Embed Size (px)
Citation preview

UNIVERSIDADE FEDERAL DE ALFENAS – INSTITUTO DE
CIÊNCIA E TECNOLOGIA
RAFAEL CORRÊA DA NÓBREGA
CATALISADORES PARA O PROCESSO DE
CRAQUEAMENTO CATALÍTICO FLUIDO DE PETRÓLEO
Poços de Caldas/MG
2014

RAFAEL CORRÊA DA NÓBREGA
CATALISADORES PARA O PROCESSO DE
CRAQUEAMENTO CATALÍTICO FLUIDO DE PETRÓLEO
Trabalho de Conclusão de Curso
apresentado à Universidade Federal de
Alfenas como requisito parcial para
obtenção do título de Engenheiro
Químico.
Orientadora: Cínthia Soares de Castro
Poços de Caldas/MG
2014

FICHA CATALOGRÁFICA
N754c Nóbrega, Rafael Corrêa da
.
Catalisadores para o processo de craqueamento catalítico fluido de petróleo/Rafael Corrêa
da Nóbrega.
Orientação de Cínthia Soares de Castro.. Poços de Caldas: 2014.
30 fls.: il.; 30 cm.
Inclui bibliografias: fls. 29-30
Trabalho de Conclusão de Curso (Graduação em Engenharia Química) –
Universidade Federal de Alfenas– Campus de Poços de Caldas, MG.


AGRADECIMENTOS
Primeiramente aos meus pais pelo apoio incondicional e por todas as oportunidades
que me foram dadas.
À Professora e Orientadora Cínthia Soares de Castro, por me guiar na construção
desse trabalho e por confiar seu tempo e sua dedicação em me ajudar sempre que necessário.
Aos meus tios, primos e amigos de Mogi por todos os momentos de descontração
que encontrei nas jogatinas, churrascos e bagunças.
Aos amigos que fiz na faculdade por compartilhar e viver histórias e momentos de
muito aprendizado e diversão.

RESUMO
O processo de Craqueamento Catalítico Fluido (FCC) do petróleo é empregado na indústria
petroquímica para transformar as frações pesadas dos resíduos de destilação em produtos
leves (em relação ao peso molecular) e com maior demanda e valor agregado, como a
gasolina. O processo de FCC emprega catalisadores zeolíticos para promover as reações de
quebra molecular, sendo, portanto, um processo catalítico heterogêneo. A principal zeólita
utilizada no processo, do tipo Y, tem estrutura cristalina e poros bem definidos. O outro tipo,
empregado como um aditivo do catalisador é a zeólita ZSM-5, que tem poros de tamanhos
menores e aumenta a octanagem da gasolina produzida. As condições do processo atual, não
são as mesmas de quando foram implantadas as primeiras unidades de FCC em refinarias dos
EUA, ainda na década de 50. Os primeiros catalisadores utilizados eram argilas tratadas com
ácidos. Posteriormente, empregaram-se catalisadores sílica-alumina amorfos, que
proporcionaram maior estabilidade térmica e mecânica a essas partículas sólidas. Por volta de
1960, foram utilizadas pela primeira vez as zeólitas. No processo atual, uma carga de matéria
prima é alimentada juntamente com o catalisador já regenerado do ciclo anterior para
reagirem no riser. Em seguida, há a separação entre os produtos formados e o catalisador
sólido. Os produtos são destinados para tratamento, enquanto o catalisador desativado pela
cobertura de coque é destinado a uma fase de regeneração. Nessa etapa final do ciclo, uma
grande quantidade de ar entra em contato com as partículas, provocando a combustão do
coque e reativando o catalisador que vai retornar ao processo.
Palavras-chave: Craqueamento catalítico fluido; Zeólitas; FCC.

ABSTRACT
The Fluid Catalytic Cracking (FCC) process it’s used in petrochemical industry to convert
residual heavy fractions of oil into high demanded and valuable products, such as gasoline. It
is a heterogeneous catalyst process that uses Y-zeolites to crack the high hydrocarbon
molecules of feedstock. The main characteristic of the catalyst is the well-defined crystalline
structure and pore dimension. ZSM-5 zeolites, an addictive, have smaller pores and boosts
gasoline octane. Operational conditions have changed from past years since first units were
employed, in the 50s. Acid treated clays were first used as catalysts. Then, amorphous silica-
alumina, which had better mechanical and thermal stability, was used. Nowadays, feedstock
joins the regenerated catalyst in the riser. Products are then separated from the catalyst
particles and treated in the most convenient ways while coke formed in the surface of
catalysts is burned to regenerate it.

SUMÁRIO
1 Introdução ........................................................................................................... 7
2 Objetivo ............................................................................................................ 11
3 Revisão Bibliográfica ....................................................................................... 12
3.1 Catalisadores Heterogêneos .......................................................................... 12
3.2 Processo de Craqueamento Catalítico Fluido ............................................... 13
3.3 Catalisadores empregados no processo ......................................................... 17
3.3.1 Tipos de Zeólitas utilizadas nos processos atuais ...................................... 20
3.4 Mecanismo da reação de craqueamento catalítico ........................................ 23
3.5 Aditivos para catalisadores do processo FCC ............................................... 26
4 Considerações finais ......................................................................................... 28
5 Referências bibliográficas ................................................................................ 29

7
1 Introdução
Catalisadores são substâncias que aumentam a velocidade de uma reação química por
meio da alteração do mecanismo (ou caminho) da reação e a consequente diminuição de sua
energia de ativação. Além disso, por definição, essas substâncias não contribuem
estequiometricamente para a reação (FOGLER, 2002).
Os processos nos quais um catalisador sólido é utilizado em meio a reagentes em
fase líquida ou gasosa são referidos como catálise heterogênea, já que existe mais de uma fase
no sistema de reação. As reações químicas em um processo catalítico heterogêneo ocorrem na
superfície da partícula de catalisador, nos chamados sítios ativos (FOGLER, 2002).
O processo de Craqueamento Catalítico Fluido (FCC, do inglês Fluid Catalytic
Cracking) do Petróleo é, atualmente, uma das etapas mais importantes empregada nas
indústrias de refino e processamento de petróleo. Barquette (2008) cita que a implantação de
uma Unidade de FCC pode envolver recursos de U$ 150 a U$ 280 milhões. Apesar disso, a
versatilidade do processo é um atrativo rentável para as empresas e proporciona um retorno
rápido ao empreendimento.
A característica principal do processo FCC é a conversão de frações pesadas do
petróleo em produtos mais nobres e, consequentemente, com maior valor agregado. As
condições de operação podem, ainda, ser alteradas de maneira que se privilegie a formação de
um produto de interesse. Essa flexibilidade permite corrigir aspectos relacionados à demanda
dos produtos citados.
Toma-se como exemplo a produção de gasolina em países com elevado consumo,
como Brasil, Estados Unidos, Canadá e Japão (BARQUETTE, 2008; MOREIRA, 2006).
Além disso, a alta demanda para esses produtos justifica os investimentos em
aperfeiçoamento e implantação do processo (LLOYD, 2011).
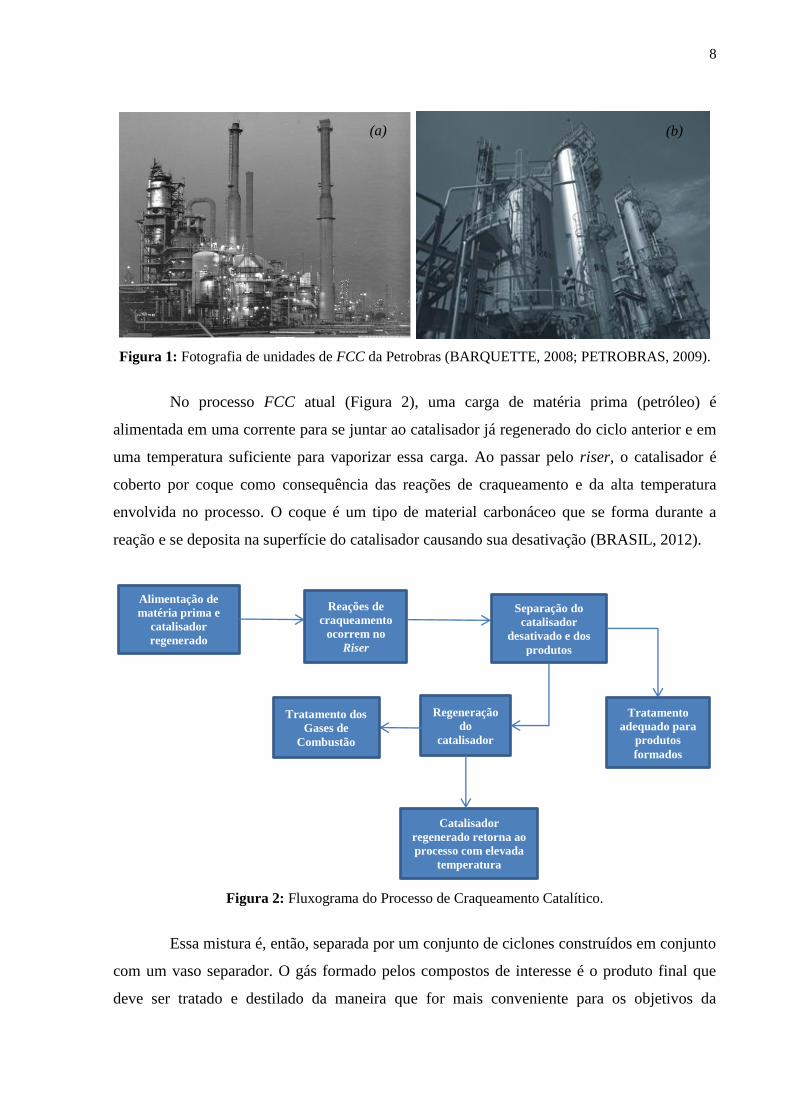
A Figura 1-a apresenta a Unidade de FCC da Refinaria Duque de Caxias (REDUC) e
a Figura 1-b apresenta a Unidade de FCC da Refinaria Alberto Pasqualini (REFAP), ambas da
Petrobras. Destaca-se nas Figuras a escala de dimensão dos equipamentos, já que a altura das
colunas de reação denominadas riser (equipamento tubular onde acontece a quebra das
cadeias hidrocarbônicas de alimentação) pode chegar a 30 metros dependendo do projeto.
8
Figura 1: Fotografia de unidades de FCC da Petrobras (BARQUETTE, 2008; PETROBRAS, 2009).
No processo FCC atual (Figura 2), uma carga de matéria prima (petróleo) é
alimentada em uma corrente para se juntar ao catalisador já regenerado do ciclo anterior e em
uma temperatura suficiente para vaporizar essa carga. Ao passar pelo riser, o catalisador é
coberto por coque como consequência das reações de craqueamento e da alta temperatura
envolvida no processo. O coque é um tipo de material carbonáceo que se forma durante a
reação e se deposita na superfície do catalisador causando sua desativação (BRASIL, 2012).
Figura 2: Fluxograma do Processo de Craqueamento Catalítico.
Essa mistura é, então, separada por um conjunto de ciclones construídos em conjunto
com um vaso separador. O gás formado pelos compostos de interesse é o produto final que
deve ser tratado e destilado da maneira que for mais conveniente para os objetivos da
Alimentação de
matéria prima e
catalisador
regenerado
Reações de
craqueamento
ocorrem no
Riser
Separação do
catalisador
desativado e dos
produtos
Tratamento
adequado para
produtos
formados
Regeneração
do
catalisador
Tratamento dos
Gases de
Combustão
Catalisador
regenerado retorna ao
processo com elevada
temperatura
(a) (b)

9
empresa, enquanto o catalisador, que se destina naturalmente por ação da gravidade para a
parte inferior do equipamento, é levado para o regenerador (BRASIL, 2012).
A etapa de regeneração do catalisador, que encerra o ciclo do FCC, basicamente
consiste na injeção de alta quantidade de oxigênio no equipamento para que, em contato com
o catalisador desativado, o coque seja queimado e transformado em gás carbônico,
recuperando sua atividade. Por fim, o catalisador regenerado, e que recebe uma carga alta de
energia térmica, é alimentado no início do processo, em conjunto com a carga de frações
pesadas do petróleo (BRASIL, 2012).
O processo de Craqueamento Catalítico foi desenvolvido por Eugene Houdry, em
1936, porém utilizando reatores de leito fixo com catalisadores de argila natural tratada com
ácidos. A grande desvantagem desse processo era a maneira na qual se produzia a gasolina e
os altos custos envolvidos, já que, de acordo com Lloyd (2011), eram necessários três reatores
alternando entre um ciclo de reação e regeneração do catalisador (Figura 3) para se atingir um
processo que fosse contínuo (LLOYD, 2011; WEITKAMP, 2008).
Figura 3: Representação fotográfica de uma unidade de craqueamento catalítico baseada no modelo
desenvolvido por Houdry (EINSFELDT, 2005).
O processo então passou por aperfeiçoamentos até que em 1942, em meio à 2ª
Guerra Mundial, o processo FCC começou a ser empregado utilizando catalisadores
Sílica/Alumina em forma de pó fino e fluidizado em meio à carga de matéria prima
vaporizada (LLOYD, 2011; WEITKAMP, 2008).
A utilização dos catalisadores que são empregados atualmente – zeólitas – começou
entre 1962 e 1964. Esse catalisador é um aluminossilicato com poros regulares e bem
definidos, que possui como característica principal a seletividade.

10
Existem tipos diferentes de zeólitas, cada uma com características que proporcionam
condições de reações específicas para a obtenção dos produtos de interesse. Além disso,
esforços ainda são empregados atualmente para o desenvolvimento de aditivos específicos
para esses catalisadores. A utilização de um aditivo tem como objetivos principais o controle
de poluentes e substâncias indesejáveis no processo, como metais e gases de enxofre, ou ainda
proporcionar maiores rendimentos de produtos com maior valor agregado e demanda, como a
gasolina de alta octanagem (LLOYD, 2011; WEITKAMP, 2008).

11
2 Objetivo
O objetivo geral do presente trabalho é apresentar uma revisão bibliográfica sobre os
catalisadores utilizados no processo de Craqueamento Catalítico Fluido (FCC) de frações
pesadas de Petróleo.
Especificamente, serão abordados os seguintes conteúdos:
Introdução sobre catálise heterogênea;
Descrição do fluxograma do processo FCC atual, assim como apresentação
ilustrativa da organização de equipamentos em Unidades de Craqueamento
Catalítico Fluido (UFCC);
Apresentação dos tipos de Zeólitas empregadas no processo;
Mecanismo das reações de craqueamento das grandes moléculas hidrocarbônicas
da alimentação;
Apresentação de aditivos empregados nos catalisadores para proporcionar
condições específicas de reação.

12
3 Revisão Bibliográfica
3.1 Catalisadores Heterogêneos
Catalisadores são, por definição, substâncias que aumentam a velocidade de reações
químicas sem aparecer como um produto de reação. Isso acontece por meio da alteração do
mecanismo de reação para outras rotas com menor energia de ativação (Ea).
Em reações catalíticas, não há a contribuição estequiométrica dos catalisadores para
a reação. Além disso, um catalisador não é capaz de alterar o equilíbrio ou favorecer
termodinamicamente uma reação química (FOGLER, 2002).
Quando os catalisadores são utilizados em forma de pós ou suportados em outros
sólidos (pellets), a catálise é denominada heterogênea. Isso porque as reações envolvem os
catalisadores sólidos e os reagentes em estado líquido ou gasoso, formando um sistema de
duas ou mais fases. A Figura 4 ilustra a variedade de formatos de pellets de catalisadores
heterogêneos.
Figura 4: Ilustração dos diferentes formatos de pellets de catalisadores sólidos.
A catálise heterogênea contribui com uma parcela importante nos processos
químicos industriais, possibilitando a produção de diversos tipos de produtos nas indústrias
alimentícias, farmacêuticas e petroquímicas.
Uma vantagem da utilização de catalisadores heterogêneos é a facilidade de
separação entre o sólido e os produtos obtidos e reagentes não convertidos após a conclusão
da reação. Essa é uma vantagem econômica muito importante na operação de processos
catalíticos heterogêneos (WEITKAMP, 2008).

13
Estima-se que 90% dos processos químicos industriais empreguem esse tipo de
catálise. Esse dado permite refletir a respeito da variedade de catalisadores existentes – já que
existe a possibilidade de conversão de diversos tipos de matérias primas em diversos tipos de
produtos com maior valor agregado – e do potencial econômico que geram essas espécies
químicas por todo o mundo (WEITKAMP, 2008).
3.2 Processo de Craqueamento Catalítico Fluido
O processo FCC, apesar de ser operado em equipamentos semelhantes por diferentes
refinarias, pode apresentar variações no seu arranjo. A Petrobras, por exemplo, utiliza o
modelo lado a lado (Figura 5), que possui o vaso separador e o regenerador em estruturas
separadas (BRASIL, 2012).
Figura 5: Representação esquemática do arranjo dos equipamentos em uma unidade de Craqueamento
Catalítico (BRASIL, 2012).
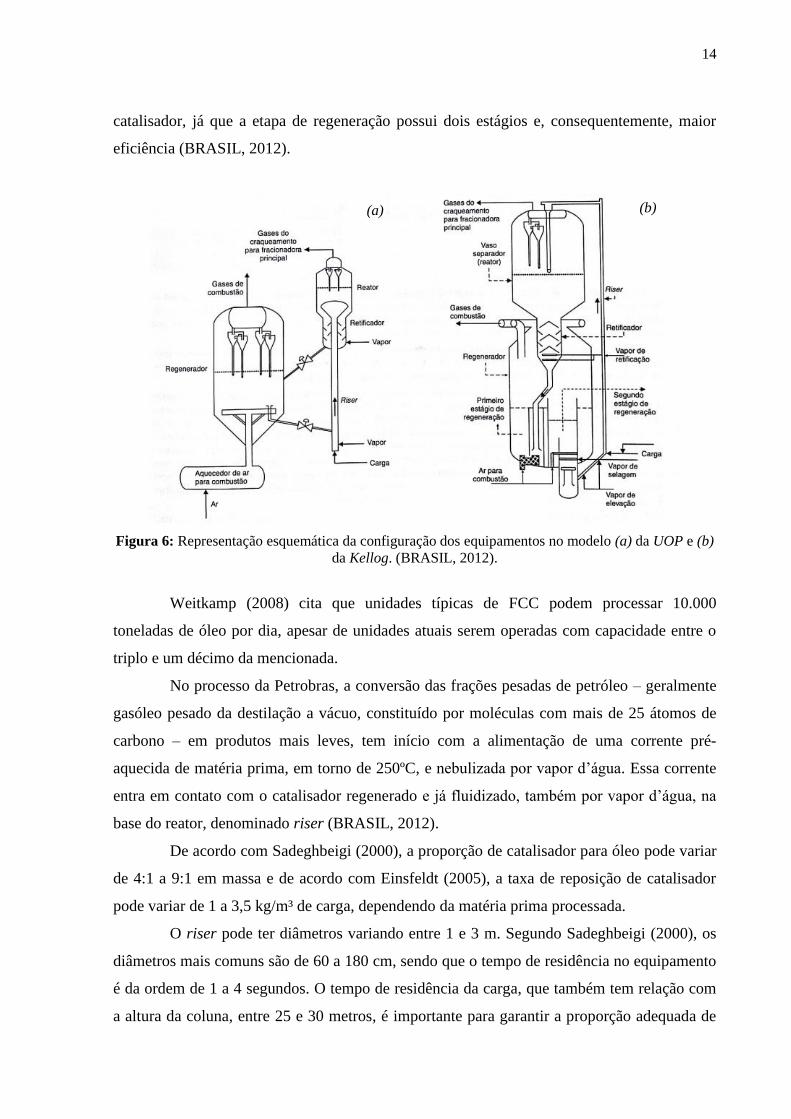
Alguns projetos, como da Universal Oil Products (UOP) e da Kellog, apresentam
características específicas para suas plantas de produção. A configuração da unidade de FCC
da UOP (Figura 6-a) é similar ao arranjo lado a lado da Petrobras e se caracteriza pela boa
distribuição do peso da estrutura, que permite processar grandes volumes de matéria prima.
Por outro lado, o arranjo da Kellog (Figura 6-b) permite operar com inventários menores de
14
catalisador, já que a etapa de regeneração possui dois estágios e, consequentemente, maior
eficiência (BRASIL, 2012).
Figura 6: Representação esquemática da configuração dos equipamentos no modelo (a) da UOP e (b)
da Kellog. (BRASIL, 2012).
Weitkamp (2008) cita que unidades típicas de FCC podem processar 10.000
toneladas de óleo por dia, apesar de unidades atuais serem operadas com capacidade entre o
triplo e um décimo da mencionada.
No processo da Petrobras, a conversão das frações pesadas de petróleo – geralmente
gasóleo pesado da destilação a vácuo, constituído por moléculas com mais de 25 átomos de
carbono – em produtos mais leves, tem início com a alimentação de uma corrente pré-
aquecida de matéria prima, em torno de 250ºC, e nebulizada por vapor d’água. Essa corrente
entra em contato com o catalisador regenerado e já fluidizado, também por vapor d’água, na
base do reator, denominado riser (BRASIL, 2012).
De acordo com Sadeghbeigi (2000), a proporção de catalisador para óleo pode variar
de 4:1 a 9:1 em massa e de acordo com Einsfeldt (2005), a taxa de reposição de catalisador
pode variar de 1 a 3,5 kg/m³ de carga, dependendo da matéria prima processada.
O riser pode ter diâmetros variando entre 1 e 3 m. Segundo Sadeghbeigi (2000), os
diâmetros mais comuns são de 60 a 180 cm, sendo que o tempo de residência no equipamento
é da ordem de 1 a 4 segundos. O tempo de residência da carga, que também tem relação com
a altura da coluna, entre 25 e 30 metros, é importante para garantir a proporção adequada de
(a) (b)

15
produtos, já que, caso não ocorresse interrupção da reação, os produtos de saída seriam apenas
carbono, oxigênio e hidrogênio (BRASIL, 2012; ERTHAL, 2003; SADEGHBEIGI, 2000).
A alta temperatura do catalisador, da ordem de 700ºC, provoca a vaporização
imediata da carga, fazendo com que as altas vazões de vapor de mistura sejam geradas e,
naturalmente, levadas ao topo do riser. A velocidade média do vapor de saída atinge entre
15,2 e 22,8 m/s, proporcionando um tempo de residência médio de 2 segundos
(SADEGHBEIGI, 2000).
Nesse intervalo, entre a base e o topo, ocorre a quebra das grandes moléculas
hidrocarbônicas que constituem a carga em moléculas pequenas dos produtos de interesse.
Além disso, ocorre a desativação do catalisador devido à deposição de coque.
Coque é uma substância que se assemelha ao carvão, constituído quimicamente por
carbono e que se deposita sobre a superfície catalítica das zeólitas, bloqueando seus sítios
ativos (BRASIL, 2012).
No topo do riser, onde a temperatura do sistema pode variar entre 520 e 545ºC,
encontra-se um vaso separador composto por um conjunto de ciclones que irá separar os gases
de produtos formados das partículas de catalisador desativado (BRASIL, 2012).
Os produtos são direcionados para o tratamento necessário, sendo que a primeira
etapa desse processo é uma destilação fracionada para separação primária de alguns produtos.
A Figura 7 apresenta a composição dos produtos do processo FCC.
Figura 7: Representação das correntes de entrada e saída de uma unidade de FCC e o rendimento
aproximado dos produtos em termos mássicos (BRASIL, 2012).
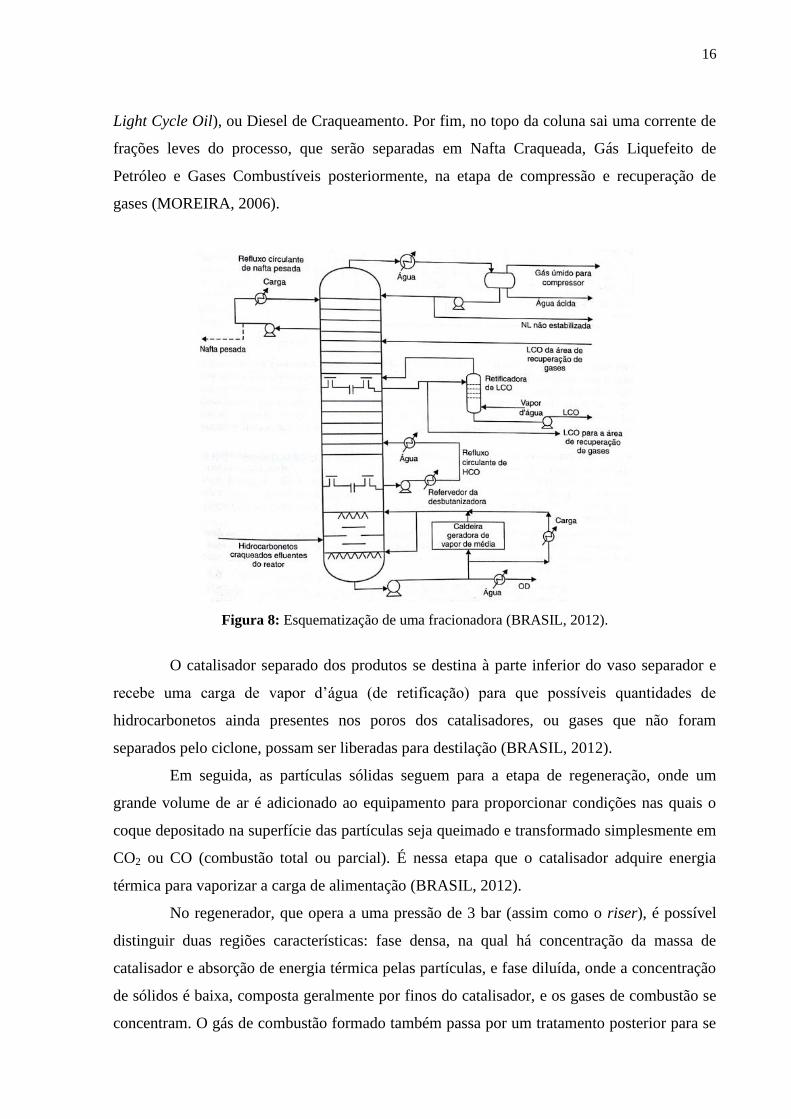
Na base da coluna (Figura 8) é retirado Óleo Decantado, também denominado
Reciclo de Craqueamento. Na faixa intermediária obtêm-se o Óleo Leve de Reciclo (LCO –
16
Light Cycle Oil), ou Diesel de Craqueamento. Por fim, no topo da coluna sai uma corrente de
frações leves do processo, que serão separadas em Nafta Craqueada, Gás Liquefeito de
Petróleo e Gases Combustíveis posteriormente, na etapa de compressão e recuperação de
gases (MOREIRA, 2006).
Figura 8: Esquematização de uma fracionadora (BRASIL, 2012).
O catalisador separado dos produtos se destina à parte inferior do vaso separador e
recebe uma carga de vapor d’água (de retificação) para que possíveis quantidades de
hidrocarbonetos ainda presentes nos poros dos catalisadores, ou gases que não foram
separados pelo ciclone, possam ser liberadas para destilação (BRASIL, 2012).
Em seguida, as partículas sólidas seguem para a etapa de regeneração, onde um
grande volume de ar é adicionado ao equipamento para proporcionar condições nas quais o
coque depositado na superfície das partículas seja queimado e transformado simplesmente em
CO2 ou CO (combustão total ou parcial). É nessa etapa que o catalisador adquire energia
térmica para vaporizar a carga de alimentação (BRASIL, 2012).
No regenerador, que opera a uma pressão de 3 bar (assim como o riser), é possível
distinguir duas regiões características: fase densa, na qual há concentração da massa de
catalisador e absorção de energia térmica pelas partículas, e fase diluída, onde a concentração
de sólidos é baixa, composta geralmente por finos do catalisador, e os gases de combustão se
concentram. O gás de combustão formado também passa por um tratamento posterior para se

17
adequar à legislação vigente. Além disso, este possui uma elevada quantidade de energia
térmica, que é convertida em energia elétrica e produz vapor d’água de alta pressão (BRASIL,
2012; SADEGHBEIGI, 2000).
Por fim, o catalisador regenerado é levado por uma tubulação (standpipes) ao início
do processo, completando o ciclo do Craqueamento Catalítico Fluido das frações pesadas do
petróleo (BRASIL, 2012).
Todo o processo é controlado por válvulas automáticas que controlam a vazão das
correntes, tanto de vapor d’água, como de catalisador que entra na corrente de alimentação e
na etapa de regeneração.
Além disso, muitas variáveis influenciam na conversão da carga e no rendimento dos
produtos, sendo que um estudo das características da matéria prima de alimentação no que se
refere à faixa de destilação, resíduo de carbono, contaminantes e composição de
hidrocarbonetos, assim como o controle de temperaturas, vazão das correntes e qualidade do
catalisador, é essencial para garantir que sejam obtidos os resultados desejados (EINSFELDT,
2005; BRASIL, 2012)..
Exemplos de importantes variáveis operacionais são: temperatura de carga, de reação
e do regenerador, relação catalisador/óleo, conversão e qualidade da carga e do catalisador.
(EINSFELDT, 2005; BRASIL, 2012).
3.3 Catalisadores empregados no processo
Os primeiros catalisadores utilizados nos processos de Craqueamento Catalítico, por
volta de 1940, eram argilas naturais tratadas com ácidos. As limitações desse tipo de
catalisador eram derivadas da sua composição, que podia apresentar contaminantes variados,
causando envenenamento do catalisador e altas taxas de desativação por formação de coque.
Além disso, as características estruturais das argilas proporcionavam baixa resistência térmica
e mecânica (comparado aos catalisadores sintéticos), comprometendo a atividade do
catalisador (EINSFELDT, 2005; LLOYD, 2011).
Alguns anos depois, na década de 50, catalisadores sintéticos de sílica-alumina
amorfa, contendo entre 10% e 15% de alumina, foram empregados em substituição às argilas
devido a sua maior estabilidade em relação às condições do processo e ao aumento da
atividade e seletividade. Um aperfeiçoamento importante para esse tipo de catalisador foi o
emprego da técnica de secagem com spray-drier na etapa de fabricação, que melhorava as

18
propriedades de fluidização devido à formação de micro partículas esféricas de catalisador
(EINSFELDT, 2005).
Já nos anos 50, a proporção de alumina no catalisador aumentou para taxas entre
25% e 30%, proporcionando melhor seletividade para produtos de elevado interesse comercial
(EINSFELDT, 2005; SADEGHBEIGI, 2000).
O grande avanço no processo, porém, aconteceu entre 1962 e 1964, quando foram
utilizadas as zeólitas pela primeira vez. Esse tipo de catalisador apresenta uma atividade e
seletividade muito maior do que os catalisadores amorfos de sílica-alumina que eram
empregados até então. Na Figura 9, observam-se os diferentes tipos de seletividade dos
catalisadores zeolíticos (WEITKAMP, 2008).
De acordo com Sadeghbeigi (2000), as zeólitas são 1000 vezes mais ativas do que os
catalisadores de sílica-alumina. Esse fator tem relação direta com a organização dos sítios
ativos e com a estrutura bem definida desse catalisador, que forma microporos e confere a
esse material uma área específica elevada, da ordem de centenas de metros quadrados por
grama.
Figura 9: Representação dos diferentes tipos de seletividade de uma zeólita (LUNA, 2001).
Atualmente, um catalisador empregado no processo FCC é uma mistura contendo
zeólita (componente ativo), uma matriz e um aditivo (ou ingrediente funcional) que pode

19
variar de acordo com as características da carga de alimentação do processo e com o objetivo
da unidade de produção (SADEGHBEIGI, 2000; WEITKAMP, 2008).
Os catalisadores são utilizados na forma de pós-finos, com diâmetro médio entre 70 e
75 µm e devem apresentar as seguintes características:
Alta seletividade para proporcionar elevado rendimento dos produtos de interesse,
como Nafta, GLP e gases combustíveis;
Alta estabilidade nas condições operacionais para que seja baixa a taxa de
reposição de catalisador;
Elevada resistência mecânica para suportar interações e atrito entre partículas;
Elevada atividade, ou seja, capacidade de promover muitas reações por unidade de
tempo e massa de catalisador (BRASIL, 2012; WEITKAMP, 2008).
As matrizes empregadas podem servir para garantir a resistência mecânica do
catalisador e outras propriedades físicas importantes, proporcionar uma melhor distribuição
do componente ativo, aumentar (ou manter) uma elevada área superficial e também atuar de
maneira ativa no craqueamento. Na realidade, o que acontece nas chamadas matrizes ativas é
o pré-craqueamento de moléculas hidrocarbônicas muito grandes que não conseguiriam
difundir no interior dos poros das zeólitas. Portanto, uma matriz ativa garante, também, o
acesso de reagentes aos sítios ativos da zeólita (LLOYD, 2011; SADEGHBEIGI, 2000;
WEITKAMP, 2008).
BRASIL (2012) classifica as matrizes existentes de três maneiras:
Matriz inerte (Filler): apenas confere propriedades físicas e estruturais ao
catalisador, ou seja, é uma espécie de suporte. Esse tipo de matriz não participa
das reações de craqueamento. O caulim, um tipo de argila, é o material que se
enquadra nessa classe quando utilizado como matriz;
Matriz ativa: a alumina é o material empregado em matrizes ativas, que, como
mencionado, promove o pré-craqueamento de moléculas hidrocarbônicas grandes;
Sintética (Binder): tem como objetivo incorporar o componente ativo do
catalisador à matriz. Esse tipo de matriz também não tem atividade catalítica e é
constituído de sílica.
A proporção dos componentes do catalisador varia de acordo com o projeto e as
condições de operação da Unidade de FCC. Em geral, encontram-se catalisadores frescos

20
contendo entre 15 e 50% de zeólita, 5 a 30% de matriz inerte e proporções variadas de binder
e caulim que complementam o catalisador (EINSFELDT, 2005).
O catalisador fresco utilizado pode apresentar uma área especifica de 250 a 350 m²/g.
No processo, porém, o catalisador de equilíbrio, denominação dada quando há mistura das
partículas novas com as velhas, essa área pode variar entre 110 e 180 m²/g (EINSFELDT,
2005).
Um tópico específico sobre aditivos será abordado na sequência.
3.3.1 Tipos de Zeólitas utilizadas nos processos atuais
De acordo com Sadeghbeigi (2000), aproximadamente 40 tipos naturais de zeólitas
são conhecidas e mais de 150 zeólitas já foram sintetizadas, apesar de poucas possuírem
aplicação comercial.
No começo da utilização de zeólitas no processo FCC, os tipos X e Y eram os
empregados nas reações de craqueamento. Estes possuem a mesma estrutura tridimensional,
poros regulares e bem definidos, mas diferem-se na proporção entre alumínio e silício em sua
célula unitária (possuem mais silício do que alumínio). Atualmente, utiliza-se zeólitas do tipo
Y (Faujasitas) para as reações de craqueamento catalítico, já que esta possui maior
estabilidade nas condições operacionais do processo (LLOYD, 2011; WEITKAMP, 2008).
Na Figura 10, observa-se que a estrutura tridimensional de uma zeólita é um
tetraedro constituído por átomos de silício ou alumínio no centro e átomos de oxigênio nos
vértices. A célula unitária (Figura 11) é formada a partir das ligações/interações entre esses
átomos de oxigênio e, para a zeólita Y, é constituída de 192 desses tetraedros
(SADEGHBEIGI, 2000).
Figura 10: Estrutura tridimensional de uma zeólita Y (SADEGHBEIGI, 2000).

21
De maneira geral, uma molécula de zeólita é representada como TO4, sendo que T,
para zeólitas empregadas no processo FCC, representa Si ou Al. Em outros tipos de zeólitas o
átomo T pode representar B, Ge, Fe, P, Co, etc (SILVESTRE, 2012).
Figura 11: Representação da formação da célula unitária de zeólita Y a partir de suas unidades de
construção. Adaptado de Scherer (2009) e Luna (2001).
A formação de uma célula unitária de zeólita passa primeiramente pela interação das
moléculas tetraédricas (TO4) por meio de pontes de oxigênio, construindo estruturas
octaédricas truncadas com cavidades β, também denominadas sodalita, e faces de seis ou
quatro lados alternadas (SCHERER, 2009; WEITKAMP, 2008).
Posteriormente, oito estruturas de cavidade sodalita conectam-se por meio de prismas
hexagonais (também formado por pontes de oxigênio das moléculas TO4) e compõem a
estrutura da célula unitária. Na Figura 11 é possível observar que existem quatro janelas
circulares denominadas supercavidades. Estas possuem diâmetro de 0,74 nm. Por fim, o poro
central da estrutura, denominado supercavidade α, possui o diâmetro de 1,3 nm (LLOYD,
2011; SCHERER, 2009; WEITKAMP, 2008).
O acesso das moléculas presentes na carga aos sítios ativos ocorre pelas
supercavidades devido à limitação de tamanho das cadeias hidrocarbônicas. Alguns exemplos
são vistos na Tabela 1. Apesar disso, moléculas mais pesadas podem ser craqueadas nas
superfícies externas dos cristais de zeólita Y e, assim, acessar os sítios ativos da superfície
interna do catalisador, que possui uma área superficial muito maior do que a superfície
externa (SCHERER, 2009).
A estabilidade térmica da zeólita Y pode ser melhorada caso seja empregado um
processo de desaluminação, aumentando a proporção de silício em relação a alumínio em sua
célula unitária. O catalisador que sofre esse processo é chamado de zeólita USY, ou zeólita Y

22
ultra estável. Além disso, Sadeghbeigi (2000) relata um aumento na octanagem da gasolina
produzida com o catalisador de zeólita USY (LLOYD, 2011; SADEGHBEIGI, 2000).
Tabela 1: Diâmetro de moléculas hidrocarbônicas – 2011.
Hidrocarboneto Tamanho (nm)
n-Parafinas 0,45
Metil Parafinas 0,57
Dimetil Parafinas 0,63
Benzeno 0,63
Tolueno 0,63
Cicloexano 0,65
1,2,4-trimetil benzeno 0,69
1,2,4,5-tetrametil benzeno 0,69
1,3,5-trimetil benzeno 0,78
Pentametil benzeno 0,78
Fonte: Adaptado de Lloyd (2011).
Outro tipo de zeólita utilizada no processo FCC, mas que é caracterizada como um
aditivo é a zeólita ZSM-5. De acordo com Moreira (2006), esse tipo de catalisador pode ser
incorporado à partícula do catalisador principal ou ser adicionado ao processo separadamente.
Na segunda alternativa, existe a possibilidade de alteração de condições de operação de
maneira muito mais fácil. A primeira alternativa ainda tem como desvantagem a diminuição
da efetividade do aditivo.
A função da ZSM-5 no processo é aumentar a octanagem da gasolina por meio de
isomerização de olefinas lineares em ramificadas e aumentar o rendimento de olefinas leves,
na faixa de três a cinco carbonos na cadeia. A octanagem da gasolina refere-se à sua
resistência à detonação (combustão espontânea) e tem relação direta com os tipos de cadeia
hidrocarbônica que compõem esse combustível. Esse índice pode ser caracterizado como um
parâmetro de qualidade do combustível (MARQUES, 2003).
Como consequência do aumento do rendimento das olefinas citadas, há a diminuição
do rendimento de gasolina, já que olefinas da faixa de destilação da gasolina também são
craqueadas. Por esses motivos, a utilização de zeólita ZSM-5 depende da avaliação das
características da matéria prima envolvida e dos resultados desejados para a Unidade de FCC
(SADEGHBEIGI, 2000; WEITKAMP, 2008).
A diferença principal entre a zeólita ZSM-5 e a zeólita Y está na estrutura cristalina
dos catalisadores. Primeiramente, tem-se uma diferença na razão entre silício e alumínio, que,

23
no caso da ZSM-5, é ainda maior. Lloyd (2011) cita que as zeólitas ZSM-5 comerciais podem
apresentar valores entre 30 e 300 para a proporção de silício para alumínio presente nas
moléculas tetraédricas que compõem a estrutura cristalina. Além disso, Weitkamp (2008)
explica que os aditivos comerciais são modificados com fósforo para melhorar a estabilidade
hidrotérmica.
A quantidade de tetraedros que formam a estrutura primária da ZSM-5 também é
diferente da zeólita Y. São formados anéis de cinco moléculas TO4 (o que origina o nome
pentasil), sendo que a conexão desses anéis forma uma lâmina e, posteriormente, um
agrupamento de lâminas (LLOYD, 2011).
Os poros formados apresentam menores quantidades de átomos como se vê na Figura
12. Naturalmente, estes possuem tamanhos menores, entre 5,1e 5,6 Å. O diâmetro de poros
proporciona a esse aditivo uma seletividade em relação ao tamanho e formato das moléculas,
possibilitando a conversão da matéria prima em gasolina de alta octanagem e outros produtos
de cadeia hidrocarbônica com menores quantidades de carbono (SADEGHBEIGI, 2000;
WEITKAMP, 2008).
Figura 12: Comparação entre a estrutura de uma zeólita Y e uma zeólita ZSM-5 (FOGLER, 2002).
3.4 Mecanismo da reação de craqueamento catalítico
As reações de craqueamento no processo FCC podem ocorrer, também, devido às
condições de temperatura da operação, ou seja, o craqueamento térmico. Isso porque a
temperatura envolvida no processo fornece energia suficiente para que ocorra a formação de
radicais livres devido à quebra de ligações entre hidrogênio e carbono. Apesar disso, apenas a

24
descrição do mecanismo da reação de craqueamento catalítico será abordada (EINSFELDT,
2005).
As características e a composição da alimentação do processo, as condições de
operação de uma unidade de FCC e as propriedades do catalisador (principalmente o caráter
ácido dos sítios ativos) são os fatores que proporcionam condições para formação de
diferentes produtos. A Tabela 2 apresenta exemplos de reações que podem ocorrer para
diferentes tipos de cadeia hidrocarbônica presentes na alimentação. O produto intermediário
das reações descritas são carbocátions formados pela interação entre os sítios ativos e as
cadeias hidrocarbônicas (SADEGHBEIGI, 2000).
Tabela 2: Tipos de reação que ocorrem no processo FCC – 2000.
Tipo de Reação Exemplo
Craqueamento
Parafinas em olefinas e parafinas menores C10H22 → C4H10 + C6H12
Olefinas para olefinas menores C9H18 → C4H8 + C5H10
Cisão de aromáticos ramificados ArC10H21 → ArC5H9 + C5H12
Isomerização
Troca de ligação de olefinas 1-C4H8 → trans-2-C4H8
Olefinas normais para iso-olefinas n-C5H10 → iso-C5H10
Ciclo-hexano para ciclo-pentano C6H12 → C5H9CH3
Transferência de H
Ciclo aromatização:
(Nafteno + Olefina → Aromático +
Parafina)
C6H12 + 3C5H10 → C6H6 + 3C5H12
Trans-alquilação C6H4(CH3)2 + C6H6 → 2C6H5CH3
Ciclização de olefinas
em naftenos C7H14 → CH3-ciclo-C6H11
Desidrogenação n-C8H18 → C8H16 + H2
Dealquilação Iso-C3H7-C6H5 → C6H6 + C3H6
Condensação Ar-CH=CH2 + R1CH=CHR2 → Ar-Ar- + 2H
Fonte: Adaptado de Sadeghbeigi et al. (2000).
A primeira etapa do craqueamento catalítico é a formação de carbocátions que ocorre
já na etapa de vaporização da corrente de hidrocarbonetos de elevado peso molecular pelo
contato com o catalisador já regenerado. Carbocátion é a denominação dada ao carbono
carregado positivamente e que é um intermediário da reação. Dependendo de sua estrutura
molecular, o carbocátion pode ser classificado em carbênio ou carbônio e sua formação tem
relação direta com o tipo de sítio ativo do catalisador (MOTA, 2000; SADEGHBEIGI, 2000;
WEITKAMP, 2008).
Nos catalisadores empregados no processo FCC, dois tipos de sítio ativo podem ser
encontrados: sítio ácido de Bronsted ou de Lewis.

25
O sitio ácido de Bronsted possui uma estrutura tetracoordenada contendo Alumínio
no centro e, por equilíbrio de cargas, um próton. Por definição um ácido de Bronsted é aquela
molécula capaz de doar um próton.
O sítio ácido de Lewis, por sua vez, ocorre quando essa estrutura tetracoordenada é
desidroxilada e forma uma estrutura tricoordenada com um orbital livre (Figura 13). Um
ácido de Lewis é qualquer espécie química capaz de receber elétrons (MOTA, 2000;
SADEGHBEIGI, 2000; WEITKAMP, 2008).
Figura 13: Estrutura molecular de um sítio ativo de Bronsted e sua conversão a sítio de Lewis
(WEITKAMP, 2008).
Carbônio é o íon pentacoordenado e com 5 ligações formado pelo ataque direto do
próton do sítio ácido (de Bronsted) do catalisador. Devido à instabilidade da carga no íon
carbônio e da força dos sítios ácidos, poucos íons são formados. As reações no processo FCC,
então, ocorrem em sua maioria a partir do intermediário de reação carbênio (EINSFELDT,
2005; WEITKAMP, 2008).
O carbênio é o carbocátion mais comumente formado como intermediário de reação
e é mais estável do que o carbônio. A estrutura molecular é tricoordenada e este íon pode ser
formado de duas maneiras distintas, tanto por sítios ácidos de Bronsted, quando há doação de
prótons para olefinas, quanto por sítios ácidos de Lewis, quando há retirada de elétrons de
parafinas (EINSFELDT, 2005; WEITKAMP, 2008).
A Figura 14 apresenta a estrutura molecular dos carbocátions citados.
Figura 14: Estrutura molecular dos dois tipos principais de carbocátions (WEITKAMP, 2008).
26
A reação de craqueamento procede pela β-cisão, que é o fenômeno de quebra da
ligação entre carbonos que estão a dois átomos de distância do carbocátion, ou seja, na
posição β. O produto dessa reação é uma olefina e um novo carbocátion, que pode sofrer
sucessivas reações de craqueamento, já que a carga positiva não é eliminada nesse processo.
Quando a cadeia do carbocátion torna-se muito pequena, há a transferência da carga para
moléculas maiores que dão sequência ao processo (SADEGHBEIGI, 2000).
Como as olefinas podem se tornar carbocátions pela adição de hidrogênio, essas
moléculas também podem ser craqueadas (EINSFELDT, 2005; SADEGHBEIGI, 2000).
Outra reação envolvida no processo, apresentada na Tabela 2, é a de transferência de
hidrogênio, também chamada hibridização. Ela pode ocorrer entre parafinas e carbocátions,
que permite a transferência da carga de pequenos íons para moléculas maiores, e entre olefina
e cicloparafinas, onde o hidrogênio é transferido para a olefina e forma-se uma parafina e uma
ciclo-olefina (EINSFELDT, 2005).
As reações de isomerização acontecem para que os carbocátions se rearranjem para
sua forma terciária, que é o tipo mais estável de carbocátion, seguido pelo carbocátion
secundário e, por fim, primário. Essa reação proporciona a formação de compostos
ramificados, que aumentam a octanagem da gasolina produzida devido à presença de
isoparafinas (EINSFELDT, 2005).
Por fim, como exemplo, reações de ciclização são capazes de transformar olefinas
em cicloparafinas e, posteriormente, por transferência de hidrogênio, em aromáticos
(EINSFELDT, 2005).
3.5 Aditivos para catalisadores do processo FCC
Aditivos, também denominados ingredientes funcionais, são substâncias que atuam
de maneira complementar à do catalisador e possuem um objetivo específico e predefinido
(BRASIL, 2009). Esses compostos proporcionam condições de operação nas quais sejam
reduzidas a emissão de poluentes e o envenenamento do catalisador, por exemplo.
Adiante serão apresentados alguns exemplos de aditivos e a descrição sucinta de suas
respectivas funções.
1. Armadilhas para metais: Vanádio, Níquel e Sódio são exemplos de metais que podem
envenenar um catalisador. Existem, portanto, aditivos conhecidos como armadilhas que

27
previnem a interferência dessas substâncias nas condições do processo e na atividade do
catalisador. De maneira geral, esses metais podem provocar o aumento da formação de
coque e a desativação irreversível dos sítios ativos do catalisador, provocando diminuição
do rendimento de produtos valiosos e aumento dos custos de operação devido à
necessidade de reposição de catalisador fresco. Vanádio é controlado empregando óxidos
de terras raras (como cério) suportados. Níquel é apassivado utilizando solução de
Antimônio. Por fim, Sódio é controlado por meio de tratamento prévio da carga utilizada
como matéria prima no processo (LLOYD, 2011; SADEGHBEIGI, 2000).
2. Promotor de combustão: esse tipo de aditivo tem como objetivo promover a combustão
de CO em CO2 para alcançar limites de emissão definidos na legislação vigente e também
prevenir o chamado after burn, que é a ocorrência dessa conversão de maneira altamente
exotérmica na fase diluída do regenerador ou em equipamentos posteriores. Comumente
Platina em concentrações variando entre 300 e 800 ppm é empregada para atuar no
controle de combustão de CO (RONCOLATTO, 2007; SADEGHBEIGI, 2000).
3. Redutores de emissão: o controle de emissões do tipo SOx e NOx é tão importante quanto
o controle de outras variáveis operacionais, devido ao caráter agressivo desses poluentes.
Para controlar emissões SOx são empregados alguns óxidos metálicos capazes de
adsorver esse tipo de molécula e criar ligações com SO3. A rota de reação passa pela
oxidação de SO2, formação de H2S e, por último, enxofre elementar. No caso dos NOx,
os aditivos são, também, alguns óxidos metálicos (RONCOLATTO, 2007).
É possível perceber observando a literatura que muitas variações de elementos e suas
composições, assim como os métodos de fabricação de aditivos, são pesquisadas até hoje.
Portanto, vale destacar que as condições e os objetivos da operação de cada refinaria é que
determinam quais aditivos são mais adequados e eficientes para o processo (MOREIRA,
2006).

28
4 Considerações finais
O processo de Craqueamento Catalítico Fluido de frações pesadas dos resíduos de
destilação do petróleo com utilização de catalisadores zeolíticos representa um avanço
histórico para a indústria petroquímica. A possibilidade de transformar gasóleo pesado da
destilação a vácuo, um material residual, em produtos com alto valor agregado e grande
demanda como gasolina, é, indubitavelmente, o fator de destaque desse processo.
As zeólitas, que possuem características como alta seletividade, atividade e
estabilidade nas condições operacionais são responsáveis por uma parcela bastante
representativa no desempenho e no sucesso que as Unidades de FCC alcançaram ao longo do
tempo, sendo consideradas as maiores responsáveis pelo salto de qualidade do processo, visto
que os aperfeiçoamentos em equipamentos e condições de processo foram permitidos pelas
características que a zeólita apresenta.
Por esse motivo, justificam-se, até hoje, os esforços e recursos empregados no estudo
desses catalisadores, seja para aperfeiçoamento desses já existentes ou para a criação de novas
zeólitas sintéticas e, também, novos aditivos, que são empregados para proporcionar
condições ao processo de maneira que se alcancem os objetivos desejados.

29
5 Referências bibliográficas
BARQUETTE, A. V. Avaliação da melhor localização do sistema de mistura em linha diesel
da REDUC. 2008.112f. Dissertação (Mestrado em Engenharia de Produção). Pontifícia
Universidade Católica, Rio de Janeiro, 2008.
BRASIL, N. I.; ARAÚJO, M. A. S.; SOUSA, E. C. M. Processamento de Petróleo e Gás. Rio
de Janeiro: LTC, 2012.
EINSFELDT, M. Dinâmica e estabilidade de um Conversor de Craqueamento Catalítico de
Resíduo. 2005. 130f. Dissertação (Mestrado em Engenharia Química). COPPE, UFRJ, Rio de
Janeiro, 2005.
ERTHAL, R. H. Modelagem e simulação dinâmica de um conversor de craqueamento
catalítico. 2003. 138f. Dissertação (Mestrado em Engenharia Mecânica). Centro Federal de
Educação Tecnológica do Paraná (CEFET), Curitiba, 2003.
FOGLER, H. S. Elementos de Engenharia das Reações Químicas. 3ª ed. Rio de Janeiro: LTC,
2002.
LLOYD, L. Handbook of Industrial Catalysts. Nova Iorque: Springer, 2011.
LUNA, F. J.; SCHUCHARDT, U. Modificação de zeólitas para uso em catálise. São Paulo,
2000. Rev. Química Nova, vol. 24, n. 6, p. 885-892, 2001.
MARQUES, C. A. X. et al. Avaliação da adição de aditivos do tipo “booster” de octanagem
no poder antidetonante da gasolina automotiva brasileira. In: CONGRESSO BRASILEIRO
DE P&D EM PETRÓLEO E GÁS, 2, 2003. Rio de Janeiro: Associação Brasileira de P&D
em Petróleo e Gás, 2003.
MOREIRA, F. S. Alternativas tecnológicas para a maximização da produção de olefinas
leves a partir de petróleos pesados. Rio de Janeiro: URFJ/EQ, 2006.
MOTA, C. J. A. Íons carbônio. Rio de Janeiro, 1999. Rev. Química Nova, São Paulo, v. 23,
n. 3, p. 338-345, 2000.
PROGRAMAS TECNOLÓGICOS. Petrobras Magazine, ed. 57, 2009. Disponível em:
http://www.hotsitespetrobras.com.br/petrobrasmagazine/Edicoes/Edicao57/pt/internas/progra
mas-tecnologicos/#main. Acesso em 20 de abril de 2014.
RONCOLATTO, R. E. Redução de emissões gasosas em FCC usando aditivos ao
Catalisador. 2007. 229p. Dissertação (Doutorado em Engenharia Química). COPPE, UFRJ,
Rio de Janeiro, 2007.
SADEGHBEIGI, R. Fluid Catalytic Cracking Handbook. 2ª ed. GULF: Houston, 2000.
SCHERER, E. K. Transformação de cicloexano e metilcicloexano sobre as zeólitas HMCM-
22, HZSM-5 e HUSY – Rendimento e seletividade a hidrocarbonetos leves. 2009. 124f.

30
Dissertação (Mestrado em Engenharia Química). Centro de Ciências Exatas e Tecnologia,
UFSCAR, São Carlos, 2009.
SILVESTRE, A. H. O.; VIEIRA, E. B.; BARRETO, L. S. Importância das Zeólitas na
indústria do petróleo e no craqueamento em leito fluidizado (FCC). Rio de Janeiro, 2012.
Revista de divulgação do Projeto Universidade Petrobras e IF Fluminense, v. 2, n. 1, p. 63-75,
2012.
WEITKAMP, J. et al. Handbook of Heterogeneous Catalysis. 2ª ed. Weinheim: Wiley –
VCH, 2008.
![Cerâmica 55 (2009) 145-150 145 - scielo.br · GLP (gás liquefeito de petróleo) [1]. No Brasil, o catalisador de craqueamento catalítico fluído é classificado segundo a norma](https://img.pdfslide.tips/doc/110x75/5c5ee7c909d3f2ca1f8cfd1f/ceramica-55-2009-145-150-145-glp-gas-liquefeito-de-petroleo-1-no.jpg)


![Cerâmica 55 (2009) 145-150 145 · GLP (gás liquefeito de petróleo) [1]. No Brasil, o catalisador de craqueamento catalítico fluído é classificado segundo a norma ABNT-NBR 10004](https://img.pdfslide.tips/doc/110x75/607144628a4ea7677f6f0841/cermica-55-2009-145-150-145-glp-gs-liquefeito-de-petrleo-1-no-brasil.jpg)

























