento de las
maquinas extrusoras y de cómo están estructuradas tomando en consideración la parte
mecánica y eléctrica ya que tienen un túnel con tornillo sin fin y un cabezal que trabajan a
temperaturas programadas a 150°C a 200°C.
1.2.2. Formulación del problema de investigación
¿Cómo la herramienta triple criterio ayudara al análisis del estrés térmico en el área de
extrusión en la empresa Plastigomez S.A.?
1.2.3. Sistematización del problema de investigación
¿La matriz triple criterio permitirá identificar los riesgos más relevantes?
¿Se puede estimar el impacto que ocasionan los riesgos hacia los trabajadores mediante
la matriz triple criterio?
¿Se puede tomar las mejores decisiones en base a los resultados obtenidos por medio de
la matriz triple criterio?
1.3. Justificación de la investigación
Dentro de las actividades que involucra la fabricación de fundas plásticas flexibles en la
empresa, se puede experimentar una elevada sensación térmica en la planta especialmente
en el área de extrusión, esta tiene temperaturas muy elevadas exponiéndose los trabajadores
a factores de riesgos para la salud cuando desarrollan sus actividades laborales.
La temperatura corporal del cuerpo debe mantenerse en equilibrio, nuestro organismo
consta con mecanismos que van dirigidos por el cerebro. Al eliminar el calor externo que
rodea al cuerpo humano la circulación de sangre cambia y la transpiración es notoria
(sudoración).
Esto ocurre cuando la temperatura ambiente excede los 37°C y acontece el impacto de
calor dirigido a nuestro cuerpo.
Golpe de calor: Es el trastorno secundario a exposición a calor más severo
y constituyente una emergencia médica grave. Su mortalidad varía del 10%
al 80% a pesar de un tratamiento adecuado y oportuno. El golpe de calor se
produce por una combinación de un consumo metabólico elevado y una
carga térmica ambiental tan intensa, que los mecanismos de disipación del
Diseño de la investigación 4
calor se agotan y el sistema de termorregulación falla. (ESPINOZA, 2017,
pág. 18)
Debido al funcionamiento de las maquinas extrusoras que están constituidas por
materiales que trabajan a altas temperaturas como resistencias planas y tipos bandas que van
instaladas en la parte del cabezal y en el tornillo sin fin logran aumentar el calor por medio
del paso de la corriente eléctrica.
Por este gran motivo obteniendo los resultados se darán recomendaciones y conclusiones
en temas de seguridad y salud ocupacional solucionando problemas que se encuentran en el
medio laboral afectando de manera directa o indirecta a los trabajadores logrando así
alcanzar el estándar de temperatura que está estipulado en la ley.
1.4. Objetivos de la investigación
1.4.1. Objetivo general
Identificar mediante la matriz triple criterio los riesgos más relevantes que ocurren dentro
del área de extrusión
1.4.2. Objetivos específicos
• Investigar los puntos que generan calor dentro el área de extrusión.
• Evaluar los resultados de la identificación de los riesgos aplicando el método William
Fine.
• Proponer alternativas de mejoras para minimizar el índice de estrés térmico.
1.5. Marco de referencia de la investigación
1.5.1. Marco teórico
En este capítulo se realiza la definición de las metodologías e investigaciones que se
aplica para desarrollo del análisis de estrés térmico.
En muchas ocasiones la mayor parte de las personas no toman importancia de síntomas
leves que pueden comenzar a sentir durante la jornada de trabajo, esto puede provocar el
inicio de lesiones o enfermedades para la salud.
Cabe mencionar que las personas en su mayoría piensan que al sentir malestares que no
sean alarmantes se encuentran con excelente estado físico.
La presencia de signos y síntomas que procede de manera negativa al bienestar de todo
ser humano se define como enfermedad. La organización mundial de la salud (OMS) define
como problemática que el estrés laboral a nivel mundial va de manera creciente ya que la

Diseño de la investigación 5
evolución al mundo moderno los trabajadores están sometidos a diferentes escalas de
temperatura.
El estrés laboral es una problemática mundial que va en crecimiento debido
a la naturaleza cambiante del trabajo del mundo moderno, sobre todo en
los países desarrollados. Cuando una persona está sometida a situaciones
estresantes en relación al trabajo, experimenta diversos síntomas como la
angustia, tensión, desgano, ansiedad, preocupación, la sensación de poco o
ningún control sobre las exigencias del trabajo; originando desbalances en
su desarrollo laboral. (Suárez, 2013, pág. 34)
Hay que tomar en cuenta que en las actividades diarias durante la ejecución de los trabajos
que realizan dentro de la empresa los trabajadores se encuentran expuestos a diferentes tipos
de peligros, que de manera propia de un agente físico, químico, biológico no se logra cambiar
sin modificar el agente.
Es dispensable mencionar que las lesiones o enfermedades profesionales están
relacionado con los riesgos laborales y peligros que se pueden encontrar en la planta
provocando un acontecimiento no deseado ni planeado. Esto puede dar como resultado
interrupción del desarrollo normal de la jornada laboral a su vez el daño lento a la salud del
trabajador.
Por ese motivo para realizar el análisis de estos riesgos que ocurren en la empresa se
aplicara la matriz triple criterio. El cual se define como la evaluación de las condiciones o
componentes relacionados con el bienestar del trabajador en el lugar donde realizan sus
actividades durante la jornada de trabajo.
Pasos para elaborar una matriz triple criterio tomando en cuenta las áreas y actividades
que se realizan de manera directa o indirecta en el proceso de producción.
Cómo funciona la MTC.
Permite determinar el área de estudio basado en el problema registrando las actividades
que realizan los trabajadores adjuntando de manera general el tipo de riesgo que puede
ocurrir. El resultado del análisis es reflejado por el método cualitativo y cuantitativo.
Para operar la matriz se debe aplicar lo siguiente comenta (MERCHAN, pág. 64), Para
elaborar la matriz de identificación inicial de riesgos es necesario definir las zonas
funcionales y las actividades directas e indirectas que intervienen en el proceso.
La matriz debe constar de los siguientes componentes:
• Áreas funcionales

Diseño de la investigación 6
• Puestos de trabajo en cada una de estas áreas
• Cantidad de personas expuestas en cada puesto de trabajo
• Elaborar un listado de las actividades rutinarias y no rutinarias relevantes en
cada puesto de trabajo.
• determinar los factores de riesgo: físicos, mecánicos, químicos, biológicos,
ergonómicos y psicosociales, de cada actividad, para esto se debe tomar en
cuenta el sitio de trabajo, los instrumentos y equipos utilizados, el estado de
seguridad en base a las tareas y al ambiente laboral.
• Ejecutar la conclusión de cada riesgo y valorar el mismo como: moderado,
importante o intolerable.
Para la recopilación de información general la matriz triple criterio considera estos puntos
elementales.
Tabla 1. Identificación de la empresa.
Información tomada de la tesis del Ingeniero Hernán Barahona, elaborado por el autor.
Obteniendo la información general de la empresa se realiza el análisis general del proceso
tomando en consideración las actividades, el número de trabajadores expuestos al riesgo
tanto como hombre y mujeres.
Tabla 2. Información general de la matriz.
Información tomada de la tesis del Ing. Hernán Barahona. Elaborado por el autor.

Diseño de la investigación 7
Factores de riesgo. - En esta parte el evaluador debe identificar los riesgos y peligros
que involucran la integridad de los trabajadores durante la realización de toda su actividad
durante la jornada de trabajo.
Tabla 3. Información general de la matriz.
FACTOR DE RIESGO DESCRIPCIÓN
FÍSICOS
Son representados por el color verde, se refiere a
temperatura elevada, temperatura baja, iluminación
insuficientes, ruido, vibración, etc.
MECÁNICOS
Son representados por el color azul y se refiere al
espacio físico reducido, piso irregular, obstáculos en el
piso, etc.
QUÍMICOS Son representados por el color rojo y se refiere al polvo
orgánico, manipulación de químicos, etc.
BIOLÓGICOS
Son representados por el color café y se refiere a los
elementos de descomposición, insalubridad, consumo
de alimentos no garantizados, etc.
ERGONÓMICOS Son representados por el color amarillo y se refiere al
sobreesfuerzo físico, posición forzada, etc.
PSICOSOCIALES
Son representados por el color naranja y se refiere al
trabajo nocturno, trabajo a presión, sobrecarga mental,
desmotivación, etc.
RIESGO MAYORES
Se representa mediante el color lila y se refiere al
Manejo de explosivos, sistema eléctrico defectuoso,
alta carga combustible, ubicación en zonas con riesgo
de desastres. Información tomada de la tesis del Ingeniero Hernán Barahona, elaborado por el autor.
Denominación cualitativa del riesgo. - Se realiza la estimación del riesgo propuesta por
la estandarización del parámetro 1 al 3 para que el evaluador obtenga el mismo criterio.
Tabla 4. Probabilidad de ocurrencia.
ESTIMACIÓN CUALITATIVA DEL RIESGO MTC
PROBABILIDAD DE OCURRENCIA Estimación
BAJA
La probabilidad de que ocurra un
fallo en el proceso o efecto
negativo en la persona es muy
reducida
1
MEDIA
La probabilidad de que ocurra un
fallo en el proceso o efecto
negativo en la persona es probable.
2
ALTA
La probabilidad de que ocurra un
fallo en el proceso o efecto
negativo en la persona es
inminente.
3
Información tomada de la tesis del Ingeniero Hernán Barahona, elaborado por el autor.

Diseño de la investigación 8
Tabla 5. Gravedad del daño.
ESTIMACIÓN CUALITATIVA DEL RIESGO MTC
PROBABILIDAD DE OCURRENCIA Estimación
Ligeramente dañino
Molestias pasajeras de corta
persistencia que generalmente
transcurre sin importancia de acuerdo
al nivel de susceptibilidad de la
persona.
1
Dañino
La gravedad del daño se manifiesta en
condiciones de incomodidad, desajuste,
percepción de enfermedad.
2
Extremadamente
dañino
El daño es evidente y persistente con
afectaciones a la salud y disminución
de las capacidades que pueden generar
bajas laborales.
3
Información tomada de la tesis del Ingeniero Hernán Barahona, elaborado por el autor.
Tabla 6. Vulnerabilidad.
ESTIMACIÓN CUALITATIVA DEL RIESGO MTC
VULNERABILIDAD Estimación
Mediana gestión
(acciones puntuales
aisladas).
La empresa analiza la magnitud de los
riesgos laborales y las actividades
preventivas propuestas son puntuales
y aisladas, por tato no minimizan o
eliminan el riesgo.
1
Incipiente gestión
(protección
personal).
La empresa da respuesta para los
riesgos en forma reactiva, la eficacia
del conjunto de medidas preventivas
existentes respecto al riesgo se centra
en proteger a la persona aislada.
2
Ninguna gestión.
La empresa no analiza la magnitud de
los riesgos laborales y las actividades
preventivas son inexistentes, por tanto
resulta ineficaz para el riesgo.
3
Información tomada de la tesis del Ingeniero Hernán Barahona, elaborado por el autor.
Para estimar de manera cualitativa al trabajador, se toma en cuenta criterios que
involucren enfermedad profesional, accidentes de trabajo o afectaciones a la salud mental.
El indicador se establece a través de la suma de los valores de 1 a 3 de cada factor, esto dará
un resultado el cual ayuda adoptar prioridades en la gestión.

Diseño de la investigación 9
Tabla 7. Estimación del riesgo.
Valor
Estimación
del
riesgo
Nivel de acción
3 Y 4 Moderado
Se deben hacer esfuerzos para reducir el riesgo,
determinando las inversiones precisas, las medidas
para reducir el riesgo deben implantarse en un
periodo determinado.
5 Y 6 Importante
No debe iniciarse el trabajo hasta que se haya
reducido el riesgo, puede que se precisen recursos
considerables para controlar el riesgo.
7, 8, 9 Intolerable
No debe comenzar ni continuar el trabajo hasta que
se reduzca el riesgo, si no es posible reducir el riesgo,
incluso con recursos ilimitados, debe prohibirse el
trabajo.
Información tomada de la tesis del Ingeniero Hernán Barahona, elaborado por el autor.
Ventajas:
• Permite obtener una valoración clara y puntual de las actividades.
• Permite tener un diagnostico general de la empresa
Beneficios:
• Establece una cultura de prevención a la empresa.
• Mejora el tiempo de repuestas a un suceso.
Estudios realizados mediante el aporte de la matriz triple criterio comenta
Según (Barahona, 2015, pág. 47), El método PGV matriz de identificación,
estimación cualitativa y control de riesgos está diseñada para facilitar el
diagnóstico inicial de riesgos en las empresas, garantiza el análisis de los
riesgos a partir de tres factores fundamentales: la probabilidad de
ocurrencia, la gravedad del riesgo y la vulnerabilidad de los recursos que
intervienen en un proceso.
Comenta (Barahona, 2015, pág. 1), El presente estudio sobre estimación de
la exposición a los factores de riesgo laboral y su posible asociación con las
variables sociodemográficas como puesto de trabajo, sexo, edad, antigüedad
y nivel académico en los trabajadores de la Facultad de Filosofía, Letras y
Ciencias de la Educación de la Universidad Central del Ecuador, aporta en
primer lugar con la estandarización de la Matriz Triple Criterio (PGV) que
analiza la probabilidad de la ocurrencia, la gravedad del daño a la salud y

Diseño de la investigación 10
la vulnerabilidad como una herramienta para realizar el diagnóstico,
identificación y valoración del riesgo laboral.
Luego de realizar el análisis de los riesgos con la matriz triple criterio (MTC), se procede
a evaluarlos mediante la herramienta William Fine.
Este método es definido como probabilístico identificando y evaluando los riesgos
otorgando control mediante el cálculo de peligrosidad en caso de que pueda ocurrir dicho
evento.
Según (LLUCO, 2013, pág. 17), El método de William Fine fue presentado
en 1971, como un método de evaluación matemática de los riesgos. Fine
proponía, por un lado, el uso de la exposición o frecuencia con la que se
produce la situación de riesgo, los sucesos iniciadores que desencadenan la
secuencia del accidente, y por otro lado la probabilidad de que una vez que
se haya dado la situación de riesgo, llegue a ocurrir el accidente, es decir, se
concrete la secuencia de sucesos hasta el accidente final.
Cómo funciona el método William Fine:
Su principio es mediante el cálculo de la peligrosidad en la cual interviene las
consecuencias, la exposición y la probabilidad de causa a través de la formula (GP = C x E
x P).
GP = grado de peligrosidad
C = consecuencia
P = probabilidad
E = exposición
Según (MERA, 2017, pág. 22),
Probabilidad (P): se lo puede entender como el grado de inminencia o
rareza de ocurrencia del daño y consecuencia. Dada la frecuencia del factor
de riesgo se mide con una escala de valores de 10 (inminente) hasta 0,1
(prácticamente imposible).
Tabla 8. Factores de riesgo.
Información tomada de la tesis del Ingeniero Cesar Mera, elaborado por el autor.

Diseño de la investigación 11
Comenta (MERA, 2017, pág. 23), “Exposición (E): Se define como la frecuencia con que
los trabajadores o la estructura entre en contacto con el factor de riesgo y se mide con una
escala de valores entre 10 y 0,5”.
Tabla 9. Grado de exposición.
VALOR FRECUENCIA
10
Cantidad de
veces que
ocurre en el día.
6 Frecuentemente,
una vez al día.
2 De manera
ocasional.
1 Distante posible
Información tomada de la tesis del Ingeniero Cesar Mera, elaborado por el autor.
Según (MERA, 2017, pág. 23), Consecuencia (C): Se define como el resultado (efecto)
más probable debido al factor de riesgo en consideración, incluyendo datos personales y
materiales. El grado de la consecuencia se mide en una escala de 100 a 1.
Tabla 10. Consecuencias valoradas.
VALOR CONSECUENCIAS
50 Percance catastrófico
25 Percance mortal
10 Percance grave
1 Percance leve
Información tomada de la tesis del Ingeniero Cesar Mera, elaborado por el autor.
Obteniendo la información de las consecuencias, probabilidad y la exposición se logra
alcanzar el resultado del GP (grado de peligrosidad).
La valoración del GP es presentado de forma ordenada en jerarquía de cada factor
especificado en alto, medio y bajo.
Alto: intercesión rápida sobre el riesgo.
Medio: intercesión breve
Bajo: intercesión a largo plazo
Logrando los resultados de las magnitudes de cada riesgo, se opta realizar un listado que
depende por la gravedad obtenida.

Diseño de la investigación 12
Afirma (MERA, 2017, pág. 25), Para obtener el resultado del GR (grado de
repercusión), es necesario el FP (factor de peligrosidad) que se multiplica
por el factor de ponderación, el mismo que se lo obtiene al realizar una tabla
conforme con el porcentaje de personas expuestas a este peligro encontrado
y valorado. 25
Formula GR = GP x FP
La valoración del GR (grado de repercusión) se ordenada en jerarquía de cada factor de
ponderación especificado en alto, medio y bajo para conocer su estimación relacionado a
una escala.
Conociendo el propósito de la evaluación de riesgos laborales se procede atenuar los de
mayor peligrosidad. Para esta determinación se proyecta la siguiente tabla.
Tabla 11. Prioridad de los riesgos.
REPERCUSIÓN PELIGROSIDAD
ALTO ALTO
MEDIO ALTO
BAJO ALTO
ALTO MEDIO
MEDIO MEDIO
BAJO MEDIO
ALTO BAJO
MEDIO BAJO
BAJO BAJO Información tomada de la tesis del Ingeniero Cesar Mera, elaborado por el autor.
Para diagnosticar el porcentaje de los trabajadores expuestos se procede a realizar la
siguiente formulación (% expuestos = número de trabajadores expuestos / número total de
trabajadores x 100).
Después del cálculo de los trabajadores expuestos se determina el factor ponderación.
Explicada en la siguiente tabla.
Tabla 12. Consecuencias valoradas.
FACTOR DE
PONDERACIÓN
%
EXPUESTO
1 1% - 20%
2 21% 40%
3 41% - 60%
4 61% - 80%
5 81% - 100% Información tomada de la tesis del Ingeniero Cesar Mera, elaborado por el autor.

Diseño de la investigación 13
% de trabajadores expuesto = # total d trabajadores expuestos / # total de trabajadores
* 100
Justificación = GP / C.C * G.C
Ventajas:
• Ordena los riesgos considerando la importancia.
• Evalúa los riesgos más significativos.
Beneficios:
• Identifica los riesgos y procede a realizar una acción correctora.
• Evalúa los programas de seguridad ya establecidos.
Estudio realizado mediante el aporte del método William Fine comenta (LLUCO, 2013,
pág. 2):
El método WILLIAM FINE permite evaluar los riesgos, midiendo el Grado
de Peligrosidad, mediante el producto de la Consecuencia por la Exposición
y por la Probabilidad. Este criterio se fundamenta en estudios estadísticos,
los cuales se pueden aplicar a la evaluación de todos los riesgos, pero de
manera cualitativa, luego se emplearán métodos específicos para cada caso
de la evaluación que Fine lo determine.
Se realizará la ejecución del método diagrama Ishikawa aportado el análisis de las causas
y efectos dentro del proceso de producción.
Se define como una de las herramientas más importante en analizar problemas que se
encuentren dentro la empresa, surgió en el sigo XX de manera sencilla representa los
inconvenientes y posterior las posibles alternativas de solución. Potenciando el rendimiento
de las necesidades que se muestran en el resultado de la evaluación.
Cómo funciona el diagrama Ishikawa (causa – efecto).
• Establece categorías por medio del problema principal.
• Agrupa las causas más factibles y la relaciona mediante la categoría respectiva.
Ventajas
• De manera profunda permite el análisis teniendo en claro los efectos que pueden
producirse.
• Permite entender diferentes categorías de necesidades técnicas que se pueden
aplicar.
• Potencia en la mejora de todo proceso productivo mediante la fluidez de informe
que puede mostrar sobre las causas.

Diseño de la investigación 14
Beneficios
• Relaciona la condición del problema con las posibles alternativas de solución.
• Identifica la causa principal.
• Focaliza un formato sencillo de apreciación de resultados.
• Otorga el fácil conocimiento del proceso con sus respectivos factores.
• Concentra todo el trabajo de investigación en un solo problema.
Estudio realizado mediante el aporte del diagrama Ishikawa comenta (NEIRA, 2009, pág.
39), “El diagrama de Ishikawa sigue la secuencia normal del proceso productivo. Los
factores que pueden afectar la calidad se agregan en el orden de los procesos”.
Según (NEIRA, 2009, pág. 51):
Cuando existe un problema que afecta el desempeño de un proceso es
necesario determinar la causa que lo origina, para resolverlo atacando
dicha causa. Si se atacan los efectos (es decir, lo que se percibe de un
problema) sin identificar su verdadero origen, lo único que se logra es evitar
el efecto del problema. Si el principio de la raíz permanece, entonces el
efecto puede volver a manifestarse incluso de forma más perjudicial. Una
herramienta ampliamente utilizada para determinar la causa raíz de un
problema es el Análisis Causa – Efecto o diagrama de Ishikawa.
Según (NEIRA, 2009, pág. 13), Aplicación de la herramienta de calidad causa- efecto
diagrama de Ishikawa. Esto contribuirá a determinar los factores influyentes entre cada una
de las etapas para así poder determinar los reales conflictos en las operaciones del área.
1.5.2. Marco conceptual.
Estrés térmico. - Es el malestar que es generado por el cuerpo humano al estar
expuesto a temperaturas de ambiente muy elevadas, dando como resultado múltiples
enfermedades profesionales como es fatiga, dolor de cabeza, sudoración etc.
Se entiende por estrés térmico, la presión ejercida sobre una persona al
estar expuesta a temperaturas extremas y que, a igualdad de valores de
temperatura, humedad y velocidad del aire, presentan para cada persona
una respuesta distinta, dependiendo de la susceptibilidad del individuo y de
su aclimatación. (García, 2017, pág. 8)
Calor. - Se define como la variación y agitación de las moléculas de un cuerpo que por
temperatura se manifiestan, conllevando el traslado de energía de dos diferentes cuerpos a
diferente temperatura.

Diseño de la investigación 15
Seguridad industrial. - Conjuntos de normas o procedimientos que están a
disposición de los trabajadores con la finalidad de precautelar la salud y el bienestar
dentro de una empresa o industria.
Salud ocupacional. - Es definida como la protagonista de la salud de los trabajadores
mediante la eliminación de todos los agentes que ponen en peligro la vida y salud de todas
las personas dando prevención a los accidentes o enfermedades que están expuesto los
trabajadores, dando como resultado un trabajo seguro y sano.
Según (ESPINOZA, 2017, pág. 7), dice:
Es el conjunto de actividades asociado a disciplinas multidisciplinarias,
cuyo objetivo es la promoción y mantenimiento que causa bienestar físico,
mental y social de los trabajadores de todas las profesiones promoviendo la
adaptación del trabajo al hombre y del hombre a su trabajo.
Matriz triple criterio. - Define los riesgos más significativos que perjudican la salud,
bienestar y la integridad de los trabajadores dentro un espacio de trabajo.
Método William Fine. - Se define como un conjunto de procedimientos que toman
medidas de control para minimizar los riesgos.
Diagrama Ishikawa. - Se entiende como estructura intuitiva relacionando las causas con
el efecto tomando en consideración las subcausas para desarrollar acciones correctivas.
Índice WBG. - Definida como el cálculo de aproximación de temperatura que se
encuentran expuesto los trabajadores dentro de un ambiente caluroso, teniendo como
resultado si se da una situación o no sobre un riesgo de estrés térmico.
El riesgo de estrés térmico, para una persona expuesta a un ambiente caluroso, depende
de la producción de calor de su organismo como resultado de su actividad física y de las
características del ambiente que le rodea que condiciona el intercambio de calor entre el
ambiente y su cuerpo.
Cuando el calor generado por el organismo no puede ser emitido al ambiente, se acumula
en el interior del cuerpo y la temperatura de éste tiende a aumentar, pudiendo producirse
daños irreversibles.
Evaluación de riesgos. - Es la detección de todos los riesgos y las posibilidades que
pueden existir dentro en cualquier área de trabajo dentro empresa, con un objetivo
fundamental que es minimizar o eliminar el riesgo con medidas preventivas o correctivas.
Los riesgos a los que los trabajadores pueden estar expuestos debido a las
tareas que realizan en sus respectivos puestos de trabajo, pueden ser muy
variados, pueden ser estos mecánicos, químicos, físicos, biológicos,

Diseño de la investigación 16
ergonómicos o psicosociales. Además de la integridad del trabajador, la
empresa, puede verse afectada debido a las consecuencias de estos riesgos
en el caso que ocasionen accidentes físicos o efectos psicológicos y que
influyan en el rendimiento del trabajador. (AVELAR, 2015, pág. 16).
Riesgo laboral. - Peligros que están latente dentro de un entorno de trabajo provocando
accidentes o enfermedades profesionales que causan daño al trabajador. Se divide en riesgo
físico, riesgo psicosocial, riesgo ergonómico, químicos, biológicos.
Carga térmica. - Se define como la concentración y suma de carga térmica ambiental
generada por los procesos de producción que involucran el trabajo de maquinarias con altas
temperaturas dando como resultado los desgastes físicos.
Confort térmico. - Es la sensación que tiene los trabajadores al trabajar en un ambiente
de temperatura neutra teniendo como ausencia malestar térmico y el desgaste físico.
Condiciones del trabajo. - Se define como los factores que incurren en el trabajador
otorgando el bienestar dentro del entorno laboral, otorgando ventaja como la comodidad en
el desempeño del trabajo.
Factores de Riesgos. - Se define como la probabilidad que un trabajador puede contraer
enfermedades o lesiones perjudicando la integridad, salud y bienestar.
Riesgo físico. - Es la probabilidad que puede causarle daño a una persona integral del
cuerpo humano.
Al identificar los tipos de riesgos físicos, dice: (Ortiz, pág. 33):
Iluminación: (a) Factor de riesgo “alto”: Ausencia de luz natural o deficiencia de
luz artificial, con sombras evidentes y dificultad para leer; (b) Factor de Riesgo
Medio Percepción de algunas sombras o reflejos al ejecutar una actividad (por ej:
escribir, lectura en monitores de computador); (c) Ausencia de sombras.
Ruido: (a) Alto: No escuchar una conversación en tono normal a una
distancia entre 40 a 50 cm. (b) Medio: Escuchar la conversación en tono
normal a una distancia de 2 metros; (c) Bajo: No hay dificultad para
escuchar una conversación en tono normal a más de 2 mt. De distancia.
Radiaciones ionizantes: (a) Alto: Exposición frecuente (una vez por turno o
jornada o más); (b) Medio: Exposición ocasional y/o vecindad a fuentes. (c)
Bajo: Rara vez o casi nunca sucede la exposición. (Ortiz, pág. 33).
Radiaciones no ionizantes: (a) Alto Seis horas o más de exposición por turno o jornada.
(b) Medio: Entre 2 y 6 horas de exposición por turno o jornada. (c) Bajo: Menos de 2 horas
de exposición por jornada o turno. (Ortiz, pág. 33)

Diseño de la investigación 17
Temperaturas extremas: (a) Alto: Percepción subjetiva de calor o frío, luego
de permanecer 5 minutos en el sitio que se valora; (b) Medio: Percepción de
algún disconfort con la temperatura ambiente, luego de permanecer 15
minutos en sitio que se valora; (c) Bajo: Sensación de confort térmico. (Ortiz,
pág. 33)
Vibraciones: (a) Alto: Percepción sensible de vibraciones en el puesto de trabajo. (b)
Medio: Percepción moderada de vibraciones en el puesto de trabajo. (c) Bajo: Existencia de
vibraciones, aunque no son percibidas. (Ortiz, pág. 33)
Temperatura. - Es el nivel de calor que posee un cuerpo, la energía esta coligado con la
evaluación de la temperatura, el cual determinara si el cuerpo esta frio o caliente.
1.5.3. Marco legal.
Para preservar la salud y la integridad de los trabajadores durante la jornada de trabajo en
un ambiente idóneo se han establecido leyes, reglamentos en lo cual las empresas deben
cumplirlas como dictamina el estado ecuatoriano.
Para el siguiente análisis se empleará el marco legal que se refleja en el próximo gráfico.
Tabla 13. Leyes.
NORMATIVAS LEGALES
Constitución política de la republica del ecuador
El Art. 326 numeral 5.
Instrumento andino de seguridad y salud en el trabajo (Decisión 584)
• Política de prevención de riesgos laborales
Reglamento de Instrumento Andino de Seguridad y Salud en el trabajo
(Resolución 957)
• Gestión de la seguridad y salud en el trabajo
Convenio 155 OIT sobre seguridad y salud de los trabajadores y medio
ambiente en el trabajo
• Parte IV
Acción a nivel de empresa.
Reglamento de Seguridad y Salud de los Trabajadores y Mejoramiento
del Medio Ambiente (Decreto Ejecutivo 2393).
Medio Ambiente y riesgo laborales por factores físicos, químicos y
biológicos. Artículo 53 – 54.
Capítulo I
Generalidades sobre el Seguro General de Riesgos del Trabajo
Artículo 5.- Clasificación de Prestaciones. Información tomada del Ingeniero Jonathan Espinoza, elaborado por el autor.
Constitución política de la republica del ecuador
Según (Publicación oficial de la Asamble Constituyente, 2011), dice: El Art. 326 numeral
5.- Dictamina que el estado ecuatoriano otorga a los trabajadores el derecho de realizar sus
labores en un ambiente idóneo protegiendo la integridad y salud.

Diseño de la investigación 18
Instrumento andino de seguridad y salud en el trabajo (Decisión 584)
• Política de prevención de riesgos laborales
Capítulo II
Según (MINISTERIO DE TRABAJO, 2005, pág. 8):
menciona en el artículo 4 que los países miembros del instrumento andino
deben garantizar el bienestar y salud de sus trabajadores con el propósito
de evitar daños, tragedias físicas como mentalmente guardando la
integridad durante el periodo de trabajo. Como requisito los países
miembros tendrán como objetivo elaborar y poner en marcha lo que
respecta la política nacional de mejoramiento sobre la seguridad y salud de
los trabajadores teniendo como objetivos los siguientes puntos: a) Reforzar
la planificación sobre los recursos identificando acontecimientos referentes
a la salud ocupacional. b) Realizar proposición sobre la solución de la
problemática que surge de manera sectorial o general. c) Fijar autoridades
que precautele y atribuya con la prevención de riesgos que ocurren en los
sitios laborales. d) Renovar las respectivas normas que acaten con la
seguridad y salud en el trabajo. e) Realizar levantamiento de información
mediante un mapa de riesgo. f) Inspeccionar los cumplimientos de las
normas sobre la prevención de riesgos. g) Crear sistema de vigilancia y
control estadístico de los accidentes que ocurren dentro del área de trabajo.
h) Realizar un sistema preventivo que vele la integridad de los trabajadores.
i) Ejercer ayudar dentro una cultura generada para la prevención de
riesgos. j) Inspeccionar el cumplimiento de los programas establecidos de
control de riesgos. k) Los países miembros definirán políticas que aporten
con la adecuada formación de personas profesionales. l) Dar a conocer a los
empleadores y trabajadores sus obligaciones respecto a la seguridad y salud
en el puesto de trabajo.
Articulo 5.- Los países integrados disponen servicios velando la salud en el trabajo que
de manera interna las empresas podrán organizarlas. (MINISTERIO DE TRABAJO, 2005,
pág. 10)
Artículo 6.- De manera interna los países controlaran las políticas que se desarrollen de
manera nacional gubernamental respecto a la prevención de riesgos laborales.
(MINISTERIO DE TRABAJO, 2005, pág. 10)

Diseño de la investigación 19
Artículo 7.- Los reglamentos establecidos de manera interna optan con
principios de coordinación que ayudan a regular las condiciones de
seguridad que se encuentren en el lugar de trabajo. Limitando productos o
sustancias de utilización para desarrollar una actividad dentro la jornada
de trabajo. Establecer normas o procedimientos que ayudan a conocer las
tareas específicas sobre un puesto de trabajo otorgando conocimiento
profesional y condiciones de seguridad. La notificación de un incidente
laboral respectivamente va dirigida a la autoridad competente de la
institución empleadora para la ejecución de informe en caso de poder
ocurrir defunción. (MINISTERIO DE TRABAJO, 2005, pág. 10)
Artículo 8.- Los países que integran la comunidad andina fomentan
medidas indispensables que actividades realizadas por maquinarias no
atribuyan en la posibilidad de un peligro para la salud de los trabajadores.
Ofreciendo capacitaciones sobre la adecuada utilización de maquinarias
contando con su respectivo mantenimiento preventivo, sosteniendo el
conocimiento para prevenir los peligros monitoreando con información
necesaria los riesgos. (MINISTERIO DE TRABAJO, 2005, pág. 11)
Articulo 9.- Para reducir los riesgos laborales los países que involucran la comunidad
andina optan por desarrollar nuevas tecnologías que ayuden a minimizar el peligro que están
expuestos los trabajadores. (MINISTERIO DE TRABAJO, 2005, pág. 12).
Artículo 10.- La comunidad andina de países refuerzan su respectivo sistema de
inspección correspondiente para la adecuada aplicación de las obligaciones y principios
establecidos. (MINISTERIO DE TRABAJO, 2005, pág. 12)
Reglamento de Instrumento Andino de Seguridad y Salud en el trabajo (Resolución 957)
• Gestión de la seguridad y salud en el trabajo
Capítulo I
Según (MINISTERIO DEL TRABJO, 2005, pág. 21), menciona en el “artículo 1.- Según
lo dispuesto por el artículo 9 de la Decisión 584, los Países Miembros desarrollarán los
Sistemas de Gestión de Seguridad y Salud en el Trabajo, para lo cual se podrán tener en
cuenta los siguientes aspectos”.
Convenio 155 OIT sobre seguridad y salud de los trabajadores y medio
Ambiente en el trabajo
• Parte IV

Diseño de la investigación 20
Acción a nivel de empresa.
Según (Organización Internacional del Trabajo), dice:
1. Deberá exigirse a los empleadores que, en la medida en que sea razonable
y factible, garanticen que los lugares de trabajo, la maquinaria, el equipo y
las operaciones y procesos que estén bajo su control son seguros y no
entrañan riesgo alguno para la seguridad y la salud de los trabajadores. 2.
Deberá exigirse a los empleadores que, en la medida en que sea razonable y
factible, garanticen que los agentes y las sustancias químicas, físicas y
biológicas que estén bajo su control no entrañan riesgos para la salud
cuando se toman medidas de protección adecuadas. 3. Cuando sea
necesario, los empleadores deberán suministrar ropas y equipos de
protección apropiados a fin de prevenir, en la medida en que sea razonable
y factible, los riesgos de accidentes o de efectos perjudiciales para la salud.
Reglamento de Seguridad y Salud de los Trabajadores y Mejoramiento del Medio
Ambiente (Decreto Ejecutivo 2393).
• Capítulo V
Medio Ambiente y riesgo laborales por factores físicos, químicos y biológicos. Artículo
53 – 54.
Según (MINISTERIO DEL TRABAJO), En los locales de trabajo y sus anexos se
procurará mantener, por medios naturales o artificiales, condiciones atmosféricas que
aseguren un ambiente cómodo y saludable para los trabajadores.
2. En los locales de trabajo cerrados el suministro de aire fresco y limpio por hora y
trabajador será por lo menos de 30 metros cúbicos, salvo que se efectúe una renovación total
del aire no inferior a 6 veces por hora. (MINISTERIO DEL TRABAJO).
3. La circulación de aire en locales cerrados se procurará acondicionar de modo que los
trabajadores no estén expuestos a corrientes molestas y que la velocidad no sea superior a
15 metros por minuto a temperatura normal, ni de 45 metros por minuto en ambientes
calurosos. (MINISTERIO DEL TRABAJO)
4. En los procesos industriales donde existan o se liberen contaminantes físicos, químicos
o biológicos, la prevención de riesgos para la salud se realizará evitando en primer lugar su
generación, su emisión en segundo lugar, y como tercera acción su transmisión, y sólo
cuando resultaren técnicamente imposibles las acciones precedentes, se utilizarán los medios
de protección personal, o la exposición limitada a los efectos del contaminante.
(MINISTERIO DEL TRABAJO)

Diseño de la investigación 21
5. (Reformado por el Art. 26 del D.E. 4217, R.O. 997, 10-VIII-88) Se fijan como límites
normales de temperatura oC de bulbo seco y húmedo aquellas que en el gráfico de confort
térmico indiquen una sensación confortable; se deberá condicionar los locales de trabajo
dentro de tales límites, siempre que el proceso de fabricación y demás condiciones lo
permitan. (MINISTERIO DEL TRABAJO).
6. En los centros de trabajo expuestos a altas y bajas temperaturas se procurará evitar las
variaciones bruscas. (MINISTERIO DEL TRABAJO).
7. En los trabajos que se realicen en locales cerrados con exceso de frío o calor se limitará
la permanencia de los operarios estableciendo los turnos adecuados. (MINISTERIO DEL
TRABAJO).
8. (Reformado por el Art. 27 del D.E. 4217, R.O. 997, 10-VIII-88) Las instalaciones
generadoras de calor o frío se situarán siempre que el proceso lo permita con la debida
separación de los locales de trabajo, para evitar en ellos peligros de incendio o
explosión, desprendimiento de gases nocivos y radiaciones directas de calor, frío y
corrientes de aire perjudiciales para la salud de los trabajadores. (MINISTERIO DEL
TRABAJO).
IESS Normativa aplicable a la Seguridad y Salud en el trabajo
Capítulo I
Generalidades sobre el Seguro General de Riesgos del Trabajo
Según (SEGURO GENERAL DE RIESGOS DEL TRABAJO, pág. 9), dice:
Artículo 5.- Clasificación de Prestaciones. - Las prestaciones económicas y
asistenciales por accidentes
De trabajo y enfermedades profesionales u ocupacionales, así como los
servicios de prevención de riesgos, serán otorgados en la siguiente forma:
a) Las prestaciones económicas: Consisten en pensiones, subsidios e
indemnizaciones pagaderas en Forma de pensión o de capital, según
corresponda; serán otorgadas por la Dirección del Seguro General de
Riesgos del Trabajo y sus Unidades a nivel nacional, con cargo a los fondos
de dicho seguro;
b) Las prestaciones asistenciales: esto es, asistencia médico-quirúrgica,
farmacéutica, hospitalaria o de
Rehabilitación, así como la provisión o renovación de los aparatos de
prótesis y órtesis; serán otorgadas de conformidad a la ley.

Diseño de la investigación 22
1.6. Aspectos metodológicos de la investigación
1.6.1. Tipo de estudio.
Este análisis sobre índice de estrés térmico estará enfocado a la metodología descriptiva
y explorativa que consiste en detallar los resultados obtenidos en la medición de temperatura
que trabajan las máquinas y el ambiente en la que están expuestos los trabajadores en la
actualidad otorgando el acercamiento al problema.
Limitado en el área el cual presenta mayor índice de temperatura dentro del proceso de
fabricación de fundas plásticas flexibles es el área de extrusión, encaminada directamente a
los trabajadores y maquinarias involucradas en el proceso de producción.
Los datos preliminares sirven identificar los factores influyentes en el aumento de la
temperatura ambiental, cuando las personas están expuestas al calor empieza a tener
procesos metabólicos que consiste en excesiva sudoración, agotamientos entre otros.
Comprender por estrés térmico es valorar las condiciones extremas sobre temperatura, y
humedad dentro de un puesto de trabajo.
1.6.2. Método de investigación.
El desarrollo de este estudio tendrá como análisis de información la metodología
deductiva que consiste en el razonamiento de los resultados obtenidos en la medición de
temperatura que trabajan las máquinas y el ambiente en la que están expuestos los
trabajadores en la actualidad, dirigido a un proceso en general enfocado en leyes o
principios.
Para recolectar información sobre la investigación se empleará instrumentos de medición
obteniendo como resultado a que temperatura ambiente están los trabajadores.
1.6.3. Fuentes y técnicas para la recolección de información.
Fuente Principal. - La obtención de información se realizará en la empresa mediante la
evaluación de temperatura que está expuesto todos los trabajadores en diferentes áreas, pero
enfocando principalmente en el área de extrusión donde se concentra mayor cantidad de
temperatura por el tipo de maquinarias que se emplean para la fabricación de fundas plásticas
flexibles.
Fuentes Secundarias. - Para el complemento del análisis de temperatura se tomarán en
cuenta en los repositorios de diferentes universidades tesis que involucren el confort de los
trabajadores realizando trabajos expuestos a carga térmica.
Además, se empleará la matriz triple criterio la cual servirá para la identificación de los
riesgos que se encuentran dentro del área de extrusión y serán evaluados de manera
cuantitativa a través del método William Fine

Diseño de la investigación 23
1.6.4. Tratamiento de la información.
El valor de temperatura ambiente del área de extrusión será tomado por medio de equipos
de medición termohigrometro patrón modelo MI70/HMP76B, cámara de estabilidad KK-
105 CHLT, barómetro digital control company modelo 1081, termohigrometro modelo
center 342, los cuales están calibrado y certificado por una compañía autorizada y abalada
por la Norma ISO 17025 – SAE, teniendo el nivel de precisión de 0,1. Ver Anexo 1
Esto permite indicar los resultados obtenidos para la toma de decisiones que puedan
mitigar los efectos causados por temperaturas elevadas, de esta manera podemos otorgar o
establecer medidas preventivas que pueden ser aplicadas para minimizar el índice de estrés
térmico en el área de extrusión.
1.6.5. Resultados e impactos esperados
Una vez finalizado la identificación de los riesgos físicos, mecánicos, químicos,
biológicos, ergonómicos, psicosocial, se evalúa la probabilidad de causa de estos riesgos por
medio del método matemático William fine a través del historial de acontecimientos
ocurridos internamente dentro del área de extrusión esperando abordar a la alta temperatura
que están expuestos los trabajadores.
La empresa al determinar estos riesgos con sus respectivos resultados, se otorgará una
alternativa para obtener un modelo de sistema de extracción.

Capítulo II
Análisis, presentación de resultados y diagnostico
2.1 Análisis de la situación actual.
El presente trabajo de titulación se realizará dentro de la empresa PLASTIGZ S.A ubicada
en el KM 25 Vía Perimetral, Parque Industrial Inmaconsa Calle A, Frente al Mall del Fortín.
Para la empresa es fundamental promover la salud tanto física como mental de todos sus
trabajadores realizando de manera pertinente evaluaciones, controlando sus actividades
diarias y reconociendo los riesgos que puede conllevar a sufrir los trabajadores accidente e
incidentes laborales, a su vez previniendo enfermedades profesiones u ocupaciones dentro
la empresa.
2.1.1 Misión
Tabla 14. Política planificada misión
Información tomada de la empresa Plastigomez, elaborado por el autor.
2.1.2 Visión
Tabla 15. Política planificada visión
Información tomada de la empresa Plastigomez, elaborado por el autor.
2.1.3 Objetivos de la empresa.
Fabricar empaques plásticos flexibles de alta calidad brindando un servicio de excelencia
en cuanto en cumplimiento en fechas de entrega.

Análisis, presentación de resultados y diagnóstico 25
2.1.4 Organigrama de la empresa
La empresa cuenta con organigrama que se ajusta a las necesidades de la empresa,
estructurado por áreas específicas contando en cada departamento con un dirigente el cual
procede guiar a todas las actividades que se realizan. Ver Anexo 2
2.1.5 Políticas de la empresa
A continuación, se detalla las políticas en la cual se enfoca la empresa: garantiza la entrega
de sus productos a los clientes de manera puntual otorgando a su vez calidad.
• Desarrolla la mejora continua en cada sucesión de etapas en el proceso de
fabricación potenciando la calidad del sistema de gestión.
• Fomenta el crecimiento profesional y humano de los trabajadores.
• Realizar todas nuestras actividades comerciales con honradez y desinterés
2.1.6 Compromiso de la empresa con la seguridad industrial, salud ocupacional y
prevención de riesgos laborales
La empresa manifiesta que la seguridad industrial, salud ocupacional y la protección del
medio ambiente, establecen componentes esenciales en el crecimiento de su actividad y son
un valor esencial integrado a todas las labores que desarrolla, en contexto de calidad para
lograr la satisfacción y confianza de los clientes y proveedores.
Los trabajadores son el recurso más apreciado, por ello no solo que serán respetados
sus derechos, sino que todas las funciones que se realizan serán realizadas bajo
lineamientos en defensa a su seguridad y salud, a fin de lograr destacar la Seguridad
Industrial y Salud Ocupacional.
2.1.7 Recursos productivos.
Tipos de materiales y aditivos para la elaboración de fundas plásticas flexibles PEBD
(Low Density Polyethylene) peletizado de baja densidad / PEAD (High Density
Polyethylenede) peletizado de alta densidad, además de aditivos que otorgan color,
durabilidad y ayuda a la dispension de los pigmentos.
A continuación, se puede observar los materiales que la empresa utiliza en sus procesos
de elaboración de fundas plásticas especialmente en el área de extrusión. Tipos de resina:
Figura 1. Resina de uso industrial. Información adaptada de la empresa Plastigomez. Elaborado por el autor.

Análisis, presentación de resultados y diagnóstico 26
Figura 2. Resina de Emeraude uso general. Información adaptada de la empresa Plastigomez. Elaborado
por el autor
Figura 3. Resina de uso general. Información adaptada de la empresa Plastigómez. Elaborado por el
autor.
Figura 4. Resina de alta densidad. Información de la empresa Plastigómez. Elaborado por el autor.

Análisis, presentación de resultados y diagnóstico 27
Aditivos:
Figura 5. Aditivo antiblock. Información adaptada de la empresa Plastigomez. Elaborado por el autor.
Figura 6. Aditivo biodegradable. Información adaptada de la empresa Plastigomez. Elaborado por el autor
Figura 7. Aditivo ayuda de proceso. Información adaptada de la empresa Plastigomez. Elaborado por el autor

Análisis, presentación de resultados y diagnóstico 28
Figura 8. Aditivo carbonato. Información adaptada de la empresa Plastigomez. Elaborado por el autor
La adquisición de estos materiales es atreves de proveedores ya establecidos por la
empresa.
2.1.8 Procesos productivos.
Se refiere al ciclo de todas las actividades que se desarrollan para alcanzar un bien o
servicio de manera interna otorgando sobresalir a la empresa.
A continuación, se detalla el siguiente diagrama que se desarrolla en la empresa, está
compuesta por cinco procesos distintos dependiendo del cliente:
• Extrusión: Es el proceso más conocido y el método más común en la fabricación de
película de soplado con propiedades físicas y mecánicas, en manera general se utiliza
para fabricar rollos de fundas de plástico flexible.
• Impresión: En la fabricación de fundas plásticas este proceso es un método directo
que se describe como la transferencia de tinta a un cuerpo. En un cilindro se aloja una
plancha de caucho (clisé), el cual transfiere tinta del rodillo (anilox) y la traslada luego
a un sustrato.
• Sellado: Este proceso utiliza para la fabricación de fundas plásticas flexibles dos
métodos sello lateral y sello al fondo.
• Sello lateral: Método el cual consiste en llevar sello en los lados de la funda este sello
es utilizado en las fundas las cuales no van a almacenar mucho peso o fundas de
tamaño pequeño.
• Sello de fondo: Método el cual consiste en llevar un sello en la parte inferior de las
fundas para obtener mayor resistencia al peso que va a estar expuesto.

Análisis, presentación de resultados y diagnóstico 29
• Corte: Es el proceso el cual consiste emplear el máximo ancho que puede soplar la
maquina extrusora y que pueda imprimir la impresora para lograr obtener la medida
correcta que pide el cliente y aprovechar el material al límite.
• Laminado: Es el proceso el cual consiste en la unión de dos materiales mediante
participación de un material adhesivo.
Figura 9. Procesos de fabricación. Información adaptada de la empresa Plastigomez. Elaborado por el autor
Proceso del área de extrusión.
1. Supervisor de producción: Asigna y aprueba la orden de fabricación de las
órdenes de producción.
2. Supervisor de producción: Confirma la disponibilidad de materiales para
realizar las actividades establecidas.
3. Operador de maquina: Revisa el estado de la máquina, funcionamiento y
limpieza para dar inicio a la producción.
4. Operador de la maquina: Registra la hora de inicio y el tipo de materia prima
de esta manera hay control para cualquier novedad que pueda ocurrir la orden de
producción.

Análisis, presentación de resultados y diagnóstico 30
5. Operador de la maquina: El prepara la mezcla de la materia prima con sus
respectivos componentes y aditivos considerando los porcentajes ya establecidos
en la orden de producción.
6. Operador de la maquina: Llena la tolva con la cantidad específica de materia
prima, considera la longitud que se describe en la orden de producción, enciende
el rind de aire para enfriar la película y verifica el funcionamiento.
7. Operador de la maquina: Da marcha a los rodillos de tiro y ajusta la velocidad
en la cual la maquina va a trabajar tomando en cuenta el tipo de material (espesor).
8. Operador de maquina: Conecta la manguera de aire comprimido y procede a
inyectar aire para formar el globo que sube por los rodillos de tiro.
9. Operador de maquina: El globo es enfriado con aire que es generado pro una
turbina lo cual se distribuye de manera uniforme a través del anillo de aire.
10. Operador de maquina: Controla el funcionamiento de la máquina y verifica que
el globo avance libremente en su recorrido hasta el embobinado el cual enrolla la
película.
11. Operador de maquina: Controla y verifica la presión, a mayor presión más
amperaje por lo cual él está a la expectativa del motor.
12. Operador de maquina: La máquina cuenta con un sistema de alarma el cual da
por terminado el trabajo, el operador realiza el corte de la película (globo) con la
cuchilla
13. Auxiliar de operador: Coloca el rollo terminado en una carreta y se dirige a la
balanza para calcular el peso y coloca una etiqueta que lo identifique adjuntando
el nombre del cliente.
14. Auxiliar del operador: Pesa y clasifica el desperdicio generado durante la
producción y lo coloca en la jaula de paletizado.
15. Operador de maquina: Registra la hora cuando termina la fabricación, ingresa
la información sobre el peso del desperdicio e imprime el respectivo reporte de
producción.
16. Supervisor de producción: Verifica la información del reporte de producción
contra la producción del productor terminado, lo cuadra y lo valida.
2.1.9 Recursos tecnológicos.
La empresa cuenta con los siguientes recursos tecnológicos que se detallan a
continuación:

Análisis, presentación de resultados y diagnóstico 31
Figura 10. Extrusora 1. Información adaptada de la empresa Plastigomez. Elaborado por el autor
Figura 11. Coextrusora. Información adaptada de la empresa Plastigomez. Elaborado por el autor
Figura 12. Impresora Novagraf. Información adaptada de la empresa Plastigomez. Elaborado por el autor

Análisis, presentación de resultados y diagnóstico 32
Figura 13. Impresora Comexi. Información adaptada de la empresa Plastigomez. Elaborado por el autor
Figura 14. Laminadora. Información adaptada de la empresa Plastigomez. Elaborado por el autor
Figura 15. Cortadora. Información adaptada de la empresa Plastigomez. Elaborado por el autor

Análisis, presentación de resultados y diagnóstico 33
Figura 16. Selladora. Información adaptada de la empresa Plastigomez. Elaborado por el autor
Figura 17. Selladora camisetera. Información adaptada de la empresa Plastigomez. Elaborado por el autor
Figura 18. Peletizadora. Información adaptada de la empresa Plastigomez. Elaborado por el autor

Análisis, presentación de resultados y diagnóstico 34
Mapa de procesos
A continuación, se detalla el mapa de procesos que cuenta la empresa de manera interna.
Figura 19. Mapa de procesos. Información adaptada de la empresa Plastigomez. Elaborado por el autor
Por medio del diagrama Ishikawa se ha logrado identificar las siguientes causas raíces
que conllevan a un nivel elevado de estrés térmico.
Los tres principales factores que se encuentran en la empresa son:
• Maquinaria
• Equipos
• Medio ambiente
• Mano de obra
• Método
Análisis del problema
Figura 20. Diagrama Ishikawa. Información adaptada de la empresa Plastigomez. Elaborado por el autor

Análisis, presentación de resultados y diagnóstico 35
Mediante el análisis del diagrama Ishikawa se identificó las causas y subcausas de los
factores ya mencionado, pudiendo constatar que el origen de un nivel elevado de estrés
térmico se da por altas temperaturas que generan las máquinas ubicadas dentro la planta, y
al no tener una buena distribución de puntos de inyección y extracción de aire el calor
aumenta agregando la mala planificación de mantenimiento que se da a los equipos
(extractores eólicos - ventiladores).
En el factor maquinaria se identificó las causas como elevadas temperaturas de las
máquinas que trabajan, esto se debe a su funcionamiento ya establecido internamente por
cada material que se utiliza para la fabricación de fundas plásticas flexibles.
En el factor de equipos se pudo constatar que los extractores de aire (eólicos) no son los
adecuados por la capacidad que tienen, no se realiza el mantenimiento adecuado a los
equipos por falta de planificación y control de funcionamiento.
En el factor medio ambiente se constató que el elevado nivel de estrés térmico se da por
temperaturas muy altas que es acompañado por el insuficiente flujo de aire debido a la mala
distribución de puntos de ventilación y extracción. Esto da como resultado la no disminución
de calor dentro la planta.
En el factor mano de obra se pudo verificar que las pocas capacitaciones que se realizan
dentro la empresa no dotan a los trabajadores con el conocimiento suficiente sobre la
prevención de riesgos, que van paralelamente con las horas prolongadas que trabajan
indicando su exposición a un más, referente al factor método en la cual se identificó al no
tener procedimientos preventivos de sso no se podrá realizar mejoras al respecto de riesgos.
En la empresa se puede identificar diferentes tipos de riesgos, por ese motivo se empleara
la matriz triple criterio en lo cual ayuda a identificar, analizar y evaluar los riesgos que
predominan y que tienen la probabilidad de incitar accidentes graves, imposibilitando a los
trabajadores laborar. El análisis se fija en el área de extrusión tomando en consideración la
actividad diaria que realizan a los operadores y ayudantes en las máquinas. Ver anexo 3
2.1.10 Análisis de los riesgos en el área de extrusión.
En esta área se realiza el primer paso para el proceso de fabricación de fundas plásticas
flexibles por lo consecuente es la fundición de la materia prima en la que es convertida a
película soplada o tubular obteniendo propiedades físicas y mecánicas que se utilizan para
fabricar rollos, fundas y materiales de empaque. Con el resultado del análisis estadístico que
se muestra a continuación en la siguiente tabla refleja que el riesgo físico posee un porcentaje
de 35%, seguido de riesgos mecánicos con el 29%, riesgo ergonómicos y psicológicos con
el 18% finalizando los riesgos biológicos, químicos y riesgos de accidente mayor con el 0%,

Análisis, presentación de resultados y diagnóstico 36
podemos manifestar que el factor riesgo físico tiene el porcentaje más alto, debido a estos
peligros identificados:
• Temperatura elevada.
• Ventilación insuficiente.
• Contactos térmicos.
• Ruido.
Y en el factor ergonómico se constató los siguientes peligros:
• Disconfort térmico.
• Posición forzada (de pie).
Determinando así que el elevado nivel de estrés térmico es ocasionado por estos peligros.
Figura 21. Porcentajes de riesgos en el área de extrusión. Información adaptada de la empresa Plastigomez.
Elaborado por el autor
Tabla 16. Cuantificación de riesgos.
FACTORES
DE RIESGO RIESGO
MODERADO RIESGO
IMPORTANTE RIESGO
INTOLERABLE SUMA PORCENTAJE
Físicos 8 8 8 24 35%
Mecánicos 16 4 0 20 29%
Químicos 0 0 0 0 0%
Biológicos 0 0 0 0 0%
Ergonómicos 2 6 4 12 18%
Psicológicos 8 4 0 12 18%
Riesgos de
accidente
mayor
0 0 0 0 0%
Subtotal 34 22 12 68
Estimación
total 50% 32% 18% 100%
Información tomada de la empresa Plastigomez, elaborado por el autor.
Análisis, presentación de resultados y diagnóstico 37
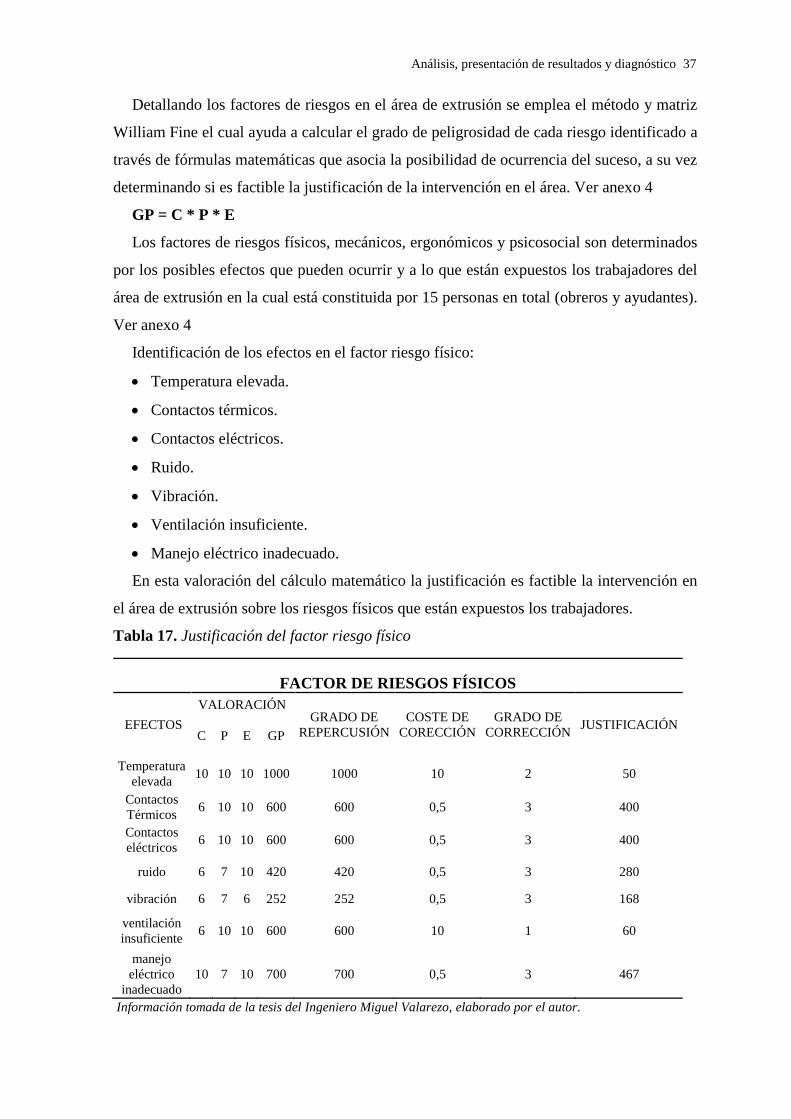
Detallando los factores de riesgos en el área de extrusión se emplea el método y matriz
William Fine el cual ayuda a calcular el grado de peligrosidad de cada riesgo identificado a
través de fórmulas matemáticas que asocia la posibilidad de ocurrencia del suceso, a su vez
determinando si es factible la justificación de la intervención en el área. Ver anexo 4
GP = C * P * E
Los factores de riesgos físicos, mecánicos, ergonómicos y psicosocial son determinados
por los posibles efectos que pueden ocurrir y a lo que están expuestos los trabajadores del
área de extrusión en la cual está constituida por 15 personas en total (obreros y ayudantes).
Ver anexo 4
Identificación de los efectos en el factor riesgo físico:
• Temperatura elevada.
• Contactos térmicos.
• Contactos eléctricos.
• Ruido.
• Vibración.
• Ventilación insuficiente.
• Manejo eléctrico inadecuado.
En esta valoración del cálculo matemático la justificación es factible la intervención en
el área de extrusión sobre los riesgos físicos que están expuestos los trabajadores.
Tabla 17. Justificación del factor riesgo físico
FACTOR DE RIESGOS FÍSICOS
EFECTOS
VALORACIÓN GRADO DE
REPERCUSIÓN
COSTE DE
CORECCIÓN
GRADO DE
CORRECCIÓN JUSTIFICACIÓN
C P E GP
Temperatura
elevada 10 10 10 1000 1000 10 2 50
Contactos
Térmicos 6 10 10 600 600 0,5 3 400
Contactos
eléctricos 6 10 10 600 600 0,5 3 400
ruido 6 7 10 420 420 0,5 3 280
vibración 6 7 6 252 252 0,5 3 168
ventilación
insuficiente 6 10 10 600 600 10 1 60
manejo
eléctrico
inadecuado
10 7 10 700 700 0,5 3 467
Información tomada de la tesis del Ingeniero Miguel Valarezo, elaborado por el autor.

Análisis, presentación de resultados y diagnóstico 38
Identificación de los efectos en el factor riesgos mecánicos:
• Espacio físico reducido.
• Manejo de herramienta cortante o punzante.
• trabajo en altura a partir desde 1.8 metros.
• Caída de objetos.
• Superficies o materiales calientes.
• Caída de personas a distinto nivel.
• Golpes.
• Quemaduras.
• Atrapamientos entre objetos.
En esta valoración del cálculo matemático de la justificación en algunas no es factible la
intervención, por motivo de que están por debajo de lo establecido. Cómo es el efecto de
espacio reducido, manejo de herramientas cortante, atrapamientos entre objetos, golpes y
quemaduras ya que no cumplen como está especificado en el método William fine tiene que
ser mayor de 20 para ser justificado.
Tabla 18. Justificación del factor riesgo mecánico.
FACTOR DE RIESGOS MECÁNICOS
EFECTOS VALORACIÓN GRADO DE
REPERCUSIÓN
COSTE DE
CORECCIÓN
GRADO DE
CORRECCIÓN JUSTIFICACIÓN
C P E GP
Espacio físico reducido
1 4 6 24 48 0,5 3 16
manejo de herramienta cortante y/o
punzante
1 4 6 24 48 0,5 3 16
trabajo en altura ( desde 1.8 metros)
4 7 6 168 336 0,5 3 112
caída de objetos
4 7 2 56 112 0,5 3 37
superficies o materiales calientes
6 7 10 420 840 0,5 3 280
caída de persona a
distinto nivel 6 7 1 42 84 0,5 3 28
atrapamientos entre objetos
1 1 1 1 2 0,5 3 1
golpes 1 7 1 7 14 0,5 3 5
quemaduras 1 7 1 7 14 0,5 3 5
Información tomada de la tesis del Ingeniero Miguel Valarezo, elaborado por el autor.

Análisis, presentación de resultados y diagnóstico 39
Identificación de los efectos en el factor riesgo ergonómico:
• Disconfort térmico.
• levantamiento manual de objetos.
En esta valoración del cálculo matemático la justificación es factible la intervención en
el área de extrusión sobre los riesgos ergonómicos que están expuestos los trabajadores.
Tabla 19. Justificación del factor riesgo ergonómico.
FACTOR DE RIESGOS ERGONÓMICOS
EFECTOS VALORACIÓN GRADO DE
REPERCUSIÓN
COSTE DE
CORRECCIÓN
GRADO DE
CORRECCIÓN JUSTIFICACIÓN
C P E GP
disconfort Térmico
6 10 10 600 1200 10 1 60
Levantamiento manual de
objetos 4 7 10 280 560 0,5 3 187
Información tomada de la tesis del Ingeniero Miguel Valarezo, elaborado por el autor.
Identificación de los efectos en el factor riesgo psicosociales:
• Estrés por entrega de trabajo.
En esta valoración del cálculo matemático la justificación no es factible la intervención
en el área de extrusión sobre los riesgos psicosociales porque no cumplen con lo establecido
en el método William Fine.
Tabla 20. Justificación del factor riesgo psicosocial.
FACTOR DE RIESGOS PSICOSOCIALES
EFECTOS
VALORACIÓN GRADO DE
REPERCUSIÓN
COSTE DE
CORECCIÓN
GRADO DE
CORRECCIÓN JUSTIFICACIÓN
C P E GP
Estrés por
entrega de
trabajo
1 1 1 1 2 0,5 3 1
Información tomada de la tesis del Ingeniero Miguel Valarezo, elaborado por el autor.
2.2 Valoración de riesgo en el área de extrusión.
Para la estimación del grado de peligrosidad que se encuentra la empresa en el área de
extrusión se empleara el método de William Fine con la siguiente fórmula.
(C) Consecuencias: Se define como los resultados más factibles de un riesgo laboral
integrando daño físico y material.

Análisis, presentación de resultados y diagnóstico 40
Tabla 21. Valoración de las consecuencias.
VALORACIÓN DE LAS CONSECUENCIAS VALOR
Catástrofe, numerosas muertes, grandes daños, quebranto en la
actividad 100
Varias muertes daños desde 500.000 a 1´000.000 dólares. 50
Muerte, daños de 100.000 a 500.000 dólares. 25
Lesiones extremadamente graves (amputación, invalidez permanente) 15
Lesiones con baja no graves 5
Pequeñas heridas, contusiones, golpes, pequeños daños 1
Información tomada de la tesis del Ingeniero Miguel Valarezo, elaborado por el autor.
Tomando en consideración las lesiones bajas por:
• Deshidratación, dolor de cabeza etc.
Se determina el valor C = 5
(P) Probabilidad: Identificado la situación de riesgo la ocurrencia de los acontecimientos
puede que sucedan con el tiempo y originar el accidente.
Tabla 22. Probabilidad de ocurrencia del accidente.
LA PROBABILIDAD DE OCURRENCIA DEL ACCIDENTE,
INCLUYENDO LAS CONCECUENCIAS VALOR
El resultado más posible y esperado, si se presenta la situación de riesgo. 10
Es completamente posible, no sería nada extraño, 50% posible. 6
Sería una consecuencia o coincidencia rara. 3
Sería una coincidencia remotamente posible, se sabe que ha ocurrido 1
Extremadamente remota pero concebible, no ha pasado en años 0,5
Prácticamente imposible (posibilidad 1 en 1000000) 0,1
Información tomada de la tesis del Ingeniero Miguel Valarezo, elaborado por el autor.
En la condición actual que se encuentra el área de extrusión es más factible que se presente
el riesgo.
Se determina el valor P = 10
(E) Exposición: Ocasiones en las que se presenta una situación de riesgo, identificado
como el primer hecho no deseado.

Análisis, presentación de resultados y diagnóstico 41
Tabla 23. Situación de riesgo.
LA SITUACIÓN DE RIESGO OCURRE VALOR
Continuamente (o muchas veces al día) 10
Frecuentemente (1 vez al día) 6
Ocasionalmente (1 vez / semana – 1 vez al mes) 3
Irregularmente (1 vez / mes – 1 vez al año) 2 1
Raramente (se ha sabido que ha ocurrido) 0,5
Remotamente posible (no se conoce que haya ocurrido) 0,1
Información tomada del Ingeniero Miguel Valarezo, elaborado por el autor.
Incesantemente los trabajadores presentan síntomas de malestar en el cuerpo por el exceso
de temperatura que se deriva en aumento de fatiga, dolor de cabeza y en ocasiones ausencia
en el puesto laboral.
Se determina el valor E = 10
(GP) Calificación del grado de peligrosidad: Interpretación mediante el posterior
cuadro
GP = C * P * E
GP = 5 * 10 * 10
GP = 150
Tabla 24. Valor del indices William Fine.
VALOR DEL ÍNDICE DE WILLIAM FINE
(GP) INTERPRETACIÓN
0<GP<18 BAJO
18<GP≤85 MEDIO
85<GP≤200 ALTO
GP>200 CRITICO
Información tomada de la tesis del Ingeniero Miguel Valarezo, elaborado por el autor.
Estableciendo valores de acuerdo al método William Fine se determina que la empresa
en la situación actual en el área de extrusión está en grado de peligrosidad alta, debido a los
factores de riesgo que se encuentran de manera permanentes como es el nivel elevado de
temperatura que causa estrés térmico a los trabajadores.
2.3 Presentación de resultados y diagnósticos.
A través de indicadores de gestión se verifica el cumplimiento de seguridad industrial en
la empresa, definiendo como el soporte para que todos los procedimientos en prevención de
riesgos laboral se lleven a cabo con eficiencia y eficacia.

Análisis, presentación de resultados y diagnóstico 42
Mediante los indicadores reactivos se expresa con cifras relativas la particularidad de
accidentabilidad en una empresa considerando la relación entre:
• Índice de frecuencia
• Índice de gravedad
• Tasa de riesgo
Ejemplo real optado de la empresa Plastigomez S.A
2.3.1 (IF) Índice de frecuencia.
Comenta (ESPINOZA, 2017, pág. 63), Se entiende como índice de frecuencia el número de
lesionados con incapacidad de cualquier tipo, por cada 200.000 de horas-hombre de exposición
al riesgo. Para calcula el índice de frecuencia se aplica la siguiente fórmula:
IF = # de lesiones X 200.000 / # H H/M trabajadas
IF = 1 * 200.000 / (40 * 12 * 30) + (39 * 8 * 30) =
IF = 84.2
40 y 39 = Números de trabajadores
12 y 8 = Horas de turno
30 = Días / 1 mes
Definición:
# de Lesiones = Número de accidentes o enfermedades.
# H H/M trabajadas = Total de horas trabajadas dentro la empresa.
2.3.2 (IG) Índice de gravedad
Comenta (ESPINOZA, 2017, pág. 64), Se entiende como índice de gravedad a la relación
existente entre el total de días perdidos debidos a los accidentes y e total de horas – hombre de
exposición al riesgo. Se calcula usando la siguiente fórmula:
IG = # días perdidos X 200.000 / # H H/M trabajadas.
IG = 6000 * 200.000 / (40 * 12 * 30) + (39 * 8 * 30) =
IG = 505050.5
40 y 39 = Números de trabajadores
12 y 8 = Horas de turno
30 = Días / 1 mes
Definición:
# Días perdidos = Tiempo perdido por lesiones.
# H H/M trabajadas = Total de horas trabajadas en la empresa.
Los días de cargo se derivan acorde a la posterior figura:

Análisis, presentación de resultados y diagnóstico 43
Figura 22. Costos por accidentes. Información adaptada de la empresa Plastigomez. Elaborado por el autor
2.3.3 (TR) Tasa de riesgo
Comenta (ESPINOZA, 2017, pág. 65), La tasa de riesgo da como resultado el promedio de
días perdidos por accidente. La tasa de riesgo se deducirá usando la formula siguiente:
TR = # días perdidos / # lesiones
Y en su fracción
TR = IG / IF
TR = 505050.5 / 84.2
TR = 6000
Definición:
# IG = Índice de gravedad.
# IF = Índice de frecuencia.
2.3.4 Impacto económico
En la siguiente tabla se detalla los costos por accidentes y ausentismo laboral, tomando
en consideración si llega a ocurrir un acontecimiento dentro la planta en el área de extrusión.
Estos son calculados con las especificaciones legales en Ecuador en lo que respecta
seguridad y salud ocupacional (Reglamento del Seguro General de Riesgos del Trabajo

Análisis, presentación de resultados y diagnóstico 44
resolución del IESS 513 Art 57). La cual refleja según la naturaleza las cuantificaciones de
diferentes tipos de lesiones.
Tabla 25. Costos por accidentes.
Naturaleza
Resolución
CD 513
(Jornada
de días
perdidos)
Ausentismo
Contratos
perdidos
(multas)
Sueldos
Valor de
la jornada
de trabajo
(sueldo /
20 días de
trabajo)
Costo de
perdidas Días
ausentes
N° De
Accidentes
Muerte 6000 $ 394,00 $ 19,70 $ 118.200,00
Incapacidad
absoluta 6000 $ 394,00 $ 19,70 $ 118.200,00
Incapacidad
permanente
total
4500 $ 394,00 $ 19,70 $ 88.650,00
Perdida del
brazo por el
codo debajo
3600
$ 394,00 $ 19,70 $ 70.920,00
Perdida de
una pierna
por encima
de las
rodillas
4500
$ 394,00 $ 19,70 $ 88.650,00
Perdida de
una pierna
por la
rodilla o
debajo
3000
$ 394,00 $ 19,70 $ 59.100,00
Perdida de
la visión de
un ojo
1800
$ 394,00 $ 19,70 $ 35.460,00
Ceguera
total 6000
$ 394,00 $ 19,70 $ 118.200,00
Perdida de
un solo oído 600
$ 394,00 $ 19,70 $ 11.820,00
Sordera
total 3000
$ 394,00 $ 19,70 $ 59.100,00
Información tomada de la Resolución del IESS 513, Elaborado por el autor.
2.3.5 Diagnostico
Con el resultado de temperatura ambiente del área de extrusión que es de 40° C, la cual
fue tomado por medio de equipos de medición termohigrometro patrón modelo
MI70/HMP76B, cámara de estabilidad KK-105 CHLT, barómetro digital control company
modelo 1081, termohigrometro modelo center 342. Los cuales están calibrado y certificado
por una compañía autorizada y abalada por la Norma ISO 17025 – SAE, teniendo el nivel
de precisión de 0,1.
Se identificado los riesgos con la matriz triple criterio y evaluado utilizando el método
William Fine. En la investigación de campo se obtuvo como resultado los puntos críticos en
el área de extrusión presentando problemas por temperatura elevada, disconfort térmico,
ventilación insuficiente y deshidratación provocando el elevado nivel de estrés térmico que

Análisis, presentación de resultados y diagnóstico 45
puede conllevar a sufrir convulsiones e infarto y causar posteriormente la muerte a los
trabajadores.
En lo que respecta a la empresa esto puede ocasionar perdidas a consecuencia de la muerte
del trabajador con un monto de $ 118.200,00. Se considera conveniente realizar la gestión
pertinente para disminuir los riesgos que están expuestos los trabajadores previos a una
auditoria o inspección del ministerio del trabajo.

Capítulo III
Propuesta, conclusiones y recomendaciones
3.1. Diseño de la propuesta
Obteniendo los resultados de la medición del índice de estrés térmico por medio de
equipos calibrados que están autorizados y abalados por una compañía la cual está certificada
por la Norma ISO 17025 – SAE, mediante la matriz triple criterio y método William Fine.
Se otorga una propuesta de solución para minimizar el riesgo de altas temperaturas que
pueden conllevar a sufrir diferente tipo de enfermedades profesionales.
3.1.1. Objetivos de la propuesta.
Proponer un sistema de extracción de calor en el área de extracción para mitigar los
riesgos físicos que ocasiona las altas temperaturas, con el fin de conservar el bienestar de los
trabajadores de una empresa de plásticos flexibles.
3.2. Estructura técnica de la propuesta
3.2.1. Alcance de la propuesta
La propuesta de solución esta direccionada al área de extrusión la cual comprende la
fundición de la materia prima para la elaboración de fundas plásticas flexibles.
El actual trabajo está justificado dentro del marco legal del Reglamento del Seguro
General de Riesgos del Trabajo en su Resolución N° C.D 513 en su capítulo XI art. 53
Principios de la Acción Preventiva. Ver Anexo 5
3.2.2. Costo de alternativa de solución
Para la instalación del sistema de extracción localizada se tomaron en cuenta los
siguientes costos indicados en la cotización de alternativa de solución.
Para los costos de la alternativa de solución se cotizaron lo siguiente:
• Instalación de equipos extractores eólicos.
• Construcción de accesorios.
• Construcción de ductos.
• Mano de obra.
La cotización se la realizo en una empresa dedicada a generación de proyectos, venta de
extractores industriales y servicios como ventilación mecánica y aire acondicionado en
Guayaquil y Quito. Esta empresa como historial de trabajo tiene los siguientes clientes KFC,
Grupo El Comercio, Pinto.

Propuesta, conclusiones y recomendaciones 47
La cotización del área de extrusión está dividida en 2, la primera muestra el valor de
$ 8.079,04 + IVA dólares americanos la cual consta con 4 extractores eólicos con sus
respectivas bases metálicas, ductos, materiales de anclajes y complementos para la
instalación como malla de protección de acero, la segunda cotización muestra el valor de
$10.098,80 dólares americanos cuyo valor incluye mano de obra e instalación de extractores
eólicos al igual que la primera cotización con la única diferencia que son 5 extractores
eólicos, se puede constatar que la suma de las dos cotización da como resultado el costo de
118.177,84 dólares americanos. Ver Anexo 6
En la siguiente tabla se puede observar los valores de la cotización:
Tabla 26. Sistema de extracción.
Información tomada de proveedores, Elaborado por el autor.
A su vez integrando charlas al recurso humano en la cual se llevará a cabo dentro de las
instalaciones de la empresa, los costos de las operaciones suman un total de $4.800 dólares
americanos, en la siguiente tabla se mostrará los costos de cada charla.
SISTEMA DE EXTRACCIÓN
EQUIPOS CANT V/ UNI TOTAL
Extractores tipo hongo CUBE 160 9 $ 1.426,76 $ 12.840,84
ACCESORIOS CANT V/ UNI TOTAL
Bases metálicas para equipo de extracción
modelo cube 160 9 $ 120,00 $ 1.080,00
Material de anclaje para ductos 9 $ 90,00 $ 810,00
Malla de protección de acero 9 $ 35,00 $ 315,00
DUCTOS CANT V/ UNI TOTAL
Ductos en tol galvanizado 126 $ 7,00 $ 882,00
MANO DE OBRA CANT V/ UNI TOTAL
Instalación de extractor tipo hongo CUBE
160 9 $ 250,00 $ 2.250,00
TOTAL $ 18.177,84

Propuesta, conclusiones y recomendaciones 48
Tabla 27. Capacitaciones de SSO.
Información tomada de la tesis del Ingeniero Richard Romero, elaborado por el autor.
El total de la inversión este proyecto en beneficio para la empresa es la suma del sistema
de extracción más las capacitaciones de SSO da como resultado el valor de $ 22.977,84,
dólares americanos. Para esta inversión la empresa cuenta con los recursos necesarios para
ejecutarlo, no es necesario financiarla por medio de un banco.
3.2.3. Evaluación y selección de alternativa de solución.
De acuerdo a las actividades que se realiza en el área de extrusión, la alternativa indicada
en el punto anterior es necesaria, ya que ayuda a generar mejor flujo de aire dentro la planta
otorgando un buen ambiente de trabajo y así prevenir el estrés térmico que pueden sufrir los
trabajadores.
3.2.4. Planificación y cronograma de implementación y capacitación de SSO
A continuación, se detalla las actividades la cual va relacionada con la instalación del
sistema de extracción estimando un cronograma correspondiente establecido por el
proveedor.
CAPACITACIONES DE SSO
DESCRIPCIÓN CANT C/U C/TOTAL
SSO Introducción a la
Seguridad, Higiene
Industrial.
4 $ 200,00 $ 800,00
Socialización del
Reglamento de Seguridad
y salud ocupacional
4 $ 200,00 $ 800,00
Campaña de prevención
de Riesgos 4 $ 200,00 $ 800,00
Estrés térmico
Consecuencias 2 $ 200,00 $ 400,00
Campaña de respeto a la
señalización 2 $ 200,00 $ 400,00
Buenas Practicas de
Manufactura 2 $ 200,00 $ 400,00
Seguridad con las Manos 2 $ 200,00 $ 400,00
Protección Auditiva 2 $ 200,00 $ 400,00
Metodología 5 S 2 $ 200,00 $ 400,00
TOTAL $ 4.800,00
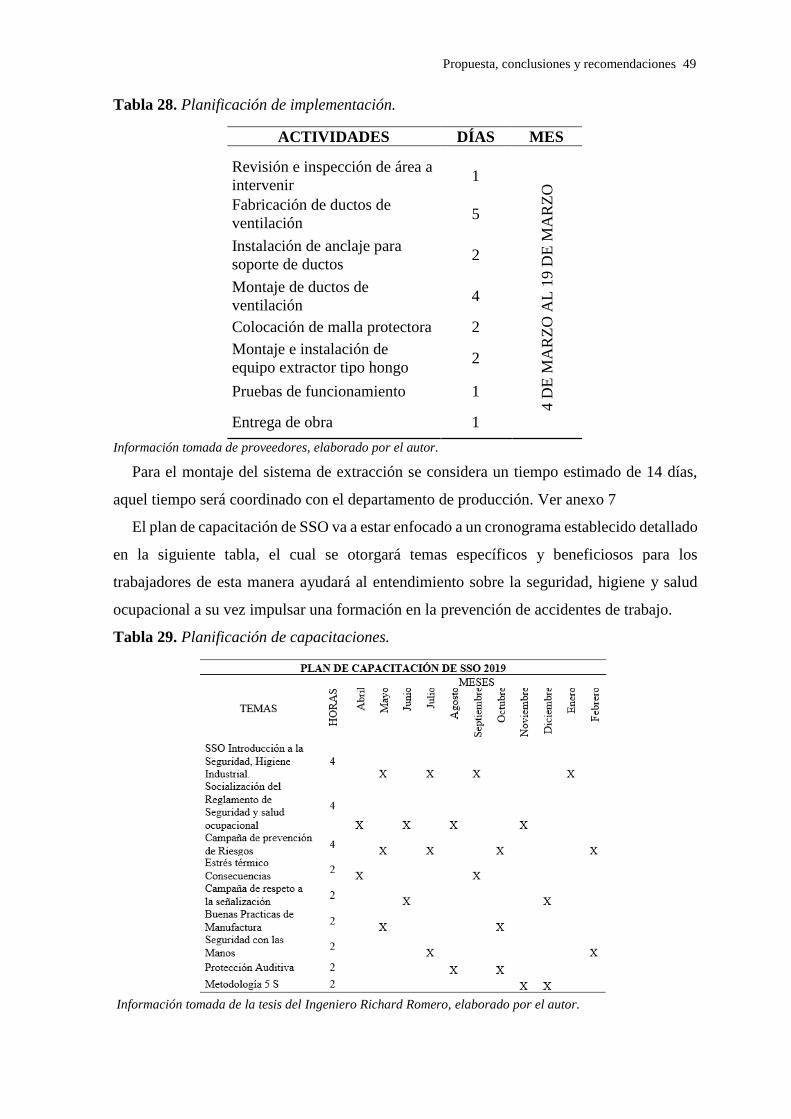
Propuesta, conclusiones y recomendaciones 49
Tabla 28. Planificación de implementación.
ACTIVIDADES DÍAS MES
Revisión e inspección de área a
intervenir 1
4 D
E M
AR
ZO
AL
19 D
E M
AR
ZO
Fabricación de ductos de
ventilación 5
Instalación de anclaje para
soporte de ductos 2
Montaje de ductos de
ventilación 4
Colocación de malla protectora 2
Montaje e instalación de
equipo extractor tipo hongo 2
Pruebas de funcionamiento 1
Entrega de obra 1
Información tomada de proveedores, elaborado por el autor.
Para el montaje del sistema de extracción se considera un tiempo estimado de 14 días,
aquel tiempo será coordinado con el departamento de producción. Ver anexo 7
El plan de capacitación de SSO va a estar enfocado a un cronograma establecido detallado
en la siguiente tabla, el cual se otorgará temas específicos y beneficiosos para los
trabajadores de esta manera ayudará al entendimiento sobre la seguridad, higiene y salud
ocupacional a su vez impulsar una formación en la prevención de accidentes de trabajo.
Tabla 29. Planificación de capacitaciones.
Información tomada de la tesis del Ingeniero Richard Romero, elaborado por el autor.

Propuesta, conclusiones y recomendaciones 50
3.2.5. Equipos y accesorios de la alternativa de solución.
Figura 23. Extractor de cocina marca greenheck modelo cube información tomada del catálogo de greenheck
Elaborado por el autor.
Marca: GREENHECK
Modelo: CUBE 180
Capacidad: 4913 CFM @ .25” ca
Motor: 1.5 Hp.
Corriente: 220 v/ 1Ph/ 60 hz.
Figura 24. Extractor de cocina marca greenheck modelo cube. Información tomada del catálogo de greenheck
Elaborado por el autor.

Propuesta, conclusiones y recomendaciones 51
Figura 24. Base de extractor greenheck modelo cube sistema. Información tomada del catálogo de greenheck
Elaborado por el autor.
Figura 25. Malla de acero inoxidable. Información tomada del catálogo de greenheck Elaborado por el autor.
Figura 26. Ductos de acero inoxidable. Información tomada del catálogo de greenheck Elaborado por el
autor.
Cabe mencionar que para que exista un buen flujo de aire dentro del área es fundamental
la inyección de viento del exterior hacia el interior a su vez la extracción del mismo.
En la actualidad la empresa en el área de extrusión cuenta con 2 ventiladores inyectores
axiales industriales y con extractores eólicos en las condiciones inservibles por falta de
mantenimiento. Por lo cual no pueden expulsar el aire ingresado.

Propuesta, conclusiones y recomendaciones 52
Figura 27. Ventiladores axiales lado izquierdo. Información tomada del catálogo de greenheck Elaborado
por el autor.
Figura 28. Ventiladores axiales lado derecho. Información tomada del catálogo de greenheck Elaborado por
el autor.
Dado el factor de temperatura elevada dentro del galpón, da como resultado la
concentración de calor en la parte superior por la fuerza de gravedad la cual hace que el aire
suba.
• Aire frio = Mayor densidad
• Aire caliente = Menor densidad
En la siguiente figura podemos observar las diferencias de cómo trabaja un galpón que
no contiene un sistema de ventilación en comparación con uno que si contiene sistema de
ventilación.

Propuesta, conclusiones y recomendaciones 53
Figura 29. Diferencias de flujos de aires. Información tomada de la tesis del Ingeniero Jonathan Espinoza,
Elaborado por el autor.
En la figura anterior se puede observar un galpón en la cual está constituida por un sistema
de ventilación que comprende extractores eólicos, la temperatura va desde los 20°C en la
parte inferior hasta los 50°C, en cambio cuando no está constituida por un sistema de
extracción, la temperatura va desde los 30°C en la parte inferior a 65°C en la parte superior.
3.3. Análisis Costo Beneficio.
El actual estudio del análisis de estrés térmico es conservar la salud de los trabajadores
en el área de extrusión, por lo tanto, implementar un sistema de extracción de calor ayuda y
garantiza un mejor ambiente laboral en la empresa PLASTIGOMEZ. Al instalar este sistema
de extracción de calor reduciremos un 15% en temperaturas ambientales.
La prevención es un factor muy considerable en la cual podemos analizar si no se lleva a
cabo la inversión, los trabajadores tienen el riesgo de sufrir enfermedades profesionales que
pueden ocasionar la muerte debido a su exposición en altas temperaturas.
Para la deducción de los resultados del Costo – Beneficio emplearemos el siguiente
análisis:

Propuesta, conclusiones y recomendaciones 54
Tabla 30. Costo – Beneficio, determinación
COSTO BENEFICIO
Si Costo / Beneficio es > 1 La implementación es
viable, Aprobado.
Si Costo / Beneficio es = 1
La implementación
compensara la
rentabilidad esperada,
Postergado.
Si Costo / Beneficio es < 1 La implementación no
es viable, Rechazado.
Información tomada de la tesis del Ingeniero Richard Romero, Elaborado por el autor.
3.4. Relación Costo Beneficio
Se tomará en consideración los siguientes valores para el análisis de costo - beneficio de
la implementación de equipos de extracción y capacitaciones de SSO:
Tabla 31. Costos – Beneficio, implementación.
COSTO - BENEFICIO
Costo por muerte de un
trabajador $ 118.200,00
Costo de inversión
$ 22.977,84
Resultado de la relación 5,14
Información tomada de la tesis del Ingeniero Richard Romero, Elaborado por el autor.
La relación costo – beneficio expresa que el resultado de la relación de la implementación
del sistema de extracción más las capacitaciones de SSO es Viable, destacando que el costo
de la inversión es bajo para el patrimonio de la empresa y más aún la perdida humana de un
trabajador.
3.5. Resultados
Dada la alternativa de solución en este análisis el resultado esperado en PLASTIGZ una
vez instalada el sistema de extracción es mejorar el ambiente laboral para los trabajadores
del área de extrusión, minimizando las altas temperaturas. A su vez dar a conocer al personal
operativo sobre el efecto de estar expuesto al calor.

Propuesta, conclusiones y recomendaciones 55
El sistema de extracción en el proceso productivo de fundas plásticas flexibles es
fundamental ya que en diferentes áreas se procede a trabajar con materiales que están
expuestos a altas temperaturas, de esta manera ayuda a generar una ventilación apta para el
personal que se encuentra involucrado.
3.6. Conclusiones y Recomendaciones
3.6.1. Conclusiones
Este análisis realizado en el área de extrusión se concluye que:
En los puestos de trabajo en la cual se encuentran los operadores y ayudantes de las
maquinas extrusoras respecto a las mediciones de estrés térmico, dio como resultado por
medio de equipos de medición que sobrepasa la temperatura normal que deben estar
expuesto los trabajadores.
Los extractores seleccionados por la eficiencia que tienen estos equipos otorgaran mejoras
en las condiciones laborales respecto al ambiente que rodea a los trabajadores del área de
extrusión.
3.6.2. Recomendaciones
• Proporcionar charlas de capacitación al personal sobre seguridad industrial y salud
ocupacional
• Facilitar bebederos de agua en el área con la finalidad que el personal se hidrate.
• Coordinar con el departamento médico interno para realizar evaluaciones de estado
de salud de los trabajadores, para prevenir alguna enfermedad que puede aparecer.
• Elaborar procedimientos preventivos de SSO por puestos de trabajo en todas las
áreas que abarcan en el proceso.
• Realizar mensualmente medición de temperatura en el área de extrusión.
• Verificar y realizar el mantenimiento de los equipos extractores.

ANEXOS

Anexos 57
Anexo N° 1.
Equipos y certificación de la empresa abalada por la NORMA ISO – SAE

Anexos 58
Información tomada de la empresa Elicrom. Elaborado por el autor

Anexos 59
Anexo N° 2.
Organigrama de la empresa
Información tomada de la empresa Plastigomez S.A. Elaborado por el autor

Anexos 60
Anexo N° 3.
Matriz triple criterio
Información tomada de la empresa Plastigomez S.A. Elaborado por el autor

Anexos 61
Anexo N° 4.
Método William Fine
Información tomada de la empresa Plastigomez S.A. Elaborado por el autor

Anexos 62
Anexo N° 5.
Reglamento del Seguro General de Riesgos del trabajo en su Resolución N° C.D 513 en su
Capítulo XI Art. 53 Principios de la Acción Preventiva.
Capítulo XI
De la Prevención de Riesgos del Trabajo
Artículo 53.- Principios de la Acción Preventiva. - En materia de riesgos del trabajo la
acción preventiva se fundamenta en los siguientes principios:
a) Control de riesgos en su origen, en el medio o finalmente en el receptor.
b) Planificación para la prevención, integrando a ella la técnica, la organización del
trabajo, las condiciones de trabajo, las relaciones sociales y la influencia de los
factores ambientales;
c) Identificación de peligros, medición, evaluación y control de los riesgos en los
ambientes laborales;
d) Adopción de medidas de control, que prioricen la protección colectiva a la individual;
e) Información, formación, capacitación y adiestramiento a los trabajadores en el
desarrollo seguro de sus actividades;
f) Asignación de las tareas en función de las capacidades de los trabajadores;
g) Detección de las enfermedades profesionales u ocupacionales; y,
h) Vigilancia de la salud de los trabajadores en relación a los factores de riesgo
identificados.
Información tomada de Google. Elaborado por el autor

Anexos 63
Anexo N° 6.
Cotización de sistema de extracción
Información tomada de la empresa Equiproin S.A. Elaborado por el autor

Anexos 64
Anexo N° 7.
Cronograma de Actividades para la realización de la implementación de Sistema de
Extracción
Información tomada de la empresa Equiproin S.A. Elaborado por el autor

Bibliografía
AVELAR, F. (2015). INGENIERO ELECTRICISTA. Estudio de estrés térmico en los
ambientes laborales de la Facultad de Ingeniería y Arquitectura de la Universidad
de El Salvador. Universidad de El Salvador, San Salvador.
Barahona, M. (2015). Estimación del riesgo por puesto de trabajo y características
sociodemográficas en lFacultad de Filosofía, Letras y Ciencias de la Educación de
la Universidad Central del Ecuador. Informe Final del Trabajo de Posgrado, previo
a la obtención del Grado de Magister de Seguridad y Salud Laboral. Universidad
Central del Ecuador, Quito, Ecuador. Recuperado el Diciembre Domingo, 2018
Espinoza, J. (2017). Elaboración de medidas preventivas para minimizar el factor de riesgo
fisico causado por el estres termico en los trabajadores, en el area de produccion de
la empresa soitgar s.a. (Ingeniero Industrial). Universidad De Guayaquil, Guayaquil.
Espinoza, J. (2017). Elaboracion de medidas preventivas para minimizar el factor de riesgo
físico causado por el estrés térmico en los trabajadores, en el área de producción de
la emprsa SOITGAR S.A . (Trabajo De Titulación). Universidad de Guayaquil.
García, F. (2017). Evaluación Del Riesgo Térmico Empleando El Índice Wbgt En Los
Operadores De Los Autoclaves De La Extractora De Aceite Rojo Quevepalma. Tesis
De Grado. Universidad Técnica Estatal De Quevedo, Quevedo.
LLUCO, R. (2013). Aplicación Del Método William Fine Para La Evaluación De Riesgos
Laborales En Motoniveladoras, Cargadoras Y Bulldozers Del Gobierno Autónomo
Descentralizado De La Provincia De Chimborazo. (Tesis De Grado). Escuela
Superior Politécnica De Chimborazo, Riobamba.
MERA, C. (2017). Evaluación De Riesgos Mecánicos Por Método Fine En Reparación De
Transmision De Vehículos Automotores. (Sistemas Integrados De Gestión).
Universidad De Guayaquil, Guayaquil. Recuperado el DICIEMBRE 19, 2018
MERCHAN, A. (s.f.). Diseño Del Sistema De Gestion De Salud Y Seguridad En El Trabajo
Para La Empresa Ego Zapateria. (Ingeniero Industrial). Universidad De Cuenca,
Cuenca, Ecuador. Recuperado el DICIEMBRE 19, 2018
MINISTERIO DE TRABAJO. (2005, Octubre). NORMATIVA LABORAL COMUNITARIA.
Recuperado el Diciembre 2018, de DECISIÓN 584 Instrumento Andino De
Seguridad Y Salud En El Trabajo: http://www.trabajo.gob.ec/wp-
content/uploads/downloads/2012/12/Instrumento-Andino-Decisi%C3%B3n-584-y-
Reglamento-del-Instrumento-957.pdf
MINISTERIO DEL TRABAJO. (s.f.). Reglamento De Seguridad Y Salud De Los
Trabajadores Y Mejoramiento Del Medio Ambiente De Trabajo. Condiciones
Generales Ambientales: Ventilación, Temperatura Y Humedad. Quito, Quito,
Ecuador. Recuperado el Diciembre 2018, de Condiciones Generales Ambientales:
Ventilación, Temperatura y Humedad.: http://www.trabajo.gob.ec/seguridad-y-
salud-en-el-trabajo/

Bibliografía 66
MINISTERIO DEL TRABJO. (2005, Octubre). Normativa Laboral Comunitaria.
Recuperado el Diciembre 2018, de Resolución 957 Reglamento Del Instrumento
Andino De Seguridad Y Salud En El Trabajo: http://www.trabajo.gob.ec/wp-
content/uploads/downloads/2012/12/Instrumento-Andino-Decisi%C3%B3n-584-y-
Reglamento-del-Instrumento-957.pdf
NEIRA, K. (2009). Mejoramiento Del Proceso Del Area Comercial Mujer. (Tesis Para
Optar Al Grado De Magister En Gestion Y Direccion De Empresas). Universidad
De Chile, Santiago De Chile, Chile.
Organización Internacional del Trabajo. (s.f.). MINISTERIO DEL TRABAJO. Convenio
C155 – Convenio sobre seguridad y salud de los trabajadores. QUITO, ECUADOR.
Recuperado el Diciembre 16, 2018, de http://www.trabajo.gob.ec/wp-
content/uploads/2012/10/Convenio-C155-Convenio-sobre-seguridad-y-salud-de-
los-trabajadores-1981-num.pdf
Ortiz, B. (s.f.). PROGRAMA DE ESPECIALIDADES Y MAESTRÍAS. Estimación de la
exposición a los factores de riesgo laboral y su posible asociación con las variables
socio-demográficas en los servidores administrativos de la Universidad Central del
Ecuador. UNIVERSIDAD CENTRAL DEL ECUADOR, Quito.
Publicación oficial de la Asamble Constituyente. (2011, MAYO 07). CONSTITUCIÓN
2008. Recuperado el Diciembre 16, 2018, de asamblea nacional:
https://www.asambleanacional.gob.ec/sites/default/files/documents/old/constitucio
n_de_bolsillo.pdf
SEGURO GENERAL DE RIESGOS DEL TRABAJO, I. (s.f.). Resolucion C.D 513
Reglamento Del Seguro General de Riesgos del Trabajo. Normativa aplicable a la
Seguridad y Salud en el trabajo. REGLAMENTO DEL SEGURO GENERAL DE
RIESGOS DEL TRABAJO, ECUADOR. Obtenido de REGLAMENTO DEL
SEGURO GENERAL DE RIESGOS DEL TRABAJO.
Suárez, Á. (2013). Adaptación de la Escala de estrés Laboral de la OIT-OMS en trabajadores
de 25 a 35 años de edad de un Contact Center de Lima. En M. S. Tunanñaña,
Adaptación de la Escala de estrés Laboral de la OIT-OMS en trabajadores de 25 a
35 años de edad de un Contact Center de Lima (pág. 34). LIMA: PsiqueMag.
Obtenido de http://www.ucvlima.edu.pe/psiquemag/index.html