Embed Size (px)
Citation preview
UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE SÃO CARLOS
DEPARTAMENTO DE ENGENHARIA MECÂNICA
COMPORTAMENTO MECÂNICO DO POLIURETANO
DERIVADO DE ÓLEO DE MAMONA REFORÇADO
POR FIBRA DE CARBONO: CONTRIBUIÇÃO PARA O
PROJETO DE HASTES DE IMPLANTE DE QUADRIL
Eng. Geraldo Dantas Silvestre Filho
Dissertação apresentada à Escola de Engenharia de São
Carlos da Universidade de São Paulo, como parte dos
requisitos para obtenção do título de Mestre em
Engenharia Mecânica.
ORIENTADOR: Prof. Dr. Jonas de Carvalho
São Carlos 2001

Dedicatória
A meus pais, Geraldo e Eremita.
A meus irmãos, Fabrízio e Dulcyana.
A meus sobrinhos, Cristiano, Serginho e Fabrizinho.

Oferecimento
Àqueles que possam ser beneficiados com esta e outras pesquisas que contribuam
para o projeto de hastes de implante de quadril, visando o bem estar
e a qualidade de vida dos implantados.
Agradecimentos
Ao Prof. Dr. Jonas de Carvalho, orientador, meu respeito e admiração, por
seu incentivo e por um ambiente de estudo formidável.
Ao Conselho Nacional de Desenvolvimento Científico e Tecnológico –
CNPq, pela bolsa de estudo concedida.
Aos Profs. Dr. Benedito de Moraes Purquerio e Dr. Salvador Claro Neto,
pela colaboração técnica e ensinamentos indispensáveis à realização deste trabalho.
Ao Prof. Dr. Gilberto Orivaldo Chierice, coordenador do Grupo de Química
Analítica e Tecnologia de Polímeros – GQATP do Instituto de Química de São
Carlos – USP, por fornecer o poliuretano e a fibra de carbono e por disponibilizar a
máquina de ensaio universal SINTECH 6®.
Aos Profs. Dr. Dirceu Spinelli e Dr. Waldek Wladimir Bose Filho do
Departamento de Engenharia de Materiais, Aeronáutica e Automobilística – SMM da
Escola de Engenharia de São Carlos – USP, por disponibilizar os serviços e os
equipamentos de seus laboratórios.
Ao Prof. Dr. Elias Hage Júnior do Departamento de Engenharia de
Materiais – DEMa da Universidade Federal de São Carlos, por disponibilizar a
máquina de ensaio universal INSTRON®.
Aos doutorandos e companheiros de trabalho, Neilor Cesar dos Santos,
Rosana Vilarim da Silva e Volnei Tita, pelo auxílio, sugestões e discussões ocorridas
no decurso deste trabalho.
Ao doutorando Roberto Seiji Yamakawa do DEMa, por realizar os ensaios
mecânicos nos corpos de prova do poliuretano para determinação do coeficiente de
Poisson.
Ao sr. Antonio José Reimer do GQATP, por preparar os componentes do
poliuretano e por seus esclarecimentos técnicos.
Aos srs. Adão Santo Bolzan, José Carlos Botelho e José Carlos Risardi do
Laboratório de Máquinas Ferramentas – LAMAFE do Departamento de Engenharia
Mecânica – SEM da Escola de Engenharia de São Carlos – USP, pelo apoio técnico
nos trabalhos realizados no LAMAFE.
Ao sr. José Silvano Cerqueira Lima do Laboratório de Análises Químicas
do SMM, por realizar o tratamento superficial da fibra de carbono e pela pesagem
das mesmas.
Ao sr. João Jerônimo Bernardi do Laboratório de Ensaios Mecânicos do
SMM, por realizar os ensaios de tração nos corpos de prova dos compósitos.
Às secretárias de Pós-Graduação em Engenharia Mecânica, Ana Paula
Bueno Bardelotte e Elisabeth Maria Alves Alexandre, que sempre estiveram
presentes e por auxiliarem nas questões burocráticas.
Aos funcionários da Secretaria do SEM, Carlos Alberto Maragno, Cristina
de Cássia Cavalhieri, Margareth Aparecida Selvagio Bueno e Wilma Nordi de
Oliveira, que sempre estiveram dispostos ao atendimento.
Aos colegas do Laboratório de Tribologia e Compósitos – LTC, pelo
espírito participativo no ambiente de trabalho.
Aos amigos da pós-graduação, pelo companheirismo.
E a Deus, nosso Criador, pelo dom da Vida.
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
i
Sumário LISTA DE FIGURAS v
LISTA DE TABELAS viii
LISTA DE ABREVIATURAS E SIGLAS x
LISTA DE SÍMBOLOS xii
RESUMO xv
ABSTRACT xvi
CAPÍTULO 1 INTRODUÇÃO 1
1.1 Considerações Iniciais 1
1.2 Justificativas da Dissertação 2
1.3 Objetivos do Trabalho 4
CAPÍTULO 2 REVISÃO BIBLIOGRÁFICA 6
2.1 Compósitos – Considerações Gerais 6
2.1.1 Evolução 6
2.1.2 Definição, classificação e características 9
2.1.3 Constituintes – matrizes, fibras e interface
fibra/matriz 14
2.1.4 Vantagens, desvantagens e aplicações 21
2.2 Comportamento Mecânico dos Compósitos 28
2.2.1 Considerações iniciais 29
2.2.2 Propriedades elásticas de uma lâmina ortotrópica 31
2.2.3 Propriedades elásticas de um laminado 46
2.2.4 Caracterização mecânica por métodos experimentais 56
2.2.5 Procedimentos de análise pelo método dos
elementos finitos 58
2.3 Resistência Mecânica dos Compósitos 66
2.3.1 Considerações iniciais 66
2.3.2 Modos de falha 67
2.3.3 Modelo micromecânico de resistência à tração
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
ii
longitudinal de compósitos reforçados por fibras 70
2.3.4 Processo de análise de falha na lâmina 77
2.3.5 Processo de análise de falha no laminado 78
CAPÍTULO 3 MATERIAIS E MÉTODOS 81
3.1 Poliuretano Derivado de Óleo de Mamona 83
3.1.1 Apresentação 83
3.1.2 Reação de polimerização 84
3.1.3 Poliol, pré-polímero e óleo de mamona 85
3.1.4 Características do poliuretano derivado de óleo de
mamona 87
3.2 Fibra de Carbono 88
3.2.1 Considerações gerais 88
3.2.2 Características da fibra de carbono Torayca T300® 90
3.3 Fabricação dos Corpos de Prova de Tração e Flexão 91
3.3.1 Projeto do dispositivo de posicionamento das
fibras de acordo com uma fração volumétrica
em fibra preestabelecida 92
3.3.2 Fabricação dos moldes de silicone utilizando
o dispositivo de posicionamento das fibras
de carbono 94
3.3.3 Moldagem dos corpos de prova em poliuretano
e em compósito 95
3.4 Fabricação dos Corpos de Prova de Compressão 97
3.5 Ensaios Experimentais Quase-Estáticos 98
3.5.1 Realização dos ensaios de tração 98
3.5.2 Realização dos ensaios de flexão 98
3.5.3 Realização dos ensaios de compressão 99
3.5.4 Realização dos ensaios de determinação do
coeficiente de Poisson 99
3.6 Tratamento Superficial da Fibra de Carbono por
Método Químico 100
3.6.1 Uma breve introdução 100
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
iii
3.6.2 Procedimentos para a realização do tratamento
superficial da fibra de carbono Torayca T300®
com HNO3 102
3.7 Desenvolvimento de uma Metodologia de fabricação
para a Haste de Implante de Quadril 103
3.7.1 Introdução 103
3.7.2 Projeto conceitual 105
3.7.3 Protótipos virtuais 105
3.7.4 Protótipos físicos 106
3.7.5 Fabricação do ferramental 106
3.7.6 Fabricação da haste de implante de quadril 107
3.8 Realização dos Ensaios experimentais de resistência
Mecânica da Haste de Implante de Quadril sob
Carregamentos Quase-Estáticos 108
3.9 Modelagem por Elementos Finitos do Ensaio
Mecânico da Haste de Implante de Quadril 108
3.9.1 Pré-processamento 108
3.9.2 Solução 112
3.9.3 Pós-processamento 112
CAPÍTULO 4 RESULTADOS E DISCUSSÕES 113
4.1 Análise por Microscopia Eletrônica de Varredura
da Superfície da Fibra de Carbono Torayca T300® 113
4.2 Ensaios Experimentais Quase-Estáticos do Material 115
4.2.1 Ensaios de tração, flexão, compressão e de
coeficiente de Poisson do poliuretano derivado de
óleo de mamona 115
4.2.2 Ensaios de tração do poliuretano reforçado por
fibra de carbono para frações volumétricas de
5%, 10% e 20% 121
4.2.3 Ensaios de flexão do poliuretano reforçado por
fibra de carbono para frações volumétricas de
5%, 10% e 20% 125
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
iv
4.3 Ensaios Experimentais Quase-Estáticos da Haste
de Implante de Quadril 130
4.3.1 Ensaio da haste de implante de quadril segundo a
norma ISO 7206-3 130
4.3.2 Ensaio da haste de implante de quadril segundo a
norma ISO 7206-6 132
4.3.3 Comparação dos resultados experimentais com o
resultado numérico do ensaio de resistência
mecânica da haste de implante de quadril 133
CAPÍTULO 5 CONCLUSÕES E SUGESTÕES 135
5.1 Conclusões 135
5.2 Sugestões para Trabalhos Futuros 136
ANEXO A DESENHOS DO DISPOSITIVO DE ALINHAMENTO 137
ANEXO B DESENHO DA HASTE DE IMPLANTE DE QUADRIL 145
ANEXO C DISPOSITIVO PARA O ENSAIO DE RESISTÊNCIA
MECÂNICA DA HASTE DE IMPLANTE DE QUADRIL 147
REFERÊNCIAS BIBLIOGRÁFICAS 149
APÊNDICE I REAÇÕES QUÍMICAS APÊNDICE II DESCRIÇÃO DOS TIPOS DE ELEMENTOS UTILIZADOS
NA SIMULAÇÃO DO ENSAIO MECÂNICO
APÊNDICE III RESOLUÇÃO NUMÉRICA DE PROBLEMAS
NÃO-LINEARES: ABORDAGEM ESTÁTICA IMPLÍCITA
GLOSSÁRIO
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
v
Lista de Figuras
FIGURA 01 – Classificação dos materiais de engenharia 6
FIGURA 02 – Organograma de classificação dos materiais compósitos 10
FIGURA 03 – Exemplos de compósitos reforçados 10
FIGURA 04 – Efeito da deformação ao redor da fibra na matriz sob tensão 17
FIGURA 05 – Gráficos de tensão versus comprimento da fibra 18
FIGURA 06 – Diagramas de tensão-deformação de compósitos e metais 22
FIGURA 07 – Componentes da aeronave Tucano fabricados a partir de
compósitos poliméricos reforçados com fibras 25
FIGURA 08 – Esquema cirúrgico da reposição total do quadril 28
FIGURA 09 – Modelo micromecânico e macromecânico 29
FIGURA 10 – Arranjo quadrado e arranjo hexagonal 30
FIGURA 11 – Modelo equivalente de barras paralelas de fibra e matriz
Modelo equivalente de barras paralelas de matriz e fibra-matriz 33
FIGURA 12 – Seção transversal com arranjo triangular das fibras 34
FIGURA 13 – Sistema de coordenadas da lâmina 35
FIGURA 14 – Modelo de geometria de uma célula repetitiva 37
FIGURA 15 – Arranjo retangular das fibras na matriz; Tensões de
cisalhamento atuando no VER; Tensões normais
atuando no VER 39
FIGURA 16 – Resposta longitudinal – Arranjo em paralelo; Resposta
Transversal – Arranjo em série 41
FIGURA 17 – Planos de simetria ortogonais de uma lâmina 46
FIGURA 18 – Sistema de coordenadas: coordenadas da lâmina 1-2;
coordenadas do laminado x-y 48
FIGURA 19 – Nomenclatura do laminado 52
FIGURA 20 – Fluxograma para determinação da rigidez e tensões atuantes
no laminado 54
FIGURA 21 – O processo de análise auxiliado por elementos finitos 59
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
vi
FIGURA 22 – O contínuo (haste de implante de quadril) 61
FIGURA 23 – O contínuo discretizado por inúmeros elementos finitos 62
FIGURA 24 – Pós-processamento de um software de análise por Elementos
Finitos 66
FIGURA 25 – Fluxograma ilustrativo da relação entre os mecanismos de
falha dos MCRF 68
FIGURA 26 – Representação esquemática do comportamento de falha de
uma lâmina unidirecional submetida a tração longitudinal 70
FIGURA 27 – Curvas de tensão-deformação da fibra e matriz para mf εε ˆˆ > ;
Variação da tensão de ruptura de uma lâmina unidirecional com
fv para mf εε ˆˆ > 72
FIGURA 28 – Curvas de tensão-deformação da fibra e matriz para mf εε ˆˆ < ;
Variação da tensão de ruptura de uma lâmina unidirecional com
fv para mf εε ˆˆ < 73
FIGURA 29 – Relação entre o módulo de elasticidade e a resistência à tração
das fibras de carbono TORAYCA® 89
FIGURA 30 – Dimensões em milímetros do corpo de prova de tração
– Tipo I (ASTM D638-96) 92
FIGURA 31 – Dimensões em milímetros do corpo de prova de flexão
– Método I (ASTM D790-96a) 92
FIGURA 32 – Ensaio de determinação do coeficiente de Poisson 99
FIGURA 33 – Diagrama esquemático apresentando conceitos de interface
e interfase em compósitos 101
FIGURA 34 – Metodologia para o desenvolvimento da haste de implante
de quadril 104
FIGURA 35 – (a) Protótipo físico em ABS e uma metade do molde de silicone
(b) Preparação do protótipo físico em ABS na caixa de moldagem 107
FIGURA 36 – Haste de implante de quadril 107
FIGURA 37 – Modelo de material elasto-plástico perfeito 109
FIGURA 38 – Configurações do conjunto dos componentes, segundo
as especificações do teste ISO 7206-3 110
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
vii
FIGURA 39 – Condições de contorno utilizando a condição de simetria
(a) na haste e (b) no acetábulo 111
FIGURA 40 – Fibra de carbono sem tratamento químico
(a) ampliada 5000X e (b) ampliada 15000X 113
FIGURA 41 – Fibra de carbono com tratamento químico
(a) ampliada 5000X e (b) ampliada 15000X 114
FIGURA 42 – Filamento da fibra de carbono tratada com HNO3 por20 min
ampliado 5000X 114
FIGURA 43 – Curva do ensaio de tração da amostra do poliuretano 116
FIGURA 44 – Curva do ensaio de flexão da amostra do poliuretano 118
FIGURA 45 – Curva do ensaio de compressão da amostra do poliuretano 119
FIGURA 46 – Curvas típicas dos ensaios de tração das amostras dos
compósitos com 5%, 10% e 20% de fração volumétrica em fibra 122
FIGURA 47 – Comparação dos ganhos percentuais de (a) resistência à tração
e de (b) módulo de elasticidade do poliuretano reforçado por fibra
de carbono sobre o poliuretano sem reforço 125
FIGURA 48 – Gráfico comparativo das diferenças entre valores de resistência
obtidos nos ensaios de tração e flexão para o poliuretano e os
compósitos com 5%, 10% e 20% de fração volumétrica em fibra 127
FIGURA 49 – Curvas típicas dos ensaios de flexão das amostras dos
compósitos com 5%, 10% e 20% de fração volumétrica em fibra 127
FIGURA 50 – Comparação dos ganhos percentuais de (a) resistência a flexão
e de (b) módulo de elasticidade do poliuretano reforçado por fibra
de carbono sobre o poliuretano sem reforço 129
FIGURA 51 – Curva do ensaio de resistência mecânica das amostras da haste de
implante de quadril segundo a norma ISO 7206-3 131
FIGURA 52 – Curva do ensaio de resistência mecânica das amostras da haste de
implante de quadril segundo a norma ISO 7206-6 133
FIGURA 53 – Comparação das curvas obtidas dos ensaios de resistência
mecânica com o resultado numérico das amostras da haste
de implante de quadril segundo a norma ISO 7206-3 133
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
viii
Lista de Tabelas
TABELA 01 – Breve histórico das fibras de alto desempenho 7
TABELA 02 – Propriedades de fibras de alto desempenho 8
TABELA 03 – Comparação das faixas típicas de valores das propriedades
das resinas 15
TABELA 04 – Comparação em peso do desempenho entre compósitos e metais 23
TABEAL 05 – Constantes elásticas 43
TABELA 06 – Composição média do óleo de mamona 86
TABELA 07 – Materiais precursores mais utilizados para produção de fibra de
carbono 88
TABELA 08 – Classes de fibra de carbono 89
TABELA 09 – Propriedades mecânicas das fibras de carbono
Torayca T300® produzidas pela Toray Industries, Inc 90
TABELA 10 – Propriedades mecânicas da fibra de carbono Torayca T300® 91
TABELA 11 – Valores das frações em volume e em massa da fibra para
os CP de tração e flexão 97
TABELA 12 – Propriedades dos materiais utilizados na simulação 109
TABELA 13 – Distribuição do elemento na modelagem 110
TABELA 14 – Valores médios encontrados nos ensaios de tração das amostras
do poliuretano 117
TABELA 15 – Valores médios encontrados nos ensaios de flexão das amostras
do poliuretano 119
TABELA 16 – Valores médios encontrados nos ensaios de compressão das
amostras do poliuretano 120
TABELA 17 – Valor médio encontrado no ensaio de coeficiente de Poisson das
amostras do poliuretano 121
TABELA 18 – Valores médios encontrados nos ensaios de tração das amostras
do poliuretano reforçado por fibra de carbono com 5%, 10%
e 20% de fração volumétrica em fibra 121
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
ix
TABELA 19 – Valores médios encontrados nos ensaios de flexão das amostras
do poliuretano reforçado por fibra de carbono com 5%, 10%
e 20% de fração volumétrica em fibra 126
TABELA 20 – Valores médios encontrados nos ensaios das amostras da
haste de implante de quadril em poliuretano (ISO 7206-3) 130
TABELA 21 – Valores médios encontrados nos ensaios das amostras da
haste de implante de quadril em poliuretano (ISO 7206-6) 132
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
x
Lista de Abreviaturas e Siglas
a.C. – Antes de Cristo
ABS – Acrilonitrilo/Butadieno/Estireno
ASTM – American Society for Testing and Materials
CAD – Computer Aided Design
CAE – Computer Aided Engineering
CP – Corpo de Prova
d.C. – Depois de Cristo
DEMa – Departamento de Engenharia de Materiais
DIN – Deutsches Institut für Normung
DMA – Dynamic Mechanical Analysis
EESC – Escola de Engenharia de São Carlos
FDM – Fused Deposition Modeling
FPF – First Ply Failure
GQATP – Grupo de Química Analítica e Tecnologia de Polímeros
HDI – Hexametileno Diisocianato
HNO3 – Ácido Nítrico
IGES – Initial Graphics Exchange Specification
IPDI – Isofurona Diisocianato
IQSC – Instituto de Química de São Carlos
ISO – International Organization for Standardization
LPF – Last Ply Failure
MCRF – Materiais Compósitos Reforçados por Fibras
MDI – Difenilmetano Diisocianato
MEF – Método dos Elementos Finitos
P.A. – Para Análise
PAN – Polyacrylonitrile
PDS – Poliparadioxanona
PE – Polietileno
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
xi
PR – Prototipagem Rápida
PU – Poliuretano
RTM – Resin Transfer Molding
SEM – Departamento de Engenharia Mecânica
SMM – Departamento de Engenharia de Materiais, Automobilística e
Aeronáutica
STL – StereoLithography
TCL – Teoria Clássica de Laminados
TDI – Tolueno Diisocianato
Tg – Temperatura de Transição Vítrea
UFSCar – Universidade Federal de São Carlos
USP – Universidade de São Paulo
VER – Volume Elementar Representativo
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
xii
Lista de Símbolos
[ Q ] – Matriz de rigidez reduzida transformada
[k] – Matriz de rigidez
[S] –1 – Matriz de rigidez reduzida para o estado plano de tensões
[S] – Matriz de flexibilidade reduzida da lâmina
[T] –1 – Matriz inversa da matriz de transformação de coordenadas
[T] –T – Matriz transposta da inversa da matriz de transformação de coordenadas
[T] – Matriz de transformação de coordenadas
{ ok } – Curvaturas do laminado
{F} – Vetor força nodal [N]
{u} – Vetor deslocamento nodal [m]
A – Área da seção transversal total [m2]
Af – Área da seção transversal da fibra [m2]
fd – Diâmetro da fibra [m]
E1 – Módulo de elasticidade da lâmina na direção 1 [Pa]
E2 – Módulo de elasticidade da lâmina na direção 2 [Pa]
Ef – Módulo de elasticidade da fibra [Pa]
Em – Módulo de elasticidade da matriz [Pa]
Ex – Módulo de elasticidade da lâmina na direção da fibra [Pa]
Ey – Módulo de elasticidade da lâmina na direção transversal à fibra [Pa]
Ez – Módulo de elasticidade da lâmina na direção transversal à fibra [Pa]
G12 – Módulo de cisalhamento da lâmina relativo ao plano 1-2 [Pa]
Gf – Módulo de cisalhamento da fibra [Pa]
Gm – Módulo de cisalhamento da matriz [Pa]
Gxy – Módulo de cisalhamento da lâmina relativo aos planos xy [Pa]
Gxz – Módulo de cisalhamento da lâmina relativo aos planos xz [Pa]
K – K-ésima lâmina do laminado
cl – Comprimento crítico da fibra [m]
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
xiii
lf – Comprimento da fibra [m]
N – Número de furos da barra de alinhamento
Pc – Certa propriedade do compósito
Pi – Propriedade associada ao i-ésimo constituinte
rf – Raio da fibra [m]
V – Volume total [m3]
Vf – Volume da fibra [m3]
critv – Fração volumétrica crítica de fibra
vi – Fração volumétrica do i-ésimo constituinte
Xc – Qualquer propriedade do compósito
Xm – Qualquer propriedade da matriz
Xf – Qualquer propriedade da fibra
LETRAS GREGAS ∗mσ – Tensão na matriz correspondente à deformação de ruptura da fibra [Pa]
mε̂ – Deformação de ruptura da matriz
fε̂ – Deformação de ruptura das fibras
∗fσ – Tensão na fibra correspondente à deformação de ruptura da matriz [Pa]
mσ̂ – Tensão última à ruptura da matriz [Pa]
λ – Fração volumétrica de fibra
θ – Rotação do sistema arbitrário do laminado x-y para o sistema da lâmina 1-2
σ1 – Tensão na direção do eixo principal [Pa]
ε1 – Deformação correspondente
ν12 – Coeficiente de Poisson da lâmina relativo ao plano 1-2
σ2 – Tensão na direção do eixo principal [Pa]
ε2 – Deformação correspondente
ν23 – Coeficiente de Poisson da lâmina relativo ao plano 2-3
ε3 – Deformação correspondente
σ6 – Tensão de cisalhamento [Pa]
νf – Coeficiente de Poisson da fibra
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
xiv
σf – Tensão de ruptura à tração da fibra [Pa]
τf – Tensão de ruptura ao cisalhamento da interface [Pa]
νm – Coeficiente de Poisson da matriz
νxy – Coeficiente de Poisson da lâmina relativo ao plano xy
νxz – Coeficiente de Poisson da lâmina relativo ao plano xz
νyz – Coeficiente de Poisson da lâmina relativo ao plano yz
{ oε } – Deformações do plano médio do laminado
ÍNDICES SUPERIORES
^ – Designa a resistência a tração no limite de ruptura
* – Designa a tensão na matriz ou fibra correspondente à deformação de ruptura
da fibra ou da matriz , respectivamente.
o – Referência ao plano médio do laminado.
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
xv
Resumo
SILVESTRE FILHO, G.D. (2001). Comportamento mecânico do poliuretano
derivado de óleo de mamona reforçado por fibra de carbono: contribuição para o
projeto de hastes de implante de quadril. São Carlos, 2001. 136p. Dissertação
(Mestrado) – Escola de Engenharia de São Carlos, Universidade de São Paulo.
Utilizando-se um poliuretano derivado de óleo de mamona desenvolvido
para implantes ósseos, aonde este vem demonstrando ser biocompatível e
apresentando características fisico-químicas semelhantes às dos ossos, estuda-se o
comportamento mecânico deste material quando reforçado por fibra de carbono,
juntamente com uma metodologia de fabricação de hastes de implante de quadril.
Avaliou-se o efeito da fração volumétrica em fibra nas propriedades mecânicas do
compósito, bem como, a influência da realização de um tratamento superficial da
fibra de carbono por método químico, visando melhorar a adesão interfacial
fibra/matriz. Foram realizados ensaios mecânicos nos corpos de prova em
compósitos e nas hastes fabricadas para avaliar a resistência mecânica sob
carregamentos quase-estáticos. Também foram realizadas simulações
computacionais da haste, juntamente com o dispositivo de ensaio projetado, para
comparação com os resultados experimentais. Para isto, utilizou-se o programa
ANSYS®, que é um sistema de engenharia auxiliado por computador (Computer
Aided Engineering - CAE) e utiliza o Método dos Elementos Finitos como
ferramenta de análise estrutural. Resultados satisfatórios foram obtidos nos ensaios
mecânicos do poliuretano reforçado por fibra de carbono, viabilizando sua aplicação
no projeto de hastes de implante de quadril.
Palavras-chave: compósitos poliméricos reforçados; fibra de carbono; ensaios
mecânicos; haste de implante de quadril; método dos elementos finitos.

Geraldo Dantas Silvestre Filho Dissertação de Mestrado
xvi
Abstract
SILVESTRE FILHO, G. D. (2001). Mechanical behavior of carbon fiber reinforced
polyurethane derived from castor oil: contribution for the design of hip implant
stems. São Carlos, 2001. 136p. Dissertação (Mestrado) – Escola de Engenharia de
São Carlos. Universidade de São Paulo.
The polyurethane derived from castor oil has demonstrated excellent
biocompatibility and similarity to the physical and chemical properties of the human
bone. In order to use this material in the design of hip implant stems, this work
investigates its mechanical behavior when reinforced by carbon fibers. A
manufacturing methodology for hip implant stems is also proposed and validated.
The effects of fiber volume fraction and superficial treatments on the carbon fibers
are evaluated in terms of the mechanical properties of the polyurethane and of the
composite. Mechanical tests were performed in the manufactured stems to evaluate
the strength under quasi-static loading. Computational simulations of the stem and
testing devices were also performed by using the Finite Element Method and the
commercial package ANSYS®. The results obtained are quite satisfactory which
validates the application of the carbon fiber reinforced polyurethane in hip implant
stems.
Keywords: reinforced polimeric composites; carbon fiber; mechanical tests; hip
implant stem; finite element method.
INTRODUÇÃO
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
1
Capítulo 1
INTRODUÇÃO
1.1 Considerações Iniciais
Segundo HYER (1998), as pesquisas de materiais que apresentam
resistência, rigidez e baixo peso específico para aplicações em diversas estruturas
(por exemplo, estruturas de automóveis, aviões, caminhões, dispositivos protéticos,
construção civil, foguetes, robôs, satélites, submarinos, veículos ferroviários, etc.),
focalizam-se na utilização de materiais compósitos reforçados por fibras (MCRF).
Mas, por qual razão as fibras estão recebendo uma atenção especial como agentes de
reforço dos materiais compósitos? Para responder a esta pergunta, apresenta-se, no
Capítulo 2, alguns conceitos fundamentais da ciência dos materiais associados às
fibras e algumas vantagens e aplicações dos MCRF.
Por conseguinte, apresenta-se a definição de um laminado. Que é uma das
principais formas estruturais dos MCRF. Pelo emprego da Teoria Clássica de
Laminados (Classical Laminates Theory), as discussões a respeito das lâminas (ou
camadas), orientação das fibras e requisitos para aplicação de carregamentos,
conduzem às questões relacionadas ao contexto dos MCRF, ou seja: Como
determinar as orientações das fibras para obter o melhor desempenho em
determinada aplicação? Quantas lâminas são necessárias? Que rigidez e quanto de
resistência mecânica as fibras devem ter? Quão prejudiciais são as fracas resistências
à tração e ao cisalhamento nas direções transversais às fibras?
Assim, para responder a todas estas questões é preciso desenvolver as
ferramentas necessárias para ajudar a compreender o comportamento mecânico dos
MCRF frente aos carregamentos aplicados e permitir a identificação das vantagens
específicas do emprego de tais materiais.
INTRODUÇÃO
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
2
1.2 Justificativas da Dissertação
Com o avanço tecnológico e o aumento da concorrência devido à
globalização, tem-se desenvolvido novas técnicas de projeto de componentes. Neste
contexto, isto fez crescer a utilização dos compósitos em aplicações industriais.
Visto que, os compósitos são obtidos pela combinação de dois ou mais
materiais com diferentes características físico-químicas e mecânicas, como também
são produzidos por meio de processos de manufatura distintos e têm a necessidade de
desempenhar funções estruturais cada vez mais exigentes, os trabalhos de pesquisa e
desenvolvimento nesta área são muito promissores.
Consequentemente, o crescente uso dos compósitos estruturais tem
estimulado a formação de recursos humanos, empenhados em atingir com êxito os
desafios da obtenção de componentes com múltiplas funções, atendendo a requisitos
de projeto como: menor peso específico; maior resistência mecânica e rigidez
específica; resistência à corrosão; entre outros. Deste modo, possibilita-se ao
engenheiro passar de selecionador a projetista de materiais.
Tudo isto, vem ao encontro da crescente demanda por diversas tecnologias
por parte do setor industrial, principalmente àquelas que fazem o uso de sistemas
computacionais de projeto (CAD, Computer Aided Design), análise (CAE, Computer
Aided Engineering) e manufatura (CAM, Computer Aided Manufacturing) como
instrumentos de auxílio ao engenheiro. Tal busca por novas tecnologias se deve ao
fato de que é possível, num tempo relativamente curto por meio destes sistemas,
obter modelos matemáticos que representem um determinado componente ou
estrutura. Pode-se assim reduzir o tempo de desenvolvimento do produto,
minimizando os custos sem comprometer a integridade estrutural do mesmo.
Destaca-se ainda que tecnologias como sistemas CAE, podem ser utilizadas
na solução de diferentes categorias de problemas de engenharia. Esta característica
de generalização contribui para fazer dos sistemas CAE uma ferramenta de análise
multidisciplinar nos diversos campos da engenharia. Portanto, durante a concepção
do projeto, é possível testar uma gama de combinações de materiais visando obter o
melhor desempenho em serviço de um componente ou estrutura antes da execução
final do projeto.
INTRODUÇÃO
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
3
Uma outra razão é que, desde 1984, o Grupo de Química Analítica e
Tecnologia de Polímeros – GQATP do Instituto de Química de São Carlos da USP
desenvolve pesquisas com poliuretanos derivados de óleo de mamona, onde neste
período até os dias atuais, adquiriu tecnologia, incrementando e diversificando a
aplicabilidade destes poliuretanos para os mais variados ramos da indústria. Segundo
IGNÁCIO (1999) e PASCON (1999), estes poliuretanos constituem produtos
alternativos viáveis de polióis e pré-polímeros, sintetizados a partir de moléculas
derivadas de ácidos graxos vegetais. As vantagens apresentadas por estes
poliuretanos são: a processabilidade; flexibilidade de formulação; versatilidade de
temperatura de cura e controle de pico exotérmico na transição líquido-gel;
excelentes propriedades estruturais; ausência de emissão de vapores irritantes ou
tóxicos; bom poder de adesão; não libera radicais tóxicos quando utilizados como
implantes e o baixo custo.
Um outro aspecto considerado por IGNÁCIO (1999) e PASCON (1999) é
que a mamona (Ricinus communis), da classe Dicotiledônea, ordem Geraneaces e
família Euforbaceaes, constitui um vegetal típico de clima tropical, e o Brasil, devido
às suas características climáticas e por sua grande extensão territorial, apresenta-se
como uma das grandes reservas mundiais deste produto, apresentando um grande
potencial óleo-químico, podendo garantir o fornecimento de polióis e pré-polímeros
a partir de ácidos graxos em grande escala.
Além disso, as propriedades destes poliuretanos como biomateriais na
reparação dos defeitos decorrentes de perdas ósseas e na produção de próteses, têm
sido objeto de análise com vários resultados satisfatórios. A biocompatibilidade do
poliuretano derivado de óleo de mamona foi constatada por alguns trabalhos tais
como: IGNÁCIO (1995); OHARA et al. (1995); CARVALHO et al. (1997);
KHARMANDAYAN (1997); FRASCINO (1998); BONINI (1999); IGNÁCIO
(1999); MORALES (1999); KFURI JR (1999); PASCON (1999); KUHNEN (2001)
entre outros. Estes estudos, motivados pelos problemas no preenchimento de falhas
ósseas e pela pouca literatura publicada da utilização dos biopolímeros na área
ortopédica, propõem avaliar uma nova alternativa com propriedades de osteogênese,
incorporação e não toxidade com tecnologia nacional, visto que a matéria-prima é
abundante em nosso território.
INTRODUÇÃO
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
4
Recentemente, o Grupo de Tribologia, Novos Materiais e Compósitos do
Departamento de Engenharia Mecânica da Escola de Engenharia de São Carlos da
USP, em colaboração com o GQATP vêm desenvolvendo uma prótese total de
quadril. A prótese utilizará basicamente dois materiais: materiais cerâmicos e
poliuretanos derivados de óleo de mamona. A utilização destes materiais será uma
alternativa de substituição dos metais na fabricação de alguns dos atuais
componentes, com conseqüente ganho em relação à biocompatibilidade e ao
desempenho estrutural (WREGE, 2000).
Por outro lado, o desenvolvimento atual na área médica tem exigido que os
implantes ortopédicos, associados a biocompatibilidade, apresentem um elevado grau
de desempenho, ou seja, cumpram as funções da parte substituída. Muitas vezes
essas exigências tornam-se funções das propriedades mecânicas dos materiais
utilizados nesses produtos, tal como ocorre com as hastes de implante de quadril.
Assim, surge a necessidade de estudar o comportamento mecânico do poliuretano
derivado de óleo de mamona reforçado por fibra de carbono para ser utilizado com
esta finalidade.
A possibilidade de aplicação de novos materiais nestes implantes
ortopédicos tem exigido um grande desenvolvimento em equipamentos, processos,
técnicas e metodologias de fabricação. Desta forma, materiais como os biopolímeros,
tal qual o poliuretano derivado de óleo de mamona que será utilizado neste trabalho,
podem ser empregados para satisfazer essa demanda.
1.3 Objetivos do Trabalho
De acordo com os enfoques apresentados anteriormente, o presente trabalho
pretende contribuir para o projeto de hastes de implante de quadril feitas a partir do
poliuretano derivado de óleo de mamona, investigando o comportamento mecânico
do poliuretano com reforço de fibra de carbono por meio de ensaios experimentais
em laboratório, frente a carregamentos quase-estáticos em tração e flexão.
A investigação fornecerá dados sobre as propriedades mecânicas do
poliuretano reforçado por fibra de carbono, abrindo novas perspectivas para a
produção de hastes de implante de quadril que sejam resistentes o suficiente para
INTRODUÇÃO
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
5
atender às solicitações mecânicas, previstas pela biomecânica do aparelho locomotor
substituído, permitindo a obtenção de um projeto otimizado estruturalmente.
Portanto, os objetivos deste trabalho são:
• Estabelecer uma metodologia de fabricação dos corpos de prova de
tração e flexão, segundo as normas técnicas ASTM D638-96 e ASTM D790-96a,
respectivamente, que melhor se adapte às características de moldagem do poliuretano
derivado de óleo de mamona com e sem reforço de fibra de carbono;
• Avaliar as propriedades mecânicas em tração e flexão do poliuretano
derivado de óleo de mamona com e sem reforço de fibra de carbono por meio de
ensaios experimentais em laboratório à pressão e temperatura ambientes;
• Desenvolver uma metodologia de fabricação da haste de implante de
quadril a partir do poliuretano derivado de óleo de mamona;
• Avaliar por ensaios experimentais em laboratório, frente a
carregamentos quase-estáticos, o comportamento mecânico da haste de implante de
quadril em poliuretano por meio da relação carga-deslocamento;
• Confrontar os valores experimentais com os valores teóricos obtidos
pelo Método dos Elementos Finitos (MEF), tendo em vista a validação do modelo
teórico para futuras utilizações em projetos de hastes de implante de quadril que
necessitem de uma análise estrutural mais complexa.
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
6
Capítulo 2
REVISÃO BIBLIOGRÁFICA
2.1 Compósitos – Considerações Gerais
2.1.1 Evolução
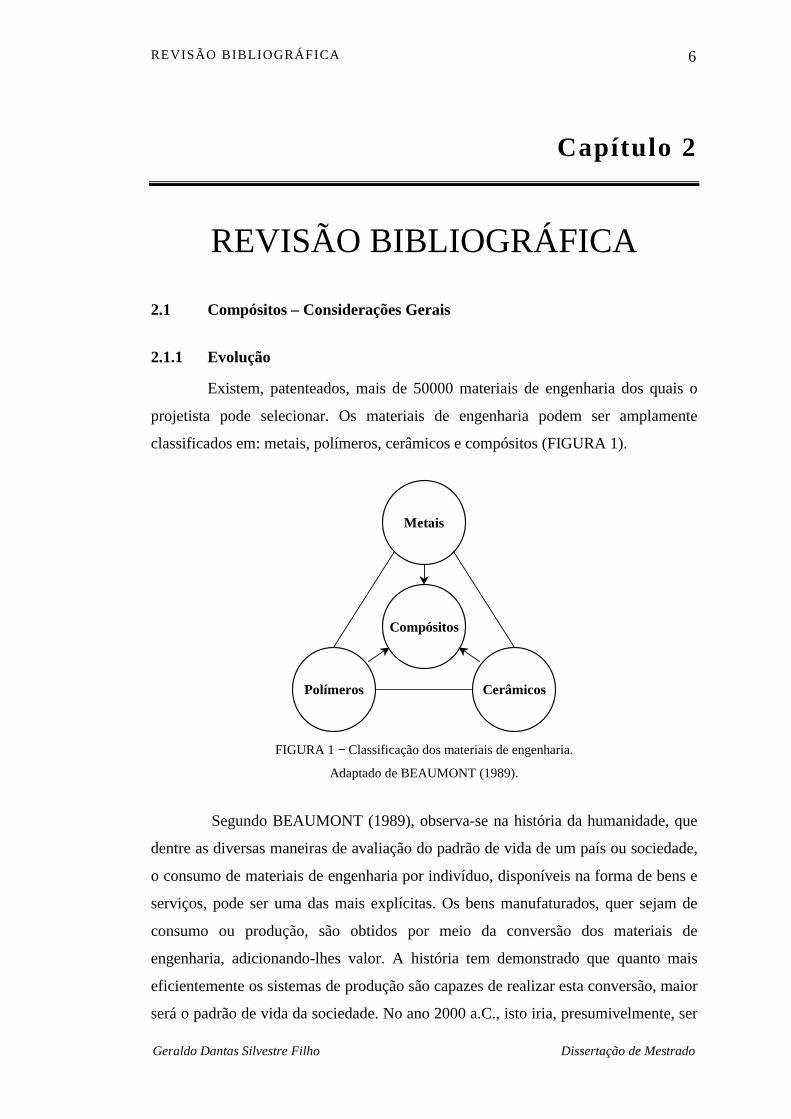
Existem, patenteados, mais de 50000 materiais de engenharia dos quais o
projetista pode selecionar. Os materiais de engenharia podem ser amplamente
classificados em: metais, polímeros, cerâmicos e compósitos (FIGURA 1).
Compósitos
Metais
CerâmicosPolímeros
FIGURA 1 − Classificação dos materiais de engenharia.
Adaptado de BEAUMONT (1989).
Segundo BEAUMONT (1989), observa-se na história da humanidade, que
dentre as diversas maneiras de avaliação do padrão de vida de um país ou sociedade,
o consumo de materiais de engenharia por indivíduo, disponíveis na forma de bens e
serviços, pode ser uma das mais explícitas. Os bens manufaturados, quer sejam de
consumo ou produção, são obtidos por meio da conversão dos materiais de
engenharia, adicionando-lhes valor. A história tem demonstrado que quanto mais
eficientemente os sistemas de produção são capazes de realizar esta conversão, maior
será o padrão de vida da sociedade. No ano 2000 a.C., isto iria, presumivelmente, ser
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
7
determinado pelo consumo de pederneira, utilizada como ferramenta de corte. Em
torno de 1500 a.C., a tonelagem de bronze, provavelmente, revelou quem eram as
potências mundiais; e mais recentemente, por volta de 1850 d.C., teria sido o aço,
seguido pelas ligas leves (no projeto de aviões) e as superligas (para motores a jato).
Então, no final de 1963, uma série de experiências na Royal Aircraft Establishment
em Farnborough, na Inglaterra, levou à descoberta, em meados de 1964, das fibras
de carbono de alta resistência e alta rigidez e dos seus compósitos. Nas duas décadas
seguintes, a produção de MCRF havia crescido a uma taxa desfrutada apenas pelo
aço até o seu apogeu. Sem dúvida, presencia-se atualmente uma revolução dos
materiais de engenharia. No início, o grande estímulo à produção de MCRF, estava
relacionado à característica de combinar alta resistência e/ou rigidez com baixo peso
específico, o que conferia uma grande eficiência estrutural.
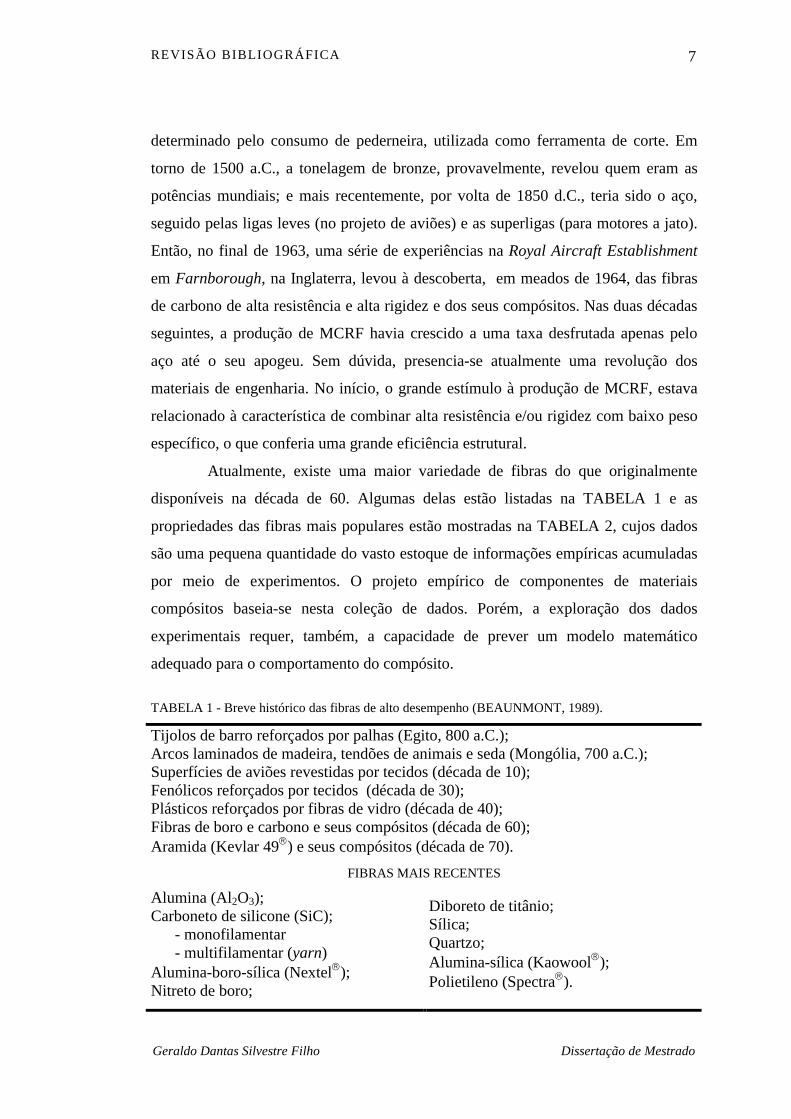
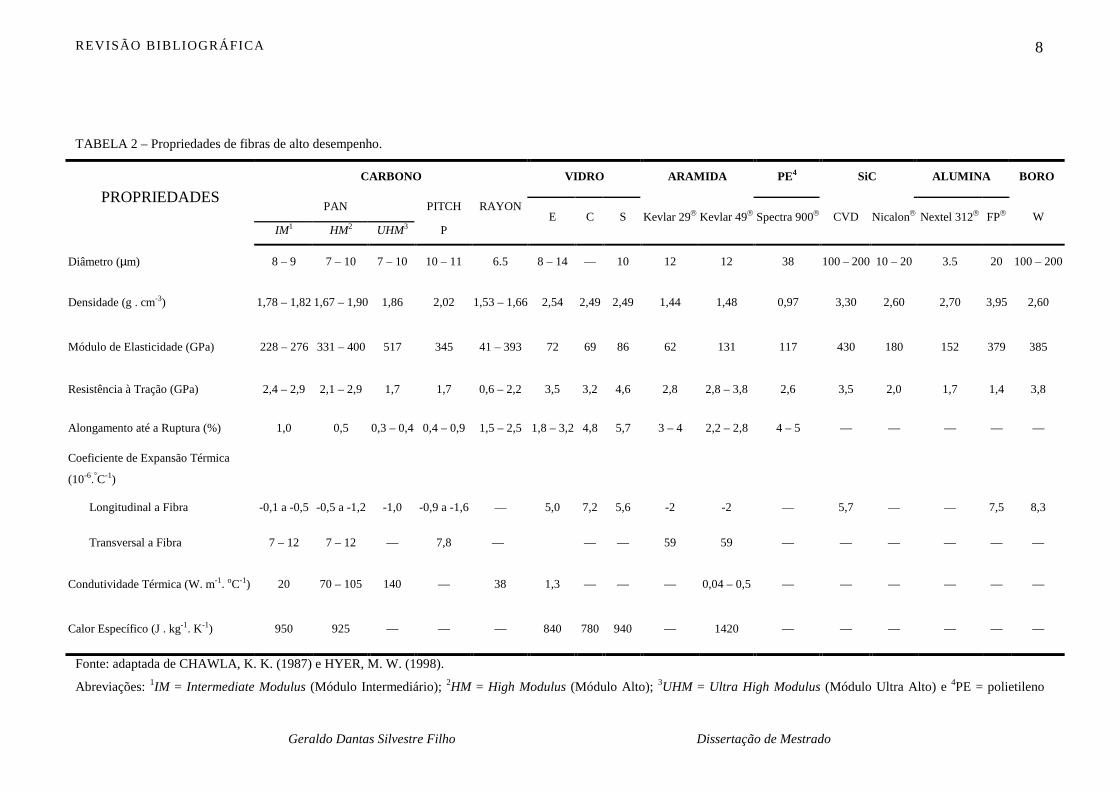
Atualmente, existe uma maior variedade de fibras do que originalmente
disponíveis na década de 60. Algumas delas estão listadas na TABELA 1 e as
propriedades das fibras mais populares estão mostradas na TABELA 2, cujos dados
são uma pequena quantidade do vasto estoque de informações empíricas acumuladas
por meio de experimentos. O projeto empírico de componentes de materiais
compósitos baseia-se nesta coleção de dados. Porém, a exploração dos dados
experimentais requer, também, a capacidade de prever um modelo matemático
adequado para o comportamento do compósito.
TABELA 1 - Breve histórico das fibras de alto desempenho (BEAUNMONT, 1989).
Tijolos de barro reforçados por palhas (Egito, 800 a.C.); Arcos laminados de madeira, tendões de animais e seda (Mongólia, 700 a.C.); Superfícies de aviões revestidas por tecidos (década de 10); Fenólicos reforçados por tecidos (década de 30); Plásticos reforçados por fibras de vidro (década de 40); Fibras de boro e carbono e seus compósitos (década de 60); Aramida (Kevlar 49) e seus compósitos (década de 70).
FIBRAS MAIS RECENTES
Alumina (Al2O3); Carboneto de silicone (SiC); - monofilamentar - multifilamentar (yarn) Alumina-boro-sílica (Nextel); Nitreto de boro;
Diboreto de titânio; Sílica; Quartzo; Alumina-sílica (Kaowool); Polietileno (Spectra).
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
8
TABELA 2 – Propriedades de fibras de alto desempenho.
CARBONO VIDRO ARAMIDA PE4 SiC ALUMINA BORO
PAN PITCH RAYON PROPRIEDADES
IM1 HM2 UHM3 P E C S Kevlar 29 Kevlar 49 Spectra 900 CVD Nicalon Nextel 312 FP W
Diâmetro (µm) 8 – 9 7 – 10 7 – 10 10 – 11 6.5 8 – 14 — 10 12 12 38 100 – 200 10 – 20 3.5 20 100 – 200
Densidade (g . cm-3) 1,78 – 1,82 1,67 – 1,90 1,86 2,02 1,53 – 1,66 2,54 2,49 2,49 1,44 1,48 0,97 3,30 2,60 2,70 3,95 2,60
Módulo de Elasticidade (GPa) 228 – 276 331 – 400 517 345 41 – 393 72 69 86 62 131 117 430 180 152 379 385
Resistência à Tração (GPa) 2,4 – 2,9 2,1 – 2,9 1,7 1,7 0,6 – 2,2 3,5 3,2 4,6 2,8 2,8 – 3,8 2,6 3,5 2,0 1,7 1,4 3,8
Alongamento até a Ruptura (%) 1,0 0,5 0,3 – 0,4 0,4 – 0,9 1,5 – 2,5 1,8 – 3,2 4,8 5,7 3 – 4 2,2 – 2,8 4 – 5 — — — — —
Coeficiente de Expansão Térmica
(10-6.°C-1)
Longitudinal a Fibra -0,1 a -0,5 -0,5 a -1,2 -1,0 -0,9 a -1,6 — 5,0 7,2 5,6 -2 -2 — 5,7 — — 7,5 8,3
Transversal a Fibra 7 – 12 7 – 12 — 7,8 — — — 59 59 — — — — — —
Condutividade Térmica (W. m-1. oC-1) 20 70 – 105 140 — 38 1,3 — — — 0,04 – 0,5 — — — — — —
Calor Específico (J . kg-1. K-1) 950 925 — — — 840 780 940 — 1420 — — — — — —
Fonte: adaptada de CHAWLA, K. K. (1987) e HYER, M. W. (1998).
Abreviações: 1IM = Intermediate Modulus (Módulo Intermediário); 2HM = High Modulus (Módulo Alto); 3UHM = Ultra High Modulus (Módulo Ultra Alto) e 4PE = polietileno
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
9
2.1.2 Definição, classificação e características
Ainda hoje, não há uma definição realmente adequada para um material
compósito. REINHART & CLEMENTS (1987) definem um compósito como uma
combinação macroscópica de dois ou mais materiais distintos, havendo uma interface
reconhecível entre eles. Nesta combinação, os constituintes retêm suas identidades;
quer dizer, eles não se dissolvem ou se descaracterizam completamente e atuam em
conjunto, fazendo com que as propriedades do compósito sejam superiores às de
cada constituinte individualmente. Porém, em virtude dos compósitos serem
normalmente empregados, devido às suas propriedades estruturais, a definição pode
ser restringida a incluir somente aqueles materiais que contenham um reforço e um
material aglomerante. O aglomerante tem como função manter os reforços unidos,
transmitindo a estes o carregamento aplicado, enquanto os reforços têm como função
suportar os carregamentos transmitidos pelo aglomerante.
Deste modo, os compósitos têm, tipicamente, uma ou mais fases
descontínuas envolvidas por uma fase contínua. A fase descontínua (reforço) é,
usualmente, mais rígida e mais resistente do que a fase contínua (aglomerante),
denominada de matriz. Na condição de assegurar o reforço, geralmente deve haver
uma fração volumétrica substancial da fase descontínua.
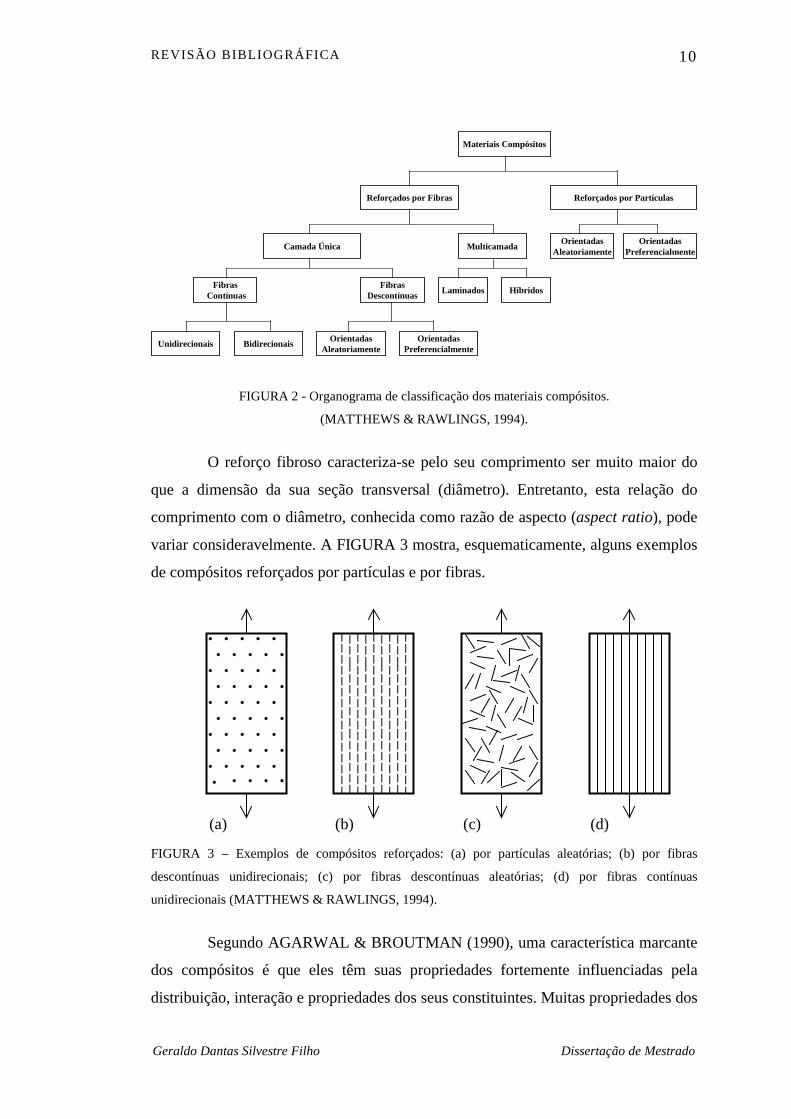
Quanto à classificação dos compósitos, a geometria da fase descontínua é
um dos principais parâmetros a ser considerado, visto que as propriedades mecânicas
dos compósitos dependem da forma e das dimensões do reforço. Descrevem-se os
reforços usualmente como sendo fibrosos ou particulados. Por esta razão,
MATTHEWS & RAWLINGS (1994) classificam os compósitos com base na
geometria dos seus componentes estruturais (FIGURA 2), separando-os em
compósitos reforçados por fibras e reforçados por partículas.
Com respeito a esta classificação, o reforço particulado tem dimensões
aproximadamente iguais em todas as direções e o seu arranjo pode ser aleatório ou
orientado. Na maioria dos compósitos reforçados por partículas a orientação das
partículas é considerada aleatória para fins práticos.
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
10
OrientadasAleatoriamente
OrientadasPreferencialmente
Unidirecionais Bidirecionais OrientadasAleatoriamente
OrientadasPreferencialmente
Laminados Híbridos
Reforçados por PartículasReforçados por Fibras
Materiais Compósitos
Fibras Contínuas
FibrasDescontínuas
MulticamadaCamada Única
FIGURA 2 - Organograma de classificação dos materiais compósitos.
(MATTHEWS & RAWLINGS, 1994).
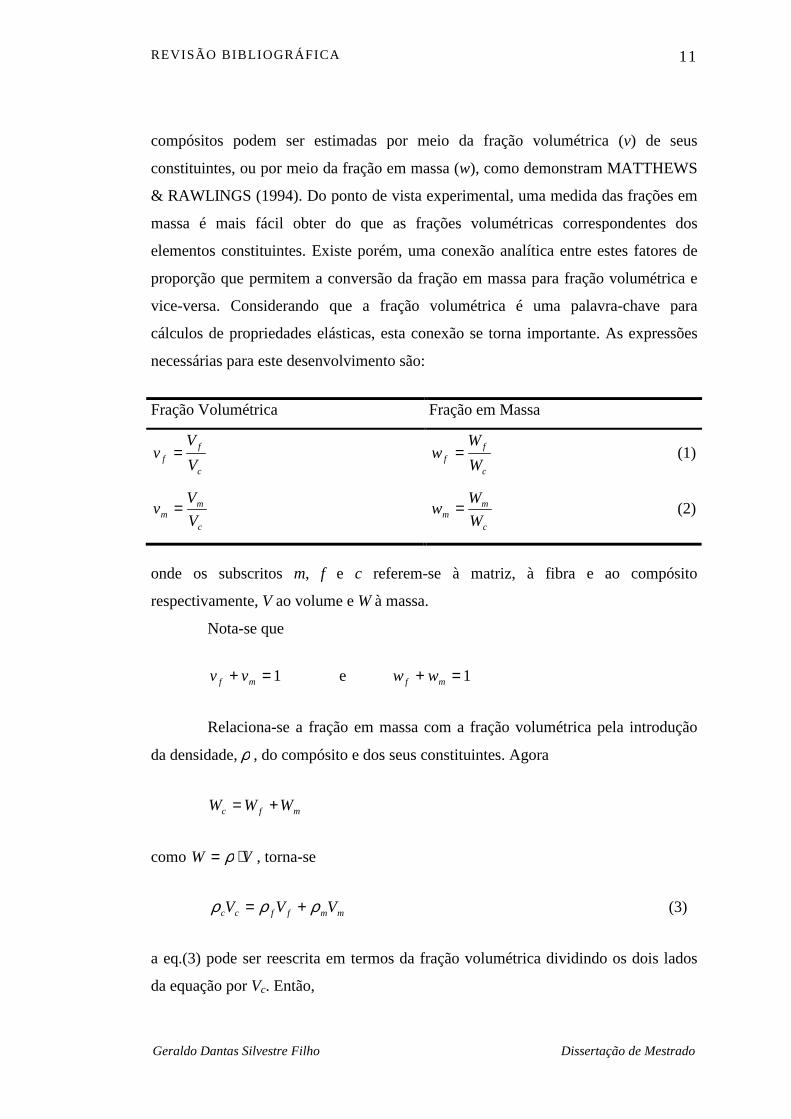
O reforço fibroso caracteriza-se pelo seu comprimento ser muito maior do
que a dimensão da sua seção transversal (diâmetro). Entretanto, esta relação do
comprimento com o diâmetro, conhecida como razão de aspecto (aspect ratio), pode
variar consideravelmente. A FIGURA 3 mostra, esquematicamente, alguns exemplos
de compósitos reforçados por partículas e por fibras.
••
••••
•••
•
• • • • ••••••
• • • • ••••••
• • • • ••••••
• • • • ••••••
(a) (b) (c) (d)
FIGURA 3 – Exemplos de compósitos reforçados: (a) por partículas aleatórias; (b) por fibras
descontínuas unidirecionais; (c) por fibras descontínuas aleatórias; (d) por fibras contínuas
unidirecionais (MATTHEWS & RAWLINGS, 1994).
Segundo AGARWAL & BROUTMAN (1990), uma característica marcante
dos compósitos é que eles têm suas propriedades fortemente influenciadas pela
distribuição, interação e propriedades dos seus constituintes. Muitas propriedades dos
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
11
compósitos podem ser estimadas por meio da fração volumétrica (v) de seus
constituintes, ou por meio da fração em massa (w), como demonstram MATTHEWS
& RAWLINGS (1994). Do ponto de vista experimental, uma medida das frações em
massa é mais fácil obter do que as frações volumétricas correspondentes dos
elementos constituintes. Existe porém, uma conexão analítica entre estes fatores de
proporção que permitem a conversão da fração em massa para fração volumétrica e
vice-versa. Considerando que a fração volumétrica é uma palavra-chave para
cálculos de propriedades elásticas, esta conexão se torna importante. As expressões
necessárias para este desenvolvimento são:
Fração Volumétrica Fração em Massa
c
ff V
Vv =
c
ff W
Ww = (1)
c
mm V
Vv =
c
mm W
Ww = (2)
onde os subscritos m, f e c referem-se à matriz, à fibra e ao compósito
respectivamente, V ao volume e W à massa.
Nota-se que
1=+ mf vv e 1=+ mf ww
Relaciona-se a fração em massa com a fração volumétrica pela introdução
da densidade, ρ , do compósito e dos seus constituintes. Agora
mfc WWW +=
como VW ⋅= ρ , torna-se
mmffcc VVV ρρρ += (3)
a eq.(3) pode ser reescrita em termos da fração volumétrica dividindo os dois lados
da equação por Vc. Então,

REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
12
mmffc vv ρρρ += (4)
e também pode ser expressa em termos das massas dos constituintes. Então,
m
m
f
f
c
c WWWρρρ
+=
e dividindo seus termos por Wc, obtém-se
m
m
f
f
c
wwρρρ
+=1 (5)
Agora, relacionando a massa, o volume e a densidade, tem-se
( )( ) f
c
f
cc
ff
c
ff v
VV
WW
wρρ
ρρ
=== (6)
e similarmente
( )( ) m
c
m
cc
mm
c
mm v
VV
WW
wρρ
ρρ
=== (7)
A relação para vf e vm em termos de wf e wm pode ser obtida facilmente pela
inversão da eq.(6) e eq.(7), desde que a densidade do reforço ( fρ ) e da matriz ( mρ )
seja conhecida.
Segundo VINSON & SIERAKOWSKI (1987), a conversão entre a fração
em massa e fração volumétrica da fibra ou matriz pode ser expressa analiticamente
em termos das seguintes equações
f
mfmf
mf
f vvv
w ⋅+⋅
=ρρ
ρρ (8)
( ) mmmf
mm vv
vw
+−⋅=
1ρρ (9)
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
13
Que são combinações das eqs.(4) e (6) e eqs.(4) e (7), respectivamente. A
eq.(4) mostra que a densidade do compósito é dada pela soma das densidades dos
constituintes, ponderadas pelas proporções que eles aparecem. Esta equação não é
aplicável somente para a densidade, mas se aplica, em certas situações, para outras
propriedades dos compósitos. A forma geral da equação é
ffmmc vXvXX += (10)
onde cX representa uma certa propriedade do compósito, v é a fração volumétrica e
os subscritos m e f referem-se à matriz e à fibra respectivamente. Esta equação é
conhecida como Regra das Misturas (Rule of Mixtures) e será abordada mais adiante.
As propriedades de um compósito, na maioria, são funções complicadas de
vários parâmetros, onde os constituintes interagem normalmente de modo sinérgico
para prover as propriedades do compósito que não são totalmente avaliadas pela
Regra das Misturas. Neste caso, as características químicas e de resistência da
interface entre as fibras e a matriz são particularmente importantes para a
determinação das propriedades do compósito.
Uma outra característica dos compósitos é com relação à anisotropia, ou
seja, o compósito é dito ser anisotrópico ou apresentar anisotropia, quando as
propriedades mecânicas, físicas, térmicas e elétricas num ponto do material, variam
em função da direção nas quais estão sendo analisadas. Isto permite ao engenheiro
projetista desenvolver as propriedades do material juntamente com as características
geométricas e funcionais da peça com o objetivo de se obter um desempenho
desejado, sendo possível “projetar” o material de acordo com os carregamentos
aplicados. Em componentes fabricados a partir de compósitos reforçados por fibras
contínuas, como laminados unidirecionais ou bidirecionais, a presença da anisotropia
pode trazer benefícios, pois se pode planejar para que a tensão máxima em serviço
esteja na direção que haja a mais alta resistência. De fato, a vantagem principal
destes compósitos está na habilidade de controlar a anisotropia do componente
através do projeto e da fabricação.
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
14
2.1.3 Constituintes – matrizes, fibras e interface fibra/matriz
Segundo EDWARDS (1998), além das considerações feitas normalmente
quando se projeta com materiais de engenharia convencionais, o projetista que utiliza
um compósito, tem que considerar também a seleção dos seus materiais constituintes,
isto é, proporção, tipo, distribuição e orientação, dependendo das propriedades
requeridas, seleção do processo, geometria do compósito e requisitos de produção.
Deste modo, convém algum comentário relevante a respeito dos materiais
constituintes e da interface entre eles. Porém, devido à grande variedade de matrizes
e reforços, serão abordados especificamente, neste trabalho, os compósitos de
matrizes poliméricas reforçados por fibras contínuas.
a) Matrizes
As matrizes podem ser materiais poliméricos, metálicos ou cerâmicos. A
escolha do material da matriz dependerá das propriedades físicas, mecânicas e
térmicas exigidas, como também do processo de fabricação escolhido e do custo
associado. Neste caso, as matrizes poliméricas são as mais utilizadas devido ao baixo
custo, fácil moldagem, boa resistência química e baixo peso específico. Por outro
lado, se comparadas às matrizes metálicas ou cerâmicas, fatores como baixa
resistência mecânica, baixo módulo de elasticidade e baixa temperatura de serviço,
limitam o seu uso. De acordo com AGARWAL & BROUTMAN (1990), as matrizes
poliméricas também se degradam por meio da exposição prolongada à luz
ultravioleta e alguns solventes.
Segundo REINHART & CLEMENTS (1987), o papel da matriz é manter a
integridade estrutural do compósito através da ligação simultânea com as fibras em
virtude de suas características coesivas e adesivas. Além disso, tem a função de
transferir o carregamento para as fibras e também protegê-las contra o ataque
ambiental (como corrosão e abrasão) e danos devido ao manuseio. Por isso, segundo
CALLISTER (1994), é essencial que as forças adesivas da interface fibra-matriz
sejam fortes. De fato, a resistência da adesão é uma importante consideração na
escolha da combinação fibra-matriz. A resistência à ruptura do compósito depende
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
15
em grande escala da magnitude desta adesão; uma adesão adequada é essencial para
maximizar a transferência de carregamento da matriz para as fibras.
Os polímeros utilizados como materiais de matrizes são comumente
chamados de resinas. A matriz é o “elo fraco” do compósito, especialmente, porque
não existem atualmente resinas que permitam a utilização das tensões que as fibras
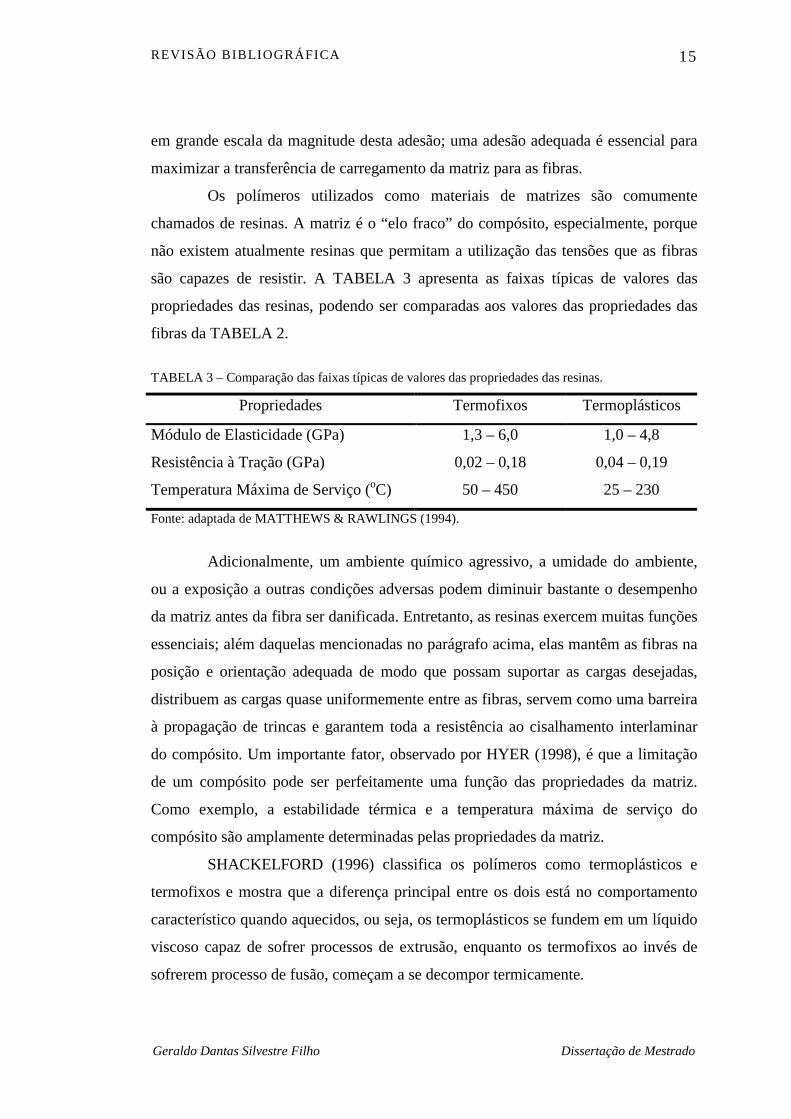
são capazes de resistir. A TABELA 3 apresenta as faixas típicas de valores das
propriedades das resinas, podendo ser comparadas aos valores das propriedades das
fibras da TABELA 2.
TABELA 3 – Comparação das faixas típicas de valores das propriedades das resinas.
Propriedades Termofixos Termoplásticos
Módulo de Elasticidade (GPa) 1,3 – 6,0 1,0 – 4,8
Resistência à Tração (GPa) 0,02 – 0,18 0,04 – 0,19
Temperatura Máxima de Serviço (oC) 50 – 450 25 – 230
Fonte: adaptada de MATTHEWS & RAWLINGS (1994).
Adicionalmente, um ambiente químico agressivo, a umidade do ambiente,
ou a exposição a outras condições adversas podem diminuir bastante o desempenho
da matriz antes da fibra ser danificada. Entretanto, as resinas exercem muitas funções
essenciais; além daquelas mencionadas no parágrafo acima, elas mantêm as fibras na
posição e orientação adequada de modo que possam suportar as cargas desejadas,
distribuem as cargas quase uniformemente entre as fibras, servem como uma barreira
à propagação de trincas e garantem toda a resistência ao cisalhamento interlaminar
do compósito. Um importante fator, observado por HYER (1998), é que a limitação
de um compósito pode ser perfeitamente uma função das propriedades da matriz.
Como exemplo, a estabilidade térmica e a temperatura máxima de serviço do
compósito são amplamente determinadas pelas propriedades da matriz.
SHACKELFORD (1996) classifica os polímeros como termoplásticos e
termofixos e mostra que a diferença principal entre os dois está no comportamento
característico quando aquecidos, ou seja, os termoplásticos se fundem em um líquido
viscoso capaz de sofrer processos de extrusão, enquanto os termofixos ao invés de
sofrerem processo de fusão, começam a se decompor termicamente.
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
16
As resinas termofixas passam por uma reação química irreversível durante a
polimerização, conhecido como processo de cura. Durante o processo de cura são
formadas ligações cruzadas covalentes entre as cadeias moleculares adjacentes,
desenvolvendo uma estrutura tridimensional. Essas ligações cruzadas, à medida que
se formam, causam diminuição da mobilidade das cadeias moleculares, provocando
solidificação. Quando a reação química é exotérmica, a temperatura irá influenciar
no tempo de cura. Portanto, o processo de cura pode ser acelerado pela aplicação de
calor e pressão em condições controladas, por meio de autoclaves. Ou ainda, pela
adição de um catalisador adequado, conhecido como agente de cura (hardener), na
proporção certa para cada tipo de resina. Quando se solidificam, assim permanecem
e mesmo reaquecidas, não se refundem. Sob aquecimento a temperaturas elevadas,
haverá combustão do material. Deste modo, não podem ser reutilizadas.
Por outro lado, as resinas termoplásticas consistem de cadeias moleculares
lineares ou ramificadas que, ao serem aquecidas sob pressão, a sua consistência
altera-se de sólida rígida a líquida viscosa. Neste processo não ocorrem reações
químicas ou decomposição e os produtos obtidos podem ser reaquecidos
repetidamente. Em outras palavras, as resinas termoplásticas podem “amolecer”
seguidamente sob a aplicação de calor e pressão e “endurecer” novamente quando
resfriadas.
Segundo TITA (1999), as resinas termofixas são mais comuns para uso
estrutural em materiais compósitos, pois apresentam um enorme número de
aplicações e suas características finais geralmente são mais desejáveis. Além disso,
geralmente as resinas termofixas têm um menor custo quando comparadas às resinas
termoplásticas. De modo geral, conforme SMITH (1993), as vantagens dos
polímeros termofixos para aplicações em projetos de engenharia são as seguintes:
• Alta estabilidade térmica;
• Alta rigidez;
• Alta estabilidade dimensional;
• Resistência à fluência e à deformação sob carregamento;
• Baixo peso específico;
• Altas propriedades de isolamento térmico e elétrico.
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
17
b) Fibras
Conforme a classificação de MATTHEWS & RAWLINGS (1994) com
relação aos reforços dos compósitos, as fibras apresentam-se em duas formas: fibras
contínuas ou fibras descontínuas. Como componente estrutural, ambas têm a função
de suportar os esforços provenientes da matriz, porém com características distintas
que influenciam o desempenho mecânico dos compósitos.
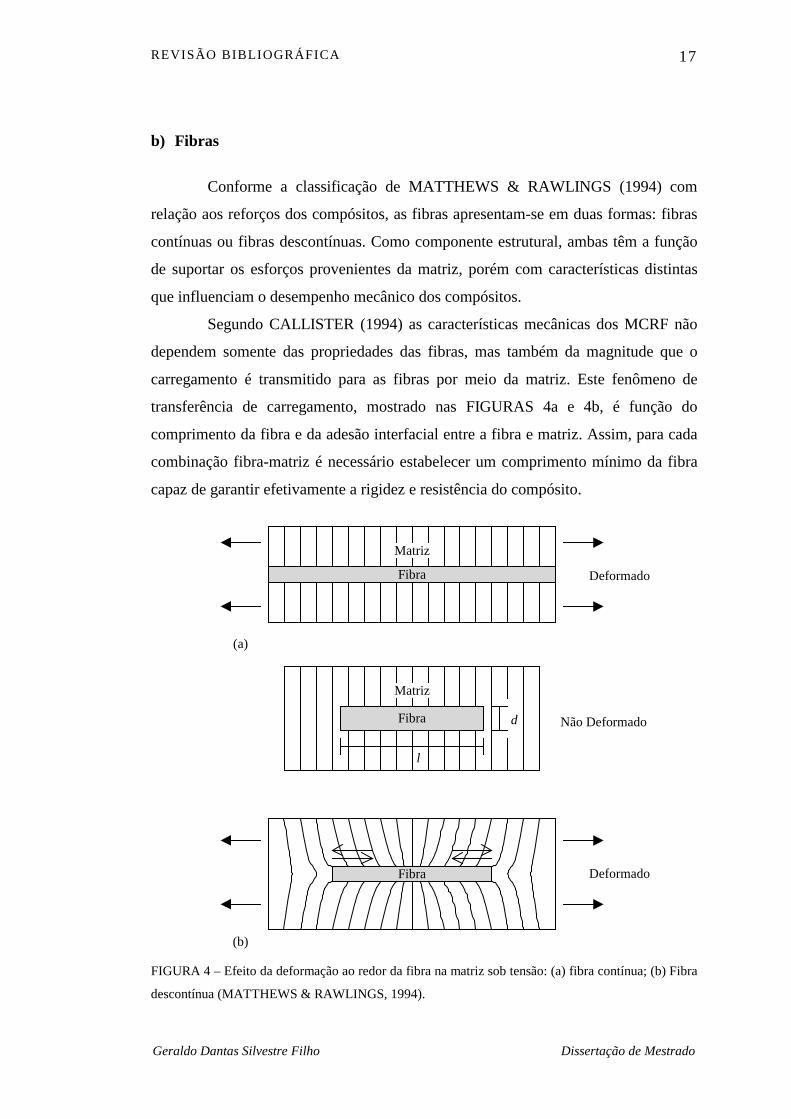
Segundo CALLISTER (1994) as características mecânicas dos MCRF não
dependem somente das propriedades das fibras, mas também da magnitude que o
carregamento é transmitido para as fibras por meio da matriz. Este fenômeno de
transferência de carregamento, mostrado nas FIGURAS 4a e 4b, é função do
comprimento da fibra e da adesão interfacial entre a fibra e matriz. Assim, para cada
combinação fibra-matriz é necessário estabelecer um comprimento mínimo da fibra
capaz de garantir efetivamente a rigidez e resistência do compósito.
Fibra
Matriz
Deformado
(a)
Fibra
Matriz
Não Deformado
l
d
Fibra Deformado
(b) FIGURA 4 – Efeito da deformação ao redor da fibra na matriz sob tensão: (a) fibra contínua; (b) Fibra
descontínua (MATTHEWS & RAWLINGS, 1994).
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
18
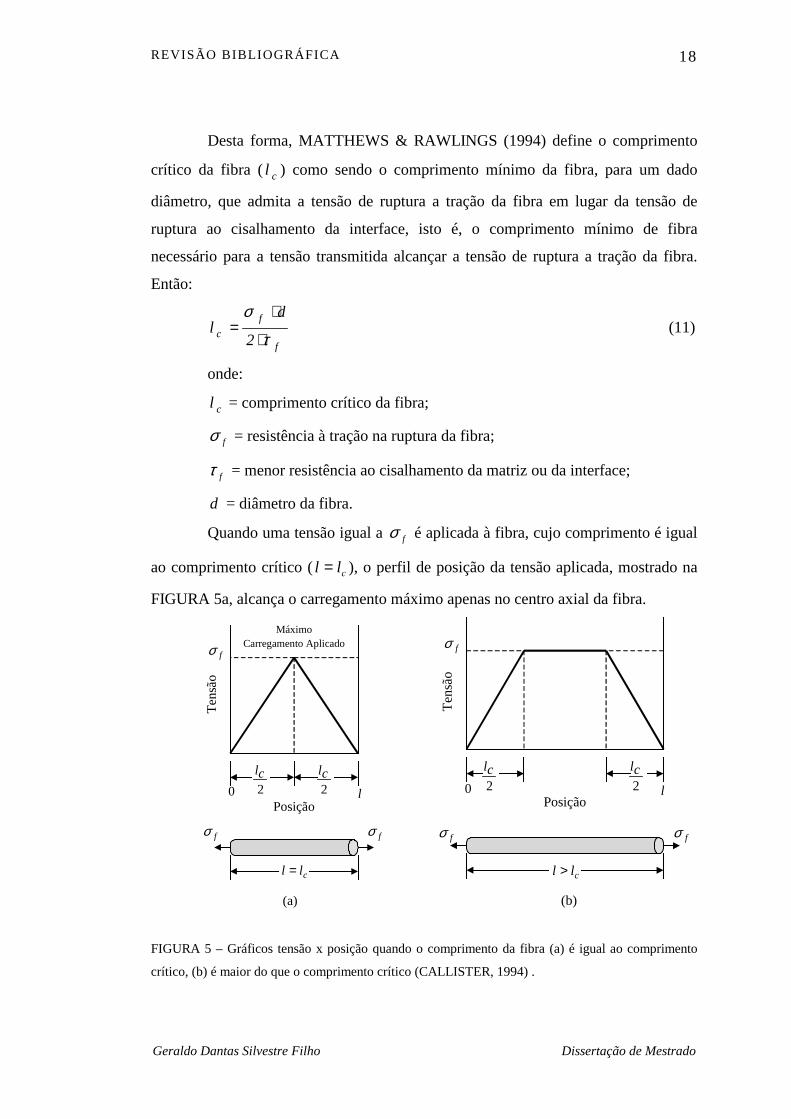
Desta forma, MATTHEWS & RAWLINGS (1994) define o comprimento
crítico da fibra ( cl ) como sendo o comprimento mínimo da fibra, para um dado
diâmetro, que admita a tensão de ruptura a tração da fibra em lugar da tensão de
ruptura ao cisalhamento da interface, isto é, o comprimento mínimo de fibra
necessário para a tensão transmitida alcançar a tensão de ruptura a tração da fibra.
Então:
f
fc 2
dl
τ
σ
⋅
⋅= (11)
onde:
cl = comprimento crítico da fibra;
fσ = resistência à tração na ruptura da fibra;
fτ = menor resistência ao cisalhamento da matriz ou da interface;
d = diâmetro da fibra.
Quando uma tensão igual a fσ é aplicada à fibra, cujo comprimento é igual
ao comprimento crítico ( cll = ), o perfil de posição da tensão aplicada, mostrado na
FIGURA 5a, alcança o carregamento máximo apenas no centro axial da fibra.
Tens
ão
2cl
2cl
Posição
fσ
0 l
fσfσ
cll =
MáximoCarregamento Aplicado
(a)
Tens
ão
2cl
2cl
Posição
fσ
0 l
cll >
fσfσ
(b) FIGURA 5 – Gráficos tensão x posição quando o comprimento da fibra (a) é igual ao comprimento
crítico, (b) é maior do que o comprimento crítico (CALLISTER, 1994) .
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
19
Posição
Tens
ão
fσ
0 l
cll <
fσ fσ
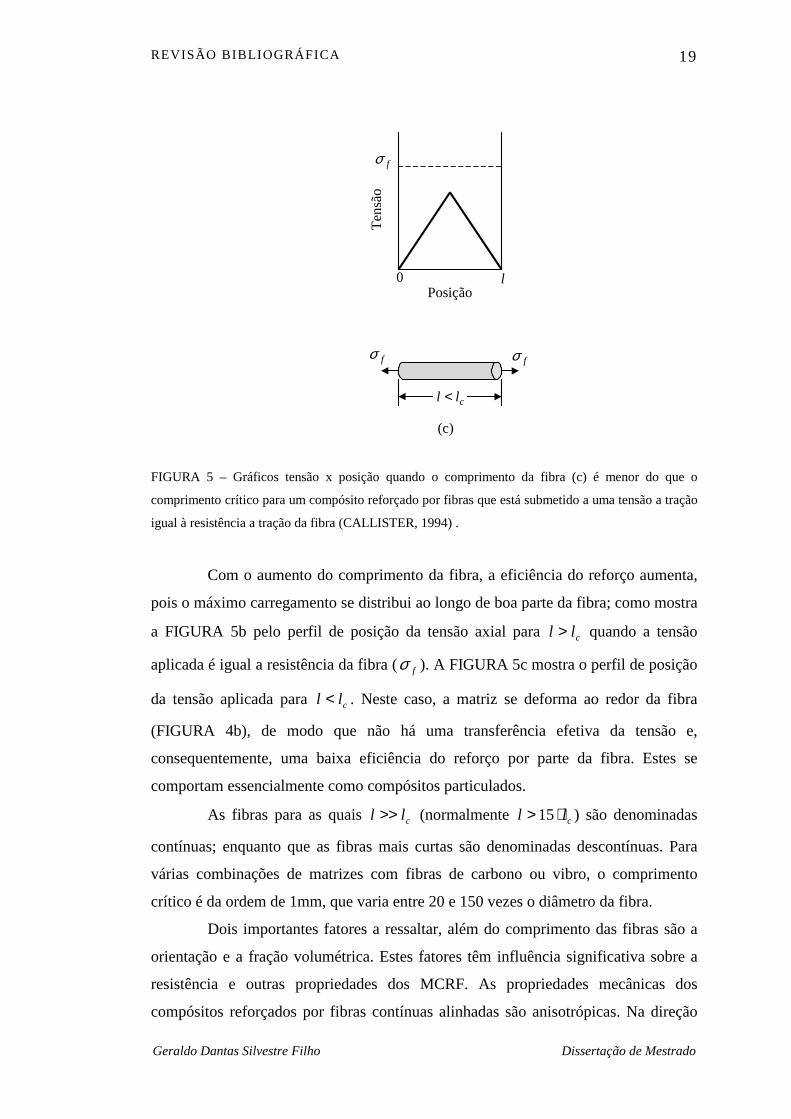
(c) FIGURA 5 – Gráficos tensão x posição quando o comprimento da fibra (c) é menor do que o
comprimento crítico para um compósito reforçado por fibras que está submetido a uma tensão a tração
igual à resistência a tração da fibra (CALLISTER, 1994) .
Com o aumento do comprimento da fibra, a eficiência do reforço aumenta,
pois o máximo carregamento se distribui ao longo de boa parte da fibra; como mostra
a FIGURA 5b pelo perfil de posição da tensão axial para cll > quando a tensão
aplicada é igual a resistência da fibra ( fσ ). A FIGURA 5c mostra o perfil de posição
da tensão aplicada para cll < . Neste caso, a matriz se deforma ao redor da fibra
(FIGURA 4b), de modo que não há uma transferência efetiva da tensão e,
consequentemente, uma baixa eficiência do reforço por parte da fibra. Estes se
comportam essencialmente como compósitos particulados.
As fibras para as quais cll >> (normalmente cll ⋅>15 ) são denominadas
contínuas; enquanto que as fibras mais curtas são denominadas descontínuas. Para
várias combinações de matrizes com fibras de carbono ou vibro, o comprimento
crítico é da ordem de 1mm, que varia entre 20 e 150 vezes o diâmetro da fibra.
Dois importantes fatores a ressaltar, além do comprimento das fibras são a
orientação e a fração volumétrica. Estes fatores têm influência significativa sobre a
resistência e outras propriedades dos MCRF. As propriedades mecânicas dos
compósitos reforçados por fibras contínuas alinhadas são anisotrópicas. Na direção
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
20
do alinhamento a eficiência do reforço e a resistência são máximas, enquanto que na
direção perpendicular, são mínimos.
Para os compósitos reforçados por fibras descontínuas, as fibras podem ser
orientadas preferencialmente ou aleatoriamente. Uma rigidez e resistência
significativa são possíveis para os compósitos reforçados por fibras curtas alinhadas
longitudinalmente. Apesar de algumas limitações com respeito à eficiência do
reforço, as propriedades dos compósitos reforçados por fibras curtas orientadas
aleatoriamente são isotrópicas (CALLISTER, 1994).
c) Interface fibra/matriz
A interface entre fibra e matriz é o “coração” dos MCRF. A estrutura e as
propriedades da interface fibra-matriz representam o papel principal em determinar o
desempenho mecânico e a integridade estrutural dos compósitos reforçados por
fibras. Segundo HULL (1981), em particular, as grandes diferenças entre as
propriedades elásticas da matriz e da fibra são interligadas por meio da interface ou,
em outras palavras, as tensões atuantes na matriz são transmitidas para as fibras
através da interface. Assim, ao analisar teoricamente o fenômeno de transferência de
tensão da matriz para a fibra, HULL (1981) destaca algumas hipóteses que devem ser
adotadas com relação às propriedades da interface: (i) a matriz e a fibra se
comportam como materiais elásticos; (ii) a interface é infinitamente delgada; (iii) a
interação entre a fibra e a matriz é perfeita, de forma que não ocorre descontinuidade
de deformação ao longo da interface; (iv) a interface que se forma ao redor da fibra
tem as mesmas propriedades que um material no estado sólido; (v) a geometria do
empacotamento das fibras na matriz é regular. Entretanto, nenhuma das hipóteses (ii)
e (iv) estão totalmente corretas, porque a interface real apresenta uma estrutura física
e química complexa.
Por outro lado, uma vez que a natureza da interação é dependente das
propriedades da fibra e matriz, segue que a interface é específica para cada sistema
fibra-matriz. Este fato exerce influência direta na escolha dos materiais a serem
empregados, pois a combinação de fases quaisquer nem sempre estabelecerá a
interação adequada da fibra e matriz, sendo às vezes necessário um tratamento
superficial na fibra para que esta interaja fortemente com a matriz
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
21
Devido à importância da interface fibra-matriz sobre o desempenho
mecânico e integridade estrutural dos compósitos, cresce o interesse na capacidade
de entender os mecanismos físicos e químicos responsáveis pela adesão fibra-matriz.
Assim, é desejável ter um método de teste que seja reproduzível e fidedigno para
investigar e quantificar a adesão entre fibra e matriz. HERRERA-FRANCO &
DRZAL (1992) comparam os principais métodos de avaliação das interações
mecânicas fibra-matriz para compósitos e discutem as análises teóricas nas quais
estes métodos são baseados, como também os dispositivos experimentais e
procedimentos de ensaio, e por último, discutem as vantagens e limitações de cada
método.
2.1.4 Vantagens, desvantagens e aplicações
Segundo NOTON (1987), quando se comparam os compósitos com os
materiais estruturais convencionais, na fase de seleção dos materiais no
desenvolvimento do projeto, é essencial comparar as vantagens das tecnologias dos
compósitos com as tecnologias dos materiais estruturais convencionais, ou seja,
processos de fabricação e configurações de projeto. Sob este ponto de vista,
HOLLMANN∗ apud MAGAGNIN FILHO (1996) explica que ao escolher um
material para aplicação estrutural, diversas variáveis são consideradas. Porém, as
mais importantes são o custo e a eficiência estrutural. Por outro lado, a eficiência
estrutural do material é a relação entre sua rigidez ou sua resistência com seu peso
específico, ou seja, ρE e ρσ , respectivamente. Em geral, quanto menor o peso
específico do material, maior é sua eficiência estrutural e seu custo e vice-versa.
Assim, ao optar pelo uso de um material com custos ainda elevados, como os
compósitos, deve-se considerar que a eficiência estrutural necessária para uma certa
condição de serviço, compense seus custos.
A utilização de fibras leves e resistentes como reforço nos compósitos
confere, aos mesmos, alta rigidez e alta resistência com baixa densidade, quando
∗ HOLLMANN, M. (1986). Composite aircraft design. Cupertino, U.S.A.
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
22
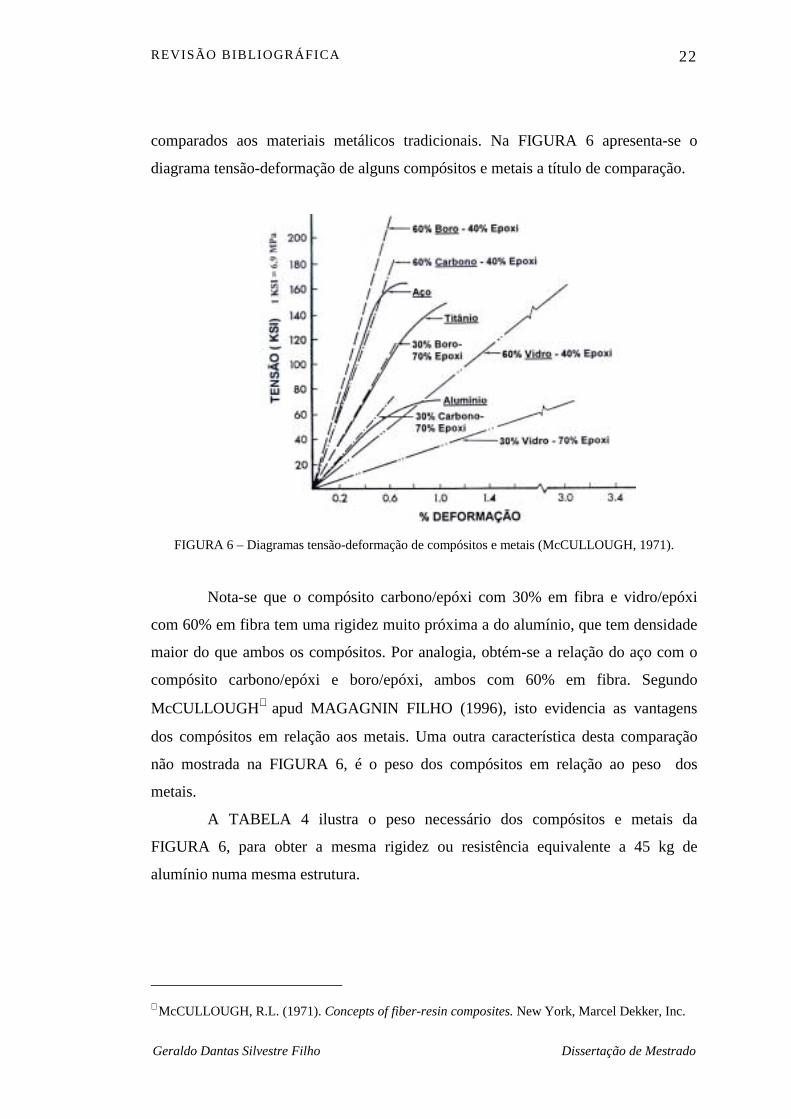
comparados aos materiais metálicos tradicionais. Na FIGURA 6 apresenta-se o
diagrama tensão-deformação de alguns compósitos e metais a título de comparação.
FIGURA 6 – Diagramas tensão-deformação de compósitos e metais (McCULLOUGH, 1971).
Nota-se que o compósito carbono/epóxi com 30% em fibra e vidro/epóxi
com 60% em fibra tem uma rigidez muito próxima a do alumínio, que tem densidade
maior do que ambos os compósitos. Por analogia, obtém-se a relação do aço com o
compósito carbono/epóxi e boro/epóxi, ambos com 60% em fibra. Segundo
McCULLOUGH∗ apud MAGAGNIN FILHO (1996), isto evidencia as vantagens
dos compósitos em relação aos metais. Uma outra característica desta comparação
não mostrada na FIGURA 6, é o peso dos compósitos em relação ao peso dos
metais.
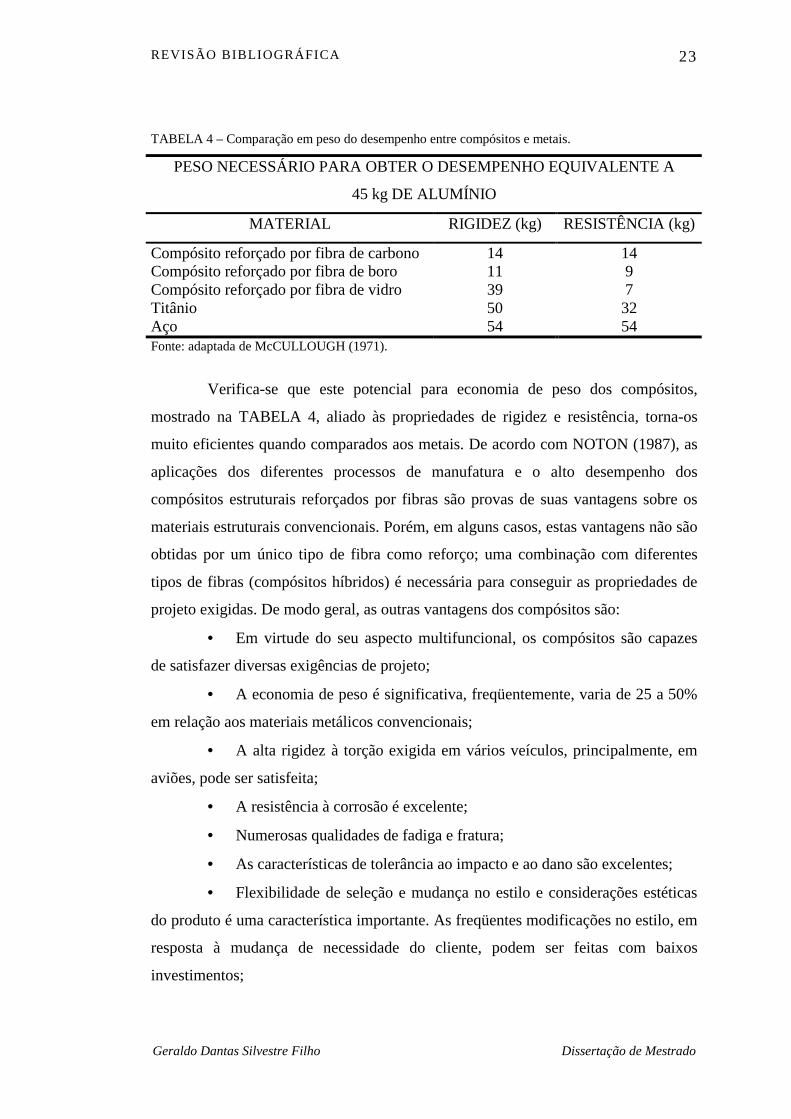
A TABELA 4 ilustra o peso necessário dos compósitos e metais da
FIGURA 6, para obter a mesma rigidez ou resistência equivalente a 45 kg de
alumínio numa mesma estrutura.
∗ McCULLOUGH, R.L. (1971). Concepts of fiber-resin composites. New York, Marcel Dekker, Inc.
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
23
TABELA 4 – Comparação em peso do desempenho entre compósitos e metais.
PESO NECESSÁRIO PARA OBTER O DESEMPENHO EQUIVALENTE A
45 kg DE ALUMÍNIO
MATERIAL RIGIDEZ (kg) RESISTÊNCIA (kg)
Compósito reforçado por fibra de carbono 14 14 Compósito reforçado por fibra de boro 11 9 Compósito reforçado por fibra de vidro 39 7 Titânio 50 32 Aço 54 54 Fonte: adaptada de McCULLOUGH (1971).
Verifica-se que este potencial para economia de peso dos compósitos,
mostrado na TABELA 4, aliado às propriedades de rigidez e resistência, torna-os
muito eficientes quando comparados aos metais. De acordo com NOTON (1987), as
aplicações dos diferentes processos de manufatura e o alto desempenho dos
compósitos estruturais reforçados por fibras são provas de suas vantagens sobre os
materiais estruturais convencionais. Porém, em alguns casos, estas vantagens não são
obtidas por um único tipo de fibra como reforço; uma combinação com diferentes
tipos de fibras (compósitos híbridos) é necessária para conseguir as propriedades de
projeto exigidas. De modo geral, as outras vantagens dos compósitos são:
• Em virtude do seu aspecto multifuncional, os compósitos são capazes
de satisfazer diversas exigências de projeto;
• A economia de peso é significativa, freqüentemente, varia de 25 a 50%
em relação aos materiais metálicos convencionais;
• A alta rigidez à torção exigida em vários veículos, principalmente, em
aviões, pode ser satisfeita;
• A resistência à corrosão é excelente;
• Numerosas qualidades de fadiga e fratura;
• As características de tolerância ao impacto e ao dano são excelentes;
• Flexibilidade de seleção e mudança no estilo e considerações estéticas
do produto é uma característica importante. As freqüentes modificações no estilo, em
resposta à mudança de necessidade do cliente, podem ser feitas com baixos
investimentos;
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
24
• Uma baixa expansão térmica pode ser obtida, mas varia
significativamente com a escolha do material da matriz, com o tipo de fibra
empregada e com sua orientação;
• A manufatura e montagem são simplificadas por causa da integração
dos componentes, reduzindo as uniões e os dispositivos de união.
Embora as atuais aplicações dos compósitos reforçados por fibras de alto
desempenho em produtos e sistemas de engenharia complexos chamem a atenção,
alguns fatores podem retardar a aceitação destes materiais. Entre estes fatores podem
ser incluídos:
• O custo do material é um inibidor para algumas aplicações de produção
em grande escala;
• Alguns processos de manufatura são complexos e de alto custo;
• Conhecimento insuficiente sobre as reais condições do comportamento
mecânico em serviço, principalmente, sobre a reposta a solicitações de impacto e
fadiga, refletindo diretamente na confiabilidade dos componentes fabricados;
• Precauções especiais são muitas vezes necessárias para prevenir
ocorrências que causam rejeição da peça;
• Os regulamentos das agências de proteção ambiental e administração da
saúde e segurança do trabalho, relacionados aos constituintes químicos, são fatores
de preocupação por parte dos executivos industriais. Atualmente, o mercado exige
certificações, como a ISO 14000. Consequentemente, a empresa que não seguir as
determinações, eliminando os resíduos de forma ecologicamente correta, acabará
sendo excluída desse mercado.
Com relação aos custos de produção e manufatura, estes tendem a diminuir
com o avanço tecnológico. Além do mais, o desenvolvimento de modelos
matemáticos mais precisos para o estudo da resposta do material quando solicitados
em condições adversas, podem oferecer uma importante contribuição para ampliar as
possibilidades de aplicações estruturais dos compósitos.
Segundo REZENDE & BOTELHO (2000), após décadas de uso restrito em
alguns setores da indústria, devido ao seu custo de obtenção, os compósitos
poliméricos estruturais, também denominados avançados, têm ampliado a sua
utilização em diferentes setores da indústria moderna. Atualmente, a utilização de

REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
25
estruturas de alto desempenho e com baixo peso tem sido feita nas indústrias
automotiva, esportiva, biomédica, de construção civil, entre outras.
No setor aeroespacial, o crescente uso de polímeros reforçados por fibras de
carbono deve-se, principalmente, ao constante desafio que a indústria possui na
obtenção de componentes que exibam os maiores valores de resistência mecânica e
de rigidez específicas entre os materiais disponíveis. A substituição do alumínio por
compósitos poliméricos estruturais, por exemplo, permite uma redução de 20 a 30 %,
além de 25% na redução do custo final de obtenção das peças.
Hoje, os compósitos de fibras contínuas com matriz termofixa estão sendo
utilizados na obtenção de componentes internos, externos, nervuras de asas, portas de
trens de aterrissagem, radome (nariz do avião), flapes, partes estruturais, bordas de
ataque, sistemas de freios de aeronaves supersônicas militares e civis, entre outras. A
FIGURA 7 apresenta a aeronave Tucano produzida pela EMBRAER, mostrando os
componentes fabricados em materiais compósitos poliméricos termofixos reforçados
por fibras de carbono, Kevlar® e vidro.
FIGURA 7 – Componentes da aeronave Tucano fabricados em compósitos, utilizando como reforço
fibras de carbono, Kevlar® e vidro (REZENDE & BOTELHO, 2000).
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
26
O uso de compósitos termoplásticos reforçados por fibras contínuas tem
sido ampliado no setor aeroespacial, devido, principalmente, à redução drástica da
fadiga, maiores valores de resistências ao impacto e ao fogo, baixa absorção de
umidade, temperatura de serviço mais elevada e grande versatilidade na produção em
série, exibindo propriedades mecânicas iguais ou superiores às apresentadas pelos
compósitos termofixos. No setor aeronáutico, o uso de compósitos termoplásticos é
promissor na construção de fuselagens, permitindo com isto uma redução de peso em
torno de 25%, em relação às estruturas metálicas hoje utilizadas.
No setor de transporte, a tendência mundial mostra que a indústria
automotiva a médio e longo prazo será a maior usuária dos compósitos poliméricos.
No entanto, esta lucrativa oportunidade só se firmará quando os compósitos
reforçados por fibras de vidro e carbono apresentarem preço competitivo com o
alumínio e o aço. A possibilidade de aplicação dos compósitos neste setor é na
manufatura de um sistema único de estruturas como chassis e carrocerias,
principalmente pelo processo de moldagem por transferência de resina (Resin
Transfer Molding - RTM), podendo ainda ser ampliado na manufatura do tanque de
combustível, pelo processo de bobinagem (Filament Winding). Hoje, esta indústria já
faz uso de polímeros e de compósitos com fibras picadas na fabricação de
componentes sem exigência estrutural primária.
No setor da construção civil, durante muito tempo os compósitos
poliméricos têm sido utilizados basicamente para reparos e adequações de pontes e
edificações danificadas. No entanto, a deterioração da parte pavimentada das pontes
(leito da ponte) é considerada um sério problema de infra-estrutura. Devido aos
avanços na manufatura de compósitos poliméricos reforçados por fibras, somados
aos valores de resistência e rigidez destes materiais nas condições de uso, simulados
em laboratório, levaram à produção de módulos de leitos de pontes para reparos
temporários ou permanentes em substituição à produção de leitos de concreto.
Uma outra área da indústria da construção civil que tem dedicado atenção
especial aos compósitos poliméricos estruturais, na tentativa de minimizar o peso das
estruturas e diminuir os riscos de desabamentos, mantendo as mesmas características
mecânicas dos materiais convencionais, é a construção de edificações em áreas
sujeitas a abalos sísmicos. A prática da trançagem de fibras (braiding) foi, por muito
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
27
tempo, utilizada para obtenção de estruturas simples, de uso decorativo ou como
cordas. Atualmente este processo vem sendo utilizado na produção de hastes, estacas
e tubos de menor peso aplicados no setor da construção civil, como componentes
com exigências estruturais. O uso de fibras estruturais como carbono, vidro, aramida
tem viabilizado a obtenção de pré-formas trançadas, com a combinação de fibras
(híbridos) ou não, cilíndricas ou planas, impregnadas com termofixos ou
termoplásticos. Estas estruturas trançadas, dependendo dos tipos de fibra e matriz
polimérica utilizada, têm apresentado, em geral, preço competitivo com interessantes
valores de resistência e rigidez, resistência à corrosão e menor peso.
No setor de eletrônicos, os compósitos poliméricos reforçados por fibras de
carbono têm sido utilizados, também, em sistemas de antenas, devido às suas
excelentes propriedades de reflexão de rádio-freqüência, alta estabilidade
dimensional e boa condutividade elétrica. Isto inclui antenas parabólicas,
sub-refletores e estruturas traseiras de emissoras de rádio-freqüência. Já os
compósitos com fibras de vidro e Kevlar® vêm sendo utilizados como material
transparente à radiação eletromagnética na faixa de microondas, sendo aplicados na
manufatura de radomes de aeronaves, tendo como função proteger o radar de busca e
imageamento, sem interferir na radiação emitida ou recebida pelo radar.
Na área médica os materiais compósitos poliméricos têm encontrado
aplicação em dois grupos: o primeiro, tem aplicação na confecção de aparelhos e o
segundo, na aplicação em próteses ortopédicas externas e internas. No primeiro
grupo, uma aplicação bem-sucedida está na fabricação de cadeira de rodas feitas a
partir de compósitos poliméricos reforçados por fibras de carbono com vantagens na
redução de peso. No segundo grupo, SHACKELFORD (1996) mostra que uma das
aplicações mais bem-sucedidas, no campo da medicina, com materiais de implante
cirúrgico têm sido a prótese artificial de quadril. Para estas aplicações, as fibras de
carbono são promissoras devido a excelente compatibilidade com o tecido humano e
devido a sua alta rigidez e resistência. A FIGURA 8 ilustra o procedimento cirúrgico
envolvido na reposição de uma junta de quadril, fraturada ou doente, por um
implante de prótese.
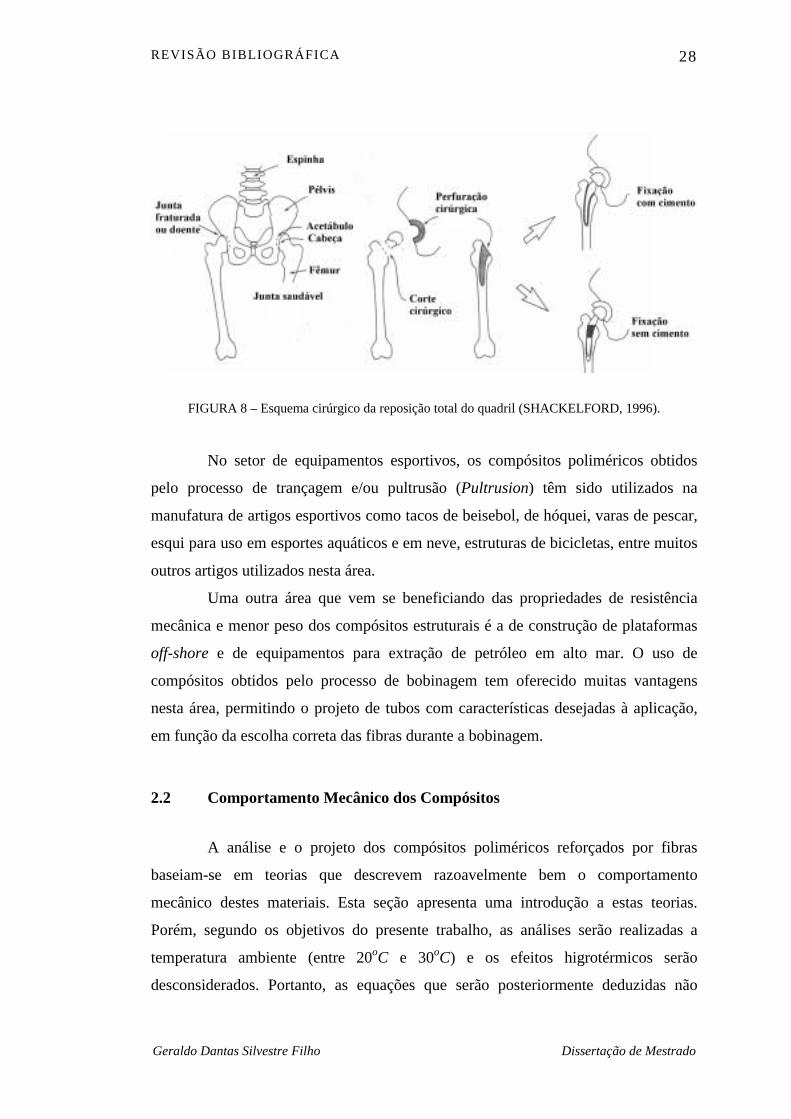
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
28
FIGURA 8 – Esquema cirúrgico da reposição total do quadril (SHACKELFORD, 1996).
No setor de equipamentos esportivos, os compósitos poliméricos obtidos
pelo processo de trançagem e/ou pultrusão (Pultrusion) têm sido utilizados na
manufatura de artigos esportivos como tacos de beisebol, de hóquei, varas de pescar,
esqui para uso em esportes aquáticos e em neve, estruturas de bicicletas, entre muitos
outros artigos utilizados nesta área.
Uma outra área que vem se beneficiando das propriedades de resistência
mecânica e menor peso dos compósitos estruturais é a de construção de plataformas
off-shore e de equipamentos para extração de petróleo em alto mar. O uso de
compósitos obtidos pelo processo de bobinagem tem oferecido muitas vantagens
nesta área, permitindo o projeto de tubos com características desejadas à aplicação,
em função da escolha correta das fibras durante a bobinagem.
2.2 Comportamento Mecânico dos Compósitos
A análise e o projeto dos compósitos poliméricos reforçados por fibras
baseiam-se em teorias que descrevem razoavelmente bem o comportamento
mecânico destes materiais. Esta seção apresenta uma introdução a estas teorias.
Porém, segundo os objetivos do presente trabalho, as análises serão realizadas a
temperatura ambiente (entre 20oC e 30oC) e os efeitos higrotérmicos serão
desconsiderados. Portanto, as equações que serão posteriormente deduzidas não
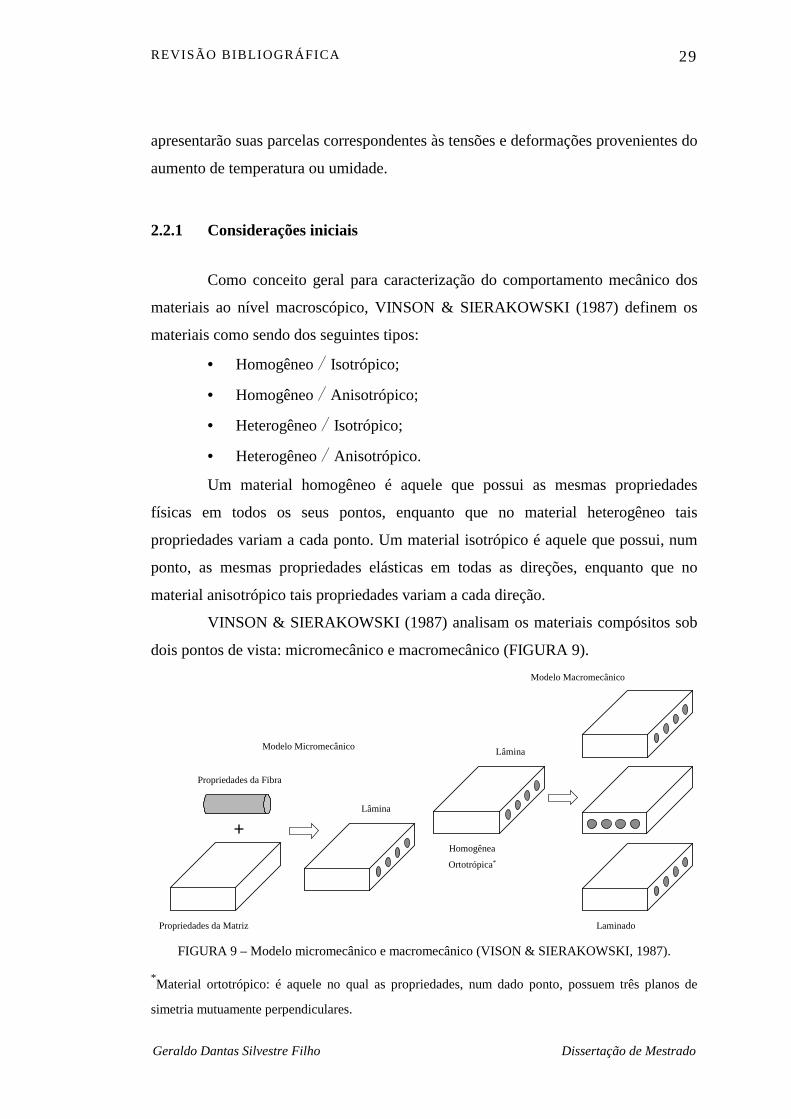
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
29
apresentarão suas parcelas correspondentes às tensões e deformações provenientes do
aumento de temperatura ou umidade.
2.2.1 Considerações iniciais
Como conceito geral para caracterização do comportamento mecânico dos
materiais ao nível macroscópico, VINSON & SIERAKOWSKI (1987) definem os
materiais como sendo dos seguintes tipos:
• Homogêneo /Isotrópico;
• Homogêneo /Anisotrópico;
• Heterogêneo /Isotrópico;
• Heterogêneo /Anisotrópico.
Um material homogêneo é aquele que possui as mesmas propriedades
físicas em todos os seus pontos, enquanto que no material heterogêneo tais
propriedades variam a cada ponto. Um material isotrópico é aquele que possui, num
ponto, as mesmas propriedades elásticas em todas as direções, enquanto que no
material anisotrópico tais propriedades variam a cada direção.
VINSON & SIERAKOWSKI (1987) analisam os materiais compósitos sob
dois pontos de vista: micromecânico e macromecânico (FIGURA 9).
+
Propriedades da Fibra
Propriedades da Matriz
Lâmina
Modelo Micromecânico
Lâmina
Laminado
Modelo Macromecânico
Homogênea
Ortotrópica*
FIGURA 9 – Modelo micromecânico e macromecânico (VISON & SIERAKOWSKI, 1987).
*Material ortotrópico: é aquele no qual as propriedades, num dado ponto, possuem três planos de
simetria mutuamente perpendiculares.
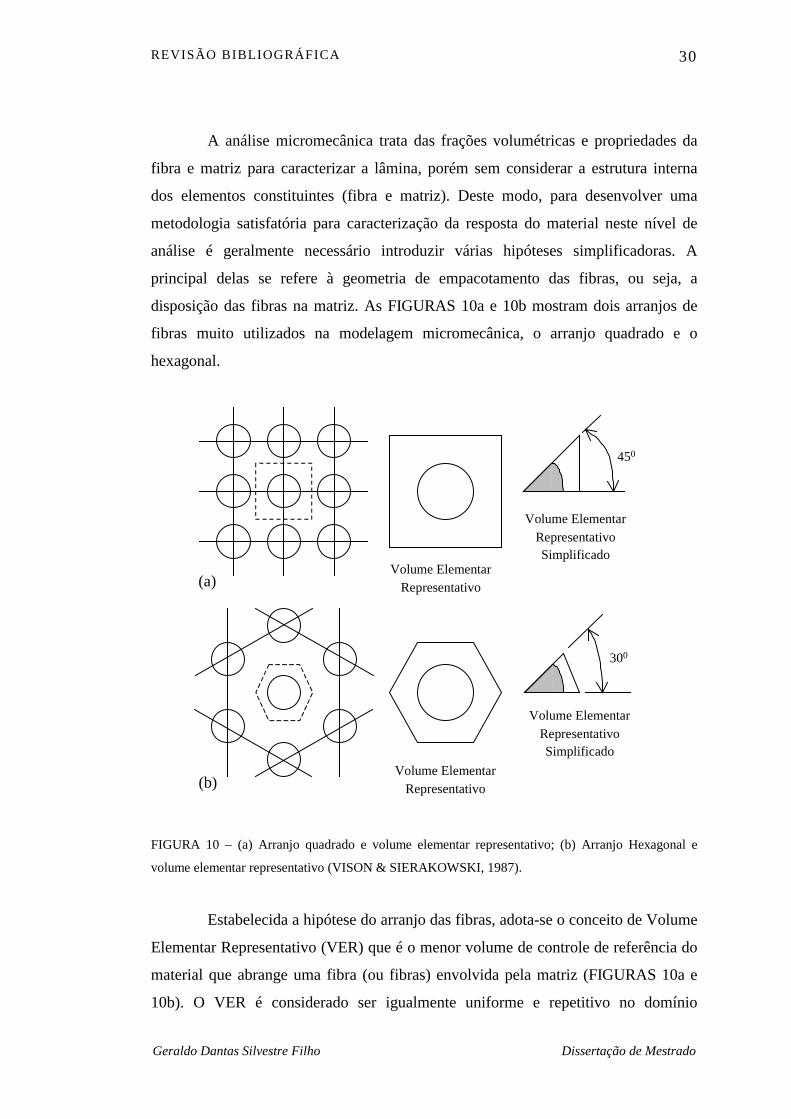
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
30
A análise micromecânica trata das frações volumétricas e propriedades da
fibra e matriz para caracterizar a lâmina, porém sem considerar a estrutura interna
dos elementos constituintes (fibra e matriz). Deste modo, para desenvolver uma
metodologia satisfatória para caracterização da resposta do material neste nível de
análise é geralmente necessário introduzir várias hipóteses simplificadoras. A
principal delas se refere à geometria de empacotamento das fibras, ou seja, a
disposição das fibras na matriz. As FIGURAS 10a e 10b mostram dois arranjos de
fibras muito utilizados na modelagem micromecânica, o arranjo quadrado e o
hexagonal.
450
Volume ElementarRepresentativo
Volume ElementarRepresentativoSimplificado
(a)
300
Volume ElementarRepresentativo
Volume ElementarRepresentativoSimplificado
(b)
FIGURA 10 – (a) Arranjo quadrado e volume elementar representativo; (b) Arranjo Hexagonal e
volume elementar representativo (VISON & SIERAKOWSKI, 1987).
Estabelecida a hipótese do arranjo das fibras, adota-se o conceito de Volume
Elementar Representativo (VER) que é o menor volume de controle de referência do
material que abrange uma fibra (ou fibras) envolvida pela matriz (FIGURAS 10a e
10b). O VER é considerado ser igualmente uniforme e repetitivo no domínio
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
31
completo da lâmina do compósito e suas características são representativas do
compósito. Assim, por meio do VER, as propriedades podem ser “traduzidas” do
nível micro para o macro. Desta forma, é possível realizar cálculos matemáticos
através de métodos teóricos (analíticos e numéricos) que relacionam as propriedades
e frações volumétricas dos constituintes com as propriedades médias da lâmina.
Alguns destes métodos teóricos são abordados por MAGAGNIN FILHO (1996) e
apresentados aqui na próxima seção. Deste modo, os valores das propriedades
obtidos por estes métodos teóricos serão utilizados em técnicas de análise
macromecânica. Em adição, os valores das propriedades dos constituintes (fibra e
matriz) e da lâmina do compósito podem também ser obtidos por meio de ensaios
experimentais os quais serão abordados mais adiante.
A análise macromecânica trata das propriedades médias da lâmina para
caracterizar o laminado, porém sem considerar a microestrutura da lâmina. Nesta
análise, a lâmina é considerada homogênea e ortotrópica. O elemento estrutural
resultante (laminado) é constituído por uma combinação sistemática de lâminas
empilhadas e sua rigidez estrutural pode ser calculada através de um método
analítico, como a Teoria Clássica de Laminados (TCL) ou através de um método
numérico, tal como o Método dos Elementos Finitos (MEF) os quais também serão
abordados em seções posteriores.
2.2.2 Propriedades elásticas de uma lâmina ortotrópica
Segundo CHAWLA (1987) é de grande importância poder prever as
propriedades de um compósito conhecidas as propriedades de cada constituinte e o
seu arranjo geométrico. Nesta seção, apresentam-se diferentes aspectos
micromecânicos dos MCRF. Um caso particularmente simples é a Regra das
Misturas, um método analítico de solução aproximada que considera as propriedades
do compósito como a média ponderada em volume das propriedades dos
constituintes. É importante perceber que a Regra das Misturas dá bons resultados
somente em certas situações simples, como na determinação da densidade do
compósito. No caso das propriedades mecânicas, existem certas restrições à sua
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
32
aplicabilidade. Se for necessária uma informação mais precisa, é melhor utilizar-se
de métodos mais sofisticados baseados na Teoria da Elasticidade.
Do mesmo ponto de vista, VINSON & SIERAKOWSKI (1987) destacam
que o aspecto micromecânico é introduzido em uma análise, de modo a fornecer uma
ferramenta analítica capaz de modelar o comportamento do compósito para que suas
propriedades possam ser utilizadas nas equações constitutivas, ou seja, nas relações
tensão-deformação. Para que isto seja possível, várias hipóteses são feitas.
a) Com relação à fibra:
• Homogênea, isotrópica, comportamento elástico linear, espaçamento
regular e alinhadas.
b) Com relação a matriz:
• Homogênea, isotrópica e comportamento elástico linear.
c) Com relação à lâmina:
• Homogênea, ortotrópica e comportamento elástico linear.
Conforme VINSON & SIERAKOWSKI (1987), CHAWLA (1987) e
HALPIN (1992), estão disponíveis vários métodos com propostas de cálculo para
determinar as propriedades dos compósitos. Estes métodos relacionam a causa e o
efeito entre as propriedades dos constituintes (fibra e matriz), sua distribuição
geométrica e volumétrica no espaço e as propriedades da lâmina. São eles:
a) Método baseado em conceitos de Resistência dos Materiais;
b) Métodos baseados na Teoria da Elasticidade. Destes últimos destacam:
• Modelo Auto-Consistente;
• Princípios Variacionais;
• Técnicas Numéricas.
Tais métodos diferem entre si de acordo com as hipóteses que cada um
assume em relação à especificação da geometria dos constituintes (fibra e matriz) e
de acordo com as aproximações feitas com relação à resposta do compósito. A seguir
se faz uma breve descrição dos métodos citados e apresenta-se também a Regra das
Misturas.
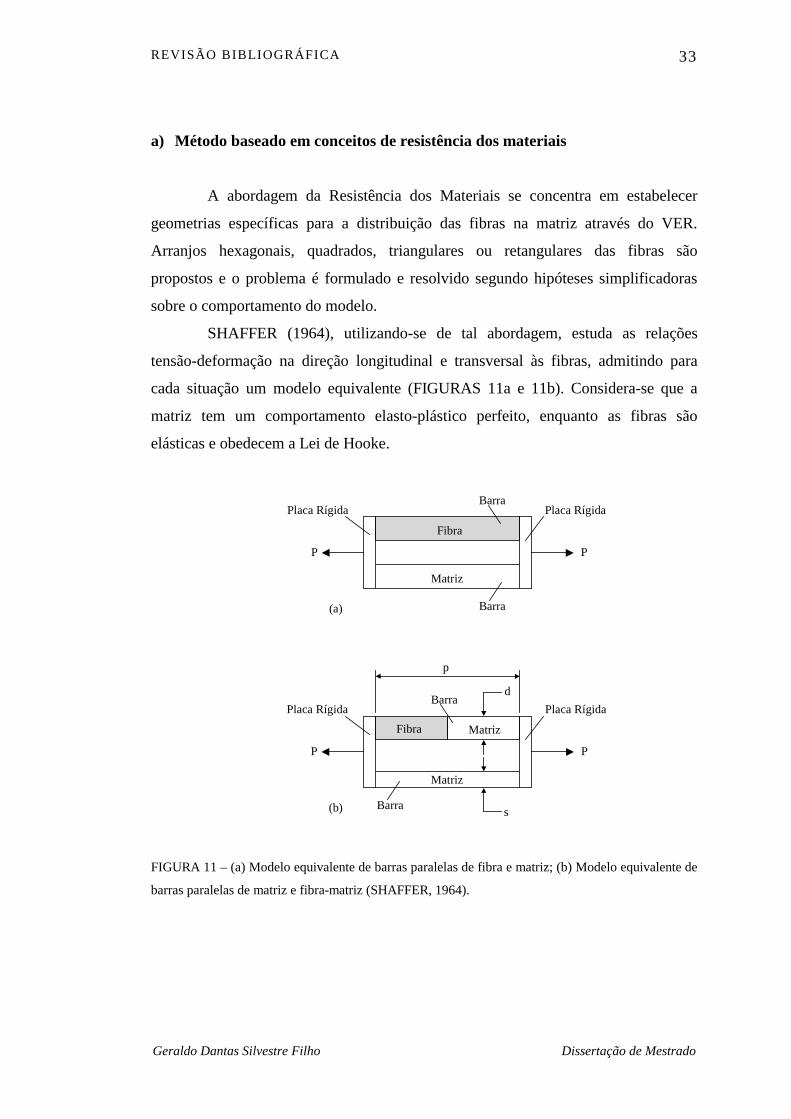
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
33
a) Método baseado em conceitos de resistência dos materiais
A abordagem da Resistência dos Materiais se concentra em estabelecer
geometrias específicas para a distribuição das fibras na matriz através do VER.
Arranjos hexagonais, quadrados, triangulares ou retangulares das fibras são
propostos e o problema é formulado e resolvido segundo hipóteses simplificadoras
sobre o comportamento do modelo.
SHAFFER (1964), utilizando-se de tal abordagem, estuda as relações
tensão-deformação na direção longitudinal e transversal às fibras, admitindo para
cada situação um modelo equivalente (FIGURAS 11a e 11b). Considera-se que a
matriz tem um comportamento elasto-plástico perfeito, enquanto as fibras são
elásticas e obedecem a Lei de Hooke.
Fibra
Matriz
Barra
Barra
Placa RígidaPlaca Rígida
PP
(a)
Fibra
Matriz
Barra
Barra
Placa RígidaPlaca Rígida
PP
Matriz
d
s
p
(b)
FIGURA 11 – (a) Modelo equivalente de barras paralelas de fibra e matriz; (b) Modelo equivalente de
barras paralelas de matriz e fibra-matriz (SHAFFER, 1964).

REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
34
Para a dedução da expressão do módulo de elasticidade na direção
transversal às fibras, um arranjo triangular das fibras como VER é considerado,
como mostra a FIGURA 12.
PPp p
p
s
d
FIGURA 12 – Seção transversal com arranjo triangular das fibras (SHAFFER, 1964).
Com estes modelos equivalentes foram obtidas expressões para os módulos
longitudinal (E1) e transversal (E2) ao plano da lâmina (FIGURA 13):
−+⋅=
AA
EE
AA
EE f
m
ffm 11 (12)
−
⋅−⋅
−
⋅⋅
−−=
f
mfff
f
mm E
EA
AA
AA
AEE
EE 18247.018247.01121
21
2 (13)
onde:
Em = módulo de elasticidade da matriz;
Ef = módulo de elasticidade da fibra;
Af = área da seção transversal da fibra;
A = área da seção transversal total (fibra e matriz).
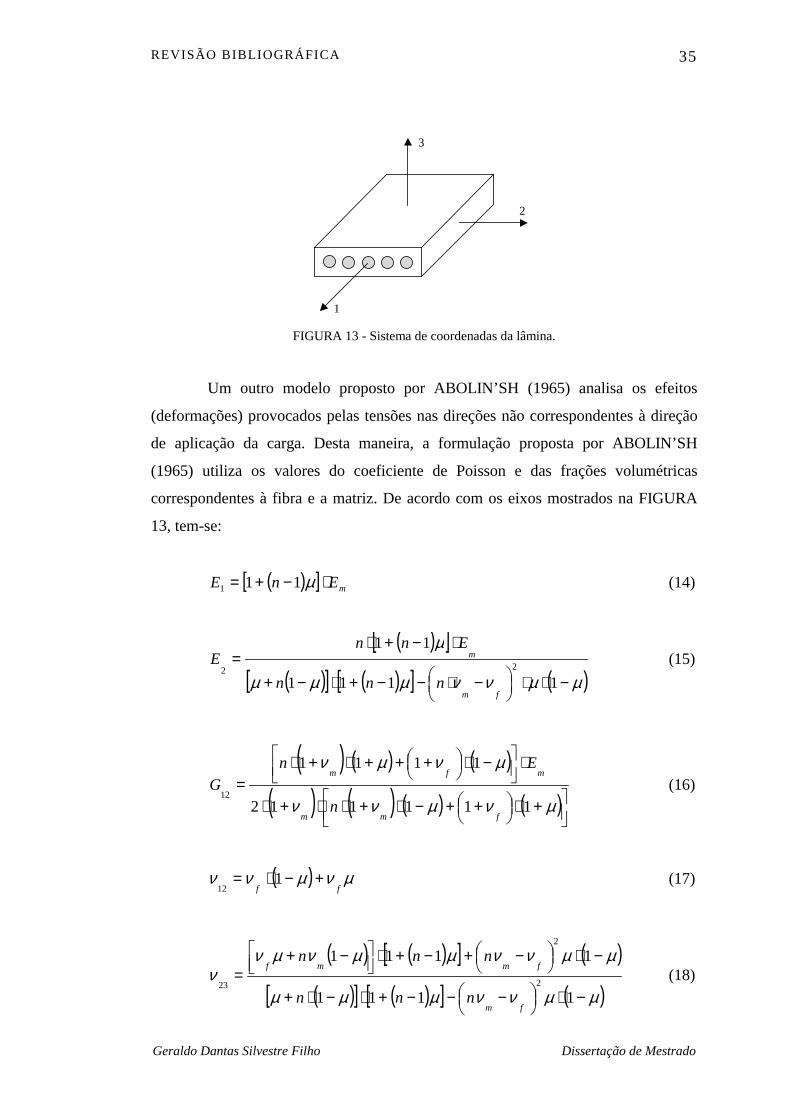
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
35
1
2
3
FIGURA 13 - Sistema de coordenadas da lâmina.
Um outro modelo proposto por ABOLIN’SH (1965) analisa os efeitos
(deformações) provocados pelas tensões nas direções não correspondentes à direção
de aplicação da carga. Desta maneira, a formulação proposta por ABOLIN’SH
(1965) utiliza os valores do coeficiente de Poisson e das frações volumétricas
correspondentes à fibra e a matriz. De acordo com os eixos mostrados na FIGURA
13, tem-se:
( )[ ] mEnE ⋅−+= µ111 (14)
( )[ ]( )[ ] ( )[ ] ( )µµννµµµ
µ
−⋅⋅
−⋅−−+⋅−+
⋅−+⋅=
1111
1122
fm
m
nnn
EnnE (15)
( ) ( ) ( )
( ) ( ) ( ) ( )
+⋅
++−⋅+⋅⋅+⋅
⋅
−⋅
+++⋅+⋅
=µνµνν
µνµν
111112
1111
12
fmm
mfm
n
EnG (16)
( ) µνµννff
+−⋅= 112
(17)
( ) ( )[ ] ( )
( )[ ] ( )[ ] ( )µµννµµµ
µµννµµνµνν
−⋅
−−−+⋅−⋅+
−⋅
−+−+⋅
−+
=1111
11112
2
23
fm
fmmf
nnn
nnn (18)
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
36
onde:
m
f
EE
n = ; VV f=µ e
E1 = módulo de elasticidade da lâmina na direção 1;
E2 = módulo de elasticidade da lâmina na direção 2;
G12 = módulo de cisalhamento da lâmina relativo ao plano 1-2;
ν12 = coeficiente de Poisson da lâmina relativo ao plano 1-2;
ν23 = coeficiente de Poisson da lâmina relativo ao plano 2-3;
νm = coeficiente de Poisson da matriz;
νf = coeficiente de Poisson da fibra;
Em = módulo de elasticidade da matriz;
Ef = módulo de elasticidade da fibra;
Vf = volume em fibra;
V = volume total.
b) Método baseado na teoria da elasticidade por meio de modelos
auto-consistentes
O Modelo Auto-Consistente (Self-Consistent Model) baseia-se nas
aproximações de geometria das fases (fibra e matriz). WHITNEY & RILEY (1966)
deduzem as equações para a determinação das constantes elásticas de um compósito
reforçado por fibras unidirecionais, utilizando a Teoria da Elasticidade para um
modelo simplificado de uma célula formada por cilindros concêntricos. Assim,
admite-se que o modelo geométrico de distribuição das fases é uma fibra de seção
transversal circular envolvida pela matriz, como mostra a FIGURA 14.
Considera-se que a fibra e a matriz sejam isotrópicas e que as fibras estejam
distribuídas de maneira regular de forma que tornem o compósito transversalmente
isotrópico. Além disso, o compósito é considerado ser macroscopicamente
homogêneo e obedecer à Lei de Hooke. Também se adota a hipótese de que haja uma

REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
37
perfeita interação das fases que conduza à continuidade de deslocamentos e tensões
na interface.
z
y
FibraMatriz
FIGURA 14 – Modelo de geometria de uma célula repetitiva no compósito.
WHITNEY & RILEY (1966).
Tal modelo (FIGURA 14) leva às seguintes equações:
λ⋅
−+=
mfmxEEEE (19)
⋅⋅+
−
==24
12
xyx
xyz
zykE
EkEE
ν
ν (20)
−−
+
−+
+
==λ
λ
mfmf
mmfmf
xzxyGGGG
GGGGGGG (21)
( )fmm
fmfm
mxzxyELLE
E
+++−
⋅
−
−
−==νλλ
λνννννν
11
12
'
2
(22)
onde:
221 mmL νν ⋅−−= ; 2' 21 ffL νν ⋅−−= ;
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
38
( )λνλνν −+⋅= 1mfyz ;
⋅−
−
=2212xymxyz
yx
EE
EEk
νν;
Ex = módulo de elasticidade da lâmina na direção da fibra;
Ey = Ez = módulo de elasticidade da lâmina na direção transversal à fibra;
Gxy = Gxz = módulo de cisalhamento da lâmina relativo aos planos xy e xz;
νxy = νxz: coeficiente de Poisson da lâmina relativo ao plano xy e xz;
νyz = coeficiente de Poisson da lâmina relativo ao plano yz;
Em = módulo de elasticidade da matriz;
Ef = módulo de elasticidade da fibra;
Gm = módulo de cisalhamento da matriz;
Gf = módulo de cisalhamento da fibra;
νm = coeficiente de Poisson da matriz;
νf = coeficiente de Poisson da fibra;
λ = fração volumétrica de fibra.
c) Método baseado na teoria da elasticidade por meio de princípios
variacionais
O método variacional baseia-se nos teoremas de energia da Teoria da
Elasticidade para obter os limites superiores e inferiores das propriedades da lâmina
do compósito. HASHIN & ROSEN∗ apud MAGAGNIN FILHO (1996) apresenta
várias expressões que calculam os limites de algumas propriedades elásticas de
compósitos poliméricos reforçados por fibras. Para o desenvolvimento da
formulação, foram adotadas algumas hipóteses pertinentes, tais como: as fibras e
matrizes são homogêneas, isotrópicas e linearmente elásticas; a lâmina do compósito
resultante é macroscopicamente homogênea e transversalmente isotrópica. Dois
arranjos de distribuição das fibras são utilizados: um hexagonal e um aleatório.
∗ HASHIN, Z.; ROSEN, B.W. (1964). The elastic moduli of fiber reinforded materials. Journal of
Applied Mechanics, v.31, p.223-32, June.
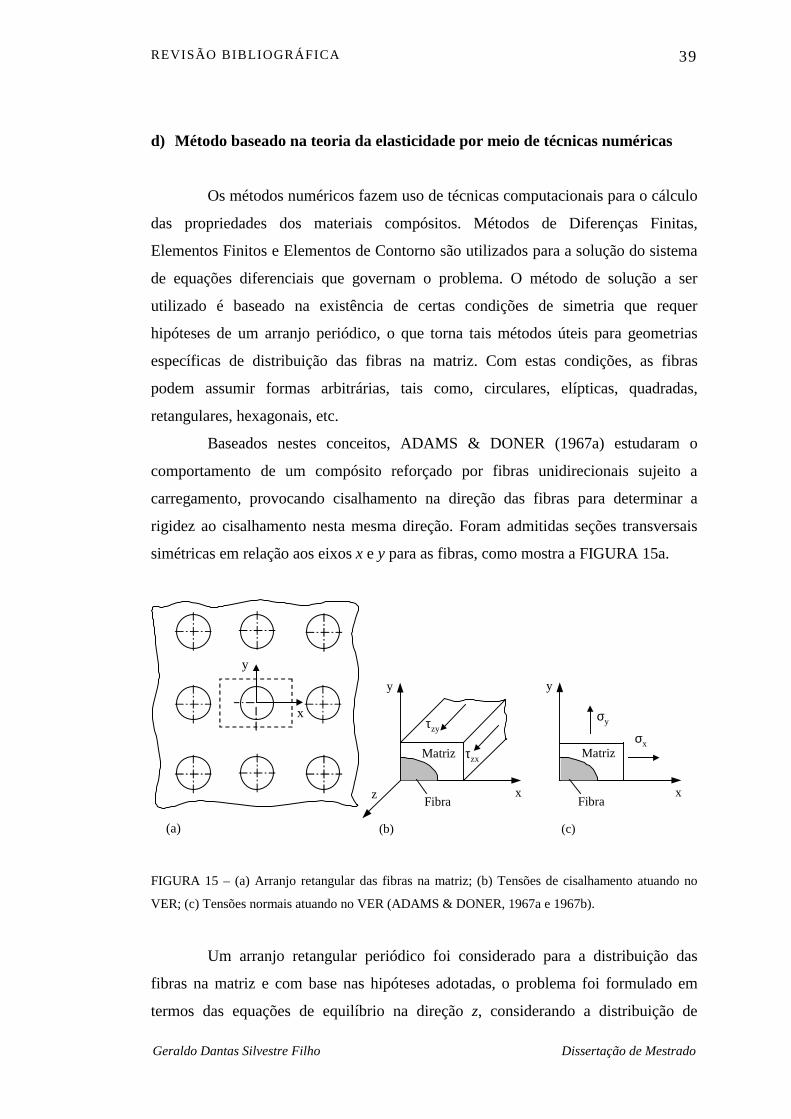
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
39
d) Método baseado na teoria da elasticidade por meio de técnicas numéricas
Os métodos numéricos fazem uso de técnicas computacionais para o cálculo
das propriedades dos materiais compósitos. Métodos de Diferenças Finitas,
Elementos Finitos e Elementos de Contorno são utilizados para a solução do sistema
de equações diferenciais que governam o problema. O método de solução a ser
utilizado é baseado na existência de certas condições de simetria que requer
hipóteses de um arranjo periódico, o que torna tais métodos úteis para geometrias
específicas de distribuição das fibras na matriz. Com estas condições, as fibras
podem assumir formas arbitrárias, tais como, circulares, elípticas, quadradas,
retangulares, hexagonais, etc.
Baseados nestes conceitos, ADAMS & DONER (1967a) estudaram o
comportamento de um compósito reforçado por fibras unidirecionais sujeito a
carregamento, provocando cisalhamento na direção das fibras para determinar a
rigidez ao cisalhamento nesta mesma direção. Foram admitidas seções transversais
simétricas em relação aos eixos x e y para as fibras, como mostra a FIGURA 15a.
x
y
(a)
τzy
τzx
x
y
z
Matriz
Fibra
(b)
x
y
Matriz
Fibra
σy
σx
(c)
FIGURA 15 – (a) Arranjo retangular das fibras na matriz; (b) Tensões de cisalhamento atuando no
VER; (c) Tensões normais atuando no VER (ADAMS & DONER, 1967a e 1967b).
Um arranjo retangular periódico foi considerado para a distribuição das
fibras na matriz e com base nas hipóteses adotadas, o problema foi formulado em
termos das equações de equilíbrio na direção z, considerando a distribuição de
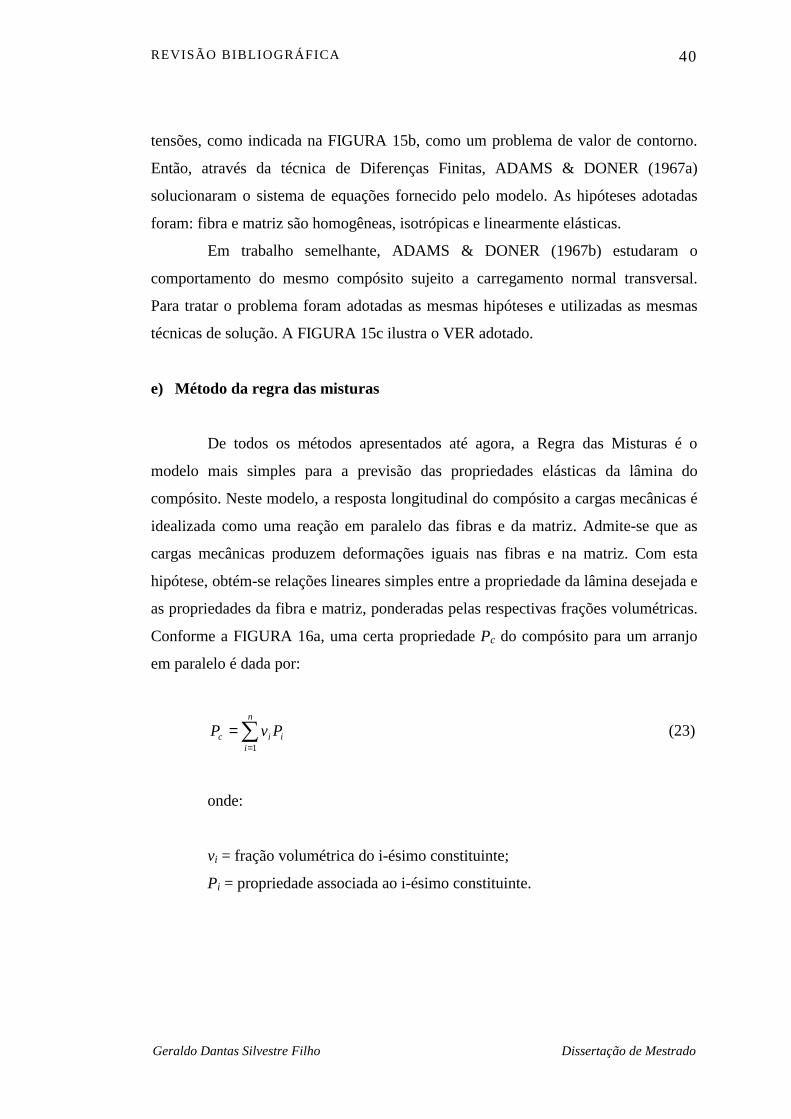
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
40
tensões, como indicada na FIGURA 15b, como um problema de valor de contorno.
Então, através da técnica de Diferenças Finitas, ADAMS & DONER (1967a)
solucionaram o sistema de equações fornecido pelo modelo. As hipóteses adotadas
foram: fibra e matriz são homogêneas, isotrópicas e linearmente elásticas.
Em trabalho semelhante, ADAMS & DONER (1967b) estudaram o
comportamento do mesmo compósito sujeito a carregamento normal transversal.
Para tratar o problema foram adotadas as mesmas hipóteses e utilizadas as mesmas
técnicas de solução. A FIGURA 15c ilustra o VER adotado.
e) Método da regra das misturas
De todos os métodos apresentados até agora, a Regra das Misturas é o
modelo mais simples para a previsão das propriedades elásticas da lâmina do
compósito. Neste modelo, a resposta longitudinal do compósito a cargas mecânicas é
idealizada como uma reação em paralelo das fibras e da matriz. Admite-se que as
cargas mecânicas produzem deformações iguais nas fibras e na matriz. Com esta
hipótese, obtém-se relações lineares simples entre a propriedade da lâmina desejada e
as propriedades da fibra e matriz, ponderadas pelas respectivas frações volumétricas.
Conforme a FIGURA 16a, uma certa propriedade Pc do compósito para um arranjo
em paralelo é dada por:
∑=
=n
iiic PvP
1
(23)
onde:
vi = fração volumétrica do i-ésimo constituinte;
Pi = propriedade associada ao i-ésimo constituinte.
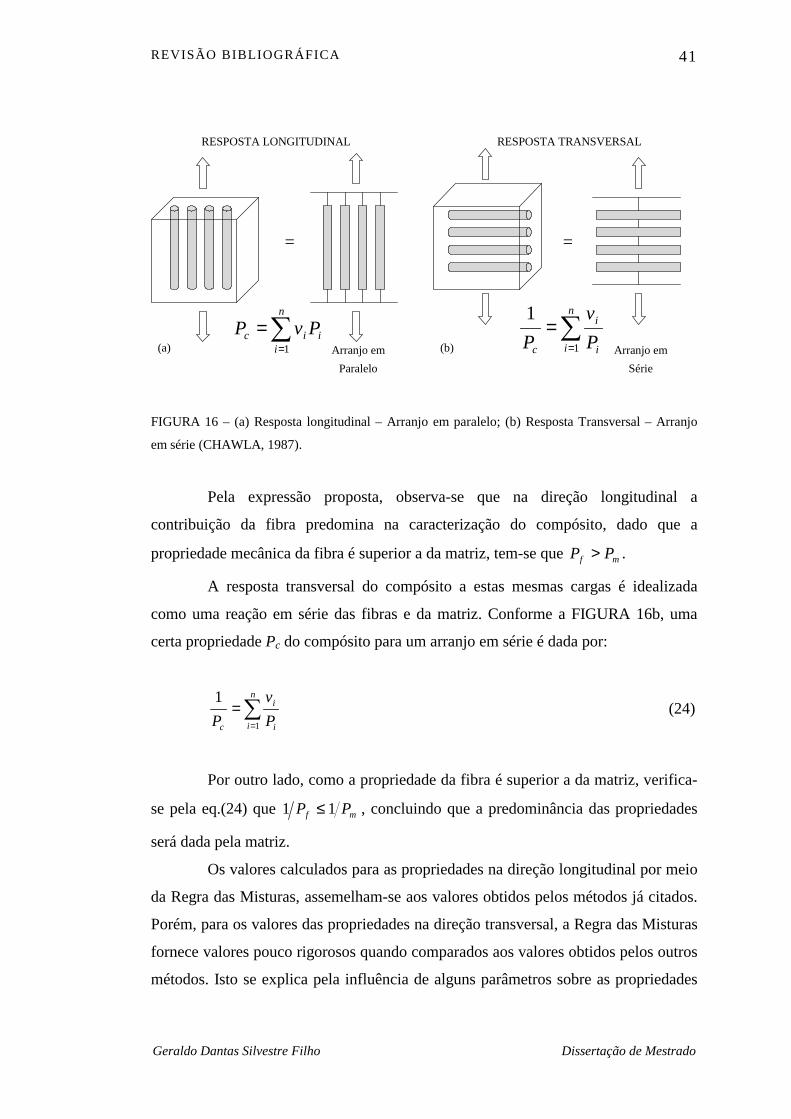
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
41
=
∑=
=n
iiic PvP
1
RESPOSTA LONGITUDINAL
Arranjo emParalelo
(a)
=
∑=
=n
i i
i
c Pv
P 1
1
RESPOSTA TRANSVERSAL
Arranjo emSérie
(b)
FIGURA 16 – (a) Resposta longitudinal – Arranjo em paralelo; (b) Resposta Transversal – Arranjo
em série (CHAWLA, 1987).
Pela expressão proposta, observa-se que na direção longitudinal a
contribuição da fibra predomina na caracterização do compósito, dado que a
propriedade mecânica da fibra é superior a da matriz, tem-se que mf PP > .
A resposta transversal do compósito a estas mesmas cargas é idealizada
como uma reação em série das fibras e da matriz. Conforme a FIGURA 16b, uma
certa propriedade Pc do compósito para um arranjo em série é dada por:
∑=
=n
i i
i
c Pv
P 1
1 (24)
Por outro lado, como a propriedade da fibra é superior a da matriz, verifica-
se pela eq.(24) que mf PP 11 ≤ , concluindo que a predominância das propriedades
será dada pela matriz.
Os valores calculados para as propriedades na direção longitudinal por meio
da Regra das Misturas, assemelham-se aos valores obtidos pelos métodos já citados.
Porém, para os valores das propriedades na direção transversal, a Regra das Misturas
fornece valores pouco rigorosos quando comparados aos valores obtidos pelos outros
métodos. Isto se explica pela influência de alguns parâmetros sobre as propriedades
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
42
na direção transversal, tais como: forma das fibras, grau de adesão entre fibra e
matriz, geometria de empacotamento das fibras e espaçamento entre as fibras, etc.
TSAI & HAHN (1980) apresentam as equações da Regra das Misturas para
o caso longitudinal e transversal, de acordo com os eixos mostrados na FIGURA 13.
São elas:
mmff EvEvE +=11 (25)
mmff vvv νν +=12 (26)
fmmf
mf
EvEvEE
E+
=22 (27)
fmmf
mf
GvGvGG
G+
=12 (28)
onde:
E1 = módulo de elasticidade da lâmina na direção 1;
ν12 = coeficiente de Poisson da lâmina relativo ao plano 1-2;
E2 = módulo de elasticidade da lâmina na direção 2;
G12 = módulo de cisalhamento da lâmina relativo ao plano 1-2.
As equações eq.(25) e eq.(26) fornecem previsões adequadas para o módulo
de elasticidade na direção longitudinal à fibra e coeficiente de Poisson. Porém, as
equações eq.(27) e eq.(28) fornecem valores menores do que os observados
experimentalmente para o módulo de elasticidade na direção transversal à fibra e
módulo de cisalhamento. Então, para corrigir a discrepância dos valores das
equações eq.(27) e eq.(28), TSAI & HAHN (1980) apresentam um equacionamento
que prever melhores estimativas dos módulos na direção transversal do que as
equações simples da Regra das Misturas. Assim, tem-se:
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
43
⋅+
⋅+
=
mf
mmff
vv
vPvPP
η
η (29)
onde as constantes elásticas P, Pf , Pm e η são dadas na TABELA 5 e onde vf e vm são
as frações volumétricas das fibras e matriz respectivamente.
Portanto, para determinação dos módulos de cisalhamento (G12 e G23),
consulta-se a tabela seguinte, determinada por TSAI & HAHN (1980):
TABELA 5 – Constantes Elásticas.
Constante Elástica P Pf Pm η
E11 E11 E11f Em 1
ν12 ν12 ν12f νm 1
G12 1/G12 1/G12f 1/Gm η6
G23 1/G23 1/G23f 1/Gm η4
kt 1/kt 1/kf 1/km ηk
Fonte: adaptada de TSAI & HANH (1980).
onde, segundo os eixos mostrados na FIGURA 13:
E11 = módulo de elasticidade da lâmina na direção 1;
E11f = módulo de elasticidade da fibra na direção 1;
Em = módulo de elasticidade da matriz;
ν12 = coeficiente de Poisson da lâmina do compósito relativo ao plano 1-2;
ν12f = coeficiente de Poisson da fibra relativo ao plano 1-2;
νm = coeficiente de Poisson da matriz;
G12 e G23 = módulos de cisalhamento da lâmina do compósito relativo ao
plano 1-2 e 2-3 respectivamente;
1/G12 e 1/G23 = inverso dos módulos de cisalhamento da lâmina do
compósito relativo ao plano 1-2 e 2-3 respectivamente;
1/G12f e 1/G23f = inverso dos módulos de cisalhamento da fibra relativo ao
plano 1-2 e 2-3 respectivamente;
1/Gm = inverso do módulo de cisalhamento da matriz.

REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
44
De acordo com a TABELA 5 e a eq.(29) é possível calcular o coeficiente de
Poisson da lâmina do compósito através dos coeficientes de Poisson da fibra e
matriz. Entretanto, para os cálculos das demais constantes, necessitam-se de mais
equações, tais como:
+⋅=
f
m
GG
126 1
21
η (30)
( )
+⋅−⋅
−⋅=
f
mm
m GG
234 43
141
νν
η (31)
( )
+⋅
−⋅=
f
m
mk k
G1
121
νη (32)
−⋅
=
f
f
f
Ek
ν12 (33)
( )m
mm
Ek
ν−⋅=
12 (34)
onde:
( )m
mm
EG
ν+⋅=
12, caso a matriz seja isotrópica.
O módulos de elasticidade da lâmina do compósito na direção 2 e 3, onde
3322 EE = , são encontrados através da seguinte equação:
23
233322
4Gmk
GkEE
t
t
⋅+⋅⋅
== (35)
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
45
onde:
11
2124
1Ek
m t ν⋅⋅+= (36)
As equações acima podem ser usadas para compósitos reforçados por fibras
anisotrópicas, como as fibras de aramida (Kevlar), carbono, grafite, etc. Se as fibras
são isotrópicas, as equações podem ser simplificadas. Assim, fk torna-se:
f
ff
Gk
ν⋅−=
21 (37)
e substituindo fk da eq.(32) pela eq.(37), kη reduz-se para:
( ) ( )
⋅⋅−+⋅
−⋅=
f
mf
mk G
Gν
νη 211
121
(38)
TSAI & HAHN (1980) notaram que para muitos compósitos estruturais a
razão dos módulos de cisalhamento dos constituintes é muito menor do que a
unidade, ou seja, 05.0<fm GG . Desta forma, os parâmetros η reduzem-se para:
21
6 =η ; ( )m
m
νν
η−⋅⋅−
=1443
4 ; ( )mk ν
η−⋅
=121
Portanto, as equações da Regra da Misturas proporcionam ao engenheiro a
possibilidade de calcular as constantes elásticas de uma lâmina unidirecional, se as
propriedades da fibra e da matriz bem como as suas respectivas porcentagens na
formação do compósito são conhecidas.
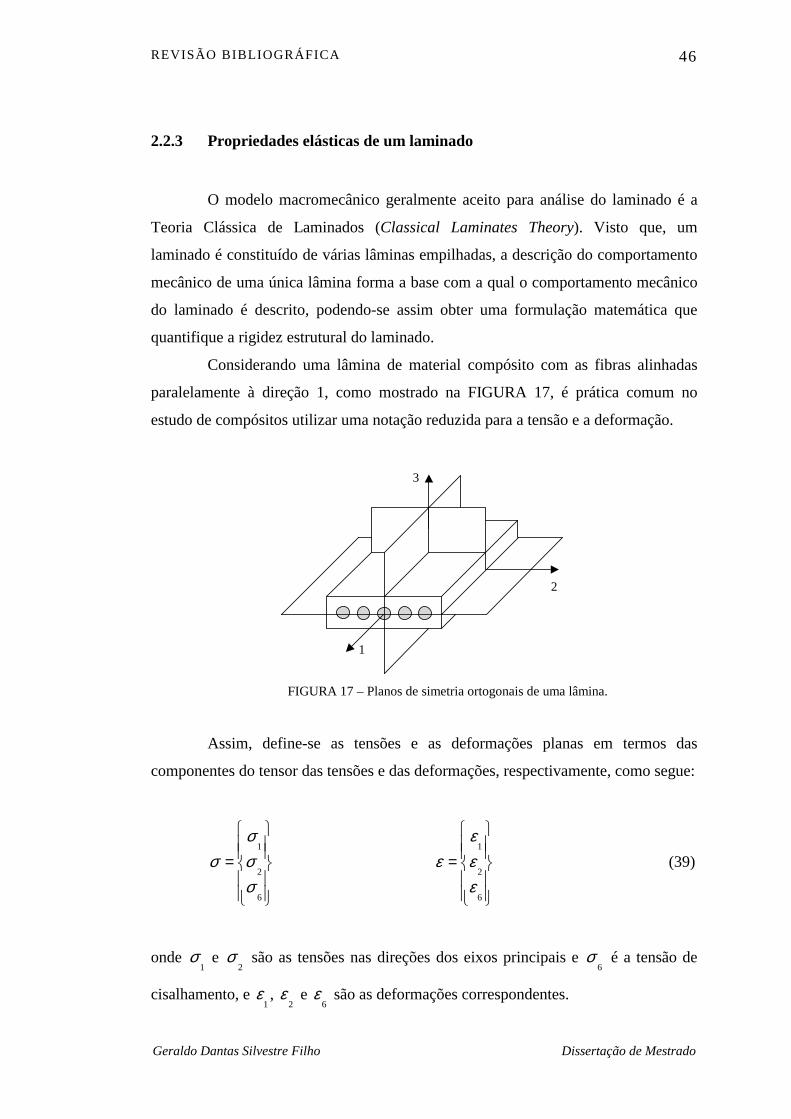
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
46
2.2.3 Propriedades elásticas de um laminado
O modelo macromecânico geralmente aceito para análise do laminado é a
Teoria Clássica de Laminados (Classical Laminates Theory). Visto que, um
laminado é constituído de várias lâminas empilhadas, a descrição do comportamento
mecânico de uma única lâmina forma a base com a qual o comportamento mecânico
do laminado é descrito, podendo-se assim obter uma formulação matemática que
quantifique a rigidez estrutural do laminado.
Considerando uma lâmina de material compósito com as fibras alinhadas
paralelamente à direção 1, como mostrado na FIGURA 17, é prática comum no
estudo de compósitos utilizar uma notação reduzida para a tensão e a deformação.
1
2
3
FIGURA 17 – Planos de simetria ortogonais de uma lâmina.
Assim, define-se as tensões e as deformações planas em termos das
componentes do tensor das tensões e das deformações, respectivamente, como segue:
=
6
2
1
σσσ
σ
=
6
2
1
εεε
ε (39)
onde 1
σ e 2
σ são as tensões nas direções dos eixos principais e 6
σ é a tensão de
cisalhamento, e 1
ε , 2
ε e 6
ε são as deformações correspondentes.
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
47
As camadas individuais (lâmina) de um laminado são consideradas meios
contínuos, homogêneos, elásticos e ortotrópicos com a equação constitutiva do
material no sistema de coordenadas principal da forma:
=
6
2
1
66
2212
1211
6
2
1
0000
σσσ
εεε
SSSSS
(40)
onde [S] é a matriz de flexibilidade reduzida da lâmina. O termo reduzida é
utilizado na relação da eq.(40) devido à hipótese do estado plano de tensões. A
eq.(40) pode ser invertida e escrita como:
=
6
2
1
66
2212
1211
6
2
1
0000
εεε
σσσ
QQQQQ
(41)
onde [Q] = [S] –1 é a matriz de rigidez reduzida para o estado plano de tensões. Os
termos individuais da matriz de flexibilidade reduzida [S] podem ser expressos em
termos das constantes de engenharia 121221
,, GeEE ν como:
1266
222
1
122112
111
111G
SE
SE
SSE
S ==−
===ν
(42)
onde 21
EeE são os módulos de elasticidade na direção da fibra e na direção
transversal à mesma, respectivamente; 12
ν é o coeficiente de Poisson associado ao
carregamento na direção 1, isto é:
1
212 ε
εν −= (43)
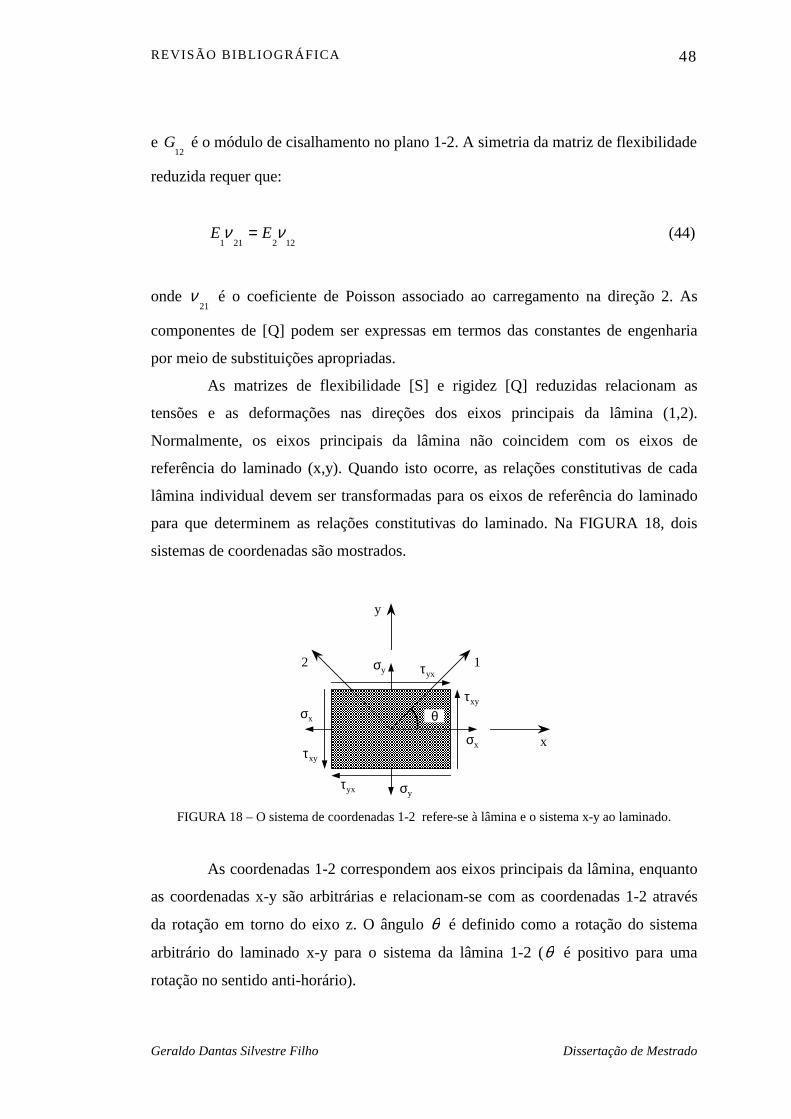
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
48
e 12
G é o módulo de cisalhamento no plano 1-2. A simetria da matriz de flexibilidade
reduzida requer que:
122211νν EE = (44)
onde 21
ν é o coeficiente de Poisson associado ao carregamento na direção 2. As
componentes de [Q] podem ser expressas em termos das constantes de engenharia
por meio de substituições apropriadas.
As matrizes de flexibilidade [S] e rigidez [Q] reduzidas relacionam as
tensões e as deformações nas direções dos eixos principais da lâmina (1,2).
Normalmente, os eixos principais da lâmina não coincidem com os eixos de
referência do laminado (x,y). Quando isto ocorre, as relações constitutivas de cada
lâmina individual devem ser transformadas para os eixos de referência do laminado
para que determinem as relações constitutivas do laminado. Na FIGURA 18, dois
sistemas de coordenadas são mostrados.
σx
σx
σy
σyτyx
τyx
τxy
τxy
θ
x
y
12
FIGURA 18 – O sistema de coordenadas 1-2 refere-se à lâmina e o sistema x-y ao laminado.
As coordenadas 1-2 correspondem aos eixos principais da lâmina, enquanto
as coordenadas x-y são arbitrárias e relacionam-se com as coordenadas 1-2 através
da rotação em torno do eixo z. O ângulo θ é definido como a rotação do sistema
arbitrário do laminado x-y para o sistema da lâmina 1-2 (θ é positivo para uma
rotação no sentido anti-horário).
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
49
A transformação das relações tensão-deformação do sistema 1-2 para o
sistema x-y é:
=
xy
y
x
xy
y
x
QQQQQQQQQ
γεε
τσσ
662616
262212
161211
(45)
onde a matriz [ Q ] é denominada de matriz de rigidez reduzida transformada e é
obtida por:
T
TQTQ−−
=
1
(46)
[T] na eq.(46) é a matriz de transformação de coordenadas, ou seja:
[ ]
−−−=
θθθθθθθθθθ
θθθθ
22
22
22
sencoscossencossencossen2cossen
cossen2sencosT (47)
onde [T] –1 e [T] –T são a inversa e a transposta da inversa da matriz de transformação
de coordenadas, respectivamente. A relação inversa da eq.(45) em termos de [ S ]
apresenta o mesmo aspecto geral.
Percebe-se que a orientação da fibra influencia nas propriedades elásticas e
consequentemente na matriz de rigidez da lâmina, onde se obtém a mais alta rigidez
quando o carregamento estiver na mesma direção de orientação da fibra. Caso
contrário, com a defasagem angular entre o carregamento e a orientação da fibra, o
valor da matriz de rigidez diminui, chegando a um valor mínimo quando o
carregamento for perpendicular à orientação da mesma.
Até agora, foram desenvolvidas as ferramentas necessárias para
compreender a resposta elástica de uma lâmina individual. Sabendo-se que um
compósito laminado é formado pelo empilhamento sistemático de várias lâminas,
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
50
cada lâmina assume as hipóteses já discutidas e o laminado é analisado por meio da
Teoria Clássica de Laminados. Da mesma forma, algumas hipóteses associadas a
TCL são consideradas e citadas por LEE (1990):
• Cada lâmina é considerada homogênea, ortotrópica e seus materiais
constituintes têm comportamento elástico;
• Cada lâmina é analisada no estado plano de tensões;
• O deslocamento de cada lâmina segue uma regra restritiva de acordo
com a hipótese de Kirchhoff;
• Cada lâmina está perfeitamente unida à lâmina adjacente, assegurando a
continuidade de deslocamentos.
Das hipóteses da TCL segue-se que as distribuições das deformações nas
direções x e y variam linearmente através da espessura do laminado. Em termos das
componentes de deformação no plano médio do laminado { oε } e das componentes
de rotação de corpo rígido medidas em relação ao plano médio do laminado { ok }, as
deformações podem ser expressas como:
⋅+
=
oxy
oy
ox
oxy
oy
ox
xy
y
x
kkk
zγεε
γεε
(48)
As tensões para uma localização específica Kz , onde o subscrito K denota
a K-ésima lâmina do laminado, são obtidas das equações constitutivas (eq.45) e a
deformação provém da hipótese de Kirchhoff, obtendo-se:
K
o
xy
o
y
o
x
o
xy
o
y
o
x
KKxy
y
x
k
kk
zQQQQQQQQQ
+
=
γ
εε
τσσ
662616
262212
161211
(49)
De um modo geral, a distribuição da tensão ao longo da espessura do
laminado não é linear e as tensões são descontínuas na interface entre as lâminas.

REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
51
Visto que as tensões no compósito laminado variam de lâmina para lâmina, é
conveniente definir as forças (esforços) normais {N} e os momentos fletores {M}
que atuam, por unidade de comprimento, através da espessura H do laminado, como:
dzNNN
K
H
H
xy
y
x
xy
y
x
∫−
=
2
2 τσσ
e dzzMMM H
H
Kxy
y
x
xy
y
x
∫−
=
2
2 τσσ
(50)
Da integração das eqs.(50) provêem as equações fundamentais da Teoria
Clássica de laminados:
+
=
o
xy
o
y
o
x
o
xy
o
y
o
x
xy
y
x
k
kk
BBBBBBBBB
AAAAAAAAA
NNN
662616
262212
161211
662616
262212
161211
γ
εε
(51)
+
=
o
xy
o
y
o
x
o
xy
o
y
o
x
xy
y
x
k
kk
DDDDDDDDD
BBBBBBBBB
MMM
662616
262212
161211
662616
262212
161211
γ
εε
onde as matrizes ij
A , ij
B e ij
D são definidas para um laminado com n lâminas,
como:
( ) ( )∑=
−−=n
KKKKijij zzQA
11
( ) ( )∑=
−−=n
KKKKijij zzQB
1
21
2
21
(52)
( ) ( )∑=
−−=n
KKKKijij zzQD
1
31
3
31
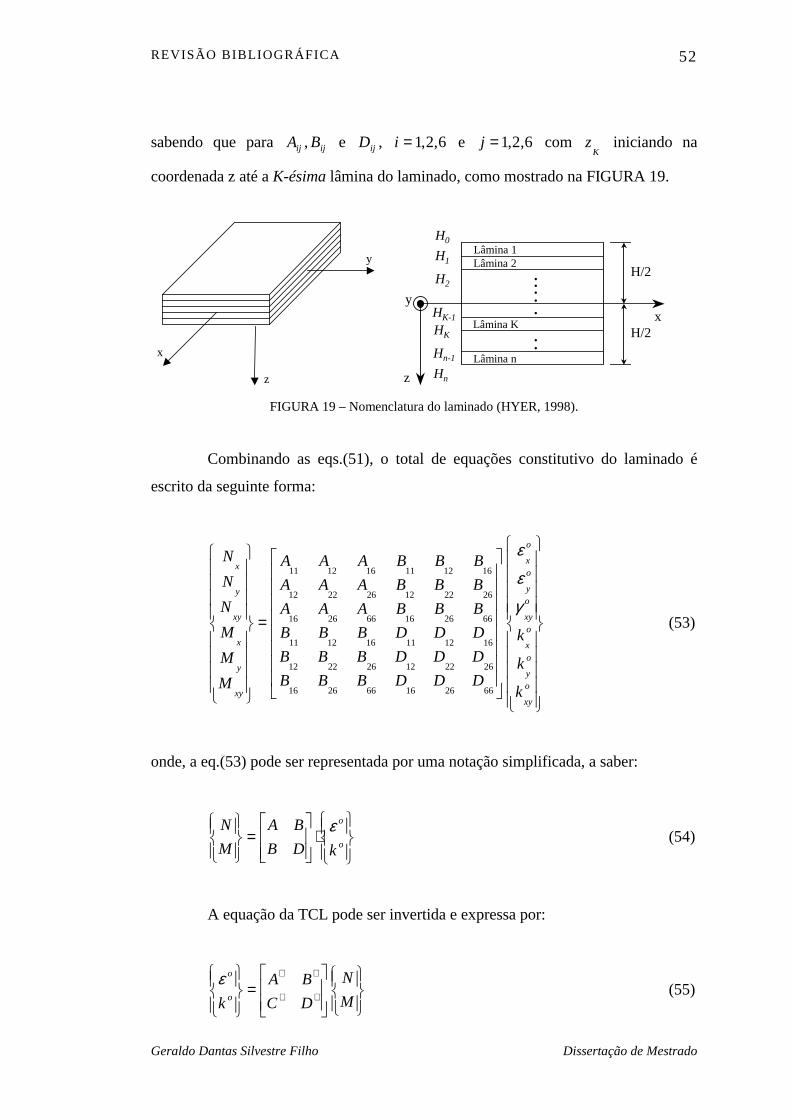
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
52
sabendo que para ijij BA , e ijD , 6,2,1=i e 6,2,1=j com K
z iniciando na
coordenada z até a K-ésima lâmina do laminado, como mostrado na FIGURA 19.
x
y
z
H0
yHK-1 x
z
Lâmina 1Lâmina 2
Lâmina K
Lâmina n
HK
Hn-1
Hn
H1
H2H/2
H/2
.
..
.
.
..
FIGURA 19 – Nomenclatura do laminado (HYER, 1998).
Combinando as eqs.(51), o total de equações constitutivo do laminado é
escrito da seguinte forma:
=
o
xy
o
y
o
x
o
xy
o
y
o
x
xy
y
x
xy
y
x
k
k
k
DDDBBBDDDBBBDDDBBBBBBAAABBBAAABBBAAA
MMMNNN
γ
ε
ε
662616662616
262212262212
161211161211
662616662616
262212262212
161211161211
(53)
onde, a eq.(53) pode ser representada por uma notação simplificada, a saber:
⋅
=
o
o
kDBBA
MN ε (54)
A equação da TCL pode ser invertida e expressa por:
=
∗∗
∗∗
MN
DCBA
k o
oε (55)
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
53
onde as quantidades (*) são apropriadamente definidas.
As equações fundamentais da TCL mostram que, em geral, existe um
acoplamento entre a flexão e a tração através da matriz ij
B .
A matriz da eq.(53) formada pelos componentes ijij BA , e ijD com 6,2,1=i
e 6,2,1=j , é denominada de matriz de rigidez do laminado, também conhecida
como matriz ABD. A matriz A representa a rigidez à tração e à compressão, a matriz
B é a matriz de acoplamento entre a rigidez planar e a rigidez à flexão e a matriz D
representa a rigidez à flexão. Esta matriz é fortemente influenciada pela seqüência de
empilhamento (stacking sequence) das lâminas. Para representar a seqüência de
empilhamento das lâminas, adota-se um sistema de convenção, utilizado na
literatura, conhecido como “código do laminado” (laminate code) que simboliza a
ordem dos ângulos de orientação das fibras de cada lâmina para especificar um
laminado completo.
Os laminados apresentam uma gama de classificações conforme a seqüência
de empilhamento utilizada e algumas destas classificações e seus efeitos sobre a
matriz ABD são encontradas em TSAI & HAHN (1980), TSAI (1986), AGARWAL
& BROUTMAN (1990), LEE (1990), HYER (1998) entre outros. Quando um
laminado é formado pelo empilhamento de várias lâminas ortotrópicas numa
seqüência arbitrária de orientação, a matriz ABD geralmente não possui termos nulos.
Entretanto, é possível, e em muitos casos desejável, especificar a seqüência de
empilhamento das lâminas para que vários termos da matriz ABD possam ser nulos,
simplificando a análise do laminado.
Portanto, verifica-se a importância da disposição das fibras em cada lâmina
do laminado. Esta característica exclusiva dos MCRF, concede a estes materiais um
atrativo para o desenvolvimento de projetos. Principalmente em projetos que exijam
uma estrutura de alta rigidez e alta resistência com baixo peso específico.
KEUNINGS (1992) apresenta um fluxograma, ilustrado na FIGURA 20,
que reúne todas as etapas necessárias para análise de um laminado, discutidas neste
trabalho até agora.
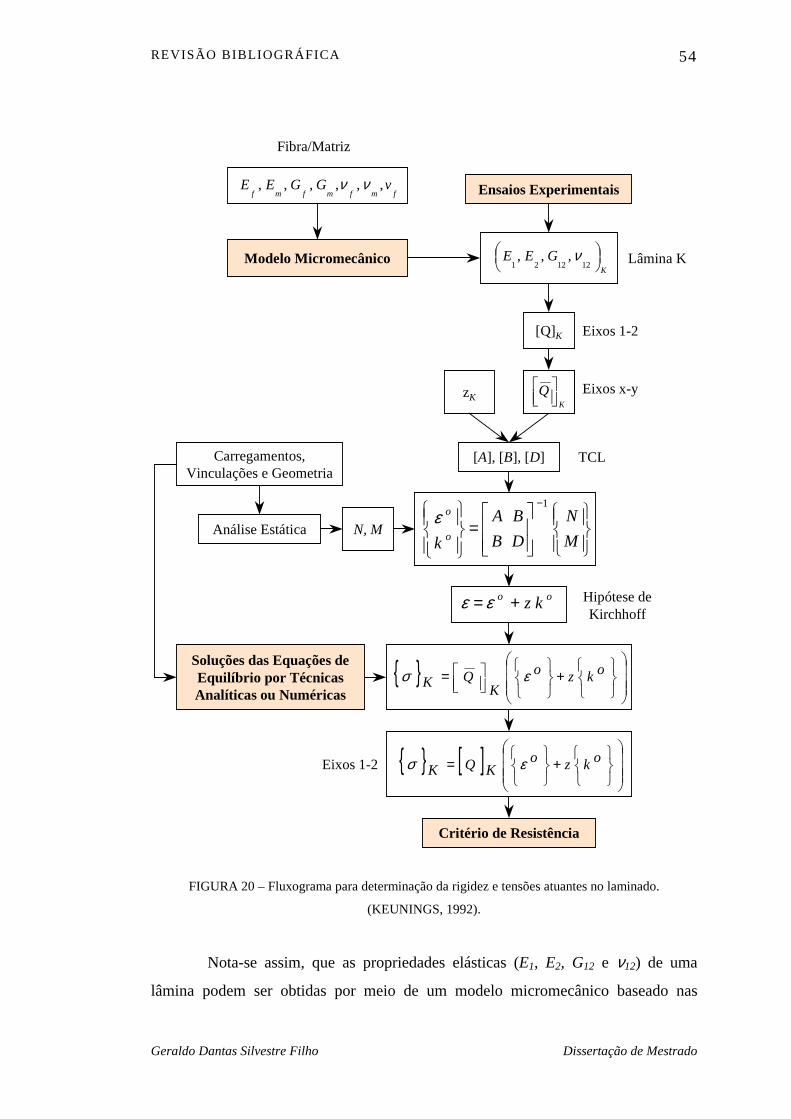
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
54
Modelo Micromecânico
Ensaios ExperimentaisfmfmfmfvGGEE ,,,,,, νν
Fibra/Matriz
KGEE
121221,,, ν Lâmina K
[Q]K Eixos 1-2
zKEixos x-y
[A], [B], [D]
=
−
MN
DBBA
k o
o1
ε
TCL
N, MAnálise Estática
Carregamentos,Vinculações e Geometria
oo kz+=εε
{ }
+
= okzo
KQK εσ
Critério de Resistência
Hipótese deKirchhoff
Soluções das Equações deEquilíbrio por TécnicasAnalíticas ou Numéricas
Eixos 1-2
KQ
{ } [ ]
+
= okzoKQK εσ
FIGURA 20 – Fluxograma para determinação da rigidez e tensões atuantes no laminado.
(KEUNINGS, 1992).
Nota-se assim, que as propriedades elásticas (E1, E2, G12 e ν12) de uma
lâmina podem ser obtidas por meio de um modelo micromecânico baseado nas
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
55
propriedades dos constituintes da lâmina (fibra e matriz) ou por meio de ensaios
experimentais. Com isto, pode-se obter a matriz de rigidez [Q]K para uma lâmina
tomando como referência os eixos 1-2. Caso haja uma defasagem Kθ na orientação
das fibras de uma dada lâmina em relação ao eixo 1, aplica-se a matriz de
transformação de coordenadas [T] sobre a matriz de rigidez. Assim, com a rigidez de
cada lâmina e com a coordenada z em relação ao plano médio do laminado Kz ,
pode-se com auxílio da Teoria Clássica de Laminados determinar as matrizes [A], [B]
e [D]. Com os esforços atuantes e a matriz de rigidez do laminado, têm-se as
deformações desenvolvidas sob o mesmo. Tal cálculo pode ser executado por meio
da TCL ou por técnicas numéricas, tais como o método das diferenças finitas, o
método dos elementos finitos ou o método dos elementos de contorno. Utilizando-se
das relações constitutivas para materiais compósitos, calcula-se as tensões Kσ
presentes em cada lâmina.
De acordo com KEUNINGS (1992), o uso de técnicas numéricas se faz
necessário para uma melhor previsão das tensões nas regiões em que haja
concentrações (regiões com mudança de seção), bem como a previsão das tensões
interlaminares xyσ . AGARWAL & BROUTMAN (1990) confirmaram que as
tensões de cisalhamento interlaminares são intensas porque há uma certa diferença
entre os módulos de elasticidade das lâminas com diferentes orientações de fibras,
segundo a seqüência de empilhamento. Diante disto, conclui-se que próximo às
bordas do laminado ou em regiões em que haja mudança de seção, o comportamento
do laminado não pode ser aproximado por um estado plano de tensões, mas sim por
um estado triplo de tensões.
Por fim, nota-se que o fluxograma propõe o cálculo das tensões
desenvolvidas em cada lâmina, isto ocorre porque os critérios de resistência para
laminados estão na sua grande maioria baseados na falha de cada lâmina. Tal assunto
será abordado em sessões posteriores.
Conclui-se que um componente mecânico fabricado a partir de MCRF
possui uma gama de opções para se obter um desempenho desejado. Pode-se
escolher desde as propriedades dos seus constituintes (fibra e matriz), até a
orientação e a distribuição das fibras em cada lâmina. Consequentemente,
modificar-se-á a rigidez do laminado final que depende da seqüência de
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
56
empilhamento das lâminas (stacking sequence) e isto virá interferir diretamente na
resistência do laminado bem como no seu comportamento dinâmico (freqüências
naturais, modos de vibrar e fatores de amortecimento modal). Estas características
únicas, presentes nos MCRF, fazem com que estes materiais, sejam atrativos no
desenvolvimento de projetos. Principalmente em projetos que requerem um menor
peso específico sem comprometer a sua resistência, como por exemplo, as estruturas
aeronáuticas e automobilísticas.
2.2.4 Caracterização mecânica por métodos experimentais
Segundo AGARWAL & BROUTMAN (1990) a caracterização
experimental refere-se à determinação das propriedades do material através de testes
conduzidos por meio de corpos de prova preparados adequadamente.
Os dados obtidos a partir de testes são responsáveis pela avaliação das
várias propriedades dos materiais que podem ser posteriormente utilizados no
projeto e análise de componentes estruturais. O entendimento da resposta do material
conforme a extensão total do carregamento é necessário, se procedimentos avançados
de projeto são empregados para a utilização eficiente do material. No caso dos
compósitos, pode ser desejável iniciar o projeto com as propriedades dos materiais
constituintes e chegar às propriedades macromecânicas do compósito por meio das
análises micromecânicas. Entretanto, a confiabilidade nas análises micromecânicas é
confirmada por meio de ensaios experimentais. Outros propósitos da caracterização
experimental são: verificar a conformidade dos procedimentos de fabricação;
assegurar a uniformidade do material e comparar os valores das propriedades de
vários materiais candidatos à seleção para utilização em projetos de engenharia.
Para caracterizar uma lâmina unidirecional por meio de ensaios
experimentais são determinadas quatro constantes elásticas independentes: módulos
de elasticidade na direção longitudinal e transversal (E1 e E2); módulo devido ao
cisalhamento no plano da lâmina (G12) e o maior coeficiente de Poisson (ν12). Assim
como são determinadas cinco resistências, a saber: resistência à tração e à
compressão na direção longitudinal e transversal e resistência ao cisalhamento no
plano da lâmina. No caso de um laminado, a resistência ao cisalhamento interlaminar
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
57
é também uma propriedade importante. É necessário estabelecer estas propriedades
para uma caracterização mínima de uma lâmina unidirecional. Elas são geralmente
estabelecidas quando corpos de prova adequados são submetidos a carregamentos no
plano. Entretanto, um laminado em serviço é muitas vezes submetido à ação de
carregamentos combinados, deste modo é necessário caracterizar a lâmina em
relação a carregamentos de flexão em adição àquelas propriedades já mencionadas.
Com todas as propriedades estabelecidas para uma lâmina, a Teoria Clássica de
Laminados pode ser utilizada para calcular as propriedades do laminado.
No entanto, muitas vezes, as considerações práticas impedem a construção
de corpos de prova com uma única lâmina. Assim, torna-se necessário conduzir os
testes por meio de corpos de prova com várias lâminas e utilizar apropriadamente a
TCL para simplificar os resultados em termos das propriedades da lâmina. Se o
laminado é unidirecional, certamente, seu comportamento simula o comportamento
da lâmina.
Os procedimentos de testes normalmente empregados para determinar as
várias propriedades dos compósitos, como a seleção mais conveniente de um tipo
particular de corpo de prova para cada método de teste, os métodos de redução dos
dados experimentais, os detalhes de instrumentação e as técnicas de medição são
discutidos por WHITNEY; DANIEL; PIPES (1984) e CARLSSON & PIPES (1997).
Além disso, discussões detalhadas podem ser encontradas em normas técnicas, tal
como as normas da American Society for Testing and Materials – ASTM que têm
sido muito utilizadas para testes em compósitos.
Contudo, CARVALHO (1996) descreve algumas particularidades
relacionadas aos ensaios mecânicos em compósitos, tais como.
(a) Os ensaios mecânicos que são executados para a determinação das
propriedades mecânicas dos materiais estão fundamentados na aplicação da teoria
básica da mecânica. Tal teoria é aplicada satisfatoriamente para materiais elásticos
homogêneos e isotrópicos, o que não é o caso dos compósitos reforçados por fibras,
cuja anisotropia, não homogeneidade e não elasticidade, dificultam a aplicação de
tais conceitos.
(b) As grandes dificuldades na execução dos ensaios são devido a:
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
58
• Influência de “efeitos de borda” (end-effects) que induzem a regiões de
concentração de tensão próximas às arestas da amostra;
• Geração de níveis de carregamentos adequados sem causar danos ao
material;
• Uso de dimensões apropriadas, principalmente a espessura, em relação
à escala de heterogeneidade do material.
(c) A anisotropia conduz a problemas práticos, tais como:
• Intensifica os efeitos de borda, que dependem da geometria da amostra
e do grau de anisotropia;
• Produz falha prematura em fixações ou em pontos de aplicação de
carga;
• Favorece a delaminações prematuras em “arestas vivas” (free edges) ou
aparecimento de outros mecanismos de falha;
• Aumenta a diferença entre as propriedades do material, como por
exemplo, o módulo de elasticidade à tração, que é governado pelas propriedades da
fibra e o módulo ao cisalhamento, governado basicamente pelas propriedades da
matriz;
(d) Os testes em compósitos são geralmente de alto custo, pois:
• Os materiais, na sua maioria, têm um preço alto;
• A fabricação de amostras e corpos de prova demanda atenção
meticulosa a detalhes.
(e) Em determinados casos, as normas técnicas ASTM, ISO, DIN, etc.
podem ser muito adequadas, enquanto que em outros casos podem ser totalmente
inadequadas.
2.2.5 Procedimentos de análise pelo método dos elementos finitos
Atualmente, o projetista dispõe de uma série de técnicas matemáticas que
podem ser aplicadas em análises estruturais de componentes mecânicos. As soluções
analíticas são limitadas à capacidade de resolver problemas estruturais específicos de
engenharia onde uma solução matemática da estrutura pode ser encontrada. Um
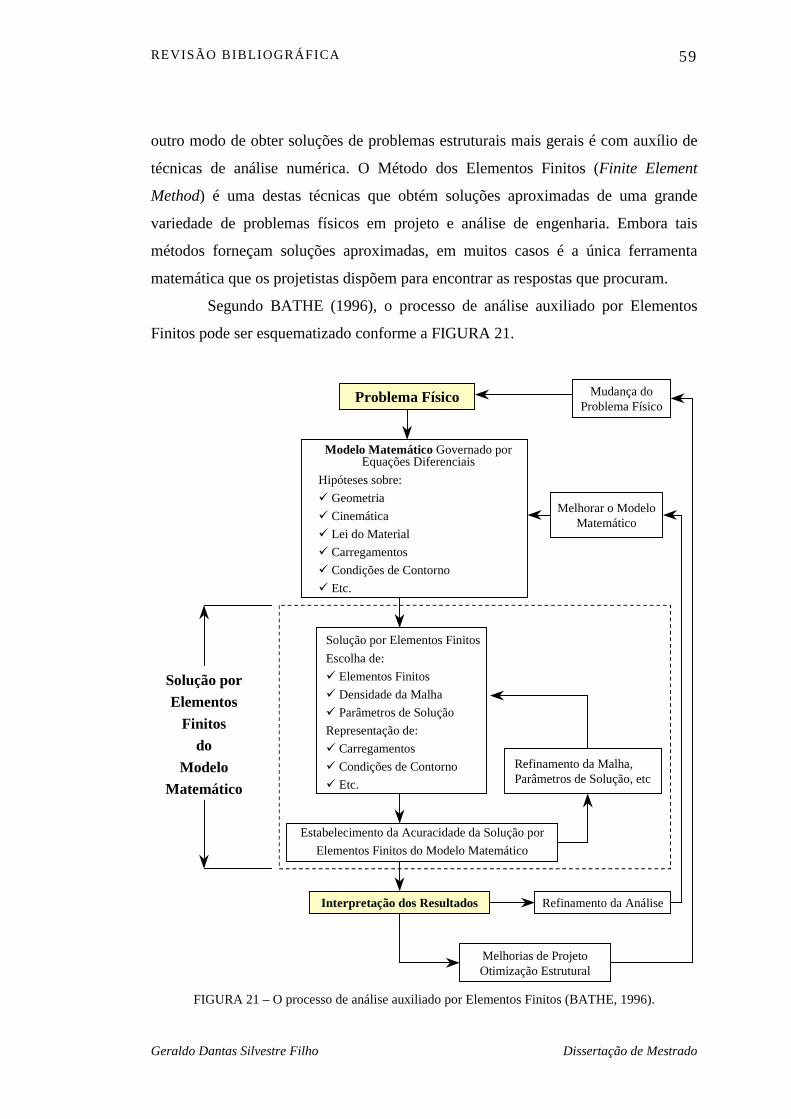
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
59
outro modo de obter soluções de problemas estruturais mais gerais é com auxílio de
técnicas de análise numérica. O Método dos Elementos Finitos (Finite Element
Method) é uma destas técnicas que obtém soluções aproximadas de uma grande
variedade de problemas físicos em projeto e análise de engenharia. Embora tais
métodos forneçam soluções aproximadas, em muitos casos é a única ferramenta
matemática que os projetistas dispõem para encontrar as respostas que procuram.
Segundo BATHE (1996), o processo de análise auxiliado por Elementos
Finitos pode ser esquematizado conforme a FIGURA 21.
Problema Físico
Modelo Matemático Governado porEquações Diferenciais
Hipóteses sobre:! Geometria! Cinemática! Lei do Material! Carregamentos! Condições de Contorno! Etc.
Solução por Elementos FinitosEscolha de:! Elementos Finitos! Densidade da Malha! Parâmetros de SoluçãoRepresentação de:! Carregamentos! Condições de Contorno! Etc.
Estabelecimento da Acuracidade da Solução porElementos Finitos do Modelo Matemático
Refinamento da Malha,Parâmetros de Solução, etc
Interpretação dos Resultados Refinamento da Análise
Melhorar o ModeloMatemático
Mudança doProblema Físico
Melhorias de ProjetoOtimização Estrutural
Solução porElementos
Finitosdo
ModeloMatemático
FIGURA 21 – O processo de análise auxiliado por Elementos Finitos (BATHE, 1996).
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
60
Por definição o Método dos Elementos Finitos (MEF) é aplicável a uma
grande faixa de problemas de valores de contorno em engenharia. Em um problema
de valor de contorno, uma solução é procurada na região do corpo (domínio),
enquanto nos contornos desta região os valores das variáveis dependentes (ou suas
derivadas) são conhecidos. Com base nesta definição, inicialmente, o problema físico
é descrito por um modelo matemático. De acordo com hipóteses coerentes, obtém-se
um conjunto de equações diferenciais que governam o modelo matemático proposto.
A partir deste momento, o MEF passa a ser utilizado para solucionar o conjunto de
equações diferenciais. Visto que a técnica de solução por Elementos Finitos é um
conjunto de procedimentos baseados em métodos numéricos, torna-se necessário
estimar um determinado grau de precisão para a solução desejada. Se o critério de
precisão não for satisfeito, é possível refinar a solução numérica, alterando-se os
parâmetros relacionados com o próprio método (tipo de elemento, número de nós,
grau do polinômio de interpolação, etc.) até alcançar o grau de precisão estimado.
Por último, a interpretação dos resultados é uma das etapas mais
importantes, pois baseado nestes resultados, o projetista pode melhorar o modelo
matemático ou otimizar estruturalmente o componente para um melhor desempenho.
Está claro, que a solução por Elementos Finitos resolve somente o modelo
matemático selecionado e que todas as hipóteses feitas neste modelo são refletidas na
resposta prevista. Não se pode esperar qualquer informação adicional na previsão do
fenômeno físico do que aquela contida no modelo matemático. Por esta razão, a
escolha de um modelo matemático apropriado é decisiva e determina completamente
a compreensão do problema físico real que se pode obter pela análise por Elementos
Finitos. Também, não se pode prever a resposta exata do problema físico porque é
impossível reproduzir, até mesmo no modelo matemático mais refinado, todas as
informações que estão presentes na natureza, e portanto, contidas no problema físico.
A etapa chave na análise de engenharia é, portanto, a seleção dos modelos
matemáticos apropriados. A escolha destes modelos depende do fenômeno que se
quer prever e é muito importante selecionar modelos matemáticos que apresentam
confiabilidade e eficiência na previsão dos valores desejados. No caso específico de
problemas físicos de engenharia que envolvem materiais compósitos reforçados por
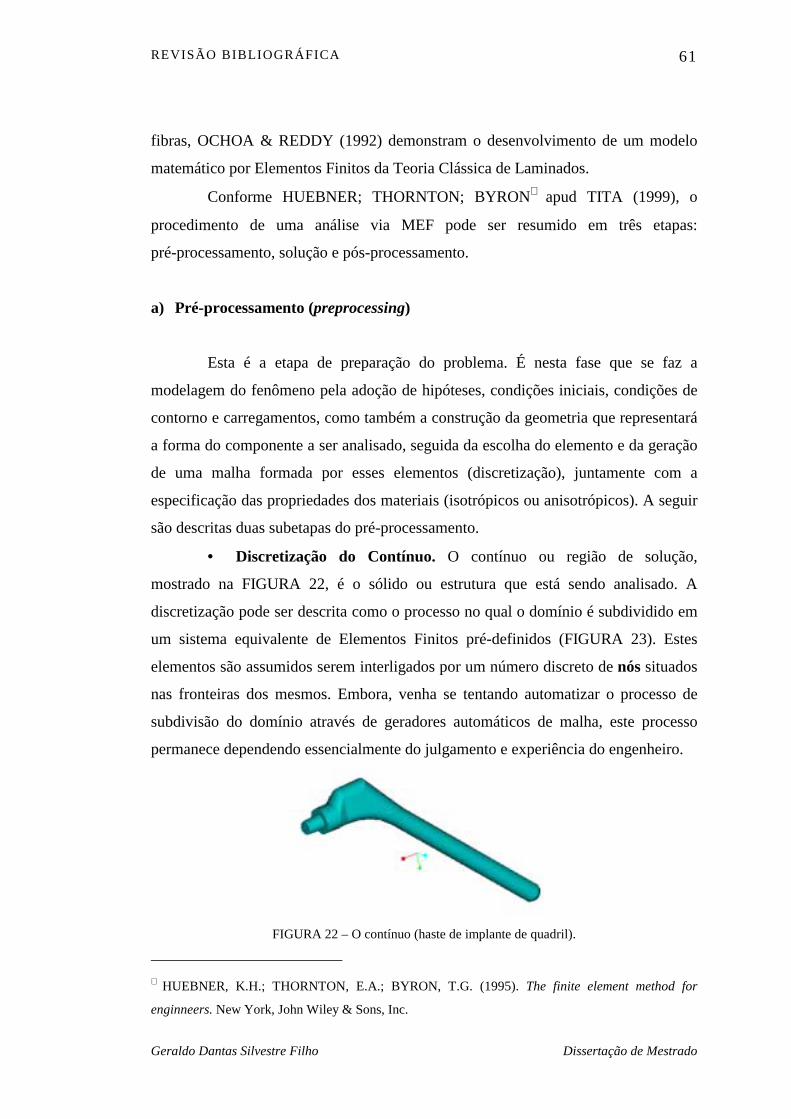
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
61
fibras, OCHOA & REDDY (1992) demonstram o desenvolvimento de um modelo
matemático por Elementos Finitos da Teoria Clássica de Laminados.
Conforme HUEBNER; THORNTON; BYRON∗ apud TITA (1999), o
procedimento de uma análise via MEF pode ser resumido em três etapas:
pré-processamento, solução e pós-processamento.
a) Pré-processamento (preprocessing)
Esta é a etapa de preparação do problema. É nesta fase que se faz a
modelagem do fenômeno pela adoção de hipóteses, condições iniciais, condições de
contorno e carregamentos, como também a construção da geometria que representará
a forma do componente a ser analisado, seguida da escolha do elemento e da geração
de uma malha formada por esses elementos (discretização), juntamente com a
especificação das propriedades dos materiais (isotrópicos ou anisotrópicos). A seguir
são descritas duas subetapas do pré-processamento.
• Discretização do Contínuo. O contínuo ou região de solução,
mostrado na FIGURA 22, é o sólido ou estrutura que está sendo analisado. A
discretização pode ser descrita como o processo no qual o domínio é subdividido em
um sistema equivalente de Elementos Finitos pré-definidos (FIGURA 23). Estes
elementos são assumidos serem interligados por um número discreto de nós situados
nas fronteiras dos mesmos. Embora, venha se tentando automatizar o processo de
subdivisão do domínio através de geradores automáticos de malha, este processo
permanece dependendo essencialmente do julgamento e experiência do engenheiro.
FIGURA 22 – O contínuo (haste de implante de quadril).
∗ HUEBNER, K.H.; THORNTON, E.A.; BYRON, T.G. (1995). The finite element method for
enginneers. New York, John Wiley & Sons, Inc.
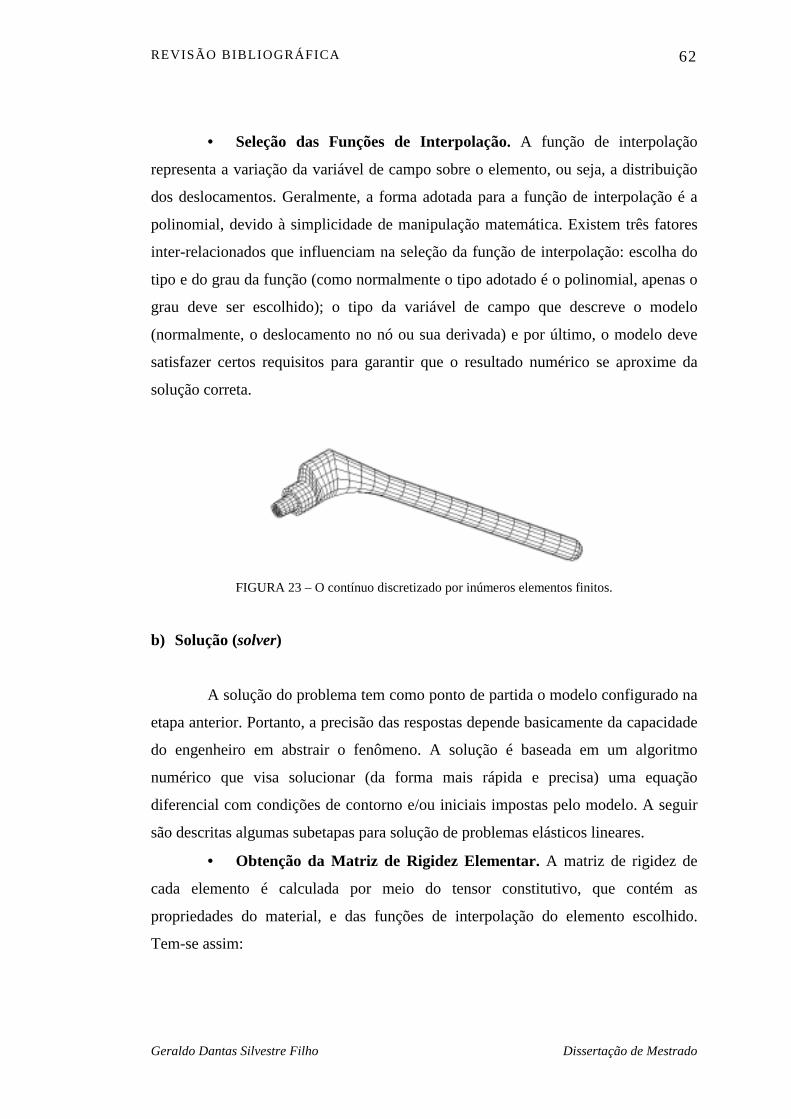
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
62
• Seleção das Funções de Interpolação. A função de interpolação
representa a variação da variável de campo sobre o elemento, ou seja, a distribuição
dos deslocamentos. Geralmente, a forma adotada para a função de interpolação é a
polinomial, devido à simplicidade de manipulação matemática. Existem três fatores
inter-relacionados que influenciam na seleção da função de interpolação: escolha do
tipo e do grau da função (como normalmente o tipo adotado é o polinomial, apenas o
grau deve ser escolhido); o tipo da variável de campo que descreve o modelo
(normalmente, o deslocamento no nó ou sua derivada) e por último, o modelo deve
satisfazer certos requisitos para garantir que o resultado numérico se aproxime da
solução correta.
FIGURA 23 – O contínuo discretizado por inúmeros elementos finitos.
b) Solução (solver)
A solução do problema tem como ponto de partida o modelo configurado na
etapa anterior. Portanto, a precisão das respostas depende basicamente da capacidade
do engenheiro em abstrair o fenômeno. A solução é baseada em um algoritmo
numérico que visa solucionar (da forma mais rápida e precisa) uma equação
diferencial com condições de contorno e/ou iniciais impostas pelo modelo. A seguir
são descritas algumas subetapas para solução de problemas elásticos lineares.
• Obtenção da Matriz de Rigidez Elementar. A matriz de rigidez de
cada elemento é calculada por meio do tensor constitutivo, que contém as
propriedades do material, e das funções de interpolação do elemento escolhido.
Tem-se assim:
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
63
[ ] ( ) [ ] [ ] [ ] dVBDBKT
V
e ∫= .
Onde:
[K] (e) = matriz de rigidez elementar;
[B] = matriz (ou vetor) que relaciona a deformação com o deslocamento
(baseada nas funções de forma do elemento);
[D] = tensor constitutivo.
• Montagem da Matriz de Rigidez Global e das Equações Algébricas.
O processo de montagem da matriz de rigidez global para todo o domínio (corpo) a
partir das matrizes de rigidez elementar e do vetor força global a partir dos vetores de
força elementar é pré-requisito para solucionar os problemas elásticos lineares. Em
geral, a base para um método de montagem é a exigência das interconexões nodais.
Além disso, para garantir a convergência da solução, os deslocamentos nodais devem
ser os mesmos para todos os elementos adjacentes. A rigidez global da estrutura
relaciona os deslocamentos nodais às forças aplicadas nos nós. A relação de
equilíbrio entre a matriz de rigidez global [K], o vetor força nodal {F} e o vetor
deslocamento nodal {u} é expressa como um conjunto de equações algébricas
lineares simultâneas, representada por: [K]{u} = {F}.
• Soluções para os Deslocamentos Desconhecidos. Feita a montagem
das equações algébricas, pode-se resolver os deslocamentos desconhecidos. A base
da solução por Elementos Finitos em problemas baseados no deslocamento é o
princípio dos deslocamentos virtuais (trabalhos virtuais). Este princípio estabelece
que o equilíbrio de um corpo para qualquer pequeno deslocamento imposto sobre o
estado de equilíbrio do mesmo, requer que o trabalho virtual interno total seja igual
ao trabalho virtual externo total. Em problemas estruturais lineares, a solução para os
deslocamentos desconhecidos é uma aplicação relativamente direta das técnicas da
álgebra matricial. Todavia, para problemas estruturais não lineares, as soluções
desejadas são obtidas por uma seqüência de passos (processo iterativo), cada qual
envolvendo a modificação da matriz de rigidez e/ou do vetor força.
Assim, na estratégia de resolução numérica de problemas não lineares,
discretiza-se o domínio e considerando-se a atuação das forças externas, obtém-se:
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
64
[K(u)] {u} = - {f}.
Em que:
[K] = matriz de rigidez global;
{u} = vetor de incógnitas (por exemplo, deslocamentos nodais);
{f} = vetor de forças externas.
Quando os valores de Kij dependem dos valores do vetor incógnito {x}, ou
de suas derivadas, o problema é não linear. Então, para encontrar a solução do
sistema, utilizam-se métodos iterativos. Para solução destes tipos de problemas
têm-se os métodos numéricos da iteração direta, o método de Newton-Raphson, o
método da rigidez tangencial e o método da rigidez inicial. De uma maneira geral, os
procedimentos baseados em Newton-Raphson são atrativos para análises não lineares
com abordagens quase-estáticas. Entretanto, para análises dinâmicas, onde os efeitos
inerciais são relevantes, torna-se atrativo a utilização de algoritmos dinâmicos
explícitos. Neste tipo de procedimento, as variáveis da iteração atual dependem
apenas das variáveis da iteração anterior (método explícito), podendo assim por meio
de técnicas numéricas obter resultados sem necessariamente ter que realizar inúmeras
vezes a montagem da matriz de rigidez.
Um comportamento não linear particularmente difícil de analisar é o contato
entre dois ou mais sólidos. A faixa de problemas de contato envolve desde o contato
sem atrito em pequenos deslocamentos até o contato com atrito em condições de
grandes deformações inelásticas. A não linearidade do problema é dada não somente
por não linearidades geométricas ou de material mas também por condições de
contorno. Os aspectos não lineares, devido às condições de contorno, têm um papel
muito importante na simulação computacional deste tipo de processo. A análise se
faz de forma geral em duas ou três dimensões, tanto para contato generalizado como
para contato unilateral. No primeiro caso, ocorre a interação de entre sólidos
deformáveis e no segundo, entre sólidos deformáveis e sólidos rígidos.
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
65
Segundo AGELET DE SARACIBAR & OÑATE∗ apud EVANGELISTA
(2000) e MORENO (2000), existem dois métodos bem estabelecidos na literatura e
softwares comerciais de Elementos Finitos para considerar o problema de contato
entre sólidos. O primeiro é o método dos multiplicadores de Lagrange, no qual se
obriga a que as restrições de contato se verifiquem de forma exata por meio dos
multiplicadores de Lagrange. Como inconveniente, apresenta o aumento do número
de incógnitas e o aparecimento de zeros na diagonal principal da matriz de rigidez
associada aos multiplicadores de Lagrange. O segundo, é o método da penalização, o
qual requer que as condições de contato se verifiquem de forma aproximada por
meio do fator de penalização. Este método não conduz a um aumento do número de
incógnitas, mas leva a um mau condicionamento da matriz de rigidez.
• Cálculo das Deformações e Tensões Elementares a partir dos
Deslocamentos Nodais. Em certos casos, os deslocamentos nodais são as variáveis
em estudo para a solução. Muitas vezes, contudo, outras quantidades calculadas a
partir das variáveis desconhecidas devem ser calculadas, tais como as tensões e as
deformações.
Ressalta-se que, atualmente, existem pacotes computacionais no mercado
que implementam esses algoritmos numéricos, tais como: ANSYS®, ABAQUS®,
ADINA®, NASTRAN®, entre outros que são habitualmente utilizados nas análises de
estruturas fabricadas a partir de MCRF.
c) Pós-processamento (postprocessing)
Nesta etapa, obtém-se o conjunto solução da equação diferencial que
descreve o fenômeno em estudo, podendo ser representado por: deslocamentos,
deformações da estrutura, gradientes de tensão de acordo com o critério de
resistência adotado, gradientes de temperatura, deslocamentos ao longo do tempo,
freqüências naturais e formas de vibrar da estrutura, etc. A FIGURA 24 mostra o
pós-processamento de um software comercial de análise por Elementos Finitos. As
∗ AGELET DE SARACIBAR, C. OÑATE, E. (1991). Modelado numérico de processos de
conformado de láminas metálicas. Barcelona, Centro Internacional de Métodos Numéricos en
Ingeniería. Cap.5, p.5.1-5.80./Monografia no 8/
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
66
diferentes cores representam os gradientes de tensão, segundo um critério de
resistência, de uma haste de implante de quadril submetida a ensaio mecânico.
FIGURA 24 – Pós-processamento de um software de análise por Elementos Finitos.
Estes recursos implementados no computador permitem estimar a solução
de um problema complexo em um tempo razoavelmente curto, fazendo com que se
otimize o tempo de desenvolvimento de projetos de componentes ou estruturas de
materiais isotrópicos ou anisotrópicos sujeitos a carregamentos estáticos, térmicos,
dinâmicos e outros.
2.3 Resistência Mecânica dos Compósitos
2.3.1 Considerações iniciais
Ao contrário das propriedades elásticas discutidas na seção 2.2, as
propriedades que caracterizam a resistência dos MCRF não podem ser tratadas
simplesmente como médias de seus elementos constituintes, visto que a resistência é
um fenômeno de natureza estatística e, portanto, fortemente influenciada por
aspectos do comportamento local. Como os MCRF são constituídos de elementos
com propriedades mecânicas diferentes, cada elemento contribui de maneira distinta
nas propriedades estruturais do compósito. Deste modo, regiões com resistência
inferior à de regiões adjacentes exercerão maior influência na resistência global do
compósito do que em regiões com maior resistência, visto que é mais provável que
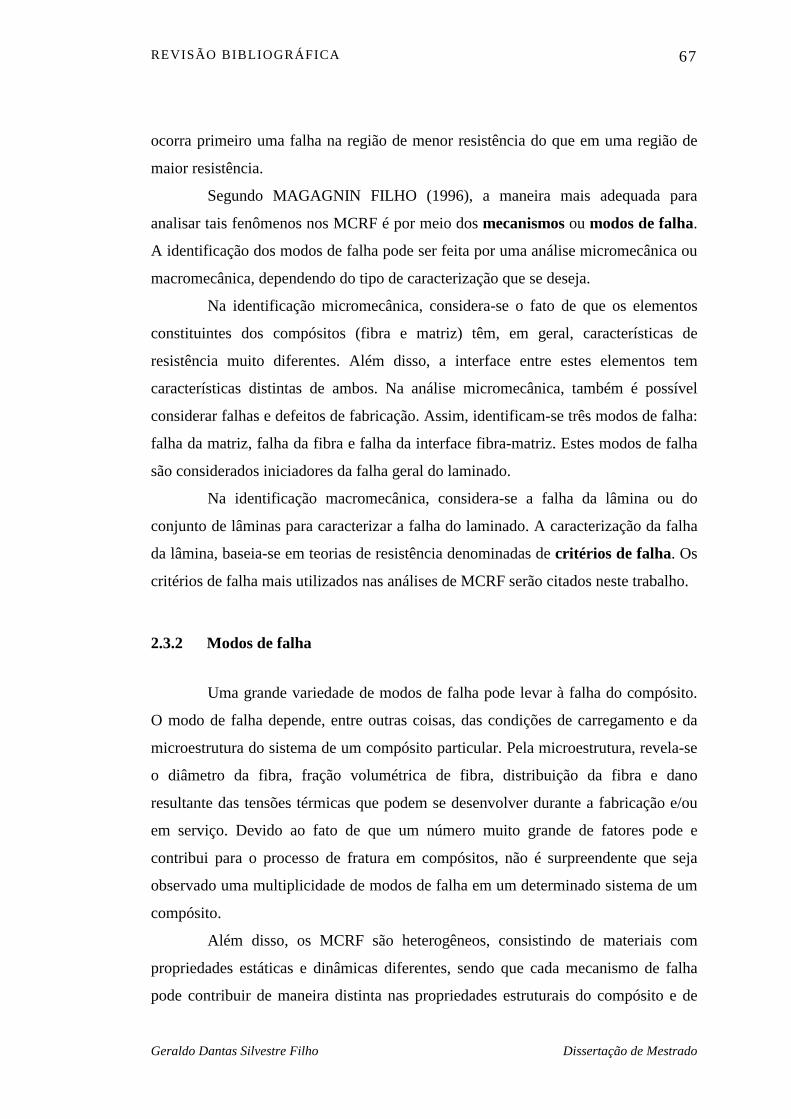
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
67
ocorra primeiro uma falha na região de menor resistência do que em uma região de
maior resistência.
Segundo MAGAGNIN FILHO (1996), a maneira mais adequada para
analisar tais fenômenos nos MCRF é por meio dos mecanismos ou modos de falha.
A identificação dos modos de falha pode ser feita por uma análise micromecânica ou
macromecânica, dependendo do tipo de caracterização que se deseja.
Na identificação micromecânica, considera-se o fato de que os elementos
constituintes dos compósitos (fibra e matriz) têm, em geral, características de
resistência muito diferentes. Além disso, a interface entre estes elementos tem
características distintas de ambos. Na análise micromecânica, também é possível
considerar falhas e defeitos de fabricação. Assim, identificam-se três modos de falha:
falha da matriz, falha da fibra e falha da interface fibra-matriz. Estes modos de falha
são considerados iniciadores da falha geral do laminado.
Na identificação macromecânica, considera-se a falha da lâmina ou do
conjunto de lâminas para caracterizar a falha do laminado. A caracterização da falha
da lâmina, baseia-se em teorias de resistência denominadas de critérios de falha. Os
critérios de falha mais utilizados nas análises de MCRF serão citados neste trabalho.
2.3.2 Modos de falha
Uma grande variedade de modos de falha pode levar à falha do compósito.
O modo de falha depende, entre outras coisas, das condições de carregamento e da
microestrutura do sistema de um compósito particular. Pela microestrutura, revela-se
o diâmetro da fibra, fração volumétrica de fibra, distribuição da fibra e dano
resultante das tensões térmicas que podem se desenvolver durante a fabricação e/ou
em serviço. Devido ao fato de que um número muito grande de fatores pode e
contribui para o processo de fratura em compósitos, não é surpreendente que seja
observado uma multiplicidade de modos de falha em um determinado sistema de um
compósito.
Além disso, os MCRF são heterogêneos, consistindo de materiais com
propriedades estáticas e dinâmicas diferentes, sendo que cada mecanismo de falha
pode contribuir de maneira distinta nas propriedades estruturais do compósito e de
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
68
seus componentes. Desta forma, os MCRF apresentam mecanismos de falha que
dependem das propriedades mecânicas e químicas dos seus três constituintes: fibra,
matriz e interface. Assim, para fins de análise, estes mecanismos são subdivididos
em mecanismos relacionados às fibras, matrizes e interfaces.
Devido a grande variedade de modos de falha relacionada às fibras, matrizes
e interfaces, e por não ser o escopo principal deste trabalho, as descrições individuais
dos modos de falha serão omitidas. No entanto, a título de informação, as relações
entre os diversos mecanismos de falha são apresentadas no fluxograma da FIGURA
25, elaborado por COSTA JÚNIOR & ELIAS (1994).
Modos de Falha
Fibra/Matriz Interface
Tração Flexão Cisalhamentono PlanoCompressão
Saca-Fibras(Pull-Out)
Delaminação(Delamination)
Longitudinal Transversal
Fratura daFibra
Fratura daMatriz
Descolamento(Debonding)
Descolamento(Debonding)
Longitudinal Transversal
Micro-Flambagemdas Fibras
Falha da Matrizpor Cisalhamento
Esmagamento da Fibra
Adsorção eMolhamento
Interdifusão
AtraçãoEletrostática
LigaçãoQuímica
AdesãoMecânica
FIGURA 25 – Fluxograma ilustrativo da relação entre os mecanismos de falha dos MCRF.
Uma breve análise dos mecanismos de falha ligados às fibras, matrizes e
interfaces, segundo o fluxograma acima pode ser feita. Nota-se que alguns destes
mecanismos estão relacionados, enquanto outros são completamente independentes
entre si.
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
69
Vale ressaltar que quase todos os mecanismos estão presentes em
praticamente todos os materiais compósitos poliméricos reforçados. Entretanto,
dependendo dos constituintes (fibra, matriz e interface), da orientação das fibras, da
seqüência de empilhamento das lâminas bem como dos carregamentos aplicados,
alguns fenômenos podem ser mais predominantes do que outros. Isto leva muitas
vezes à necessidade de um tratamento estatístico para se estimar a ocorrência de cada
um dos mecanismos de falha que serão desenvolvidos. Essa complexidade envolvida
no processo de falha de um compósito traz a tona um aspecto desconfortável para o
projetista que é a dificuldade em se prever o mecanismo de falha preponderante.
No mecanismo de falha de um compósito, a fratura da fibra ocorre quando
uma trinca se propaga na direção transversal ao seu comprimento, provocando a
separação do laminado pela destruição do elemento que mais resiste à tração.
Contudo, este mecanismo de falha contribui pouco na absorção de energia, em
relação aos demais.
A fratura da matriz ocorre quando uma trinca contorna a fibra, provocando a
ruptura completa do compósito. Um fenômeno, que promove o aumento da energia
de fratura e, consequentemente, da tenacidade, é a ramificação das trincas na matriz.
Esta ramificação se origina a partir do encontro de uma trinca e uma fibra, que se
forem por hipótese perpendiculares entre si, produzem ramificações paralelas à fibra.
Isto é a origem de trincas secundárias que provocam o descolamento (debonding)
entre fibra e matriz.
Os mecanismos de falha da interface baseiam-se nos mecanismos ou
teorias de adesão entre fibra e matriz. Obviamente, se a adesão for comprometida,
dar-se-á a falha da interface. Contudo, convém salientar que a falha pode ou não
ocorrer na interface, isto é, a falha pode ser adesiva (na interface) ou coesiva (na
fibra ou matriz). Tais mecanismos podem ocorrer simultânea ou isoladamente, e
promovem falhas por descolamento e saca-fibras (pull-out), ou influem em outros
mecanismos como a delaminação (delamination). As informações de cada modo de
falha apresentado no fluxograma da FIGURA 30, bem como as teorias de adesão
entre fibra e matriz, podem ser encontradas em HULL (1981), CHAWLA (1987),
AGARWAL & BROUTMAN (1990) e MATTHEWS & RAWLINGS (1994).
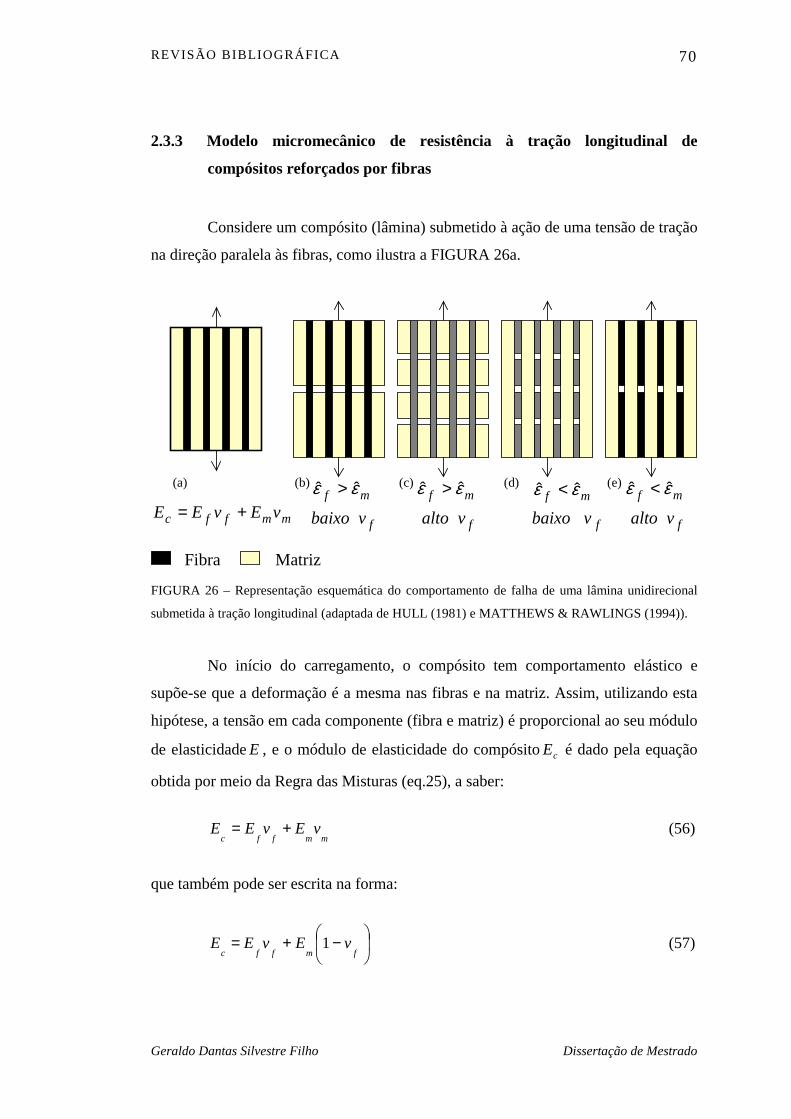
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
70
2.3.3 Modelo micromecânico de resistência à tração longitudinal de
compósitos reforçados por fibras
Considere um compósito (lâmina) submetido à ação de uma tensão de tração
na direção paralela às fibras, como ilustra a FIGURA 26a.
(e)mf εε ˆˆ <
fvalto
(d)mf εε ˆˆ <
fvbaixo
(b)mf εε ˆˆ >
fvbaixo
(c)mf εε ˆˆ >
fvalto
(a)
mmffc vEvEE +=
Fibra Matriz FIGURA 26 – Representação esquemática do comportamento de falha de uma lâmina unidirecional
submetida à tração longitudinal (adaptada de HULL (1981) e MATTHEWS & RAWLINGS (1994)).
No início do carregamento, o compósito tem comportamento elástico e
supõe-se que a deformação é a mesma nas fibras e na matriz. Assim, utilizando esta
hipótese, a tensão em cada componente (fibra e matriz) é proporcional ao seu módulo
de elasticidade E , e o módulo de elasticidade do compósito cE é dado pela equação
obtida por meio da Regra das Misturas (eq.25), a saber:
mmffcvEvEE += (56)
que também pode ser escrita na forma:
−+=fmffc
vEvEE 1 (57)
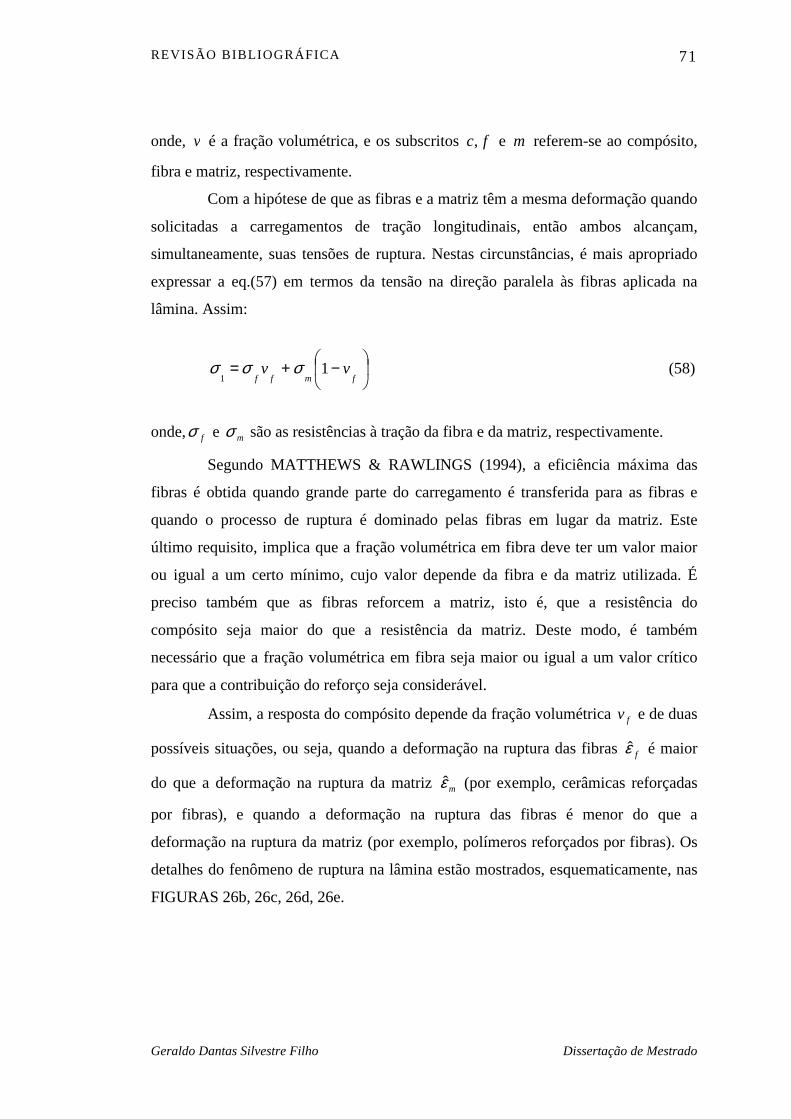
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
71
onde, v é a fração volumétrica, e os subscritos fc, e m referem-se ao compósito,
fibra e matriz, respectivamente.
Com a hipótese de que as fibras e a matriz têm a mesma deformação quando
solicitadas a carregamentos de tração longitudinais, então ambos alcançam,
simultaneamente, suas tensões de ruptura. Nestas circunstâncias, é mais apropriado
expressar a eq.(57) em termos da tensão na direção paralela às fibras aplicada na
lâmina. Assim:
−+=fmff
vv 11
σσσ (58)
onde, fσ e mσ são as resistências à tração da fibra e da matriz, respectivamente.
Segundo MATTHEWS & RAWLINGS (1994), a eficiência máxima das
fibras é obtida quando grande parte do carregamento é transferida para as fibras e
quando o processo de ruptura é dominado pelas fibras em lugar da matriz. Este
último requisito, implica que a fração volumétrica em fibra deve ter um valor maior
ou igual a um certo mínimo, cujo valor depende da fibra e da matriz utilizada. É
preciso também que as fibras reforcem a matriz, isto é, que a resistência do
compósito seja maior do que a resistência da matriz. Deste modo, é também
necessário que a fração volumétrica em fibra seja maior ou igual a um valor crítico
para que a contribuição do reforço seja considerável.
Assim, a resposta do compósito depende da fração volumétrica fv e de duas
possíveis situações, ou seja, quando a deformação na ruptura das fibras fε̂ é maior
do que a deformação na ruptura da matriz mε̂ (por exemplo, cerâmicas reforçadas
por fibras), e quando a deformação na ruptura das fibras é menor do que a
deformação na ruptura da matriz (por exemplo, polímeros reforçados por fibras). Os
detalhes do fenômeno de ruptura na lâmina estão mostrados, esquematicamente, nas
FIGURAS 26b, 26c, 26d, 26e.
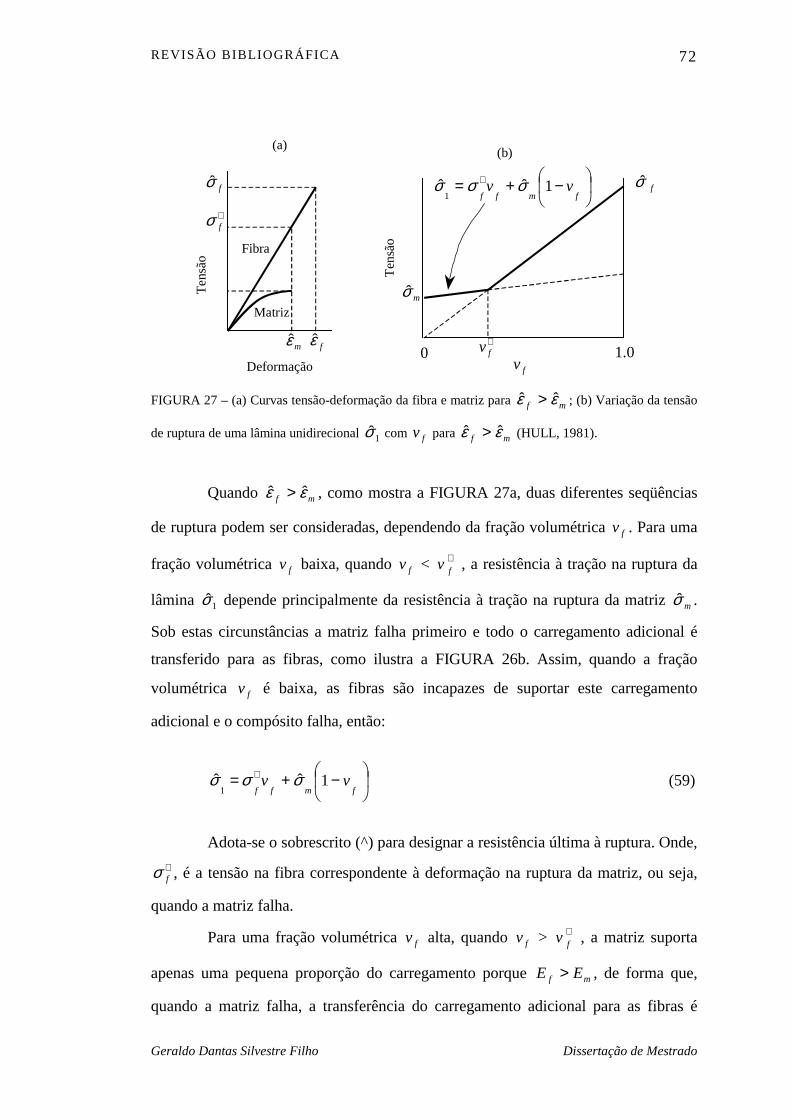
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
72
Tens
ão
Deformação
Fibra
Matriz
mε̂ fε̂
fσ̂
∗fσ
(a)
Te
nsão
0 0.1
fσ̂
mσ̂
fv∗fv
−+= ∗
fmffvv 1ˆˆ
1σσσ
(b)
FIGURA 27 – (a) Curvas tensão-deformação da fibra e matriz para mf εε ˆˆ > ; (b) Variação da tensão
de ruptura de uma lâmina unidirecional 1σ̂ com fv para mf εε ˆˆ > (HULL, 1981).
Quando mf εε ˆˆ > , como mostra a FIGURA 27a, duas diferentes seqüências
de ruptura podem ser consideradas, dependendo da fração volumétrica fv . Para uma
fração volumétrica fv baixa, quando fv < ∗fv , a resistência à tração na ruptura da
lâmina 1σ̂ depende principalmente da resistência à tração na ruptura da matriz mσ̂ .
Sob estas circunstâncias a matriz falha primeiro e todo o carregamento adicional é
transferido para as fibras, como ilustra a FIGURA 26b. Assim, quando a fração
volumétrica fv é baixa, as fibras são incapazes de suportar este carregamento
adicional e o compósito falha, então:
−+= ∗
fmffvv 1ˆˆ
1σσσ (59)
Adota-se o sobrescrito (^) para designar a resistência última à ruptura. Onde,
∗fσ , é a tensão na fibra correspondente à deformação na ruptura da matriz, ou seja,
quando a matriz falha.
Para uma fração volumétrica fv alta, quando fv > ∗fv , a matriz suporta
apenas uma pequena proporção do carregamento porque mf EE > , de forma que,
quando a matriz falha, a transferência do carregamento adicional para as fibras é
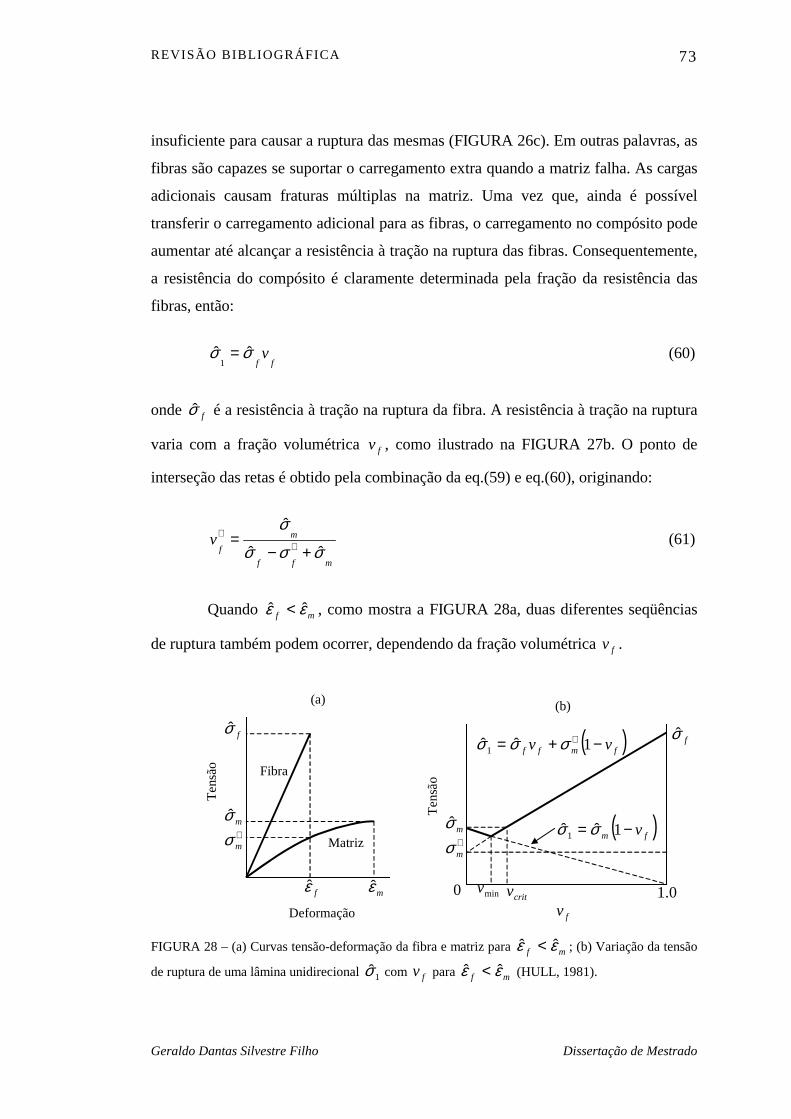
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
73
insuficiente para causar a ruptura das mesmas (FIGURA 26c). Em outras palavras, as
fibras são capazes se suportar o carregamento extra quando a matriz falha. As cargas
adicionais causam fraturas múltiplas na matriz. Uma vez que, ainda é possível
transferir o carregamento adicional para as fibras, o carregamento no compósito pode
aumentar até alcançar a resistência à tração na ruptura das fibras. Consequentemente,
a resistência do compósito é claramente determinada pela fração da resistência das
fibras, então:
ffvσσ ˆˆ
1= (60)
onde fσ̂ é a resistência à tração na ruptura da fibra. A resistência à tração na ruptura
varia com a fração volumétrica fv , como ilustrado na FIGURA 27b. O ponto de
interseção das retas é obtido pela combinação da eq.(59) e eq.(60), originando:
mff
mf
vσσσ
σ
ˆˆ
ˆ
+−= ∗
∗ (61)
Quando mf εε ˆˆ < , como mostra a FIGURA 28a, duas diferentes seqüências
de ruptura também podem ocorrer, dependendo da fração volumétrica fv .
Tens
ão
Deformação
Fibra
Matriz
mε̂fε̂
fσ̂
∗mσ
(a)
mσ̂
Tens
ão
0
fσ̂
mσ̂
fv
( )fmff vv −+= ∗ 1ˆˆ1 σσσ
( )fm v−= 1ˆˆ1 σσ
(b)
0.1minvcritv
∗mσ
FIGURA 28 – (a) Curvas tensão-deformação da fibra e matriz para mf εε ˆˆ < ; (b) Variação da tensão
de ruptura de uma lâmina unidirecional 1σ̂ com fv para mf εε ˆˆ < (HULL, 1981).
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
74
Para uma fração volumétrica fv baixa (FIGURA 26d), quando ocorre a
ruptura da fibra, o carregamento extra transferido para a matriz não é suficiente para
romper a mesma, ou seja, a matriz pode suportar o carregamento extra, causando
fraturas múltiplas nas fibras. Segundo JONES (1990), a fração volumétrica fv de
compósitos poliméricos reforçados por fibra de vidro e carbono é, em geral, menor
do que 0,006 – 0,03 respectivamente. Então, para uma fração volumétrica fv baixa,
a resistência à tração longitudinal do compósito é dada por:
−==fmmm
vv 1ˆˆˆ1
σσσ (62)
Certamente, com fibras uniformemente resistentes para uma fração
volumétrica fv alta (FIGURA 26e), quando ocorre a falha da fibra, o carregamento
transferido para a matriz é muito grande e não pode ser suportado pela mesma, de
forma que a matriz falha quando todas as fibras falham. A área útil da seção
transversal é reduzida e o compósito falhará imediatamente. A resistência à tração
longitudinal do compósito é dada por:
−+= ∗
fmffvv 1ˆˆ
1σσσ (63)
onde, ∗
mσ é a tensão na matriz correspondente à deformação na ruptura da fibra, ou
seja, quando a fibra falha. A variação de 1σ̂ com fv está ilustrada na FIGURA 28b e
o ponto de interseção das retas obtido da eq.(62) e eq.(63) é:
∗
∗∗
−+
−==
mmf
mmf
vvσσσ
σσˆˆ
ˆmin
(64)
Consequentemente, analisando a FIGURA 28b, as linhas cheias da eq.(62) e
eq.(63) representam a faixa de sua aplicabilidade e sua interseção define a fração
volumétrica mínima minv . Nota-se que a eq.(62), prevê que a resistência do
compósito é sempre menor do que a resistência da matriz não reforçada. Por outro

REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
75
lado, a eq.(63) prevê que a resistência do compósito pode ser menor ou maior do que
a resistência da matriz, dependendo da fração volumétrica fv . A fração volumétrica
crítica critv , por esta razão, é sempre maior do que a fração volumétrica mínima minv
e pode ser definida como:
mfmffvv σσσσ ˆ1ˆˆ
1≥
−+= ∗ (65)
ou
∗
∗
−
−=
mf
mmcrit
vσσ
σσˆ
ˆ (66)
Então, obviamente, a fração volumétrica crítica é uma propriedade do
sistema mais importante do que a fração volumétrica mínima. Uma análise da eq.(66)
mostra que, quando ∗− mm σσ̂ é pequeno, então pouco reforço é exigido para exceder
a resistência da matriz, e isto, pode ser realizado por uma pequena fração volumétrica
de fibra, isto é, o critv é pequeno. Reciprocamente, quando ∗− mm σσ̂ é grande, então
muito mais reforço é exigido para exceder mσ̂ , ou seja, o critv é grande. Por esta
razão, pode ser visto que a fração volumétrica crítica é de maior importância, onde a
resistência à tração do compósito é o critério de projeto.
Se os módulos de elasticidade da fibra e da matriz são conhecidos, então *mσ pode ser obtido como
mf*m Eε̂σ = (67)
visto que
fff Eˆˆ εσ = (68)
Assim, substituindo a eq.(68) na eq.(67), obtém-se
f
mf
*m E
Eˆ ⋅= σσ (69)
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
76
Consequentemente, a eq.(66) pode ser reescrita como
)EE
1(ˆ
EE
ˆˆ
v
f
mf
f
mfm
crit
−
−
=
σ
σσ
(70)
Como exemplo, HULL (1981) apresenta uma análise, com mf εε ˆˆ < , para o
sistema resina epoxi–fibra de carbono. Utilizando de alguns valores típicos para uma
fibra de carbono Tipo I e uma resina epoxi, ou seja, 005.0ˆ =fε , 0.2ˆ =fσ GPa,
02.0ˆ =mε , 0.80ˆ =mσ MPa, 3.5=mE GPa obtém-se 5.26=∗mσ MPa e 026.0=∗
fv .
Similarmente, para o sistema resina poliéster–fibra de vidro com valores
experimentais, isto é, 025.0ˆ =fε , 1.2ˆ =fσ GPa, 035.0ˆ =mε , 65ˆ =mσ MPa
obtém-se 52=∗mσ MPa e 006.0=∗
fv . Em ambos os exemplos, ∗fv é muito pequeno,
indicando que a contribuição da matriz na resistência à tração longitudinal de
compósitos poliméricos reforçados por fibras é insignificante e pode ser omitida.
Então, a eq.(60) pode ser aplicada.
HUANG (1999) apresenta um grupo de fórmulas concisas com abordagem
micromecânica para estimar a resistência à tração no limite de ruptura de compósitos
reforçados por fibras unidirecionais para várias condições de carregamento uniaxial.
Na formulação, por simplicidade, assume-se que a fibra tem comportamento elástico
até a ruptura e a matriz tem um comportamento elasto-plástico bilinear. Assim,
calcula-se a resistência à tração do compósito sob tração longitudinal 11σ , tração
transversal 22σ ou cisalhamento no plano 12σ . As fórmulas usam apenas os
parâmetros a tração uniaxial dos materiais constituintes (fibra e matriz) junto com a
fração volumétrica fv , como dados de entrada. Estes parâmetros são facilmente
obtidos por meio de testes experimentais individuais. As fórmulas propostas têm sido
aplicadas para estimar a resistência à tração no limite de ruptura de vários
compósitos reforçados por fibras unidirecionais. Os resultados obtidos têm uma boa
aproximação com os dados experimentais disponíveis.
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
77
2.3.4 Processo de análise de falha na lâmina
Segundo MAGAGNIN FILHO (1996), o principal requisito para o projeto
de elementos estruturais (lâminas) dos compósitos é o conhecimento de sua
resistência quando sujeitos a complexas combinações de carregamentos. A
resistência e a ruptura de tais elementos estruturais podem ser associadas com a
resistência ao escoamento ou com a resistência à ruptura ou última do material. Para
materiais frágeis a resistência à ruptura é a mais adequada e para materiais dúcteis a
resistência ao escoamento é a mais utilizada. No caso dos MCRF, as fibras têm, em
geral, comportamento elástico até a ruptura e as matrizes podem ser frágeis ou
dúcteis. Além disso, os modos de falha já apresentados influenciam decisivamente o
processo de ruptura destes materiais.
As análises de falha dos compósitos laminados são baseadas na previsão da
falha de lâminas individuais. A falha de uma lâmina é prevista pela comparação das
tensões e deformações da lâmina real, no sistema de coordenadas principal, com as
correspondentes tensões e deformações na ruptura medidas para a lâmina em tração
longitudinal, compressão e cisalhamento.
A caracterização da ruptura é feita com base nos critérios de falha.
Conforme SAARELA (1994), os critérios de falha podem ser divididos em dois
grupos principais: critérios baseados em condições independentes e critérios
completamente interativos. Além de que, algumas combinações destes critérios têm
sido desenvolvidas. Eles são geralmente denominados critérios parcialmente
interativos.
Os critérios de falha mais simples são aqueles baseados em condições
independentes. Destes, os critérios da máxima deformação e da máxima tensão são
extensamente utilizados.
Os critérios interativos são expressões quadráticas de tensões. Os critérios
quadráticos mais conhecidos são os critérios de Tsai-Hill, Tsai-Wu (TSAI & WU,
1971) e Hoffman (HOFFMAN, 1967).
Um exemplo de um critério parcialmente interativo é o critério de Hashin.
Este critério, desenvolvido por HASHIN (1980) é aplicável a lâminas de compósitos
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
78
unidirecionais. O critério utiliza uma condição independente para as previsões de
falhas a compressão na direção da fibra. A previsão de falha por meio de outros
modos de falha é baseada em expressões quadráticas.
Diferentes critérios de resistência para compósitos são apresentados e
discutidos numericamente em várias publicações, tais como: TSAI & HAHN (1980),
ROWLANDS (1985), TSAI (1986), VINSON & SIERAKOWSKI (1987),
AGARWAL & BROUTMAN (1990), ECHAABI et al. (1996), HYER (1998),
THOM (1998) entre outros.
2.3.5 Processo de análise de falha no laminado
Os critérios de falha desenvolvidos para as lâminas não prevêem
diretamente a falha do laminado completo, visto que as lâminas adjacentes ou
circum-adjacentes são, muitas vezes, capazes de suportar as cargas excedentes
causadas pela falha de uma única lâmina segundo um dado critério. Além disso, o
laminado pode continuar suportando um incremento individual de carga, mesmo que
algumas lâminas já tenham falhado.
Desta forma, a falha de um laminado é um processo progressivo, já que a
falha do laminado ocorre gradualmente devido ao fato de que, quando uma lâmina
falha, há uma redistribuição das cargas para as lâminas que permanecem intactas.
Diante dos aspectos apresentados, definir o que é relevante para causar a
falha completa de um laminado é uma tarefa delicada. Entretanto, na prática, a
resistência do laminado é calculada de acordo com a aplicação, determinando o
método a ser utilizado na previsão da falha. Segundo CARVALHO (1996), o método
mais simples é o FPF (First Ply Failure) que considera a falha completa do
laminado quando o carregamento proporcionar a falha da primeira lâmina. Sabe-se,
no entanto, que a falha de uma simples lâmina segundo um dado critério, não resulta
na falha do laminado completo. Deste modo, caracteriza-se este método como
bastante conservador em termos de segurança.
Outro método considerado por CARVALHO (1996), é chamado de LPF
(Last Ply Failure). Algumas técnicas foram desenvolvidas para a previsão da última
lâmina a falhar. Segundo SAARELA (1994), a técnica mais simples de LPF analisa
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
79
a progressiva degradação das lâminas no laminado. Esta técnica compara as
tensões (deformações) em cada lâmina até o máximo carregamento permitido, e o
laminado falha quando a última lâmina falhar. Ela é descrita por CARVALHO
(1996) da seguinte forma:
• Para um dado laminado com determinadas condições de carregamento,
as tensões em cada lâmina individual são calculadas progressivamente com
incremento de carga;
• As tensões presentes na lâmina são comparadas com as tensões limites
através de um determinado critério de falha;
• Quando o carregamento aplicado é suficientemente grande para o
critério de falha ser satisfeito, ocorre a falha da lâmina. O carregamento
anteriormente suportado pelas lâminas que falharam é transmitido para as demais.
Vale ressaltar que em muitos casos, a lâmina falha apenas parcialmente e pode
continuar suportando uma parcela de carregamento;
• As tensões atuantes nas lâminas restantes são recalculadas, sendo dado
assim um incremento de carga até que o critério de falha seja satisfeito para outras
lâminas. A falha completa do laminado ocorre quando um certo número de lâminas
já se degradou o suficiente a ponto de não conseguir resistir a mais um incremento de
carga. Quando isto ocorre diz-se que houve a última falha (LPF) do laminado.
Nota-se que este método, ao contrário do FPF, pode superestimar a
resistência do laminado. Neste método, a escolha do critério que será utilizado está
diretamente associada com o comportamento do material frente ao carregamento, ou
seja, deve-se avaliar se o seu comportamento será dúctil ou frágil para daí então
especificar o critério mais adequado.
De acordo com SAARELA (1994), devido a sua simplicidade, a análise pela
progressiva degradação das lâminas é capaz de oferecer somente uma aproximação
grosseira das cargas que causam a falha final do laminado. Uma melhor aproximação
pode ser obtida por outra técnica conhecida como análise progressiva de falha.
Segundo MAGAGNIN FILHO (1996), esta técnica está baseada no fato de
que a falha do laminado ocorre de modo progressivo devido à redistribuição de
tensões que se dá durante o processo de falha. Esta característica proporciona uma
análise computacional incremental para simular a progressão do dano acumulado e
REVISÃO BIBLIOGRÁFICA
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
80
uma análise computacional iterativa para se obter as configurações de equilíbrio
durante o processo de redistribuição das tensões.
Em linhas gerais, o processo de análise progressiva de falha em laminados
pode ser dado da seguinte forma:
• Para uma dada carga aplicada, as tensões em cada lâmina devem ser
calculadas e inseridas no critério de falha adotado para determinar se ocorreu a falha
de alguma lâmina, ou seja, esta técnica começa com uma análise de FPF;
• Se não ocorreu a falha de nenhuma lâmina, dá-se um novo incremento
de carga, repetindo-se o passo anterior o número de vezes necessário, até ocorrer a
primeira falha;
• Identifica-se o modo de falha, verificando se a falha ocorreu na fibra, na
matriz ou por delaminação;
• Segundo o modo de falha identificado é possível eliminar ou reduzir a
rigidez correspondente ao elemento que falhou e obter uma nova configuração de
equilíbrio redistribuindo as tensões sem recorrer a um novo incremento de carga;
• Com a nova configuração de equilíbrio, verifica-se a falha em outro
ponto de qualquer lâmina;
• Se ocorrer nova falha o processo de redução da rigidez e redistribuição
das tensões se repete;
• Se a falha não ocorrer, então um novo incremento de carga pode ser
dado;
• A análise prossegue dessa forma até que a estrutura não seja mais capaz
de suportar carga adicional e nesse instante, diz-se ter ocorrido a falha final do
laminado (LPF).
MATERIAIS E MÉTODOS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
81
Capítulo 3
MATERIAIS E MÉTODOS
Os materiais utilizados neste trabalho são: polímero termofixo e fibra de
carbono. O polímero é um poliuretano derivado de óleo de mamona utilizado para
implante ósseo, desenvolvido pelo Grupo de Química Analítica e Tecnologia de
Polímeros – GQATP, coordenado pelo Prof. Dr. Gilberto Orivaldo Chierice. A fibra
de carbono é produzida pela Toray Industries, Inc., identificada comercialmente por
Torayca T300® com lote de fabricação no 418045. Ambos foram gentilmente
fornecidos pelo GQATP.
Devido ao pequeno número de trabalhos publicados até agora em relação ao
comportamento mecânico do poliuretano derivado de óleo de mamona quando
reforçado, diante de carregamentos quase-estáticos, é necessário estabelecer
metodologias de fabricação para os corpos de prova (CP) de tração e flexão que
melhor se adaptem às características de moldagem desse polímero.
Da revisão bibliográfica realizada, apenas três trabalhos tratam da
resistência mecânica à tração do poliuretano quando associado a outro material e um
trabalho que compara a resistência mecânica ao cisalhamento do poliuretano com a
poliparadioxanona (PDS).
VIANNA (1997), analisou, por meio de ensaios de tração, a resistência
mecânica do poliuretano associado com malha tubular de poliamida. Os resultados
foram comparados com os valores obtidos de ensaios de tração para um elastômero
de silicone e uma espuma de borracha sintética, utilizados na confecção de luvas para
revestimento de soquetes de próteses infrapatelares. Conclui-se que, apesar de menos
resistente no estado puro, o poliuretano pode aumentar a sua resistência com a
associação da malha tubular de poliamida, mantendo-se ainda mais flexível que o
silicone, sendo, portanto um material adequado para a confecção de luvas para
revestimento de soquetes de próteses infrapatelares.
MATERIAIS E MÉTODOS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
82
FONSECA (1997), também avaliou, por meio de ensaios de tração, as
propriedades mecânicas do poliuretano associado a fios de poliéster, com vista ao seu
emprego na confecção de implantes de tendões flexores para a mão. Os fios de
poliéster1 empregados são os mesmos utilizados na confecção de ligamentos
artificiais de joelho comercialmente disponíveis. O objetivo de sua associação foi
aumentar a resistência do poliuretano, funcionando como a alma do material e
simulando a estrutura interna dos tendões, no qual o poliuretano representa a matriz
conjuntiva e os fios de poliéster representam as fibras colágenas. Concluiu-se que o
poliuretano elastomérico na sua forma pura apresenta características mecânicas
incompatíveis com os requisitos básicos de um material destinado à confecção de
implantes de tendões. No entanto, a associação de fios de poliéster no interior do
poliuretano, considerando o desempenho em todos os parâmetros analisados no
trabalho, é um material adequado para a confecção de implantes de tendões,
adequação diretamente dependente do número de fios e desde que seja na forma
trançado.
CLARO NETO (1997) adicionou carbonato de cálcio ao poliuretano
derivado de óleo de mamona e mostrou por meio de ensaios mecânicos e pelo
método de DMA (Dynamic Mechanical Analysis) que este material em quantidades
de até 40% melhora as propriedades mecânicas do poliuretano, sem alterar as
propriedades térmicas do mesmo, como a temperatura de transição vítrea.
KFURI JÚNIOR (1999) comparou a eficiência de pinos absorvíveis de
poliuretano e de PDS, utilizados na fixação de fraturas instáveis, por meio de ensaios
mecânicos de cisalhamento. Concluiu-se que os implantes de PDS revelaram
superioridade estatisticamente significativa para todas as propriedades mecânicas
avaliadas, exceto a rigidez.
De uma maneira geral, tem-se que o comportamento do material sob regime
quase-estático é estudado por meio de testes experimentais padronizados. Antes de
descrever os procedimentos de realização dos ensaios experimentais, deve-se
destacar o processo de fabricação para obtenção dos corpos de prova. Visto que o
desempenho dos mesmos não está somente associado às propriedades dos materiais
1 Engimplan®
MATERIAIS E MÉTODOS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
83
constituintes (fibra, matriz e interface), mas também, ao processo de fabricação
utilizado.
3.1 Poliuretano derivado de óleo de mamona
3.1.1 Apresentação
O termo poliuretano se aplica à classe de polímeros que contém ligação
uretana, mesmo que existam outras ligações presentes. Diferentes de outros
polímeros, que são polímeros de unidades monoméricas, os poliuretanos não contêm
unidades uretanas repetidas de modo regular e não têm uma fórmula empírica que
seja representativa de um todo. Um poliuretano típico, além dos grupos uretano, pode
conter hidrocarbonetos alifáticos e aromáticos, grupos éster, éter, uréia, amida, etc.
No poliuretano, duas estruturas básicas podem ser diferenciadas: segmentos poliéster
ou poliéter longos e moderadamente flexíveis e segmentos curtos e relativamente
rígidos compreendendo os grupos uretano e aromáticos. A razão entre estes dois
segmentos pode ser variada dentro de amplos limites, alterando, significativamente,
as propriedades dos poliuretanos obtidos.
As reações de formação dos uretanos foram propostas por WURTZ em
1849, mas somente nas décadas de 30 e 40, BAYER e colaboradores, encontraram
uso comercial para o produto de reação de grupos hidroxila e isocianatos. Desde
então, a quantidade de materiais desenvolvidos a partir deste tipo de polimerização
aumentou enormemente, a ponto de abranger diferentes segmentos de aplicação.
Durante a 2a Guerra Mundial, na Alemanha, os poliuretanos foram extensivamente
empregados e desenvolveu-se uma excelente indústria baseada nos diisocianatos,
com aplicações em fibras, cerdas, revestimentos, adesivos, espumas e elastômeros.
Alguns desses trabalhos, pioneiros na síntese de poliuretanos, usaram o óleo
da mamona como poliol. Entretanto, com o aparecimento dos polióis poliéteres, no
final da década de 50, tendo como principal característica o seu baixo custo por ser
um subproduto derivado do petróleo, foi delegado ao segundo plano as pesquisas
com os poliuretanos derivados de óleo de mamona, ficando estas restritas ao
desenvolvimento de materiais mais nobres.
MATERIAIS E MÉTODOS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
84
A tendência mundial à procura de materiais biodegradáveis, não poluentes e
derivados da biomassa fez com que as pesquisas com poliuretanos derivados de óleo
de mamona se tornassem um tema atual, abrindo assim novas perspectivas para seu
desenvolvimento.
A partir disto, o emprego do óleo de mamona como poliol (só ou
modificado) vem se tornando cada vez mais difundido, mas ainda existem poucas
referências sobre as propriedades estruturais dos poliuretanos obtidos a partir dele.
Embora os poliuretanos tenham se desenvolvido recentemente, se
comparados a outros polímeros, sua versatilidade em se obter materiais com
propriedades diferentes fez com que esses se tornassem um dos principais polímeros
deste século.
3.1.2 Reação de polimerização
É conhecido como uretano, o produto da reação química entre um grupo
hidroxila e um grupo isocianato (APÊNDICE I).
A polimerização dos poliuretanos ocorre quando reagimos um composto
com dois ou mais isocianatos em uma estrutura com um poliol, ou seja, um álcool
polifuncional (APÊNDICE I).
Quando se usam reagentes difuncionais, são produzidos poliuretanos
lineares. Se a funcionalidade (número de hidroxilas por moléculas disponíveis para
reagir com grupos isocianatos) do composto dihidroxilado ou do isocianato for
aumentada para três ou mais, são formados polímeros ramificados ou entrecruzados.
A reação é exotérmica e sua velocidade depende tanto da estrutura do
isocianato como do poliol. A reatividade do isocianato é dependente da influência
dos grupos vizinhos e da configuração da molécula.
Os poliuretanos se caracterizam devido a sua versatilidade: o
entrecruzamento; a flexibilidade das cadeias mais as forças intermoleculares, podem
ser largamente variados, obtendo-se estruturas que variam de lineares e flexíveis, à
rígidas altamente entrecruzadas.
Devido a alta reatividade dos compostos contendo grupos isocianatos,
geralmente é feita uma pré-polimerização que consiste da reação de um di ou
poliisocianato com um poliol, nas proporções previamente determinadas para a
MATERIAIS E MÉTODOS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
85
obtenção do teor de isocianato livre desejado. A reação de polimerização ocorre pela
mistura do pré-polímero com o poliol final, gerando um poliuretano de alto peso
molecular.
3.1.3 Poliol, pré-polímero e óleo de mamona
a) Poliol
Juntamente com os isocianatos, os compostos hidroxilados (polióis) são
componentes importantes na síntese dos poliuretanos. Uma grande variedade de
polióis é utilizada na manufatura de poliuretanos, desde compostos naturais como o
óleo de mamona, que contem três grupos hidroxila que produzem polímeros
entrecruzados, até polióis sintéticos especialmente preparados para produção de
polímeros com características específicas.
A maioria dos polióis é encontrada na forma de poliéteres ou poliésteres. A
massa molecular e a funcionalidade são os fatores principais na determinação das
propriedades do polímero, mas a estrutura do poliol também é importante. Um
poliéster produz poliuretanos que têm propriedades térmicas e tolerância a
substâncias corrosivas diferentes das produzidas com poliéter. Os poliuretanos
derivados de poliéster são mais estáveis e menos facilmente oxidáveis.
Os polióis são desenvolvidos com estrutura molecular e funcionalidade
necessária para reagir com um pré-polímero ou um diisocianato comercial podendo
gerar poliuretanos com propriedades específicas. A escolha do poliol, especialmente
pelo tamanho e flexibilidade de sua estrutura molecular e sua funcionalidade
controla, em grande parte, o grau de entrecruzamento obtido no polímero formado na
reação do poliol com o isocianato (PLEPLIS, 1991). O poliol utilizado neste trabalho
é um poliéster derivado do ácido ricinoléico.
b) Pré-polímero
Conforme explicado anteriormente, devido a alta reatividade dos compostos
contendo grupos isocianatos, geralmente, embora não seja uma regra, é feita uma
pré-polimerização com um poliol, aumentando sua massa molecular, deixando uma
porcentagem de isocianato livre para reagir com o poliol final (APÊNDICE I).
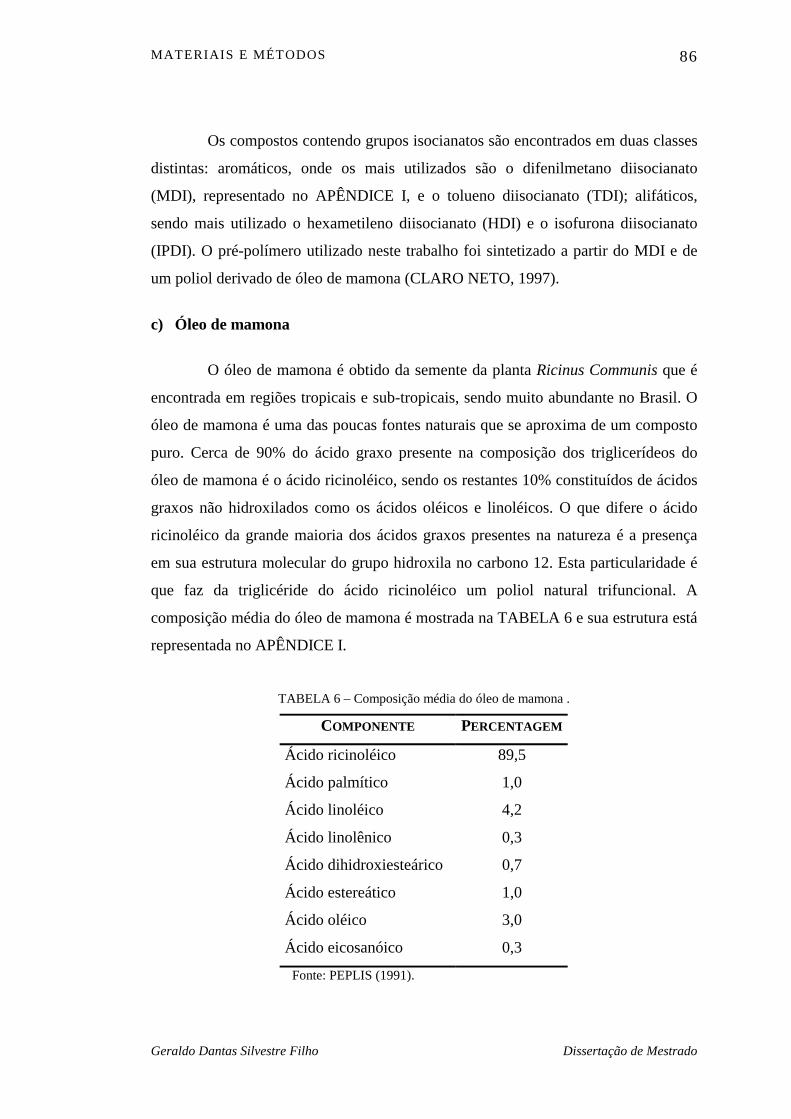
MATERIAIS E MÉTODOS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
86
Os compostos contendo grupos isocianatos são encontrados em duas classes
distintas: aromáticos, onde os mais utilizados são o difenilmetano diisocianato
(MDI), representado no APÊNDICE I, e o tolueno diisocianato (TDI); alifáticos,
sendo mais utilizado o hexametileno diisocianato (HDI) e o isofurona diisocianato
(IPDI). O pré-polímero utilizado neste trabalho foi sintetizado a partir do MDI e de
um poliol derivado de óleo de mamona (CLARO NETO, 1997).
c) Óleo de mamona
O óleo de mamona é obtido da semente da planta Ricinus Communis que é
encontrada em regiões tropicais e sub-tropicais, sendo muito abundante no Brasil. O
óleo de mamona é uma das poucas fontes naturais que se aproxima de um composto
puro. Cerca de 90% do ácido graxo presente na composição dos triglicerídeos do
óleo de mamona é o ácido ricinoléico, sendo os restantes 10% constituídos de ácidos
graxos não hidroxilados como os ácidos oléicos e linoléicos. O que difere o ácido
ricinoléico da grande maioria dos ácidos graxos presentes na natureza é a presença
em sua estrutura molecular do grupo hidroxila no carbono 12. Esta particularidade é
que faz da triglicéride do ácido ricinoléico um poliol natural trifuncional. A
composição média do óleo de mamona é mostrada na TABELA 6 e sua estrutura está
representada no APÊNDICE I.
TABELA 6 – Composição média do óleo de mamona .
COMPONENTE PERCENTAGEM
Ácido ricinoléico 89,5
Ácido palmítico 1,0
Ácido linoléico 4,2
Ácido linolênico 0,3
Ácido dihidroxiesteárico 0,7
Ácido estereático 1,0
Ácido oléico 3,0
Ácido eicosanóico 0,3
Fonte: PEPLIS (1991).
MATERIAIS E MÉTODOS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
87
A presença do ácido ricinoléico confere ao óleo de mamona, propriedades
únicas e versatilidade não comum que surge devido aos grupos OH e à ligação dupla,
que são sítios distintos de reação para preparação de vários derivados industriais.
As reações podem ser efetuadas isoladamente ou em combinação,
resultando em muitas possibilidades de obtenção de derivados. Devido à presença de
grupos hidroxila na porção ricinoléico, o óleo exibe características de solubilidade
diferentes dos outros óleos vegetais. Ele é solúvel apenas em quantidades limitadas
de éter e outros solventes similares, mas forma sistemas de duas fases com grandes
quantidades destes solventes. É muito mais solúvel em álcool e tem maior
viscosidade (viscosidade/gardner U-V a 25 oC) que outros óleos vegetais.
Segundo VILAR (1993), a funcionalidade do óleo de mamona é de cerca de
2,7. O seu valor de hidroxilas é de 163 mgKOH/g (miligramas de hidróxido de
potássio por grama). Portanto, o produto com grande pureza, é indicado para
emprego em poliuretanos.
3.1.4 Características do poliuretano derivado de óleo de mamona
O poliuretano apresenta-se na forma bicomponente, constando de um poliol
e um pré-polímero. O poliol foi sintetizado a partir do óleo de mamona. O
pré-polímero foi sintetizado a partir do difenilmetano diisocianato (MDI) e
pré-polimerizado com um poliol também derivado de óleo de mamona,
permanecendo com um percentual de isocianato livre para posterior reação.
O GQATP forneceu para este trabalho o pré-polímero, denominado de
329L, e o poliol, denominado de 471. O poliuretano é preparado, misturando-se o
pré-polímero e o poliol. A relação estequiométrica para o poliuretano é de 1:0,7
(pré-polímero e poliol, respectivamente). Segundo o fornecedor, após a cura, o
poliuretano tem, aproximadamente, uma massa específica de 1,1 g/cm3.
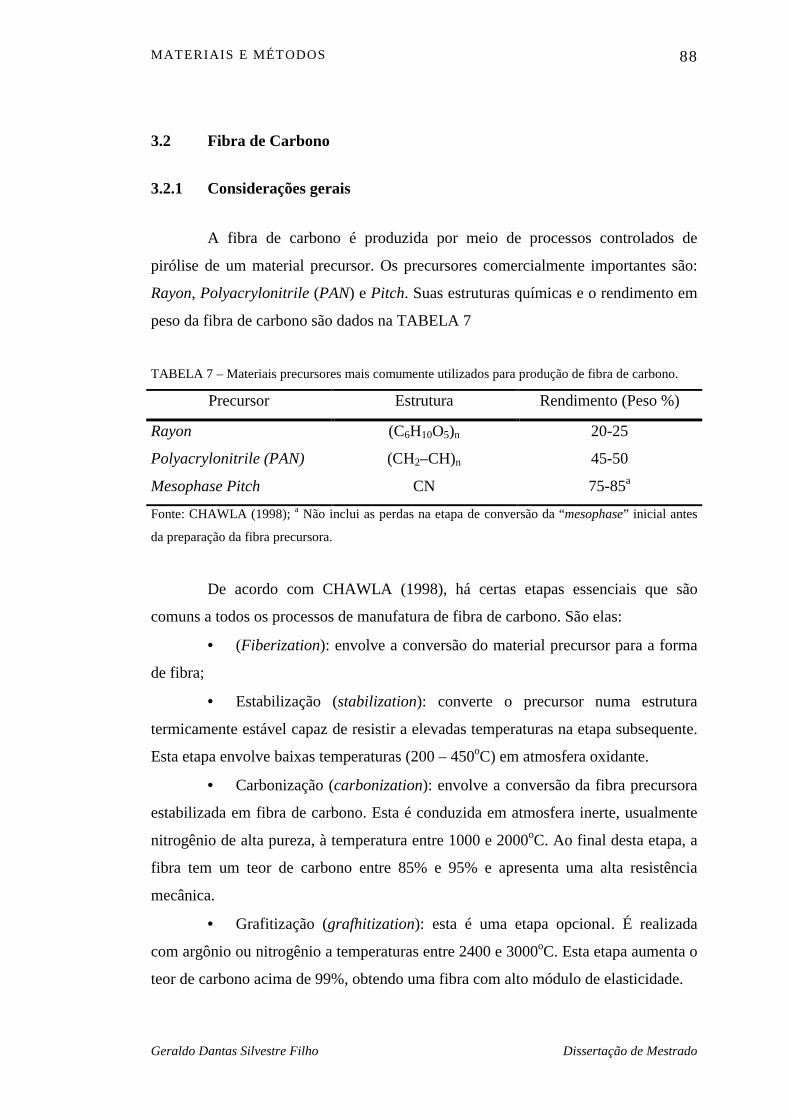
MATERIAIS E MÉTODOS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
88
3.2 Fibra de Carbono
3.2.1 Considerações gerais
A fibra de carbono é produzida por meio de processos controlados de
pirólise de um material precursor. Os precursores comercialmente importantes são:
Rayon, Polyacrylonitrile (PAN) e Pitch. Suas estruturas químicas e o rendimento em
peso da fibra de carbono são dados na TABELA 7
TABELA 7 – Materiais precursores mais comumente utilizados para produção de fibra de carbono.
Precursor Estrutura Rendimento (Peso %)
Rayon (C6H10O5)n 20-25
Polyacrylonitrile (PAN) (CH2–CH)n 45-50
Mesophase Pitch CN 75-85a
Fonte: CHAWLA (1998); a Não inclui as perdas na etapa de conversão da “mesophase” inicial antes
da preparação da fibra precursora.
De acordo com CHAWLA (1998), há certas etapas essenciais que são
comuns a todos os processos de manufatura de fibra de carbono. São elas:
• (Fiberization): envolve a conversão do material precursor para a forma
de fibra;
• Estabilização (stabilization): converte o precursor numa estrutura
termicamente estável capaz de resistir a elevadas temperaturas na etapa subsequente.
Esta etapa envolve baixas temperaturas (200 – 450oC) em atmosfera oxidante.
• Carbonização (carbonization): envolve a conversão da fibra precursora
estabilizada em fibra de carbono. Esta é conduzida em atmosfera inerte, usualmente
nitrogênio de alta pureza, à temperatura entre 1000 e 2000oC. Ao final desta etapa, a
fibra tem um teor de carbono entre 85% e 95% e apresenta uma alta resistência
mecânica.
• Grafitização (grafhitization): esta é uma etapa opcional. É realizada
com argônio ou nitrogênio a temperaturas entre 2400 e 3000oC. Esta etapa aumenta o
teor de carbono acima de 99%, obtendo uma fibra com alto módulo de elasticidade.
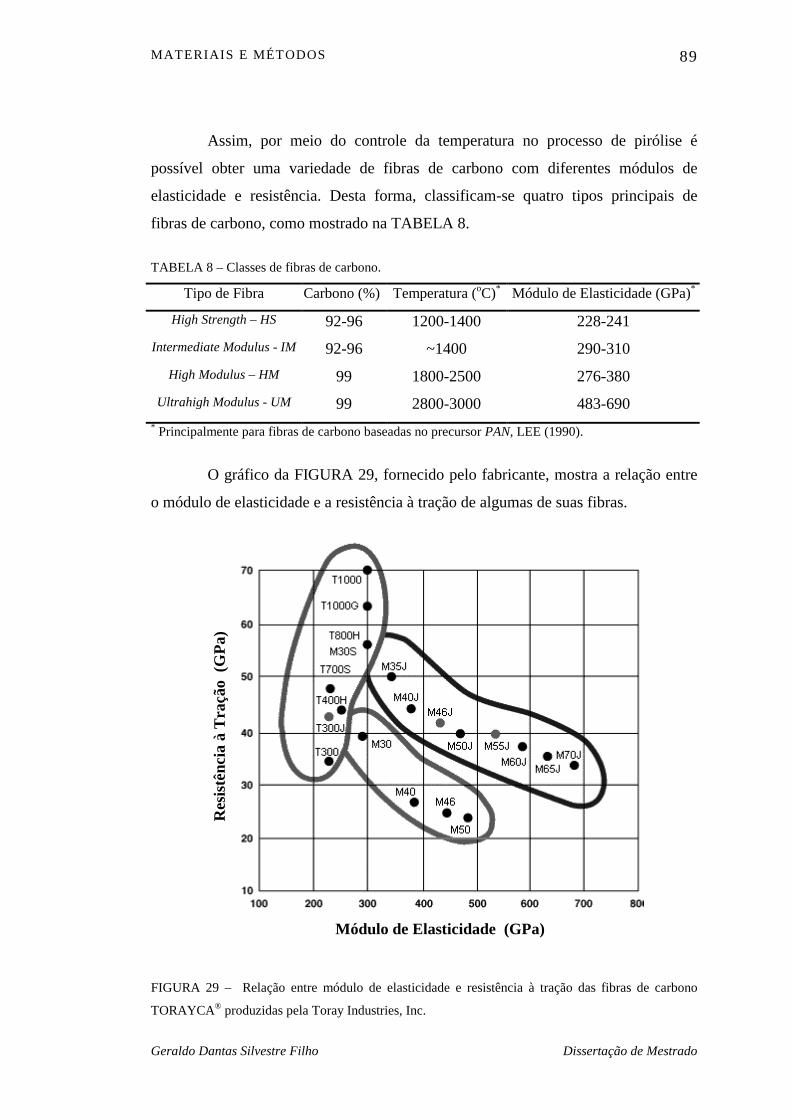
MATERIAIS E MÉTODOS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
89
Assim, por meio do controle da temperatura no processo de pirólise é
possível obter uma variedade de fibras de carbono com diferentes módulos de
elasticidade e resistência. Desta forma, classificam-se quatro tipos principais de
fibras de carbono, como mostrado na TABELA 8.
TABELA 8 – Classes de fibras de carbono.
Tipo de Fibra Carbono (%) Temperatura (oC)* Módulo de Elasticidade (GPa)*
High Strength – HS 92-96 1200-1400 228-241 Intermediate Modulus - IM 92-96 ~1400 290-310
High Modulus – HM 99 1800-2500 276-380 Ultrahigh Modulus - UM 99 2800-3000 483-690
* Principalmente para fibras de carbono baseadas no precursor PAN, LEE (1990).
O gráfico da FIGURA 29, fornecido pelo fabricante, mostra a relação entre
o módulo de elasticidade e a resistência à tração de algumas de suas fibras.
Módulo de Elasticidade (GPa)
Res
istên
cia
à T
raçã
o (G
Pa)
FIGURA 29 – Relação entre módulo de elasticidade e resistência à tração das fibras de carbono
TORAYCA® produzidas pela Toray Industries, Inc.
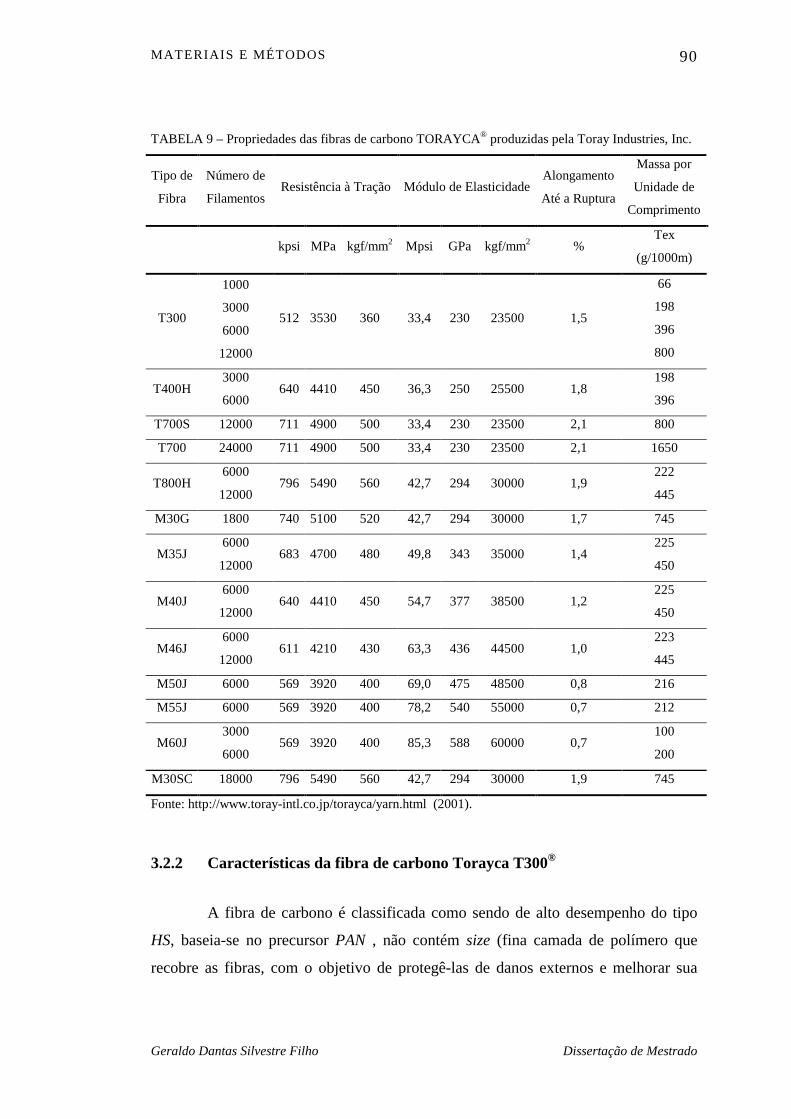
MATERIAIS E MÉTODOS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
90
TABELA 9 – Propriedades das fibras de carbono TORAYCA® produzidas pela Toray Industries, Inc.
Tipo de
Fibra
Número de
Filamentos Resistência à Tração Módulo de Elasticidade
Alongamento
Até a Ruptura
Massa por
Unidade de
Comprimento
kpsi MPa kgf/mm2 Mpsi GPa kgf/mm2 %
Tex
(g/1000m)
T300
1000
3000
6000
12000
512 3530 360 33,4 230 23500 1,5
66
198
396
800
T400H 3000
6000 640 4410 450 36,3 250 25500 1,8
198
396
T700S 12000 711 4900 500 33,4 230 23500 2,1 800
T700 24000 711 4900 500 33,4 230 23500 2,1 1650
T800H 6000
12000 796 5490 560 42,7 294 30000 1,9
222
445
M30G 1800 740 5100 520 42,7 294 30000 1,7 745
M35J 6000
12000 683 4700 480 49,8 343 35000 1,4
225
450
M40J 6000
12000 640 4410 450 54,7 377 38500 1,2
225
450
M46J 6000
12000 611 4210 430 63,3 436 44500 1,0
223
445
M50J 6000 569 3920 400 69,0 475 48500 0,8 216
M55J 6000 569 3920 400 78,2 540 55000 0,7 212
M60J 3000
6000 569 3920 400 85,3 588 60000 0,7
100
200
M30SC 18000 796 5490 560 42,7 294 30000 1,9 745
Fonte: http://www.toray-intl.co.jp/torayca/yarn.html (2001).
3.2.2 Características da fibra de carbono Torayca T300®
A fibra de carbono é classificada como sendo de alto desempenho do tipo
HS, baseia-se no precursor PAN , não contém size (fina camada de polímero que
recobre as fibras, com o objetivo de protegê-las de danos externos e melhorar sua
MATERIAIS E MÉTODOS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
91
adesão à matriz) e apresenta-se na forma de fio (yarn) constituído por 3000
filamentos.
As propriedades mecânicas da fibra de carbono Torayca T300® com 3000
filamentos divulgadas pelo fabricante, estão listadas na TABELA 10.
TABELA 10 – Propriedades mecânicas da fibra de carbono Torayca T300®.
PROPRIEDADES VALORES
Resistência à tração na ruptura (MPa) 3530
Módulo de elasticidade (GPa) 230
Alongamento até a ruptura (%) 1,5
Densidade (g/cm3) 1,76
Densidade linear (Tex)* 198
Fonte: Toray International, Inc. * Tex = g/1000m
3.3 Fabricação dos Corpos de Prova de Tração e Flexão
Após a aquisição dos materiais foram feitos estudos preliminares onde se
buscou a metodologia mais adequada para a confecção dos CP em poliuretano e em
compósito a fim de se evitar possíveis falhas durante o processo de fabricação, tal
como a formação de bolhas.
Para obtenção dos CP em poliuretano e em compósito, adotaram-se as
especificações da norma ASTM D638-96 e ASTM D790-96a, para os testes de
tração e flexão, respectivamente. Os CP de tração adotados são do Tipo I, cujas
dimensões estão mostradas na FIGURA 30. Para os CP de flexão adotou-se o
Método de Teste I (carregamento a três pontos) com a relação L/d = 16 a 1, onde L é
o comprimento do vão (span) entre os apoios do CP e d é a espessura do corpo de
prova. As dimensões do CP de flexão são mostradas na FIGURA 31.
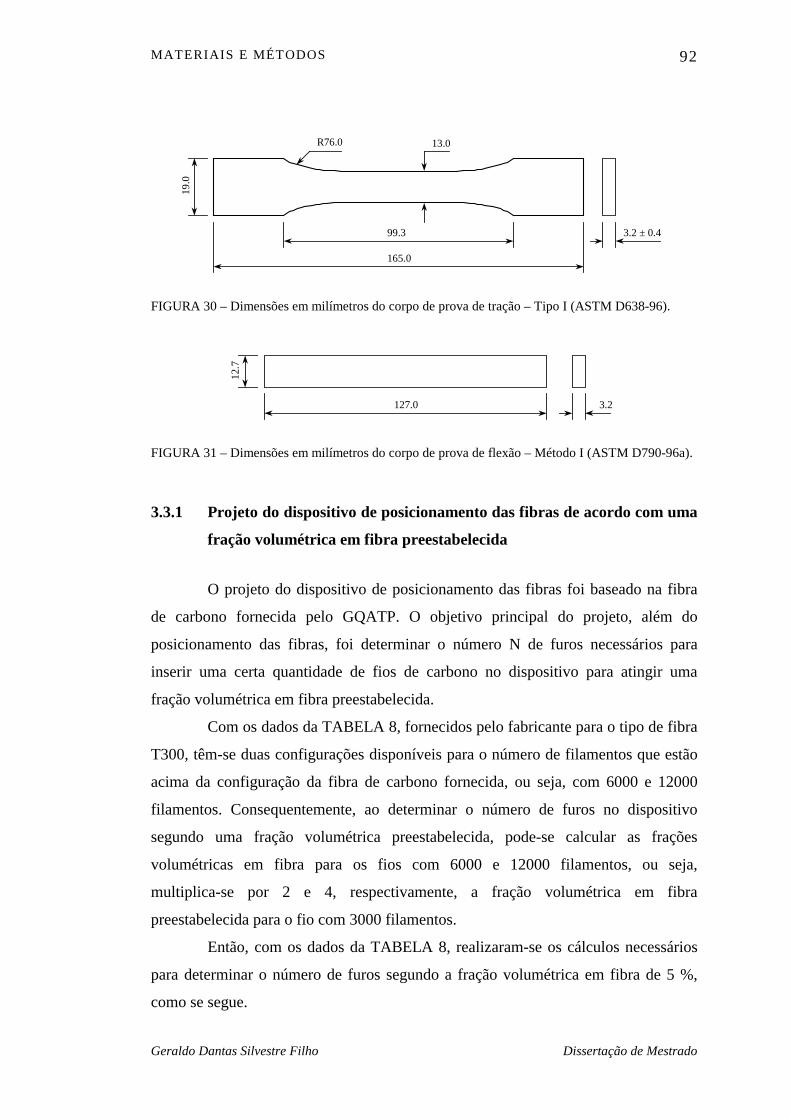
MATERIAIS E MÉTODOS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
92
99.3
13.0R76.0
165.0
19.0
3.2 ± 0.4
FIGURA 30 – Dimensões em milímetros do corpo de prova de tração – Tipo I (ASTM D638-96).
12.7
127.0 3.2
FIGURA 31 – Dimensões em milímetros do corpo de prova de flexão – Método I (ASTM D790-96a).
3.3.1 Projeto do dispositivo de posicionamento das fibras de acordo com uma
fração volumétrica em fibra preestabelecida
O projeto do dispositivo de posicionamento das fibras foi baseado na fibra
de carbono fornecida pelo GQATP. O objetivo principal do projeto, além do
posicionamento das fibras, foi determinar o número N de furos necessários para
inserir uma certa quantidade de fios de carbono no dispositivo para atingir uma
fração volumétrica em fibra preestabelecida.
Com os dados da TABELA 8, fornecidos pelo fabricante para o tipo de fibra
T300, têm-se duas configurações disponíveis para o número de filamentos que estão
acima da configuração da fibra de carbono fornecida, ou seja, com 6000 e 12000
filamentos. Consequentemente, ao determinar o número de furos no dispositivo
segundo uma fração volumétrica preestabelecida, pode-se calcular as frações
volumétricas em fibra para os fios com 6000 e 12000 filamentos, ou seja,
multiplica-se por 2 e 4, respectivamente, a fração volumétrica em fibra
preestabelecida para o fio com 3000 filamentos.
Então, com os dados da TABELA 8, realizaram-se os cálculos necessários
para determinar o número de furos segundo a fração volumétrica em fibra de 5 %,
como se segue.
MATERIAIS E MÉTODOS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
93
• Determinar a massa do fio de carbono com comprimento igual aos CP
de tração e flexão. Assim sendo, dado que a fibra de carbono utilizada tem 198 Tex
(g/1000 m), a massa do fio com comprimento de 165 mm, igual ao CP de tração, é
0,03267 g. De maneira análoga, a massa do fio com comprimento de 127 mm, igual
ao CP de flexão, é 0,02515 g. Para verificar o valor fornecido pelo fabricante, foram
cuidadosamente cortados dois pedaços do fio de carbono com comprimentos de 165
mm e 127 mm e, posteriormente, pesados em uma balança eletrônica METTLER®,
modelo H54AR com sensibilidade de 0,00001 g, localizada no Departamento de
Engenharia de Materiais, Aeronáutica e Automobilística da EESC. O valor obtido
para o fio de 165 mm foi 0,03215 g e para o fio de 127 mm foi 0,02519 g.
Comprovando-se assim, com precisão da ordem de 10-3 g, o valor fornecido pelo
fabricante. Deste modo, adotou-se nos cálculos os valores de 0,03267 g e 0,02515 g.
• Calcular o volume do CP de tração com dimensões correspondentes ao
Tipo I do método ASTM D638-96 (FIGURA 30). Para o cálculo da fração
volumétrica em fibra para este CP, considera-se apenas o volume no qual as fibras
estão contidas efetivamente após a moldagem. Então, as dimensões consideradas são:
(165x13x3,2) mm, cujo volume é 6864 mm3 ou 6,864 cm3. Para quantificar a fração
volumétrica em massa da fibra e da matriz, precisa-se calcular o volume total do
corpo de prova, cujo valor é 8,39 cm3.
• Calcular o volume do CP de flexão com dimensões correspondentes ao
Método de Teste I do método ASTM D790-96a (FIGURA 31). Neste caso,
consideraram-se as dimensões (127x13x3,2) mm, cujo volume é 5283 mm3 ou 5,283
cm3. Como a largura do CP de flexão foi considerada igual ao de tração (13 mm), a
área da seção transversal será a mesma para os dois CP. Consequentemente, a fração
volumétrica também será igual em ambos, independentemente do comprimento do
CP. Então, para determinar N, pode-se utilizar qualquer um dos resultados obtidos
para o CP de tração ou de flexão.
Então, utilizando a eq.(1) da definição de fração volumétrica em fibra com a
densidade da fibra ( fff VW=ρ ) e substituindo para os valores do CP de tração
obtém-se:
MATERIAIS E MÉTODOS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
94
49,1803267,0
864,676,105,0W
VvN
f
cff=
⋅⋅==
ρ (67)
onde v é a fração volumétrica preestabelecida, ρ é a densidade, V é o volume e W é a
massa e os subscritos f e c referem-se à fibra e ao compósito, respectivamente.
Obtém-se o mesmo resultado para os valores do CP de flexão.
Portanto, projetou-se o dispositivo de posicionamento das fibras com 18
furos. Um outro parâmetro de projeto necessário foi o diâmetro mínimo do furo para
passar 4 fios de carbono. Considerando a forma da fibra um cilindro reto, o diâmetro
mínimo do furo foi calculado a partir da densidade da fibra fρ , da massa da fibra de
carbono fW para o comprimento fl do CP de tração. Assim, igualando-se o volume
da fibra fff WV ρ= com o volume do cilindro reto f2
ff lrV ⋅⋅= π para N fios
de carbono, obtém-se:
mm8,0cm08,05,1676,1
03267,042
l
WN2d
ff
ff ==
⋅⋅⋅
⋅=⋅⋅
⋅⋅=
πρπ (68)
Logo o diâmetro de 4 fios de carbono será 0,8 mm. Desta maneira,
utilizou-se o diâmetro do furo de 1,0 mm no projeto, como mostra o desenho do
dispositivo no ANEXO A, folha de desenho no 7. Com este dispositivo será possível
fabricar os CP de tração e flexão com frações volumétricas próximas de 5 %, 10 % e
20 % para a quantidade de 1, 2 e 4 fios por furo, respectivamente.
3.3.2 Fabricação dos moldes de silicone utilizando o dispositivo de
posicionamento das fibras de carbono
Para a fabricação dos moldes de silicone, utilizou-se uma caixa de
moldagem em alumínio de (230x55x30) mm e um elastômero de silicone da Dow
Corning™ com massa específica de 1,46 g/cm3. Para cada CP de tração e flexão,
construiu-se um molde formado por duas partes, uma inferior e uma superior, ambas
com 15 mm de espessura. A parte inferior, contendo a geometria de reprodução do
MATERIAIS E MÉTODOS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
95
corpo de prova e a cavidade para alojar o dispositivo de posicionamento das fibras e
a parte superior, contendo os canais de vazamento e de saída de ar.
A geometria de reprodução dos moldes de silicone foi obtida a partir de
modelos em aço dos CP de tração e flexão, associados ao dispositivo de
posicionamento das fibras. Assim, utilizando os moldes de silicone, foi possível
reproduzir fielmente os CP de tração e flexão em poliuretano e em compósito. Os
desenhos dos modelos dos CP associados ao dispositivo de posicionamento das
fibras estão no ANEXO A.
3.3.3 Moldagem dos corpos de prova em poliuretano e em compósito
Os procedimentos para obtenção dos CP de tração e flexão em poliuretano e
em compósito são semelhantes, distinguindo-se apenas na etapa de posicionamento
das fibras no dispositivo para obtenção do CP em compósito. As etapas a seguir,
referem-se à preparação do poliuretano e são comuns à fabricação dos CP de tração e
flexão em poliuretano e em compósito. São elas:
• Inicialmente, o pré-polímero e o poliol são misturados em um recipiente
à pressão e temperatura ambiente, segundo a relação estequiométrica de 1:0,7,
respectivamente. Para isto, utilizou-se uma balança eletrônica OHAUS, modelo
TS4000D com capacidade para 4000 g e sensibilidade de 0,01g. Para obtenção do CP
de tração, utilizou-se 9g de pré-polímero na mistura e para o CP de flexão, 7g.
Repetiu-se estes valores para todos os outros CP moldados com o objetivo de tentar
padronizar os procedimentos de moldagem, ou seja, tentar garantir as mesmas
condições de preparo do poliuretano;
• Em seguida, a mistura é agitada, aproximadamente, por 2 min para
fazer a homogeneização;
• Coloca-se o recipiente com a mistura dentro de um dessecador acoplado
a uma bomba de vácuo com o objetivo de eliminar as bolhas de ar que surgem
durante a agitação da mistura. O tempo de permanência da mistura no vácuo é de
aproximadamente 10min. Nesta etapa, utilizou-se uma bomba de vácuo PFEIFFER
BALZERS® com capacidade de pressão de 1x10-4 mbar e um fluxo de 8 m3/h;
• Por fim, a mistura é vazada no molde de silicone fechado;
MATERIAIS E MÉTODOS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
96
• A desmoldagem do CP é realizada após 12 horas (tempo em que o
poliuretano endureceu o suficiente para a desmoldagem), desocupando o molde para
a moldagem do próximo corpo de prova;
• Quando totalmente curados, os corpos de prova de tração e flexão são
cortados nas dimensões correspondentes às normas e lixados nas bordas para
finalmente poder armazená-los em recipientes fechados.
O tempo de manuseio do poliuretano, desde a mistura até o vazamento no
molde de silicone, é determinado segundo o seu “pot life” (tempo necessário para
que o sistema de resina formulado retenha a viscosidade em níveis baixos o
suficiente para ser utilizada no processamento). O poliuretano apresenta um “pot
life” de 20 min, aproximadamente, para a quantidade utilizada de mistura e a cura
(mudança das propriedades da resina por reação química, normalmente
polimerização) total é em torno de 48 h.
Para obtenção dos corpos de prova de tração e flexão em compósito,
utilizou-se o mesmo procedimento descrito acima. Porém, antes de tais
procedimentos, prepara-se separadamente o dispositivo de posicionamento das
fibras, conforme as seguintes etapas:
• Inicialmente, o dispositivo de posicionamento das fibras é suspenso e
preso por uma garra na posição vertical;
• As fibras são cortadas em segmentos de 250 mm e 200 mm para os CP
de tração e flexão, respectivamente. Nesta etapa em diante, utilizaram-se luvas
plásticas para o manuseio das fibras, protegendo-as do contato com as mãos. Isto
devido ao fato que, mesmo que estejam bem limpas, as mãos sempre têm um pouco
de gordura, o que impede a adesão das fibras à matriz;
• Em seguida, envolve-se uma das extremidades das fibras cortadas com
fita adesiva. Isto impedirá que a extremidade da fibra com a fita adesiva passe pelo
furo da barra de alinhamento do dispositivo;
• Com o auxílio de uma pinça metálica, segura-se a extremidade da fibra
que está sem fita adesiva e passa-se a fibra pelo furo da barra de alinhamento que
está na parte superior do dispositivo. Em seguida, repete-se o procedimento para o
furo correspondente da barra de alinhamento que está na parte inferior do dispositivo.
Após soltar a pinça da fibra, prende-se um grampo de madeira, com 10g
MATERIAIS E MÉTODOS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
97
aproximadamente, na extremidade livre da fibra. A finalidade do grampo é manter a
fibra tencionada. Repete-se estes procedimentos em todos os furos da barra de
alinhamento para a configuração de 1, 2 e 4 fios por furo, segundo as frações
volumétricas de 5 %, 10 % e 20 %, respectivamente;
• Em seguida, para manter as fibras posicionadas no dispositivo, aplica-se
um adesivo instantâneo (éster de cianoacrilato) para uni-las. Logo depois, tiram-se os
grampos e cortam-se suas extremidades;
• Desprende-se o dispositivo da garra com as fibras posicionadas e
aloja-se o dispositivo na cavidade do molde de silicone;
• A próxima etapa, segue os mesmos procedimentos de preparação do
poliuretano, desde a mistura até a desmoldagem;
• E por último, pesam-se os CP a fim de quantificar a fração em massa da
fibra, utilizando os cálculos dos volumes dos CP e da massa do fio de carbono para
finalmente poder armazená-los em recipientes fechados.
Os valores calculados das frações em volume e em massa da fibra para os
corpos de prova de tração e flexão são apresentados na TABELA 11.
TABELA 11 – Valores das frações em volume e em massa da fibra para os CP de tração e flexão.
Corpos de Prova de Tração e Flexão
1 fio de carbono
(3000 filamentos)
2 fios de carbono
(6000 filamentos)
4 fios de carbono
(12000 filamentos)
vf 5 % 10 % 20 %
wf 7,5 % 15 % 30 %
3.4 Fabricação dos Corpos de Prova de Compressão
Para obtenção dos corpos de prova de compressão em poliuretano,
utilizaram-se praticamente os mesmos procedimentos de preparação do poliuretano
descritos acima. Utilizou-se um molde de Nylon®, já existente no Laboratório de
Compósitos e Novos Materiais, com capacidade de produzir 16 corpos de prova,
cujas dimensões (12,7 mm de diâmetro e 25,4 mm de comprimento) seguem as
especificações da norma ASTM D695-96. Uma breve descrição dos ensaios
MATERIAIS E MÉTODOS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
98
experimentais quase-estáticos é dada a seguir, lembrando-se que foram todos
realizados à temperatura e pressão ambientes.
3.5 Ensaios Experimentais Quase-Estáticos
3.5.1 Realização dos ensaios de tração
Os testes de tração das amostras em poliuretano e em compósito têm o
intuito de determinar as propriedades mecânicas associadas a este tipo de
carregamento. Os ensaios de tração seguiram as especificações da norma ASTM
D638-96. Deste modo, adotou-se a velocidade de aplicação da carga igual a 5,0
mm/min.
O equipamento utilizado para as amostras em poliuretano foi a máquina de
ensaio universal SINTECH 6® da MTS Systems Corporation, interligada ao sistema
de coleta de dados Test Works™. Este equipamento está instalado no Laboratório de
Química Analítica e Tecnologia de Polímeros do IQSC. Para as amostras em
compósito, utilizou-se uma máquina de ensaio universal Instron®, por ter uma célula
de carga de maior capacidade. Este equipamento está localizado no Departamento de
Materiais, Aeronáutica e Automobilística da EESC.
3.5.2 Realização dos ensaios de flexão
Os testes de flexão das amostras em poliuretano e em compósito têm o
intuito de determinar as propriedades mecânicas associadas a este tipo de
carregamento. Os ensaios de flexão seguiram as especificações da norma ASTM
D790-96a. Deste modo, adotou-se a velocidade de aplicação da carga igual a 1,0
mm/min e o comprimento do “span” (distância entre os apoios do corpo de prova)
utilizado foi de 51mm.
O equipamento utilizado para as amostras em poliuretano e em compósito
foi a máquina de ensaio universal SINTECH 6®.
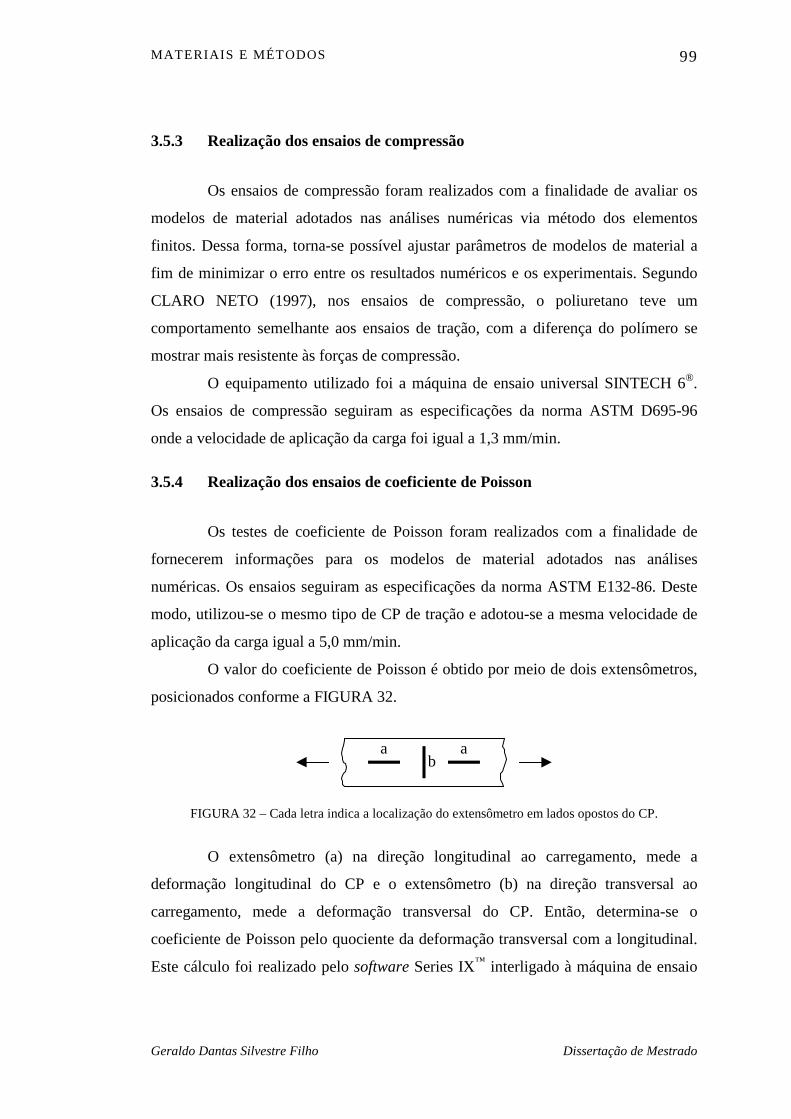
MATERIAIS E MÉTODOS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
99
3.5.3 Realização dos ensaios de compressão
Os ensaios de compressão foram realizados com a finalidade de avaliar os
modelos de material adotados nas análises numéricas via método dos elementos
finitos. Dessa forma, torna-se possível ajustar parâmetros de modelos de material a
fim de minimizar o erro entre os resultados numéricos e os experimentais. Segundo
CLARO NETO (1997), nos ensaios de compressão, o poliuretano teve um
comportamento semelhante aos ensaios de tração, com a diferença do polímero se
mostrar mais resistente às forças de compressão.
O equipamento utilizado foi a máquina de ensaio universal SINTECH 6®.
Os ensaios de compressão seguiram as especificações da norma ASTM D695-96
onde a velocidade de aplicação da carga foi igual a 1,3 mm/min.
3.5.4 Realização dos ensaios de coeficiente de Poisson
Os testes de coeficiente de Poisson foram realizados com a finalidade de
fornecerem informações para os modelos de material adotados nas análises
numéricas. Os ensaios seguiram as especificações da norma ASTM E132-86. Deste
modo, utilizou-se o mesmo tipo de CP de tração e adotou-se a mesma velocidade de
aplicação da carga igual a 5,0 mm/min.
O valor do coeficiente de Poisson é obtido por meio de dois extensômetros,
posicionados conforme a FIGURA 32.
ba a
FIGURA 32 – Cada letra indica a localização do extensômetro em lados opostos do CP.
O extensômetro (a) na direção longitudinal ao carregamento, mede a
deformação longitudinal do CP e o extensômetro (b) na direção transversal ao
carregamento, mede a deformação transversal do CP. Então, determina-se o
coeficiente de Poisson pelo quociente da deformação transversal com a longitudinal.
Este cálculo foi realizado pelo software Series IX™ interligado à máquina de ensaio
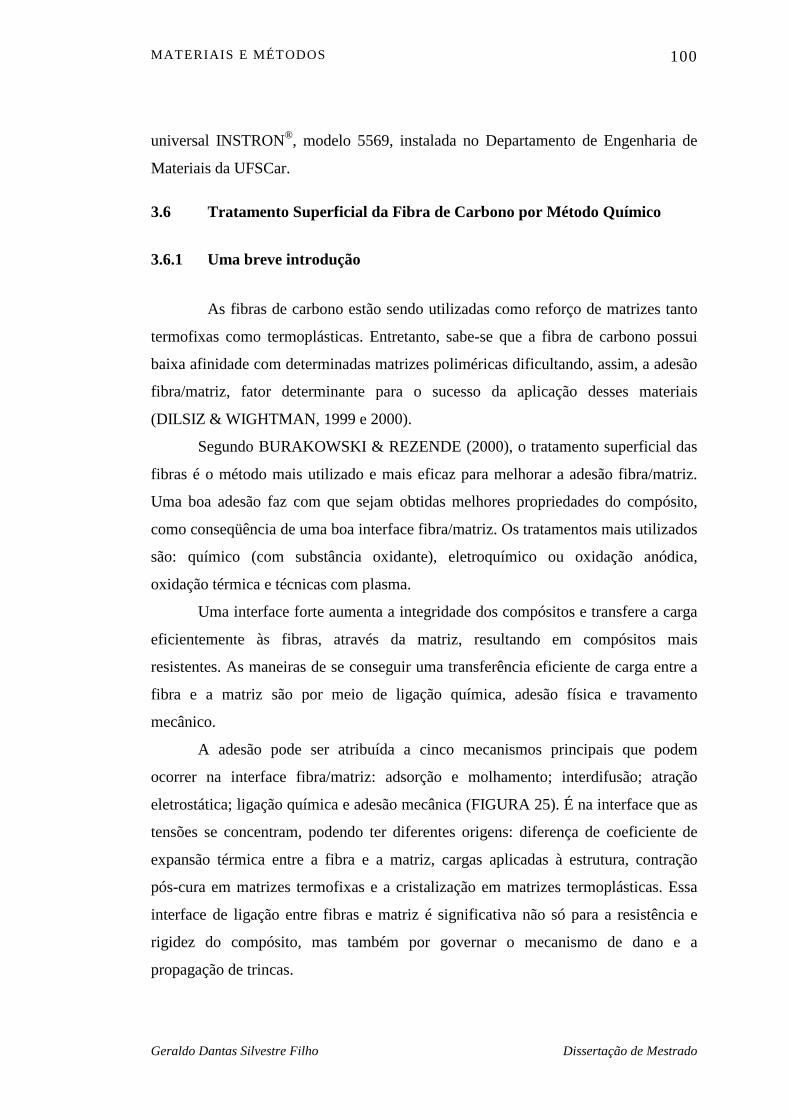
MATERIAIS E MÉTODOS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
100
universal INSTRON®, modelo 5569, instalada no Departamento de Engenharia de
Materiais da UFSCar.
3.6 Tratamento Superficial da Fibra de Carbono por Método Químico
3.6.1 Uma breve introdução
As fibras de carbono estão sendo utilizadas como reforço de matrizes tanto
termofixas como termoplásticas. Entretanto, sabe-se que a fibra de carbono possui
baixa afinidade com determinadas matrizes poliméricas dificultando, assim, a adesão
fibra/matriz, fator determinante para o sucesso da aplicação desses materiais
(DILSIZ & WIGHTMAN, 1999 e 2000).
Segundo BURAKOWSKI & REZENDE (2000), o tratamento superficial das
fibras é o método mais utilizado e mais eficaz para melhorar a adesão fibra/matriz.
Uma boa adesão faz com que sejam obtidas melhores propriedades do compósito,
como conseqüência de uma boa interface fibra/matriz. Os tratamentos mais utilizados
são: químico (com substância oxidante), eletroquímico ou oxidação anódica,
oxidação térmica e técnicas com plasma.
Uma interface forte aumenta a integridade dos compósitos e transfere a carga
eficientemente às fibras, através da matriz, resultando em compósitos mais
resistentes. As maneiras de se conseguir uma transferência eficiente de carga entre a
fibra e a matriz são por meio de ligação química, adesão física e travamento
mecânico.
A adesão pode ser atribuída a cinco mecanismos principais que podem
ocorrer na interface fibra/matriz: adsorção e molhamento; interdifusão; atração
eletrostática; ligação química e adesão mecânica (FIGURA 25). É na interface que as
tensões se concentram, podendo ter diferentes origens: diferença de coeficiente de
expansão térmica entre a fibra e a matriz, cargas aplicadas à estrutura, contração
pós-cura em matrizes termofixas e a cristalização em matrizes termoplásticas. Essa
interface de ligação entre fibras e matriz é significativa não só para a resistência e
rigidez do compósito, mas também por governar o mecanismo de dano e a
propagação de trincas.
MATERIAIS E MÉTODOS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
101
A FIGURA 33 apresenta um diagrama esquemático do conceito de interface e
interfase em um compósito, sendo que nesta região é onde ocorre o processo de
adesão. Essa adesão pode se dar por encaixe mecânico de cadeias da matriz
polimérica em rugosidades existentes na superfície da fibra, atração eletrostática,
forças de Van der Waals ou formação de ligações químicas mais fortes.
INTERFASE
INTERFACE
MATRIZ
FIBRA
FIGURA 33 – Diagrama esquemático apresentando conceitos de interface e interfase em compósitos
(BURAKOWSKI & REZENDE, 2000).
Os tratamentos oxidativos podem ser melhor divididos em oxidação por gases
a seco, incluindo “etching” (corrosão) por plasma de gases oxidantes e oxidação
úmida, realizada química ou eletroliticamente. Já os tratamentos não oxidativos
incluem a deposição de formas ativas de carbono, tal como o tratamento altamente
eficaz de “whiskerização” (whiskerization), a polimerização por plasma e a aplicação
de recobrimento de polímero na superfície da fibra de carbono (sizing).
EHRBURGER & DONNET (1985) mostraram que o tratamento oxidativo da
superfície da fibra de carbono por meio líquido ou gasoso, pode gerar grupos
funcionais contendo oxigênio e, ao mesmo tempo, proporcionar um aumento na área
superficial da fibra.
Vários tipos de oxidação à base de agentes na fase líquida, como por
exemplo, ácido nítrico, permanganato ácido de potássio, dicromato ácido de potássio,
hipoclorito de sódio, peróxido de hidrogênio e persulfato de potássio têm sido
utilizados com diferentes graus de sucesso. Vários fatores tais como a concentração
do ácido, o tempo de exposição, a temperatura e o modo de tratamento influenciam
efetivamente nesses processos oxidativos, podendo gerar funcionalidade e o
aparecimento de óxidos na superfície tratada e ainda, um aumento na área superficial
pela formação de pequenos poros/depressões ou o aparecimento de sulcos (estrias)
MATERIAIS E MÉTODOS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
102
longitudinais, o que facilita o ancoramento mecânico e a interpenetração entre a fibra
e a matriz.
A seguir, descrevem-se os procedimentos do tratamento químico da fibra de
carbono Torayca T300®, constituída por 3000 filamentos (sem size), realizados por
BURAKOWSKI & REZENDE (2000). O tratamento químico tem como objetivo,
modificar a superfície da fibra de carbono, utilizando um oxidante na fase líquida
(ácido nítrico – HNO3), visando incorporar grupos funcionais na superfície da fibra e
o aumento da rugosidade, a fim de melhorar a interface fibra/matriz no
processamento do compósito.
3.6.2 Procedimentos para a realização do tratamento superficial da fibra de
carbono Torayca T300® com HNO3
No tratamento químico da fibra de carbono foi utilizado o ácido nítrico de
procedência Synth®, grau P.A., com concentração de 97 % em massa, fabricado em
janeiro de 200l e lote de fabricação no 47323. O tratamento químico foi realizado no
Laboratório de Análises Químicas do Departamento de Engenharia de Materiais,
Aeronáutica e Automobilística da EESC. Os procedimentos foram:
• Inicialmente, com o auxílio de luvas plásticas, enrolou-se (sem
tencioná-las) a quantidade necessária (45 m) de fibra a ser tratada em um carretel de
plástico;
• Sob proteção de uma capela, aqueceu-se em chapa de aquecimento,
num Erlenmeyer de 500 ml, o ácido nítrico até a temperatura de 100 ºC sem agitação,
mantendo-se a temperatura constante durante todo o processo;
• Em seguida, mergulhou-se o carretel de plástico com as fibras no
Erlenmeyer, contendo o ácido nítrico aquecido. O tempo de imersão foi 10 min;
• Assim, após o tratamento químico, num Béquer de 1000 ml, as fibras
foram extensivamente lavadas com água destilada recém fervida até obter um pH
entre 6 e 7;
• E, posteriormente secadas em estufa a 60 ºC até total remoção da água e
umidade aparente.
MATERIAIS E MÉTODOS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
103
As análises das superfícies das fibras foram realizadas na Central de Análises
Químicas Instrumentais do IQSC da USP, utilizando-se um microscópio eletrônico
de varredura LEO®, sem a deposição de filme metálico nas superfícies das amostras
e as micrografias foram obtidas nas magnificações de 5000 e 15000 vezes.
3.7 Desenvolvimento de uma Metodologia de Fabricação para a Haste de
Implante de Quadril
3.7.1 Introdução
Segundo SILVESTRE FILHO et al. (2001), a presente metodologia visa
utilizar técnicas emergentes que estão relacionadas ao desenvolvimento de
protótipos, dentre as quais se destaca a técnica de Prototipagem Rápida (Rapid
Prototyping), utilizando-se aqui, particularmente, a tecnologia FDM (Fused
Deposition Modeling), passando pela utilização de sistemas CAD e CAE.
Segundo GORNI (2001), o termo prototipagem rápida designa um conjunto
de tecnologias usadas para se fabricar objetos físicos diretamente a partir de fontes de
dados gerados por sistemas CAD. Consequentemente, o objetivo da utilização da
técnica de Prototipagem Rápida nesta metodologia foi o de construir um protótipo
físico da haste de implante de quadril a partir de um protótipo virtual da haste
desenvolvido em um sistema CAD, visando-se a fabricação dos moldes de silicone
para obtenção da haste. Do mesmo modo, a utilização dos sistemas CAD e CAE
tiveram como objetivos, definir a geometria inicial e analisar as solicitações
mecânicas da haste de implante de quadril, respectivamente.
As etapas desenvolvidas para a fabricação da haste de implante de quadril
são descritas a seguir e mostradas no diagrama da FIGURA 34.
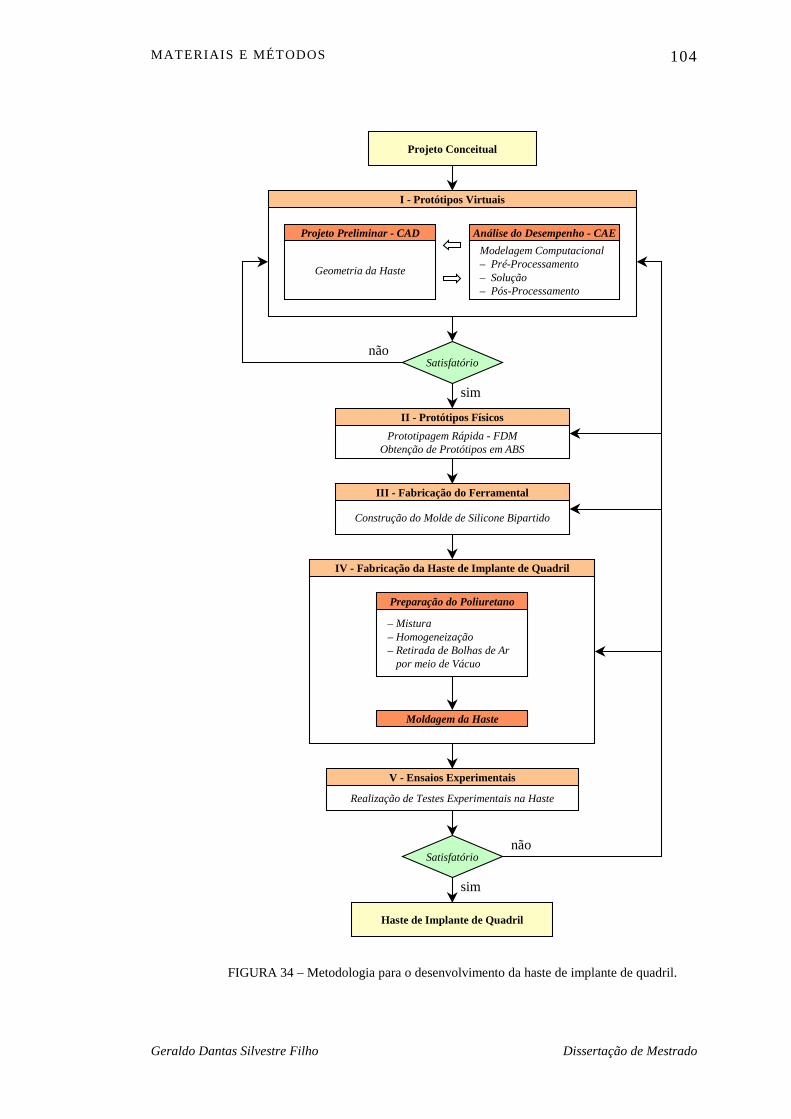
MATERIAIS E MÉTODOS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
104
sim
nãoSatisfatório
Projeto Conceitual
I - Protótipos Virtuais
Projeto Preliminar - CAD Análise do Desempenho - CAE
Geometria da Haste
II - Protótipos FísicosPrototipagem Rápida - FDM
Obtenção de Protótipos em ABS
III - Fabricação do Ferramental
Construção do Molde de Silicone Bipartido
IV - Fabricação da Haste de Implante de Quadril
Preparação do Poliuretano
Moldagem da Haste
V - Ensaios Experimentais
Satisfatórionão
sim
Modelagem Computacional– Pré-Processamento– Solução– Pós-Processamento
– Mistura– Homogeneização– Retirada de Bolhas de Ar por meio de Vácuo
Realização de Testes Experimentais na Haste
Haste de Implante de Quadril
FIGURA 34 – Metodologia para o desenvolvimento da haste de implante de quadril.
MATERIAIS E MÉTODOS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
105
3.7.2 Projeto conceitual
Segundo EVANS & GREGSON (1998), a aplicação de materiais
compósitos em implantes ortopédicos permite muitas possibilidades novas de
projeto, mas esta liberdade de projeto requer um entendimento claro dos objetivos e
limitações no processo do projeto conceitual do componente (implante).
Então, no projeto conceitual da haste de implante de quadril é preciso ter
informações multidisciplinares para finalizar o projeto com sucesso. Dentre as quais,
EVANS & GREGSON (1998), trata das informações sobre seleção dos materiais que
têm sido usados em aplicações ortopédicas. Destaca-se, notavelmente, a fibra de
carbono como agente de reforço, por ter potencialmente uma boa
biocompatibilidade, pelo menos do ponto de vista químico, e os polímeros reforçados
por fibra de carbono por oferecem excelentes propriedades de resistência e/ou rigidez
se corretamente utilizados; técnicas de fabricação e de processamento de compósitos
em aplicação ortopédica de implantes; detalhes de projeto dos implantes; aspectos
biológicos e mecânicos da performance de implantes em compósito; resistência e
durabilidade de implantes em compósito; testes mecânicos de implantes em
compósito; e por último, comenta sobre os prospectos futuros do uso de materiais
compósitos em implantes ortopédicos.
PAUL (1999) aborda métodos de determinação de sistemas de carregamento
relevantes à resistência mecânica de implantes de quadril e de joelho. Dados de
carregamentos sobre implantes obtidos por vários modelos biomecânicos são
comparados e relacionados com carregamentos reais medidos por transdutores
implantados.
3.7.3 Protótipos virtuais
Nesta etapa, utilizando-se o sistema CAD, Pro/ENGINEER, definiu-se o
projeto inicial da haste de implante de quadril baseado na geometria. A geometria,
mostrada no A NEXO B, segue as especificações dimensionais do fêmur humano de
acordo com GARCIA FILHO et al. (1998).
MATERIAIS E MÉTODOS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
106
Logo em seguida, passou-se para a etapa de análise do desempenho
mecânico por meio do modelo da haste de implante de quadril no sistema CAE,
ANSYS. Este utiliza o Método dos Elementos Finitos para análise numérica de
problemas físicos. Esta etapa será descrita com mais detalhes em seções posteriores.
3.7.4 Protótipos físicos
Esta etapa foi realizada com a transferência dos dados geométricos do
protótipo virtual gerado no sistema CAD (modelo sólido) para o sistema de
Prototipagem Rápida. Esta transferência se dá com a conversão dos dados
geométricos do modelo sólido para um formato de arquivo de comunicação
padronizado no formato STL, próprio para prototipagem rápida.
A técnica de Prototipagem Rápida utilizada foi a FDM e produz protótipos
com geometria complexa em intervalos de tempo relativamente curtos se
comparados com os processos convencionais. A FDM cria modelos físicos a partir
de um material termoplástico aquecido, extrudado através de um bico posicionado
sobre uma mesa controlada por computador. A mesa é movimentada para receber o
material até que uma fina camada (slice) seja formada. A próxima camada é
construída em cima desta, e assim sucessivamente, até que o objeto esteja
completamente formado. O sistema utiliza uma variedade de materiais, sendo o mais
comum o plástico ABS, (HUBINGER et al., 1999).
O equipamento de Prototipagem Rápida utilizado foi o modelo FDM 8000
da Stratasys® com capacidade volumétrica de 457 x 457 x 609 mm. Os dados
gerados pelo sistema CAD no formato STL foram interpretados pelo programa
QuickSlice® também desenvolvido pela Stratasys®.
3.7.5 Fabricação do ferramental
Esta etapa consistiu na obtenção dos moldes de silicone a partir do protótipo
físico em ABS, (FIGURA 35a). Os moldes fabricados foram do tipo bipartido e o
material utilizado foi um elastômero de silicone da Dow Corning® com massa
específica de 1,16 g/cm3. O protótipo físico foi inicialmente posicionado na caixa de
moldagem de tal forma que a primeira metade do molde pudesse ser obtida. A outra
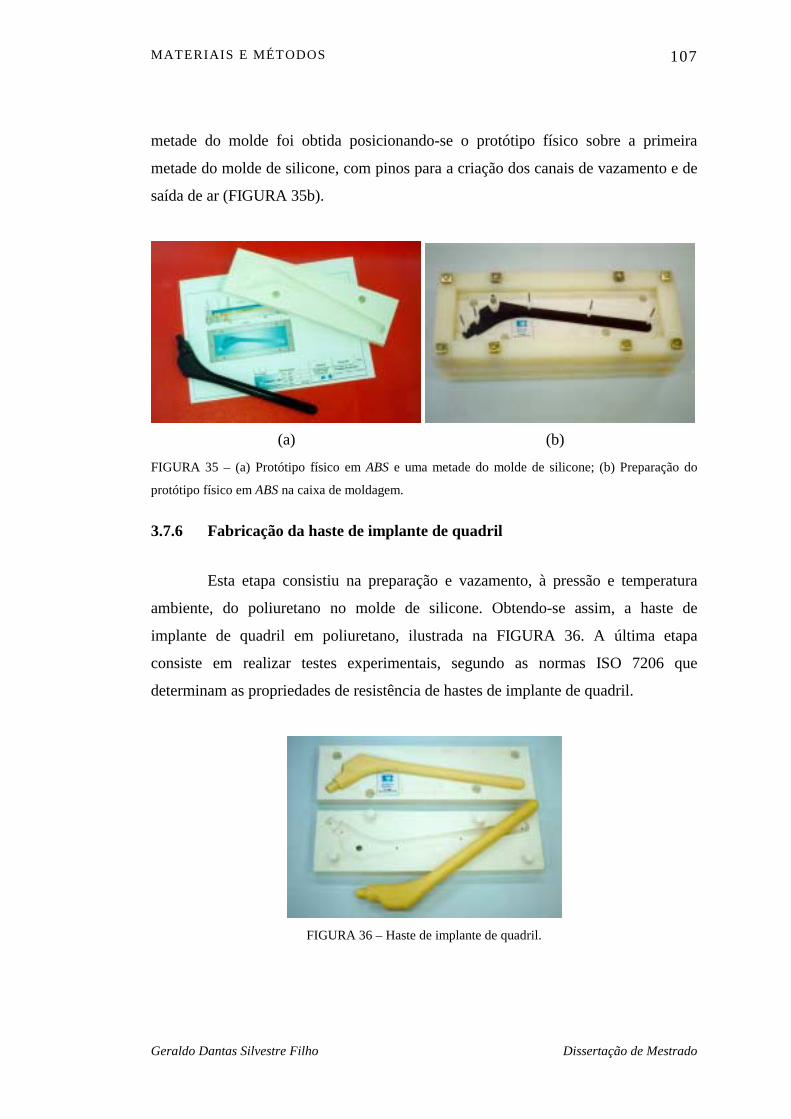
MATERIAIS E MÉTODOS
Geraldo Dantas Silves
107
metade do molde foi obtida posicionando-se o protótipo físico sobre a primeira
metade do molde de silicone, com pinos para a criação dos canais de vazamento e de
saída de ar (FIGURA 35b).
FIGURA 35 – (a) Pro
protótipo físico em AB
3.7.6 Fabricaçã
Esta etapa
ambiente, do poli
implante de quad
consiste em reali
determinam as pro
)
(atre Filho
tótipo físico em ABS e uma metade do molde d
S na caixa de moldagem.
o da haste de implante de quadril
consistiu na preparação e vazamento,
uretano no molde de silicone. Obtend
ril em poliuretano, ilustrada na FIGUR
zar testes experimentais, segundo as
priedades de resistência de hastes de impla
FIGURA 36 – Haste de implante de quadril
(b)
Dissertação de Mestrado
e silicone; (b) Preparação do
à pressão e temperatura
o-se assim, a haste de
A 36. A última etapa
normas ISO 7206 que
nte de quadril.
.
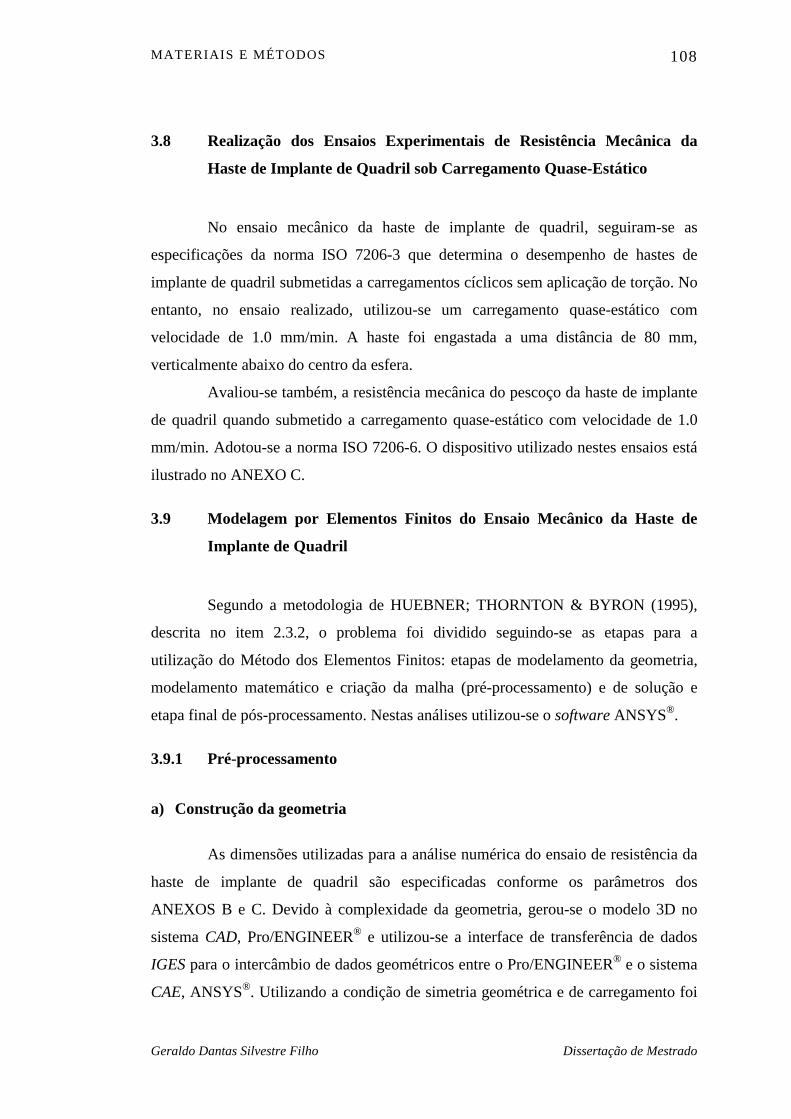
MATERIAIS E MÉTODOS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
108
3.8 Realização dos Ensaios Experimentais de Resistência Mecânica da
Haste de Implante de Quadril sob Carregamento Quase-Estático
No ensaio mecânico da haste de implante de quadril, seguiram-se as
especificações da norma ISO 7206-3 que determina o desempenho de hastes de
implante de quadril submetidas a carregamentos cíclicos sem aplicação de torção. No
entanto, no ensaio realizado, utilizou-se um carregamento quase-estático com
velocidade de 1.0 mm/min. A haste foi engastada a uma distância de 80 mm,
verticalmente abaixo do centro da esfera.
Avaliou-se também, a resistência mecânica do pescoço da haste de implante
de quadril quando submetido a carregamento quase-estático com velocidade de 1.0
mm/min. Adotou-se a norma ISO 7206-6. O dispositivo utilizado nestes ensaios está
ilustrado no ANEXO C.
3.9 Modelagem por Elementos Finitos do Ensaio Mecânico da Haste de
Implante de Quadril
Segundo a metodologia de HUEBNER; THORNTON & BYRON (1995),
descrita no item 2.3.2, o problema foi dividido seguindo-se as etapas para a
utilização do Método dos Elementos Finitos: etapas de modelamento da geometria,
modelamento matemático e criação da malha (pré-processamento) e de solução e
etapa final de pós-processamento. Nestas análises utilizou-se o software ANSYS®.
3.9.1 Pré-processamento
a) Construção da geometria
As dimensões utilizadas para a análise numérica do ensaio de resistência da
haste de implante de quadril são especificadas conforme os parâmetros dos
ANEXOS B e C. Devido à complexidade da geometria, gerou-se o modelo 3D no
sistema CAD, Pro/ENGINEER® e utilizou-se a interface de transferência de dados
IGES para o intercâmbio de dados geométricos entre o Pro/ENGINEER® e o sistema
CAE, ANSYS®. Utilizando a condição de simetria geométrica e de carregamento foi
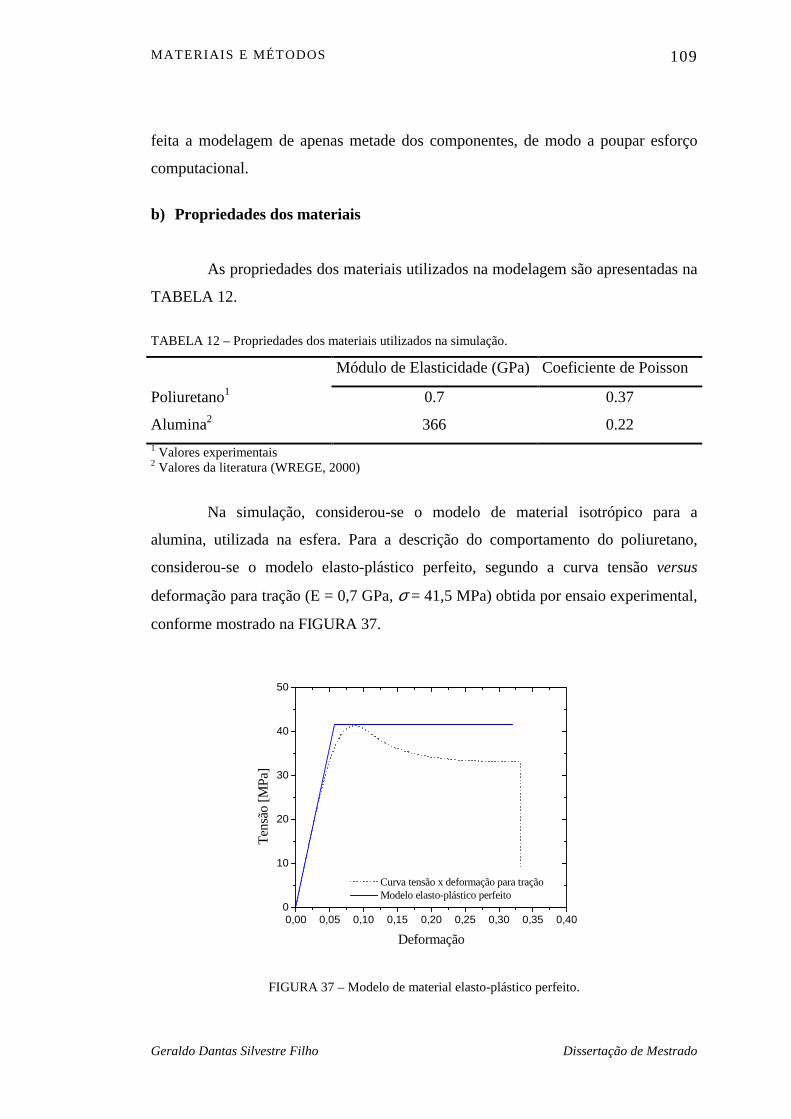
MATERIAIS E MÉTODOS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
109
feita a modelagem de apenas metade dos componentes, de modo a poupar esforço
computacional.
b) Propriedades dos materiais
As propriedades dos materiais utilizados na modelagem são apresentadas na
TABELA 12.
TABELA 12 – Propriedades dos materiais utilizados na simulação.
Módulo de Elasticidade (GPa) Coeficiente de Poisson
Poliuretano1 0.7 0.37
Alumina2 366 0.22 1 Valores experimentais 2 Valores da literatura (WREGE, 2000)
Na simulação, considerou-se o modelo de material isotrópico para a
alumina, utilizada na esfera. Para a descrição do comportamento do poliuretano,
considerou-se o modelo elasto-plástico perfeito, segundo a curva tensão versus
deformação para tração (E = 0,7 GPa, σ = 41,5 MPa) obtida por ensaio experimental,
conforme mostrado na FIGURA 37.
0,00 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,400
10
20
30
40
50
Curva tensão x deformação para tração Modelo elasto-plástico perfeito
Tens
ão [M
Pa]
Deformação
FIGURA 37 – Modelo de material elasto-plástico perfeito.
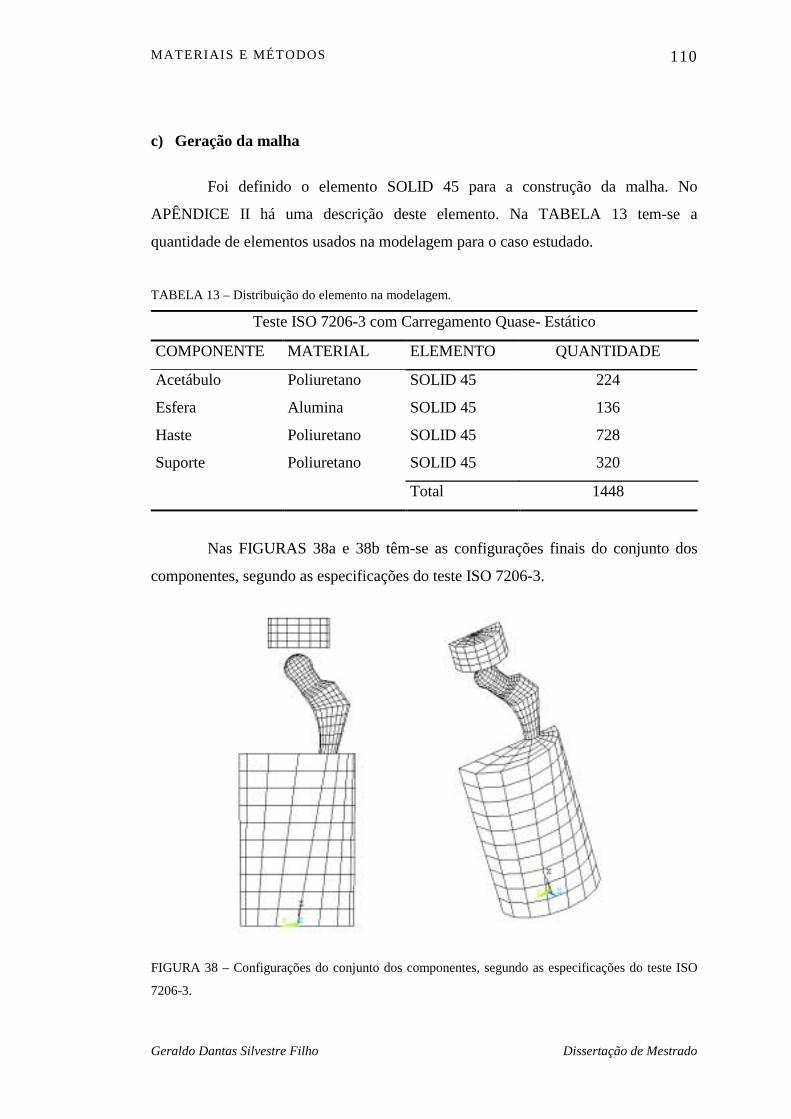
MATERIAIS E MÉTODOS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
110
c) Geração da malha
Foi definido o elemento SOLID 45 para a construção da malha. No
APÊNDICE II há uma descrição deste elemento. Na TABELA 13 tem-se a
quantidade de elementos usados na modelagem para o caso estudado.
TABELA 13 – Distribuição do elemento na modelagem.
Teste ISO 7206-3 com Carregamento Quase- Estático
COMPONENTE MATERIAL ELEMENTO QUANTIDADE
Acetábulo Poliuretano SOLID 45 224
Esfera Alumina SOLID 45 136
Haste Poliuretano SOLID 45 728
Suporte Poliuretano SOLID 45 320
Total 1448
Nas FIGURAS 38a e 38b têm-se as configurações finais do conjunto dos
componentes, segundo as especificações do teste ISO 7206-3.
FIGURA 38 – Configurações do conjunto dos componentes, segundo as especificações do teste ISO
7206-3.
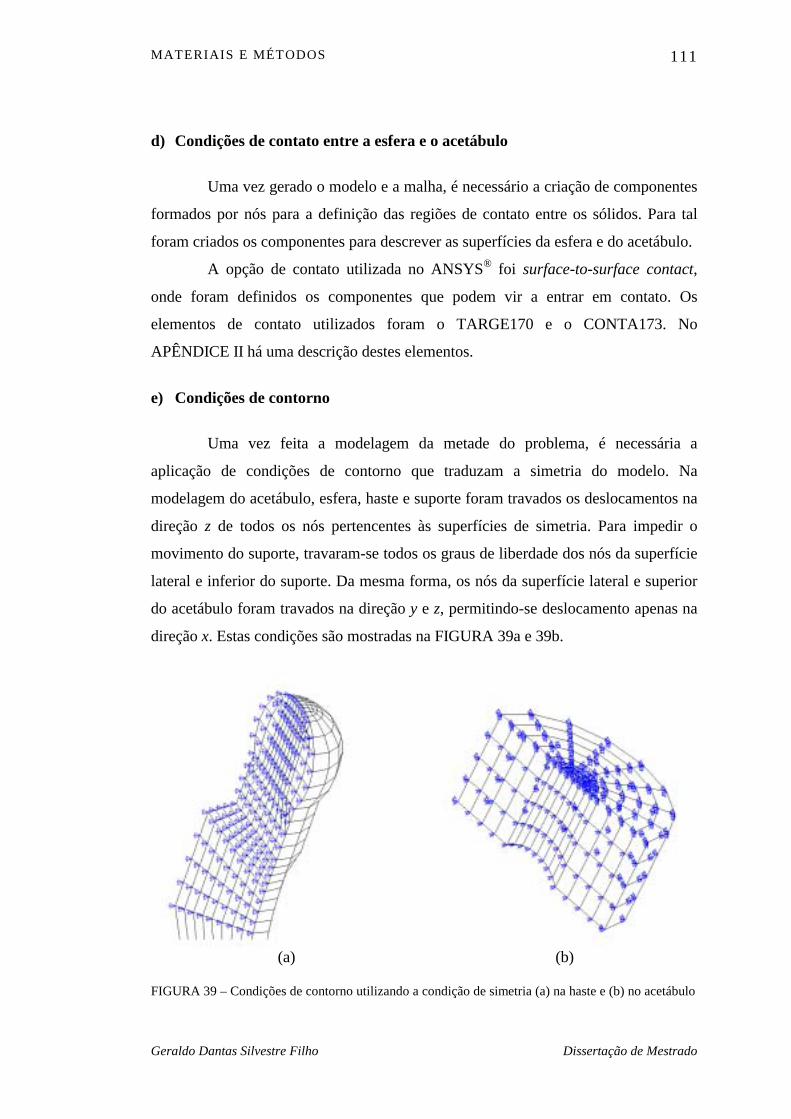
MATERIAIS E MÉTODOS
Geraldo Dantas Silves
111
d) Condições de contato entre a esfera e o acetábulo
Uma vez gerado o modelo e a malha, é necessário a criação de componentes
formados por nós para a definição das regiões de contato entre os sólidos. Para tal
foram criados os componentes para descrever as superfícies da esfera e do acetábulo.
A opção de contato utilizada no ANSYS® foi surface-to-surface contact,
onde foram definidos os componentes que podem vir a entrar em contato. Os
elementos de contato utilizados foram o TARGE170 e o CONTA173. No
APÊNDICE II há uma descrição destes elementos.
e) Condições de contorno
Uma vez feita a modelagem da metade do problema, é necessária a
aplicação de condições de contorno que traduzam a simetria do modelo. Na
modelagem do acetábulo, esfera, haste e suporte foram travados os deslocamentos na
direção z de todos os nós pertencentes às superfícies de simetria. Para impedir o
movimento do suporte, travaram-se todos os graus de liberdade dos nós da superfície
lateral e inferior do suporte. Da mesma forma, os nós da superfície lateral e superior
do acetábulo foram travados na direção y e z, permitindo-se deslocamento apenas na
direção x. Estas condições são mostradas na FIGURA 39a e 39b.
FIGURA 39 – Condiçõ
)
(atre Filho
es de contorno utilizando a condição de simetria (a)
(b)
Dissertação de Mestrado
na haste e (b) no acetábulo
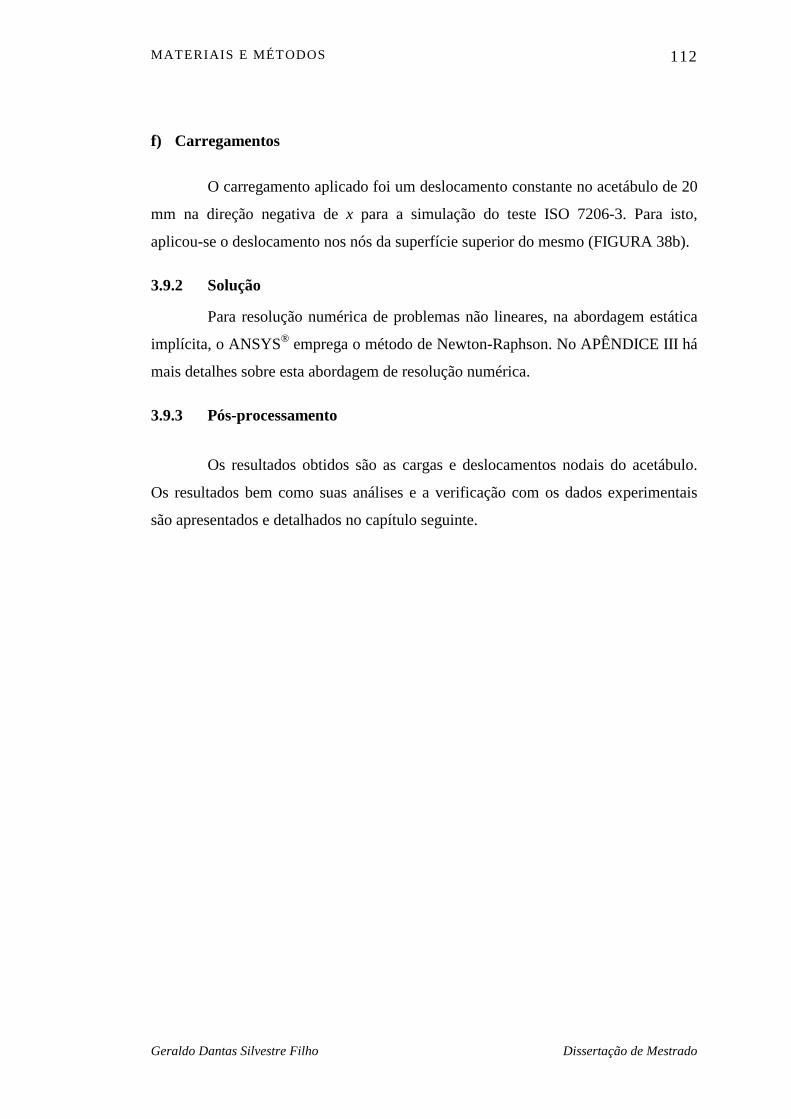
MATERIAIS E MÉTODOS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
112
f) Carregamentos
O carregamento aplicado foi um deslocamento constante no acetábulo de 20
mm na direção negativa de x para a simulação do teste ISO 7206-3. Para isto,
aplicou-se o deslocamento nos nós da superfície superior do mesmo (FIGURA 38b).
3.9.2 Solução
Para resolução numérica de problemas não lineares, na abordagem estática
implícita, o ANSYS® emprega o método de Newton-Raphson. No APÊNDICE III há
mais detalhes sobre esta abordagem de resolução numérica.
3.9.3 Pós-processamento
Os resultados obtidos são as cargas e deslocamentos nodais do acetábulo.
Os resultados bem como suas análises e a verificação com os dados experimentais
são apresentados e detalhados no capítulo seguinte.
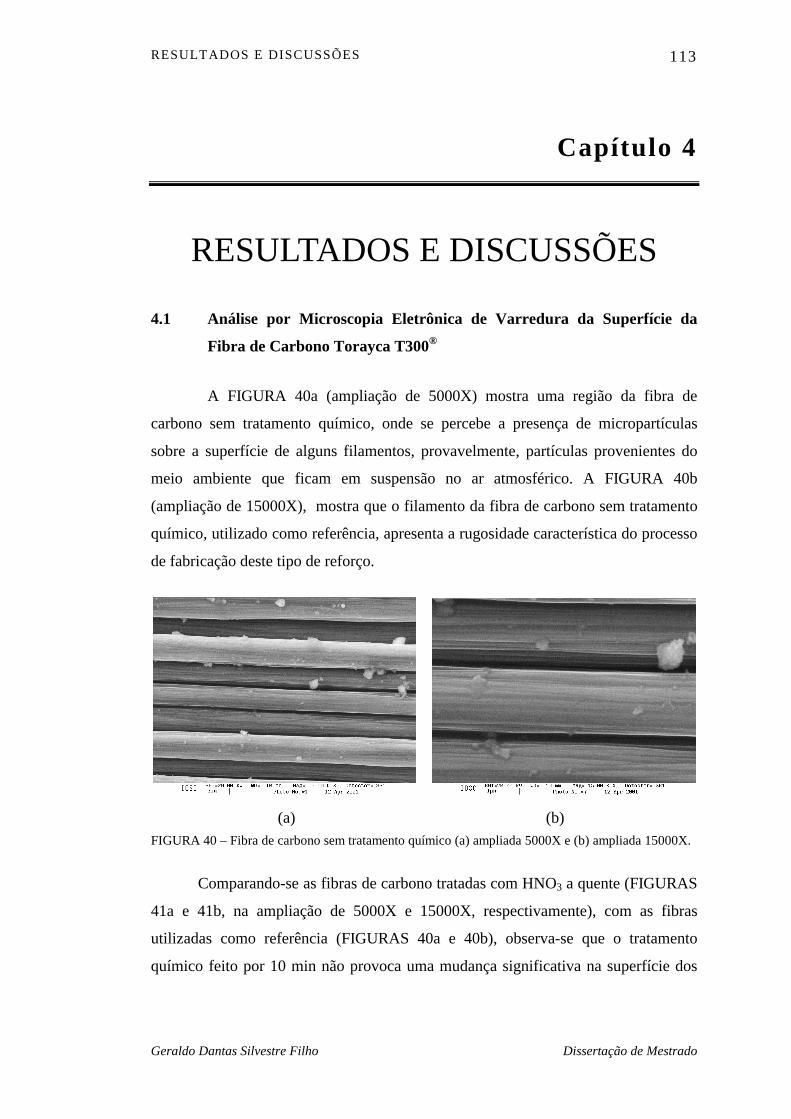
RESULTADOS E DISCUSSÕES
Geraldo Dantas Silves
113
Capítulo 4
RESULTADOS E DISCUSSÕES
4.1 Análise por Microscopia Eletrônica de Varredura da Superfície da
Fibra de Carbono Torayca T300®
A FIGURA 40a (ampliação de 5000X) mostra uma região da fibra de
carbono sem tratamento químico, onde se percebe a presença de micropartículas
sobre a superfície de alguns filamentos, provavelmente, partículas provenientes do
meio ambiente que ficam em suspensão no ar atmosférico. A FIGURA 40b
(ampliação de 15000X), mostra que o filamento da fibra de carbono sem tratamento
químico, utilizado como referência, apresenta a rugosidade característica do processo
de fabricação deste tipo de reforço.
FIGURA 40 – Fibra de
Comparand
41a e 41b, na am
utilizadas como r
químico feito por
)
(atre Filho
carbono sem tratamento químico (a) ampliada 50
o-se as fibras de carbono tratadas com HN
pliação de 5000X e 15000X, respectiv
eferência (FIGURAS 40a e 40b), obser
10 min não provoca uma mudança signif
(b)
Dissertação de Mestrado
00X e (b) ampliada 15000X.
O3 a quente (FIGURAS
amente), com as fibras
va-se que o tratamento
icativa na superfície dos
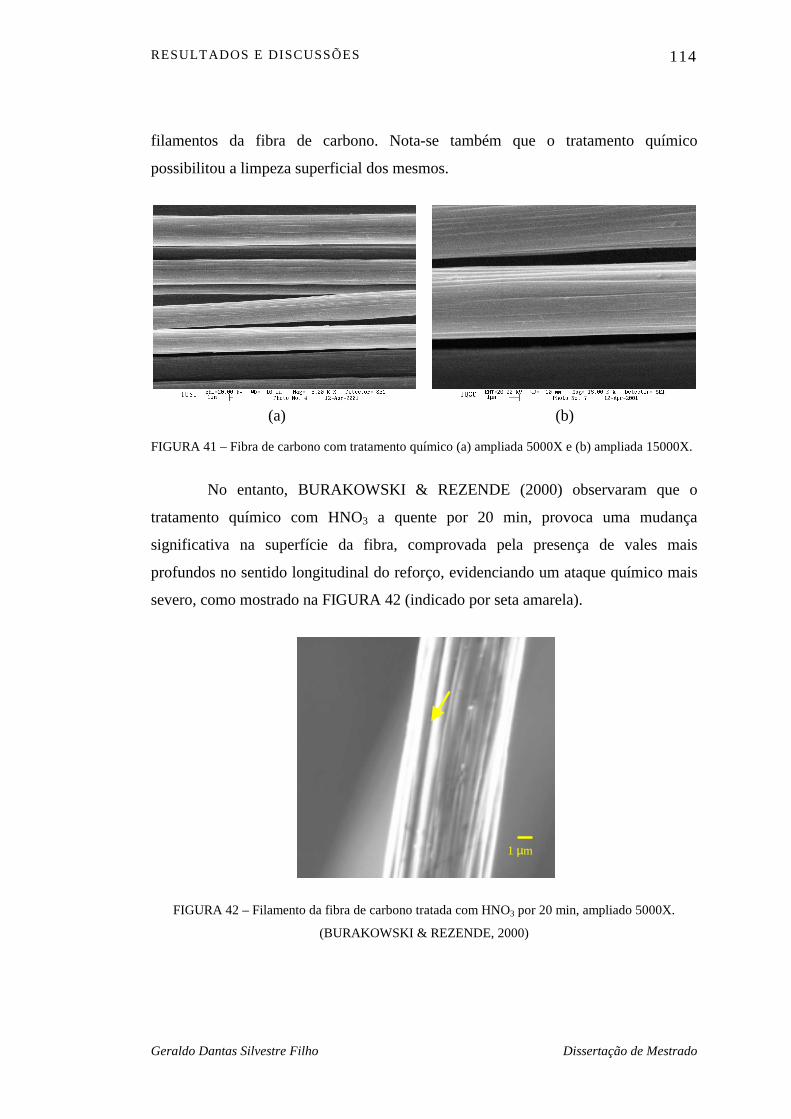
RESULTADOS E DISCUSSÕES
Geraldo Dantas Silv
114
filamentos da fibra de carbono. Nota-se também que o tratamento químico
possibilitou a limpeza superficial dos mesmos.
FIGURA 41 – Fibra
No enta
tratamento quím
significativa na
profundos no sen
severo, como mo
FIGURA 42 – F
(a)estre Filho
de carbono com tratamento químico (a) ampliada 5000
nto, BURAKOWSKI & REZENDE (200
ico com HNO3 a quente por 20 min, p
superfície da fibra, comprovada pela pre
tido longitudinal do reforço, evidenciando u
strado na FIGURA 42 (indicado por seta ama
ilamento da fibra de carbono tratada com HNO3 por 20
(BURAKOWSKI & REZENDE, 2000)
1 µm
(b)
Dissertação de Mestrado
X e (b) ampliada 15000X.
0) observaram que o
rovoca uma mudança
sença de vales mais
m ataque químico mais
rela).
min, ampliado 5000X.
RESULTADOS E DISCUSSÕES
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
115
BURAKOWSKI & REZENDE (2000) observaram, também, que quanto
maior o tempo de exposição à solução ácida, mais acentuados ficam os sulcos
longitudinais e as depressões. Assim, concluíram que os tratamentos superficiais
realizados nos tempos superiores a 20 min, até 60 min, mostraram-se inadequados,
por comprometerem a resistência da fibra de carbono, ao ponto de inviabilizar o
manuseio deste reforço na preparação de corpos de prova para os ensaios de
resistência à tração, o que, conseqüentemente, impossibilitaria a fabricação de
compósitos, já que o tratamento químico comprometeria suas propriedades
mecânicas finais.
4.2 Ensaios Experimentais Quase-Estáticos do Material
Inicialmente, apresenta-se os resultados experimentais quase-estáticos de
tração, flexão, compressão e determinação do coeficiente de Poisson, a fim de
caracterizar as propriedades mecânicas do poliuretano derivado de óleo de mamona
desenvolvido para implantes ósseos. Posteriormente, as informações associadas a
esses ensaios são utilizadas para alimentar o modelo de material utilizado na análise
numérica e os resultados experimentais de tração e flexão servem de base de
comparação para os resultados obtidos nos ensaios experimentais do poliuretano
reforçado por fibra de carbono.
Segue assim, a apresentação dos resultados obtidos após a realização dos
ensaios dos corpos de prova.
4.2.1 Ensaios de tração, flexão, compressão e de coeficiente de Poisson do
poliuretano derivado de óleo de mamona
a) Ensaio de tração
Neste ensaio, utilizaram-se 10 corpos de prova do poliuretano e os
resultados apresentados são valores médios. As curvas de tensão versus deformação
obtidas nos ensaios de tração para os corpos de prova do poliuretano, apresentaram
um comportamento de acordo com a curva da FIGURA 43.
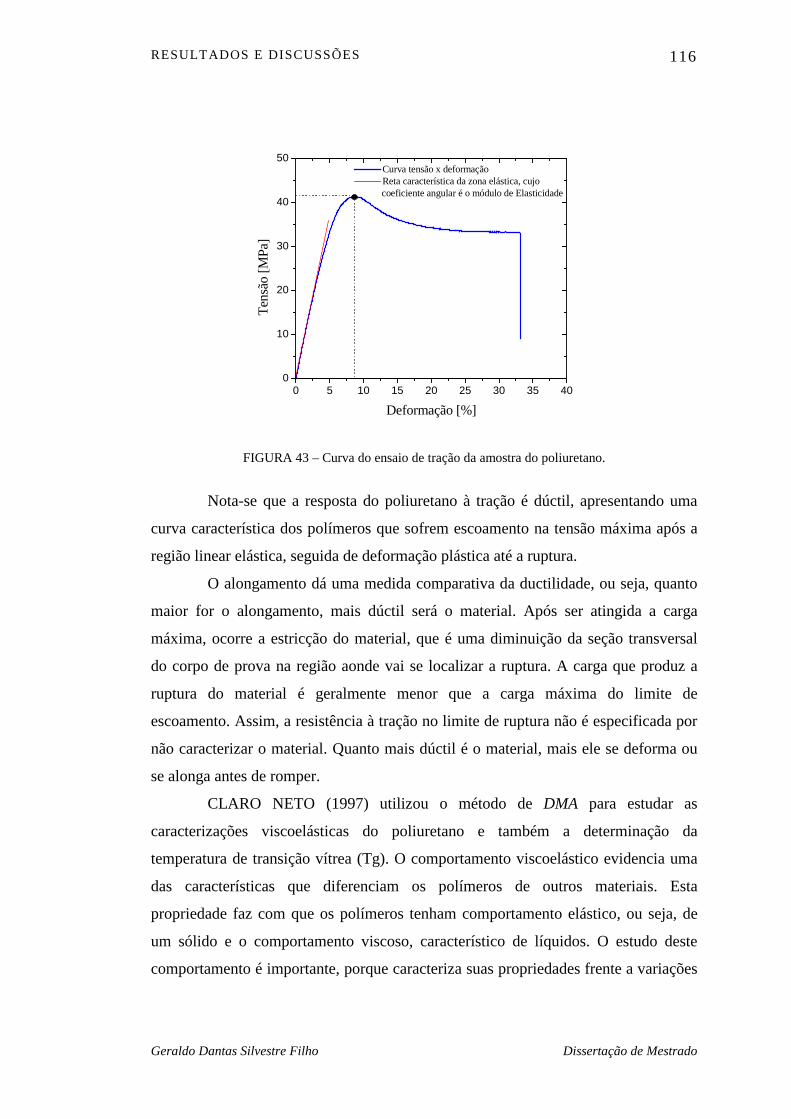
RESULTADOS E DISCUSSÕES
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
116
0 5 10 15 20 25 30 35 400
10
20
30
40
50 Curva tensão x deformação Reta característica da zona elástica, cujo
coeficiente angular é o módulo de Elasticidade
Tens
ão [M
Pa]
Deformação [%]
FIGURA 43 – Curva do ensaio de tração da amostra do poliuretano.
Nota-se que a resposta do poliuretano à tração é dúctil, apresentando uma
curva característica dos polímeros que sofrem escoamento na tensão máxima após a
região linear elástica, seguida de deformação plástica até a ruptura.
O alongamento dá uma medida comparativa da ductilidade, ou seja, quanto
maior for o alongamento, mais dúctil será o material. Após ser atingida a carga
máxima, ocorre a estricção do material, que é uma diminuição da seção transversal
do corpo de prova na região aonde vai se localizar a ruptura. A carga que produz a
ruptura do material é geralmente menor que a carga máxima do limite de
escoamento. Assim, a resistência à tração no limite de ruptura não é especificada por
não caracterizar o material. Quanto mais dúctil é o material, mais ele se deforma ou
se alonga antes de romper.
CLARO NETO (1997) utilizou o método de DMA para estudar as
caracterizações viscoelásticas do poliuretano e também a determinação da
temperatura de transição vítrea (Tg). O comportamento viscoelástico evidencia uma
das características que diferenciam os polímeros de outros materiais. Esta
propriedade faz com que os polímeros tenham comportamento elástico, ou seja, de
um sólido e o comportamento viscoso, característico de líquidos. O estudo deste
comportamento é importante, porque caracteriza suas propriedades frente a variações
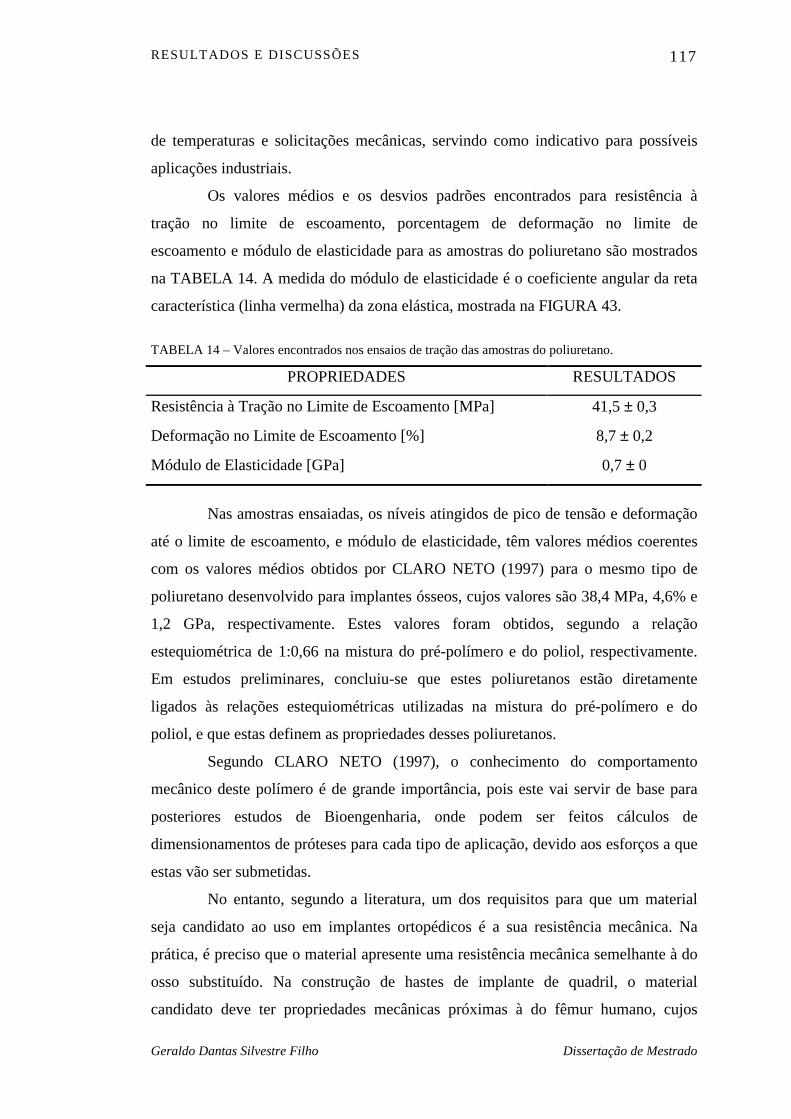
RESULTADOS E DISCUSSÕES
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
117
de temperaturas e solicitações mecânicas, servindo como indicativo para possíveis
aplicações industriais.
Os valores médios e os desvios padrões encontrados para resistência à
tração no limite de escoamento, porcentagem de deformação no limite de
escoamento e módulo de elasticidade para as amostras do poliuretano são mostrados
na TABELA 14. A medida do módulo de elasticidade é o coeficiente angular da reta
característica (linha vermelha) da zona elástica, mostrada na FIGURA 43.
TABELA 14 – Valores encontrados nos ensaios de tração das amostras do poliuretano.
PROPRIEDADES RESULTADOS
Resistência à Tração no Limite de Escoamento [MPa] 41,5 ± 0,3
Deformação no Limite de Escoamento [%] 8,7 ± 0,2
Módulo de Elasticidade [GPa] 0,7 ± 0
Nas amostras ensaiadas, os níveis atingidos de pico de tensão e deformação
até o limite de escoamento, e módulo de elasticidade, têm valores médios coerentes
com os valores médios obtidos por CLARO NETO (1997) para o mesmo tipo de
poliuretano desenvolvido para implantes ósseos, cujos valores são 38,4 MPa, 4,6% e
1,2 GPa, respectivamente. Estes valores foram obtidos, segundo a relação
estequiométrica de 1:0,66 na mistura do pré-polímero e do poliol, respectivamente.
Em estudos preliminares, concluiu-se que estes poliuretanos estão diretamente
ligados às relações estequiométricas utilizadas na mistura do pré-polímero e do
poliol, e que estas definem as propriedades desses poliuretanos.
Segundo CLARO NETO (1997), o conhecimento do comportamento
mecânico deste polímero é de grande importância, pois este vai servir de base para
posteriores estudos de Bioengenharia, onde podem ser feitos cálculos de
dimensionamentos de próteses para cada tipo de aplicação, devido aos esforços a que
estas vão ser submetidas.
No entanto, segundo a literatura, um dos requisitos para que um material
seja candidato ao uso em implantes ortopédicos é a sua resistência mecânica. Na
prática, é preciso que o material apresente uma resistência mecânica semelhante à do
osso substituído. Na construção de hastes de implante de quadril, o material
candidato deve ter propriedades mecânicas próximas à do fêmur humano, cujos
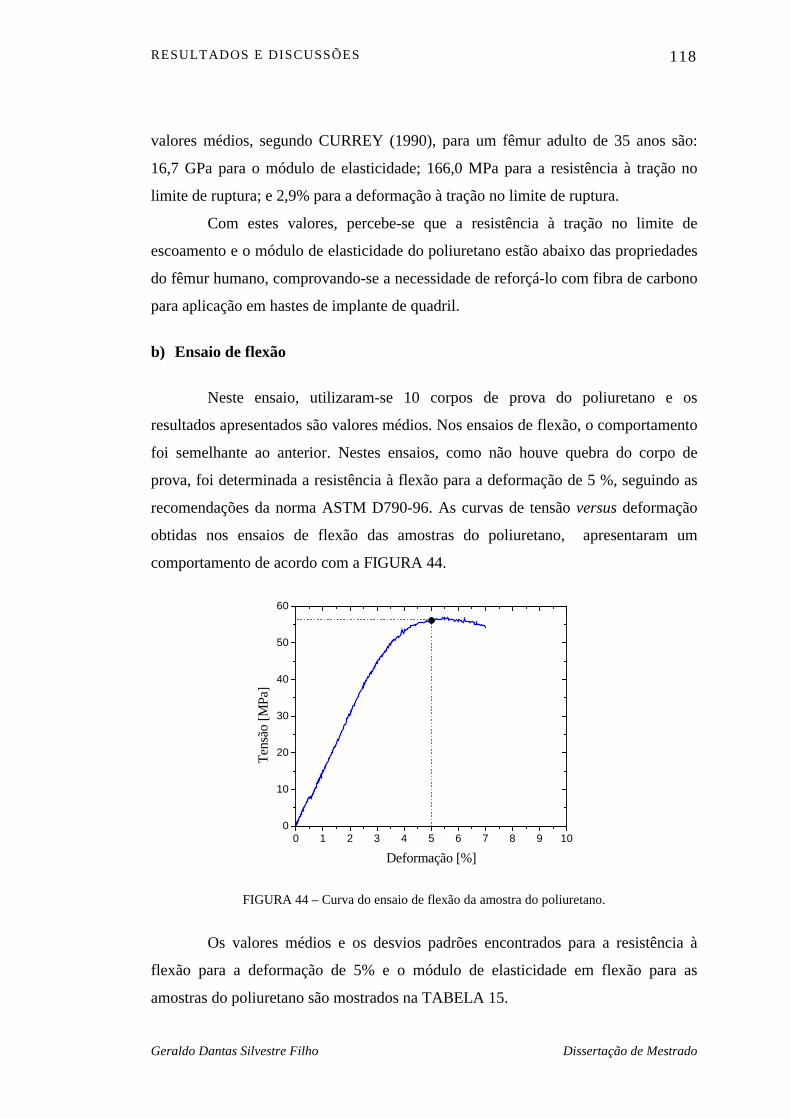
RESULTADOS E DISCUSSÕES
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
118
valores médios, segundo CURREY (1990), para um fêmur adulto de 35 anos são:
16,7 GPa para o módulo de elasticidade; 166,0 MPa para a resistência à tração no
limite de ruptura; e 2,9% para a deformação à tração no limite de ruptura.
Com estes valores, percebe-se que a resistência à tração no limite de
escoamento e o módulo de elasticidade do poliuretano estão abaixo das propriedades
do fêmur humano, comprovando-se a necessidade de reforçá-lo com fibra de carbono
para aplicação em hastes de implante de quadril.
b) Ensaio de flexão
Neste ensaio, utilizaram-se 10 corpos de prova do poliuretano e os
resultados apresentados são valores médios. Nos ensaios de flexão, o comportamento
foi semelhante ao anterior. Nestes ensaios, como não houve quebra do corpo de
prova, foi determinada a resistência à flexão para a deformação de 5 %, seguindo as
recomendações da norma ASTM D790-96. As curvas de tensão versus deformação
obtidas nos ensaios de flexão das amostras do poliuretano, apresentaram um
comportamento de acordo com a FIGURA 44.
0 1 2 3 4 5 6 7 8 9 100
10
20
30
40
50
60
Tens
ão [M
Pa]
Deformação [%]
FIGURA 44 – Curva do ensaio de flexão da amostra do poliuretano.
Os valores médios e os desvios padrões encontrados para a resistência à
flexão para a deformação de 5% e o módulo de elasticidade em flexão para as
amostras do poliuretano são mostrados na TABELA 15.
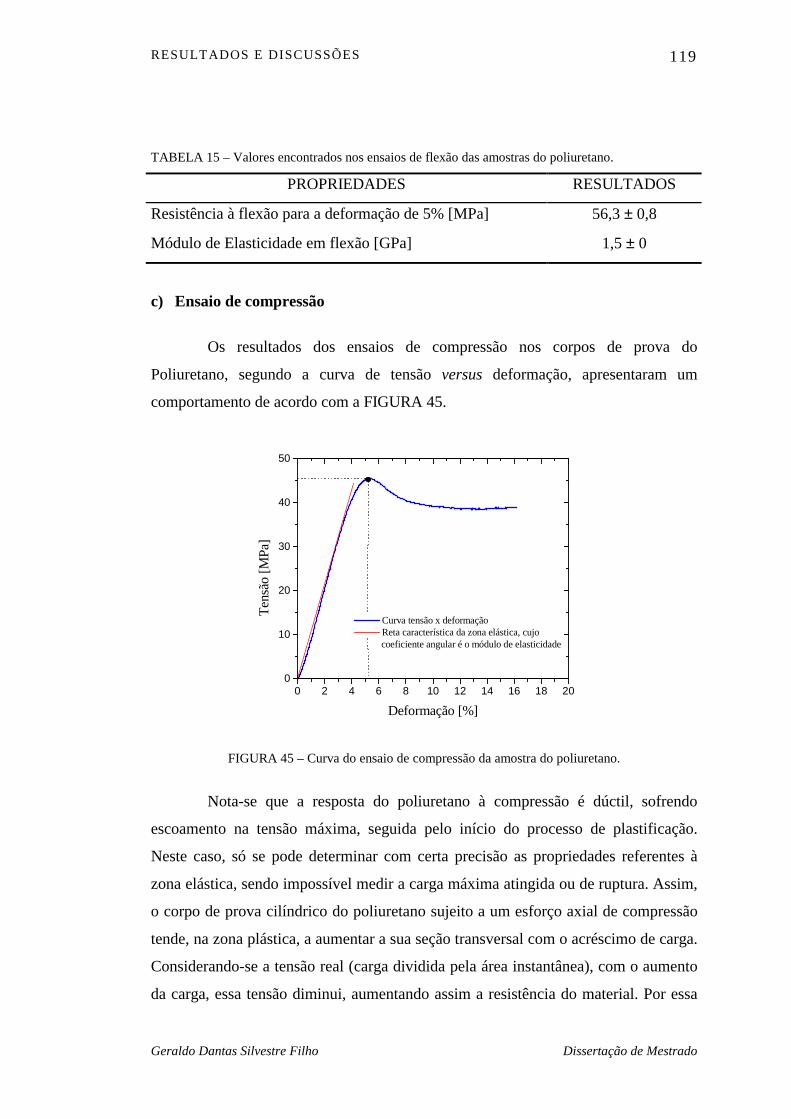
RESULTADOS E DISCUSSÕES
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
119
TABELA 15 – Valores encontrados nos ensaios de flexão das amostras do poliuretano.
PROPRIEDADES RESULTADOS
Resistência à flexão para a deformação de 5% [MPa] 56,3 ± 0,8
Módulo de Elasticidade em flexão [GPa] 1,5 ± 0
c) Ensaio de compressão
Os resultados dos ensaios de compressão nos corpos de prova do
Poliuretano, segundo a curva de tensão versus deformação, apresentaram um
comportamento de acordo com a FIGURA 45.
0 2 4 6 8 10 12 14 16 18 200
10
20
30
40
50
Curva tensão x deformação Reta característica da zona elástica, cujo
coeficiente angular é o módulo de elasticidade
Tens
ão [M
Pa]
Deformação [%]
FIGURA 45 – Curva do ensaio de compressão da amostra do poliuretano.
Nota-se que a resposta do poliuretano à compressão é dúctil, sofrendo
escoamento na tensão máxima, seguida pelo início do processo de plastificação.
Neste caso, só se pode determinar com certa precisão as propriedades referentes à
zona elástica, sendo impossível medir a carga máxima atingida ou de ruptura. Assim,
o corpo de prova cilíndrico do poliuretano sujeito a um esforço axial de compressão
tende, na zona plástica, a aumentar a sua seção transversal com o acréscimo de carga.
Considerando-se a tensão real (carga dividida pela área instantânea), com o aumento
da carga, essa tensão diminui, aumentando assim a resistência do material. Por essa
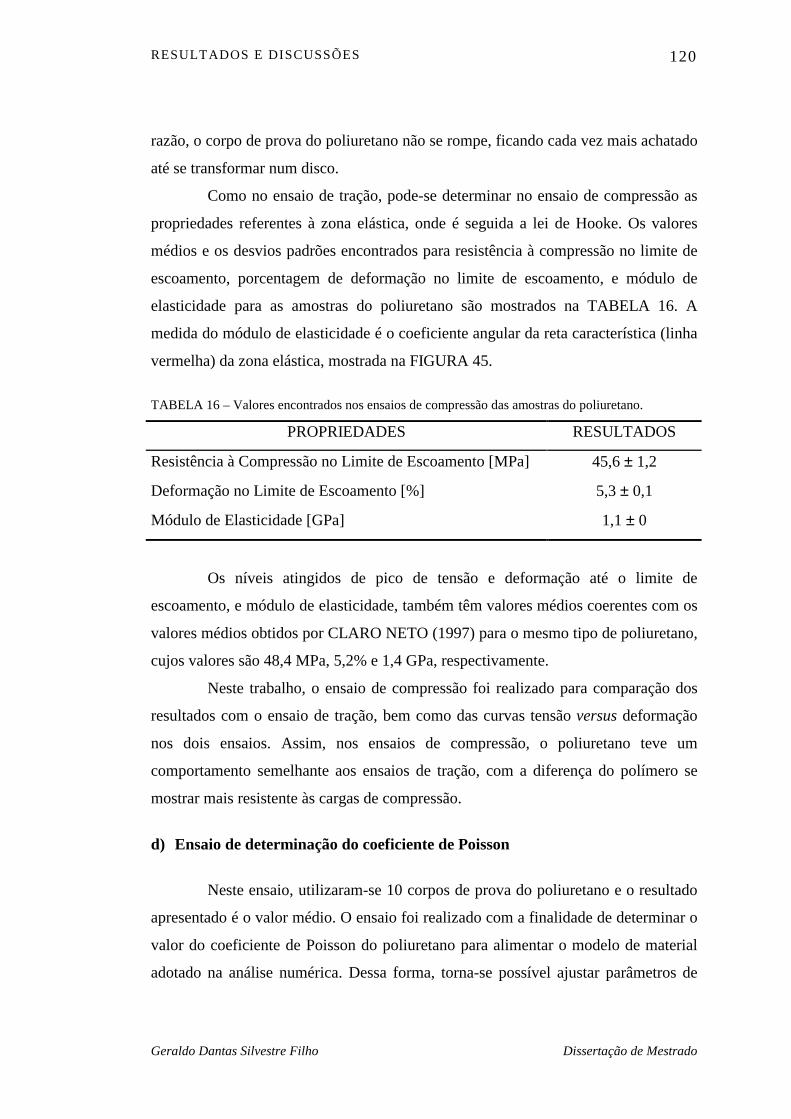
RESULTADOS E DISCUSSÕES
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
120
razão, o corpo de prova do poliuretano não se rompe, ficando cada vez mais achatado
até se transformar num disco.
Como no ensaio de tração, pode-se determinar no ensaio de compressão as
propriedades referentes à zona elástica, onde é seguida a lei de Hooke. Os valores
médios e os desvios padrões encontrados para resistência à compressão no limite de
escoamento, porcentagem de deformação no limite de escoamento, e módulo de
elasticidade para as amostras do poliuretano são mostrados na TABELA 16. A
medida do módulo de elasticidade é o coeficiente angular da reta característica (linha
vermelha) da zona elástica, mostrada na FIGURA 45.
TABELA 16 – Valores encontrados nos ensaios de compressão das amostras do poliuretano.
PROPRIEDADES RESULTADOS
Resistência à Compressão no Limite de Escoamento [MPa] 45,6 ± 1,2
Deformação no Limite de Escoamento [%] 5,3 ± 0,1
Módulo de Elasticidade [GPa] 1,1 ± 0
Os níveis atingidos de pico de tensão e deformação até o limite de
escoamento, e módulo de elasticidade, também têm valores médios coerentes com os
valores médios obtidos por CLARO NETO (1997) para o mesmo tipo de poliuretano,
cujos valores são 48,4 MPa, 5,2% e 1,4 GPa, respectivamente.
Neste trabalho, o ensaio de compressão foi realizado para comparação dos
resultados com o ensaio de tração, bem como das curvas tensão versus deformação
nos dois ensaios. Assim, nos ensaios de compressão, o poliuretano teve um
comportamento semelhante aos ensaios de tração, com a diferença do polímero se
mostrar mais resistente às cargas de compressão. d) Ensaio de determinação do coeficiente de Poisson
Neste ensaio, utilizaram-se 10 corpos de prova do poliuretano e o resultado
apresentado é o valor médio. O ensaio foi realizado com a finalidade de determinar o
valor do coeficiente de Poisson do poliuretano para alimentar o modelo de material
adotado na análise numérica. Dessa forma, torna-se possível ajustar parâmetros de
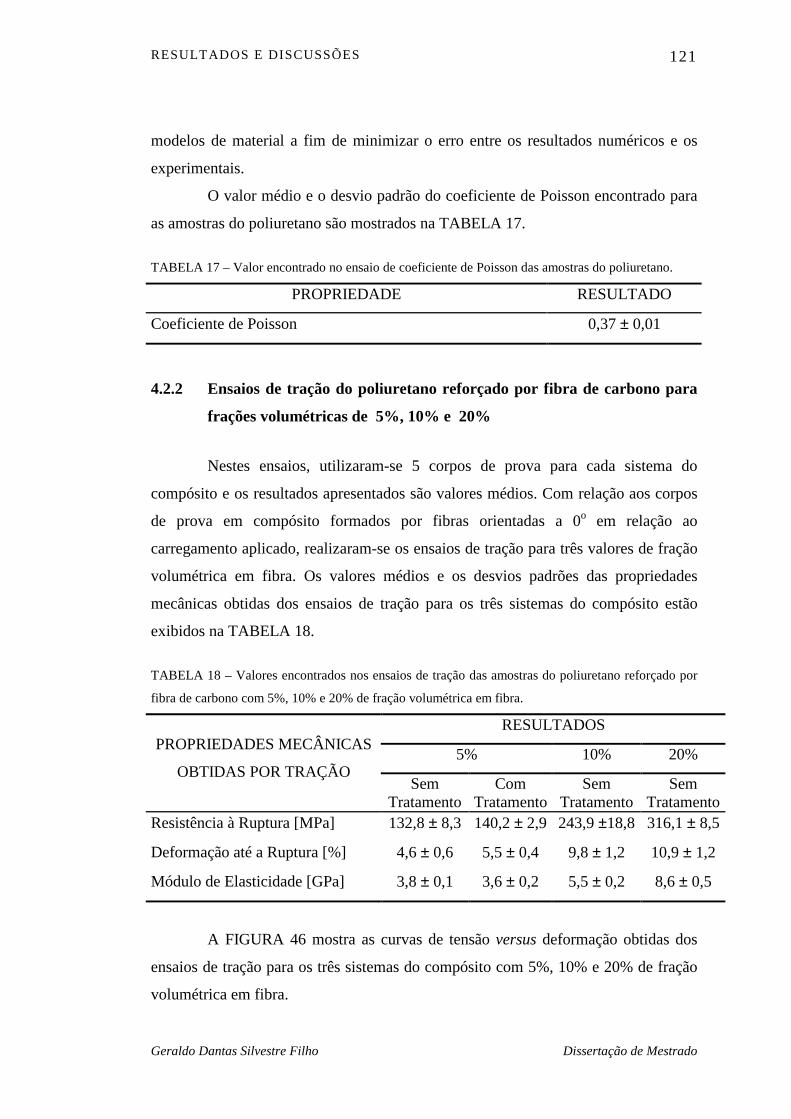
RESULTADOS E DISCUSSÕES
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
121
modelos de material a fim de minimizar o erro entre os resultados numéricos e os
experimentais.
O valor médio e o desvio padrão do coeficiente de Poisson encontrado para
as amostras do poliuretano são mostrados na TABELA 17.
TABELA 17 – Valor encontrado no ensaio de coeficiente de Poisson das amostras do poliuretano.
PROPRIEDADE RESULTADO
Coeficiente de Poisson 0,37 ± 0,01
4.2.2 Ensaios de tração do poliuretano reforçado por fibra de carbono para
frações volumétricas de 5%, 10% e 20%
Nestes ensaios, utilizaram-se 5 corpos de prova para cada sistema do
compósito e os resultados apresentados são valores médios. Com relação aos corpos
de prova em compósito formados por fibras orientadas a 0o em relação ao
carregamento aplicado, realizaram-se os ensaios de tração para três valores de fração
volumétrica em fibra. Os valores médios e os desvios padrões das propriedades
mecânicas obtidas dos ensaios de tração para os três sistemas do compósito estão
exibidos na TABELA 18.
TABELA 18 – Valores encontrados nos ensaios de tração das amostras do poliuretano reforçado por
fibra de carbono com 5%, 10% e 20% de fração volumétrica em fibra.
RESULTADOS
5% 10% 20% PROPRIEDADES MECÂNICAS
OBTIDAS POR TRAÇÃO Sem
Tratamento Com
Tratamento Sem
TratamentoSem
Tratamento Resistência à Ruptura [MPa] 132,8 ± 8,3 140,2 ± 2,9 243,9 ±18,8 316,1 ± 8,5
Deformação até a Ruptura [%] 4,6 ± 0,6 5,5 ± 0,4 9,8 ± 1,2 10,9 ± 1,2
Módulo de Elasticidade [GPa] 3,8 ± 0,1 3,6 ± 0,2 5,5 ± 0,2 8,6 ± 0,5
A FIGURA 46 mostra as curvas de tensão versus deformação obtidas dos
ensaios de tração para os três sistemas do compósito com 5%, 10% e 20% de fração
volumétrica em fibra.
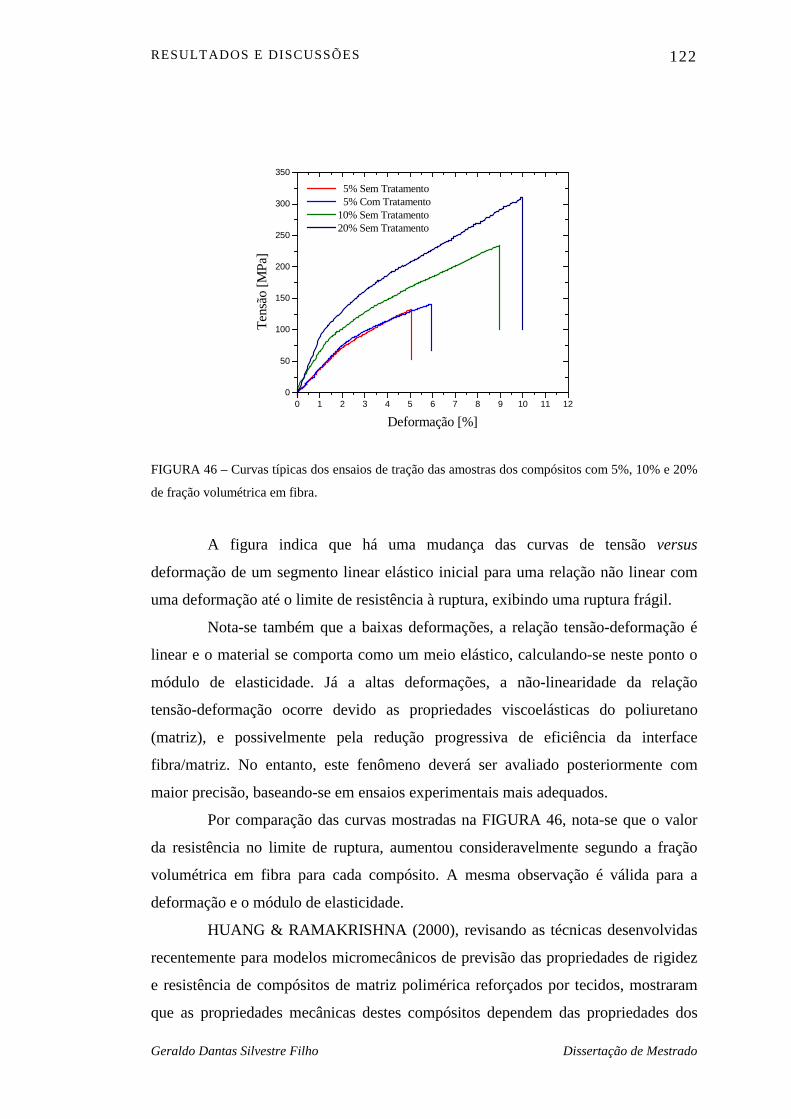
RESULTADOS E DISCUSSÕES
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
122
0 1 2 3 4 5 6 7 8 9 10 11 120
50
100
150
200
250
300
350
5% Sem Tratamento 5% Com Tratamento 10% Sem Tratamento 20% Sem Tratamento
Tens
ão [M
Pa]
Deformação [%]
FIGURA 46 – Curvas típicas dos ensaios de tração das amostras dos compósitos com 5%, 10% e 20%
de fração volumétrica em fibra.
A figura indica que há uma mudança das curvas de tensão versus
deformação de um segmento linear elástico inicial para uma relação não linear com
uma deformação até o limite de resistência à ruptura, exibindo uma ruptura frágil.
Nota-se também que a baixas deformações, a relação tensão-deformação é
linear e o material se comporta como um meio elástico, calculando-se neste ponto o
módulo de elasticidade. Já a altas deformações, a não-linearidade da relação
tensão-deformação ocorre devido as propriedades viscoelásticas do poliuretano
(matriz), e possivelmente pela redução progressiva de eficiência da interface
fibra/matriz. No entanto, este fenômeno deverá ser avaliado posteriormente com
maior precisão, baseando-se em ensaios experimentais mais adequados.
Por comparação das curvas mostradas na FIGURA 46, nota-se que o valor
da resistência no limite de ruptura, aumentou consideravelmente segundo a fração
volumétrica em fibra para cada compósito. A mesma observação é válida para a
deformação e o módulo de elasticidade.
HUANG & RAMAKRISHNA (2000), revisando as técnicas desenvolvidas
recentemente para modelos micromecânicos de previsão das propriedades de rigidez
e resistência de compósitos de matriz polimérica reforçados por tecidos, mostraram
que as propriedades mecânicas destes compósitos dependem das propriedades dos
RESULTADOS E DISCUSSÕES
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
123
materiais constituintes (fibra e matriz) utilizados. Esta característica foi explicada,
por meio de curvas típicas de tensão versus deformação obtidas por ensaio de tração
para três diferentes tipos de compósitos. Para o compósito formado por tecido de
fibra de vidro e por uma matriz termofixa de epoxi, a curva de tensão versus
deformação é grosseiramente linear com uma pequena deformação até o limite de
ruptura (1,3%). Quando o mesmo tecido de fibra de vidro é reforçado por uma matriz
termoplástica de polipropileno, a curva de tensão versus deformação resultante,
modifica-se de um segmento linear elástico inicial para uma relação não linear com
uma deformação até o limite de ruptura (8,5%). Por último, uma curva típica de
tensão versus deformação de um compósito formado por tecido de fibra de poliéster
reforçado por um elastômero de poliuretano, tem seu comportamento caracterizado
por uma relação elástica linear inicial muito pequena, seguido por um
comportamento não linear com uma deformação até o limite de ruptura bastante
grande (86,2%). Assim, as curvas indicam claramente que a matriz polimérica
influencia significativamente no desempenho mecânico global dos compósitos.
Os resultados da TABELA18 indicam que o tratamento químico realizado
na fibra de carbono, resultou num ligeiro aumento de 5,6% na resistência à tração na
ruptura do compósito com 5% de fração volumétrica em fibra. Este aumento na
resistência do compósito pode ser justificado pela melhor adesão interfacial entre a
fibra e a matriz, proporcionada pelo tratamento químico.
Uma outra comparação dos resultados, revela outra diferença interessante. O
compósito com fibras tratadas teve um aumento de 19,6% na deformação de ruptura
em relação ao compósito com fibras não tratadas para 5% de fração volumétrica. É
visto assim que variando a adesão interfacial, as propriedades dominadas pela fibra,
como a resistência à tração longitudinal e a deformação até a ruptura, podem ser
alteradas significativamente. Este mesmo comportamento foi constatado por
SUBRAMANIAN et al. (1996) ao investigarem o efeito da mudança do nível de
tratamento superficial da fibra de carbono e sua influência na interface fibra/matiz
sobre as propriedades mecânicas de compósitos unidirecionais em matriz epoxi.
Os resultados mostrados na TABELA 18, também indicam que o módulo de
elasticidade do compósito com fibras tratadas teve uma redução de 5,3% em relação
ao compósito com fibras não tratadas. Isto é interessante, considerando que a fração
RESULTADOS E DISCUSSÕES
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
124
volumétrica é idêntica em ambos os compósitos. Se os dados mostram que houve
melhora na adesão interfacial, não se esperava a mudança da propriedade dominada
pela fibra de carbono, como o módulo de elasticidade. Uma explicação admissível
para este comportamento é a possibilidade do tratamento químico com HNO3,
resultar na degradação da rigidez da fibra, manifestando-se como uma redução no
módulo de elasticidade longitudinal do compósito. Esta explicação é razoável, visto
que BURAKOWSKI & REZENDE (2000) evidenciaram uma redução no valor
médio da resistência à tração em função do tempo de exposição ao ácido nítrico, se
comparado ao valor médio inicial da fibra sem tratamento. Comparando a FIGURA
41b (fibra tratada por 10 min) com a FIGURA 40b (fibra original), não se percebe
uma mudança significativa na morfologia da superfície que indique um ataque
químico mais severo, como observado na FIGURA 42 (fibra tratada por 20 min). No
entanto, mesmo para exposição ao ácido nítrico por 10 min, BURAKOWSKI &
REZENDE (2000) constataram uma pequena redução na resistência à tração da fibra
de carbono, que pode se associar ao comportamento da rigidez do compósito.
No geral, os resultados obtidos com o tratamento químico da fibra de
carbono com HNO3 foram satisfatórios e de acordo com as discussões feitas para o
compósito com 5% de fração volumétrica em fibra, espera-se que os compósitos com
10% e 20% de fração volumétrica em fibra, comportem-se de modo semelhante.
A seguir, nas FIGURAS 47a e 47b, apresentam-se os ganhos percentuais de
resistência e de módulo de elasticidade a tração do poliuretano reforçado por fibra de
carbono com relação ao poliuretano sem reforço.
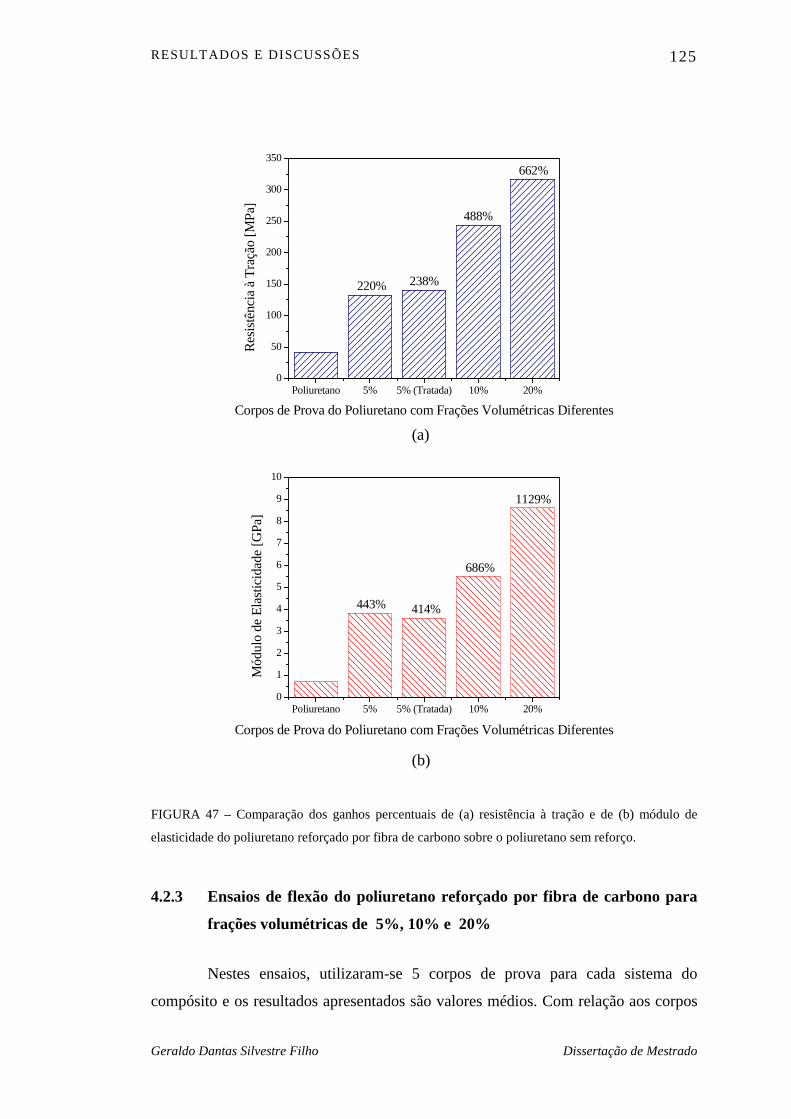
RESULTADOS E DISCUSSÕES
Geraldo Dantas Silvestre Filho
125
Poliuretano 5% 5% (Tratada) 10% 20%0
50
100
150
200
250
300
350662%
488%
238%220%
Resis
tênc
ia à
Tra
ção
[MPa
]
Corpos de Prova do Poliuretano com Frações Volumétricas Diferentes
Poliuretano 5% 5%0
1
2
3
4
5
6
7
8
9
10
443%
Mód
ulo
de E
lasti
cida
de [G
Pa]
Corpos de Prova do Poliuretano
FIGURA 47 – Comparação dos ganhos perce
elasticidade do poliuretano reforçado por fibra d
4.2.3 Ensaios de flexão do poliure
frações volumétricas de 5%,
Nestes ensaios, utilizaram-se
compósito e os resultados apresentados
(a)(Tratada) 10% 20%
1129%
686%
414%
com Frações Volumétricas Diferentes
(b)Dissertação de Mestrado
ntuais de (a) resistência à tração e de (b) módulo de
e carbono sobre o poliuretano sem reforço.
tano reforçado por fibra de carbono para
10% e 20%
5 corpos de prova para cada sistema do
são valores médios. Com relação aos corpos
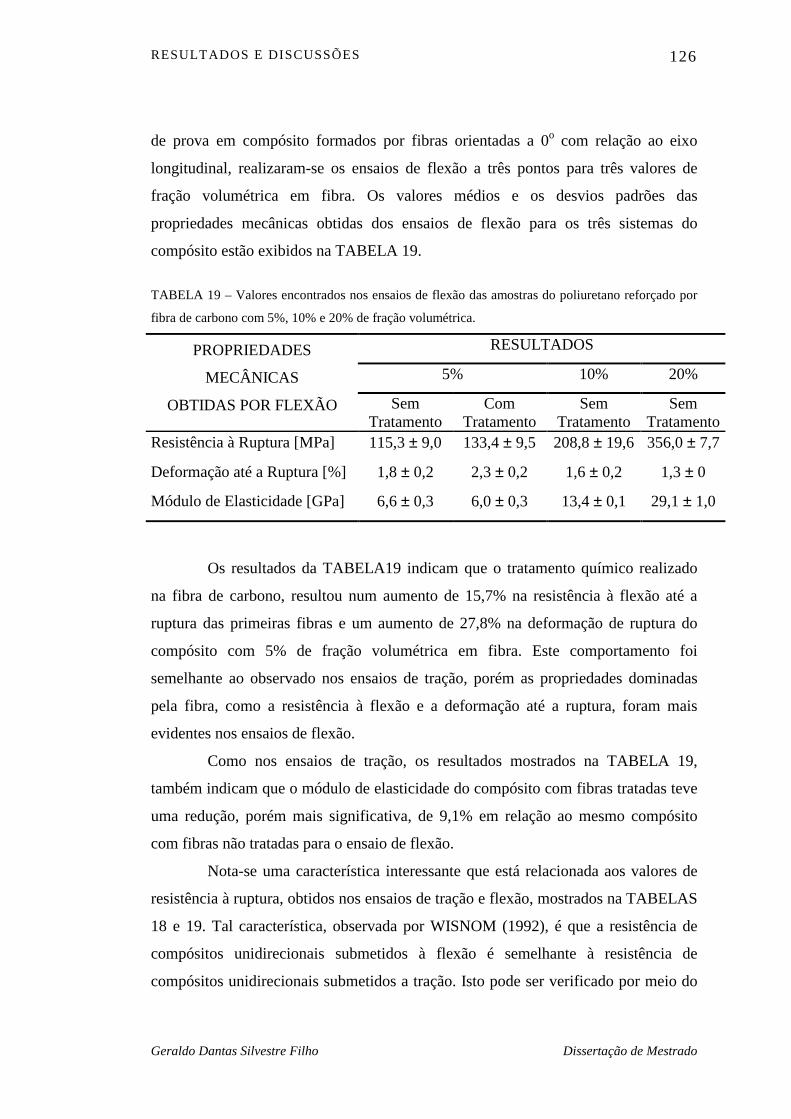
RESULTADOS E DISCUSSÕES
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
126
de prova em compósito formados por fibras orientadas a 0o com relação ao eixo
longitudinal, realizaram-se os ensaios de flexão a três pontos para três valores de
fração volumétrica em fibra. Os valores médios e os desvios padrões das
propriedades mecânicas obtidas dos ensaios de flexão para os três sistemas do
compósito estão exibidos na TABELA 19.
TABELA 19 – Valores encontrados nos ensaios de flexão das amostras do poliuretano reforçado por
fibra de carbono com 5%, 10% e 20% de fração volumétrica.
RESULTADOS
5% 10% 20% PROPRIEDADES
MECÂNICAS
OBTIDAS POR FLEXÃO Sem Tratamento
Com Tratamento
Sem Tratamento
Sem Tratamento
Resistência à Ruptura [MPa] 115,3 ± 9,0 133,4 ± 9,5 208,8 ± 19,6 356,0 ± 7,7
Deformação até a Ruptura [%] 1,8 ± 0,2 2,3 ± 0,2 1,6 ± 0,2 1,3 ± 0
Módulo de Elasticidade [GPa] 6,6 ± 0,3 6,0 ± 0,3 13,4 ± 0,1 29,1 ± 1,0
Os resultados da TABELA19 indicam que o tratamento químico realizado
na fibra de carbono, resultou num aumento de 15,7% na resistência à flexão até a
ruptura das primeiras fibras e um aumento de 27,8% na deformação de ruptura do
compósito com 5% de fração volumétrica em fibra. Este comportamento foi
semelhante ao observado nos ensaios de tração, porém as propriedades dominadas
pela fibra, como a resistência à flexão e a deformação até a ruptura, foram mais
evidentes nos ensaios de flexão.
Como nos ensaios de tração, os resultados mostrados na TABELA 19,
também indicam que o módulo de elasticidade do compósito com fibras tratadas teve
uma redução, porém mais significativa, de 9,1% em relação ao mesmo compósito
com fibras não tratadas para o ensaio de flexão.
Nota-se uma característica interessante que está relacionada aos valores de
resistência à ruptura, obtidos nos ensaios de tração e flexão, mostrados na TABELAS
18 e 19. Tal característica, observada por WISNOM (1992), é que a resistência de
compósitos unidirecionais submetidos à flexão é semelhante à resistência de
compósitos unidirecionais submetidos a tração. Isto pode ser verificado por meio do
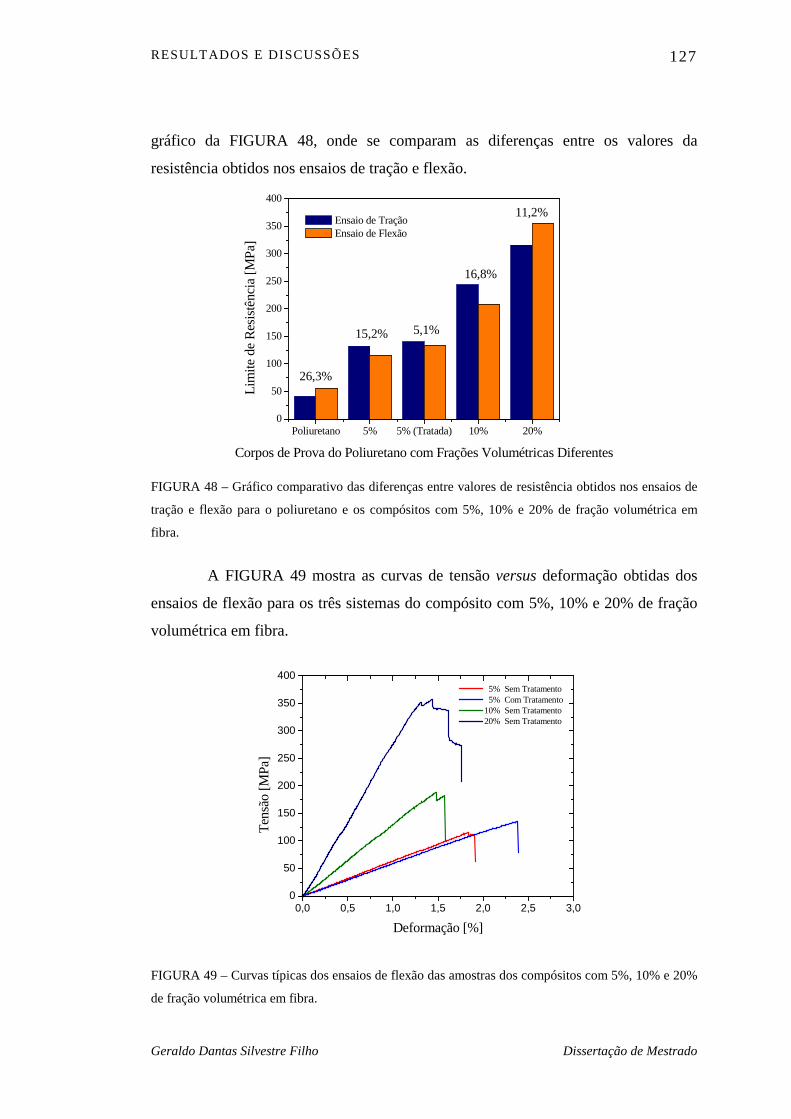
RESULTADOS E DISCUSSÕES
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
127
gráfico da FIGURA 48, onde se comparam as diferenças entre os valores da
resistência obtidos nos ensaios de tração e flexão.
Poliuretano 5% 5% (Tratada) 10% 20%0
50
100
150
200
250
300
350
40011,2%
16,8%
5,1%15,2%
26,3%
Lim
ite d
e Re
sistê
ncia
[MPa
]
Corpos de Prova do Poliuretano com Frações Volumétricas Diferentes
Ensaio de Tração Ensaio de Flexão
FIGURA 48 – Gráfico comparativo das diferenças entre valores de resistência obtidos nos ensaios de
tração e flexão para o poliuretano e os compósitos com 5%, 10% e 20% de fração volumétrica em
fibra.
A FIGURA 49 mostra as curvas de tensão versus deformação obtidas dos
ensaios de flexão para os três sistemas do compósito com 5%, 10% e 20% de fração
volumétrica em fibra.
0,0 0,5 1,0 1,5 2,0 2,5 3,00
50
100
150
200
250
300
350
400
Tens
ão [M
Pa]
Deformação [%]
5% Sem Tratamento 5% Com Tratamento 10% Sem Tratamento 20% Sem Tratamento
FIGURA 49 – Curvas típicas dos ensaios de flexão das amostras dos compósitos com 5%, 10% e 20%
de fração volumétrica em fibra.
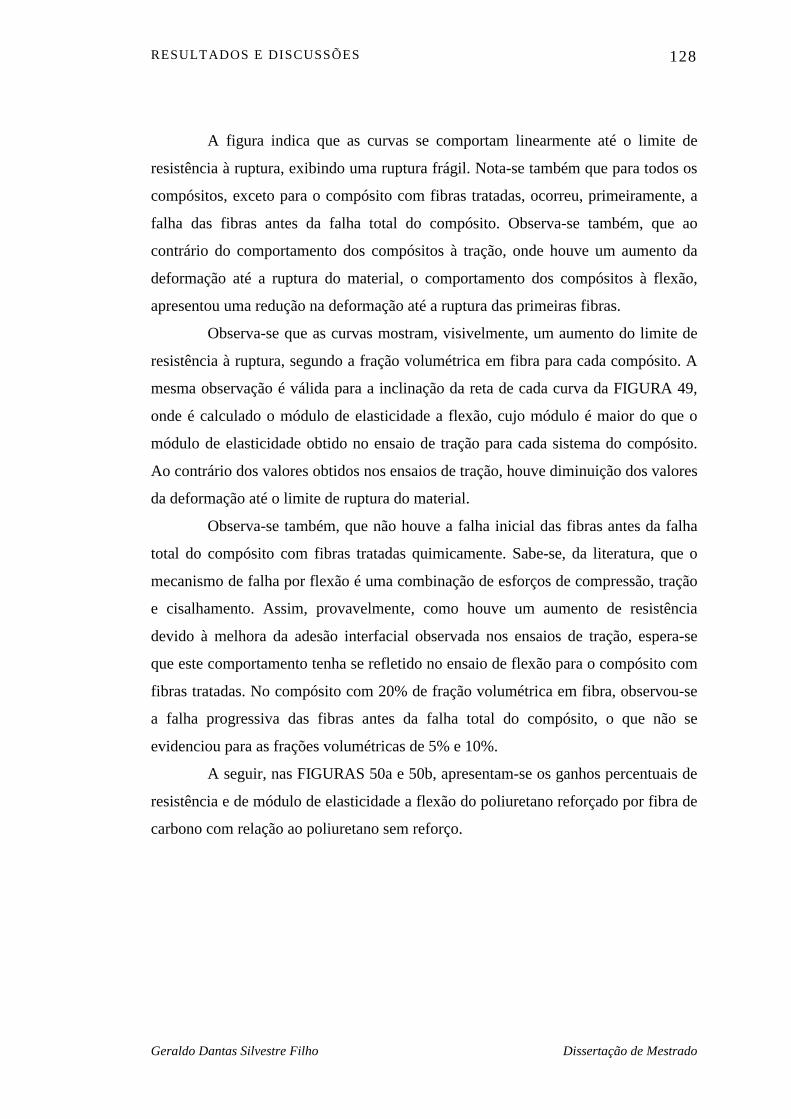
RESULTADOS E DISCUSSÕES
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
128
A figura indica que as curvas se comportam linearmente até o limite de
resistência à ruptura, exibindo uma ruptura frágil. Nota-se também que para todos os
compósitos, exceto para o compósito com fibras tratadas, ocorreu, primeiramente, a
falha das fibras antes da falha total do compósito. Observa-se também, que ao
contrário do comportamento dos compósitos à tração, onde houve um aumento da
deformação até a ruptura do material, o comportamento dos compósitos à flexão,
apresentou uma redução na deformação até a ruptura das primeiras fibras.
Observa-se que as curvas mostram, visivelmente, um aumento do limite de
resistência à ruptura, segundo a fração volumétrica em fibra para cada compósito. A
mesma observação é válida para a inclinação da reta de cada curva da FIGURA 49,
onde é calculado o módulo de elasticidade a flexão, cujo módulo é maior do que o
módulo de elasticidade obtido no ensaio de tração para cada sistema do compósito.
Ao contrário dos valores obtidos nos ensaios de tração, houve diminuição dos valores
da deformação até o limite de ruptura do material.
Observa-se também, que não houve a falha inicial das fibras antes da falha
total do compósito com fibras tratadas quimicamente. Sabe-se, da literatura, que o
mecanismo de falha por flexão é uma combinação de esforços de compressão, tração
e cisalhamento. Assim, provavelmente, como houve um aumento de resistência
devido à melhora da adesão interfacial observada nos ensaios de tração, espera-se
que este comportamento tenha se refletido no ensaio de flexão para o compósito com
fibras tratadas. No compósito com 20% de fração volumétrica em fibra, observou-se
a falha progressiva das fibras antes da falha total do compósito, o que não se
evidenciou para as frações volumétricas de 5% e 10%.
A seguir, nas FIGURAS 50a e 50b, apresentam-se os ganhos percentuais de
resistência e de módulo de elasticidade a flexão do poliuretano reforçado por fibra de
carbono com relação ao poliuretano sem reforço.
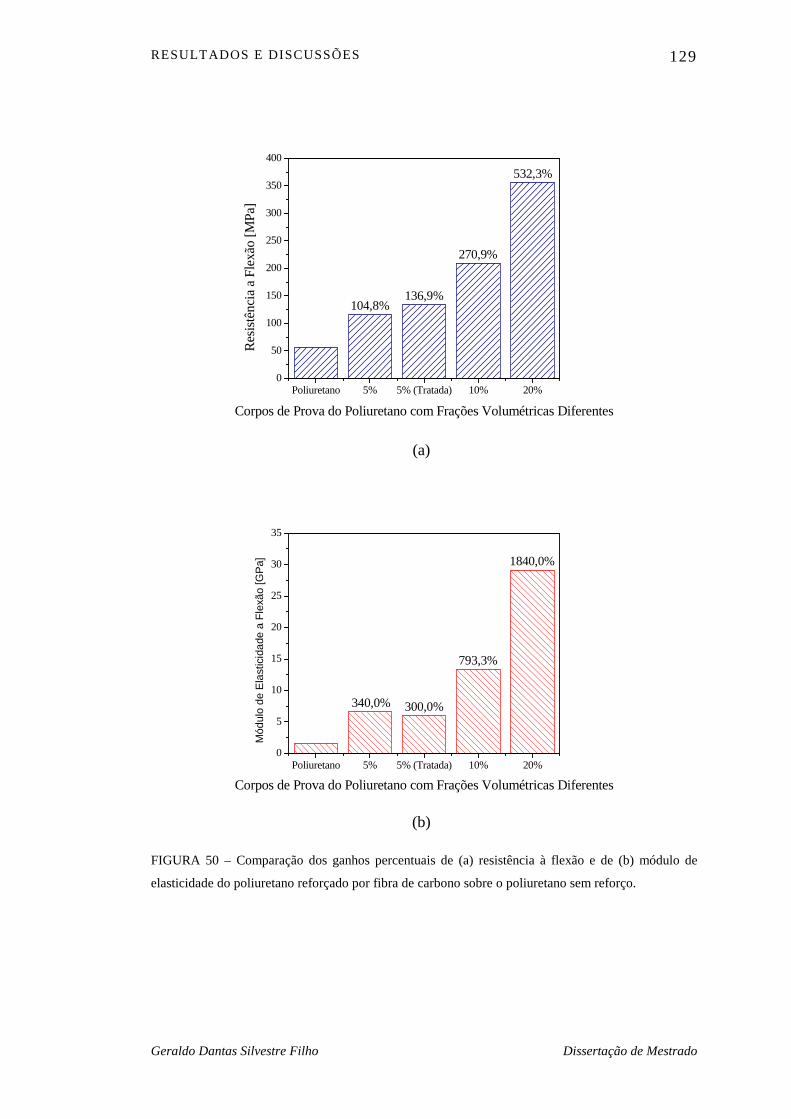
RESULTADOS E DISCUSSÕES
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
129
Poliuretano 5% 5% (Tratada) 10% 20%0
50
100
150
200
250
300
350
400532,3%
270,9%
136,9%104,8%
Resis
tênc
ia a
Fle
xão
[MPa
]
Corpos de Prova do Poliuretano com Frações Volumétricas Diferentes
Poliuretano 5% 5% (Tratada) 10% 20%0
5
10
15
20
25
30
35
1840,0%
793,3%
300,0%340,0%
Mód
ulo
de E
last
icid
ade
a Fl
exão
[GPa
]
Corpos de Prova do Poliuretano com Frações Volumétricas Diferentes
FIGURA 50 – Comparação dos ganhos percentuais de (a) resistência à flexão e de (b) módulo de
elasticidade do poliuretano reforçado por fibra de carbono sobre o poliuretano sem reforço.
(a)
(b)
RESULTADOS E DISCUSSÕES
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
130
4.3 Ensaios Experimentais Quase-Estáticos da Haste de Implante de
Quadril
4.3.1 Ensaio da haste de implante de quadril segundo a norma ISO 7206-3
Em cada máquina de ensaio universal, ensaiaram-se 5 hastes de implante de
quadril, utilizando o dispositivo de ensaio mostrado no ANEXO C. Os valores
médios e os desvios padrões obtidos nos ensaios de resistência mecânica das hastes
de implante de quadril em poliuretano estão exibidos na TABELA 20.
TABELA 20 – Valores médios encontrados nos ensaios das amostras da haste de implante de quadril
em poliuretano (ISO 7206-3).
RESULTADOS
Ensaio segundo a ISO 7206-3 RELAÇÃO CARGA-DESLOCAMENTO
Sintech 6® Instron® Carga Máxima [N] 3156,7 ± 102,9 4266,3 ± 197,3
Deslocamento até a Carga Máxima [mm] 16,9 ± 0,2 18,6 ± 0,8
Como pode ser observado pelos dados da TABELA 20, obtiveram-se
diferentes valores de carga máxima nos ensaios das hastes para máquinas de ensaio
universal distintas. Primeiramente, foram realizados os ensaios na máquina
Sintech6®. Durante os ensaios, um dos cabeçotes acoplado à máquina, responsável
pela movimentação do êmbolo do dispositivo de ensaio da haste, apresentou uma
leve inclinação durante o deslocamento do mesmo, devido ao momento gerado pela
posição de ensaio da haste. Observou-se que o sistema de fixação do dispositivo com
a máquina não foi eficiente. Isto influenciou na medição da rigidez da haste durante o
ensaio, como mostra a curva carga versus deslocamento da FIGURA 51.
Utilizando-se a máquina de ensaio universal INSTRON® do SMM, cujos
cabeçotes são mais rígidos, não houve inclinação dos mesmos, porém o sistema de
fixação do dispositivo de ensaio com a máquina também não foi eficaz. Embora os
resultados tenham sido melhores do que os obtidos na máquina SINTECH 6®, o
sistema de fixação do dispositivo ainda influenciou na medição da rigidez da haste de
implante de quadril.
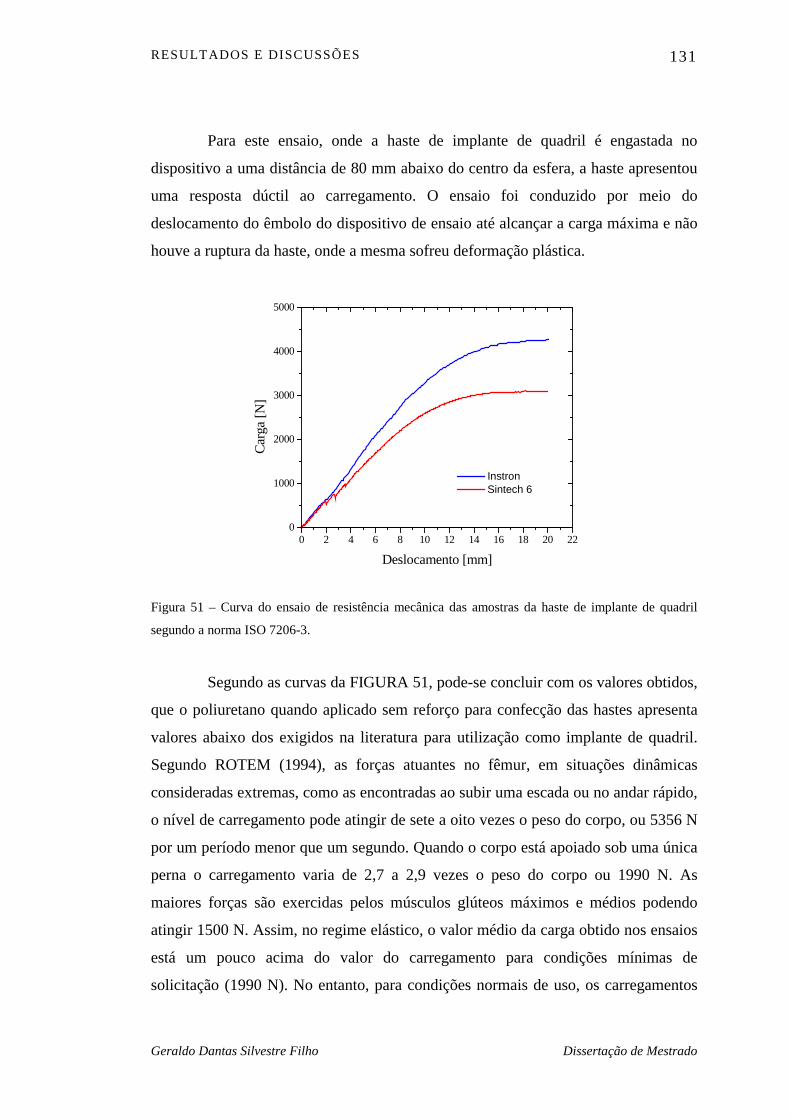
RESULTADOS E DISCUSSÕES
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
131
Para este ensaio, onde a haste de implante de quadril é engastada no
dispositivo a uma distância de 80 mm abaixo do centro da esfera, a haste apresentou
uma resposta dúctil ao carregamento. O ensaio foi conduzido por meio do
deslocamento do êmbolo do dispositivo de ensaio até alcançar a carga máxima e não
houve a ruptura da haste, onde a mesma sofreu deformação plástica.
0 2 4 6 8 10 12 14 16 18 20 220
1000
2000
3000
4000
5000
Carg
a [N
]
Deslocamento [mm]
Instron Sintech 6
Figura 51 – Curva do ensaio de resistência mecânica das amostras da haste de implante de quadril
segundo a norma ISO 7206-3.
Segundo as curvas da FIGURA 51, pode-se concluir com os valores obtidos,
que o poliuretano quando aplicado sem reforço para confecção das hastes apresenta
valores abaixo dos exigidos na literatura para utilização como implante de quadril.
Segundo ROTEM (1994), as forças atuantes no fêmur, em situações dinâmicas
consideradas extremas, como as encontradas ao subir uma escada ou no andar rápido,
o nível de carregamento pode atingir de sete a oito vezes o peso do corpo, ou 5356 N
por um período menor que um segundo. Quando o corpo está apoiado sob uma única
perna o carregamento varia de 2,7 a 2,9 vezes o peso do corpo ou 1990 N. As
maiores forças são exercidas pelos músculos glúteos máximos e médios podendo
atingir 1500 N. Assim, no regime elástico, o valor médio da carga obtido nos ensaios
está um pouco acima do valor do carregamento para condições mínimas de
solicitação (1990 N). No entanto, para condições normais de uso, os carregamentos
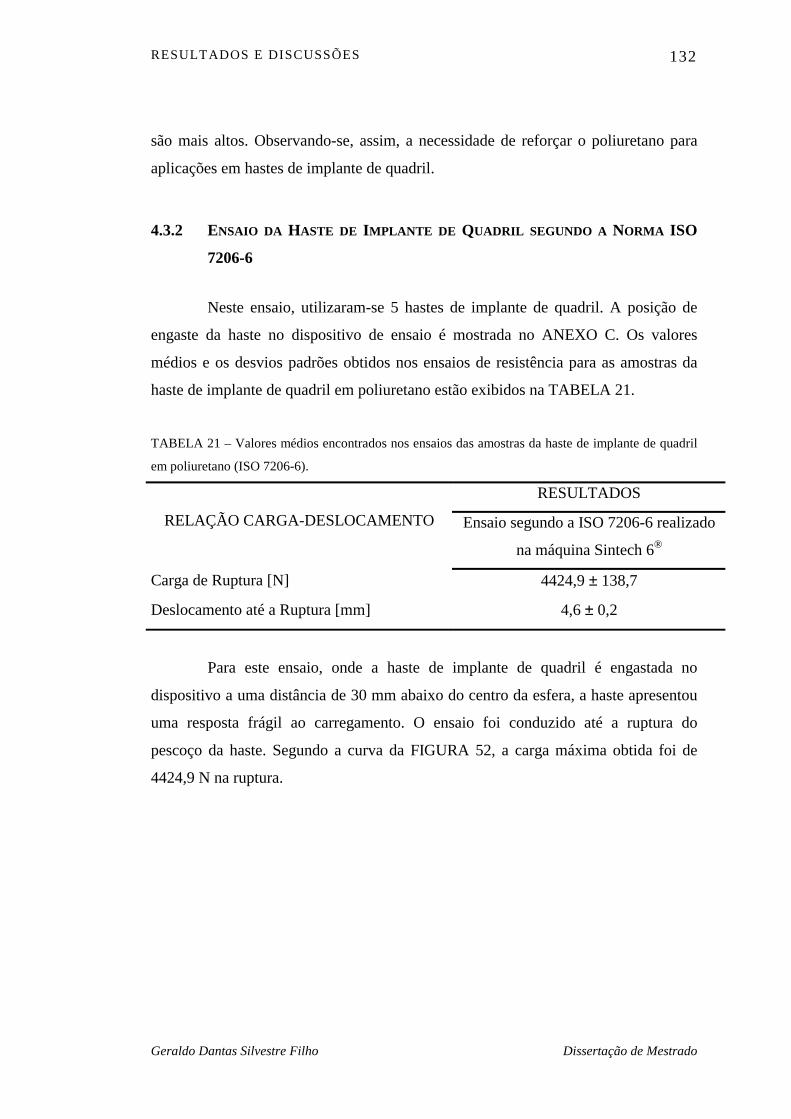
RESULTADOS E DISCUSSÕES
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
132
são mais altos. Observando-se, assim, a necessidade de reforçar o poliuretano para
aplicações em hastes de implante de quadril.
4.3.2 ENSAIO DA HASTE DE IMPLANTE DE QUADRIL SEGUNDO A NORMA ISO
7206-6
Neste ensaio, utilizaram-se 5 hastes de implante de quadril. A posição de
engaste da haste no dispositivo de ensaio é mostrada no ANEXO C. Os valores
médios e os desvios padrões obtidos nos ensaios de resistência para as amostras da
haste de implante de quadril em poliuretano estão exibidos na TABELA 21.
TABELA 21 – Valores médios encontrados nos ensaios das amostras da haste de implante de quadril
em poliuretano (ISO 7206-6).
RESULTADOS
RELAÇÃO CARGA-DESLOCAMENTO Ensaio segundo a ISO 7206-6 realizado
na máquina Sintech 6®
Carga de Ruptura [N] 4424,9 ± 138,7
Deslocamento até a Ruptura [mm] 4,6 ± 0,2
Para este ensaio, onde a haste de implante de quadril é engastada no
dispositivo a uma distância de 30 mm abaixo do centro da esfera, a haste apresentou
uma resposta frágil ao carregamento. O ensaio foi conduzido até a ruptura do
pescoço da haste. Segundo a curva da FIGURA 52, a carga máxima obtida foi de
4424,9 N na ruptura.
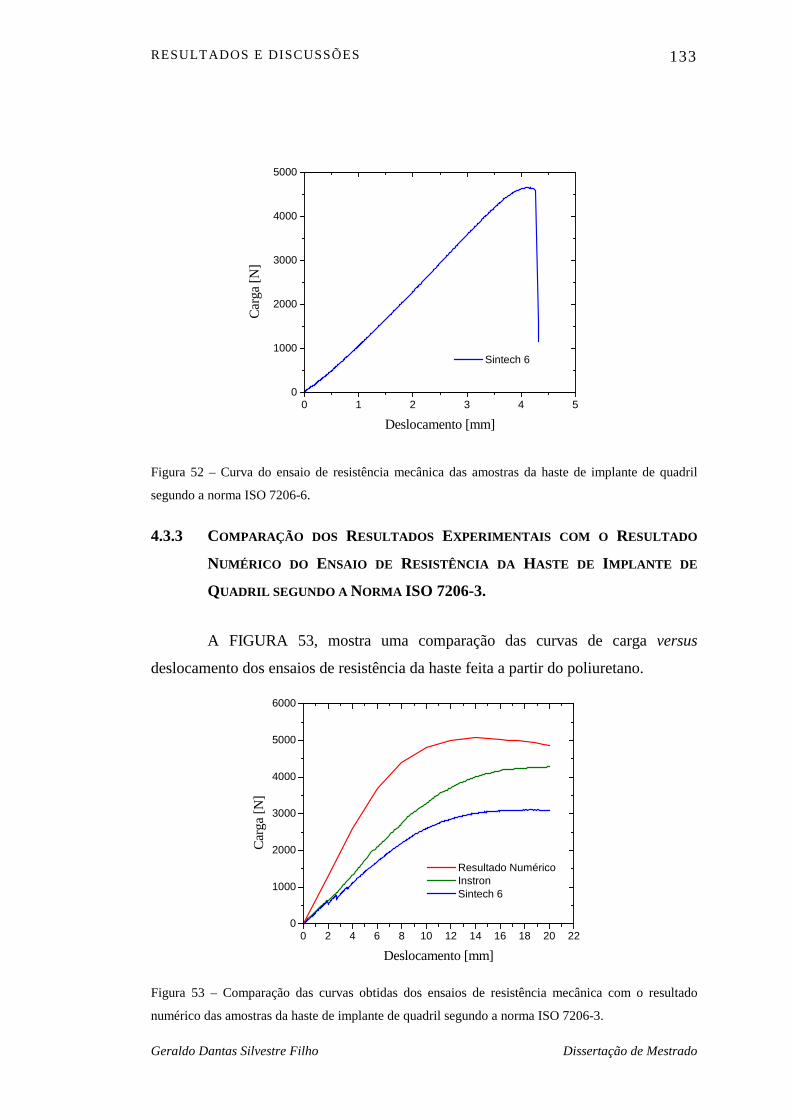
RESULTADOS E DISCUSSÕES
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
133
0 1 2 3 4 50
1000
2000
3000
4000
5000
Sintech 6
Carg
a [N
]
Deslocamento [mm]
Figura 52 – Curva do ensaio de resistência mecânica das amostras da haste de implante de quadril
segundo a norma ISO 7206-6.
4.3.3 COMPARAÇÃO DOS RESULTADOS EXPERIMENTAIS COM O RESULTADO
NUMÉRICO DO ENSAIO DE RESISTÊNCIA DA HASTE DE IMPLANTE DE
QUADRIL SEGUNDO A NORMA ISO 7206-3.
A FIGURA 53, mostra uma comparação das curvas de carga versus
deslocamento dos ensaios de resistência da haste feita a partir do poliuretano.
0 2 4 6 8 10 12 14 16 18 20 220
1000
2000
3000
4000
5000
6000
Carg
a [N
]
Deslocamento [mm]
Resultado Numérico Instron Sintech 6
Figura 53 – Comparação das curvas obtidas dos ensaios de resistência mecânica com o resultado
numérico das amostras da haste de implante de quadril segundo a norma ISO 7206-3.
RESULTADOS E DISCUSSÕES
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
134
Segundo as curvas da FIGURA 53, nota-se que a rigidez das curvas obtidas
nos ensaios experimentais estão abaixo da curva obtida no resultado numérico. No
entanto, para o modelo adotado de material elasto-plástico perfeito, tomando como
referência os resultados experimentais da haste, o comportamento da curva numérica
é muito semelhante ao das experimentais.
Uma explicação aceitável para a diferença de rigidez entre os resultados
experimentais e numéricos, é que nos ensaios experimentais, provavelmente, houve
perda de rigidez devido ao dispositivo de ensaio, que não se mostrou rígido durante
os ensaios. Também não está descartada a possibilidade da rigidez da máquina ter
influenciado nos resultados. Se a máquina não é bastante “rígida”, ou seja, a rigidez
da máquina não é muito alta, o esforço imposto no corpo de prova é transmitido para
toda a máquina, que se deforma elasticamente junto com o corpo de prova,
mascarando os resultados.
No geral, o resultado numérico reproduziu com certa precisão o
comportamento mecânico da haste de implante de quadril segundo o tipo de engaste
recomendado pela norma. Pode-se assim, aperfeiçoar o modelo utilizado para prever
outros tipos de solicitações mecânicas. Para que os resultados experimentais se
aproximem mais dos resultados numéricos, será preciso rever o projeto do
dispositivo de ensaio, visando melhorar o sistema de fixação do dispositivo,
consequentemente, aumentando sua rigidez.
CONCLUSÕES E SUGESTÕES PARA TRABALHOS FUTUROS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
135
Capítulo 5
CONCLUSÕES E SUGESTÕES
5.1 CONCLUSÕES
Inicialmente, ressalta-se que os objetivos propostos no trabalho foram
alcançados com resultados satisfatórios. Com relação à metodologia de fabricação da
haste de implante de quadril, a utilização da técnica de Prototipagem Rápida para
construir o protótipo físico da haste de implante de quadril a partir de um protótipo
virtual desenvolvido em um sistema CAD, visando a fabricação dos moldes de
silicone, possibilitou a obtenção de hastes em poliuretano em um tempo
relativamente curto. Assim, foi possível moldar várias hastes para utilização nos
ensaios de resistência mecânica.
Os moldes de silicone associados com o dispositivo de alinhamento das
fibras, também proporcionaram a confecção dos corpos de prova de tração e flexão
com boa presição dimensional, sem a necessidade de ajustes posteriores.
Os resultados dos ensaios mecânicos de tração e flexão obtidos para o
poliuretano reforçado por fibra de carbono com diferentes frações volumétricas,
indicaram um aumento de desempenho mecânico do compósito, comparado aos
resultados obtidos para o poliuretano sem reforço. No entanto, para aplicação do
compósito na área médica de implantes de quadril, os resultados obtidos para o
módulo de elasticidade do compósito, ficaram abaixo do módulo de elasticidade do
fêmur humano (17-20 GPa). Vale ressaltar que se obteve um módulo de elasticidade
do compósito de 8,6 GPa para uma fração volumétrica em fibra de 20%.
Obviamente, se aumentarmos a fração volumétrica em fibra do compósito,
alcançar-se-á o valor do módulo de elasticidade do fêmur humano. Para a resistência
a tração, conseguiu-se valores próximos à resistência mecânica do fêmur (~166
MPa), com apenas 5% de fração volumétrica em fibra.
CONCLUSÕES E SUGESTÕES PARA TRABALHOS FUTUROS
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
136
Em relação ao tratamento superficial da fibra de carbono por método
químico, houve um aumento de resistência mecânica, acompanhado de uma pequena
diminuição do módulo de elasticidade. A vantagem do tratamento químico é a de
poder reduzir a fração volumétrica em fibra, melhorando a adesão interfacial entre
fibra e matriz sem comprometer o desempenho mecânico do compósito, aumentando
ainda mais a resistência específica do componente.
Desta maneira, mostrou-se que o poliuretano derivado de óleo de mamona
reforçado por fibra de carbono apresenta um ótimo desempenho mecânico com baixo
peso específico, exibindo aspectos favoráveis do ponto de vista mecânico à utilização
em projetos de hastes de implante de quadril.
5.2 SUGESTÕES PARA TRABALHOS FUTUROS
• Pode-se estudar a melhor forma de reforçar a haste de implante de
quadril, segundo um dado processo de fabricação, no sentido de obter uma haste que
resista aos esforços biomecânicos o qual este tipo de componente está sujeito quando
implantado.
• Melhorar dados de simulação numérica, tais como modelo de material.
• Melhorar o dispositivo de ensaio mecânico da haste de implante de
quadril, visando avaliar a resistência mecânica sob carregamentos com aplicação de
torção, que não foi realizado neste trabalho devido ao problema no sistema de
fixação do dispositivo.
• Aplicação da metodologia ao projeto e fabricação de outras próteses,
por exemplo, de joelho.
• Ao nível de propriedades mecânicas ainda podem ser feitos ensaios
mecânicos de impacto e fadiga.
137
Anexo A
DESENHOS DO DISPOSITIVO DE ALINHAMENTO
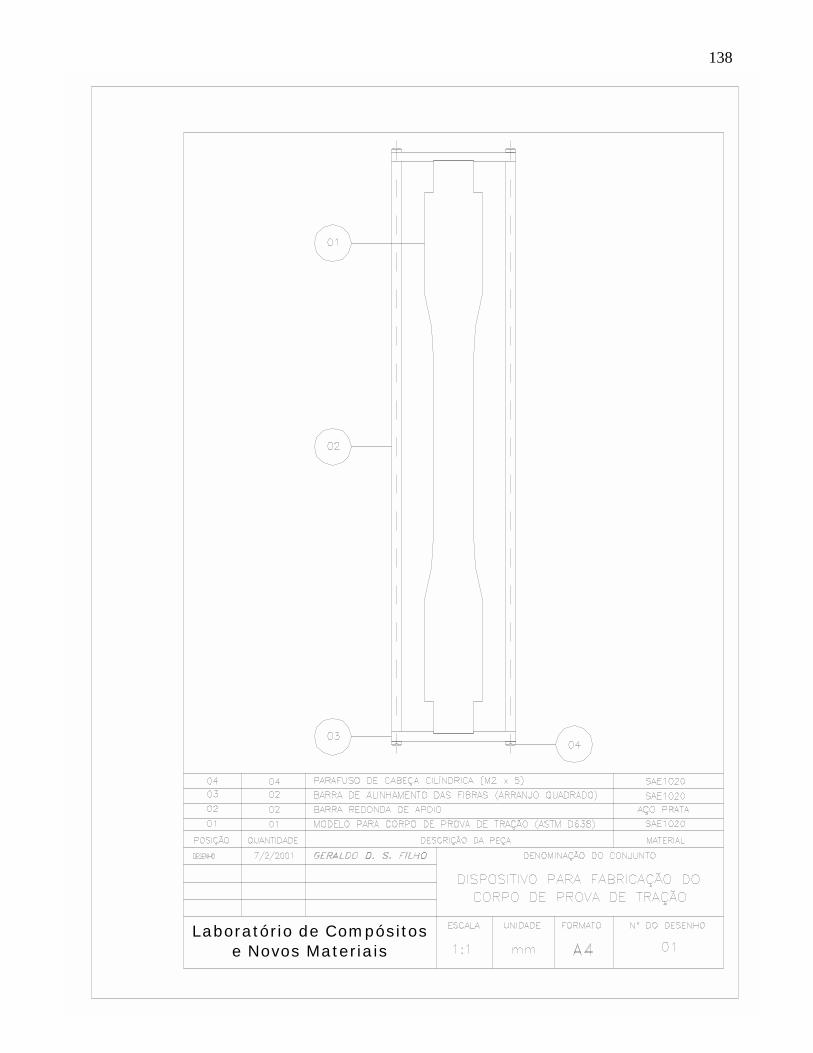
138
Laboratório de Compósitose Novos Materiais
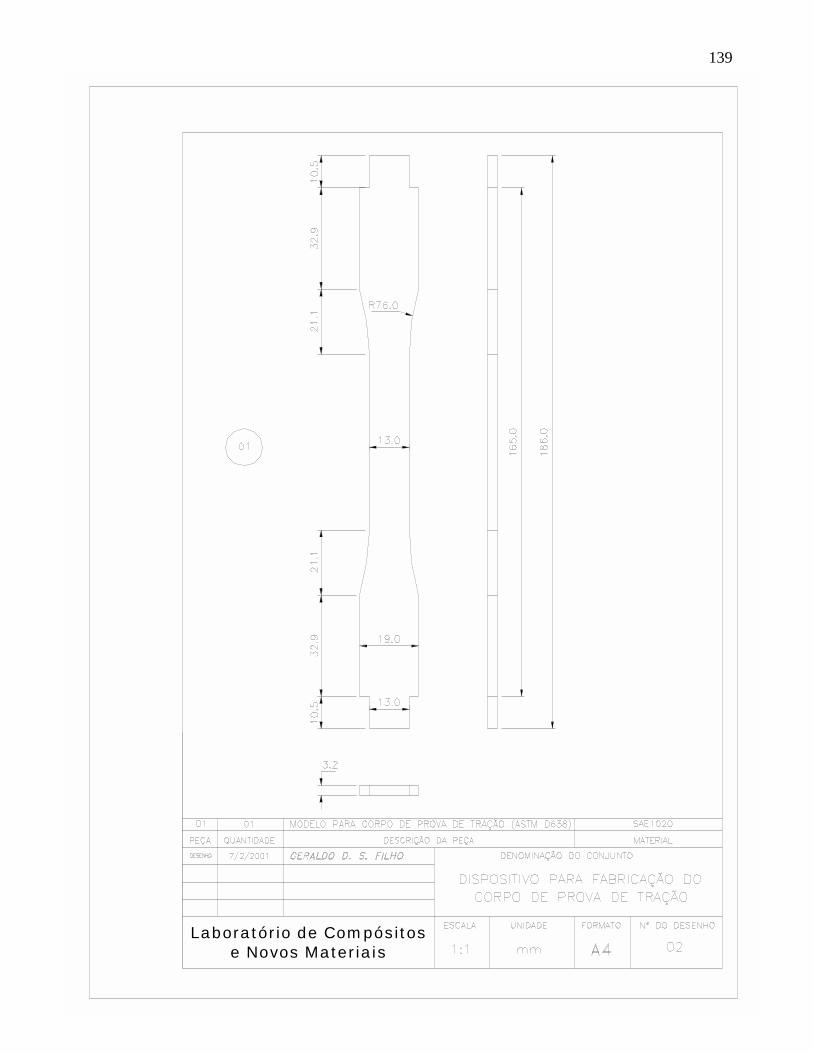
139
Laboratório de Compósitose Novos Materiais
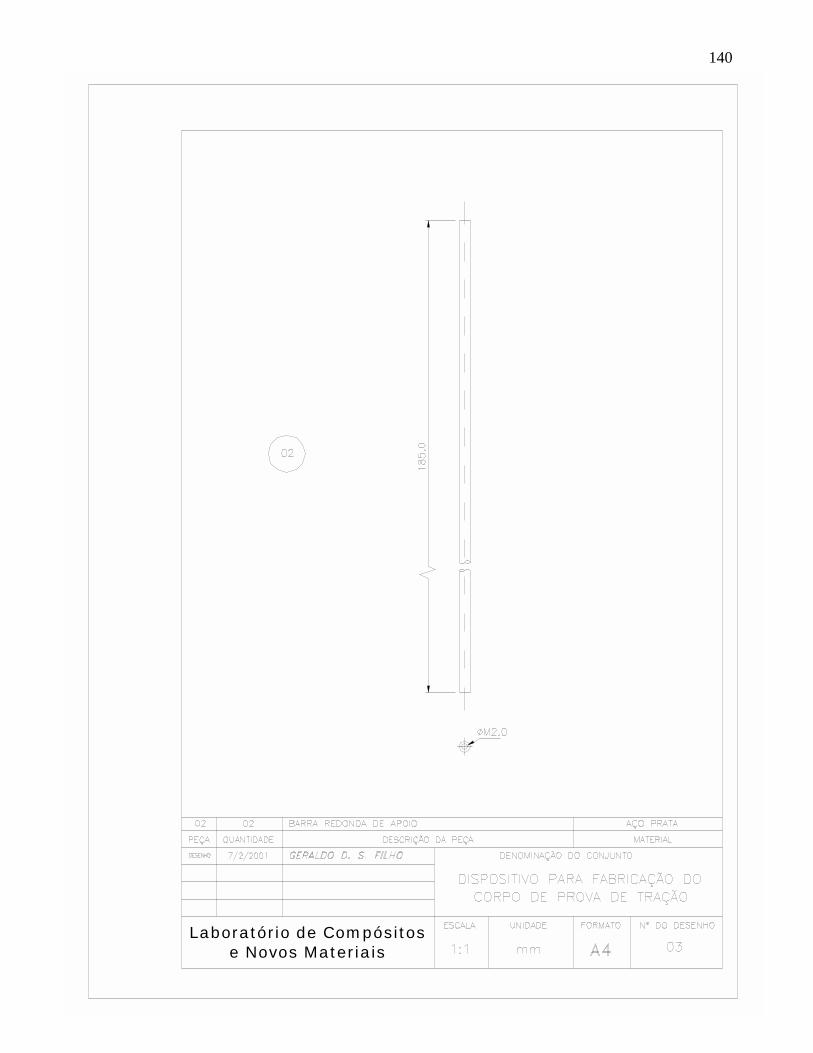
140
Laboratório de Compósitose Novos Materiais
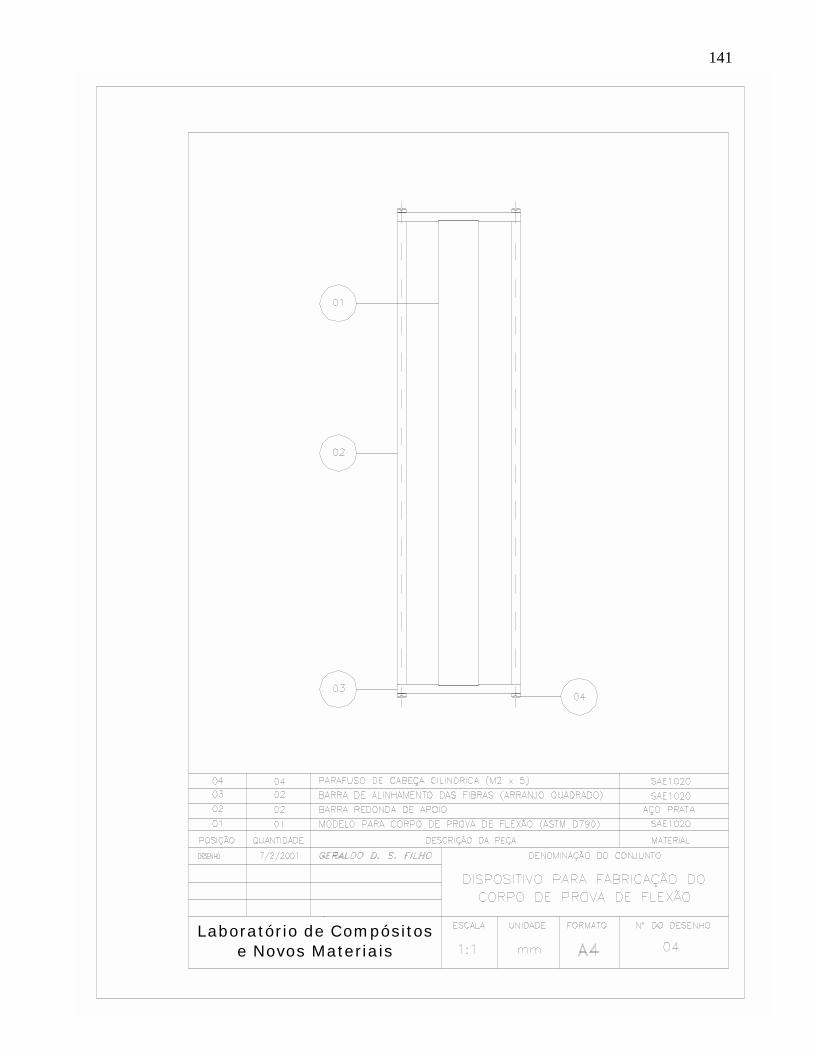
141
Laboratório de Compósitose Novos Materiais
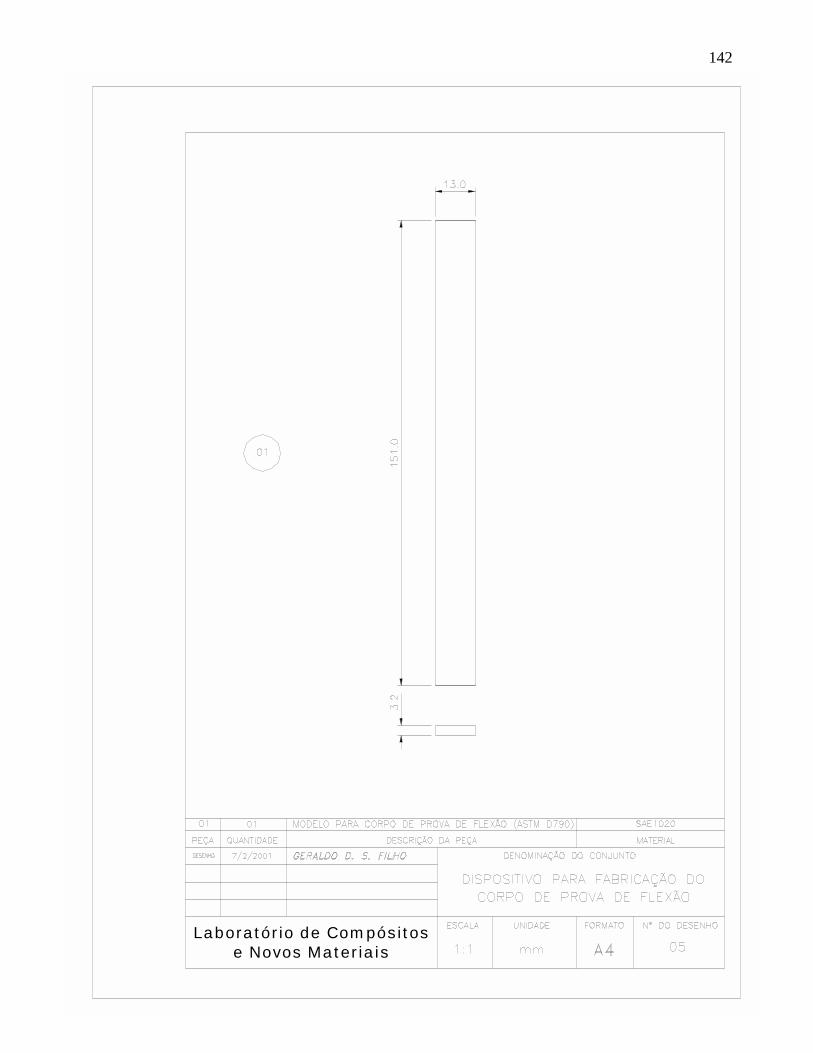
142
Laboratório de Compósitose Novos Materiais
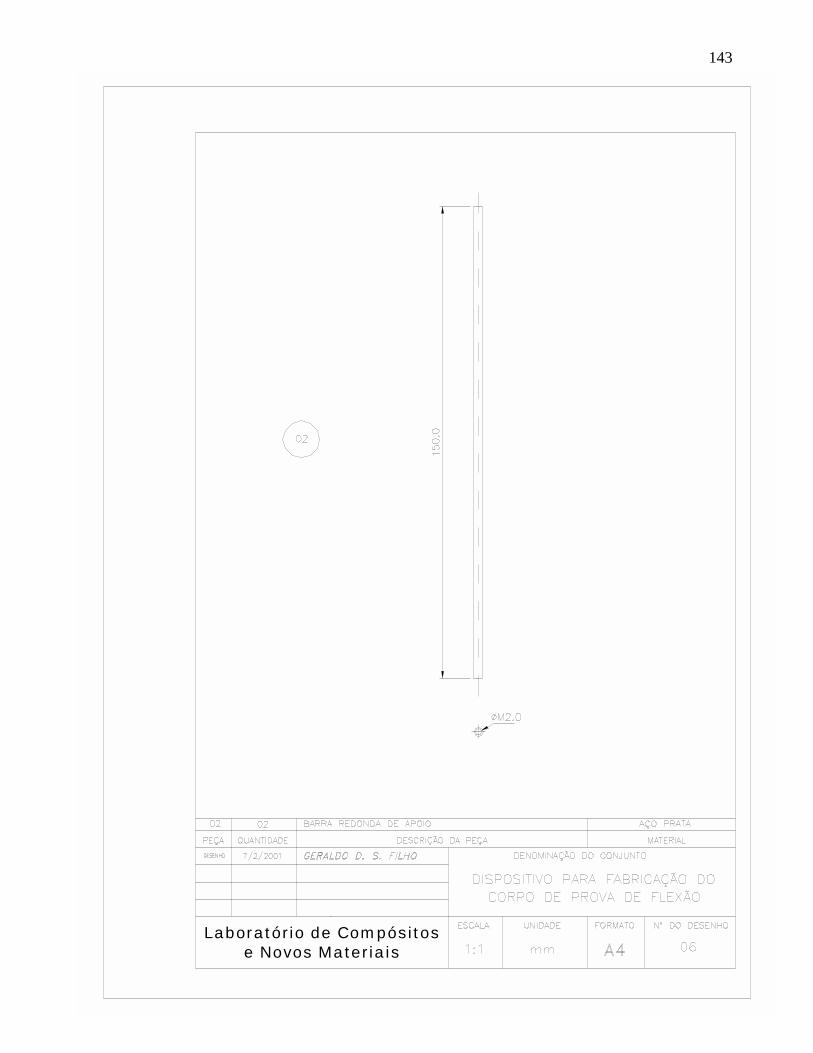
143
Laboratório de Compósitose Novos Materiais
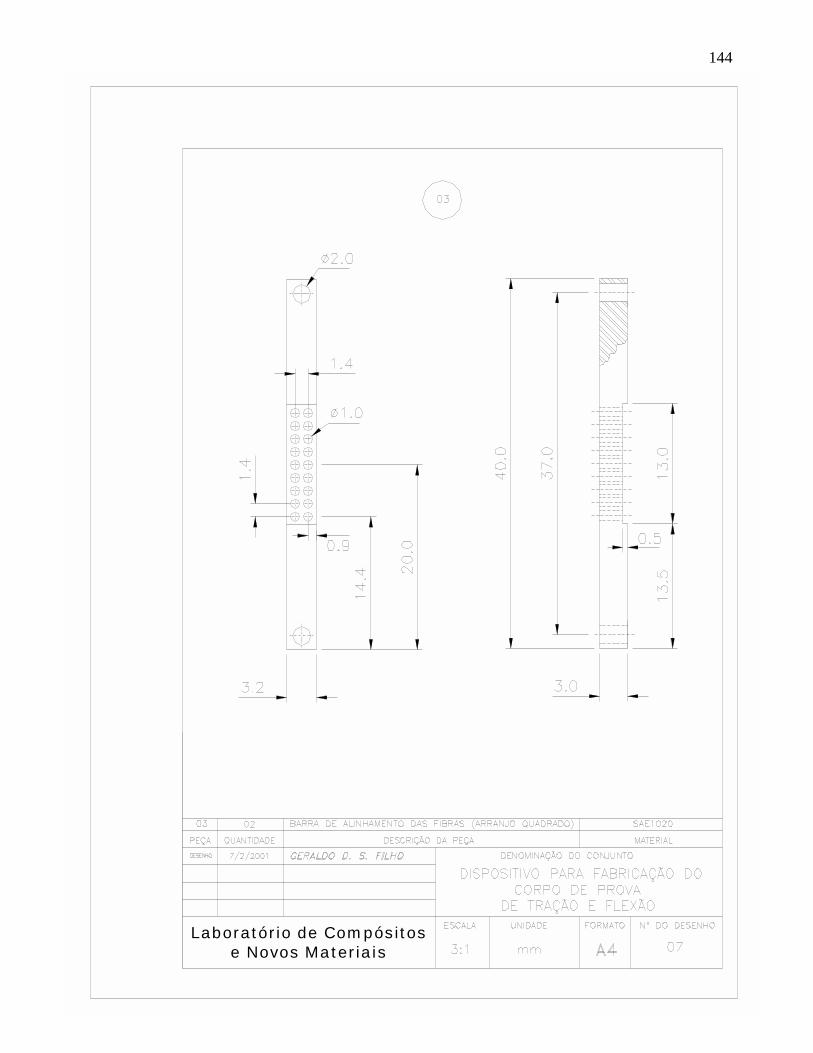
144
Laboratório de Compósitose Novos Materiais
145
Anexo B
DESENHO DA HASTE DE IMPLANTE DE QUADRIL
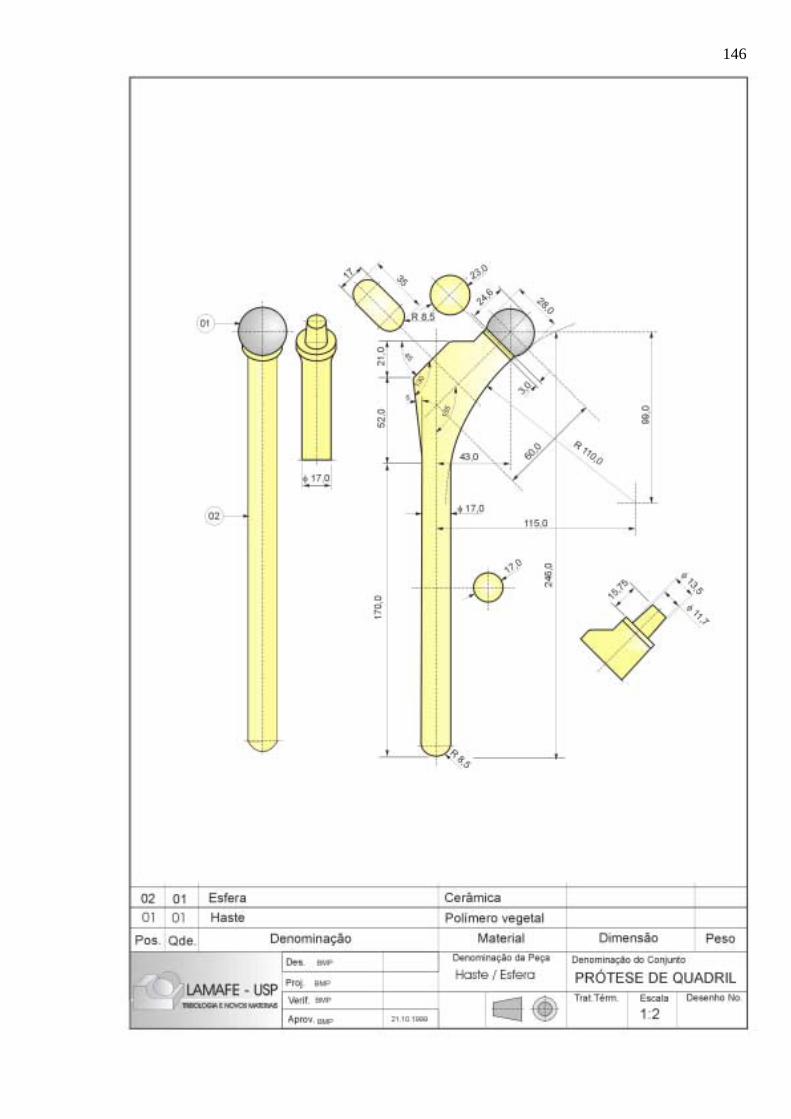
146
147
Anexo C
DISPOSITIVO PARA O ENSAIO DE RESISTÊNCIA
MECÂNICA DA HASTE DE IMPLANTE DE QUADRIL
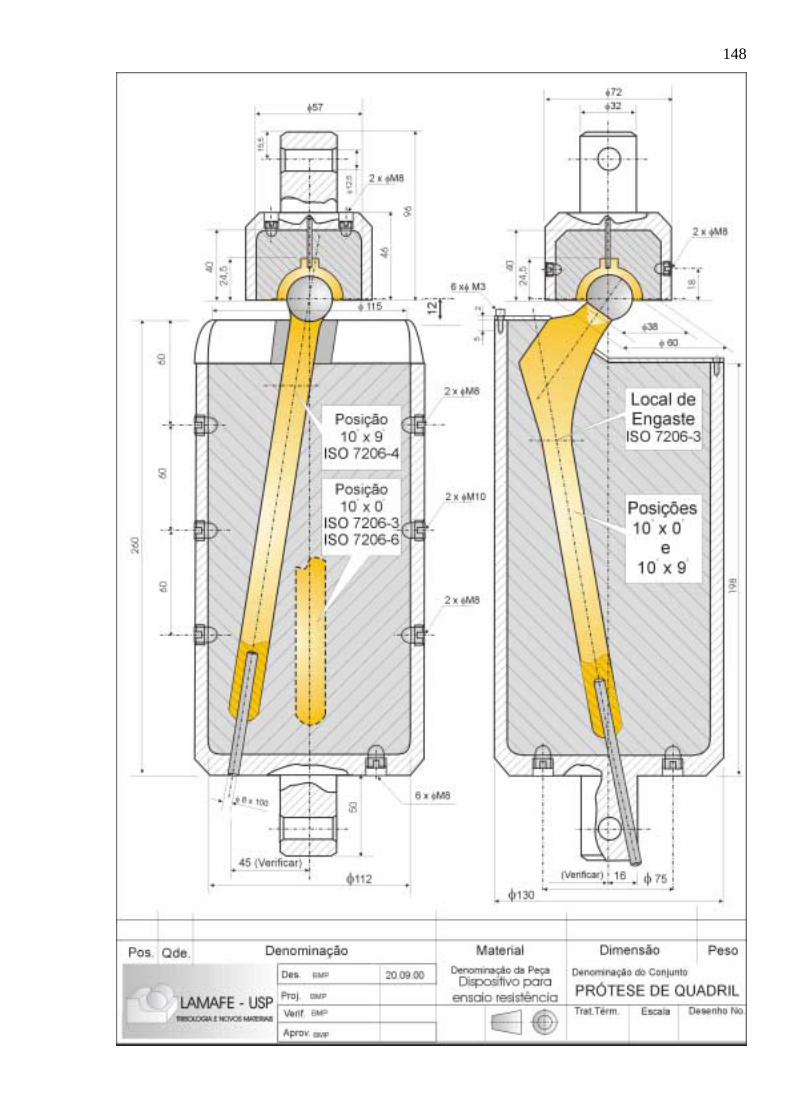
148
Referências Bibl iográficas
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
149
Referências Bibliográficas
ABOLIN’SH, D.S. (1965). Complience tensor for na elastic material reinforced in
one direction. Mekhanica Polimerov. v.1, n.4, p.52-9.
ADAMS, D.F.; DONER D.R. (1967a). Longitudinal shear loading of a unidirectional
composite. Journal of Composite Materials. v.1, p.4-17.
ADAMS, D.F.; DONER, D.R. (1967b). Transverse normal loading of a
unidirectional composite. Journal of Composite materials. v.1, p.152-64.
AGARWAL, B.D.; BROUTMAN, L.J. (1990). Analysis and performance of fiber
composites, second edition. New York, John Wiley & Sons, Inc.
AMERICAN SOCIETY FOR TESTING AND MATERIALS. (1986). ASTM
E132/86 Standard test method for Poisson’s ratio at room temperature.
AMERICAN SOCIETY FOR TESTING AND MATERIALS. (1995). ASTM
D3878/95c Standard terminology of high-modulus reinforcing fibers and their
composites.
AMERICAN SOCIETY FOR TESTING AND MATERIALS. (1996). ASTM
D638/96 Standard test method for tensile properties of plastics.
AMERICAN SOCIETY FOR TESTING AND MATERIALS. (1996). ASTM
D695/96 Standard test method for compressive properties of rigid plastics.
AMERICAN SOCIETY FOR TESTING AND MATERIALS. (1996). ASTM
D790/96a Standard test method for flexural properties of unreinforced and
reinforced plastics and electrical insulating materials.
AMERICAN SOCIETY FOR TESTING AND MATERIALS. (1996). ASTM
D883/96 Standard terminology relating to plastics.
BATHE, K. J. (1996). Finite elements procedures. New Jersey, Prentice-Hall, Inc.
BEAUMONT, P.W.R. (1989). The failure of fibre composites: an overview. Journal
of Strain Analysis. v.24, n.4, p.189-205.
BONINI, S. (1999). Avaliação da resposta inflamatória à poliuretana derivada do
óleo de mamona: estudo experimental em camundongos. Ribeirão Preto. 125p.
Referências Bibl iográficas
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
150
Dissertação (Mestrado) – Faculdade de Odontologia de Ribeirão Preto,
Universidade de São Paulo.
BURAKOWSKI, L.; REZENDE, M.C. (2000). Tratamento superficial de fibras de
carbono por método químico. (CD ROM) In: CONGRESSO BRASILEIRO DE
ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14. São Pedro, 2000. Anais.
São Paulo, DEMa, UFSCar, dez.
CALLISTER, W.D. (1994). Materials science and engineering: an introduction, thid
edition. p.521-531. New York, John Wiley & Sons, Inc.
CARLSSON, L.A.; PIPES, R.B. (1997). Experimental characterization of advanced
composite materials, second edition. Lancaster, Technomic Publishing
Company, Inc.
CARVALHO, J. (1996). Computer integrated design optimization and
manufacturing of filament wound parts. Tese (Doutorado) – Faculty of Applied
Sciences, Division PMA, K.U. Leuven.
CARVALHO, T.L.; ARAÚJO, C.; TEÓFILO, J.M.; BRENTEGANI, L.G. (1997).
Histologic and histometric evaluation of rat alveolar wound healing around
polyurethane resin implants. International Journal of Oral Maxillofacial Surgery.
v.26, n.2, p.149-52.
CHAWLA, K.K. (1987). Composites materials: science and engineering. New York,
Springer-Verlag.
CHAWLA, K.K. (1998). Fibrous materials. Cambridge, University Press. p.211-33.
CLARO NETO, S. (1997). Caracterizações físico-química de um poliuretano
derivado de óleo de mamona utilizado para implantes ósseos. São Carlos. 127p.
Tese (Doutorado) – Escola de Engenharia de São Carlos, Universidade de São
Paulo.
COSTA JÚNIOR, A.M.; ELIAS, C.N. (1994). A influência da interface na
resistência mecânica de materiais compósitos poliméricos reforçados por fibras.
In: CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS
MATERIAIS, 11. Águas de São Pedro, 1994. Anais. São Paulo, EPUSP, IFUSP,
IPT. v.2, p.1275-78.
CURREY, J.D. (1990). Function and form of bone. In: BIOMECHANICS OF
DIARTHRODIAL JOINTS V.2, p.3-30. Springer-Verlag.
Referências Bibl iográficas
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
151
DILSIZ, N.; WIGHTMAN, J.P. (1999). Surface analysis of unsized and sized carbon
fibres. Carbon. v.37, p.1105-114.
DILSIZ, N.; WIGHTMAN, J.P. (2000). Effect of acid base properties of unsized and
sized carbon fibres on fiber/epoxy matrix adhesion. Colloids and Surfaces A:
Physicochemical and Engineering Aspects. v.164, p.325-36.
DIRETRIZES PARA ELABORAÇÃO DE DISSERTAÇÕES E TESES NA
EESC/USP. (1996). Serviço de Biblioteca. 2.ed., São Carlos, Brasil.
ECHAABI, J.; TROCHU, F.; GAUVIN, R. (1996). Review of failure criteria of
fibrous composite materials. Polymer Composites. v.17, n.6, p.786-98. Dec.
EDWARDS, K.L. (1998). An overview of the technology of fibre-reinforced plastics
for design purposes. Materials & Design. v.19, p.1-10.
EHRBURGER, P.; DONNET, J.B. (1985). Surface treatment of carbon fibres for
resin matrices. In: HANDBOOK OF COMPOSITES V.1, p.577-603.
Amsterdam, Elsevier Science Publishers B.V.
EVANGELISTA, S.H. (2000). Diagramas de limite de conformação aplicados à
análise por elementos finitos de um processo de estampagem em chapas
metálicas. São Carlos, 135p. Dissertação (Mestrado) – Escola de Engenharia de
São Carlos, Universidade de São Paulo.
EVANS, S.L.; GREGSON, P.J. (1998). Composite technology in load-bearing
orthopaedic implants. Biomaterials. v.19, p.1329-42.
FONSECA, M.C.R. (1997). Ensaio mecânico de tração de uma poliuretana
elastomérica derivada do óleo de mamona para uso como implante tendinoso.
Ribeirão Preto e São Carlos. 84p. Dissertação (Mestrado) – Faculdade de
Medicina de Ribeirão Preto e Escola de Engenharia de São Carlos, Universidade
de São Paulo.
FRASCINO, L.F. (1998). Implante de resina poliuretana vegetal em cranioplastia:
Estudo experimental em coelhos. São José do Rio Preto. 108p. Dissertação
(Mestrado) – Faculdade de Medicina de São José do Rio Preto.
GARCIA FILHO, R. J. et al. (1998), Estudo anatômico radiográfico e tomográfico
de 50 fêmures aplicado à construção de endopróteses não convencionais de
quadril. Acta Ortopédica Brasileira. v.1, p.1-8.
Referências Bibl iográficas
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
152
GORNI, A.A. (2001). Prototipagem rápida: o que é, quem faz e por que utilizá-la.
Máquinas e Metais. n.423, abr.
HALPIN, J.C. (1992). Primer on composite materials analysis, second edition,
revised. Lancaster, Technomic Publishing Company, Inc.
HASHIN, Z. (1980). Failure criteria for unidirectional fiber composites. Journal of
Applied Mechanics. v.47, p.329-34.
HERRERA-FRANCO, P.J.; DRZAL, L.T. (1992). Comparison of methods for the
measurement of fibre/matrix adhesion in composites. Composites. v.23, n.1,
p.2-27.
HOFFMAN, O. (1967). The brittle strenght of orthotropic materials. Journal of
Composite Materials. v.1, p.200-6.
HUANG, Z.M. (1999). Micromechanical strength formulae of unidirectional
composites. Materials Letters. v.40, p.164-69. Aug.
HUANG, Z.M.; RAMAKRISHNA, S. (2000). Micromechanical modeling
approaches for the stiffness and strength of knitted fabric composites: a review
and comparative study. Composites Part A: Applied Science and Manufacturing.
v.31, p.479-501.
HUBINGER, A.Z.; CARVALHO, J.; LIRANI, J. (1999). Rapid prototyping –
concepts, techniques, applications and future trends. In: CONGRESSO
BRASILEIRO DE ENGENHARIA MECÂNICA, XV. Águas de Lindóia, 1999.
Anais. São Paulo, nov.
HULL, D. (1981). An introduction to composite materials. London, Cambridge
University Press.
HYER, M. W. (1998). Stress analysis of reinforced composite materials. Singapore,
WCB/McGraw-Hill.
IGNÁCIO, H. (1995). Utilização do cimento derivado do polímero da mamona no
preenchimento de falha óssea. Estudo experimental em coelhos. Ribeirão Preto.
96p. Dissertação (Mestrado) – Faculdade de Medicina de Ribeirão Preto,
Universidade de São Paulo.
IGNÁCIO, H. (1999). Avaliação da poliuretana da mamona nas formas compacta e
porosa no preenchimento de falha óssea. Estudo experimental em cães. Ribeirão
Referências Bibl iográficas
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
153
Preto. 92p. Tese (Doutorado) – Faculdade de Medicina de Ribeirão Preto,
Universidade de São Paulo.
INTERNATIONAL ORGANIZATION FOR STANDARDIZATION (1988).
Implants for sugery – Partial and total hipjoint prostheses – Part 3:
Determination of endurance properties of stemmed femoral components without
application of torsion, ISO 7206-3 – Part 3.
INTERNATIONAL ORGANIZATION FOR STANDARDIZATION (1989).
Implants for surgery – Partial and total hipjoint prostheses – Part 4:
Determination of endurance properties of stemmed femoral components with
application of torsion, ISO 7206-3 – Part 4.
INTERNATIONAL ORGANIZATION FOR STANDARDIZATION (1989).
Implants for surgery – Partial and total hipjoint prostheses – Part 6:
Determination of endurance properties of head and neck of stemmed femoral
components, ISO 7206-3 – Part 6.
JONES F.R. (1990). Micromechanics and properties of fibre composites. In:
COMPOSITE MATERIALS IN AIRCRAFT STRUCTURES, p.69-92.
Singapore, Longman Singapore Publishers.
KEUNINGS, R. (1992). Macromechanics of composites. Composites Science and
Technology – European Postgraduate Education in Polymer and Composites
Engineering (EUPOCO), K. U. Leuven, v.2, Module 4, p.1-67.
KFURI JR, M. (1999). Comparação entre pinos absorvíveis de poliparadioxanona e
de poliuretana da mamona na fixação de segmentos osteocondrais do fêmur
distral de coelhos. Ribeirão Preto. 108p. Tese (Doutorado) – Faculdade de
Medicina de Ribeirão Preto, Universidade de São Paulo.
KHARMANDAYAN, P. (1997). Estudo da interface de contato entre osso e
implantes de poliuretano com e sem carbonato de cálcio, empregando
microscopia de luz e eletrônica de varredura em coelhos. São Paulo. 175p. Tese
(Doutorado) – Escola Paulista de Medicina, Universidade Federal de São Paulo.
KUHNEN, R.B. (2001). Avaliação do comportamento citológico in vitro do
polímero poliuretano de mamona (Ricinus comunis). São Paulo. 103p.
Dissertação (Mestrado) – Faculdade de Medicina, Universidade de São Paulo.
Referências Bibl iográficas
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
154
LEE, S.M. (1990). International Encyclopedia of composites, v.3. p.44-55. New
York, VCH Publishers, Inc.
MAGAGNIN FILHO, N. (1996). Placas laminadas em materiais compostos de
fibras longas: propriedades termoelásticas dos materiais constituintes; critérios
de ruptura e análise pelo método dos elementos finitos. São Carlos, 147p.
Dissertação (Mestrado) – Escola de Engenharia de São Carlos, Universidade de
São Paulo.
MATTHEWS, F.L.; RAWLINGS, R.D. (1994). Composite materials: engineering
and science. London, Chapman & Hall.
MORALES, A. (1999). Emprego experimental da poliuretana derivada de óleo de
mamona (Ricinus communis L.) em implantes lamelares, interlamelares e
penetrantes na córnea de coelhos (Oryctolagus cuniculus L.). São Paulo. 72p.
Tese (Doutorado) – Faculdade de Medicina Veterinária e Zootecnia,
Universidade de São Paulo.
MORENO, M.E. (2000). Desenvolvimento e implementação de metodologia de
otimização da geometria do blank em processos de conformação de chapas
metálicas. São Carlos, 88p. Dissertação (Mestrado) – Escola de Engenharia de
São Carlos, Universidade de São Paulo.
NOTON, B.R. (1987). Engineered materials handbook, v.1, Composites. p.35-37.
Ohio, ASM International.
OCHOA, O.O.; REDDY, J.N. (1992). Finite element analysis of composites
laminates. Dordrecht, Kluwer Academic Publishers.
OHARA, G.H.; KOJIMA, K.E.; ROSSI, J.C. (1995). Estudo experimental da
biocompatibilidade do polímero poliuretano da mamona implantada intra-óssea
e intra-articular em coelhos. Acta Ortopédica Brasileira. v.3, n.2, p.62-8.
PASCON, E.A. (1999). Projeto biocompatibilidade dos materiais endodônticos:
biocompatibilidade da resina poliuretana derivada da mamona. Ribeirão Preto.
167p. Tese (Doutorado) – Faculdade de Odontologia de Ribeirão Preto,
Universidade de São Paulo.
PAUL, J.P.(1999). Strength requirements for internal and external prostheses.
Journal of Biomechanics. v.32, p.381-93.
Referências Bibl iográficas
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
155
PLEPLIS, A.M.G. (1991). Caracterização térmica e viscoelástica de resinas
poliuretanas derivadas de óleo de mamona. São Carlos. 155p. Tese (Doutorado)
– Escola de Engenharia de São Carlos, Universidade de São Paulo.
REINHART, T.J.; CLEMENTS, L.L. (1987). Engineered materials handbook. v.1,
Composites. p.27-34. Ohio, ASM International.
REZENDE, M.C.; BOTELHO, E.C. (2000). O uso de compósitos estruturais na
indústria aeroespacial. Polímeros:Ciência e Tecnologia. v.10, n.2, abr/jun.
ROTEM, A. (1994). Effect of implant material properties on the performance of a
hip joint replacement. Journal of Medical Engineering & Technology. v.18, n.6,
p.208-17.
ROWLANDS, R.E. (1985). Failure mechanics of composites. In: HANDBOOK OF
COMPOSITES V.3, p.71-125. Amsterdam, Elsevier Science Publishers B.V.
SAARELA, 0. (1994). Computer programs for mechanical analysis and design of
polymer matrix composites. Progress in Polymer Science. v.19, n.1, p.171-201.
SHACKELFORD, J.F. (1996). Imtroduction to materials science for engineers,4th
edition. New Jersey, Prentice-Hall, Inc.
SHAFFER, B.W. (1964). Stress-strain relations of reinforced plastics parallel and
normal to their internal filaments. AIAA Journal. v.2, n.2, p.348-352.
SILVESTRE FILHO, G.D.; SANTOS, N.C; PURQUERIO, B.M.; CARVALHO, J.;
CHIERICE, G.O. (2001). Desenvolvimento de uma metodologia de fabricação
para hastes de implante ortopédico em compósito polimérico. (CD ROM) In:
CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO, I.
Curitiba, 2001. Anais. Paraná, ABCM, UFPR, PUCPR, CEFET-PR, abr.
SMITH, W.F. (1993). Materials science and engineering, second edition. p.330.
Singapore, McGraw-Hill, Inc.
SUBRAMANIAN, S.; LESKO, J.J.; REIFSNIDER, K.L.; STINCHCOMB, W.W.
(1996). Characterization of the fiber-matrix interfhase and its influence on
mechanical properties of unidirectional composites. Journal of Composite
Materials. v.31, n.3, p.309-32.
THOM, H. (1998). A review of the biaxial strength of fibre reinforced plastics.
Composites Part A. v.29A, p.869-86.
Referências Bibl iográficas
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
156
TITA, V. (1999). Análise dinâmica teórica e experimental de vigas fabricadas a
partir de materiais compósitos poliméricos reforçados. São Carlos, 125p.
Dissertação (Mestrado) – Escola de Engenharia de São Carlos, Universidade de
São Paulo.
TORAY INTERNATIONAL, INC. (2001). Products information,
http://www.toray-intl.co.jp/torayca/ yarn.html, (21 June).
TSAI, S.W. (1986). Composites design 1986. Dayton, Think Composites.
TSAI, S.W.; HAHN, H.T. (1980). Introduction to composite materials. Lancaster,
Technomic Publishing Company, Inc.
TSAI, S.W.; WU, E.M. (1971). A general theory of strenght for anisotropic
materials. Journal of Composite Materials. v.5, p.58-80.
VIANNA, D.L. (1997). Estudo comparativo da resistência mecânica da poliuretana
derivada de óleo vegetal submetida à ensaios de tração. Ribeirão Preto e São
Carlos. 67p. Dissertação (Mestrado) – Faculdade de Medicina de Ribeirão Preto
e Escola de Engenharia de São Carlos, Universidade de São Paulo.
VILAR, W.D. (1993). Química e tecnologia dos poliuretanos. Rio de Janeiro, Grupo
Pronor.
VINSON, J.R.; SIERAKOWSKI, R.L. (1987). Behavior of structures composed of
composite materials. Dordrecht, Martinus Nijhoff Publishers.
WHITNEY, J.M.; DANIEL, I.M.; PIPES, R.B. (1984). Experimental mechanics of
fiber reinforced composites materials, revised edition. Connecticut, The Society
for Experimental Mechamics/New Jersey, Prentice-Hall, Inc.
WHITNEY, J.M.; RILEY, M.B. (1966). Elastic properties of fiber reinforced
composite materials. AIAA Journal. v.4, n.9, p.1537-42.
WISNOM, M.R. (1992). The relationship between tensile and flexural strength of
unidirectional composites. Journal of Composite Materials. v.26, p.309-32. Nov.
WREGE, P.A.S. (2000). Metodologia para a obtenção de esferas de cerâmica para
próteses de quadril. São Carlos. 186p. Tese (Doutorado) – Escola de Engenharia
de São Carlos, Universidade de São Paulo.
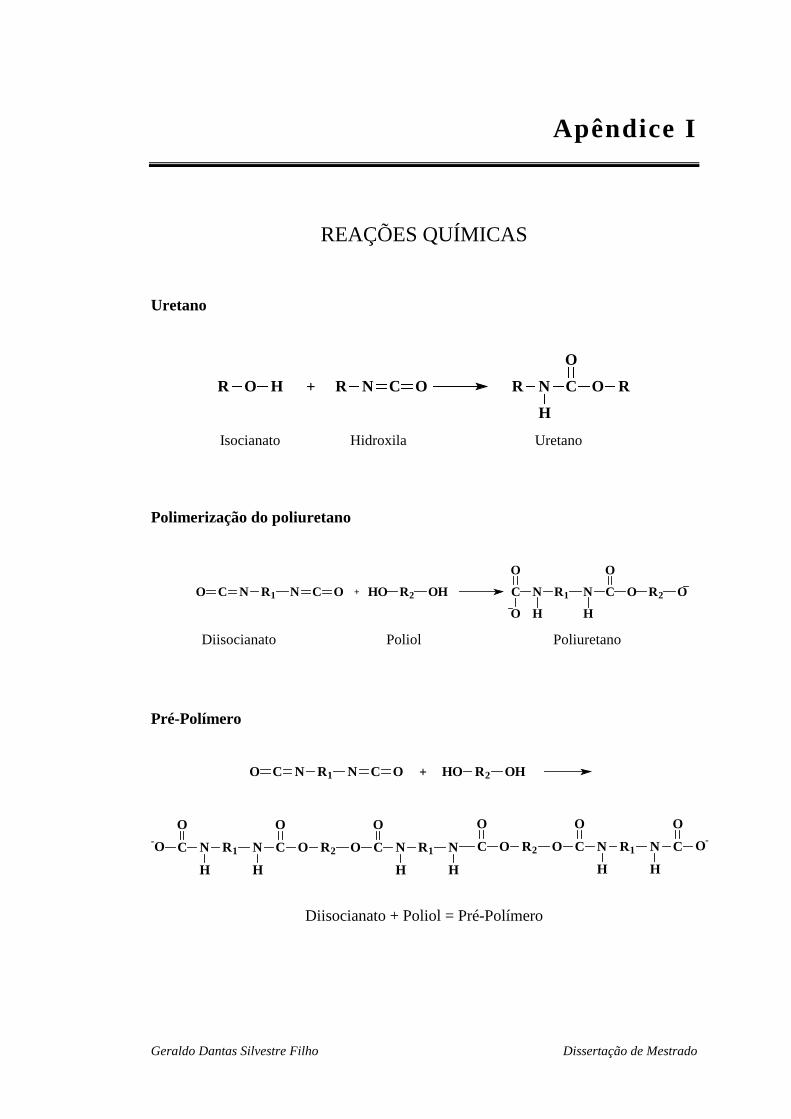
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
Apêndice I
REAÇÕES QUÍMICAS
Uretano
R O H R N C O R N C O R
O
H+
Isocianato Hidroxila Uretano
Polimerização do poliuretano
O C N R1 N C O HO R2 OH C
O
N R1
H
N C
O
H
O R2 O
O
+
Diisocianato Poliol Poliuretano
Pré-Polímero
O C N R1 N C O + HO R2 OH
C
O
O R2 O C
O
N
H
R1 N
H
C O-O
-O C
O
N R1
H
N C
H
O
O R2 O C
O
N
H
R1 N
H
Diisocianato + Poliol = Pré-Polímero
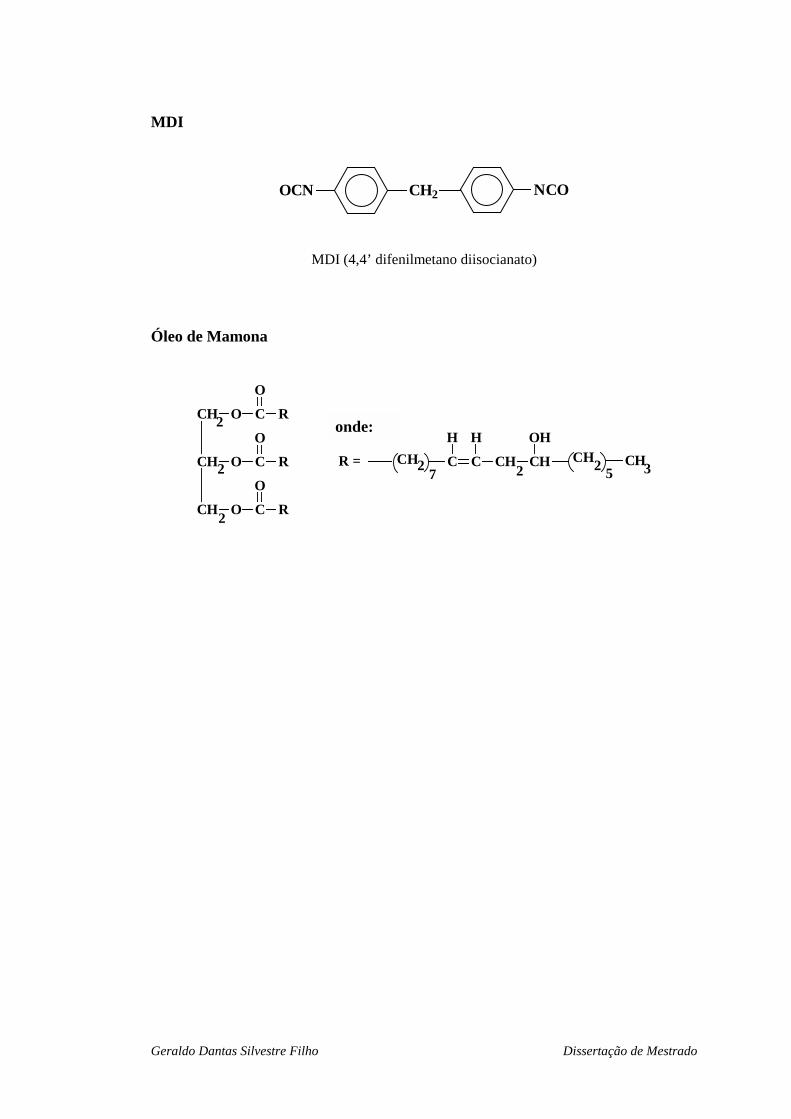
Geraldo Dantas Silvestre Filho
MDI
OCN CH2 NCO
MDI (4,4’ difenilmetano diisocianato)
Óleo de Mamona
CH O C
CH
O
R
O CO
R
CH O C
O
R
2
2
2
onde:Dissertação de Mestrado
R = CH2 7C
H
C
H
CH CH
OH
2CH2 5
CH3
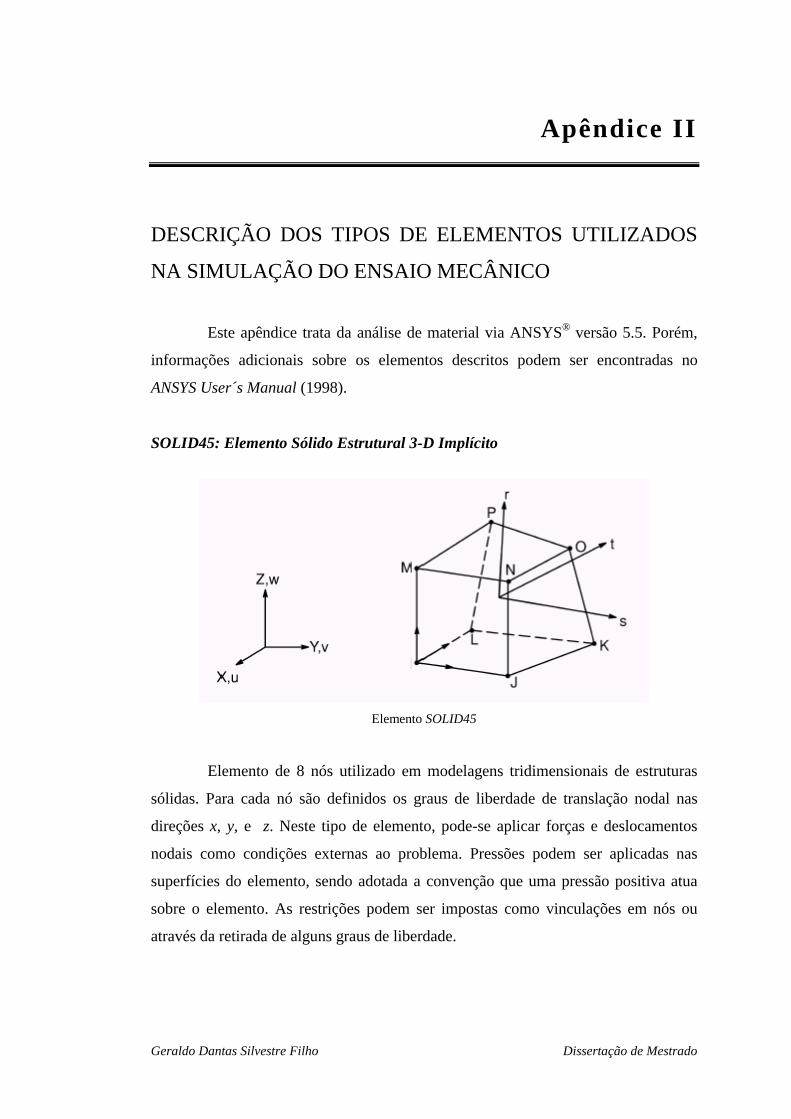
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
Apêndice II
DESCRIÇÃO DOS TIPOS DE ELEMENTOS UTILIZADOS
NA SIMULAÇÃO DO ENSAIO MECÂNICO
Este apêndice trata da análise de material via ANSYS® versão 5.5. Porém,
informações adicionais sobre os elementos descritos podem ser encontradas no
ANSYS User´s Manual (1998).
SOLID45: Elemento Sólido Estrutural 3-D Implícito
Elemento SOLID45
Elemento de 8 nós utilizado em modelagens tridimensionais de estruturas
sólidas. Para cada nó são definidos os graus de liberdade de translação nodal nas
direções x, y, e z. Neste tipo de elemento, pode-se aplicar forças e deslocamentos
nodais como condições externas ao problema. Pressões podem ser aplicadas nas
superfícies do elemento, sendo adotada a convenção que uma pressão positiva atua
sobre o elemento. As restrições podem ser impostas como vinculações em nós ou
através da retirada de alguns graus de liberdade.
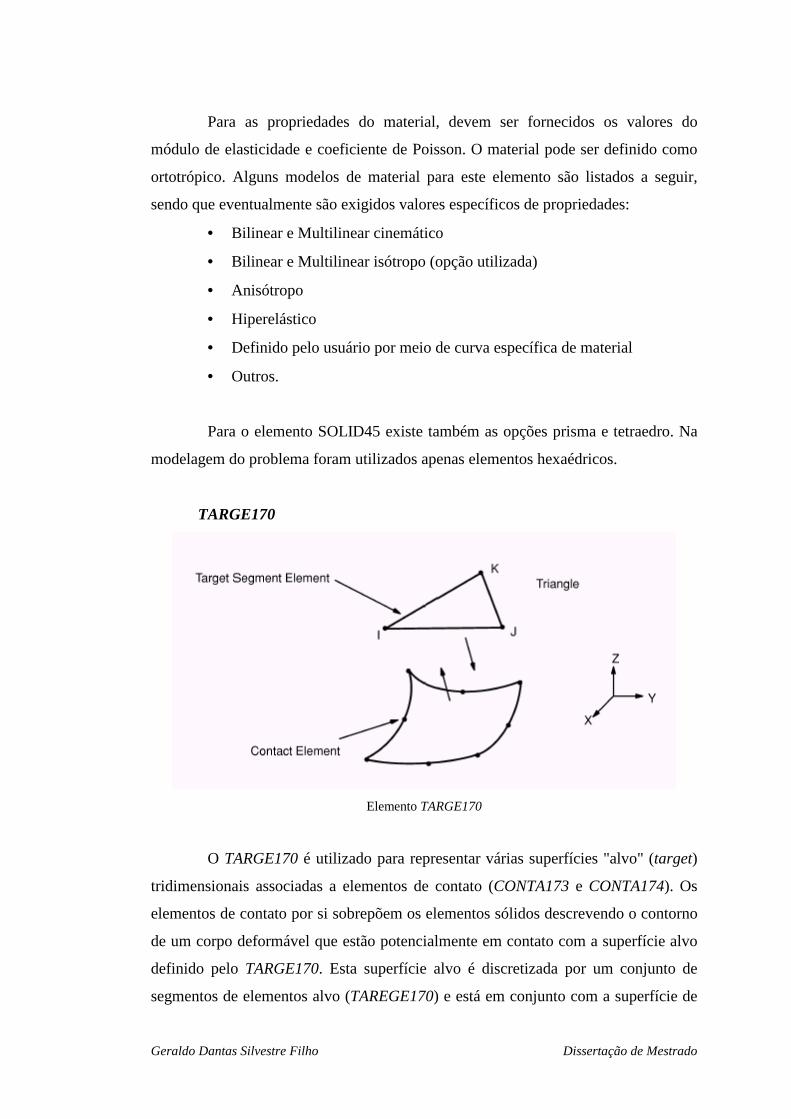
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
Para as propriedades do material, devem ser fornecidos os valores do
módulo de elasticidade e coeficiente de Poisson. O material pode ser definido como
ortotrópico. Alguns modelos de material para este elemento são listados a seguir,
sendo que eventualmente são exigidos valores específicos de propriedades:
• Bilinear e Multilinear cinemático
• Bilinear e Multilinear isótropo (opção utilizada)
• Anisótropo
• Hiperelástico
• Definido pelo usuário por meio de curva específica de material
• Outros.
Para o elemento SOLID45 existe também as opções prisma e tetraedro. Na
modelagem do problema foram utilizados apenas elementos hexaédricos.
TARGE170
Elemento TARGE170
O TARGE170 é utilizado para representar várias superfícies "alvo" (target)
tridimensionais associadas a elementos de contato (CONTA173 e CONTA174). Os
elementos de contato por si sobrepõem os elementos sólidos descrevendo o contorno
de um corpo deformável que estão potencialmente em contato com a superfície alvo
definido pelo TARGE170. Esta superfície alvo é discretizada por um conjunto de
segmentos de elementos alvo (TAREGE170) e está em conjunto com a superfície de
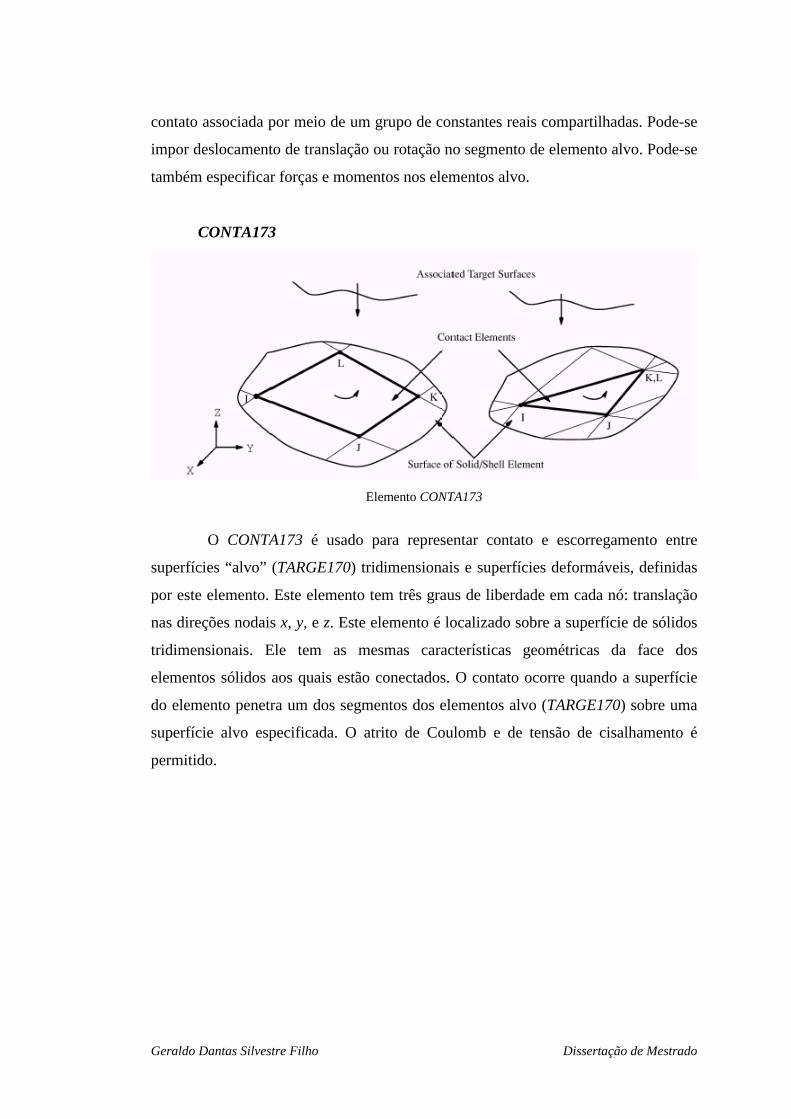
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
contato associada por meio de um grupo de constantes reais compartilhadas. Pode-se
impor deslocamento de translação ou rotação no segmento de elemento alvo. Pode-se
também especificar forças e momentos nos elementos alvo.
CONTA173
Elemento CONTA173
O CONTA173 é usado para representar contato e escorregamento entre
superfícies “alvo” (TARGE170) tridimensionais e superfícies deformáveis, definidas
por este elemento. Este elemento tem três graus de liberdade em cada nó: translação
nas direções nodais x, y, e z. Este elemento é localizado sobre a superfície de sólidos
tridimensionais. Ele tem as mesmas características geométricas da face dos
elementos sólidos aos quais estão conectados. O contato ocorre quando a superfície
do elemento penetra um dos segmentos dos elementos alvo (TARGE170) sobre uma
superfície alvo especificada. O atrito de Coulomb e de tensão de cisalhamento é
permitido.
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
Apêndice III
RESOLUÇÃO NUMÉRICA DE PROBLEMAS NÃO
LINEARES: ABORDAGEM ESTÁTICA IMPLÍCITA
Este apêndice trata da análise estrutural não linear via ANSYS® versão 5.5.
Porém informações adicionais podem ser encontradas no ANSYS User´s Manual
(1998). Segundo EVANGELISTA (2000), em problemas estruturais não lineares
discretiza-se o domínio e considerando a atuação das forças externas, obtém-se:
[K (u)] {u} = – {f}
Em que:
[K] = matriz de rigidez global
{u} = vetor de incógnitas (por exemplo, deslocamentos nodais)
{f} = vetor de forças externas
Quando os valores de Kij dependem dos valores do vetor incógnita {x}, ou
de suas derivadas, o problema é não linear. Então para encontrar a solução do
sistema, utilizam-se métodos iterativos. Para solução desses tipos de problemas
têm-se os métodos numéricos da iteração direta, o método de Newton-Raphson, o
método da rigidez tangencial e o método da rigidez inicial.
Demonstra-se a seguir o procedimento geral para resolução de problemas
não lineares discretos envolvendo a não linearidade de material independente do
tempo. Um sistema não linear discretizado pode ser escrito genericamente pelo
seguinte conjunto de equações:
[K (u)] {u} + {f} = 0
em que u descreve a aproximação para a função ou funções desconhecidas.
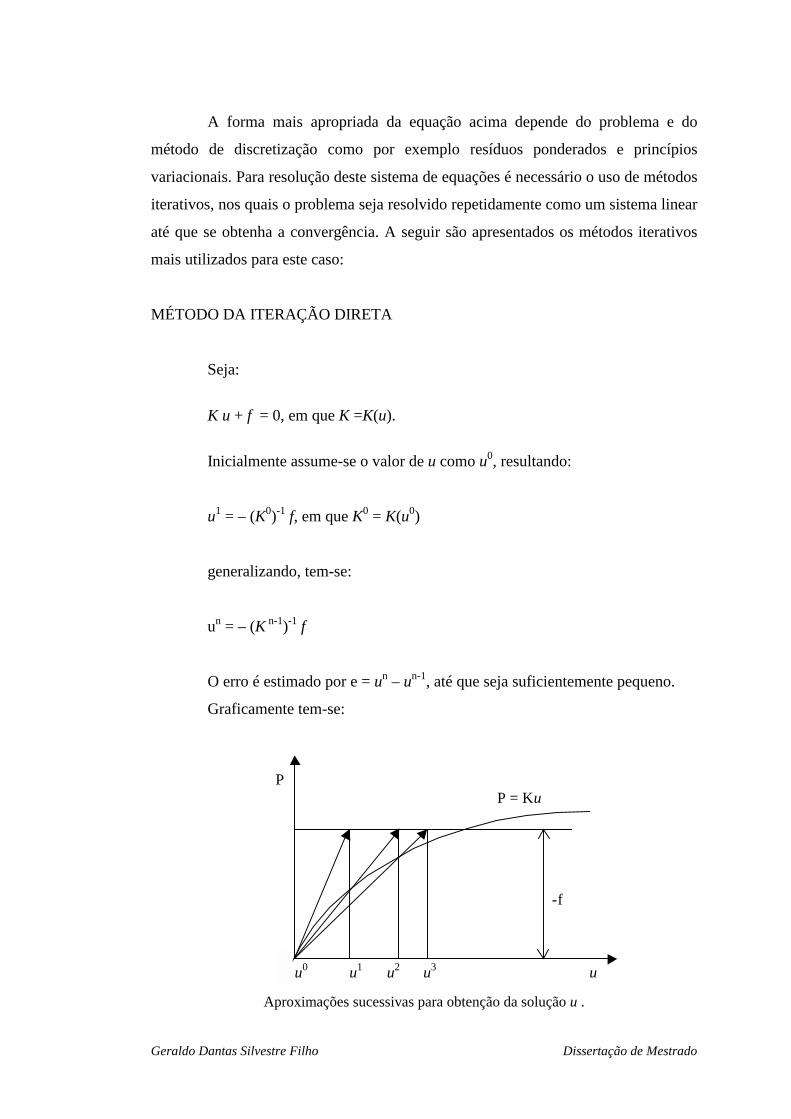
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
A forma mais apropriada da equação acima depende do problema e do
método de discretização como por exemplo resíduos ponderados e princípios
variacionais. Para resolução deste sistema de equações é necessário o uso de métodos
iterativos, nos quais o problema seja resolvido repetidamente como um sistema linear
até que se obtenha a convergência. A seguir são apresentados os métodos iterativos
mais utilizados para este caso:
MÉTODO DA ITERAÇÃO DIRETA
Seja:
K u + f = 0, em que K =K(u).
Inicialmente assume-se o valor de u como u0, resultando:
u1 = – (K0)-1 f, em que K0 = K(u0)
generalizando, tem-se:
un = – (K n-1)-1 f
O erro é estimado por e = un – un-1, até que seja suficientemente pequeno.
Graficamente tem-se:
P
uu2u1 u3u0
-f
P = Ku
Aproximações sucessivas para obtenção da solução u .

Geraldo Dantas Silvestre Filho Dissertação de Mestrado
MÉTODO DE NEWTON-RAPHSON
Se uma solução aproximada u = un é obtida, pode-se escrever uma solução
melhorada utilizando-se uma expansão de Taylor abreviada:
0udu
duu n
n
n1n =
+
≡
+ ∆ΨΨΨ
com nn1n uuu ∆+=+ , assim:
( )uKdudP
dud
T≡≡Ψ
, o que representa uma matriz tangencial.
O novo valor de un+1 pode ser obtido por:
+
−=
−=
−−
fPKKu n1
nT
n1
nT
n Ψ∆
Graficamente:
P
uu2u1 u3u0
-f
P = Ku
Método de Newton-Raphson para o cálculo de u.

Geraldo Dantas Silvestre Filho Dissertação de Mestrado
MÉTODO DE NEWTON-RAPHSON MODIFICADO
Esta modificação é as vezes utilizada porque no método de
Newton-Raphson, a cada iteração, deve-se resolver um sistema completamente novo.
Frequentemente, pode ser feita a aproximação:
0T
nT KK =
O algoritmo torna-se:
+
−=
−
fPKu n1
0T
n∆
Este sistema é mais econômico a cada passo, mas a convergência é mais
demorada.
Graficamente:
P
uu2u1 u3u0
-f
P = Ku
Método de Newton-Raphson modificado.
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
Glossário
Adesão (Adhesion): Estado no qual duas superfícies são mantidas juntas em uma
interface.
Anisotrópico (Anisotropic): Material que exibe diferentes propriedades ao longo de
eixos em diferentes direções (anisotropia).
Biomaterial: Material desenvolvido para aplicações médicas.
Coesão (Cohesion): Propensão de uma substância aderir a si mesma, através da
atração interna entre partículas a nível molecular.
Compósito (Composite): Material criado pela combinação adequada ou especial de
dois ou mais materiais para obter propriedades e características específicas.
Corpo de prova (Specimen): Parte individual ou uma porção de uma amostra usada
para um determinado ensaio, possuindo forma e dimensões especificadas.
Cura (Cure): Mudança irreversível das propriedades da resina por reação química.
Após a cura, a resina passa ter o comportamento de termofixo. Além disso, a cura é
obtida normalmente pela adição de um catalisador para dar início ao processo. A
ativação deste catalisador pode ser feita por ação do calor ou pela adição de um
acelerador.
Deformação plástica (Plastic deformation): Mudança nas dimensões de um
material sob carga, que não é recuperada quando esta carga é removida.
Delaminação (Delamination): Separação de um laminado ao longo do plano entre
suas camadas, devido à perda de adesão entre estas.
Desmoldagem (Demolding): Processo de remoção da peça moldada do molde por
meios mecânicos, manual ou uso de ar comprimido.
Estabilidade dimensional (Dimensional stability): Propriedade de um material
reter a forma precisa na qual ele é fabricado.
Falha catastrófica (Catastrophic failure): Falha mecânica que cessa com a
capacidade do componente de resistir aos esforços solicitantes.
Incorporação: Processo de envolvimento do osso necrótico pelo osso novo viável,
onde o primeiro é reabsorvido e ocorre crescimento do osso novo.
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
Interface (Interface): Ponto ou superfície de junção entre dois meios diferentes.
Laminado (Laminate): Produto formado pela adesão de duas ou mais camadas de
reforço, através da matriz polimérica.
Laminado anisotrópico (Anisotropic laminate): Laminado no qual as propriedades
mecânicas são diferentes em direções diferentes.
Laminado balanceado (Balanced laminate): Todos os laminados simétricos que
apresentam pares de camadas (não necessariamente adjacentes), orientadas em
direções positiva e negativa em relação a um eixo.
Laminado bidirecional (Bi-directional laminate): Laminado de compósito com as
fibras orientadas em várias direções no plano do laminado. É também um laminado
cruzado.
Laminado cruzado (Cross laminate): Laminado no qual algumas camadas tem as
fibras orientadas em ângulos retos com relação às restantes.
Laminado híbrido (Hybrid composite): Laminado constituído por dois ou mais
tipos diferentes de fibras.
Laminado isotrópico (Isotropic laminate): Laminado que possui as propriedades
mecânicas iguais em todas as direções.
Laminado paralelo (Parallel laminated): Laminado em que todas as camadas do
material são orientadas aproximadamente paralelas com respeito à direção mais
resistente à tração.
Laminado simétrico (Symmetric laminate): Laminado no qual as camadas estão
dispostas de modo a apresentar um plano de simetria entre elas.
Laminado unidirecional (Unidirecional laminate): Laminado de compósito
constituído por fibras, no qual todas as fibras estão orientadas praticamente em uma
única direção.
Moldagem (Molding): Conformação de composição plástica dentro do molde,
normalmente acompanhada de aquecimento e pressão.
Molde (Mold): Cavidade ou matriz dentro do qual o material plástico é colocado
para ser formado, submetido ou não a aquecimento ou pressão
Monofilamento (Monofilament): Fibra isolada ou comprimento indefinido, que
serve como fio em operação têxtil normal.
Ortotrópico: Material no qual as propriedades, num dado ponto, possuem três
planos de simetria mutuamente perpendiculares.
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
Osteogênese: Transferência, com o enxerto, de células viáveis produtoras de osso
para uma nova localização anatômica.
Pederneira: pedra muito dura.
Plástico rígido (Rigid plastic): Plástico que tem módulo de elasticidade em flexão
ou tração superior a 70 MPa, à temperatura ambiente e 50 % de umidade relativa.
Poliparadioxanona (PDS): Material de sutura absorvível monofilamentar.
Pot life (Tempo útil de manuseio): Tempo necessário para que o sistema de resina
formulado retenha a viscosidade em níveis baixos o suficiente para ser utilizada no
processamento.
Razão de aspecto (Aspect ratio): Relação do comprimento pelo diâmetro de uma
fibra.
Reação irreversível (Irreversible reaction): Reação química que se procede em
uma direção, preferencial sem a possibilidade de reversão, como no caso de resinas
termofixas.
Reforço (Reinforcement): Material resistente e inerente que, unido ao polímero,
melhora suas características de resistência, rigidez e resistência ao impacto.
Resina (Resin): Material orgânico retido semi-sólido ou pseudo-sólido que tem uma
massa molecular indefinida (usualmente alta). E que exibe uma tendência a fluir
quando sujeito à tensão.
Resistência ao cisalhamento interlaminar (Interlaminar shear strength):
Máxima tensão de cisalhamento existente entre as camadas do material laminado.
Sequencia de empilhamento (Lay-up): Descrição dos materiais componentes de
um laminado, sua disposição e geometria.
Sobrematerial de moldagem (Cull): Excesso de material expelido quando o molde
é fechado.
Tecido (Woven fabric): Produto que resulta do entrelaçamento das fibras.
Temperatura de cura (Curing temperature): Temperatura na qual um
determinado componente é submetido à cura.
Temperatura de transição vítrea – Tg (Glass transition temperature – Tg):
Temperatura ou faixa de temperatura na qual aumenta a mobilidade molecular,
resultando em mudanças significativas nas propriedades de um polímero. Por
exemplo: queda no módulo de elasticidade.
Geraldo Dantas Silvestre Filho Dissertação de Mestrado
Tempo de cura (Curing time): Período de tempo durante o qual um componente é
submetido ao calor ou à pressão, ou a ambos, para curar a resina.
Termofixo (Thermoset): Plástico que, quando curado pela aplicação de calor ou
métodos químicos, se transforma em um material não fusível e insolúvel.
Tratamento superficial (Surface treatment): Aplicação de material à fibra durante
a operação de conformação ou em processos subsequentes, isto é, acabamento.
Vazios (Voids): Bolsões gasosos entranhados e curados no laminado.
Viscosidade (Viscosity): Propriedade de resistência ao escoamento recebida dentro
do corpo de um material, expressa em termos da relação entre a tensão de
cisalhamento aplicada e a taxa de deformação por cisalhamento resultante.