Embed Size (px)
Citation preview

1
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO Departamento de Engenharia Mecânica
DEM/POLI/UFRJ
MELHORIA DA MANUTENÇÃO PLANEJADA EM UMA FÁBRICA DE PNEUS
DO RIO DE JANEIRO
Lucas Câmera Araújo
Projeto de Graduação apresentado ao Curso de
Engenharia Mecânica da Escola Politécnica,
Universidade Federal do Rio de Janeiro, como
parte dos requisitos necessários à obtenção do
título de Engenheiro.
Orientador: Fábio Luiz Zamberlan
RIO DE JANEIRO, RJ – BRASIL
SETEMBRO DE 2017

i
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO Departamento de Engenharia Mecânica
DEM/POLI/UFRJ
MELHORIA DA MANUTENÇÃO PLANEJADA EM UMA FÁBRICA DE PNEUS
DO RIO DE JANEIRO
Lucas Câmera Araújo
PROJETO FINAL SUBMETIDO AO CORPO DOCENTE DO DEPARTAMENTO
DE ENGENHARIA MECÂNICA DA ESCOLA POLITÉCNICA DA
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE DOS
REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE
ENGENHEIRO MECÂNICO.
Aprovado por:
________________________________________________
Prof. Fábio Luiz Zamberlan
________________________________________________
Prof. Fernando Pereira Duda
________________________________________________
Prof. Armando Carlos de Pina Filho
RIO DE JANEIRO, RJ – BRASIL
SETEMBRO DE 2017

ii
Araújo, Lucas Câmera
Melhoria da manutenção planejada em uma fábrica de
pneus do Rio de Janeiro/ Lucas Câmera Araújo. – Rio de Janeiro:
UFRJ/ Escola Politécnica, 2017.
X, 63 p.: il.; 29,7 cm.
Orientador: Fábio Luiz Zamberlan
Projeto de Graduação – UFRJ/ Escola Politécnica/ Curso de
Engenharia Mecânica, 2017.
Referencias Bibliográficas: p. 57.
1. Manutenção 2. Confiabilidade. 3. Gestão I. Zamberlan,
Fábio Luiz. II. Universidade Federal do Rio de Janeiro, Escola
Politécnica, Curso de Engenharia Mecânica. III. Melhoria da
manutenção planejada em uma fábrica de pneus do Rio de Janeiro.

iii
“Para que todos vejam, e saibam, e
considerem, e juntamente entendam
que a mão do Senhor fez isso (...)”
Isaías 41:20

iv
Agradecimentos
Aos meus pais, que são exemplo de sabedoria e me ensinaram a andar no
caminho do Senhor. Que me ensinaram o valor do estudo e da dedicação. Que se
esforçaram e me deram a melhor educação possível. Que me apoiaram nos momentos
difíceis e nunca mediram esforços para me ajudar. Que me deram tudo. Que são, sem
sombra de dúvida, o meu maior exemplo e fonte de inspiração.
Ao meu irmão que me inspira a ser melhor e me ajuda nos momentos difíceis. É,
e sempre será, um verdadeiro amigo.
A minha namorada Fernanda, pela alegria que trouxe a minha vida. Por sua
companhia e amor. Por sua ajuda e suas orações nos momentos difíceis. Por sua
compreensão nas inúmeras vezes em que não pude vê-la por motivos de estudo.
A todos os meus professores que de forma genial transmitiram todo o
conhecimento de engenharia que tenho.
Ao professor Fábio Luiz Zamberlan, pelo conhecimento compartilhado, pela
inspiração profissional e pela ajuda durante a elaboração desde trabalho.
Aos meus amigos de faculdade, pelos grupos de estudo e pelos momentos de
descontração.
v
Resumo do Projeto de Graduação apresentado à Escola Politécnica/ UFRJ como parte
dos requisitos necessários para a obtenção do grau de Engenheiro Mecânico.
Melhoria da manutenção planejada em uma fábrica de pneus do Rio de Janeiro
Lucas Câmera Araújo
Setembro/2017
Orientador: Fábio Luiz Zamberlan
Curso: Engenharia Mecânica
O presente projeto visa melhorar o sistema de manutenção planejada em uma usina de
pneus localizada no Rio de Janeiro. Para isso, foi feita uma revisão detalhada da
literatura, onde foram abordados temas relativos às técnicas, indicadores e custos de
manutenção. Com esses insumos foi feito um diagnóstico para identificar a causa da
baixa eficácia da manutenção planejada na fábrica em estudo. Após identificar que o
plano de manutenção existente era ineficaz e que não havia um método de criação de
plano de manutenção definido, traçou-se como objetivo deste trabalho a elaboração de
um método de criação de plano de manutenção que busque a diminuição das paradas
não programadas por motivo de pane. Além disso, traçou-se como objetivo a aplicação
deste método em um equipamento crítico, de modo que fosse entregue um plano de
manutenção robusto pronto para aplicação. Para definição do equipamento crítico, foi
feito o cálculo e análise de diversos indicadores de manutenção cuja base de dados foi
extraída do software de manutenção utilizado pela empresa. Para criação da
metodologia, aplicaram-se os conceitos de manutenção centrada em confiabilidade,
dessa forma, o resultado é um método focado no combate à ocorrência de eventos de
manutenção não planejada. Por último, aplicou-se o método, que conta com a
ferramenta de confiabilidade FMEA (Análise dos Modos de Falha e seus Efeitos), em
um equipamento crítico e foi elaborada uma rotina de manutenção que busca prevenir
um total de noventa modos de falha identificados que podem gerar um impacto de até
273 horas de parada de produção não planejada.
Palavras-chave: Manutenção, confiabilidade, FMEA, plano de manutenção.

vi
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment of
the requirements for the degree of Mechanical Engineer.
Improvement of the planned maintenance in a Rio de Janeiro tire factory
Lucas Câmera Araújo
September/2017
Advisor: Fábio Luiz Zamberlan
Course: Mechanical engineering
This project aims to improve the planned maintenance in a Rio de Janeiro tire plant. A
detailed review of the literature was carried out, where topics related to maintenance
techniques, indicators and costs were discussed. Considering this theory, a diagnosis
was made to identify the cause of the low effectiveness of the planned maintenance in
the factory under study. After identifying that the existing maintenance plan was
ineffective and that there was no maintenance plan creation method defined, the goal of
this work was defined as elaborating a maintenance plan creation method that
guarantees the reduction of maintenance random events. In addition, the goal was also
to apply this method to a critical equipment, so that a robust maintenance plan ready for
application is provided. In order to define the critical equipment, several maintenance
indicators were calculated and analyzed, using data from the maintenance software used
by the company. To define the methodology, the concepts of reliability centered
maintenance were applied, so as the result is a method focused on reducing the
occurrence of unplanned maintenance events. Finally the method, that uses FMEA
(Failure Modes and Effects Analysis), was applied to a critical equipment and a
maintenance routine that seeks to prevent a total of ninety identified failure modes that
can impact up to 273 hours of unplanned outage could be defined.
Keywords: Maintenance, reliability, FMEA, planned maintenance
vii
Sumário
1. Introdução ................................................................................................................................. 1
1.1 Considerações iniciais ......................................................................................................... 1
1.2 Justificativa ......................................................................................................................... 2
1.3 Objetivos ............................................................................................................................. 5
1.4 Metodologia ........................................................................................................................ 5
2. Revisão bibliográfica................................................................................................................. 6
2.1 Técnicas de manutenção...................................................................................................... 6
2.1.1 Manutenção à demanda ................................................................................................ 6
2.1.2 Manutenção sistemática ............................................................................................... 7
2.1.3 Manutenção preventiva ................................................................................................ 8
2.1.4 Manutenção preditiva ................................................................................................... 9
2.1.5 Otimização da manutenabilidade ............................................................................... 10
2.2 Indicadores de manutenção ............................................................................................... 10
2.2.1 TMCT (Tempo médio da carga de trabalho) .............................................................. 11
2.2.2 MTTR (Tempo médio de reparo) ............................................................................... 12
2.2.3 MTBF (Tempo médio entre falhas) ............................................................................ 12
2.2.4 Rácio estratégico de manutenção ............................................................................... 13
2.3 Custos de manutenção ....................................................................................................... 13
3. Diagnóstico da manutenção .................................................................................................... 15
3.1 A empresa .......................................................................................................................... 15
3.2 Diagnóstico da manutenção planejada na fábrica analisada.............................................. 16
4. Metodologia ............................................................................................................................ 21
4.1 Introdução ......................................................................................................................... 21
4.2 Funções ............................................................................................................................. 23
4.2.1 Funções primárias ...................................................................................................... 23
4.2.2 Funções secundárias ................................................................................................... 24
4.2.3 Requisitos de desempenho ......................................................................................... 24
4.2.4 Contexto operacional .................................................................................................. 24
4.3 Falha funcional .................................................................................................................. 25
4.3.1 Falha ........................................................................................................................... 25
viii
4.3.2 Descrição da falha funcional ...................................................................................... 25
4.4 Análise dos modos e dos efeitos de falha (FMEA) ........................................................... 26
4.4.1 Modo de falha............................................................................................................. 26
4.4.2 Efeitos de falha ........................................................................................................... 28
4.5 Consequências de falha ..................................................................................................... 29
4.5.1 Consequências ambientais e de segurança ................................................................. 30
4.5.2 Consequências operacionais ....................................................................................... 30
4.5.3 Consequências não operacionais ................................................................................ 31
4.6 Manutenção proativa ......................................................................................................... 32
4.6.1 Manutenção sistemática - Falhas relacionadas à idade do equipamento .................... 33
4.6.2 Manutenção preventiva e Manutenção preditiva ........................................................ 35
4.6.3 Periodicidade .............................................................................................................. 37
4.6.4 Viabilidade técnica (manutenção preventiva e predititva) ......................................... 38
4.6.5 Método de inspeções .................................................................................................. 38
5. Plano de manutenção ............................................................................................................... 40
5.1 Elaboração da análise dos modos de falha e seus efeitos (FMEA) ................................... 40
5.2 Avaliação das consequências ............................................................................................ 47
5.3 Plano de manutenção ......................................................................................................... 52
5.3.1 Proposta de manutenção preditiva – análise de vibração ........................................... 52
5.3.2 Proposta de manutenção preditiva – análise termográfica ......................................... 52
5.3.3 Proposta de manutenção preventiva ........................................................................... 52
5.3.4 Proposta de manutenção sistemática .......................................................................... 53
5.4 Treinamento de equipe especializada ................................................................................ 53
6. Conclusão ................................................................................................................................ 54
7. Referências bibliográficas ....................................................................................................... 55
Anexo I – Análise de vibração .................................................................................................... 56
Anexo II – Análise termográfica ................................................................................................. 60
Anexo III – Lubrificação de rolamento ....................................................................................... 61

ix
Lista de Siglas
CNC - Controle Numérico Computadorizado
FF – Falha Funcional
FMEA – Análise dos modos de falha e seus efeitos (Failure Mode and Effect Analysis)
MF – Modo de Falha
MTBF – Tempo médio entre falhas (Mean Time between Failures)
MTTR – Tempo médio de reparo (Mean Time to Repair)
RCM – Manutenção Centrada em Confiabilidade (Reliability Centered Maintenance)
SAE – Sociedade dos engenheiros automotivos (Society of Automotive Engineers)
TMCT – Tempo médio da carga de trabalho

1
1. Introdução
1.1 Considerações iniciais Nos últimos 35 anos a manutenção tem passado por grandes mudanças. Fatores
como aumento do número de ativos físicos que necessitam de manutenção, aumento da
complexidade dos projetos e o surgimento de novas tecnologias aplicadas à manutenção
são fatores determinantes nesse cenário de mudanças. Além disso, a conscientização das
organizações de que a manutenção tem forte influência na segurança das pessoas e do
meio ambiente, qualidade do produto e desempenha papel decisivo na disponibilidade
dos meios de produção, além de representar uma parcela significativa dos custos de
produção, contribui para que a manutenção seja percebida como uma função estratégica
para a melhoria dos resultados operacionais e aumento da competitividade das
organizações.
Segundo Kardec e Nascif (2009) a evolução da manutenção pode ser dividida
em 4 gerações. A primeira geração abrange o período anterior à Segunda Guerra
Mundial, quando os equipamentos industriais eram simples e, em sua maioria,
superdimensionados. Além disso, a produtividade não era prioridade. Dessa forma, não
eram necessários grandes esforços de manutenção, apenas serviços de limpeza,
lubrificação e conserto após quebra, ou seja, a manutenção era fundamentalmente
reativa. A segunda geração ocorreu no período pós Segunda Guerra Mundial, entre as
décadas de 50 e 70, quando, por consequência da guerra, a demanda por todo tipo de
produto aumentou sensivelmente. Além disso, a disponibilidade de mão de obra para a
produção diminuiu drasticamente. Dessa forma, ficou evidente a necessidade de possuir
equipamentos disponíveis e confiáveis, pois produtividade se tornou necessária. Nesse
período desenvolveu-se o conceito de manutenção preventiva que consistia em planos
de trabalhos fixos executados em intervalos definidos, ou seja, consistia na técnica de
manutenção sistemática. A terceira geração, com início a partir da década de 70, foi
marcada pela tendência mundial de utilização de sistemas de produção just-in-time que,
por operar com estoques reduzidos, torna a disponibilidade dos meios de produção
fundamental, uma vez que pequenas paralisações locais podem resultar na parada de
toda a cadeia produtiva. Além disso, o crescimento da automação e da mecanização
aumentou a importância da disponibilidade e a confiabilidade, uma vez que a segurança
e a qualidade da produção passaram a depender de equipamentos. Por isso, nesse
período foram difundidos os conceitos de manutenção preventiva e preditiva, além do
desenvolvimento de sistemas de gestão da manutenção informatizados que
possibilitaram melhor controle e acompanhamento dos trabalhos programados.
Disseminou-se também o conceito de confiabilidade e a aplicação de ferramentas como
análise de causa e FMEA (análise dos modos de falha e seus efeitos). A quarta geração
é marcada pela crescente necessidade das empresas de possuírem meios de produção
confiáveis e disponíveis. Em um contexto econômico cada vez mais competitivo, a
manutenção passa a ser vista como função estratégica, pois tem impacto direto nos

2
custos de fabricação e na produtividade. A técnica de manutenção preditiva tem sido
desenvolvido pois minimiza o tempo de máquina parada por manutenção, além de
garantir bom aproveitamento da vida útil dos componentes. Com o crescimento da
complexidade dos ativos houve, também, o crescimento da importância da
confiabilidade, uma vez que uma falha pode representar consequências catastróficas.
Com base nessa perspectiva histórica, fica evidente que a aplicação e otimização
da estratégia de manutenção planejada é essencial para que as empresas atuem em um
contexto industrial competitivo e desafiador. Garantir a realização dos trabalhos
programados, melhorar continuamente os planos de trabalho, qualificar a mão de obra
de manutenção e investir em confiabilidade dos equipamentos, de maneira geral, são
eixos de progresso que, no atual contexto industrial, são indispensáveis para a
sobrevivência das indústrias.
1.2 Justificativa A usina em estudo enfrentou uma forte retração do mercado nos anos de 2013 e
2014, que gerou uma redução de 44% da produção em toneladas entre o ano de 2012 e
2014. Nesse período a fábrica redesenhou seus processos, reduziu seu quadro de efetivo
e orientou sua gestão para a redução de custos, gerando impactos na política de
manutenção da empresa. Dessa forma, a direção optou por não priorizar a estratégia de
manutenção planejada. Com a industrialização de novos produtos e o reaquecimento do
mercado, desde o ano de 2015 a fábrica vem aumentando sua produção ano após ano,
tanto em peso quanto em unidades produzidas, conforme ilustrado na figura1.
Figura 1: Histórico e projeção anual da produção da fábrica em estudo

3
No ano de 2016, para atender a crescente demanda do mercado, a direção da
usina revisou sua estratégia de manutenção e definiu que a melhoria da célula de
planejamento e controle da manutenção é uma condição necessária para bem atender
seus clientes.
Como eixo de partida, a gerência de manutenção buscou garantir que o plano de
manutenção existente fosse executado com rigor e no prazo previsto. Para isso, os
indicadores de realização no prazo do plano de manutenção programada passaram a ser
acompanhados diariamente pelo gerente de manutenção e uma rotina de contra
verificações dos trabalhos programados executados foi iniciada com o intuito de
garantir o rigor da execução. Além disso, a não realização no prazo de um trabalho
programado passou a implicar na perda de bonificação do funcionário responsável.
Dessa forma, por meio da gestão diária e da política de benefícios da empresa, a
taxa de realização no prazo dos trabalhos programados teve um crescimento
significativo e assumiu valores bastante satisfatórios. A figura 2 mostra a taxa de
realização no prazo dos trabalhos programados.
Figura 2: Taxa de realização no prazo do plano de manutenção da usina em estudo
Muito embora a realização no prazo dos trabalhos programados tenha assumido
valores satisfatórios, pode-se constatar que não houve redução da ocorrência de
trabalhos não programados, ou seja, manutenção à demanda (conforme explicação na
seção 2.1.1), tanto em número de eventos quanto em tempo de máquina parada. As
figuras 3 e 4 ilustram este fato.
0%
20%
40%
60%
80%
100%
jan
/16
fev/
16
mar
/16
abr/
16
mai
/16
jun
/16
jul/
16
ago
/16
set/
16
ou
t/1
6
no
v/1
6
dez
/16
jan
/17
fev/
17
mar
/17
abr/
17
mai
/17
jun
/17
jul/
17
Taxa de realização no prazo do plano de manutenção
Oficina1
Oficina 2
Oficina3

4
Figura 3: Número de eventos de manutenção a demanda
Figura 4: Tempo de máquina parada por manutenção a demanda
Dessa forma, pode-se concluir que o plano de manutenção não foi eficaz, uma
vez que a taxa de realização no prazo se tornou expressiva e o rigor na execução foi
assegurado, porém não se constatou redução na ocorrência de trabalhos não
programados. A partir desses fatos e alinhado com a estratégia da usina, a gerência de
manutenção definiu como prioritário a melhoria do plano de manutenção propriamente
dito.

5
Os planos de manutenção existentes foram criados durante a partida da fábrica e
nunca foram revisados. Além disso, os planos de trabalho e suas respectivas frequências
foram definidos pelos engenheiros de manutenção durante a partida da fábrica sem uma
metodologia que garantisse a redução das intervenções à demanda.
1.3 Objetivos O objetivo deste trabalho é robustecer o planejamento e controle da manutenção
na usina em estudo. Para isso, se estabelecem como objetivos específicos a definição de
uma metodologia de criação de plano de manutenção que garanta a redução da
ocorrência de intervenções de manutenção à demanda, a elaboração de um diagnóstico
da manutenção por meio do cálculo e interpretação dos indicadores de manutenção de
modo que se possa identificar um equipamento e, por ultimo, será elaborado o plano de
manutenção propriamente dito. Dessa forma, ter-se-á percorrido as etapas de estudo,
diagnóstico e desenvolvimento de uma rotina de manutenção planejada, de modo que a
entrega final seja um plano de manutenção pronto para implantação em um
equipamento crítico, além da estruturação de uma metodologia de criação de plano de
manutenção robusta que pode ser replicada para todo o parque de máquinas da usina.
1.4 Metodologia Para o diagnóstico da manutenção utilizou-se a base de dados do software de
gestão da manutenção empregado na usina em estudo. Compilaram-se todas as ordens
de trabalho registradas entre o primeiro dia de janeiro de dois mil e dezesseis e o
trigésimo primeiro dia de julho de dois mil e dezessete, tendo, portanto, uma
abrangência de 19 meses e um total de 74.695 ordens de trabalho. Além disso, foram
feitas reuniões com engenheiros, supervisores e gerente de manutenção para que o
conhecimento tácito de cada um desses atores fosse aproveitado.
Para elaboração da metodologia de criação de plano de manutenção buscou-se
na literatura métodos e ferramentas de confiabilidade que garantissem melhoria na
disponibilidade dos ativos industriais. Com o intuito de garantir que o método proposto
fosse realmente utilizado em marcha corrente, cada etapa foi validada com o gerente de
manutenção que avaliou a aplicabilidade da ferramenta proposta.
Para criação do plano de manutenção para um equipamento crítico, foram feitas
reuniões e entrevistas com mecânicos, eletricistas, engenheiros de manutenção,
supervisores e operadores.

6
2. Revisão bibliográfica
2.1 Técnicas de manutenção Segundo Kardec e Nascif (2009) a maneira pela qual é feita a intervenção nos
equipamentos caracteriza as técnicas de manutenção. Seguindo essa lógica, existem
diversas técnicas de manutenção. Observa-se, na prática, uma diversidade de termos
para caracterizar os mesmos conceitos. Neste trabalho, serão consideradas e definidas
cinco técnicas de manutenção:
Manutenção à demanda.
Manutenção sistemática.
Manutenção preventiva.
Manutenção preditiva.
Otimização da manutenabilidade.
2.1.1 Manutenção à demanda Segundo Alvarez (1988) o estado de falha concreta é o estágio final de todo
defeito que impede a continuação do seu funcionamento, paralisando o sistema
funcional parcial ou totalmente. Ainda segundo Alvarez (1988) pode-se definir
manutenção à demanda como a assistência dada ao equipamento depois de ocorrida a
falha concreta, que impossibilita a continuidade funcional do sistema e obriga a parada
de forma não planejada. A figura 5 ilustra essa dinâmica:
Figura 5: Ilustração da dinâmica de manutenção a demanda. Fonte: A empresa.
Segundo Moubray (1997) o estado de falha concreta ocorre quando o
equipamento não é capaz de exercer a função para a qual foi colocado em serviço.
Kardec e Nascif (2009) definem a técnica de manutenção em questão como atuação
para correção de falha ou desempenho menor do que o esperado.

7
Por apresentar um caráter reativo, essa técnica apresenta as seguintes
desvantagens:
Frequentemente há ocorrência de avarias secundárias, decorrente da falha
concreta.
Não permite a preparação e planejamento do trabalho, comprometendo o tempo
de intervenção, a segurança dos colaboradores e a qualidade do serviço.
Interfere no programa produtivo.
Maiores custos operacionais.
Dessa forma, a utilização dessa técnica como estratégia de manutenção possui
vantagens econômicas muito restritas. Ainda assim, pode-se ser vantajosa a
aplicação desta técnica em sistemas com redundância em que a parada do
equipamento não acarrete parada da produção, em sistemas de alta simplicidade em
que a concretização da falha não acarrete avarias secundárias e que a intervenção
seja rápida e de baixo custo ou em sistemas em que a aplicação de outras técnicas
apresente um custo excessivamente alto, não justificando o investimento.
2.1.2 Manutenção sistemática Manutenção sistemática é a assistência técnica dada ao equipamento com a
frequência em função da vida útil física que possui o elemento constituinte do sistema, a
partir da qual o mesmo deve ser trocado independentemente de seu estado e condição
(ALVAREZ, 1988). A figura 6 ilustra essa dinâmica:
Figura 6: Ilustração da dinâmica de manutenção sistemática. Fonte: A empresa.
A partir desta definição é fácil concluir que essa técnica de manutenção é eficaz
para peças, equipamentos ou sistemas que apresentem uma relação linear entre
deterioração e tempo. Para sistemas desse tipo, a probabilidade de falha se comporta
como expressado na figura 7. Dessa forma, é possível estabelecer uma periodicidade
eficaz entre as intervenções e prevenir o aparecimento de falhas pela substituição dos
componentes antes do término de sua vida útil. Entretanto, vale ressaltar que poucos
sistemas apresentam relação linear entre tempo e deterioração.
8
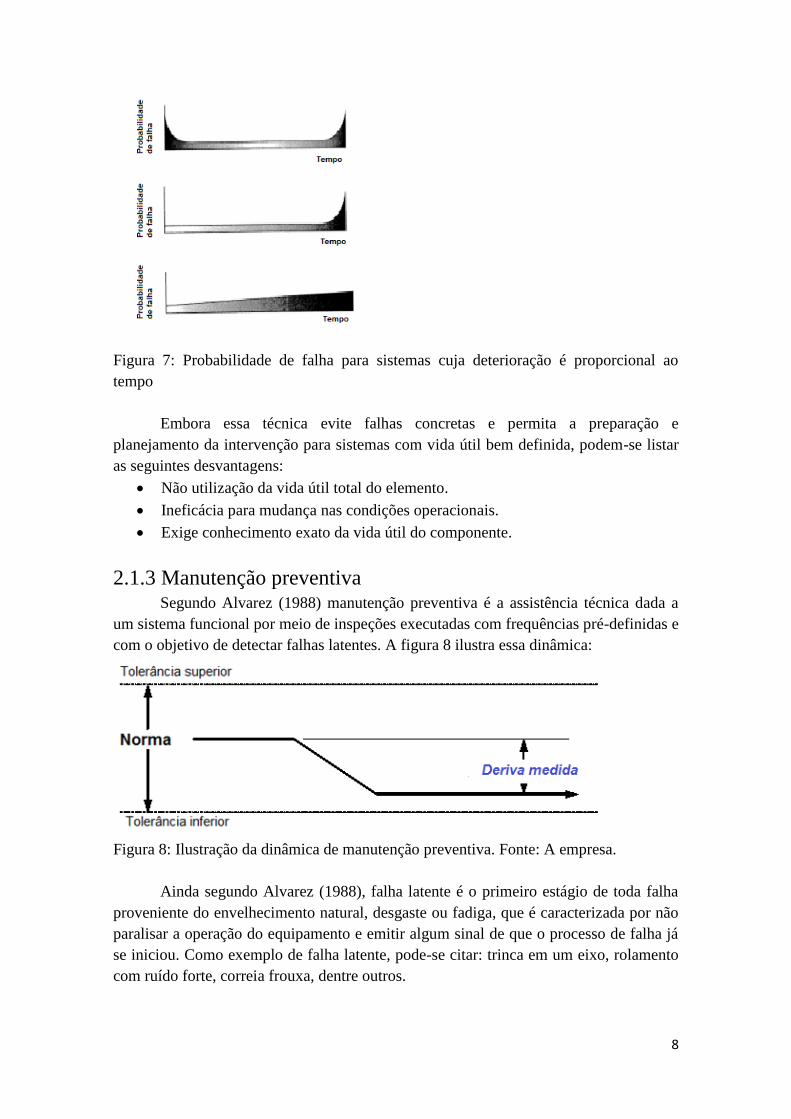
Figura 7: Probabilidade de falha para sistemas cuja deterioração é proporcional ao
tempo
Embora essa técnica evite falhas concretas e permita a preparação e
planejamento da intervenção para sistemas com vida útil bem definida, podem-se listar
as seguintes desvantagens:
Não utilização da vida útil total do elemento.
Ineficácia para mudança nas condições operacionais.
Exige conhecimento exato da vida útil do componente.
2.1.3 Manutenção preventiva Segundo Alvarez (1988) manutenção preventiva é a assistência técnica dada a
um sistema funcional por meio de inspeções executadas com frequências pré-definidas e
com o objetivo de detectar falhas latentes. A figura 8 ilustra essa dinâmica:
Figura 8: Ilustração da dinâmica de manutenção preventiva. Fonte: A empresa.
Ainda segundo Alvarez (1988), falha latente é o primeiro estágio de toda falha
proveniente do envelhecimento natural, desgaste ou fadiga, que é caracterizada por não
paralisar a operação do equipamento e emitir algum sinal de que o processo de falha já
se iniciou. Como exemplo de falha latente, pode-se citar: trinca em um eixo, rolamento
com ruído forte, correia frouxa, dentre outros.

9
Como vantagens da utilização desta técnica de manutenção pode-se citar:
Redução do tempo de máquina parada.
Aumento da confiabilidade do equipamento.
Melhor aproveitamento da vida útil dos componentes.
Possibilidade de preparar e planejar as intervenções.
Possibilidade de planejar o programa de produção para a parada do
equipamento.
Entretanto, para que a aplicação dessa técnica seja eficaz, alguns cuidados são
necessários: treinamento dos inspetores e uma estrutura organizacional adequada. Na
estrutura organizacional é necessária a figura do preparador dos trabalhos programados
que se encarregará da elaboração dos modos operatórios, da requisição das peças de
reposição necessárias e da definição de uma sequência ótima de realização das tarefas
durante as intervenções, além da figura do planejador que se encarregará de definir com
os setores de produção da empresa o melhor momento para a parada da máquina.
2.1.4 Manutenção preditiva Segundo Alvarez (1988) manutenção preditiva é a assistência técnica dada ao
equipamento mediante o acompanhamento e análise de parâmetros indicativos do estado
do sistema. A figura 9 ilustra essa dinâmica:
Figura 9: Ilustração da dinâmica de manutenção preditiva. Fonte: A empresa.
De modo geral, a manutenção preditiva busca identificar falhas latentes por meio
do monitoramento de parâmetros como pressão, temperatura, vibração, vazão,
velocidade, corrente elétrica, viscosidade, dentre outros, e predizer quando se
concretizará a falha funcional.
Segundo Kardec e Nascif (2009) a técnica preditiva é a primeira grande quebra
de paradigma na manutenção uma vez que, sob sua lógica, o sucesso está vinculado a
não ocorrência de todas as falhas não previstas, diferente do paradigma clássico em que
o sucesso está relacionado à execução de um bom reparo.
Pode-se citar como vantagens da aplicação desta técnica:
Aproveitamento máximo da vida útil das peças de reposição.
Maior disponibilidade do ativo para sua atividade fim.
Maior confiabilidade na detecção de falhas latentes.
10
Pode-se citar como desvantagens da aplicação desta técnica:
Alto custo dos instrumentos (sensores e sistema de aquisição de dados).
Alto custo de mão de obra especializada.
Portanto, o sucesso da aplicação desta técnica depende de que o equipamento
permita algum tipo de monitoração, de que as falhas sejam provenientes de causas que
possam ser monitoradas e ter sua evolução acompanhada, além de que o ganho de
disponibilidade do equipamento deve justificar o alto custo da aplicação desta técnica.
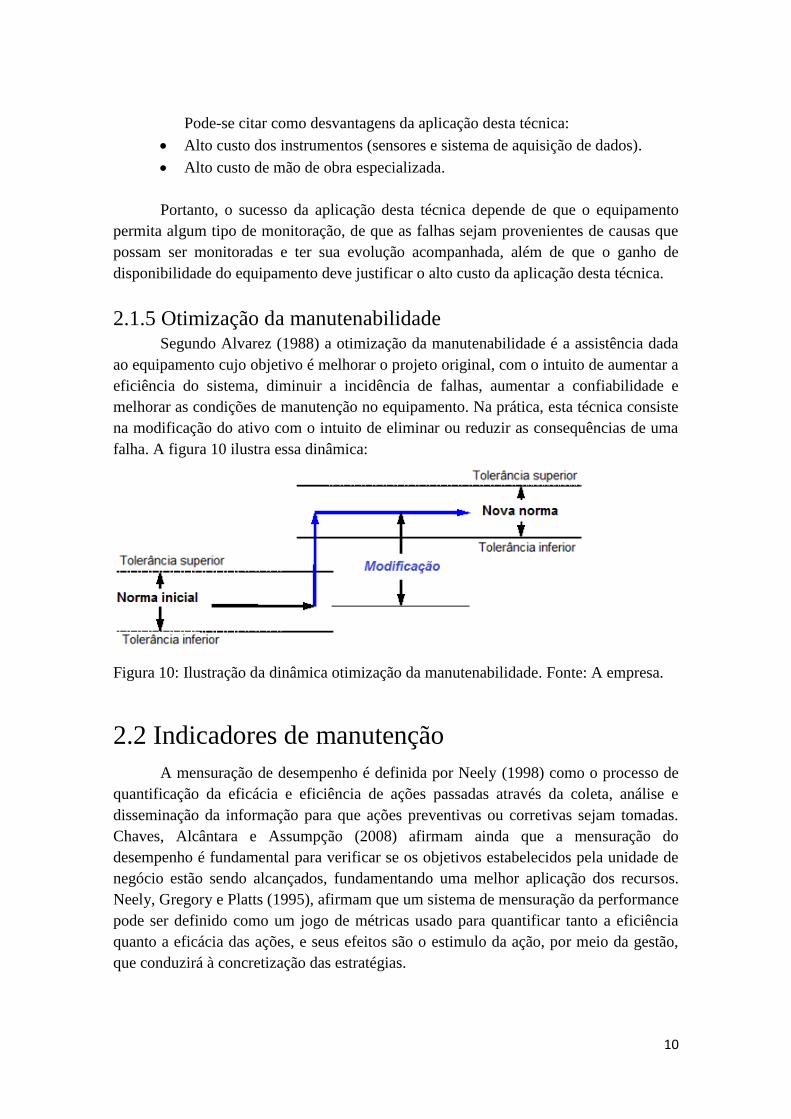
2.1.5 Otimização da manutenabilidade Segundo Alvarez (1988) a otimização da manutenabilidade é a assistência dada
ao equipamento cujo objetivo é melhorar o projeto original, com o intuito de aumentar a
eficiência do sistema, diminuir a incidência de falhas, aumentar a confiabilidade e
melhorar as condições de manutenção no equipamento. Na prática, esta técnica consiste
na modificação do ativo com o intuito de eliminar ou reduzir as consequências de uma
falha. A figura 10 ilustra essa dinâmica:
Figura 10: Ilustração da dinâmica otimização da manutenabilidade. Fonte: A empresa.
2.2 Indicadores de manutenção
A mensuração de desempenho é definida por Neely (1998) como o processo de
quantificação da eficácia e eficiência de ações passadas através da coleta, análise e
disseminação da informação para que ações preventivas ou corretivas sejam tomadas.
Chaves, Alcântara e Assumpção (2008) afirmam ainda que a mensuração do
desempenho é fundamental para verificar se os objetivos estabelecidos pela unidade de
negócio estão sendo alcançados, fundamentando uma melhor aplicação dos recursos.
Neely, Gregory e Platts (1995), afirmam que um sistema de mensuração da performance
pode ser definido como um jogo de métricas usado para quantificar tanto a eficiência
quanto a eficácia das ações, e seus efeitos são o estimulo da ação, por meio da gestão,
que conduzirá à concretização das estratégias.

11
No âmbito da manutenção, além de mensurar o resultado das ações e avaliar o
posicionamento da organização perante os objetivos estratégicos, os indicadores
possuem papel fundamental na identificação de máquinas ou processos que não
atendem os requisitos de disponibilidade da produção e, por isso, necessitam de uma
estratégia de manutenção diferente.
2.2.1 TMCT (Tempo médio da carga de trabalho) O tempo médio gasto em pane pode ser calculado da seguinte forma, conforme a
equação 1:
𝑇𝑀𝐶𝑇 = ∑ 𝐻𝑜𝑚𝑒𝑚−ℎ𝑜𝑟𝑎 𝑒𝑚 𝑚𝑎𝑛𝑢𝑡𝑒𝑛çã𝑜 à 𝑑𝑒𝑚𝑎𝑛𝑑𝑎
𝑛° 𝑑𝑒 𝑖𝑛𝑡𝑒𝑟𝑣𝑒𝑛çõ𝑒𝑠 à 𝑑𝑒𝑚𝑎𝑛𝑑𝑎 (1)
Este indicador reflete claramente a organização e a competência do pessoal de
manutenção durante as intervenções. Intervenções muito longas ou com muitos
colaboradores impactam diretamente este indicador. Existem diversas causas possíveis
para um valor alto deste indicador e a busca pela causa raiz é indispensável para o
progresso, sendo este indicador apenas um alerta para o gestor. A figura 11 apresenta
uma árvore de causa para um valor elevado de TMCT.
Figura 11: Árvore de causa para TMCT elevado. Fonte: A empresa.
12
2.2.2 MTTR (Tempo médio de reparo) O tempo médio para reparo pode ser calculado da seguinte forma, conforme
equação 2:
𝑀𝑇𝑇𝑅 = ∑ 𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑚á𝑞𝑢𝑖𝑛𝑎 𝑝𝑎𝑟𝑎𝑑𝑎 𝑝𝑜𝑟 𝑚𝑎𝑛𝑢𝑡𝑒𝑛çã𝑜 à 𝑑𝑒𝑚𝑎𝑛𝑑𝑎
𝑛° 𝑑𝑒 𝑖𝑛𝑡𝑒𝑟𝑣𝑒𝑛çõ𝑒𝑠 à 𝑑𝑒𝑚𝑎𝑛𝑑𝑎 (2)
Um valor elevado deste indicador sinaliza para o gestor que as falhas em análise
são longas e impactam a produção pelo elevado tempo de máquina parada por
intervenção. Semelhantemente, um valor baixo deste indicador sinaliza intervenções
curtas e repetitivas, impactando a produção pela quebra de fluxo constante. Existem
diversas causas possíveis para cada caso e a busca pela causa raiz é indispensável para o
progresso, sendo este indicador apenas um alerta para o gestor.
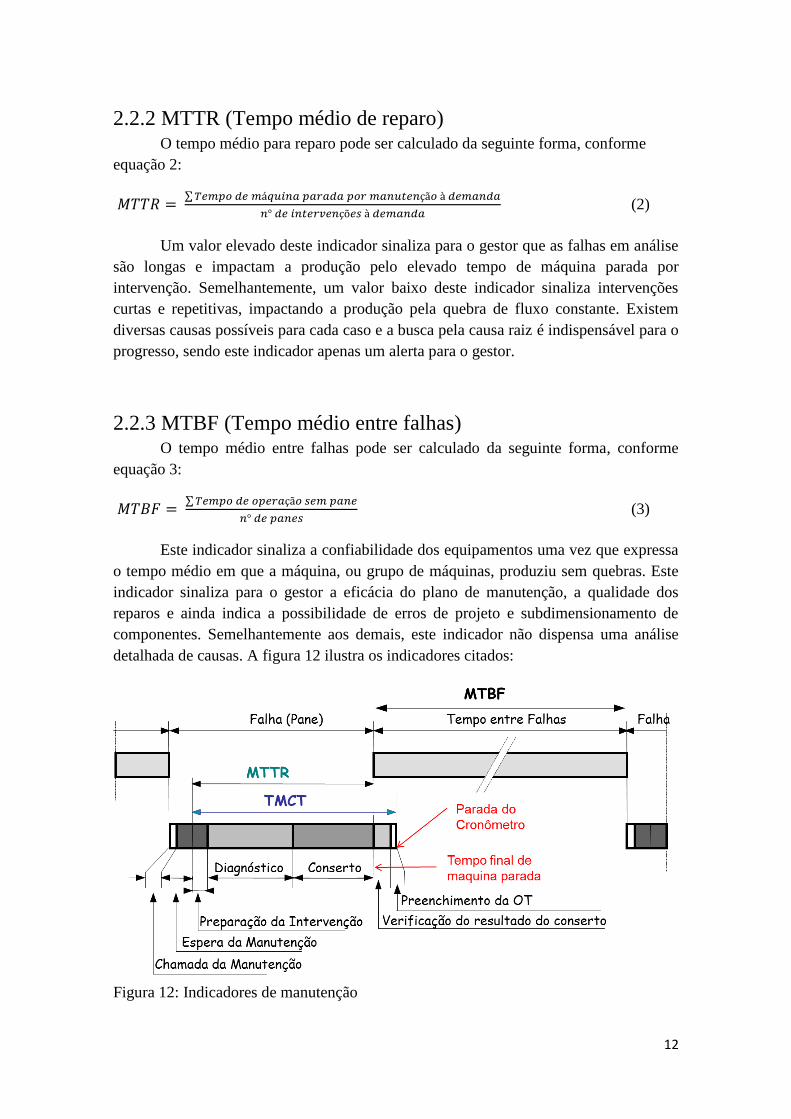
2.2.3 MTBF (Tempo médio entre falhas)
O tempo médio entre falhas pode ser calculado da seguinte forma, conforme
equação 3:
𝑀𝑇𝐵𝐹 = ∑ 𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑜𝑝𝑒𝑟𝑎çã𝑜 𝑠𝑒𝑚 𝑝𝑎𝑛𝑒
𝑛° 𝑑𝑒 𝑝𝑎𝑛𝑒𝑠 (3)
Este indicador sinaliza a confiabilidade dos equipamentos uma vez que expressa
o tempo médio em que a máquina, ou grupo de máquinas, produziu sem quebras. Este
indicador sinaliza para o gestor a eficácia do plano de manutenção, a qualidade dos
reparos e ainda indica a possibilidade de erros de projeto e subdimensionamento de
componentes. Semelhantemente aos demais, este indicador não dispensa uma análise
detalhada de causas. A figura 12 ilustra os indicadores citados:
Figura 12: Indicadores de manutenção
13
2.2.4 Rácio estratégico de manutenção O rácio estratégico de manutenção pode ser calculado da seguinte forma,
conforme equação 4:
𝑅á𝑐𝑖𝑜 = ∑ 𝑇𝑒𝑚𝑝𝑜 𝑔𝑎𝑠𝑡𝑜 𝑒𝑚 𝑚𝑎𝑛𝑢𝑡𝑒𝑛çã𝑜 à 𝑑𝑒𝑚𝑎𝑛𝑑𝑎
∑ 𝑇𝑒𝑚𝑝𝑜 𝑔𝑎𝑠𝑡𝑜 𝑒𝑚 𝑚𝑎𝑛𝑢𝑡𝑒𝑛çã𝑜 à 𝑑𝑒𝑚𝑎𝑛𝑑𝑎+𝑃𝑟𝑒𝑣𝑒𝑛𝑡𝑖𝑣𝑎+𝑆𝑖𝑠𝑡𝑒𝑚á𝑡𝑖𝑐𝑎+𝑃𝑟𝑒𝑑𝑖𝑡𝑖𝑣𝑎 (4)
Este indicador sinaliza se a estratégia de manutenção adotada é reativa ou
proativa. Para o perímetro em análise, um valor próximo de zero indica uma estratégia
proativa, uma vez que o tempo gasto com as técnicas preventiva, sistemática e preditiva,
tornaria o denominador significativamente maior, tendendo a fração à zero. Todavia, um
valor próximo da unidade revela uma estratégia reativa, uma vez que o tempo gasto em
manutenção à demanda se torne significativamente maior de modo que o tempo gasto
com técnicas proativas seja desprezível e a fração tenda à unidade.
2.3 Custos de manutenção Para Alvarez (1988) os custos de manutenção representam um custo indireto de
produção e devem ser tratados como um investimento e não como uma despesa, uma
vez que a eficiência da manutenção irá contribuir para a produtividade da empresa.
Segundo Drapinski (1979), os custos totais de manutenção representam, em
média, 4% do faturamento da empresa.
O custo total de manutenção pode ser expresso da seguinte forma, conforme
equação 5:
𝐶𝑇𝑀 = 𝐶𝑀𝐷 + 𝐶𝑀𝑃 (5)
onde:
CTM: Custo total da manutenção
CMD: Custo da manutenção à demanda
CMP: Custo da manutenção planejada
O custo de manutenção à demanda pode ser decomposto nas seguintes parcelas,
conforme equação 6:
𝐶𝑀𝐷 = 𝐼𝑀𝐷
𝑛+ 𝐶𝐹𝑀𝐷 + 𝐶𝑉𝑀𝐷 + 𝐶𝐻𝐼 + 𝐶𝑃𝑅 (6)
onde:
IMD: Investimentos para a estrutura do setor destinados à manutenção à demanda, tais
como ferramentas, equipamentos, dentre outros.

14
n: Período de amortização do investimento.
CFMD: Custos fixos da manutenção à demanda, tais como custo de pessoal.
CVMD: Custos variáveis de manutenção à demanda, tais como hora extra, bonificação,
consumíveis, energia, dentre outros.
CHI: Custos de hora improdutiva por parada de máquina ocasionada por manutenção à
demanda.
CPR: Custos de peças de reposição utilizadas em manutenção à demanda.
Por último, o custo de manutenção planejada pode ser decomposto da seguinte
forma, conforme equação 7:
𝐶𝑀𝑃 =𝐼𝑀𝑃
𝑛+ 𝐶𝐹𝑀𝑃 + 𝐶𝑉𝑀𝑃 + 𝐶𝐻𝐼 + 𝐶𝑃𝑅 (7)
onde:
IMP: Investimentos para a estrutura do setor destinados à manutenção planejada, tais
como ferramentas, equipamentos, dentre outros.
n: Período de amortização do investimento.
CFMD: Custos fixos da manutenção planejada, tais como custo de pessoal.
CVMD: Custos variáveis de manutenção planejada, tais como hora extra, bonificação,
consumíveis, energia, dentre outros.
CHI: Custos de hora improdutiva por parada de máquina ocasionada por manutenção
planejada.
CPR: Custos de peças de reposição utilizadas em manutenção planejada.

15
3. Diagnóstico da manutenção
3.1 A empresa Este trabalho foi desenvolvido em uma planta industrial de uma empresa
multinacional que atua na fabricação e comercialização de pneus, sendo uma das líderes
mundiais em seu segmento.
A fábrica em estudo é composta de três ateliers de produção que exercem
processos distintos durante a fabricação, seguindo um fluxo de linha de produção, em
que cada etapa depende da anterior, conforme figura 13. Dessa forma, o maquinário
presente em cada atelier é bastante peculiar, de modo que existe uma oficina de
manutenção com uma equipe de profissionais exclusiva para cada atelier, conforme
ilustrado na figura 14:
Figura 13: Processo produtivo da usina em estudo
Figura 14: Organização da manutenção na usina em estudo
Nos ateliers de produção 1 e 3 as máquinas são equipamentos comerciais que
contam, portanto, com maior robustez industrial. No atelier de produção 2, entretanto,
as máquinas são protótipos e, por isso, apresentam menor robustez.
Fluxo da produção

16
Cada oficina de manutenção é composta por um supervisor, dois engenheiros,
sendo um de formação mecânica e outro elétrica, e determinado número de mecânicos e
eletricistas cuja formação é técnica. Além disso, existe uma gerência de manutenção que
é uma equipe de engenheiros com atuação transversa cuja função está ligada a
confiabilidade, controle de custos, eficiência energética e planejamento e controle da
manutenção. Dessa forma, a tabela 1 mostra o quadro de efetivos do setor de
manutenção da fábrica em estudo.
Tabela 1: Quadro do efetivo de manutenção da usina em estudo
3.2 Diagnóstico da manutenção planejada na fábrica
analisada Para definir qual setor de produção tem um plano de manutenção menos
eficiente, foi analisado o tempo anual médio investido em trabalhos programados por
máquina em cada atelier. A figura 15 exibe os resultados obtidos:
Figura 15: Média anual de realização de trabalhos programados por oficina de
manutenção.
A partir dessa análise, pode-se concluir que, na média, cada máquina do atelier
de produção 2 recebeu pouco mais de 343 horas em trabalhos programados e registrou
pouco mais de 757 homem-hora engajados em trabalhos programados, sendo o setor
que recebeu mais horas de manutenção programada. Para verificar a eficiência do plano
Oficina 1 Oficina 2 Oficina 3 Gerência
Mecânicos 7 11 9 0
Eletricistas 5 11 7 0
Engenheiros 2 2 2 5
Supervisores 1 1 1 1
Gerente 0 0 0 1
Total 15 25 19 7
Efetivo da manutenção

17
de manutenção realizado, buscou-se analisar a indisponibilidade média por manutenção
à demanda por máquina de cada atelier. A figura 16 exibe os resultados obtidos:
Figura 16: Média anual de indisponibilidade por manutenção a demanda
Dessa forma, pode-se concluir que, embora tenha apresentado maior quantidade
de tempo investido em manutenção planejada, cada máquina do atelier 2 fica mais
tempo indisponível para produção devido a manutenção à demanda, sendo este tempo
de 90,5 horas por ano. Dessa forma, conclui-se que o plano de manutenção planejada
das máquinas do atelier 2 é menos eficiente e, por isso, merece maior atenção.
Para garantir que o cálculo da média ao longo do tempo não foi afetado por um
evento sazonal, analisou-se a indisponibilidade por manutenção à demanda ao longo do
tempo. Para isso, considerou-se um indicador de indisponibilidade específica que é a
divisão entre o tempo de máquina parada por manutenção à demanda e a produção do
mês considerado. O indicador de indisponibilidade específica expurga a influência da
produção e permite a comparação entre meses distintos e a análise da tendência de cada
atelier. A figura 17 exibe os resultados obtidos:
Figura 17: Indisponibilidade específica.
83,4 90,5
38,2
0,0
20,0
40,0
60,0
80,0
100,0
Atelier 1 Atelier 2 Atelier 3
Indisponibilidade por manutenção à demanda
Tempo médio anual pormáquina (h)

18
Com base nesse indicador, pode-se constatar que para cada tonelada produzida,
as máquinas do atelier 2 permanecem mais tempos indisponíveis por pane e esse
comportamento não é sazonal. Além disso, constata-se uma tendência ruim ao longo do
ano de 2017.
Diante desses dados, definiu-se como foco as máquinas do atelier 2. O atelier 2
é composto por um parque de 29 máquinas, sendo 10 confeccionadoras tipo “s”, 10
finalizadoras tipo “s”, 4 confeccionadoras tipo “l”, 4 finalizadoras tipo “l” e uma
transportadora.
Calculou-se os indicadores de manutenção mencionados na revisão bibliográfica
deste trabalho para cada máquina do atelier 2, com dados de janeiro de 2016 à julho de
2017. O resultado obtido pode ser visto na tabela 2:
Tabela 2: Indicadores de manutenção das máquinas do atelier 2
Como o atelier 2 possui cinco grupos de máquinas iguais, foi feito a média por
grupo de máquina para cada indicador, conforme tabela 3. Essa análise permite
identificar qual tipo de máquina apresenta mais oportunidade de melhoria do plano de
manutenção.
Máquina MTBF (h) TMCT (h) MTTR (h)
Tempo médio
espera
Manutenção
(min)
Rácio
EstratégicoCusto de PDR
Quant. Pane
longa (>4h)
Confeccionadora s1 3,60 1,17 0,42 9,24 0,63 R$ 104.027,91 0
Confeccionadora s2 2,81 1,24 0,41 4,64 0,75 R$ 149.138,73 0
Confeccionadora s3 3,40 1,16 0,37 4,93 0,62 R$ 21.130,29 1
Confeccionadora s4 3,91 1,14 0,40 3,29 0,63 R$ 59.960,55 1
Confeccionadora s5 2,58 1,18 0,36 3,46 0,73 R$ 60.519,93 1
Confeccionadora s6 1,89 1,02 0,43 4,53 0,72 R$ 47.337,54 0
Confeccionadora s7 2,12 1,17 0,40 5,17 0,71 R$ 52.624,59 0
Confeccionadora s8 2,69 1,26 0,42 2,33 0,65 R$ 8.587,86 0
Confeccionadora s9 1,90 1,28 0,40 3,86 0,78 R$ 41.859,54 0
Confeccionadora s10 1,25 1,36 0,41 5,29 0,85 R$ 73.761,06 2
Finalizadora s1 5,95 1,54 0,31 3,12 0,42 R$ 198.460,98 2
Finalizadora s2 2,87 1,18 0,28 4,23 0,64 R$ 18.166,68 1
Finalizadora s3 4,30 1,09 0,27 2,54 0,55 R$ 8.975,82 0
Finalizadora s4 5,43 1,23 0,20 3,85 0,55 R$ 10.319,70 1
Finalizadora s5 3,71 1,43 0,33 3,13 0,59 R$ 34.959,12 2
Finalizadora s6 5,04 1,34 0,30 3,04 0,67 R$ 147.987,09 2
Finalizadora s7 4,27 1,07 0,26 3,73 0,54 R$ 61.547,55 0
Finalizadora s8 3,67 1,31 0,20 5,02 0,68 R$ 29.607,36 0
Finalizadora s9 2,62 1,17 0,25 3,98 0,63 R$ 33.311,16 1
Finalizadora s10 3,98 1,38 0,28 2,88 0,68 R$ 37.864,89 0
Confeccionadora l1 3,23 1,32 0,21 3,59 0,73 R$ 94.046,64 0
Confeccionadora l2 2,82 1,13 0,19 3,44 0,68 R$ 17.264,04 0
Confeccionadora l3 2,93 1,23 0,27 4,20 0,73 R$ 180.287,25 0
Confeccionadora l4 3,11 1,17 0,21 3,86 0,60 R$ 26.757,18 0
Finalizadora l1 3,64 1,54 0,31 3,35 0,58 R$ 190.512,75 1
Finalizadora l2 4,31 1,31 0,28 3,51 0,67 R$ 15.495,78 1
Finalizadora l3 3,19 1,41 0,41 3,53 0,61 R$ 102.976,11 4
Finalizadora l4 2,67 1,38 0,18 3,30 0,65 R$ 262.854,57 0
Transportadora 102,48 1,95 0,37 0,01 0,57 R$ 2.910,03 0,00

19
Tabela 3: Indicadores de manutenção dos grupos de máquina do atelier 2
A partir do indicador do MTBF pode-se constatar que as máquinas do tipo
confeccionadoras “s” quebram com mais frequência, ou seja, o tempo entre uma quebra
e outra é menor. Na média, cada máquina desse tipo apresenta algum defeito a cada
duas horas e trinta e seis minutos. Analisando o indicador MTTR de todas as máquinas
do atelier 2 pode-se constatar que as quebras, embora frequentes, são resolvidas
rapidamente. Comparativamente, as máquinas confeccionadoras tipo “s” apresentam
tempo médio de reparo maior do que as demais máquinas do atelier, sendo o valor
médio de 24 minutos. Se analisarmos o rácio estratégico, constata-se que as máquinas
confeccionadoras tipo “s” apresentam um desempenho mais reativo do que as demais
máquinas no que diz respeito à estratégia de manutenção. Esse indicador aponta que a
causa de 71% do tempo em que as máquinas desse tipo estiveram paradas para trabalhos
de manutenção foi devido à manutenção a demanda. Por último, esse grupo de
máquinas foi responsável pelo maior custo de peças de reposição deste atelier, ao longo
do período analisado. Dessa forma, a análise deste trabalho focará nesse grupo de
máquinas.
As máquinas do tipo confeccionadoras “s” são divididas em 21 subconjuntos.
Para cada subconjunto existe um plano de manutenção planejada individual, devido às
dimensões e à complexidade do equipamento. Por isso, será analisada a
indisponibilidade por manutenção à demanda de cada subconjunto, de modo que seja
elaborado para o subconjunto mais crítico um plano de manutenção que garanta maior
confiabilidade. Dessa forma, as figuras 18 e 19 ilustram essa análise.
Grupo de
máquinaMTBF (h) TMCT (h) MTTR (h)
Tempo
médio espera
Manutenção
(min)
Rácio
EstratégicoCusto de PDR
Quant. Pane
longa (>4h)
Confeccionadora s 2,61 1,20 0,40 4,67 0,71 R$ 618.948,00 5,00
Finalizadora s 4,18 1,27 0,27 3,55 0,60 R$ 581.200,35 9,00
Confeccionadora l 3,02 1,21 0,22 3,77 0,68 R$ 318.355,11 0,00
Finalizadora l 3,45 1,41 0,30 3,42 0,63 R$ 571.839,21 6,00
Transportadora 102,48 1,95 0,37 0,01 0,57 R$ 2.910,03 0,00

20
Figura 18: Quantidade de eventos em manutenção a demanda para confeccionadoras
tipo “s”
Figura 19: Tempo de máquina parada por manutenção a demanda para
confeccionadoras tipo “s”
Pode-se concluir, portanto, que o subconjunto Tambor de confecção é o
subconjunto que mais impacta negativamente a disponibilidade das confeccionadoras
tipo “s”. No período de um ano, cada máquina deste tipo necessita 71 vezes de
manutenção a demanda por conta deste subconjunto, gerando um impacto de 19,5 horas
de máquina parada. Será, elaborado, portanto, um plano de manutenção planejada para
este equipamento.
21
4. Metodologia
4.1 Introdução A metodologia adotada neste trabalho, em concordância com os conceitos de
manutenção centrada em confiabilidade descrito por Moubray (1997), busca avaliar as
consequências de todos os modos de falha passíveis de ocorrência de modo que se possa
arbitrar qual a estratégia de manutenção adequada para que o conjunto em análise
continue apto a executar a tarefa para a qual foi posto em serviço, ou seja, continue apto
a executar sua função.
Para isso, a metodologia adotada neste trabalho busca responder as seguintes
perguntas:
Quais são as funções e os padrões de desempenho do ativo no seu contexto
operacional?
De que maneira o ativo pode falhar em cumprir sua função?
O que pode causar cada falha de função?
O que acontece quando cada falha ocorre?
Qual a relevância de cada falha?
O que pode ser feito para predizer ou prevenir cada falha?
Ao definir manutenção como o processo que busca garantir que o ativo se
mantenha apto à executar suas funções, fica evidente a necessidade de conhecer com
clareza quais são as funções do ativo. A resposta para a primeira pergunta fornece
subsídios suficientes para que se possa concluir de que maneira o ativo pode falhar em
cumprir suas funções, ou seja, como a manutenção pode se tornar ineficaz. A partir
dessas definições, torna-se necessário encontrar a causa raiz para cada falha e busca-se,
ainda, avaliar os efeitos e as consequências de cada modo de falha para que se possa
avaliar o que acontece quando um modo de falha se concretiza e qual o impacto de cada
perda de função na segurança das pessoas e do meio-ambiente, na qualidade, na
capacidade produtiva e nos custos de operação. Por último, cabe avaliar a existência de
uma tarefa proativa que reduza ou elimine as consequências do modo de falha.
De posse da resposta de todas as perguntas é possível seguir o diagrama de
decisão conforme figura 20.

22
Figura 20: Diagrama para tomada de decisão da metodologia de elaboração de um plano
de manutenção

23
4.2 Funções
Conforme se aprofunda o entendimento do papel de um ativo em um modelo de
negócio, ganha relevância o conceito de que todo ativo é colocado em serviço pois as
partes interessadas (acionistas, usuários, dentre outros) desejam que este ativo realize
algum serviço. Dessa forma, quando se discute “manter” o ativo, o estado em que se
deseja manter é tal que o ativo seja capaz de realizar o serviço para o qual foi designado.
Este estado é, portanto, fundamentalmente diferente da capacidade inicial do ativo. A
ênfase está no serviço que o ativo realiza dentro do modelo de negócio e não no que o
ativo é por si só.
Dessa forma, com o intuito de melhor entender os objetivos da manutenção, é
necessário compreender claramente as funções dos ativos associadas aos padrões de
desempenho almejados pelo usuário. Por isso, a primeira questão que a metodologia se
propõe a responder é: “Quais são as funções e requisitos de desempenho do ativo em
seu contexto operacional presente?”.
Todo ativo tem mais de uma e, frequentemente, várias funções. Quando se
estabelece que o objetivo da manutenção é garantir que o ativo seja capaz de exercer
suas funções ao longo do tempo, então fica evidente a necessidade de conhecer todas as
funções associadas aos seus respectivos requisitos de desempenho. Todavia, este não é
um exercício fácil, especialmente para plantas industriais em operação (não em fase de
projeto), uma vez que, frequentemente, os produtos mudam, o layout da fábrica muda,
as pessoas mudam, a tecnologia muda e as expectativas de desempenho de cada ativo
mudam. Ainda assim, existem ativos em operação desde o comissionamento de sua
planta industrial que precisam de manutenção. Dessa forma, definir com precisão a atual
função de cada ativo com seu requisito de desempenho associado é um exercício
fundamental.
4.2.1 Funções primárias Ativos são adquiridos por uma ou duas razões principais. Por ser o principal
motivo da existência do ativo, essas “razões” são definidas como funções primárias e,
geralmente, são fáceis de ser identificadas. Ora, a função primária de uma bomba é
bombear um fluido, a função primária de um compressor é comprimir um gás, a função
primária de uma caldeira é gerar vapor de água. O desafio é a definição completa dos
requisitos de desempenho associados à cada função primária que, frequentemente, são
relativos à velocidade, volume, capacidade e qualidade.

24
4.2.2 Funções secundárias A maioria dos ativos exercem funções secundárias às funções principais.
Todavia, o não cumprimento das mesmas pode gerar graves consequências ao modelo
de negócios de maneira geral, dessa forma, devem ser claramente identificadas. As
funções secundárias podem ser divididas em sete categorias, conforme segue:
Integridade do meio-ambiente
Segurança/integridade estrutural
Aparência
Proteção
Economia/eficiência
Funções supérfluas
4.2.3 Requisitos de desempenho As leis da física implicam no fato de que todo sistema organizado exposto ao
mundo real irá se deteriorar. Dessa forma, sendo o desgaste inevitável, deve-se permiti-
lo. Isso implica que todo ativo, quando colocado em serviço, deve ser capaz de atingir
um desempenho maior do que o requisito mínimo do processo, de modo que haja uma
margem para deterioração. Em resumo, a capacidade inicial do ativo deve ser maior que
o seu requisito de desempenho.
Vale ressaltar que a capacidade inicial do ativo é definida pelo projetista. A
manutenção pode tão somente, após um processo de deterioração, recondicionar o ativo
para que ele possa atingir, no máximo, sua capacidade inicial novamente, jamais superá-
la. Para ilustrar esse conceito, basta imaginar que o requisito de desempenho de um
determinado motor elétrico seja desenvolver uma potencia de 20kW. Se sua capacidade
nominal for inferior à 20kW, nenhum programa de manutenção será capaz de
condicionar o ativo a atingir esse requisito e o motor, eventualmente, irá queimar.
Desse modo, é de grande importância para a elaboração de um programa de
manutenção identificar precisamente as expectativas do usuário em relação ao ativo.
4.2.4 Contexto operacional A metodologia RCM (manutenção centrada em confiabilidade) é definida como
“Processo usado para elaboração do programa de manutenção de qualquer ativo em seu
contexto operacional” Moubray (1997). Dessa forma, o contexto operacional permeia
todo o processo de formulação de uma estratégia de manutenção.
O contexto operacional influencia as funções e requisitos de desempenho, mas
também influencia fortemente a natureza, os efeitos, as consequências e a frequência
dos modos de falha. Para ilustrar, pode-se considerar uma bomba centrifuga cuja função
primária é bombear 1000 litros de água por minuto. Se considerarmos que, em um

25
segundo cenário, esta mesma bomba deve bombear 1000 litros por minuto de ácido
sulfúrico, é fácil perceber que as estratégias de manutenção serão completamente
diferentes, embora se trate do mesmo equipamento e do mesmo requisito de
desempenho.
Ao avaliar o contexto operacional alguns aspectos importantes devem ser
considerados. O tipo de processo de produção ganha atenção especial, uma vez que um
processo produtivo contínuo exige uma abordagem de manutenção diferente de um
processo não continuo, pois, em um processo contínuo, a pane de um único
equipamento pode causar a parada de uma planta industrial inteira, ou reduzir
significativamente a produção.
Além disso, a existência de redundâncias ou de meios alternativos de produção
influencia fortemente a estratégia de manutenção adotada, bem como os padrões de
qualidade do produto e padrões de qualidade ambiental, além de aspectos de segurança,
arranjos de turno de produção, tempo necessário para reparo em caso de pane,
disponibilidade de peças de reposição e a própria demanda do mercado.
4.3 Falha funcional
4.3.1 Falha Conforme foi visto, todo ativo é colocado em serviço pois uma organização
deseja que este bem realize um determinado trabalho com um desempenho específico.
Dessa forma, é necessário que a capacidade do ativo exceda o requisito de desempenho
que o usuário deseja. Por outro lado, a deterioração de qualquer ativo é inevitável. Se,
por qualquer motivo, o ativo não mais consiga exercer sua função com o desempenho
desejado, o usuário irá considerar que este é um estado de falha.
4.3.2 Descrição da falha funcional A definição de falha conforme apresentada anteriormente, é simplista porque
trata o ativo como um todo. Como foi visto, um ativo pode ter várias funções e, cada
função, pode ter mais de um requisito de desempenho, de modo que um mesmo ativo
pode apresentar estados de falha distintos. Para ilustrar esse fato, pode-se considerar
como exemplo uma bomba centrifuga cuja função é bombear não menos que 1000 litros
de gasolina por minuto e outra função secundária de ser completamente estanque. Nesse
caso, a bomba pode ser capaz de atingir a vazão desejada, porém vazar excessivamente,
ou então ser completamente estanque e não atingir a vazão desejada. Em ambos os
casos, o ativo não desempenhou a função esperada pelo usuário.
Com o objetivo de traçar uma estratégia de manutenção eficaz, é mais acurado
definir o estado de falha como a perda de uma função específica. Dessa forma, será
26
definido o termo “falha funcional” como a incapacidade de um ativo de realizar sua
função dentro dos parâmetros de desempenho desejados pelo usuário.
A definição acima é especialmente útil porque foca na capacidade do ativo de
exercer o serviço para o qual foi designado e não na habilidade de atingir seu
desempenho nominal. Em outras palavras, há margem para deterioração, o que garante
que não serão realizados trabalhos de manutenção que não irão corroborar diretamente
com o modelo de negócio no qual ele está inserido.
A definição acima é, também, especialmente útil porque trata cada perda de
função como uma falha funcional individual, permitindo maior assertividade na
elaboração de uma estratégia de manutenção. Como exemplo, pode-se considerar um
torno CNC (Controle Numérico Computadorizado) que, dentro de um determinado
modelo de negócio, tem como função: usinar um eixo até atingir o diâmetro final de
50 ± 0.1mm com acabamento superficial Ra0.2 a partir de um tarugo de 70mm de aço
SAE 1045 em não mais que 3 minutos. Esse torno pode apresentar as seguintes falhas
funcionais:
Incapacidade total de realizar operações de usinagem (perda total de funções)
Tempo de ciclo maior que 3 minutos
Diâmetro final do eixo superior a 50.1mm
Diâmetro final do eixo inferior a 49.9mm
Cada falha funcional pode e, frequentemente, apresenta causa, efeito e
consequências distintas, de modo que cada item necessita de uma estratégia de
manutenção individual. Portanto, a definição e a posterior análise de cada falha
funcional corroboram para a eficácia do método.
4.4 Análise dos modos e dos efeitos de falha
(FMEA) Uma vez que as funções associadas aos requisitos de desempenho determinam
os objetivos da manutenção e a definição de falha funcional garante objetividade no que
se entende por “falha”, o próximo passo é identificar as causas e determinar o efeito de
cada modo de falha.
4.4.1 Modo de falha Pode-se definir modo de falha como qualquer evento que cause uma falha
funcional. Ora, sendo assim, cabe destacar que os modos de falha são
fundamentalmente o problema que a manutenção lida diretamente no dia-a-dia: em uma
planta industrial dezenas de ordens de trabalho são geradas todos os dias para tratar

27
modos de falha específicos, comumente reuniões são feitas entre os setores de
manutenção e operação para avaliar os modos de falha ocorridos e como evita-los.
Na indústria de modo geral, frequentemente, os modos de falha ganham
importância somente após terem ocorrido. Lidar com os modos de falha após a
concretização da falha funcional é a essência da manutenção à demanda. Por outro lado,
o conceito de manutenção proativa, que utiliza as técnicas de manutenção sistemática,
preventiva e preditiva, busca lidar com os modos de falha antes que eles ocorram. Sendo
assim, para elaborar um programa de manutenção planejada que seja realmente eficaz,
devem-se identificar todos os modos de falha que podem, com razoável probabilidade,
afetar cada ativo.
Os modos de falha podem ser associados a três situações distintas:
A capacidade do ativo decresce até que o desempenho desejado supere-a
O desempenho desejado ascende até superar a capacidade do ativo
O ativo não é capaz de atingir o desempenho desejado desde o comissionamento
O primeiro caso engloba situações onde, no comissionamento, a capacidade do
ativo é capaz superar o desempenho almejado pelo usuário, porém ao longo do tempo o
ativo sofre um processo de redução de sua capacidade até o ponto onde as expectativas
do usuário não são mais satisfeitas. Esse processo de redução de capacidade pode ser
desencadeado por cinco causas principais: Deterioração, falha de lubrificação, sujeira,
falha de dispositivos de união e erro humano.
A deterioração ocorre porque todo ativo é sujeito a uma variedade de tensões
que reduzem sua resistência a esses esforços. Eventualmente, as tensões superam sua
capacidade de resistência e configuram um estado de falha funcional. Nesse contexto, o
termo deterioração engloba todas as formas de desgaste: fatiga, corrosão, abrasão,
erosão, evaporação, degradação, dentre outras.
As falhas por lubrificação podem ser relacionadas à falta do lubrificante em
quantidade adequada ou pela perda de suas propriedades de lubrificação propriamente
ditas. A falta do lubrificante está intrinsicamente ligada a vazamentos ou má
periodicidade da sistemática de lubrificação. Em algumas máquinas modernas, a
lubrificação é feita por um sistema centralizado de lubrificação o que permite maior
eficiência do processo por meio da possibilidade de monitoramento do sistema. Por
outro lado, esse equipamento apresenta uma série de modos de falha intrínsecos a sua
concepção que são incorporados na análise do ativo. A perda das propriedades do
lubrificante decorrente do desgaste inerente ao seu uso é causada por fenômenos como o
cisalhamento das moléculas de óleo, oxidação, perda de aditivos ou contaminação por
água ou partículas sólidas.
A interferência de sujeira ou poeira nos ativos industriais também é uma causa
comum de falhas funcionais. O particulado em contato com partes móveis é a causa de
falhas funcionais relacionadas ao bloqueio total ou emperramento parcial de
movimentos, comprometendo a cinemática da máquina. Em aplicações específicas, a

28
sujeira também pode ocasionar falhas funcionais relacionadas à qualidade como, por
exemplo, a contaminação de alimentos na indústria alimentícia.
A falha de dispositivos de união ocorre pela fatiga ou corrosão de juntas
soldadas e rebites ou pela falha de componentes roscados como porcas, parafusos,
conexões elétricas e acessórios de tubulação.
O erro humano é também uma causa comum de falhas funcionais relacionadas à
queda da capacidade do ativo. De maneira geral, esse modo de falha está relacionado à
má operação, má montagem ou reparos mal feitos. Como exemplo pode-se considerar a
alimentação da máquina com matéria-prima errada, a má operação de uma válvula, a má
fixação de uma parte da máquina pelo mantenedor ou ainda a má regulagem de um
sensor.
Os modos de falha relacionados ao aumento do desempenho desejado ocorrem
quando inicialmente, no comissionamento, o ativo apresenta capacidade nominal
superior às expectativas, porém, ao longo do tempo, aumenta-se o desempenho esperado
até o ponto em que o ativo se torna incapaz de atingi-lo. Esse fato se dá pelo aumento
excessivo dos esforços no equipamento ou, simplesmente, por esperar que mais do que
ativo pode entregar.
No ambiente industrial, em função de eventuais aumentos de demanda, é comum
constatar tentativas de aumento de velocidade do maquinário ou eliminação de etapas
do ciclo de funcionamento do equipamento com o único intuito de diminuir o tempo de
ciclo da máquina. Nessas situações, busca-se extrair mais dos ativos existentes sem a
necessidade de investimento de capital. Todavia, esses programas de otimização trazem
consequências negativas especialmente na disponibilidade e confiabilidade dos
equipamentos, uma vez que não são considerados na análise o aumento dos esforços e a
capacidade nominal do equipamento.
Para que seja possível manter um ativo é necessário que sua capacidade nominal
exceda as expectativas de desempenho do usuário uma vez que o objetivo da
manutenção é, justamente, manter o estado em que o ativo seja capaz de desempenhar a
função para a qual foi designado. Entretanto, em algumas situações, constatam-se ativos
subdimensionados. Geralmente, em um sistema complexo, apenas alguns subconjuntos
estão subdimensionados, porém esses elos fracos são responsáveis por grandes
problemas de produção.
4.4.2 Efeitos de falha Os efeitos de falha descrevem o que acontece quando um modo de falha se
concretiza. Vale ressaltar que o conceito de efeito de falha é diferente do conceito de
consequência de falha. Enquanto este avalia a importância, aquele somente evidencia os
eventos subsequentes ao modo de falha, fornecendo subsídios para a avaliação das
consequências em um passo seguinte.

29
A descrição dos efeitos de falha deve incluir toda informação necessária para
avaliação da relevância de cada modo de falha. Dessa forma, segundo Moubray(1997),
deve-se considerar:
Quais são as evidências da ocorrência do modo de falha
Quais são as ameaças para a segurança ou meio-ambiente
De que maneira o modo de falha afeta a produção ou a operação
Quais danos materiais são causados pelo modo de falha
Como reparar
As evidências descrevem de que maneira o modo de falha será detectado pelos
usuários do ativo em circunstâncias de operação normais. Dessa forma, deve-se listar,
por exemplo, se o modo de falha é antecedido ou sucedido por alarme sonoro, alerta
visual, aviso em um supervisório, barulho anormal, fogo, fumaça, vazamentos de
qualquer natureza, parada total ou parcial do equipamento, dentre outros. É possível,
também, que o modo de falha não se torne evidente em circunstâncias normais de
operação, como o caso de dispositivos de segurança.
Efeitos de modos de falha potencialmente perigosos para a segurança dos
usuários e clientes finais e ameaças para o meio ambiente incluem: Risco de choque,
exposição à materiais quentes, risco de incêndio ou explosão, ângulos aprisionadores,
objetos pontiagudos, vazamentos de gases prejudiciais à saúde ou meio ambiente,
exposição à elevados níveis de ruído, queda de objetos, colapso de estruturas, forças
hidráulicas, dentre outros.
Essa etapa da análise deve conter informações sobre como o modo de falha afeta
a produção e os custos de manutenção. Desse modo, deve-se listar se a falha acarreta a
parada parcial ou total do equipamento, quanto tempo é necessário para o reparo, se são
necessárias peças de reposição para o reparo, se as peças de reposição estão disponíveis
no armazém do site industrial, em caso de compra externa de peça de reposição quanto
tempo é necessário para obtê-las, se o modo de falha gera danos secundários, se os
mantenedores tem competência para realização do reparo, como realizar o reparo,
dentre outros.
4.5 Consequências de falha Os modos de falha podem afetar a produção, a qualidade, a segurança ou os
custos, de modo que sempre que um equipamento experimenta um estado de falha
funcional a organização que o detêm é afetada de alguma maneira. A avaliação das
consequências de falha busca determinar a relevância de cada modo de falha para a
organização, uma vez que cada um afeta a organização de maneira diferente. O impacto
para a organização e, por consequência, a importância de cada modo de falha depende
do contexto operacional, dos requisitos de desempenho do ativo e dos efeitos de falha.

30
Para Moubray (1997), o conceito de manutenção proativa, que utiliza as técnicas
de manutenção sistemática, preventiva e preditiva, está relacionado em evitar ou atenuar
as consequências de uma falha funcional. Dessa forma, pode-se concluir que a
utilização dessas técnicas de manutenção só é vantajosa se for eficaz no combate as
consequências de falha. Para ilustras esse conceito, pode-se imagina um modo de falha
que traga consequências extremamente prejudiciais à organização que detêm o ativo,
colocando em risco a produção, os custos, a qualidade do produto e a segurança dos
colaboradores. É fácil concluir que grandes esforços serão feitos para a prevenção da
falha ou atenuação de suas consequências até um nível tolerável para a organização. Por
outro lado, se um modo de falha não apresenta consequências significativas na
produção, qualidade, segurança ou custos, é fácil perceber que pouco ou até mesmo
nenhum esforço será feito para prevenção, não importando os aspectos técnicos da
falha.
De modo geral, podem-se dividir as consequências de falha em três categorias:
segurança e meio ambiente, operacionais e não operacionais.
4.5.1 Consequências ambientais e de segurança Um modo de falha tem consequências no âmbito da segurança se sua
concretização gera um estado no equipamento capaz de machucar ou levar ao óbito
algum colaborador. Ainda no âmbito da segurança, alguns modos de falha tem impacto
no bem-estar da sociedade de maneira geral, trazendo consequências ambientais.
Portanto pode-se definir que um modo de falha tem consequências ambientais se sua
concretização levar a violação de qualquer norma ambiental.
Para avaliar a importância desse tipo de efeito, devem-se considerar três
aspectos: o que acontece se o modo de falha se concretiza, qual a probabilidade de
concretização do modo de falha e qual a probabilidade de concretização do modo de
falha que a organização tolera. Embora a condição de “risco zero” seja um excelente
objetivo para motivar o progresso no âmbito da segurança, é de fácil entendimento que
existe um risco associado a tudo. Devem-se, portanto, analisar os aspectos relacionados
acima, pois estes são subsídios fundamentais para a definição da estratégia de
manutenção ótima para cada modo de falha que apresenta efeitos dessa natureza.
4.5.2 Consequências operacionais Um modo de falha tem consequências operacionais se sua concretização tem
impacto direto na capacidade operacional do equipamento ou, até mesmo, da planta
industrial. Esse impacto pode afetar a produção, a qualidade, os custos e, em alguns
casos, o serviço ao cliente.
A produção é afetada quando um ativo apresenta um modo de falha que tem
como efeito a parada total do equipamento ou seu funcionamento em marcha degradada,

31
que diminui o output total da máquina e, se não houver redundâncias, diminuindo o
output total da usina. Por fim, essa perda de produção gerará aumento dos custos se a
usina optar por operar em regime de hora extra para recuperar a produção ou resultará
em perda de vendas, caso a planta industrial já esteja operando em máxima capacidade.
A qualidade também pode ser impactada uma vez que a máquina, em um estado
de falha funcional, pode perder a capacidade de atingir as tolerâncias requeridas pelo
processo, prejudicando, portanto, a qualidade do produto final. Além disso, podem
ocorrer efeitos da falha que causem a deterioração do produto. Para ilustrar esse fato,
pode-se considerar uma máquina genérica que faça o processamento de um determinado
produto que deve ser mantido em temperaturas inferiores a um limite especificado. Caso
esse equipamento experimente um modo de falha que como efeito gere um aumento de
temperatura a patamares superior à tolerância determinada, a qualidade do produto final
será comprometida.
Os custos podem ser afetados diretamente pelo custo de reparo (peças de
reposição, mão de obra e energia), mas também indiretamente uma vez que um estado
de falha funcional pode levar ao aumento do consumo de energia, pode acarretar a troca
do processo para uma alternativa mais onerosa financeiramente, aumento do consumo
de matéria prima, aumento dos gastos com hora extra do efetivo de produção e pode, em
alguns casos, acarretar em multas por violação de contrato no caso de não cumprimento
de demanda no prazo acordado.
Em algumas aplicações o modo de falha de um equipamento afeta diretamente o
serviço ao cliente e pode trazer graves danos à reputação da organização. Como
exemplo, podemos imaginar a falha de uma turbina de avião que provoca grande atraso
na decolagem de um voo comercial. Problemas pontuais de serviço ao cliente geram
perda de receita imediata, entretanto problemas dessa natureza sistemáticos podem
colocar em risco a perpetuação do modelo de negócio no longo prazo.
Consequências operacionais têm impacto puramente econômico. Sendo assim,
toda avaliação da relevância do modo de falha e da definição de uma estratégia de
manutenção ótima é feita em função de aspectos econômicos. Estabelece-se, portanto,
que para esse tipo de falha, uma estratégia de manutenção proativa só é vantajosa se, ao
longo do tempo, o custo associado for inferior aos custos operacionais acarretados pela
falha (perda de produção, hora extra, multas e outras) somados aos custos de reparo.
4.5.3 Consequências não operacionais Consequências de modos de falha que não colocam em risco a segurança ou o
meio ambiente e não afetam a capacidade operacional são classificadas como não
operacionais. Esses modos de falha afetam a organização somente através do custo de
reparo. Consequências dessa natureza são comuns em sistemas com redundâncias.
Dessa forma, a avaliação da importância desse tipo de falha e a definição da estratégia
ótima de manutenção são feitas em termos econômicos e pode-se estabelecer que para

32
esse tipo de falha, uma estratégia de manutenção proativa é vantajosa se, ao longo do
tempo, custar menos que o custo de reparo da falha em questão. A prática mostra que,
para falhas com consequências não operacionais, estratégias proativas são benéficas se o
modo de falha acarretar danos secundários de custo elevado.
4.6 Manutenção proativa
A manutenção proativa é uma estratégia de gerenciamento de falha que busca
realizar intervenções antes que a falha funcional se concretize. Esse conceito utiliza três
técnicas tradicionais de manutenção: preventiva, sistemática e preditiva. As principais
vantagens na utilização dessa estratégia são:
Otimização do tempo de intervenção
Possibilidade de seleção da data ótima para realização da intervenção
Redução dos custos de manutenção
Adequação do estoque
Antecipar-se às falhas permite que haja uma etapa de preparação e outra de
planejamento dos trabalhos programados. Durante a etapa de preparação, o responsável
por esse serviço se encarrega de juntar toda a documentação necessária para
intervenção, como desenhos mecânicos, esquemas hidráulicos, pneumáticos ou
elétricos, manuais e instruções de trabalho, evitando perda de tempo durante a
intervenção. Além disso, se encarrega de prover com antecedência as peças de reposição
necessárias, evitando gasto de tempo para a aquisição das mesmas durante uma parada
não programada. Se necessário, o mantenedor encarregado da preparação dos trabalhos
programados elabora uma instrução de trabalho para a intervenção e certifica-se de que
todos os mantenedores escalados para o serviço tem competência para execução do
mesmo. Durante a etapa de planejamento, os setores de manutenção e produção podem
definir a melhor data para a parada da máquina em função da programação detalhada da
produção (PDP), dos níveis de estoque, da carga de trabalho de manutenção, da
criticidade do equipamento para o modelo de negócio e do estado em que o
equipamento se encontra. Com base nesses dados, é possível planejar a intervenção para
a data mais conveniente. Além disso, antecipar-se à falha funcional garante que não
haverá avarias secundárias, reduzindo, portanto, o custo, o tempo e a carga de trabalho
dos mantenedores.
Em alguns casos, as falhas funcionais podem ser relacionadas diretamente à
idade do equipamento. O termo “idade” refere-se à exposição às tensões, e pode ser
medido em diversas unidades como número de ciclos, distância percorrida, horas de
trabalho, etc. Todas essas unidades estão relacionadas de alguma maneira ao tempo e,
por isso, chama-se genericamente de “idade”. Para que haja essa relação direta, duas
hipóteses devem ser satisfeitas: a taxa de deterioração deve ser diretamente proporcional
à tensão aplicada e a tensão deve ser aplicada de forma consistente. Na prática,
entretanto, essas hipóteses raramente são satisfeitas e não há, nesses casos, uma relação
direta entre a idade do equipamento e seu grau de deterioração. Dessa forma, vale
analisar separadamente cada caso.

33
4.6.1 Manutenção sistemática - Falhas relacionadas à idade do
equipamento
Todo equipamento em funcionamento está sujeito a uma diversidade de tensões.
Ao longo do tempo, a capacidade do equipamento de resistir tensões diminui até o
ponto em que a máquina não consegue mais realizar a função para a qual foi designada
e, por definição, se caracteriza um estado de falha funcional. A figura 21 ilustra essa
dinâmica:
Figura 21: Ilustração da dinâmica de falha funcional
Uma vez que o processo de deterioração satisfaça a hipótese de ser diretamente
proporcional à tensão aplicada e que a tensão seja aplicada de forma consistente, torna-
se possível predizer a vida útil do equipamento com grande precisão, basta obter
informações suficientes para compreender a relação entre tensão e deterioração. Em
contrapartida, é válido ressaltar que não existem duas peças, subconjuntos ou máquinas
completamente iguais. As resistências iniciais à tensão variam, mesmo que
ligeiramente. A taxa de deterioração também varia e, além disso, dois equipamentos não
se submetem exatamente às mesmas tensões, ainda que em aplicações iguais. Essas
variações, mesmo que pequenas, podem provocar diferenças significativas no tempo de
vida dos equipamentos. Na prática, a vida útil de um equipamento tende a se concentrar
ao redor de uma vida média, conforme ilustrado na figura 22:
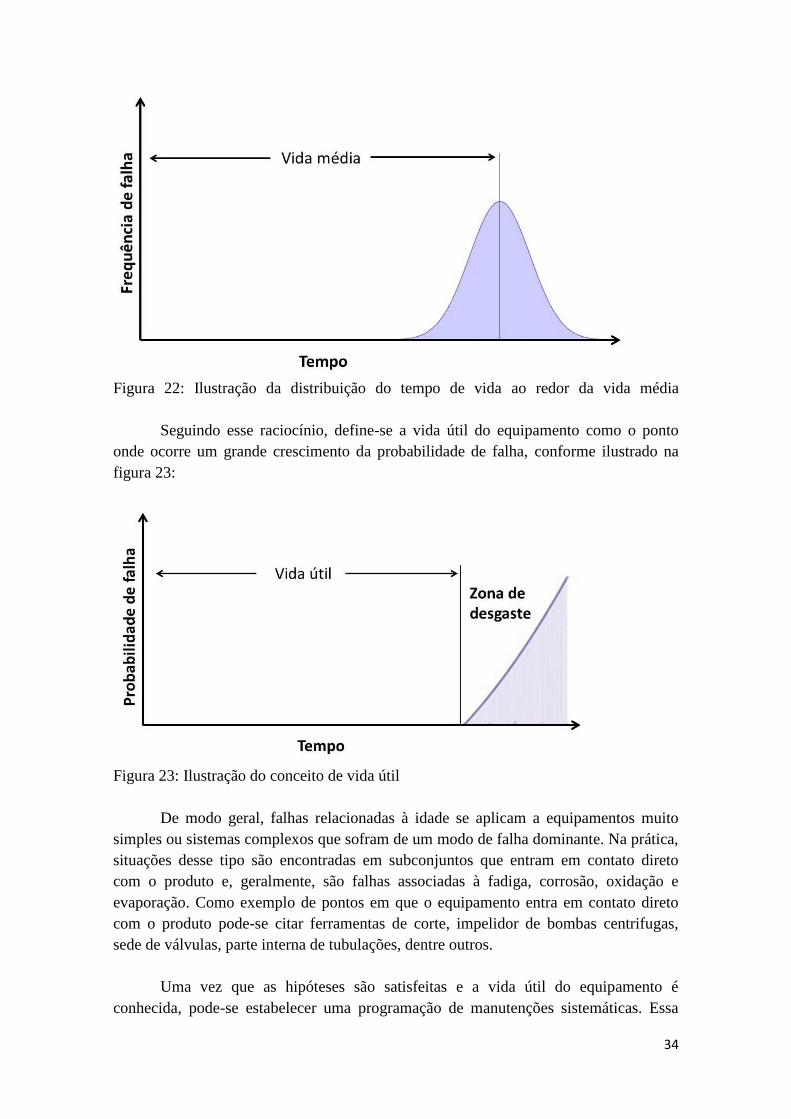
34
Figura 22: Ilustração da distribuição do tempo de vida ao redor da vida média
Seguindo esse raciocínio, define-se a vida útil do equipamento como o ponto
onde ocorre um grande crescimento da probabilidade de falha, conforme ilustrado na
figura 23:
Figura 23: Ilustração do conceito de vida útil
De modo geral, falhas relacionadas à idade se aplicam a equipamentos muito
simples ou sistemas complexos que sofram de um modo de falha dominante. Na prática,
situações desse tipo são encontradas em subconjuntos que entram em contato direto
com o produto e, geralmente, são falhas associadas à fadiga, corrosão, oxidação e
evaporação. Como exemplo de pontos em que o equipamento entra em contato direto
com o produto pode-se citar ferramentas de corte, impelidor de bombas centrifugas,
sede de válvulas, parte interna de tubulações, dentre outros.
Uma vez que as hipóteses são satisfeitas e a vida útil do equipamento é
conhecida, pode-se estabelecer uma programação de manutenções sistemáticas. Essa

35
técnica se caracteriza pela troca do componente em intervalos de tempo pré-definidos,
não importando o estado funcional do mesmo no momento da troca. A fundamentação
teórica está no conceito de vida útil descrito anteriormente. A frequência desse tipo de
intervenção é determinada pelo período em que o componente apresenta um grande
aumento de sua probabilidade de falha (vida útil), portanto, para que essa prática seja
eficaz, a curva de frequência de falha deve apresentar o padrão conhecido como curva
da banheira, conforme ilustrado na figura 24:
Figura 24: Curva da banheira
4.6.2 Manutenção preventiva e Manutenção preditiva Um dos maiores desafios da manutenção moderna reside no fato de que poucos
modos de falha apresentam uma relação direta com a idade do ativo. Situações em que a
relação entre deterioração e tensão aplicada não é linear são comuns devido à variação
das tensões aplicadas, a não proporcionalidade entre resistência e tensão e pela
complexidade dos sistemas modernos.
A variação nas tensões aplicadas pode ocorrer por erros de operação, má
montagem ou impacto externo ao processo. Em todos esses casos, não existe relação
entre a idade do ativo e sua probabilidade de falha. Além disso, é extremamente difícil
estabelecer uma relação de causa e efeito, pois a concretização da falha funcional pode
ocorrer meses ou até anos após o pico de tensão. A figura 25 ilustra essa dinâmica:
Figura 25: Redução da resistência por picos de tensão

36
Além disso, a complexidade dos equipamentos modernos é cada vez maior. A
cada dia são projetadas máquinas mais eficientes e seguras e o preço que se paga por
esse avanço é a crescente complexidade dos sistemas. Maior complexidade significa
maior quantidade de componentes que podem falhar, maior número de interfaces entre
componentes além de, frequentemente, redução da margem entre capacidade inicial e
desempenho requerido do ativo, ou seja, redução da mantenabilidade. Sistemas
complexos apresentam uma curva de probabilidade de falha conforme ilustrado na
figura 26. Nesses casos, existe pouca ou nenhuma relação entre a idade do ativo e o seu
desgaste, de modo que a aplicação da técnica de manutenção sistemática surtirá pouco
ou nenhum efeito, podendo, inclusive, aumentar o número de falhas desestabilizando
um sistema e introduzindo mortalidade infantil.
Figura 26: Curvas de probabilidade de falha não proporcionais ao tempo
Embora grande parte dos modos de falha não está relacionada diretamente à
idade do equipamento, a maioria apresenta algum tipo de aviso que sua ocorrência está
próxima. A detecção do estado de falha latente permite que alguma ação seja tomada
para prevenir a concretização da falha funcional e evitar ou atenuar suas consequências.
Moubray (1997) ilustra o que ocorre nos estágios finais de uma falha funcional,
desde o ponto onde ocorre o início da falha, passando pelo estado a partir do qual é
possível detectar algum sinal de que o equipamento se encontra em um estado de falha
latente (ou falha potencial), até o momento em que a falha funcional se concretiza.
Denomina-se, portanto, curva P-F. A figura 27 ilustra essa dinâmica:
Figura 27: Curva P-F

37
Dessa forma, define-se falha latente como um estado possível de ser identificado
que indica a proximidade da concretização de uma falha funcional.
Existem diversas maneiras de se detectar uma falha latente: pontos quentes em
armários elétricos, vibração ou ruído em rolamentos, trincas em eixos, partículas sólidas
em óleo de lubrificação são exemplos de falhas latentes.
4.6.3 Periodicidade Para que a aplicação das técnicas preventiva e preditiva seja bem sucedida, é
necessário estudar o intervalo entre o ponto de falha latente, ou seja, estado a partir do
qual é possível a detecção de algum parâmetro que indique a proximidade de uma falha,
e o ponto de falha funcional propriamente dito. Esse intervalo, denominado intervalo P-
F, é fundamental para determinação da frequência adequada para as inspeções. Ora,
uma vez que se deseja detectar uma falha latente antes da concretização da falha
funcional, então a periodicidade das inspeções deve ser menor que o intervalo P-F,
conforme ilustra a figura 28:
Figura 28: Periodicidade das inspeções
Além disso, após a detecção da falha latente, deve-se considerar o tempo
necessário para a etapa de preparação do trabalho e o tempo para realização do reparo
propriamente dito. Alguns modos de falha não necessitam de uma etapa de preparação
para realização da intervenção e são reparados em questão de minutos, porém há modos
de falha que necessitam de um tempo maior de preparação e execução. A aquisição de
peças de reposição, disponibilidade de mão de obra capacitada para o serviço,
elaboração de uma instrução de trabalho, disponibilidade de uma janela na produção
para a parada da máquina, além do tempo de reparo propriamente dito, são fatores que
devem ser considerados para a definição do tempo necessário entre a detecção da falha
latente e o reparo. Dessa forma, Moubray(1997) define o intervalo P-F líquido, como
sendo o intervalo mínimo entre a detecção da falha latente e a concretização da falha
funcional. Esse intervalo é o tempo disponível para tomar as medidas necessárias para
evitar ou atenuar as consequências da falha funcional, uma vez que se tenha detectado
um estado de falha latente.
Para a definição da frequência das inspeções, deve-se, portanto, conhecer o
intervalo P-F do modo de falha em questão, definir o tempo necessário para tomar as
ações de prevenção com uma margem de segurança, e subtrair esses dois intervalos.
Dessa forma, garante-se que a falha latente será detectada antes da concretização da
falha funcional e haverá tempo suficiente para tomar as medidas cabíveis para evitar ou
38
atenuar as consequências (tempo de parada, custos e segurança) da falha funcional. Se o
tempo necessário para as ações de prevenção for superior ao intervalo P-F, então a
inspeção sugerida não é tecnicamente viável. Nesse caso, outras inspeções ou até
mesmo outras técnicas de manutenção devem ser consideradas.
Dessa forma, intervalos P-F longos são desejados pois:
Facilitam o planejamento e execução das ações necessárias para evitar ou
atenuar as consequências das falhas funcionais
Tornam possível adotar períodos mais longos entre as inspeções, reduzindo o
custo de aplicação da técnica e tornando-a mais atrativa economicamente.
4.6.4 Viabilidade técnica (manutenção preventiva e predititva) Considerando os aspectos relacionados acima, pode-se estabelecer que a aplicação de
estratégias de manutenção proativa, ou seja, a utilização das técnicas preventiva e
preditiva, é tecnicamente viável se:
Existir uma condição clara de falha latente possível de ser identificada
O intervalo P-F for consistente (não variar excessivamente)
Existir uma periodicidade das inspeções que seja possível de ser cumprida,
garanta a detecção da falha latente antes da concretização da falha funcional e
que, uma vez detectada a falha latente, possibilite tempo suficiente para tomar as
ações necessárias para eliminação ou atenuação das consequências do modo de
falha.
4.6.5 Método de inspeções Existe uma grande variedade de métodos de inspeção para detecção de falha
latente, por isso, para fins de análise, subdividiremos em quatro categorias: monitoração
do equipamento, percepção por sentidos humanos, monitoração de efeitos primários e
desvios na qualidade do produto.
A monitoração do equipamento envolve a utilização de sensores e um sistema de
aquisição de dados para que seja possível extrair informações de algum parâmetro que
reflita a condição do equipamento. Toda inspeção desse tipo busca detectar os efeitos da
falha latente como variações na vibração, mudança de temperatura, alteração nas
concentrações de partículas em óleos lubrificantes, dentre outros. Possuem grande
sensibilidade e quando aplicadas corretamente apresentam um intervalo P-F grande se
comparado a outros métodos. Em contrapartida, os sensores e o sistema de aquisição de
dados possuem um custo inicial alto e, além disso, é necessário mão de obra com
competência para analisar e diagnosticar as falhas latentes.
A utilização dos sentidos humanos para a detecção de falha latente é, talvez, o
método mais utilizado na indústria. De igual modo, esse método busca perceber os
efeitos da falha latente, como aumento de ruído em um mancal, presença de trincas em
uma estrutura metálica, odor de um gás em uma instalação com vazamentos, dentre
outros. Esse método é vantajoso uma vez que o ser humano é sensível a diferentes
estímulos, enquanto um transdutor é capaz de captar apenas um único estimulo, como

39
temperatura, vibração, aceleração, força, dentre outros. Além disso, esse método pode
ser bastante atrativo do ponto de vista econômico, pois se pode utilizar para inspeção
um colaborador que já esteja na máquina, como o operador de produção do
equipamento, realizando o que se chama Manutenção Produtiva Total. Em
contrapartida, a percepção pelos sentidos humanos de que o processo de falha já se
iniciou ocorre em um estágio de deterioração do equipamento elevado, de modo que o
intervalo P-F é muito curto e resta pouco tempo para que alguma ação seja tomada para
evitar ou atenuar as consequências de falha. Além disso, esse método é bastante
subjetivo e depende fortemente da experiência e do estado mental do inspetor (pressa,
cansaço, frustração ou complacência podem afetar a análise).
A monitoração dos efeitos primários consiste no uso inteligente de medidores já
existentes na máquina. Buscam-se alterações em efeitos primários como velocidade,
vazão, pressão, temperatura, potência, corrente, dentre outros. Essa análise pode ser
feita remotamente através de um supervisório ou até mesmo por um mantenedor que
efetua a leitura manualmente (como por exemplo, a leitura de um manômetro analógico)
e compara o valor medido com uma referência. Em todo caso, deve-se tomar o cuidado
de manter os medidos aferidos, tomar medidas em um período menor que o intervalo P-
F do modo de falha, e, no caso de leitura manual por um mantenedor, garantir que o
mesmo possui treinamento e para efetuar a inspeção.
Frequentemente um desvio de qualidade no produto final está diretamente ligado
a um modo de falha na máquina. Em muitos casos, esses desvios de qualidade
apresentam uma curva de crescimento gradual o que permite o diagnóstico de uma falha
latente através da aplicação de modelos estatísticos.

40
5. Plano de manutenção Para elaboração do plano de manutenção para o subconjunto tambor de
confecção das máquinas confeccionadores tipo “s”, foi seguida a metodologia definida
neste trabalho. Para isso, foram feitas entrevistas com operadores, mecânicos,
eletricistas, engenheiros, supervisor de manutenção e gerente de manutenção de modo
que se ouviu um grupo multidisciplinar, garantindo confiabilidade na análise.
A metodologia proposta foi operacionalizada por meio de três tabelas: a primeira
para o FMEA, a segunda para avaliação das consequências de cada modo de falha e a
terceira a proposta do plano de manutenção propriamente dito, conforme dissertado
neste trabalho.
5.1 Elaboração da análise dos modos de falha e seus
efeitos (FMEA) A análise dos modos de falha e seus efeitos pode ser observada nas tabelas 4 a
10 que seguem:
Tabela 4: FMEA (parte 1)
Função FF MF
(Nível 1)
MF
(Nível 2)
MF
(Nível 3)Efeito ID
Quebra
das barras
do rotor
Variação de torque e velocidade, ruído e vibração. Após a quebra ocorre a parada
total do subconjunto. Necessidade de trocar o motor, porém há possibilidade de
enviar o motor danificado para reparo. Facilidade de acesso. Tempo de troca médio.
Necessário um eletricista e um mecânico
1
Quebra
dos anéis
terminais
Variação de torque e velocidade, ruído e vibração. Após a quebra ocorre a parada
total do subconjunto. Necessidade de trocar o motor, porém há possibilidade de
enviar o motor danificado para reparo. Facilidade de acesso. Tempo de troca médio.
Necessário um eletricista e um mecânico
2
Rotor
excêntrico
Variação de torque e velocidade, ruído e vibração. Necessidade de trocar o motor,
porém há possibilidade de enviar o motor danificado para reparo. Facilidade de
acesso. Tempo de troca médio. Necessário um eletricista e um mecânico
3
Desbalanc
eamento
do rotor
Variação de torque e velocidade, ruído e vibração. Necessidade de trocar o motor,
porém há possibilidade de enviar o motor danificado para reparo. Facilidade de
acesso. Tempo de troca médio. Necessário um eletricista e um mecânico
4
Curto
entre fases
Variação de corrente ou curto circuito. Após o curto ocorre a parada total do
subconjunto. Necessidade de trocar o motor, porém há possibilidade de enviar o
motor danificado para reparo. Facilidade de acesso. Tempo de troca médio.
Necessário um eletricista e um mecânico
5
Curto
entre fase
e terra
Variação de corrente ou curto circuito. Após o curto ocorre a parada total do
subconjunto. Necessidade de trocar o motor, porém há possibilidade de enviar o
motor danificado para reparo. Facilidade de acesso. Tempo de troca médio.
Necessário um eletricista e um mecânico
6
Fases
queimadas
Variação de corrente ou curto circuito. Após a queima ocorre a parada total do
subconjunto. Necessidade de trocar o motor, porém há possibilidade de enviar o
motor danificado para reparo. Facilidade de acesso. Tempo de troca médio.
Necessário um eletricista e um mecânico
7
Sobrecarga Variação de corrente ou curto circuito. Após o curto ocorre a parada total do
subconjunto. Necessidade de trocar o motor, porém há possibilidade de enviar o
motor danificado para reparo. Facilidade de acesso. Tempo de troca médio.
Necessário um eletricista e um mecânico
8
Folga no
entreferro
Variação de corrente ou curto circuito. Necessidade de trocar o motor, porém há
possibilidade de enviar o motor danificado para reparo. Facilidade de acesso. Tempo
de troca médio. Necessário um eletricista e um mecânico
9
F
a
l
h
a
n
o
e
s
t
a
t
o
r
M
o
t
o
r
e
m
f
a
l
h
a
F
a
l
h
a
n
o
r
o
t
o
r
T
a
m
b
o
r
n
ã
o
g
i
r
a
Girar o
tambor do
subconjunto
em 18.12
RPM, sob
torque de
58.7Nm,
sustentando
uma
bandagem
de 1300kg,
durante
período
determinado
em receita,
com os
flasques
travados.

41
Tabela 5: FMEA (parte 2) Função FF MF
(Nível 1)
MF
(Nível 2)
MF
(Nível 3)MF
(Nível 4)
Efeito ID
Falha
no
estator
Falha no
coller -
Variação de corrente ou curto circuito. Necessidade de trocar o motor,
porém há possibilidade de enviar o motor danificado para reparo. Facilidade
de acesso. Tempo de troca médio. Necessário um eletricista e um mecânico
10
Falta de
limpeza
Endentações ao redor das pistas e corpos rolantes. Ruído e vibração.
Dependendo do nível de desgaste pode ocasionar o travamento do
rolamento, acarretando avarias no motor. Tempo de troca médio pois há
facilidade de acesso. Rolamentos armazenados no armazém do site.
Necessário um mecânico e um eletricista.
11
Lubrificant
e
contamina
do
Endentações ao redor das pistas e corpos rolantes, ruído e vibração.
Necessário troca do lubrificante ou, dependendo do nível de desgaste, troca
do rolamento.Tempo de troca médio pois há facilidade de acesso.
Rolamentos armazenados no armazém do site. Necessário um mecânico e um
eletricista.
12
Vedações
ineficiente
s
Endentações ao redor das pistas e corpos rolantes, ruído e vibração.
Dependendo do nível de desgaste pode ocasionar o travamento do
rolamento, acarretando avarias no motor. Tempo de troca curto pois há
facilidade de acesso. Rolamentos armazenados no armazém do site.
Necessário um mecânico e um eletricista.
13
Desgaste
por
lubrificaçã
o
inadequad
a
Falta de
lubrificant
e
Aquecimento, ruído, vibração, endentações ao redor das pistas e corpos
rolantes. Dependendo do nível de desgaste pode ocasionar o travamento do
rolamento, acarretando avarias no motor. Necessário lubrificação ou,
dependendo do nível de desgaste, troca do rolamento. Tempo de troca curto
pois há facilidade de acesso. Rolamentos armazenados no armazém do site.
Necessário um mecânico e um eletricista.
14
Perda das
propriedad
es do
lubrificant
e
Aquecimento, ruído, vibração, endentações ao redor das pistas e corpos
rolantes. Dependendo do nível de desgaste pode ocasionar o travamento do
rolamento, acarretando avarias no motor. Necessário lubrificação ou,
dependendo do nível de desgaste, troca do rolamento. Tempo de troca curto
pois há facilidade de acesso. Rolamentos armazenados no armazém do site.
Necessário um mecânico e um eletricista.
15
Corrosão
por
penetração
de
umidade
Perda das
propriedad
es do
lubrificant
e
Aquecimento, ruído, vibração, endentações ao redor das pistas e corpos
rolantes. Dependendo do nível de desgaste pode ocasionar o travamento do
rolamento, acarretando avarias no motor. Necessário lubrificação ou,
dependendo do nível de desgaste, troca do rolamento. Tempo de troca curto
pois há facilidade de acesso. Rolamentos armazenados no armazém do site.
Necessário um mecânico e um eletricista.
16
Desalinha
mento
Assento
desalinhad
o
Vibração e desgaste prematuro dos rolamentos por excesso de carga.
Necessário usinagem do assento. Tempo de parada longo para troca do
subconjunto.
17
Montagem
incorreta
Vibração e desgaste prematuro dos rolamentos por excesso de carga.
Dependendo do nível de desgaste é necessário troca do rolamento. Tempo de
parada curto por facilidade de acesso. Rolamentos estocados no armazém do
site. Necessário um mecânico e um eletricista
18
Sobrecarga Montagem
incorreta
(sobrecarg
a axial)
Vibração e desgaste prematuro dos rolamentos por excesso de carga.
Dependendo do nível de desgaste é necessário troca do rolamento. Tempo de
parada curto por facilidade de acesso. Rolamentos estocados no armazém do
site. Necessário um mecânico e um eletricista.
19
Operação
incorreta
Vibração e desgaste prematuro dos rolamentos por excesso de carga.
Dependendo do nível de desgaste é necessário troca do rolamento. Tempo de
parada curto por facilidade de acesso. Rolamentos estocados no armazém do
site. Necessário um mecânico e um eletricista
20
Desgaste
natural
Ruído, vibração e presença de partículas metálicas no lubrificante.
Necessário trocar todo redutor, porém a vida útil é longa se a manutenção for
feita corretamente. Esse redutor não é estocado no armazém do site. Tempo
de fornecimento de, no mínimo, 1 mês (não é item de prateleira).
21
Falta de
lubrificant
e
Aquecimento, ruído, vibração, presença de partículas metálicas no
lubrificante e indicação de nível baixo no visor de nível de óleo do redutor.
Caso não seja completado o óleo pode acarretar na quebra das engrenagens e
perda do redutor. Esse redutor não é estocado no armazém do site. Tempo de
fornecimento de, no mínimo, 1 mês (não é item de prateleira).
22
Perda das
propriedad
es do
lubrificant
e
Aquecimento, ruído, vibração, presença de partículas metálicas no
lubrificante. Caso não seja completado o óleo pode acarretar na quebra das
engrenagens e perda do redutor. Esse redutor não é estocado no armazém do
site. Tempo de fornecimento de, no mínimo, 1 mês (não é item de prateleira).
23
Sobrecarga Ruído e vibração. Dependendo da intensidade e do tempo de exposição pode
danificar os mancais, as engrenagens e as árvores, levando a perda total do
redutor. Esse redutor não é estocado no armazém do site. Tempo de
fornecimento de, no mínimo, 1 mês (não é item de prateleira).
24
T
a
m
b
o
r
n
ã
o
g
i
r
a
Desgaste
por
partículas
abrasivas
Girar o
tambor do
subconjunto
em 18.12
RPM, sob
torque de
58.7Nm,
sustentando
uma
bandagem
de 1300kg,
durante
período
determinado
em receita,
com os
flasques
travados.
R
e
d
u
t
o
r
e
m
f
a
l
h
a
Falha
nas
engrena
gens
Desgastes
dos dentes
de
engrenage
m
(abrasivo,
adesivo,
corrosivo
ou de
fadiga)
M
o
t
o
r
e
m
f
a
l
h
a
Rolame
ntos
travado
s

42
Tabela 6: FMEA (parte 3)
Função FF MF
(Nível 1)
MF
(Nível 2)
MF
(Nível 3)
MF
(Nível 4)
Efeito ID
Cisalham
ento da
árvore
Quebra
por
sobrecarga
estática
Não há transmissão. Necessidade de troca do redutor. Esse redutor não é
estocado no armazém do site. Tempo de fornecimento de, no mínimo, 1 mês
(não é item de prateleira).
25
Quebra
por fadiga
Não há transmissão. Necessidade de troca do redutor. Esse redutor não é
estocado no armazém do site. Tempo de fornecimento de, no mínimo, 1 mês
(não é item de prateleira).
26
Empeno
da árvore
Sobrecarga
estática
Vibração. Possibilidade de reparo dependendo do nível de empeno. Parada
longa do equipamente para este serviço (aproximadamente 8 horas),
necessário 2 mecânicos.
27
Desgaste
por
partícula
s
abrasivas
Falta de
limpeza
Endentações ao redor das pistas e corpos rolantes, ruído, vibração e
travamento do redutor (não há transmissão). Acarreta parada de máquina.
Caso não haja dispositivos de segurança e o motor continue trabalhando
pode acarretar avarias secundarias e danificar todo o redutor.Tempo de troca
dos rolamentos longo pois há dificuldade de acesso. Rolamentos
armazenados no armazém do site. Necessário dois mecânicos.
28
Lubrificant
e
contamina
do
Endentações ao redor das pistas e corpos rolantes, vibração. e travamento do
redutor (não há transmissão). Acarreta parada de máquina. Caso não haja
dispositivos de segurança e o motor continue trabalhando pode acarretar
avarias secundarias e danificar todo o redutor.Tempo de troca dos
rolamentos longo pois há dificuldade de acesso. Rolamentos armazenados no
armazém do site. Necessário dois mecânicos.
29
Vedações
ineficiente
s
Endentações ao redor das pistas e corpos rolantes, vibração e travamento do
redutor (não há transmissão). Acarreta parada de máquina. Caso não haja
dispositivos de segurança e o motor continue trabalhando pode acarretar
avarias secundarias e danificar todo o redutor.Tempo de troca dos
rolamentos longo pois há dificuldade de acesso. Rolamentos armazenados no
armazém do site. Necessário dois mecânicos.
30
Desgaste
por
lubrificaç
ão
inadequa
da
Falta de
lubrificant
e
Aquecimento, ruído, vibração, endentações ao redor das pistas e corpos
rolantes. Dependendo do nível de desgaste pode ocasionar o travamento do
rolamento, acarretando parada de máquina. Não há pontos de lubrificação na
carcaça da máquina, por isso é necessária a parada do equipamento para
lubrificar os rolamentos. Tempo de troca longo pois há dificuldade de
acesso. Rolamentos armazenados no armazém do site. Necessário dois
mecânicos.
31
Perda das
propriedad
es do
lubrificant
e
Aquecimento, ruído, vibração, endentações ao redor das pistas e corpos
rolantes. Dependendo do nível de desgaste pode ocasionar o travamento do
rolamento, acarretando parada de máquina. Não há pontos de lubrificação na
carcaça da máquina, por isso é necessária a parada do equipamento para
lubrificar os rolamentos. Tempo de troca longo pois há dificuldade de
acesso. Rolamentos armazenados no armazém do site. Necessário dois
mecânicos.
32
Corrosão
por
penetraçã
o de
umidade
Perda das
propriedad
es do
lubrificant
e
Aquecimento, ruído, vibração, endentações ao redor das pistas e corpos
rolantes e travamento do redutor (não há transmissão). Acarreta parada de
máquina. Caso não haja dispositivos de segurança e o motor continue
trabalhando pode acarretar avarias secundarias e danificar todo o
redutor.Tempo de troca dos rolamentos longo pois há dificuldade de acesso.
Rolamentos armazenados no armazém do site. Necessário dois mecânicos.
33
Desalinh
amento
Assento
desalinhad
o
Vibração e desgaste prematuro dos rolamentos por excesso de carga e
travamento do redutor (não há transmissão). Acarreta parada de máquina.
Caso não haja dispositivos de segurança e o motor continue trabalhando
pode acarretar avarias secundarias e danificar todo o redutor.Tempo de troca
dos rolamentos longo pois há dificuldade de acesso. Rolamentos
armazenados no armazém do site. Necessário dois mecânicos. Necessário
usinagem do assento. Tempo de parada longo para troca do subconjunto.
34
Montagem
incorreta
Vibração, desgaste prematuro dos rolamentos por excesso de carga e
travamento do redutor (não há transmissão). Acarreta parada de máquina.
Caso não haja dispositivos de segurança e o motor continue trabalhando
pode acarretar avarias secundarias e danificar todo o redutor.Tempo de troca
dos rolamentos longo pois há dificuldade de acesso. Rolamentos
armazenados no armazém do site. Necessário dois mecânicos.Tempo de
parada longo por dificuldade de acesso. Rolamentos estocados no armazém
do site. Necessário dois mecânicos.
35
R
e
d
u
t
o
r
e
m
f
a
l
h
a
Falha
nas
árvores
Rolame
ntos
travados
Girar o
tambor do
subconjunto
em 18.12
RPM, sob
torque de
58.7Nm,
sustentando
uma
bandagem
de 1300kg,
durante
período
determinado
em receita,
com os
flasques
travados.
T
a
m
b
o
r
n
ã
o
g
i
r
a

43
Tabela 7: FMEA (parte 4)
Função FF MF
(Nível 1)
MF
(Nível 2)
MF
(Nível 3)
MF
(Nível 4)
Efeito ID
Rolame
ntos
travados
Montage
m
incorreta
(sobrecarg
a axial)
Vibração, desgaste prematuro dos rolamentos por excesso de carga e
travamento do redutor (não há transmissão). Acarreta parada de máquina.
Caso não haja dispositivos de segurança e o motor continue trabalhando
pode acarretar avarias secundarias e danificar todo o redutor.Tempo de troca
dos rolamentos longo pois há dificuldade de acesso. Rolamentos
armazenados no armazém do site. Necessário dois mecânicos. Tempo de
parada longo por dificuldade de acesso. Rolamentos estocados no armazém
do site. Necessário dois mecânicos.
36
Operação
incorreta
Vibração, desgaste prematuro dos rolamentos por excesso de carga e
travamento do redutor (não há transmissão). Acarreta parada de máquina.
Caso não haja dispositivos de segurança e o motor continue trabalhando
pode acarretar avarias secundarias e danificar todo o redutor.Tempo de troca
dos rolamentos longo pois há dificuldade de acesso. Rolamentos
armazenados no armazém do site. Necessário dois mecânicos. Tempo de
parada longo por dificuldade de acesso. Rolamentos estocados no armazém
do site. Necessário dois mecânicos.
37
Transmi
ssão por
corrente
em falha
Quebra
da
corrente
Desalinh
amento
das
polias da
corrente
-
Ruido excessivo e posterior quebra da corrente. Após a quebra da corrente
não é possível fazer a operação de regulagem dos flasques. Necessário troca
da corrente e alinhamento das polias. Tempo de execução longo pois é
necessário desmontar o subconjunto. A corrente é peça de reposição
disponível no armazém do site. Necessário dois mecânicos.
38
Falta de
folga
entre
corrente
e polias
-
Ruído excessivo e posterior quebra da corrente. Após a quebra da corrente
não é possível fazer a operação de regulagem dos flasques. Necessário troca
da corrente. Tempo de execução longo pois é necessário desmontar o
subconjunto. A corrente está disponível no armazém do site. Necessário dois
mecânicos.
39
Falha na
lubrificaç
ão
Lubrifica
ção
insuficien
te
Endurecimento (engripamento) da corrente, superaquecimento, acumulo de
sujeira, corrosão e posterior quebra da corrente. Após a quebra da corrente
não é possível fazer a operação de regulagem dos flasques. Necessário troca
da corrente. Tempo de execução longo pois é necessário desmontar o
subconjunto. A corrente está disponível no armazém do site. Necessário dois
mecânicos.
40
Perda das
proprieda
des do
lubrificant
e
Endurecimento (engripamento) da corrente, superaquecimento, acumulo de
sujeira, corrosão e posterior quebra da corrente. Após a quebra da corrente
não é possível fazer a operação de regulagem dos flasques. Necessário troca
da corrente. Tempo de execução longo pois é necessário desmontar o
subconjunto. A corrente está disponível no armazém do site. Necessário dois
mecânicos.
41
Desgaste
natural
-
Vibração, ruído excessivo e posterior quebra da corrente. Após a quebra da
corrente não é possível fazer a operação de regulagem dos flasques.
Necessário troca da corrente. Tempo de execução longo pois é necessário
desmontar o subconjunto. A corrente está disponível no armazém do site.
Necessário dois mecânicos.
42
Velocida
de
excessiva-
Quebra da corrente. Após a quebra da corrente não é possível fazer a
operação de regulagem dos flasques. Necessário troca da corrente. Tempo de
execução longo pois é necessário desmontar o subconjunto. A corrente está
disponível no armazém do site. Necessário dois mecânicos.
43
Choques
violentos-
Quebra da corrente. Após a quebra da corrente não é possível fazer a
operação de regulagem dos flasques. Necessário troca da corrente. Tempo de
execução longo pois é necessário desmontar o subconjunto. A corrente está
disponível no armazém do site. Necessário dois mecânicos.
44
Desgaste
excessivo
dos
dentes da
polia
-
Mau assentamento da corrente na polia e transmissão irregular gerando
variação de velocidade durante regulagem dos flasques. Necessário troca da
polia. Tempo de execução longo pois é necessário desmontar o subconjunto.
A polia não está disponível no armazém do site, deve-se usinar a polia.
Necessário dois mecânicos para troca da polia.
45
Falha na
união
entre
eixo e
cubo
-
Polia gira "louca" no eixo (não há transmissão). Não é possível fazer a
regulagem dos flasques. Tempo de execução longo pois é necessário
desmontar o subconjunto. Necessário dois mecânicos.
46
Folga
excessiv
a entre
corrente
e polias
Corrente
fora do
padrão -
Não há transmissão. Não é possível fazer a regulagem dos flasques.
Necessário trocar a corrente. Tempo de execução longo pois é necessário
desmontar o subconjunto. Necessário dois mecânicos. A corrente está
disponível no armazém do site.
47
Redutor
em falha
Polia
danifica
da
Sobrecar
ga
Girar o
tambor do
subconjunto
em 18.12
RPM, sob
torque de
58.7Nm,
sustentando
uma
bandagem
de 1300kg,
durante
período
determinado
em receita,
com os
flasques
travados.
T
a
m
b
o
r
n
ã
o
g
i
r
a

44
Tabela 8: FMEA (parte 5)
Função FF MF
(Nível
1)
MF
(Nível
2)
MF
(Nível 3)
MF
(Nível 4)
Efeito ID
Erro de
operação
Flasques soltos. Grave risco de qualidade (má conformação do pneu). Não
é necessária atuação corretiva da manutenção, apenas diagnóstico.
48
Contato
elétrico
danificado
Flasques soltos. Grave risco de qualidade (má conformação do pneu).
Necessário troca da contatora. Tempo de diagnóstico médio. Necessário
um eletricista.
49
Disco
desgastado
Flasques soltos. Grave risco de qualidade (má conformação do pneu).
Tempo de diagnóstico médio. É necessária a troca da embreagem.
Operação de troca é trabalhosa, por isso, tempo de execução longo.
Embreagem sobressalente no armazém do site. Necessário um mecânico e
um eletricista.
50
Contamina
ção com
lubrificante
Flasques soltos. Grave risco de qualidade (má conformação do pneu).
Tempo de diagnóstico médio. Necessário reparar origem do vazamento e
limpeza da embreagem. Tempo de execução médio. Necessário um
mecânico.
51
Torque
excessivo
Deslizamento da embreagem e flasques soltos. Grave risco de qualidade
(má conformação do pneu). Pode ocasionar desgaste do disco e perda da
embreagem. É necessário achar a causa da elevação do torque. Tempo de
diagnóstico elevado. Em caso de quebra da embreagem, tempo de
execução longo. Necessário um mecânico e um eletricista.
52
Erro de
operação
Movimentação dos flasques. Grave risco de qualidade (má conformação do
pneu). Não é necessária atuação corretiva da manutenção, apenas
diagnóstico.
53
Contato
elétrico
danificado
Movimentação dos flasques. Grave risco de qualidade (má conformação do
pneu). Necessário troca da contatora. Operação de troca é simples. Tempo
de diagnóstico médio. Necessário um eletricista.
54
Molas
desgastadas
Movimentação dos flasques. Grave risco de qualidade (má conformação do
pneu). Tempo de diagnóstico médio. É necessária a troca da embreagem.
Operação de troca é trabalhosa, por isso, tempo de execução longo.
Embreagem sobressalente no armazém do site. Necessário um mecânico e
um eletricista.
55
Erro de
operação
Tambor não gira. Não é necessária atuação corretiva da manutenção,
apenas diagnóstico.
56
Contato
elétrico
danificado
Tambor não gira. Necessário troca da contatora. Tempo de diagnóstico
médio. Operação de troca é simples. Necessário um eletricista.
57
E3 não
transmite
torque
Disco
desgastado
Tambor não gira. Tempo de diagnóstico médio. É necessária a troca da
embreagem. Operação de troca é trabalhosa, por isso, tempo de execução
longo. Embreagem sobressalente no armazém do site. Necessário um
mecânico e um eletricista.
58
Contamina
ção com
lubrificante
Tambor não gira. Tempo de diagnóstico médio. Necessário reparar origem
do vazamento e limpeza da embreagem. Tempo de execução médio.
Necessário um mecânico.
59
Torque
excessivo
Tambor não gira. Pode ocasionar em desgaste do disco e perda da
embreagem. É necessário achar a causa da elevação do torque. Tempo de
diagnóstico elevado. Em caso de quebra da embreagem, tempo de
execução longo. Necessário um mecânico e um eletricista.
60
E2
acoplada
(com
tensão)
E1
desacopla
da (com
tensão)
E1 não
transmite
torque
Girar o
tambor do
subconjunto
em 18.12
RPM, sob
torque de
58.7Nm,
sustentando
uma
bandagem
de 1300kg,
durante
período
determinado
em receita,
com os
flasques
travados.
T
a
m
b
o
r
n
ã
o
g
i
r
a
S
i
s
t
e
m
a
d
e
e
m
b
r
e
a
g
e
n
s
e
m
f
a
l
h
a
F
a
l
h
a
n
a
E
1
F
a
l
h
a
n
a
E
2
F
a
l
h
a
n
a
E
3
E3
desacopla
da (com
tensão)
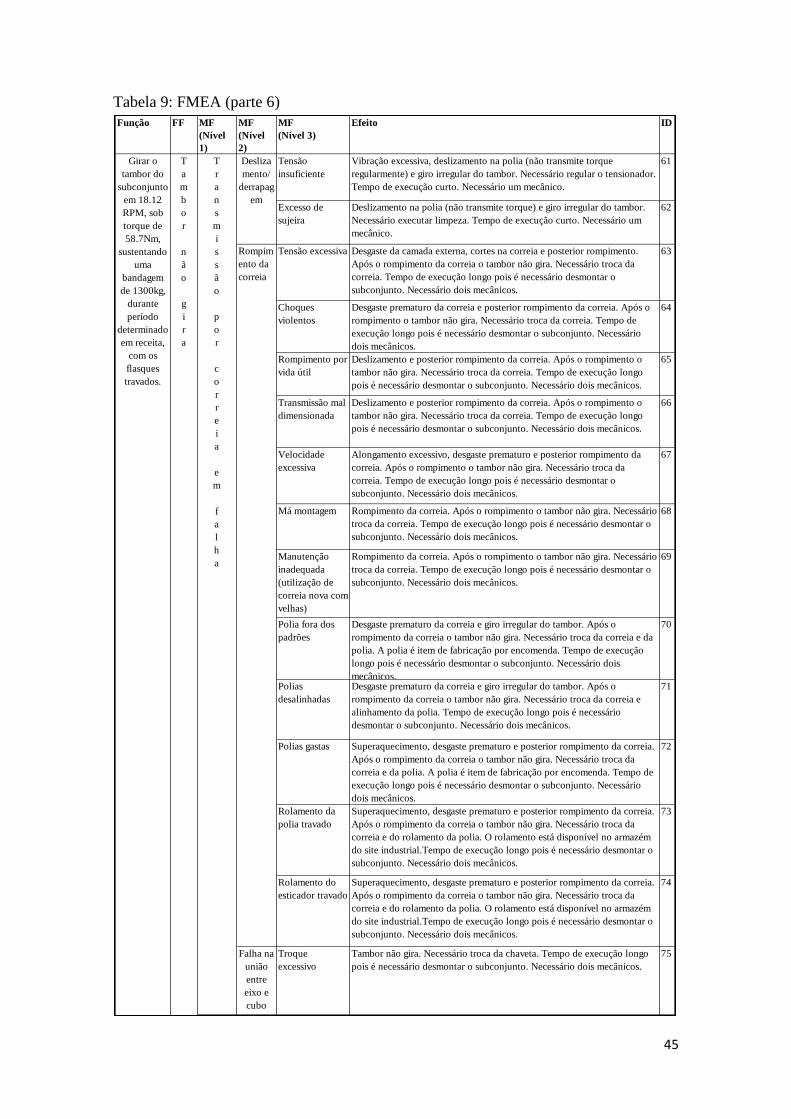
45
Tabela 9: FMEA (parte 6)
Função FF MF
(Nível
1)
MF
(Nível
2)
MF
(Nível 3)
Efeito ID
Tensão
insuficiente
Vibração excessiva, deslizamento na polia (não transmite torque
regularmente) e giro irregular do tambor. Necessário regular o tensionador.
Tempo de execução curto. Necessário um mecânico.
61
Excesso de
sujeira
Deslizamento na polia (não transmite torque) e giro irregular do tambor.
Necessário executar limpeza. Tempo de execução curto. Necessário um
mecânico.
62
Rompim
ento da
correia
Tensão excessiva Desgaste da camada externa, cortes na correia e posterior rompimento.
Após o rompimento da correia o tambor não gira. Necessário troca da
correia. Tempo de execução longo pois é necessário desmontar o
subconjunto. Necessário dois mecânicos.
63
Choques
violentos
Desgaste prematuro da correia e posterior rompimento da correia. Após o
rompimento o tambor não gira. Necessário troca da correia. Tempo de
execução longo pois é necessário desmontar o subconjunto. Necessário
dois mecânicos.
64
Rompimento por
vida útil
Deslizamento e posterior rompimento da correia. Após o rompimento o
tambor não gira. Necessário troca da correia. Tempo de execução longo
pois é necessário desmontar o subconjunto. Necessário dois mecânicos.
65
Transmissão mal
dimensionada
Deslizamento e posterior rompimento da correia. Após o rompimento o
tambor não gira. Necessário troca da correia. Tempo de execução longo
pois é necessário desmontar o subconjunto. Necessário dois mecânicos.
66
Velocidade
excessiva
Alongamento excessivo, desgaste prematuro e posterior rompimento da
correia. Após o rompimento o tambor não gira. Necessário troca da
correia. Tempo de execução longo pois é necessário desmontar o
subconjunto. Necessário dois mecânicos.
67
Má montagem Rompimento da correia. Após o rompimento o tambor não gira. Necessário
troca da correia. Tempo de execução longo pois é necessário desmontar o
subconjunto. Necessário dois mecânicos.
68
Manutenção
inadequada
(utilização de
correia nova com
velhas)
Rompimento da correia. Após o rompimento o tambor não gira. Necessário
troca da correia. Tempo de execução longo pois é necessário desmontar o
subconjunto. Necessário dois mecânicos.
69
Polia fora dos
padrões
Desgaste prematuro da correia e giro irregular do tambor. Após o
rompimento da correia o tambor não gira. Necessário troca da correia e da
polia. A polia é item de fabricação por encomenda. Tempo de execução
longo pois é necessário desmontar o subconjunto. Necessário dois
mecânicos.
70
Polias
desalinhadas
Desgaste prematuro da correia e giro irregular do tambor. Após o
rompimento da correia o tambor não gira. Necessário troca da correia e
alinhamento da polia. Tempo de execução longo pois é necessário
desmontar o subconjunto. Necessário dois mecânicos.
71
Polias gastas Superaquecimento, desgaste prematuro e posterior rompimento da correia.
Após o rompimento da correia o tambor não gira. Necessário troca da
correia e da polia. A polia é item de fabricação por encomenda. Tempo de
execução longo pois é necessário desmontar o subconjunto. Necessário
dois mecânicos.
72
Rolamento da
polia travado
Superaquecimento, desgaste prematuro e posterior rompimento da correia.
Após o rompimento da correia o tambor não gira. Necessário troca da
correia e do rolamento da polia. O rolamento está disponível no armazém
do site industrial.Tempo de execução longo pois é necessário desmontar o
subconjunto. Necessário dois mecânicos.
73
Rolamento do
esticador travado
Superaquecimento, desgaste prematuro e posterior rompimento da correia.
Após o rompimento da correia o tambor não gira. Necessário troca da
correia e do rolamento da polia. O rolamento está disponível no armazém
do site industrial.Tempo de execução longo pois é necessário desmontar o
subconjunto. Necessário dois mecânicos.
74
Falha na
união
entre
eixo e
cubo
Troque
excessivo
Tambor não gira. Necessário troca da chaveta. Tempo de execução longo
pois é necessário desmontar o subconjunto. Necessário dois mecânicos.
75
Girar o
tambor do
subconjunto
em 18.12
RPM, sob
torque de
58.7Nm,
sustentando
uma
bandagem
de 1300kg,
durante
período
determinado
em receita,
com os
flasques
travados.
T
a
m
b
o
r
n
ã
o
g
i
r
a
T
r
a
n
s
m
i
s
s
ã
o
p
o
r
c
o
r
r
e
i
a
e
m
f
a
l
h
a
Desliza
mento/
derrapag
em

46
Tabela 10: FMEA (parte 7)
Função FF MF
(Nível 1)
MF
(Nível 2)
MF
(Nível 3)
Efeito ID
Desgaste
por
partículas
abrasivas
Falta de limpeza
antes/depois da
operação de
montagem
Endentações ao redor das pistas e corpos rolantes, ruído, vibração e
travamento da árvore principal (tambor não gira). Acarreta parada de
máquina. Tempo de troca longo pois há dificuldade de acesso. Rolamentos
armazenados no armazém do site. Necessário dois mecânicos.
76
Lubrificante
contaminado
Endentações ao redor das pistas e corpos rolantes, vibração e travamento da
árvore principal (tambor não gira). Não há pontos de lubrificação na carcaça
da máquina, por isso é necessária a parada do equipamento para lubrificar os
rolamentos. Tempo de troca longo pois há dificuldade de acesso.
Rolamentos armazenados no armazém do site. Necessário dois mecânicos.
77
Vedações
ineficientes
Endentações ao redor das pistas e corpos rolantes, vibração e travamento da
árvore principal (tambor não gira). Acarreta parada de máquina. Tempo de
troca longo pois há dificuldade de acesso. Rolamentos armazenados no
armazém do site. Necessário dois mecânicos.
78
Falta de
lubrificante
Aquecimento, ruído, vibração, endentações ao redor das pistas e corpos rolantes e
travamento da árvore principal (tambor não gira). Não há pontos de lubrificação na
carcaça da máquina, por isso é necessária a parada do equipamento para lubrificar
os rolamentos. Tempo de troca longo pois há dificuldade de acesso. Rolamentos
armazenados no armazém do site. Necessário dois mecânicos.
79
Perda das
propriedades
do lubrificante
Aquecimento, ruído, vibração, endentações ao redor das pistas e corpos
rolantes e travamento da árvore principal (tambor não gira), acarretando
parada de máquina. Não há pontos de lubrificação na carcaça da máquina,
por isso é necessária a parada do equipamento para lubrificar os rolamentos.
Tempo de troca longo pois há dificuldade de acesso. Rolamentos
armazenados no armazém do site. Necessário dois mecânicos.
80
Montagem
incorreta
Pressão para
montagem
aplicada no
anel não
interferente
Endentações ao redor das pistas, vibração crescente ao longo do tempo.
Redução da vida útil, levando ao travamento do rolamento e, por
consequência, travamento da árvore principal (tambor não gira). Tempo de
troca longo pois há dificuldade de acesso. Rolamentos armazenados no
armazém do site. Necessário dois mecânicos.
81
Impacto
excessivo em
montagens com
interferência
Endentações ao redor das pistas. Vibração crescente ao longo do tempo.
Redução da vida útil, levando ao travamento do rolamento. Tempo de troca
longo pois há dificuldade de acesso. Rolamentos armazenados no armazém
do site. Necessário dois mecânicos.
82
Corrosão
por
penetração
de
umidade
Perda das
propriedades
do lubrificante
Aquecimento, ruído, vibração, endentações ao redor das pistas e corpos
rolantes e travamento da árvore principal (tambor não gira), acarretando
parada de máquina. Não há pontos de lubrificação na carcaça da máquina,
por isso é necessária a parada do equipamento para lubrificar os rolamentos.
Tempo de troca longo pois há dificuldade de acesso. Rolamentos
armazenados no armazém do site. Necessário dois mecânicos.
83
Desalinha
mento
Assento
desalinhado
Vibração, desgaste prematuro dos rolamentos por excesso de carga e travamento da
árvore principal (tambor não gira). Necessário usinagem do assento e troca do
rolamento. Tempo de parada longo para troca do subconjunto.
84
Montagem
incorreta
Vibração, desgaste prematuro dos rolamentos por excesso de carga e
travamento da árvore principal (tambor não gira). Tempo de parada longo
por dificuldade de acesso. Rolamentos estocados no armazém do site.
Necessário dois mecânicos.
85
Sobrecarg
a
Montagem
incorreta
(sobrecarga
axial)
Vibração, desgaste prematuro dos rolamentos por excesso de carga e travamento da
árvore principal (tambor não gira). Tempo de parada longo por dificuldade de
acesso. Rolamentos estocados no armazém do site. Necessário dois mecânicos.
86
Operação
incorreta
Vibração, desgaste prematuro dos rolamentos por excesso de carga e travamento da
árvore principal (tambor não gira). Tempo de parada longo por dificuldade de
acesso. Rolamentos estocados no armazém do site. Necessário dois mecânicos.
87
Cisalhame
nto
Quebra por
sobrecarga
estática
Tambor não gira. Necessário realizar troca da árvore. Não há árvore em estoque,
necessário fabricação. Tempo de execução longo. Necessário dois mecânicos.
88
Quebra por
fadiga
Tambor não gira. Necessário realizar troca da árvore. Não há árvore em estoque,
necessário fabricação. Tempo de execução longo. Necessário dois mecânicos.
89
Empreno Sobrecarga
estática
Variação de velocidade, ruído e vibração. Necessário desempeno da árvore.
Tempo de execução longo pois é necessário desmontar todo o subconjunto.
Necessário dois mecânicos.
90
Rolamen
tos
danificad
os/
travados
Falha nas
árvores
Desgaste
por
lubrificaçã
o
inadequad
a
Girar o
tambor do
subconjunto
em 18.12
RPM, sob
torque de
58.7Nm,
sustentando
uma
bandagem
de 1300kg,
durante
período
determinado
em receita,
com os
flasques
travados.
T
a
m
b
o
r
n
ã
o
g
i
r
a
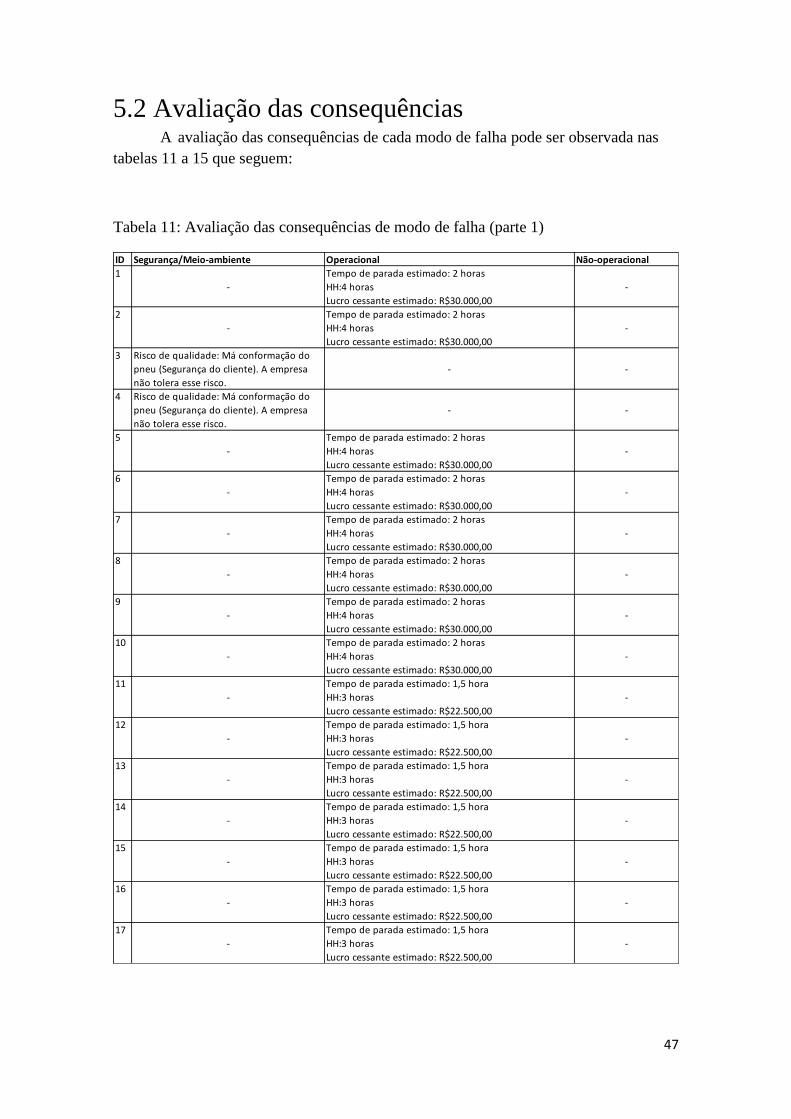
47
5.2 Avaliação das consequências
A avaliação das consequências de cada modo de falha pode ser observada nas
tabelas 11 a 15 que seguem:
Tabela 11: Avaliação das consequências de modo de falha (parte 1)
ID Segurança/Meio-ambiente Operacional Não-operacional
1
-
Tempo de parada estimado: 2 horas
HH:4 horas
Lucro cessante estimado: R$30.000,00
-
2
-
Tempo de parada estimado: 2 horas
HH:4 horas
Lucro cessante estimado: R$30.000,00
-
3 Risco de qualidade: Má conformação do
pneu (Segurança do cliente). A empresa
não tolera esse risco.
- -
4 Risco de qualidade: Má conformação do
pneu (Segurança do cliente). A empresa
não tolera esse risco.
- -
5
-
Tempo de parada estimado: 2 horas
HH:4 horas
Lucro cessante estimado: R$30.000,00
-
6
-
Tempo de parada estimado: 2 horas
HH:4 horas
Lucro cessante estimado: R$30.000,00
-
7
-
Tempo de parada estimado: 2 horas
HH:4 horas
Lucro cessante estimado: R$30.000,00
-
8
-
Tempo de parada estimado: 2 horas
HH:4 horas
Lucro cessante estimado: R$30.000,00
-
9
-
Tempo de parada estimado: 2 horas
HH:4 horas
Lucro cessante estimado: R$30.000,00
-
10
-
Tempo de parada estimado: 2 horas
HH:4 horas
Lucro cessante estimado: R$30.000,00
-
11
-
Tempo de parada estimado: 1,5 hora
HH:3 horas
Lucro cessante estimado: R$22.500,00
-
12
-
Tempo de parada estimado: 1,5 hora
HH:3 horas
Lucro cessante estimado: R$22.500,00
-
13
-
Tempo de parada estimado: 1,5 hora
HH:3 horas
Lucro cessante estimado: R$22.500,00
-
14
-
Tempo de parada estimado: 1,5 hora
HH:3 horas
Lucro cessante estimado: R$22.500,00
-
15
-
Tempo de parada estimado: 1,5 hora
HH:3 horas
Lucro cessante estimado: R$22.500,00
-
16
-
Tempo de parada estimado: 1,5 hora
HH:3 horas
Lucro cessante estimado: R$22.500,00
-
17
-
Tempo de parada estimado: 1,5 hora
HH:3 horas
Lucro cessante estimado: R$22.500,00
-

48
Tabela 12: Avaliação das consequências de modo de falha (parte 2)
ID Segurança/Meio-
ambiente
Operacional Não-operacional
18
-
Tempo de parada estimado: 1,5 hora
HH:3 horas
Lucro cessante estimado: R$22.500,00
-
19
-
Tempo de parada estimado: 1,5 hora
HH:3 horas
Lucro cessante estimado: R$22.500,00
-
20
-
Tempo de parada estimado: 1,5 hora
HH:3 horas
Lucro cessante estimado: R$22.500,00
-
21
-
Tempo de parada estimado: 4 horas
HH: 8 horas
Lucro cessante: R$60.000,00
obs: Caso não seja feita a previsão de consumo, deve-se considerar
1 mês de parada para fornecimento do redutor (lucro cessante:
R$1.080.000,00)
-
22
-
Tempo de parada estimado: 4 horas
HH: 8 horas
Lucro cessante: R$60.000,00
obs: Caso não seja feita a previsão de consumo, deve-se considerar
1 mês de parada para fornecimento do redutor (lucro cessante:
R$1.080.000,00)
-
23
-
Tempo de parada estimado: 4 horas
HH: 8 horas
Lucro cessante: R$60.000,00
obs: Caso não seja feita a previsão de consumo, deve-se considerar
1 mês de parada para fornecimento do redutor (lucro cessante:
R$1.080.000,00)
-
24
-
Tempo de parada estimado: 4 horas
HH: 8 horas
Lucro cessante: R$60.000,00
obs: Caso não seja feita a previsão de consumo, deve-se considerar
1 mês de parada para fornecimento do redutor (lucro cessante:
R$1.080.000,00)
-
25
-
Tempo de parada estimado: 4 horas
HH: 8 horas
Lucro cessante: R$60.000,00
obs: Caso não seja feita a previsão de consumo, deve-se considerar
1 mês de parada para fornecimento do redutor (lucro cessante:
R$1.080.000,00)
-
26
-
Tempo de parada estimado: 4 horas
HH: 8 horas
Lucro cessante: R$60.000,00
obs: Caso não seja feita a previsão de consumo, deve-se considerar
1 mês de parada para fornecimento do redutor (lucro cessante:
R$1.080.000,00)
-
27
-
Tempo de parada estimado: 8 horas
HH: 16 horas
Lucro cessante: R$120.000,00
-
28
-
Tempo de parada estimado: 4 horas
HH: 8 horas
Lucro cessante: R$60.000,00
-
29
-
Tempo de parada estimado: 4 horas
HH: 8 horas
Lucro cessante: R$60.000,00
-
30
-
Tempo de parada estimado: 4 horas
HH: 8 horas
Lucro cessante: R$60.000,00
-

49
Tabela 13: Avaliação das consequências de modo de falha (parte 3)
ID Segurança/Meio-ambiente Operacional Não-operacional
31
-
Tempo de parada estimado: 4 horas
HH: 8 horas
Lucro cessante: R$60.000,00
-
32
-
Tempo de parada estimado: 4 horas
HH: 8 horas
Lucro cessante: R$60.000,00
-
33
-
Tempo de parada estimado: 4 horas
HH: 8 horas
Lucro cessante: R$60.000,00
-
34
-
Tempo de parada estimado: 4 horas
HH: 8 horas
Lucro cessante: R$60.000,00
-
35
-
Tempo de parada estimado: 4 horas
HH: 8 horas
Lucro cessante: R$60.000,00
-
36
-
Tempo de parada estimado: 4 horas
HH: 8 horas
Lucro cessante: R$60.000,00
-
37
-
Tempo de parada estimado: 4 horas
HH: 8 horas
Lucro cessante: R$60.000,00
-
38 Risco de qualidade: Má conformação
do pneu (Segurança do cliente). A
empresa não tolera esse risco.
Tempo de parada estimado: 5 horas
HH: 10 horas
Lucro cessante: R$75.000,00
-
39 Risco de qualidade: Má conformação
do pneu (Segurança do cliente). A
empresa não tolera esse risco.
Tempo de parada estimado: 3,5 horas
HH: 7 horas
Lucro cessante: R$52.000,00
-
40 Risco de qualidade: Má conformação
do pneu (Segurança do cliente). A
empresa não tolera esse risco.
Tempo de parada estimado: 3,5 horas
HH: 7 horas
Lucro cessante: R$52.000,00
-
41 Risco de qualidade: Má conformação
do pneu (Segurança do cliente). A
empresa não tolera esse risco.
Tempo de parada estimado: 3,5 horas
HH: 7 horas
Lucro cessante: R$52.000,00
-
42 Risco de qualidade: Má conformação
do pneu (Segurança do cliente). A
empresa não tolera esse risco.
Tempo de parada estimado: 3,5 horas
HH: 7 horas
Lucro cessante: R$52.000,00
-
43 Risco de qualidade: Má conformação
do pneu (Segurança do cliente). A
empresa não tolera esse risco.
Tempo de parada estimado: 3,5 horas
HH: 7 horas
Lucro cessante: R$52.000,00
-
44 Risco de qualidade: Má conformação
do pneu (Segurança do cliente). A
empresa não tolera esse risco.
Tempo de parada estimado: 3,5 horas
HH: 7 horas
Lucro cessante: R$52.000,00
-
45 Risco de qualidade: Má conformação
do pneu (Segurança do cliente). A
empresa não tolera esse risco.
Tempo de parada estimado: 4 horas
HH: 8 horas
Lucro cessante: R$60.000,00
-
46 Risco de qualidade: Má conformação
do pneu (Segurança do cliente). A
empresa não tolera esse risco.
Tempo de parada estimado: 3 horas
HH: 6 horas
Lucro cessante: R$45.000,00
-
47 Risco de qualidade: Má conformação
do pneu (Segurança do cliente). A
empresa não tolera esse risco.
Tempo de parada estimado: 3,5 horas
HH: 7 horas
Lucro cessante: R$52.000,00
-
48 Risco de qualidade: Má conformação
do pneu (Segurança do cliente). A
empresa não tolera esse risco.
Tempo de parada estimado: 0,5 hora
HH: 0,5 hora
Lucro cessante: R$7.500,00
-
49 Risco de qualidade: Má conformação
do pneu (Segurança do cliente). A
empresa não tolera esse risco.
Tempo de parada estimado: 1 hora
HH: 1 hora
Lucro cessante: R$15.000,00
-
50 Risco de qualidade: Má conformação
do pneu (Segurança do cliente). A
empresa não tolera esse risco.
Tempo de parada estimado: 6 horas
HH: 12 hora
Lucro cessante: R$90.000,00
-

50
Tabela 14: Avaliação das consequências de modo de falha (parte 4)
ID Segurança/Meio-ambiente Operacional Não-operacional
51 Risco de qualidade: Má conformação
do pneu (Segurança do cliente). A
empresa não tolera esse risco.
Tempo de parada estimado: 1,5 horas
HH: 1,5 hora
Lucro cessante: R$22.500,00-
52 Risco de qualidade: Má conformação
do pneu (Segurança do cliente). A
empresa não tolera esse risco.
Tempo de parada estimado: 2 horas
HH: 4 hora
Lucro cessante: R$30.000,00-
53 Risco de qualidade: Má conformação
do pneu (Segurança do cliente). A
empresa não tolera esse risco.
Tempo de parada estimado: 0,5 hora
HH: 0,5 hora
Lucro cessante: R$7.500,00-
54 Risco de qualidade: Má conformação
do pneu (Segurança do cliente). A
empresa não tolera esse risco.
Tempo de parada estimado: 1 hora
HH: 1 hora
Lucro cessante: R$15.000,00-
55 Risco de qualidade: Má conformação
do pneu (Segurança do cliente). A
empresa não tolera esse risco.
Tempo de parada estimado: 6 horas
HH: 12 hora
Lucro cessante: R$90.000,00-
56
-
Tempo de parada estimado: 0,5 hora
HH: 0,5 hora
Lucro cessante: R$7.500,00
-
57
-
Tempo de parada estimado: 1 hora
HH: 1 hora
Lucro cessante: R$15.000,00
-
58
-
Tempo de parada estimado: 6 horas
HH: 12 hora
Lucro cessante: R$90.000,00
-
59
-
Tempo de parada estimado: 1,5 horas
HH: 1,5 hora
Lucro cessante: R$22.500,00
-
60
-
Tempo de parada estimado: 2 horas
HH: 4 hora
Lucro cessante: R$30.000,00
-
61
-
Tempo de parada estimado: 1 hora
HH: 1 hora
Lucro cessante: R$15.000,00
-
62
-
Tempo de parada estimado: 1 hora
HH: 1 hora
Lucro cessante: R$15.000,00
-
63
-
Tempo de parada estimado: 3 horas
HH: 6 horas
Lucro cessante: R$45.000,00
-
64
-
Tempo de parada estimado: 3 horas
HH: 6 horas
Lucro cessante: R$45.000,00
-
65
-
Tempo de parada estimado: 3 horas
HH: 6 horas
Lucro cessante: R$45.000,00
-
66
-
Tempo de parada estimado: 3 horas
HH: 6 horas
Lucro cessante: R$45.000,00
-
67
-
Tempo de parada estimado: 3 horas
HH: 6 horas
Lucro cessante: R$45.000,00
-
68
-
Tempo de parada estimado: 3 horas
HH: 6 horas
Lucro cessante: R$45.000,00
-
69
-
Tempo de parada estimado: 3 horas
HH: 6 horas
Lucro cessante: R$45.000,00
-
70
-
Tempo de parada estimado: 4 horas
HH: 8 horas
Lucro cessante: R$60.000,00
-
71
-
Tempo de parada estimado: 4 horas
HH: 8 horas
Lucro cessante: R$60.000,00
-

51
Tabela 15: Avaliação das consequências de modo de falha (parte 5)
Foram identificados 90 modos de falha que podem gerar até 273 horas de parada
não programada acarretando, portanto, em um lucro cessante de R$ 4.095.000,00 para a
empresa.
ID Segurança/Meio-ambiente Operacional Não-operacional
72
-
Tempo de parada estimado: 4 horas
HH: 8 horas
Lucro cessante: R$60.000,00
-
73
-
Tempo de parada estimado: 3 horas
HH: 6 horas
Lucro cessante: R$45.000,00
-
74
-
Tempo de parada estimado: 3 horas
HH: 6 horas
Lucro cessante: R$45.000,00
-
75
-
Tempo de parada estimado: 3 horas
HH: 6 horas
Lucro cessante: R$45.000,00
-
76
-
Tempo de parada estimado: 3 horas
HH: 6 horas
Lucro cessante: R$45.000,00
-
77
-
Tempo de parada estimado: 3 horas
HH: 6 horas
Lucro cessante: R$45.000,00
-
78
-
Tempo de parada estimado: 3 horas
HH: 6 horas
Lucro cessante: R$45.000,00
-
79
-
Tempo de parada estimado: 3 horas
HH: 6 horas
Lucro cessante: R$45.000,00
-
80
-
Tempo de parada estimado: 3 horas
HH: 6 horas
Lucro cessante: R$45.000,00
-
81
-
Tempo de parada estimado: 3 horas
HH: 6 horas
Lucro cessante: R$45.000,00
-
82
-
Tempo de parada estimado: 3 horas
HH: 6 horas
Lucro cessante: R$45.000,00
-
83
-
Tempo de parada estimado: 3 horas
HH: 6 horas
Lucro cessante: R$45.000,00
-
84
-
Tempo de parada estimado: 3 horas
HH: 6 horas
Lucro cessante: R$45.000,00
-
85
-
Tempo de parada estimado: 3 horas
HH: 6 horas
Lucro cessante: R$45.000,00
-
86
-
Tempo de parada estimado: 3 horas
HH: 6 horas
Lucro cessante: R$45.000,00
-
87
-
Tempo de parada estimado: 3 horas
HH: 6 horas
Lucro cessante: R$45.000,00
-
88
-
Tempo de parada estimado: 8 horas
HH: 16 horas
Lucro cessante: R$120.000,00
-
89
-
Tempo de parada estimado: 8 horas
HH: 16 horas
Lucro cessante: R$120.000,00
-
90
-
Tempo de parada estimado: 8 horas
HH: 16 horas
Lucro cessante: R$120.000,00
-

52
5.3 Plano de manutenção
5.3.1 Proposta de manutenção preditiva – análise de vibração Analisando os modos de falha seus efeitos e suas consequências foram
identificadas oportunidades para implantação da manutenção preditiva por meio de
análise de vibração para identificação de falha no motor, no redutor, nos rolamentos e
na árvore principal.
A análise de vibração, inicialmente, deve ser feita mensalmente, pois ainda é
necessária a determinação da curva P-F para que se possa estabelecer a frequência
ótima.
A análise de vibração é uma ferramenta poderosa capaz de identificar a falha
latente e prevenir os modos de falha relacionados à falha do rotor do motor, falhas
relacionada à rolamentos, falhas das engrenagens do redutor, falhas de desalinhamento
de polias e falhas de empeno na árvore principal. Uma revisão sobre análise de vibração
pode ser observado no Anexo I.
5.3.2 Proposta de manutenção preditiva – análise termográfica A utilização da análise termográfica também foi identificada como uma
oportunidade para combate aos modos de falha relacionados ao estator do motor e as
conexões elétricas do motor e das embreagens.
A frequência, inicialmente, deve ser mensal, pois ainda é necessária a
determinação da curva P-F para que se possa estabelecer a frequência ótima. O anexo II
traz uma explanação sobre análise termográfica.
5.3.3 Proposta de manutenção preventiva
A técnica de manutenção preventiva foi identificada como uma oportunidade
para o combate das falhas relacionadas às transmissões por correia e corrente, pois a
inspeção desses sistemas é simples e eficaz na identificação das falhas latentes.
Sugere-se, portanto, uma inspeção mensal do sistema de transmissão por
corrente onde se deve buscar a identificação dos seguintes estados de falha latente:
Elos danificados
Ruído excessivo na transmissão
Engripamento da corrente
Acumulo de sujeira na corrente
Excesso ou falta de tensão na corrente

53
Sugere-se, ainda, uma inspeção mensal do sistema de transmissão por correia onde
se deve buscar a identificação dos seguintes estados de falha latente:
Deslizamento da correia na polia
Ruído excessivo na transmissão
Desgaste das camadas externas ou laterais da correia
Acumulo de sujeira
Excesso ou falta de tensão na correia
5.3.4 Proposta de manutenção sistemática A técnica de manutenção sistemática será utilizada para a lubrificação do
redutor, lubrificação dos rolamentos da árvore principal e lubrificação da transmissão
por corrente, pois o torque que o subconjunto está submetido é alto e, por isso, deve-se
garantir que a lubrificação seja eficiente. A implantação da sistemática de lubrificação é
simples e eficaz contra os modos de falha relacionados. A concretização de um modo de
falha relacionado a lubrificação pode ter consequências catastróficas, como no caso da
lubrificação do redutor.
Com base nas recomendações dos fabricantes, foi determinada uma frequência
semestral para a lubrificação dos sistemas citados. O Anexo III traz uma explanação
sobre lubrificação de rolamentos.
5.4 Treinamento de equipe especializada Identificou-se por meio do FMEA a necessidade de formação da equipe de
manutenção sobre o método correto de montagem de rolamentos e manutenção de
correias e correntes, visto que a realização incorreta dessas tarefas foi identificada como
um modo de falha.
Para verificar a importância da correta montagem e manutenção dos
componentes mecânicos, basta observar a curva da banheira onde é possível identificar
que o inicio da vida de um elemento mecânico apresenta uma alta probabilidade de
falha. Este fato se dá pela grande influência que a operação de montagem tem sobre os
componentes, além de possíveis defeitos de fabricação ou erros de projeto.
Para a montagem de rolamentos, além de utilizar as ferramentas corretas, deve-
se lubrificar o assento (eixo ou furo) e aplicar a pressão no anel interferente. Para a
montagem de correias deve-se atentar para a limpeza do sistema de transmissão, além
de garantir a tensão adequada. Não se devem utilizar correias novas em conjunto com
correias gastas. Para a montagem de correntes, deve-se atentar para a lubrificação do
sistema, além de garantir a tensão adequada.

54
6. Conclusão Foi elaborado um diagnóstico da manutenção da usina em estudo por meio da
análise de dados, cálculo de indicadores e da avaliação qualitativa obtida por meio de
entrevista com funcionários da empresa. A extração e análise de 74.695 ordens de
trabalho garantiu confiabilidade no diagnóstico. Identificou-se que o fator responsável
pelo insucesso da manutenção planejada era a falta de robustez do plano de manutenção.
O plano de manutenção existente até a elaboração deste trabalho foi feito durante a
partida da fábrica por funcionários que ainda estavam em processo de formação do
equipamento e sem a padronização de um método que garantisse um resultado de
qualidade. A partir dessa definição pouco eficaz, a alta incidência de eventos não
planejados gerou indisponibilidade de tempo da equipe de manutenção para trabalhar na
melhoria do plano de manutenção, iniciando, assim, um processo de degradação da
manutenção planejada na fábrica. Dessa forma, este trabalho buscou fornecer uma
ferramenta robusta e aplicável que garanta a eficiência do plano de manutenção. Ora, a
manutenção planejada é eficaz quando reduz a ocorrência de eventos não planejados, ou
seja, reduz à ocorrência de intervenções de manutenção a demanda. Dessa forma, com o
auxílio da literatura e dos conceitos de manutenção centrada em confiabilidade,
formulou-se uma metodologia de criação de plano de manutenção focada na prevenção
de falhas funcionais. O método definido foi aplicado em um subconjunto crítico,
atestando sua aplicabilidade. A criação do plano de manutenção do tambor de confecção
foi acompanhada pelo supervisor da gerência de manutenção que avaliou positivamente
o método. Para melhor aproveitamento da ferramenta, cabe ainda a definição da curva
P-F dos modos de falha que estão sendo prevenidos por manutenção preditiva. Além
disso, cabe ainda quantificar a eficácia do plano de manutenção proposto. Está análise
não foi feita pois a solução proposta ainda está em fase de implantação e, para que se
verifiquem ganhos de confiabilidade, é necessário a avaliação ao longo de um período
significativo.
O plano de manutenção proposto foi recebido, na sua totalidade, de maneira
positiva pela empresa e está em fase de implantação. Foi criado, ainda, um grupo de
trabalho responsável pela confiabilidade das máquinas. Esse grupo, dentre outras
atribuições, é responsável pela revisão do plano de manutenção por meio da utilização
do método proposto.
Para trabalhos futuros, sugere-se que, após a identificação dos modos de falha,
seja feito o estudo da curva P-F (definida na seção 4.6.3). Esta análise permitirá a
definição com precisão da periodicidade dos trabalhos programados, além de uma
avaliação de viabilidade econômica dos trabalhos programados mais precisa.
55
7. Referências bibliográficas ABRAMAN. Página eletrônica: <http://www.abraman.org.br/>. Acesso em Fevereiro
de 2017
ALVAREZ, O.E.: Manual de manutenção planejada. Universitáriaria UFPB, João
Pessoa,1988.
CHAVES, Gisele de L. D.; ALCÂNTARA, Rosane Lúcia C., ASSUMPÇÃO, Maria
Rita P. Medidas de desempenho na logística reversa: o caso de uma empresa do
setor de bebidas. Relatórios de Pesquisa em Engenharia de Produção da UFF. , vol. 8,
n.2, 2008.
DRAPINSKI, J., Elementos de soldagem: Manual Prático de Oficina, Ed. McGraw-
Hill do Brasil, São Paulo, 1979, 280p.
KARDEC, A. e NASCIF, J. Manutenção – Função Estratégica. Rio de Janeiro:
Qualitymark, 2009.
LAFRAIA, J. Manual de Confiabilidade, Mantenabilidade e Disponibilidade. Rio
de Janeiro: Qualitymark, 2001.
MOUBRAY, J., Reliability-centered maintenance. 2 ed. New York: Industrial Press
Inc., 1997.
NEELY, A. Measuring business performance. London: The Economist Newspaper
and Profile Books. 1998.
NEELY, A.; Gregory, M.; Platts, K., Performance measurement system design – a
literature review and research Agenda. International Journal of Operations & Production
Management 15(4), pp.80-116,1995.
SIQUEIRA, I. Manutenção Centrada em Confiabilidade. Rio Janeiro: Qualitymark,
2005.
VIANA, HERBERT RICARDO GARCIA. PCM, planejamento e controle de
manutenção. 1 ed. Rio de Janeiro, Qualitymark, 2002.
XENOS, Harilaus Georgius D'Philippos. Gerenciando a Manutenção Produtiva. Belo
Horizonte: EDG, 1998.

56
Anexo I – Análise de vibração A manutenção por análise de vibração é o processo pelo qual as falhas latentes
em componentes móveis de um equipamento são detectadas pela variação das forças
dinâmicas geradas. Tais forças afetam o nível de vibração que pode ser avaliado em
pontos acessíveis das máquinas, sem interromper o funcionamento dos equipamentos,
ou seja, não é necessário parar a produção para realização das inspeções.
Uma máquina vibrará de acordo com as frequências características dos seus
componentes. Cada tipo de máquina possui uma assinatura espectral. No evento de uma
falha latente, ocorrerá a variação da amplitude da frequência corresponde ao item em
falha, de modo que se possa diagnosticar com precisão o início do processo de falha.
Através da análise de vibrações de conjuntos mecânicos é possível identificar
uma variedade de falhas dentre as quais se destacam:
Desbalanceamento
Desalinhamento
Defeitos em engrenagens
Defeitos em motores
Defeitos em rolamentos
O desbalanceamento ocorre quando há uma distribuição desigual de massa em
torno da linha central de rotação do elemento, gerando carga nos mancais como
resultado das forças centrífugas. O desbalanceamento pode ser identificado no espectro
de frequências como um pico com valor igual ao valor de rotação do eixo, conforme
figura 29:
Figura 29: Espectro do defeito de desbalanceamento
O desalinhamento ocorre quando o eixo motor e movido não estão no mesmo
centro e pode ser de dois tipos:
Angular
Paralelo

57
O desalinhamento angular pode ser identificado no espectro de frequências por
um pico com valor igual ao valor de rotação do eixo e com a presença de harmônicos da
rotação do eixo, conforme ilustrado na figura 30:
Figura 30: Espectro de defeito de desalinhamento angular
O desalinhamento paralelo pode ser identificado por dois impactos por
revolução do eixo, gerando frequências do segundo harmônico maiores do que as do
primeiro, conforme ilustrado na figura 31:
Figura 31: Espectro de defeito de desalinhamento paralelo
Um caso especial ocorre no desalinhamento de correias e polias, onde a vibração
ocorre na frequência de rotação da correia que pode ser expressa conforme a equação 8:
(8)
O desalinhamento de correias e polias gera sinais no espectro que são múltiplos
da rotação da correia, conforme ilustrado na figura 32:
60
____*
__
__**
RPMempoliadarotação
correiadaoCompriment
poliadadiâmetronFcorreia

58
Figura 32: Espectro de defeito de desalinhamento em correias
As falhas em engrenagens podem ser identificadas no espectro de frequências
por um pico do sinal na freqüência de engrenamento Fe, que pode ser determinada
conforme a equação 9. A figura 33 ilustra as frequência de falha:
𝐹𝑒 = 𝑁1 × 𝐹1 = 𝑁2 × 𝐹2 (9)
Figura 33: Espectro de defeito em engrenagens
Os rolamentos quando defeituosos apresentam frequências características em
função da localização do defeito. As frequências de defeito são calculadas levando em
consideração as características construtivas dos rolamentos. As expressões utilizadas
para o cálculo estão mostradas na figura 34:

59
Figura 34: Frequência de defeito em rolamentos

60
Anexo II – Análise termográfica Equipamentos que produzem calor devido ao seu mecanismo de funcionamento
podem se beneficiar da manutenção preditiva por termografia. A termografia é um
método de detecção de temperatura por radiação infravermelha. Através desta técnica é
possível, através de uma câmera termográfica, identificar regiões onde a temperatura
está alterada em relação a uma assinatura pré-estabelecida que estabelece a condição de
normalidade do equipamento.
A análise termográfica possui destaque nas aplicações de manutenção em
sistemas elétricos, equipamentos mecânicos, redes de vapor, sistemas de refrigeração ou
aquecimento, fornos e reatores. As figuras 35 e 36 ilustram a aplicação deste método:
Figura 35: Termografia - defeito em transformadores
Fonte: http://www.thermoconsult.com.br/aplicacoes-mecanicas.html
Figura 36: Termografia em motores elétricos
Fonte: http://www.thermoconsult.com.br/aplicacoes-mecanicas.html

61
Anexo III – Lubrificação de rolamento Segundo orientações de fabricantes existem diversos fatores que influenciam a
vida útil da graxa, cujas relações são extremamente complexas de calcular para qualquer
aplicação específica. É, portanto, uma prática corrente usar a vida útil estimada da graxa
com base em dados empíricos.
A figura 37 mostra o intervalo de relubrificação para rolamentos de precisão. O
diagrama é válido sob as seguintes condições:
Rolamento com corpos rolantes em aço
Eixo horizontal
Temperatura operacional ≤ 70 °C
Graxa de alta qualidade com um espessante de lítio
Intervalo de lubrificação em cuja extremidade 90% dos rolamentos ainda sejam
lubrificados confiavelmente (vida L10)
Figura 37: Intervalo de lubrificação. Fonte: http://www.skf.com/br/products/bearings-units-
housings/super-precision-bearings/principles/lubrication/grease-lubrication/grease-service-
life-and-relubrication-intervals/index.html