Embed Size (px)
Citation preview
[Escribir texto]
UNIVERSIDAD DR. JOSÉ MATÍAS DELGADO
RED BIBLIOTECARIA MATÍAS
DERECHOS DE PUBLICACIÓN
DEL REGLAMENTO DE GRADUACIÓN DE LA UNIVERSIDAD DR. JOSÉ MATÍAS DELGADO
Capítulo VI, Art. 46
“Los documentos finales de investigación serán propiedad de la Universidad para fines de
divulgación”
PUBLICADO BAJO LA LICENCIA CREATIVE COMMONS
Reconocimiento-NoComercial-SinObraDerivada 3.0 Unported. http://creativecommons.org/licenses/by-nc-nd/3.0/deed.es_ES
“No se permite un uso comercial de la obra original ni la generación de obras derivadas .”
Para cualquier otro uso se debe solicitar el permiso a la Universidad

Universidad Dr. José Matías Delgado
Facultad de Ciencias y Artes“Francisco Gavidia”
Escuela de Diseño “Rosemarie Vázquez Liévano de Ángel”
Seminario de especialización“Guía Práctica sobre la Técnica de la Vitrofusión en El Salvador”
Presentado por:Dina Juliette Godoy Ramírez
Para optar al grado de:Licenciada en Diseño de Producto Artesanal
Antiguo Cuscatlán, 25 de Junio de 2012
AGRADECIMIENTOS 0
2
Durante el desarrollo de este documento se requirió de mucha información y una guía adecuada des-de las bases hasta el resultado inal de la guía práctica, es por esto que se agradece a Ricardo Antonio Godoy que como asesor técnico jugó un papel importante en la toma de decisiones, obtención de información y aplicación. Y a Jorge Colorado que fue un guía durante todo el proceso y desarrollo del esta investigación y documento.
INTRODUCCIÓN 0
3
La vitrofusión es una técnica en la que se pueden trabajar dos o más capas de vidrio, que al ser expues-tas a altas temperaturas, se funden formando una pieza única, esta puede tener color por medio de vidrio de colores o esmaltes y pintado a mano. Esta técnica generalmente es trabajada en Suramérica, en países como Chile y Argentina; en Norteamérica, México y Estados Unidos; y en algunos países de Europa.
En El Salvador, la vitrofusión es una técnica que tiene muy poco tiempo de estar siendo trabajada, son pocas las personas o empresas que trabajan esta técnica. Ya que no existen lugares en los cuales aprender la técnica. Es por esta razón que se ha realizado una guía práctica sobre los pasos básicos de la técnica, explicaciones, ejercicios y fotografías, que faciliten el aprendizaje.
A lo largo del documento, se habla de las especiicaciones del vidrio, que es la materia prima de la téc-nica, tipos y presentaciones. Algunas de las diversas formas en que se trabaja.
Se hacen descripciones de cada uno de los pasos del proceso, los cuales son cortado de piezas de vidrio, preparación de esmaltes, técnica de esmaltado, inclusiones, armado de piezas y el proceso de horneado. En cada etapa se utilizan herramientas y materiales especializados, además de las medidas de seguridad para la prevención de accidentes.
INDICE 0
4
Agradecimientos..........
Introducción..........
)ndice..........
Bases de Investigación..........
Planteamiento y justiicación..........Objetivos..........
Delimitación .......... Alcances..........
Proceso a seguir..........
Marco Referencial..........
Vidrio.......... Técnicas en vidrio.......... Vidrio soplado.......... Vitrales.......... Mosaico.......... Vitrofusión..........
..........Vitrofusión
..........¿Qué es la vitorfusión?..........Características..........Tipos de vidrio..........Coeiciente de expansión..........Compatibilidad..........Capa tin ..........Desvitriicación..........)nclusiones..........Proceso y herramientas..........Corte..........Limpieza..........Esmaltado..........Armado e inclusiones..........(orneado..........Acabados ..........Vitrofusión en El Salvador
..........Desarrollo de guía practica
..........Conclusiones y Recomendaciones
..........Cierre
..........Anexos..........Fuentes bibliográicas
PLANTEAMIENTO Y JUSTIFICACIÓN 1Las artesanías que se pueden encontrar en El Salva-dor, generalmente están trabajadas con las técnicas artesanales tradicionales, que son cerámica, tejido con ibras naturales, tejido en telares tradicionales, metales o madera. Recién se están dando los primeros pasos para el trabajo en la artesanía contemporánea, que están utilizando diferentes técnicas y estéticas, lo que está variando la oferta artesanal de El Salvador.
La mayor intervención que contribuye al cambio de la oferta artesanal de El Salvador es la carrera de Dise-ño de Producto Artesanal de la Universidad Dr. José Matías Delgado. Diferentes alumnos egresados y gra-duados de esta carrera están ofreciendo productos innovadores, utilizando técnicas tradicionales en com-binación con materiales inusuales que marcan la dife-rencia.
La vitrofusión es una técnica milenaria, que hasta hace poco se está conociendo en El Salvador, es una técnica de fundido de dos o más capas de vidrio, ya sea con vidrio de color o pintado. Es una técnica que se conoce mayormente en Sudamérica y México, también es tra-bajado en Estados Unidos y ciertas partes de Europa. Por ser una nueva técnica en el país con solo algunas capacitaciones impartidas, no se cuenta con un mate-rial de consulta que muestre y oriente el proceso paso a paso para un mejor entendimiento de la técnica y que facilite el aprendizaje de esta.
Es por esto que se ha decidido hacer una compilación de información acerca de la técnica, experiencias en su aplicación, sugerencias y resultados, en una guía práctica del proceso de la vitrofusión, junto con expe-rimentación con otras técnicas del vidrio como vitrales y su uso dentro de la vitrofusión; todo esto para que esta guía pueda ser aprovechada por todos los alum-nos de la escuela de Diseño de la Universidad Dr. José Matías Delgado, y que se vuelva una herramienta más para la innovación en productos artesanales.
La aplicación de la guía sería un aporte a la diversiica-ción, tanto de la artesanía y los productos artesanales que se producen en El Salvador, trabajada en conjunto con las técnicas tradicionales.
Además de ser una herramienta de diversiicación de productos, la técnica de la vitrofusión, ofrece la opor-tunidad de reciclar materiales de residuo, ya que se pueden utilizar vidrio de objetos que se han quebrado, botellas de todo tipo, que además de ser un aporte al mantenimiento del medio ambiente, se generan pro-puestas muy interesante.
La guía es de fácil compresión, contiene descripciones claras y sugerencias, que ayudaran a facilitar la prác-tica de los diferentes pasos del proceso; fotografías descriptivas y experimentación, que ayuden a aclarar dudas sobre el uso de herramientas y las diferentes aplicaciones de estas.
Objetivo General
Desarrollar una guía práctica sobre la técnica de la vitrofusión.
Objetivos Especíicos
• Describir los pasos para la producción de piezas en vidrio fundido; corte, esmaltado, armado y horneado.• Desarrollar una serie de ejercicios básicos para la mejor compresión de la técnica.• Detallar sugerencias técnicas que ayuden en cada una de las etapas del proceso de producción.• Proporcionar material de apoyo para la escuela de diseño de la Universidad Dr. José Matías Delgado
1OBJETIVOS
DELIMITACIÓN Y ALCANCES 1
La investigación que se realizó para sistematizar el proceso de producción de piezas de vitrofusión de diferentes tamaños y formas. Esta guía práctica incluye, además del proceso básico, sugerencias en cada una de las etapas.
En cuanto a los materiales, se utilizan los vidrios y químicos que podemos encontrar en el país, aunque en muchos casos se usan insumos que en el país no son comercializados.
La guía práctica de la técnica de vitrofusión, resultado de la investigación está dirigida a los alumnos de la Escuela de Diseño Rosemarie Vásquez Liévano de Ángel, especíicamente de la carrera de Diseño de Producto Artesanal, ya que esta técnica no está dentro de la materias que contempla el pensum académico de la carrera, y por su diversidad de acabados y aplicaciones puede ser aprovechada para llevar acabo productos innovadores.
En el largo plazo, la guía práctica beneiciará a mayor cantidad de personas, a aquellas que se interese por conocer y practicar la vitrofusión, por medio de la publicación de un libro sobre el tema con mayor detalle e información.
PASOS A SEGUIR 1
• Obtención de información histórica sobre el vidrio y la técnica de vitrofusión.
• Recopilación de información sobre la vitrofusión en El Salvador.
• Análisis y síntesis de teoría sobre las características y proceso general de la vitrofusión.
• Estructuración de la guía práctica: temas a tratar, nombres de capítulos, tips a mencio
nar, etc. tomando en cuenta la teoría analizada y la experiencia vivida trabajando la técnica.
• Escribir en un lenguaje simple y comprensible, los diferentes pasos del proceso de producción,
junto a los tips y formulas necesarias.
• Revisión ortográica y redacción del texto.
• Adición de fotografías descriptivas del proceso, como el de corte o pintado, para mostrar de
una forma más gráica y comprensible el proceso.
• Desarrollo del diseño gráico de la guía que facilite su lectura y comprensión.
• )mpresión del proceso de investigación y guía práctica muestra .
EL VIDRIO 2
11
El Origen de el Vidrio Muchos autores de la antig“edad escribieron acerca del vidrio. Plinio el Viejo narró en su (istoria Na-tural que el descubrimiento de ese material tuvo lugar en Siria, cuando unos mercaderes de natrón, probablemente en ruta hacia Egipto, preparaban su comida al lado del Río Belus, en Fenicia. Al no en-contrar piedras para colocar sus ollas, pusieron trozos del natrón que llevaban como carga, y a la ma-ñana siguiente vieron cómo las piedras se habían fundido y su reacción con la arena había producido un material brillante, vítreo, similar a una piedra artiicial. Allí se sintesisa, el origen del vidrio.
Estrabón por su parte, en su Geografía describe con admiración un sarcófago de vidrio, y asegura que en un punto localizado entre Tolemaida y Tiro se extraía la arena apropiada para el vidrio. El griego (eródoto, considerado como el Padre de la (istoria , relata la manera en que los etíopes embalsama-ban a sus muertos para colocarlos en sarcófagos de vidrio. Eliano, escritor griego del siglo ))), narra las condiciones en que Jerges, el hijo de Darío, descubrió el cuerpo de un jefe asirio en un ataúd de vidrio. Salomón, en sus Proverbios, condenó al que miraba el vino a través de un vaso de vidrio, y también en el Antiguo Testamento se encuentra mencionado el vidrio en la (istoria de Job: No se compara el oro y el cristal, ni se cambia por vasija de oro ino. Corales y cristal no merecen ni mención, la sabiduría vale más que las perlas . 1
El vidrio es un material transparentes y cristalino, a la misma vez frágil e inorgánico. El uso común es el de construir ventanas, lentes, botellas, etc. El vidrio puede ser de origen natural como la obsidiana y de origen artiical, manufacurado por el hom-bre; es considerado un material cerámico amorfo.Los componentes del vidrio es la arena de sílice, carbonato de sodio y caliza. A pesar de tener una apa-riencia cristalina no es un cristal puesto que sus moléculas no estan dispuesta en un orden deinido si no de forma amorfa.2
1 Fernández Navarro, José María. Textos Universitarios El Vidrio - Sociedad Española http://es.wikipedia.org/wiki/Vidrio
Vidrio soplado
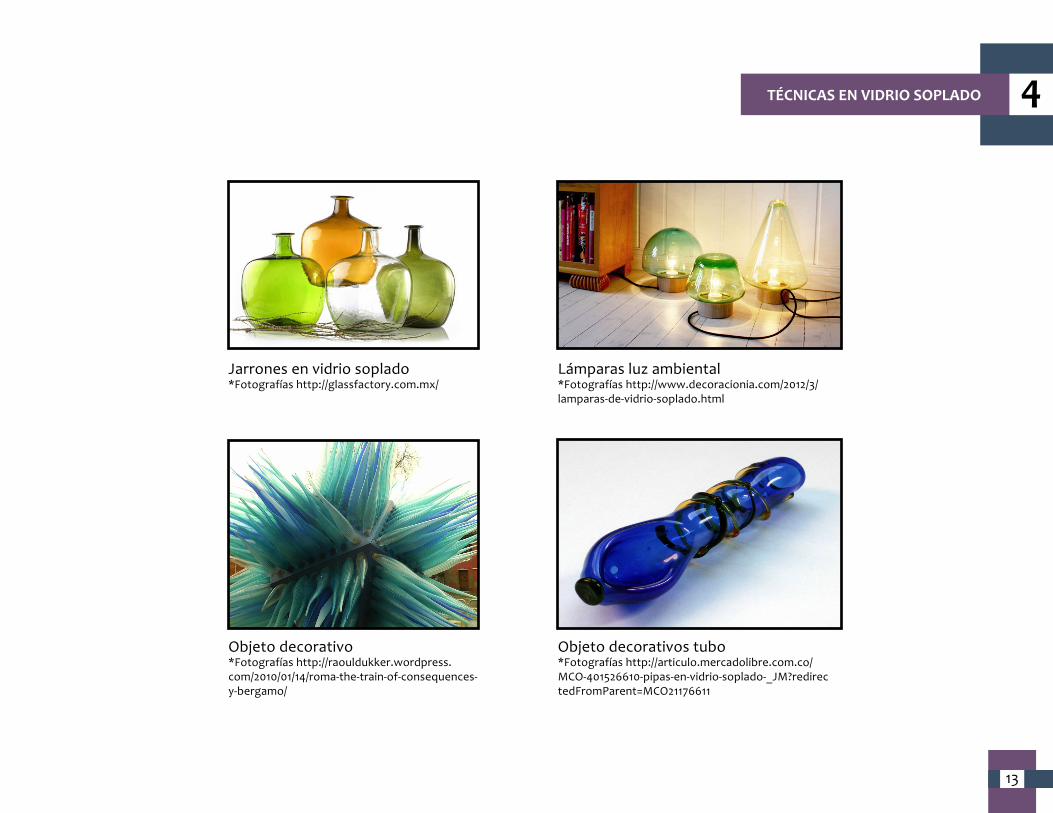
La técnica del vidrio soplado se reiere a dar forma al material, introduciendo aire por medio de un tubo metálico. El aire puede ser producido por una maquina o plenamente artesanal, soplando desde el otro extremo. Se le puede ir dando forma al vidrio utilizando una variedad de herramientas metáli-cas y moldes, para acelerar el proceso de soplado, y que el vidrio no pierda su maleabilidad. Para lograr que el vidrio llegue a una consistencia viscosa, se necesita llevarlo a una temperatura de mil seiscientos grados centígrados.1
Vitrales
El trabajo de vitrales en esencia es unir diferentes láminas de vidrio de colores, por medio de tiras de plomo. Los vidrios se cortan siguiendo un patrón previamente deinido con los colores correspondien-tes. Luego se emploma agregando tiras de plomo en los empalmes de cada uno de los vidrios y los bordes. Al estar emplomado, las tiras son remojadas con un fundente, que es ácido oleico, este ayuda a que el plomo se funda con mayor facilidad con el estaño. Para esto se utiliza un soldador o un cautín. Se realiza un sellado, para evitar cualquier tipo de iltración además de dar irmeza a la pieza.2
1 http://es.wikipedia.org/wiki/Vidrio_soplado2 Video: Taller Escuela del Sur – Andrés Jacob – Vitralista / http://www.youtube.com/watch?v=vbeuuruKZbo& /tromma / Octubre
* )mágenes en anexo
2TECNICAS EN VIDRIO
12
TÉCNICAS EN VIDRIO SOPLADO 4
Jarrones en vidrio soplado*Fotografías http://glassfactory.com.mx/
Objeto decorativo *Fotografías http://raouldukker.wordpress.com/ / / /roma-the-train-of-consequences-y-bergamo/
Objeto decorativos tubo*Fotografías http://articulo.mercadolibre.com.co/MCO- -pipas-en-vidrio-soplado-_JM?redirectedFromParent=MCO
Lámparas luz ambiental*Fotografías http://www.decoracionia.com/ / /lamparas-de-vidrio-soplado.html
13
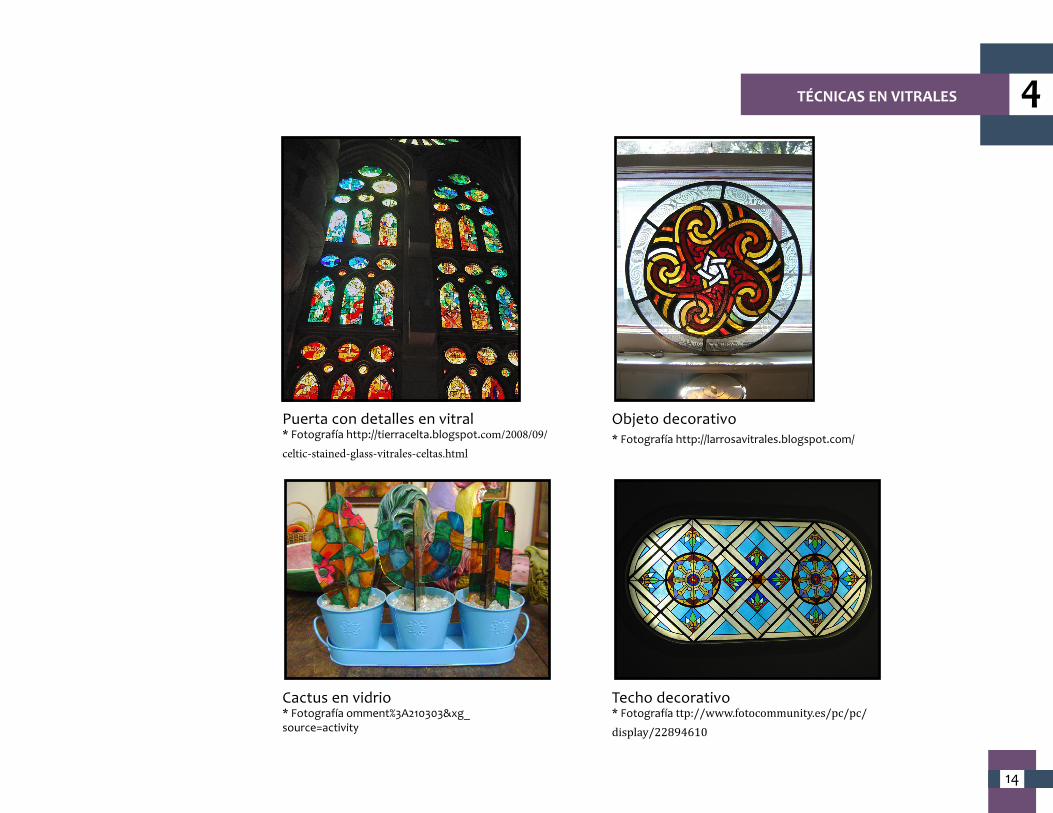
Puerta con detalles en vitral* Fotografía http://tierracelta.blogspot.com/2008/09/
celtic-stained-glass-vitrales-celtas.html
Cactus en vidrio* Fotografía omment% A &xg_source=activity
Techo decorativo* Fotografía ttp://www.fotocommunity.es/pc/pc/
display/22894610
Objeto decorativo* Fotografía http://larrosavitrales.blogspot.com/
4
14
TÉCNICAS EN VITRALES
2
15
Mosaico
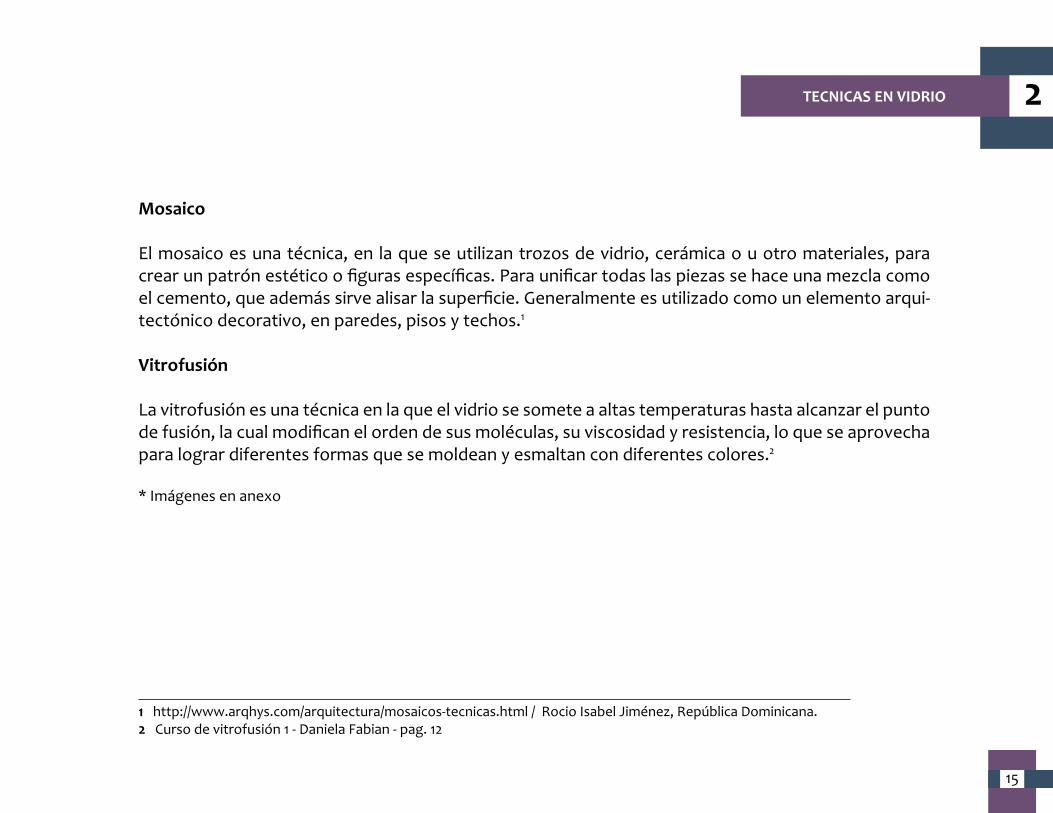
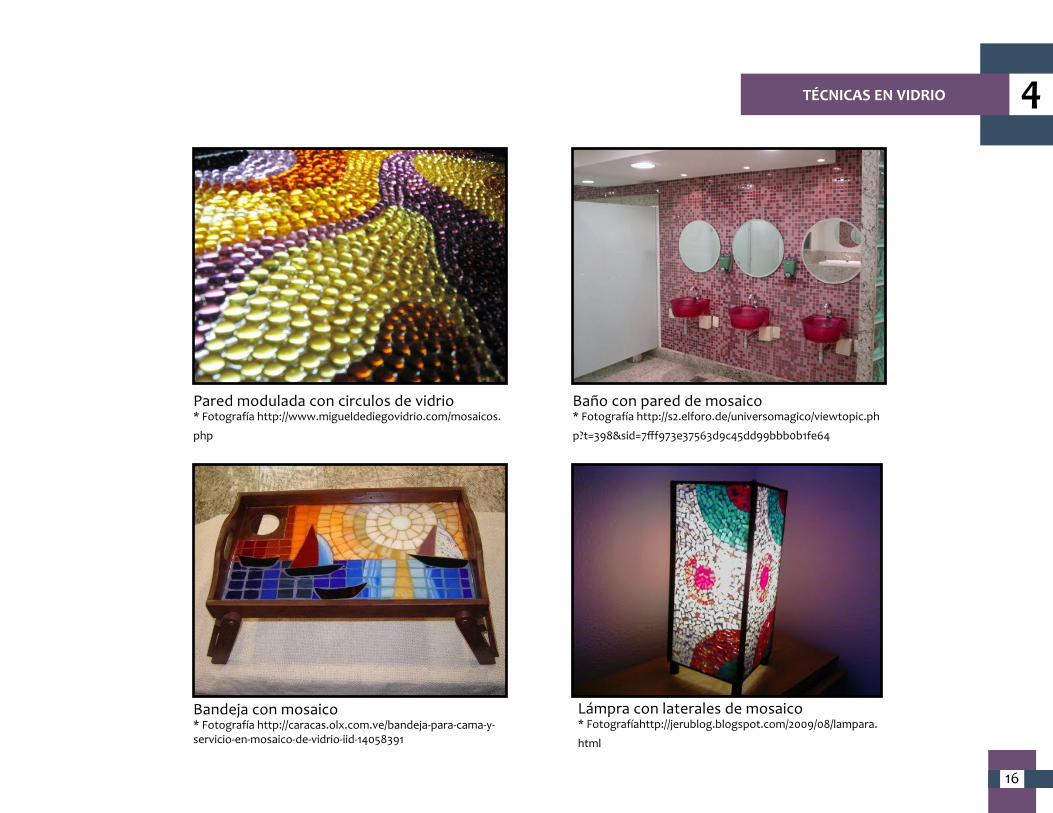
El mosaico es una técnica, en la que se utilizan trozos de vidrio, cerámica o u otro materiales, para crear un patrón estético o iguras especíicas. Para uniicar todas las piezas se hace una mezcla como el cemento, que además sirve alisar la supericie. Generalmente es utilizado como un elemento arqui-tectónico decorativo, en paredes, pisos y techos.1
Vitrofusión
La vitrofusión es una técnica en la que el vidrio se somete a altas temperaturas hasta alcanzar el punto de fusión, la cual modiican el orden de sus moléculas, su viscosidad y resistencia, lo que se aprovecha para lograr diferentes formas que se moldean y esmaltan con diferentes colores.2
1 http://www.arqhys.com/arquitectura/mosaicos-tecnicas.html / Rocio )sabel Jiménez, República Dominicana.2 Curso de vitrofusión - Daniela Fabian - pag.
TECNICAS EN VIDRIO
* )mágenes en anexo
TÉCNICAS EN VIDRIO 4
Pared modulada con circulos de vidrio* Fotografía http://www.migueldediegovidrio.com/mosaicos.
php
Bandeja con mosaico* Fotografía http://caracas.olx.com.ve/bandeja-para-cama-y-servicio-en-mosaico-de-vidrio-iid-
Lámpra con laterales de mosaico* Fotografíahttp://jerublog.blogspot.com/ / /lampara.
html
Baño con pared de mosaico* Fotografía http://s .elforo.de/universomagico/viewtopic.ph
p?t= &sid= ff e d c dd bbb b fe
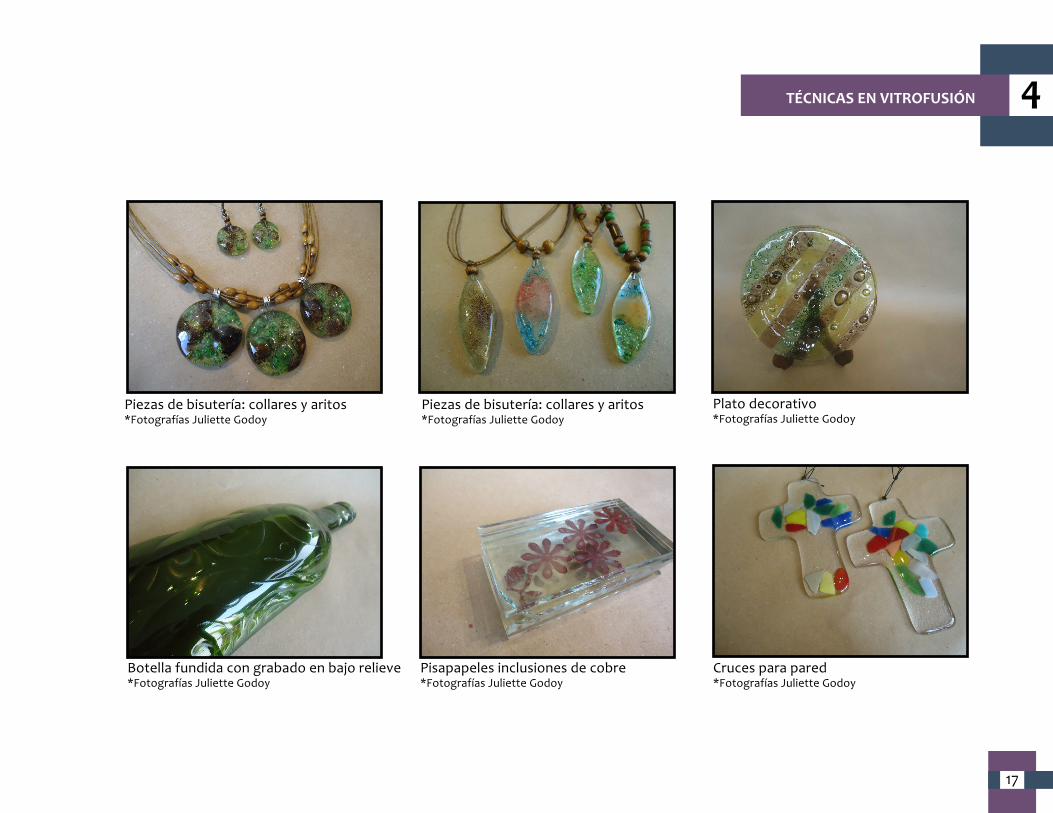
Piezas de bisutería: collares y aritos*Fotografías Juliette Godoy
Piezas de bisutería: collares y aritos*Fotografías Juliette Godoy
Plato decorativo*Fotografías Juliette Godoy
Botella fundida con grabado en bajo relieve*Fotografías Juliette Godoy
Cruces para pared *Fotografías Juliette Godoy
Pisapapeles inclusiones de cobre*Fotografías Juliette Godoy
4TÉCNICAS EN VITROFUSIÓN
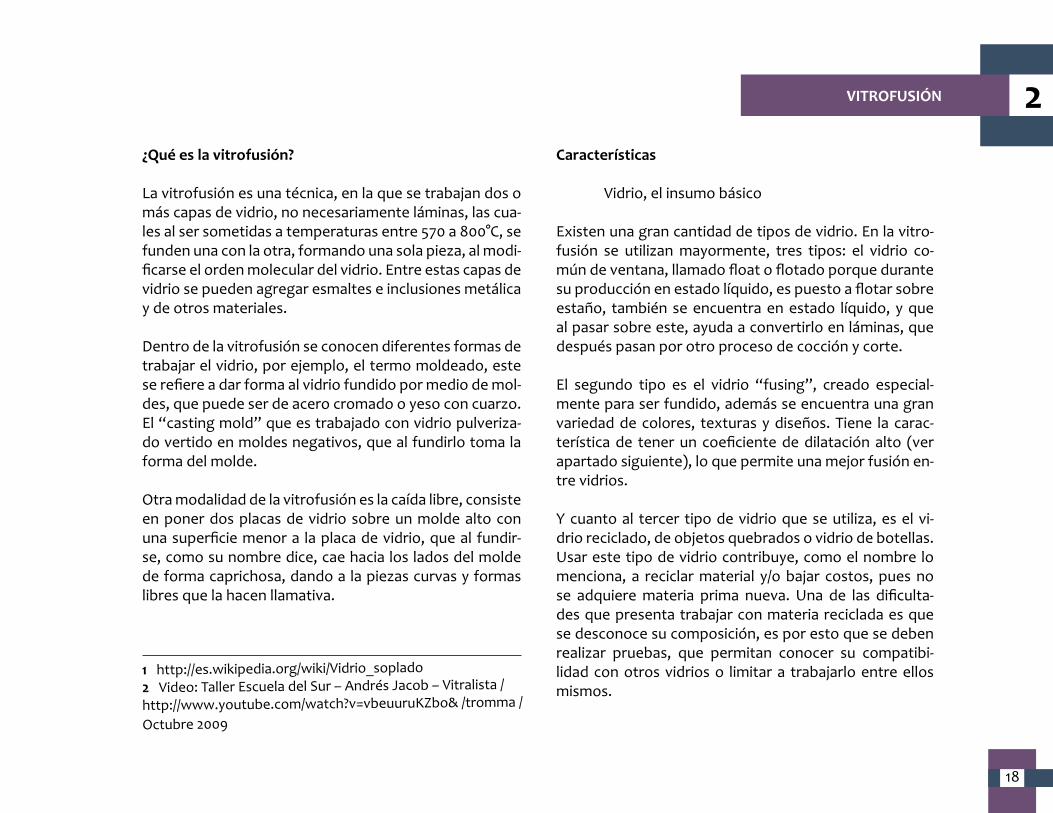
¿Qué es la vitrofusión?
La vitrofusión es una técnica, en la que se trabajan dos o más capas de vidrio, no necesariamente láminas, las cua-les al ser sometidas a temperaturas entre a °C, se funden una con la otra, formando una sola pieza, al modi-icarse el orden molecular del vidrio. Entre estas capas de vidrio se pueden agregar esmaltes e inclusiones metálica y de otros materiales.
Dentro de la vitrofusión se conocen diferentes formas de trabajar el vidrio, por ejemplo, el termo moldeado, este se reiere a dar forma al vidrio fundido por medio de mol-des, que puede ser de acero cromado o yeso con cuarzo. El casting mold que es trabajado con vidrio pulveriza-do vertido en moldes negativos, que al fundirlo toma la forma del molde.
Otra modalidad de la vitrofusión es la caída libre, consiste en poner dos placas de vidrio sobre un molde alto con una supericie menor a la placa de vidrio, que al fundir-se, como su nombre dice, cae hacia los lados del molde de forma caprichosa, dando a la piezas curvas y formas libres que la hacen llamativa.
Características
Vidrio, el insumo básico
Existen una gran cantidad de tipos de vidrio. En la vitro-fusión se utilizan mayormente, tres tipos: el vidrio co-mún de ventana, llamado loat o lotado porque durante su producción en estado líquido, es puesto a lotar sobre estaño, también se encuentra en estado líquido, y que al pasar sobre este, ayuda a convertirlo en láminas, que después pasan por otro proceso de cocción y corte.
El segundo tipo es el vidrio fusing , creado especial-mente para ser fundido, además se encuentra una gran variedad de colores, texturas y diseños. Tiene la carac-terística de tener un coeiciente de dilatación alto ver apartado siguiente , lo que permite una mejor fusión en-tre vidrios.
Y cuanto al tercer tipo de vidrio que se utiliza, es el vi-drio reciclado, de objetos quebrados o vidrio de botellas. Usar este tipo de vidrio contribuye, como el nombre lo menciona, a reciclar material y/o bajar costos, pues no se adquiere materia prima nueva. Una de las diiculta-des que presenta trabajar con materia reciclada es que se desconoce su composición, es por esto que se deben realizar pruebas, que permitan conocer su compatibi-lidad con otros vidrios o limitar a trabajarlo entre ellos mismos.
1 http://es.wikipedia.org/wiki/Vidrio_soplado2 Video: Taller Escuela del Sur – Andrés Jacob – Vitralista / http://www.youtube.com/watch?v=vbeuuruKZbo& /tromma / Octubre
2VITROFUSIÓN

Vidrio de ventana Float*Fotografías Juliette Godoy
Vidrio Fusing*Fotografías Juliette Godoy
Vidrio reciclado de botellas*Fotografías Juliette Godoy
4TIPOS DE VIDRIO
OBJET)VOS VITROFUSIÓN 2
20
Coeiciente de Expansión
Esto se reiere a la relación de dilatación y contracción del vidrio; de acuerdo a la temperatura a la que se ex-pone el vidrio, comercialmente los vidrios se le identii-ca con un número o código coe , coe , por ejemplo para indicar ese coeiciente; es decir a que temperatura el vidrio llega a su punto de fusión. El vidrio loat, tiene un coeiciente de dilatación muy bajo, que es , el porcen-taje de dilatación que tiene es muy poco con respecto a la temperatura que alcanza durante la cocción, en com-paración con el vidrio fusing; que tiene coeiciente de Bullseye ó Spectrum , según sea el fabricante; su
dilatación es mucho mayor.
Compatibilidad
Cuando se habla de compatibilidad entre vidrios, se ha-cer referencia a trabajar con vidrio del mismo coeiciente de expansión, que nos permite poner diferentes capas de vidrio y se está seguro que podrán fundirse sin ningún problema. Cuando se presenta una incompatibilidad se habla que entre dos vidrios de coeicientes diferentes, por ejemplo de vidrio loat y de vidrio fusing spec-trum, al intentar fundirlos en una sola pieza, y llegar al punto de fusión se dilatan a velocidades diferentes, esto crea tensiones en el vidrio, que al llegar al tiempo de en-friamiento, genera grietas, se separan las piezas después de un tiempo, o se quiebra la pieza por completo.
Por esto se debe saber que tipo se vidrio es con el que se está trabajando, si tienen el mismo origen y si el coei-ciente es el mismo. En caso de no saberlo, se puede ha-cer una prueba en la que se corta una tira larga de vidrio, sobre ella se colocan pequeños trozos del vidrio que se quiere conocer su compatibilidad, se anotan el orden en el que se han puesto las muestras para que después del proceso de horneado se conozca el resultado de cada uno de los vidrios. Si se presentan pequeñas grietas o craquelado de la pieza, signiica que no son compatibles y al enfriar quedaron ciertas tensiones entre los vidrios, lo que terminará arruinando la pieza con resultados no deseados.
Capa Tin
La capa tin, como se mencionó con anterioridad, se le llama a la capa de estaño que queda adherida al vidrio luego de ser fabricado. En el proceso de producción co-nocer cuál es el lado del vidrio que fue contaminado con estaño puede evitar cierto tipo de defectos. El lado es-tañado puede ser detectado de diferentes formas, una es exponiendo el vidrio a una luz ultravioleta que hace visible esta capa; pero la forma más sencilla y coniable es deslizar una gota de agua en un vidrio inclinado a cua-renta y cinco grados, si la gota se desliza con facilidad en línea recta hacia abajo es el lado limpio, pero si esta no baja con luidez y va cambiando su dirección, es el lado que está contaminado con estaño.

MUESTRAS DE INCOMPATIBILIDAD 4
21
)ncompatibilidad grieta*Fotografía Juliette Godoy
)ncompatibilidad grieta*Fotografía Juliette Godoy
)ncompatibilidad separación*Fotografía Juliette Godoy
)ncompatibilidad separación completa*Fotografía Juliette Godoy
Los defectos que puede causar la capa tin en una pieza terminada, van desde dejarla opaca hasta cuartear el es-malte que se le aplique.
Desvitriicación
Luego de que el vidrio es expuesto al proceso de fusión por medio del horneado, puede resultar piezas opa-cas . Esto se debe a la desvitriicación, o sea el vidrio crea una película de cristales acumulados en la supericie ex-puesta generando opacidad. Su aparición puede deberse a diferentes motivos. Una de las razones puede ser que la pieza de vidrio no haya sido debidamente lavada an-tes de ser puesta en el horno, residuos de aceite por el proceso de cortado, grasa de las manos, polvo, etc. que luego de ser horneado crean las manchas no deseadas. Otro motivo por el cual se puede desvitriicar una pieza de vidrio es que se mantenga demasiado tiempo a una temperatura más baja de la necesaria para la fusión, que puede darse luego de terminar la curva de horneado y no se inicia correctamente el enfriado.
Para evitar la desvitriicación, se pueden tomar precau-ciones, como revisar la curva de temperatura con la que se está trabajando, limpieza previa de la piezas antes del proceso de horneado, tratando de no dejar ningún tipo de manchas; y llevar debidamente el proceso de en-friado. Existe una mezcla liquida que al ser puesta sobre las piezas de vidrio antes del horneado, logra reducir al
mínimo y en casos a cero las piezas opacas. Es una mez-cla de bórax con agua, ya que el bórax juega el papel de fundente ayuda al vidrio a lograr una buena fusión, evi-tando la aparición de manchas y opacidad.
Inclusiones
Una inclusión se le llama a todo aquello sea puesto en-tre las diferentes capas de vidrio, antes del proceso de horneado, y que al salir este quede atrapado entre los vidrios sin causar ninguna grieta o rajadura. Existen una gran cantidad de inclusiones conocidas que no causan ningún problema, pero se puede experimentar con mu-chos de materiales, generalmente lo materiales orgáni-cos como hojas o insectos, etc. no logran sobrevivir el proceso de horneado y se carbonizan; pero otro tipo de materiales como el metal, mostacilla, arena, etc. logran efectos interesantes
Con la adición de diferentes inclusiones se puede lograr una gran cantidad de efectos y acabados que hacen úni-ca cada pieza. Todo uso de una inclusión tiene que llevar una prueba previa de su reacción ante el calor y la com-patibilidad con el vidrio.
2
22
VITROFUSIÓN
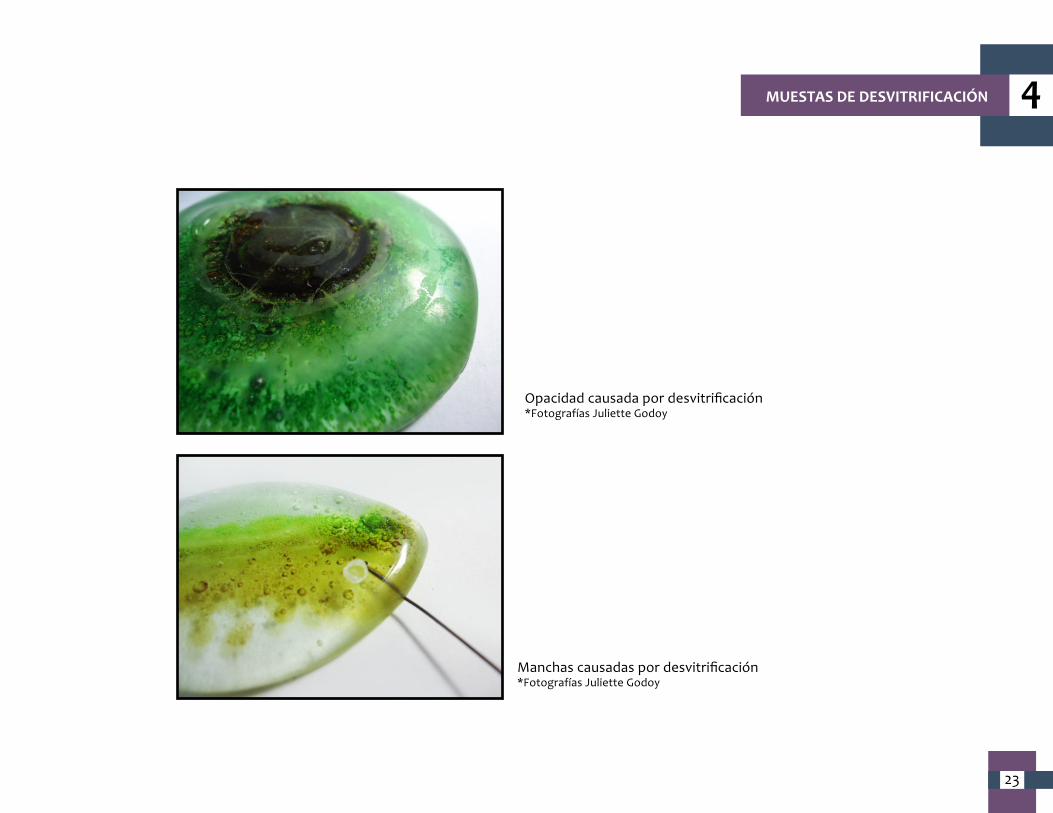
Opacidad causada por desvitriicación*Fotografías Juliette Godoy
Manchas causadas por desvitriicación*Fotografías Juliette Godoy
4
23
MUESTAS DE DESVITRIFICACIÓN
VITROFUSIÓN 2
24
Proceso y herramientas
Corte
El primer paso para trabajar una pieza en vitrofusión, es el corte de del vidrio. Para cortar una pieza de vidrio se necesita realizar un corte o rayón que genera el punto de debilitamiento en la supericie. Este corte se realiza con un cortador de vidrio ya sea recto o punta lexible, la punta de estos cortadores es de carburo de acero, que tiene la dureza necesaria para rayar el vidrio. Al momen-to de trazar el corte se necesita lubricación en la punta del cortador, se utiliza aceite multiusos. Se pueden en-contrar en el mercado diferentes tipos de cortadores, cortadores de lápiz que son rectos, a los que se tiene que agregar aceite para cada corte a realizar, y los cortadores de punta lexible, que tiene una forma más anatómica y cuentan con un depósito para aceite para que automáti-camente lubrique el corte para separar en las dos par-tes se hace una presión desde la parte de abajo,
Limpieza
En cuanto a la limpieza de las piezas de vidrio, como se mencionó con anterioridad es necesario realizarla luego de haber cortado el vidrio y justo antes del esmaltado, ya que durante el proceso de corte quedan residuos de grasa del aceite utilizado para lubricar, grasa de manos
o marcadores; esto con el in de disminuir el riesgo de ladesvitriicación de las piezas y lograr mejores resultados.
Para la limpieza y lavado de la pieza se utilizan diferentes agentes limpiadores, como lo son detergentes en polvo, jabones para platos ya sea pasta o líquido, o jabones para las manos. Según sean las piezas que se van a limpiar de-pende la forma en que se lavaran, si son piezas pequeñas se ponen en un deposito con agua ya combinada con ja-bón, se depositan y sacuden dentro del agua para elimi-nar todo tipo de residuos, luego se ponen escurrir en el mismo deposito o un colador, y luego se secan con papel toalla o retazos de tela cada una de las piezas, hasta eli-minar todo tipo de manchas. Sin las piezas a trabajar tie-ne mayores dimensiones se puede lavar con un pedazo de tela remojado en agua con jabón, eliminar los residuos de jabón con un trapo húmedo limpio y luego secar.
También se utiliza el alcohol para eliminar determinadas manchas como las de marcador, pero no es aconsejable limpiar las piezas solamente con agua ya que no elimina todas las manchas solo algunas, y el uso de alcohol au-menta la probabilidad de la obtención de piezas opacas desvitriicación .
Con las piezas ya lavadas y secas se evita tocar con los de-dos la supericie de estas, solo tomándolas por los lados ya sea con la mano o con pinzas.
Esmaltado
Para poder agregar color a las piezas de vidrio se pueden utilizar diferentes tipos de pintura, en este caso se les lla-ma esmaltes. Para poder ser utilizados en la vitrofusión, los esmaltes tienen que soportar altas temperaturas como mínimo ochocientos grados centígrados.
Se puede trabajar con esmaltes preparados que son de producción industrial. Estos esmaltes generan colores sólidos. Existe una gran variedad de estos; pero en El Sal-vador no se cuenta con este tipo de esmaltes, ya que al ser una técnica desconocida en este medio, no existen proveedores.
Por esta razón se trabaja con esmaltes preparados por cada artesano. Para hacerlos se necesita conocer los componente necesarios y el papel que desempeñan den-tro del esmalte y el proceso de horneado. Según el libro de Daniela Fabián* los esmaltes cuentan con cuatro com-ponentes: que son sustancias refractarias, fundentes, co-lorantes y opaciicantes.
Las sustancias refractarias bajan el punto de fusión de los esmaltes, lo que ayuda a una mejor fusión entre estos y el vidrio, algunos elementos utilizados con este in son el cuarzo, feldespato, caolín, sílice, que es el componen-te del vidrio mismo, entre otros. Los fundentes trabajan en conjunto con los refractarios para bajar el punto de
fusión de los esmaltes, generalmente se utiliza un com-ponente que contenga plomo, esto le da mayor luidez, brillo y obtener colores más irmes y que tengan cierto tipo de textura. Los colorantes con los óxidos que dei-nen el color resultante del esmalte, como por ejemplo óxido de cobre, cromo, hierro, etc. Y luego las sustan-cias opaciicantes son aquellas que al contrario de los fundentes y refractarias suben el punto de fusión de los esmaltes, ya que ciertos oxido ya expuestos al proceso de horneado se cuartean porque su punto de fusión se volvió muy bajo.
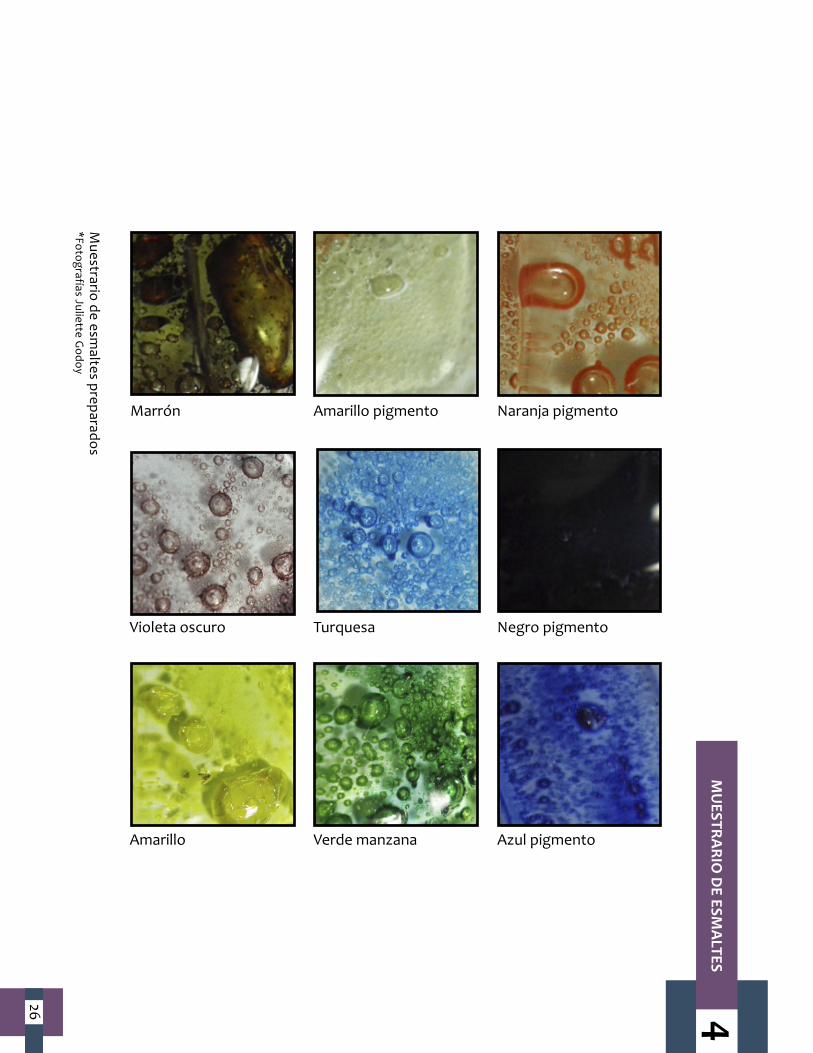
Generalmente al preparar los esmaltes se obtienen co-lores transparentes es decir, no bloquean el paso de luz a través de la pieza y por la aplicación del fundente se crea una textura de burbujas generadas durante la reac-ción de este con los óxidos. Al preparar un esmalte se cuenta con la facilidad de llegar a tener una gama de co-lores única que, por medio de la familiarización con estos y la experimentación, se logran muchas combinaciones. Se aconseja crear un muestrario con todos los esmaltes que se han trabajado, un rectángulo de vidrio que mues-tre la aplicación del esmalte entre vidrio y sobre cubierta, para contar con el resultado obtenido y además un regis-tro detallado de cada muestra con los componentes que se utilizaron y las cantidades añadidas a la mezcla.
La presentación de los esmaltes es en polvo por lo que se necesita diluirlos, se puede utilizar agua, alcohol y
VITROFUSIÓN 2
25
* Daniela Fabián, Curso de Vitrofusión , Argentina, Abril
MU
ESTRA
RIO
DE ESM
ALTES
4
Muestrario de esm
altes preparados*Fo
tog
rafías Juliette G
od
oy
Naranja pigmentoAmarillo pigmento
Turquesa
Verde manzana
Marrón
Violeta oscuro
Amarillo
Negro pigmento
Azul pigmento
VITROFUSIÓN 2
y vinagre. El agua es el más recomendado. El alcohol se utiliza para reducir el tiempo de secado del esmalte ya aplicado en el vidrio y el vinagre da cierto tipo de efec-tos y texturas. La consistencia del esmalte, luego de di-luirlo, determina el color resultante se tiene que lograr una consistencia media, que al ser tomado con un pin-cel este deje luir pequeñas gotas del esmalte. Si la mez-cla es muy densa su aplicación se vuelve difícil y puede causar cuarteamiento del esmalte, y si se agrega más agua de la necesaria el color resultante es pálido. Esto se puede usar a favor de obtener resultados diversos.
Los elementos básicos para la preparación de esmaltes son: el fundente que regularmente es el bórax, y los óxi-dos necesarios para cada color, de igual forma se pueden utilizar las pinturas bajo cubierta utilizada en cerámica, para obtener otro tipo de colores y texturas. Los esmal-tes se elaboran a partir de fórmulas ya establecidas que especiican las cantidades de fundente y óxidos a utiliza. También es posible generar nuevas fórmulas mediante el uso de la prueba y error. Para preparar las fórmulas se necesita trabajar un una báscula que mida en cantidades menores a gramos, como las utilizadas en joyería; pe-queños botes para almacenar el esmalte, paletas y agua.
Para prepararlo se pesa el bote vacío, luego se agrega la cantidad de bórax señalada en la formula, luego la canti-dad de óxido según sea el color que se esté trabajando, ambos se mezclan en seco cerrando el bote y agitándolo.
Se agrega el agua para diluirlo hasta obtener la consis-tencia deseada, se va agregado poco a poco con un go-tero para adicionar solo la cantidad necesaria. Fórmulas en guía práctica y anexos .
La aplicación del esmalte sobre las piezas de vidrio se puede realizar de diferentes maneras. La más utilizada es la técnica de goteo , que se realiza dejando caer peque-ñas gotas sobre la supericie para obtener un esmaltado más uniforme; otra técnica es el choreado consiste en poner un cantidad de esmalte en un extremos de la pieza e inclinarla para que caiga y llegue hasta el otro extremo o hasta donde se desee, en este caso se juega un papel importante la consistencia del esmalte. Otra técnica es no diluir el esmalte y aplicarlo en polvo con un colador ino. En la vitrofusión usualmente no se aplica es esmal-te como en otras técnicas, es decir arrastrando el pincel para llenar la supericie, ya que de esta manera no se uni-formiza el esmalte sobre la supericie y deja rastros del paso de las cerdas del pincel.
Armado e inclusiones
El armado de las piezas es el paso previo al horneado de las piezas, es aquí cuando la pieza de vidrio que ha sido esmaltada se coloca y se ija a la segunda capa de vidrio lo que hará que el esmalte quede encapsulado entre ellas durante el horneado. Es clave que las piezas que se

(orneado
El horno es la herramienta más importante de la vitro-fusión. Los hornos para trabajar el vidrio existen en dos tipos, por su funcionamiento, manuales y computariza-dos. Los más recomendables son los computarizado ya que facilita el proceso de horneado, además de ser mas precisos. De este tipo de hornos existen gran cantidad de modelos, desde muy pequeños para hobbie , hasta hornos gigantes que sirven para producciones industria-les. La programación de estos puede varían según el mo-delo, pero los elementos que se toman en cuenta, son los mismos y se utiliza una lógica general para progra-marlos.
El horno trabajo por medio de curva de temperatura que-consiste en llegar a la máxima temperatura de forma gra-dual al igual que el descenso, todo esto con el objetivo que las piezas no se rompan por el cambio de tempera-tura brusco choque térmico . Acabados
Los últimos pasos para el acabado de una pieza en vitro-fusión, son de limpieza ya que siempre quedan residuos de algún tipo, y es necesario eliminarlo para poder mani-pularla y seguirla trabajando según sea el objeto a crear.
han cortado sean del mismo tamaño para que encajen de la mejor forma y que al someterse al calor de horno “caigan” de manera uniforme y se eviten defectos como gradas o piezas movidas.
Durante el armado es cuando se agregan las inclusio-nes de diferentes materiales, como lo son el alambre galvanizado, la alpaca, la plata, etc.; laminas metálicas de latón, de cobre, de aluminio, etc., también se pue-den utilizar materiales orgánicos como hojas, papel, etc.; minerales, rocas, arena, entre otros. Todos estos materiales requieren una experimentación previa a su uso, para conocer el comportamiento y reacción ante las altas temperaturas en el horno. Las inclusiones se puede utilizar ya sea solo como elemento decorati-vo, o como medio de soporte para la pieza que se esté realizando, ganchos para colgarlo, como dije o aritos, elemento que lo unirán a otras piezas de vidrio, etc. Para el armado de una pieza se utiliza pegamento para adherir las capas de vidrio y las inclusiones entre sí.
Los pegamentos que se pueden utilizar son: pega blan-ca, pegamento instantáneo, scotch , según sea el caso. El más utilizado es el pegamento instantáneo o
pega loca , ya que es de secado rápido, es transpa-rente y desaparece por completo durante el horneado.
VITROFUSIÓN 2

Alzas y tapón de ladrillo refractario*Fotografía Juliette Godoy
Interior del horno y tabla refractria*Fotografía Juliette Godoy
Guantes protectores de cuero*Fotografía Juliette Godoy
(orno, computadora de programación*Fotografía Juliette Godoy
4HORNO E IMPLEMENTOS
MOLDES 4
30
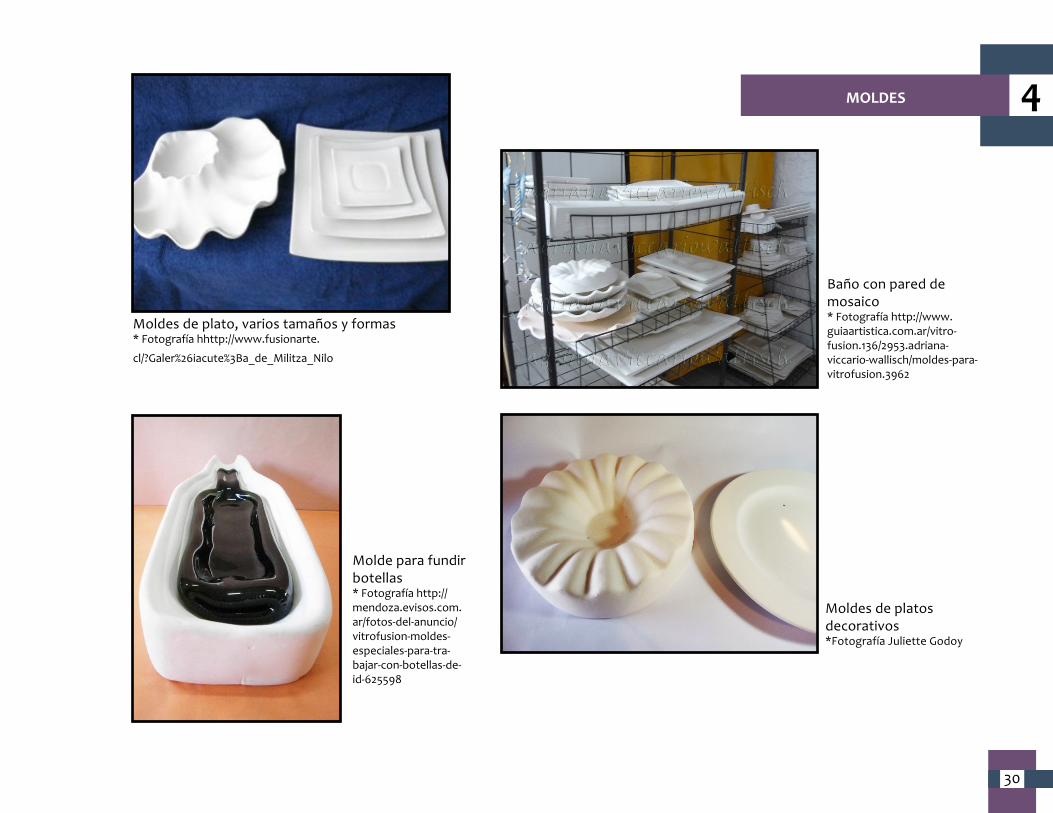
Moldes de platos decorativos*Fotografía Juliette Godoy
Moldes de plato, varios tamaños y formas* Fotografía hhttp://www.fusionarte.
cl/?Galer% iacute% Ba_de_Militza_Nilo
Molde para fundir botellas* Fotografía http://mendoza.evisos.com.ar/fotos-del-anuncio/vitrofusion-moldes-especiales-para-tra-bajar-con-botellas-de-id-
Baño con pared de mosaico* Fotografía http://www.guiaartistica.com.ar/vitro-fusion. / .adriana-viccario-wallisch/moldes-para-vitrofusion.
VITROFUSIÓN EN EL SALVADOR 2
31
En El Salvador, la técnica de la vitrofusión es muy poco conocida, y lo poco que se conoce generalmente son pie-zas que han sido imporadas, mayormente de Sudaméri-ca, en pequeñas cantidades.
Las personas que lo trabajan son aún muy escasas, lo más conocido es la empresa Vitrales, ubicada en Santa Elena, empresa que mayormente trabaja vitrales, como su nombre lo dice; pero cuentan con una sección llama-da Vitroarte que trabaja la técnica de la vitrofusión, con vidrios de colores. Su línea es muy característica, ya que utiliza la gráica de Fernando Llort.
Otra persona que trabaja la vitrofusión es Claudia Raquel Arenas, graduada de la carrera de Diseño Artesanal de la Escuela de Artes Aplicada; con la marca de Claudia Ra-quel Glass Design, quien ha incursionado sobre todo en el bottle slumping que es la fundición de botellas, ju-gando con la superposición de ellas y su moldeado; entre otras técnicas.
Luego se encuentra la empresa Destellos, que trabaja el vidrio con esmaltes, que es tipo de vitrofusión que en-contramos en México y Sudamérica, en la que se puede dar diferentes colores al vidrio con la aplicación de esmal-tes o pigmentos, lo que ayuda a dar un toque personal e innovador a las piezas, pues permite el jugueteo, tan-to con el color como las formas. Cuenta con una tienda que comercializa estos productos en Antiguo Cuscatlán;
Existen otras personas que trabajan esta técnica, pero que no han entrado de lleno a la producción o no lo co-mercializas; el número de personas que conoce la técni-ca aumento durante los últimos nueve meses, ya que se impartieron cuatro talleres de vitrofusión, en un esfuer-zo de CONAMYPE, como apoyo a artesanos asociados a los CEDART. Se capacitaron a alrededor de sesenta arte-sanos, a los que se les ayudo con la adquisición de hornos para vitrofusión, para que los pudieran utilizar de forma libre y producir piezas, luego de recibir el taller. Pocos de estos artesanos han continuado con la producción de-donde se pueden encontrar productos pequeños como la bisutería hasta relojes o platos.
Se espera que en los próximos meses la oferta aumente, y sea una nueva herramienta para estas personas para in-novar sus productos, combinándola con las técnicas que ya trabajaban; y mejoren sus ventas y su desarrollo como artesanos.
En cuanto a la documentación de técnicas con vidrio, la alumna de la carrera de diseño de producto artesanal de la Escuela de Diseño Rosemary Vásquez Liévano de Án-gel, Susana Rivera, habla en su trabajo de graduación so-bre la aplicación de vidrio sobre cerámica, a partir de esta investigación, desarrollo una linea de productos bajo su propia marca.
GUÍA PRÁCTICA 3
33
Temas a desarrollar en Guía Práctica
Vitrofusión •Vidrio •Tipos de vidrio •Compatibilidad
El taller • (erramientas de corte •Materiales y herramienta para esmaltado •(erramientas armado •Equipo de horneado
Corte de vidrio •(erramientas •Pasos a seguir •Comentario
Limpieza •Materiales •Proceso •Secado •Comentario
Esmaltado •Que son los esmaltes •Materiales •Preparación •Aplicación •Comentario
Armado •)nclusiones •Pegamentos •Comentario
(orno •Equipos •Curvas de temperatura •Programación •Seguimiento •Enfriamiento •Comentario
Acabados Productos terminadosGlosario
* Guía práctica desarrollada en documento anexo.
GLOSARIO 3
34
SDFA
CONCLUSIONES Y RECOMENDACIONES 0
34
A partir de la búsqueda de información y práctica continua se logra aprender un proceso, en este caso el de la vitrofusión. Por medio del trabajo con esta técnica se ha obtenido experiencia en las diferentes fases del proceso de producción, el corte, esmaltada, armado y horneado de las piezas.
Durante la práctica continua de esta técnica se han experimentado muchos obstáculos, que en la mayoría de los casos no están en los libros que tratan de esta técnica. Cada uno de estos obstáculos, se vuelven detalles que hay que tomar en cuenta a la hora de la producción, ya sea evitándolos o buscando alternativas diferentes.
Durante el desarrollo de la guía práctica se buscó una manera fácil y compresible de explicar cada una de las etapas del proceso con sugerencias para la resolución de problemas especíicos. Por medio de fotografías o esquemas se explica el uso correcto de las herramientas y aplicación de esmaltes.
Para el mayor aprovechamiento de esta guía es recomendable la práctica continua de cada una de las etapas, el corte, esmaltado, armado y horneado de las pieza, para llegar a tener un buen manejo de las herramientas, aplicaciones exac-tas y lograr piezas con muy buenos acabados.
Pliego de recomendaciones
- Uso de las herramientas adecuadas , para facilitar la realización de las etapas del proceso.- Mantenimiento de las herramientas lubricadas, para mejor desempeño y duración.- Aplicación de las medidas de seguridad en cada una de las etapas del proceso, para evitar accidentes o la contaminación con quimicos.- Mantener el lugar de trabajo en orden y limpio, para trabajar de manera fácil y evitar accidentes.- El almacenamiento de los químicos usados para los esmaltes, debe ser cuidadoso, frascos o bolsas bien cerradas dentro de otro contenedor grande para evitar que el polvo se esparza.- Si utilizamos prepaciones de esmaltes diferentes a las dadas en la guía, apuntar los cambios que se hicieron y los resul-tados que se obtuvieron para crear una base de datos y posteriormente poder recrear estos resultados.- Si se tiene el horno, es recomendable que se encuentre en una habitación diferente a la que trabajamos para evitar exponernos a las emanaciones.
FUENTES BIBLIOGRÁFICAS 4
35
• Daniela Fabián, Curso de Vitrofusión , Argentina, Abril
• S. Antonopolos, Vitrofusión: Utilitarios y accesorios, Albatros, Argentina,
• Susana Rivera, Vidrio sobre cerámica , , Antiguo Cuscatlán, Universidad Dr. José
Matías Delgado
• Wikipedia.com, -Mayo- , http://es.wikipedia.org/wiki/Vidrio_soplado
• tromaa, youtube.com, -Octubre- , -Mayo- , http://www.youtube.com/
watch?v=vbeuuruKZbo
• Rocio )sabel Jiménez, -Mayo- , República Dominicana,
http://www.arqhys.com/arquitectura/mosaicos-tecnicas.html
VITROFUSIÓNARTESANALGuía Práctica
por
jul iette godoy
VITROFUSIÓN ARTESANALGUÍA PRACTICA Junio 2012
SistematizaciónJuliette Godoy
Diagramación y Fotografía Juliette Godoy
Santa Ana, El Salvador
Derechos Reservados
Copyright 2012
Qué es la vitrofusión?..........04
El Vidrio..........07
Tipos de vidrio..........08
Compatibilidad..........09
El Taller..........11
Herramientas de corte..........13
Herramientas y materiales
para esmaltado..........14
Herramientas de armado..........14
Equipo de horneado..........15
Equipo de seguridad..........15
Pasos básicos..........16
Capa tin ..........17
Corte del vidrio..........19
Cortes rectos..........20
Cortes circulares..........21
Limpieza del Vidrio..........25
Materiales..........25
Pasos a seguir..........25
Preparación de esmaltes..........27
Materiales..........27
32..........Preparación
29..........Fórmulas de esmaltes
31..........Esmaltado por goteo
33..........Montaje e inclusiones
33..........Materiales
33..........Pasos a seguir
35..........Desmoldante
35..........Materiales
35..........Pasos a seguir
37..........Solución desvitriicante37..........Materiales
37..........Pasos a seguir
38..........Horneado
38..........Programación
41..........Carga y seguimiento
41..........Materiales
41..........Pasos a seguir
44..........Acabados
46..........Recomendaciones
47..........Glosario
Indice
¿Qué es la
vitrofusión?
Para iniciar nuestro aprendizaje tene-
mos que tener claro que es la vitrofu-
sión. Cuando hablamos de la técnica
de la vitrofusión nos referimos a un tér-
mino genérico para las diferentes técni-
cas en las que se utiliza un horno para
lograr fundir dos o más capas de vidrio,
todo con el in de confeccionar una pie-
za. Esto puede ser por medio de un
proceso artesanal o industrial.
Hemos escuchado sobre otras técnicas
en las que se trabaja el vidrio como el
vidrio soplado, en la que el vidrio tam-
bién es sometido a altas temperaturas.
En esta técnica el vidrio se lleva a una
consistencia casi líquida o mejor dicho
“como miel”, pero por medio de herra-
mientas metálicas e inserción de aire a
la pieza. Con ella se logran diferentes
formas y acabados. En cambio, en la vi-
trofusión no se llega a tal consistencia,
las piezas se trabajan a temperaturas
entre los 300°C y 800°C, dependien
do de la pieza que queramos hacer, de
cual dependerán las diferentes formas
y colores de la pieza terminada.
A estas piezas podemos añadirle di-
versos colores de diferentes maneras,
ya sea por medio de vidrio de colores
o pintándolo con esmaltes y pigmentos,
hechos a base de químicos que al estar
expuestos a altas temperaturas reac-
cionan creando una amplia gama de
colores.
¿Qué podemos elaborar con la vitrofu-
sión? Objetos utilitarios u ornamenta-
les, también se pueden realizar piezas
artísticas. Se pueden confeccionar pie-
zas muy pequeñas como para bisutería,
hasta piezas grandes: platos, centros
de mesas, etc. además estas piezas
pueden ser combinadas con otros ma-
teriales como metal, cuero, madera,
cerámica entre otros, con los que lo-
gramos una amplia diversiicación de productos únicos y originales.
5
Collar de tres piezas Móviles o espantabrujas Plato hondo
Lámpara de vidrio y maderaCenicero de bases de botellaPerchero
6
el vidrio
La materia prima, el vidrio, es un mate-
rial descubierto e inventado hace mucho
tiempo. Cuando se descubrió que una
combinación de diferentes minerales, en
su mayoría arena de sílice, que fueron
expuestos al calor, generaron un material
cristalino. A partir de este descubrimiento
el vidrio fue trabajado de diferentes mane-
ras a través de la historia, teniendo épocas
de gran producción y aceptación, y épocas
muy bajas.
En la actualidad contamos con una gran
diversidad de vidrios tanto en su presen-
tación como en su composición química,
que nos permite trabajarlo con las diferen-
tes técnicas existentes.
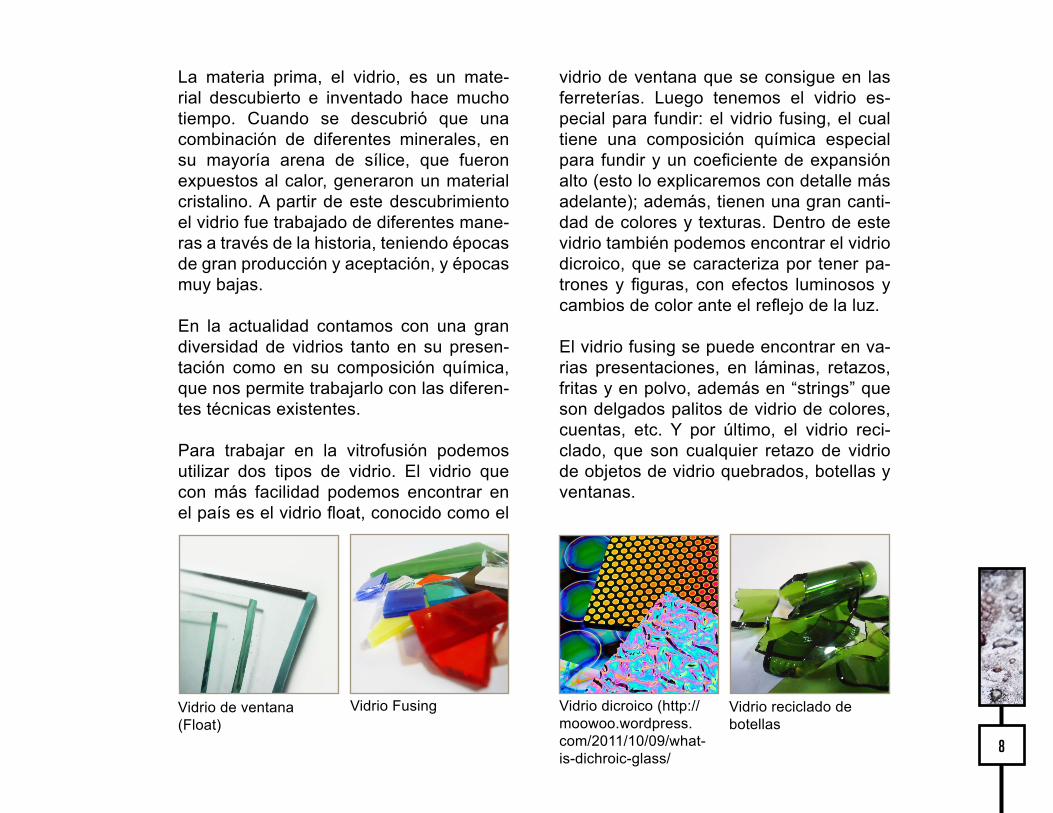
Para trabajar en la vitrofusión podemos
utilizar dos tipos de vidrio. El vidrio que
con más facilidad podemos encontrar en
el país es el vidrio loat, conocido como el
vidrio de ventana que se consigue en las
ferreterías. Luego tenemos el vidrio es-
pecial para fundir: el vidrio fusing, el cual
tiene una composición química especial
para fundir y un coeiciente de expansión alto (esto lo explicaremos con detalle más
adelante); además, tienen una gran canti-
dad de colores y texturas. Dentro de este
vidrio también podemos encontrar el vidrio
dicroico, que se caracteriza por tener pa-
trones y iguras, con efectos luminosos y cambios de color ante el relejo de la luz.
El vidrio fusing se puede encontrar en va-
rias presentaciones, en láminas, retazos,
fritas y en polvo, además en “strings” que
son delgados palitos de vidrio de colores,
cuentas, etc. Y por último, el vidrio reci-
clado, que son cualquier retazo de vidrio
de objetos de vidrio quebrados, botellas y
ventanas.
Vidrio de ventana
(Float)
Vidrio Fusing Vidrio reciclado de
botellas
Vidrio dicroico (http://
moowoo.wordpress.
com/2011/10/09/what-
is-dichroic-glass/8
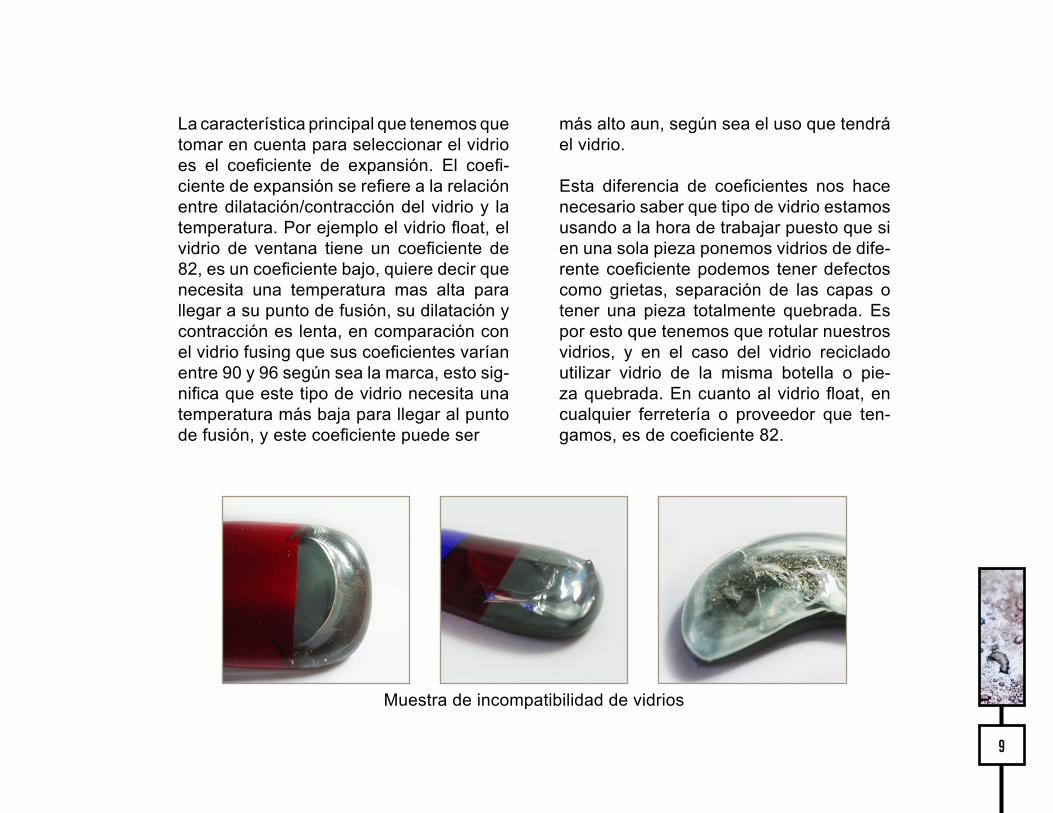
La característica principal que tenemos que
tomar en cuenta para seleccionar el vidrio
es el coeiciente de expansión. El coei-
ciente de expansión se reiere a la relación entre dilatación/contracción del vidrio y la
temperatura. Por ejemplo el vidrio loat, el vidrio de ventana tiene un coeiciente de 82, es un coeiciente bajo, quiere decir que necesita una temperatura mas alta para
llegar a su punto de fusión, su dilatación y
contracción es lenta, en comparación con
el vidrio fusing que sus coeicientes varían entre 90 y 96 según sea la marca, esto sig-
niica que este tipo de vidrio necesita una temperatura más baja para llegar al punto
de fusión, y este coeiciente puede ser
más alto aun, según sea el uso que tendrá
el vidrio.
Esta diferencia de coeicientes nos hace necesario saber que tipo de vidrio estamos
usando a la hora de trabajar puesto que si
en una sola pieza ponemos vidrios de dife-
rente coeiciente podemos tener defectos como grietas, separación de las capas o
tener una pieza totalmente quebrada. Es
por esto que tenemos que rotular nuestros
vidrios, y en el caso del vidrio reciclado
utilizar vidrio de la misma botella o pie-
za quebrada. En cuanto al vidrio loat, en cualquier ferretería o proveedor que ten-
gamos, es de coeiciente 82.
Muestra de incompatibilidad de vidrios
9

Otra característica, que puede determinar
el acabado de las piezas, es el grosor del
vidrio. En El Salvador podemos encontrar,
fácilmente, tres grosores: 2mm, 3mm y
5mm. La elección de este depende que
tanta presencia queremos darle a la pieza,
o el uso se le dará a esta. Si será algo utili-
tario como un llavero que será sometido a
diferentes fuerzas y quizás caídas, es me-
jor utilizar un vidrio con mayor resistencia
es decir de 5mm; si es una pieza de bisu-
tería, como un par de aritos, tenemos que
minimizar el peso de las piezas, pues la
orejas no soportan mucho peso, usamos
vidrio de 2 o 3 mm.
Muestras grosor de vidrios: 2mm, 3mm y 5mm
10
el taller

Cuando tengamos que elegir el espacio en
el que trabajaremos esta técnica tenemos
que tomar en cuenta que este sea un lu-
gar cómodo, ventilado, iluminado y amplio.
Esto permite que tengamos las condicio-
nes necesarias para poder trabajar con
todas las medidas de seguridad, buen ma-
nejo de materias primas y herramientas,
químicos y materiales refractarios.
Este lugar tiene que estar alejado de habi-
taciones como la cocina y dormitorios
pues muchos de los materiales como los
esmaltes y el horno en sí, tienen compo-
nentes tóxicos que no pueden tener con-
tacto con alimentos ni tiene que ser inha-
lados.
Por las razones anteriores tenemos que
practicar varias medidas de seguridad
para protegernos, las cuales iremos cono-
ciendo según sea necesario en cada una
de las etapas del proceso.
12

HERRAMIENTAS DE CORTE
Primero, conoceremos las herramientas y
materiales necesarios para el corte del vi-
drio, y más adelante el proceso en sí.
Los materiales y herramientas necesarios
son :
• Vidrio del grosor que necesitaremos • Aceite “3en1” • Cortador de cabeza lexible • Cortador de mini círculos • Cortador de círculos grandes • Tenazas separadoras • Tenazas de morder • Limas varias • Lija para hierro no. 60 y no. 80 • Regla para cortar • Mesa de corte • Pala pequeña • Brocha o escobilla • Detergente en polvo
Cortador con cabeza
lexibleTenaza separadora
Tenaza de morder Cortador de minicírculos
13
PREPARACION DE ESMALTES
Para la preparación de los esmaltes nece-
sitamos los siguientes materiales y herra-
mientas:
• Óxidos y pigmentos cerámicos • Fundente o lux • Báscula micrométrica en gramos y onzas
• Envases plásticos pequeños con tapa
• Removedores de madera o plástico • Pinceles delgados y gruesos de cualquier tipo
ARMADO DE PIEZAS
El armado de las piezas se hace antes de
poner las piezas al horno al tener piezas
cortadas y pintadas, para esta fase de ar-
mado necesitamos:
• Alambres y láminas varias para inclusiones como: alambre galvani-
zado, cobre, bronce, plata
• Tenazas normales y de corte • Pinzas • Tubos de pega loca normal
Herramientas para esmaltado
14
PROCESO DE HORNEADO
Para la preparación del horno y ciertos
acabados en las piezas necesitamos:
• Horno para vidrio • Tablas refractarias • Desmoldante que puede ser caolín o carbonato de calcio
• Cuerda refractaria
EQUIPO DE SEGURIDAD
Para protegernos de los químicos y ema-
naciones a lo largo de todo el proceso ne-
cesitamos:
• Anteojos protectores plásticos • Guantes de cuero • Guantes de látex desechables • Mascarillas
Lentes protectoresMacarillas desechables
Accesorios para el horno de
material refractarias
15
PASOS BÁSICOS
DE LA VITROFUSIÓN
Ahora comenzarnos a conocer el proceso
de la vitrofusión desde el corte al hornea-
do, en cada una de las etapas describiré
los pasos a seguir, como usar las herra-
mientas y lo más importarte, las medidas
de seguridad. Comenzaremos con la iden-
tiicación de la capara Tin.
IDENTIFICACIÓN DE LA CAPA TIN
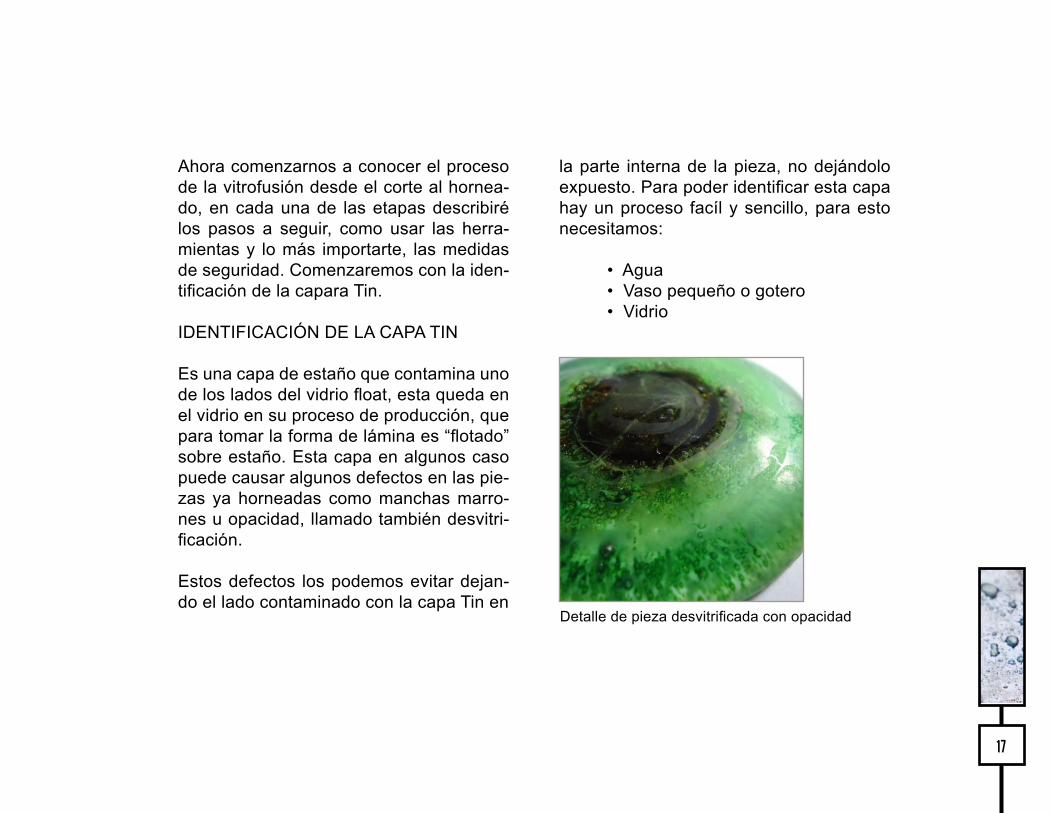
Es una capa de estaño que contamina uno
de los lados del vidrio loat, esta queda en el vidrio en su proceso de producción, que
para tomar la forma de lámina es “lotado” sobre estaño. Esta capa en algunos caso
puede causar algunos defectos en las pie-
zas ya horneadas como manchas marro-
nes u opacidad, llamado también desvitri-
icación.
Estos defectos los podemos evitar dejan-
do el lado contaminado con la capa Tin en
la parte interna de la pieza, no dejándolo
expuesto. Para poder identiicar esta capa hay un proceso facíl y sencillo, para esto
necesitamos:
• Agua • Vaso pequeño o gotero • Vidrio
Detalle de pieza desvitriicada con opacidad
17
Paso 1Limpiamos a fondo los dos lados del vidrio
que utilizaremos.
Paso 2Coloquemos el vidrio con una inclinación
aproximadamente de 45 grados.
Paso 3Dejemos caer una pequeña gota de agua
y dejarla correr sobre la cara superior del
vidrio. Es aquí que tenemos que observar
el comportamiento de la gota, si esta se
deforma o no corre libremente sobre la su-
pericie del vidrio es la cara contaminada con estaño, si por lo contrario corre de for-
ma libre hacia abajo es la cara limpia.
Paso 4Marquemos con un marcador permanente
el lado del vidrio contaminado con estaño
para poner identiicarlo.
ComentarioLa capa Tín no siempre nos causará pro-
blemas, hay otras formas de evitar los de-
fectos causados por este, que los explica-
remos más adelante; pero podemos poner
en practica la identiicación de esta para disminuir el riesgo de obtener piezas de-
fectuosas.
18
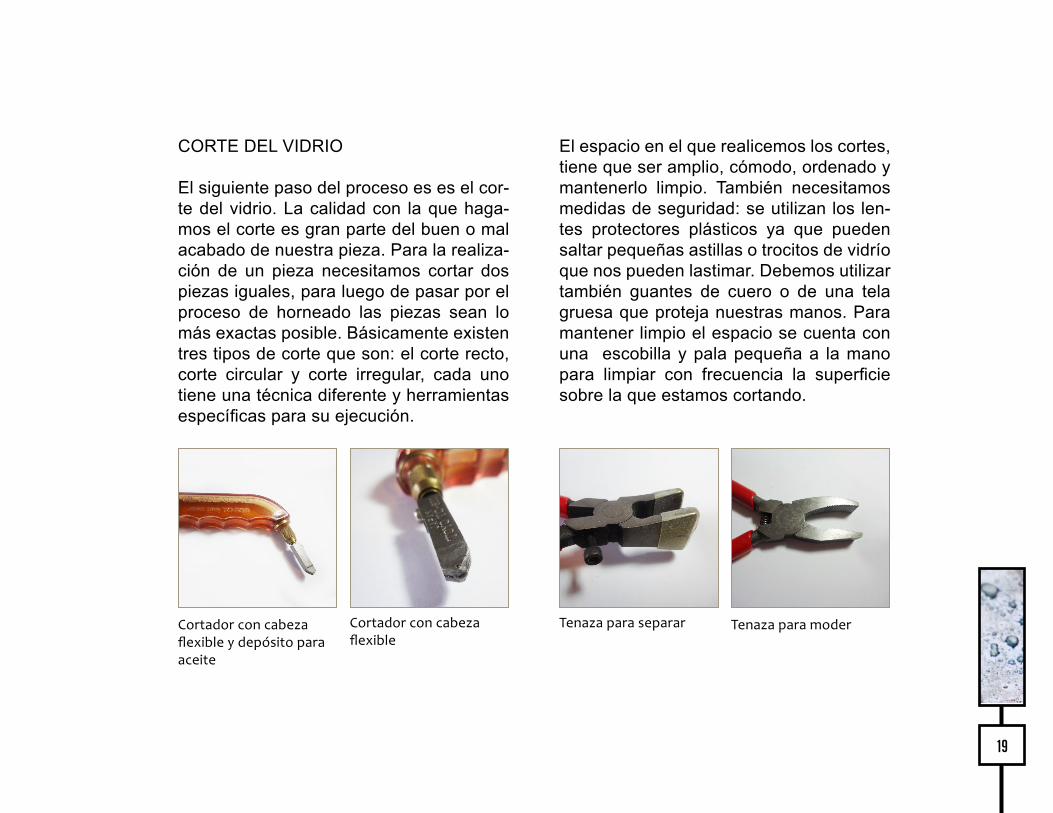
CORTE DEL VIDRIO
El siguiente paso del proceso es es el cor-
te del vidrio. La calidad con la que haga-
mos el corte es gran parte del buen o mal
acabado de nuestra pieza. Para la realiza-
ción de un pieza necesitamos cortar dos
piezas iguales, para luego de pasar por el
proceso de horneado las piezas sean lo
más exactas posible. Básicamente existen tres tipos de corte que son: el corte recto,
corte circular y corte irregular, cada uno
tiene una técnica diferente y herramientas
especíicas para su ejecución.
El espacio en el que realicemos los cortes,
tiene que ser amplio, cómodo, ordenado y
mantenerlo limpio. También necesitamos
medidas de seguridad: se utilizan los len-
tes protectores plásticos ya que pueden
saltar pequeñas astillas o trocitos de vidrío
que nos pueden lastimar. Debemos utilizar
también guantes de cuero o de una tela
gruesa que proteja nuestras manos. Para
mantener limpio el espacio se cuenta con
una escobilla y pala pequeña a la mano
para limpiar con frecuencia la supericie sobre la que estamos cortando.
Tenaza para separar Tenaza para moderCortador con cabeza
lexibleCortador con cabeza
lexible y depósito para aceite
19
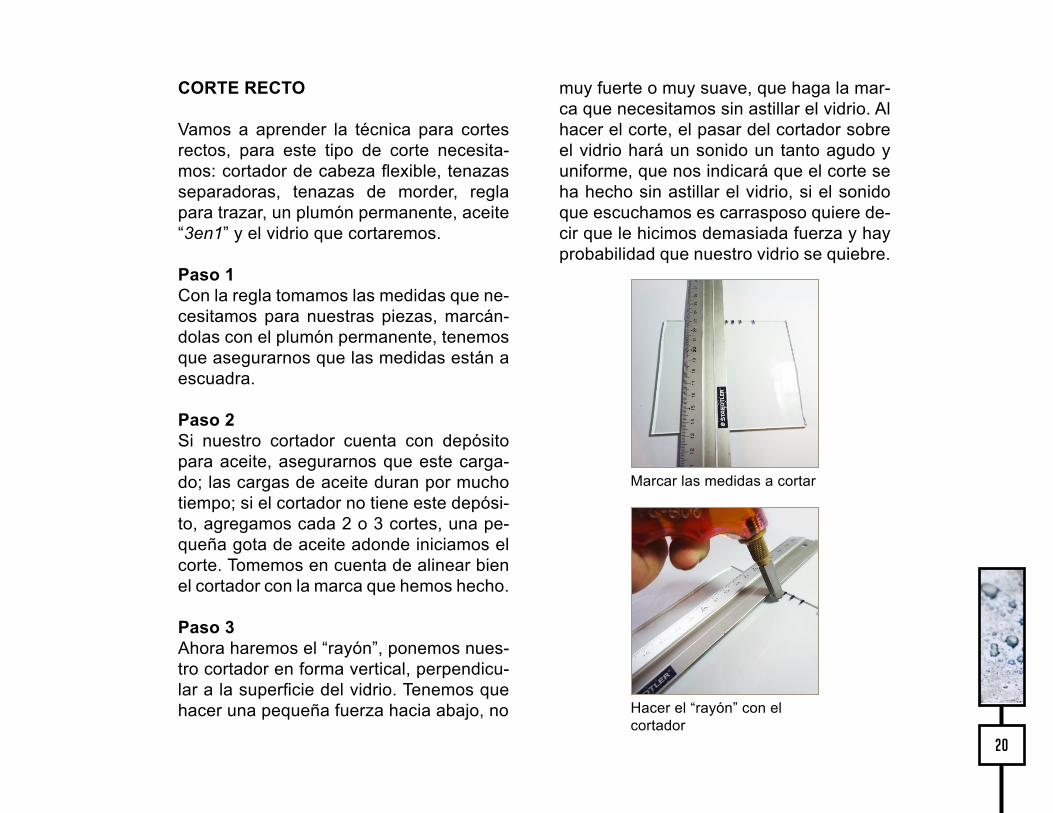
CORTE RECTO
Vamos a aprender la técnica para cortes
rectos, para este tipo de corte necesita-
mos: cortador de cabeza lexible, tenazas separadoras, tenazas de morder, regla
para trazar, un plumón permanente, aceite
“3en1” y el vidrio que cortaremos.
Paso 1Con la regla tomamos las medidas que ne-
cesitamos para nuestras piezas, marcán-
dolas con el plumón permanente, tenemos
que asegurarnos que las medidas están a
escuadra.
Paso 2Si nuestro cortador cuenta con depósito
para aceite, asegurarnos que este carga-
do; las cargas de aceite duran por mucho
tiempo; si el cortador no tiene este depósi-
to, agregamos cada 2 o 3 cortes, una pe-
queña gota de aceite adonde iniciamos el
corte. Tomemos en cuenta de alinear bien
el cortador con la marca que hemos hecho.
Paso 3Ahora haremos el “rayón”, ponemos nues-
tro cortador en forma vertical, perpendicu-
lar a la supericie del vidrio. Tenemos que hacer una pequeña fuerza hacia abajo, no
muy fuerte o muy suave, que haga la mar-
ca que necesitamos sin astillar el vidrio. Al
hacer el corte, el pasar del cortador sobre
el vidrio hará un sonido un tanto agudo y
uniforme, que nos indicará que el corte se
ha hecho sin astillar el vidrio, si el sonido
que escuchamos es carrasposo quiere de-
cir que le hicimos demasiada fuerza y hay
probabilidad que nuestro vidrio se quiebre.
Marcar las medidas a cortar
Hacer el “rayón” con el
cortador
20
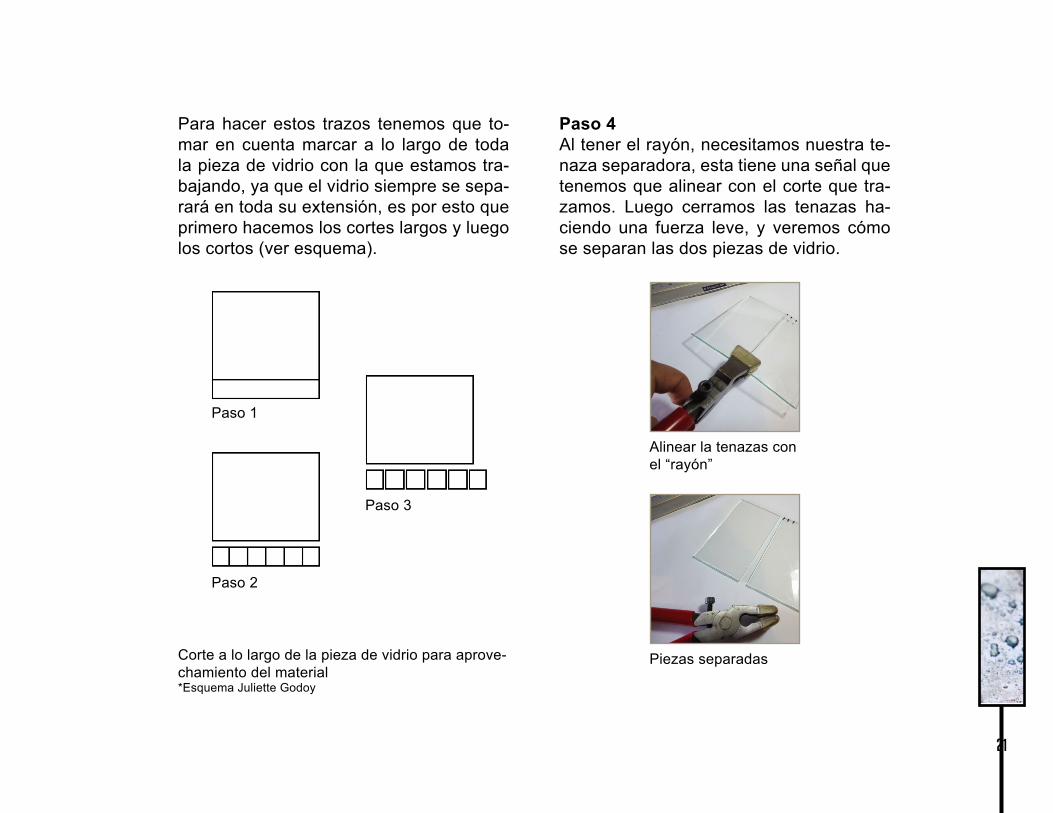
Para hacer estos trazos tenemos que to-
mar en cuenta marcar a lo largo de toda
la pieza de vidrio con la que estamos tra-
bajando, ya que el vidrio siempre se sepa-
rará en toda su extensión, es por esto que
primero hacemos los cortes largos y luego
los cortos (ver esquema).
Paso 4Al tener el rayón, necesitamos nuestra te-
naza separadora, esta tiene una señal que
tenemos que alinear con el corte que tra-
zamos. Luego cerramos las tenazas ha-
ciendo una fuerza leve, y veremos cómo
se separan las dos piezas de vidrio.
Paso 1
Paso 2
Paso 3
Alinear la tenazas con
el “rayón”
Piezas separadasCorte a lo largo de la pieza de vidrio para aprove-
chamiento del material*Esquema Juliette Godoy
21
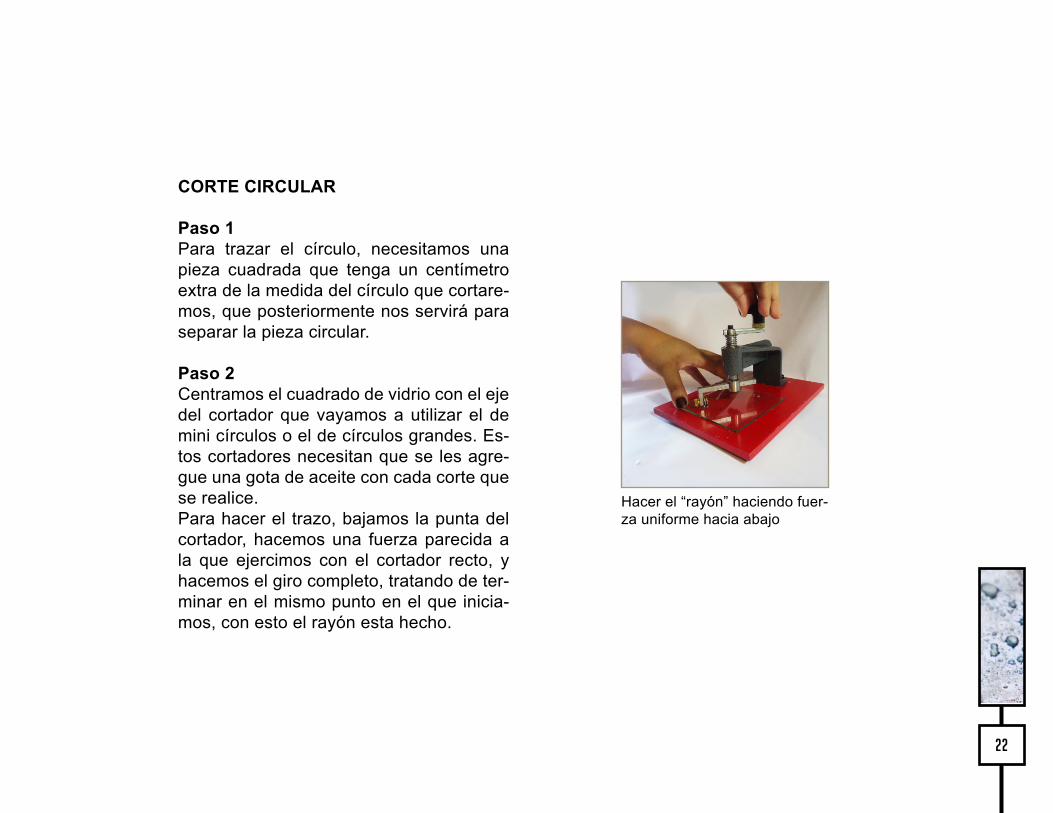
CORTE CIRCULAR
Paso 1Para trazar el círculo, necesitamos una
pieza cuadrada que tenga un centímetro
extra de la medida del círculo que cortare-
mos, que posteriormente nos servirá para
separar la pieza circular.
Paso 2Centramos el cuadrado de vidrio con el eje
del cortador que vayamos a utilizar el de
mini círculos o el de círculos grandes. Es-
tos cortadores necesitan que se les agre-
gue una gota de aceite con cada corte que
se realice.
Para hacer el trazo, bajamos la punta del
cortador, hacemos una fuerza parecida a
la que ejercimos con el cortador recto, y
hacemos el giro completo, tratando de ter-
minar en el mismo punto en el que inicia-
mos, con esto el rayón esta hecho.
Hacer el “rayón” haciendo fuer-
za uniforme hacia abajo
22
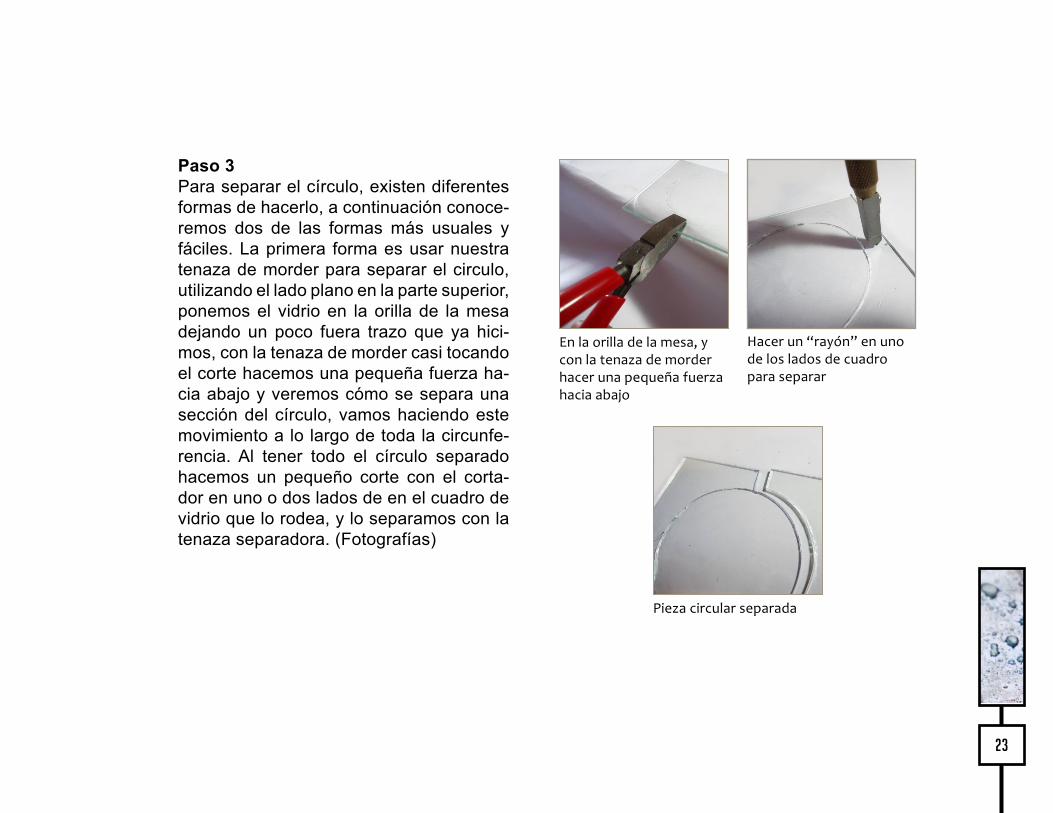
Paso 3Para separar el círculo, existen diferentes
formas de hacerlo, a continuación conoce-
remos dos de las formas más usuales y
fáciles. La primera forma es usar nuestra
tenaza de morder para separar el circulo,
utilizando el lado plano en la parte superior,
ponemos el vidrio en la orilla de la mesa
dejando un poco fuera trazo que ya hici-
mos, con la tenaza de morder casi tocando
el corte hacemos una pequeña fuerza ha-
cia abajo y veremos cómo se separa una
sección del círculo, vamos haciendo este
movimiento a lo largo de toda la circunfe-
rencia. Al tener todo el círculo separado
hacemos un pequeño corte con el corta-
dor en uno o dos lados de en el cuadro de
vidrio que lo rodea, y lo separamos con la
tenaza separadora. (Fotografías)
Hacer un “rayón” en uno
de los lados de cuadro
para separar
Pieza circular separada
En la orilla de la mesa, y
con la tenaza de morder
hacer una pequeña fuerza
hacia abajo
23

La segunda forma con la que podemos se-
parar un circulo es haciendo trazos curvos
que partan del rayón del círculo que ya hici-
mos, y terminen en la orilla de recuadro de
vidrio. Tenemos que hacer al menos cua-
tro de estos cortes o mas según el tamaño
del círculo lo amerite. (Esquema). Al tener
estos corte curvos marcados, usamos las
tenazas separadoras en cada uno, hasta
sacar el círculo, si quedan algunas astillas
usamos las tenazas para morder para qui-
tar esos pedacitos extras que hacen per-
der la forma.
ComentarioEn todos los casos en que realizamos un
pieza de vitrofusión, necesitamos cortar
dos piezas iguales, que al ponerlas en el
horno irán sobrepuestas y al terminar el
proceso de horneado estarán fusionadas
entre sí. Aunque las piezas de vidrio al ser
fundidas, sus bordes se redondean y se
pierden los ilos, tenemos que tener preci-sión en el corte pues cuando las imperfec-
ciones en el corte, astillas, picos, pueden
hacer que nuestra pieza terminada no se
vea bien acabada, o con las medidas erró-
neas.
Cuando recién iniciamos a trabajar el vi-
drio, puede causarnos un poco de temor
por su fragilidad, o el temor a herirnos,
pero conforme adquirimos práctica, logra-
mos tener la conianza para manipularlo y conocer su comportamiento, conforme a
las fuerzas que ejercemos sobre él. Aun-
que tengamos práctica es necesario tener
siempre en cuenta las medidas de seguri-
dad, los accidentes pueden suceder en el
momento menos esperado.“Rayones” curvos para separar círculo*Esquema Juliette Godoy
24
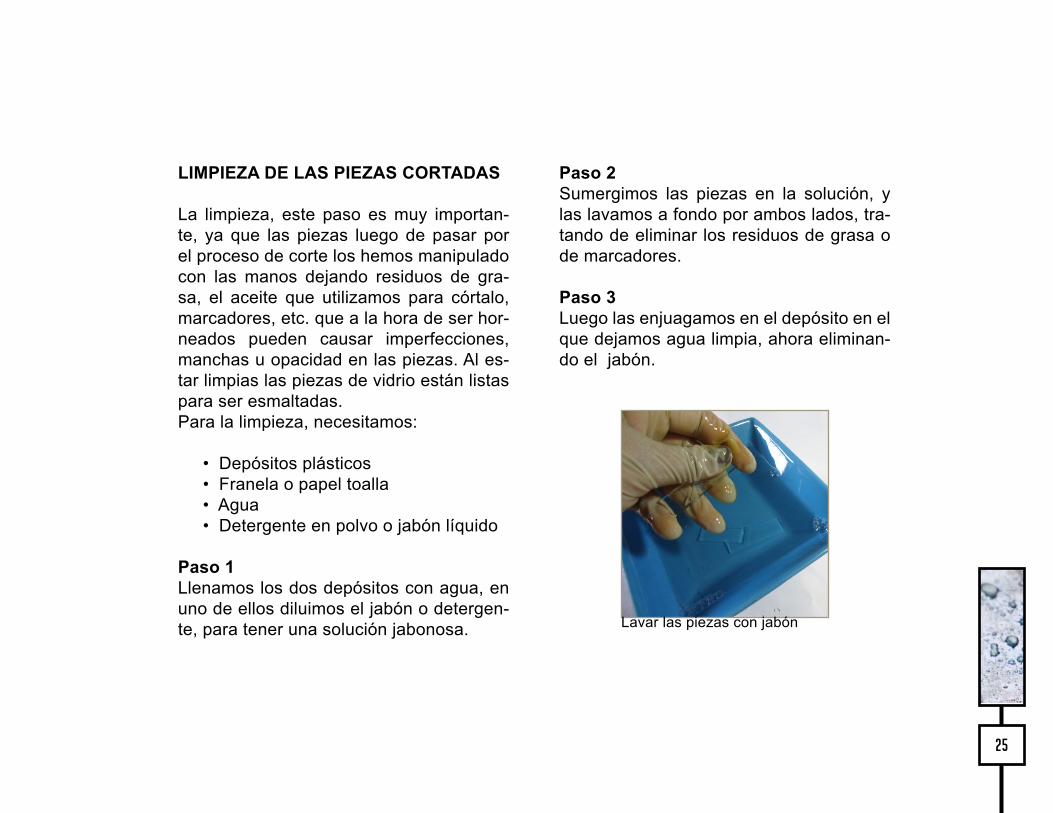
LIMPIEZA DE LAS PIEZAS CORTADAS
La limpieza, este paso es muy importan-
te, ya que las piezas luego de pasar por
el proceso de corte los hemos manipulado
con las manos dejando residuos de gra-
sa, el aceite que utilizamos para córtalo,
marcadores, etc. que a la hora de ser hor-
neados pueden causar imperfecciones,
manchas u opacidad en las piezas. Al es-
tar limpias las piezas de vidrio están listas
para ser esmaltadas.
Para la limpieza, necesitamos:
• Depósitos plásticos • Franela o papel toalla • Agua • Detergente en polvo o jabón líquido
Paso 1Llenamos los dos depósitos con agua, en
uno de ellos diluimos el jabón o detergen-
te, para tener una solución jabonosa.
Paso 2Sumergimos las piezas en la solución, y
las lavamos a fondo por ambos lados, tra-
tando de eliminar los residuos de grasa o
de marcadores.
Paso 3 Luego las enjuagamos en el depósito en el
que dejamos agua limpia, ahora eliminan-
do el jabón.
Lavar las piezas con jabón
25
Paso 4Ahora secamos las piezas utilizando la fra-
nela o papel toalla, tenemos que buscar un
material que no deje mota o hilos, sobre
las piezas de vidrio.
Paso 5Al tener secas las piezas, las posiciona-
mos en el lugar que las esmaltaremos. Si
el caso es que no las utilizaremos inme-
diatamente, las ponemos en bolsas para
que se mantengan limpias hasta llegado el
momento de usarlas.
ComentariosHay personas que limpia las piezas con
alcohol o vinagre pero puede causar algu-
nas manchas, aunque la forma más barata
y fácil para limpiarlas es con agua y jabón.
Cuando estemos limpiando las piezas te-
nemos que tener cuidado al manipular las
piezas, pues aún tienen el ilo, y podemos herirnos, y en este caso no podemos utili-
zar guantes.
Secar las piezas con papel
toalla
26
PREPARACIÓN DE ESMALTES
Los esmaltes son los que dan vida y color
a nuestras piezas. Los esmaltes puede ser
de dos tipos: los esmaltes o pigmentos de
fábrica, que ya viene preparados solo para
aplicar, los hay líquidos o en polvo según
el acabado que busquemos. Luego tene-
mos los esmaltes que nosotros podemos
preparar. Utilizamos químicos, en su ma-
yoría óxidos y un agente fundente que nos
ayuda a mejorar la fusión de las piezas de
vidrio con los esmaltes. Más adelante se
especiicarán las diferentes fórmulas, de-
pendiendo del color que queramos obte-
ner y los químicos que podemos adquirir
en el país. Los podemos encontrar en far-
macias, que son proveedoras para labora-
torios, y los pigmentos cerámicos en tien-
das especializadas en la técnica cerámica.
Los materiales generales para la prepara-
ción son:
• Químico y óxidos • Pigmentos para cerámica • Agua • Báscula micrométrica • Envases plásticos pequeños con tapa • Removedores • Cucharas plásticas • Gotero • Tirro
• Guantes de látex • Mascarilla • Anteojos
Paso 1El primer paso es ponernos todos los ac-
cesorios de seguridad: lente, guantes y
mascarilla. Ya que los químicos con los
cuales estamos trabajando tiene cierta
toxicidad, que quizás, en primer momento,
no nos causaran ningún daño, pero que a
largo plazo se acumulan residuos gradual-
mente en nuestro cuerpo, es por esto que
es preferible prevenir.
Paso 2Sobre nuestra báscula ponemos el envase
plástico, adonde guardaremos el esmalte;
y nos aseguramos que calibrar la báscula
a cero, para eliminar el peso del envase.
Pesar envase vacío
27
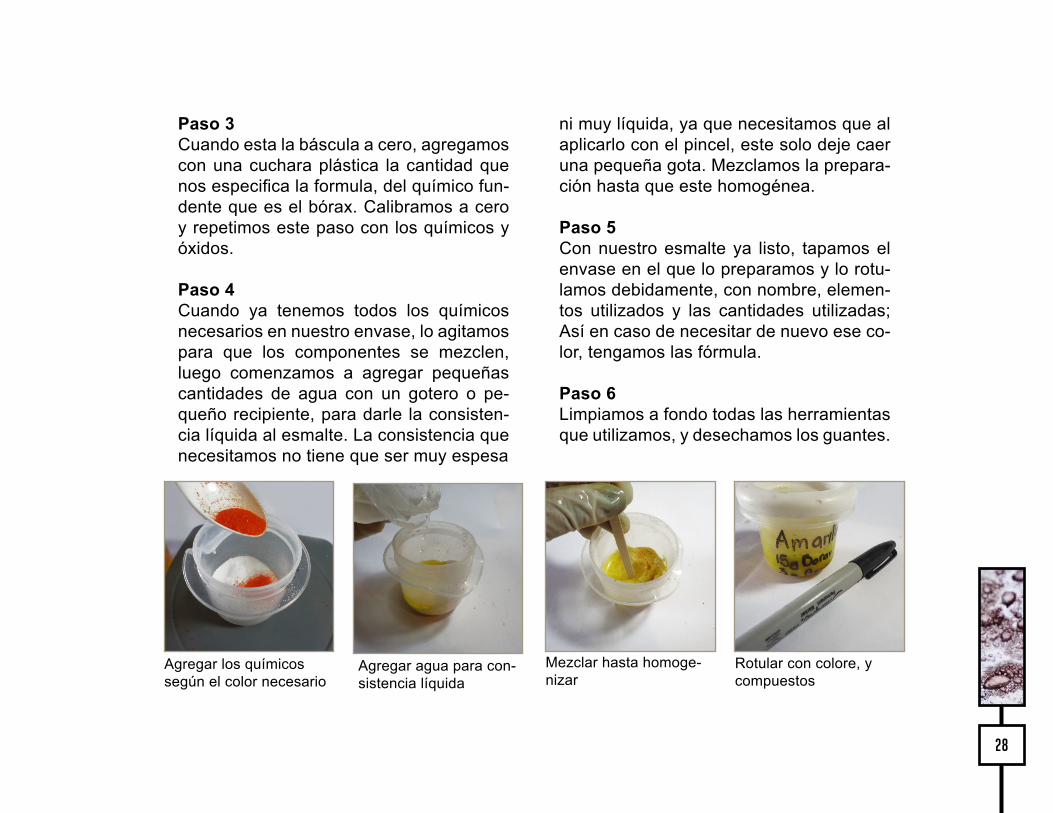
Paso 3Cuando esta la báscula a cero, agregamos
con una cuchara plástica la cantidad que
nos especiica la formula, del químico fun-
dente que es el bórax. Calibramos a cero
y repetimos este paso con los químicos y
óxidos.
Paso 4Cuando ya tenemos todos los químicos
necesarios en nuestro envase, lo agitamos
para que los componentes se mezclen,
luego comenzamos a agregar pequeñas
cantidades de agua con un gotero o pe-
queño recipiente, para darle la consisten-
cia líquida al esmalte. La consistencia que
necesitamos no tiene que ser muy espesa
ni muy líquida, ya que necesitamos que al
aplicarlo con el pincel, este solo deje caer
una pequeña gota. Mezclamos la prepara-
ción hasta que este homogénea.
Paso 5 Con nuestro esmalte ya listo, tapamos el
envase en el que lo preparamos y lo rotu-
lamos debidamente, con nombre, elemen-
tos utilizados y las cantidades utilizadas;
Así en caso de necesitar de nuevo ese co-
lor, tengamos las fórmula.
Paso 6Limpiamos a fondo todas las herramientas
que utilizamos, y desechamos los guantes.
Agregar los químicos
según el color necesarioAgregar agua para con-
sistencia líquida
Mezclar hasta homoge-
nizarRotular con colore, y
compuestos
28
Comentarios
El rotular los esmaltes es muy impor-
tante, porque cuando estos no han sido
expuesto al calor, no tienen el color que
deseamos, si no colores oscuros o gri-
sáceos, y no los podemos identiicar entre sí con solo con verlos; además el
anotar los elemento y las cantidades de
los químicos nos permite repetir una for-
mula en especial, si creamos una nueva
fórmula saber su composición y su aca-
bado.
Los esmaltes preparados, tienen la ca-
racterística que al ser expuestos al calor,
generan colores traslúcidos y burbujas,
que es lo que hace diferente y llamativo
a la vitrofusión artesanal. A diferencia de
los esmaltes de fábrica que son de co-
lores sólidos. Las burbujas las podemos
controlar de cierta forma con la mayor o
menor cantidad de bórax que agregue-
mos a la formula; esta libertad de poder
cambiar y combinar los químicos y la
cantidad de bórax que agregamos, nos
permite crear gran variedad de colores.
Fórmulas
Naranja transparente30 gramos de bórax
3 gramos de bicromato de potasio
Verde manzana30 gramos de bórax
3 gramos de óxido de cobre
2 gramos de bicromato de potasio
Turquesas o azules 30 gramos de bórax
3 gramos de óxido de cobre
Marrón 12 gramos de bórax
1 grs cromato de plomo
1 grs permanganato de potasio
Marrón o café30 gramos de bórax
1 gramo de bicromato de potasio
1 gramo de óxido de manganeso
Colores con pigmento 15 gramos de bórax
2.5 gramos del pigmento (pigmentos ce-
rámicos bajo cubierta)
29
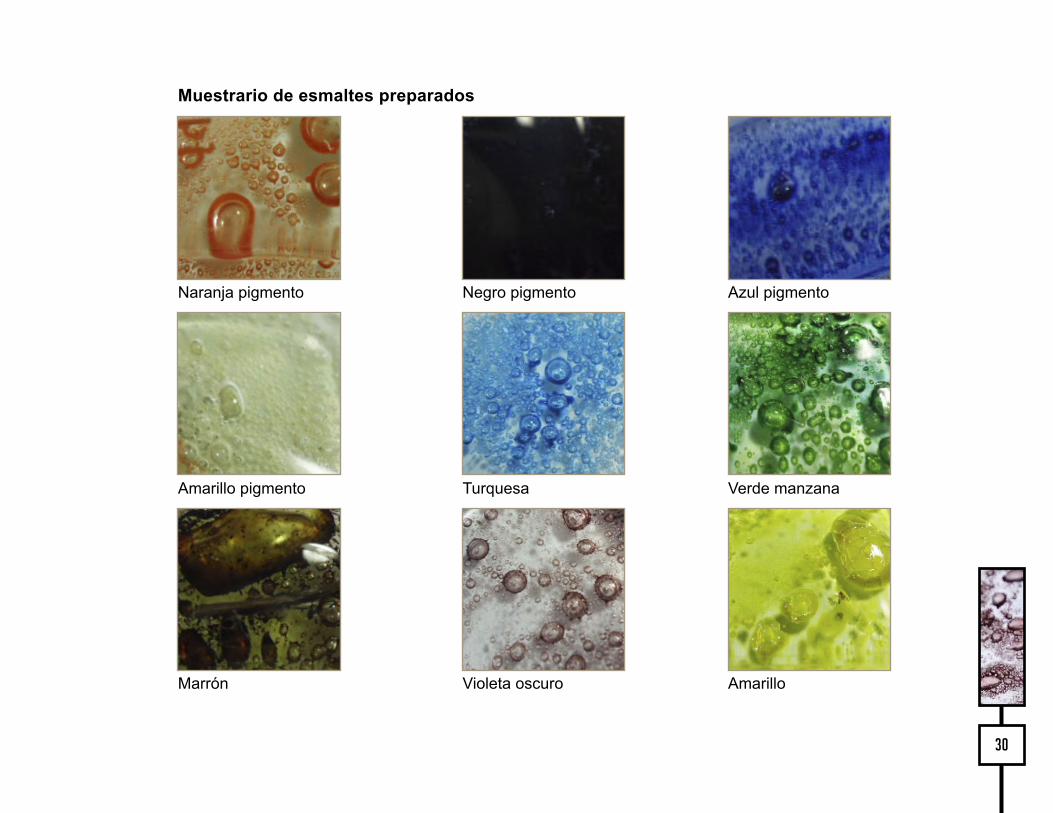
Muestrario de esmaltes preparados
Naranja pigmento
Amarillo pigmento Turquesa Verde manzana
Marrón Violeta oscuro Amarillo
Negro pigmento Azul pigmento
30
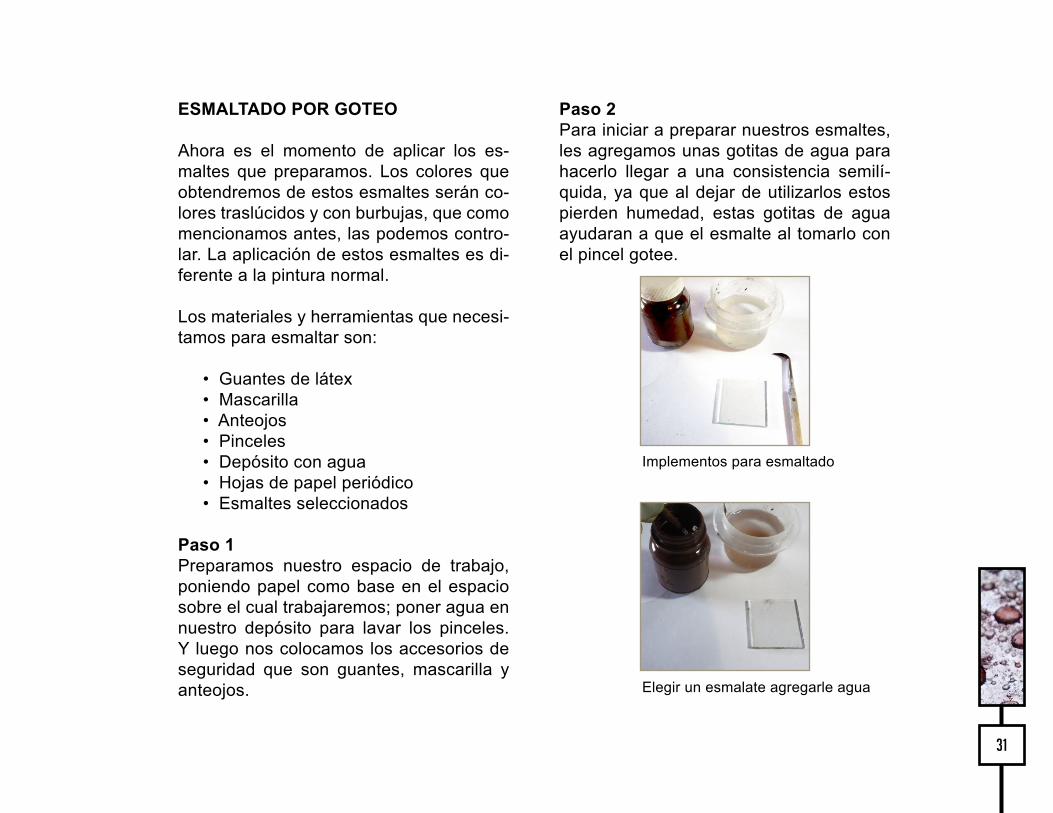
ESMALTADO POR GOTEO
Ahora es el momento de aplicar los es-
maltes que preparamos. Los colores que
obtendremos de estos esmaltes serán co-
lores traslúcidos y con burbujas, que como
mencionamos antes, las podemos contro-
lar. La aplicación de estos esmaltes es di-
ferente a la pintura normal.
Los materiales y herramientas que necesi-
tamos para esmaltar son:
• Guantes de látex • Mascarilla • Anteojos • Pinceles • Depósito con agua • Hojas de papel periódico • Esmaltes seleccionados
Paso 1Preparamos nuestro espacio de trabajo,
poniendo papel como base en el espacio
sobre el cual trabajaremos; poner agua en
nuestro depósito para lavar los pinceles.
Y luego nos colocamos los accesorios de
seguridad que son guantes, mascarilla y
anteojos.
Paso 2 Para iniciar a preparar nuestros esmaltes,
les agregamos unas gotitas de agua para
hacerlo llegar a una consistencia semilí-
quida, ya que al dejar de utilizarlos estos
pierden humedad, estas gotitas de agua
ayudaran a que el esmalte al tomarlo con
el pincel gotee.
Implementos para esmaltado
Elegir un esmalate agregarle agua
31
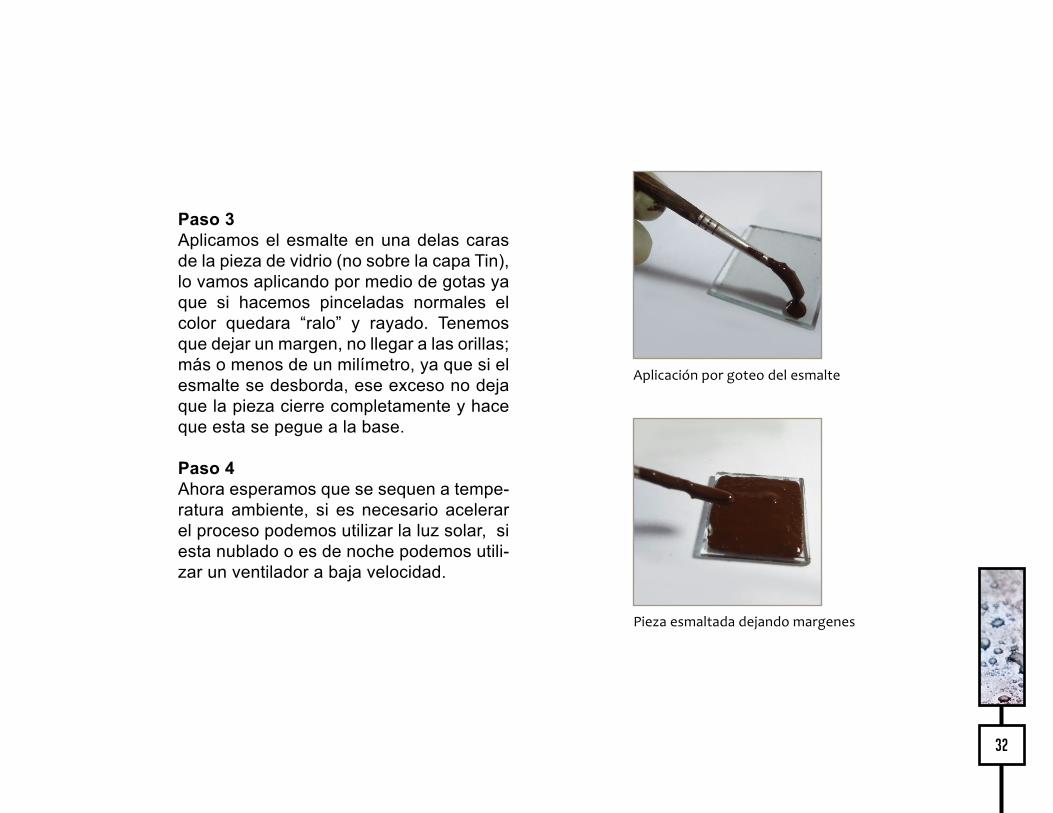
Paso 3Aplicamos el esmalte en una delas caras
de la pieza de vidrio (no sobre la capa Tin),
lo vamos aplicando por medio de gotas ya
que si hacemos pinceladas normales el
color quedara “ralo” y rayado. Tenemos
que dejar un margen, no llegar a las orillas;
más o menos de un milímetro, ya que si el
esmalte se desborda, ese exceso no deja
que la pieza cierre completamente y hace
que esta se pegue a la base.
Paso 4Ahora esperamos que se sequen a tempe-
ratura ambiente, si es necesario acelerar
el proceso podemos utilizar la luz solar, si
esta nublado o es de noche podemos utili-
zar un ventilador a baja velocidad.
Aplicación por goteo del esmalte
Pieza esmaltada dejando margenes
32
MONTAJE E INCLUSIONES
El montaje de las piezas es muy importan-
te, al igual que la ubicación de las inclusio-
nes. Cuando se habla de inclusiones, se
hace referencia a todos aquellos materia-
les que se ponen en medio de las dos ca-
pas de vidrio. Las inclusiones pueden ser
puramente decorativas o pueden ser agre-
gadas como ganchos para poder trabajar
las piezas terminadas.
Los materiales y herramientas que utiliza-
remos son:
• Mascarilla • Pinza • Piezas metálicas como alpaca, cobre alambre galvanizado, latón, plata
• Tubo de “pega loca” (no gel) • Piezas de vidrio ya esmaltadas • Papel periódico • Bandeja refractaria con desmoldante
Paso 1Cortemos las piezas metálicas que usare-
mos como inclusiones. Se pueden recortar
ganchos, argollas, o iguras como corazo-
nes, lores, etc.
Paso 2Colocamos sobre la pieza esmaltada la o
las piezas a inclusionar, tratando que que-
de lo más centrada posible. Si las inclu-
siones serán usadas como ganchos deben
quedar la mitad dentro y la mitad fuera,
con una distancia considerable de la orilla
del vidrio, ya que al caer puede ser tapado.
Para ubicar las inclusiones nos podemos
ayudar de las pinzas, pues las inclusiones
son pequeñas.
Paso 3Con las inclusiones ya ubicadas, dejamos
caer sobre cada una, una pequeña gota
de pega loca. Recordemos no utilizar pega
loca en gel, al ser horneadas las piezas,
la pega en gel genera manchas oscuras y
burbujas no deseadas.
Paso 4 Luego dejamos caer una pequeña gota de
pega en cada esquina del vidrio esmal-
tado, y sobreponemos la pieza gemela
transparente sobre la esmaltada, tratando
que queden bien alineadas de forma rápi-
da, pues la pega seca rápidamente y no
podemos corregir errores de colocación.
33
Paso 5Ahora esperamos a que sequen a tem-
peratura ambiente, puede tomar tan solo
unos segundos o unos pocos minutos,
hasta asegurarnos que estén ijas.
Paso 6Cuando estén secas y ijas, las traslada-
mos a nuestra bandeja refractaria ya pre-
parada. El armado de las piezas podemos
hacerlo sobre la tabla, para evitar el tras-
lado.
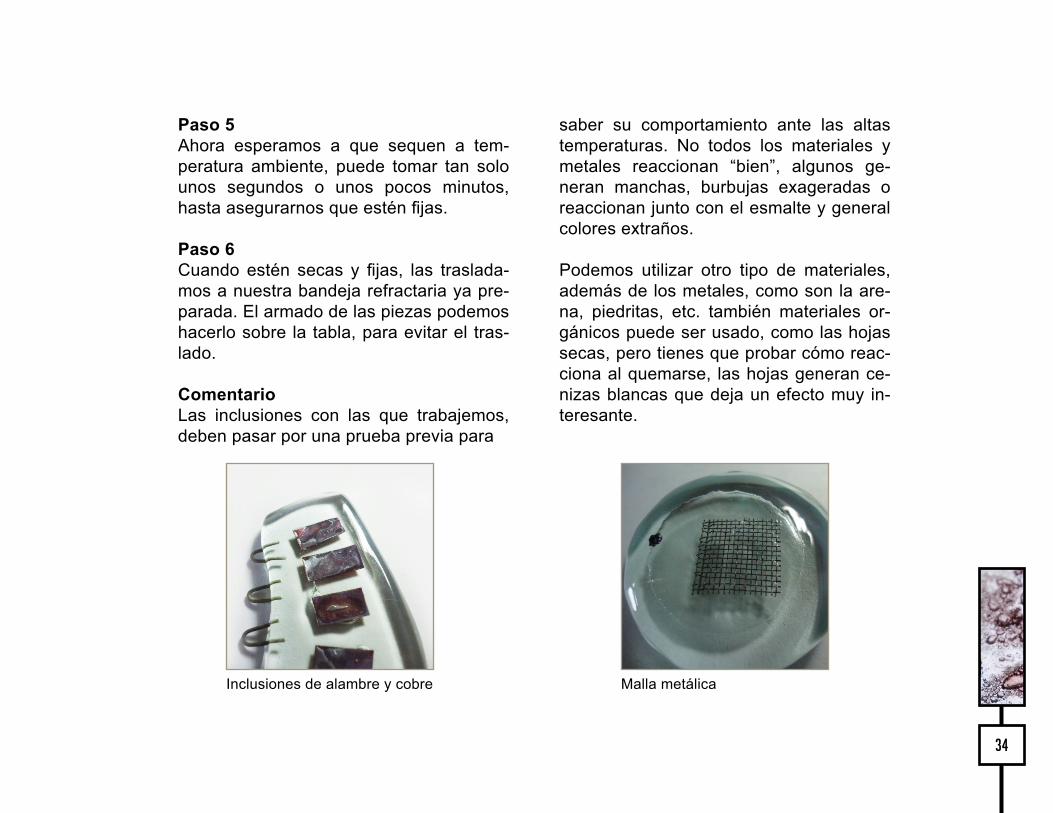
ComentarioLas inclusiones con las que trabajemos,
deben pasar por una prueba previa para
saber su comportamiento ante las altas
temperaturas. No todos los materiales y
metales reaccionan “bien”, algunos ge-
neran manchas, burbujas exageradas o
reaccionan junto con el esmalte y general
colores extraños.
Podemos utilizar otro tipo de materiales,
además de los metales, como son la are-
na, piedritas, etc. también materiales or-
gánicos puede ser usado, como las hojas
secas, pero tienes que probar cómo reac-
ciona al quemarse, las hojas generan ce-
nizas blancas que deja un efecto muy in-
teresante.
Inclusiones de alambre y cobre Malla metálica
34

APLICACIÓN DE DESMOLDANTE SO-BRE TABLAS REFRACTARIAS Y MOL-DES
El papel que desempeña el desmoldante,
es evitar que las piezas de vidrio se pe-
guen a las tablas refractarias y los moldes.
Además de tener un papel funcional, tiene
ines estéticos, según sea su aplicación da diferentes acabados a nuestras piezas.
Lo que necesitamos para aplicar el des-
moldante son:
• 1 medida de caolín • 3 medidas de agua • Recipiente plástico con tapa • Brocha suave • Tabla refractaria • Lija ina de agua, o trapo
Paso 1Si la tabla refractaria que usaremos, tiene
una aplicación de desmoldante que ya no
es útil, tenemos que quitarla por completo,
usando una lija gruesa. Para proteger
nos del polvo que vuela al lijar usamos
guantes y mascarilla. Ahora mezclamos la
medida de caolín con las tres medidas de
agua, en el recipiente plástico. Agitamos
bien la mezcla para que no quede ningún
grumo.
Paso 3Para aplicar la mezcla sobre las tablas uti-
lizamos la brocha. La aplicación tiene que
hacerse en una sola dirección, y una capa
ligera. Esperamos a que seque a tempera-
tura ambiente o a la luz del sol.
Paso 4Aplicaremos una segunda capa, esta vez
será en la dirección transversal a la que
anterior, dejamos secar; y aplicamos una
tercera capa.
Paso 5Con las capas de caolín ya secas, le pasa-
mos una lija ina de agua, o un trapo para disminuir las líneas que deja el paso de la
brocha; de lo contrario esas líneas queda-
rán marcadas en las piezas luego del hor-
neado.
35
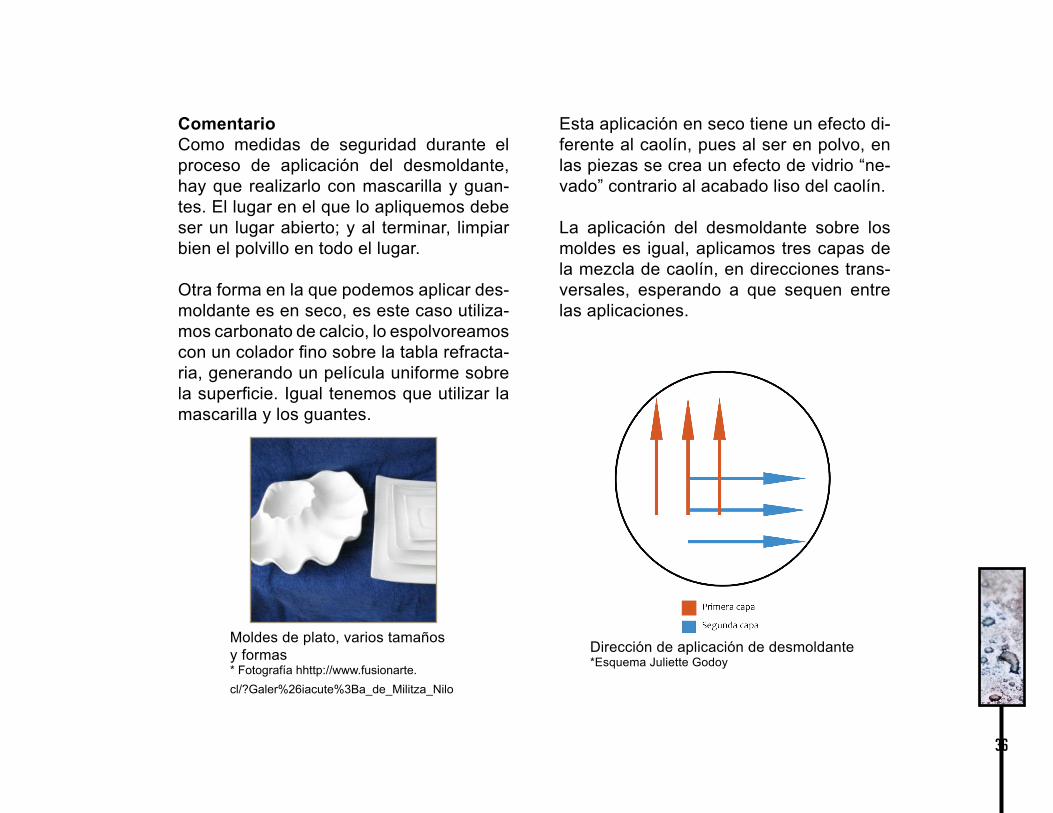
Comentario Como medidas de seguridad durante el
proceso de aplicación del desmoldante,
hay que realizarlo con mascarilla y guan-
tes. El lugar en el que lo apliquemos debe
ser un lugar abierto; y al terminar, limpiar
bien el polvillo en todo el lugar.
Otra forma en la que podemos aplicar des-
moldante es en seco, es este caso utiliza-
mos carbonato de calcio, lo espolvoreamos
con un colador ino sobre la tabla refracta-
ria, generando un película uniforme sobre
la supericie. Igual tenemos que utilizar la mascarilla y los guantes.
Esta aplicación en seco tiene un efecto di-
ferente al caolín, pues al ser en polvo, en
las piezas se crea un efecto de vidrio “ne-
vado” contrario al acabado liso del caolín.
La aplicación del desmoldante sobre los
moldes es igual, aplicamos tres capas de
la mezcla de caolín, en direcciones trans-
versales, esperando a que sequen entre
las aplicaciones.
Dirección de aplicación de desmoldante *Esquema Juliette Godoy
Moldes de plato, varios tamaños
y formas* Fotografía hhttp://www.fusionarte.
cl/?Galer%26iacute%3Ba_de_Militza_Nilo
36
SOLUCIÓN DESVITRIFICANTE
Esta solución desvitriicante nos ayuda a minimizar, casi a cero, la aparición de
manchas indeseadas u opacidad, que su-
cede por la desvitriicación.
La desvitiicación es producida por la sepa-
ración o agrupamiento de pequeños crista-
les en la supericie del vidrio. Puede tener diferentes causas: al mantener las piezas
a 700°C por mayor tiempo del necesario;
vidrios sucios, residuos de grasa. Cuando
esta película opaca aparece no puede ser
eliminada de ninguna forma.
Los ingredientes que necesitamos para
esta solución son:
• 1 cucharada de bórax • 1 taza de agua, puede ser destilada
Paso 1Diluir el bórax en el agua, hasta que estén
bien mezclados.
Paso 2Almacenamos la solución en un pequeño
envase con tapa, además tenemos que ro-
tularlo debidamente.
Paso 3 Para aplicarlo, hay dos formas: con una
brocha suave sobre las piezas; o utilizar un
dispensador en spray. Lo aplicamos justo
antes de iniciar el proceso de horneado.
Antes de aplicarlo, cada vez, tenemos que
agitarlo.
ComentariosRotular muy bien el envase en el que este
almacenamos para que evitar que sea be-
bido, luego de usarlo tenemos que lavar-
nos las manos. Las medidas de seguridad
de utilizar mascarilla y guantes son porque
al tener una exposición a largo plazo al bó-
rax puede ser dañino, creado residualidad
en los pulmones.
37
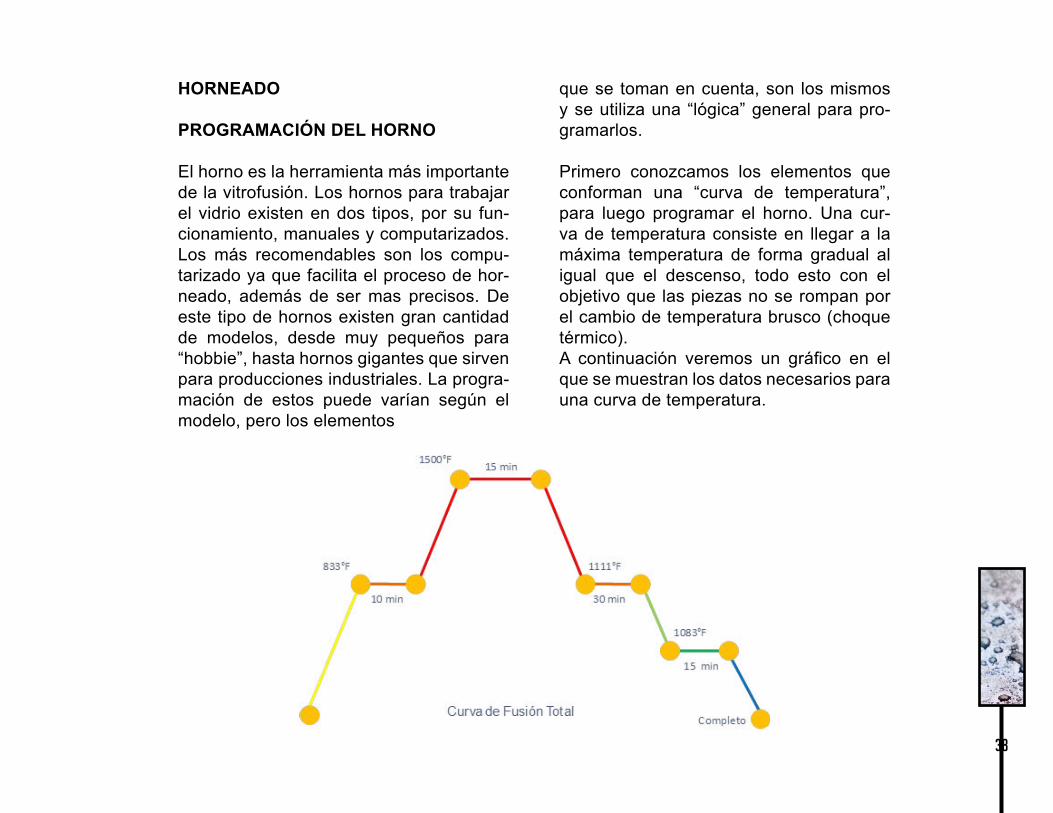
HORNEADO
PROGRAMACIÓN DEL HORNO
El horno es la herramienta más importante
de la vitrofusión. Los hornos para trabajar
el vidrio existen en dos tipos, por su fun-
cionamiento, manuales y computarizados.
Los más recomendables son los compu-
tarizado ya que facilita el proceso de hor-
neado, además de ser mas precisos. De
este tipo de hornos existen gran cantidad
de modelos, desde muy pequeños para
“hobbie”, hasta hornos gigantes que sirven
para producciones industriales. La progra-
mación de estos puede varían según el
modelo, pero los elementos
que se toman en cuenta, son los mismos
y se utiliza una “lógica” general para pro-
gramarlos.
Primero conozcamos los elementos que
conforman una “curva de temperatura”,
para luego programar el horno. Una cur-
va de temperatura consiste en llegar a la
máxima temperatura de forma gradual al
igual que el descenso, todo esto con el
objetivo que las piezas no se rompan por
el cambio de temperatura brusco (choque
térmico).
A continuación veremos un gráico en el que se muestran los datos necesarios para
una curva de temperatura.
38
Como podemos ver, existen los segmen-
tos, estos determinan el número de “subi-
das” y “bajadas” de temperatura, cada seg-
mento necesita tres datos para funcionar:
velocidad, temperatura y tiempo también
llamada meseta. La velocidad se reiere al timepo que tardará el horno en llegar a la
temperatura deseada, como ya mencione,
la temperatura a cual debe llegar, y la me-
seta es el tiempo que esta temperatura se
debe mantener.
En un horno podemos programar y guar-
dar diferentes curvas, cada una dando
un acabado diferente a las piezas. Esto
para que ya estén lista para usar. Estas se
guardan con números de usuario, User1,
User2, User3, etc.
Para programar el horno, lo más recomen-
dable es leer el manual, pues este trae
las especiicaciones necesarias según su presentación, sus alcances y límites. Pero
hay pasos básicos para su programación
que son los siguientes:
• Determinar el número de segmentos con los que contara la curva, una curva bási-
ca cuenta con cuatro segmentos, pero de-
pendiendo de la pieza que estemos traba-
jando puede necesitar más; generalmente
los hornos pueden trabajar con curvas de
8 segmentos.
• Luego se programa la velocidad a la cual debe subir la temperatura, generalmente
aparece con el nombre de “ramp-rate”, ya
que están en inglés; la abreviatura que se
utiliza es rA.
• Ahora especiicamos la temperatura a al-canzar, la mayoría de los hornos trabajan
con grados Fahrenheit, la abreviatura utili-
zada en Temp.
• El cuarto dato necesario es el tiempo que la temperatura tiene que mantenerse en
cada segmento, se le llama “hold” o HDL.
39
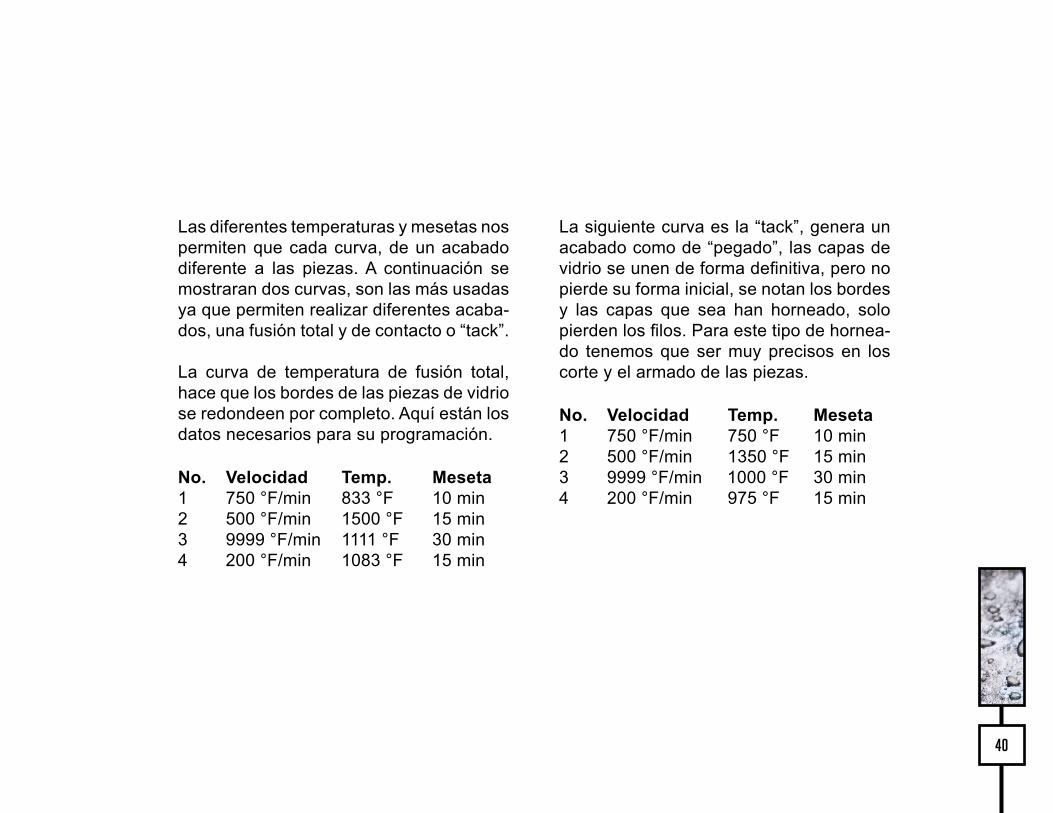
Las diferentes temperaturas y mesetas nos
permiten que cada curva, de un acabado
diferente a las piezas. A continuación se
mostraran dos curvas, son las más usadas
ya que permiten realizar diferentes acaba-
dos, una fusión total y de contacto o “tack”.
La curva de temperatura de fusión total,
hace que los bordes de las piezas de vidrio
se redondeen por completo. Aquí están los
datos necesarios para su programación.
No. Velocidad Temp. Meseta1 750 °F/min 833 °F 10 min
2 500 °F/min 1500 °F 15 min
3 9999 °F/min 1111 °F 30 min
4 200 °F/min 1083 °F 15 min
La siguiente curva es la “tack”, genera un
acabado como de “pegado”, las capas de
vidrio se unen de forma deinitiva, pero no pierde su forma inicial, se notan los bordes
y las capas que sea han horneado, solo
pierden los ilos. Para este tipo de hornea-
do tenemos que ser muy precisos en los
corte y el armado de las piezas.
No. Velocidad Temp. Meseta1 750 °F/min 750 °F 10 min
2 500 °F/min 1350 °F 15 min
3 9999 °F/min 1000 °F 30 min
4 200 °F/min 975 °F 15 min
40
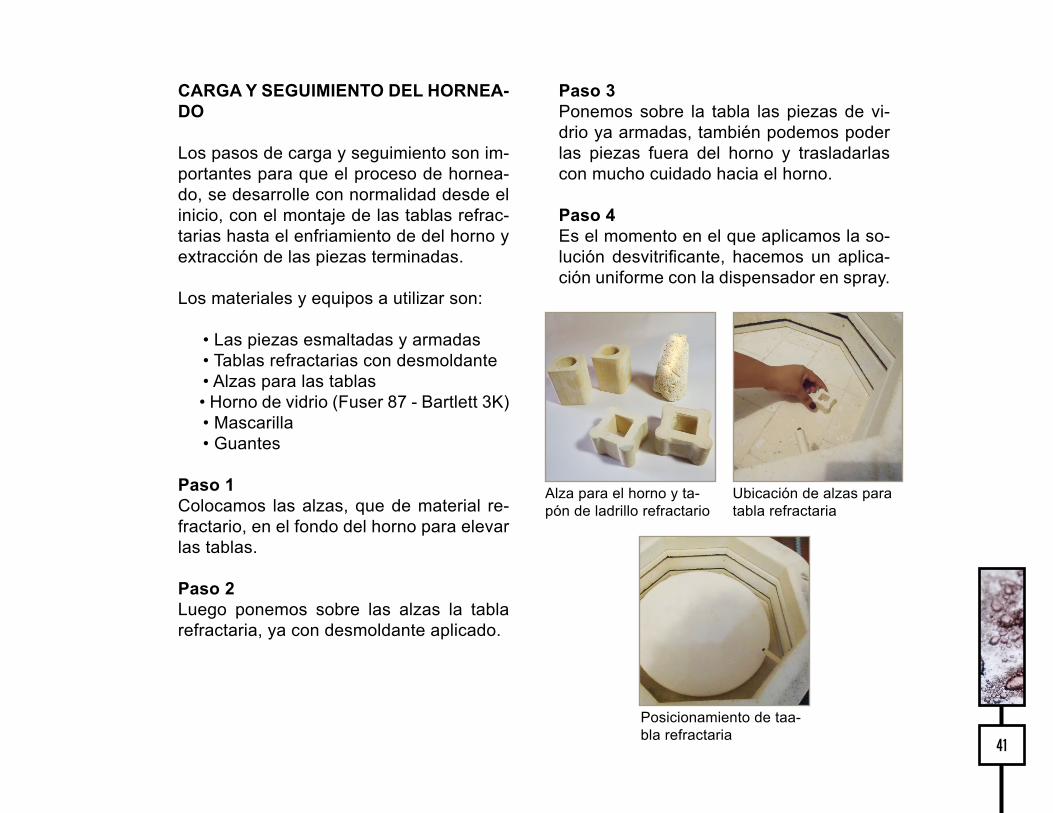
CARGA Y SEGUIMIENTO DEL HORNEA-DO
Los pasos de carga y seguimiento son im-
portantes para que el proceso de hornea-
do, se desarrolle con normalidad desde el
inicio, con el montaje de las tablas refrac-
tarias hasta el enfriamiento de del horno y
extracción de las piezas terminadas.
Los materiales y equipos a utilizar son:
• Las piezas esmaltadas y armadas • Tablas refractarias con desmoldante • Alzas para las tablas • Horno de vidrio (Fuser 87 - Bartlett 3K) • Mascarilla • Guantes
Paso 1Colocamos las alzas, que de material re-
fractario, en el fondo del horno para elevar
las tablas.
Paso 2Luego ponemos sobre las alzas la tabla
refractaria, ya con desmoldante aplicado.
Paso 3Ponemos sobre la tabla las piezas de vi-
drio ya armadas, también podemos poder
las piezas fuera del horno y trasladarlas
con mucho cuidado hacia el horno.
Paso 4Es el momento en el que aplicamos la so-
lución desvitriicante, hacemos un aplica-
ción uniforme con la dispensador en spray.
Alza para el horno y ta-
pón de ladrillo refractario
Ubicación de alzas para
tabla refractaria
Posicionamiento de taa-
bla refractaria41

Paso 5Ahora cerramos el horno con mucho cui-
dado, para que las piezas no se muevan.
El horno cuenta con un respiradero que
para ayudar a subir la temperatura tiene
un tapón de ladrillo refractario, al cerrar el
horno lo ponemos,
Paso 6Ahora programamos el horno con una de
las curvas que previamente guardamos.
Fusión total o “tack”.
Paso 7Ahora esperamos que la curva se desa-
rrolle tal cual la programamos. Llegar a la
primera meseta, seguir subiendo y llegar
a la segunda meseta con la temperatura
más alta. Cuando esta meseta termina es
el momento de quitar el tapón, pues así
agilizamos el proceso de enfriamiento.
Paso 8Ahora inician las dos últimas mesetas de
enfriamiento, de la misma forma en que
subió, deteniéndose, durante unos minu-
tos, en las temperaturas indicadas. Esta
llegara su inal, el horneado lleva aproxi-
madamente entre 4 a 5 horas, dependien-
do de la cantidad y el tamaño de las piezas
colocadas.
Paso 9Con el proceso de horneado terminado,
apagamos el horno. Y comienza el enfria-
miento, levantando gradualmente la tapa
del horno. Para este in el horno tiene una pequeña pieza metálica con graditas que
sostienen la tapa a diferentes alturas. La
primera grada, levanta la tapa a un centí-
metro, queda a esa altura entre 45 minutos
o una hora; levantamos a la segunda gra-
da, igual esperamos el mismo tiempo que
la grada anterior, levantamos a la tercera
grada y esperamos media hora. Ahora po-
demos levantar completamente la tapa del
horno y podemos ver el resultado de las
piezas.
Para poder extraer las piezas esperamos
unos 15 o 20 minutos más, y podemos sa-
carlas y ver los resultados. Aun estarán ca-
lientes, si es posible esperar un poco más
de tiempo, hagámoslo, para evitar que se
quiebren por un choque térmico al entrar
en cortando con la temperatura ambiente.
42

ComentarioDurante el proceso de horneado podemos
levantar la tapa para ver como se ha desa-
rrollando, usando mascarilla ya que el hor-
no libera gases. Es preferible no abrir el
horno, ya que puede haber algún choque
térmico y arruinar las piezas.
Para levantar la tapa al iniciar el proceso
de enfriamiento, debemos utilizar, además
de la mascarilla, guantes protectores de
cuero, para aislar el calor de nuestras ma-
nos.
En caso de suceder un corte de energía
durante el proceso de horneado, no hay
ningún problema. Al restablecerse la ener-
gía, reiniciamos el proceso.
Horno eléctrico
Programación del horno
Cierre del horno antes del
proceso de horneado
43
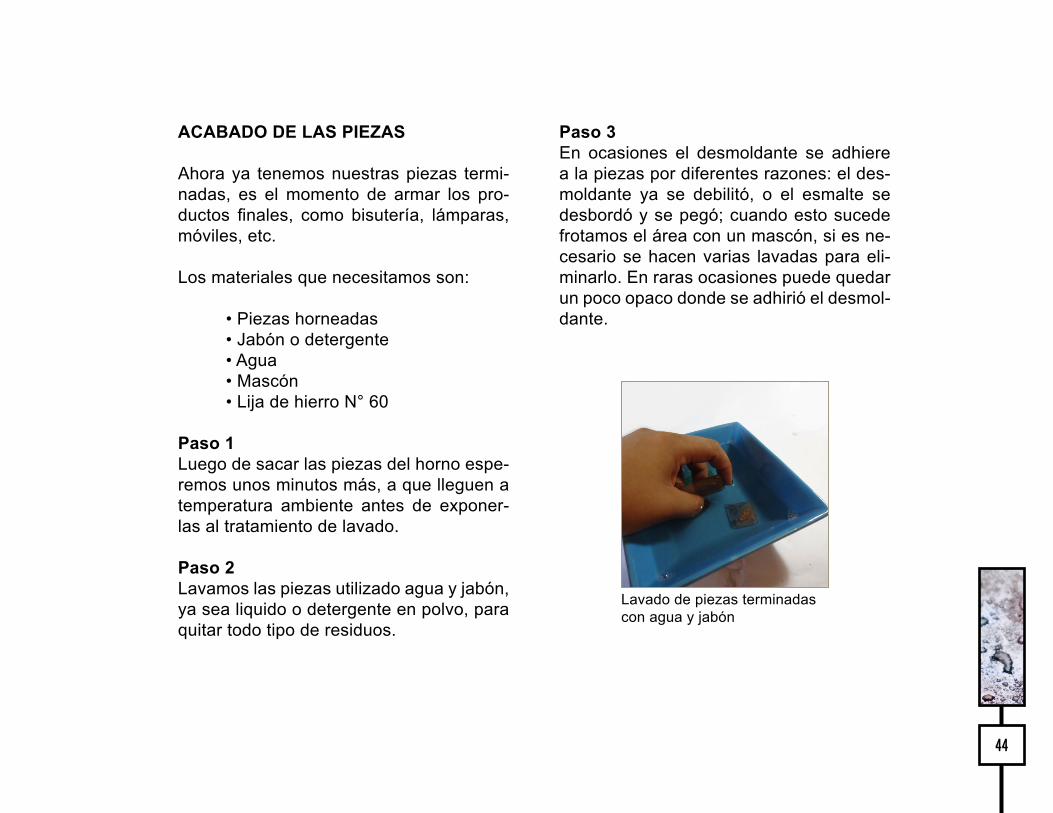
ACABADO DE LAS PIEZAS
Ahora ya tenemos nuestras piezas termi-
nadas, es el momento de armar los pro-
ductos inales, como bisutería, lámparas, móviles, etc.
Los materiales que necesitamos son:
• Piezas horneadas • Jabón o detergente • Agua • Mascón • Lija de hierro N° 60
Paso 1Luego de sacar las piezas del horno espe-
remos unos minutos más, a que lleguen a
temperatura ambiente antes de exponer-
las al tratamiento de lavado.
Paso 2Lavamos las piezas utilizado agua y jabón,
ya sea liquido o detergente en polvo, para
quitar todo tipo de residuos.
Paso 3En ocasiones el desmoldante se adhiere
a la piezas por diferentes razones: el des-
moldante ya se debilitó, o el esmalte se
desbordó y se pegó; cuando esto sucede
frotamos el área con un mascón, si es ne-
cesario se hacen varias lavadas para eli-
minarlo. En raras ocasiones puede quedar
un poco opaco donde se adhirió el desmol-
dante.
Lavado de piezas terminadas
con agua y jabón
44
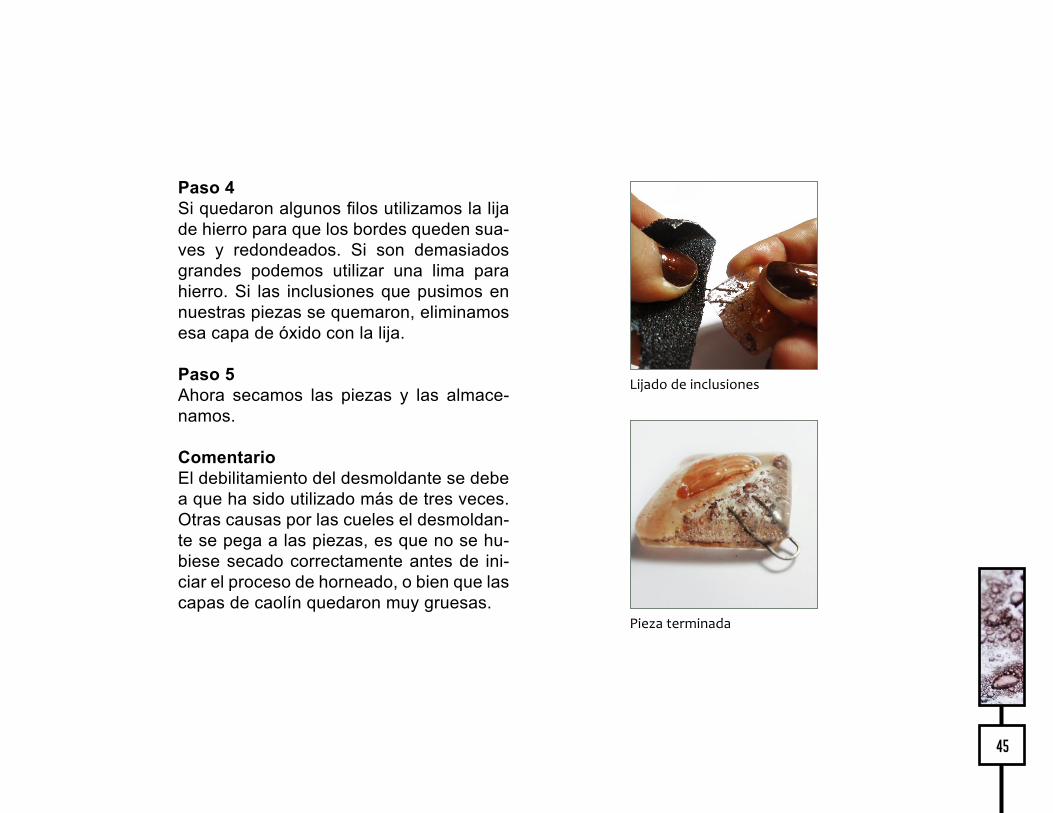
Paso 4Si quedaron algunos ilos utilizamos la lija de hierro para que los bordes queden sua-
ves y redondeados. Si son demasiados
grandes podemos utilizar una lima para
hierro. Si las inclusiones que pusimos en
nuestras piezas se quemaron, eliminamos
esa capa de óxido con la lija.
Paso 5Ahora secamos las piezas y las almace-
namos.
ComentarioEl debilitamiento del desmoldante se debe
a que ha sido utilizado más de tres veces.
Otras causas por las cueles el desmoldan-
te se pega a las piezas, es que no se hu-
biese secado correctamente antes de ini-
ciar el proceso de horneado, o bien que las
capas de caolín quedaron muy gruesas.
Lijado de inclusiones
Pieza terminada
45
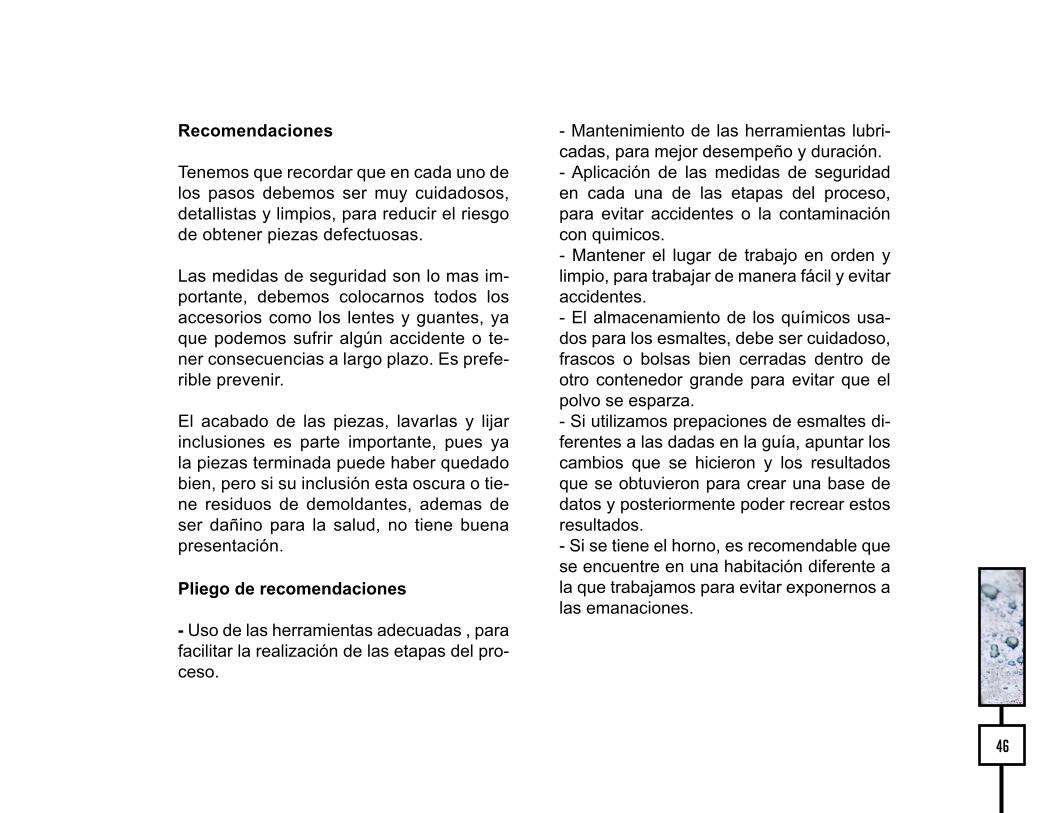
Recomendaciones
Tenemos que recordar que en cada uno de
los pasos debemos ser muy cuidadosos,
detallistas y limpios, para reducir el riesgo
de obtener piezas defectuosas.
Las medidas de seguridad son lo mas im-
portante, debemos colocarnos todos los
accesorios como los lentes y guantes, ya
que podemos sufrir algún accidente o te-
ner consecuencias a largo plazo. Es prefe-
rible prevenir.
El acabado de las piezas, lavarlas y lijar
inclusiones es parte importante, pues ya
la piezas terminada puede haber quedado
bien, pero si su inclusión esta oscura o tie-
ne residuos de demoldantes, ademas de
ser dañino para la salud, no tiene buena
presentación.
Pliego de recomendaciones
- Uso de las herramientas adecuadas , para
facilitar la realización de las etapas del pro-
ceso.
- Mantenimiento de las herramientas lubri-
cadas, para mejor desempeño y duración.
- Aplicación de las medidas de seguridad
en cada una de las etapas del proceso,
para evitar accidentes o la contaminación
con quimicos.
- Mantener el lugar de trabajo en orden y
limpio, para trabajar de manera fácil y evitar
accidentes.
- El almacenamiento de los químicos usa-
dos para los esmaltes, debe ser cuidadoso,
frascos o bolsas bien cerradas dentro de
otro contenedor grande para evitar que el
polvo se esparza.
- Si utilizamos prepaciones de esmaltes di-
ferentes a las dadas en la guía, apuntar los
cambios que se hicieron y los resultados
que se obtuvieron para crear una base de
datos y posteriormente poder recrear estos
resultados.
- Si se tiene el horno, es recomendable que
se encuentre en una habitación diferente a
la que trabajamos para evitar exponernos a
las emanaciones.
46
GLOSARIO
Bórax Borato de sodio, proveniente del boro. Es un cristal blanco que se disuelve fácilmen-
te en agua. Este tiene que permanecer
resguardado, ya que al aire libre pierde
su humedad. En la vitrofusión es utilizado
como un fundente, ya que ayuda a la me-
jor fusión de las piezas de vidrio.
Capa Tin Capa de estaño en una de las supericies del vidrio. Esta es producida cuando el
vidrio es puesto sobre estaño para evitar
deformaciones durante el proceso de pro-
ducción de las láminas de vidrio.
Caolín Llamado también caolinita. Es una arcilla
blanca pura, es utilizada para medicamen-
tos o como agente adsorbente; es utilizado
también para la fabricación de porcelana.
En la vitrofusión es utilizada como desmol-
dante.
Carbonato de calcioCompuesto químico abundante en la natu-
raleza, es el componente de muchos mine-
rales y esqueletos y corales. En medicina
se utiliza como antiácido o suplemento de
calcio. Y es uno de los elementos básicos
de la producción del vidrio y cemento. En
la vitrofusión es utilizado como desmol-
dante, utilizándose en polvo.
Coeiciente de expansiónEs el número que determina la relación
tiempo y temperatura que el vidrio nece-
sita para dilatarse o contraerse. Cada tipo
de vidrio tiene un coeiciente diferente el vidrio de ventana es COE 82, es un coei-
ciente “bajo” signiica que necesita una temperatura bastante alta para que se di-
late y luego se contraiga; un vidrio “fusing”
tiene un coeiciente “alto” COE 96, signiica que a menor temperatura logra dilatarse.
Cuartear Signiica que la pintura o esmalte, se agrie-
ta y forma pequeños pedazos.
Curva de temperaturaSon las diferentes velocidades, tempera-
turas y mesetas que el horneado del vidrio
necesita. Generalmente cuenta con cuatro
segmentos, cada uno de estos tiene una
velocidad, una temperatura a la cual llegar
y mantenerse durante cierto tiempo. La
temperatura más alta que alcanza es de
1500 °F o 800°C.
DesmoldanteSon los materiales que utilizamos para
evitar que nuestras piezas de vidrio se ad-
hieran a una supericie durante el hornea-
do. Sobre las tablas refractarias del horno
aplicamos caolín o carbonato de calcio,
también podemos utilizar papel refractario.
Al utilizar moldes de platos u otros, nece-47

sitamos aplicar un desmoldante sobre esta
para luego poder sacar la pieza.
DesvitriicaciónSe reiere a la capa de cristales que se for-man en la supericie del vidrio y que al ser sacadas del horno crea una película opaca
sobre la pieza.
Fundente o luxUn fundente es el agente químico que per-
mite que el vidrio tenga una fusión pareja
entre las diferentes capas de vidrio y los
esmaltes que se han utilizado para dar co-
lor. El fundente más fácil de utilizar y con-
seguir es el bórax.
Material refractarioSon aquellos materiales que tienen la
propiedad de soportar altas temperatu-
ras, estos puede tener diferentes densi-
dades. En vitrofusión utilizamos dife ren-
tes materiales refractarios, el horno está
compuesto por ladrillos refractarios, las
tablas sobre las cuales colocamos las
piezas para fundirlas, los pilares para
sostener las tablas. También tenemos
materiales auxiliares como el papel re-
fractario, cuerda refractaria que se utiliza
para crear espacios vacíos y volúmenes.
Pigmentos y esmaltesSon las diferentes pinturas que añadimos
al vidrio para darle color. Se utilizan pig-
mento cerámicos combinados con un fun-
dente. Y los esmaltes son los que prepara-
mos con los diferentes químicos, utilizando
un o más óxidos, más el fundente.
“Strings”Son delgados cilindros de vidrio “fusing”,
que podemos utilizar para decorar piezas
de vidrio.
Vidrio “loat”Es el vidrio común o conocido como vidrio
de ventana, este tiene un coeiciente de expansión de COE 82, tiene una de sus
supericies contaminado con estaño. Lo podemos encontrar en cualquier ferretería
o venta de vidrio, diferentes grosores des-
de 2mm a 5mm, o más.
Vidrio “fusing”Es el vidrio especialmente fabricado para
la fusión, este tiene coeicientes de expan-
sión entre COE 90 y 96, según sea la mar-
ca o el uso que se le dará. Existen vidrios
fusing con un COE mucho mayor general-
mente utilizado para el trabajo con soplete.
48