Embed Size (px)
Citation preview
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
SISTEMA DE EDUCACIÓN A DISTANCIA
ESCUELA DE CONTABILIDAD Y AUDITORIA.
Tesis de Grado
PREVIA A LA OBTENCIÓN DEL TÍTULO DE LICENCIADA EN
CONTABILIDAD Y AUDITORIA CONTADOR PÚBLICO.
TEMA:
PROPUESTA DE UN SISTEMA DE COSTEO PARA LA EMPRESA “LIGAS
HEVEA”
Estudiante:
KATHERINE GABRIELA ANCHUNDIA CASTILLO
Director de Tesis:
Ing. GUSTAVO BEJARANO GALLARDO
Santo Domingo – Ecuador
2014
ii
PROPUESTA DE UN SISTEMA DE COSTEO PARA LA EMPRESA “LIGAS
HEVEA”
Ing. Gustavo Bejarano Gallardo ________________________
DIRECTOR DE TESIS
APROBADO
PRESIDENTE DEL TRIBUNAL ________________________
MIEMBRO DEL TRIBUNAL ________________________
MIEMBRO DEL TRIBUNAL ________________________
Santo Domingo,…….de………………………….del 2014.
iii
_________________________________
Katherine Gabriela Anchundia Castillo
C.C. 1724114036
Autor: KATHERINE GABRIELA ANCHUNDIA
CASTILLO
Institución: UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
Título de Tesis: PROPUESTA DE UN SISTEMA DE COSTEO PARA
LA EMPRESA “LIGAS HEVEA”
Año: 2014
iv
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
Extensión Santo Domingo
INFORME DEL DIRECTOR DE TESIS
Santo Domingo……. de………………….. del 2014
Msc. Alexandra Gutiérrez
COORDIANDORA DE LA CARRERA CONTABILIDAD Y AUDITORIA CP
Presente.
De mis consideraciones.-
Mediante la presente tengo a bien informar que el trabajo investigativo realizado por
(el) o (la) (señor) o (señorita): Katherine Gabriela Anchundia Castillo, cuyo tema es:
PROPUESTA DE IN SISTEMA DE COSTEO PARA LA EMPRESA “LIGAS
HEVEA”, ha sido elaborado bajo mi supervisión y revisado en todas sus partes, por lo
cual autorizo su respectiva presentación.
Particular que informo para fines pertinentes.
Atentamente.
___________________________
Ing. Gustavo Bejarano Gallardo
DIRECTOR DE TESIS
v
DEDICATORIA
El presente trabajo de investigación está dedicado a mi
mami Anita, a mis hermanitas y a toda mi familia, también a
Leonardo que es el amor de mi vida, a todos a quien les
pueda servir de apoyo para despejar sus dudas sobre
costos y en especial a la empresa que me siempre me apoyo
a “Ligas Hevea”
Katherine Anchundia
vi
AGRADECIMIENTO
Agradezco a Dios, por permitirme terminar con una de mis
metas propuestas, a mi mami Anita, a mis hermanitas a mi
novio Leonardo, por estar siempre a mi lado apoyándome
en todas las cosas, y a los docentes que ayudaron a mi
formación académica.
Katherine Anchundia
vii
TABLA DE CONTENIDO
………………………………………………………………………..… Página
1.- Portada………………………………………..…………… ……… i
2.- Hoja de sustentación y aprobación de los integrantes del tribunal.. ii
3.- Hoja de responsabilidad del autor……………………………… iii
4.- Informe de aprobación del director de tesis……………………. iv
5.- Dedicatoria……………………………………………………… v
6.- Agradecimiento………………………………………………… vi
7.- Índice…………………………………………………………... vii
CAPÍTULO I: PROBLEMA DE LA INVESTIGACIÓN
1.- Planteamiento del Problema………………….....…..……………. 1
2.- Justificación……………..……….……………………………….. 3
3.- Formulación del Problema….....………………………………….. 4
4.- Sistematización del Problema…….………………………….….... 4
5.- Título…………...…………………………………………………. 4
6.- Objetivo General…...…..…………………………………………. 5
7.- Objetivos Específicos...……………….…………………………... 5
8.- Variables…...………………………………………..……………. 5
CAPITULO II: MARCO TEÓRICO
1.- Marco Teórico…………………………………..……………….... 7
1.1.- Costo…...…………………………………………………………. 7
1.2.- Gasto……………………………………………………………… 7
1.3.- Los Elementos del Costo…………………….……………………. 8
1.4.- Los Objetivos Específicos del Costo……………………………... 13
2.- Marco Conceptual…...………………………………………….… 19
3.- Marco Económico……………………………………………….... 21
viii
4.- Marco Legal..……………………………………………...……… 23
CAPÍTULO III: METODOLOGÍA DE LA INVESTIGACIÓN
1.- Diseño de Investigación………………………..……………...….. 26
2.- Métodos de Investigación……...…………………………………. 26
3.- Técnicas Generales de Investigación…………...………………… 27
CAPÍTULO IV: RESULTADO DE LA INVESTIGACIÓN
1.- Entrevista al Picador de caucho (David Gualinga)…………...…... 32
2.- Entrevista al Procesador de Látex (Rolando Vera)…..………..….. 33
3.- Entrevista al Jefe de Producción (Freddy Morales)…….………… 34
4.- Entrevista al Encargado de Control de Calidad (Diodis Cool).... . 36
5.- Entrevista a Operaria de Ligas (Inés Ojeda)…….……………..…. 37
6.- Entrevista a Jefe Financiero (Ing. Fernanda Espinoza)……..….…. 39
CAPÍTULO V: DIAGNÓSTICO
1.- Diagnóstico………………………..…………………...…………. 42
2.- La Estructura de la Empresa……………………………………… 47
3.- Tipos de Ligas………………..……………………………....…… 48
4.- Manejo del Costo……………….………………………………… 49
5.- Empleados de la Empresa……...…………………………………. 50
6.- Procesos del Látex……...……………………………………….... 51
7.- Clasificación de los Elementos del Costo………..……………….. 51
8.- Clasificación de Gastos……..…………………………….………. 53
9.- Los Procesos del Látex en la empresa……...……………….……. 53
CAPÍTULO VI: PROPUESTA
1.- Organigrama Propuesto para Ligas Hevea….…………..………… 67
2.- Proceso 1: Proceso de Cremado…………..………………….…… 69
ix
3.- Proceso 2: Preparación de Carga…….……………………..…….. 74
4.- Proceso 3: Proceso de Acelerado……..………………..…………. 78
5.- Proceso 4: Proceso de Preparación de látex………..……...……… 79
6.- Proceso 5: Proceso de Moldeo………..…………………...……… 81
7.- Proceso 6: Secado de Mangueras…..…………………...………… 83
8.- Proceso 7: Elaboración de Fundas de Liga…….…….…………… 89
9.- Informe de Costos de Producción…….………………………...… 99
10.- Punto de Equilibrio……………...…………………………..……. 105
CAPÍTULO VII: CONCLUSIONES Y RECOMENDACIONES
Conclusiones…….……………………………………………….……….. 110
Recomendaciones……………………………………………...…………. 114
ÍNDICE DE CUADROS
………………………………………………………………………….. Página
Cuadro Nº 1: Estado del Costo…………………………………............... 17
Cuadro Nº 2: Estado del Costo de Producción y Ventas……………….... 18
Cuadro Nº 3: Cuadro de Población de la Independencia............................ 22
Cuadro Nº 4: Clasificación de Departamentos en Ligas Hevea.................. 27
Cuadro Nº 5: Preguntas de las Entrevistas a Empleados de Ligas Hevea... 28-29
Cuadro Nº 6: Cuadro de Socios de Eslucauchos Cía. Ltda. ………...…… 45
Cuadro Nº 7: Empleados por área de la empresa Ligas Hevea…………... 50
Cuadro Nº 8: Cuadro de Materia Prima……………………………….….. 52
Cuadro Nº 9: Cuadro de Productividad del árbol de caucho………..…… 53
Cuadro Nº 10: Cuadro de Proceso de Cremado……………………..…… 70
Cuadro Nº 11: Cuadro de Depreciación de Batidor de Cremador……….. 72
Cuadro Nº 12: Cuadro de Depreciación de Batidor de Látex Bases…….. 73
Cuadro Nº 13: Cuadro de Proceso de Preparación de Carga…………...… 76
Cuadro Nº 14: Cuadro de Depreciación de Molino de Carga.………….... 77
x
Cuadro Nº 15: Cuadro de Proceso de Acelerado………………...………. 78
Cuadro Nº 16: Cuadro de Proceso de Preparación del Látex………….…. 80
Cuadro Nº 17: Cuadro de Proceso de Moldeo………...………...……….. 82
Cuadro Nº 18: Cuadro de Proceso de Secado de Manguera…………...… 85
Cuadro Nº 19: Cuadro de Depreciación del Horno de Ligas…………..… 86
Cuadro Nº 20: Cuadro de Depreciación del Compresor de Aire………..... 87
Cuadro Nº 21: Cuadro de Depreciación del Intercambiador…………...… 88
Cuadro Nº 22: Cuadro de Depreciación de la Pistola de Aire…………..... 88
Cuadro Nº 23: Cuadro de Elaboración de Fundas de Liga……………..... 93
Cuadro Nº 24: Cuadro de Depreciación de Cortadora de Ligas……….… 94
Cuadro Nº 25: Cuadro de Depreciación de Balanzas……………..……… 95
Cuadro Nº 26: Cuadro de Depreciación de Selladora……………...…….. 95
Cuadro Nº 27: Cuadro de Depreciación de Contador Eléctrico………….. 96
Cuadro Nº 28: Cuadro de Depreciación de la Cosedora………….…….… 97
Cuadro Nº 29: Cuadro de Control de Materia Prima……………..………. 119
Cuadro Nº 30: Cuadro de Control de Producto Terminado………………. 120
ÍNDICE GRÁFICO - ILUSTRACIONES
………………………………………………………………….… Página
Gráfico Nº 1: Clasificación y Tratamiento de los Elementos del Costo…. 10
Gráfico Nº 2: Clasificación y Tratamiento de los Elementos del Costo.… 13
Gráfico Nº 3: Gráfico de Población de la Independencia…………...……. 23
Gráfico Nº 4: Estructura de la empresa Ligas Hevea………………...…… 47
Gráfico Nº 5: Tipos de Liga………………………..…..……………….… 48
Gráfico Nº 6: Proceso de Elaboración de Ligas en la Empresa Ligas
Hevea…………….………………………………….…….. 67
Gráfico Nº 7: Jerarquía en la empresa Ligas Hevea……………………… 116
Imagen Nº 1: Croquis de la empresa Ligas Hevea……………..…………. 46
xi
Imagen Nº 2: Árbol de caucho picado en un ángulo de 30º para
sacar Látex……………………………………………...… 54
Imagen Nº 3: Tanque de látex preparado………………………………… 57
Imagen Nº 4: Encargado de Control de Calidad…..……………………… 58
Imagen Nº 5: Tableros moldeados colocados en los burros……………… 60
Imagen Nº 6: El sacador de ligas sacando mangueras del tablero……...… 61
Imagen Nº 7: Canastas de mangueras ubicadas en las perchas….…...…… 62
Imagen Nº 8: Operaria enfundando ligas……………………………...….. 64
Imagen Nº 9: Operarias pesando y sellando fundas de ligas…………..…. 65
Imagen Nº 10: Molino de Bolas…………………………………......…… 75
Imagen Nº 11: Compresor de Aire…………………………………..…… 83
Imagen Nº 12: Air Blowers………………………………………….…… 84
Imagen Nº 13: Balanza digital……………………………………..…….. 90
Imagen Nº 14: Selladora………………………………………………..… 91
Imagen Nº 15: Cosedora de sacos……………………………………...… 92
Imagen Nº 16: Rol de pagos de un Encargado de Control de Calidad….... 137
Imagen Nº 17: Pago de Horas extras.………………………………….…. . 137
ÍNDICE DE APÉNDICES
…………………………………………………………………… Página
1.- Apéndice Nº 1………………………………………………………… 122
2.- Apéndice Nº 2………………………………………………………… 133
ÍNDICE DE ANEXOS
……………………………………………………………………. Página
1.- Anexo N°1 Rol de pagos de Diodis Cool y recibo de horas extras….... 137
BIBLIOGRAFÍA……………………………………………………...….. 138
CAPÍTULO I:
PROBLEMA DE LA
INVESTIGACIÓN
1
PROBLEMA DE LA INVESTIGACIÓN
1. PLANTEAMIENTO DEL PROBLEMA
La empresa Ligas Hevea, es una empresa ecuatoriana dedicada a la producción de
ligas para banano de exportación, esta empresa tiene 28 años ya en la industria del
látex, elaborando las mejores ligas para banano del Ecuador. La empresa no maneja
un departamento de contabilidad sólido ya que los servicios contratados a un
contador son únicamente para tributar ante el Servicio de Rentas Internas, por lo
cual está calculando sus costos de producción mediante la sumatoria del conjunto
de costos y gastos y se los divide para las unidades obtenidas. Una de las cosas que
nos pudimos dar cuenta en nuestras visitas a la empresa es que el valor unitario de
la funda de liga es un precio establecido por Gerencia de acuerdo con los resultados
que le de la división anterior adicionándole un 30% de utilidad que es la deseada.
Otro de las falencias que tiene la empresa es la forma de calcular los valores
incurridos por mano de obra, ya que no se está reconociendo eficazmente a los
empleados, además no cuentan con un cuidado íntegro del personal de trabajo. En
la empresa se tiene un ligero descuido por la parte contable esto es porque a pesar
de los años que tiene ya en el mercado no se ve que estén haciendo algo para
cambiar esto, como sabemos es fundamental tener todos los documentos en regla
para a un futuro no tener problemas, al no tener cálculos de una forma técnica se
corre el riesgo que estén mal llevados y el resultado de esto pasa directamente a los
estados financieros de la empresa por lo que seguramente no deben de estar bien
elaborados, por lo que sus ganancias no están establecidas como deberían ser y es
muy probable que no se esté manejando de forma correcta sus gastos. También se
descubrió que no están llevando los kárdex de sus productos de forma eficaz sino
2
más bien de forma sencilla lo cual les causa muchos problemas al momento de
verificar sus saldos y hacer sus respetivos despachos. Después de todo lo conocido
en las visitas a la empresa Ligas Hevea nace la necesidad de investigar y llegar a
una respuesta a estos problemas que tiene por el momento la empresa.
Como nos podemos dar cuenta la empresa no ha costeado su producto técnicamente
sino de una forma empírica, se ha mantenido en el mercado haciéndose conocer
muy bien con los exportadores de banano por la calidad que tienen sus ligas y poco
a poco la empresa ha crecido mucho, pero se debe tener en cuenta que si la
empresa no implementa un sistema de costeo técnico, no podrá establecer sus
ganancias de manera eficaz ya que estarán calculando valores imaginarios y no los
verdaderos valores. Si la empresa no cambia sus hábitos contables continuara con
los inconvenientes en los cálculos de mano de obra que prácticamente estaría
explotando a sus empleados al no remunerarles bien y como no saben distribuir
bien sus gastos no invierten en buenos implementos de protección para sus
empleados. Si la empresa no mejora en estos aspectos podría tener serios problemas
con demandas de sus empleados, o con el SRI porque a pesar de que son
contribuyentes obligados a llevar contabilidad no lo hacen de la manera correcta. Si
la empresa no cuenta con la asesoría técnica no podría tener bases sólidas para el
desarrollo de la misma como es la meta de sus dueños.
Si la empresa decide implementar un sistema de costeo técnico que sería lo ideal
tendrá una visión clara de la realidad de sus costos. Que le ayudaran a seguir
creciendo como lo tiene planeado. De esta manera podrán realizar buenas
proyecciones de sus gastos invirtiendo de forma correcta en nuevas maquinarias en
3
automatizaciones como es lo que están buscando. Con el costeo adecuado de su
producto mediante un sistema de costeo tendrá un buen control con los elemento
del costo y sobretodo con uno de ellos que es mano de obra, con la correcta
utilización de sus gastos puede invertir en la seguridad de sus empleados como
debe de ser. Podrá realizar sus informes de costos de forma eficaz, para que la
empresa haga un análisis de mercado y constate que el precio de la funda de liga se
esté cotizando de manera competitiva ante el mercado exportador de banano y a
nivel internacional, comprobar que no se esté dando su producto por debajo de su
costo. Como estos cambios serán en el departamento de contabilidad será donde se
establezca el precio de la funda de ligas para ser aprobado por el Gerente, se
desarrollaran los informes para proyecciones futuras de forma efectiva y real, se
optimizara el manejo de sus kárdex en todos sus productos, para que ya no tengan
problemas al momento de hacer sus despachos, ni con sus otros productos como
son materia prima, materiales generales de fabricación. Al instalar este sistema de
costeo en la empresa Ligas Hevea estarían empezando su desarrollo como empresa.
Al tener todo esto en orden pueden reorganizar sus precios, mejorar la calidad de
sus productos porque sabrían en que invertir con seguridad para cada vez llegar a
más exportadores de banano. Ya que con todo esto lograron mantenerse 28 años en
el mercado ya con bases firmes podrán hacerlo por mucho tiempo más y quien sabe
lleguen a ser la única empresa que elabore ligas para banano en el Ecuador.
2. JUSTIFICACIÓN.
Esta investigación se fundamenta en ciencia y técnica contable cuya finalidad es
aportar con información útil derivándose de la contabilidad de costos. Fijándose en
4
los costos de producción ya que los ejecutivos de la empresa necesitan saber el
costo económico que implica la fabricación de las ligas para banano y a su vez
mantenerse al tanto de los gastos de producción, de las ventas, de tener en claro el
margen de utilidad que se obtiene al elaborar de las ligas y revisar en que aspecto
se puede mejorar para fomentar el crecimiento de la empresa, así poder proyectar
las utilidades de la empresa.
3. FORMULACIÓN DEL PROBLEMA
¿Será que la empresa Ligas Hevea necesita un método de costeo para controlar su
producción en ligas?
4. SISTEMATIZACIÓN DEL PROBLEMA
¿Qué tipo de método se aplicaría mejor en la empresa Ligas Hevea?
¿Cómo se podría clasificar los costos de producción en la empresa Ligas Hevea?
¿Qué tipo de clasificación será necesaria para costear los productos Ligas Hevea?
¿Cómo se deben clasificar los procesos de producción en la empresa Ligas Hevea?
5. TÍTULO
PROPUESTA DE UN SISTEMA DE COSTEO PARA LA EMPRESA “LIGAS
HEVEA”
5
6. OBJETIVO GENERAL
Proponer un sistema de costeo técnico para determinar el precio acertado de la
funda de ligas en la empresa “Ligas Hevea”.
7. OBJETIVOS ESPECÍFICOS.
Realizar una revisión bibliográfica sobre contabilidad de costos y decidir
que método de costeo es el mejor para la empresa.
Preparar un diagnóstico de costos de la empresa Ligas Hevea.
Hacer la clasificación de costos y sus elementos.
Revisar las actividades involucradas en el proceso de fabricación, para
clasificar de manera eficaz los procesos de producción.
Costear el producto unitario, para proponer un precio acertado a la funda de
ligas para banano.
8. VARIABLES
Variables Independientes:
Sistema de costeo propuesto.
Variables Dependientes:
Costos unitarios.
Costos fijos y variables.
Utilidad y Precio.
CAPÍTULO II:
MARCO TEÓRICO
7
1. MARCO TEÓRICO
Los costos y gastos son similares en el momento en que se incurren ya que implican el
desembolso de dinero para la empresa, claro está que se deben clasificar y para ello
debemos explicar a qué se refiere cada uno.
1.1.Costo
Es el sacrificio incurrido para la producción de un producto o la prestación de un
servicio.
GÓMEZ (1998), dice: “Se entenderá como el valor monetario que se invierte en los
elementos materiales, fuerza laboral necesaria y demás insumos requeridos para
fabricar bienes o sus partes y procesos o para generar servicios o productos intangibles,
cuya presencia beneficiosa es incuestionable”
Según la definición de Gómez, y de acuerdo a lo interpretado para mí, el Costo.- se
mencionara a todo el conjunto monetario que deben ser utilizados durante toda la
elaboración de un producto o prestación de un servicio.
1.2.Gasto
MOLINA, (1998) dice: Son los valores que se aplican en venta y administración.
De acuerdo a lo estudiado para este proyecto se definirá así:
Gasto.- son todos los egresos utilizados para el funcionamiento de la empresa
correspondiente a la actividad económica de la misma, clasificando en administrativos,
financieros y de ventas.
8
1.3.LOS ELEMENTOS DEL COSTO.
Los elementos que se utilizarán son los siguientes:
Materia Prima
MOLINA (2007) dice: “Los materiales que se identifican claramente con un artículo
terminado toman el nombre de materiales directos o materias primas directas, y
tienen la particularidad de ser fácilmente medibles en la cantidad que forma parte
del artículo terminado, consecuentemente su costo es determinado sin dificultad y
aplicado al costo total del artículo. Ejemplo: la tela que se emplea en la confección
de un vestido”.
Para el desarrollo del sistema de costeo, tenemos como el primer elemento al a Materia
Prima que significa lo siguiente:
Materia Prima.- son todos los materiales que se utilizan de forma directa e
irremplazable en la elaboración, siendo en muchos casos el más importante de los
elementos, ya sean estos en su estado natural o con alguna transformación, son de fácil
identificación perfectamente mediables y cargables a la producción.
Mano de Obra
SARMIENTOS (2005) dice: “Es la fuerza de trabajo o el trabajo humano
incorporado en el producto, es decir el que elaboran los trabajadores en el proceso
de producción, sea su trabajo manual o tecnificado en las máquinas que están
transformando en productos terminados, además el valor por pago de salarios se
puede fácilmente determinar en dicho productos. Ejemplo – nómina de pagos de los
trabajadores utilizada en la fabricación de muebles”.
Para este elemento del costo se definirá lo siguiente:
Mano de Obra.- se considera a la mano de obra directa al salario del personal que
interviene durante el proceso de producción, es decir se recopila todo el gasto que se
utilizó en trabajo humano para lograr la elaboración de nuestro producto, ya sea el
trabajo físico, intelectual o tecnificado.
9
Costos Generales de Fabricación,
HARGADON (2007) dice: “Además de los materiales directos y la mano de obra
directa, hacen falta para la fabricación de los productos otra serie de los costos tales
como servicios públicos (agua, luz y teléfono), arrendamiento de plantas y equipos,
seguros de plantas, etc. Todos estos costos juntos con los materiales indirectos y la
mano de obra indirecta, conforman el grupo de los llamados Costos Generales de
Fabricación y constituye el tercer elemento integral del costo total del producto
terminado”.
Se tomaran a los siguientes como Costos Generales de Fabricación:
Costos Generales de Fabricación.- Son todos los materiales necesarios para
complementar la presentación de nuestro producto o presentación de un servicio,
mismo que son fácil de precisar en el precio del producto terminado, también es
conocido como carga fabril, comprende también la Mano de Obra Indirecta y
Materiales Indirectos.
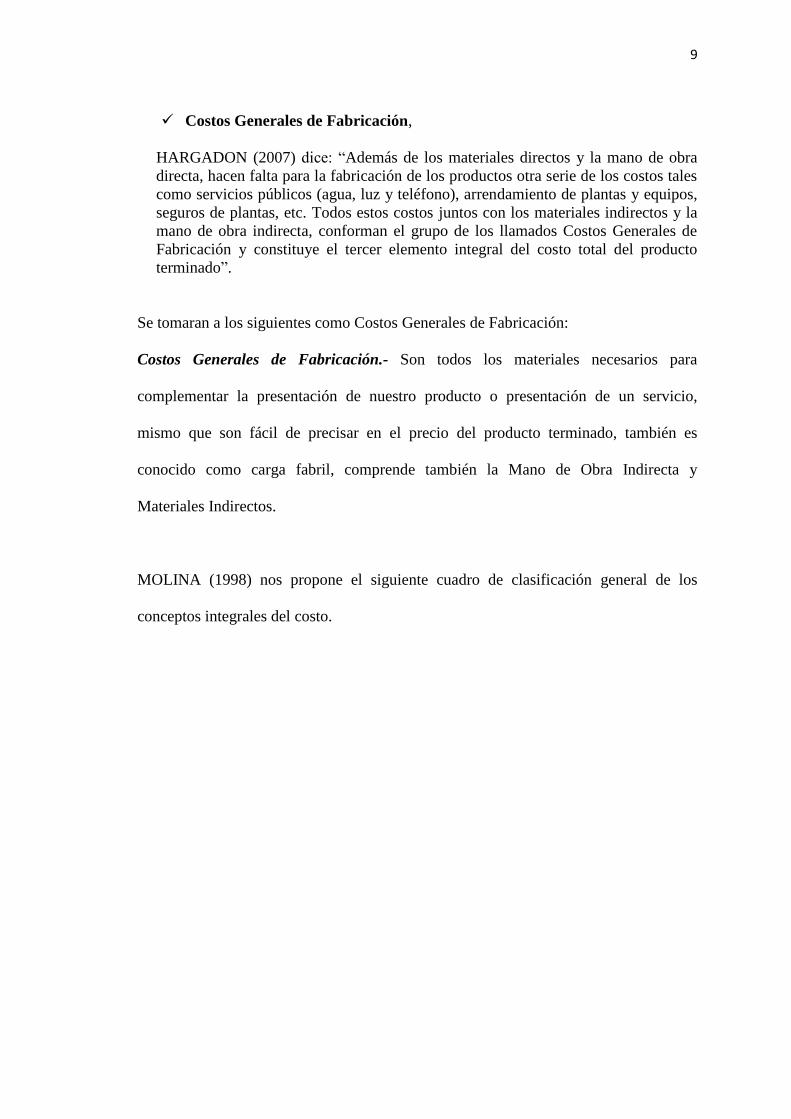
MOLINA (1998) nos propone el siguiente cuadro de clasificación general de los
conceptos integrales del costo.
10
Materia Prima Directa
Mano de Obra Directa
Materia Prima Indirecta
Manos de Obra Indirecta
Sueldos oficinas de fábrica
Sueldos jefes de talleres
Sueldos jefes de departamentos
Luz y fuerza eléctrica
Arriendo local fábrica
Sueldos y comisiones vendedores
Gastos y viajes de vendedores
Propaganda
Arriendos de ventas
Sueldos de empleados
Honorarios de directores
Útiles de oficina
Teléfonos y correos
UTILIDAD
C D
COSTOS
COMERCIALES
N
GASTOS DE
ADMINISTR
ACIÓN
I
T E
S R
GASTOS DE
VENTAS O I
PRECIO
DE
VENTA
COSTO
PRIMO COST
O
DIR
ECT
O
COSTOS
INDIRECTOS
DE
FABRICACIÓN
O
COSTOS
DE
FABRICACIÓ
N
Y
DISTRIBUCIÓ
N
T
COSTOS
DE
FABRICACI
ÓN O C
Gráfico Nº 1: Clasificación y Tratamiento de los Elementos del Costo.
Elaborado: Katherine Anchundia.
Fuente: Molina
11
En este proyecto la clasificación y tratamiento de los elementos del costo será de la
siguiente manera:
Por su comportamiento:
Fijos.- son los gastos constantes que tenemos para la producción de un bien o
prestación de un servicio sin que estos varíen con la cantidad de la producción.
Variables.- son todos los gastos que varían de acuerdo al volumen de la
producción de un bien o prestación de un servicio.
Mixtos.- son los gastos que tienen algo de fijos y de variables. Ejemplo, la
energía eléctrica.
Por sus departamentos:
Gastos de Administración.- son la sumatoria de los egresos incurridos para el
correcto funcionamiento de esta área.
Gastos de Venta.- son la acumulación de los egresos destinados para el
funcionamiento de esta área.
Gastos de Producción.- son los gastos que tienen cada área de producción de la
empresa, los gastos que se mantienen para el correcto funcionamiento de los
equipos, son la sumatoria de todos los gastos incurridos para la elaboración del
producto.
12
Por el método de cálculo:
Utilizaremos el Costo Real.- que son calculados al terminar el proceso de
producción de un producto o prestación de un servicio.
Por su identificación tendremos:
Costos Directos.- son la acumulación de los elementos que intervienen de forma
directa en el proceso de producción.
Costos Indirectos.- son la acumulación de los elementos que son utilizados en el
proceso de producción de forma indirecta, mismos que no son fáciles de medir
al momento de aplicar el gasto en el costo del producto. Ejemplo, hilo de la
cosedora.
Por el tiempo de su determinación:
Diaria.- se harán diariamente las órdenes por lote en cuanto es el proceso diario
de producción del producto para las operarias.
Semanal.- se revisaran semanalmente la producción por áreas de producción.
Mensual.- se entregaran costos de producción mensualmente a Gerencia.
13
1.4. LOS OBJETIVOS ESPECÍFICOS DEL COSTO
ZAPATA (2007) dice: Los objetivos específicos son:
Caracterizar la producción en serie y el sistema de acumulación denominado por
procesos.
Calcular la producción equivalente de unidades físicas a nivel de cada uno de los
elementos del costo.
Registrar y asignar con propiedad y equidad las inversiones en materiales, mano de
obra y costos generales a cada uno de los procesos o departamentos productivos.
Preparar los informes de cantidades y de costos de producción por cada uno de los
departamentos productivos.
Elaborar los estados de costos de productos vendidos.
Las características de la producción en serie.- requiere infraestructura instalada
suficiente y de calidad, es decir hombres competentes, comprometidos y creativos,
procesos y procedimientos ágiles y seguros, maquinas modernas y apropiadas,
tecnología avanzada, espacios confortables y funcionales, amiente laboral acogedor
y los demás insumos y servicios de calidad que contribuyan a la generación de
bienes o servicios que la empresa pretenda ofrecer a sus clientes actuales y futuros.
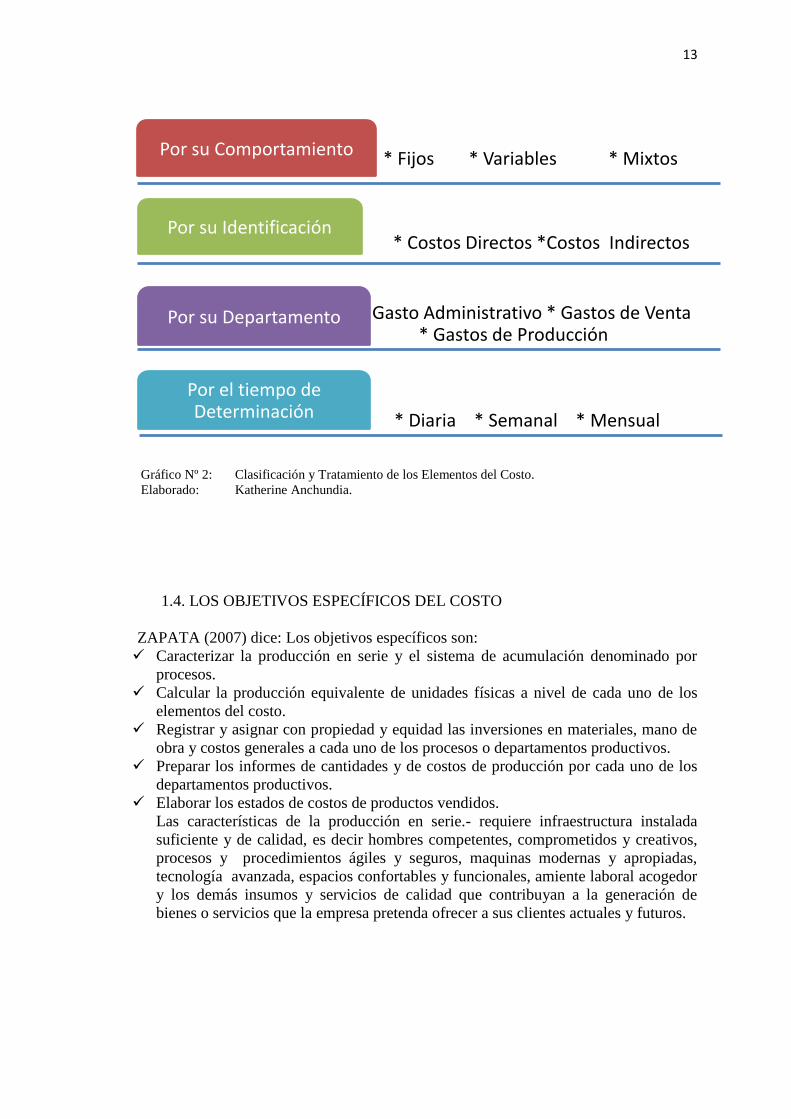
* Fijos * Variables * Mixtos Por su Comportamiento
* Costos Directos *Costos Indirectos Por su Identificación
* Gasto Administrativo * Gastos de Venta * Gastos de Producción
Por su Departamento
* Diaria * Semanal * Mensual
Por el tiempo de Determinación
Gráfico Nº 2: Clasificación y Tratamiento de los Elementos del Costo.
Elaborado: Katherine Anchundia.
14
SARMIENTOS (2005) dice: Objetivo
El principal, es conocer con la mayor exactitud posible, cual es el costo unitario
efectivo del artículo(s) que se produce, a qué precio se está vendiendo en el
mercado, si se está utilizando adecuadamente todos y cada uno de los recursos
disponibles, que le permita cumplir con las expectativas de la empresa.
En este proyecto se tomaran en cuentan los siguientes objetivos del costo:
Calcular los costos de acuerdo a la producción en unidades producidas.
Revisar los costos de inversión en los elementos del costo.
Preparar informes de cantidades y de costos de producción por cada una de las
áreas de producción.
Elaborar los estados de producción mensual.
Obtener el precio del producto más adecuado para el mercado.
Costos por Procesos según Rubén Sarmientos
Este sistema, se aplica generalmente en empresas donde el proceso de producción es
continuo, en serie, en gran escala; para artículos similares y en varios procesos,
entendiéndose como proceso los elementos del costo utilizados en la parte elaborada
de dicho artículo.
Los costos se acumulan por cada proceso o departamento de producción, hasta su
terminación; para así poder determinar el costo total unitario, por ejemplo en
industrias textiles, empresas mineras, empresas donde mezclen productos químicos,
etc.
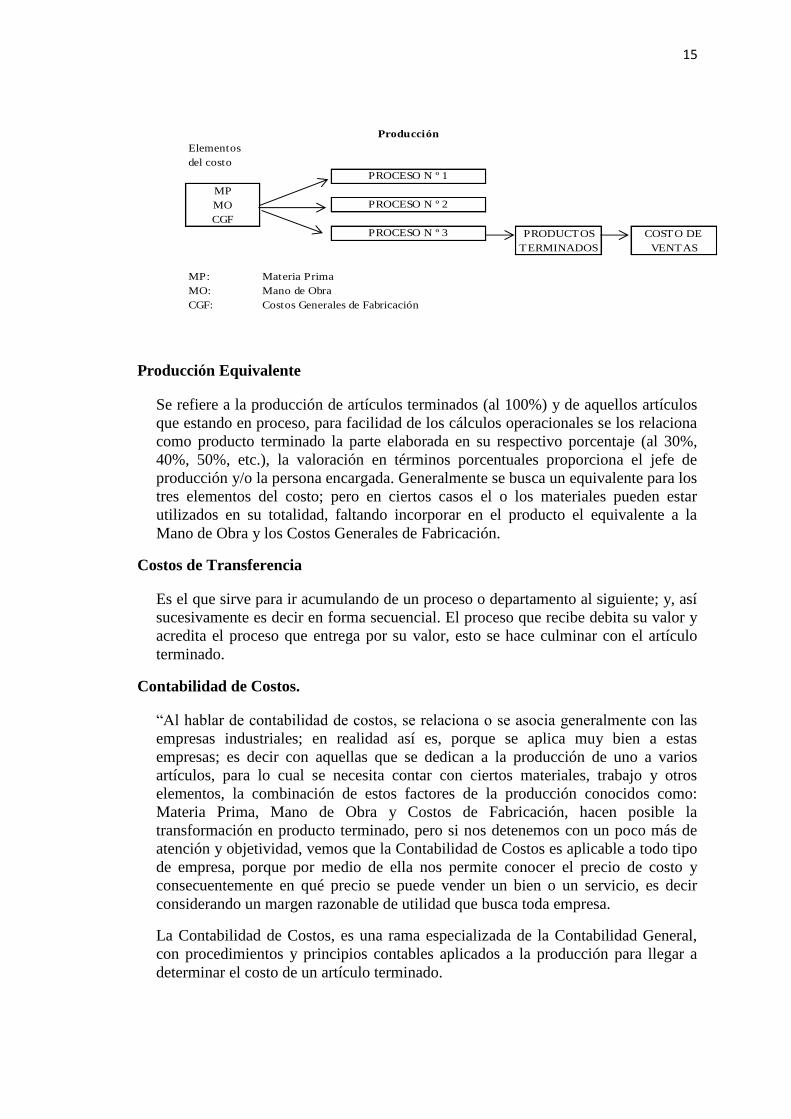
15
Elementos
del costo
MP
MO
CGF
MP: Materia Prima
MO: Mano de Obra
CGF: Costos Generales de Fabricación
PROCESO N º 1
PROCESO N º 2
PROCESO N º 3
Producción
PRODUCTOS
TERMINADOS
COSTO DE
VENTAS
Producción Equivalente
Se refiere a la producción de artículos terminados (al 100%) y de aquellos artículos
que estando en proceso, para facilidad de los cálculos operacionales se los relaciona
como producto terminado la parte elaborada en su respectivo porcentaje (al 30%,
40%, 50%, etc.), la valoración en términos porcentuales proporciona el jefe de
producción y/o la persona encargada. Generalmente se busca un equivalente para los
tres elementos del costo; pero en ciertos casos el o los materiales pueden estar
utilizados en su totalidad, faltando incorporar en el producto el equivalente a la
Mano de Obra y los Costos Generales de Fabricación.
Costos de Transferencia
Es el que sirve para ir acumulando de un proceso o departamento al siguiente; y, así
sucesivamente es decir en forma secuencial. El proceso que recibe debita su valor y
acredita el proceso que entrega por su valor, esto se hace culminar con el artículo
terminado.
Contabilidad de Costos.
“Al hablar de contabilidad de costos, se relaciona o se asocia generalmente con las
empresas industriales; en realidad así es, porque se aplica muy bien a estas
empresas; es decir con aquellas que se dedican a la producción de uno a varios
artículos, para lo cual se necesita contar con ciertos materiales, trabajo y otros
elementos, la combinación de estos factores de la producción conocidos como:
Materia Prima, Mano de Obra y Costos de Fabricación, hacen posible la
transformación en producto terminado, pero si nos detenemos con un poco más de
atención y objetividad, vemos que la Contabilidad de Costos es aplicable a todo tipo
de empresa, porque por medio de ella nos permite conocer el precio de costo y
consecuentemente en qué precio se puede vender un bien o un servicio, es decir
considerando un margen razonable de utilidad que busca toda empresa.
La Contabilidad de Costos, es una rama especializada de la Contabilidad General,
con procedimientos y principios contables aplicados a la producción para llegar a
determinar el costo de un artículo terminado.
16
Objetivo
El principal, es conocer con la mayor exactitud posible, cual es el costo unitario
efectivo del artículo(s) que se produce, a qué precio se está vendiendo en el
mercado, si se está utilizando adecuadamente todos y cada uno de los recursos
disponibles, que le permita cumplir con las expectativas de la empresa.
17
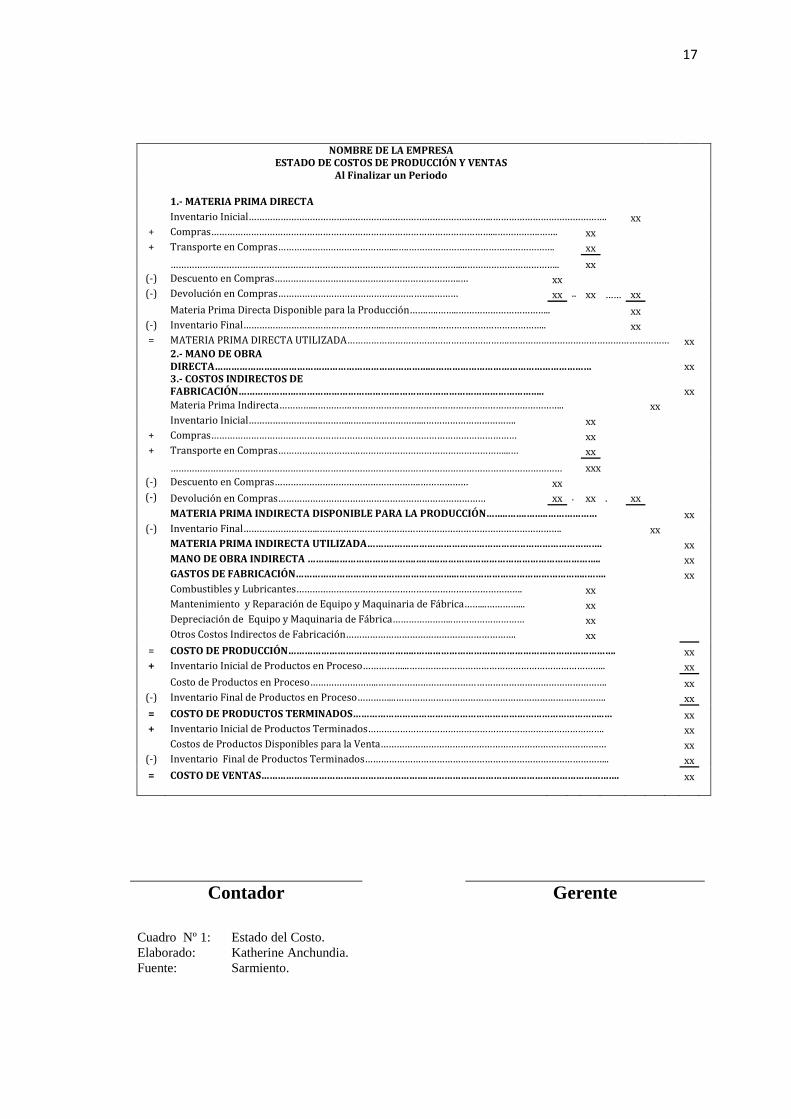
NOMBRE DE LA EMPRESA ESTADO DE COSTOS DE PRODUCCIÓN Y VENTAS
Al Finalizar un Periodo
1.- MATERIA PRIMA DIRECTA
Inventario Inicial………………………………………………………………………………..……………………………………. xx
+ Compras……………………………………………………………………………………………...…………….……. xx
+ Transporte en Compras………….…………………………...….………………………………………………. xx
………………………………………………………………………………………………....…………………………….. xx
(-) Descuento en Compras…………………………………………………………….… xx
(-) Devolución en Compras…………………………………………………..……… xx .. xx …… xx
Materia Prima Directa Disponible para la Producción…….….……..…………………………….. xx
(-) Inventario Final……………………………………………...………………..………………………………….. xx
= MATERIA PRIMA DIRECTA UTILIZADA…………………………………………………….…………………………………………………… xx
2.- MANO DE OBRA DIRECTA……………………………………………………………………...………………………………………………… xx
3.- COSTOS INDIRECTOS DE FABRICACIÓN………………….……………………………….…………………………………………….. xx
Materia Prima Indirecta…………...………….…………………………………………………………………….. xx
Inventario Inicial……………………….………...…….………………...……………………………. xx
+ Compras…………………………………………………….……………………………………………… xx
+ Transporte en Compras………………………….………………………………………………...… xx
………………………………………………………………………………………………………………………………… xxx
(-) Descuento en Compras……………………………………………….……………… xx
(-) Devolución en Compras…………………………………………………………………… xx . xx . xx
MATERIA PRIMA INDIRECTA DISPONIBLE PARA LA PRODUCCIÓN……..…….……..……………… xx
(-) Inventario Final………………………..………………………………………………………………………………. xx
MATERIA PRIMA INDIRECTA UTILIZADA……….…………………………………………………………………. xx
MANO DE OBRA INDIRECTA ………...……………………….….…..………………………………………………….. xx
GASTOS DE FABRICACIÓN…………………………………………………...………………………………………..……. xx
Combustibles y Lubricantes…………………………………………………………………………. xx
Mantenimiento y Reparación de Equipo y Maquinaria de Fábrica……...…………... xx
Depreciación de Equipo y Maquinaria de Fábrica…………………..……………………… xx
Otros Costos Indirectos de Fabricación………………………………………………………. xx
= COSTO DE PRODUCCIÓN………………………………………..………………………………………………………………. xx
+ Inventario Inicial de Productos en Proceso……………...……………………………………………………………….. xx
Costo de Productos en Proceso……………………..…….……………………………………………………………………. xx
(-) Inventario Final de Productos en Proceso…………...……………………………………………………………………. xx
= COSTO DE PRODUCTOS TERMINADOS………………………………………………………………………………..… xx
+ Inventario Inicial de Productos Terminados…………………………………………………………….………………. xx
Costos de Productos Disponibles para la Venta……………………………………………………………………….… xx
(-) Inventario Final de Productos Terminados……………………………………………………………………………….. xx
= COSTO DE VENTAS…………………………………………………….……………………………………………………………. xx
Contador Gerente
Cuadro Nº 1: Estado del Costo.
Elaborado: Katherine Anchundia.
Fuente: Sarmiento.
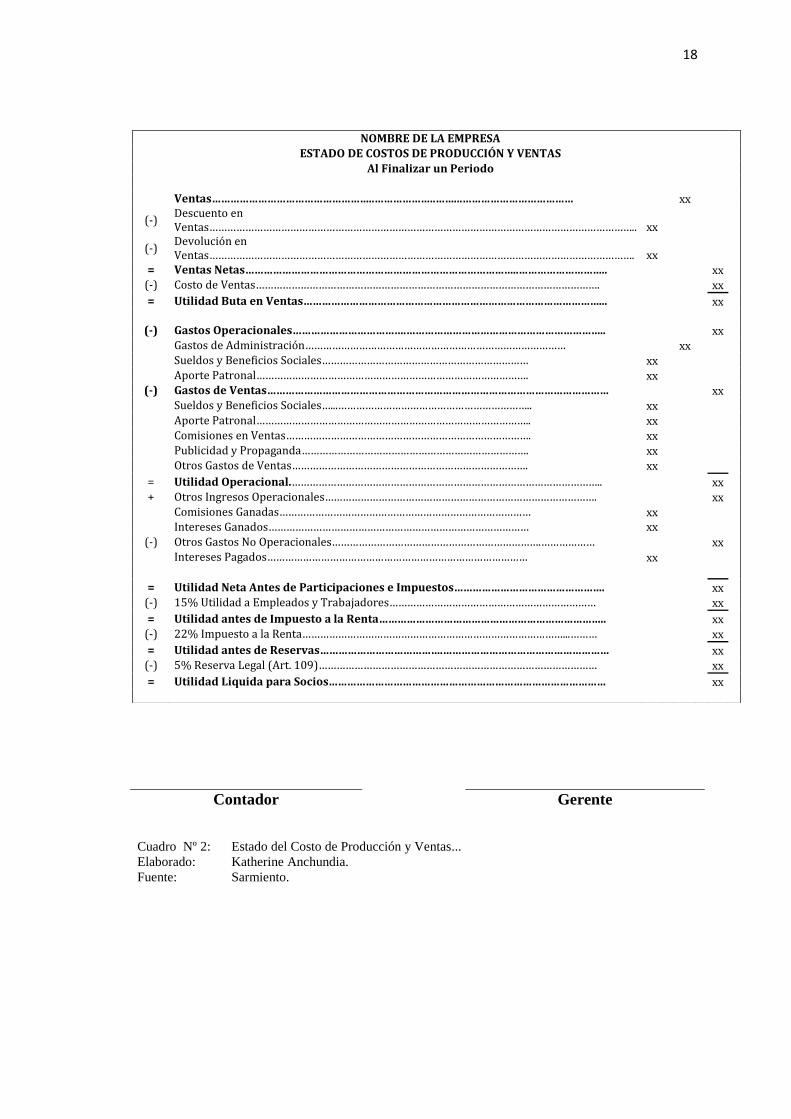
18
Contador Gerente
Cuadro Nº 2: Estado del Costo de Producción y Ventas...
Elaborado: Katherine Anchundia.
Fuente: Sarmiento.
NOMBRE DE LA EMPRESA ESTADO DE COSTOS DE PRODUCCIÓN Y VENTAS
Al Finalizar un Periodo
Ventas……………………………………………..………………..……...……………………………… xx
(-) Descuento en Ventas…………………………………………………………………………………………………………………………….. xx
(-) Devolución en Ventas……………………………………………………………………………………………………………………………. xx
= Ventas Netas……………………………………………………………………………..……………………….. xx (-) Costo de Ventas……………………………………………………………………………………………………. xx
= Utilidad Buta en Ventas……………………………………………………………………………………... xx
(-) Gastos Operacionales……………………………….……………………………………………………….. xx
Gastos de Administración…………………………………………………………………………… xx
Sueldos y Beneficios Sociales…………………………………………………………… xx
Aporte Patronal………………………………………………………………………………. xx
(-) Gastos de Ventas………………………………………………………………………………………………… xx
Sueldos y Beneficios Sociales…...……………………………………………………….. xx
Aporte Patronal……………………………………………………………………………….. xx
Comisiones en Ventas………………………………………………………………………. xx
Publicidad y Propaganda…………………………………………………………………. xx
Otros Gastos de Ventas……………………………………………………………………. xx
= Utilidad Operacional.………………………………………………………………………………………….. xx + Otros Ingresos Operacionales………………………………………………………………………………. xx
Comisiones Ganadas………………………………………………………………………… xx
Intereses Ganados…………………………………………………………………………… xx
(-) Otros Gastos No Operacionales…………………………………………………………….……………… xx
Intereses Pagados…………………………………………………………………………… xx
= Utilidad Neta Antes de Participaciones e Impuestos…………………………………………. xx (-) 15% Utilidad a Empleados y Trabajadores…………………………………………………………… xx
= Utilidad antes de Impuesto a la Renta……………………………………………………………….. xx (-) 22% Impuesto a la Renta……………………………………………………………………………...……… xx
= Utilidad antes de Reservas………………………………….……………………………………………… xx (-) 5% Reserva Legal (Art. 109)………………………………………………………………………………… xx
= Utilidad Liquida para Socios……………………………………………………………………………… xx
19
2. MARCO CONCEPTUAL
Carga fabril.- son los costos indirectos de fabricación que no se pueden cuantificar
fácilmente.
Carga Molida.- ESPINOZA (2013) dice: es un conjunto de productos químicos
previamente molidos, utilizados para acelerar el proceso de vulcanización del caucho, y
obtener la elongación y resistencia necesaria.
CONSEP.- Consejo Nacional de Control de Sustancias Estupefacientes y Psicotrópicas
Cremador.- ESPINOZA (2013) dice: es un químico que espesa el látex y que con el
paso del tiempo siempre y cuando se encuentre en reposo, suspende al látex que es más
liviano en la parte de arriba y al agua como es más densa la deja en la parte de abajo.
Estabilizar.- (definición.de/estabilidad/) dice: es la cualidad de estable (que mantiene el
equilibrio) no cambia o permanece en el mismo lugar durante mucho tiempo.
ESPINOZA (2013) dice: es el proceso de equilibrar la unión del caucho natural con
todos los productos químicos incrementados para que conserven compatibilidad y
permitirnos trabajar y utilizar el caucho sin ningún problema en todas sus etapas.
Hevea.- (es.wikipedia.org) dice: el árbol del caucho siringa, es un árbol de la familia de
las euforbiáceas (Hevea brasiliensis) de 20 a 30m de altura (excepcionalmente 45m) el
tronco es recto y cilíndrico de 30 a 60cm de diámetro, de madera blanca y liviana. Sus
hojas son compuestas trifoliadas, alternas, de 16cm de longitud, por 6 a 7cm de ancho;
sus frutos produce desde los 4 años, cada cápsula es de 4cm de diámetro que se abre en
valvas, con semillas ricas en aceites. Su látex es blanco o amarilloso y abundante hasta
los 25 años de edad del árbol.
20
IESS.- (www.iess.gob.ec) Instituto Ecuatoriano de Seguridad Social (seguro general).
Ligas.- ESPINOZA (2013) dice: Es un producto terminado que sirve para amarrar la
funda donde va el banano de exportación, asegurando la calidad del mismo al sellar y o
permitir que ingrese aire a la funda, logrando que el banano llegue a su destino en
óptima calidad.
Parada.- ESPINOZA (2013) dice: una parada está compuesta de 15 tableros y cada
uno tiene 22 moldes dándonos un total de 330 mangueras.
Preservante.- (www.quimatic.cl) dice: es una sustancia que inhibe la propagación de
microorganismos tales como bacterias y hongos. Estos productos son utilizados para
prolongar la vida útil de los productos.
ESPINOZA (2013) dice: es un producto utilizado para conservar el caucho en óptimas
condiciones para que el producto final tenga una excelente calidad
SRI.- (www.sri.gob.ec) Servicio de Rentas Internas
Suero.- ESPINOZA (2013) dice: es el desperdicio número uno del látex al momento de
cremarlo.
Tecnificado.- dotar de medios técnicos a una rama de la producción aun no
industrializada, mejora en algo el espacio técnico.
Vinculados.- que están unidos o relacionados una cosa con otra.
Vulcanización.- (www.wikipedia.org) dice: los polímeros lineales paralelos cercanos
constituyen puentes de entrecruzamiento entre sí. El resultado final es que las
moléculas elásticas de caucho quedan unidas entre sí a una mayor o menor extensión.
Esto forma un caucho más estable, duro, mucho más resistente al ataque químico y sin
21
perder la elasticidad natural también transforma la superficie pegajosa del material a
una superficie suave que no se adhiere al metal o a los sustratos plástico
3. MARCO ECONÓMICO
La Independencia, es una comuna ubicada en el Km. 45 de la vía Quinindé – Santo
Domingo, perteneciente al a parroquia La Unión del Cantón Quinindé de la Provincia
de Esmeraldas, cuenta con 4.000 habitantes aproximadamente, nació el 06 de
Diciembre del 1.954, hace aproximadamente unos 58 años en un área de 50 hectáreas
donadas por el Gobierno Nacional, gracias a la constancia de cinco familias que fueron
quienes iniciaron esta comuna y que siempre estuvieron luchando para que su pueblo
crezca de una forma productiva, hoy en día sea un pueblo lleno de personas
emprendedores ya que hoy en día tenemos gran variedad de negocios como son:
papelerías, centro de cómputo Gig@compu”, salón de belleza, Karaoke, una empresa
Bananera “Fupordi”, una empresa industrial “Ligas Hevea”, Lubricadora,
Vulcanizadora, 2 ferreterías, puestos de comidas rápidas, extractoras de palma africana
como lo son “Pexa”, “Aceitplacer” tenemos retén policial, Hospital Padre Damián el
cual fue construido con ayuda de grandes y chicos teniendo un total de 3000 jornales,
eren personas muy unidas cumpliendo con la Ley de Comunas, contamos tres parques,
una iglesia y dos capillas, tres escuelas, un colegio, una academia artesanal, cinco
comedores, tres disco móviles, una Junta Administradora de Agua Potable el 15% del
valor de la obra, se creó la Junta Regional asociados con la Concordia, por el hecho de
que, la Independencia es quien genera este líquido vital al Cantón la Concordia. Y
como cosa paradójica nosotros los usuarios somos quienes pagamos la tarifa más alta
en la planilla de consumo. Como nos podemos dar cuenta la Independencia es una
comuna con una actividad económicamente activa.
22
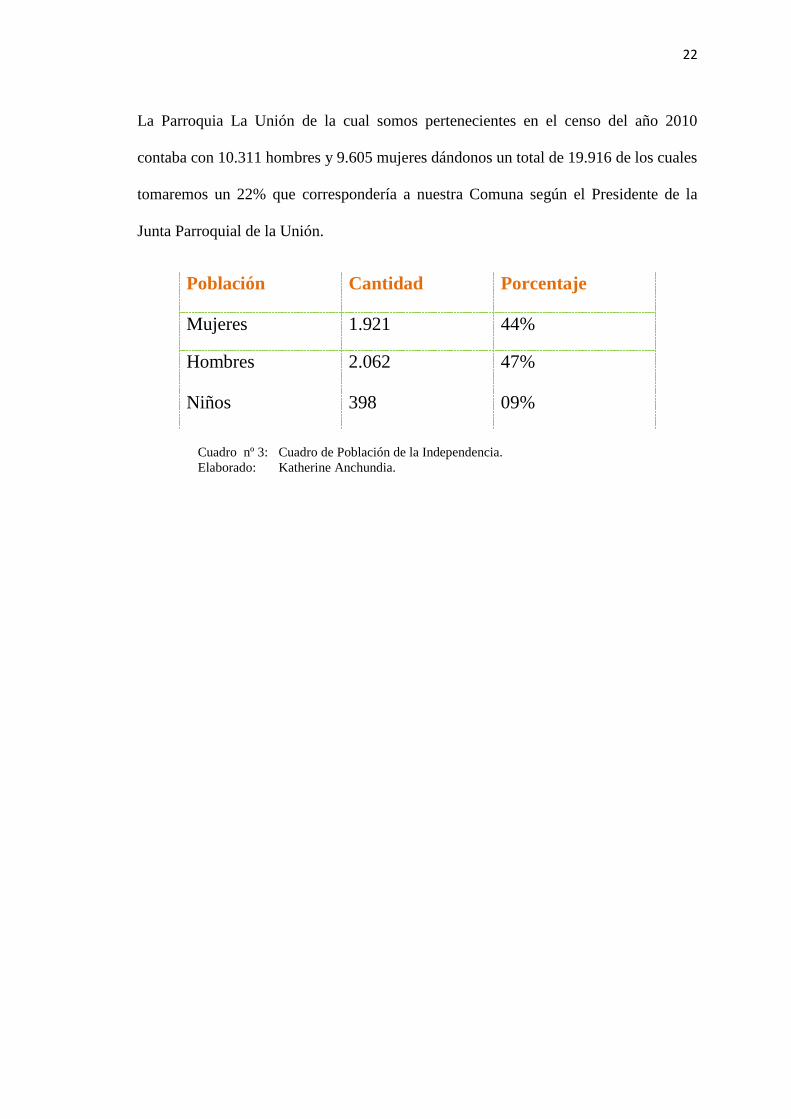
La Parroquia La Unión de la cual somos pertenecientes en el censo del año 2010
contaba con 10.311 hombres y 9.605 mujeres dándonos un total de 19.916 de los cuales
tomaremos un 22% que correspondería a nuestra Comuna según el Presidente de la
Junta Parroquial de la Unión.
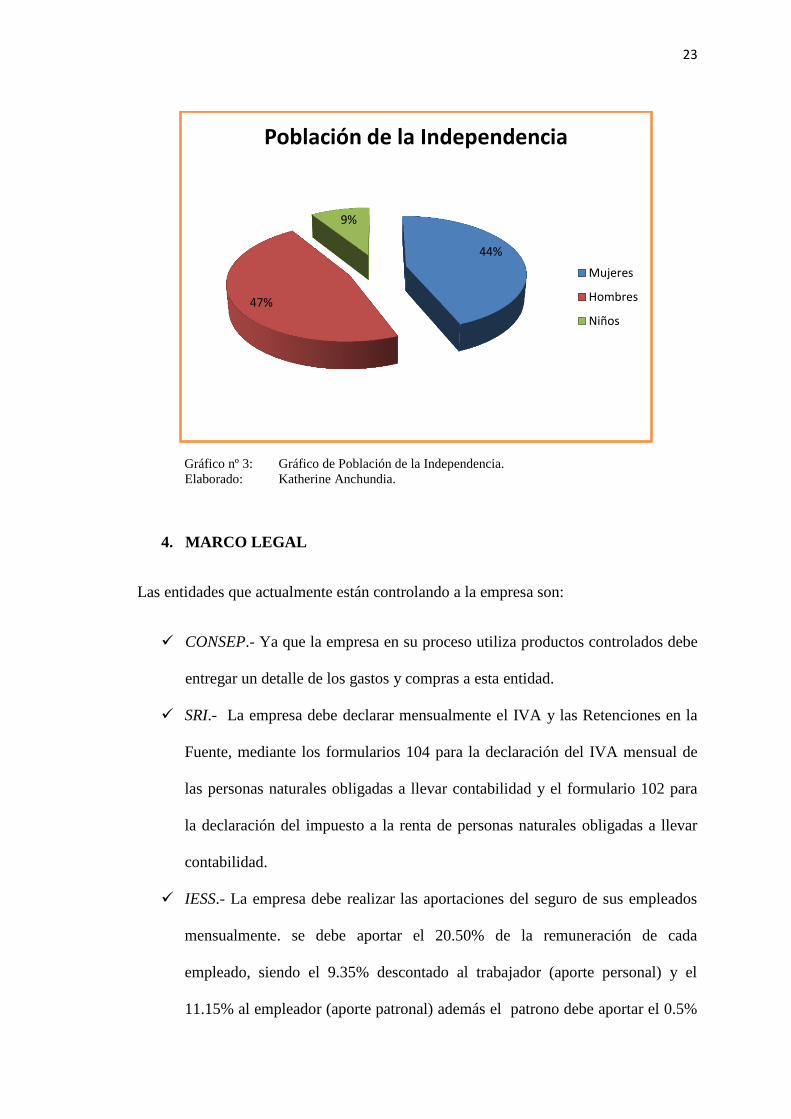
Población Cantidad Porcentaje
Mujeres 1.921 44%
Hombres 2.062 47%
Niños 398 09%
Cuadro nº 3: Cuadro de Población de la Independencia.
Elaborado: Katherine Anchundia.
23
Gráfico nº 3: Gráfico de Población de la Independencia.
Elaborado: Katherine Anchundia.
4. MARCO LEGAL
Las entidades que actualmente están controlando a la empresa son:
CONSEP.- Ya que la empresa en su proceso utiliza productos controlados debe
entregar un detalle de los gastos y compras a esta entidad.
SRI.- La empresa debe declarar mensualmente el IVA y las Retenciones en la
Fuente, mediante los formularios 104 para la declaración del IVA mensual de
las personas naturales obligadas a llevar contabilidad y el formulario 102 para
la declaración del impuesto a la renta de personas naturales obligadas a llevar
contabilidad.
IESS.- La empresa debe realizar las aportaciones del seguro de sus empleados
mensualmente. se debe aportar el 20.50% de la remuneración de cada
empleado, siendo el 9.35% descontado al trabajador (aporte personal) y el
11.15% al empleador (aporte patronal) además el patrono debe aportar el 0.5%
44%
47%
9%
Población de la Independencia
Mujeres
Hombres
Niños
24
para el SECAP y el 0.5% para el IECE, por ahora se le sigue dando este
porcentaje al IECE hasta que cierre esta entidad luego será entregado al
SENECYT, se está en espera de esta resolución mientras tanto se mantiene sin
ningún cambio.
Cuerpo de Bomberos.- Hace una revisión cada año para capacitar al personal en
casos de emergencia y revisando que se tenga todo lo disponible para tener un
ambiente seguro de trabajo.
Sub centro de Salud.- Hace una revisión anual para constatar que se mantenga
en buen estado la salud de los empleados y la higiene en la empresa.
CAPÍTULO III:
METODOLOGÍA DE LA
INVESTIGACIÓN
26
1. DISEÑO DE INVESTIGACIÓN
Este trabajo es Descriptivo y Explicativo
Es un estudio descriptivo, porque identifica las características y peculiaridades del
sistema de costos en el proceso de fabricación hasta determinar el costo de producción.
Es también un estudio de tipo explicativo porque permitirá la explicación del cálculo
de los costos indirectos de fabricación.
2. MÉTODOS DE INVESTIGACIÓN.
Bibliográfico.
Se está consultando al Experto.
Método de Análisis.
Se analizaran los procesos de producción de forma individual, para determinar costos y
posteriormente dar soluciones.
Revisando libros de la biblioteca de la universidad, se está investigando en internet y
Método de observación científica.
Identificación del problema hasta la posible implementación de la solución.
27
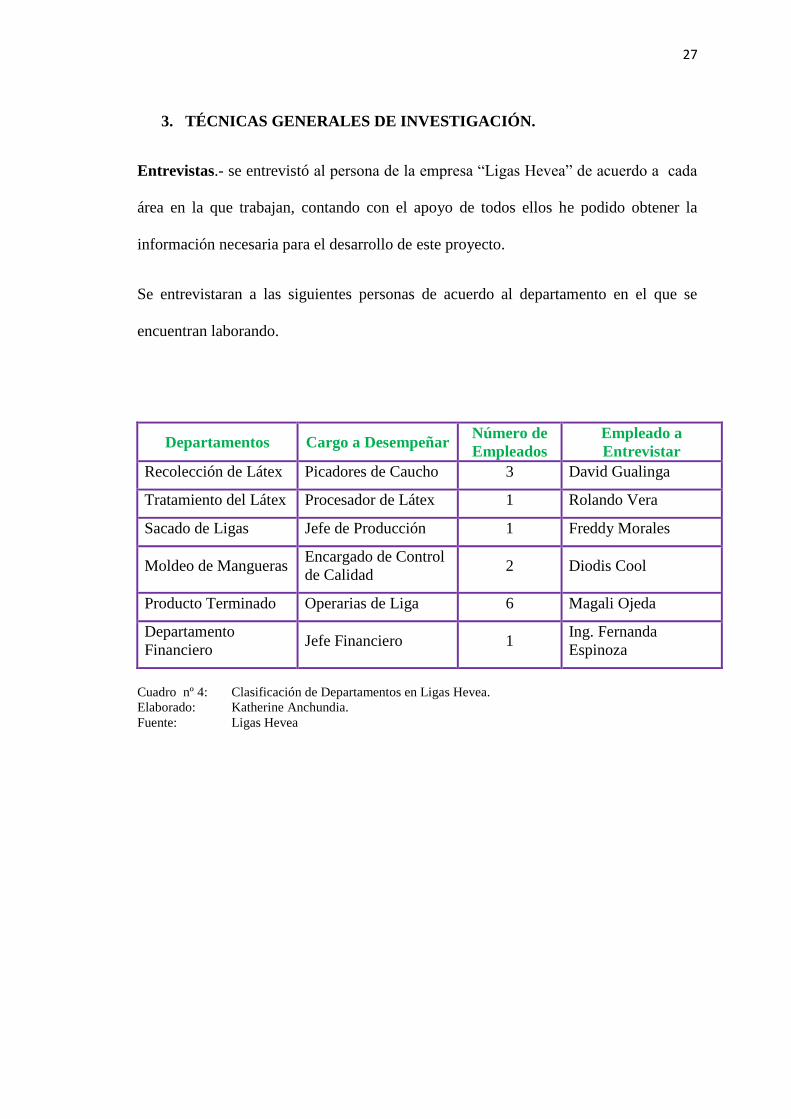
3. TÉCNICAS GENERALES DE INVESTIGACIÓN.
Entrevistas.- se entrevistó al persona de la empresa “Ligas Hevea” de acuerdo a cada
área en la que trabajan, contando con el apoyo de todos ellos he podido obtener la
información necesaria para el desarrollo de este proyecto.
Se entrevistaran a las siguientes personas de acuerdo al departamento en el que se
encuentran laborando.
Departamentos Cargo a Desempeñar Número de
Empleados
Empleado a
Entrevistar
Recolección de Látex Picadores de Caucho 3 David Gualinga
Tratamiento del Látex Procesador de Látex 1 Rolando Vera
Sacado de Ligas Jefe de Producción 1 Freddy Morales
Moldeo de Mangueras Encargado de Control
de Calidad 2 Diodis Cool
Producto Terminado Operarias de Liga 6 Magali Ojeda
Departamento
Financiero Jefe Financiero 1
Ing. Fernanda
Espinoza
Cuadro nº 4: Clasificación de Departamentos en Ligas Hevea.
Elaborado: Katherine Anchundia.
Fuente: Ligas Hevea
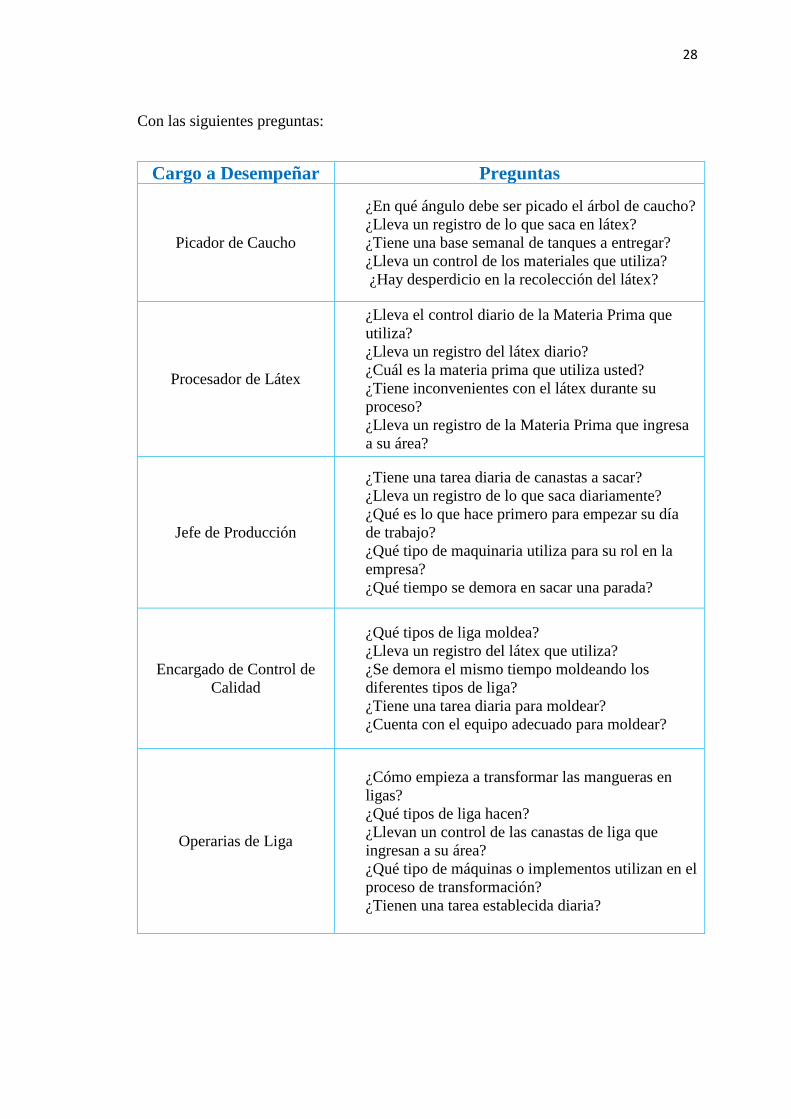
28
Con las siguientes preguntas:
Cargo a Desempeñar Preguntas
Picador de Caucho
¿En qué ángulo debe ser picado el árbol de caucho?
¿Lleva un registro de lo que saca en látex?
¿Tiene una base semanal de tanques a entregar?
¿Lleva un control de los materiales que utiliza?
¿Hay desperdicio en la recolección del látex?
Procesador de Látex
¿Lleva el control diario de la Materia Prima que
utiliza?
¿Lleva un registro del látex diario?
¿Cuál es la materia prima que utiliza usted?
¿Tiene inconvenientes con el látex durante su
proceso?
¿Lleva un registro de la Materia Prima que ingresa
a su área?
Jefe de Producción
¿Tiene una tarea diaria de canastas a sacar?
¿Lleva un registro de lo que saca diariamente?
¿Qué es lo que hace primero para empezar su día
de trabajo?
¿Qué tipo de maquinaria utiliza para su rol en la
empresa?
¿Qué tiempo se demora en sacar una parada?
Encargado de Control de
Calidad
¿Qué tipos de liga moldea?
¿Lleva un registro del látex que utiliza?
¿Se demora el mismo tiempo moldeando los
diferentes tipos de liga?
¿Tiene una tarea diaria para moldear?
¿Cuenta con el equipo adecuado para moldear?
Operarias de Liga
¿Cómo empieza a transformar las mangueras en
ligas?
¿Qué tipos de liga hacen?
¿Llevan un control de las canastas de liga que
ingresan a su área?
¿Qué tipo de máquinas o implementos utilizan en el
proceso de transformación?
¿Tienen una tarea establecida diaria?
29
Jefe Financiero
¿Utiliza un sistema de inventario?
¿Cuenta con un plan de cuentas para costos?
¿Utiliza kárdex para sus productos?
¿Tiene una clasificación de sus gastos definida?
¿Cuenta con un Contador de Planta?
Cuadro nº 5: Preguntas de las entrevistas a empleados de Ligas Hevea.
Elaborado: Katherine Anchundia.
Fuente: Ligas Hevea
Revisión de archivos.- se revisó los archivos de la empresa, se revisó los kárdex que
utiliza la empresa para llevar el control de sus productos, de su materia prima, con el
apoyo de la Ing. María Fernanda Espinoza que es el Jefe Financiero de la empresa, nos
proporcionó el detalle de como calcula el valor de funda de Liga Estándar de 1.000u,
nos prestó los estados financieros de los años 2009, 2010 y 2011, como es extenso se
hace cuadros para observar los datos de la empresa (Apéndice número 1) para el
análisis correspondiente de los mismos, también un rol de pagos de personal de
producción y un recibo de pago de horas extras (Anexo 1).
30
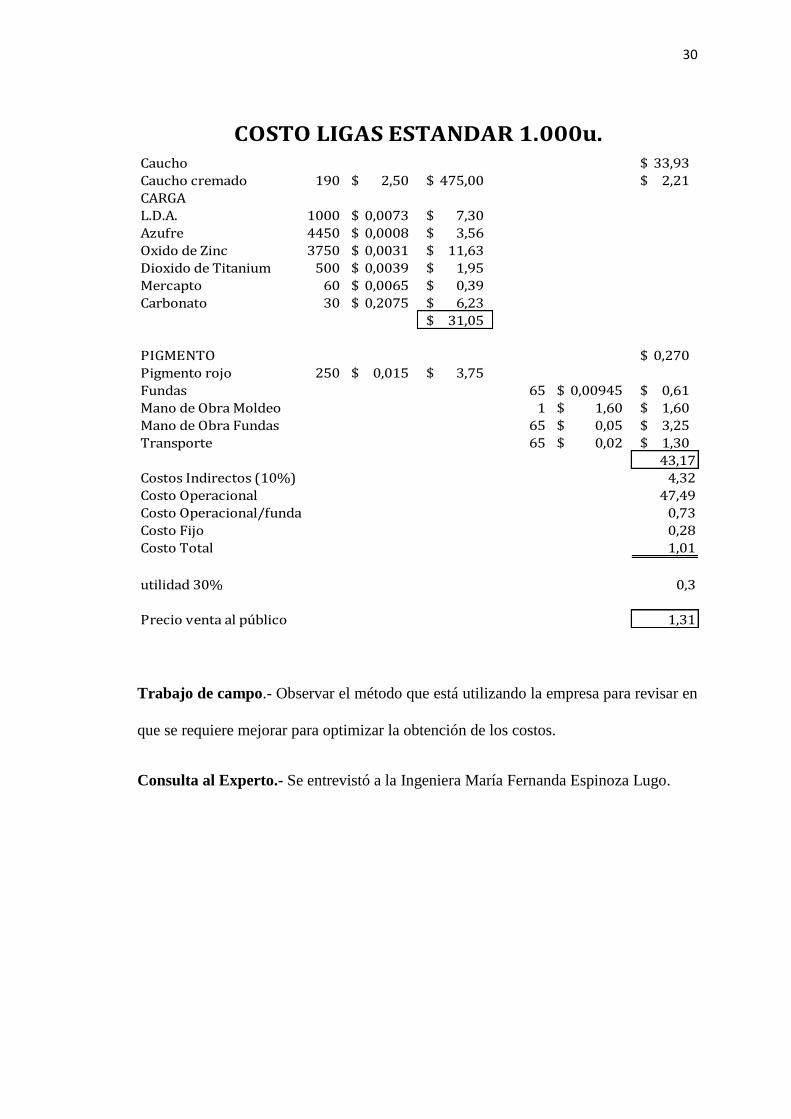
Caucho 33,93$
Caucho cremado 190 2,50$ 475,00$ 2,21$
CARGA
L.D.A. 1000 0,0073$ 7,30$
Azufre 4450 0,0008$ 3,56$
Oxido de Zinc 3750 0,0031$ 11,63$
Dioxido de Titanium 500 0,0039$ 1,95$
Mercapto 60 0,0065$ 0,39$
Carbonato 30 0,2075$ 6,23$
31,05$
PIGMENTO 0,270$
Pigmento rojo 250 0,015$ 3,75$
Fundas 65 0,00945$ 0,61$
Mano de Obra Moldeo 1 1,60$ 1,60$
Mano de Obra Fundas 65 0,05$ 3,25$
Transporte 65 0,02$ 1,30$
43,17
Costos Indirectos (10%) 4,32
Costo Operacional 47,49
Costo Operacional/funda 0,73
Costo Fijo 0,28
Costo Total 1,01
utilidad 30% 0,3
Precio venta al público 1,31
COSTO LIGAS ESTANDAR 1.000u.
Trabajo de campo.- Observar el método que está utilizando la empresa para revisar en
que se requiere mejorar para optimizar la obtención de los costos.
Consulta al Experto.- Se entrevistó a la Ingeniera María Fernanda Espinoza Lugo.
CAPÍTULO IV:
RESULTADO DE LA
INVESTIGACIÓN
32
1. .- Entrevista al Picador de Caucho
1. ¿En qué ángulo debe ser picado el árbol de caucho?
El árbol se debe picar en un ángulo de 30º
2. ¿Lleva un registro de lo que saca en látex?
Solo para cobrar en cada quincena sé cuántos tanques de 200 kilos entregue a la
empresa, y se cuánto me da cada parada de caucho.
3. ¿Tiene una base semanal de tanques a entregar?
Si nos encontramos en una buena temporada del caucho se saca 6 tanques en cada
quincena.
4. ¿Lleva un control de los materiales que utiliza?
No, ya que los empleados de la planta vienen a poner las espitas, tazas y alambres
en el árbol y no se lleva ningún registro de esos materiales ni de los tanques que
nos entregan para llenar de látex no llevo ningún control.
5. ¿Hay desperdicio en la recolección del látex?
Bueno la cantidad de desperdicio es solo lo que se queda en la taza después de
realizar la recolección de látex y que es muy poca.
Conclusión: De acuerdo a lo conversado con el Sr. David uno de los picadores de
caucho más antiguos de la empresa, nos podemos dar cuenta que el picador
únicamente lleva el control del látex en los tanques que logra llenar para ser
entregados en la empresa y cobrar el quince de cada mes.
33
2. Entrevista al Procesador de Látex.
1. ¿Lleva el control diario de la Materia Prima que utiliza?
Anoto en unas carpetas los productos que utilizo para el proceso de transformar al
látex natural en látex cremado.
2. ¿Lleva un registro del látex diario?
Tengo que entregar un detalle de todo el látex que utilizo ya sea este en estado
natural o cremado a la Asistente General.
3. ¿Cuál es la materia prima que utiliza usted?
Básicamente es el látex natural, el cremado y los productos químicos para los
diferentes procesos que sufre el látex hasta llegar a convertirse en una liga para
banano.
4. ¿Tiene inconvenientes con el látex durante su proceso?
Naturalmente, en todo proceso siempre hay inconvenientes, en el látex son los
siguientes; cuando el látex cremado esta inestable, cuando se empieza a coagular,
cuando se pone grumoso, cuando está muy liviano en su contextura, cuando se
queda más tiempo del establecido en las bases de cremar.
5. ¿Lleva un registro de la Materia Prima que ingresa a su área?
Si, en las carpetas que registró cuando se consume cada producto, también anoto
cuando ingresa nueva mercadería.
34
Conclusión: En este proceso la persona encargada de manipular el látex es quien
lleva los primeros registros de Materia Prima, del látex en sus diferentes estados y
quien debe preparar el látex para ser moldeado y que siga el orden en su proceso.
Esta persona es quien tiene que solucionar los inconvenientes que se empiezan a
presentar en el látex claro está consultando con el Gerente antes de hacer cualquier
cambio.
3. Entrevista al Jefe de Producción
1. ¿Tiene una tarea diaria de canastas a sacar?
Diariamente se deben sacar 32 canastas, que son 16 paradas moldeadas el día
anterior de cada uno de dos moldeadores.
2. ¿Lleva un registro de lo que saca diariamente?
En un cuaderno en mi casa para saber si me están pagando lo correcto al finalizar
cada mes, y al final de cada día le dicto el número de canastas que saque de cada
moldeador a la asistente general.
3. ¿Qué es lo que hace primero para empezar su día de trabajo?
Lo primero que debo hacer es levantarme a las 3:00am a prender el Intercambiador,
para regresar a las 7:00am a sacar las primeras paradas de liga.
35
4. ¿Qué tipo de maquinaria utiliza para su rol en la empresa?
Bueno manejo un Intercambiador que es quien emite el calor hacia los hornos para
que se cocine la liga, también un compresor de aire que se utiliza para sacar la
manguera del tablero.
5. ¿Qué tiempo se demora en sacar una parada?
En sacar cada parada me demoro una hora con dieciocho minutos que incluyen el
tiempo que se demora en cocinar la parada y el tiempo de sacar las mangueras del
molde.
Conclusión: En la entrevista con el Sr. Freddy nos damos cuenta que él tiene que
empezar su día levantándose a las 3:00am para ingresar a la empresa a encender el
horno para que se cocinen las primeras paradas del día se demora aproximadamente
30 minutos, luego debe regresar a la empresa a las 7:00am para sacar las paradas
que ya están cocinadas las primeras se demoran más tiempo en cocinarse ya que el
proceso de calentarse el horno y llegar a la temperatura indicada que es 115º que es
un poco lento, una vez que el horno este con la temperatura adecuada se demoran
en cocinarse las paradas una hora, también nos enteramos que esta persona solo
lleva un registro personal de lo que saca diariamente para cobrar su sueldo cada
mes, claro está que al finalizar el día le dicta lo que saca a la asistente general.
36
4. Entrevista al Encargado de Control de Calidad
1. ¿Qué tipos de liga moldea?
Se moldea en fino, en grueso y una tipo especial, ya que son moldes más grandes
que los de moldear fino y grueso.
2. ¿Lleva un registro del látex que utiliza?
No en cuanto al látex preparado o látex cremado que también se utiliza no llevo
ninguna clase de registro.
3. ¿Se demora el mismo tiempo moldeando los diferentes tipos de liga?
No cada tipo de liga que se moldea tiene un tiempo diferente de moldeo, por la
capas que tiene cada una, por ejemplo en la liga fina me demoro 30 minutos y en
liga gruesa y especial me demoro 45 minutos, moldeando cada parada.
4. ¿Tiene una tarea diaria para moldear?
Bueno en fina se debe moldear diariamente 15 paradas y en gruesa son 13 paradas,
en la especial son solo 7 paradas que se moldean, claro que es la tarea por día.
5. ¿Cuenta con el equipo adecuado para moldear?
La verdad no, ya que este proceso se necesita de un equipo especial, ya que
trabajamos con el amoniaco líquido y otros productos y se debe mejorar nuestros
implementos de seguridad.
Conclusión: En este proceso nos podemos dar cuenta que no se lleva ninguna clase
de registro diario, solo mensual al momento de cobrar saben cuántas paradas ha
37
moldeado esta persona, también sabemos que moldea tres tipos de liga que son;
fina, gruesa y la especial, en moldear la parada fina se demora aproximadamente 30
minutos y en moldear la tipo gruesa y la especial se demora 45 minutos
aproximadamente.
5. Entrevista a Operaria de Liga.
1. ¿Cómo empieza a transformar las mangueras en ligas?
El proceso empieza despuntando la manguera de liga, luego pasa a la máquina
cortadora de liga, una vez cortada pasa a ser escogida, enfundada, pesada, sellada,
contada y ensacada.
2. ¿Qué tipos de liga hacen?
Se hacen los siguientes tipos de liga; Estándar, Superior, Plus y Premium, en la
presentación que deseen.
3. ¿Llevan un control de las canastas de liga que ingresan a su área?
No, no llevamos ningún registro de las canastas que ingresan a las perchas, solo
anotamos en un cuaderno el número de canastas que utilizamos diariamente.
4. ¿Qué tipo de máquinas o implementos utilizan en el proceso de transformación?
Para despuntar utilizamos unas tijeras industriales, para cortar la liga una máquina a
la que llamamos la máquina cortadora de ligas, para pesar las fundas de liga
utilizamos unas balanzas digitales, para sellar la funda se utiliza una selladora, para
38
llenar los sacos las fundas pasan por un contador y una cosedora para sellar los
sacos de liga.
5. ¿Tienen una tarea establecida diaria?
Todos los días en una cartelera nos ponen la actividad que tenemos que hacer, nos
especifican el tipo de liga, la cantidad y la presentación de la funda de liga, misma
que tenemos que terminarla en el día, sin importar la hora en que se termine.
Conclusión: En este proceso nos damos cuenta que las operarias utilizan más
maquinarias que en los procesos anteriores para la transformación de las mangueras
en ligas para banano. Bien este proceso de Producto Terminado empieza
despuntado la manguera, para sacar las partes que no se puedan pasar a la máquina,
luego pasan a la máquina cortadora de ligas y antes de empezar este proceso deben
programar el tablero con el tipo de corte que se desee, una vez que ya tengan
cortada unas cuatro canastas pasan a escoger la liga que es donde le sacan el
desperdicio que sale de la máquina y toda la liga que llegue a salir deforme después
del corte, una vez escogido pasan a enfundar la liga, cuando tienen alrededor de mil
fundas llenas empiezan a pesarlas y sellarlas al momento de sellarlas pasan por un
contador y caen directamente en el saco para una vez completo con el número de
fundas deseadas pase a ser cocido con la cosedora eléctrica y el saco está listo para
ser guardo en la bodega en su lugar respectivo o para el despacho de acuerdo sea el
caso.
39
6. Entrevista al Jefe Financiero.
1. ¿Utiliza un sistema de inventario?
No utilizo ningún sistema de inventario para el manejo de los inventarios de la
empresa.
2. ¿Cuenta con un plan de cuentas para costos?
Manejo un plan de cuentas general para la empresa y utilizo solo cuentas generales
del costo, no realizo asientos contables.
3. ¿Utiliza kárdex para sus productos?
Utilizo kárdex pero no en tarjetas sino más bien son archivos creados en Excel en
donde tengo el registro de los ingresos y las ventas para saber la disponibilidad de
cada tipo de liga en las diferentes presentaciones que hay.
4. ¿Tiene una clasificación de sus gastos definida?
Si, los gastos los clasifico en; Gastos de Administración, Gastos de Ventas y Gastos
Financieros, y los costos en Costos Directos y Costos Indirectos.
5. ¿Cuenta con un Contador de Planta?
No, en la empresa no tenemos un contador de planta, solo contrato a una contadora
para tributar ante el SRI.
Conclusión: De acuerdo con lo conversado con la Ing. Espinoza, podemos apreciar
que no cuenta con documentación contable en lo referente a sus costos, que no
cuenta con asesoramiento contable constante ya que mantiene una contadora solo
40
para presentar la información requerida del SRI y para mantener sus obligaciones al
día y bueno el control de sus inventarios los maneja de una forma sencilla pero
eficaz eso es bueno ya que le está funcionando muy bien.
CAPÍTULO V:
DIAGNÓSTICO
42
1. DIAGNÓSTICO
Empresa Ligas Hevea
Hace 28 años el señor Jorge Washington Espinoza Jaramillo inicio sus primeros pasos
en la industria del caucho vendiendo caucho en látex o líquido, lo compraba en la
Provincia de Esmeraldas en el cantón de Borbón la cual lo traían de la montaña a través
de vía fluvial un caucho de la especie castillado; este caucho lo cosechaban muy
profundo de la selva que se encuentra junto a la frontera de nuestro país vecino
Colombia.
El señor Espinoza no contaba con mucho dinero por lo cual la compra del caucho era a
crédito hasta que lo pudiera limpiar y vender, el caucho de la montaña se compraba con
muchas impurezas por lo tanto se necesitaba de un proceso de cernirlo para que sea de
mejor calidad el producto. El caucho era trasladado primero a la ciudad de Santo
Domingo de los Colorados donde se encontraba la microempresa del señor Espinoza,
hay lo trataban y después lo transportaban a la Provincia de Loja a la cuidad de
Zaruma y lo vendía a las empresas dedicadas a la fabricación de globos,
primordialmente lo vendía a la empresa del señor Eduardo Jarrín que fue la última
empresa en cerrar por la gran competencia que tenían de globos provenientes del país
de México.
Con la ayuda del señor Jarrín el señor Espinoza comenzó a tratar en caucho y comenzó
a fabricar ligas pero muy pocas porque la fabricación era a mano desde el proceso de
aceleración hasta el proceso de corte de las ligas, se fabricaban un millón de ligas al
mes. Hubo otra demanda de caucho en la fabricación de las alfombras porque a lo que
43
las fabricaban al momento de ponerlas se descocían muy rápidamente por no tener una
unión fija, entonces comenzaron a vender caucho para las fábricas de alfombras
especialmente a la fábrica ORM en Quito pero ya comenzó a vender el caucho de
especie hevea para ponerles en la parte inferior de las alfombras mientras seguían en la
fabricación de ligas. Este tipo de caucho ya se encontraba en la zona donde se
fabricaban las ligas, poco a poco fueron creciendo y el mercado era más exigente y
comenzaron a elaborar cada vez más ligas, en ese entonces comenzaron a buscar una
máquina que corte ligas buscaron por todos los mercados posibles asta llegaron a
querer comprar una máquina a E.E.U.U. pero era demasiada costosa, entonces
aparecieron unos ingenieros de Santo Domingo ellos realizaron la primera máquina con
la que trabajaron. Esa máquina duro unos 5 años exactamente por lo cual trataron de
solucionar este problema comprándole a un Alemán, la compraron pero no les funciono
porque la máquina no cortaba como lo requerían las ligas entonces tuvieron que
llevarla a Cuenca a la Universidad Salesiana de Cuenca donde lograron calibrar un
poco las cuchillas y quedo un 70% efectiva pero al pasar el tiempo pudieron lograr que
la máquina trabaje un 97% efectiva y no produzca mucho desperdicio.
En 1990 la microempresa se traslado a la Provincia de Esmeraldas cantón Quinindé en
la Comuna de La Independencia para poder comprar y sembrar caucho en su primera
finca que adquirieron que fue en la Provincia de Pichincha en el canto Puerto Quito en
la zona de la paz, vendieron el domicilio que tenían en la ciudad de Santo Domingo
para poder realizar el objetivo que tenían que era de producir caucho. Comenzaron con
6 empleados totalmente pero la demanda era muy grande y el propietario trabajaba
hasta las tres de la madrugada para poder realizar con éxito su trabajo.
44
Con el pasar del tiempo el caucho se ha ido tratando de diferentes formas en el campo
de preparación y poder lograr el mejor producto posible. Para poder tener éxito en el
mercado se realizaban ligas y se llevaban personalmente a las empresas especialmente
a las de banano que es la más se trataba, comenzaron con un solo tipo y color de ligas
que era la estándar de color blanco las ligas eran vendidas a un buen precio ya que no
existían casi empresas que se dedican a esta profesión, mucho después comenzaron a
promocionar ligas de 5 tipos diferentes y el mercado se encargaba de pedir de la que
más le con vendiera; los productores de banano pidieron que se realice ligas de 6
colores distintos y con ellos se sigue tratando de la misma forma hasta hoy.
En la actualidad la empresa Ligas Hevea sigue trabajando en el recinto de La
Independencia es muy conocida en todo el país más en el mercado del banano, ahora
tienen a su disposición 20 trabajadores que realizan con efectividad su trabajo y
realizan 2 millones de ligas diarias, la empresa está en crecimiento mutuo que están
logrando que otras empresas les compren e importen a otro país como es Costa Rica
que es uno de los países que también produce banano como el Ecuador. El presidente
de la empresa sigue siendo el señor Jorge Espinoza y continuara siéndolo hasta sus
últimos días.
La empresa está manejando un mercado muy estable ya que sus ligas son muy
reconocidas y recomendadas entre los exportadores de banano en el Ecuador que son
quienes han mantenido esta pequeña empresa en el mercado, por lo que siempre se está
buscando la manera de mejorar la calidad de su producto, además están estudiando la
implementación de un sistema automático intermitente para el moldeo de ligas para
evitar el desperdicio de materia prima en este proceso y a su vez permitiendo que el
moldeo sea más uniforme y así mejorar la calidad de la liga.
45
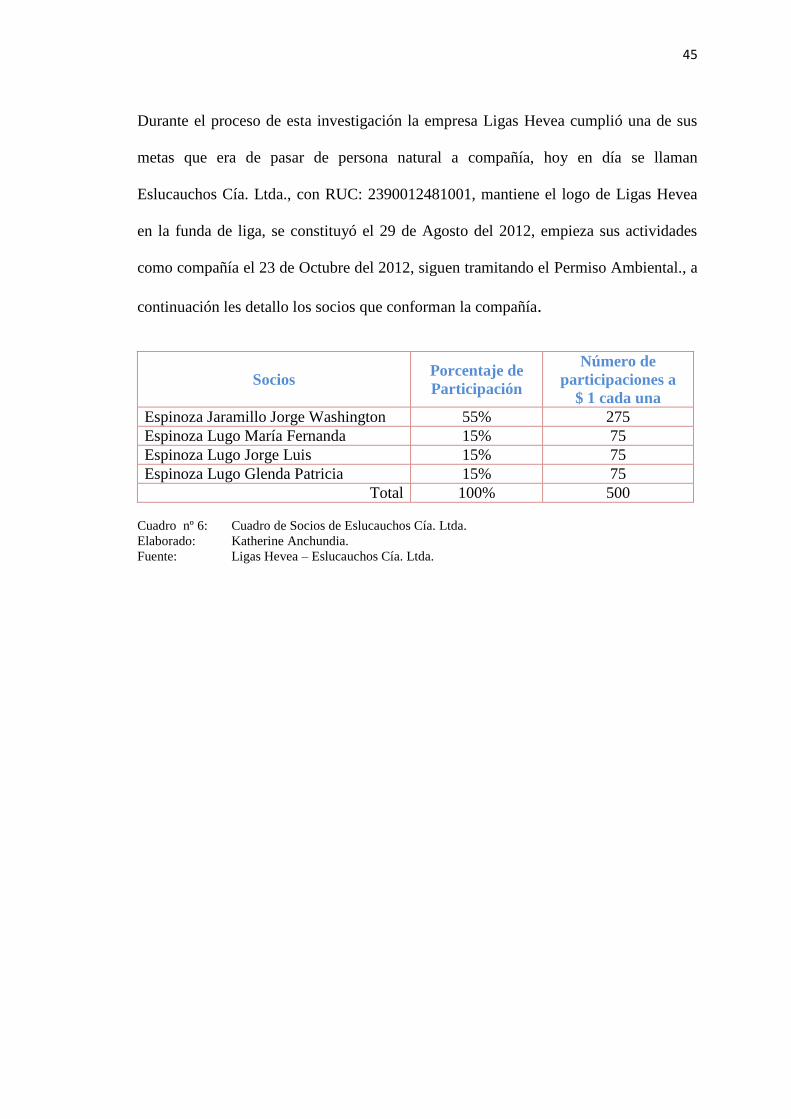
Durante el proceso de esta investigación la empresa Ligas Hevea cumplió una de sus
metas que era de pasar de persona natural a compañía, hoy en día se llaman
Eslucauchos Cía. Ltda., con RUC: 2390012481001, mantiene el logo de Ligas Hevea
en la funda de liga, se constituyó el 29 de Agosto del 2012, empieza sus actividades
como compañía el 23 de Octubre del 2012, siguen tramitando el Permiso Ambiental., a
continuación les detallo los socios que conforman la compañía.
Socios Porcentaje de
Participación
Número de
participaciones a
$ 1 cada una
Espinoza Jaramillo Jorge Washington 55% 275
Espinoza Lugo María Fernanda 15% 75
Espinoza Lugo Jorge Luis 15% 75
Espinoza Lugo Glenda Patricia 15% 75
Total 100% 500
Cuadro nº 6: Cuadro de Socios de Eslucauchos Cía. Ltda.
Elaborado: Katherine Anchundia.
Fuente: Ligas Hevea – Eslucauchos Cía. Ltda.
46
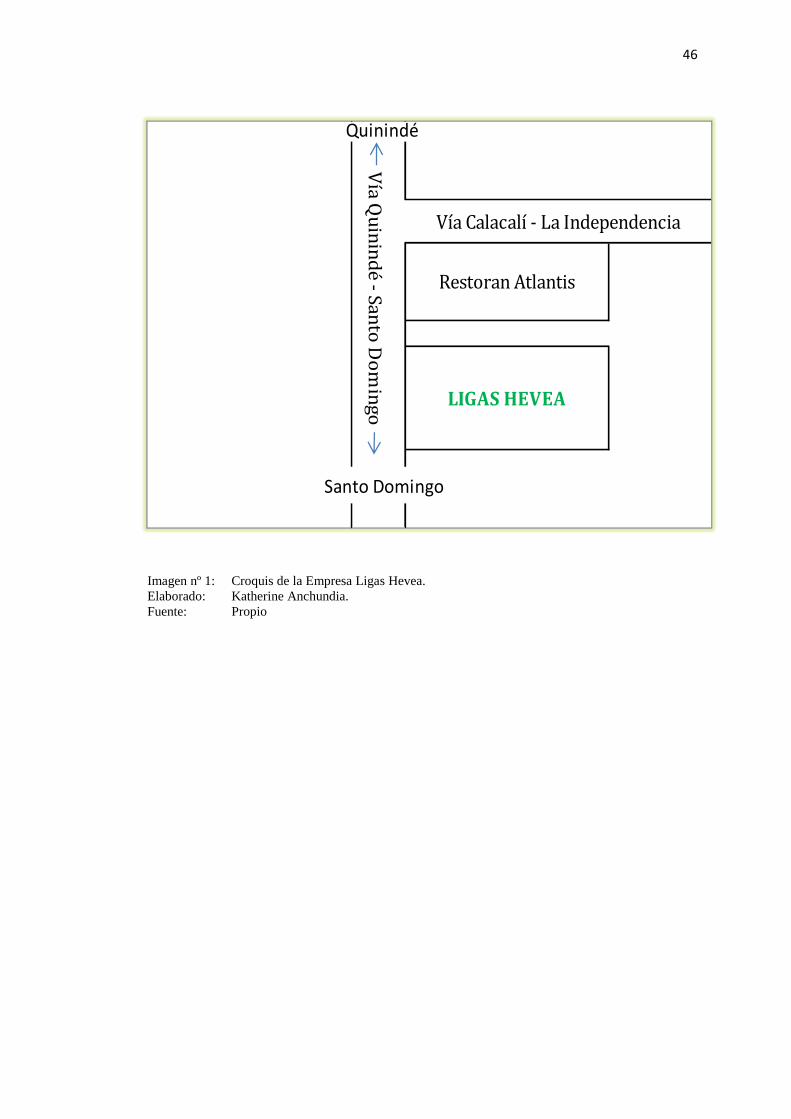
Imagen nº 1: Croquis de la Empresa Ligas Hevea.
Elaborado: Katherine Anchundia.
Fuente: Propio
Vía Q
uin
ind
é - Santo
Do
min
go
Vía Calacalí - La Independencia
Restoran Atlantis
LIGAS HEVEA
Quinindé
Santo Domingo
47
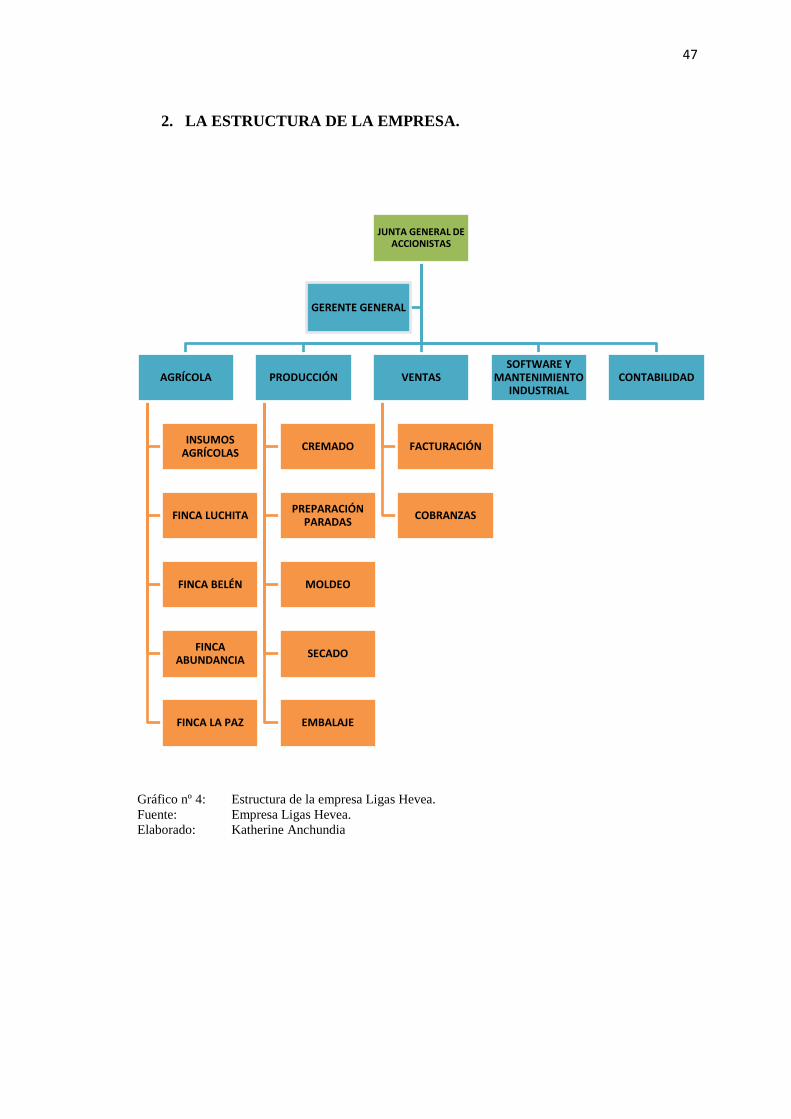
2. LA ESTRUCTURA DE LA EMPRESA.
Gráfico nº 4: Estructura de la empresa Ligas Hevea.
Fuente: Empresa Ligas Hevea.
Elaborado: Katherine Anchundia
JUNTA GENERAL DE ACCIONISTAS
AGRÍCOLA
INSUMOS AGRÍCOLAS
FINCA LUCHITA
FINCA BELÉN
FINCA ABUNDANCIA
FINCA LA PAZ
PRODUCCIÓN
CREMADO
PREPARACIÓN PARADAS
MOLDEO
SECADO
EMBALAJE
VENTAS
FACTURACIÓN
COBRANZAS
SOFTWARE Y MANTENIMIENTO
INDUSTRIAL CONTABILIDAD
GERENTE GENERAL
48
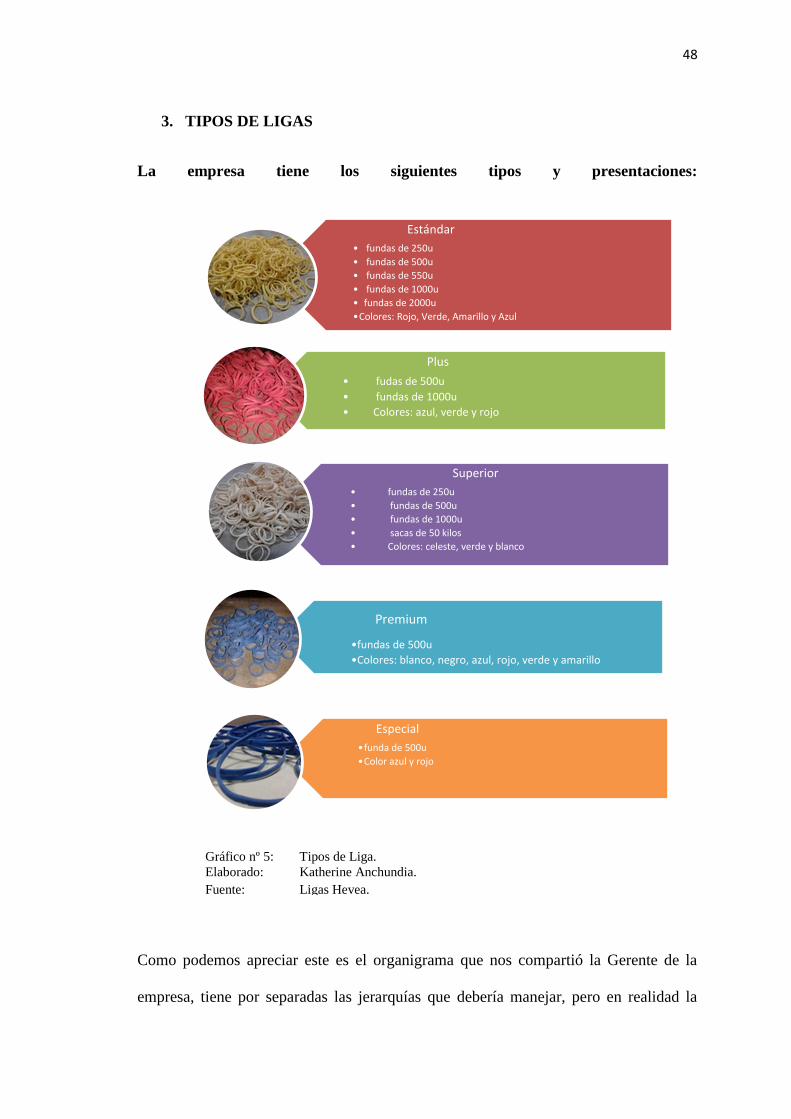
3. TIPOS DE LIGAS
La empresa tiene los siguientes tipos y presentaciones:
Como podemos apreciar este es el organigrama que nos compartió la Gerente de la
empresa, tiene por separadas las jerarquías que debería manejar, pero en realidad la
Estándar
• fundas de 250u
• fundas de 500u
• fundas de 550u
• fundas de 1000u
• fundas de 2000u
•Colores: Rojo, Verde, Amarillo y Azul
Plus
• fudas de 500u
• fundas de 1000u
• Colores: azul, verde y rojo
Superior
• fundas de 250u
• fundas de 500u
• fundas de 1000u
• sacas de 50 kilos
• Colores: celeste, verde y blanco
Premium
•fundas de 500u
•Colores: blanco, negro, azul, rojo, verde y amarillo
Especial
•funda de 500u
•Color azul y rojo
Gráfico nº 5: Tipos de Liga.
Elaborado: Katherine Anchundia.
Fuente: Ligas Hevea.
49
persona encargada de Gerencia está desempeñando las funciones de un contador en lo
referente a los costos de producción, también podemos apreciar que en la empresa no
tiene bien definidos el cargo que desempeña cada empleado en el área de producción,
por ejemplo en la empresa a las personas encargadas de hacer los mangueras se les
denomina como moldeadores, pero de acuerdo a lo revisado estas personas deberían ser
los Encargados de control de calidad, ya que son quienes tienen que revisar si está bien
el látex preparado para que las mangueras moldeadas sean de excelente calidad, ya que
son los que desde este proceso empieza la producción ya de los moldes para la
obtención del producto final, pero en esta investigación se los denominara Encargados
del Control de Calidad y así pasa con los demás empleados, también al Jefe de Personal
lo tienen que como Jefe de Producción y bueno esa persona debería ser Jefe de
Producción, ya que como es una empresa pequeña la Gerente se debería ocupar de los
empleados y básicamente si lo hace.
4. MANEJO DEL COSTEO.
En la empresa Ligas Hevea para costear su producto lo ha estado haciendo mediante un
sistema empírico e incluso costeando productos que ya ni siquiera utiliza, por lo que se
ve en la necesidad de buscar un sistema técnico que le permita obtener los costos reales
de su producto.
50
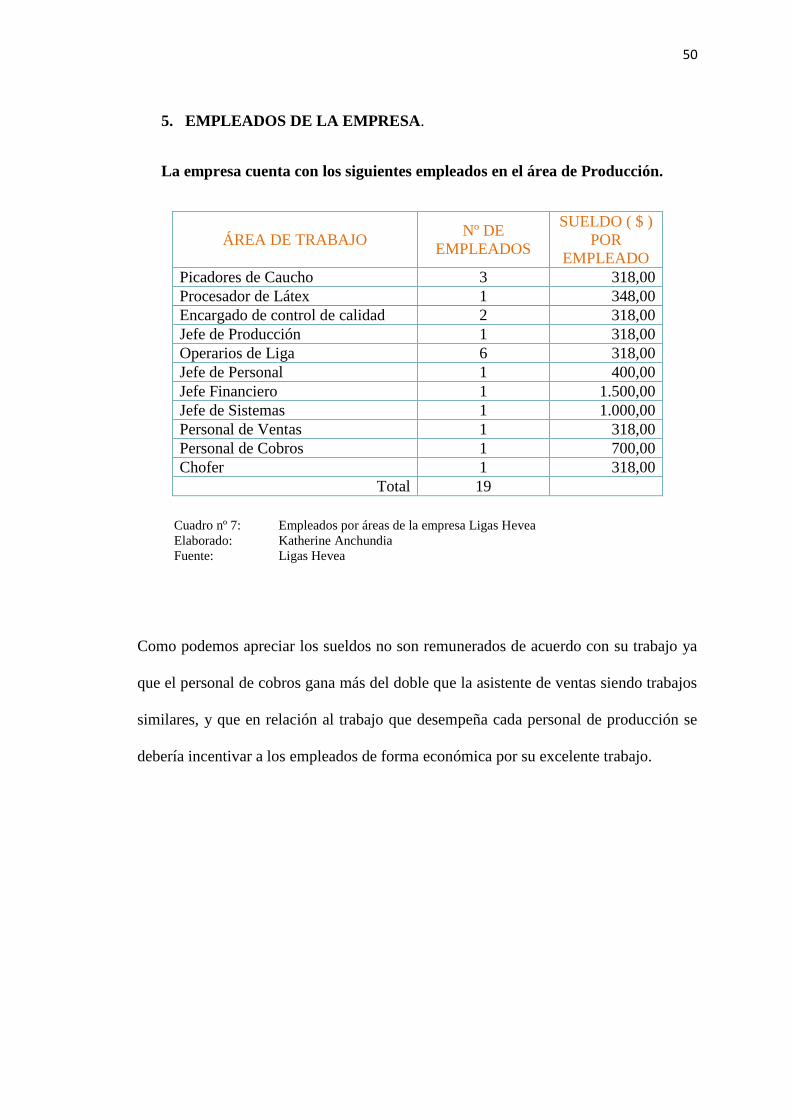
5. EMPLEADOS DE LA EMPRESA.
La empresa cuenta con los siguientes empleados en el área de Producción.
ÁREA DE TRABAJO Nº DE
EMPLEADOS
SUELDO ( $ )
POR
EMPLEADO
Picadores de Caucho 3 318,00
Procesador de Látex 1 348,00
Encargado de control de calidad 2 318,00
Jefe de Producción 1 318,00
Operarios de Liga 6 318,00
Jefe de Personal 1 400,00
Jefe Financiero 1 1.500,00
Jefe de Sistemas 1 1.000,00
Personal de Ventas 1 318,00
Personal de Cobros 1 700,00
Chofer 1 318,00
Total 19
Cuadro nº 7: Empleados por áreas de la empresa Ligas Hevea
Elaborado: Katherine Anchundia
Fuente: Ligas Hevea
Como podemos apreciar los sueldos no son remunerados de acuerdo con su trabajo ya
que el personal de cobros gana más del doble que la asistente de ventas siendo trabajos
similares, y que en relación al trabajo que desempeña cada personal de producción se
debería incentivar a los empleados de forma económica por su excelente trabajo.
51
6. Procesos del Caucho:
Recolección de Látex.
Procesamiento del Látex.
Moldeo de Tableros.
Secado de Moldes.
Despunte, cortado, escogida, enfundada, pesada, sellada y ensacado de Ligas.
7. Clasificación de los Elementos del Costo (Materia Prima, Mano de Obra y
Costos Generales de Fabricación).
Mano de Obra
Procesador de Látex
Encargados de Control de Calidad
Jefe de Producción
Operarias de Liga
Bodeguero y despachador
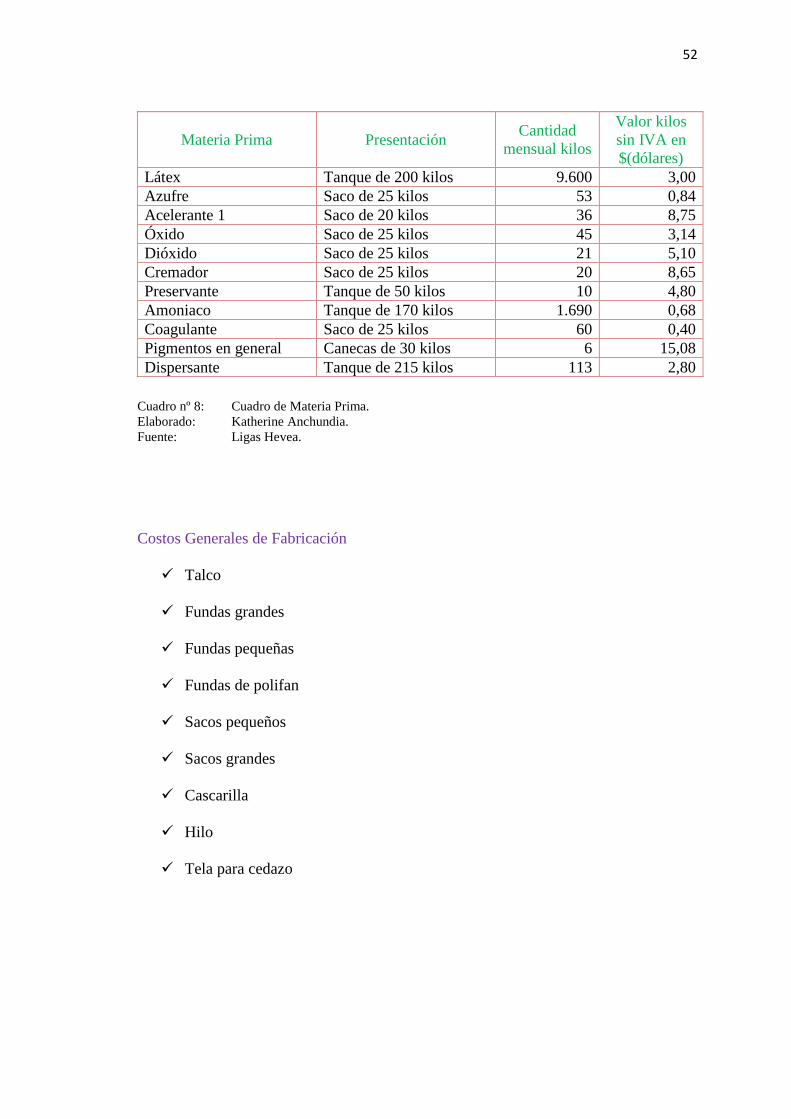
52
Materia Prima Presentación Cantidad
mensual kilos
Valor kilos
sin IVA en
$(dólares)
Látex Tanque de 200 kilos 9.600 3,00
Azufre Saco de 25 kilos 53 0,84
Acelerante 1 Saco de 20 kilos 36 8,75
Óxido Saco de 25 kilos 45 3,14
Dióxido Saco de 25 kilos 21 5,10
Cremador Saco de 25 kilos 20 8,65
Preservante Tanque de 50 kilos 10 4,80
Amoniaco Tanque de 170 kilos 1.690 0,68
Coagulante Saco de 25 kilos 60 0,40
Pigmentos en general Canecas de 30 kilos 6 15,08
Dispersante Tanque de 215 kilos 113 2,80
Cuadro nº 8: Cuadro de Materia Prima.
Elaborado: Katherine Anchundia.
Fuente: Ligas Hevea.
Costos Generales de Fabricación
Talco
Fundas grandes
Fundas pequeñas
Fundas de polifan
Sacos pequeños
Sacos grandes
Cascarilla
Hilo
Tela para cedazo
53
8. CLASIFICACIÓN DE GASTOS (DIRECTOS E INDIRECTOS)
Gastos Directos Gastos Indirectos
Sueldo Operarios Gastos Sueldo Administrativos
Materia Prima Gasto Depreciación Maquinarias
Cascarilla
Materiales Indirectos
9. LOS PROCESOS DEL LÁTEX EN LA EMPRESA.
Debemos saber que el árbol de caucho tiene la siguiente productividad durante el año
de la siguiente manera.
Meses del año Tipo de productividad
Febrero y marzo Son meses de recuperación del árbol
Abril, mayo, junio, julio, agosto y
septiembre Son meses productivos al 100%
Octubre, noviembre, diciembre y enero Son meses muy pocos productivos
Cuadro nº 9: Cuadro de Productividad del árbol de caucho.
Elaborado: Katherine Anchundia.
Fuente: Picador de caucho.
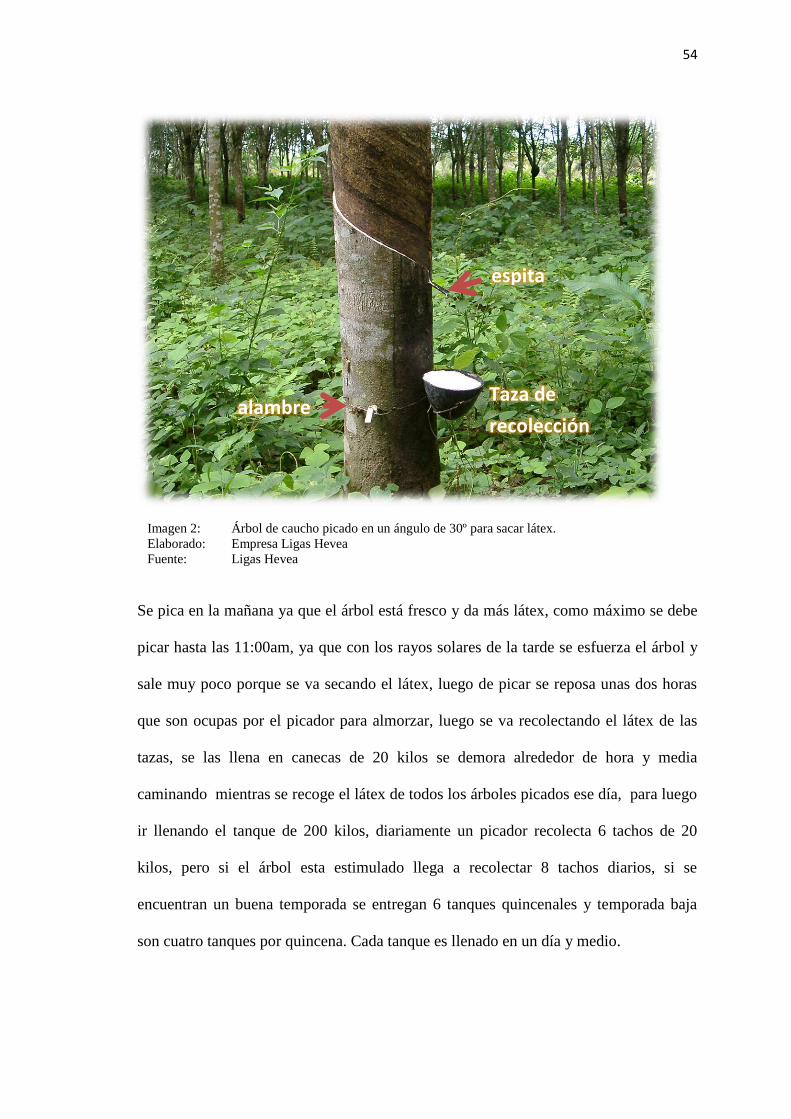
Primero.- el picador de caucho debe realizar un corte de 30º en la corteza del árbol,
debe tener 2cm de ancho y lo que saca del corte debe pesar de 7 a 8 gramos, luego debe
limpiar el canal por donde baja el látex, se debe colocar una espita y a unos 20cm de
distancia se debe poner la taza de recolección que debe estar bien sujeta al árbol con un
alambre, estas tazas llenas pesan 800 gramos de látex.
54
Imagen 2: Árbol de caucho picado en un ángulo de 30º para sacar látex.
Elaborado: Empresa Ligas Hevea
Fuente: Ligas Hevea
Se pica en la mañana ya que el árbol está fresco y da más látex, como máximo se debe
picar hasta las 11:00am, ya que con los rayos solares de la tarde se esfuerza el árbol y
sale muy poco porque se va secando el látex, luego de picar se reposa unas dos horas
que son ocupas por el picador para almorzar, luego se va recolectando el látex de las
tazas, se las llena en canecas de 20 kilos se demora alrededor de hora y media
caminando mientras se recoge el látex de todos los árboles picados ese día, para luego
ir llenando el tanque de 200 kilos, diariamente un picador recolecta 6 tachos de 20
kilos, pero si el árbol esta estimulado llega a recolectar 8 tachos diarios, si se
encuentran un buena temporada se entregan 6 tanques quincenales y temporada baja
son cuatro tanques por quincena. Cada tanque es llenado en un día y medio.
espita
alambre
Taza de
recolección
55
Los inconvenientes en este proceso son cuando le cae hongos a la hoja, que es cuando
está naciendo la nueva hoja que sería en los meses de producción baja, en verano la
producción es súper inestable, ya que si en invierno recolectan 6 tachos ahora estarían
recolectando un tacho y medio a dos tachos, si se estimula mucho el árbol de caucho
este sufre internamente y se desgastaría más rápido es decir acorta los años de vida de
ese árbol.
Segundo.- el tanque es entregado en la empresa, son ubicados en el área del caucho,
donde es recibido por el procesador de látex, en donde empieza el proceso de
producción, se saca una muestra de cada tanque, para que la persona encargada obtenga
el sólido del látex, luego se deben vaciar doce tanques (2.400 kilos) se demora un
aproximado de dos horas y media entre dos personas, en una base de cemento que son
en forma de cubo donde se va cerniendo al momento de vaciar los tanques en la base,
para sacar las impurezas que vienen en el tanque, se le debe poner Cremador ( se pone
20 kilos de cremador preparado por cada tanque de látex) es decir 240 kilos , se lo
mezcla con un batidor eléctrico, y dejar reposar ocho días como mínimo y lo máximo
diez días, una vez transcurrido los ocho días se debe proceder a sacar el suero de la
base que son alrededor de seis tanques y medio (1.300 kilos) se demora dos horas en
sacar el suero, después de sacar el suero se procede a sacar el látex ya cremado salen
seis tanques (1.200 kilos) se demora dos horas en sacar la base, también se saca una
muestra de cada tanque sacado para saber el porcentaje de concentración del látex, una
vez sacado todo el látex cremado el procesador pasa a limpiar la base, a estabilizar los
tanques con dispersante los tanques que saco de la base, el segundo paso es acelerar el
látex que es poner 100 kilos de látex en un tanque abierto y se le adiciona 6.2 kilos de
56
carga molida que es una pasta cremosa, una vez mezclada la carga con el látex se debe
dejar reposar al tanque por tres días como mínimo y no más de cinco días ya que
pasado este tiempo se tiene inconvenientes con las ligas, para poder ser utilizado, una
vez transcurrido estos días el látex acelerado está listo para ser utilizado en la
producción, donde se pone en el tanque acelerado 70 kilos de látex cremado y se pone
también 40 kilos de látex que deben ser mezclados con carbonato con anticipación, se
vuelve a estabilizar el tanque, dando un total de 210 kilos, luego se debe cernir el
tanque pasando el látex de un tanque a otro mediante un corte de tela de 50cm por
50cm, permitiendo que los grumos de productos o basuritas en el látex se queden en el
cedazo, se demora unos 15 minutos cerniendo el tanque, después de mezclar y cernir
todo en el tanque se debe adicionar 250gr del color de pigmento (rojo, verde, azul,
amarillo o negro).
57
Imagen 3: Tanque de látex preparado. Elaborado: Katherine Anchundia.
Fuente: Ligas Hevea
Los inconvenientes en este proceso es que una vez terminado de preparar el tanque se
ponga inestable, entonces hay que volver a estabilizar el tanque con dispersante, se
prueba también poniéndole látex cremado sin producto pero que tenga un sólido bajo,
también se le puede poner un poco de amoniaco para que se afloje y como último
recurso se le pone látex natural al tanque de caucho preparado.
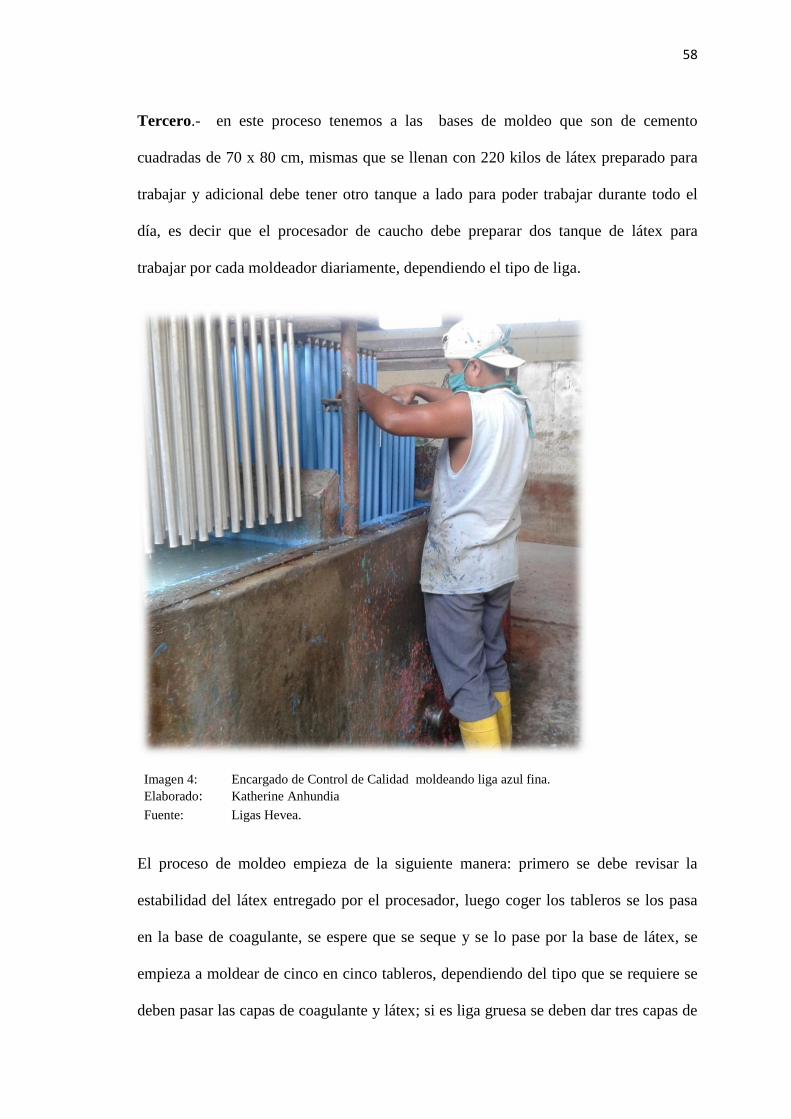
58
Tercero.- en este proceso tenemos a las bases de moldeo que son de cemento
cuadradas de 70 x 80 cm, mismas que se llenan con 220 kilos de látex preparado para
trabajar y adicional debe tener otro tanque a lado para poder trabajar durante todo el
día, es decir que el procesador de caucho debe preparar dos tanque de látex para
trabajar por cada moldeador diariamente, dependiendo el tipo de liga.
Imagen 4: Encargado de Control de Calidad moldeando liga azul fina.
Elaborado: Katherine Anhundia
Fuente: Ligas Hevea.
El proceso de moldeo empieza de la siguiente manera: primero se debe revisar la
estabilidad del látex entregado por el procesador, luego coger los tableros se los pasa
en la base de coagulante, se espere que se seque y se lo pase por la base de látex, se
empieza a moldear de cinco en cinco tableros, dependiendo del tipo que se requiere se
deben pasar las capas de coagulante y látex; si es liga gruesa se deben dar tres capas de
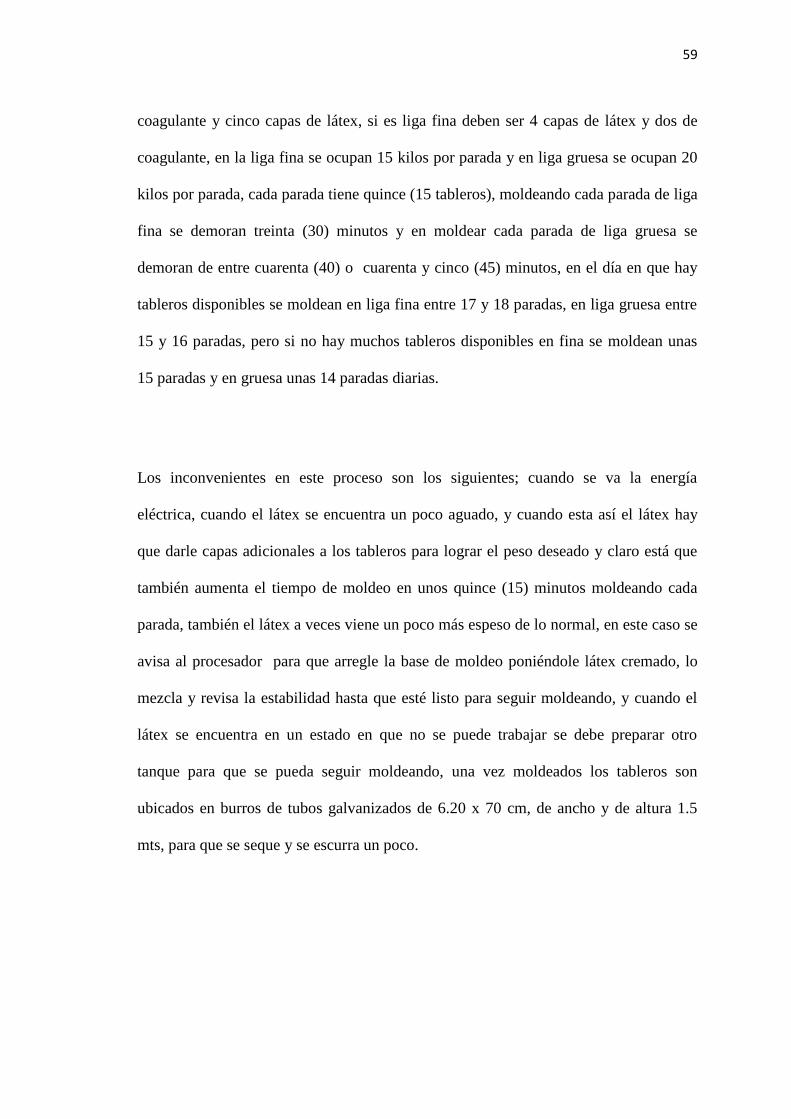
59
coagulante y cinco capas de látex, si es liga fina deben ser 4 capas de látex y dos de
coagulante, en la liga fina se ocupan 15 kilos por parada y en liga gruesa se ocupan 20
kilos por parada, cada parada tiene quince (15 tableros), moldeando cada parada de liga
fina se demoran treinta (30) minutos y en moldear cada parada de liga gruesa se
demoran de entre cuarenta (40) o cuarenta y cinco (45) minutos, en el día en que hay
tableros disponibles se moldean en liga fina entre 17 y 18 paradas, en liga gruesa entre
15 y 16 paradas, pero si no hay muchos tableros disponibles en fina se moldean unas
15 paradas y en gruesa unas 14 paradas diarias.
Los inconvenientes en este proceso son los siguientes; cuando se va la energía
eléctrica, cuando el látex se encuentra un poco aguado, y cuando esta así el látex hay
que darle capas adicionales a los tableros para lograr el peso deseado y claro está que
también aumenta el tiempo de moldeo en unos quince (15) minutos moldeando cada
parada, también el látex a veces viene un poco más espeso de lo normal, en este caso se
avisa al procesador para que arregle la base de moldeo poniéndole látex cremado, lo
mezcla y revisa la estabilidad hasta que esté listo para seguir moldeando, y cuando el
látex se encuentra en un estado en que no se puede trabajar se debe preparar otro
tanque para que se pueda seguir moldeando, una vez moldeados los tableros son
ubicados en burros de tubos galvanizados de 6.20 x 70 cm, de ancho y de altura 1.5
mts, para que se seque y se escurra un poco.
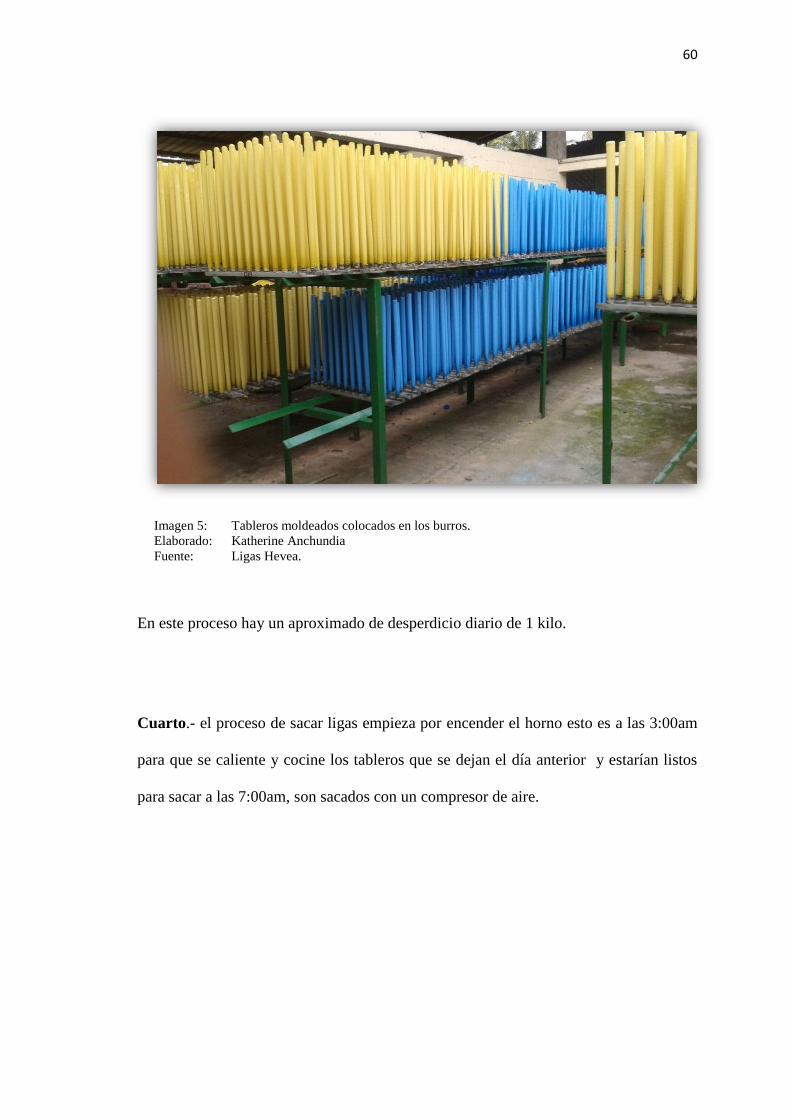
60
Imagen 5: Tableros moldeados colocados en los burros.
Elaborado: Katherine Anchundia
Fuente: Ligas Hevea.
En este proceso hay un aproximado de desperdicio diario de 1 kilo.
Cuarto.- el proceso de sacar ligas empieza por encender el horno esto es a las 3:00am
para que se caliente y cocine los tableros que se dejan el día anterior y estarían listos
para sacar a las 7:00am, son sacados con un compresor de aire.
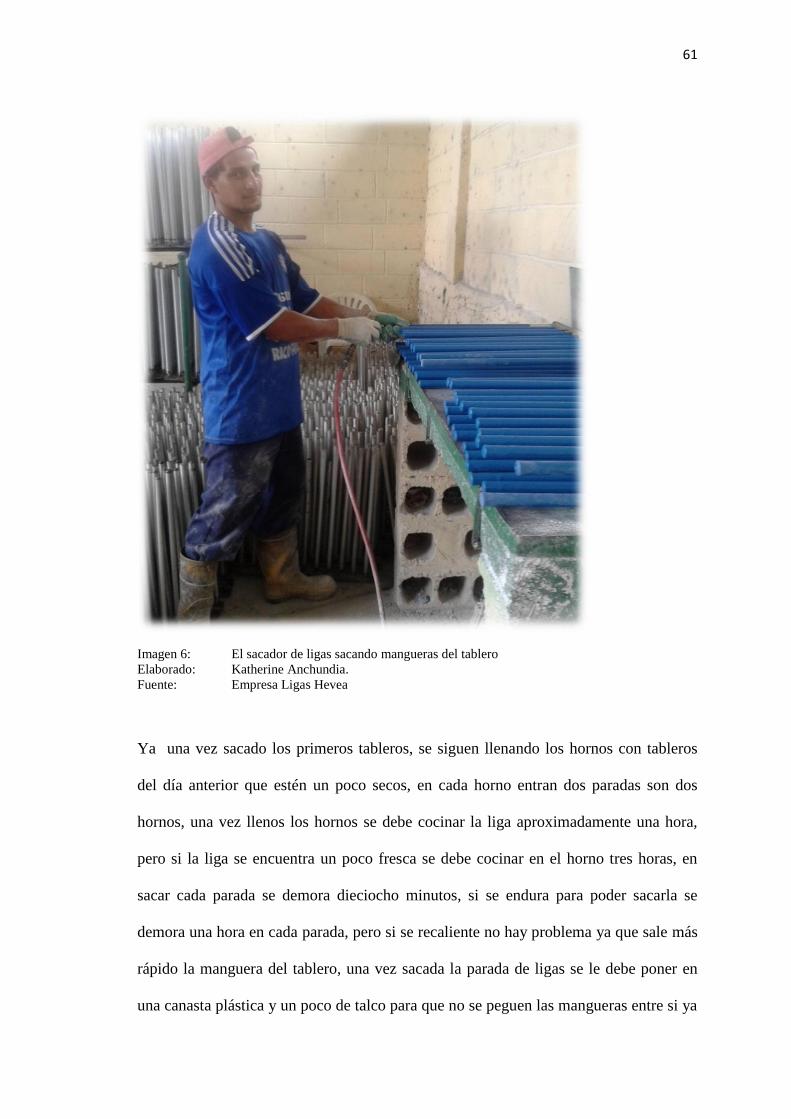
61
Imagen 6: El sacador de ligas sacando mangueras del tablero
Elaborado: Katherine Anchundia.
Fuente: Empresa Ligas Hevea
Ya una vez sacado los primeros tableros, se siguen llenando los hornos con tableros
del día anterior que estén un poco secos, en cada horno entran dos paradas son dos
hornos, una vez llenos los hornos se debe cocinar la liga aproximadamente una hora,
pero si la liga se encuentra un poco fresca se debe cocinar en el horno tres horas, en
sacar cada parada se demora dieciocho minutos, si se endura para poder sacarla se
demora una hora en cada parada, pero si se recaliente no hay problema ya que sale más
rápido la manguera del tablero, una vez sacada la parada de ligas se le debe poner en
una canasta plástica y un poco de talco para que no se peguen las mangueras entre si ya
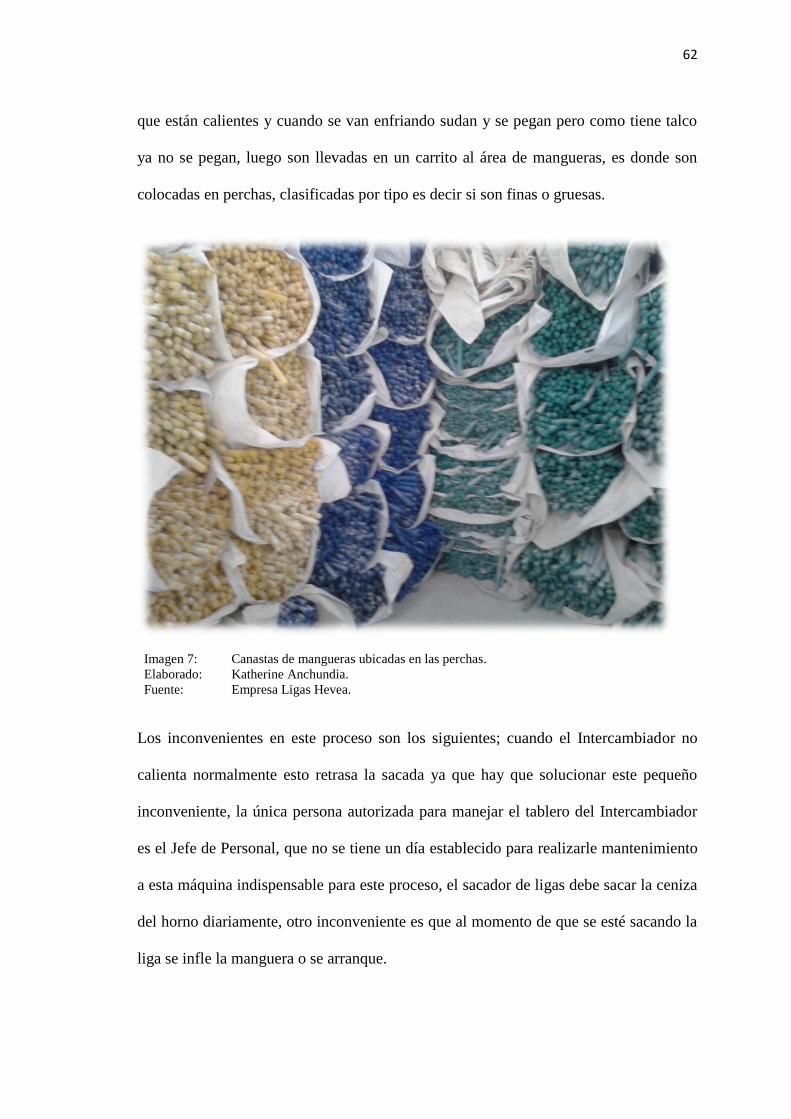
62
que están calientes y cuando se van enfriando sudan y se pegan pero como tiene talco
ya no se pegan, luego son llevadas en un carrito al área de mangueras, es donde son
colocadas en perchas, clasificadas por tipo es decir si son finas o gruesas.
Imagen 7: Canastas de mangueras ubicadas en las perchas.
Elaborado: Katherine Anchundia.
Fuente: Empresa Ligas Hevea.
Los inconvenientes en este proceso son los siguientes; cuando el Intercambiador no
calienta normalmente esto retrasa la sacada ya que hay que solucionar este pequeño
inconveniente, la única persona autorizada para manejar el tablero del Intercambiador
es el Jefe de Personal, que no se tiene un día establecido para realizarle mantenimiento
a esta máquina indispensable para este proceso, el sacador de ligas debe sacar la ceniza
del horno diariamente, otro inconveniente es que al momento de que se esté sacando la
liga se infle la manguera o se arranque.
63
Quinto.- una vez que ingresan las canastas al área de ligas, se empieza de la siguiente
manera; las operarias de liga pasan a sacar una canasta de ligas la colocan en una mesa
de metal, esparcen las mangueras y empiezan a despuntar las ligas, que es cortar el
inicio y el final de la manguera también se saca el desperdicio que se genera en el
moldeo, luego se las coloca en canastas plásticas para ser llevadas a la máquina
cortadora de ligas, dos operarias son las encargadas de cortar la liga, la liga debe ser
pesada por el Jefe de Personal que es quien regula el corte y poder tener el peso
deseado de acuerdo al tipo de liga que pude ser Estándar, Plus, Superior, Premium y
Especial, las demás operarias deben poner la liga cortada en una mesa de plástico
donde deben escoger la liga que es sacar el desperdicio en el corte, los picadillos que
bota la máquina, el corte doble, las ligas que salen muy finas o a su vez muy gruesas,
la liga que sale deforme, la liga buena que se saca es colocada en una piscina de
cemento para ser mezclada, luego enfundada.
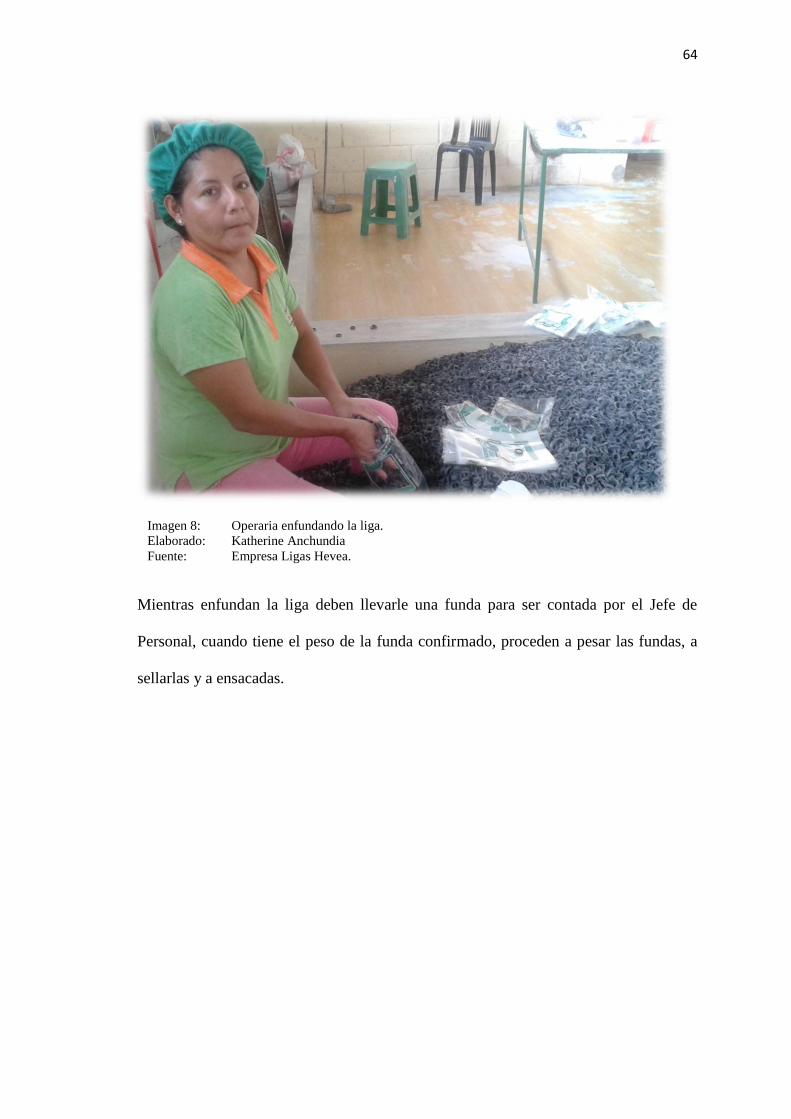
64
Imagen 8: Operaria enfundando la liga.
Elaborado: Katherine Anchundia
Fuente: Empresa Ligas Hevea.
Mientras enfundan la liga deben llevarle una funda para ser contada por el Jefe de
Personal, cuando tiene el peso de la funda confirmado, proceden a pesar las fundas, a
sellarlas y a ensacadas.
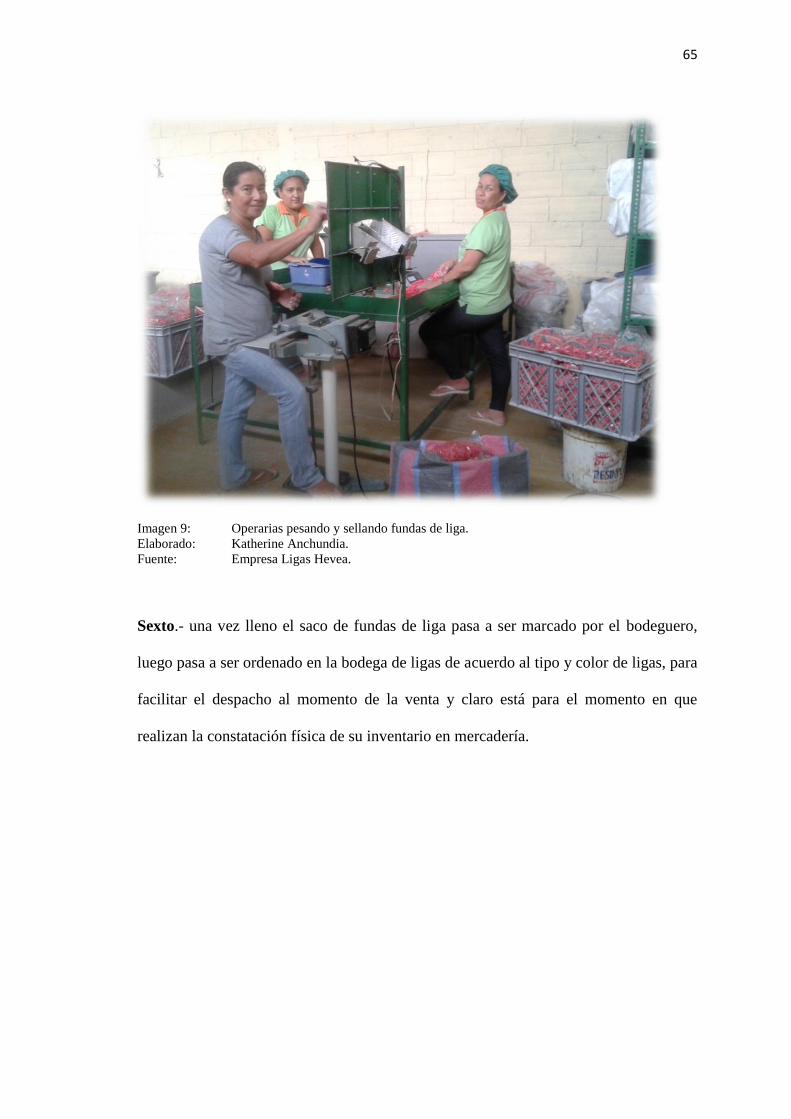
65
Imagen 9: Operarias pesando y sellando fundas de liga.
Elaborado: Katherine Anchundia.
Fuente: Empresa Ligas Hevea.
Sexto.- una vez lleno el saco de fundas de liga pasa a ser marcado por el bodeguero,
luego pasa a ser ordenado en la bodega de ligas de acuerdo al tipo y color de ligas, para
facilitar el despacho al momento de la venta y claro está para el momento en que
realizan la constatación física de su inventario en mercadería.
CAPÍTULO VI:
PROPUESTA
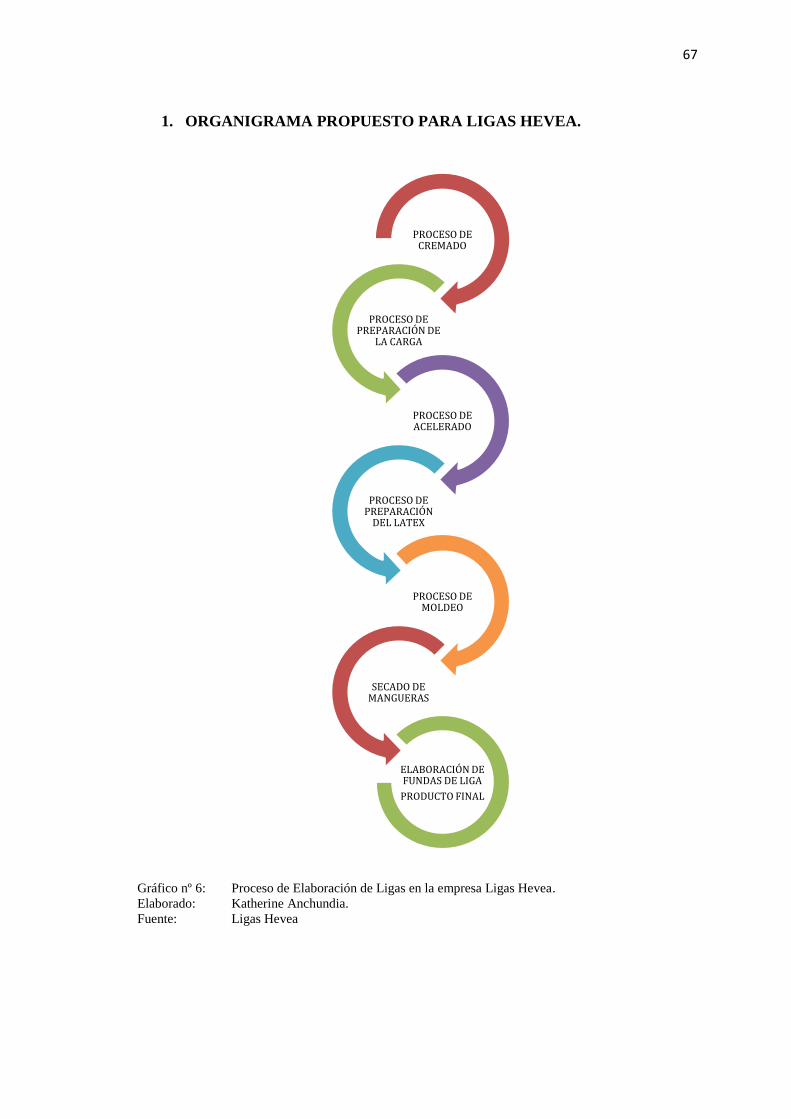
67
1. ORGANIGRAMA PROPUESTO PARA LIGAS HEVEA.
Gráfico nº 6: Proceso de Elaboración de Ligas en la empresa Ligas Hevea.
Elaborado: Katherine Anchundia.
Fuente: Ligas Hevea
PROCESO DE CREMADO
PROCESO DE PREPARACIÓN DE
LA CARGA
PROCESO DE ACELERADO
PROCESO DE PREPARACIÓN
DEL LATEX
PROCESO DE MOLDEO
SECADO DE MANGUERAS
ELABORACIÓN DE FUNDAS DE LIGA
PRODUCTO FINAL
68
Después de nuestra investigación sobre los métodos de costo, se optó por el Sistema de
Costos por Procesos, ya que este sistema es el más adecuado para costear los productos
de la empresa Ligas Hevea, se toma como referencia a Rubén Sarmientos.
En los procesos de producción a el látex como materia prima se lo costeara por kilo, el
látex como sabemos es liquido pero las ligas ya como producto final son en látex
procesado y seco, por lo que de acuerdo a lo revisado y conversado con la Gerente en
la empresa los costos deben ser calculados en seco porque el producto que ofrece la
empresa es en seco.
Para obtener la cantidad en seco del látex con el que se trabaja se tomaran los
porcentajes de solidos que se le saca a los tanques de látex que se estén utilizando,
estas muestras se las realiza pesando 10 gramos de látex liquido se las pone en el
micro-ondas por 2:30 minutos y luego se vuelve a pesar y el peso que nos dé será el
porcentaje de concentración que tiene ese tanque de látex.
De un tanque de látex que ingresa de la finca tomamos el promedio del 31% de sólido,
que nos daría de 200 kilos en látex que tiene el tanque por el 31% nos da a entender
que tiene 62 kilos de caucho en seco, luego en látex cremado hacemos el mismo
proceso ya que al tanque de látex cremado que sale de la base le sacamos otra muestra
de 10gr y hacemos el mismo proceso y nos da un peso promedio de 53% de solido por
lo que de los 200 kilos de látex cremado nos daría 106 kilos en seco de látex cremado
para trabajar.
Empezamos con el primer proceso.
69
2. Proceso 1: Proceso de Cremado
Bien este proceso empieza subiendo doce tanques de látex de 200 kilos cada uno, en
una base de cemento cubica, a las que se les conoce como bases de cremar, se adiciona
168 kilos de amoniaco, 2,3 kilos de Preservante, 2,80 kilos de glicerina y 240 kilos
cremador como materia prima, en la mano de obra tenemos las horas del procesador de
látex, en subir los tanques a la base se demoran seis horas y para preparar el cremador,
cuatro horas luego sacando el suero de la base y dos horas sacando el látex cremado de
la base, en lo referente a los costos generales de fabricación tenemos un batidor que
utiliza para mezclar al cremador con el agua, este es un batidor eléctrico de forma
artesanal tiene un motor 3hp consume alrededor de $ 0,09 la hora de energía eléctrica,
tiene ya alrededor de 10 años funcionando en la empresa, su manejo es sencillo y
semiautomático, se lo utiliza para mezclar cremador y también para mezclar carbonato,
esta máquina tiene un valor de $ 500,00 con un valor residual de $ 100,00, también se
utiliza un batidor únicamente para mezclar al látex con los demás productos dentro de
la base, esta máquina fue comprada y modificada al gusto y necesidad de la empresa,
tiene un valor de $ 1.200,00 con un valor residual de $ 240,00 lleva siendo parte del
proceso de cremado desde hace cuatro años, también tenemos el costo de la mano de
obra indirecta del Ingeniero encardo del Manteniendo de las maquinarias para que
revise constantemente el funcionamiento de las máquinas.
A continuación les presento la propuesta de costeo para el primer proceso que es el de
Cremado.
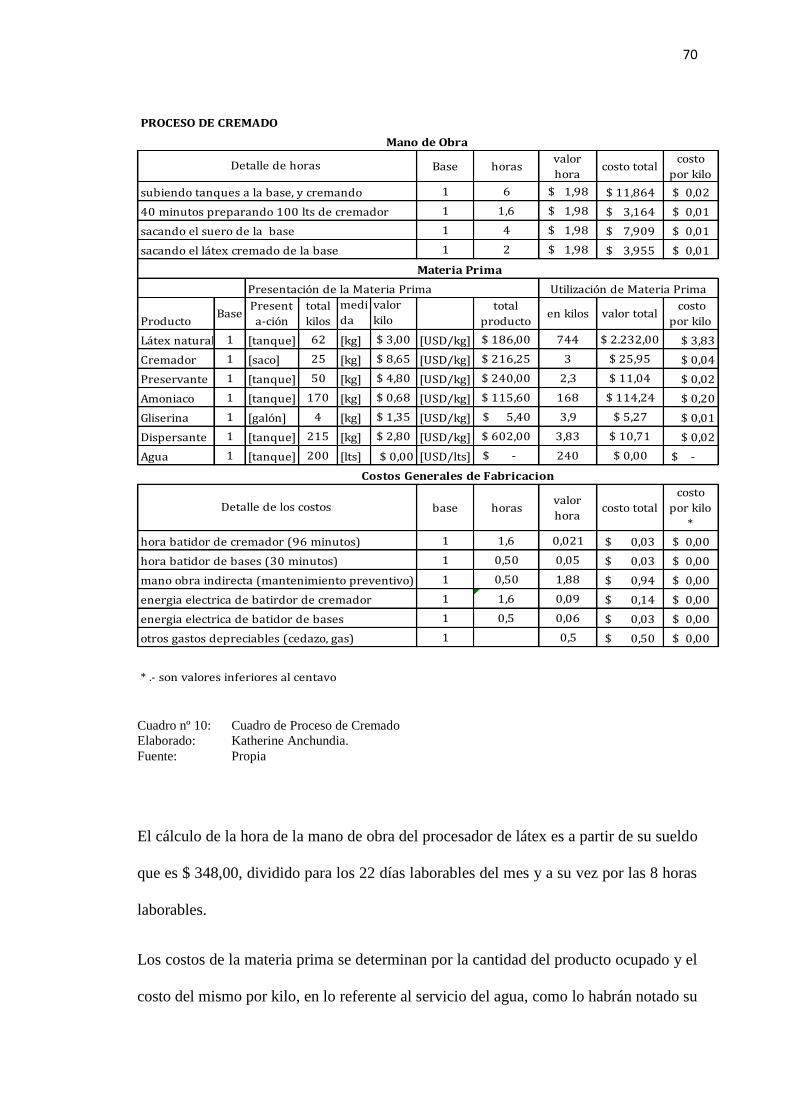
70
Base horasvalor
horacosto total
costo
por kilo
1 6 1,98$ 11,864$ 0,02$
1 1,6 1,98$ 3,164$ 0,01$
1 4 1,98$ 7,909$ 0,01$
1 2 1,98$ 3,955$ 0,01$
Presentación de la Materia Prima
ProductoBase
Present
a-ción
total
kilos
medi
da
valor
kilototal
productoen kilos valor total
costo
por kilo
Látex natural 1 [tanque] 62 [kg] $ 3,00 [USD/kg] 186,00$ 744 $ 2.232,00 $ 3,83
Cremador 1 [saco] 25 [kg] $ 8,65 [USD/kg] 216,25$ 3 $ 25,95 $ 0,04
Preservante 1 [tanque] 50 [kg] $ 4,80 [USD/kg] 240,00$ 2,3 $ 11,04 $ 0,02
Amoniaco 1 [tanque] 170 [kg] $ 0,68 [USD/kg] 115,60$ 168 $ 114,24 $ 0,20
Gliserina 1 [galón] 4 [kg] $ 1,35 [USD/kg] 5,40$ 3,9 $ 5,27 $ 0,01
Dispersante 1 [tanque] 215 [kg] $ 2,80 [USD/kg] 602,00$ 3,83 $ 10,71 $ 0,02
Agua 1 [tanque] 200 [lts] $ 0,00 [USD/lts] -$ 240 $ 0,00 -$
base horasvalor
horacosto total
costo
por kilo
*
1 1,6 0,021 0,03$ 0,00$
1 0,50 0,05 0,03$ 0,00$
1 0,50 1,88 0,94$ 0,00$
1 1,6 0,09 0,14$ 0,00$
1 0,5 0,06 0,03$ 0,00$
1 0,5 0,50$ 0,00$
* .- son valores inferiores al centavo
Utilización de Materia Prima
Costos Generales de Fabricacion
PROCESO DE CREMADO
Mano de Obra
otros gastos depreciables (cedazo, gas)
subiendo tanques a la base, y cremando
Detalle de horas
40 minutos preparando 100 lts de cremador
sacando el suero de la base
sacando el látex cremado de la base
Detalle de los costos
hora batidor de cremador (96 minutos)
hora batidor de bases (30 minutos)
mano obra indirecta (mantenimiento preventivo) 30 minutos
energia electrica de batirdor de cremador
energia electrica de batidor de bases
Materia Prima
Cuadro nº 10: Cuadro de Proceso de Cremado
Elaborado: Katherine Anchundia.
Fuente: Propia
El cálculo de la hora de la mano de obra del procesador de látex es a partir de su sueldo
que es $ 348,00, dividido para los 22 días laborables del mes y a su vez por las 8 horas
laborables.
Los costos de la materia prima se determinan por la cantidad del producto ocupado y el
costo del mismo por kilo, en lo referente al servicio del agua, como lo habrán notado su
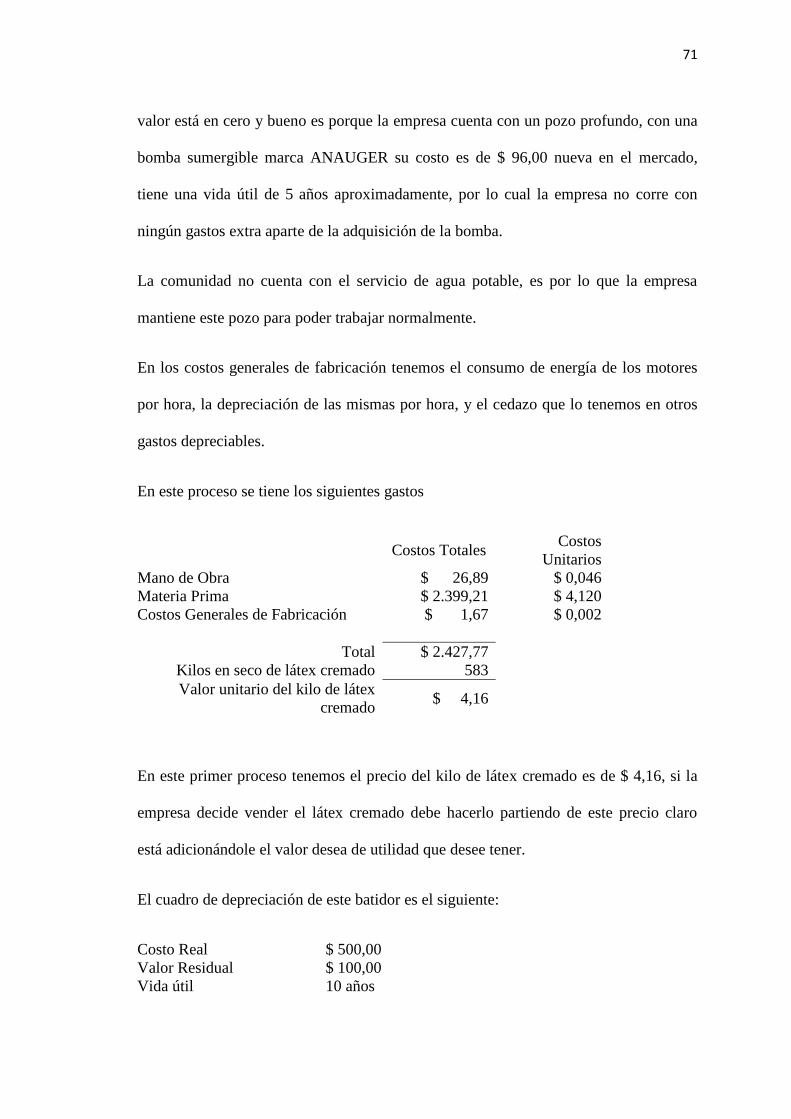
71
valor está en cero y bueno es porque la empresa cuenta con un pozo profundo, con una
bomba sumergible marca ANAUGER su costo es de $ 96,00 nueva en el mercado,
tiene una vida útil de 5 años aproximadamente, por lo cual la empresa no corre con
ningún gastos extra aparte de la adquisición de la bomba.
La comunidad no cuenta con el servicio de agua potable, es por lo que la empresa
mantiene este pozo para poder trabajar normalmente.
En los costos generales de fabricación tenemos el consumo de energía de los motores
por hora, la depreciación de las mismas por hora, y el cedazo que lo tenemos en otros
gastos depreciables.
En este proceso se tiene los siguientes gastos
Costos Totales
Costos
Unitarios
Mano de Obra $ 26,89 $ 0,046
Materia Prima $ 2.399,21 $ 4,120
Costos Generales de Fabricación $ 1,67 $ 0,002
Total $ 2.427,77
Kilos en seco de látex cremado 583
Valor unitario del kilo de látex
cremado $ 4,16
En este primer proceso tenemos el precio del kilo de látex cremado es de $ 4,16, si la
empresa decide vender el látex cremado debe hacerlo partiendo de este precio claro
está adicionándole el valor desea de utilidad que desee tener.
El cuadro de depreciación de este batidor es el siguiente:
Costo Real $ 500,00
Valor Residual $ 100,00
Vida útil 10 años
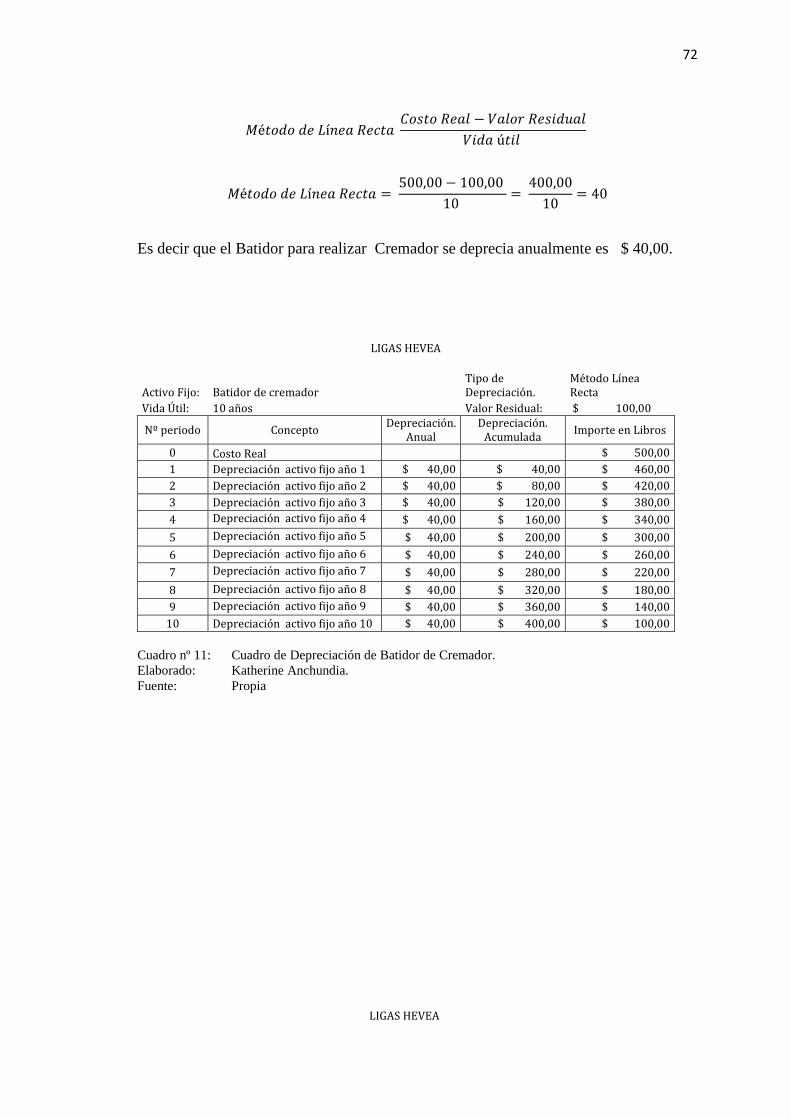
72
Es decir que el Batidor para realizar Cremador se deprecia anualmente es $ 40,00.
LIGAS HEVEA
Activo Fijo: Batidor de cremador
Tipo de Depreciación.
Método Línea Recta
Vida Útil: 10 años
Valor Residual: $ 100,00
Nº periodo Concepto Depreciación.
Anual Depreciación.
Acumulada Importe en Libros
0 Costo Real $ 500,00
1 Depreciación activo fijo año 1 $ 40,00 $ 40,00 $ 460,00
2 Depreciación activo fijo año 2 $ 40,00 $ 80,00 $ 420,00
3 Depreciación activo fijo año 3 $ 40,00 $ 120,00 $ 380,00
4 Depreciación activo fijo año 4 $ 40,00 $ 160,00 $ 340,00
5 Depreciación activo fijo año 5 $ 40,00 $ 200,00 $ 300,00
6 Depreciación activo fijo año 6 $ 40,00 $ 240,00 $ 260,00
7 Depreciación activo fijo año 7 $ 40,00 $ 280,00 $ 220,00
8 Depreciación activo fijo año 8 $ 40,00 $ 320,00 $ 180,00
9 Depreciación activo fijo año 9 $ 40,00 $ 360,00 $ 140,00
10 Depreciación activo fijo año 10 $ 40,00 $ 400,00 $ 100,00
Cuadro nº 11: Cuadro de Depreciación de Batidor de Cremador.
Elaborado: Katherine Anchundia.
Fuente: Propia
LIGAS HEVEA
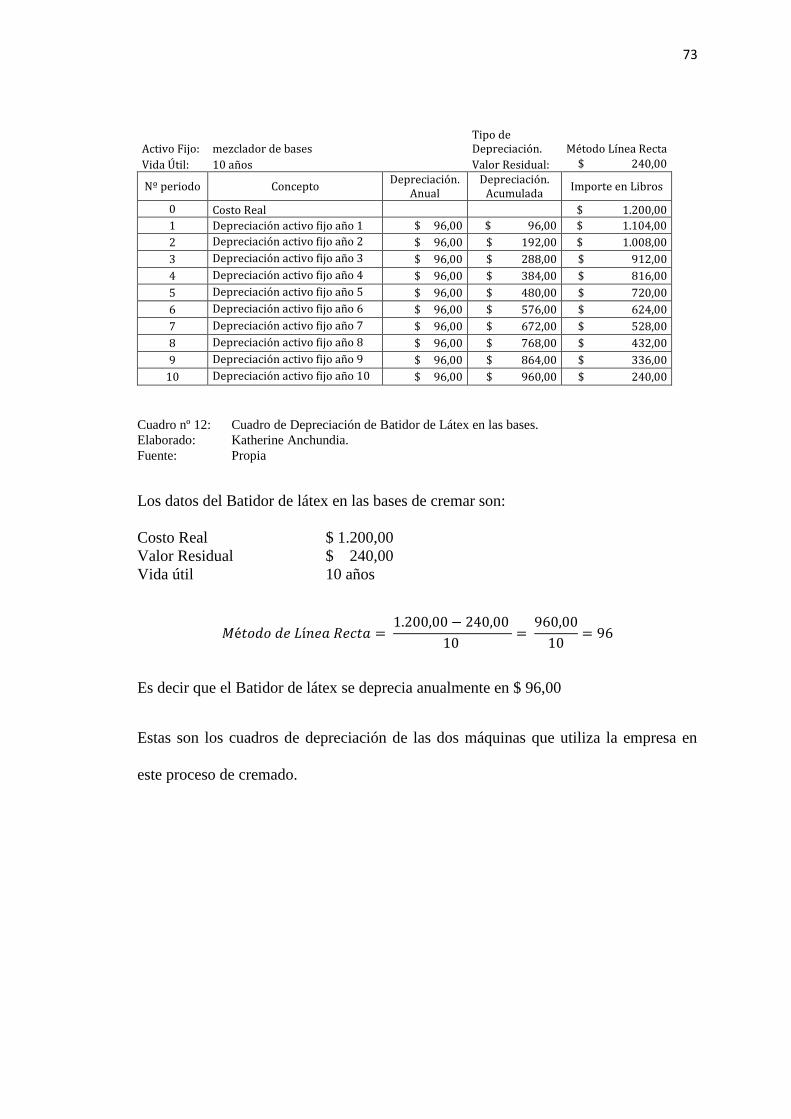
73
Activo Fijo: mezclador de bases
Tipo de Depreciación. Método Línea Recta
Vida Útil: 10 años
Valor Residual: $ 240,00
Nº periodo Concepto Depreciación.
Anual Depreciación.
Acumulada Importe en Libros
0 Costo Real $ 1.200,00
1 Depreciación activo fijo año 1 $ 96,00 $ 96,00 $ 1.104,00
2 Depreciación activo fijo año 2 $ 96,00 $ 192,00 $ 1.008,00
3 Depreciación activo fijo año 3 $ 96,00 $ 288,00 $ 912,00
4 Depreciación activo fijo año 4 $ 96,00 $ 384,00 $ 816,00
5 Depreciación activo fijo año 5 $ 96,00 $ 480,00 $ 720,00
6 Depreciación activo fijo año 6 $ 96,00 $ 576,00 $ 624,00
7 Depreciación activo fijo año 7 $ 96,00 $ 672,00 $ 528,00
8 Depreciación activo fijo año 8 $ 96,00 $ 768,00 $ 432,00
9 Depreciación activo fijo año 9 $ 96,00 $ 864,00 $ 336,00
10 Depreciación activo fijo año 10 $ 96,00 $ 960,00 $ 240,00
Cuadro nº 12: Cuadro de Depreciación de Batidor de Látex en las bases.
Elaborado: Katherine Anchundia.
Fuente: Propia
Los datos del Batidor de látex en las bases de cremar son:
Costo Real $ 1.200,00
Valor Residual $ 240,00
Vida útil 10 años
Es decir que el Batidor de látex se deprecia anualmente en $ 96,00
Estas son los cuadros de depreciación de las dos máquinas que utiliza la empresa en
este proceso de cremado.
74
3. Proceso 2: Preparación de Carga.
En este proceso se debe poner a moler el azufre durante 72 horas, una vez transcurridas
las 72 horas se toma 8,90 kilos de este azufre molido, y se lo pone a moler nuevamente
con 7,5 kilos de óxido, 3,0 kilos de dióxido, 6,0 kilos de acelerante 1 y 12 litros de
agua durante 48 horas, una vez transcurridas estas 48 horas se saca la carga molida que
sale una pasta cremosa de color amarillo, en este proceso ocupamos poca mano de obra
directa que sería el tiempo que se toma para pesar los productos químicos, en poner a
moler los productos y en sacar la carga, en los costos generales de fabricación tenemos
el costo de la depreciación por hora de los molinos en que se muelen estos químicos, el
costo por hora de consumo en energía eléctrica y el mantenimiento preventivo que se
sugiere.
Los molinos que se utilizan son unos molinos de bolas es decir que junto con los
productos que se ponen a moler se deben incluir unas bolitas de porcelana para obtener
la mezcla deseada, estos molinos fueron comprados y adecuados a las necesidades de la
empresa, no se muestra imagen de los molinos ya que como esta es una empresa casi
única en la industria de ligas para banano es un poco reservada en cuestión a ciertas de
sus maquinarias.
Pero adjuntare una imagen que muestra el funcionamiento a estos molinos, es muy
parecido.
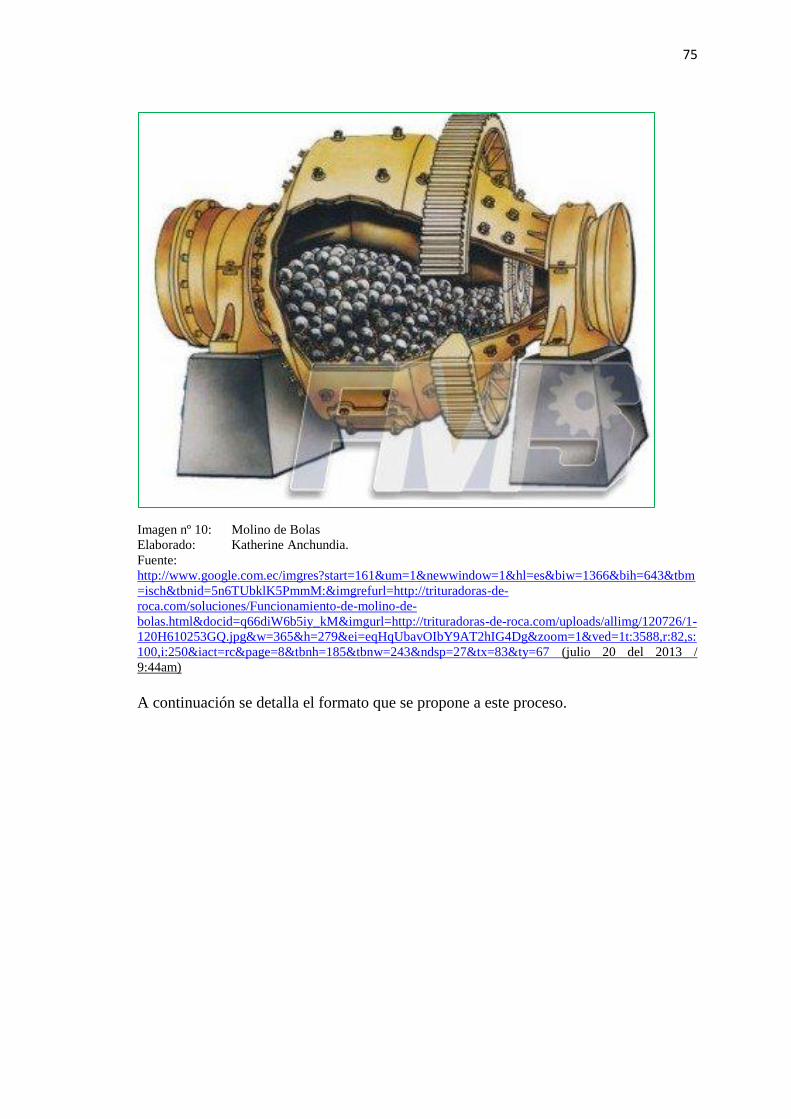
75
Imagen nº 10: Molino de Bolas
Elaborado: Katherine Anchundia.
Fuente:
http://www.google.com.ec/imgres?start=161&um=1&newwindow=1&hl=es&biw=1366&bih=643&tbm
=isch&tbnid=5n6TUbklK5PmmM:&imgrefurl=http://trituradoras-de-
roca.com/soluciones/Funcionamiento-de-molino-de-
bolas.html&docid=q66diW6b5iy_kM&imgurl=http://trituradoras-de-roca.com/uploads/allimg/120726/1-
120H610253GQ.jpg&w=365&h=279&ei=eqHqUbavOIbY9AT2hIG4Dg&zoom=1&ved=1t:3588,r:82,s:
100,i:250&iact=rc&page=8&tbnh=185&tbnw=243&ndsp=27&tx=83&ty=67 (julio 20 del 2013 /
9:44am)
A continuación se detalla el formato que se propone a este proceso.
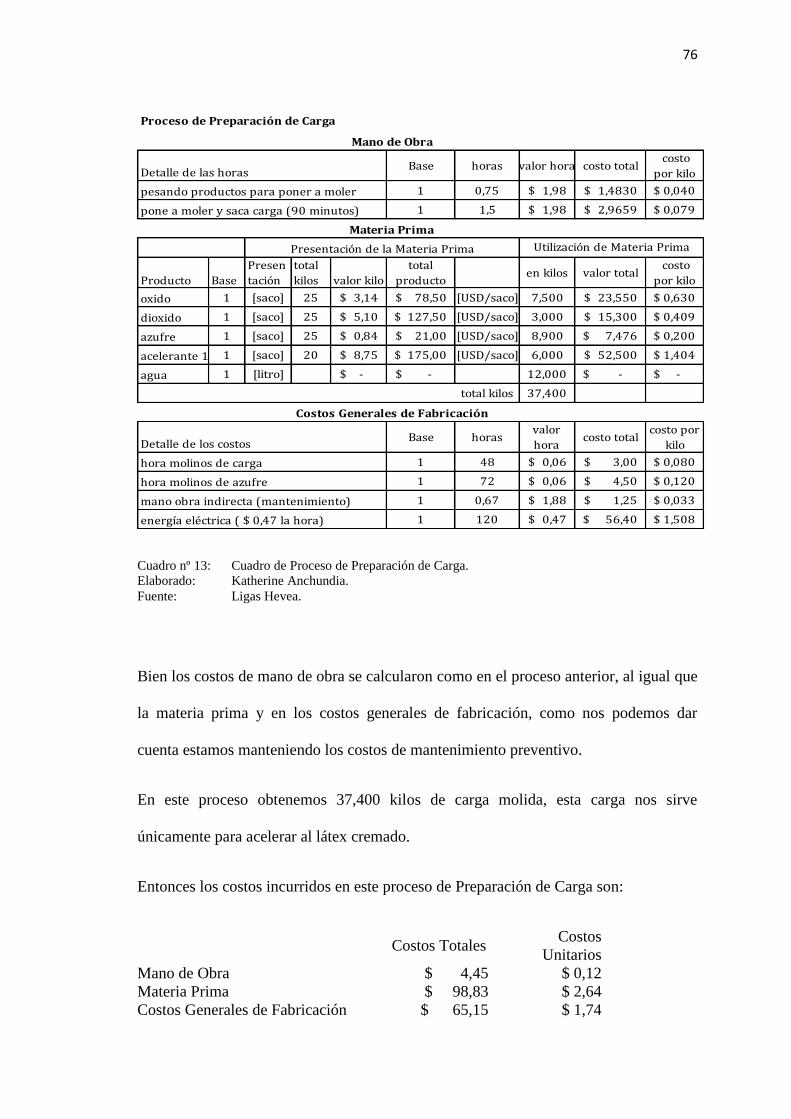
76
Base horas valor hora costo total costo
por kilo
1 0,75 1,98$ 1,4830$ 0,040$
1 1,5 1,98$ 2,9659$ 0,079$
Producto Base
Presen
tación
total
kilos valor kilo
total
productoen kilos valor total
costo
por kilo
oxido 1 [saco] 25 3,14$ 78,50$ [USD/saco] 7,500 23,550$ 0,630$
dioxido 1 [saco] 25 5,10$ 127,50$ [USD/saco] 3,000 15,300$ 0,409$
azufre 1 [saco] 25 0,84$ 21,00$ [USD/saco] 8,900 7,476$ 0,200$
acelerante 1 1 [saco] 20 8,75$ 175,00$ [USD/saco] 6,000 52,500$ 1,404$
agua 1 [litro] -$ -$ 12,000 -$ -$
total kilos 37,400
Base horasvalor
horacosto total
costo por
kilo
1 48 0,06$ 3,00$ 0,080$
1 72 0,06$ 4,50$ 0,120$
1 0,67 1,88$ 1,25$ 0,033$
1 120 0,47$ 56,40$ 1,508$
hora molinos de azufre
mano obra indirecta (mantenimiento)
energía eléctrica ( $ 0,47 la hora)
Proceso de Preparación de Carga
Mano de Obra
Detalle de las horas
pesando productos para poner a moler
pone a moler y saca carga (90 minutos)
Materia Prima
Presentación de la Materia Prima Utilización de Materia Prima
Costos Generales de Fabricación
Detalle de los costos
hora molinos de carga
Cuadro nº 13: Cuadro de Proceso de Preparación de Carga.
Elaborado: Katherine Anchundia.
Fuente: Ligas Hevea.
Bien los costos de mano de obra se calcularon como en el proceso anterior, al igual que
la materia prima y en los costos generales de fabricación, como nos podemos dar
cuenta estamos manteniendo los costos de mantenimiento preventivo.
En este proceso obtenemos 37,400 kilos de carga molida, esta carga nos sirve
únicamente para acelerar al látex cremado.
Entonces los costos incurridos en este proceso de Preparación de Carga son:
Costos Totales
Costos
Unitarios
Mano de Obra $ 4,45 $ 0,12
Materia Prima $ 98,83 $ 2,64
Costos Generales de Fabricación $ 65,15 $ 1,74
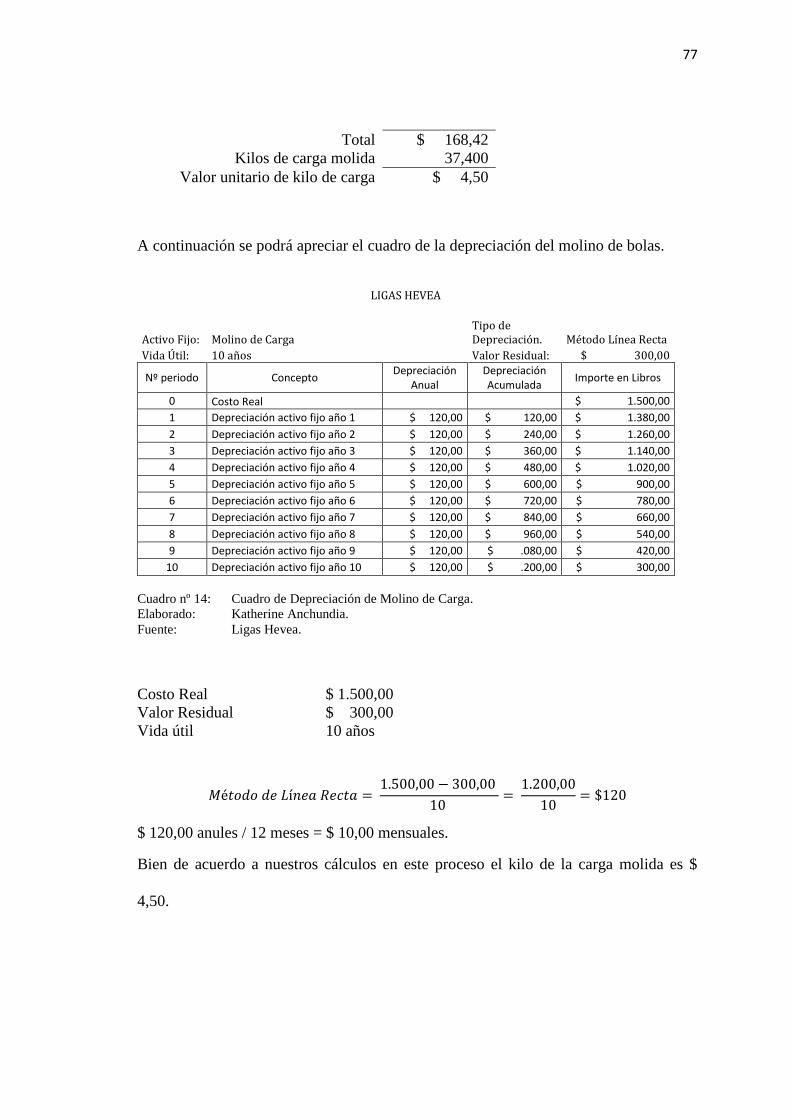
77
Total $ 168,42
Kilos de carga molida 37,400
Valor unitario de kilo de carga $ 4,50
A continuación se podrá apreciar el cuadro de la depreciación del molino de bolas.
LIGAS HEVEA
Activo Fijo: Molino de Carga
Tipo de Depreciación. Método Línea Recta
Vida Útil: 10 años
Valor Residual: $ 300,00
Nº periodo Concepto Depreciación
Anual Depreciación Acumulada
Importe en Libros
0 Costo Real $ 1.500,00
1 Depreciación activo fijo año 1 $ 120,00 $ 120,00 $ 1.380,00
2 Depreciación activo fijo año 2 $ 120,00 $ 240,00 $ 1.260,00
3 Depreciación activo fijo año 3 $ 120,00 $ 360,00 $ 1.140,00
4 Depreciación activo fijo año 4 $ 120,00 $ 480,00 $ 1.020,00
5 Depreciación activo fijo año 5 $ 120,00 $ 600,00 $ 900,00
6 Depreciación activo fijo año 6 $ 120,00 $ 720,00 $ 780,00
7 Depreciación activo fijo año 7 $ 120,00 $ 840,00 $ 660,00
8 Depreciación activo fijo año 8 $ 120,00 $ 960,00 $ 540,00
9 Depreciación activo fijo año 9 $ 120,00 $ .080,00 $ 420,00
10 Depreciación activo fijo año 10 $ 120,00 $ .200,00 $ 300,00
Cuadro nº 14: Cuadro de Depreciación de Molino de Carga.
Elaborado: Katherine Anchundia.
Fuente: Ligas Hevea.
Costo Real $ 1.500,00
Valor Residual $ 300,00
Vida útil 10 años
$ 120,00 anules / 12 meses = $ 10,00 mensuales.
Bien de acuerdo a nuestros cálculos en este proceso el kilo de la carga molida es $
4,50.
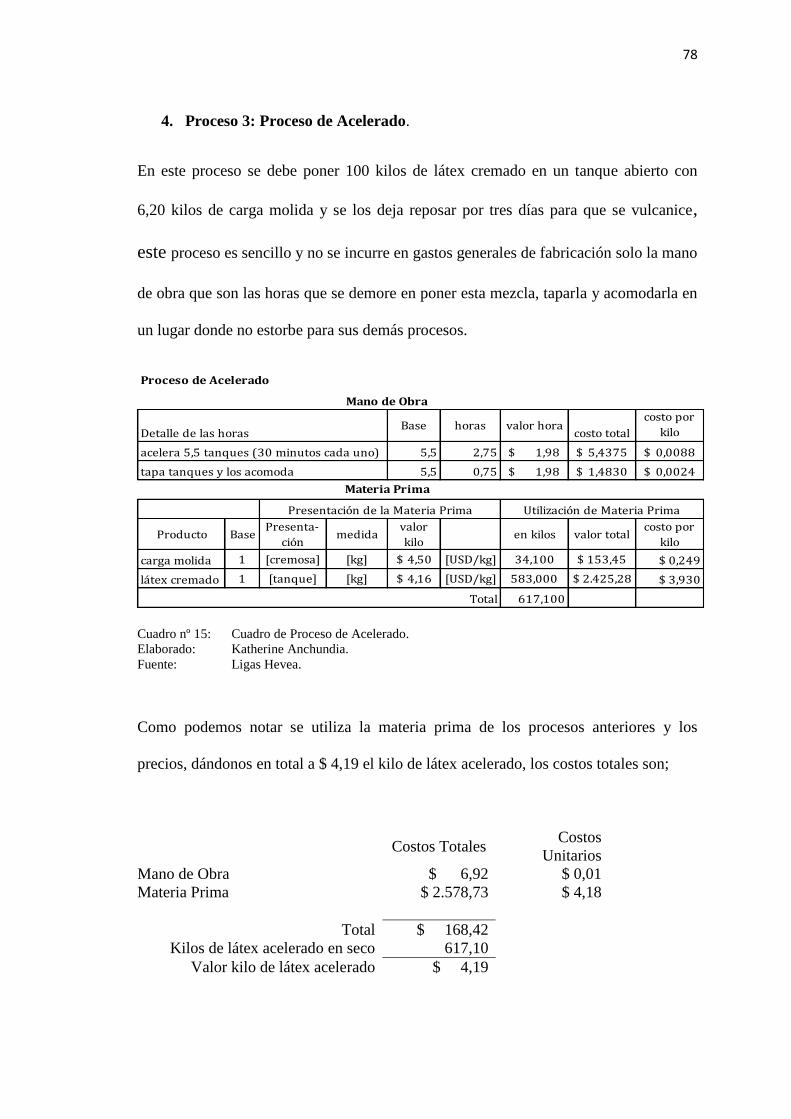
78
4. Proceso 3: Proceso de Acelerado.
En este proceso se debe poner 100 kilos de látex cremado en un tanque abierto con
6,20 kilos de carga molida y se los deja reposar por tres días para que se vulcanice,
este proceso es sencillo y no se incurre en gastos generales de fabricación solo la mano
de obra que son las horas que se demore en poner esta mezcla, taparla y acomodarla en
un lugar donde no estorbe para sus demás procesos.
Base horas valor horacosto total
costo por
kilo
5,5 2,75 1,98$ 5,4375$ 0,0088$
5,5 0,75 1,98$ 1,4830$ 0,0024$
Producto BasePresenta-
ciónmedida
valor
kiloen kilos valor total
costo por
kilo
carga molida 1 [cremosa] [kg] 4,50$ [USD/kg] 34,100 $ 153,45 $ 0,249
látex cremado 1 [tanque] [kg] 4,16$ [USD/kg] 583,000 $ 2.425,28 $ 3,930
Total 617,100
Presentación de la Materia Prima Utilización de Materia Prima
Proceso de Acelerado
Mano de Obra
Detalle de las horas
acelera 5,5 tanques (30 minutos cada uno)
tapa tanques y los acomoda
Materia Prima
Cuadro nº 15: Cuadro de Proceso de Acelerado.
Elaborado: Katherine Anchundia.
Fuente: Ligas Hevea.
Como podemos notar se utiliza la materia prima de los procesos anteriores y los
precios, dándonos en total a $ 4,19 el kilo de látex acelerado, los costos totales son;
Costos Totales
Costos
Unitarios
Mano de Obra $ 6,92 $ 0,01
Materia Prima $ 2.578,73 $ 4,18
Total $ 168,42
Kilos de látex acelerado en seco 617,10
Valor kilo de látex acelerado $ 4,19
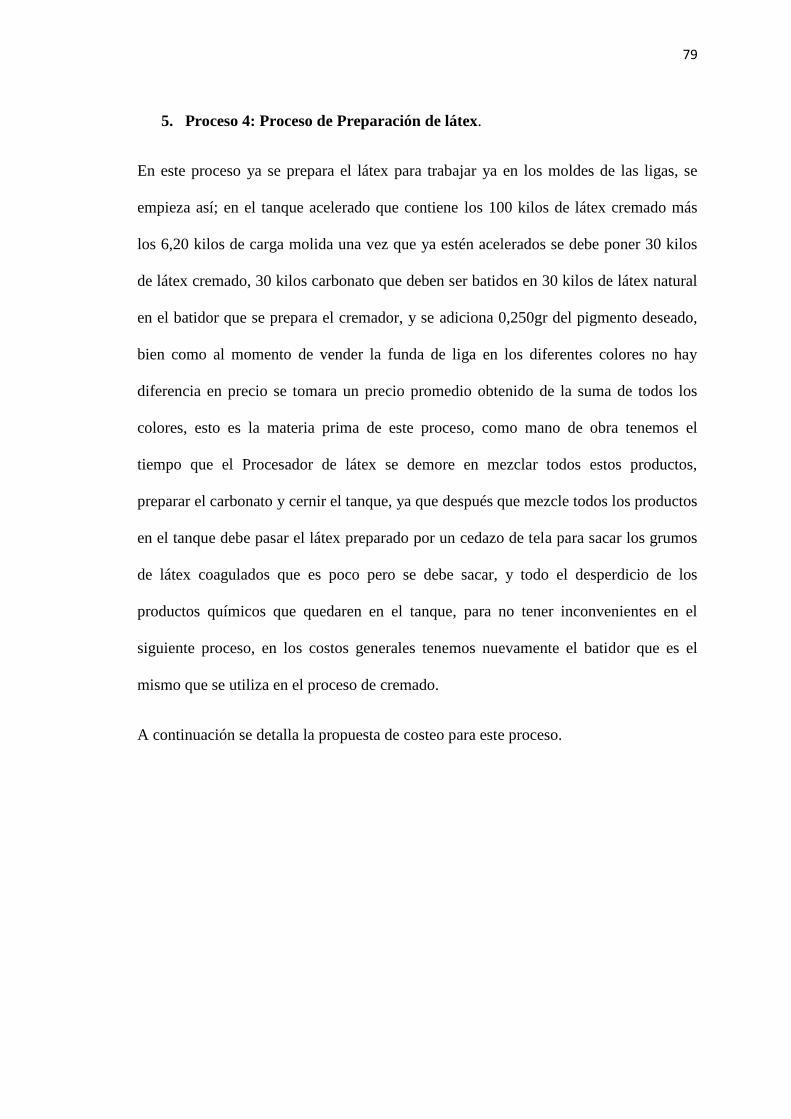
79
5. Proceso 4: Proceso de Preparación de látex.
En este proceso ya se prepara el látex para trabajar ya en los moldes de las ligas, se
empieza así; en el tanque acelerado que contiene los 100 kilos de látex cremado más
los 6,20 kilos de carga molida una vez que ya estén acelerados se debe poner 30 kilos
de látex cremado, 30 kilos carbonato que deben ser batidos en 30 kilos de látex natural
en el batidor que se prepara el cremador, y se adiciona 0,250gr del pigmento deseado,
bien como al momento de vender la funda de liga en los diferentes colores no hay
diferencia en precio se tomara un precio promedio obtenido de la suma de todos los
colores, esto es la materia prima de este proceso, como mano de obra tenemos el
tiempo que el Procesador de látex se demore en mezclar todos estos productos,
preparar el carbonato y cernir el tanque, ya que después que mezcle todos los productos
en el tanque debe pasar el látex preparado por un cedazo de tela para sacar los grumos
de látex coagulados que es poco pero se debe sacar, y todo el desperdicio de los
productos químicos que quedaren en el tanque, para no tener inconvenientes en el
siguiente proceso, en los costos generales tenemos nuevamente el batidor que es el
mismo que se utiliza en el proceso de cremado.
A continuación se detalla la propuesta de costeo para este proceso.
80
Proceso de Preparación del látex
Base horasvalor
horacosto total
costo por
kilo
prepara tanque, cierne y estabiliza -1 hora por tq 5,5 5,5 1,98$ 10,8750$ 0,012$
prepara carbonato (30 minutos por tanque) 5,5 2,75 1,98$ 5,4375$ 0,006$
Producto Base
Presen
tación
total
kilosvalor kilo
total
productoen kilos valor total
costo por
kilo
látex acelerado 1 [tanque] 106,2 4,19$ [USD/kg] 444,98$ 617,1 2.585,65$ 2,757$
látex cremado 1 [tanque] 106 4,16$ [USD/kg] 440,96$ 87 363,79$ 0,388$
carbonato 1 [saco] 40 0,25$ [USD/kg] 10,00$ 165 41,25$ 0,044$
látex natural 1 [tanque] 62 0,93$ [USD/kg] 57,66$ 68 63,43$ 0,068$
pigmeto 1 [tacho] 30 15,08$ [USD/kg] 452,40$ 1,375 20,74$ 0,022$
937,750
Detalle de los costos Base horasvalor
horacosto total
costo por
kilo *
hora batidor de carbonato (30 minutos por tq) ) 5,5 2,75 0,00069 0,0019$ 0,000$
mano obra indirecta (mantenimiento preventivo) 5,5 0,5 1,875 0,9375$ 0,001$
energía eléctrica ( $ 0,09 ctv la hora ) 5,5 2,75 0,09 0,2475$ 0,000$
Otros gastos depreciables ( cedazo, gas) 0,5 0,5000$ 0,001$
* .- son valores inferiores al centavo
Costos Generales de Fabricación
Mano de Obra
Materia Prima
Presentación de la Materia Prima Utilización de MP
Detalle de las horas
Cuadro nº 16: Cuadro de Proceso de Preparación de Látex.
Elaborado: Katherine Anchundia.
Fuente: Ligas Hevea.
Como podemos apreciar estamos utilizando la misma mecánica en la obtención de los
costos en mano de obra, materia prima y en costos generales de fabricación, el costo
unitario del kilo de látex preparado para trabajar es de $ 3,30.
Costos Totales
Costos
Unitarios
Mano de Obra $ 16,31 $ 0,020
Materia Prima $ 3.074,85 $ 3,280
Costos Generales de Fabricación $ 1,69 $ 0,001
Total $ 3.092,85
Kilos de carga molida 937,750
Valor unitario de kilo de carga $ 3,30
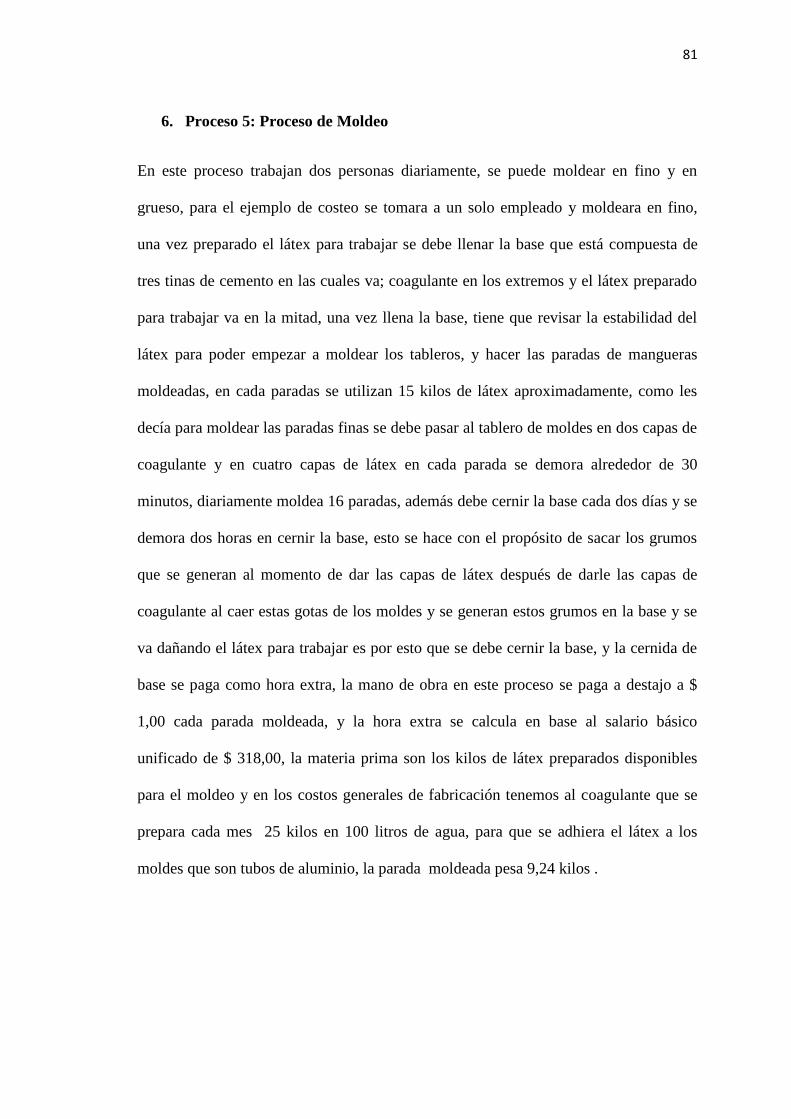
81
6. Proceso 5: Proceso de Moldeo
En este proceso trabajan dos personas diariamente, se puede moldear en fino y en
grueso, para el ejemplo de costeo se tomara a un solo empleado y moldeara en fino,
una vez preparado el látex para trabajar se debe llenar la base que está compuesta de
tres tinas de cemento en las cuales va; coagulante en los extremos y el látex preparado
para trabajar va en la mitad, una vez llena la base, tiene que revisar la estabilidad del
látex para poder empezar a moldear los tableros, y hacer las paradas de mangueras
moldeadas, en cada paradas se utilizan 15 kilos de látex aproximadamente, como les
decía para moldear las paradas finas se debe pasar al tablero de moldes en dos capas de
coagulante y en cuatro capas de látex en cada parada se demora alrededor de 30
minutos, diariamente moldea 16 paradas, además debe cernir la base cada dos días y se
demora dos horas en cernir la base, esto se hace con el propósito de sacar los grumos
que se generan al momento de dar las capas de látex después de darle las capas de
coagulante al caer estas gotas de los moldes y se generan estos grumos en la base y se
va dañando el látex para trabajar es por esto que se debe cernir la base, y la cernida de
base se paga como hora extra, la mano de obra en este proceso se paga a destajo a $
1,00 cada parada moldeada, y la hora extra se calcula en base al salario básico
unificado de $ 318,00, la materia prima son los kilos de látex preparados disponibles
para el moldeo y en los costos generales de fabricación tenemos al coagulante que se
prepara cada mes 25 kilos en 100 litros de agua, para que se adhiera el látex a los
moldes que son tubos de aluminio, la parada moldeada pesa 9,24 kilos .
82
Proceso de Moldeo
Baseparada
/ horas
valor
paradacosto total
costo
por kilo
4 62,51 1,00$ 62,51$ 0,11$
4 1,333 2,72$ 3,62$ 0,01$
1 2 2,72$ 5,43$ 0,01$
Producto BasePresenta-
ción
total
kilos
valor
kilo
total
productoen kilos valor total
costo por
kilo
látex
preparado1 [tanque] 170,5 3,30$
[USD/
kg]562,65$
[USD/
TQ]937,750 3.094,58$ 5,36$
Base
kilos
sema-
nales
valor
kilocosto total
costo
por kilo
4 15 0,40$ 6,00$ 0,01$
1 0,5 1,98$ 0,99$ 0,00$ Mano de obra indirecta
Presentación de la Materia Prima Utilización de Materia Prima
Costos Generales de Fabricación
Detalle de los costos
Coagulante ocupa semanalmente 15 kilos
Materia Prima
Mano de Obra
Detalle de las horas
moldea paradas (30 minutos por cada una)
revisa estabilidad, llena bases - son horas extras
cierne la base de moldeo - son horas extras
Cuadro nº 17: Cuadro de Proceso de Moldeo.
Elaborado: Katherine Anchundia.
Fuente: Ligas Hevea.
En el cálculo de la mano de obra como lo indique antes, se paga $ 1,00 por cada parada
moldeada, y en horas extras las veces que cierna la base, en la materia prima tenemos
los kilos de látex preparado que se utilice en este proceso, y en los costos generales de
fabricación al coagulante. El valor unitario del kilo de látex moldeado es de $ 5,49.
Los costos en este proceso son:
Costos Totales
Costos
Unitarios
Mano de Obra $ 71,56 $ 0,046
Materia Prima $ 3.094,58 $ 4,12
Costos Generales de Fabricación $ 6,99 $ 0,002
Total $ 3.173,12
Kilos producción 577,592
Valor del kilo de látex moldeado $ 5,49

83
7. Proceso 6: Secado de Mangueras
En este proceso la materia prima seria las paradas moldeadas el día anterior por los
Encargados del Control de calidad, que deben estar oreados para ser introducidas en los
hornos para que se cocinen a una a temperatura de 91ºC durante una hora, para poder
ser sacadas del horno y proceder a sacar a las mangueras de los moldes con el
compresor de aire.
Imagen 11: Compresor de Aire.
Elaborado: Katherine Anhundia
Fuente:
https://www.google.com.ec/search?tbm=isch&sa=1&q=compresor+de+aire+industrial&oq=co
mpresor+de+aire+&gs_l=img.3.3.0l10.17293.17293.2.23074.1.1.0.0.0.0.351.351.3-
1.1.0...0.0.0..1c.1.17.img.QBkS6SXsSY8&bav=on.2,or.r_cp.r_qf.&bvm=bv.48705608,d.eWU&biw=13
66&bih=667&facrc=_&imgdii=NKwZWZ-5KKOb7M%3A%3B4oDKciKlUzJYZM%3BNKwZWZ-
5KKOb7M%3A&imgrc=NKwZWZ-
5KKOb7M%3A%3Bsts0nL8r3TPlXM%3Bhttp%253A%252F%252Fmetalmacaguayana.com%252Fcat
alogo%252Fimg%252Fp%252F41-138-
thickbox.jpg%3Bhttp%253A%252F%252Fmetalmacaguayana.com%252Fcatalogo%252F41-
compresores-de-aire-industrial-air.html%3B600%3B600&cad=h#facrc=_&imgdii=NKwZWZ-
5KKOb7M%3A%3B4oDKciKlUzJYZM%3BNKwZWZ-5KKOb7M%3A&imgrc=NKwZWZ-
5KKOb7M%3A%3Bsts0nL8r3TPlXM%3Bhttp%253A%252F%252Fmetalmacaguayana.com%252Fcat
alogo%252Fimg%252Fp%252F41-138-
thickbox.jpg%3Bhttp%253A%252F%252Fmetalmacaguayana.com%252Fcatalogo%252F41-
compresores-de-aire-industrial-air.html%3B600%3B600 (julio 21 del 2013 / 8:21am)
84
El horno de ligas junto con el intercambiador son maquinarias que no se les puede
fotografiar ya que la empresa es reservada con sus maquinarias, estas maquinarias son
elaboradas artesanalmente en un taller ubicado en la Localidad, estas maquinarias
tienen un precio juntas de $ 7.800,00 y el compresor de aire cuesta $ 1.800,00, también
tiene unos Air Blorwers para que funcione correctamente estas maquinarias.
Imagen 12: Air Blorwers.
Elaborado: Katherine Anhundia
Fuente:
http://www.google.com.ec/imgres?start=93&um=1&newwindow=1&hl=es&biw=1366&bih=6
43&tbm=isch&tbnid=BnhLp1p21iXAjM:&imgrefurl=http://shriramsuperele.com/index.php%3Fp%3Dp
roduct_detail%26ID%3D1&docid=JCBSjQp0z82yFM&imgurl=http://shriramsuperele.com/images/prod
ucts/1_air_blower.jpg&w=300&h=399&ei=de7rUdesCZfi4AOutIFw&zoom=1&ved=1t:3588,r:1,s:100,i
:7&iact=rc&page=5&tbnh=176&tbnw=149&ndsp=26&tx=36&ty=73 (julio 21 del 2013 / 9:30am)
En lo referente a la mano de obra, tenemos a la persona que saca las mangueras de los
moldes, esta persona debe levantarse a las 3:00am para encender el horno y poder
realizar su trabajo en el transcurso del día, se demora media hora en esto, esta media
hora no es tomada en cuanta en la hora de pago ya que esta persona vive en propiedad
de la empresa, esta persona trabaja a destajo se gana $ 0,55 por cada parada que saque,
en el día saca 32 paradas, en los costos generales de fabricación se tiene el valor de la
depreciación de las maquinarias por hora , al igual que el consumo de energía eléctrica
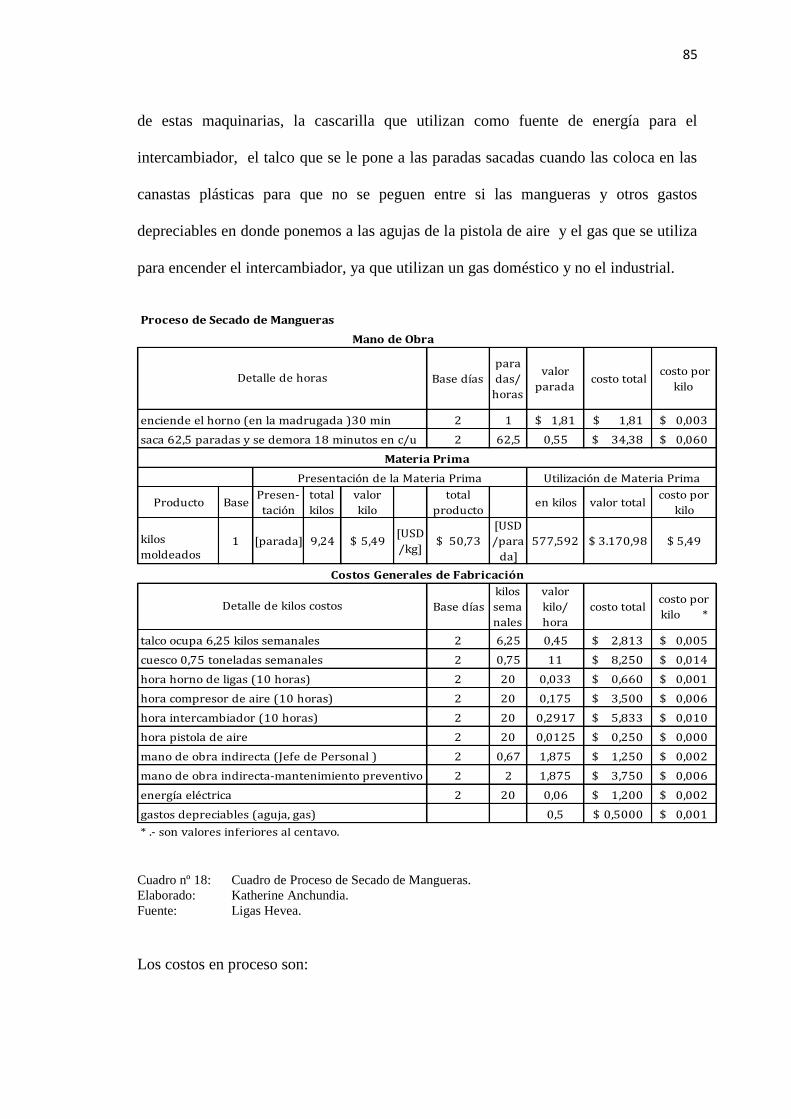
85
de estas maquinarias, la cascarilla que utilizan como fuente de energía para el
intercambiador, el talco que se le pone a las paradas sacadas cuando las coloca en las
canastas plásticas para que no se peguen entre si las mangueras y otros gastos
depreciables en donde ponemos a las agujas de la pistola de aire y el gas que se utiliza
para encender el intercambiador, ya que utilizan un gas doméstico y no el industrial.
Base días
para
das/
horas
valor
parada costo total
costo por
kilo
2 1 1,81$ 1,81$ 0,003$
2 62,5 0,55 34,38$ 0,060$
Producto BasePresen-
tación
total
kilos
valor
kilo
total
productoen kilos valor total
costo por
kilo
kilos
moldeados1 [parada] 9,24 5,49$
[USD
/kg]50,73$
[USD
/para
da]
577,592 $ 3.170,98 $ 5,49
Base días
kilos
sema
nales
valor
kilo/
hora
costo totalcosto por
kilo *
2 6,25 0,45 2,813$ 0,005$
2 0,75 11 8,250$ 0,014$
2 20 0,033 0,660$ 0,001$
2 20 0,175 3,500$ 0,006$
2 20 0,2917 5,833$ 0,010$
2 20 0,0125 0,250$ 0,000$
2 0,67 1,875 1,250$ 0,002$
2 2 1,875 3,750$ 0,006$
2 20 0,06 1,200$ 0,002$
0,5 0,5000$ 0,001$
* .- son valores inferiores al centavo.
mano de obra indirecta-mantenimiento preventivo
energía eléctrica
gastos depreciables (aguja, gas)
cuesco 0,75 toneladas semanales
hora horno de ligas (10 horas)
hora compresor de aire (10 horas)
hora intercambiador (10 horas)
hora pistola de aire
mano de obra indirecta (Jefe de Personal )
talco ocupa 6,25 kilos semanales
Proceso de Secado de Mangueras
Mano de Obra
Detalle de horas
enciende el horno (en la madrugada )30 min
saca 62,5 paradas y se demora 18 minutos en c/u
Materia Prima
Presentación de la Materia Prima Utilización de Materia Prima
Costos Generales de Fabricación
Detalle de kilos costos
Cuadro nº 18: Cuadro de Proceso de Secado de Mangueras.
Elaborado: Katherine Anchundia.
Fuente: Ligas Hevea.
Los costos en proceso son:
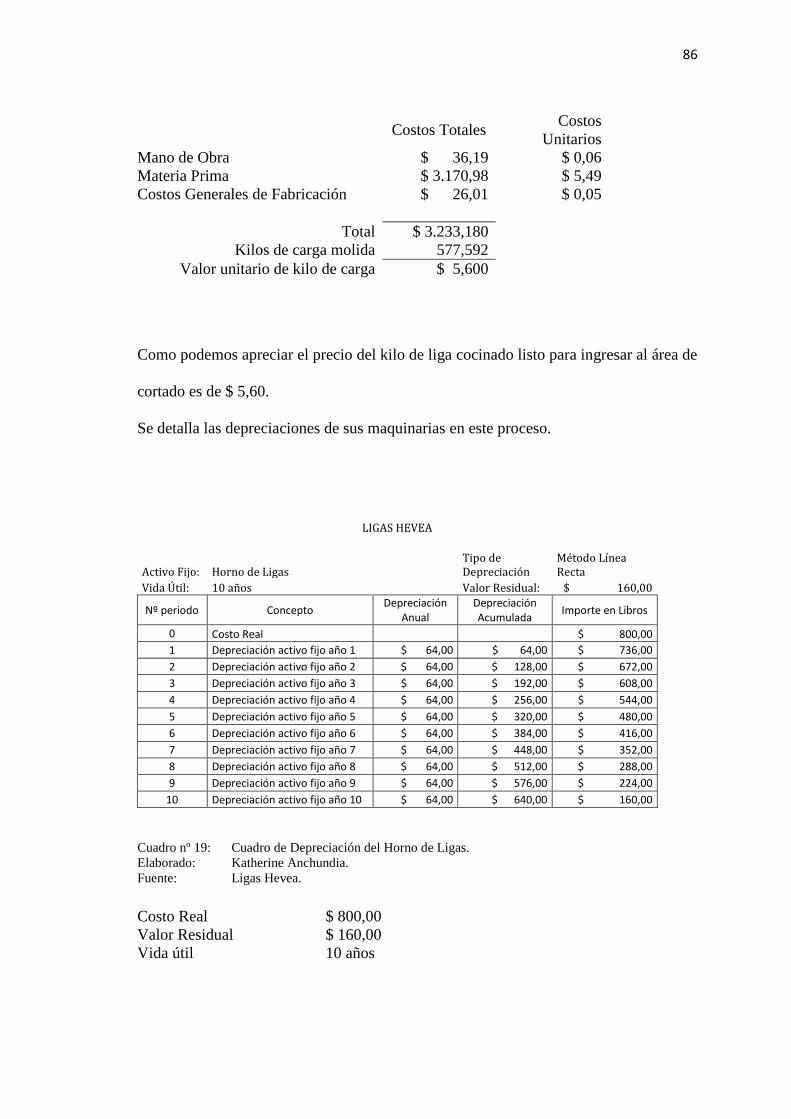
86
Costos Totales
Costos
Unitarios
Mano de Obra $ 36,19 $ 0,06
Materia Prima $ 3.170,98 $ 5,49
Costos Generales de Fabricación $ 26,01 $ 0,05
Total $ 3.233,180
Kilos de carga molida 577,592
Valor unitario de kilo de carga $ 5,600
Como podemos apreciar el precio del kilo de liga cocinado listo para ingresar al área de
cortado es de $ 5,60.
Se detalla las depreciaciones de sus maquinarias en este proceso.
LIGAS HEVEA
Activo Fijo: Horno de Ligas
Tipo de Depreciación
Método Línea Recta
Vida Útil: 10 años
Valor Residual: $ 160,00
Nº periodo Concepto Depreciación
Anual Depreciación Acumulada
Importe en Libros
0 Costo Real $ 800,00
1 Depreciación activo fijo año 1 $ 64,00 $ 64,00 $ 736,00
2 Depreciación activo fijo año 2 $ 64,00 $ 128,00 $ 672,00
3 Depreciación activo fijo año 3 $ 64,00 $ 192,00 $ 608,00
4 Depreciación activo fijo año 4 $ 64,00 $ 256,00 $ 544,00
5 Depreciación activo fijo año 5 $ 64,00 $ 320,00 $ 480,00
6 Depreciación activo fijo año 6 $ 64,00 $ 384,00 $ 416,00
7 Depreciación activo fijo año 7 $ 64,00 $ 448,00 $ 352,00
8 Depreciación activo fijo año 8 $ 64,00 $ 512,00 $ 288,00
9 Depreciación activo fijo año 9 $ 64,00 $ 576,00 $ 224,00
10 Depreciación activo fijo año 10 $ 64,00 $ 640,00 $ 160,00
Cuadro nº 19: Cuadro de Depreciación del Horno de Ligas.
Elaborado: Katherine Anchundia.
Fuente: Ligas Hevea.
Costo Real $ 800,00
Valor Residual $ 160,00
Vida útil 10 años
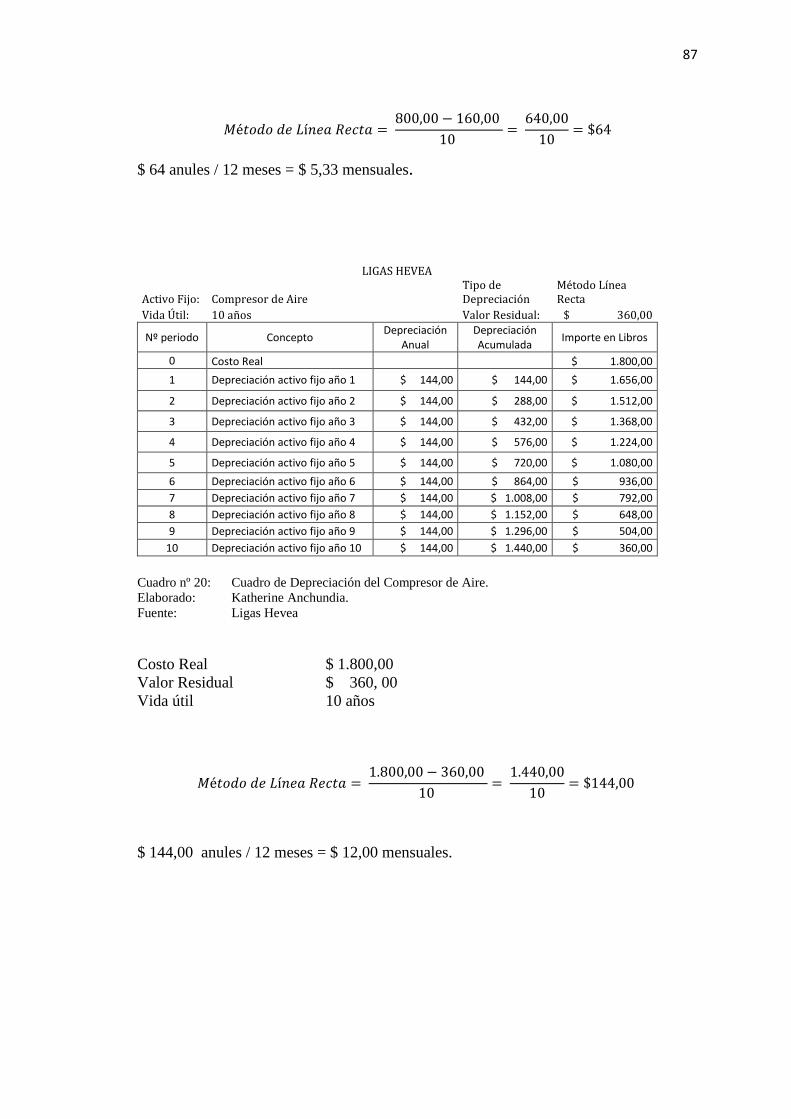
87
$ 64 anules / 12 meses = $ 5,33 mensuales.
LIGAS HEVEA
Activo Fijo: Compresor de Aire
Tipo de Depreciación
Método Línea Recta
Vida Útil: 10 años
Valor Residual: $ 360,00
Nº periodo Concepto Depreciación
Anual Depreciación Acumulada
Importe en Libros
0 Costo Real $ 1.800,00
1 Depreciación activo fijo año 1 $ 144,00 $ 144,00 $ 1.656,00
2 Depreciación activo fijo año 2 $ 144,00 $ 288,00 $ 1.512,00
3 Depreciación activo fijo año 3 $ 144,00 $ 432,00 $ 1.368,00
4 Depreciación activo fijo año 4 $ 144,00 $ 576,00 $ 1.224,00
5 Depreciación activo fijo año 5 $ 144,00 $ 720,00 $ 1.080,00
6 Depreciación activo fijo año 6 $ 144,00 $ 864,00 $ 936,00
7 Depreciación activo fijo año 7 $ 144,00 $ 1.008,00 $ 792,00
8 Depreciación activo fijo año 8 $ 144,00 $ 1.152,00 $ 648,00
9 Depreciación activo fijo año 9 $ 144,00 $ 1.296,00 $ 504,00
10 Depreciación activo fijo año 10 $ 144,00 $ 1.440,00 $ 360,00
Cuadro nº 20: Cuadro de Depreciación del Compresor de Aire.
Elaborado: Katherine Anchundia.
Fuente: Ligas Hevea
Costo Real $ 1.800,00
Valor Residual $ 360, 00
Vida útil 10 años
$ 144,00 anules / 12 meses = $ 12,00 mensuales.
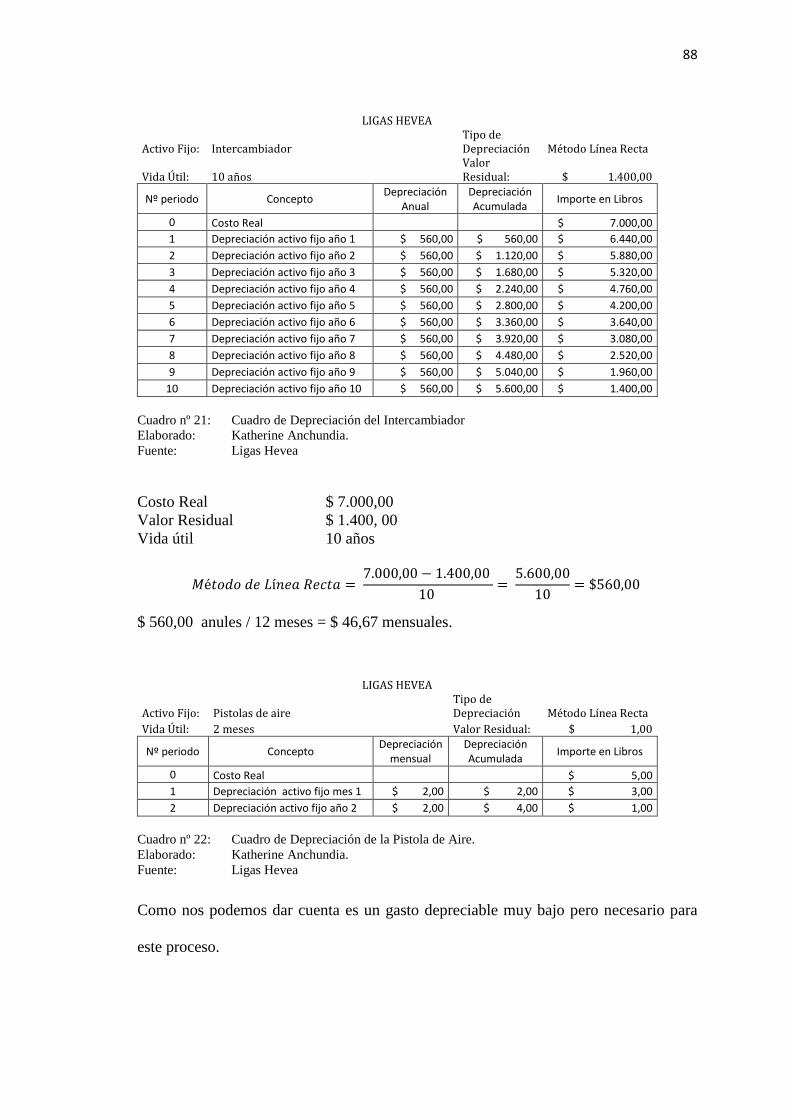
88
LIGAS HEVEA
Activo Fijo: Intercambiador
Tipo de Depreciación Método Línea Recta
Vida Útil: 10 años
Valor Residual: $ 1.400,00
Nº periodo Concepto Depreciación
Anual Depreciación Acumulada
Importe en Libros
0 Costo Real $ 7.000,00
1 Depreciación activo fijo año 1 $ 560,00 $ 560,00 $ 6.440,00
2 Depreciación activo fijo año 2 $ 560,00 $ 1.120,00 $ 5.880,00
3 Depreciación activo fijo año 3 $ 560,00 $ 1.680,00 $ 5.320,00
4 Depreciación activo fijo año 4 $ 560,00 $ 2.240,00 $ 4.760,00
5 Depreciación activo fijo año 5 $ 560,00 $ 2.800,00 $ 4.200,00
6 Depreciación activo fijo año 6 $ 560,00 $ 3.360,00 $ 3.640,00
7 Depreciación activo fijo año 7 $ 560,00 $ 3.920,00 $ 3.080,00
8 Depreciación activo fijo año 8 $ 560,00 $ 4.480,00 $ 2.520,00
9 Depreciación activo fijo año 9 $ 560,00 $ 5.040,00 $ 1.960,00
10 Depreciación activo fijo año 10 $ 560,00 $ 5.600,00 $ 1.400,00
Cuadro nº 21: Cuadro de Depreciación del Intercambiador
Elaborado: Katherine Anchundia.
Fuente: Ligas Hevea
Costo Real $ 7.000,00
Valor Residual $ 1.400, 00
Vida útil 10 años
$ 560,00 anules / 12 meses = $ 46,67 mensuales.
LIGAS HEVEA
Activo Fijo: Pistolas de aire
Tipo de Depreciación Método Línea Recta
Vida Útil: 2 meses
Valor Residual: $ 1,00
Nº periodo Concepto Depreciación
mensual Depreciación Acumulada
Importe en Libros
0 Costo Real $ 5,00
1 Depreciación activo fijo mes 1 $ 2,00 $ 2,00 $ 3,00
2 Depreciación activo fijo año 2 $ 2,00 $ 4,00 $ 1,00
Cuadro nº 22: Cuadro de Depreciación de la Pistola de Aire.
Elaborado: Katherine Anchundia.
Fuente: Ligas Hevea
Como nos podemos dar cuenta es un gasto depreciable muy bajo pero necesario para
este proceso.
89
8. Proceso 7: Elaboración de Fundas de Liga (Producto Terminado)
En este proceso la materia prima son todas las canastas que ingresan a las perchas en la
bodega de canastas en donde son clasificadas por tipo ya sean finas o gruesas, en esta
bodega hay una mesa metálica en donde ponen la canasta para ser despuntada que es
cortar con una tijera industrial los extremos de la manguera, una vez despuntada la
manguera la vuelven a poner en la canasta plástica para llevarla a la máquina cortadora
de ligas, a esta máquina la empresa no permite que se la retrate ya que es única, porque
ha tenido muchos cambios para tener mejoras, las cuales han funcionado muy bien,
cuando las operarias tiene alrededor de cuatro canastas ya de liga cortada pasan a
empezar a escoger la liga, que es subir la liga cortada a otra mesa y empiezan a
revisarla las liga y separar la que este deforme, los retazos de liga, y la liga que ya está
escogida es puesta en una tina de cemento, y cuando un 80% de toda la liga escogida,
empiezan a enfundar la liga, y se le manda una funda a oficina para que la cuenten y
con el peso de esa funda se pesan las demás fundas de liga, y cuando se tiene el 80% de
las fundas en las canastas ya enfundadas, empiezan a pesar las fundas en las balanzas
digitales.
A continuación se les presentara una imagen de las balanzas digitales que utiliza la
empresa para pesar sus fundas de liga.

90
Imagen nº 13: Balanza digital.
Elaborado: Katherine Anchundia.
Fuente:
http://www.google.com.ec/imgres?um=1&newwindow=1&sa=N&hl=es&biw=1366&bih=643&tbm=isc
h&tbnid=ANP3B5gjWRc34M:&imgrefurl=http://www.ec.all.biz/basculas-comerciales-
bgc572&docid=Ag_BpAspgH5J_M&imgurl=http://www.ec.all.biz/img/ec/catalog/2546.jpeg%253Frrr%
253D1&w=500&h=375&ei=zKnoUe2SLJO-
9QTA0YCIAQ&zoom=1&ved=1t:3588,r:65,s:0,i:280&iact=rc&page=3&tbnh=180&tbnw=239&start=4
5&ndsp=31&tx=141&ty=84 (julio 18 del 2013 / 21:54 horas )
Una vez pesadas las fundas en 120gr son pasadas a sellar en la siguiente selladora, esta
selladora cuesta alrededor de $ 300,00, es manipulada con el pie y se debe sostener la
funda para que selle en el lugar que deseamos, su manipulación es sencilla y se debe
estar parado mientras se hace esto.

91
Imagen nº 14: Selladora.
Elaborado: Katherine Anchundia.
Fuente: http://www.google.com.ec/imgres?um=1&newwindow=1&sa=X&hl=es&biw=1366&
bih=600&tbm=isch&tbnid=I16xtrA-
QKdjcM:&imgrefurl=http://guayaquil.olx.com.ec/selladoras-iid-
462451885&docid=7rTGMcwfdNSRTM&imgurl=http://images04.olx.com.ec/ui/19/23
/85/1358350505_462451885_6-Selladoras-
Ecuador.jpg&w=546&h=625&ei=XaroUbniHIf49QSRsoDABQ&zoom=1&ved=1t:35
88,r:77,s:0,i:316&iact=rc&page=4&tbnh=180&tbnw=157&start=64&ndsp=20&tx=73
&ty=76
Después de sellar la funda pasa directamente por el contador electrónico al saco, este
contador cuesta alrededor de $ 60,00, su manipulación es poca, ya que solo se debe
lanzar la funda por un espacio que se adecuo debajo del contador para que pase la
funda y cuando el contador la detecta va cambiando la numeración y la operaria que
está haciendo esto debe estar pendiente de que no se le pase por alto al contador
electrónico.
Las fundas que pasan por el contador electrónico caen directamente al saco de ligas,
hasta ser llenado con las fundas indicadas y se pasa a coser el saco, se utiliza una
cosedora que cuesta alrededor de $ 250,00.
Se presenta una imagen de la cosedora que estaría utilizando la empresa.
92
Imagen nº 15: Cosedora de sacos.
Elaborado: Katherine Anchundia.
Fuente:
http://www.google.com.ec/imgres?um=1&newwindow=1&hl=es&biw=1366&bih=643&tbm=isch&tbni
d=EjVKYst2FEaGZM:&imgrefurl=http://quito.olx.com.ec/cosedora-costales-remalladora-cerradora-de-
bolsas-polipropileno-polietileno-iid-
468892892&docid=qsP7JYH78X0gYM&imgurl=http://images04.olx.com.ec/ui/3/30/92/1357144898_4
68892892_1-Cosedora-costales-remalladora-cerradora-de-bolsas-polipropileno-polietileno-El-
Quinche.jpg&w=501&h=505&ei=9q7oUeupOYO28wTv64GwAw&zoom=1&ved=1t:3588,r:1,s:0,i:88
&iact=rc&page=1&tbnh=189&tbnw=164&start=0&ndsp=14&tx=79&ty=97
Una vez que el saco esta cosido para a ser ubicado en la bodega de ligas de cuerdo al
tipo de liga y color que sea.
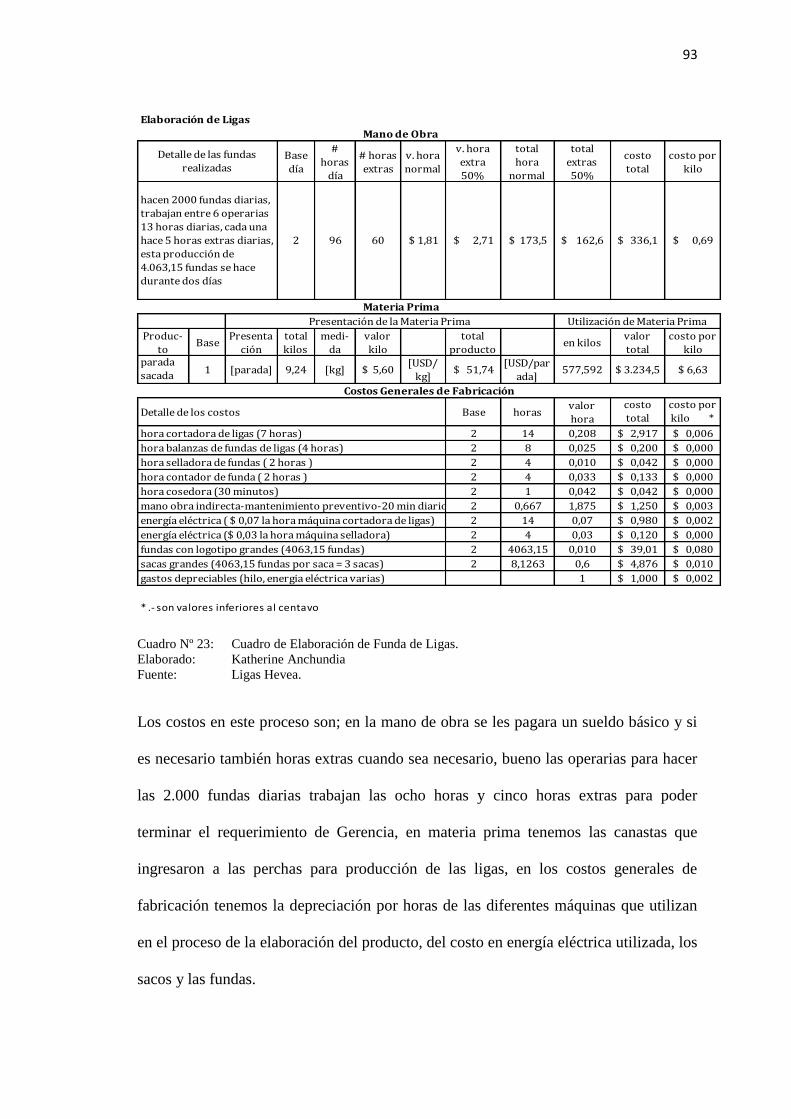
93
Elaboración de Ligas
Base
día
#
horas
día
# horas
extras
v. hora
normal
v. hora
extra
50%
total
hora
normal
total
extras
50%
costo
total
costo por
kilo
Produc-
toBase
Presenta
ción
total
kilos
medi-
da
valor
kilo
total
productoen kilos
valor
total
costo por
kilo parada
sacada1 [parada] 9,24 [kg] 5,60$
[USD/
kg]51,74$
[USD/par
ada]577,592 $ 3.234,5 $ 6,63
Base horasvalor
hora
costo
total
costo por
kilo *
2 14 0,208 2,917$ 0,006$
2 8 0,025 0,200$ 0,000$
2 4 0,010 0,042$ 0,000$
2 4 0,033 0,133$ 0,000$
2 1 0,042 0,042$ 0,000$
2 0,667 1,875 1,250$ 0,003$
2 14 0,07 0,980$ 0,002$
2 4 0,03 0,120$ 0,000$
2 4063,15 0,010 39,01$ 0,080$
2 8,1263 0,6 4,876$ 0,010$
1 1,000$ 0,002$
* .- son valores inferiores al centavo
Mano de Obra
hacen 2000 fundas diarias,
trabajan entre 6 operarias
13 horas diarias, cada una
hace 5 horas extras diarias,
esta producción de
4.063,15 fundas se hace
durante dos días
2 96 60 1,81$ 2,71$ 173,5$ 162,6$ 336,1$
Detalle de las fundas
realizadas
0,69$
Materia Prima
Presentación de la Materia Prima Utilización de Materia Prima
Costos Generales de Fabricación
sacas grandes (4063,15 fundas por saca = 3 sacas)
gastos depreciables (hilo, energia eléctrica varias)
Detalle de los costos
hora cortadora de ligas (7 horas)
hora balanzas de fundas de ligas (4 horas)
hora selladora de fundas ( 2 horas )
hora contador de funda ( 2 horas )
hora cosedora (30 minutos)
mano obra indirecta-mantenimiento preventivo-20 min diario
energía eléctrica ( $ 0,07 la hora máquina cortadora de ligas)
energía eléctrica ($ 0,03 la hora máquina selladora)
fundas con logotipo grandes (4063,15 fundas)
Cuadro Nº 23: Cuadro de Elaboración de Funda de Ligas.
Elaborado: Katherine Anchundia
Fuente: Ligas Hevea.
Los costos en este proceso son; en la mano de obra se les pagara un sueldo básico y si
es necesario también horas extras cuando sea necesario, bueno las operarias para hacer
las 2.000 fundas diarias trabajan las ocho horas y cinco horas extras para poder
terminar el requerimiento de Gerencia, en materia prima tenemos las canastas que
ingresaron a las perchas para producción de las ligas, en los costos generales de
fabricación tenemos la depreciación por horas de las diferentes máquinas que utilizan
en el proceso de la elaboración del producto, del costo en energía eléctrica utilizada, los
sacos y las fundas.
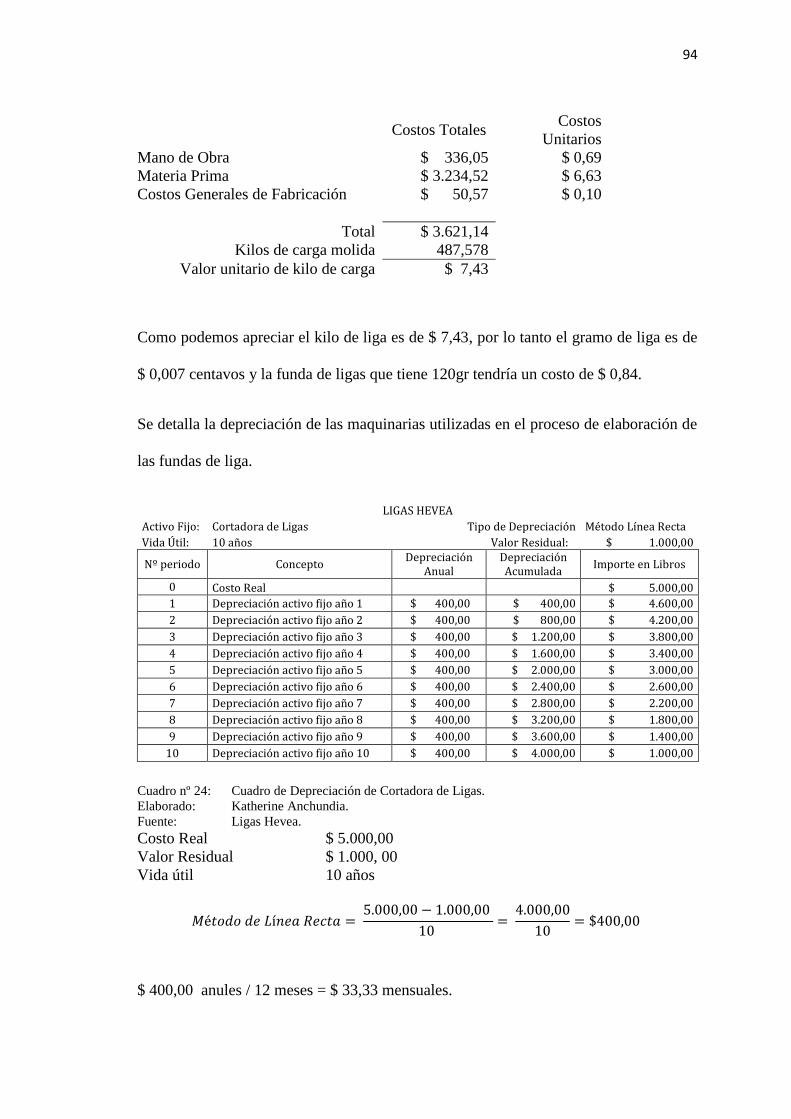
94
Costos Totales
Costos
Unitarios
Mano de Obra $ 336,05 $ 0,69
Materia Prima $ 3.234,52 $ 6,63
Costos Generales de Fabricación $ 50,57 $ 0,10
Total $ 3.621,14
Kilos de carga molida 487,578
Valor unitario de kilo de carga $ 7,43
Como podemos apreciar el kilo de liga es de $ 7,43, por lo tanto el gramo de liga es de
$ 0,007 centavos y la funda de ligas que tiene 120gr tendría un costo de $ 0,84.
Se detalla la depreciación de las maquinarias utilizadas en el proceso de elaboración de
las fundas de liga.
LIGAS HEVEA
Activo Fijo: Cortadora de Ligas Tipo de Depreciación Método Línea Recta
Vida Útil: 10 años
Valor Residual: $ 1.000,00
Nº periodo Concepto Depreciación
Anual Depreciación Acumulada
Importe en Libros
0 Costo Real $ 5.000,00
1 Depreciación activo fijo año 1 $ 400,00 $ 400,00 $ 4.600,00
2 Depreciación activo fijo año 2 $ 400,00 $ 800,00 $ 4.200,00
3 Depreciación activo fijo año 3 $ 400,00 $ 1.200,00 $ 3.800,00
4 Depreciación activo fijo año 4 $ 400,00 $ 1.600,00 $ 3.400,00
5 Depreciación activo fijo año 5 $ 400,00 $ 2.000,00 $ 3.000,00
6 Depreciación activo fijo año 6 $ 400,00 $ 2.400,00 $ 2.600,00
7 Depreciación activo fijo año 7 $ 400,00 $ 2.800,00 $ 2.200,00
8 Depreciación activo fijo año 8 $ 400,00 $ 3.200,00 $ 1.800,00
9 Depreciación activo fijo año 9 $ 400,00 $ 3.600,00 $ 1.400,00
10 Depreciación activo fijo año 10 $ 400,00 $ 4.000,00 $ 1.000,00
Cuadro nº 24: Cuadro de Depreciación de Cortadora de Ligas.
Elaborado: Katherine Anchundia.
Fuente: Ligas Hevea.
Costo Real $ 5.000,00
Valor Residual $ 1.000, 00
Vida útil 10 años
$ 400,00 anules / 12 meses = $ 33,33 mensuales.
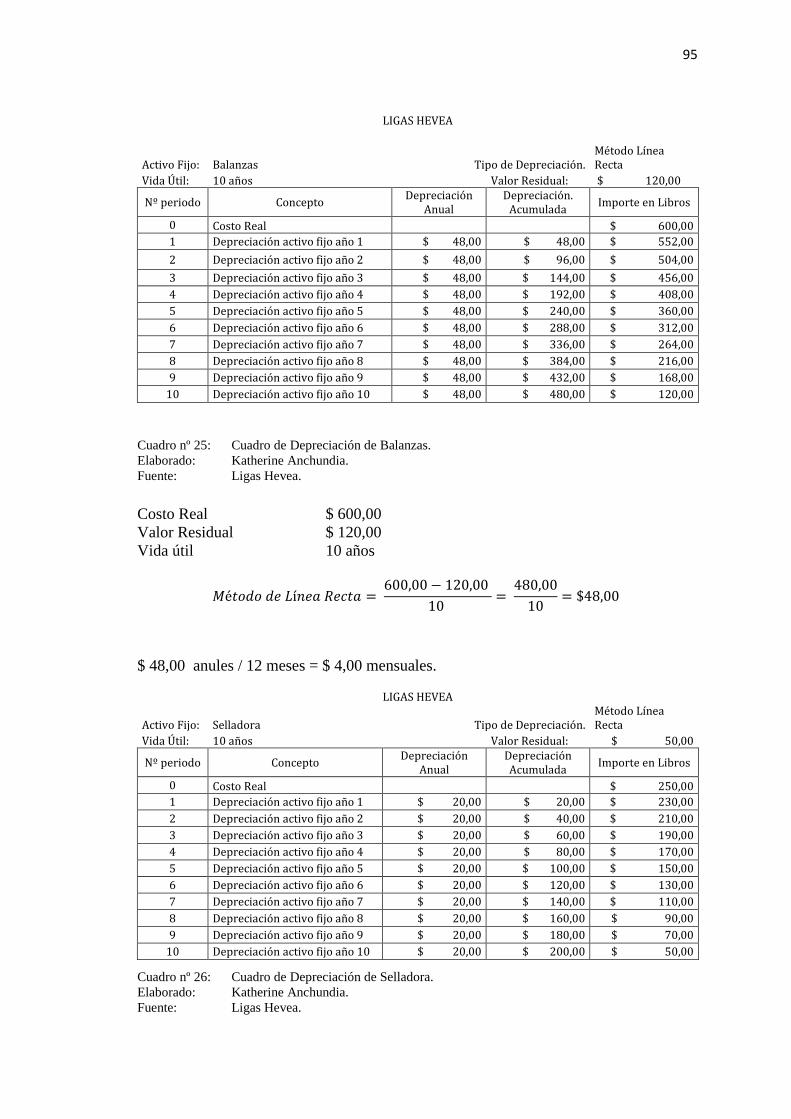
95
LIGAS HEVEA
Activo Fijo: Balanzas Tipo de Depreciación.
Método Línea Recta
Vida Útil: 10 años
Valor Residual: $ 120,00
Nº periodo Concepto Depreciación
Anual Depreciación.
Acumulada Importe en Libros
0 Costo Real $ 600,00
1 Depreciación activo fijo año 1 $ 48,00 $ 48,00 $ 552,00
2 Depreciación activo fijo año 2 $ 48,00 $ 96,00 $ 504,00
3 Depreciación activo fijo año 3 $ 48,00 $ 144,00 $ 456,00
4 Depreciación activo fijo año 4 $ 48,00 $ 192,00 $ 408,00
5 Depreciación activo fijo año 5 $ 48,00 $ 240,00 $ 360,00
6 Depreciación activo fijo año 6 $ 48,00 $ 288,00 $ 312,00
7 Depreciación activo fijo año 7 $ 48,00 $ 336,00 $ 264,00
8 Depreciación activo fijo año 8 $ 48,00 $ 384,00 $ 216,00
9 Depreciación activo fijo año 9 $ 48,00 $ 432,00 $ 168,00
10 Depreciación activo fijo año 10 $ 48,00 $ 480,00 $ 120,00
Cuadro nº 25: Cuadro de Depreciación de Balanzas.
Elaborado: Katherine Anchundia.
Fuente: Ligas Hevea.
Costo Real $ 600,00
Valor Residual $ 120,00
Vida útil 10 años
$ 48,00 anules / 12 meses = $ 4,00 mensuales.
LIGAS HEVEA
Activo Fijo: Selladora Tipo de Depreciación. Método Línea Recta
Vida Útil: 10 años
Valor Residual: $ 50,00
Nº periodo Concepto Depreciación
Anual Depreciación Acumulada
Importe en Libros
0 Costo Real $ 250,00
1 Depreciación activo fijo año 1 $ 20,00 $ 20,00 $ 230,00
2 Depreciación activo fijo año 2 $ 20,00 $ 40,00 $ 210,00
3 Depreciación activo fijo año 3 $ 20,00 $ 60,00 $ 190,00
4 Depreciación activo fijo año 4 $ 20,00 $ 80,00 $ 170,00
5 Depreciación activo fijo año 5 $ 20,00 $ 100,00 $ 150,00
6 Depreciación activo fijo año 6 $ 20,00 $ 120,00 $ 130,00
7 Depreciación activo fijo año 7 $ 20,00 $ 140,00 $ 110,00
8 Depreciación activo fijo año 8 $ 20,00 $ 160,00 $ 90,00
9 Depreciación activo fijo año 9 $ 20,00 $ 180,00 $ 70,00
10 Depreciación activo fijo año 10 $ 20,00 $ 200,00 $ 50,00
Cuadro nº 26: Cuadro de Depreciación de Selladora.
Elaborado: Katherine Anchundia.
Fuente: Ligas Hevea.
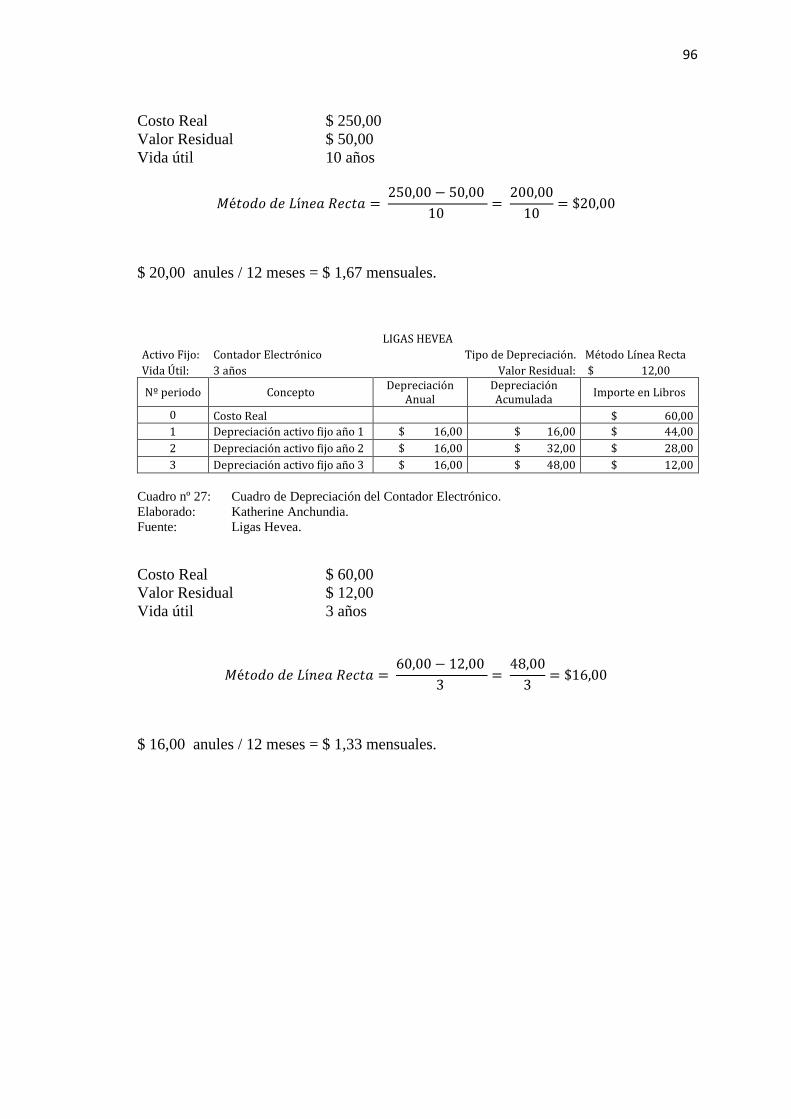
96
Costo Real $ 250,00
Valor Residual $ 50,00
Vida útil 10 años
$ 20,00 anules / 12 meses = $ 1,67 mensuales.
LIGAS HEVEA
Activo Fijo: Contador Electrónico Tipo de Depreciación. Método Línea Recta
Vida Útil: 3 años
Valor Residual: $ 12,00
Nº periodo Concepto Depreciación
Anual Depreciación Acumulada
Importe en Libros
0 Costo Real $ 60,00
1 Depreciación activo fijo año 1 $ 16,00 $ 16,00 $ 44,00
2 Depreciación activo fijo año 2 $ 16,00 $ 32,00 $ 28,00
3 Depreciación activo fijo año 3 $ 16,00 $ 48,00 $ 12,00
Cuadro nº 27: Cuadro de Depreciación del Contador Electrónico.
Elaborado: Katherine Anchundia.
Fuente: Ligas Hevea.
Costo Real $ 60,00
Valor Residual $ 12,00
Vida útil 3 años
$ 16,00 anules / 12 meses = $ 1,33 mensuales.
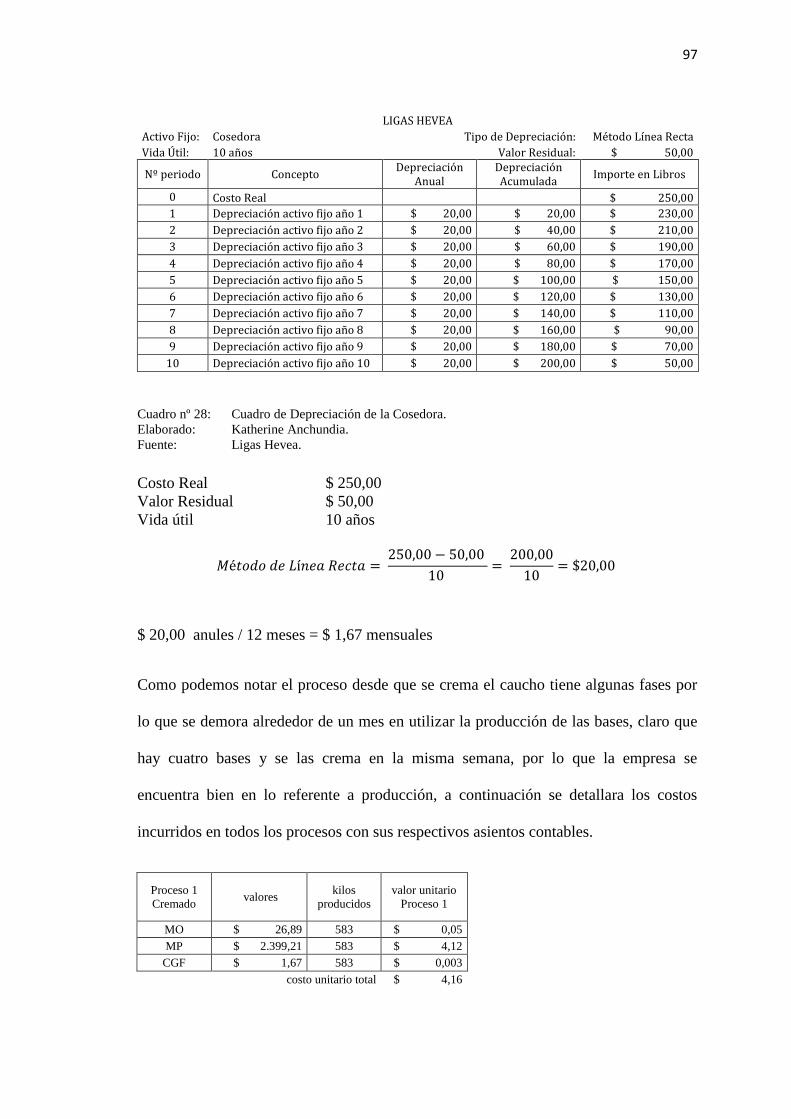
97
LIGAS HEVEA
Activo Fijo: Cosedora Tipo de Depreciación: Método Línea Recta
Vida Útil: 10 años
Valor Residual: $ 50,00
Nº periodo Concepto Depreciación
Anual Depreciación Acumulada
Importe en Libros
0 Costo Real $ 250,00
1 Depreciación activo fijo año 1 $ 20,00 $ 20,00 $ 230,00
2 Depreciación activo fijo año 2 $ 20,00 $ 40,00 $ 210,00
3 Depreciación activo fijo año 3 $ 20,00 $ 60,00 $ 190,00
4 Depreciación activo fijo año 4 $ 20,00 $ 80,00 $ 170,00
5 Depreciación activo fijo año 5 $ 20,00 $ 100,00 $ 150,00
6 Depreciación activo fijo año 6 $ 20,00 $ 120,00 $ 130,00
7 Depreciación activo fijo año 7 $ 20,00 $ 140,00 $ 110,00
8 Depreciación activo fijo año 8 $ 20,00 $ 160,00 $ 90,00
9 Depreciación activo fijo año 9 $ 20,00 $ 180,00 $ 70,00
10 Depreciación activo fijo año 10 $ 20,00 $ 200,00 $ 50,00
Cuadro nº 28: Cuadro de Depreciación de la Cosedora.
Elaborado: Katherine Anchundia.
Fuente: Ligas Hevea.
Costo Real $ 250,00
Valor Residual $ 50,00
Vida útil 10 años
$ 20,00 anules / 12 meses = $ 1,67 mensuales
Como podemos notar el proceso desde que se crema el caucho tiene algunas fases por
lo que se demora alrededor de un mes en utilizar la producción de las bases, claro que
hay cuatro bases y se las crema en la misma semana, por lo que la empresa se
encuentra bien en lo referente a producción, a continuación se detallara los costos
incurridos en todos los procesos con sus respectivos asientos contables.
Proceso 1
Cremado valores
kilos
producidos
valor unitario
Proceso 1
MO $ 26,89 583 $ 0,05
MP $ 2.399,21 583 $ 4,12
CGF $ 1,67 583 $ 0,003
costo unitario total $ 4,16
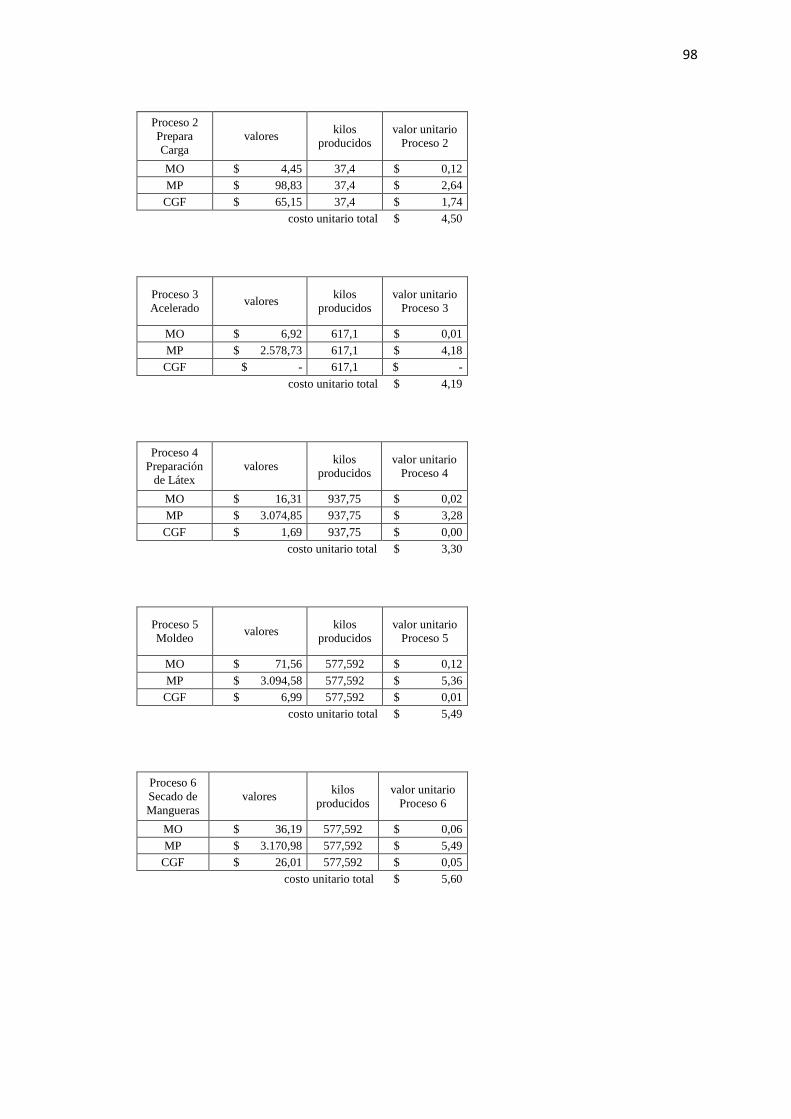
98
Proceso 2
Prepara
Carga
valores kilos
producidos
valor unitario
Proceso 2
MO $ 4,45 37,4 $ 0,12
MP $ 98,83 37,4 $ 2,64
CGF $ 65,15 37,4 $ 1,74
costo unitario total $ 4,50
Proceso 3
Acelerado valores
kilos
producidos
valor unitario
Proceso 3
MO $ 6,92 617,1 $ 0,01
MP $ 2.578,73 617,1 $ 4,18
CGF $ - 617,1 $ -
costo unitario total $ 4,19
Proceso 4
Preparación
de Látex
valores kilos
producidos
valor unitario
Proceso 4
MO $ 16,31 937,75 $ 0,02
MP $ 3.074,85 937,75 $ 3,28
CGF $ 1,69 937,75 $ 0,00
costo unitario total $ 3,30
Proceso 5
Moldeo valores
kilos
producidos
valor unitario
Proceso 5
MO $ 71,56 577,592 $ 0,12
MP $ 3.094,58 577,592 $ 5,36
CGF $ 6,99 577,592 $ 0,01
costo unitario total $ 5,49
Proceso 6
Secado de
Mangueras
valores kilos
producidos
valor unitario
Proceso 6
MO $ 36,19 577,592 $ 0,06
MP $ 3.170,98 577,592 $ 5,49
CGF $ 26,01 577,592 $ 0,05
costo unitario total $ 5,60
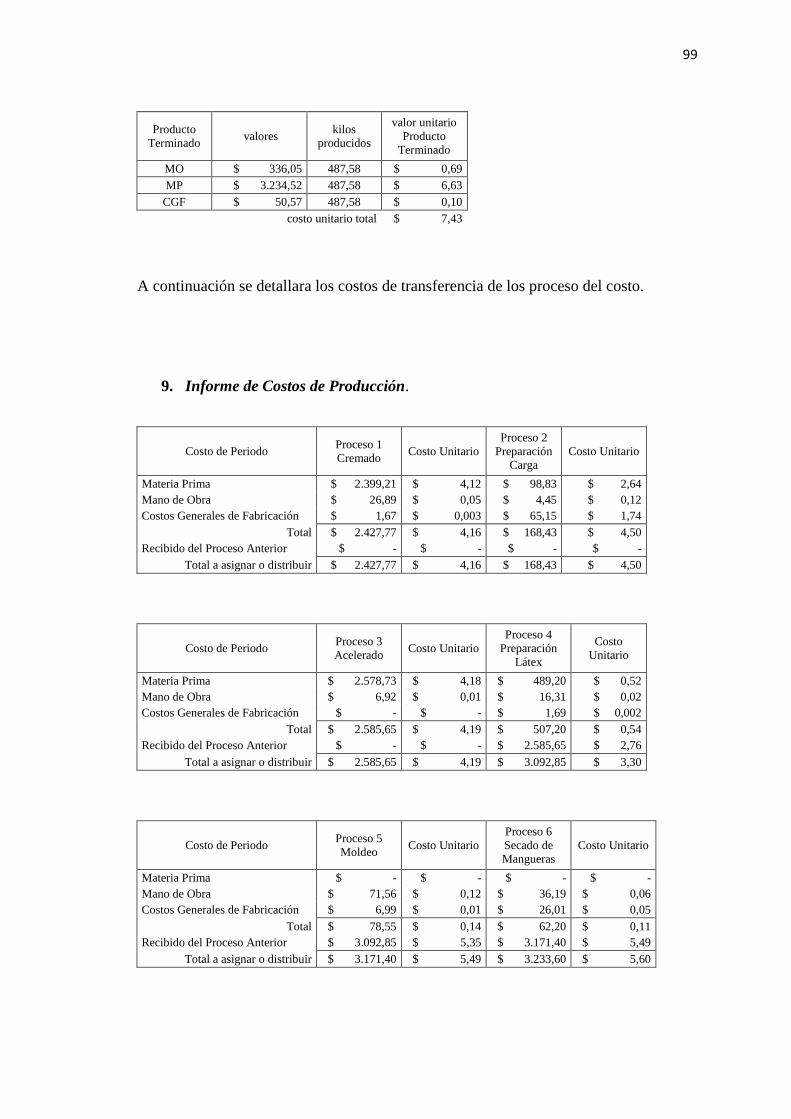
99
Producto
Terminado valores
kilos
producidos
valor unitario
Producto
Terminado
MO $ 336,05 487,58 $ 0,69
MP $ 3.234,52 487,58 $ 6,63
CGF $ 50,57 487,58 $ 0,10
costo unitario total $ 7,43
A continuación se detallara los costos de transferencia de los proceso del costo.
9. Informe de Costos de Producción.
Costo de Periodo Proceso 1
Cremado Costo Unitario
Proceso 2
Preparación
Carga
Costo Unitario
Materia Prima $ 2.399,21 $ 4,12 $ 98,83 $ 2,64
Mano de Obra $ 26,89 $ 0,05 $ 4,45 $ 0,12
Costos Generales de Fabricación $ 1,67 $ 0,003 $ 65,15 $ 1,74
Total $ 2.427,77 $ 4,16 $ 168,43 $ 4,50
Recibido del Proceso Anterior $ - $ - $ - $ -
Total a asignar o distribuir $ 2.427,77 $ 4,16 $ 168,43 $ 4,50
Costo de Periodo Proceso 3
Acelerado Costo Unitario
Proceso 4
Preparación
Látex
Costo
Unitario
Materia Prima $ 2.578,73 $ 4,18 $ 489,20 $ 0,52
Mano de Obra $ 6,92 $ 0,01 $ 16,31 $ 0,02
Costos Generales de Fabricación $ - $ - $ 1,69 $ 0,002
Total $ 2.585,65 $ 4,19 $ 507,20 $ 0,54
Recibido del Proceso Anterior $ - $ - $ 2.585,65 $ 2,76
Total a asignar o distribuir $ 2.585,65 $ 4,19 $ 3.092,85 $ 3,30
Costo de Periodo Proceso 5
Moldeo Costo Unitario
Proceso 6
Secado de
Mangueras
Costo Unitario
Materia Prima $ - $ - $ - $ -
Mano de Obra $ 71,56 $ 0,12 $ 36,19 $ 0,06
Costos Generales de Fabricación $ 6,99 $ 0,01 $ 26,01 $ 0,05
Total $ 78,55 $ 0,14 $ 62,20 $ 0,11
Recibido del Proceso Anterior $ 3.092,85 $ 5,35 $ 3.171,40 $ 5,49
Total a asignar o distribuir $ 3.171,40 $ 5,49 $ 3.233,60 $ 5,60
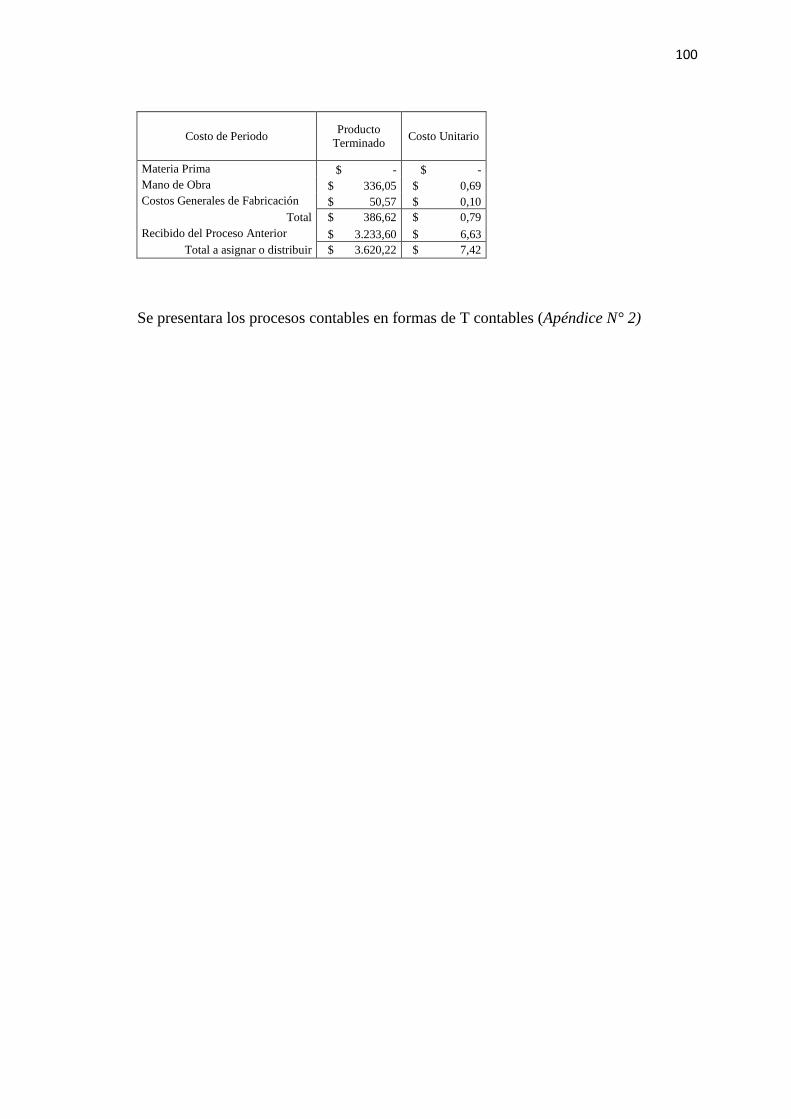
100
Costo de Periodo Producto
Terminado Costo Unitario
Materia Prima $ - $ -
Mano de Obra $ 336,05 $ 0,69
Costos Generales de Fabricación $ 50,57 $ 0,10
Total $ 386,62 $ 0,79
Recibido del Proceso Anterior $ 3.233,60 $ 6,63
Total a asignar o distribuir $ 3.620,22 $ 7,42
Se presentara los procesos contables en formas de T contables (Apéndice N° 2)
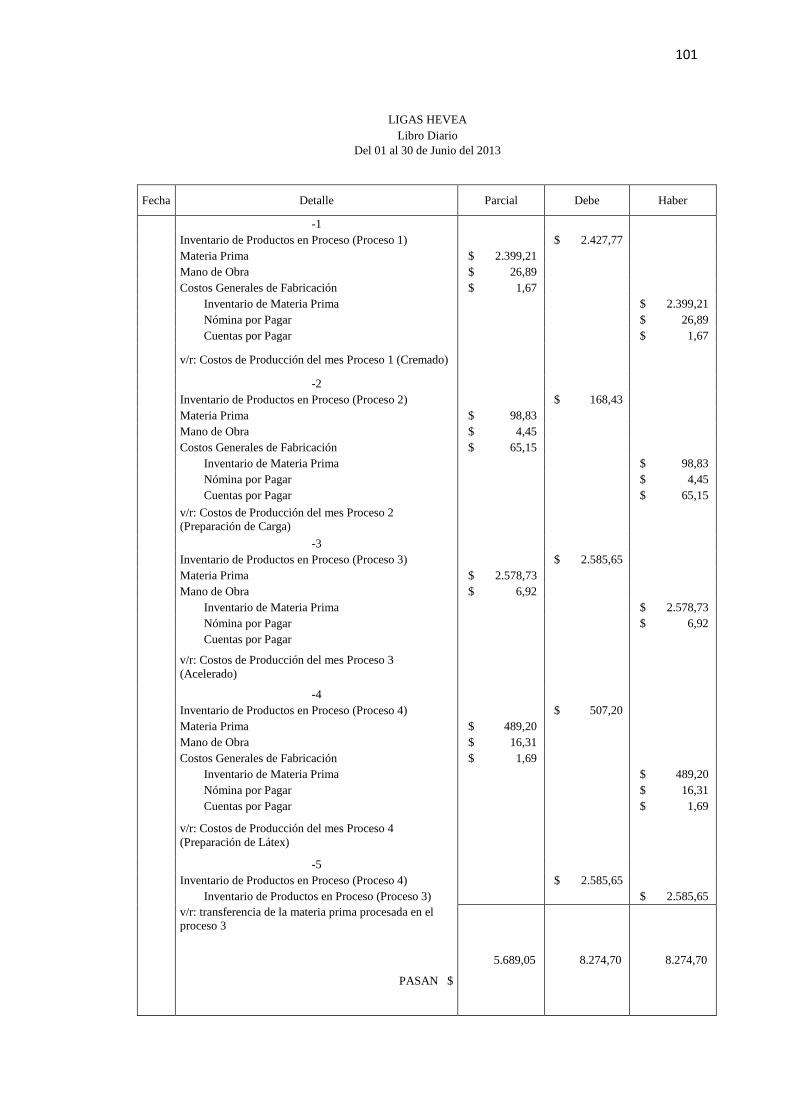
101
LIGAS HEVEA
Libro Diario
Del 01 al 30 de Junio del 2013
Fecha Detalle Parcial Debe Haber
-1
Inventario de Productos en Proceso (Proceso 1) $ 2.427,77
Materia Prima $ 2.399,21
Mano de Obra $ 26,89
Costos Generales de Fabricación $ 1,67
Inventario de Materia Prima $ 2.399,21
Nómina por Pagar $ 26,89
Cuentas por Pagar $ 1,67
v/r: Costos de Producción del mes Proceso 1 (Cremado)
-2
Inventario de Productos en Proceso (Proceso 2) $ 168,43
Materia Prima $ 98,83
Mano de Obra $ 4,45
Costos Generales de Fabricación $ 65,15
Inventario de Materia Prima $ 98,83
Nómina por Pagar $ 4,45
Cuentas por Pagar $ 65,15
v/r: Costos de Producción del mes Proceso 2
(Preparación de Carga)
-3
Inventario de Productos en Proceso (Proceso 3) $ 2.585,65
Materia Prima $ 2.578,73
Mano de Obra $ 6,92
Inventario de Materia Prima $ 2.578,73
Nómina por Pagar $ 6,92
Cuentas por Pagar
v/r: Costos de Producción del mes Proceso 3
(Acelerado)
-4
Inventario de Productos en Proceso (Proceso 4) $ 507,20
Materia Prima $ 489,20
Mano de Obra $ 16,31
Costos Generales de Fabricación $ 1,69
Inventario de Materia Prima $ 489,20
Nómina por Pagar $ 16,31
Cuentas por Pagar $ 1,69
v/r: Costos de Producción del mes Proceso 4
(Preparación de Látex)
-5
Inventario de Productos en Proceso (Proceso 4) $ 2.585,65
Inventario de Productos en Proceso (Proceso 3) $ 2.585,65
v/r: transferencia de la materia prima procesada en el
proceso 3
PASAN $
5.689,05 8.274,70 8.274,70
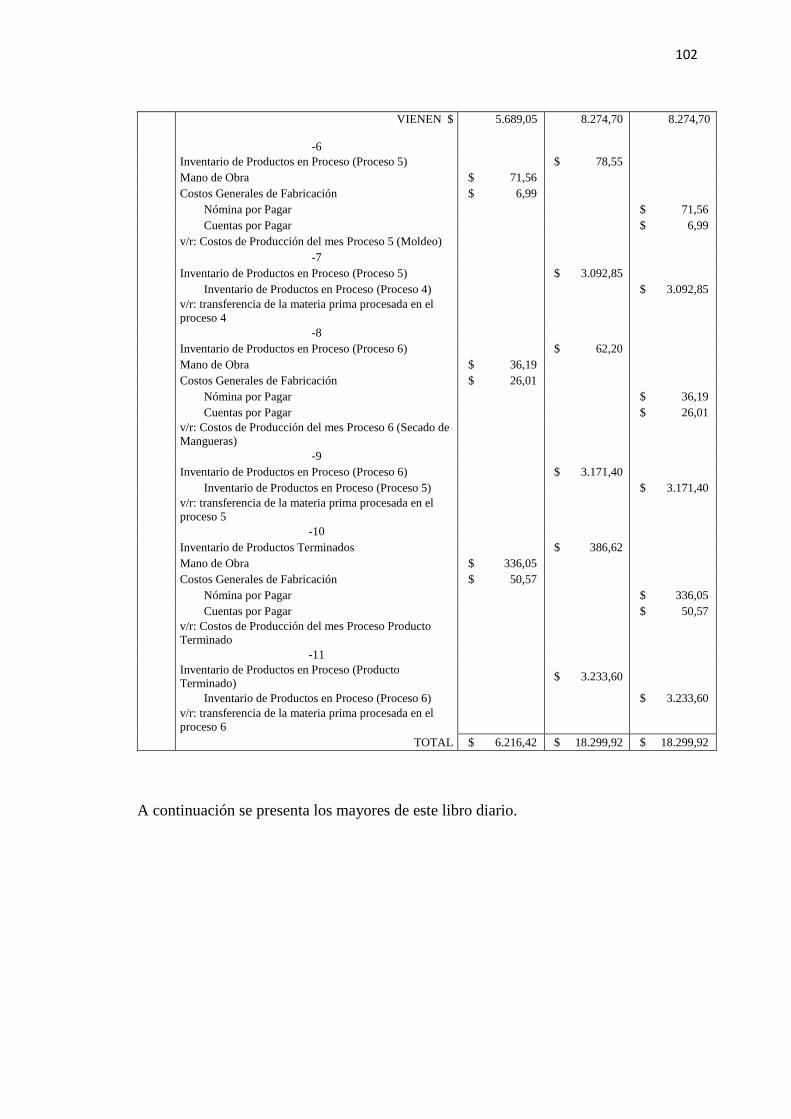
102
VIENEN $
-6
5.689,05
8.274,70
8.274,70
Inventario de Productos en Proceso (Proceso 5) $ 78,55
Mano de Obra $ 71,56
Costos Generales de Fabricación $ 6,99
Nómina por Pagar $ 71,56
Cuentas por Pagar $ 6,99
v/r: Costos de Producción del mes Proceso 5 (Moldeo)
-7
Inventario de Productos en Proceso (Proceso 5) $ 3.092,85
Inventario de Productos en Proceso (Proceso 4) $ 3.092,85
v/r: transferencia de la materia prima procesada en el
proceso 4
-8
Inventario de Productos en Proceso (Proceso 6) $ 62,20
Mano de Obra $ 36,19
Costos Generales de Fabricación $ 26,01
Nómina por Pagar $ 36,19
Cuentas por Pagar $ 26,01
v/r: Costos de Producción del mes Proceso 6 (Secado de
Mangueras)
-9
Inventario de Productos en Proceso (Proceso 6) $ 3.171,40
Inventario de Productos en Proceso (Proceso 5) $ 3.171,40
v/r: transferencia de la materia prima procesada en el
proceso 5
-10
Inventario de Productos Terminados $ 386,62
Mano de Obra $ 336,05
Costos Generales de Fabricación $ 50,57
Nómina por Pagar $ 336,05
Cuentas por Pagar $ 50,57
v/r: Costos de Producción del mes Proceso Producto
Terminado
-11
Inventario de Productos en Proceso (Producto
Terminado) $ 3.233,60
Inventario de Productos en Proceso (Proceso 6) $ 3.233,60
v/r: transferencia de la materia prima procesada en el
proceso 6
TOTAL $ 6.216,42 $ 18.299,92 $ 18.299,92
A continuación se presenta los mayores de este libro diario.
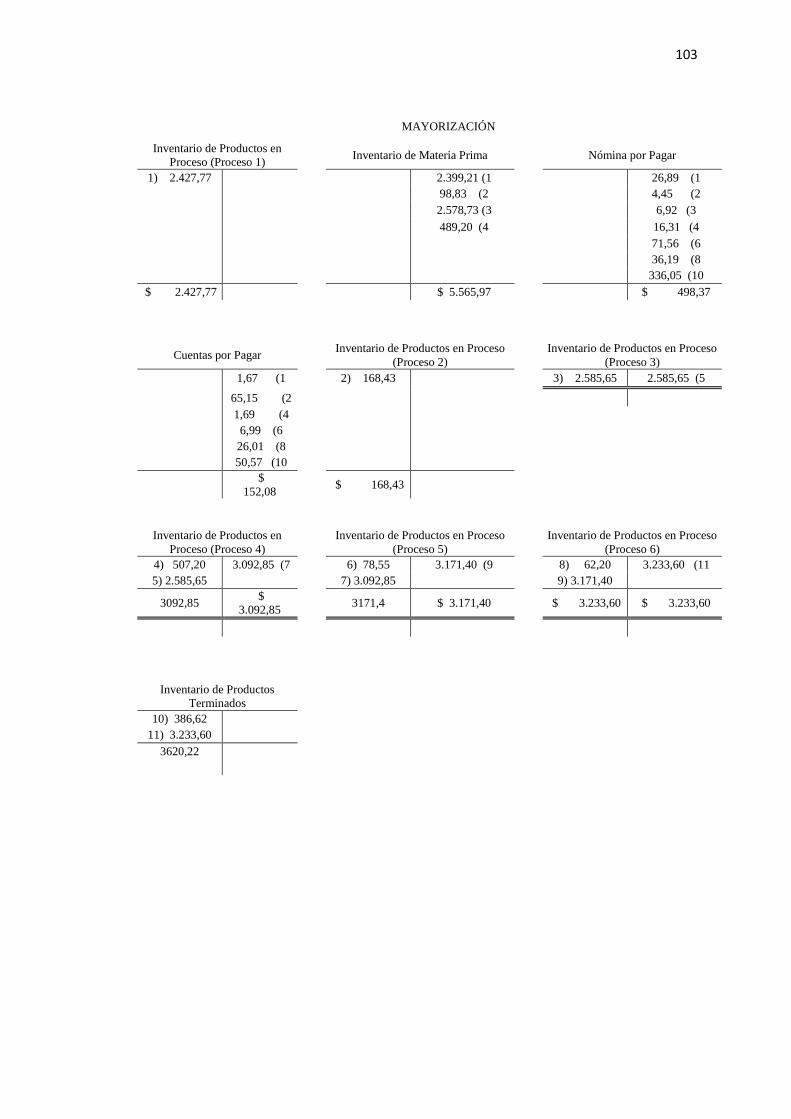
103
MAYORIZACIÓN
Inventario de Productos en
Proceso (Proceso 1) Inventario de Materia Prima
Nómina por Pagar
1) 2.427,77
2.399,21 (1
26,89 (1
98,83 (2
4,45 (2
2.578,73 (3
6,92 (3
489,20 (4
16,31 (4
71,56 (6
36,19 (8
336,05 (10
$ 2.427,77
$ 5.565,97
$ 498,37
Cuentas por Pagar
Inventario de Productos en Proceso
(Proceso 2)
Inventario de Productos en Proceso
(Proceso 3)
1,67 (1
2) 168,43
3) 2.585,65 2.585,65 (5
65,15 (2
1,69 (4
6,99 (6
26,01 (8
50,57 (10
$
152,08 $ 168,43
Inventario de Productos en
Proceso (Proceso 4)
Inventario de Productos en Proceso
(Proceso 5)
Inventario de Productos en Proceso
(Proceso 6)
4) 507,20 3.092,85 (7
6) 78,55 3.171,40 (9
8) 62,20 3.233,60 (11
5) 2.585,65
7) 3.092,85
9) 3.171,40
3092,85 $
3.092,85 3171,4 $ 3.171,40
$ 3.233,60 $ 3.233,60
Inventario de Productos
Terminados
10) 386,62
11) 3.233,60
3620,22
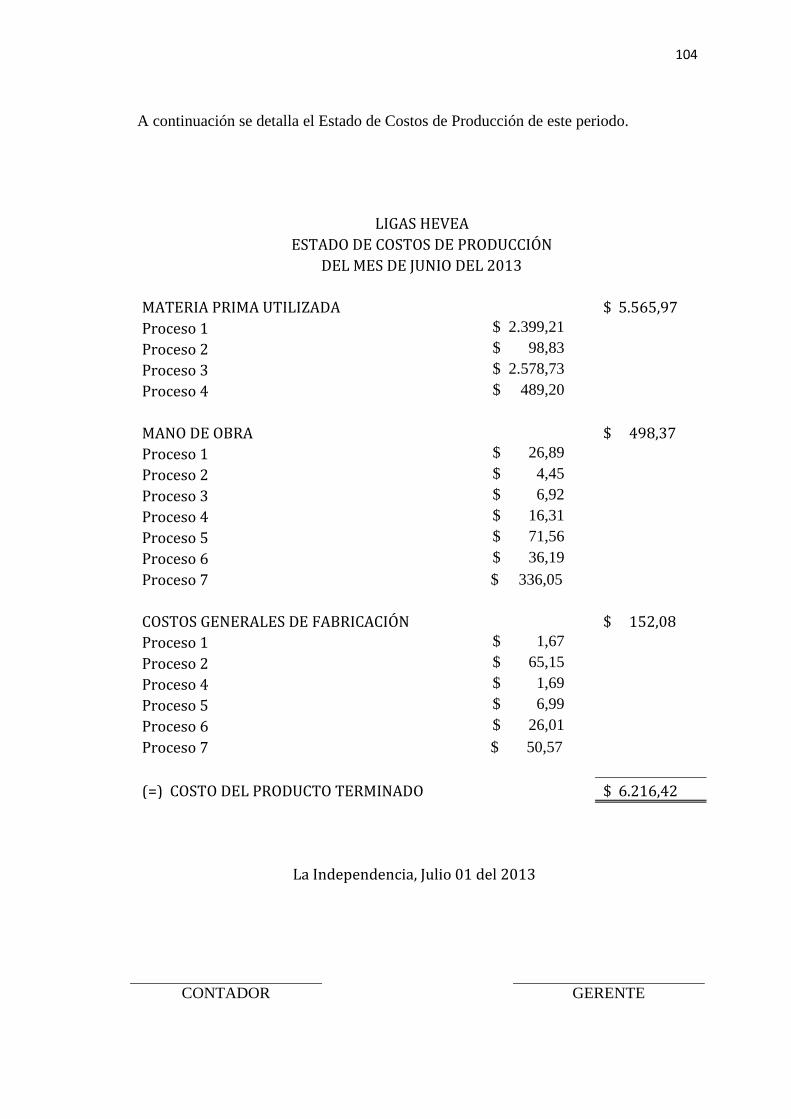
104
A continuación se detalla el Estado de Costos de Producción de este periodo.
LIGAS HEVEA
ESTADO DE COSTOS DE PRODUCCIÓN
DEL MES DE JUNIO DEL 2013
MATERIA PRIMA UTILIZADA
$ 5.565,97
Proceso 1
$ 2.399,21
Proceso 2
$ 98,83
Proceso 3
$ 2.578,73
Proceso 4
$ 489,20
MANO DE OBRA
$ 498,37
Proceso 1
$ 26,89
Proceso 2
$ 4,45
Proceso 3
$ 6,92
Proceso 4
$ 16,31
Proceso 5
$ 71,56
Proceso 6
$ 36,19
Proceso 7
$ 336,05
COSTOS GENERALES DE FABRICACIÓN
$ 152,08
Proceso 1
$ 1,67
Proceso 2
$ 65,15
Proceso 4
$ 1,69
Proceso 5
$ 6,99
Proceso 6
$ 26,01
Proceso 7
$ 50,57
(=) COSTO DEL PRODUCTO TERMINADO
$ 6.216,42
La Independencia, Julio 01 del 2013
CONTADOR GERENTE
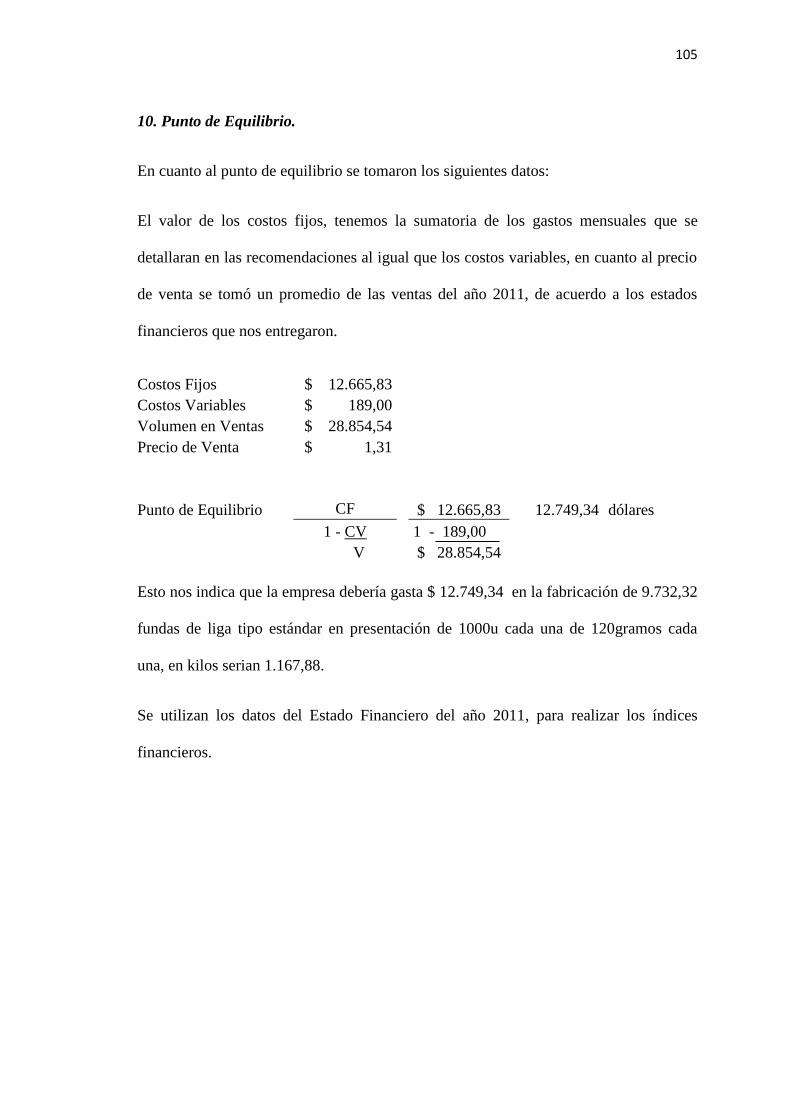
105
10. Punto de Equilibrio.
En cuanto al punto de equilibrio se tomaron los siguientes datos:
El valor de los costos fijos, tenemos la sumatoria de los gastos mensuales que se
detallaran en las recomendaciones al igual que los costos variables, en cuanto al precio
de venta se tomó un promedio de las ventas del año 2011, de acuerdo a los estados
financieros que nos entregaron.
Esto nos indica que la empresa debería gasta $ 12.749,34 en la fabricación de 9.732,32
fundas de liga tipo estándar en presentación de 1000u cada una de 120gramos cada
una, en kilos serian 1.167,88.
Se utilizan los datos del Estado Financiero del año 2011, para realizar los índices
financieros.
Costos Fijos $ 12.665,83
Costos Variables $ 189,00
Volumen en Ventas $ 28.854,54
Precio de Venta $ 1,31
Punto de Equilibrio CF
$ 12.665,83 12.749,34 dólares
1 - CV
1 - 189,00
V
$ 28.854,54

106
1. Liquidez
Activo Corriente
$ 89.423,57 = $ 13,54
Pasivo Corriente
$ 6.602,10
Por cada dólar que la empresa adeuda a corto plazo, dispone de $ 13,54 para pagar
dicha deuda.
2. Prueba Acida
Activo Corriente - Inventarios =$ 12,71
Pasivo Corriente
Activo Corriente
$ 86.653,46
Inventarios
$ 2.770,11
Pasivo Corriente
$ 6.602,10
Por cada dólar que la empresa adeuda, dispone de $ 12,71 para pagar dicha deuda,
los inventarios se excluyen de este indicador, por considerar Activos menos líquidos
y los más sujetos a pérdidas.
3. Liquidez Inmediata
Activo Disponible $ 28.450,00 =$ 4,31
Pasivo Corriente $ 6.602,10
Por cada dólar que la empresa adeuda, dispone de $ 4,31 para pagar dicha deuda;
sirve para evaluar la capacidad de fondos más líquidos (Caja y Bancos) que
disponemos para pagar las deudas corrientes.
4. Capital de Trabajo
Activo Corriente - Pasivo Corriente
$ 89.423,57 - $ 6.602,10 = $ 82.821,47
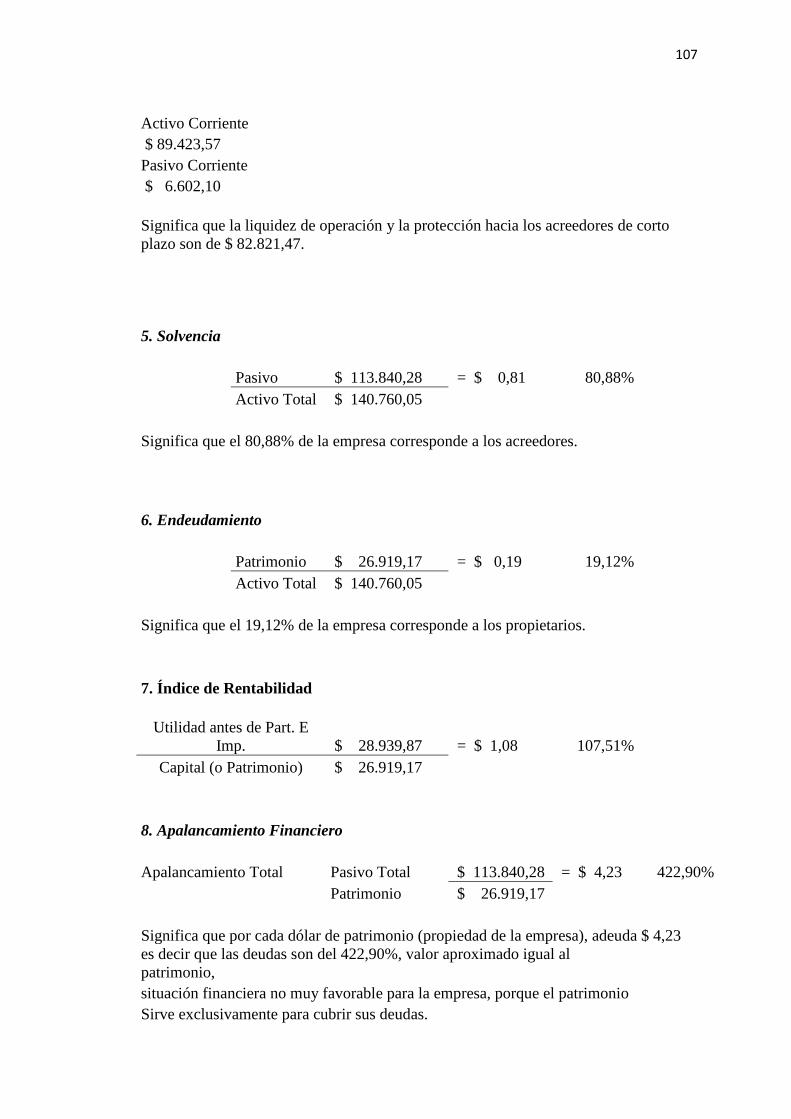
107
Activo Corriente
$ 89.423,57
Pasivo Corriente
$ 6.602,10
Significa que la liquidez de operación y la protección hacia los acreedores de corto
plazo son de $ 82.821,47.
5. Solvencia
Pasivo $ 113.840,28 = $ 0,81 80,88%
Activo Total $ 140.760,05
Significa que el 80,88% de la empresa corresponde a los acreedores.
6. Endeudamiento
Patrimonio $ 26.919,17 = $ 0,19 19,12%
Activo Total $ 140.760,05
Significa que el 19,12% de la empresa corresponde a los propietarios.
7. Índice de Rentabilidad
Utilidad antes de Part. E
Imp. $ 28.939,87 = $ 1,08 107,51%
Capital (o Patrimonio) $ 26.919,17
8. Apalancamiento Financiero
Apalancamiento Total Pasivo Total $ 113.840,28 = $ 4,23 422,90%
Patrimonio $ 26.919,17
Significa que por cada dólar de patrimonio (propiedad de la empresa), adeuda $ 4,23
es decir que las deudas son del 422,90%, valor aproximado igual al
patrimonio,
situación financiera no muy favorable para la empresa, porque el patrimonio
Sirve exclusivamente para cubrir sus deudas.
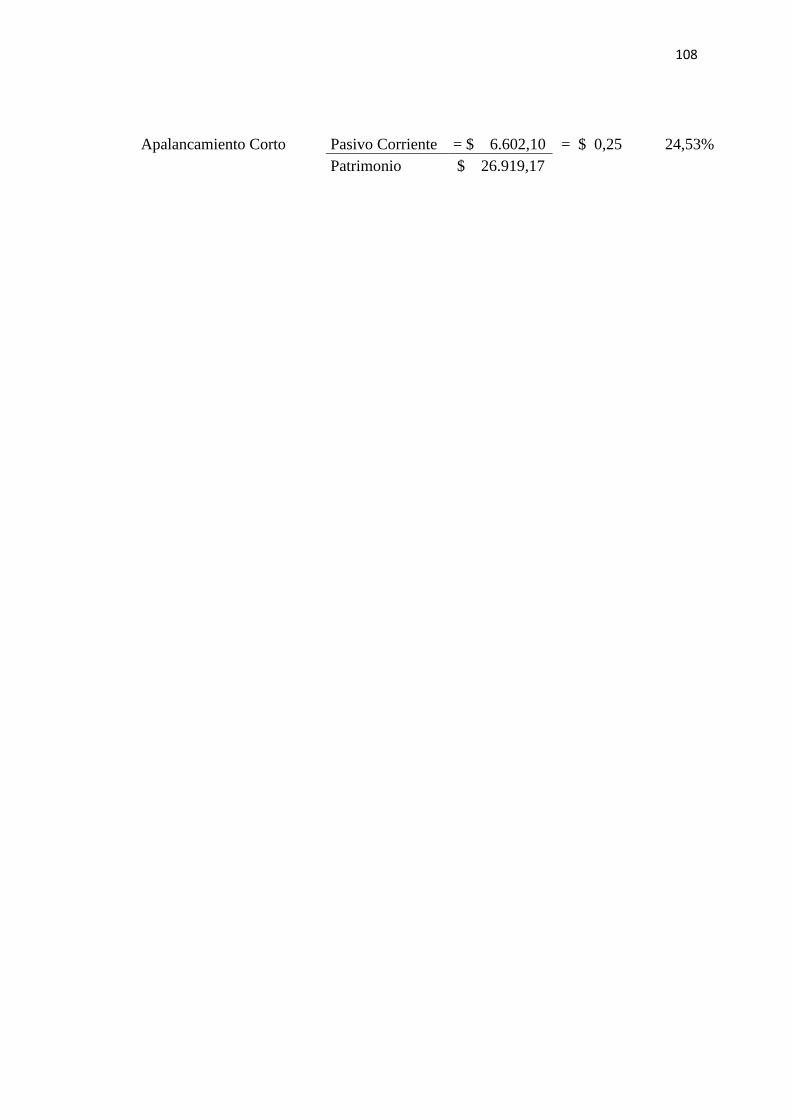
108
Apalancamiento Corto Pasivo Corriente = $ 6.602,10 = $ 0,25 24,53%
Patrimonio $ 26.919,17
CAPÍTULO VII:
CONCLUSIONES Y
RECOMENDACIONES
110
Después de investigar todo el funcionamiento de la empresa Ligas Hevea hemos
llegado a las siguientes conclusiones
Conclusiones
Protección a los Empleados.-Como sabemos la empresa tiene veintiocho años en la
industria de la producción de ligas para banano, en los cuales ha crecido en todas sus
partes en su estructura en sus maquinarias, pero hay algo que a pesar de todos estos
años no ha cambiado, es el cuidado de sus empleados, ya que nos dimos cuenta que los
empleados no cuentan con los implementos de protección necesarios para el cuidado de
la salud de los empleados, ya que como nos cuenta que no tienen los uniformes
adecuados, ya que solo cuentan con camisetas nada más, e incluso se pudo observar
que hay empleados que acudían a su lugar de trabajo en sandalias en un área donde
como mínimo debe usar botas o zapatos cerrados y no unas simples sandalias.
Cargos a desempeñar dentro de la Empresa.-Tuvimos la oportunidad de observar que
en la empresa Ligas Hevea no cuenta con un esquema bien formado de las actividades
que debe realizar cada empleado ya que para empezar en la oficina hay una persona a
quien tienen como Jefe de Personal, pero a esta persona la tienen en las fincas
revisando el trabajo de los picadores, también tiene que revisar la producción de los
empleados de la planta y entregar informes de producción, y como nos damos cuenta
esta personal tiene mal designado su cargo, otro ejemplo seria que a los empleados de
producciones se les llama moldeadores, sacador de ligas, así de simple cuando en
realidad su cargo es muy importante porque están en procesos muy importantes en la
transformación del látex a ligas para banano.
111
En oficinas también hay personas que hacen doble trabajo ya que están realizando el
trabajo de dos o más personas, por ejemplo la Gerente realiza su trabajo, adicional lleva
la una base de contabilidad para la empresa en cuanto a precios de costos, es la
responsable de las actividades los empleados en las fincas y en la empresa.
Falta de Información en Costos.-Como sabemos la empresa está costeando su
producto sin ningún sistema formal y técnico, al momento de consultar sobre el precio
de la mano de obra de producción de las operarias de liga nos indicó que se les paga
por obra y por cada funda de liga que elaboren en tipo Estándar en presentación de
1.000u les pagaba $ 0,48 centavos y nos daba un valor alto alrededor de $ 2.000,00 ,
durante la investigación se pidió un rol de pago a una operaria de ligas en el que está
detallado que en realidad se les está pagando $ 0,05 centavos por cada funda, por lo
que nos da a entender que se están alterando precios al momento de sacar los costos,
otro ejemplo es que cuando se le pregunto sobre el cilindro de gas que utiliza para
encender el intercambiador del horno de cocinar las mangueras nos dijo que pongamos
el costo de un cilindro industrial cuando ellos están utilizando el gas doméstico, son
pequeños detalles pero es así como poco a poco están aumentando los precios y estaría
costeando mal su producto, en lo referente a los procesos que tiene la empresa para
realizar la funda de ligas los tiene un poco mezclados.
Remuneraciones y pago de horas extras.-Las remuneraciones en la empresa Ligas
Hevea son pagadas en dos maneras como sueldo fijo y a destajo, básicamente las
personas que reciben su salario a destajo son el Jefe de Producción, los encargados del
control de calidad y las operarias de ligas, en cuanto al jefe de producción se le cancela
$ 0,55 centavos por cada parada que saque como el diariamente saca 32 paradas estaría
112
percibiendo un diario de $ 17,60, en cuanto a los encargados del control de calidad le
cancelan $ 1,00 por cada parada moldeada, esta persona moldea alrededor de 16
paradas diarias entonces tendría un diario de $ 16, en cuento a las operarias de liga a
ellas se les paga $ 0,05 centavos por cada funda de liga tipo Estándar en presentación
de mil unidades que ellas produzcan como hacen 2.000 fundas diarias por los $ 0,05
seria $ 100,00 dividido para las seis operarias a cada una les daría un diario de $ 16,67,
pero debemos recordar que tanto como el jefe de producción y los encargados del
control de calidad trabajan las ocho horas diarias pero las operarias de liga para
terminar las dos mil fundas y tener ese diario deben trabajar alrededor de 13 horas
diarias.
En cuanto a las horas extras solo las operarias de liga no se les cancela estas cinco
horas extras que prácticamente hacen diariamente porque se les paga por funda y en los
$ 0,05 centavos están incluyendo las horas que ellas tendrían que trabajar de más
cuando les fuere necesario.
Clasificación de los Costos Fijos y Costos Variables.-Bueno la empresa no nos
proporcionó su clasificación de costos fijos y variables.
Clasificación de los Gastos por Departamento.-La empresa nos indicó que clasificaba
sus gastos en administrativos, financieros y en gastos de venta, pero no nos
proporcionó el detalle de los mismos.
Manejo de Inventarios.-Se revisó los documentos que la empresa utiliza para controlar
sus inventarios de materia primas, de productos en proceso, y de sus producto final que
113
son las fundas de liga para banano, de los cuales únicamente lleva constancia física del
saldo de lo que es materia prima.
Manejo de Materia Prima.-En una de nuestras visitas a la empresa pudimos notar que
las bodegas de materia sobretodo en látex natural está a full que ya no cabían los
tanques, tanto así que ponían los tanques llenos en el pasillo, mientras que las bodegas
de fundas de liga se encontrabas vacías.
Precio de la Funda de Liga Propuesto.-La empresa está vendiendo la funda en $ 1,31,
sin saber con exactitud el precio de costo de la funda.
114
Recomendaciones
Protección a los empleados.-La empresa debe invertir más en implementos de
seguridad y en uniformes adecuados para cada área de producción y de este modo
proteger la salud de sus empleados, ya que hoy en día contamos con equipos de
protección muy buenos que estarían cuidando la salud de los seres humanos al igual se
cuenta con uniformes hechos especialmente para el trato de ciertos productos químicos,
como son mascarillas industriales que son para el personal que está en contacto con
productos tóxicos como es el Preservante, otros fuertes como es el amoniaco, guantes
para la protección de la piel, al igual que botas industriales con diferencias en cuanto al
área en que se las desee empeñar será una fuerte inversión pero que vale la pena ya que
se estaría invirtiendo en la salud de los empleados.
También se recomienda educar a los empleados en cuanto a seguridad ya que nos
dimos cuenta que los pocos implementos de seguridad que tienen no les gusta utilizar,
por lo cual es necesario impartirles una charla sobre Seguridad Industrial y de esta
manera aprender a utilizar los implementos de seguridad que la empresa les brinde.
Cargos a desempeñar dentro de la Empresa.-Para empezar la empresa debe realizar
cambios en los cargos de la empresa a la persona que tiene como Jefe de Personal se le
debería dar el cargo de Supervisor de Producción ya que es lo que en realidad estaría
haciendo, a los empleados de moldeo se les debería dar el cargo de Encargados del
Control de Calidad, ya que estos son los que están revisando la calidad del látex con el
que están moldeando y que este todo en orden para no afectar la calidad de las ligas, al
sacador de ligas se le debería llamar Jefe de Producción ya que es la persona que
verifica que las mangueras salgan bien, se cocinen el tiempo necesario, en cuanto a la
Gerente ella es una persona capaz de hacer todo lo que se proponga pero es necesario
115
que designe a otra persona en lo referente a contabilidad, ya que la empresa necesita un
contador de planta para que lleve las cuentas de la empresa y sobretodo los costos de la
misma y no solo un contador para tributar.
A continuación se presenta un organigrama que debería ser implementado en la
empresa
La empresa debe realizar un análisis de las funciones que debe desempeñar los
empleados en sus respectivos cargos, para que se cumplan con las funciones
específicas de cada departamento y no se cruce información.
Además se deben crear el departamento de Contabilidad donde se requiere contratar los
servicios de un contador para que este en la empresa permanentemente, también se
debe crear el departamento de Asistencia Técnica donde se debe contratar a un
Ingeniero en Mantenimiento Industrial o a un Técnico en maquinarias.
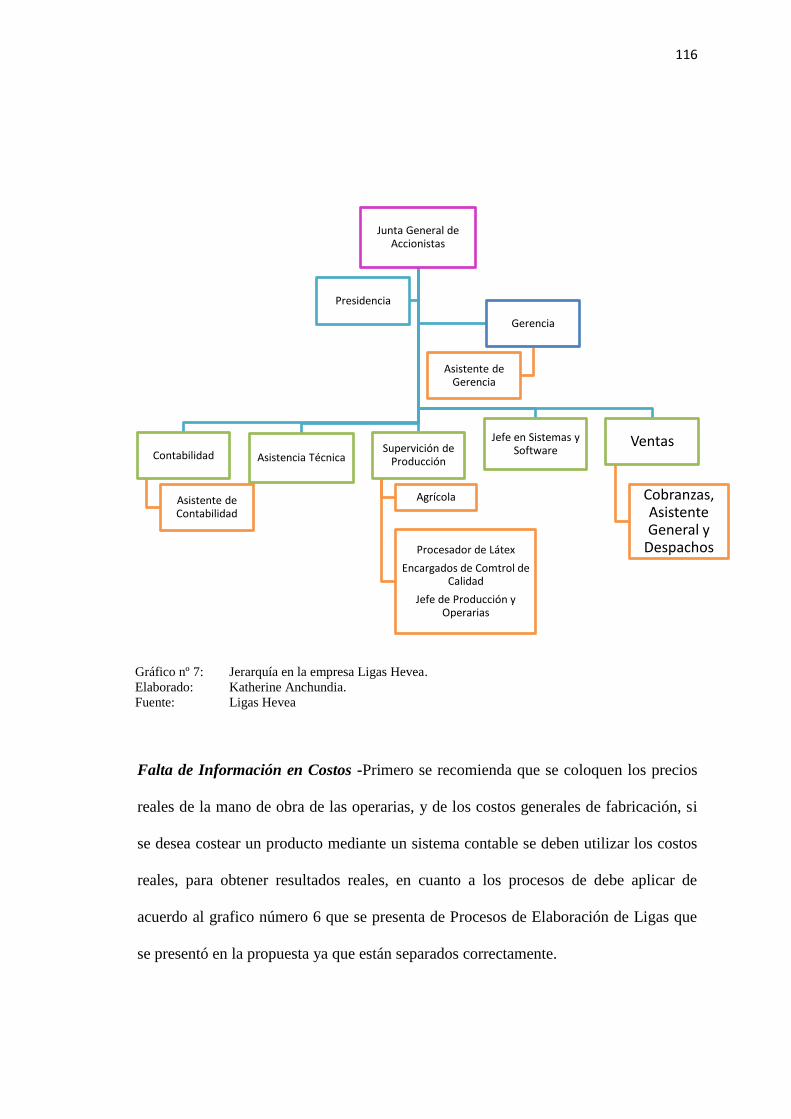
116
Falta de Información en Costos -Primero se recomienda que se coloquen los precios
reales de la mano de obra de las operarias, y de los costos generales de fabricación, si
se desea costear un producto mediante un sistema contable se deben utilizar los costos
reales, para obtener resultados reales, en cuanto a los procesos de debe aplicar de
acuerdo al grafico número 6 que se presenta de Procesos de Elaboración de Ligas que
se presentó en la propuesta ya que están separados correctamente.
Junta General de Accionistas
Contabilidad
Asistente de Contabilidad
Asistencia Técnica Supervición de
Producción
Agrícola
Procesador de Látex
Encargados de Comtrol de Calidad
Jefe de Producción y Operarias
Jefe en Sistemas y Software
Ventas
Cobranzas, Asistente General y
Despachos
Presidencia
Gerencia
Asistente de Gerencia
Gráfico nº 7: Jerarquía en la empresa Ligas Hevea.
Elaborado: Katherine Anchundia.
Fuente: Ligas Hevea
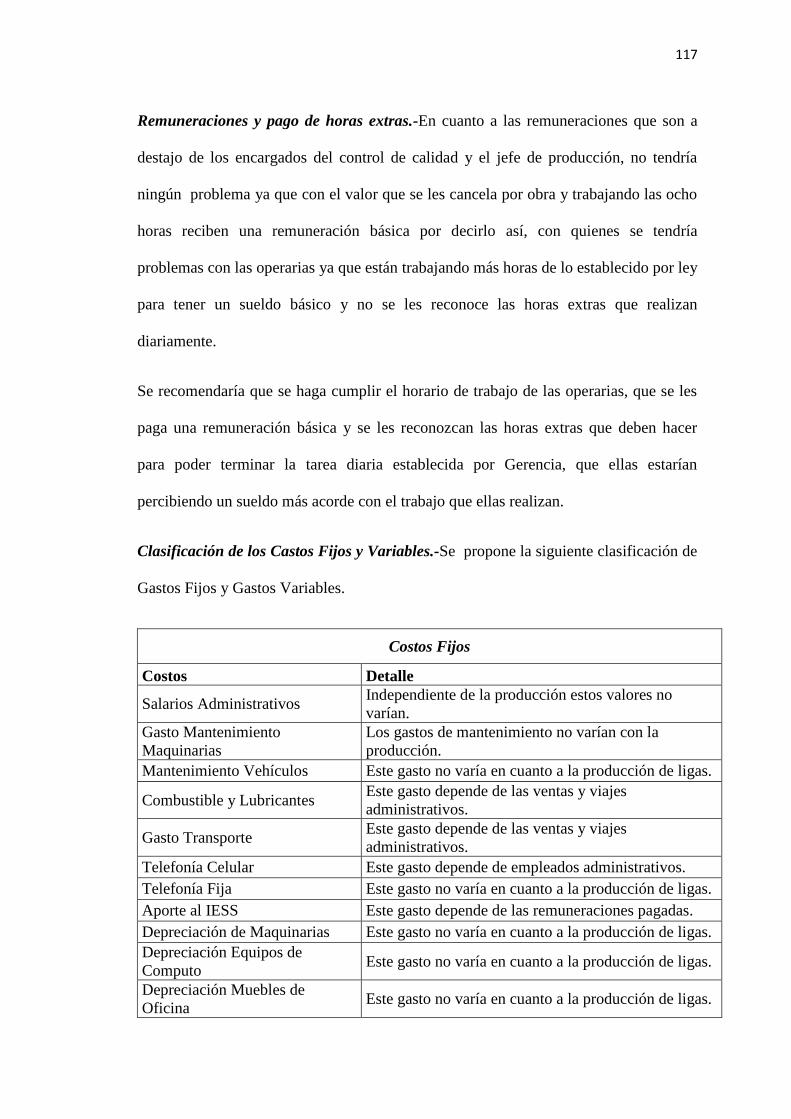
117
Remuneraciones y pago de horas extras.-En cuanto a las remuneraciones que son a
destajo de los encargados del control de calidad y el jefe de producción, no tendría
ningún problema ya que con el valor que se les cancela por obra y trabajando las ocho
horas reciben una remuneración básica por decirlo así, con quienes se tendría
problemas con las operarias ya que están trabajando más horas de lo establecido por ley
para tener un sueldo básico y no se les reconoce las horas extras que realizan
diariamente.
Se recomendaría que se haga cumplir el horario de trabajo de las operarias, que se les
paga una remuneración básica y se les reconozcan las horas extras que deben hacer
para poder terminar la tarea diaria establecida por Gerencia, que ellas estarían
percibiendo un sueldo más acorde con el trabajo que ellas realizan.
Clasificación de los Castos Fijos y Variables.-Se propone la siguiente clasificación de
Gastos Fijos y Gastos Variables.
Costos Fijos
Costos Detalle
Salarios Administrativos Independiente de la producción estos valores no
varían.
Gasto Mantenimiento
Maquinarias
Los gastos de mantenimiento no varían con la
producción.
Mantenimiento Vehículos Este gasto no varía en cuanto a la producción de ligas.
Combustible y Lubricantes Este gasto depende de las ventas y viajes
administrativos.
Gasto Transporte Este gasto depende de las ventas y viajes
administrativos.
Telefonía Celular Este gasto depende de empleados administrativos.
Telefonía Fija Este gasto no varía en cuanto a la producción de ligas.
Aporte al IESS Este gasto depende de las remuneraciones pagadas.
Depreciación de Maquinarias Este gasto no varía en cuanto a la producción de ligas.
Depreciación Equipos de
Computo Este gasto no varía en cuanto a la producción de ligas.
Depreciación Muebles de
Oficina Este gasto no varía en cuanto a la producción de ligas.
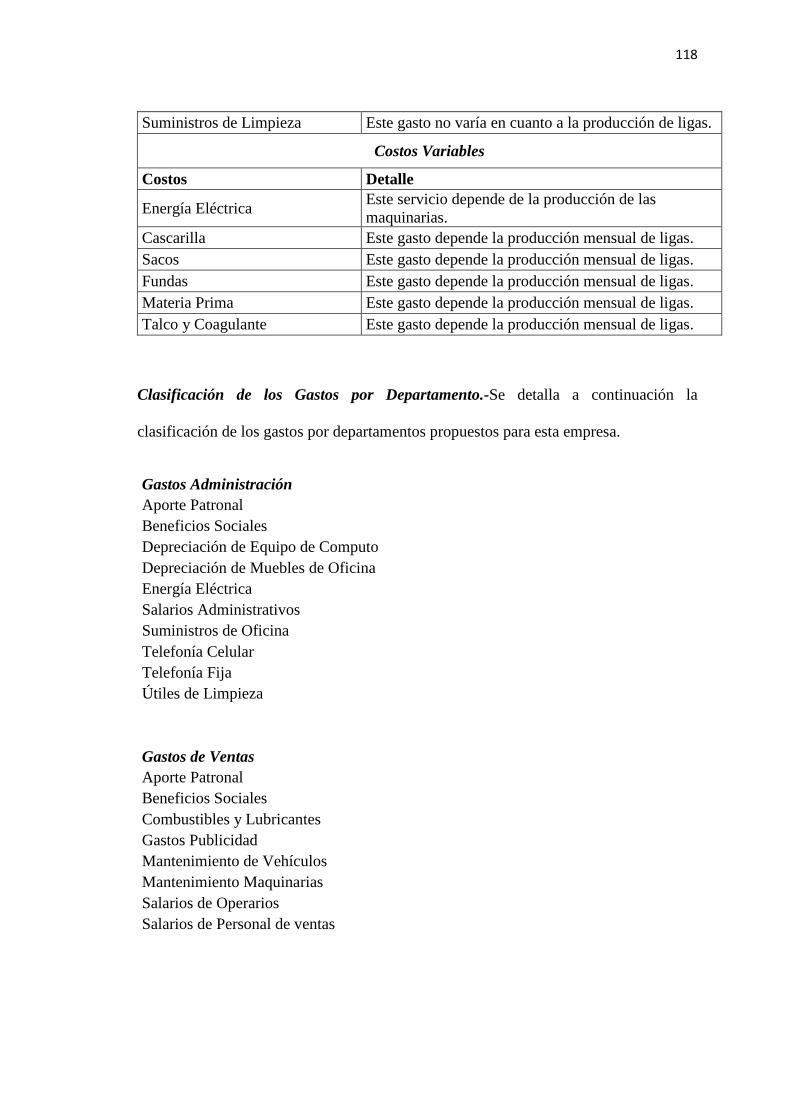
118
Suministros de Limpieza Este gasto no varía en cuanto a la producción de ligas.
Costos Variables
Costos Detalle
Energía Eléctrica Este servicio depende de la producción de las
maquinarias.
Cascarilla Este gasto depende la producción mensual de ligas.
Sacos Este gasto depende la producción mensual de ligas.
Fundas Este gasto depende la producción mensual de ligas.
Materia Prima Este gasto depende la producción mensual de ligas.
Talco y Coagulante Este gasto depende la producción mensual de ligas.
Clasificación de los Gastos por Departamento.-Se detalla a continuación la
clasificación de los gastos por departamentos propuestos para esta empresa.
Gastos Administración
Aporte Patronal
Beneficios Sociales
Depreciación de Equipo de Computo
Depreciación de Muebles de Oficina
Energía Eléctrica
Salarios Administrativos
Suministros de Oficina
Telefonía Celular
Telefonía Fija
Útiles de Limpieza
Gastos de Ventas
Aporte Patronal
Beneficios Sociales
Combustibles y Lubricantes
Gastos Publicidad
Mantenimiento de Vehículos
Mantenimiento Maquinarias
Salarios de Operarios
Salarios de Personal de ventas
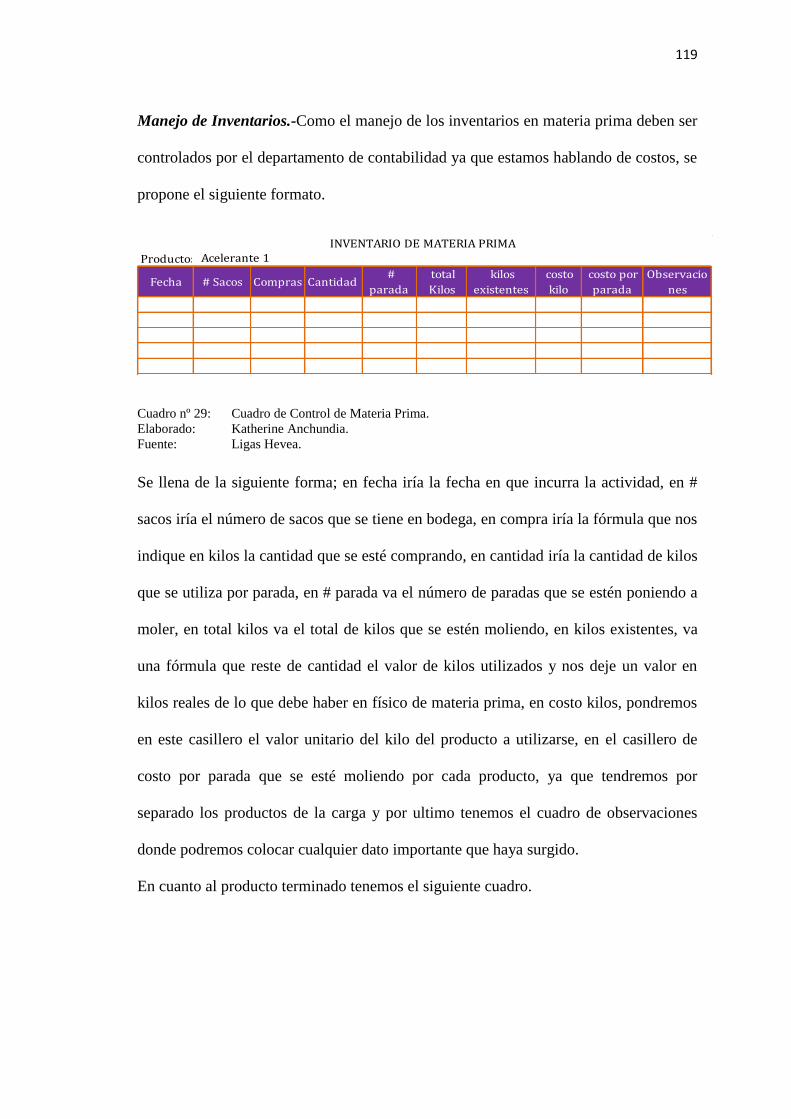
119
Manejo de Inventarios.-Como el manejo de los inventarios en materia prima deben ser
controlados por el departamento de contabilidad ya que estamos hablando de costos, se
propone el siguiente formato.
Producto:
Fecha # Sacos Compras Cantidad #
parada
total
Kilos
kilos
existentes
costo
kilo
costo por
parada
Observacio
nes
INVENTARIO DE MATERIA PRIMA
Acelerante 1
Cuadro nº 29: Cuadro de Control de Materia Prima.
Elaborado: Katherine Anchundia.
Fuente: Ligas Hevea.
Se llena de la siguiente forma; en fecha iría la fecha en que incurra la actividad, en #
sacos iría el número de sacos que se tiene en bodega, en compra iría la fórmula que nos
indique en kilos la cantidad que se esté comprando, en cantidad iría la cantidad de kilos
que se utiliza por parada, en # parada va el número de paradas que se estén poniendo a
moler, en total kilos va el total de kilos que se estén moliendo, en kilos existentes, va
una fórmula que reste de cantidad el valor de kilos utilizados y nos deje un valor en
kilos reales de lo que debe haber en físico de materia prima, en costo kilos, pondremos
en este casillero el valor unitario del kilo del producto a utilizarse, en el casillero de
costo por parada que se esté moliendo por cada producto, ya que tendremos por
separado los productos de la carga y por ultimo tenemos el cuadro de observaciones
donde podremos colocar cualquier dato importante que haya surgido.
En cuanto al producto terminado tenemos el siguiente cuadro.
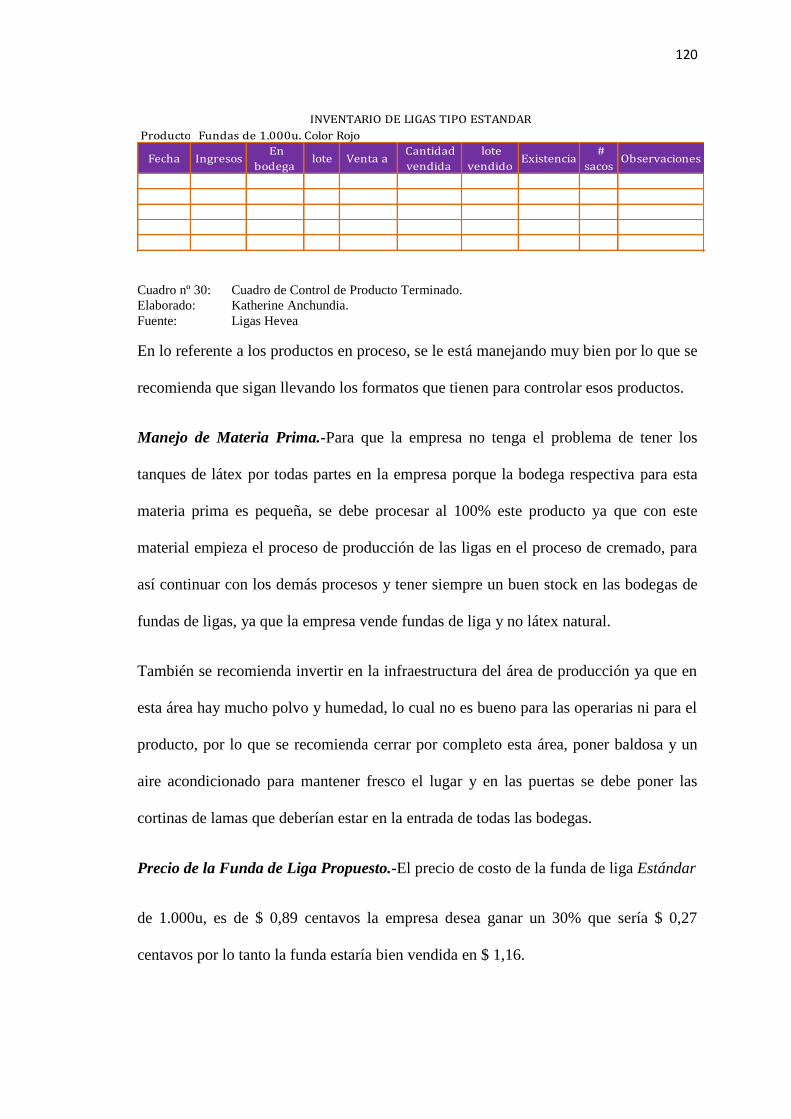
120
Producto: Fundas de 1.000u. Color Rojo
Fecha Ingresos En
bodega lote Venta a
Cantidad
vendida
lote
vendido Existencia
#
sacos Observaciones
INVENTARIO DE LIGAS TIPO ESTANDAR
Cuadro nº 30: Cuadro de Control de Producto Terminado.
Elaborado: Katherine Anchundia.
Fuente: Ligas Hevea
En lo referente a los productos en proceso, se le está manejando muy bien por lo que se
recomienda que sigan llevando los formatos que tienen para controlar esos productos.
Manejo de Materia Prima.-Para que la empresa no tenga el problema de tener los
tanques de látex por todas partes en la empresa porque la bodega respectiva para esta
materia prima es pequeña, se debe procesar al 100% este producto ya que con este
material empieza el proceso de producción de las ligas en el proceso de cremado, para
así continuar con los demás procesos y tener siempre un buen stock en las bodegas de
fundas de ligas, ya que la empresa vende fundas de liga y no látex natural.
También se recomienda invertir en la infraestructura del área de producción ya que en
esta área hay mucho polvo y humedad, lo cual no es bueno para las operarias ni para el
producto, por lo que se recomienda cerrar por completo esta área, poner baldosa y un
aire acondicionado para mantener fresco el lugar y en las puertas se debe poner las
cortinas de lamas que deberían estar en la entrada de todas las bodegas.
Precio de la Funda de Liga Propuesto.-El precio de costo de la funda de liga Estándar
de 1.000u, es de $ 0,89 centavos la empresa desea ganar un 30% que sería $ 0,27
centavos por lo tanto la funda estaría bien vendida en $ 1,16.
APÉNDICES
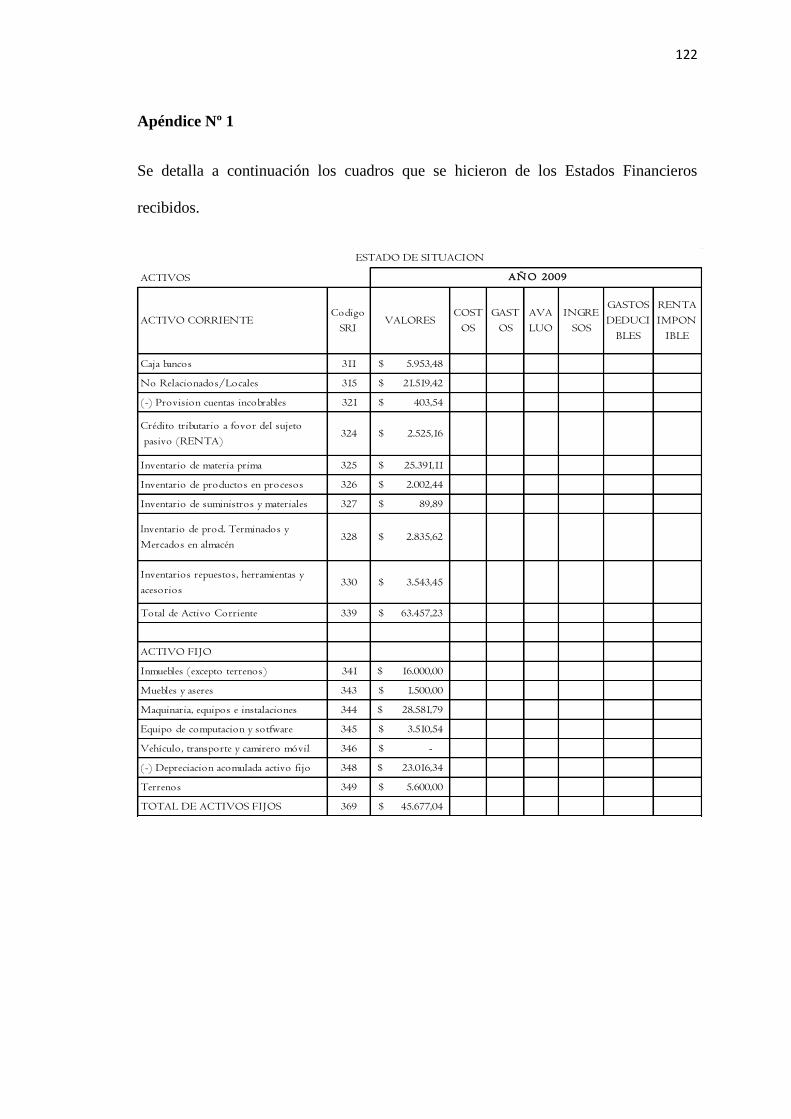
122
Apéndice Nº 1
Se detalla a continuación los cuadros que se hicieron de los Estados Financieros
recibidos.
ACTIVOS
ACTIVO CORRIENTECodigo
SRIVALORES
COST
OS
GAST
OS
AVA
LUO
INGRE
SOS
GASTOS
DEDUCI
BLES
RENTA
IMPON
IBLE
Caja bancos 311 5.953,48$
No Relacionados/Locales 315 21.519,42$
(-) Provision cuentas incobrables 321 403,54$
Crédito tributario a fovor del sujeto
pasivo (RENTA)324 2.525,16$
Inventario de materia prima 325 25.391,11$
Inventario de productos en procesos 326 2.002,44$
Inventario de suministros y materiales 327 89,89$
lnventario de prod. Terminados y
Mercados en almacén328 2.835,62$
Inventarios repuestos, herramientas y
acesorios330 3.543,45$
Total de Activo Corriente 339 63.457,23$
ACTIVO FIJO
Inmuebles (excepto terrenos) 341 16.000,00$
Muebles y aseres 343 1.500,00$
Maquinaria, equipos e instalaciones 344 28.581,79$
Equipo de computacion y sotfware 345 3.510,54$
Vehículo, transporte y camirero móvil 346 -$
(-) Depreciacion acomulada activo fijo 348 23.016,34$
Terrenos 349 5.600,00$
TOTAL DE ACTIVOS FIJOS 369 45.677,04$
ESTADO DE SITUACION
AÑ O 2009
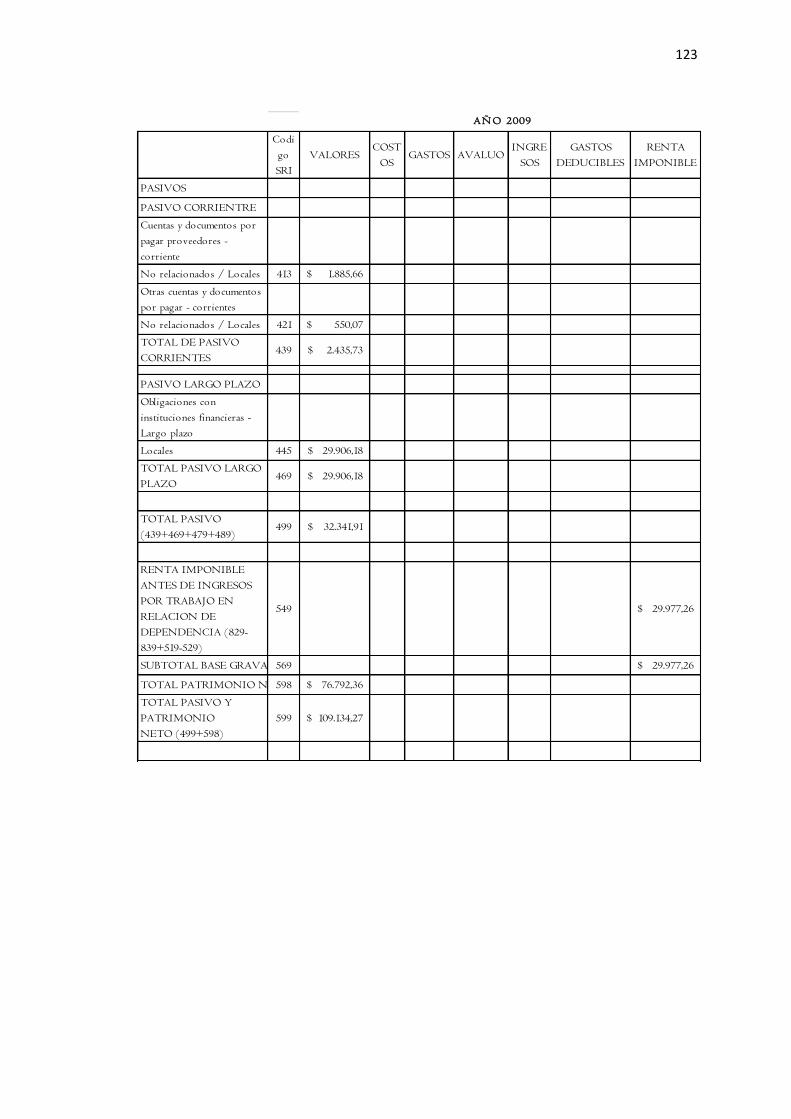
123
Codi
go
SRI
VALORESCOST
OSGASTOS AVALUO
INGRE
SOS
GASTOS
DEDUCIBLES
RENTA
IMPONIBLE
PASIVOS
PASIVO CORRIENTRE
Cuentas y documentos por
pagar proveedores -
corriente
No relacionados / Locales 413 1.885,66$
Otras cuentas y documentos
por pagar - corrientes
No relacionados / Locales 421 550,07$
TOTAL DE PASIVO
CORRIENTES439 2.435,73$
PASIVO LARGO PLAZO
Obligaciones con
instituciones financieras -
Largo plazo
Locales 445 29.906,18$
TOTAL PASIVO LARGO
PLAZO469 29.906,18$
TOTAL PASIVO
(439+469+479+489)499 32.341,91$
RENTA IMPONIBLE
ANTES DE INGRESOS
POR TRABAJO EN
RELACION DE
DEPENDENCIA (829-
839+519-529)
549 29.977,26$
SUBTOTAL BASE GRAVADA(539+559) 569 29.977,26$
TOTAL PATRIMONIO NETO598 76.792,36$
TOTAL PASIVO Y
PATRIMONIO
NETO (499+598)
599 109.134,27$
AÑ O 2009
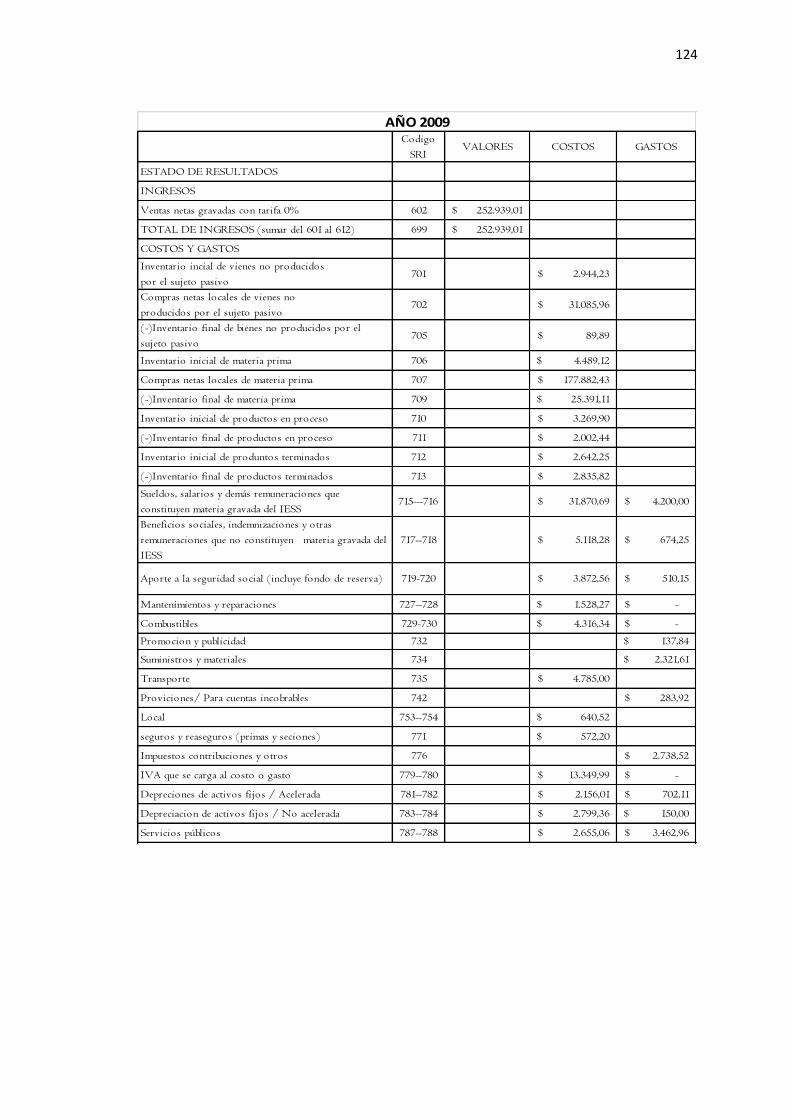
124
Codigo
SRIVALORES COSTOS GASTOS
ESTADO DE RESULTADOS
INGRESOS
Ventas netas gravadas con tarifa 0% 602 252.939,01$
TOTAL DE INGRESOS (sumar del 601 al 612) 699 252.939,01$
COSTOS Y GASTOS
Inventario incial de vienes no producidos
por el sujeto pasivo701 2.944,23$
Compras netas locales de vienes no
producidos por el sujeto pasivo702 31.085,96$
(-)Inventario final de bienes no producidos por el
sujeto pasivo705 89,89$
Inventario inicial de materia prima 706 4.489,12$
Compras netas locales de materia prima 707 177.882,43$
(-)Inventario final de materia prima 709 25.391,11$
Inventario inicial de productos en proceso 710 3.269,90$
(-)Inventario final de productos en proceso 711 2.002,44$
Inventario inicial de produntos terminados 712 2.642,25$
(-)Inventario final de productos terminados 713 2.835,82$
Sueldos, salarios y demás remuneraciones que
constituyen materia gravada del IESS715---716 31.870,69$ 4.200,00$
Beneficios sociales, indemnizaciones y otras
remuneraciones que no constituyen materia gravada del
IESS
717--718 5.118,28$ 674,25$
Aporte a la seguridad social (incluye fondo de reserva) 719-720 3.872,56$ 510,15$
Mantenimientos y reparaciones 727--728 1.528,27$ -$
Combustibles 729-730 4.316,34$ -$
Promocion y publicidad 732 137,84$
Suministros y materiales 734 2.321,61$
Transporte 735 4.785,00$
Proviciones/ Para cuentas incobrables 742 283,92$
Local 753--754 640,52$
seguros y reaseguros (primas y seciones) 771 572,20$
Impuestos contribuciones y otros 776 2.738,52$
IVA que se carga al costo o gasto 779--780 13.349,99$ -$
Depreciones de activos fijos / Acelerada 781--782 2.156,01$ 702,11$
Depreciacion de activos fijos / No acelerada 783--784 2.799,36$ 150,00$
Servicios públicos 787--788 2.655,06$ 3.462,96$
AÑO 2009
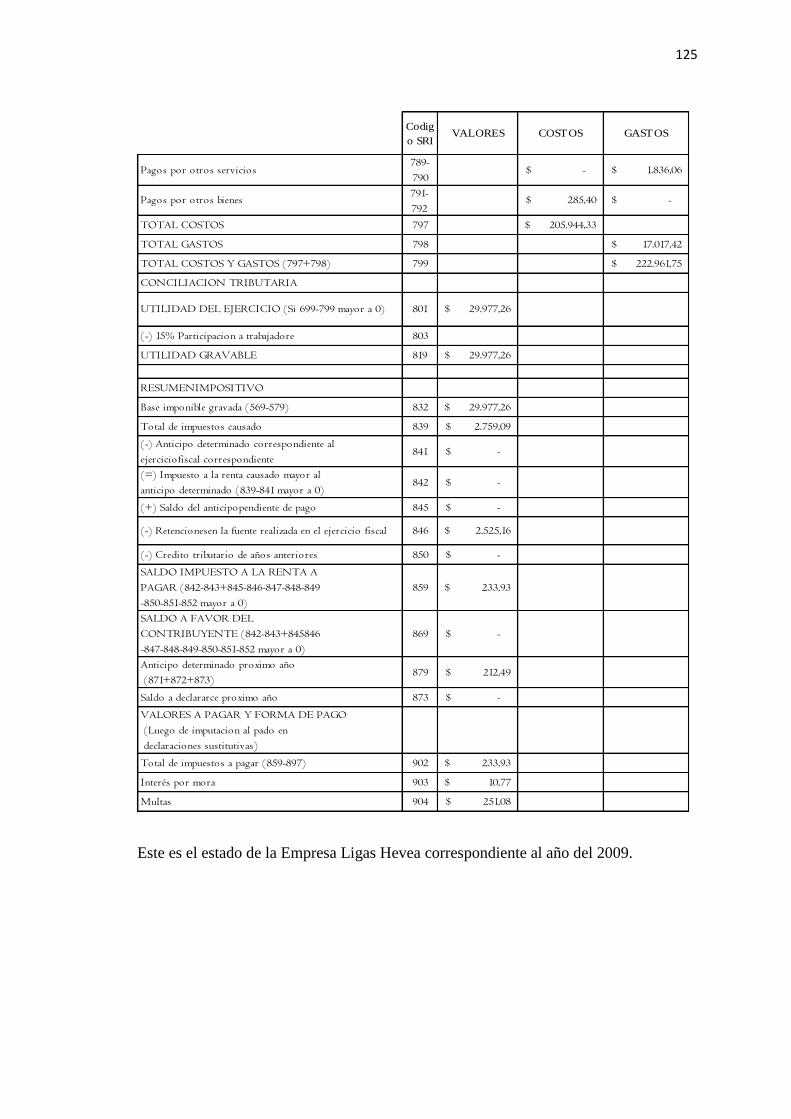
125
Codig
o SRIVALORES COSTOS GASTOS
Pagos por otros servicios789-
790-$ 1.836,06$
Pagos por otros bienes791-
792285,40$ -$
TOTAL COSTOS 797 205.944,33$
TOTAL GASTOS 798 17.017,42$
TOTAL COSTOS Y GASTOS (797+798) 799 222.961,75$
CONCILIACION TRIBUTARIA
UTILIDAD DEL EJERCICIO (Si 699-799 mayor a 0) 801 29.977,26$
(-) 15% Participacion a trabajadore 803
UTILIDAD GRAVABLE 819 29.977,26$
RESUMENIMPOSITIVO
Base imponible gravada (569-579) 832 29.977,26$
Total de impuestos causado 839 2.759,09$
(-) Anticipo determinado correspondiente al
ejerciciofiscal correspondiente841 -$
(=) Impuesto a la renta causado mayor al
anticipo determinado (839-841 mayor a 0)842 -$
(+) Saldo del anticipopendiente de pago 845 -$
(-) Retencionesen la fuente realizada en el ejercicio fiscal 846 2.525,16$
(-) Credito tributario de años anteriores 850 -$
SALDO IMPUESTO A LA RENTA A
PAGAR (842-843+845-846-847-848-849
-850-851-852 mayor a 0)
859 233,93$
SALDO A FAVOR DEL
CONTRIBUYENTE (842-843+845846
-847-848-849-850-851-852 mayor a 0)
869 -$
Anticipo determinado proximo año
(871+872+873)879 212,49$
Saldo a declararce proximo año 873 -$
VALORES A PAGAR Y FORMA DE PAGO
(Luego de imputacion al pado en
declaraciones sustitutivas)
Total de impuestos a pagar (859-897) 902 233,93$
Interés por mora 903 10,77$
Multas 904 251,08$
Este es el estado de la Empresa Ligas Hevea correspondiente al año del 2009.
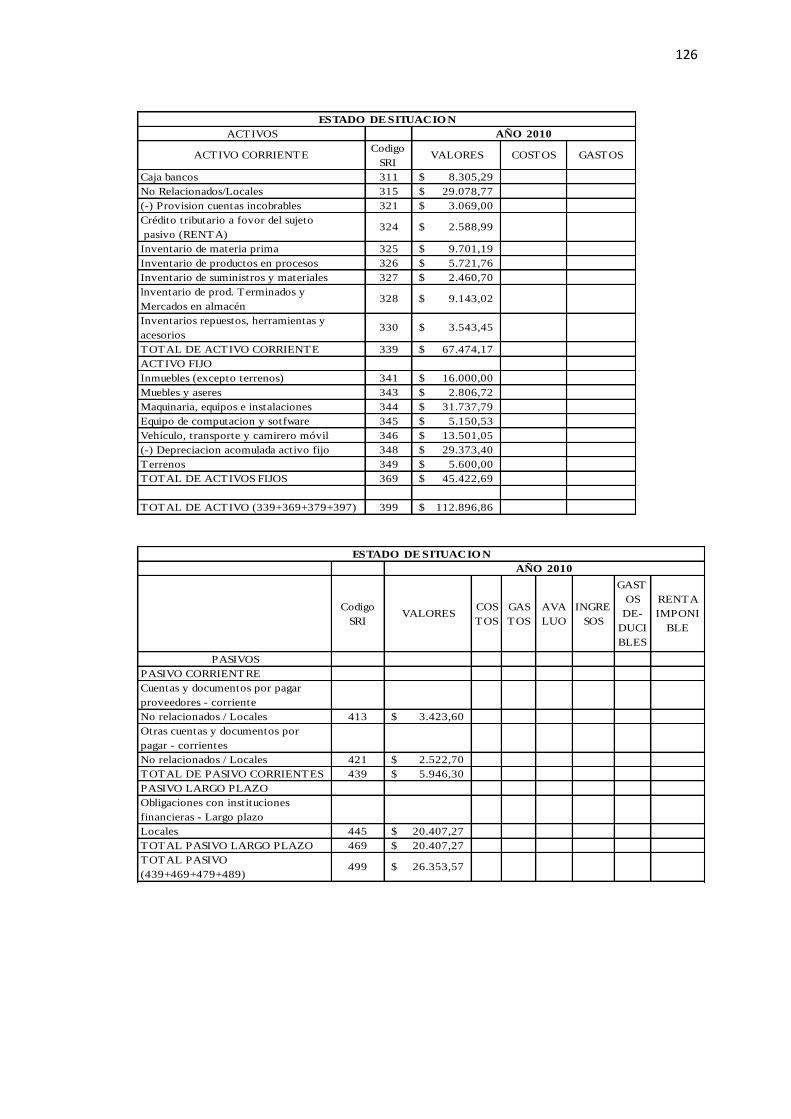
126
ACTIVOS
ACTIVO CORRIENTECodigo
SRIVALORES COSTOS GASTOS
Caja bancos 311 8.305,29$
No Relacionados/Locales 315 29.078,77$
(-) Provision cuentas incobrables 321 3.069,00$
Crédito tributario a fovor del sujeto
pasivo (RENTA)324 2.588,99$
Inventario de materia prima 325 9.701,19$
Inventario de productos en procesos 326 5.721,76$
Inventario de suministros y materiales 327 2.460,70$
lnventario de prod. Terminados y
Mercados en almacén328 9.143,02$
Inventarios repuestos, herramientas y
acesorios330 3.543,45$
TOTAL DE ACTIVO CORRIENTE 339 67.474,17$
ACTIVO FIJO
Inmuebles (excepto terrenos) 341 16.000,00$
Muebles y aseres 343 2.806,72$
Maquinaria, equipos e instalaciones 344 31.737,79$
Equipo de computacion y sotfware 345 5.150,53$
Vehículo, transporte y camirero móvil 346 13.501,05$
(-) Depreciacion acomulada activo fijo 348 29.373,40$
Terrenos 349 5.600,00$
TOTAL DE ACTIVOS FIJOS 369 45.422,69$
TOTAL DE ACTIVO (339+369+379+397) 399 112.896,86$
AÑO 2010
ESTADO DE SITUACIO N
Codigo
SRIVALORES
COS
TOS
GAS
TOS
AVA
LUO
INGRE
SOS
GAST
OS
DE-
DUCI
BLES
RENTA
IMPONI
BLE
PASIVOS
PASIVO CORRIENTRE
Cuentas y documentos por pagar
proveedores - corriente
No relacionados / Locales 413 3.423,60$
Otras cuentas y documentos por
pagar - corrientes
No relacionados / Locales 421 2.522,70$
TOTAL DE PASIVO CORRIENTES 439 5.946,30$
PASIVO LARGO PLAZO
Obligaciones con instituciones
financieras - Largo plazo
Locales 445 20.407,27$
TOTAL PASIVO LARGO PLAZO 469 20.407,27$
TOTAL PASIVO
(439+469+479+489)499 26.353,57$
AÑO 2010
ESTADO DE SITUACIO N
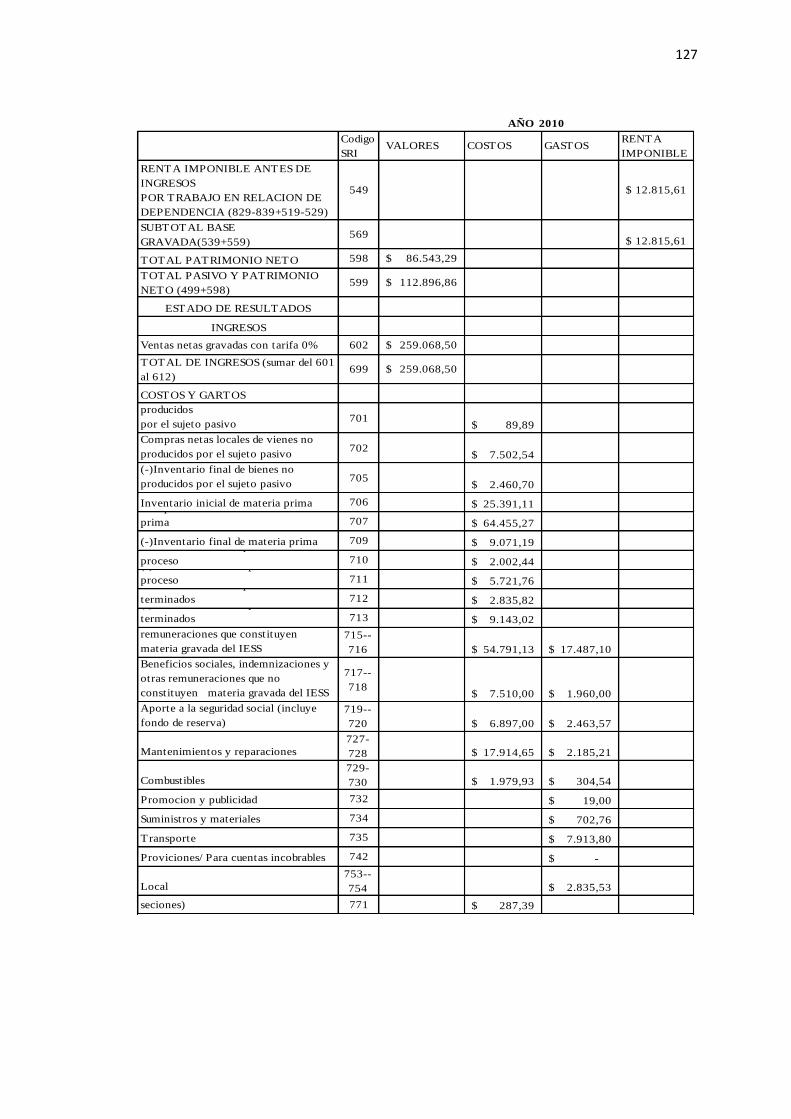
127
Codigo
SRIVALORES COSTOS GASTOS
RENTA
IMPONIBLE
RENTA IMPONIBLE ANTES DE
INGRESOS
POR TRABAJO EN RELACION DE
DEPENDENCIA (829-839+519-529)
549 12.815,61$
SUBTOTAL BASE
GRAVADA(539+559) 569
12.815,61$
TOTAL PATRIMONIO NETO 598 86.543,29$
TOTAL PASIVO Y PATRIMONIO
NETO (499+598)599 112.896,86$
ESTADO DE RESULTADOS
INGRESOS
Ventas netas gravadas con tarifa 0% 602 259.068,50$
TOTAL DE INGRESOS (sumar del 601
al 612)699 259.068,50$
COSTOS Y GARTOSInventario incial de vienes no
producidos
por el sujeto pasivo701
89,89$
Compras netas locales de vienes no
producidos por el sujeto pasivo702
7.502,54$
(-)Inventario final de bienes no
producidos por el sujeto pasivo705
2.460,70$
Inventario inicial de materia prima 706 25.391,11$ Compras netas locales de materia
prima 707 64.455,27$
(-)Inventario final de materia prima 709 9.071,19$ Inventario inicial de productos en
proceso 710 2.002,44$ (-)Inventario final de productos en
proceso 711 5.721,76$ Inventario inicial de produntos
terminados 712 2.835,82$ (-)Inventario final de productos
terminados 713 9.143,02$ Sueldos, salarios y demás
remuneraciones que constituyen
materia gravada del IESS
715--
716 54.791,13$ 17.487,10$
Beneficios sociales, indemnizaciones y
otras remuneraciones que no
constituyen materia gravada del IESS
717--
7187.510,00$ 1.960,00$
Aporte a la seguridad social (incluye
fondo de reserva)
719--
720 6.897,00$ 2.463,57$
Mantenimientos y reparaciones
727-
728 17.914,65$ 2.185,21$
Combustibles
729-
730 1.979,93$ 304,54$
Promocion y publicidad 732 19,00$
Suministros y materiales 734 702,76$
T ransporte 735 7.913,80$
Proviciones/ Para cuentas incobrables 742 -$
Local
753--
754 2.835,53$ seguros y reaseguros (primas y
seciones) 771 287,39$
AÑO 2010
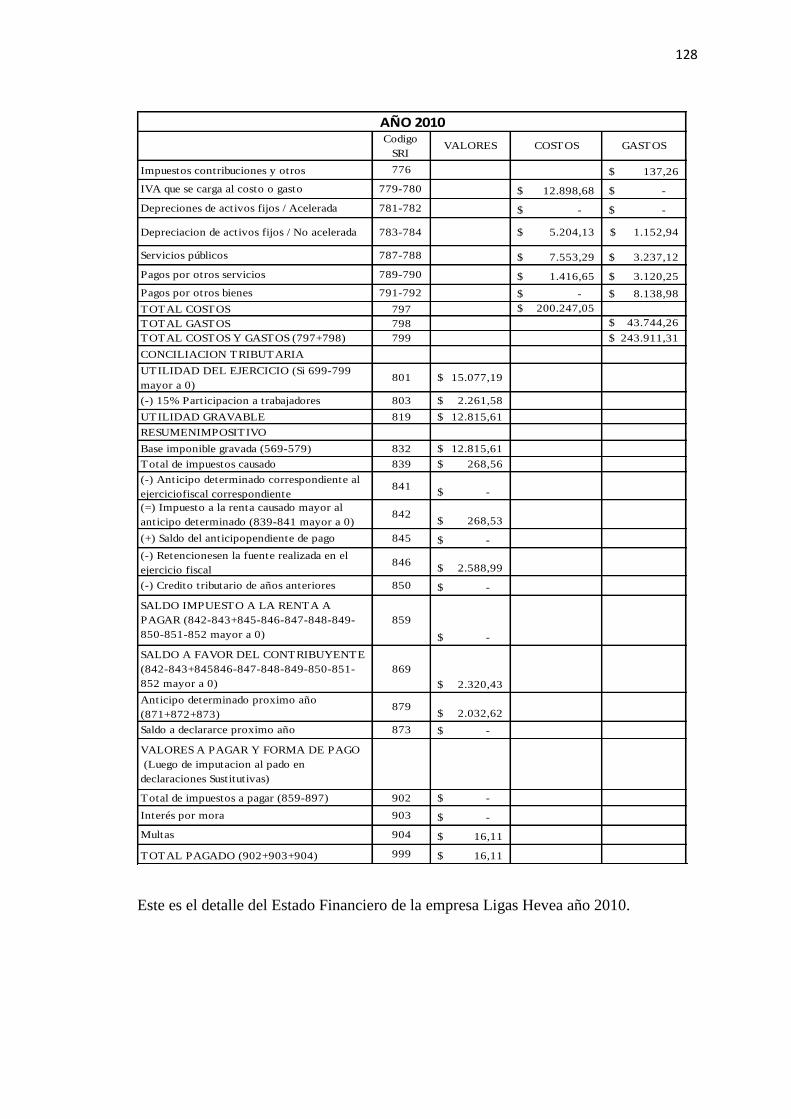
128
Codigo
SRIVALORES COSTOS GASTOS
Impuestos contribuciones y otros 776 137,26$
IVA que se carga al costo o gasto 779-780 12.898,68$ -$
Depreciones de activos fijos / Acelerada 781-782 -$ -$
Depreciacion de activos fijos / No acelerada 783-784 5.204,13$ 1.152,94$
Servicios públicos 787-788 7.553,29$ 3.237,12$
Pagos por otros servicios 789-790 1.416,65$ 3.120,25$
Pagos por otros bienes 791-792 -$ 8.138,98$
TOTAL COSTOS 797 200.247,05$
TOTAL GASTOS 798 43.744,26$
TOTAL COSTOS Y GASTOS (797+798) 799 243.911,31$
CONCILIACION TRIBUTARIA
UTILIDAD DEL EJERCICIO (Si 699-799
mayor a 0)801 15.077,19$
(-) 15% Participacion a trabajadores 803 2.261,58$
UTILIDAD GRAVABLE 819 12.815,61$
RESUMENIMPOSITIVO
Base imponible gravada (569-579) 832 12.815,61$
Total de impuestos causado 839 268,56$
(-) Anticipo determinado correspondiente al
ejerciciofiscal correspondiente841
-$
(=) Impuesto a la renta causado mayor al
anticipo determinado (839-841 mayor a 0)842
268,53$
(+) Saldo del anticipopendiente de pago 845 -$
(-) Retencionesen la fuente realizada en el
ejercicio fiscal846
2.588,99$
(-) Credito tributario de años anteriores 850 -$
SALDO IMPUESTO A LA RENTA A
PAGAR (842-843+845-846-847-848-849-
850-851-852 mayor a 0)
859
-$
SALDO A FAVOR DEL CONTRIBUYENTE
(842-843+845846-847-848-849-850-851-
852 mayor a 0)
869
2.320,43$
Anticipo determinado proximo año
(871+872+873)879
2.032,62$
Saldo a declararce proximo año 873 -$
VALORES A PAGAR Y FORMA DE PAGO
(Luego de imputacion al pado en
declaraciones Sustitutivas)
Total de impuestos a pagar (859-897) 902 -$
Interés por mora 903 -$
Multas 904 16,11$
TOTAL PAGADO (902+903+904) 999 16,11$
AÑO 2010
Este es el detalle del Estado Financiero de la empresa Ligas Hevea año 2010.
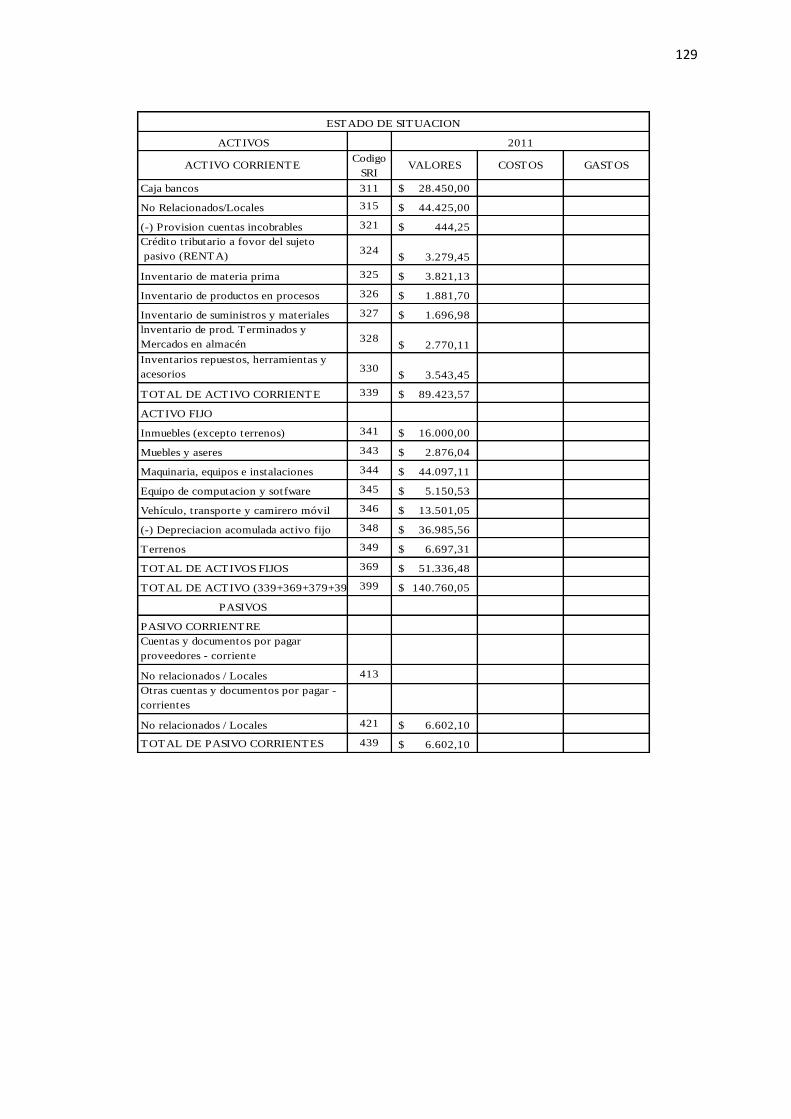
129
ACTIVOS
ACTIVO CORRIENTECodigo
SRIVALORES COSTOS GASTOS
Caja bancos 311 28.450,00$
No Relacionados/Locales 315 44.425,00$
(-) Provision cuentas incobrables 321 444,25$
Crédito tributario a fovor del sujeto
pasivo (RENTA)324
3.279,45$
Inventario de materia prima 325 3.821,13$
Inventario de productos en procesos 326 1.881,70$
Inventario de suministros y materiales 327 1.696,98$
lnventario de prod. Terminados y
Mercados en almacén328
2.770,11$
Inventarios repuestos, herramientas y
acesorios330
3.543,45$
TOTAL DE ACTIVO CORRIENTE 339 89.423,57$
ACTIVO FIJO
Inmuebles (excepto terrenos) 341 16.000,00$
Muebles y aseres 343 2.876,04$
Maquinaria, equipos e instalaciones 344 44.097,11$
Equipo de computacion y sotfware 345 5.150,53$
Vehículo, transporte y camirero móvil 346 13.501,05$
(-) Depreciacion acomulada activo fijo 348 36.985,56$
Terrenos 349 6.697,31$
TOTAL DE ACTIVOS FIJOS 369 51.336,48$
TOTAL DE ACTIVO (339+369+379+397) 399 140.760,05$
PASIVOS
PASIVO CORRIENTRE
Cuentas y documentos por pagar
proveedores - corriente
No relacionados / Locales 413
Otras cuentas y documentos por pagar -
corrientes
No relacionados / Locales 421 6.602,10$
TOTAL DE PASIVO CORRIENTES 439 6.602,10$
2011
ESTADO DE SITUACION
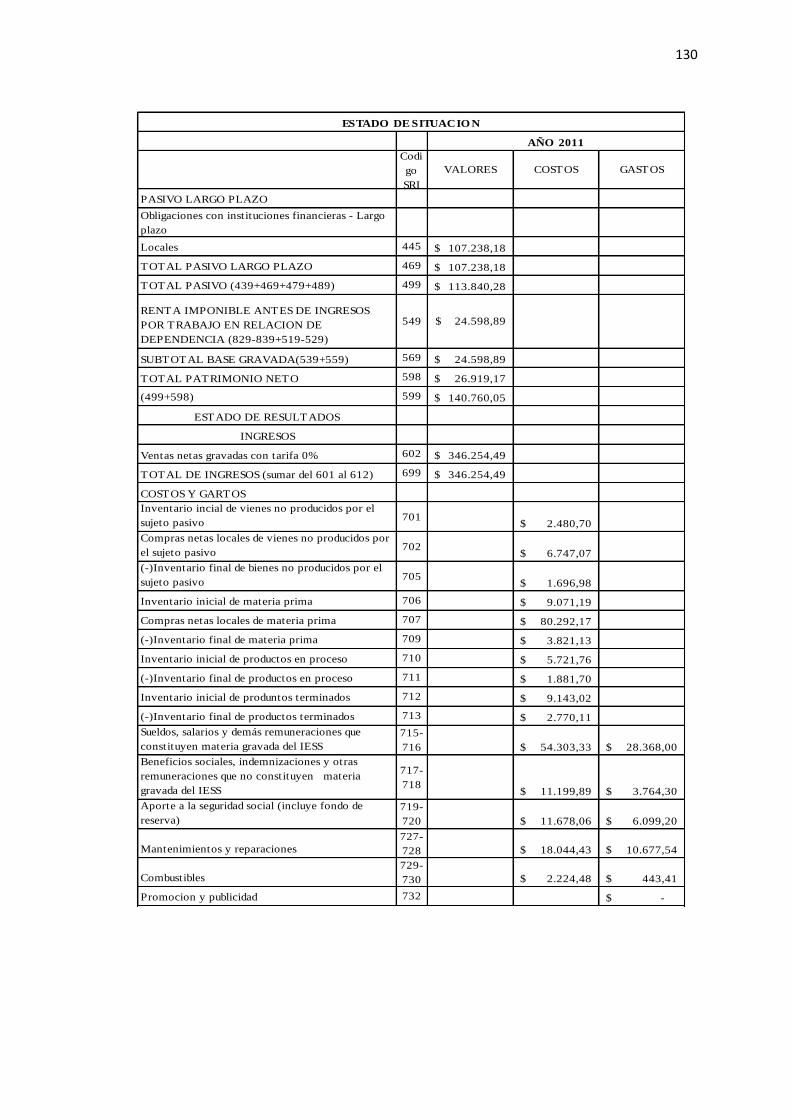
130
Codi
go
SRI
VALORES COSTOS GASTOS
PASIVO LARGO PLAZO
Obligaciones con instituciones financieras - Largo
plazo
Locales 445 107.238,18$
TOTAL PASIVO LARGO PLAZO 469 107.238,18$
TOTAL PASIVO (439+469+479+489) 499 113.840,28$
RENTA IMPONIBLE ANTES DE INGRESOS
POR TRABAJO EN RELACION DE
DEPENDENCIA (829-839+519-529)
549 24.598,89$
SUBTOTAL BASE GRAVADA(539+559) 569 24.598,89$
TOTAL PATRIMONIO NETO 598 26.919,17$ TOTAL PASIVO Y PATRIMONIO NETO
(499+598) 599 140.760,05$
ESTADO DE RESULTADOS
INGRESOS
Ventas netas gravadas con tarifa 0% 602 346.254,49$
TOTAL DE INGRESOS (sumar del 601 al 612) 699 346.254,49$
COSTOS Y GARTOS
Inventario incial de vienes no producidos por el
sujeto pasivo701
2.480,70$
Compras netas locales de vienes no producidos por
el sujeto pasivo702
6.747,07$
(-)Inventario final de bienes no producidos por el
sujeto pasivo705
1.696,98$
Inventario inicial de materia prima 706 9.071,19$
Compras netas locales de materia prima 707 80.292,17$
(-)Inventario final de materia prima 709 3.821,13$
Inventario inicial de productos en proceso 710 5.721,76$
(-)Inventario final de productos en proceso 711 1.881,70$
Inventario inicial de produntos terminados 712 9.143,02$
(-)Inventario final de productos terminados 713 2.770,11$
Sueldos, salarios y demás remuneraciones que
constituyen materia gravada del IESS
715-
716 54.303,33$ 28.368,00$
Beneficios sociales, indemnizaciones y otras
remuneraciones que no constituyen materia
gravada del IESS
717-
71811.199,89$ 3.764,30$
Aporte a la seguridad social (incluye fondo de
reserva)
719-
720 11.678,06$ 6.099,20$
Mantenimientos y reparaciones
727-
728 18.044,43$ 10.677,54$
Combustibles
729-
730 2.224,48$ 443,41$
Promocion y publicidad 732 -$
ESTADO DE SITUACIO N
AÑO 2011
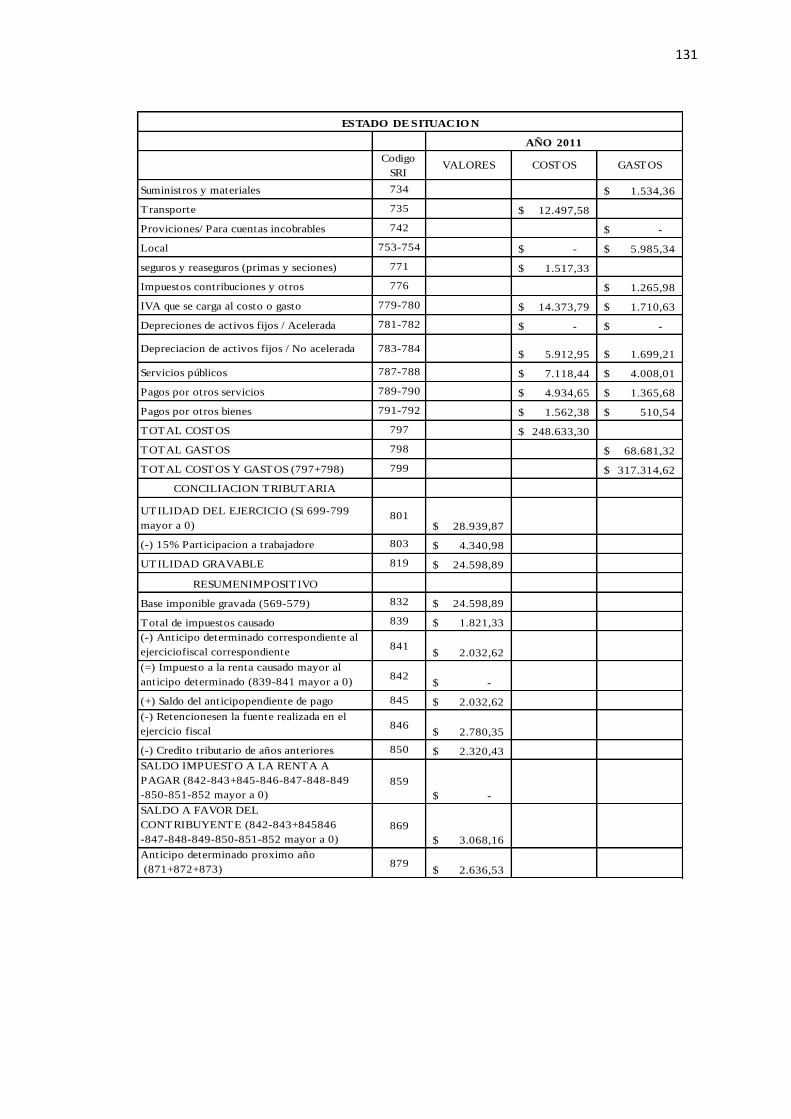
131
Codigo
SRIVALORES COSTOS GASTOS
Suministros y materiales 734 1.534,36$
T ransporte 735 12.497,58$
Proviciones/ Para cuentas incobrables 742 -$
Local 753-754 -$ 5.985,34$
seguros y reaseguros (primas y seciones) 771 1.517,33$
Impuestos contribuciones y otros 776 1.265,98$
IVA que se carga al costo o gasto 779-780 14.373,79$ 1.710,63$
Depreciones de activos fijos / Acelerada 781-782 -$ -$
Depreciacion de activos fijos / No acelerada 783-7845.912,95$ 1.699,21$
Servicios públicos 787-788 7.118,44$ 4.008,01$
Pagos por otros servicios 789-790 4.934,65$ 1.365,68$
Pagos por otros bienes 791-792 1.562,38$ 510,54$
TOTAL COSTOS 797 248.633,30$
TOTAL GASTOS 798 68.681,32$
TOTAL COSTOS Y GASTOS (797+798) 799 317.314,62$
CONCILIACION TRIBUTARIA
UTILIDAD DEL EJERCICIO (Si 699-799
mayor a 0)801
28.939,87$
(-) 15% Participacion a trabajadore 803 4.340,98$
UTILIDAD GRAVABLE 819 24.598,89$
RESUMENIMPOSITIVO
Base imponible gravada (569-579) 832 24.598,89$
Total de impuestos causado 839 1.821,33$
(-) Anticipo determinado correspondiente al
ejerciciofiscal correspondiente841
2.032,62$
(=) Impuesto a la renta causado mayor al
anticipo determinado (839-841 mayor a 0)842
-$
(+) Saldo del anticipopendiente de pago 845 2.032,62$
(-) Retencionesen la fuente realizada en el
ejercicio fiscal846
2.780,35$
(-) Credito tributario de años anteriores 850 2.320,43$
SALDO IMPUESTO A LA RENTA A
PAGAR (842-843+845-846-847-848-849
-850-851-852 mayor a 0)
859
-$
SALDO A FAVOR DEL
CONTRIBUYENTE (842-843+845846
-847-848-849-850-851-852 mayor a 0)
869
3.068,16$
Anticipo determinado proximo año
(871+872+873)879
2.636,53$
ESTADO DE SITUACIO N
AÑO 2011
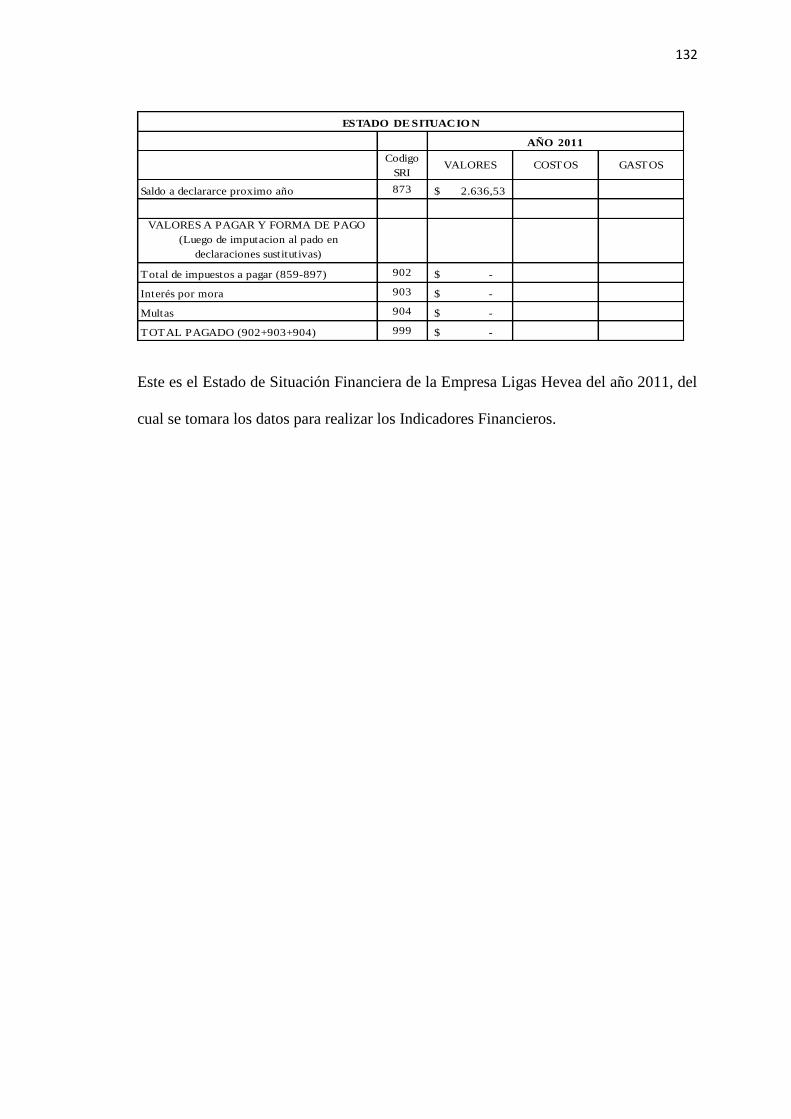
132
Codigo
SRIVALORES COSTOS GASTOS
Saldo a declararce proximo año 873 2.636,53$
VALORES A PAGAR Y FORMA DE PAGO
(Luego de imputacion al pado en
declaraciones sustitutivas)
Total de impuestos a pagar (859-897) 902 -$
Interés por mora 903 -$
Multas 904 -$
TOTAL PAGADO (902+903+904) 999 -$
ESTADO DE SITUACIO N
AÑO 2011
Este es el Estado de Situación Financiera de la Empresa Ligas Hevea del año 2011, del
cual se tomara los datos para realizar los Indicadores Financieros.
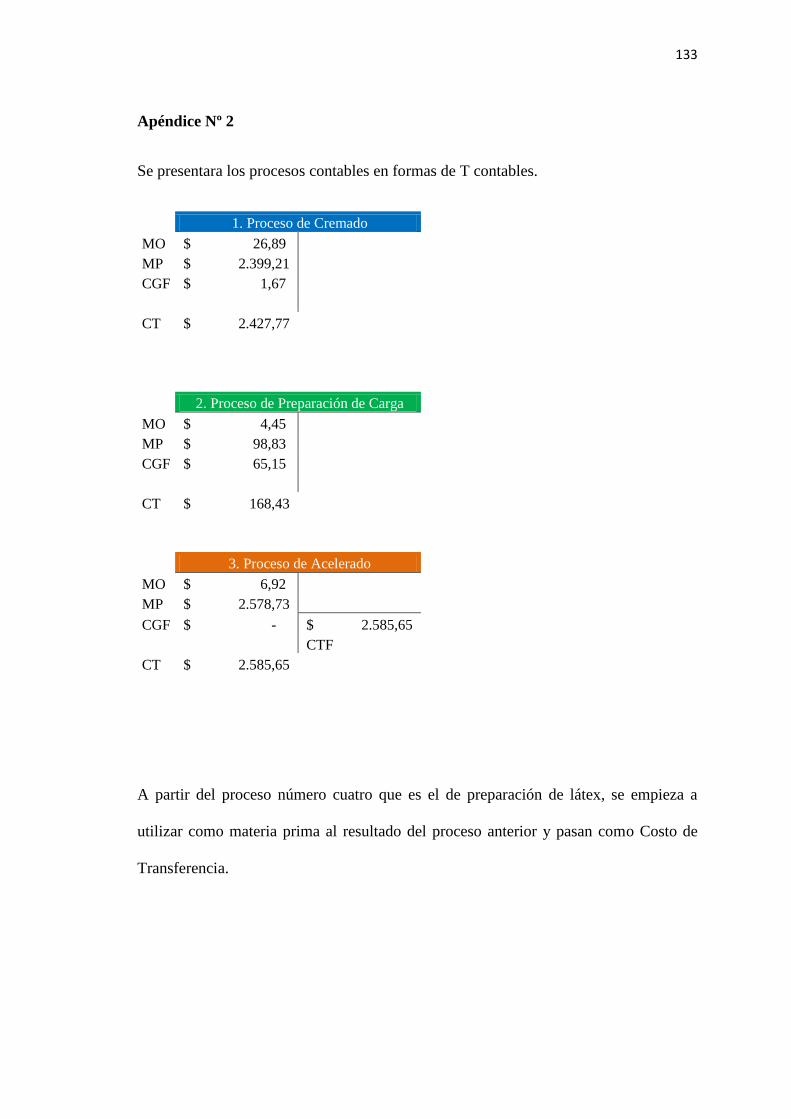
133
Apéndice Nº 2
Se presentara los procesos contables en formas de T contables.
1. Proceso de Cremado
MO $ 26,89
MP $ 2.399,21
CGF $ 1,67
CT $ 2.427,77
2. Proceso de Preparación de Carga
MO $ 4,45
MP $ 98,83
CGF $ 65,15
CT $ 168,43
3. Proceso de Acelerado
MO $ 6,92
MP $ 2.578,73
CGF $ - $ 2.585,65
CTF
CT $ 2.585,65
A partir del proceso número cuatro que es el de preparación de látex, se empieza a
utilizar como materia prima al resultado del proceso anterior y pasan como Costo de
Transferencia.
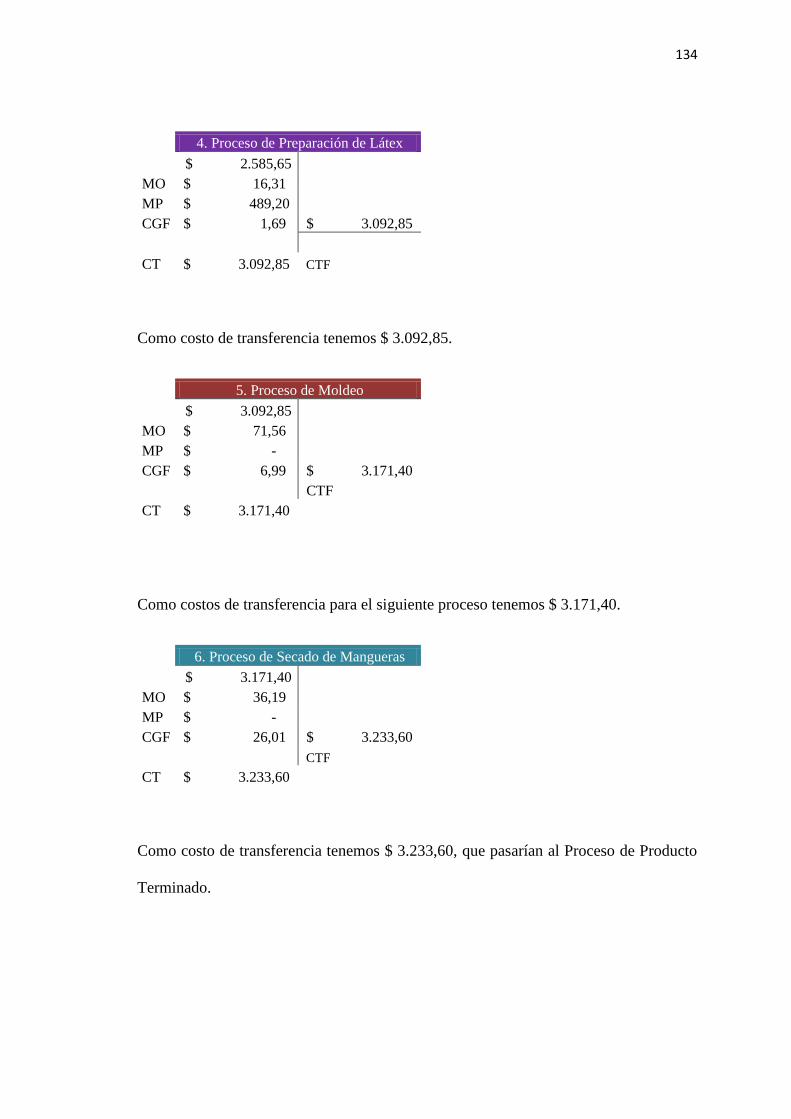
134
4. Proceso de Preparación de Látex
$ 2.585,65
MO $ 16,31
MP $ 489,20
CGF $ 1,69 $ 3.092,85
CT $ 3.092,85 CTF
Como costo de transferencia tenemos $ 3.092,85.
5. Proceso de Moldeo
$ 3.092,85
MO $ 71,56
MP $ -
CGF $ 6,99 $ 3.171,40
CTF
CT $ 3.171,40
Como costos de transferencia para el siguiente proceso tenemos $ 3.171,40.
6. Proceso de Secado de Mangueras
$ 3.171,40
MO $ 36,19
MP $ -
CGF $ 26,01 $ 3.233,60
CTF
CT $ 3.233,60
Como costo de transferencia tenemos $ 3.233,60, que pasarían al Proceso de Producto
Terminado.
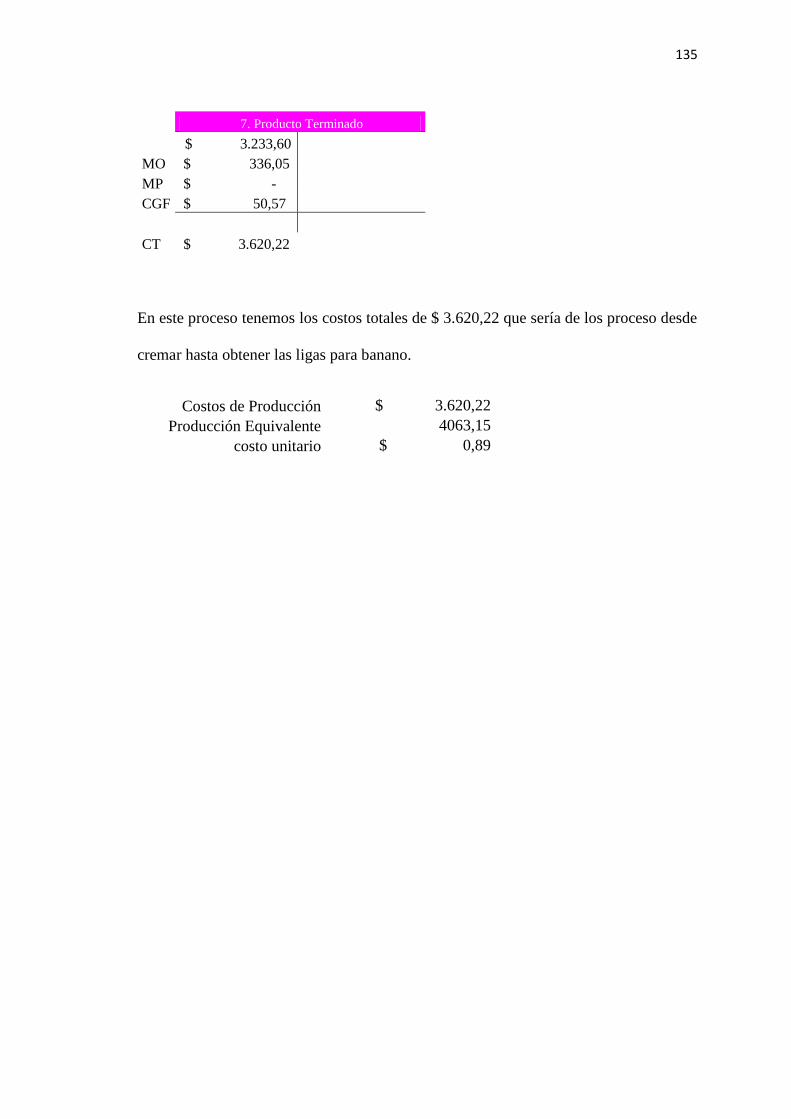
135
7. Producto Terminado
$ 3.233,60
MO $ 336,05
MP $ -
CGF $ 50,57
CT $ 3.620,22
En este proceso tenemos los costos totales de $ 3.620,22 que sería de los proceso desde
cremar hasta obtener las ligas para banano.
Costos de Producción $ 3.620,22
Producción Equivalente 4063,15
costo unitario $ 0,89
ANEXOS
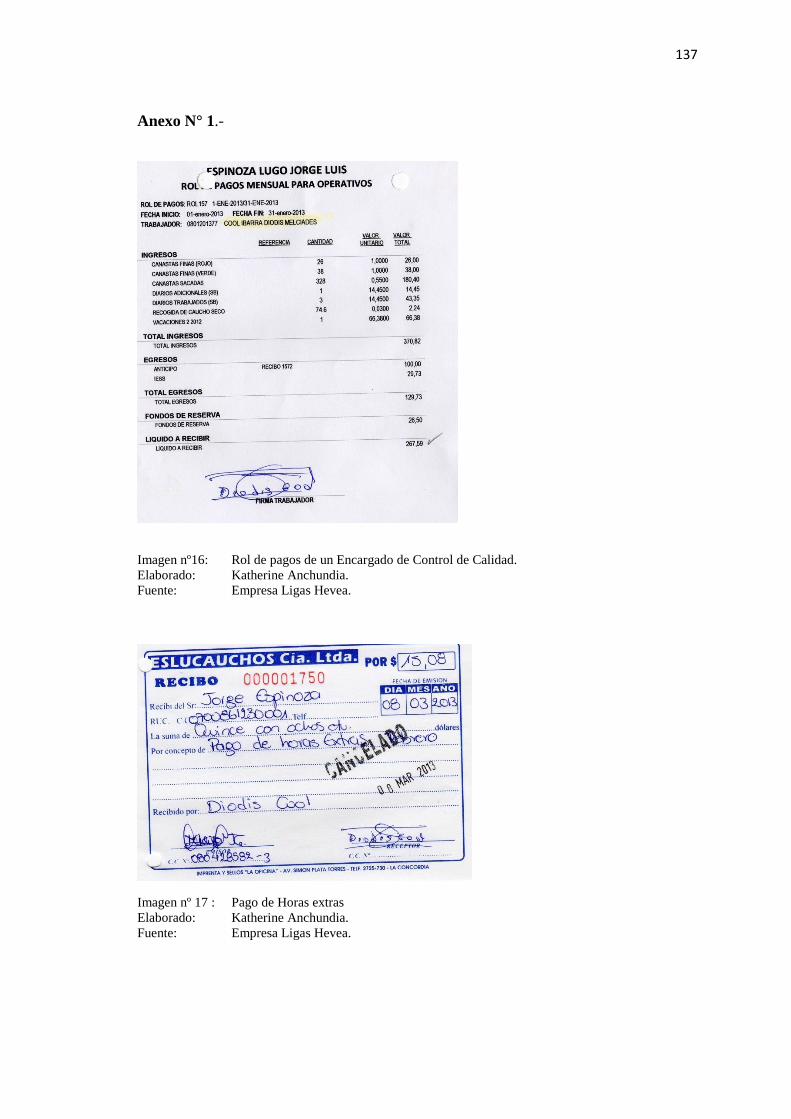
137
Anexo N° 1.-
Imagen nº16: Rol de pagos de un Encargado de Control de Calidad.
Elaborado: Katherine Anchundia.
Fuente: Empresa Ligas Hevea.
Imagen nº 17 : Pago de Horas extras
Elaborado: Katherine Anchundia.
Fuente: Empresa Ligas Hevea.
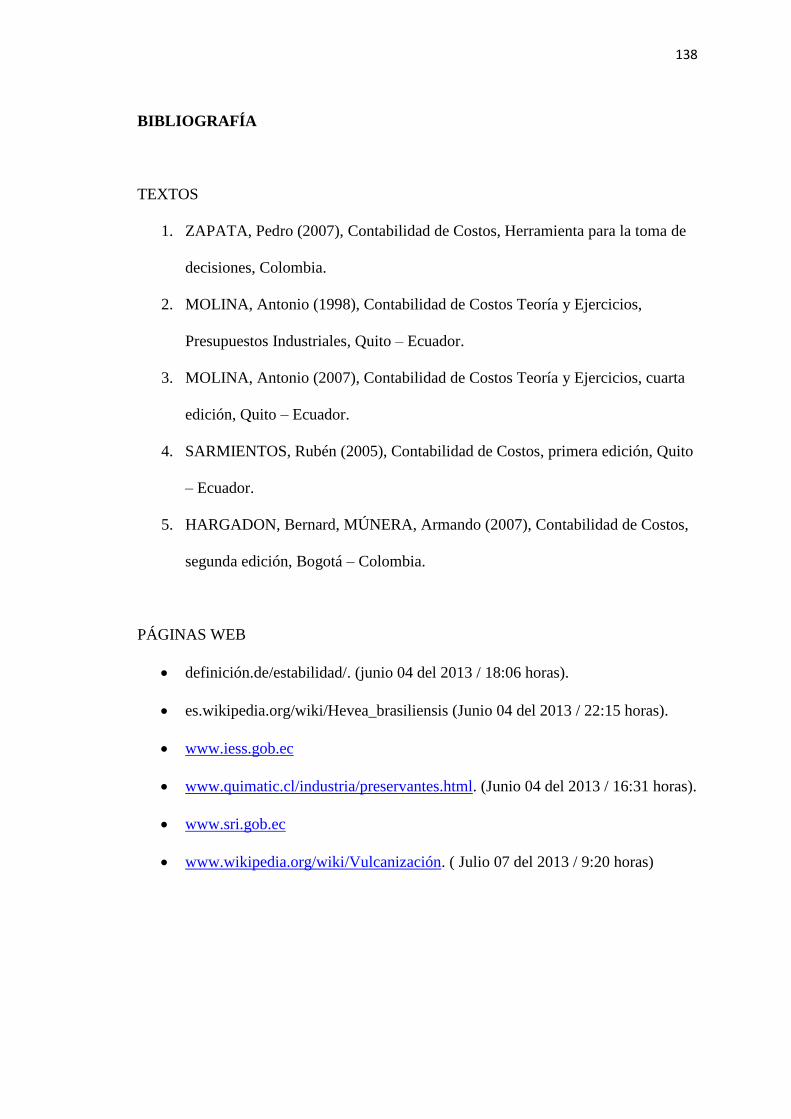
138
BIBLIOGRAFÍA
TEXTOS
1. ZAPATA, Pedro (2007), Contabilidad de Costos, Herramienta para la toma de
decisiones, Colombia.
2. MOLINA, Antonio (1998), Contabilidad de Costos Teoría y Ejercicios,
Presupuestos Industriales, Quito – Ecuador.
3. MOLINA, Antonio (2007), Contabilidad de Costos Teoría y Ejercicios, cuarta
edición, Quito – Ecuador.
4. SARMIENTOS, Rubén (2005), Contabilidad de Costos, primera edición, Quito
– Ecuador.
5. HARGADON, Bernard, MÚNERA, Armando (2007), Contabilidad de Costos,
segunda edición, Bogotá – Colombia.
PÁGINAS WEB
definición.de/estabilidad/. (junio 04 del 2013 / 18:06 horas).
es.wikipedia.org/wiki/Hevea_brasiliensis (Junio 04 del 2013 / 22:15 horas).
www.iess.gob.ec
www.quimatic.cl/industria/preservantes.html. (Junio 04 del 2013 / 16:31 horas).
www.sri.gob.ec
www.wikipedia.org/wiki/Vulcanización. ( Julio 07 del 2013 / 9:20 horas)






![STAS 4273 (1983) [G52]](https://img.pdfslide.tips/doc/110x75/577c81eb1a28abe054aeae52/stas-4273-1983-g52.jpg)














![STAS 4273 (1983) [G52].pdf](https://img.pdfslide.tips/doc/110x75/577c7f1f1a28abe054a354ae/stas-4273-1983-g52pdf.jpg)






