Embed Size (px)
Citation preview

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
CARRERA DE TECNOLOGÍA DE PETRÓLEOS
FACULTAD DE CIENCIAS DE LA INGENIERÍA
ANÁLISIS DE OPERACIÓN DE LOS DESHIDRATADORES
ELECTROSTÁTICOS EN EL CPF DE YURALPA BLOQUE 21
OPERADO POR PETROAMAZONAS
TRABAJO PREVIO LA OBTENCIÓN DEL TÍTULO DE
TECNÓLOGO DE PETRÓLEOS
PATRICK JOSÉ RUBIO SORIA
DIRECTOR: ING. IRVING SALAZAR
Quito, julio 2013

© Universidad Tecnológica Equinoccial 2013
Reservados todos los derechos de reproducción
DECLARACIÓN
Yo, PATRICK JOSÉ RUBIO SORIA, declaro que el trabajo aquí descrito es
de mi autoría; que no ha sido previamente presentado para ningún grado o
calificación profesional; y, que he consultado las referencias bibliográficas
que se incluyen en este documento.
La Universidad Tecnológica Equinoccial puede hacer uso de los derechos
correspondientes a este trabajo, según lo establecido por la Ley de
Propiedad Intelectual, por su Reglamento y por la normativa institucional
vigente.
_________________________
Patrick José Rubio Soria
C.I. 1500634579
CERTIFICACIÓN
Certifico que el presente trabajo que lleva por título “ANÁLISIS DE
OPERACIÓN DE LOS DESHIDRATADORES ELECTROSTÁTICOS EN EL
CPF DE YURALPA BLOQUE 21 OPERADO POR
PETROAMAZONAS”,que, para aspirar al título de Tecnólogo de Petróleos
fue desarrollado por Patrick Rubio, bajo mi dirección y supervisión, en la
Facultad de Ciencias de la Ingeniería; y cumple con las condiciones
requeridas por el reglamento de Trabajos de Titulación artículos 18 y 25.
___________________
Ing. Irving Salazar
DIRECTOR DEL TRABAJO
DEDICATORIA
Esta tesis es dedicada a todas las personas que han estado presentes en mi
vida, a Dios, que me ilumina el camino correcto a través de mis padres:
José, Melania y Alicia quienes con su sabiduría, respeto y amor han podido
ubicarme donde estoy hoy en día.
A mi familia, especialmente a mis hermanos José y Steve, que siempre me
han apoyado y han estado junto a mí, tanto en mi carrera como en mi vida.
No puedo dejar de lado a mis mejores amigos, los cuales me han apoyado
en las etapas difíciles de mis estudios y de la vida, así también, a todos mis
compañeros de la Universidad.
Patrick Rubio Soria

AGRADECIMIENTO
Quiero agradecer a las personas que hicieron posible poder terminar este
trabajo final antes de la obtención de mi título profesional.
• A la Universidad Tecnológica Equinoccial.
• A la Facultad de Ciencias de la Ingeniería.
• A quienes me dieron la oportunidad de estudiar y forjar mi futuro
profesional.
• A todos mis profesores, que me permitieron compartir sus
conocimientos, muchas gracias.
• A todos los técnicos que me enseñaron todo en cuanto al trabajo
petrolero, en mis prácticas pre-profesionales y en ésta tesis. Sin
ustedes no habría podido realizar este trabajo.
• A todos, muchas gracias.
i
ÍNDICE DE CONTENIDOS
PÁGINA
RESUMEN xiv
ABSTRACT xvi
1. INTRODUCCIÓN 1
2. MARCO TEÓRICO 4
2.1. PROCESO DE DESHIDRATACIÓN Y DESALACIÓN DE CRUDO 4
2.1.1. EMULSIONES 5
2.1.1.1. La estabilidad 6
2.1.1.2. Suspensión coloidal 7
2.2. TIPOS DE TRATAMIENTO 9
2.2.1. TRATAMIENTO QUÍMICO 9
2.2.2. ACCIÓN DE LA QUÍMICA DESHIDRATANTE 11
2.2.3. PROPIEDADES DE UN BUEN DEMULSIFICANTE 12
2.2.4. CLASIFICACIÓN DE UN DEMULSIFICANTE O
SURFACTANTE 13
2.2.4.1. Según la carga 13
2.2.4.2. Según la solubilidad en agua o aceite 13
2.2.4.3. Evaluación de químicas-laboratorio 13
2.2.5. TRATAMIENTO DE EMULSIONES 14
2.2.5.1. Pruebas de botellas 13
2.2.5.2. Tratamiento térmico 14
2.2.5.3. Tratamiento eléctrico 15
2.2.5.4. Tratamiento por filtración 16
2.2.5.5. Tratamiento centrífugo 16
2.2.5.6. Tratamiento combinado 16
2.3. PRUEBAS EN EL LABORATORIO 17
2.3.1. DETERMINACIÓN DE LA GRAVEDAD ESPECÍFICA 17

ii
2.3.2. DETERMINACIÓN DEL CONTENIDO DE AGUA
Y SEDIMENTOS 19
2.3.2.1. Método de centrifugación 19
2.3.2.2. Método de destilación 19
2.3.3. DETERMINACIÓN DEL CONTENIDO DE SAL 21
2.3.4. PRUEBAS DE BOTELLAS PARA ROMPER EMULSIONES 21
3. METODOLOGÍA 22
3.1. FINALIDAD DE LAS FACILIDADES DE PRODUCCIÓN DE
YURALPA 22
3.2. DESCRIPCIÓN DEL PROCESO 1 22
3.3. DESCRIPCIÓN DEL PROCESO 2 23
3.4. DESCRIPCIÓN DE LAS FACILIDADES DE PRODUCCIÓN DE
YURALPA. 24
3.4.1. BOTA DE GAS (GAS BOOT) 25
3.4.2. TANQUE DE LAVADO (WASHTANK) 25
3.4.3. BOOSTER DE TRANFERENCIA DE CRUDO 26
3.4.4. INTERCAMBIADORES DE CALOR CRUZADO DE CRUDO 27
3.4.5. CALENTADORES DE CRUDO (OIL HEATERS) 28
3.4.6. TRATADORES ELECTROSTÁTICOS (OIL TREATERS) 29
3.4.7. TANQUE DE ALMACENAMIENTO 30
3.4.8. BOMBAS BOOSTER DE PETRÓLEO 31
3.4.9. UNIDADES LACT (CPF LACT UNIT) 32
3.4.10. BOMBAS DE EXPORTACIÓN DE CRUDO 33
3.4.11. LANZADOR DE CHANCHO (OIL PIG LAUNCHER) 34
3.4.12. TANQUE DE RECICLADO CON SU RESPECTIVA BOTA
DE GAS (RECYCLE TANK). 34
3.4.13. BOMBAS DE CRUDO RECICLADO 35
3.4.14. CALENTADOR DE CRUDO RECICLADO 36
3.4.15. CALENTADOR DE CRUDO COMBUSTIBLE 37
3.4.16. SISTEMA DE GAS Y VENTEO 38
iii
3.4.16.1. Acondicionador de gas de utilidad 38
3.4.16.2. Acondicionador de gas de alta presión 39
3.4.16.3. Acondicionador de gas de baja presión 39
3.4.16.4. Bombas del acondicionador de gas de baja presión 40
3.4.16.5. Mechero o tea 40
3.4.16.6. Panel de ignición (ignitor panel) 40
3.5. SISTEMA DE DRENAJE Y RECUPERACIÓN DE CRUDO/AGUA,
INYECCIÓN DE AGUA. 41
3.5.1. BOMBAS BOOSTER DE RECUPERACIÓN DE AGUA 41
3.5.2. TANQUE DE DESNATADO (WATER SKIM TANK) 42
3.5.3. TANQUE DE ALMACENAMIENTO DE AGUA 43
3.5.4. BOMBAS BOOSTER DE AGUA 44
3.5.5. BOMBAS DE INYECCIÓN DE AGUA 45
3.5.6. SUMIDERO (CLOSED DRAIN SUMP) 45
3.5.7. BOMBAS SUMERGIBLES DEL SUMIDERO 46
3.5.8. SEPARADOR API (API SEPARATOR) 47
3.5.9. BOMBAS DEL SEPARADOR API (SUMP PUMPS) 48
3.6. SISTEMA DE INYECCIÓN DE QUÍMICO 48
3.6.1. TANQUE DE ALMACENAMIENTO DE QUÍMICOS 48
3.6.2. BOMBAS DE INYECCIÓN DE QUÍMICO 49
3.7. SISTEMA DE CALENTAMIENTO CON ACEITE 49
3.7.1. TANQUE DE ALMACENAMIENTO DE ACEITE TÉRMICO 50
3.7.2. BOMBA DEL TANQUE DE ALMACENAMIENTO DE ACEITE
TÉRMICO 50
3.7.3. TANQUE RECOLECTOR DE ACEITE CALIENTE 51
3.7.4. BOMBAS DE TRANSFERENCIA DE ACEITE TÉRMICO 51
3.7.5. CALENTADORES DE ACEITE CON GASES DEL ESCAPE 52
3.7.6. CALDERA DE ACEITE TÉRMICO 53
3.7.7. CALENTADORES ELÉCTRICOS DE AJUSTE 54
3.7.8. CALENTADOR DE INTERFACE DEL TANQUE DE LAVADO55
iv
4. ANÁLISIS DE RESULTADOS 56
4.1. MÉTODO DE DESHIDRATACIÓN ELÉCTRICO (EQUIPO
DESHIDRATADOR ELECTROSTÁTICO) 57
4.2. PROPIEDADES 57
4.3. SECCIONES DE UN DESHIDRATADOR ELECTROSTÁTICO 57
4.4. PRINCIPIO DE LA DESHIDRATACIÓN ELECTROSTÁTICA 58
4.5. ACCIÓN DEL CAMPO ELÉCTRICO 59
4.6. DISEÑO DEL DESHIDRATADOR ELECTROSTÁTICO 60
4.7. DESHIDRATADORES ELECTROSTÁTICOS 62
4.7.1. PRINCIPIOS DE DISEÑO DE DESHIDRATADORES
ELECTROSTÁTICO 63
4.7.2. FUNCIONAMIENTO 63
4.7.3. DISEÑO 66
4.7.3.1. Cálculo de la capacidad del deshidratador 66
4.7.3.2. Tiempo de retención. 67
4.7.3.3. Capacidad de gas 69
4.7.3.4. Calor necesario 69
4.7.3.5. Cálculo del diámetro de la gota 70
4.8. ACCIÓN DEL CAMPO ELÉCTRICO 71
4.8.1. CAMPOS ELECTROSTÁTICOS 73
4.8.2. INSTALACIÓN COMBINADA DE AC/DC 74
4.8.3. FUERZAS ELECTROSTÁTICAS 75
4.8.4. FUERZAS COALESCEDORAS. 75
4.9. PROPIEDADES DEL PETRÓLEO 77
4.9.1. DENSIDAD AGUA/PETRÓLEO. 78
4.9.2. VOLTAJES ELÉCTRICOS. 79
4.9.3. VOLTAJE DE ARRANQUE. 80
4.9.4. FRECUENCIA ELECTROSTÁTICA. 80
4.9.4.1. Voltaje vs conductividad del petróleo aplicada. 81
4.9.4.2. Desarrollo de la frecuencia base. 81
4.9.4.3. incremento de la modulación de frecuencia. 82
4.9.5. PRESIONES DE DISEÑO 82
v
5. CONCLUSIONES Y RECOMENDACIONES 83
GLOSARIO 86
BIBLIOGRAFÍA 100
ANEXOS 102

vi
ÍNDICE DE FIGURAS
PAGINAS
Figura 1. Ejemplos de emulsiones 8
Figura 2. Equipo para medir OAPI 18
Figura 3. Equipo para determinar contenido de agua 20
Figura 4. Facilidades de producción de Yuralpa 24
Figura 5. Intercambiadores de calor cruzado de crudo 27
Figura 6. Calentadores de crudo 28
Figura 7. Tratadores electrostáticos 29
Figura 8. Tanque de almacenamiento 30
Figura 9. Bombas booster de petróleo 31
Figura 10. (CPF LACT UNIT) 32
Figura 11. Bombas de exportación de crudo 33
Figura 12. Lanzador de chancho 34
Figura 13. Tanque de reciclado 35
Figura 14. Calentador de crudo reciclado 36
Figura 15. Calentador de crudo combustible 37
Figura 16. Acondicionador de Gas 38
Figura 17. Bombas booster 41
Figura 18. Tanque de desnatado 42
Figura 19. Tanque de almacenamiento de agua 43
vii
Figura 20. Bombas booster de agua 44
Figura 21. Bombas de inyección de agua 45
Figura 22. Sumidero 46
Figura 23. Separador API 47
Figura 24. Tanque de almacenamiento de químicos 48
Figura 25. Tanque de almacenamiento de aceite térmico 50
Figura 26. Tanque recolector de aceite caliente 51
Figura 27. Bombas de transferencia de aceite térmico 52
Figura 28. Caldera de aceite térmico 53
Figura 29. Calentadores eléctricos de ajuste 54
Figura 30. Calentador de interface del tanque de lavado 55
Figura 31. Deshidratador electrostático 58
viii
ÍNDICE DE TABLAS
PÁGINA
Tabla 1. Valores de la constante C 66
Tabla 2. Temperaturas promedio de tratamiento 67
ix
ÍNDICE DE ECUACIONES
PÁGINA
Ecuación 1. Fórmula para calcular la gravedad específica 18
Ecuación 2. Fórmula para calcularla densidad del crudo 18
Ecuación 3. Fórmula para calcular BSW 20
Ecuación 4. Fórmula para calcular la salinidad del agua en ppm 21
Ecuación 5. Fórmula para calcular la capacidad del deshidratador 66
Ecuación 6. Fórmula para calcular el tiempo de retención 68
Ecuación 7. Fórmula para calcular el calor necesario 69
Ecuación 8. Fórmula para calcular el calor necesario para
deshidratadores no aislados 70
Ecuación 9. Fórmula para calcular el diámetro de la gota 71
x
ÍNDICE DE ANEXOS
PÁGINA
ANEXO 1
Diagrama Bota de gas 102
ANEXO 2
Diagrama Tanque de lavado 102
ANEXO 3
Diagrama Bombas de transferencia de petróleo 103
ANEXO 4
Diagrama Intercambiadores de calor cruzado de crudo 103
ANEXO 5
Diagrama Calentadores de crudo 104
ANEXO 6
Diagrama Tratador electrostático 104
ANEXO 7
Diagrama El tanque de almacenamiento 105
ANEXO 8
Diagrama Las bombas búster de petróleo 105
ANEXO 9
Diagrama Unidad Lact 106

xi
ANEXO 10
Diagrama Bombas de exportación de petróleo 106
ANEXO 11
Diagrama Lanzador de chancho 107
ANEXO 12
Diagrama El tanque de reciclado 107
ANEXO 13
Diagrama Bombas de crudo reciclado 108
ANEXO 14
Diagrama El calentador de crudo reciclado 108
ANEXO 15
Diagrama El scrubber de gas de utilidad 109
ANEXO 16
Diagrama El flarescrubber de alta presión 109
ANEXO 17
Diagrama Flarescrubber de baja presión 110
ANEXO 18
Diagrama Bombas de desplazamiento positivo del acondicionador
de gas de baja presión 110
ANEXO 19
Diagrama Bomba búster de agua 111
xii
ANEXO 20
Diagrama Tanque de desnatado 111
ANEXO 21
Diagrama Tanque de almacenamiento de agua 112
ANEXO 22
Diagrama Bombas búster de agua 112
ANEXO 23
Diagrama Bombas de Inyección de Agua 113
ANEXO 24
Diagrama El Sumidero 113
ANEXO 25
Diagrama Separador API 114
ANEXO 26
Diagrama Tanques de almacenamiento de químicos 114
ANEXO 27
Diagrama Tanque de almacenamiento de aceite térmico 115
ANEXO 28
Diagrama Tanque de almacenamiento de aceite térmico 115
ANEXO 29
Diagrama Bombas de transferencia de aceite térmico caliente 116
ANEXO 30
Diagrama Calentadores de aceite con gases del escape 116

xiii
ANEXO 31
Diagrama Caldera de aceite térmico 117
ANEXO 32
Diagrama Calentadores eléctricos de ajuste 117
ANEXO 33
Diagrama Calentador de interface del tanque de lavado 118

xiv
RESUMEN
Este trabajo sobre separadores electrostáticos componente de las
facilidades de producción CPF, menciona como se mejora al crudo, de la
producción de petróleo que viene de los pozos, a través del conocimiento de
la eficiencia de separación de fluidos con la nueva tecnología.
El diseño de los sistemas de producción (CPF) guarda estrecha relación con
la cantidad y calidad del petróleo que se esperan producir; En la mayoría de
los campos de petróleo, el agua se produce asociada con el petróleo. Su
producción se incrementa con la vida productiva del campo.
La comercialización del petróleo crudo tiene como destino final la destilación
en refinerías. Para poder efectuar el mencionado proceso, exige
determinadas condiciones de calidad del petróleo, de manera especial al su
contenido de agua, sal y sedimentos (BS&W).
La sal causa desperfectos en oleoductos y refinerías, debido a su alto poder
corrosivo y los sedimentos ocasionan problemas en los procesos de
destilación, por eso es fundamental que una facilidad CPF, cuente con los
mecanismos y equipos que garanticen la entrega de un petróleo con un
mínimo de impurezas, cuyos valores son definidos por entidades
gubernamentales y compradores.
La hipótesis del presente trabajo formula que el deshidratador electrostático,
incrementan la eficiencia de separación de crudo en un cien por ciento,
alarga la vida útil del pozo re-inyector y permite conocer el valor real de la
producción.

xv
El objetivo generales la descripción de la Estación de Producción de
Yuralpa, la descripción y situación actual de las facilidades de producción.
La conclusión general se refiere al éxito de la separación de fluidos por la
aplicación de los separadores electrostáticos.
Las facilidades de producción de Yuralpa CPF consisten en un tren de
equipos de procesos, el tren está diseñado para procesar 120000 Bls de
fluido por día, de los cuales se tiene previsto obtener 20000 Bls netos de
petróleo con 0.5 % de BSW para su venta y 100000 Bls de agua con menos
de 15 ppm de aceite para su reinyección.
El fluido crudo-agua-gas, procedente de los pozos llega a la estación,
ingresa a la bota desgasificadora (V-102), desde donde empieza el proceso
de deshidratación del petróleo; luego ingresa al tanque de lavado (T-400), el
cual está diseñado para no crear turbulencia.
Con la ayuda de un calentador de interfase se impulsa la separación de
agua y crudo; básicamente se realiza por diferencia de gravedad específica,
esta separación forma un colchón (nivel) de agua que en el proceso continuo
permite la migración (lavado) del crudo hacia la parte superior del tanque, y
que las pequeñas gotas se junten entre sí formando gotas más grandes que
caen por gravedad y exista la separación.

xvi
ABSTRACT
This work on electrostatic separators is a component of CPF production
facilities, mentioned as improving the crude oil production comes from wells,
through knowledge of fluid separation efficiency with new technology.
The design of production systems (CPF) is closely related to the quantity and
quality of oil that are expected to produce, in most oil fields, water associated
with oil produced. Its production increases with the life of the field,
The crude oil market has as final destination refinery distillation. In order to
perform the above process requires certain oil quality conditions, in particular
to its water content, salt and sediment (BS & W).
Salt causes damage to pipelines and refineries, due to their high corrosion
and sediment cause problems in distillation processes, so it is essential that
CPF facility lacks the mechanisms and equipment to ensure the delivery of
oil with minimum of impurities and whose values are defined by government
agencies.
The hypothesis of this paper formulates the electrostatic dehydrator, increase
oil separation efficiency one hundred percent, extends the life of the well re-
injector and reveals the real value of production.
The overall objective is the description of the production station Yuralpa,
description and current status of production facilities.The general conclusion
refers to the successful separation of fluids by the application of electrostatic
separators.
The production facilities consist of a Yuralpa CPF process equipment train,

xvii
The train is designed to process 120,000 Bls fluid per day, of which it is
expected to get 20,000 net oil Bls with 0.5% of BSW for sale and 100,000 Bls
water with less than 15 ppm of oil for reinjection.
The fluid oil-water-gas from wells reaches the station, go to the boot
degassing, where the dehydration process begins oil, then enters the wash
tank, which is designed not to create turbulence.
With the help of a heater interface promotes the separation of water and oil;
basically performed by specific gravity difference, this gap forms a cushion
(level) of water in the continuous process allows migration (washed) to crude
the top of the tank, and that the droplets are brought together, forming larger
droplets fall by gravity and there is separation.

1. INTRODUCCIÓN
1
1. INTRODUCCIÓN
En la actualidad gran parte de la producción del Ecuador de petróleo se
logra en forma de emulsión, que obligatoriamente debe ser tratada.
El agua de formación fluye con el aceite como pequeñas gotas dispersas en
forma estable en el petróleo, que podría ser una simple mezcla de petróleo y
agua, o de una emulsión.
Los métodos de tratamiento de las emulsiones han evolucionado
grandemente, desde el simple reposo en tanques convencionales hasta la
aplicación de voltajes eléctricos elevados, pasando por los diferentes
métodos mecánicos, térmicos y químicos.
Generalmente, el tratamiento de las emulsiones se efectúa combinando los
efectos gravitacionales, mecánicos, térmicos, químicos y eléctricos. Aunque
el conocimiento de la naturaleza de las emulsiones de agua y aceite ha
influido en el establecimiento de la tecnología básica para su tratamiento, los
enfoques empíricos para el desarrollo de procesos y productos en estudios
de laboratorio, plantas piloto e instalaciones de campo siguen siendo
factores decisivos.
El desarrollo de productos químicos que ayudan a la demulsificación, no es
la excepción.
La deshidratación de crudos es el proceso mediante el cual se separa el
agua asociada con el crudo, ya sea en forma emulsionada o libre, hasta
lograr reducir su contenido a un porcentaje previamente especificado.
Generalmente, este porcentaje es igual o inferior al 1 % de agua. Una parte
del agua producida por el pozo, se separa fácilmente del crudo por acción de
la gravedad. La otra parte del agua está combinada con el petróleo en forma
2
de una emulsión de gotas de agua dispersadas en el petróleo, lo que se
llama emulsión agua/aceite.
Uno de estos tratamientos que ofrece ventajas económicas de
deshidratación de crudo, es el uso los tratadores electrostáticos. Este trabajo
describe los procesos, relacionados con el tratamiento de emulsiones
mediante deshidratadores electrostáticos.
La aplicación de los campos electrostáticos en el CPF de Yuralpa de
Petroamazonas en los últimos años ha ganado terreno, incrementando la
utilización de estos equipos, debido a su eficiencia para tratar crudo.
OBJETIVO GENERAL
Estudiar la eficiencia de separación de crudo de la Estación CPF Yuralpa,
mediante la operación del deshidratador electrostático.
OBJETIVOS ESPECÍFICOS
• Descripción de los sistemas de la Facilidad de Producción CPF de
Yuralpa.
• Determinar los patrones de flujo que se tiene en la producción de crudo y
analizar la teoría de separación del mismo.
• Caracterizar el Deshidratador Electrostático.
• Justificar desde el punto de vista operativo la aplicación y desarrollo del
deshidratador electrostático.
• Conocer las normativas que se aplican en la implementación del
deshidratador electrostático basándose en la información recopilada.
3
Los altos costos del procesamiento de crudo obligan a la industria a buscar
nuevos sistemas de separación de petróleo agua y gas más económicos y
con alta eficiencia de separación, entre estos sistemas se encuentran los
separadores compactos, separadores en línea, separadores cilindros
ciclónicos, deshidratadores electrostáticos, y otras complejidades de
separadores.
Los nuevos mecanismos de separación de crudo nos permiten integrar las
tecnologías, con los sistemas existentes, permitiéndonos mejorar la
eficiencia de separación de los separadores convencionales.
Explicar la importancia del Deshidratador Electrostático que impulsa la
separación de agua y crudo; esta separación forma un colchón (nivel) de
agua que en el proceso continuo permite el lavado del crudo hacia la parte
superior del tanque, y que las pequeñas gotas se junten entre sí formando
gotas más grandes que caen por gravedad y exista la separación.
2. MARCO TEÓRICO
4
2. MARCO TEÓRICO
Una instalación de superficie, llamada en el contexto petrolero, CPF, que es
una estación de producción que se compone de un grupo de equipos,
instalaciones y elementos que permiten tomar los fluidos provenientes de
pozos productores de petróleo crudo (crudo, agua, gas y sólidos) y luego
separarlos en cada una de sus fases, analizarlos, tratarlos, medirlos y
despacharlos a un destino establecido.
El diseño de los sistemas de producción CPF, guarda estrecha relación con
la cantidad y calidad de los fluidos que se esperan producir; no es lo mismo
producir solamente gas en grandes volúmenes y alta presión, que petróleo
con una baja relación gas – aceite y con alto volumen de agua. Cada uno de
los sistemas del ejemplo anterior requiere diferentes equipos, dimensiones y
consideraciones en general para el diseño de una facilidad.
2.1. PROCESO DE DESHIDRATACIÓN Y DESALACIÓN DE
CRUDO.
La comercialización del petróleo crudo tiene como destino final su destilación
en refinerías. Estas para poder efectuar su proceso, en la forma más viable
y económica posible, exigen determinadas condiciones de calidad del
petróleo crudo, de manera especial en lo relacionado a su contenido de
agua, sal y sedimentos, conocido como BS&W.
La sal causa deterioro en oleoductos y refinerías, debido a su alto poder
corrosivo y los sedimentos ocasionan problemas en los procesos de
destilación. Por eso es fundamental que una facilidad cuente con los
mecanismos y equipos que garanticen la entrega de un crudo con un
mínimo de impurezas, cuyos valores son definidos por entes
gubernamentales o compradores.
5
En la mayoría de los campos de petróleo, el agua se produce asociada con
el petróleo. Su producción se incrementa con la vida productiva del campo,
ya que esta trata de invadir los espacios que inicialmente se encontraban
con hidrocarburo.
El agua de producción o formación, puede clasificarse en dos categorías:
La primera como agua libre, que es la de fácil separación (por simple
diferencia de densidades hay separación) y,
La segunda que es agua en emulsión, que es aquella que no puede
separase por simple decantación, sino que hay que recurrir a otros métodos
de tratamiento como son tratamiento químico, térmico, eléctrico, filtración,
centrífugo, y tratamientos combinados, con los cuales eliminamos las
emulsiones.
Las emulsiones contienen alto contenido de sal y son las causantes de la
mayoría de los sedimentos.
2.1.1. EMULSIONES
Se denomina emulsión a una mezcla íntima de dos fases líquidas tales como
aceite y agua, en la cual una de ellas está dispersa en la otra. Por lo común
se encuentran dos tipos de emulsiones, aceite emulsificado en agua
(AC/AG) y agua emulsificada en aceite (AG/AC).
Las aguas de desecho aceitoso por lo común pueden distinguirse
visualmente de las emulsiones de aceite de desecho. La emulsión AC/AG
tiene justamente la apariencia aceitosa, la del agua sucia; una gota de esta
emulsión se dispersará al ponerla en agua.

6
Una emulsión AG/AC es generalmente espesa y viscosa; una gota de esta
emulsión no se dispersará al ponerla en agua. Este último es el tipo de
emulsión más frecuente en los hidrocarburos, razón por lo cual se le
denomina EMULSIONES NORMALES. El otro tipo de emulsión es muy
casual y se le denominan EMULSIONES INVERTIDAS. El tamaño de los
glóbulos varía desde 0.00001 milímetros hasta varios milímetros de
diámetro.
2.1.1.1. La estabilidad
Es una propiedad que depende del mayor o menor grado de resistencia que
opongan las emulsiones al rompimiento y separación de sus glóbulos. Las
emulsiones inestables por lo tanto, son de fácil rompimiento, solo basta dejar
la mezcla un periodo prudencial y esta se separa por sí sola.
Cuando una emulsión es estable, romperla requiere de ciertos tratamientos
con el fin de lograr una fase en óptimas condiciones para su transferencia o
venta como es el caso de la separación del agua al petróleo.
Una emulsión estable está formada por:
a. Una fase dispersa formada por las partículas del líquido que está en
emulsión.
b. Una fase continua formada por el líquido que rodea la fase dispersa.
c. Un agente emulsificante el cual permite la estabilidad de la emulsión.
Un agente emulsificante, tiene las siguientes características:
Puede ser una sustancia de tamaño coloidal, finamente dividida, soluble o
insoluble en petróleo o en agua, formando una suspensión coloidal. Se
comporta como una molécula con raíces, mantenida en tal posición por
medio de cargas eléctricas iónicas que a veces llegan a los 0.05 voltios.
Actúa como un forro envolviendo la molécula de agua por adsorción,
evitando que se junten entre ellas y se separen del crudo.
7
Los agentes emulsificantes más comunes en emulsiones Agua en Petróleo
son:
• Sustancias asfálticas
• Sustancias resinosas
• Ácidos orgánicos solubles en petróleo
• Arcilla saturada con petróleo
• Jabones de calcio
• Negro de humo
Los Agentes emulsificantes más comunes en emulsiones Petróleo en Agua
son:
• Arcilla
• Sílice
• Jabones de sodio
• Sales metálicas
2.1.1.2. Suspensión coloidal
Algunas arcillas, cuando son sometidas a un proceso de agitación dentro de
una fase acuosa, por un periodo suficiente que permita su dispersión,
permanecen en dispersión por mucho tiempo, y la suspensión así obtenida
tiene características o propiedades físicas muy especiales no comparable a
la de sus componentes. Esta suspensión se denomina Coloidal.
Al parecer las emulsiones, agua en aceite, se comportan como
suspensiones coloidales con propiedades físicas especiales.
La forma esférica de los glóbulos de agua en el aceite, es consecuencia de
la mayor tensión superficial del agua, que la obliga a presentar una mínima
superficie de contacto con el aceite.
Es muy variable, pero parece existir un cierto porcentaje de agua en el cual
la emulsión es máxima.
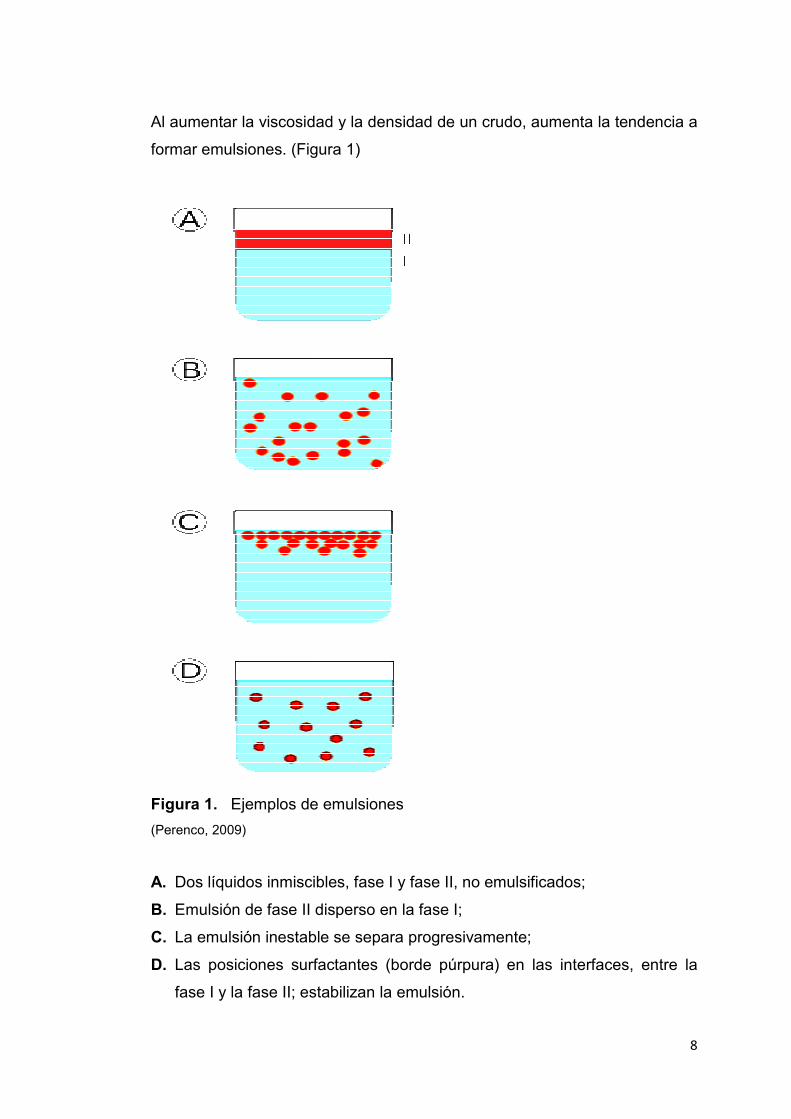
Al aumentar la viscosidad y la densidad de un crudo, aumenta l
formar emulsiones. (
Figura 1. Ejemplos de emulsiones
(Perenco, 2009)
A. Dos líquidos inmiscibles, fase I y
B. Emulsión de fase II disperso en la fase I;
C. La emulsión inestable se separa progresivamente;
D. Las posiciones surfactantes
fase I y la fase II; estabilizan la emulsión
Al aumentar la viscosidad y la densidad de un crudo, aumenta l
. (Figura 1)
Ejemplos de emulsiones
Dos líquidos inmiscibles, fase I y fase II, no emulsificados;
Emulsión de fase II disperso en la fase I;
La emulsión inestable se separa progresivamente;
Las posiciones surfactantes (borde púrpura) en las interfaces
fase I y la fase II; estabilizan la emulsión.
8
Al aumentar la viscosidad y la densidad de un crudo, aumenta la tendencia a
fase II, no emulsificados;
interfaces, entre la

9
2.2. TIPOS DE TRATAMIENTO
2.2.1. TRATAMIENTO QUÍMICO
El tratamiento químico consiste en aplicar un producto demulsificante
sintético denominado en las áreas operacionales de la industria petrolera
como “química deshidratante”, el cual debe ser inyectado tan temprano
como sea posible a nivel de superficie o en el fondo del pozo. Esto permite
más tiempo de contacto y puede prevenir la formación de emulsión corriente
abajo. La inyección de demulsificante antes de una bomba, asegura un
adecuado contacto con el crudo y minimiza la formación de emulsión por la
acción de la bomba.
Se agregan determinadas sustancias químicas llamadas demulsificantes, los
cuales se concentran en la interface de la emulsión y atacan la sustancia
causante de la emulsión ya sea por alteración de la tensión interfacial, por
variación de la mojabilidad, debilitación de la película emulsificante o
neutralizando las cargas de los glóbulos de la emulsión.
Los agentes DEMULSIFICANTES más comunes para emulsiones normales
son:
• Sílice finamente pulverizado
• Óxido de hierro
• Arcilla
• Sales solubles en agua (NaCl).
• Ácido sulfúrico
• Cloruro férrico
• Fenol
• Ácido cresílico
• Ácido esteárico
• Ácido oleico
• Oleato de sodio
10
• Ácidos sulfónicos aromáticos
• Compuestos sulfonados orgánicos
• Silicato de sodio
• Otros.
Para la determinación del demulsificante apropiado, se realizan pruebas de
laboratorio, variando productos y dosificaciones.
Su aplicación debe incluir una buena agitación y tiempo prudencial de
mezcla, por esta razón es importante escoger el mejor sitio de inyección.
Hay varias teorías que tratan de explicar el efecto que los compuestos
químicos demulsificantes producen sobre las emulsiones.
1. Con la adición de productos químicos se trata de invertir la emulsión;
es decir, una emulsión de agua-petróleo se trataría de convertir en
una emulsión de petróleo-agua. Durante este proceso se alcanzaría la
condición intermedia de separación completa de las dos fases.
2. La acción de los compuestos químicos demulsificantes hacen que la
película del agente emulsionante, que rodea las gotas de agua,
adquiera una rigidez quebradiza hasta provocar una contracción que
causa el rompimiento de la película, con lo cual las gotas de agua se
juntan y decantan.
3. La adición de surfactantes a una emulsión causa una reducción
notable de la tensión superficial entre los líquidos en contacto,
permitiendo que las diminutas gotas de la fase dispersa se junten y
decanten. Esta es la teoría que se considera más importante, por ser
la más moderna y aceptada.
11
2.2.2. ACCIÓN DE LA QUÍMICA DESHIDRATANTE
Diferentes estudios han demostrado que el mecanismo físico-químico de
acción de los agentes deshidratantes o demulsificantes está asociado a la
formulación óptima del sistema SAD = 0
SAD= Diferencia de Afinidad del Surfactante.
La formulación óptima se define básicamente como un estado de equilibrio
entre las afinidades del surfactante para la fase acuosa y para la fase oleica.
Estos surfactantes tienen tres efectos fundamentales una vez adsorbidos en
la interface agua-aceite:
1. La inhibición de la formación de una película rígida
2. El debilitamiento de la película volviéndola compresible.
3. El más importante, el cambio en la formulación del sistema para
alcanzar la condición de SAD = 0.
Los compuestos químicos demulsificantes son agentes activos de superficie,
similares a los emulsificantes.
Un solo compuesto químico no puede proveer las tres acciones requeridas
anteriormente citadas, por lo que los demulsificantes comerciales son una
mezcla de varios demulsificantes básicos (30-60%) más la adición de
solventes adecuados; tales como nafta aromática pesada, benceno, tolueno
o alcohol isopropilico para obtener un líquido que fluya a la menor
temperatura esperada.
Los demulsificantes son insolubles en agua y muy solubles en aceite para
que puedan difundirse rápidamente a través de la fase de aceite y alcancen
las gotas de agua.

12
Por el contrario, los demulsificantes para emulsiones inversas son muy
solubles en agua. Comúnmente son poliaminas cuaternarias de amonio de
alto de pesomolecular mezcladas con aluminio, hierro o cloruro de zinc.
Generalmente los crudos pesados requieren mayor dosificación que los
crudos ligeros.
El exceso de dosificación de demulsificantes incrementa los costos de
tratamiento, incrementa el aceite contenido en la salmuera separada, puede
estabilizar aún más la emulsión regular (agua/aceite) y puede producir
emulsiones inversas (aceite/agua).
Los tanques de lavado que tienen largo tiempo de retención (8-24 horas),
requieren demulsificantes de acción lenta. Por otro lado, los tratadores-
calentadores y los deshidratadores electrostáticas con corto tiempo de
retención (15-60 minutos) requieren de demulsificantes de acción rápida.
Problemas como precipitación de parafinas en climas fríos, incrementos de
sólidos por corridas, adición de compuestos químicos para estimulación de
pozos, pueden requerir de cambio del demulsificantes de línea.
Debido a que los demulsificantes son tan numerosos y complejos para
permitir su compleja identificación, seleccionar el demulsificante más
adecuado es un arte y una ciencia.
2.2.3. PROPIEDADES DE UN BUEN DEMULSIFICANTE
• Alta actividad superficial: genera una rápida migración del
demulsificante a la interface.
• Impartir fuerte atracción entre las gotas emulsionadas para generar su
floculación.
• Suficiente habilidad para desestabilizar el film que rodea las gotas.
• Capacidad de dispersar los sólidos.

13
2.2.4. CLASIFICACIÓN DE UN DESMULSIFICANTE O SURFACTANTE
Los productos químicos que se utilizan en la deshidratación de crudos y en
la clarificación de aguas efluentes afectan la tensión superficial e interfacial
del petróleo y el agua. Los mismos reciben el nombre de “Surfactantes”, y de
acuerdo con su naturaleza físico-química se pueden clasificar en dos
grandes grupos:
2.2.4.1. Según la carga
Moléculas poliatómicas de alto y mediano peso molecular, con de los
extremos como directriz de la misma, denominado “ANFIFILO”. Según la
carga de este se denominan:
Catiónico: cargado positivamente.
Aniónico: cargado negativamente.
No lónico: neutro.
2.2.4.2. Según la solubilidad en agua o aceite
Las moléculas de los surfactantes poseen extremos con afinidad al agua y al
aceite, se clasifican según el extremo dominante, en:
Hidrofílicos: tiene afinidad por el agua.
Lipofílicos: tiene afinidad por el aceite.
2.2.4.3. Evaluación de químicas-laboratorio
La selección de las químicas demulsificantes se debe realizar inicialmente
mediante pruebas de laboratorio y posteriormente, a nivel de pruebas de
campo en toda la segregación del crudo.

14
2.2.5. TRATAMIENTO DE EMULSIONES
2.2.5.1. Pruebas de botellas
La prueba de botella es uno de los métodos de selección de productos
químicos deshidratantes. Se denomina así por el tipo de recipiente que se
usa, en el cual se vierte cierta cantidad de la muestra emulsionada que será
tratada.
La determinación del tratamiento a seguir se establece primeramente en
pruebas de laboratorio, mediante esta prueba se puede determinar que
compuesto químico romperá de manera efectiva la emulsión del petróleo
crudo de cierta segregación. También, indicará la proporción de compuesto
químico necesaria para tratar el volumen de petróleo emulsionado que se
está proyectando del yacimiento.
Adicionalmente en estas pruebas especiales se determina la necesidad o no
del tratamiento térmico complementario al tratamiento químico y su
correspondiente temperatura de tratamiento. Es importante bajo el punto de
vista operacional y económico, hacer todos los esfuerzos y tentativas
posibles para lograr un tratamiento a temperatura ambiente, el cual
involucrará solamente el uso de un rompedor de emulsión y de otros medios
mecánicos de deshidratación.
Dentro de las ventajas de este tratamiento tenemos:
• Bajo costo de instalación y operación
• Equipo y proceso sencillo
• Adaptable fácilmente para altas y bajas presiones
• Demulsificación rápida y efectiva
• No alteración de calidad del crudo.
Si lo anterior no es posible alcanzarse, entonces sí se debe apelar al
tratamiento térmico adicional.
15
2.2.5.2. Tratamiento térmico
Se aplica calor a las emulsiones. Con el fin de reducir la cantidad de calor
requerida, es necesario, liberar el gas y el agua libre antes de realizar el
tratamiento. Cuando se aplica calor se favorece el rompimiento de la
emulsión por las siguientes razones:
1. Dilata la película del emulsificante que rodea las gotas de agua, la
debilita y facilita la unión final del agua.
2. Incrementa el movimiento de las moléculas de agua, propiciando la
colisión entre ellas y rompiendo la película que las separaba
inicialmente.
3. Reduce la viscosidad del crudo, mejor movimiento y colisiones.
4. Ayuda a aumentar la diferencia de densidad entre el crudo y el agua,
facilitando la segregación.
5. Reduce la tensión superficial del agua, facilitando la unión de los
glóbulos.
Para este tratamiento se utilizan calentadores directos (emulsión en contacto
directo con el elemento de calentamiento) e indirectos y/o tratadores.
Este tipo de tratamiento algunas veces no es completamente efectivo, pues
se puede requerir temperaturas por arriba del punto de ebullición del agua, lo
que acarrea pérdida de hidrocarburos livianos.
2.2.5.3. Tratamiento eléctrico
Al pasar gotas de agua en medio de dos electrodos a los cuales se les
carga con un alto voltaje, las gotas adquieren carga por Inducción, un lado
con carga positiva y el otro con carga negativa, lo que origina una atracción
entre los lados con cargas opuestas, alineándose y formando cadenas
continuas que más tarde se asientan en la fase acuosa.
16
Este proceso se facilita por incrementos de temperatura. Los voltajes
aplicados varían entre 5000 y 10000 voltios por pulgada entre los electrodos.
2.2.5.4. Tratamiento por filtración
La emulsión es rota al hacerla pasar por un medio poroso (filtro) bajo
condiciones especiales de presión.
Cuando el medio poroso es de tipo humedecido por agua, la fase de aceite
pasa a través y se estabiliza en la parte superior, mientras que el agua es
absorbida por el lecho filtrante facilitando su sedimentación en la fase
acuosa. Los materiales más comúnmente usado en este tratamiento son:
• Viruta de madera especial.
• Arena.
• Tierra de diatomáceas.
• Lana de vidrio.
Este proceso es mencionado que se aplica en campos viejos, pues
actualmente se utilizan procesos combinados de demulsificación más
sofisticados y eficientes, como lo realizan en CPF Yuralpa.
2.2.5.5. Tratamiento centrífugo
Se logra la separación de fases por medio de fuerza centrífuga, debido a la
diferencia de densidades existentes. La mezcla en el proceso es
precalentada con el fin de reducir la viscosidad del petróleo, posteriormente
entra por una sección central de un recipiente hacia su parte inferior donde
un dispositivo le imprime una fuerza centrífuga y lanza el agua hacia la
periferia por ser más densa que el crudo. El crudo limpio fluye por la parte
superior cerca de la parte central del dispositivo.

17
2.2.5.6. Tratamiento combinado
Los diseños varían de acuerdo al tipo de crudo, las emulsiones presentes y
las condiciones de presión y temperatura.
Estos tratamientos permiten trabajar con grandes volúmenes y a presiones y
temperaturas más variadas.
2.3. PRUEBAS EN EL LABORATORIO
En campos de petróleo, se lleva a cabo ciertas pruebas a los fluidos con el
fin de verificar su calidad y realizar los controles pertinentes.
Para determinar la calidad del crudo específicamente, se requiere tomar
muestras para llevarlas al laboratorio y analizarlas. Estas muestras pueden
ser tomadas en los tanques o en la línea.
El muestreo en los tanques se lleva a cabo por medio de “ladrones” o
“botellas”, aunque algunas veces el tanque posee válvulas o grifos ubicados
lateralmente para tal propósito. El ladrón es un recipiente cilíndrico de
aproximadamente 15 pulg. de longitud cuyo fondo es una especie de válvula
de mariposa que puede abrirse o cerrarse completamente. El cilindro se
baja unido a una cuerda desde el techo del tanque hasta el nivel donde se
desea tomar la muestra. Durante el descenso, la válvula se encuentra
abierta y una vez se llega al nivel deseado, se cierra la válvula halando el
ladrón hacia arriba y se procede a subir la muestra hacia superficie.
2.3.1. DETERMINACIÓN DE LA GRAVEDAD ESPECÍFICA
Se determina con un instrumento llamado HIDRÓMETRO (Termo
hidrómetro). Se inicia colocando la muestra de crudo en un recipiente
cilíndrico con un diámetro de al menos 1 pulgada mayor que el del
hidrómetro y una profundidad suficiente para que la distancia de su fondo a
18
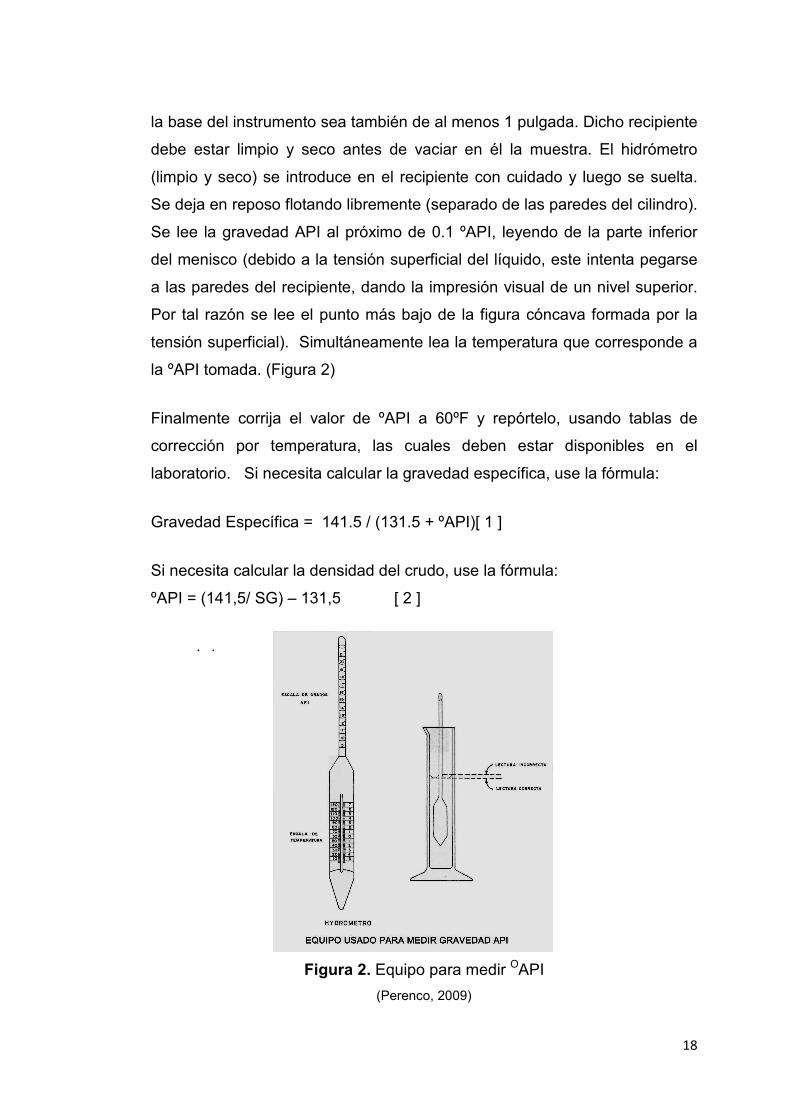
la base del instrumento sea también de al menos 1 pulgada. Dicho recipiente
debe estar limpio y seco antes de vaciar en él la muestra. El hidrómetro
(limpio y seco) se introduce en el recipiente con cuidado y luego se suelta.
Se deja en reposo flotando libremente (separado de las paredes del cilindro).
Se lee la gravedad API al próximo de 0.1 ºAPI, leyendo de la parte inferior
del menisco (debido a la tensión superficial del líquido, este intenta pegarse
a las paredes del recipiente, dando la impresión visual de un nivel superior.
Por tal razón se lee el punto más bajo de la figura cóncava formada por la
tensión superficial). Simultáneamente lea la temperatura que corresponde a
la ºAPI tomada. (Figura 2)
Finalmente corrija el valor de ºAPI a 60ºF y repórtelo, usando tablas de
corrección por temperatura, las cuales deben estar disponibles en el
laboratorio. Si necesita calcular la gravedad específica, use la fórmula:
Gravedad Específica = 141.5 / (131.5 + ºAPI)[ 1 ]
Si necesita calcular la densidad del crudo, use la fórmula:
ºAPI = (141,5/ SG) – 131,5 [ 2 ]
. .
Figura 2. Equipo para medir OAPI
(Perenco, 2009)
19
2.3.2. DETERMINACIÓN DEL CONTENIDO DE AGUA Y SEDIMENTOS
Existen dos métodos, el de centrifugación y el de destilación.
El primero es el más usado ya que el segundo solo determina la cantidad de
agua.
La muestra del primer método puede ser tomado en cualquier punto de la
facilidad, mientras que para el segundo se recomienda que se tome después
de que haya pasado por la unidad LACT en un punto aguas debajo de los
filtros.
2.3.2.1. Método de centrifugación
En un tubo de centrifugado aforado a 100% introduzca 50 c.c de muestra y
posteriormente agregue 50 de solvente (benzol, toluol, gasolina blanca,
gasolina de aviación, etc.).
Centrifugue por 10 minutos a 1500 RPM.
Lea el contenido de agua y sedimentos y multiplique este valor por 2,
después reporte.
2.3.2.2. Método de destilación
Prepare una mezcla de solvente y muestra igual al método anterior. Conecte
el recipiente con la mezcla a una trampa, la cual consta de dos partes, la
superior que es un condensador y la inferior que es la trampa propiamente
dicha. El condensador consta de dos tubos concéntricos, el interior está
conectado a la trampa y el exterior posee dos posibilidades de conexión, una
en la parte superior y otra en la parte inferior. Una es para la entrada de
agua y la otra para la salida. El agua actúa como refrigerante.

20
Se monta este sistema sobre un calentador eléctrico. Al cabo de poco
tiempo, empiezan a salir vapores los cuales al pasar por el condensador se
vuelven líquidos y caen a la trampa.
Terminada la prueba, en la trampa hay un destilado que es agua e
hidrocarburos, pero se puede apreciar la interface. Conociendo el volumen
de agua en la trampa y la cantidad de crudo que se usó, se puede
determinar el BS&W de la siguiente manera:
BS&W = (Volumen de agua / Volumen de crudo) * 100[3]
La cantidad de muestra depende del contenido de agua presente, pues en la
trampa solamente se pueden medir hasta 10 c.c de agua.(Figura 3)
:
Figura 3. Equipo para determinar contenido de agua
(Perenco, 2009)

21
2.3.3. DETERMINACIÓN DEL CONTENIDO DE SAL
A partir de la cantidad de agua obtenida en la toma de BS&W, se puede
encontrar la concentración de cloruros por medio de titulación y
posteriormente aplicar la fórmula:
Salinidad del agua en ppm
Cl- = 173 * Libras de sal por cada 1000 bbls de crudo / BSW.[ 4 ]
2.3.4. PRUEBAS DE BOTELLAS PARA ROMPER EMULSIONES
La prueba de botella es uno de los métodos de selección de productos
químicos deshidratantes. Se denomina así por el tipo de recipiente que se
usa, en el cual se vierte cierta cantidad de la muestra emulsionada que será
tratada.
La determinación del tratamiento a seguir se establece primeramente en
pruebas de laboratorio, mediante esta prueba se puede determinar que
compuesto químico romperá de manera efectiva la emulsión del petróleo
crudo de cierta segregación.
También, indicará la proporción de compuesto químico necesaria para tratar
el volumen de petróleo emulsionado que se está proyectando del yacimiento.
Adicionalmente en estas pruebas especiales se determina la necesidad o no
del tratamiento térmico complementario al tratamiento químico y su
correspondiente temperatura de tratamiento.
Es importante bajo el punto de vista operacional y económico, hacer todos
los esfuerzos y tentativas posibles para lograr un tratamiento a temperatura
ambiente, el cual involucrará solamente el uso de un rompedor de emulsión
y de otros medios mecánicos de deshidratación. Si lo anterior no es posible
alcanzarse, entonces sí se debe apelar al tratamiento térmico adicional.

3. METODOLOGÍA
22
3. METODOLOGÍA
3.1. FINALIDAD DE LAS FACILIDADES DE PRODUCCIÓN
DE YURALPA
Las facilidades de producción de Yuralpa son de propiedad de
Petroamazonas, antes perteneció a la compañía Perenco Ecuador Limited.
Se diseñaron con el objeto de que el petróleo proveniente del yacimiento, a
través de las líneas de flujo llegue desde los pozos, hasta la Estación Central
de producción Yuralpa, en la cual se ha instalado las facilidades necesarias
para tener un proceso de deshidratación del crudo de manera técnica y
satisfactoria, una vez obtenido un petróleo con menos del 0.5 % de BSW
bombearlo por el oleoducto de 16” (Yuralpa – Puerto. Napo), al oleoducto de
AGIP, por éste se llegará a la Estación Baeza de AGIP, desde la cual se
realizará la entrega del petróleo de Petroamazonas a la Estación Sardinas
del OCP.
3.2. DESCRIPCIÓN DEL PROCESO 1
Las facilidades de producción de Yuralpa CPF consisten en un tren de
equipos de procesos, el tren está diseñado para procesar 120000 Bls de
fluido por día, de los cuales se tiene previsto obtener 20000 Bls netos de
petróleo con 0.5 % de BSW para su venta y 100000 Bls de agua con menos
de 15 ppm de aceite para su reinyección.
El fluido crudo-agua-gas, procedente de los pozos llega a la estación,
ingresa a la bota desgasificadora (V-102), desde donde empieza el proceso
de deshidratación del petróleo; luego ingresa al tanque de lavado (T-400) el
cual está diseñado para no crear turbulencia.

23
Con la ayuda de un calentador de interface se impulsa la separación de
agua y crudo; básicamente se realiza por diferencia de gravedad específica,
esta separación forma un colchón (nivel) de agua que en el proceso continuo
permite la migración (lavado) del crudo hacia la parte superior del tanque, y
que las pequeñas gotas se junten entre sí formando gotas más grandes que
caen por gravedad y exista la separación.
De este tanque salen en 3 direcciones: agua, gas y crudo.
3.3. DESCRIPCIÓN DEL PROCESO 2
• El agua sale con dirección a las bombas de transferencia (P
310/320/330) de agua, las cuales envían hacia el tanque de desnatado
(T440), una vez desnatada el agua sale con dirección al tanque de
inyección (T-450), para posteriormente a través de bombas centrífugas
multietapa reinyectar el agua a los pozos de reinyección.
• El gas sale de la bota desgasificadora(V-102), hacia un domo (V-150)
que se usa para el gas de utilidad gas blanket, gas para el boiler (H-925),
etc.; el exceso va hacia un domoblanking gas (V- 120), para
posteriormente quemarse en una tea.
• El crudo llega a las bombas de transferencia de crudo (P-330/40/50),
para ser impulsado hacia el intercambiador cruzado (E-280/290)
ingresando con 160 °F y saliendo del intercambiador con 212°F, para
luego ingresar a los intercambiadores de tubos (E-230/240) elevando su
temperatura a 250° F, y finalmente para completar la fase de
deshidratación ingresa a los tratadores electrostáticos (V-200/210), con la
finalidad de eliminar el remanente de agua, para salir del mismo con
0.5% de BSW y dirigirse al tanque de almacenamiento (T-410), para su
posterior exportación por el oleoducto Yuralpa – Puerto Napo e ingresar
al oleoducto de la compañía AGIP, y por el mismo llegar a la Estación
Baeza y de ahí entregar al oleoducto de OCP.

24
3.4. DESCRIPCIÓN DE LAS FACILIDADES DE
PRODUCCIÓN DE YURALPA.
La información a proporcionarse en esta sección está directamente
relacionada con el sistema central de los procesos operativos de la planta
CPF. (Figura 4)
Figura 4. Facilidades de producción de Yuralpa
(Perenco, 2009)

25
El diseño de este proceso de producción tiene una particularidad, que en
cada locación existen varios pozos perforados en racimo, por consiguiente
cada locación tiene su respectivo manifold, así entonces en Yuralpa centro 1
se encuentra instalado el manifold M-190, en Yuralpa Centro 2 el manifold
M –170.
Cada uno de los manifolds está construido para recibir tres líneas de flujo de
tres pozos.
El manifold tiene incorporado una línea de 2” con FE, FT, para la realización
de pruebas de pozos, además tiene instalados PI, PIT, TIT, puntos de
inyección de químicos y un analizador de BSW (AE-170)
3.4.1. BOTA DE GAS (GAS BOOT)
La bota de gas (V-102), proporciona la primera etapa de separación del gas
y crudo antes que éste ingrese al tanque de lavado. La bota de gas es un
recipiente cilíndrico instalado verticalmente, de 36” de diámetro y 40’ de
altura, está diseñada para trabajar a 8 psig y 160° F.
Para su correcto funcionamiento la bota cuenta con accesorios adicionales
como PIT, PSV, FE, FIT, PV.
La bota mantiene una presión de trabajo de 8 psig, el exceso de gas se usa
para gas de utilidad (gasblanket, gas para encender el boiler (H-925), como
combustible) y el resto se quema en la tea.
3.4.2. TANQUE DE LAVADO (WASHTANK)
El tanque de lavado (T-400) recibe directamente de la bota (V-102), ingresa
un fluido crudo-agua y el remanente de gas, para ser separados.
26
En este tanque empieza la deshidratación del petróleo.
Este tanque tiene una capacidad de 11000 bls, es un recipiente cilíndrico
con un diámetro de 50’ y una altura de 32’, tiene 2 válvulas PSV de
protección de 16 onzas para sobre presión y 1 onzas de vacío a 200 °F,
como máximo.
El correcto funcionamiento del tanque de lavado depende del tiempo de
residencia del crudo, del nivel del colchón de agua(8 pies), en el cual se va a
desarrollar la deshidratación, permitiendo separar la mayor cantidad de agua
del crudo, para esto cuenta con accesorios adicionales como: el calentador
de interface ( E-260 A/B ), alimentados con aceite térmico, accesorios de
muestreo a diferentes niveles para determinar la calidad del crudo, un bafle
de rompimiento de emulsiones, un recipiente interior para crudo limpio
(oilbucket), al cual pasa por rebose a una altura de 26”, líneas de drenaje de
agua, gas y línea de crudo.
Este equipo tiene instalado accesorios de control y seguridad para su buena
operación.
3.4.3. BOOSTER DE TRANSFERENCIA DE CRUDO (OIL TRANSFER PUMPS)
Las bombas de transferencia de crudo (P-330/40/50), con una capacidad de
12500 bbls por día, tienen incorporado un motor eléctrico de 60 HP y puede
levantar una presión de 80 psi.
La función específica de estas bombas es transferir crudo con dirección
hacia los intercambiadores de calor cruzado de crudo.
Las tres bombas vienen instalados en un solo skid, para su buen
funcionamiento están provistas de accesorios como PI, RO, PDI.

27
3.4.4. INTERCAMBIADORES DE CALOR CRUZADO DE CRUDO (CROSS
EXCHANGER)
Los intercambiadores de calor cruzado de crudo (E-280-290), pueden
trabajar en el lado caliente entrada /salida 250 °F con 50 psi / 190 °F con 40
psi, en el lado frío entrada y salida 160°F con 75 psi / 212° F con 65 psi.
Tienen una capacidad de producción de calor de 6.2 MMBTU/HRA.
Los intercambiadores de calor cruzado en este proceso son utilizados para
transferir calor hacia el flujo de crudo proveniente del tanque de lavado,
utilizando el flujo de crudo caliente que sale de los tratadores electrostáticos
(V-200/210), este proceso es fundamentalmente para reducir la viscosidad y
facilitar la separación del agua del crudo.
La ganancia de calor en estos intercambiadores es de 52 °F
aproximadamente.
Estos intercambiadores están provistos de instrumentación de control y
seguridad para su buen funcionamiento. (Figura 5)
Figura 5. Intercambiadores de calor cruzado de crudo
28
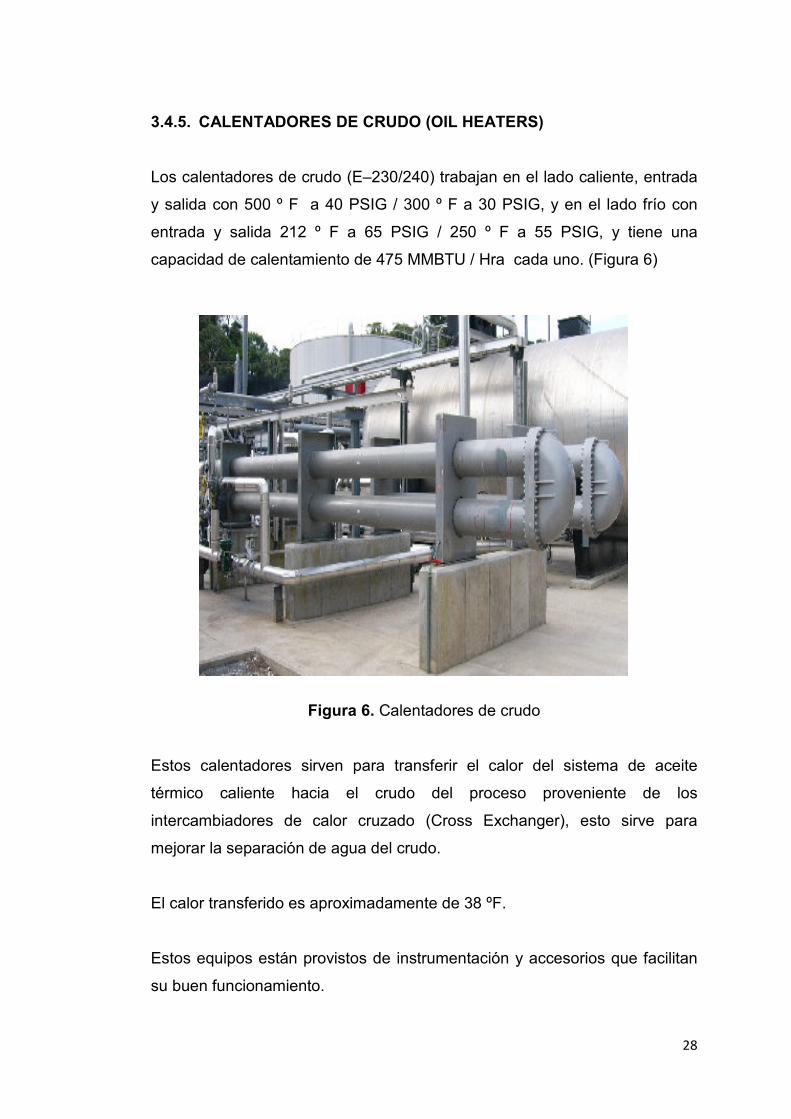
3.4.5. CALENTADORES DE CRUDO (OIL HEATERS)
Los calentadores de crudo (E–230/240) trabajan en el lado caliente, entrada
y salida con 500 º F a 40 PSIG / 300 º F a 30 PSIG, y en el lado frío con
entrada y salida 212 º F a 65 PSIG / 250 º F a 55 PSIG, y tiene una
capacidad de calentamiento de 475 MMBTU / Hra cada uno. (Figura 6)
Figura 6. Calentadores de crudo
Estos calentadores sirven para transferir el calor del sistema de aceite
térmico caliente hacia el crudo del proceso proveniente de los
intercambiadores de calor cruzado (Cross Exchanger), esto sirve para
mejorar la separación de agua del crudo.
El calor transferido es aproximadamente de 38 ºF.
Estos equipos están provistos de instrumentación y accesorios que facilitan
su buen funcionamiento.
29
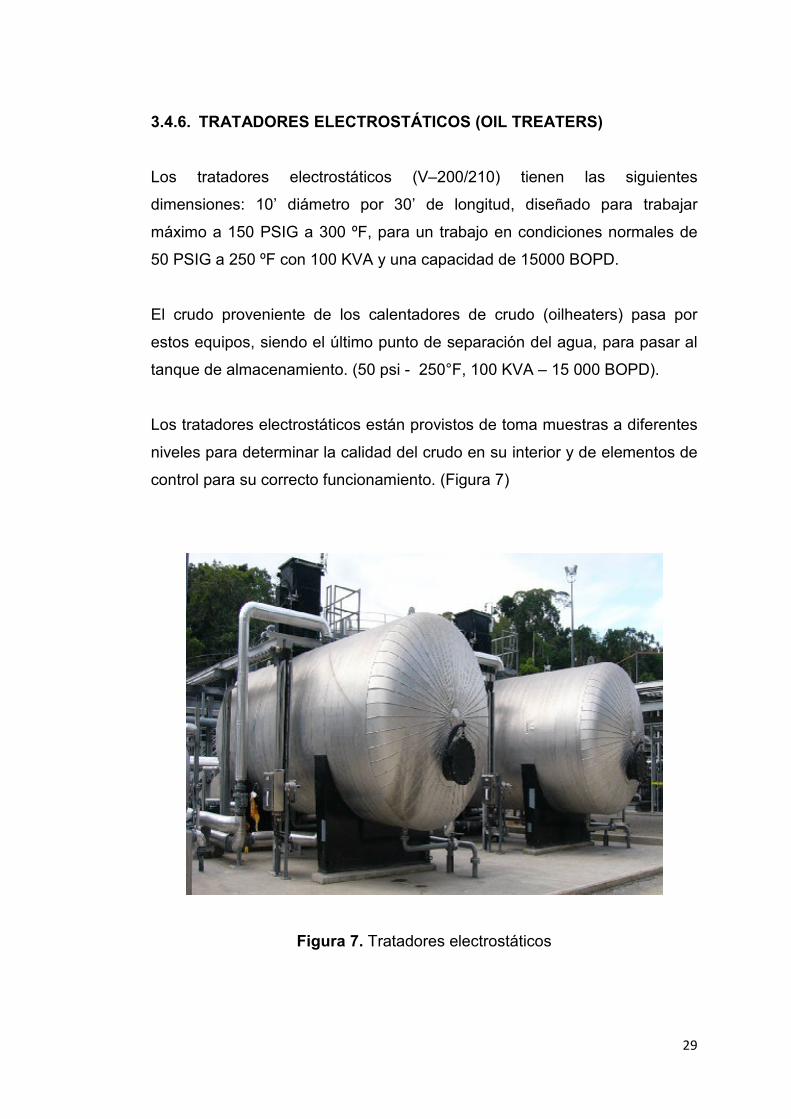
3.4.6. TRATADORES ELECTROSTÁTICOS (OIL TREATERS)
Los tratadores electrostáticos (V–200/210) tienen las siguientes
dimensiones: 10’ diámetro por 30’ de longitud, diseñado para trabajar
máximo a 150 PSIG a 300 ºF, para un trabajo en condiciones normales de
50 PSIG a 250 ºF con 100 KVA y una capacidad de 15000 BOPD.
El crudo proveniente de los calentadores de crudo (oilheaters) pasa por
estos equipos, siendo el último punto de separación del agua, para pasar al
tanque de almacenamiento. (50 psi - 250°F, 100 KVA – 15 000 BOPD).
Los tratadores electrostáticos están provistos de toma muestras a diferentes
niveles para determinar la calidad del crudo en su interior y de elementos de
control para su correcto funcionamiento. (Figura 7)
Figura 7. Tratadores electrostáticos

30
3.4.7. TANQUE DE ALMACENAMIENTO
El tanque de almacenamiento (T–410) tiene las siguientes dimensiones: 70’
de diámetro por 32’ de altura.
Para trabajar como máximo a 16 oz de presión y 0.5 oz de vacío, a 250 º F,
tiene una capacidad de 20000 Bbls.
Está provisto de 2 PSV para proteger una sobre presión o vacío, además
está provisto de un sistema automático de control para su funcionamiento
normal.
Almacena el crudo proveniente de los tratadores electrostáticos. (Figura 8)
Figura 8. Tanque de almacenamiento

31
3.4.8. BOMBAS BOOSTER DE PETRÓLEO (OIL BOOSTER PUMPS)
Las bombas booster de petróleo (P-500/510/520), son bombas centrífugas
que pueden trabajar como máximo a 240 PSIG a 250 º F, tienen una
capacidad de 10000 BPD a 50 PSIG y un motor eléctrico de 20 HP cada
una. Estas bombas toman crudo del tanque de almacenamiento para
enviarlas a las unidades Lact de fiscalización y tienen elementos de control
para su buen funcionamiento. (Figura 9)
Figura 9. Bombas booster de petróleo
3.4.9. UNIDADES LACT (CPF LACT UNIT)
Este skid (SK-600) consta de dos unidades con sus respectivos filtros,
detector de BSW, sampler para recoger muestra durante las 24 Hrs. y un
probador bi- direccional para realizar las calibraciones de los medidores de
flujo.

32
Estas unidades tienen la misión de contabilizar el crudo ya tratado que se
entregará a AGIP y PETROPRODUCCIÓN.
Las unidades Lact (SK–600) tienen una capacidad de fiscalizar 30000 BOPD
entre las dos unidades, normalmente trabajan a 50 PSIG a 190º F, como
máximo pueden trabajar a 240 PSIG a 200 º F. (Figura 10)
Figura 10. (CPF LACT UNIT)
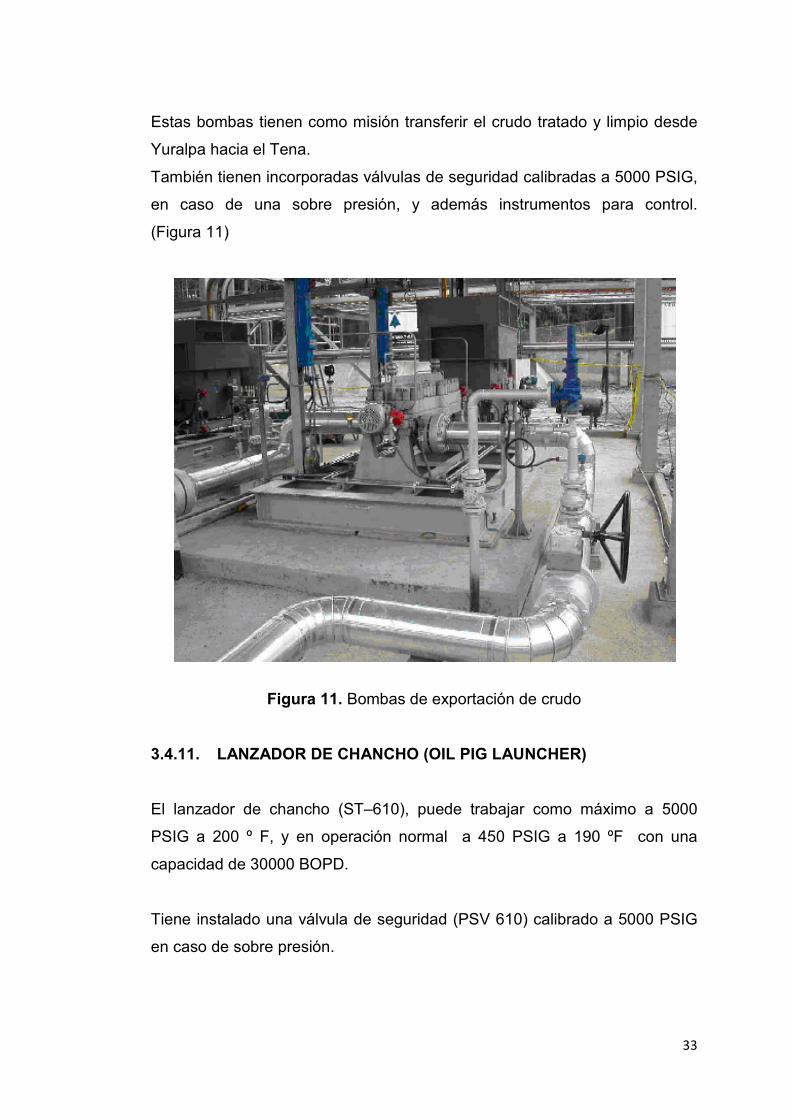
3.4.10. BOMBAS DE EXPORTACIÓN DE CRUDO (OIL SHIPPING PUMPS)
Las bombas de exportación de crudo (P–540/550), pueden trabajar máximo
a 3375 PSIG a 200 º F, y una capacidad operacional de 20000 BOPD a 2400
PSI. Cada unidad tiene incorporado un motor eléctrico de 1500 HP.
33
Estas bombas tienen como misión transferir el crudo tratado y limpio desde
Yuralpa hacia el Tena.
También tienen incorporadas válvulas de seguridad calibradas a 5000 PSIG,
en caso de una sobre presión, y además instrumentos para control.
(Figura 11)
Figura 11. Bombas de exportación de crudo
3.4.11. LANZADOR DE CHANCHO (OIL PIG LAUNCHER)
El lanzador de chancho (ST–610), puede trabajar como máximo a 5000
PSIG a 200 º F, y en operación normal a 450 PSIG a 190 ºF con una
capacidad de 30000 BOPD.
Tiene instalado una válvula de seguridad (PSV 610) calibrado a 5000 PSIG
en caso de sobre presión.
34
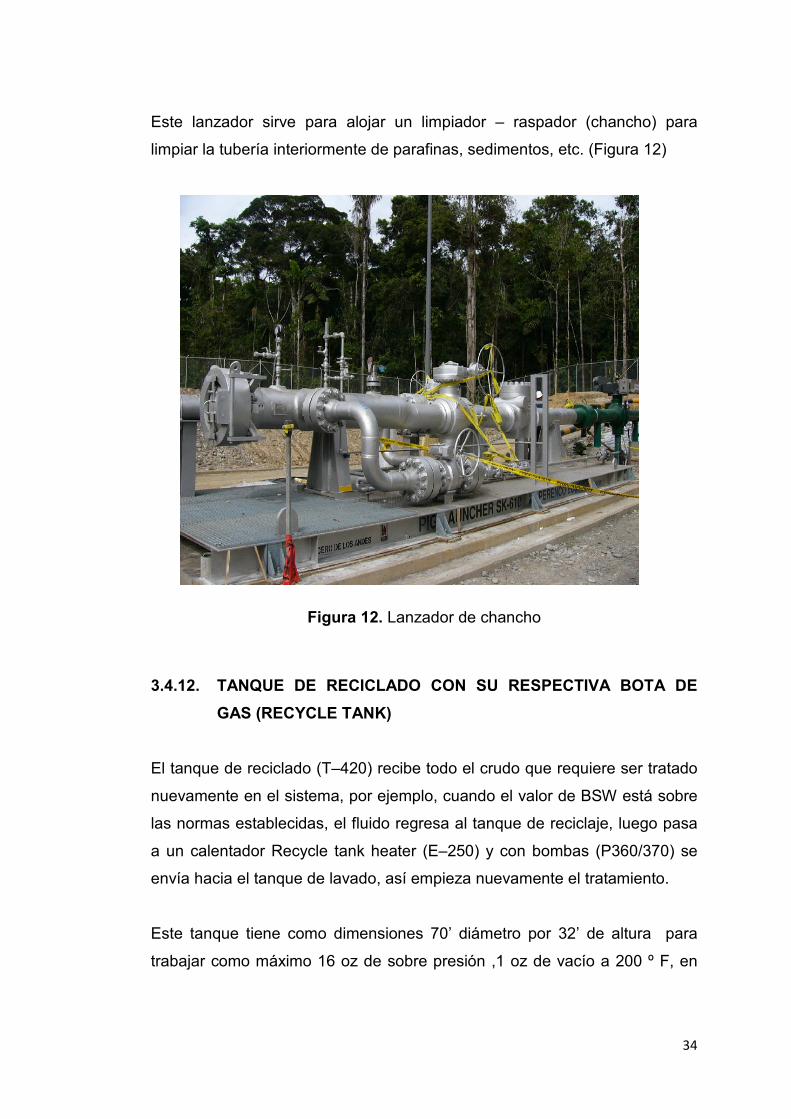
Este lanzador sirve para alojar un limpiador – raspador (chancho) para
limpiar la tubería interiormente de parafinas, sedimentos, etc. (Figura 12)
Figura 12. Lanzador de chancho
3.4.12. TANQUE DE RECICLADO CON SU RESPECTIVA BOTA DE
GAS (RECYCLE TANK)
El tanque de reciclado (T–420) recibe todo el crudo que requiere ser tratado
nuevamente en el sistema, por ejemplo, cuando el valor de BSW está sobre
las normas establecidas, el fluido regresa al tanque de reciclaje, luego pasa
a un calentador Recycle tank heater (E–250) y con bombas (P360/370) se
envía hacia el tanque de lavado, así empieza nuevamente el tratamiento.
Este tanque tiene como dimensiones 70’ diámetro por 32’ de altura para
trabajar como máximo 16 oz de sobre presión ,1 oz de vacío a 200 º F, en

35
condiciones operacionales trabajará a 6 oz de presión a 160 º F con una
capacidad de 20000 BBLS.
Este tanque tiene la particularidad que está diseñado para desempeñar
varias funciones (de lavado, reciclaje y almacenamiento).
Tiene instalado válvulas de sobre presión y vacío, e instrumentación para su
control y buen funcionamiento. (Figura 13)
Figura 13. Tanque de reciclado
3.4.13. BOMBAS DE CRUDO RECICLADO (RECYCLE PUMPS)
Estas bombas de crudo reciclado (P-360/370) son bombas de cavidad
progresiva para trabajar máximo a 275 PSIG a 200 º F, en condiciones
operacionales pueden trabajar a 100 GPM a 45 PSIG, están acopladas a un
motor eléctrico de 5 HP.
Estas bombas toman el crudo del tanque de reciclado para enviarlo hacia el
calentador (E–250).

36
3.4.14. CALENTADOR DE CRUDO RECICLADO (RECYCLE TANK
HEATER)
El calentador de crudo reciclado (E-250) trabaja en el lado caliente (entrada
y salida con 500 º F a 65 PSIG / 300 º F a 55 PSIG) y en el lado frío (entrada
y salida con 90 º F a 45 PSIG / 160 º F a 35 PSIG), con una capacidad de
calentamiento de 3,2 MMBTU/HRA. Puede trabajar como máximo a 140
PSIG a 600 º F.(Figura 14)
Figura 14. Calentador de crudo reciclado
Este equipo transfiere calor del sistema de aceite térmico hacia el crudo
reciclado, la ganancia de temperatura es aproximadamente de 70 º F. El
crudo caliente se envía al Tanque de lavado para procesarlo otra vez.
El calentador está provisto de equipos de control y protección para su normal
funcionamiento.
37
3.4.15. CALENTADOR DE CRUDO COMBUSTIBLE (FUEL OIL
HEATER)
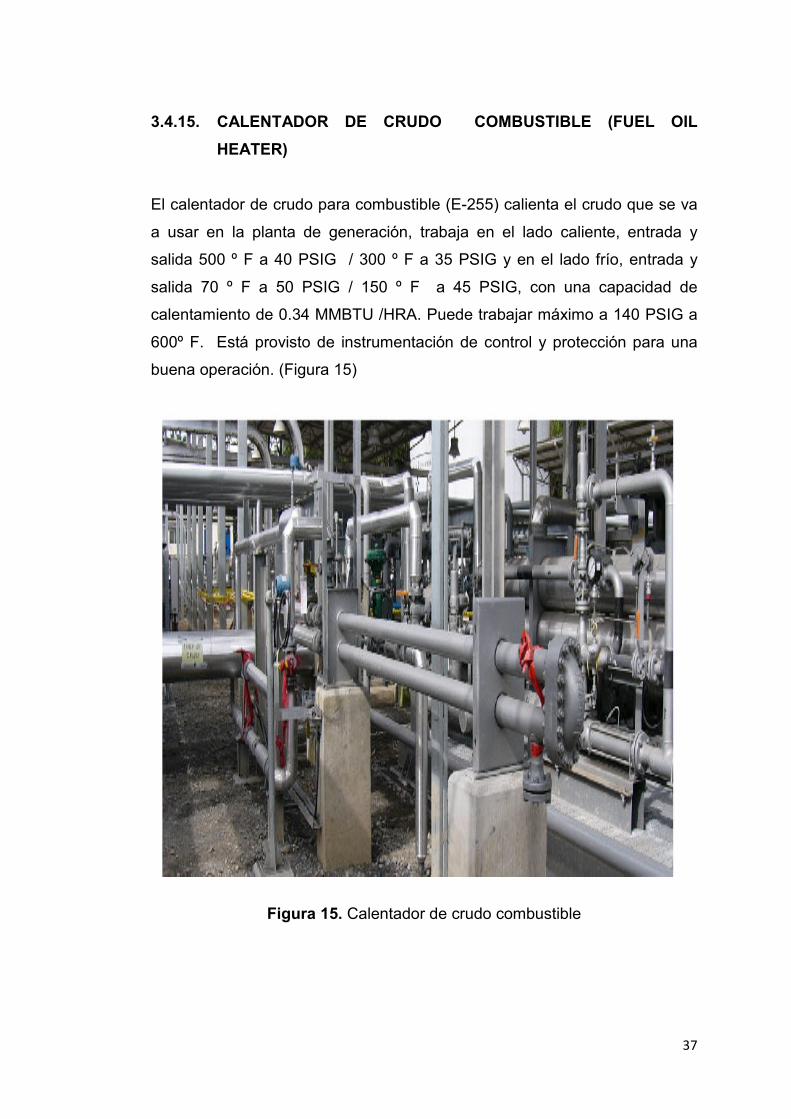
El calentador de crudo para combustible (E-255) calienta el crudo que se va
a usar en la planta de generación, trabaja en el lado caliente, entrada y
salida 500 º F a 40 PSIG / 300 º F a 35 PSIG y en el lado frío, entrada y
salida 70 º F a 50 PSIG / 150 º F a 45 PSIG, con una capacidad de
calentamiento de 0.34 MMBTU /HRA. Puede trabajar máximo a 140 PSIG a
600º F. Está provisto de instrumentación de control y protección para una
buena operación. (Figura 15)
Figura 15. Calentador de crudo combustible
38
3.4.16. SISTEMA DE GAS Y VENTEO
3.4.16.1. Acondicionador de gas de utilidad
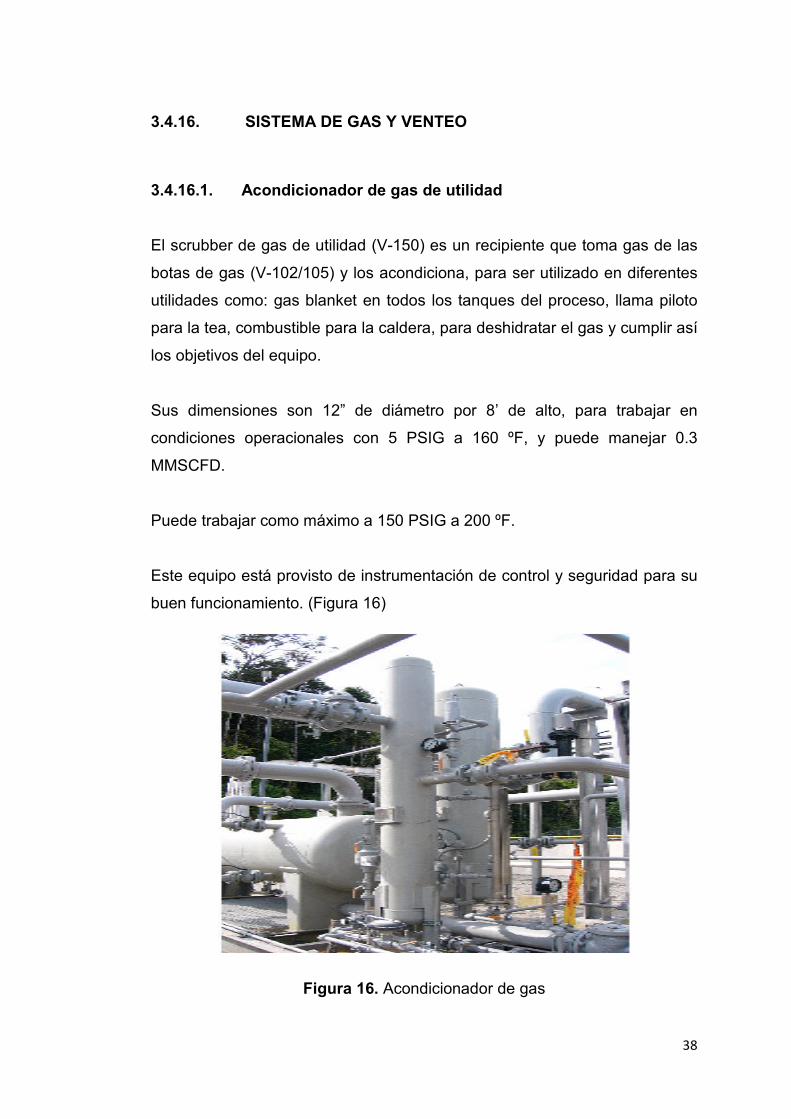
El scrubber de gas de utilidad (V-150) es un recipiente que toma gas de las
botas de gas (V-102/105) y los acondiciona, para ser utilizado en diferentes
utilidades como: gas blanket en todos los tanques del proceso, llama piloto
para la tea, combustible para la caldera, para deshidratar el gas y cumplir así
los objetivos del equipo.
Sus dimensiones son 12” de diámetro por 8’ de alto, para trabajar en
condiciones operacionales con 5 PSIG a 160 ºF, y puede manejar 0.3
MMSCFD.
Puede trabajar como máximo a 150 PSIG a 200 ºF.
Este equipo está provisto de instrumentación de control y seguridad para su
buen funcionamiento. (Figura 16)
Figura 16. Acondicionador de gas

39
3.4.16.2. Acondicionador de gas de alta presión
El flarescrubber de alta presión (V-120), es un recipiente que recibe todo el
exceso de gas de los equipos que están sometidos a presión, por ejemplo: la
bota de gas (V-102), luego pasa por un arresta llamas y va a quemarse a la
tea de alta presión.
Sus dimensiones son 42” diámetro por 12’ de largo, para trabajar a 2 PSIG a
160ºF.
Puede trabajar como máximo a 150 psig a 200 ºF.
150 psi / 200°F
2 psi / 160°F
Este equipo está provisto de instrumentación de control y seguridad, para su
buen funcionamiento.
3.4.16.3. Acondicionador de gas de baja presión
El flarescrubber de baja presión (V-140), es un equipo que trata el gas que
proviene de los desfogues de los tanques del proceso de crudo y agua,
luego pasa hacia un arresta llamas, para finalmente quemarse en la tea de
baja presión. En este equipo se almacena los condensados.
Sus dimensiones son 24” ID por 10’ de altura, en condiciones normales
trabaja a 0.5 PSIG a 160 º F, y tiene una capacidad de 1.1 MMSCFD.
Puede trabajar como máximo a 150 PSIG a 200 º F.
40
3.4.16.4. Bombas del acondicionador de gas de baja presión
Las bombas del acondicionador de gas de baja presión (P-650/655), son
bombas de desplazamiento positivo que bombean los fluidos recolectados
hacia el sumidero; en condiciones normales trabajan con una capacidad de
10 GPM a 10 PSIG, tienen acoplado un motor eléctrico de ½ HP y una
capacidad máxima de 275 PSIG a 200 º F.
Estas bombas están provistas de instrumentación de control y seguridad
para su buen funcionamiento.
3.4.16.5. Mechero o tea
Los mecheros de baja y alta presión (Z-650) son equipos a dónde va el
exceso de gas de todo el proceso, a quemarse hacia el ambiente.
La capacidad total que manejan estos equipos es de 5 MMSCFD, y tienen
una altura de 30’.
3.4.16.6. Panel de ignición (ignitor panel)
El panel de ignición (Z-640) sirve para dar una señal de fuego o chispa
eléctrica que pueda encender el gas de los dos pilotos.
41
3.5. SISTEMA DE DRENAJE Y RECUPERACIÓN DE
CRUDO/AGUA, INYECCIÓN DE AGUA.
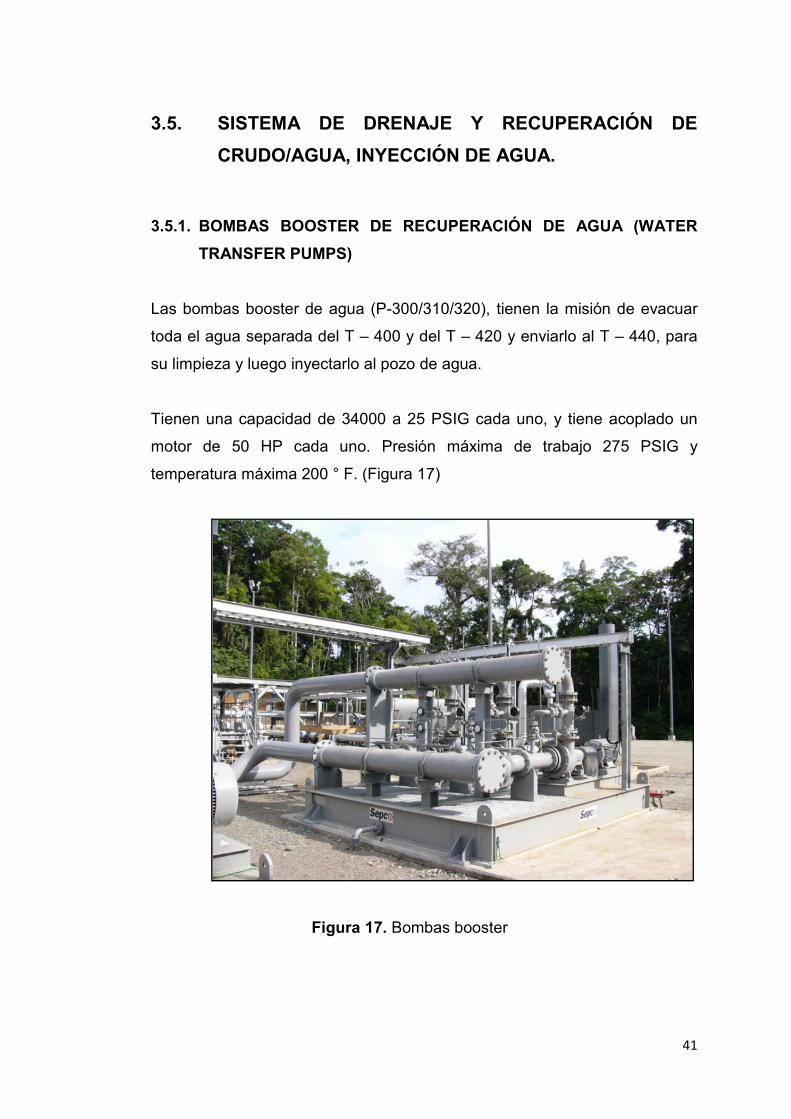
3.5.1. BOMBAS BOOSTER DE RECUPERACIÓN DE AGUA (WATER
TRANSFER PUMPS)
Las bombas booster de agua (P-300/310/320), tienen la misión de evacuar
toda el agua separada del T – 400 y del T – 420 y enviarlo al T – 440, para
su limpieza y luego inyectarlo al pozo de agua.
Tienen una capacidad de 34000 a 25 PSIG cada uno, y tiene acoplado un
motor de 50 HP cada uno. Presión máxima de trabajo 275 PSIG y
temperatura máxima 200 ° F. (Figura 17)
Figura 17. Bombas booster
42
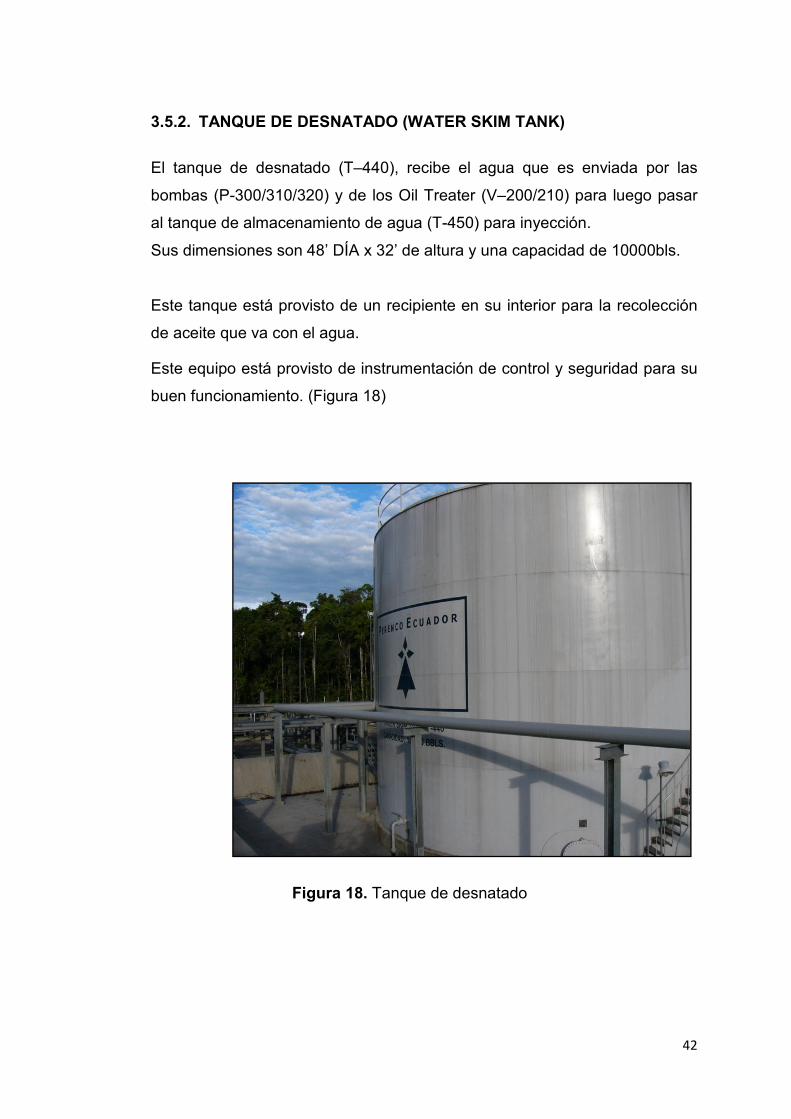
3.5.2. TANQUE DE DESNATADO (WATER SKIM TANK)
El tanque de desnatado (T–440), recibe el agua que es enviada por las
bombas (P-300/310/320) y de los Oil Treater (V–200/210) para luego pasar
al tanque de almacenamiento de agua (T-450) para inyección.
Sus dimensiones son 48’ DÍA x 32’ de altura y una capacidad de 10000bls.
Este tanque está provisto de un recipiente en su interior para la recolección
de aceite que va con el agua.
Este equipo está provisto de instrumentación de control y seguridad para su
buen funcionamiento. (Figura 18)
Figura 18. Tanque de desnatado

43
3.5.3. TANQUE DE ALMACENAMIENTO DE AGUA (WATER INJECTION
TANK)
El tanque de almacenamiento (T–450) recibe toda el agua limpia del tanque
de desnatado (T-440), para luego inyectarla hacia el pozo de agua.
Sus dimensiones son 48’ DÍA x 32’ de altura y una capacidad de 10000Bls.
Este equipo también está provisto de un recipiente interior para recolectar el
aceite residual que llega con el agua.
Está provisto de instrumentación de control y seguridad para su operación
normal. (Figura 19)
Figura 19. Tanque de almacenamiento de agua

44
3.5.4. BOMBAS BOOSTER DE AGUA (WATER BOOSTER PUMP)
Las bombas booster de agua (P-560/570/580), tienen la misión de dar
succión a las bombas de inyección de agua.
La capacidad de estos equipos es de 30000 Bls a 30 PSID cada uno y están
acoplados a unos motores de 25 HP.
Tienen acoplados instrumentación de control para su buen
funcionamiento.(Figura 20)
Figura 20. Bombas booster de agua
45
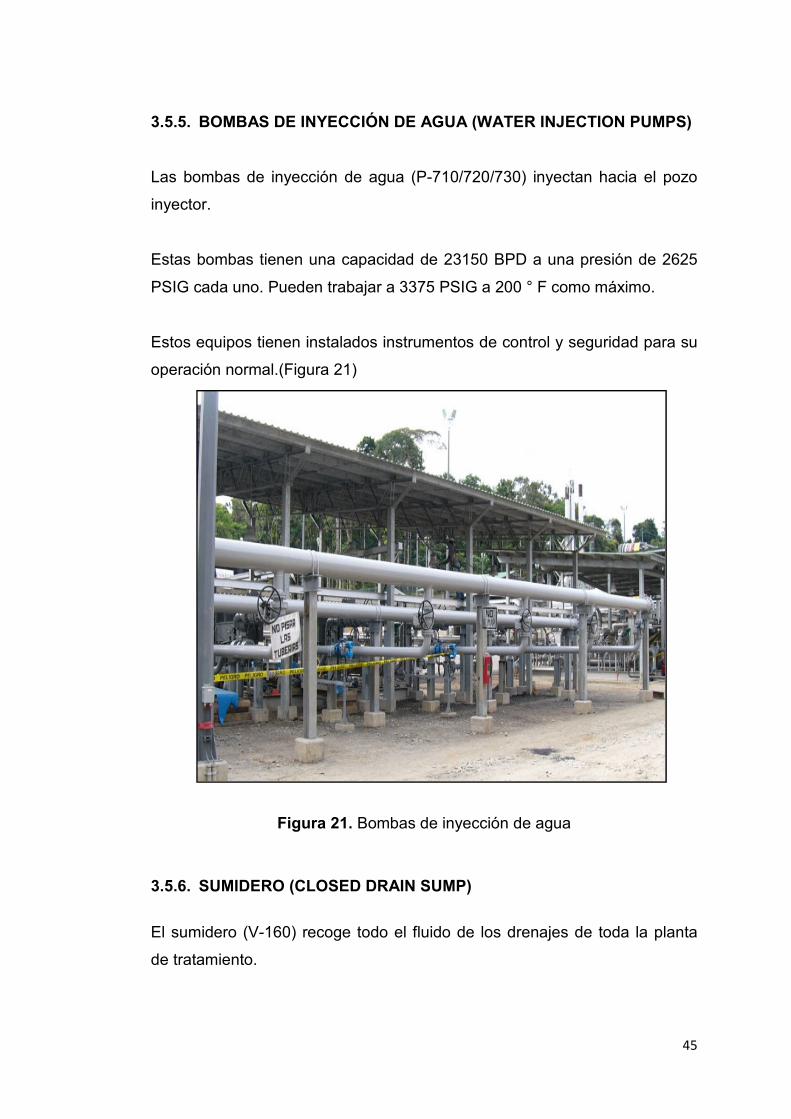
3.5.5. BOMBAS DE INYECCIÓN DE AGUA (WATER INJECTION PUMPS)
Las bombas de inyección de agua (P-710/720/730) inyectan hacia el pozo
inyector.
Estas bombas tienen una capacidad de 23150 BPD a una presión de 2625
PSIG cada uno. Pueden trabajar a 3375 PSIG a 200 ° F como máximo.
Estos equipos tienen instalados instrumentos de control y seguridad para su
operación normal.(Figura 21)
Figura 21. Bombas de inyección de agua
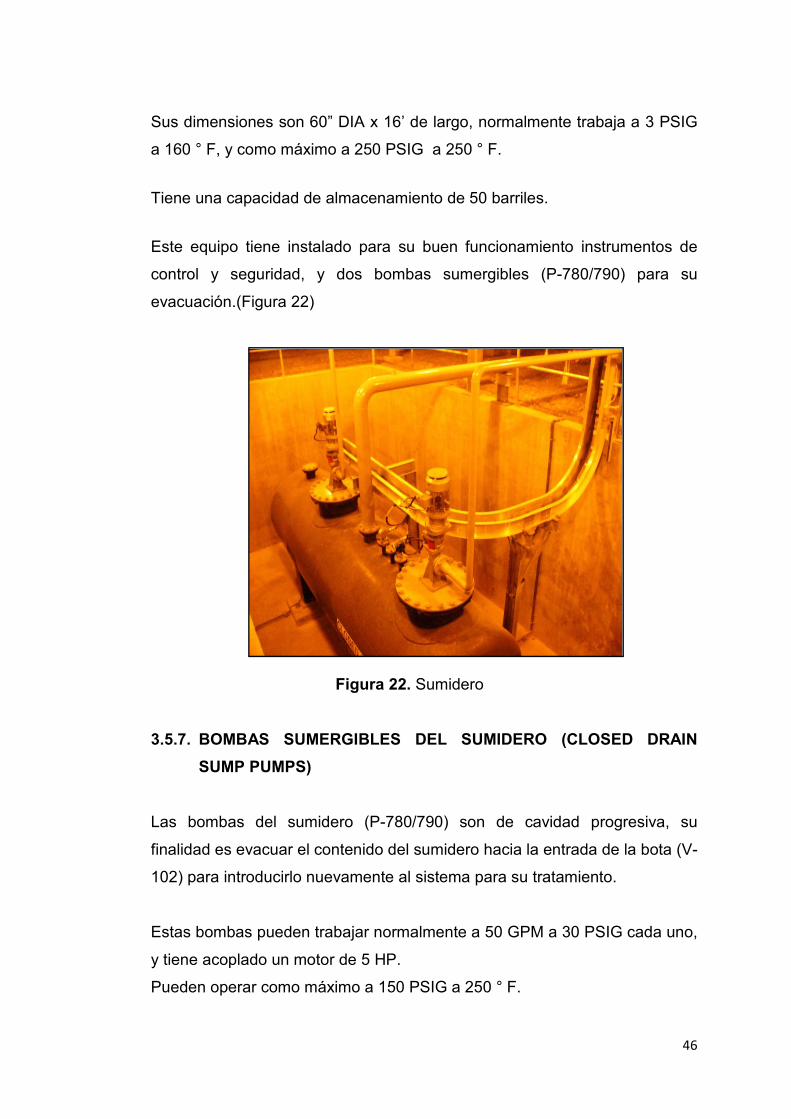
3.5.6. SUMIDERO (CLOSED DRAIN SUMP)
El sumidero (V-160) recoge todo el fluido de los drenajes de toda la planta
de tratamiento.
46
Sus dimensiones son 60” DIA x 16’ de largo, normalmente trabaja a 3 PSIG
a 160 ° F, y como máximo a 250 PSIG a 250 ° F.
Tiene una capacidad de almacenamiento de 50 barriles.
Este equipo tiene instalado para su buen funcionamiento instrumentos de
control y seguridad, y dos bombas sumergibles (P-780/790) para su
evacuación.(Figura 22)
Figura 22. Sumidero
3.5.7. BOMBAS SUMERGIBLES DEL SUMIDERO (CLOSED DRAIN
SUMP PUMPS)
Las bombas del sumidero (P-780/790) son de cavidad progresiva, su
finalidad es evacuar el contenido del sumidero hacia la entrada de la bota (V-
102) para introducirlo nuevamente al sistema para su tratamiento.
Estas bombas pueden trabajar normalmente a 50 GPM a 30 PSIG cada uno,
y tiene acoplado un motor de 5 HP.
Pueden operar como máximo a 150 PSIG a 250 ° F.

47
Estas bombas tienen acoplados instrumentos de control y seguridad para su
operación normal.
3.5.8. SEPARADOR API (API SEPARATOR)
El separador API (T-470), consta de dos compartimentos, en el uno recoge
todos los drenajes de agua lluvia de todos los skids del proceso y limpia la
mínima cantidad de aceite, este aceite pasa al otro compartimiento (oildrain)
y el agua limpia se descarga al medio ambiente.
El otro compartimiento (oildrain) recoge el fluido de los toma muestras de los
tanques (T-420, T-440, T-450, T-410, T-400), y de los oil Treater(V-200/210).
Las dimensiones del separador API son 16’ x 28’ x 6.6’, puede trabajar
normalmente a temperatura ambiente y a la presión atmosférica.
Tiene instalado instrumentos de control para su operación normal.(Figura 23)
Figura 23. Separador API

48
3.5.9. BOMBAS DEL SEPARADOR API (SUMP PUMPS)
Las bombas del separador API (P-800/810) son de cavidad progresiva, que
evacuan todo el aceite del compartimiento (oildrain) hacia la entrada del
proceso. Son bombas que normalmente pueden trabajar a 50 GPM a 50
PSIG y tienen acoplado un motor de 5 HP cada uno. Como máximo pueden
trabajar a 275 PSIG a 200 °F. Tienen acoplados equipos de control para su
buen funcionamiento.
3.6. SISTEMA DE INYECCIÓN DE QUÍMICO
3.6.1. TANQUE DE ALMACENAMIENTO DE QUÍMICOS (DEMULSIFIER
STORAGE TANK, ANTI – FOAM STORAGE TANK)
Los tanques de almacenamiento de químicos T-940 A/B son tanques que
van a almacenar químico demulsificante y los tanques T-941 A/B, almacenan
químico antiespumante, tienen una capacidad de 500 galones cada uno, y
trabajan bajo condiciones ambientales, y como temperatura máxima de 140
°F a presión atmosférica.
Estos tanques tienen instalados visores de nivel para poder revisar el nivel.
(Figura 24)
Figura 24. Tanque de almacenamiento de químicos
49
3.6.2. BOMBAS DE INYECCIÓN DE QUÍMICO (DEMULSIFIER
INYECCIÓN PUMP, ANTIFOAM INYECCION PUMP)
Las bombas de inyección de químico demulsificante (P-945 A/B), y de
antiespumante (P-946 A/B) son bombas de desplazamiento positivo; estos
equipos inyectan el químico hacia la línea de ingreso del fluido a ser tratado,
tienen una capacidad de 20 GPM a 50 PSI y tienen acoplado un motor de
0.25 HP cada uno.
Como máximo pueden operar a 150 PSIG a 250 °F.
Estas bombas tienen instalados equipos de control para su correcto
funcionamiento.
3.7. SISTEMA DE CALENTAMIENTO CON ACEITE
3.7.1. TANQUE DE ALMACENAMIENTO DE ACEITE TÉRMICO
(THERMINOL TANK)
El tanque de almacenamiento de aceite térmico (T-409), tiene por objetivo
suplir la falta de aceite en el circuito de aceite caliente. Sus dimensiones son
6’ diámetro X 10’ de alto, con una capacidad de 50 Bls. Trabaja
normalmente a presión atmosférica y a temperatura ambiente.(Figura 25)

50
Figura 25. Tanque de almacenamiento de aceite térmico
3.7.2. BOMBA DEL TANQUE DE ALMACENAMIENTO DE ACEITE
TÉRMICO (PUMP THERMINOL)
La bomba del tanque de almacenamiento (P-409), es de desplazamiento
positivo, su misión es la de inyectar aceite térmico al circuito cuando el nivel
haya bajado en él (V-130),con una capacidad de 10 GPM a 15 PSIG;
acoplado a un motor de 1 HP.
51
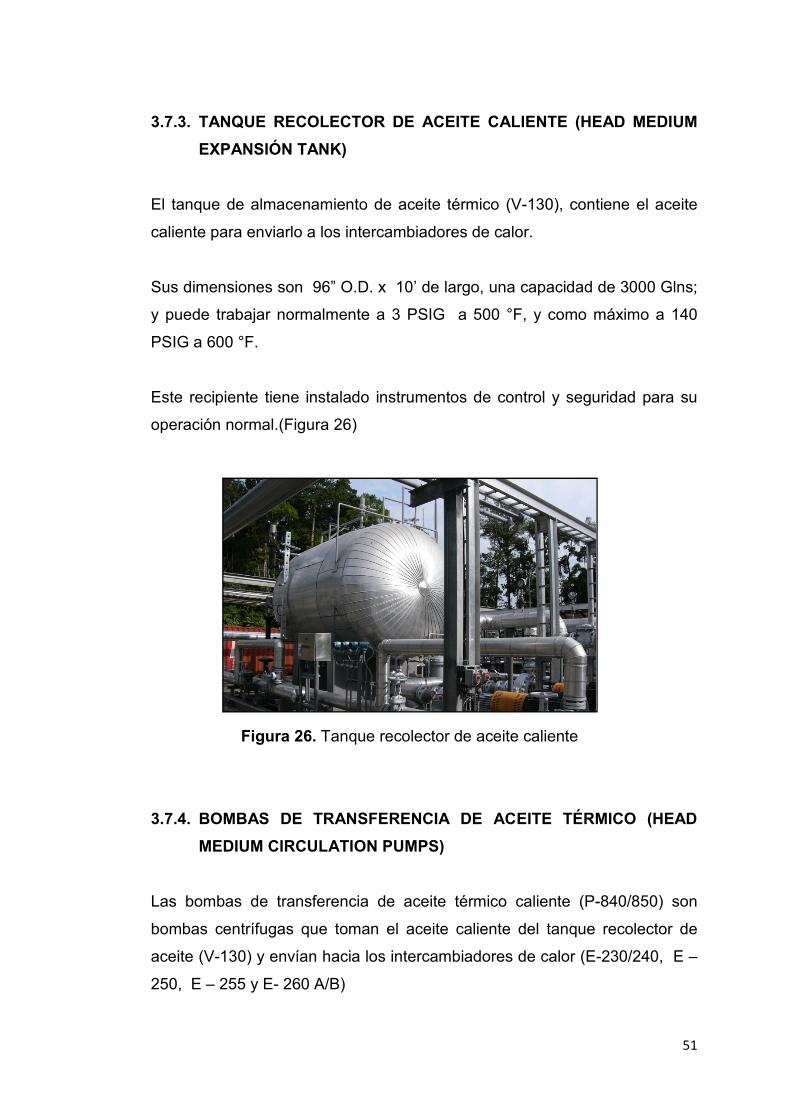
3.7.3. TANQUE RECOLECTOR DE ACEITE CALIENTE (HEAD MEDIUM
EXPANSIÓN TANK)
El tanque de almacenamiento de aceite térmico (V-130), contiene el aceite
caliente para enviarlo a los intercambiadores de calor.
Sus dimensiones son 96” O.D. x 10’ de largo, una capacidad de 3000 Glns;
y puede trabajar normalmente a 3 PSIG a 500 °F, y como máximo a 140
PSIG a 600 °F.
Este recipiente tiene instalado instrumentos de control y seguridad para su
operación normal.(Figura 26)
Figura 26. Tanque recolector de aceite caliente
3.7.4. BOMBAS DE TRANSFERENCIA DE ACEITE TÉRMICO (HEAD
MEDIUM CIRCULATION PUMPS)
Las bombas de transferencia de aceite térmico caliente (P-840/850) son
bombas centrífugas que toman el aceite caliente del tanque recolector de
aceite (V-130) y envían hacia los intercambiadores de calor (E-230/240, E –
250, E – 255 y E- 260 A/B)

52
Pueden trabajar normalmente a 3 PSIG de succión, 70 PSIG de descarga a
500 °F y con una capacidad de 390 GPM. Tienen acoplado un motor de 50
HP cada uno.
Estos equipos tienen instalados instrumentos de control para su buen
funcionamiento. (Figura 27)
Figura 27. Bombas de transferencia de aceite térmico
3.7.5. CALENTADORES DE ACEITE CON GASES DEL ESCAPE (WASTE
HEAT RECOVERY HEATER)
Los calentadores de aceite con gases del escape (H- 900/910/920) usan los
gases de desecho de los escapes de los motores de combustión interna
Wartsila.
Este equipo puede trabajar en la entrada con 20 PSIG a 350 °F y en la
salida con 10 PSIG a 500 °F, tiene una capacidad de calentamiento de 4.4
MMBTU / HORA cada uno.
Estos calentadores pueden trabajar como máximo a 140 PSIG a 600 °F.

53
Para poder controlar las temperaturas operacionales normales tienen
instalados instrumentación de control y seguridad adecuados.
3.7.6. CALDERA DE ACEITE TÉRMICO (TERMAL FLUID BOILERS)
La caldera de aceite térmico (H-925), su función es aumentar la temperatura
del aceite que proviene de los calentadores de aceite con gases del escape
(H-900/910/920) y ajustarlo a los 500 ° F, para lograr este objetivo este
equipo utiliza como combustible: gas, diesel o petróleo.
Trabaja con 10 PSIG a 406 °F en la entrada y 5 PSIG a 500 ° F en la salida,
la capacidad de calentamiento es de 8 MMBTU / HORA.
Puede trabajar como máximo a 140 PSIG a 600 ° F.
Este equipo tiene instalado instrumentos de control y seguridad para su buen
funcionamiento. (Figura 28)
Figura 28. Caldera de aceite térmico

54
3.7.7. CALENTADORES ELÉCTRICOS DE AJUSTE (ELECTRIC TRIM
HEATERS)
Los calentadores eléctricos (J–220 A/B/C/D/E/F/G/H), aumentan la
temperatura del aceite que proviene del (H-925) y ajustarlo a 500 °F.
Puede trabajar con 460 °F a la entrada y con 500 °F a la salida.
Requieren 0.2 MW de consumo por cada calentador. (Total 1.6 MW).
Como máximo puede trabajar a 140 PSIG a 600 °F.
Tienen instalados válvulas de seguridad e instrumentos de control para su
buen funcionamiento.(Figura 29)
Figura 29. Calentadores eléctricos de ajuste
55
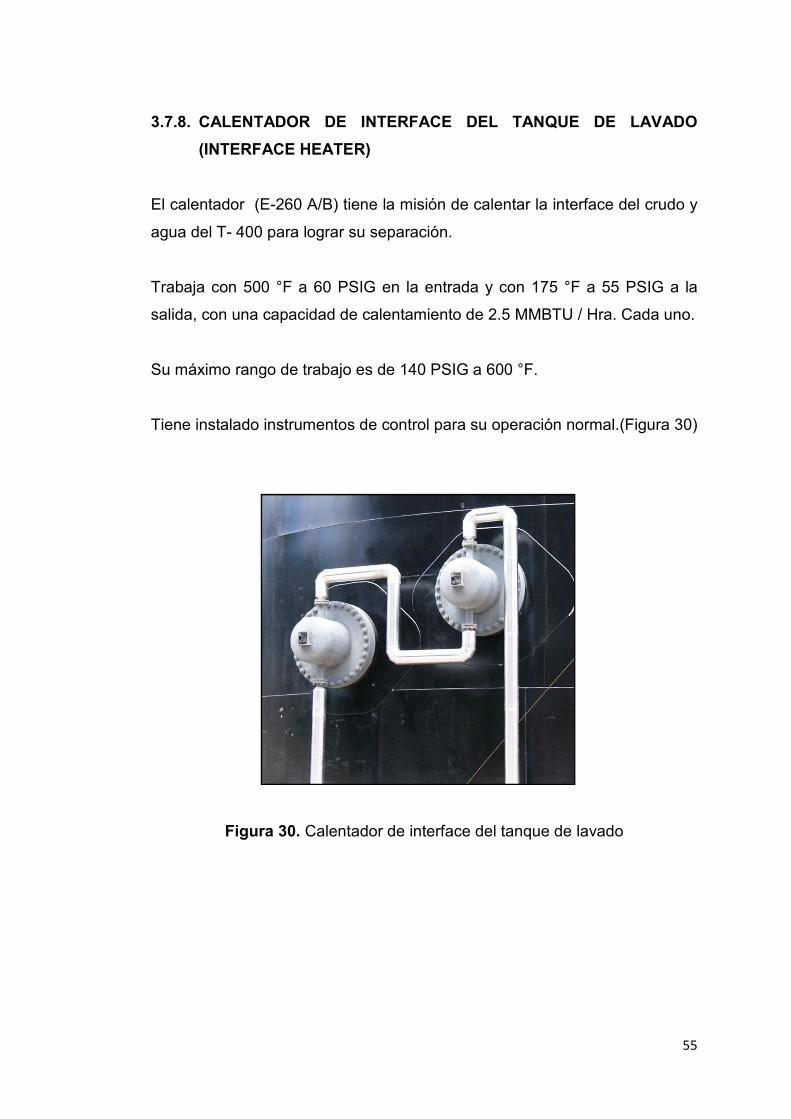
3.7.8. CALENTADOR DE INTERFACE DEL TANQUE DE LAVADO
(INTERFACE HEATER)
El calentador (E-260 A/B) tiene la misión de calentar la interface del crudo y
agua del T- 400 para lograr su separación.
Trabaja con 500 °F a 60 PSIG en la entrada y con 175 °F a 55 PSIG a la
salida, con una capacidad de calentamiento de 2.5 MMBTU / Hra. Cada uno.
Su máximo rango de trabajo es de 140 PSIG a 600 °F.
Tiene instalado instrumentos de control para su operación normal.(Figura 30)
Figura 30. Calentador de interface del tanque de lavado

4. ANÁLISIS DE RESULTADOS
56
4. ANÁLISIS DE RESULTADOS
4.1. MÉTODO DE DESHIDRATACIÓN ELÉCTRICO
(EQUIPO DESHIDRATADOR ELECTROSTÁTICO)
Consiste en utilizar un campo eléctrico, relativamente fuerte, que induce una
orientación polarizada de cargas sobre las moléculas en las superficies de
las gotas de agua.
Los cambios de polaridad del campo eléctrico aplicado ocasionan una alta
frecuencia de choques entre las gotas de agua, con lo que se acelera la
coalescencia y se reduce significativamente el tiempo de reposo requerido
por el crudo tratado.
La coalescencia de pequeñas gotas de agua dispersas en el crudo se puede
lograr si la emulsión agua en aceite se somete a la acción de un campo
eléctrico de alto voltaje. Los equipos utilizados en este método son los
Deshidratadores Electrostáticos.
En la sección de coalescencia del deshidratador electrostático, se pueden
obtener estas condiciones mediante la instalación de dos electrodos en
paralelo, entre los cuales se genera el campo eléctrico de alto voltaje (20000
– 30000 voltios), a través de la cual se hace pasar la emulsión a tratar.
57
4.2. PROPIEDADES
Los deshidratadores electrostáticos actúan sobre las siguientes propiedades
del crudo y del agua:
• Disminuye la Tensión superficial del crudo y agua, para propiciar la
coalescencia de las micro-gotas de agua y que adquieran mayores
diámetros y formen cuerpo de agua que se precipiten por gravedad.
• En cuanto a la Viscosidad del crudo, al incrementar la temperatura se
facilita la fluidez y la penetración del producto químico demulsificante.
• En lo referente a la Densidad del crudo y del agua, al incrementar la
temperatura se disminuye la densidad de las dos fases, se incrementa la
variación de densidades crudo – agua.
• La conductividad eléctrica del agua emulsionada, la cual contiene sal
solubilizada, se aprovecha para atraer las macro gotas a electrodos en
donde finalmente coalescen y decantan por gravedad al fondo del
equipo.
4.3. SECCIONES DE UN DESHIDRATADOR
ELECTROSTÁTICO
Está dividido en 3 secciones. La primera sección ocupa aproximadamente el
50% de su longitud y es llamada “Sección de calentamiento”.
La segunda sección es llamada “Sección central o control de nivel” y esta
ocupa por alrededor del 10% de su longitud ubicada adyacente a la sección
de calentamiento.

La tercera sección ocupa el 40% de la longitud del deshidratador y es
denominada “Sección de asentamiento” de
crudo limpio. (Figura 31)
Figura
4.4. PRINCIPIO DE LA DESHIDRATACIÓN
ELECTROSTÁTICA
Consiste en la aplicación de un campo eléctrico, que induce una orientación
polarizada de cargas sobre las moléculas en la superficie de las gotas de
agua. Los cambios de polaridad del campo eléctrico aplicado ocasionan una
alta frecuencia de choques entre las gotas de agua.
El principio electroestático de coalescencia se basa en la estructura de
molécula de agua, que corresponde a un campo eléctrico por su
configuración.
Se puede interpretar que un extremo es negativo y lo constituyente el átomo
de oxígeno, y que el otro extremo es positivo lo c
hidrógeno.
La tercera sección ocupa el 40% de la longitud del deshidratador y es
denominada “Sección de asentamiento” del agua suspendida para producir
Figura 31)
Figura 31. Deshidratador Electrostático
(Perenco, 2009)
PRINCIPIO DE LA DESHIDRATACIÓN
ELECTROSTÁTICA
Consiste en la aplicación de un campo eléctrico, que induce una orientación
gas sobre las moléculas en la superficie de las gotas de
agua. Los cambios de polaridad del campo eléctrico aplicado ocasionan una
alta frecuencia de choques entre las gotas de agua.
El principio electroestático de coalescencia se basa en la estructura de
molécula de agua, que corresponde a un campo eléctrico por su
Se puede interpretar que un extremo es negativo y lo constituyente el átomo
, y que el otro extremo es positivo lo constituyente los átomos de
58
La tercera sección ocupa el 40% de la longitud del deshidratador y es
l agua suspendida para producir
PRINCIPIO DE LA DESHIDRATACIÓN
Consiste en la aplicación de un campo eléctrico, que induce una orientación
gas sobre las moléculas en la superficie de las gotas de
agua. Los cambios de polaridad del campo eléctrico aplicado ocasionan una
El principio electroestático de coalescencia se basa en la estructura de la
molécula de agua, que corresponde a un campo eléctrico por su
Se puede interpretar que un extremo es negativo y lo constituyente el átomo
onstituyente los átomos de
59
La molécula del agua se representa por un modelo triangular donde el
ángulo de los enlaces O-H es de 105 grados aproximadamente, debido al
carácter electronegativo del oxígeno.
El desplazamiento de las cargas al ser sometidas a un campo eléctrico,
permite tratar emulsiones con gotas de agua con diámetros entre 1 a 10
micrones o en orden de magnitud más pequeñas que no pueden distinguirse
a simple vista. El campo origina la concentración de cargas, el alargamiento
de las gotas de agua en forma esferoide ovalada y promueve el contacto
agua/agua por el estiramiento del material “interfacial” en los polos de las
gotas.
Los gradientes que generalmente se aplican tienen una variación entre 0.5 a
5.0 Kv/cm. Gradientes fuera de este rango, conducen a una disminución
marcada de la eficiencia del tratamiento.
Cuando una gota crece se acerca a un tamaño crítico y recibe gradientes
innecesariamente más altos, estos disipan la fuerza y ocasionan la ruptura
de las gotas más grandes.
4.5. ACCIÓN DEL CAMPO ELÉCTRICO
Las gotas de agua (conductivas) dispersas en la fase continúa aceite (no
conductivo) sometidas a un campo eléctrico, son forzadas a unirse por uno
de los tres fenómenos siguientes:
1. Las gotas de agua se polarizan.
2. Debido a una carga inducida, las gotas de agua son atraídas a uno de los
electrodos, donde se reúnen y coalescen como sigue:
• En un campo de corriente alterna (CA) las gotas vibran, se juntan y
coalescen.
60
• En un campo de corriente directa (CD), las pequeñas gotas de agua
tienden a reunirse en los electrodos, formando gotas cada vez más
grandes hasta que se precipitan por gravedad.
3. El campo eléctrico tiende a distorsionar y debilitar la película envolvente
de la gota de agua hasta que se rompe, quedando el agua libre y lista
para precipitarse.
Los equipos tratadores electrostáticos son equipados con un mecanismo
externo especial para ajustar el gradiente de voltaje del campo eléctrico, ya
que por experiencia se ha demostrado que debido a un cambio en las
condiciones de producción, se puede generar un efecto contrario y formar
una emulsión más fuerte, lo cual requiere un ajuste del campo eléctrico a las
nuevas condiciones de producción.
4.6. DISEÑO DEL DESHIDRATADOR ELECTROSTÁTICO
En la actualidad gran parte de la producción mundial de crudo se obtiene en
forma de emulsión, que necesariamente debe ser tratada. El agua salada
fluye con el aceite en forma de baches (más o menos grandes) o como
pequeñas gotas dispersas en forma estable en la masa del aceite, en el
primer caso se trata de una simple mezcla de aceite y agua, en el segundo,
de una emulsión.
Los problemas de desmulsificación de crudos son cada vez más difíciles de
resolver, debido a que el aceite producido bajo los modernos métodos de
recuperación adquiere un grado mayor de emulsificación. Los métodos de
tratamiento de las emulsiones han evolucionado notablemente, desde el
simple reposo en tanques convencionales hasta la aplicación de voltajes
eléctricos elevados, pasando por los diferentes métodos mecánicos,
térmicos y químicos. Generalmente, el tratamiento de las emulsiones se
efectúa combinando los efectos gravitacionales, mecánicos, térmicos,
61
químicos y eléctricos. Aunque el conocimiento de la naturaleza de las
emulsiones de agua y aceite ha influido en el establecimiento de la
tecnología básica para su tratamiento, los enfoques empíricos para el
desarrollo de procesos y productos en estudios de laboratorio, plantas piloto
e instalaciones de campo siguen siendo factores decisivos. El desarrollo de
productos químicos que ayudan a la desmulsificación, no es la excepción.
Si en algún punto del sistema no se obtiene el crudo bajo condiciones
aceptables, debe modificarse o instalarse la planta de deshidratación para
no deteriorar el trabajo ya realizado.
La deshidratación de crudos es el proceso mediante el cual se separa el
agua asociada con el crudo, ya sea en forma emulsionada o libre, hasta
lograr reducir su contenido a un porcentaje previamente especificado.
Generalmente, este porcentaje es igual o inferior al 1 % de agua. Una parte
del agua producida por el pozo, llamada agua libre, se separa fácilmente del
crudo por acción de la gravedad, tan pronto como la velocidad de los fluidos
es lo suficientemente baja. La otra parte del agua está íntimamente
combinada con el crudo en forma de una emulsión de gotas de agua
dispersadas en el aceite, la cual se llama emulsión agua/aceite (W/O).
Las emulsiones producidas en la producción de crudo requieren tratamientos
para obtener niveles aceptables de contenido de agua y sedimentos
(BS&W). Uno de estos tratamientos que ofrece ventajas económicas de
deshidratación de crudo, es el uso los tratadores electrostáticos. Este
capítulo describe los procesos, relacionados con el tratamiento de
emulsiones mediante deshidratadores electrostáticos.
La aplicación de los campos electrostáticos en la industria hidrocarburífera
en los últimos años ha ganado terreno, incrementando la utilización de estos
equipos, debido a su eficiencia para tratar crudo.
62
4.7. DESHIDRATADORES ELECTROSTÁTICOS
Los tratadores electrostáticos son recipientes cilíndricos colocados
horizontalmente, provistos internamente de dos secciones claramente
limitadas. La primera corresponde a la zona de calentadores tubulares cuyos
quemadores consumen gas o diésel. En la segunda se encuentran
colocadas dos rejillas para, entre ellas, crear el campo electrostático; una de
las rejillas es móvil con el fin de graduar el potencial eléctrico. La separación
entre la sección de calentamiento y la sección de rejillas para el campo
electrostático es mediante una platina (baffle) vertical.
Los deshidratadores electroestáticos promueven la coalescencia de las
gotas de agua, el cual es un fenómeno de aglomeración de diminutas gotas
que están dispersas en el petróleo hasta formar una gota de agua más
grande. Dependiendo de qué tipo de electricidad se utilice se tendrá la forma
de coalescencia de las gotas de agua.
La coalescencia electrostática a alto voltaje es utilizada en los campos
petroleros y refinerías que trabajan con petróleos crudos que contienen agua
salada.
Para mejorar la eficiencia de la operación, los tratadores electrostáticos en
los campos se han rediseñado de tal forma que en el mismo recipiente se
incorporen tanto elementos de calentamiento en la zona de operación de gas
y remoción de agua libre, como en los elementos correspondientes al
tratamiento electrostático.
63
4.7.1. PRINCIPIOS DE DISEÑO DE DESHIDRATADORES
ELECTROSTÁTICOS.
Partiendo de un diseño adecuado del tratamiento, la separación del crudo y
agua emulsionados se convierte en un problema mecánico.
La velocidad de sedimentación para varios diámetros de gotas puede ser
calculada por la gravedad y viscosidad de cualquiera de los fluidos en
emulsión por la ley de Stokes. De acuerdo con esta ley, la velocidad de
sedimentación de las gotas a través del fluido es directamente proporcional a
la diferencia de densidades del fluido y al cuadrado del diámetro de la gota,
e inversamente proporcional a la viscosidad del fluido.
Conociendo la velocidad de sedimentación de las gotas y el área transversal
de la zona de sedimentación, se puede calcular la capacidad de cualquier
tratador.
4.7.2. FUNCIONAMIENTO
Una vez que el petróleo crudo ha sido sometido al calentamiento y se le ha
retirado el gas y el agua libre, pasa caliente a la zona de tratamiento
electrostático.
El hecho que hace posible el fenómeno de coalescencia electrostática, es la
composición molecular del agua, una parte de oxígeno y dos de hidrógeno,
unidas de tal forma que presentan naturaleza polar, es decir que en una
misma molécula existen dos polos, uno positivo y el otro negativo, de tal
manera que al ubicarse dentro de un campo electrostático se orientan de
acuerdo con éste.
La unión de dos elementos hidrógeno al elemento oxígeno ocurre formando
un ángulo de 105°, quedando como vértice el oxígeno que es componente
64
negativo y en los lados del ángulo los hidrógenos, que son el componente
positivo.
El agua separada en esta zona fluye a la sección de rejillas por la parte
inferior de la platina vertical, donde se mezcla con el agua separada de dicha
sección, para luego ser retirada por una válvula neumática actuada por un
solenoide, que recibe una señal enviada desde un censor que mide y
controla el nivel del agua en el separador.
La emulsión petróleo-agua caliente, fluye a un colector por dos ranuras
colocadas en una platina separadora, hacia la sección de las rejillas para ser
distribuido por medio de placas dentadas, dispuestas en forma de “V”
invertida unidas a la platina separadora y colocadas por debajo de las
rejillas.
En esta segunda sección es donde se separa el agua del petróleo, con la
ayuda del campo electrostático creado entre las rejillas, el cual hace que las
diminutas gotas de agua en emulsión se unan y formen gotas más grandes
que por su propio peso desciendan al fondo del recipiente de donde son
retiradas posteriormente.
El crudo sin agua y libre de impurezas es retirado del tratador por un tubo
recolector dispuesto en la parte superior de la sección de rejillas; la señal
para evacuación del crudo proviene de un controlador de nivel ubicado en la
zona de calentamiento.
Las rejillas que producen el campo electrostático reciben la corriente de un
transformador elevador de voltaje, el cual posee una protección térmica que
lo pone fuera de servicio cuando sobrepasa el amperaje nominal.
El deshidratador electrostático posee varios termostatos encargados de
medir y controlar la temperatura en el crudo y la cantidad de calor producida
65
en los calentadores tubulares, de tal manera que el petróleo fluya a
temperatura constante dentro del tratador. Generalmente estos termostatos
se ubican en el centro del tratador en la zona del calentamiento, cerca de la
sección de rejillas, y otros termostatos son ubicados cerca de los
quemadores de los calentadores.
Estos termostatos apropiadamente graduados efectúan un doble control; de
un lado controlan la temperatura del crudo, y de otro la inyección de
combustible a los quemadores, para así asegurar una entrega moderada y
continua de calor.
Los deshidratadores electrostáticos tienen una serie de aditamentos que
facilitan su operación y mantenimiento. En la sección de calentamiento se
tiene una cámara que recolecta los sedimentos separados inicialmente para
ser drenados junto con el agua y ser enviados a un tratador API. Se cuenta
también con mezcladores, en los cuales se inyecta agua caliente para lavar
el crudo y ayudar a eliminar la sal presente.
Según se posean dos o más deshidratadores electrostáticos, se podrán
pensar en hacer arreglos para operación en serie o en paralelo, aunque
generalmente se tienen disposiciones en paralelo, por la cantidad de flujo a
tratar y la facilidad de un mejor control.
El campo eléctrico es casi nulo cuando la distancia entre las dos gotas de
agua es aproximadamente ocho veces el diámetro promedio de ella, esto
corresponde a un porcentaje de agua remanente por debajo del 0.2 %.
El potencial aplicado varía de 11000 a 35000 voltios
El crudo puede ser tratado a una menor temperatura, lo que implica ahorro
de energía, obteniendo mejor calidad del crudo y menores pérdidas por
evaporación de livianos.
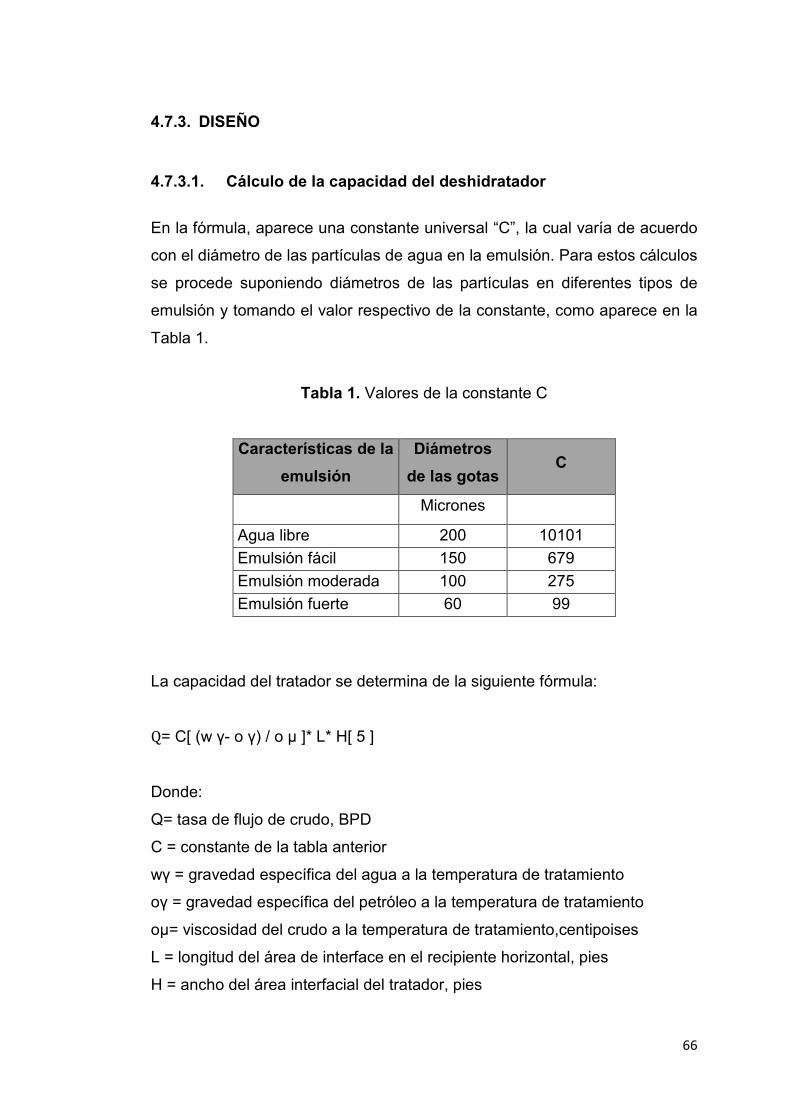
66
4.7.3. DISEÑO
4.7.3.1. Cálculo de la capacidad del deshidratador
En la fórmula, aparece una constante universal “C”, la cual varía de acuerdo
con el diámetro de las partículas de agua en la emulsión. Para estos cálculos
se procede suponiendo diámetros de las partículas en diferentes tipos de
emulsión y tomando el valor respectivo de la constante, como aparece en la
Tabla 1.
Tabla 1. Valores de la constante C
Características de la
emulsión
Diámetros
de las gotas C
Micrones
Agua libre 200 10101
Emulsión fácil 150 679
Emulsión moderada 100 275
Emulsión fuerte 60 99
La capacidad del tratador se determina de la siguiente fórmula:
Q= C[ (w γ- o γ) / o µ ]* L* H[ 5 ]
Donde:
Q= tasa de flujo de crudo, BPD
C = constante de la tabla anterior
wγ = gravedad específica del agua a la temperatura de tratamiento
oγ = gravedad específica del petróleo a la temperatura de tratamiento
oµ= viscosidad del crudo a la temperatura de tratamiento,centipoises
L = longitud del área de interface en el recipiente horizontal, pies
H = ancho del área interfacial del tratador, pies
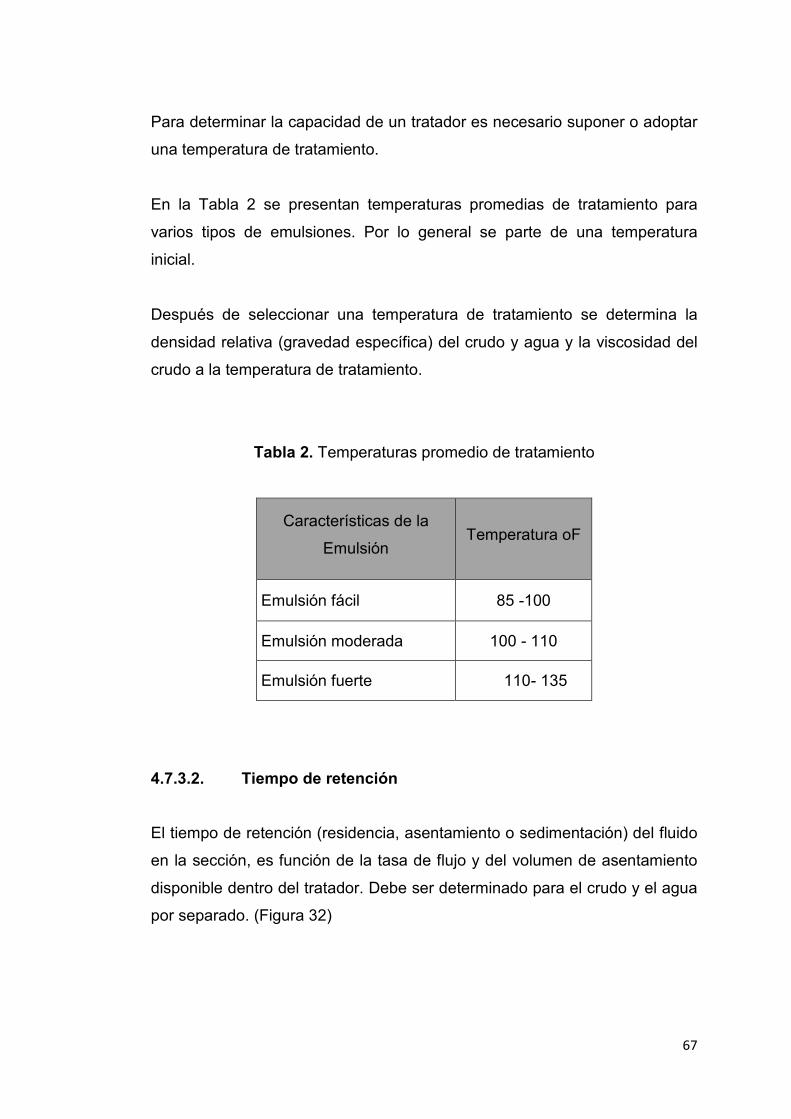
67
Para determinar la capacidad de un tratador es necesario suponer o adoptar
una temperatura de tratamiento.
En la Tabla 2 se presentan temperaturas promedias de tratamiento para
varios tipos de emulsiones. Por lo general se parte de una temperatura
inicial.
Después de seleccionar una temperatura de tratamiento se determina la
densidad relativa (gravedad específica) del crudo y agua y la viscosidad del
crudo a la temperatura de tratamiento.
Tabla 2. Temperaturas promedio de tratamiento
Características de la
Emulsión Temperatura oF
Emulsión fácil 85 -100
Emulsión moderada 100 - 110
Emulsión fuerte 110 - 135
4.7.3.2. Tiempo de retención
El tiempo de retención (residencia, asentamiento o sedimentación) del fluido
en la sección, es función de la tasa de flujo y del volumen de asentamiento
disponible dentro del tratador. Debe ser determinado para el crudo y el agua
por separado. (Figura 32)
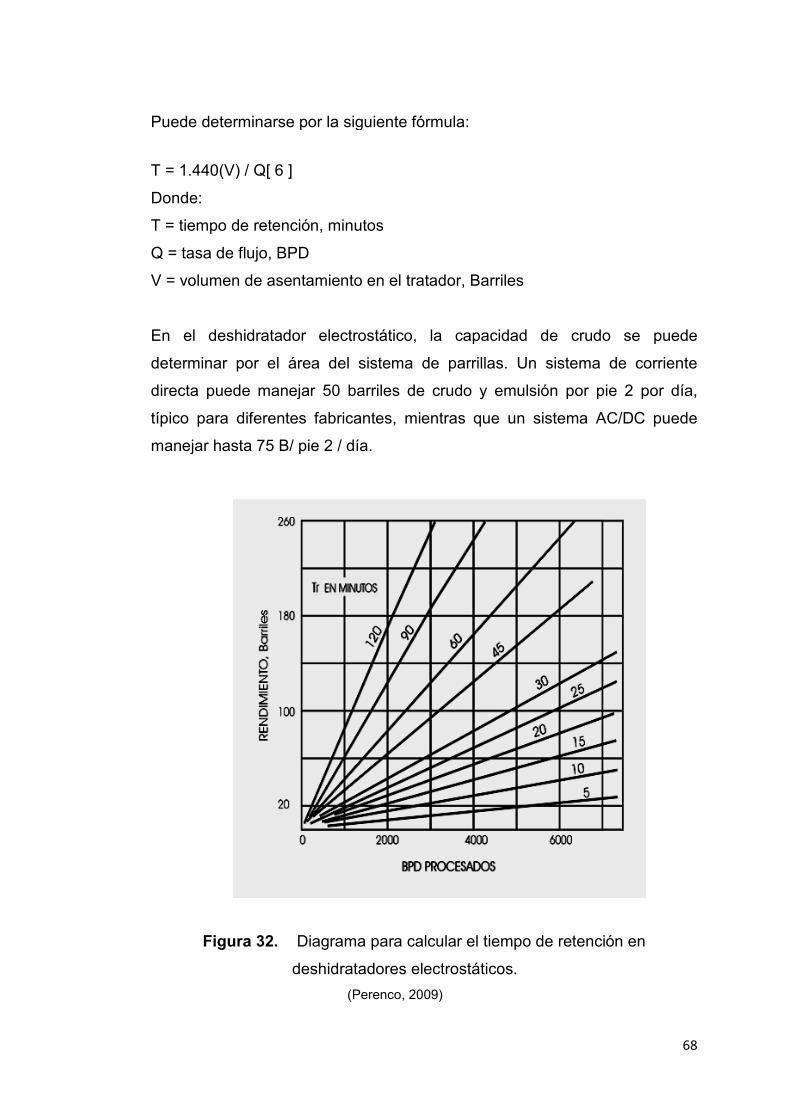
Puede determinarse por la siguiente fórmula:
T = 1.440(V) / Q[ 6
Donde:
T = tiempo de retención, minutos
Q = tasa de flujo, BPD
V = volumen de asentamiento en el tratador, Barriles
En el deshidratador electrostático, la capacidad de crudo se puede
determinar por el área del sistema de parrillas. Un sistema de corriente
directa puede manejar 50 barriles de crudo y emulsión por pie 2 por día,
típico para diferentes fabricantes, mientras que un sistema AC/DC puede
manejar hasta 75 B/ pie 2 / día.
Figura 32.
Puede determinarse por la siguiente fórmula:
]
= tiempo de retención, minutos
Q = tasa de flujo, BPD
asentamiento en el tratador, Barriles
En el deshidratador electrostático, la capacidad de crudo se puede
determinar por el área del sistema de parrillas. Un sistema de corriente
a puede manejar 50 barriles de crudo y emulsión por pie 2 por día,
típico para diferentes fabricantes, mientras que un sistema AC/DC puede
manejar hasta 75 B/ pie 2 / día.
Diagrama para calcular el tiempo de retención en
deshidratadores electrostáticos.
(Perenco, 2009)
68
En el deshidratador electrostático, la capacidad de crudo se puede
determinar por el área del sistema de parrillas. Un sistema de corriente
a puede manejar 50 barriles de crudo y emulsión por pie 2 por día,
típico para diferentes fabricantes, mientras que un sistema AC/DC puede
Diagrama para calcular el tiempo de retención en

69
4.7.3.3. Capacidad de gas
Al dimensionar deshidratadores es necesario considerar el volumen de gas.
Sin embargo, si un deshidratador seleccionado no tiene adecuada capacidad
de gas es menos costoso instalar un separador suplementario en lugar de un
deshidratador más grande.
4.7.3.4. Calor necesario
Después de seleccionar el deshidratador es necesario determinar el calor
necesario para aumentar la temperatura del fluido hasta la de tratamiento.
Se hace principalmente para verificar que el tratador seleccionado tiene
suficiente capacidad en los tubos de fuego. El calor necesario puede
determinarse por la siguiente fórmula:
q= Qc (6,25 + 8,33X) (T2 – T1) [ 7 ]
Donde:
q = calor necesario, BTU/hr
Qc = cantidad de emulsión calentada, BPD
X = porcentaje de agua en la emulsión, expresada como fracción
T2 = temperatura de tratamiento, o F
T1 = temperatura de entrada, o F
El calor utilizado para calentadores directos se designa como base al flujo de
calor (heat flux). En el caso de crudo, se usa un valor en el rango de 6.000 a
8.000 BTU/hr *pie² de superficie de calentamiento.
Las pérdidas de calor en el tratador se adicionan al necesario para calentar
la emulsión para así determinar la capacidad mínima de calor en la sección
de tubos de fuego.

70
Para deshidratadores no aislados se puede usar la siguiente fórmula:
q1 = K (D) (L) (Tt – Ta)[ 8 ]
Donde:
q1 = pérdidas de calor, BTU/hr
K = Constante
= 15,7 para velocidad de viento 20 mph (millas por hora)
= 13,2 para velocidad de viento 10 mph
= 9,8 para velocidad de viento 5 mph
= 6,3 para velocidad de viento aire corriente
D = diámetro del tratador, pies
L = longitud del tratador, pies
Tt = temperatura de tratamiento,° F
Ta = temperatura mínima del ambiente,° F
Para deshidratadores aislados las pérdidas de calor pueden estimarse cerca
de 10% de las determinadas para deshidratadores no aislados.
4.7.3.5. Cálculo del diámetro de la gota
Tomando en cuenta los datos del campo Yuralpa, calcular el diámetro de la
gota.
Se tuvo en el mes de mayo una producción de 7300bfpd, manejando una
gravedad específica de 0,9515 y una gravedad api de 17,2.
DATOS ADICIONALES:
- A una temperatura dada considerar una viscosidad de 1988,64
centipoise.
71
- Diámetro del deshidratador es de 120 pulgadas.
∅ = � 81,8 (�∗ )(�∗∆��)[ 9 ]
∅ = �81,8(7300 ∗ 1988,64)/(120 ∗ 0,9515)
∅ = �10400214,48
∅ = 3224,94 micrones(u)
4.8. ACCIÓN DEL CAMPO ELÉCTRICO
La fuerza resultante entre dos gotas cargadas está dada por la Ley de
Coulomb:
En un campo DC (corriente directa), las gotas migrarán en un patrón
continuo con una velocidad determinada por la viscosidad de la fase
continua. Las gotas gradualmente perderán su carga, dependiendo del
tiempo de relajación de la fase continua.
En el caso de corriente continua (AC), una gota cargada tenderá a oscilar en
una posición media entre los electrodos. Una gota puede llegar a cargarse
por otros mecanismos tales como: ionización, adsorción preferencial de
iones a la interface (doble capa eléctrica) o transferencia de carga
convectiva desde un electrodo por la fase orgánica (Burris 1977).
En investigaciones realizadas se ha podido estudiar el fenómeno que hace
que los voltajes D.C. sean tan efectivos y permitan remover grandes
cantidades de agua (Burris 1977).

72
A medida que la gota entra en el alto gradiente DC entre los electrodos, éste
le induce una carga a la superficie de la gota, que es igual a la del electrodo
más cercano, por lo que inmediatamente ambos se repelen y la gota es
atraída hacia el electrodo de carga contraria.
Cuando la gota se acerca al electrodo de carga contraria, la carga superficial
de la gota se altera por el gran potencial del ahora electrodo más cercano, lo
que hace que sea repelida de nuevo y atraída por el electrodo de carga
contraria. Este movimiento de la gota es una migración ordenada entre los
electrodos. Los altos potenciales DC retienen a las gotas de agua hasta que
sean suficientemente grandes como para sedimentar.
Considerando lo anteriormente expuesto para un sistema de una emulsión
W/O con miles de gotas de agua. Las gotas polarizadas (cargadas mitad
positivamente y mitad negativamente) tenderán a colisionar entre sí, por lo
cual la coalescencia ocurrirá más rápido. Este fenómeno también hace que
gotas en medios más viscosos colisionen, y es necesario altas temperaturas.
Taylor (1988) encontró que la forma de tales perfiles puede explicarse de la
siguiente manera:
a) Un período inicial durante el cual ocurre el alineamiento de las gotas en
cadena como si fuera un rosario.
b) Un período en el cual las cadenas de gotas de gran longitud forman un
puente entre los electrodos, ocasionando un incremento en la
conductividad de la emulsión.
c) Un punto en el cual la conducción de corriente alcanza un máximo y,
d) Una región caracterizada por una conductividad altamente errática,
eventualmente disminuye a cero, como consecuencia de la disminución
del nivel de agua en la emulsión debido al progreso de coalescencia de
las gotas.
73
Taylor (1988) sugirió lo siguiente: “el proceso inicial es capacitivo, resultando
quizás de la conducción superficial en las gotas de agua que se tocan, más
que de la conducción a través de las gotas. Esta fase inicial es influenciada
por factores como: viscosidad de la fase aceite, volumen de la fase dispersa
y voltaje aplicado”.
En la última región, la conducción ocurre a través de las gotas
(coalescencia), y la duración de esta zona se ve afectada por el voltaje
aplicado y la presencia de aditivos químicos; a mayor voltaje o mayor
concentración de químicos, más rápida es la deshidratación”.
4.8.1. CAMPOS ELECTROSTÁTICOS
Los fabricantes de deshidratadores cuentan con tres tipos fundamentales de
campos electrostáticos para favorecer la coalescencia de las gotas de agua,
conocidos como:
a) campo de corriente directa (DC),
b) campo de corriente alterna (AC) y
c) campo combinado AC/DC.
Campos DC son muy eficientes pero promueven la corrosión electrolítica.
Por lo tanto, no son usados en aplicaciones de desalinización de crudo,
aunque si son usados para deshidratación de crudo procesado a baja
conductividad. Por otro lado, los campos AC son usados por todos los
fabricantes debido a las tolerancias de altos cortes de agua y naturaleza no-
electrolítica y, finalmente, la combinación de campos AC/DC proveen alta
tolerancia de agua del campo AC con mayor eficiencia (Burris, 1977).
Los deshidratadores con campos electrostáticos AC, utilizan un
transformador que proporciona energía AC a un solo electrodo horizontal,
con una conexión a tierra, como se ve en la figura. Un débil gradiente de AC
es establecido entre el electrodo energizado y la interface agua/petróleo y un
74
fuerte gradiente AC es establecido entre el electrodo energizado y la
conexión a tierra.
El fluido ingresa al recipiente sobre la interface del agua y rápidamente
coalesce por el bajo campo AC, y entonces se extiende la coalescencia y la
deshidratación en la parte alta del campo. Una vez que el petróleo está
sobre el electrodo de tierra es imposible adicionar coalescencia
electrostática desde un campo eléctrico porque este ya no se puede crear.
El deshidratador más eficiente utiliza transformadores AC y tres electrodos
como se ve en la figura 45. Son comúnmente para intensificar el campo AC
que procesa porque ellos establecen un campo AC entre la interface
petróleo /agua y el colector de petróleo. El fluido ingresa sobre la interface
donde el bajo campo AC promueve una coalescencia y separación inicial.
Altos gradientes de campos AC son establecidos entre los tres electrodos
donde la coalescencia y separación alcanzan el desempeño requerido.
Un proceso electrostático agresivo utiliza una combinación de campos
AC/DC. Este deshidratador generalmente consisten de una serie de
electrodos verticales paralelos, posicionados diametralmente y transversales
sobre el tanque centrado.
4.8.2. INSTALACIÓN COMBINADA DE AC/DC
Estos deshidratadores utilizan de uno a tres transformadores que contienen
un par de diodos invertidos para establecer un campo DC entre los
electrodos adyacentes. Para una combinación de tratador AC/DC, un campo
AC es establecido entre el fondo de los electrodos y la interface
petróleo/agua. Simplemente como el deshidratador está con un bajo un
gradiente de campo AC, promueve una coalescencia de gotas inicial en la
parte alta del corte de agua en el ambiente sobre la interface.

75
4.8.3. FUERZAS ELECTROSTÁTICAS
Una gota de agua suspendida entre un par de electrodos está sometida a
cinco fuerzas. (Draxler and Marrs, 1993).
Dos de esas fuerzas son la gravedad y la fuerza hidráulica. Fuerza de
gravedad igual al peso de la gota actúan para mover la gota hacia arriba
desde el fondo del tanque. Fuerzas de arrastre impuestas por la subida del
petróleo moviéndose a través de las gotas de agua actúan para elevarlas
hacia arriba de la salida del petróleo. Si las gotas de agua son más grandes
que el diámetro de gota de Stokes, el peso es mayor que el arrastre y la gota
de agua debería separarse del aceite.
4.8.4. FUERZAS COALESCEDORAS
Para maximizar el proceso de desalinización, las fuerzas electrostáticas
deben ser capaces de promover la coalescencia de las gotas de diámetro
mayor que las gotas de diámetro de Stokes. Las tres fuerzas son, dipolar,
electroforéticas y di-electroforéticas.
1) Las fuerzas dipolares son establecidas por la alineación de las moléculas
del agua polares y son proporcionales a los gradientes del campo
eléctrico.
2) Las fuerzas electroforéticas son fuerzas de atracción y repulsión
establecidas en un campo de voltaje uniforme entre las gotas cargadas y
los electrodos. Ellos son proporcionales a la fuerza del campo, diámetro
de la gota y conductibilidad de aceite.
3) Las fuerzas de di-electroforéticas son fuerzas de atracción establecidas
en un campo no-uniforme. Estas fuerzas inducen a la gota hacia el
campo de voltaje más alto y son proporcionales al diámetro de la gota y a
la conductibilidad del petróleo.

76
Estas tres fuerzas electrostáticas están presentes en todos los
deshidratadores, pero estos pueden ser manipulados para mejorar la
coalescencia y separación, por alteración de los campos de voltaje
eléctricos.
Las fuerzas electroforéticas son independientes del espaciamiento de gotas,
pero son dependientes de la viscosidad conductividad del petróleo. La fuerza
electroforéticas tiene un tiempo constante igual al radio de la constante
dieléctrica y conductividad del petróleo. Esta ecuación muestra le fuerza
electroforéticas deteriorándose rápidamente en conductividades de petróleo
altas. Por lo tanto la fuerza solo puede ser sostenida por el llenado frecuente
de la carga de gota.
Fuerzas dipolares y dieléctricas son predominantes en procesos de
deshidratación AC. Las gotas para dejar caer las fuerzas dipolares son
grandes en el fondo del deshidratador, donde el contenido de agua es alto y
las gotas están espaciadas estrechamente. Las fuerzas di electroforéticas
llevarán gotas a la barra usada para construir la serie de electrodos y por
consiguiente incrementar la población de gotas y las fuerzas dipolares.
Desde la polaridad eléctrica en el electrodo AC marchan hacia atrás en
pocos milisegundos, la fuerza electroforéticas también invierte dirección y
tiene poca influencia en el proceso de coalescencia.
La uniformidad del campo AC se establece entre los electrodos que cuentan
con la fuerza electroforéticas para empujar y tirar las gotas en el plano
horizontal entre electrodos. Una vez que las gotas de agua se acercan a un
electrodo energizado este es cargado de igual polaridad.
Luego de que la gota es cargada, la fuerza electroforéticas entonces empuja
a la gota hacia el electrodo adyacente y opuesto de carga.
A medida que la gota se aproxima al electrodo, la fuerza electroforéticas
saca la gota hasta que la carga de la gota es revertida. Por lo tanto, las
77
fuerzas electroforéticas proporcionan una fuerza que motiva el movimiento
de la población de gotas de agua en direcciones opuestas entre los
electrodos. Las colisiones resultantes logran una coalescencia eficaz, en
grandes gotas y una rápida separación.
4.9. PROPIEDADES DEL PETRÓLEO
Al determinar el tamaño apropiado de un deshidratador, las propiedades
físicas más importantes incluyen la viscosidad del petróleo, y la densidad del
petróleo y agua. Cuando estas propiedades se usan en la ley de Stokes,
junto con la velocidad vertical del aceite, el diámetro de gota (Stokes) neutral
puede ser calculado. Todas las gotas de agua más grandes tendrán el
suficiente peso para superar la viscosidad de arrastre.
Las gotas más pequeñas continuarán siendo levantadas por el fluido a la
salida del tratador.
Pueden ajustarse ciertos parámetros para lograr el contenido de BS&W
deseados a la salida. La velocidad del petróleo o flujo es directamente
proporcional al tamaño del tratador y al flujo de petróleo. Incrementando la
temperatura se reduce la viscosidad permitiendo a las gotas de agua
asentarse, por lo tanto incrementando la temperatura también cambia la
diferencia de densidades y afecta la tasa de separación de las gotas. La
figura 50 muestra la máxima diferencia de densidades, la cual está alrededor
de 90º a 100 ºC y decrece si la temperatura del proceso aumenta o
disminuye.
Un equilibrio apropiado de la viscosidad, diferencia de densidades y tasa de
flujo del petróleo, son esenciales para asegurar el desempeño apropiado del
deshidratador. Mientras estos parámetros de diseño son los primeros que
influyen en la conducta del separador, otros dos parámetros juegan un papel
importante en la eficiencia del proceso electrostático.

78
Estos son denominados tensión interfacial y conductividad del petróleo.
4.9.1. DENSIDAD AGUA/PETRÓLEO
La tensión interfacial es usualmente medida en dinas/cm y rangos de 15 a
25 dinas/cm, son usadas para aceites típicos. Las altas tensiones
interfaciales dificultan la unión entre las gotas lo que hace necesario de
mayores fuerzas para romper la interface de la gota.
La conductividad del petróleo usualmente es medida en nanosiemens (nS),
en un rango de 40 a 80 nS/m para un crudo típico, por lo tanto para crudos
mezclados como betún y petróleo SAGD (steam asisted gravity drain age), la
conductividad ha sido medida en 250 nS/m. La conductividad del petróleo es
un resultado de la excesiva acumulación de agua en la zona de los
electrodos, componentes polares orgánicos e inorgánicos sólidos en el
petróleo.
La alta conductividad del petróleo es afectada por los procesos
electrostáticos de manera adversa por tres motivos.
Primero, un incremento en la conductividad del petróleo resulta en un
incremento en la resistividad, el cual no contribuye al proceso de
coalescencia electrostática, esto puede requerir que el fabricante use una
unidad de poder más grande para mantener la eficacia del proceso de
coalescencia electrostático.
Segundo, la alta conductividad del petróleo reduce las fuerzas
electroforéticas las cuales reducen la movilidad del petróleo en los campos
combinados de AC/DC del tratador electrostático.
Finalmente las fuerzas di-electroforéticas también disminuyen para reducir
aún más la eficiencia de la coalescencia entre los procesos AC y
combinados AC/DC.
79
Entendiendo los papeles que juegan la conductividad del aceite y la tensión
interfacial, es posible establecer un campo electrostático agresivo que
promueva la coalescencia y logre una deshidratación más eficiente.
4.9.2. VOLTAJES ELÉCTRICOS
La combinación de los campos AC/DC utilizan las fuerzas electrostáticas en
forma tal que manipulan el campo eléctrico que benefician la conductividad
del petróleo y la tensión interfacial. El presente estudio considera solo los
campos electrostáticos combinados AC/DC.
En casi todas las aplicaciones es aplicado un nivel de voltaje simple a los
electrodos para beneficiar el nivel de deshidratación. Sin embargo cuando
las ecuaciones de fuerza muestran que las gotas más pequeñas requieren
altos voltajes para desarrollar suficiente fuerza para superar la tensión
superficial y promover la coalescencia, si el voltaje también es alto, las
fuerzas electrostáticas pueden exceder a las fuerzas interfaciales resultando
en una dispersión y rompimiento de gotas.
Dos voltajes definen los límites de un proceso eficiente de deshidratación.
El primero es el voltaje que puede ser considerado como un voltaje “de
arranque”.
4.9.3. VOLTAJE DE ARRANQUE
Operando a bajo voltaje no se proporciona suficiente energía electrostática
para iniciar la coalescencia.
Hay un beneficio en operar a nivel de voltaje cerca del voltaje arranque
(thershold) porque esto maximiza los diámetros de gota., Esto muestra que
80
operando a niveles tan bajos de voltaje es insuficiente alcanzar las gotas
más pequeñas necesarias para obtener las especificaciones de agua y sal.
Para una perfecta deshidratación, toda el agua de la entrada se unirá a un
diámetro de gota más grande que el diámetro de gota de Stokes que se
separarán del aceite que se mantiene subiendo. Coales en las gotas de
agua más pequeñas requiere un incremento de voltaje capaz de desarrollar
una fuerza electrostática significativa. Por lo tanto, incrementando el voltaje,
también incrementa las fuerzas electrostáticas en las gotas más grandes que
pueden separarse. La aplicación de voltaje no debe aumentarse sobre un
nivel que rompa las gotas de agua del diámetro de Stokes. Este nivel de
voltaje puede ser considerado el voltaje de proceso “crítico”. La operación
sustentada sobre este proceso de voltaje crítico resulta en una reducción en
el diámetro de las gotas y una declinación significante en la deshidratación.
4.9.4. FRECUENCIA ELECTROSTÁTICA
Así como hay dos límites de voltaje que definen los límites de la
deshidratación, existen dos frecuencias. Estas dos frecuencias son
dependientes del flujo de gotas cargadas y descargadas y la frecuencia
fundamental de oscilación de una gota de agua de diámetro de Stokes.
Cuando usamos 50 o 60 Hz de poder, la rata de voltaje decae en los
electrodos, incrementando la conductividad del petróleo que permite la carga
en las gotas de agua para de crecer.
4.9.4.1. Voltaje vs conductividad del petróleo aplicada
Cuando la conductividad del petróleo aumenta, el voltaje de los electrodos
está por debajo del nivel inicial para una parte significativa del ciclo de
voltaje. Por consiguiente la carga de la gota mantiene las fuerzas de
81
coalescencia electrostática, y la frecuencia del voltaje aplicado debe ser
incrementada.
La frecuencia fundamental de oscilación de una gota de agua debe ser
determinada usando una analogía simple de masa (Ivanitskii, 1998). Para un
diámetro de Stokes de 750 micrones con una tensión interfacial de 15
dinas/cm la frecuencia fundamental es de 20 Hz., por lo tanto, cuando
operamos con 60 Hz de poder, las gotas de Stokes’ están oscilando a un
tercio armónico.
El incremento de amplitud de oscilación puede resultar en rompimiento de
gotas debido al aumento de fuerzas electrostáticas. Por lo que, para operar a
una frecuencia de “modulación” bajo 20 Hz, la destrucción se debe a la
oscilación armónica de la gota pudiendo promover el máximo crecimiento de
las gotas. (Bailes, Freestone and Sams, 1997)
4.9.4.2. Desarrollo de la frecuencia base
Con la baja de frecuencia incrementan las fuerzas electrostáticas y también
incrementa significativamente el desarrollo de la deshidratación.
Altas frecuencias pueden producir una excesiva carga, las cuales
disminuyen la tensión interfacial, resultando en una pérdida de desarrollo,
como muestra la figura.
La oscilación lenta de la gota extiende la película promoviendo la
coalescencia. También alcanza el máximo nivel de voltaje para energizar las
gotas de agua más pequeñas promoviendo su coalescencia. Y entonces
lentamente alcanza el mínimo nivel de voltaje donde el tamaño de gota es
máximo.
82
4.9.4.3. Incremento de la modulación de frecuencia
Combinación de campos AC/DC permiten aumentar el voltaje, pero no
promueven la coalescencia, solo la modulación, a través de unidades de
poder con alta frecuencia permiten mantener el voltaje suficiente para la
deshidratación.
4.9.5. PRESIONES DE DISEÑO
Las temperaturas máximas y mínimas para recipientes deben determinar los
valores de esfuerzos máximos permitidos por el material que va a ser usado
en la fabricación del recipiente. La temperatura máxima usada en el diseño
no debe ser menor que la temperatura de operación. Es necesario
considerar la temperatura del ambiente y la auto refrigeración del equipo.
Hay que considerar las mínimas temperaturas de operación que estipula la
norma ASME.
En cuanto al diseño de presión para recipientes, la presión de diseño es
llamada “máxima presión de trabajo aceptable” (MAWP, por sus siglas en
inglés: Maximun Allowable Working Pressure). Que es conocida
normalmente como “presión de trabajo”. La MAWP determina el setting de la
válvula de alivio que debe ser más alta que la presión normal de los
procesos contenidos en el recipiente, la cual es denominada “presión de
operación”. Esta presión de operación es fijada por las condiciones de
operación.

5. CONCLUSIONES Y
RECOMENDACIONES
83
5. CONCLUSIONES Y RECOMENDACIONES
CONCLUSIONES
• Los deshidratadores electrostáticos son menos afectados en su
operación por las características de los crudos (densidad, viscosidad),
agua o agentes emulsionantes.
• Ofrecen mayor flexibilidad y son de menor dimensión.
• El tiempo de residencia asociado es relativamente corto.
• Con el tratamiento electrostático se obtiene una mejor calidad del agua
separada y una mayor flexibilidad en cuanto a las fluctuaciones o
variaciones en los volúmenes de producción.
• Requiere menos reactivos químicos (25 a 75 % de ahorro).
• Requiere menos calor (Rompimiento de la emulsión a bajas
temperaturas).
• Mantiene el volumen y ºAPI del petróleo tratado (no hay evaporación
alta).
• Remueven grandes cantidades de agua y mejor control de contaminantes
en el agua de desecho.
• La emulsión puede ser rota a valores de temperatura muy por debajo de
las temperaturas manejadas en otros equipos de separación.

84
• Las variables de operación pueden ser controladas por sistemas
automatizados.
• La producción ha bajado con el pasar de los años desde sus inicios con
un estimado de 20000 barriles de petróleo hasta hoy promediando los
7500, debido principalmente a la explotación agresiva.
• Este método de deshidratación electrostático de petróleo, se utiliza en
combinación con los métodos químico, mecánico y térmico y
prácticamente no requiere mantenimiento.
• Se realizó una recopilación de datos del Campo Yuralpa, con el fin de
saber las características del campo, de los fluidos, y lograr así su
evaluación, análisis y desarrollo de esta tesis.
• Los tratadores electrostáticos (V–200/210) tienen las siguientes
dimensiones: 10’ diámetro por 30’ de longitud, diseñado para trabajar
máximo a 150 PSIG a 300 ºF, para un trabajo en condiciones normales
de 50 PSIG a 250 ºF con 100 KVA y una capacidad de 15000 BOPD.
• El deshidratador electrostático nos permite obtener un petróleo libre de
agua. El agua libre obtenida posee menor cantidad de impurezas,
contaminantes y otros productos. Utilizar este equipo en campos de
mayor producción y donde los problemas de deshidratación de crudo
sean mayores.
85
RECOMENDACIONES
• Es necesario determinar experimentalmente las variables de operación
como: concentración de la química demulsificante, temperatura de
operación del deshidratador, caudal y tiempo de residencia para
optimización del equipo mediante software especializado.
• Se recomienda realizar periódicamente ensayos con nuevos productos
demulsificantes químicos, siempre con la prueba de botellas,
especialmente cuando las características del crudo varían (según las
condiciones de campo).
• Capacitar al personal técnico para preservar el buen manejo y operación
del deshidratador electrostático.
GLOSARIO

86
GLOSARIO
ACEITE DISUELTO.
El aceite se encuentra disuelto en agua y no en forma de gotas por lo cual la
separación por gravedad no aplica. Generalmente es una mezcla de
compuestos fenólicos, ácidos grasos, aromáticos polinucleares, aromáticos
volátiles y ácidos nafténicos. Son removidos por métodos de separación no-
convencionales: Ósmosis inversa, extracción, filtración con carbón y
tratamiento biológico, entre otros.
ACEITE EMULSIONADO.
El aceite se encuentra disperso en el agua en forma de gotas muy pequeñas
(10 µm) las cuales no se separan fácilmente por gravedad.
Cada una de estas gotas tiene una pequeña carga eléctrica del mismo signo
por lo que se repelen entre sí, manteniendo estable la dispersión. Existen
dos tipos de agentes emulsificantes: Químicos como detergentes y
surfactantes y físicos como las bombas centrífugas y el flujo turbulento en
tuberías.
ACEITE LIBRE.
Aceite disperso en agua en forma de gotas las cuales con suficiente tiempo y
condiciones de quietud se separan por gravedad. El tamaño de las gotas
varía usualmente entre 10 y 2000 micras.
AGUA DE PRODUCCIÓN.
Es el agua producida en conjunto con el petróleo en operaciones de
explotación de un yacimiento.
AGUA LIBRE.
(FW). Agua que existe como una fase separada.
87
AGUA Y SEDIMENTO.
(S&W). Todo material que coexiste con el petróleo líquido sin ser parte del
mismo; y que requiere ser medido, entre otras razones, por la contabilidad
de las ventas. Este material foráneo puede incluir agua libre y sedimento
(FW&S) y agua emulsificada o en suspensión y sedimento (SW&S). La
cantidad de material en suspensión (SW&S) es determinada por el método
de centrifugación u otros métodos de laboratorio aplicados a petróleo líquido.
(Véase también Agua libre).
AIME.
Instituto Americano de Minas, Metalúrgica e Ingenieros de Petróleo.
ANSI.
Instituto Norteamericano de Estándares Nacionales.
API.
Sigla de American Petroleum Institute, que es una asociación
estadounidense de la industria petrolera, que patrocina una división de la
producción petrolera en la ciudad de Dallas, Texas
ASME.
Asociación Norteamericana de Ingenieros Mecánicos
ASTM.
Sociedad Norteamericana para Prueba de Materiales
BARRIL (bbl).
Una medida estándar para el aceite y para los productos del aceite.
88
BARRILES POR DÍA (bpd o b/d).
En términos de producción, el número de barriles de aceite que produce un
pozo en un período de 24 horas, normalmente se toma una cifra promedio
de un período de tiempo largo.
BIFÁSICO.
Estado de fluido que consiste en una mezcla de líquido con gas o sólidos. Es
también mezcla de gas con partículas sólidas o con gotas de líquido.
BRIDA CIEGA (dispositivo de obstrucción).
Disco de metal que se instala en una tubería sostenido por bridas; se utiliza
para evitar que haya flujo en dicha tubería.
BRIDA DE PLACA DE ORIFICIO.
Elemento tubular bajo presión, como un conjunto de bridas de orificio o
conexión, utilizado para mantener en posición la placa de orificio en el
sistema.
BTU.
Es la cantidad de calor necesaria para aumentar la temperatura de 1 libra de
agua en condiciones atmosféricas normales a 1grado Fahrenheit.
TOMAS DE BRIDA.
Posición de un par de tomas. La toma central de corriente arriba se
encuentra a 1 pulgada (2,54 centímetros) antes de la cara de la brida contra
el flujo y la toma central corriente abajo se encuentra a 1 pulgada (2,54
centímetros) después de la cara de la brida a favor de la corriente.
BULBO.
Elemento detector de temperatura en un dispositivo medidor de temperatura.
89
BSW.
Es el porcentaje de agua que contiene un petróleo crudo que fluye del pozo
a la superficie
CALIDAD DEL AGUA.
Se refiere a parámetros tales como temperatura, ph y concentración de
contaminantes en miligramos por litro o partes por millón en cualquier punto
del proceso.
COALESCENCIA.
Es la ruptura de las películas interfaciales para formar gotas más grandes.
COALESCEDOR
Dispositivo que se utiliza para provocar la separación y eliminación de un
fluido del otro, como por ejemplo la eliminación de agua de un hidrocarburo
líquido.
COEFICIENTE DE DESCARGA DE UNA PLACA DE ORIFICIO.
Relación entre el flujo real y el flujo teórico, que se aplica a la ecuación de
flujo teórico para obtener el flujo real de un medidor de orificio.
COMPRESIBILIDAD DEL GAS.
No debe confundirse con el factor de desviación. Es el cambio de volumen
debido a la presión reinante en el depósito o yacimiento.
COMPRESIBILIDAD DEL PETRÓLEO.
Es el cambio de volumen del fluido debido a la presión que se encuentra
sometido, este fluido pude contener gas en solución cuando está por sobre
el punto de burbuja.
90
CONDICIONES DE OPERACIÓN.
Condiciones de referencia Condiciones de presión y temperatura a las
cuales se deben corregir los volúmenes medidos.
CROMATOGRAFÍA.
Es el proceso mediante el cual se identifica los diferentes componentes de
un gas, dando a conocer la fracción molar del componente.
EMULSIÓN.
Una emulsión es una mezcla íntima y estable de agua y aceite. Más
rigurosamente, una emulsión en un sistema heterogéneo constituido, por lo
menos, por un líquido no miscible disperso íntimamente en otro en forma de
gotas, cuyos diámetros son generalmente mayores de 0.10 micras. La
estabilidad de dicho sistema puede alterarse por medio de agentes activos
de superficie, sólidos finamente divididos, etc. La fase formada por las gotas
aisladas se llama fase dispersa o interna. La fase que forma la matriz en
donde las gotas están suspendidas, se llama fase continua o externa.
DISTRIBUCIÓN DE TAMAÑO DE PARTÍCULAS.
El tamaño de las partículas no es uniforme y normalmente la concentración
más alta corresponde a las partículas de tamaño medio.
FACTOR DE COMPRESIBILIDAD Z.
Llamado también factor de desviación, es un factor que se introduce a la ley
de los gases ideales para tomar en cuenta la desviación que sufre un gas
real con relación al comportamiento de un gas ideal. Por definición es la
razón e volumen que ocupa un gas a determinadas condiciones de P y T, al
volumen que ocuparía el mismo gas si se comporta como gas ideal.

91
FACTOR VOLUMÉTRICO DE GAS.
Es la relación de volumen de gas libre, a condiciones de presión y
temperatura del yacimiento, por unidad volumétrica de gas libre a
condiciones normales. Es el factor que representa el volumen a condiciones
de yacimiento que ocupa un pie cúbico de gas a C.N. cuyas unidades son.
Bg = PY/PCN.
FACTOR VOLUMÉTRICO DEL PETRÓLEO.
Es un factor que representa al volumen de petróleo saturado con gas, a
condiciones de P y T de yacimiento, por unidad volumétrica de petróleo a
condiciones normales.
FE
Elemento primario para control de flujo.
FT
Transmisor de flujo.
FIT
Transmisor indicador de flujo.
GOR, RELACIÓN GAS PETRÓLEO.
Es la cantidad de gas que se encuentra en solución en un petróleo crudo a
determinadas condiciones de P y T, Se expresa en pie cúbico de gas a C.N
por un barril de petróleo a condiciones normales. PCN/BN
GRAVEDAD API (API).
La escala utilizada por el instituto Americano del Petróleo para expresar la
gravedad específica de los crudos y productos de petróleo, cuyos valores se
relacionan con la gravedad específica.
92
GRAVEDAD ESPECÍFICA
La relación de la densidad de una sustancia a determinada temperatura con
la densidad de agua a 4°C.
GRAVEDAD ESPECÍFICA DEL GAS.
Es la razón de la densidad de un gas a determinadas condiciones de P y T,
a la densidad del aire a las mismas condiciones de P y T. La densidad de un
gas se puede obtener a partir de la siguiente expresión:
HIDROCARBURO.
Cualquier compuesto o mezcla de compuestos, sólido, líquido o gas que
contiene carbono e hidrógeno.
MEDIDOR DE DESPLAZAMIENTO POSITIVO.
Un medidor de desplazamiento positivo es un equipo de medición de flujo
que separa un líquido en volúmenes discretos y los contabiliza de forma
separada. La exactitud de la cantidad medida depende de tres factores
principales:
Que el volumen de la cámara de medición permanezca constante.
Que todo el líquido que entra al medidor vaya a la cámara de medición.
Que el flujo transferido pase por el medidor solo una vez.
MEDIDORES DE INFERENCIA.
Estos medidores infieren el flujo volumétrico por medición de una propiedad
dinámica del fluido. Las Turbinas son los medidores más comunes de este
tipo para Transferencias en Custodia.
MEDIDOR DE TURBINA.
Este en un medidor de inferencia (infiere el flujo), el cual se determina por la
rotación angular del rotor y con esta información se deduce el volumen de
líquido que ha pasado por el medidor.
93
NORMA API.
De acuerdo con la política 104 del API, conjunto de reglas, condiciones, o
requerimientos voluntarios relacionados con la definición de términos,
clasificación de componentes; definición de procedimientos, especificación
de dimensiones, criterios de construcción, materiales, rendimiento, diseño u
operaciones, mediciones de cantidad y calidad en la descripción de
materiales, productos, sistemas, servicios o prácticas o descripciones que se
atienen a la medida de tamaño.
NÚMERO DE REYNOLDS
Relación entre las fuerzas inerciales y las fuerzas por viscosidad, medida de
la turbulencia. Parámetro que correlaciona el perfil actual del flujo con el
perfil de flujo totalmente desarrollado bajo condiciones de flujo estable de un
fluido newtoniano, homogéneo. Número a dimensional definido como:
Re = Dup/µ
Donde:
D = diámetro interno de la tubería,
u = Velocidad de flujo promedio,
p = densidad del fluido,
µ = viscosidad del fluido, todas en unidades inconsistentes.
OBTURADOR.
Dispositivo colocado en una línea para restringir el flujo.
PETRÓLEO
Nombre genérico para hidrocarburos, incluyendo petróleo crudo, gas natural
y líquidos del gas natural.
El nombre se deriva del latín óleum, presente en forma natural en rocas,
petra.

94
PETRÓLEO CRUDO.
Mezcla de hidrocarburos que existe en fase líquida en los yacimientos
subterráneos y que permanece en fase líquida a presión atmosférica
después de pasar por elementos de separación en la superficie.
PETRÓLEO NEGOCIABLE.
Término aplicado a hidrocarburos líquidos que se consideran aceptables
para transferencia de custodia a un transportista.
El petróleo se pone en reposo y no debe contener agua ni sedimentos
suspendidos o cualquier otra impureza en cantidades mayores a las
estipuladas.
POZO.
Agujero perforado en la roca desde la superficie de un yacimiento a efecto
de explorar o para extraer aceite o gas.
POZO DE EXPLORACIÓN, (WILDCAT WELL).
Pozo exploratorio perforado sin conocimiento detallado de la estructura
rocosa subyacente.
PRESIÓN DE BURBUJA.
Es la presión de un yacimiento de petróleo en el punto de burbujeo, es decir
cuando comienza a desprender gas que se encuentra en solución en el
crudo.
PRESIÓN DE CABEZA.
Es la presión a la que se encuentran los fluidos de en la cabeza del pozo de
petróleo cuyo desplazamiento fue motivado por fuerzas naturales o
artificiales.
95
PRESIÓN DE FONDO FLUYENTE.
Es la presión que se tiene en la cara de la arena productora de petróleo y/o
gas, esta presión es menor que la presión de reservorio, producto de una
caída de presión de los fluidos que se mueven desde el extremo del
reservorio hasta el pozo.
PRESIÓN DE RESERVORIO.
Presión a la cual es sometido el petróleo y/o gas por efecto del peso de la
corteza terrestre y la profundidad, la misma que los empuja hacia la
superficie, esta presión disminuye a medida que un reservorio sea
producido.
PRESIÓN HIDRÁULICA.
Es la presión que ejerce una columna de fluido.
PRESIÓN HIDROSTÁTICA.
Es la presión a la que están sometidos todos los cuerpos de la superficie
terrestre debido a la columna de gas que se encuentra en la atmósfera.
PV
Válvula de presión.
PSV
Válvula de seguridad de presión.
PIT
Transmisor indicador de presión.
PI
Indicador de presión.

96
PDI
Indicador diferencial de presión.
RANGO DE FLUJO.
Rango entre las tasas de flujo máximas y mínimas de un medidor. Por lo
general se determina mediante límites aceptables de error.
REINYECCIÓN.
Consiste en la inyección de agua de producción a una formación del
subsuelo, previo tratamiento.
RESERVAS
Cantidades de hidrocarburos contenidos en un reservorio que haya sido
objeto de evaluación. Se distinguen cuatro categorías de reservas:
RESERVAS POSIBLES.
Referidas a yacimientos hasta ahora no conocidas así como sobre el
petróleo no convencional, se consideran yacimientos probables en un 50 por
ciento.
RESERVAS PROBADAS.
Cantidades recuperables de petróleo con una certidumbre razonable en las
condiciones económicas y técnicas existentes.
RESERVAS PROBABLES.
Cantidades adicionales a las reservas probadas que las informaciones
geológicas y técnicas del reservorio permiten considerar recuperables.
RESERVAS TOTALES:
Suma de la producción acumulada y de la totalidad de las reservas
probadas, probables y posibles.
97
RO
Restricción u orificio de radiación.
SEDIMENTO.
Material sólido que puede incluir una combinación de arena, sólidos,
residuos y materia granulada.
TAMAÑO DE PARTÍCULA.
Se caracteriza por el diámetro de las partículas. En mezclas agua-aceite el
tamaño puede variar entre 0.1 - 2000 micrones (µm).
Un barril = 42 galones US, ó 159 litros.
TENSIÓN SUPERFICIAL.
La tensión superficial es una propiedad de los líquidos que los distingue de
los gases. En el seno de un líquido, las moléculas se atraen entre sí estas
fuerzas de atracción, que son una combinación de fuerzas de Van der. Pals
y de las fuerzas electrostáticas que están en equilibrio. En la superficie del
líquido, estas fuerzas no están balanceadas ya que no hay moléculas de
líquido en la parte superior.
La resultante es una fuerza perpendicular a la superficie. Puede decirse que
la superficie del líquido, por la acción de esta fuerza tiende a contraerse.
TENSIÓN INTERFACIAL.
Algunos autores consideran la tensión entre dos líquidos.
TIT
Transmisor indicador de temperatura
VÁLVULA, BLOQUEO Y DESAHOGO.
Válvula de alta confiabilidad con sellos dobles y diseñados para determinar
si alguno de sus sellos tiene fugas.
98
VÁLVULA DE BLOQUEO DE GAS (PRESIÓN).
Dispositivo colocado en la escotilla de medición en un tanque presurizado
que permite la medición y extracción manual de muestras sin la pérdida de
vapor.
VÁLVULA, CONTRAPRESIÓN.
Válvula que se utiliza para mantener automáticamente una presión de
manera uniforme en su entrada.
VÁLVULA, EXCESO DE FLUJO.
Válvula utilizada para evitar automáticamente que la tasa de flujo del líquido
en una tubería exceda el límite más alto permitido.
VÁLVULA, PRESIÓN DIFERENCIAL.
Válvula utilizada para regular automáticamente una diferencia de presión
uniforme entre dos puntos específicos en una tubería.
VÁLVULA, RETENCIÓN (CHECK).
Válvula utilizada para controlar el flujo en una dirección seleccionada y evitar
que el líquido fluya en la dirección contraria.
VERTIMIENTO.
Es la disposición de agua de producción a un cuerpo receptor en superficie:
Lago, río, bajo, estero, etc., previo tratamiento.
VISCOSIDAD.
Es la propiedad física de los fluidos que mide la cantidad de resistencia
opuesta a las fuerzas cortantes, la viscosidad de debe principalmente a las
interacciones entre las moléculas del fluido.
99
VISCOSIDAD, SEGUNDOS SAYBOLT UNIVERSAL. SSU
Tiempo, medido en segundos, que tarda una muestra de 60 ml de líquido en
fluir a través de un orificio universal calibrado bajo condiciones específicas.
VISCOSIDAD, ABSOLUTA.
Medida de la resistencia al corte por unidad de tiempo de la fuerza cohesiva
intermolecular de un fluido.
VISCOSIDAD, CINEMÁTICA.
Relación entre la viscosidad absoluta y la densidad. La unidad del SI es el
metro cuadrado sobre segundo (m2/s).
VISCOSO, HIDROCARBURO.
Cualquier hidrocarburo líquido que requiere tratamiento o equipo especial en
su manejo o almacenamiento causado por su resistencia al flujo.
VOLUMEN BRUTO.
Volumen indicado multiplicado por el factor del medidor (MF) para el líquido
específico y la tasa de flujo bajo la cual el medidor ha sido probado.
VOLUMEN BRUTO OBSERVADO (GOV).
Volumen total de todo el petróleo líquido más agua y sedimentos,
excluyendo agua libre, a la temperatura y presión observadas.
BIBLIOGRAFÍA
100
BIBLIOGRAFÍA
Manning, F., (1992), “Oilfied Processing”, Oklahoma: Penwell Publishing
Company.
Laurier, L., (1992), “Petroleum Emulsions”, Washington DC: American
Chemical Society.
Smith, H., Vernon y Kenneth,E. Arnold, (1987), “Crude Oil Emulsions”,
Richardson Texas: Petroleum Engineering Handbook S.P.E.
Petroecuador, (2008),” Glosario de Términos Petroleros y Ambientales”,
Quito: Institucional.
Smith, Vernon, H., (2001), “Oil and Gas Separators”, Houston: Meridian
Corp.
Perenco, (2009), “Descripción del proceso y facilidades de producción del
CPF”, London: Institucional.
Baker Hugues, Benalcázar, F., (2004), “Tratamiento de emulsiones”,
Houston Texas: Institucional.
Universidad de los Andes de Venezuela, (2005). “Deshidratación de crudos,
Principios y Tecnologías”, Mérida: Institucional.
Universidad de los Andes de Venezuela, (1984), “Propiedades de los
sistemas surfactantes agua-aceite”, Mérida: Institucional.
Becher, P., (2001) “Emulsions: Theory and Practice”, Washington DC: ASC.
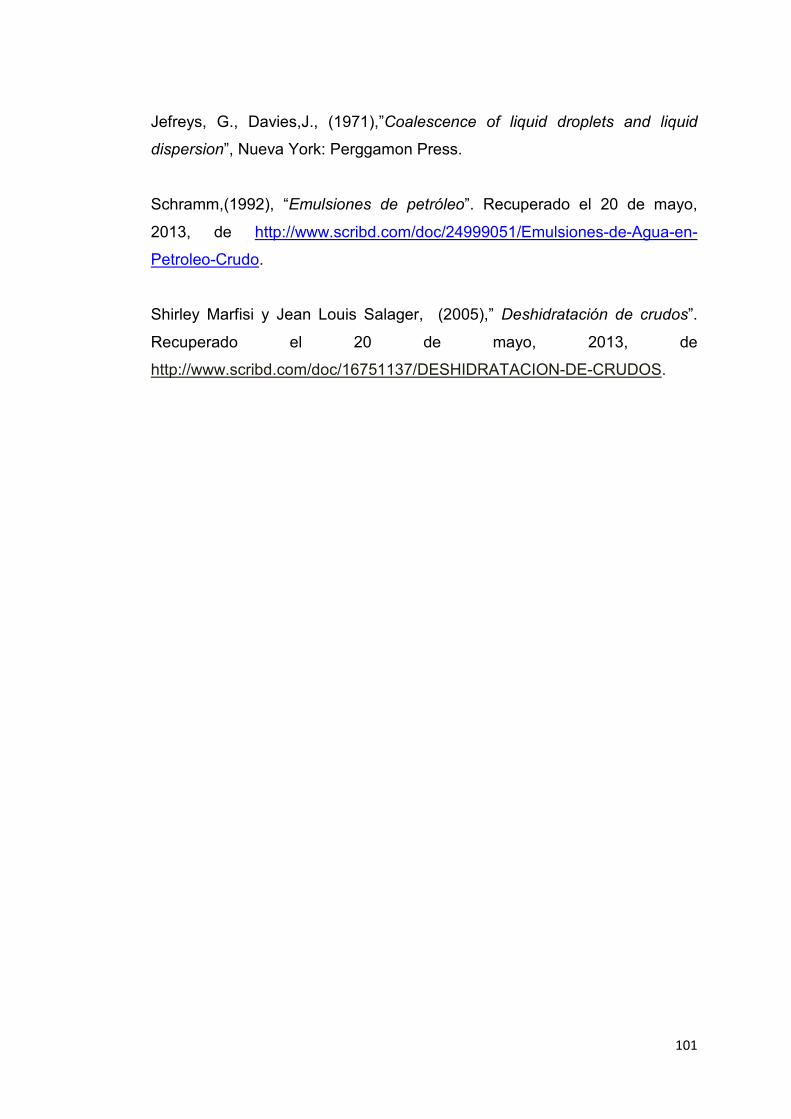
101
Jefreys, G., Davies,J., (1971),”Coalescence of liquid droplets and liquid
dispersion”, Nueva York: Perggamon Press.
Schramm,(1992), “Emulsiones de petróleo”. Recuperado el 20 de mayo,
2013, de http://www.scribd.com/doc/24999051/Emulsiones-de-Agua-en-
Petroleo-Crudo.
Shirley Marfisi y Jean Louis Salager, (2005),” Deshidratación de crudos”.
Recuperado el 20 de mayo, 2013, de
http://www.scribd.com/doc/16751137/DESHIDRATACION-DE-CRUDOS.

ANEXOS
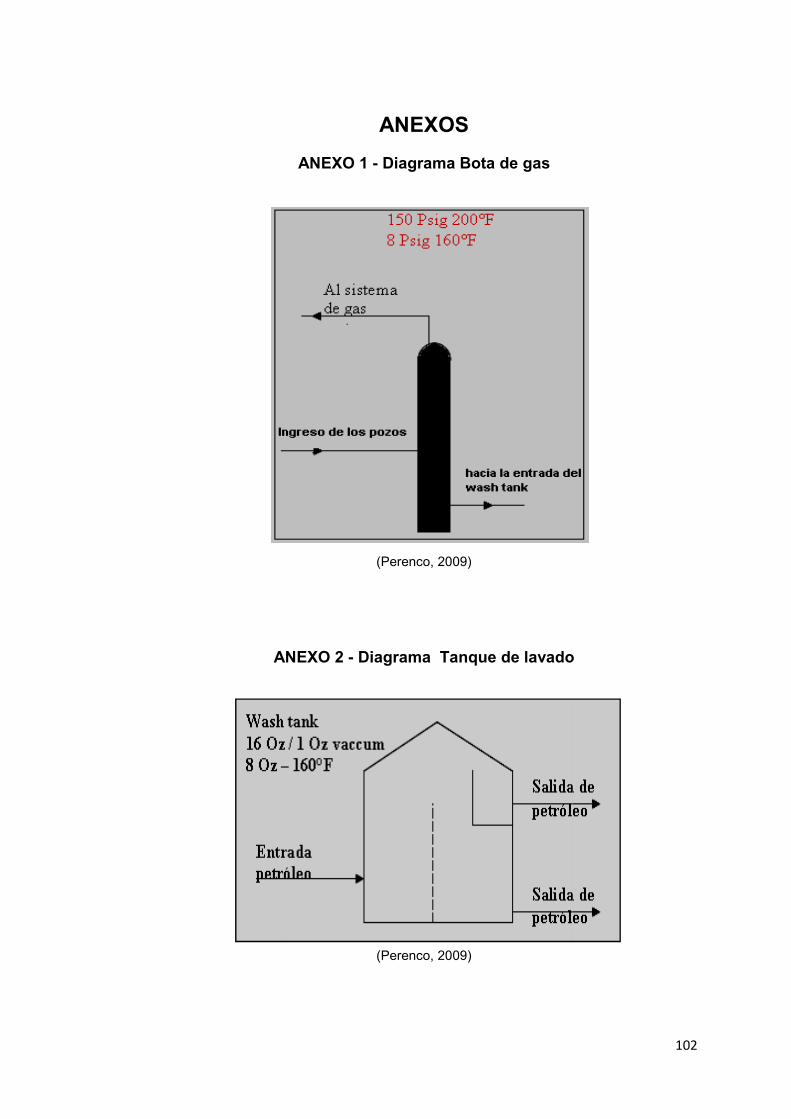
ANEXO 2
ANEXOS
ANEXO 1 - Diagrama Bota de gas
(Perenco, 2009)
ANEXO 2 - Diagrama Tanque de lavado
(Perenco, 2009)
102
Diagrama Tanque de lavado
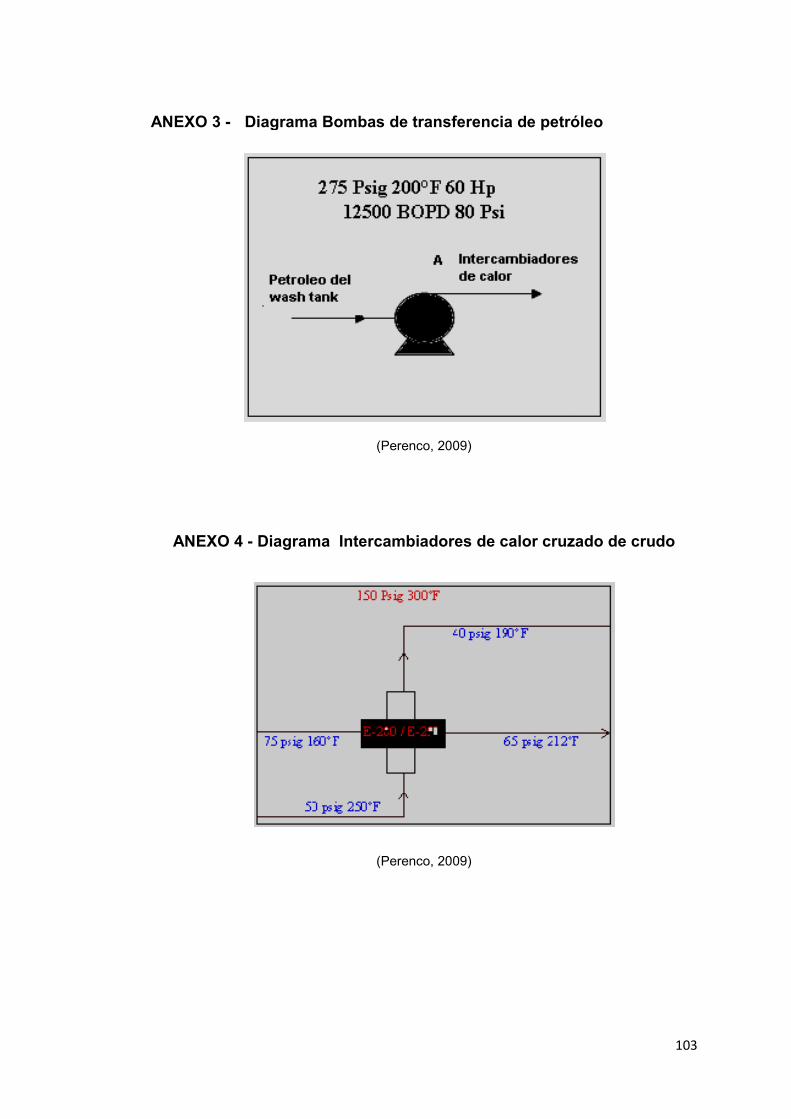
ANEXO 3 - Diagrama
ANEXO 4 - Diagrama Intercambiadore
Diagrama Bombas de transferencia de petróleo
(Perenco, 2009)
Diagrama Intercambiadores de calor cruzado de crudo
(Perenco, 2009)
103
etróleo
s de calor cruzado de crudo
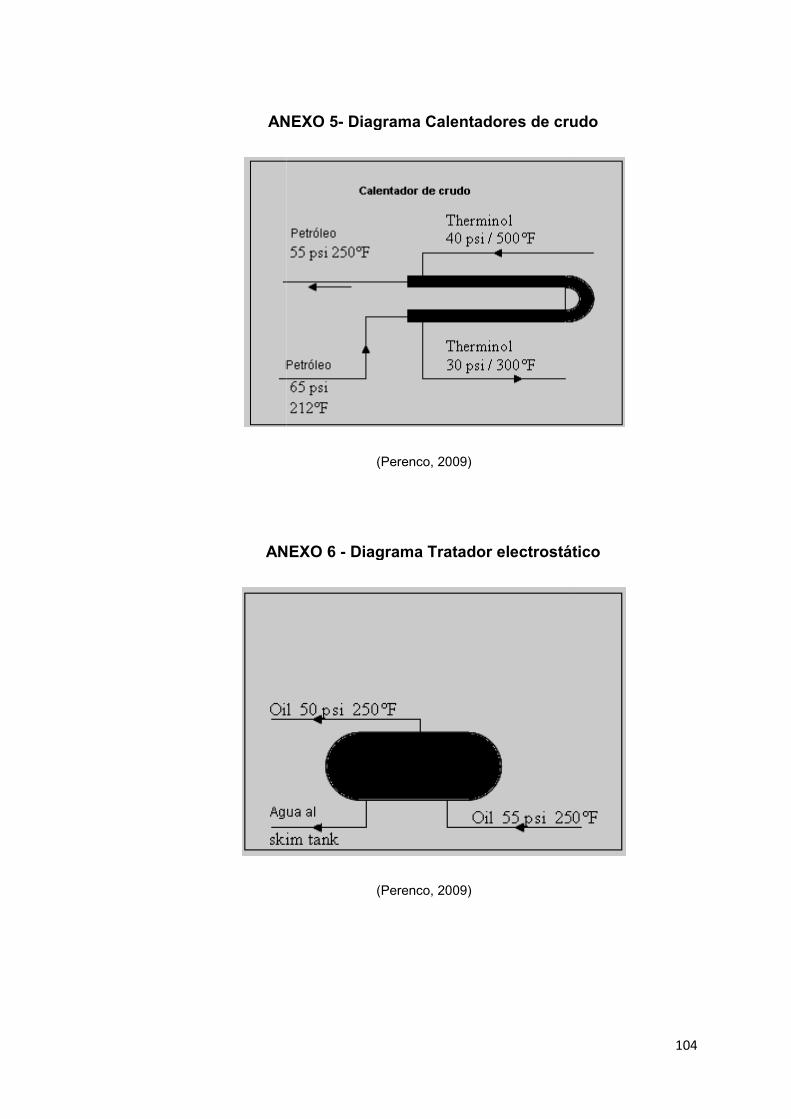
ANEXO 5
ANEXO 6
ANEXO 5- Diagrama Calentadores de crudo
(Perenco, 2009)
ANEXO 6 - Diagrama Tratador electrostático
(Perenco, 2009)
104
Diagrama Calentadores de crudo
Diagrama Tratador electrostático
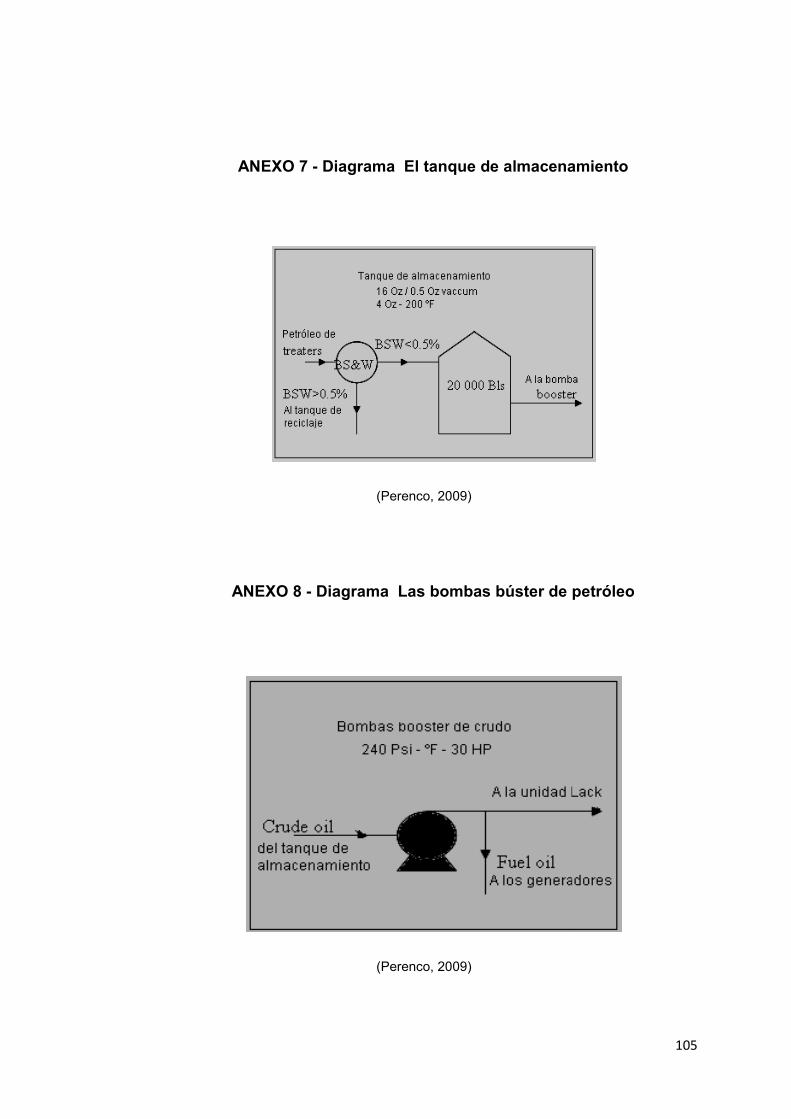
ANEXO 7
ANEXO 8
ANEXO 7 - Diagrama El tanque de almacenamiento
(Perenco, 2009)
ANEXO 8 - Diagrama Las bombas búster de petróleo
(Perenco, 2009)
105
Diagrama El tanque de almacenamiento
a Las bombas búster de petróleo
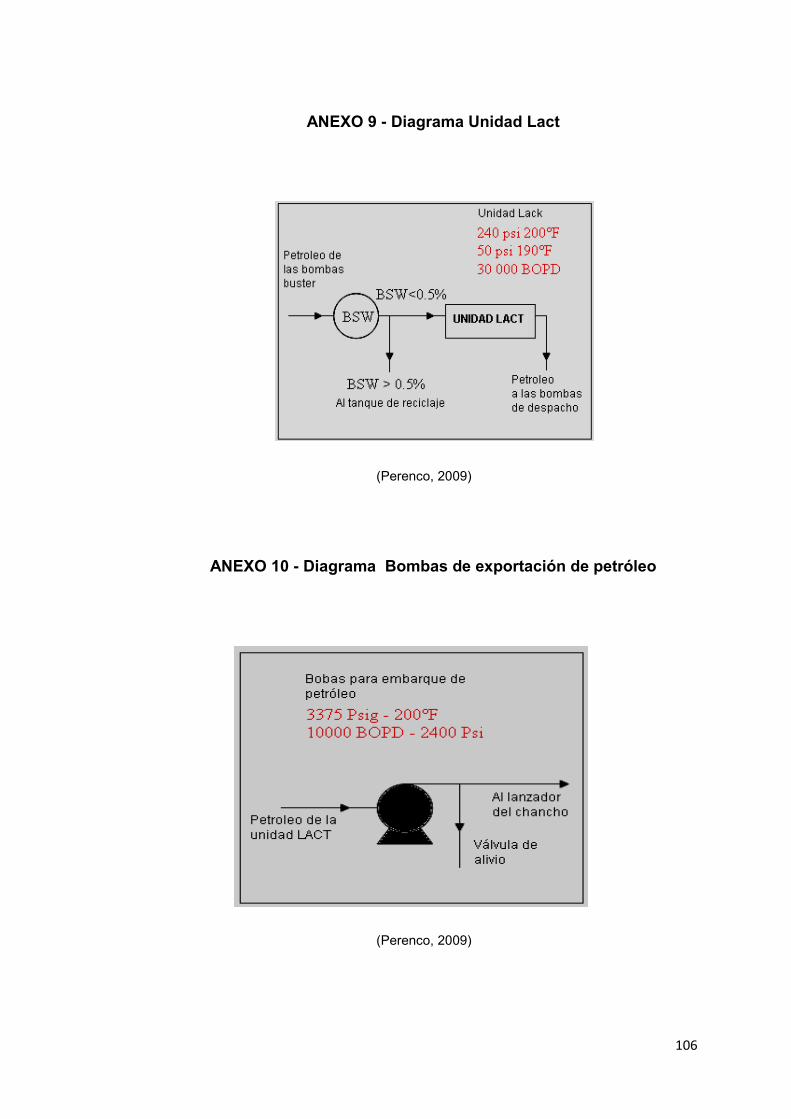
ANEXO 10
ANEXO 9 - Diagrama Unidad Lact
(Perenco, 2009)
ANEXO 10 - Diagrama Bombas de exportación de petróleo
(Perenco, 2009)
106
Diagrama Bombas de exportación de petróleo
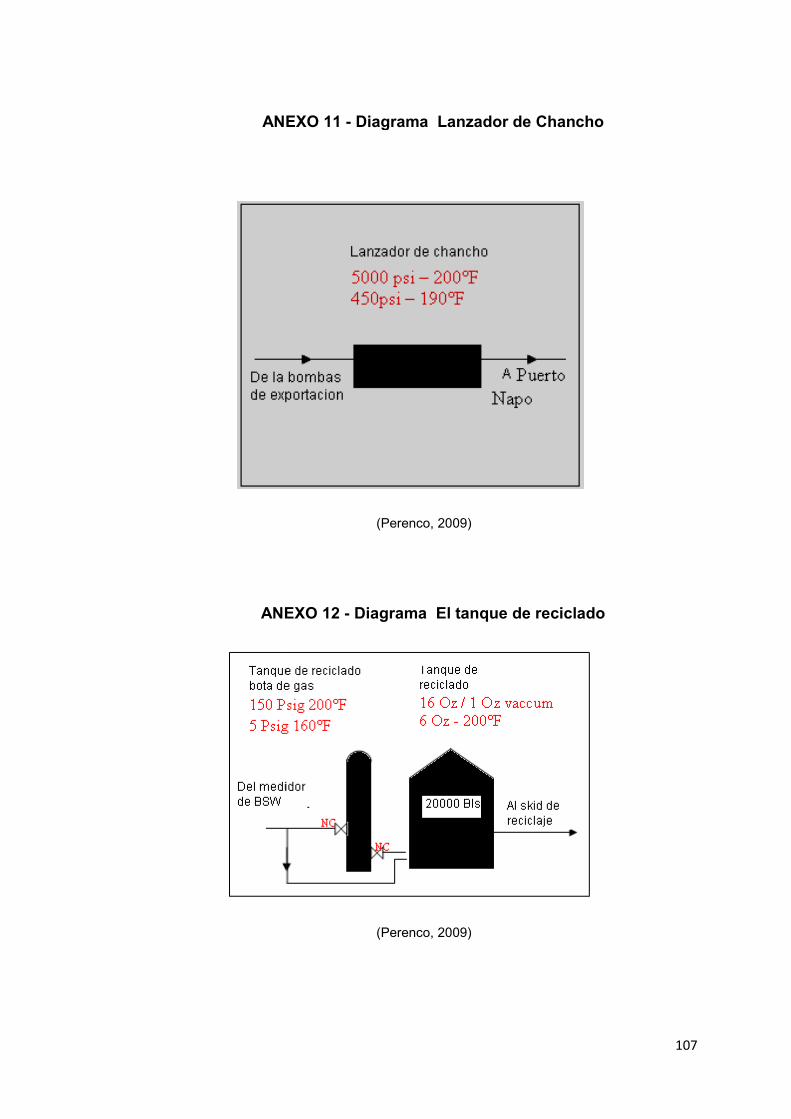
ANEXO 11
ANEXO 12
ANEXO 11 - Diagrama Lanzador de Chancho
(Perenco, 2009)
ANEXO 12 - Diagrama El tanque de reciclado
(Perenco, 2009)
107
Diagrama Lanzador de Chancho
Diagrama El tanque de reciclado

ANEXO 13
ANEXO 14
ANEXO 13 – Diagrama Bombas de crudo reciclado
(Perenco, 2009)
ANEXO 14 - Diagrama El calentador de crudo reciclado
(Perenco, 2009)
108
Diagrama Bombas de crudo reciclado
Diagrama El calentador de crudo reciclado
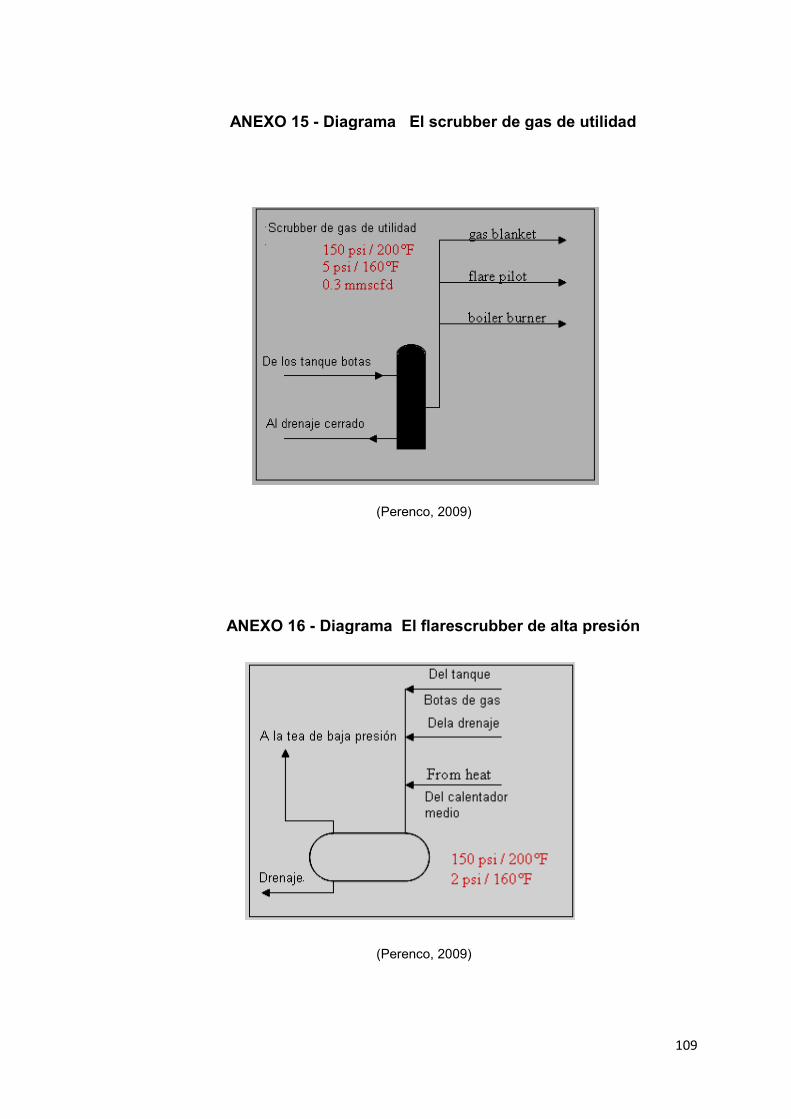
ANEXO 15
ANEXO 16
ANEXO 15 - Diagrama El scrubber de gas de utilidad
(Perenco, 2009)
ANEXO 16 - Diagrama El flarescrubber de alta presión
(Perenco, 2009)
109
Diagrama El scrubber de gas de utilidad
Diagrama El flarescrubber de alta presión
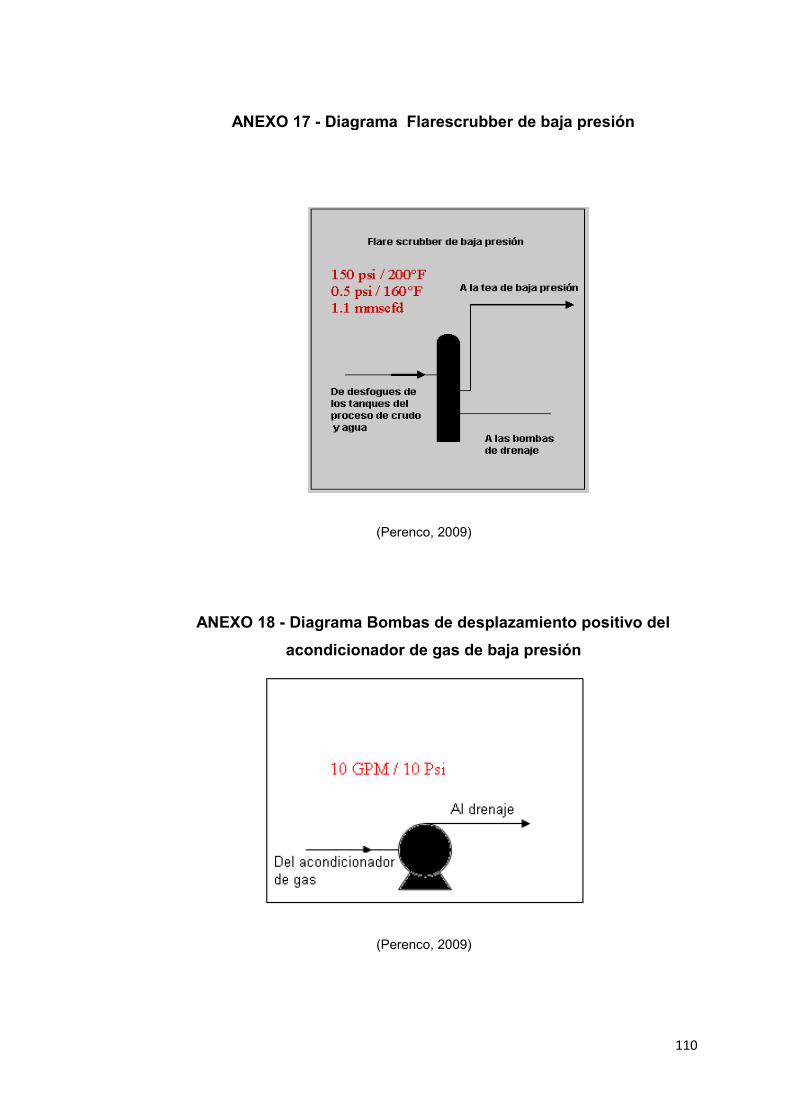
ANEXO 17
ANEXO 18 -
acondicionador de gas de baja pres
ANEXO 17 - Diagrama Flarescrubber de baja presión
(Perenco, 2009)
Diagrama Bombas de desplazamiento positivo del
acondicionador de gas de baja presión
(Perenco, 2009)
110
Diagrama Flarescrubber de baja presión
Diagrama Bombas de desplazamiento positivo del
ión
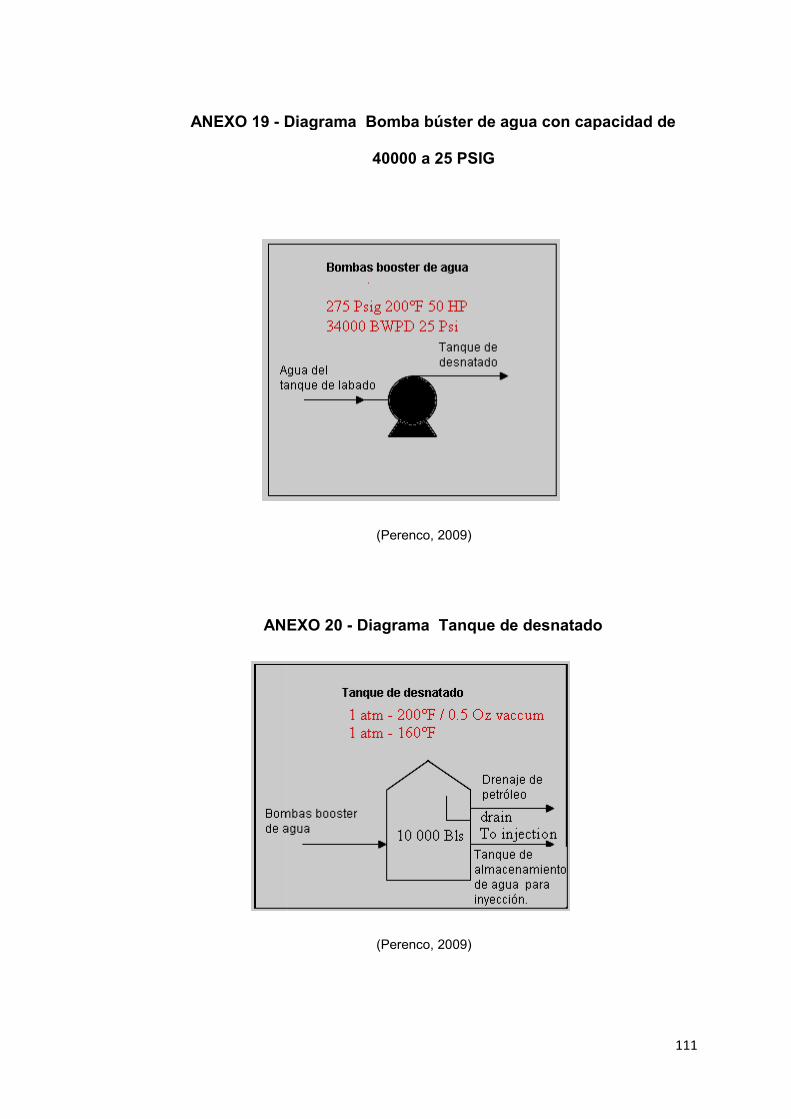
ANEXO 19 - Diagrama Bomba búster de agua con capacidad de
ANEXO 20
Diagrama Bomba búster de agua con capacidad de
40000 a 25 PSIG
(Perenco, 2009)
ANEXO 20 - Diagrama Tanque de desnatado
(Perenco, 2009)
111
Diagrama Bomba búster de agua con capacidad de
Diagrama Tanque de desnatado

ANEXO 21
ANEXO
ANEXO 21 - Diagrama Tanque de almacenamiento de agua
(Perenco, 2009)
ANEXO 22 - Diagrama Bombas búster de agua
(Perenco, 2009)
112
Diagrama Tanque de almacenamiento de agua
Diagrama Bombas búster de agua
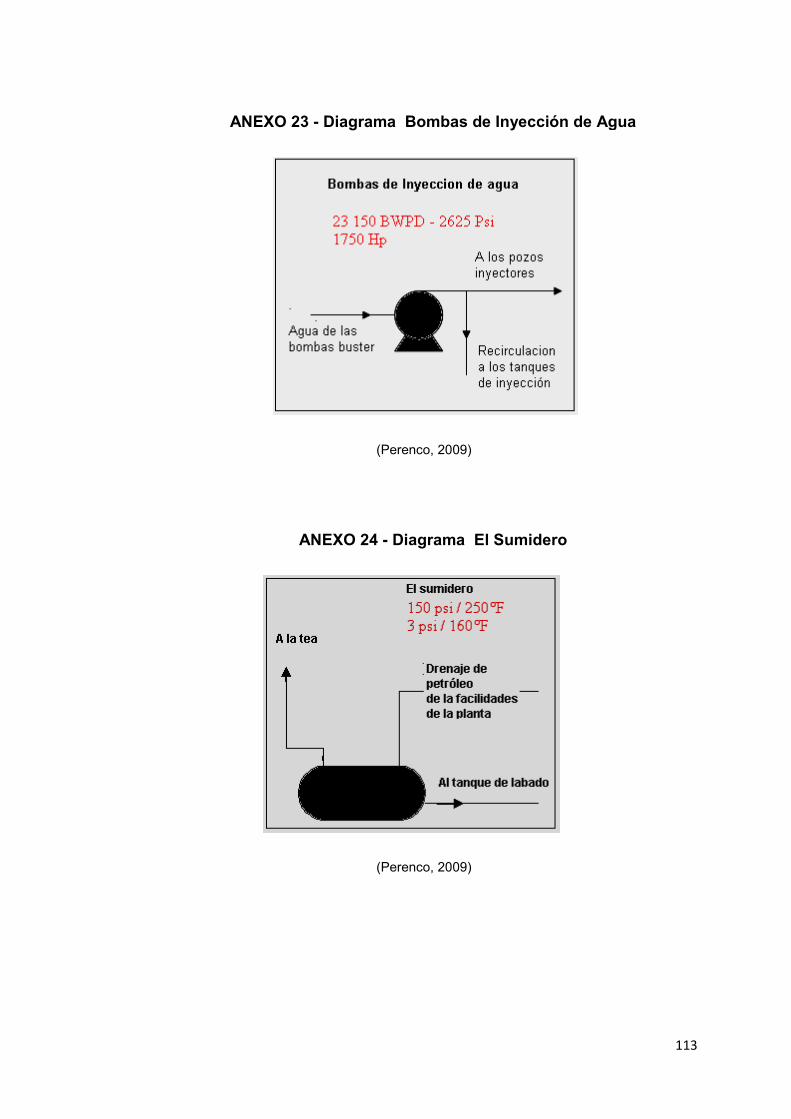
ANEXO 2ANEXO 23 - Diagrama Bombas de Inyección de Agua
(Perenco, 2009)
ANEXO 24 - Diagrama El Sumidero
(Perenco, 2009)
113
n de Agua
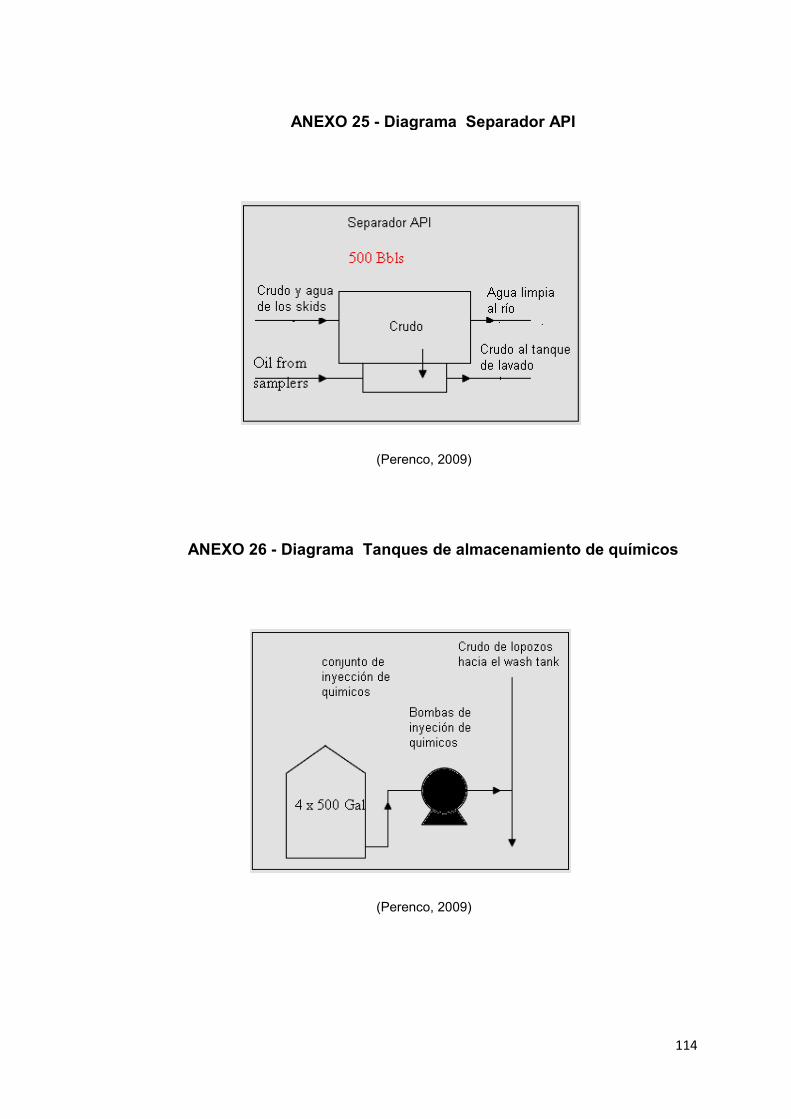
ANEXO 26 - Diagrama Tan
ANEXO 25 - Diagrama Separador API
(Perenco, 2009)
Diagrama Tanques de almacenamiento de químicos
(Perenco, 2009)
114
Diagrama Separador API
ques de almacenamiento de químicos

ANEXO 27 - Diagrama Tanque de almacenamiento de aceite térmico
ANEXO 28 - Diagrama Tanque de Almacenamiento de Aceite Térmico
Diagrama Tanque de almacenamiento de aceite térmico
(Perenco, 2009)
Diagrama Tanque de Almacenamiento de Aceite Térmico
(Perenco, 2009)
115
Diagrama Tanque de almacenamiento de aceite térmico
Diagrama Tanque de Almacenamiento de Aceite Térmico
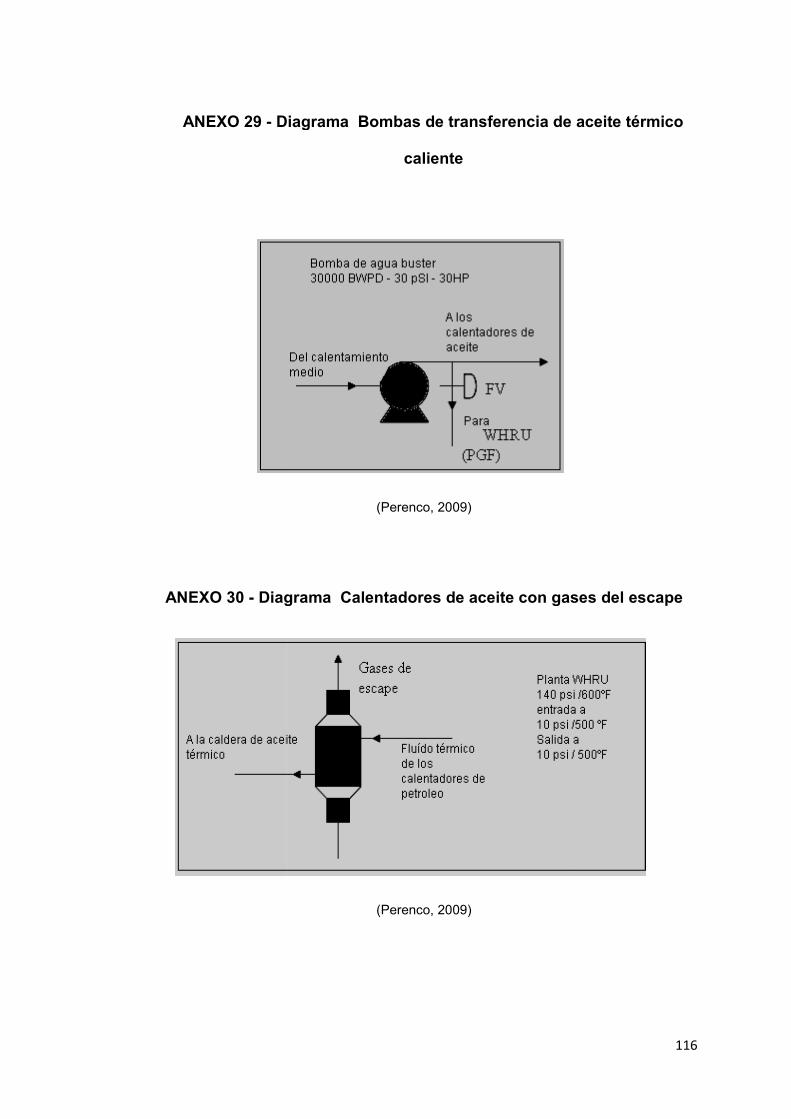
ANEXO 29 - Diagrama Bombas de
ANEXO 30 - Diagrama Calentadores de aceite con gases del escape
Diagrama Bombas de transferencia de aceite térmico
caliente
(Perenco, 2009)
Diagrama Calentadores de aceite con gases del escape
(Perenco, 2009)
116
sferencia de aceite térmico
Diagrama Calentadores de aceite con gases del escape

ANEXO 31
ANEXO 32
ANEXO 31 - Diagrama Caldera de aceite térmico
(Perenco, 2009)
ANEXO 32 - Diagrama Calentadores eléctricos de a
(Perenco, 2009)
117
Diagrama Caldera de aceite térmico
Diagrama Calentadores eléctricos de ajuste

ANEXO 33 - Diagrama Calentador de
Diagrama Calentador de interface del tanque de lavado
(Perenco, 2009)
118
del tanque de lavado




























![Dnevni avaz [broj 6089, 5.8.2012]](https://img.pdfslide.tips/doc/110x75/577ce6d11a28abf10393a9c2/dnevni-avaz-broj-6089-582012.jpg)
