Embed Size (px)
Citation preview
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
CENTRO DE TECNOLOGIA
DEPARTAMENTO DE ENGENHARIA QUÍMICA
RELATÓRIO DE ESTÁGIO SUPERVISIONADO
PROCESSAMENTO PRIMÁRIO DE PETRÓLEO EM CAMPOS TERRESTRES
EMPRESA: PETROLEO BRASILEIRO S.A. PETROBRAS
Discente: Virna Uchôa de Araújo. Orientador: Prof. Gilson Gomes de Medeiros. Supervisor: Eng.º Marcelo de Lima Rodrigues.
NATAL
25 de Novembro de 2015
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
CENTRO DE TECNOLOGIA
DEPARTAMENTO DE ENGENHARIA QUÍMICA
DEQ-0537- ESTÁGIO SUPERVISIONADO
RELATÓRIO DE ESTÁGIO SUPERVISIONADO
PROCESSAMENTO PRIMÁRIO DE PETRÓLEO EM CAMPOS TERRESTRES
Relatório submetido à Universidade
Federal do Rio Grande do Norte como
requisito para aprovação na disciplina
Estágio Supervisionado (DEQ - 0537),
referente ao estágio realizado pela
aluna Virna Uchôa de Araújo na
empresa Petrobras, durante o segundo
semestre do ano de 2015, sob a
supervisão do Engenheiro Químico
Marcelo de Lima Rodrigues e orientado
pelo Prof. Gilson Gomes de Medeiros.
NATAL
25 de novembro de 2015
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
AGRADECIMENTOS
Agradeço primeiramente a Deus que me deu o dom da Vida. Graças a Ele trilhei
o meu caminho até aqui.
Aos meus pais, que sempre colocaram a minha educação em primeiro plano.
Desde muito cedo, ensinaram-me que esta deveria ser a minha prioridade e não
mediram esforços em proporcionar as melhores oportunidades possíveis. Além disso,
agradeço por todo carinho, dedicação, apoio e paciência para comigo. Com certeza,
eles são o reflexo de tudo que sou hoje.
Aos meus amigos, que considero a minha segunda família. Sempre me
apoiando em todas as decisões tomadas e incentivando a não desistir diante de
alguns obstáculos. Alguns deles estão comigo desde a Escola, outros, durante toda a
Graduação. Considero-os peças fundamentais nessa conquista.
Ao supervisor de Estágio, o Eng.º Marcelo de Lima Rodrigues. Um profissional
altamente competente e responsável, além de ser uma pessoa excepcional. Teve a
paciência e a dedicação de compartilhar seus conhecimentos técnicos, além de todo
cuidado e atenção durante todo o período de estágio. Sem dúvidas, passou grandes
ensinamentos durante essa experiência. Além dele, também devo agradecer ao Eng.º
Alison Augusto Maia Bezerra. Um excelente profissional, além de ser uma pessoa
incrível. Sempre muito atencioso, preocupando-se em esclarecer as minhas dúvidas
com todo o seu conhecimento. Além de ser a dose de alegria diária na nossa equipe,
proporcionando sorrisos nos momentos mais cansativos.
Ao Orientador desse estágio supervisionado, o Prof. Gilson Gomes de
Medeiros que se dispôs a me orientar nessa etapa. Agradeço por toda a ajuda
fornecida e por sempre mostrar-se interessado e disponível em todos os assuntos
relacionados ao desenvolvimento dessa tarefa.
Por fim, agradeço à Petrobras por proporcionar essa grande oportunidade e dar
todo o suporte necessário para o bom desenvolvimento do estagiário durante esse
período. Do início ao fim, cumpriu com todos as responsabilidades e deveres descritos
no programa de estágio, ressaltando sempre a importância dos estagiários na
empresa.
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
ÍNDICE
1. RESUMO ............................................................................................................... 5
2. A EMPRESA ......................................................................................................... 6
2.1 A Petrobras ......................................................................................................... 6
2.2 Setor de Operação da Produção de Riacho da Forquilha (OP-RFQ) .............. 6
3. ATIVIDADES REALIZADAS ................................................................................ 7
3.1 Descrição Geral do Processo nas Estações Coletoras e Compressoras ........ 7
3.2 Relatório de Avaliação da Capacidade de Tratamento da ETAP-X ................. 9
3.2.1 Levantamento de informações no campo .................................................... 11
3.2.2 Levantamento de curvas experimentais das bombas .................................. 12
3.2.3 Avaliação da capacidade e eficiência de tratamento dos equipamentos .... 12
3.2.4 Avaliação da perda de carga do fluido no processo de filtração ................. 15
3.2.5 Estudo sobre a contralavagem dos filtros de areia ...................................... 16
3.3 Participação em Análises de Risco ................................................................. 19
3.4 Execução de Procedimento de Parada Programada para Manutenção ........ 21
3.5 Acompanhamento de rotinas operacionais nas estações .............................. 23
4. IDENTIFICAÇÃO DOS CONTEÚDOS ESTUDADOS NO CURRÍCULO ......... 25
5. AVALIAÇÃO DO RETORNO DO ESTÁGIO ..................................................... 27
6. CONTRIBUIÇÕES PARA A EMPRESA ............................................................ 28
7. COMENTÁRIOS GERAIS................................................................................... 29
ANEXOS ...................................................................................................................... 30
REFERÊNCIAS BIBLIOGRÁFICAS ........................................................................... 31
5
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
1. RESUMO
O estágio supervisionado obrigatório é uma atividade curricular que objetiva
desenvolver habilidades práticas no aluno, incentivando-o a utilizar os conhecimentos
teóricos adquiridos durante a graduação. Além disso, possibilita a vivência em um
ambiente de trabalho com todas as responsabilidades, deveres e dificuldades
intrínsecas a ele, gerando um grande amadurecimento pessoal, profissional, social e
cultural. É uma importante oportunidade para firmar a parceria Universidade/Empresa
que é de fundamental importância para a formação e capacitação profissional do
aluno, que busca cada vez mais qualificar-se para ingressar no mercado de trabalho
altamente competitivo.
Este relatório de estágio supervisionado descreve as atividades realizadas na
empresa petrolífera “Petroleo Brasileiro S.A. Petrobras”, na área de Exploração e
Produção de Petróleo (E&P), no setor da Operação da Produção de Riacho da
Forquilha (OP-RFQ), localizado no Ativo de Produção Mossoró (ATP-MO), na cidade
de Mossoró/RN, pertencente à Unidade de Operações do Rio Grande do Norte e
Ceará, UO-RNCE.
As atividades desenvolvidas neste setor da empresa, inerentes à área de
Engenharia de Processos Químicos, são relacionadas às etapas envolvidos no
Processamento Primário de Petróleo nas Estações Coletoras e Compressoras (ECC),
as quais contemplam Sistemas de Separação Gás/Líquido, Estações de Tratamento
de Óleo (ETO), Tratamento de Água Produzida para Injeção em poços (ETAP),
Sistemas de Injeção de Água (SIA) e Compressão de Gás (ECOMP). Após essas
etapas primárias, o óleo tratado e o gás são transportados por oleodutos e gasodutos,
respectivamente, para a Unidade de Tratamento e Processamento de Fluidos (UTPF)
em Guamaré e a água produzida tratada é injetada em poços injetores de água para
a Recuperação Secundária de Petróleo.
O estágio supervisionado pelo Engenheiro de Processamento Marcelo de Lima
Rodrigues e orientado pelo Prof. Gilson Gomes de Medeiros, teve duração de seis
meses, correspondendo ao período de 25/05/2015 a 24/11/2015 com carga horária
diária de 4 horas.
6
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
2. A EMPRESA
2.1 A Petrobras
A Petrobras é uma empresa estatal de economia mista, líder do setor petrolífero
no país e atua como uma empresa integrada de energia nas áreas de Exploração e
Produção de Petróleo e Gás; Refino de Petróleo e Gás; Petroquímica; Transporte e
Comercialização; Distribuição de Derivados; Geração de Energia Elétrica e Produção
de Biocombustíveis. Além do Brasil, está presente em outros 18 países.
A empresa possui um dos mais importantes complexos de pesquisa aplicada
no mundo, o Centro de Pesquisa e Desenvolvimento (CENPES), criado em 1963,
sendo reconhecida mundialmente pelo desenvolvimento de tecnologias avançadas na
exploração de petróleo em águas ultra profundas, a partir da descoberta e exploração
do Pré-Sal.
Após a Segunda Guerra Mundial, iniciou-se no Brasil uma série de discussões
a respeito da melhor forma de se explorar o petróleo brasileiro. Alguns defendiam a
exploração por empresas de iniciativa privada, enquanto outros defendiam o
monopólio estatal do petróleo. Realizou-se um grande movimento popular “O Petróleo
é Nosso’’ para defender o monopólio estatal do petróleo, contribuindo para a
aprovação da Lei Nº 2004 pelo então Presidente Getúlio Vargas, em 03 de Outubro
de 1953. A Lei estabeleceu o monopólio estatal do petróleo e instituiu a Petrobras.
2.2 Setor de Operação da Produção de Riacho da Forquilha (OP-RFQ)
O setor de Operação da Produção de Riacho da Forquilha do Ativo de Produção
Mossoró, pertencente a UO-RNCE, é localizado na Base 34 da Petrobras, na cidade
de Mossoró, Rio Grande do Norte. O setor é responsável, dentre outras instalações,
pelo gerenciamento de todos os processos operacionais das Estações Coletoras e
Compressoras de Riacho da Forquilha (ECC-RFQ), Leste de Poço Xavier (ECC-LPX),
Lorena (ECC-LOR), Livramento (ECC-LV) e Upanema (ECC-UPN), onde há a
separação gás/líquido, o tratamento de óleo, tratamento de água produzida para
injeção e compressão de gás. As Estações estão localizadas nos municípios de
Caraúbas, Felipe Guerra, Governador Dix-Sept Rosado e Upanema, no estado do Rio
Grande do Norte.
7
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
3. ATIVIDADES REALIZADAS
As atividades desenvolvidas durante o estágio estão relacionadas às diversas
funções desempenhadas pelo Engenheiro Químico que atua no setor petrolífero, mais
especificamente na área de Processamento Primário de Petróleo em Unidades de
Exploração e Produção Terrestres.
Primeiramente, é preciso ter conhecimento a respeito do processamento
primário de petróleo bruto dentro das estações, que acontece após a sua chegada
através de oleodutos vindos dos poços produtores.
3.1 Descrição Geral do Processo nas Estações Coletoras e Compressoras
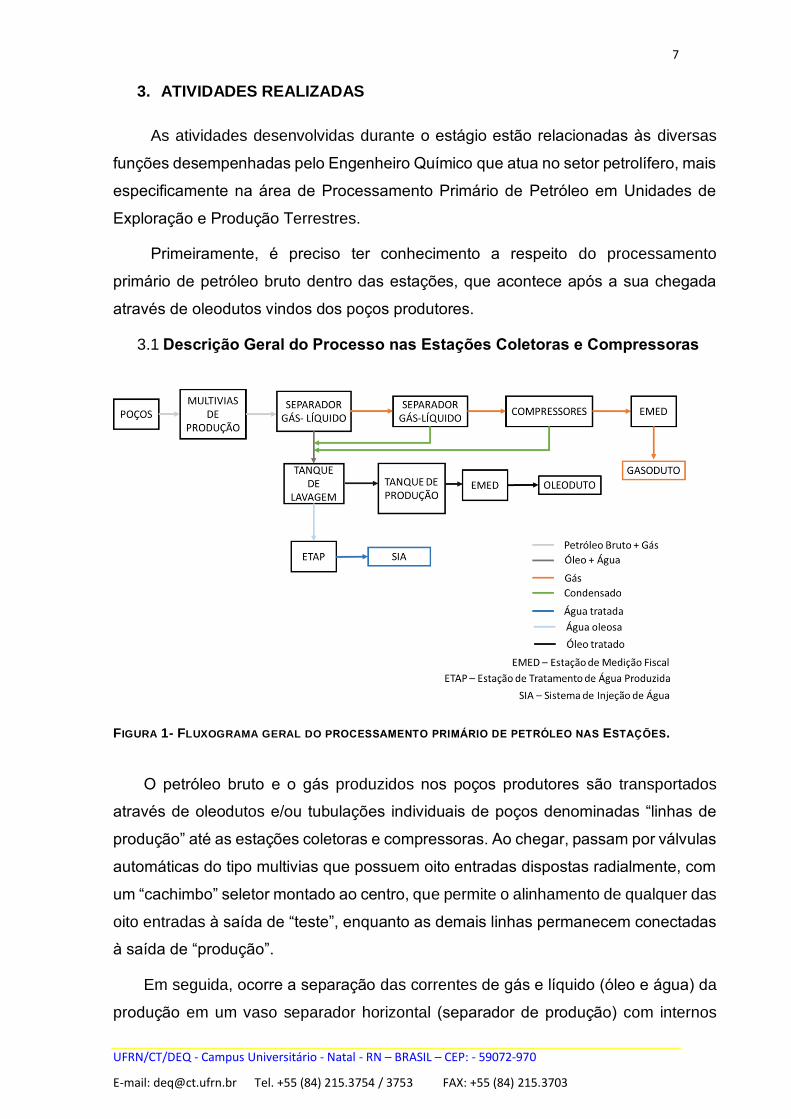
FIGURA 1- FLUXOGRAMA GERAL DO PROCESSAMENTO PRIMÁRIO DE PETRÓLEO NAS ESTAÇÕES.
O petróleo bruto e o gás produzidos nos poços produtores são transportados
através de oleodutos e/ou tubulações individuais de poços denominadas “linhas de
produção” até as estações coletoras e compressoras. Ao chegar, passam por válvulas
automáticas do tipo multivias que possuem oito entradas dispostas radialmente, com
um “cachimbo” seletor montado ao centro, que permite o alinhamento de qualquer das
oito entradas à saída de “teste”, enquanto as demais linhas permanecem conectadas
à saída de “produção”.
Em seguida, ocorre a separação das correntes de gás e líquido (óleo e água) da
produção em um vaso separador horizontal (separador de produção) com internos
8
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
que favorecem a separação das fases, como por exemplo, placas defletoras e
extratores de névoa.
A corrente de saída de líquido do separador de produção, formada pela emulsão
do tipo água-em-óleo e óleo-em-água, é encaminhada para os tanques de tratamento
de óleo, tanques de lavagem, onde são injetados produtos químicos denominados
desemulsificantes que permitem a desestabilização de tais emulsões. Os tanques são
equipados com internos que favorecem a separação da água emulsionada no óleo,
como distribuidores e placas defletoras; sifão, que permite a manutenção do nível da
interface óleo/água; amostradores (drain cocks) para a verificação do nível da
interface; trenas externas para a visualização do nível dos tanques e válvulas de alívio
e vácuo para a ventilação de gases e admissão de ar em casos de drenagem.
Os tanques de lavagem fornecem o tempo de residência necessário para
enquadrar o óleo nas especificações requeridas, com percentual de água e
sedimentos (BSW) de até 1%. Em seguida, são escoados para tanques de
armazenamento (Tanques de Produção) e quando o nível deles atinge um valor
específico são bombeados para os oleodutos, passando pela Estação de Medição
Fiscal (EMED) que mede o BSW do óleo, onde são transferidos até a Unidade de
Tratamento e Processamento de Fluidos (UTPF) em Guamaré.
A corrente de água, separada da emulsão nos tanques de lavagem, entra na
chamada Estação de Tratamento de Água Produzida (ETAP), onde passa por vários
processos para a separação das gotículas de óleo emulsionado e ao final, enquadrar-
se na especificação necessária do Teor de Óleos e Graxas (TOG), abaixo de 5 mg/L,
para a injeção em poços injetores (Sistema de Injeção de Água – SIA), processo de
Recuperação Secundária de Petróleo.
A corrente de saída de gás do separador de produção entra no depurador, que é
um separador gás/líquido vertical, onde ocorre a condensação de algumas moléculas
de hidrocarbonetos e a separação de líquido arrastado pelo gás. A corrente líquida
formada, condensado, é escoada para os tanques de lavagem e a corrente de gás é
encaminhada para os compressores. Tanto o depurador, quanto o separador de
produção são equipados com instrumentos que permitem o controle de pressão e nível
dos vasos, assim como o seu monitoramento através da sala de controle da Estação.
Os compressores utilizados nas Estações Compressoras descritas são máquinas
que comprimem o gás em três estágios. Ao final de cada um, forma-se condensado
9
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
que é encaminhado para os tanques de lavagem. Ao final do terceiro estágio, o gás
sai com alta pressão, passando pela Estação de Medição Fiscal (EMED), e é
exportado através de gasodutos até a UTPF em Guamaré.
A partir do conhecimento do processo descrito anteriormente, iniciou-se um
levantamento dos maiores problemas observados na eficiência dos tratamentos
realizados. Constatou-se que um dos problemas mais críticos e urgentes era
relacionado à Estação de Tratamento de Água Produzida da Estação Coletora e
Compressora X (ETAP-X), onde a água produzida apresentava uma elevada
concentração de óleos e graxas em decorrência da baixa eficiência dos equipamentos
envolvidos no processo de separação.
3.2 Relatório de Avaliação da Capacidade de Tratamento da ETAP-X
O relatório de avaliação da capacidade de tratamento da ETAP-X foi um estudo
detalhado e minucioso para avaliar a capacidade atual de tratamento da estação e
levantar melhorias a fim de obter-se água produzida de melhor qualidade e dentro das
especificações para injeção nos poços.
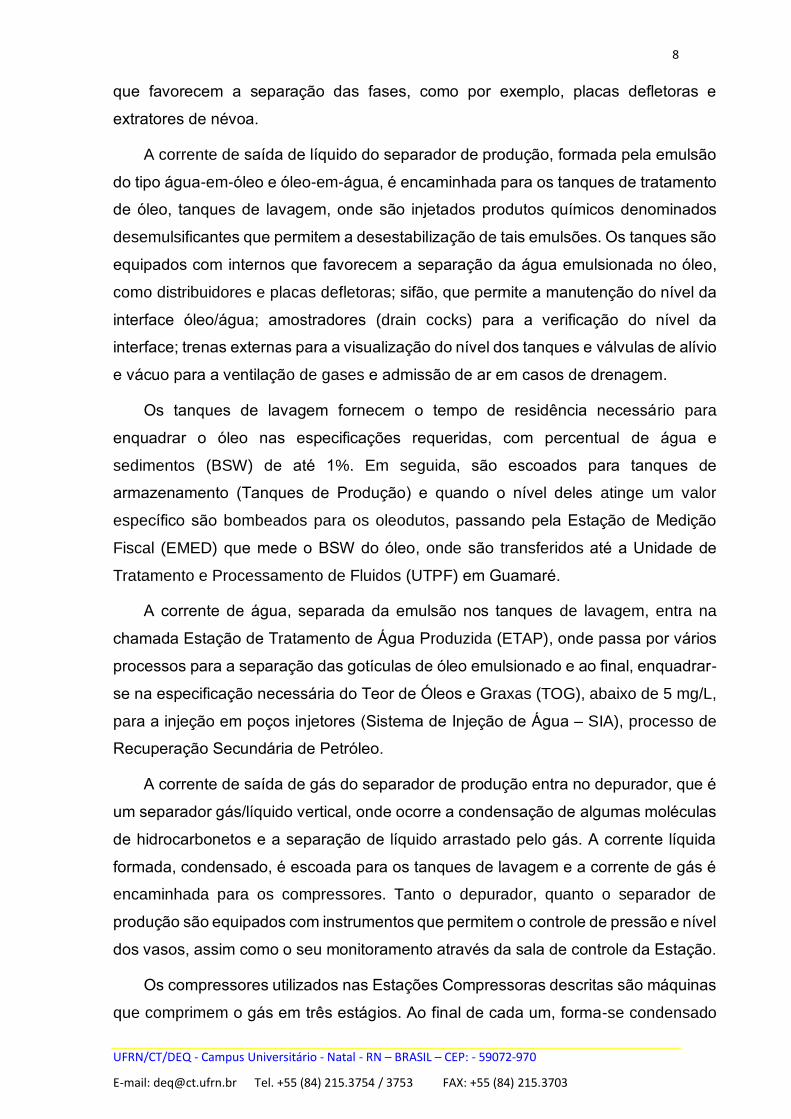
Os processos típicos de separação que ocorrem nas ETAP’s estão ilustrados
abaixo.
FIGURA 2- FLUXOGRAMA DAS ESTAÇÕES DE TRATAMENTO DE ÁGUA PRODUZIDA.
Na ETAP-X, a água oleosa, resultante da separação água-óleo no Tanque de
Lavagem, é escoada para os Tanques Pulmão A e B, onde se dá o primeiro ponto de
injeção de polieletrólito, um polímero não iônico responsável por promover a
coalescência das gotículas de óleo. Tais tanques fornecem tempo de residência para
dar início à separação das gotículas de óleo livre da emulsão do tipo óleo-em-água.
10
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
Em seguida, a emulsão passa para o separador gravitacional água-óleo (SAO). Este
equipamento é dimensionado para promover a ascensão das gotículas de óleo livre,
através do tempo de residência ideal do fluido no interior dele, e é o segundo ponto
de injeção de polieletrólito.
A caixa separadora gravitacional possui raspadores que permitem a raspagem
das gotículas de óleo que ascendem até a superfície e depositam-se na calha central
do separador. O óleo resultante da raspagem é bombeado até os tanques de lavagem.
Dessa forma, a caixa SAO tem a função de separar o óleo livre presente na emulsão,
proporcionando assim um processo físico de separação.
Em seguida, a emulsão é bombeada para os flotadores a ar dissolvido, onde
ocorre a separação do óleo emulsionado. Esses equipamentos são capazes de
separar o óleo emulsionado a partir da injeção de bolhas de ar dissolvidas na água.
Para isso, existe um vaso saturador, onde há a dissolução do ar atmosférico, utilizando
um reciclo de água do sistema flotador/tanque de água flotada. No vaso, o ar é
submetido a uma pressão superior à pressão atmosférica (~ 5 kgf/cm² manométrica),
condição necessária para saturação, e posteriormente, tem a sua pressão reduzida à
pressão atmosférica, liberando bolhas de tamanhos específicos ao entrar no flotador.
As bolhas, ao entrar em contato com as gotículas de óleo, formam um complexo
bolha-gotícula que apresenta densidade aparente menor que as gotículas de óleo
isoladas. Assim, a diferença de densidades entre as fases é acentuada, favorecendo
a separação do óleo, que ascende até a superfície e é então removido e encaminhado
para a calha central do SAO. A água é então enviada para o tanque de água flotada
e de lá é bombeada para os filtros de areia A e B.
Os filtros de areia filtram a água oleosa através de camadas de areia de
diferentes diâmetros, promovendo a retenção de gotículas de óleos e graxas ainda
emulsionados na água. Devido à deposição de óleos e graxas nas partículas filtrantes
é necessário que se realize a retrolavagem (ou contralavagem) desses filtros. Nesse
processo, a água tratada armazenada no tanque de água tratada é bombeada para
os filtros de areia, escoando no sentido ascendente e promovendo a fluidização e
limpeza do leito. A água suja é enviada para os Tanques Pulmão, entrando no ciclo
de tratamento da ETAP.
11
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
Em seguida, a água tratada passa por filtros cartucho A e B que tem a função de
promover a retenção de sólidos suspensos. Tais filtros são formados por cartuchos
em polietileno que retém as partículas.
Ao final, a água tratada é armazenada no Tanque de Água Tratada e de lá é
bombeada para o Sistema de Injeção de Água (SIA), que faz parte do processo de
Recuperação Secundária de Petróleo.
Para realizar a avaliação da capacidade de tratamento da ETAP-X todos os
processos descritos acima foram minuciosamente analisados.
O relatório desenvolvido baseou-se nos seguintes critérios:
Levantamento de informações em campo;
Levantamento de curvas experimentais das bombas;
Avaliação da capacidade e eficiência de tratamento dos equipamentos;
Avaliação da perda de carga do fluido no processo de filtração;
Estudo sobre a contralavagem dos filtros de areia;
Levantamento de soluções para os problemas e desvios encontrados
3.2.1 Levantamento de informações no campo
Antes de começar as avaliações propriamente ditas foi necessário levantar todos
os dados necessários para a realização dos cálculos posteriores.
Primeiramente, foram realizados testes em laboratório para se avaliar a
qualidade da água tratada na estação, a partir da medição do teor de óleos e graxas
(TOG). Foram coletadas amostras nas entradas e saídas dos Tanques Pulmão, do
SAO e dos filtros de areia. Para avaliar o impacto da água resultante da contralavagem
dos filtros de areia, foram coletadas amostras na entrada e saída do filtro de areia
contralavando.
Os resultados obtidos mostraram que a água tratada apresentava concentrações
de óleos e graxas acima do valor ideal. Assim, comprovou-se a necessidade da
avaliação completa da estação. Além disso, foi verificado que a água de
contralavagem impactava negativamente no processo de tratamento, já que ela
continha uma alta concentração de óleos e graxas resultante da lavagem dos filtros.
Dessa forma, foi necessário avaliar alguns pontos diferentes de entrega dessa água.
12
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
Em seguida, outros testes envolveram as medições das vazões de bombeio
através de medidor de vazão móvel, afim de se obter dados precisos para as
avaliações. Além disso, foi necessário coletar dados sobre as bombas envolvidas no
processo para fazer o levantamento de suas curvas experimentais.
3.2.2 Levantamento de curvas experimentais das bombas
Tendo em vista que as curvas teóricas de algumas bombas centrífugas não se
enquadravam na real operação delas, necessitou-se o levantamento de suas curvas
experimentais. Sabe-se que as bombas centrífugas variam a vazão de bombeio em
função da diferença de pressão entre a sua sucção e descarga (head), à medida que
o diferencial de pressão aumenta a vazão de descarga diminui. Dessa forma, os testes
realizados consistiram na variação da abertura das válvulas localizadas no header de
descarga das bombas, variando assim o diferencial de pressão, e a medição de suas
respectivas vazões.
Para cada bomba centrífuga analisada foram medidas seis vazões através do
medidor de vazão móvel correspondentes a seis diferentes pressões. Primeiramente
obteve-se o shut-off da bomba, com a válvula totalmente fechada, ponto onde a vazão
é nula e a pressão é máxima. Em seguida, foram realizadas aberturas de 20%, 40%,
50%, 60% e 100% da válvula. No ponto onde a abertura foi de 100%, a vazão foi
máxima e o diferencial de pressão mínimo. Na abertura máxima, foi possível observar
a ocorrência de cavitação em algumas bombas (carga dos filtros de areia). Feito isso,
obteve-se as curvas experimentais e determinou-se o melhor ponto de entrega da
água de contralavagem, de acordo com a capacidade de bombeio e o melhor ponto
de operação de cada bomba visando à otimização energética e de operação de tais
equipamentos.
3.2.3 Avaliação da capacidade e eficiência de tratamento dos equipamentos
o SAO
A partir de normas internacionais de dimensionamento de equipamentos,
verificou-se o enquadramento das dimensões do SAO. Como dito anteriormente, ele
deve ser projetado de forma que forneça o tempo de residência suficiente para haver
a separação do óleo livre presente na água de produção. Assim, todos os cálculos
utilizados para o projeto da caixa de separação gravitacional foram refeitos e
comparados com as dimensões do SAO já existente na estação.
13
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
Observou-se que algumas relações entre as dimensões existentes estavam fora
dos padrões contidos na norma, o que pode afetar significativamente a eficiência de
tratamento do equipamento. Entretanto, o objetivo maior não foi dimensionar um novo
SAO, mas sim, avaliar a capacidade de tratamento do equipamento já existente.
A partir da vazão de escoamento medida no campo e do volume do separador
existente, foi possível mensurar o tempo de residência do efluente no equipamento.
Em seguida, calculou-se o tempo necessário para a gotícula de óleo percorrer toda a
altura últil do SAO e chegar à superfície (tempo de residência mínimo requerido),
através da relação entre a altura do separador e a velocidade de ascensão da gotícula
(Velocidade de Stokes).
Sabe-se que para haver a separação do óleo livre presente no fluido é
necessário que o tempo de residência dele dentro do SAO seja superior ao tempo
necessário para que a gotícula de óleo chegue à superfície. Sendo assim, a
capacidade máxima de tratamento do SAO é baseada na relação entre o volume do
equipamento e o tempo de ascensão da gota de óleo.
Apesar da vazão de tratamento no separador água-óleo ser inferior à capacidade
máxima calculada, o tempo de residência do efluente no equipamento foi bastante
próximo ao tempo de residência mínimo requerido (tempo de ascensão da gota de
óleo), o que afeta diretamente a eficiência de separação. Tal eficiência foi calculada
baseando-se nos dados coletados da concentração de óleos e graxas na entrada e
saída do separador e mostrou-se muito baixa. Foi possível notar que a vazão de
escoamento através do equipamento era superior à vazão de injeção de água,
provocando reciclo de fluido de um equipamento para outro e consequentemente,
perda de energia durante o processo de tratamento da água produzida.
o Vaso Saturador + Flotador
A mesma avaliação foi realizada para o flotador, equipamento utilizado para
separar o óleo emulsionado na água oleosa e bastante crítico no processo. Antes de
qualquer estudo detalhado, foi possível notar que tal equipamento operava com uma
capacidade superior a sua capacidade máxima de tratamento, pois havia reciclo de
água oleosa para o SAO, o que normalmente não deve ocorrer.
14
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
Sabe-se que a vazão ótima de ar para a saturação da água de reciclo do flotador,
assim como a eficiência de saturação no vaso saturador são os pontos principais para
a separação eficaz do óleo emulsionado.
A avaliação do vaso saturador foi efetuada a partir do tempo de residência do
efluente recirculado considerando a vazão de ar injetado. Tal vazão foi calculada a
partir da concentração de ar na água nas condições de operação do vaso, seguindo
a Lei de Henry e a vazão de reciclo foi determinada como uma fração do efluente do
flotador. As vazões de reciclo usuais podem variar entre 20 a 50 % da vazão de
alimentação.
A partir dos cálculos da concentração de gás oxigênio e nitrogênio presentes na
água nas condições de saturação, da vazão de reciclo de água e da densidade do ar
foi possível calcular a vazão volumétrica de ar necessária para saturar a água. Foram
calculadas as vazões de ar considerando a faixa de operação das vazões de reciclo
usuais descritas acima. Conhecendo-se a vazão de ar foi possível determinar a vazão
de carga do vaso saturador e assim, determinar o tempo de residência do efluente
recirculado a partir da relação com o volume do vaso. Verificou-se que o tempo de
residência do fluido no vaso saturador estava abaixo do recomendado pela literatura.
A capacidade máxima de tratamento do flotador foi determinada a partir da
relação entre o seu volume e o tempo mínimo requerido. Este corresponde ao tempo
necessário para que as bolhas de ar percorram toda a altura útil do equipamento,
calculado a partir da relação entre a altura do flotador e a velocidade de ascensão das
bolhas de ar em meio aquoso (Velocidade de Stokes). Outro parâmetro calculado foi
o tempo de residência real no equipamento, a partir da relação entre o seu volume a
vazão de escoamento. Dessa forma, foi possível observar que o flotador além de
operar com uma vazão acima da sua capacidade máxima de tratamento,
proporcionava um tempo de residência do fluido inferior tanto ao tempo recomendado
pela literatura, quanto ao tempo necessário mínimo requerido para haver uma eficaz
separação do óleo emulsionado.
Além disso, a eficiência do equipamento foi calculada de duas maneiras distintas
e ambas não foram satisfatórias. A primeira delas utilizando o mesmo método do
separador água-óleo, diferença entre o TOG na entrada e saída do equipamento, a
outra a partir do cálculo da carga hidráulica do flotador. Tal carga é definida como a
relação entre a vazão total de entrada e a área útil da seção transversal através da
15
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
qual ocorre o fluxo. Para um mesmo flotador, quanto maior a carga hidráulica, menor
a eficiência de separação por flotação. A carga hidráulica calculada estava bem acima
da recomendada pela literatura, mesmo considerando diferentes vazões de reciclo de
água para saturação.
o Filtros de Areia
Os estudos realizados nos filtros de areia foram relacionados à eficiência de
separação. Com base no TOG das correntes de entrada e saída desses equipamentos
durante o processo de filtração, determinou-se a vazão de remoção de óleo pelo filtro.
Além disso, foi determinada a eficiência da filtração da água oleosa pela diferença
entre as concentrações de óleo e graxas na entrada e saída do equipamento. A
eficiência calculada foi muito baixa, demonstrando que o processo de filtração atual
da água produzida é ineficiente. Calculou-se também a eficiência do processo de
retrolavagem dos filtros de areia baseando-se nos mesmos parâmetros e, apesar de
ser superior à eficiência da filtração, foi considerada baixa.
Dessa forma, viu-se a necessidade de se propor mudanças na configuração do
leito filtrante atual com relação a disposição das camadas de areia e a avaliação do
seu impacto na perda de carga do fluido.
3.2.4 Avaliação da perda de carga do fluido no processo de filtração
A perda de carga do fluido através do leito filtrante foi calculada tanto para a
configuração atualmente adotada na estação, quanto para a nova configuração
proposta afim de se avaliar os impactos da sua implementação. Utilizou-se a Equação
de Ergun, considerando o escoamento laminar. Assim, a perda de carga foi calculada
para cada camada de areia isoladamente, considerando a faixa de diâmetro das
partículas presentes e a perda de carga total através do leito foi obtida pelo seu
somatório, considerando o leito formado apenas pelas partículas de menor, médio e
maior diâmetro.
A velocidade superficial média do fluido utilizada na equação de Ergun foi obtida
através da relação entre a vazão a ser filtrada e a área superficial do filtro. Além disso,
a porosidade do leito filtrante foi determinada utilizando-se dados teóricos de
densidade aparente e real dos sólidos presentes, já que não foi possível levantar tais
dados em laboratório utilizando a areia de fato usada.
16
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
Dessa forma, foi possível calcular a perda de carga do fluido através do leito
filtrante para ambas as configurações. Observou-se que a configuração atual do leito
oferecia uma perda de carga dentro dos limites encontrados na literatura e que a nova
configuração não traria impacto considerável nesse parâmetro, de forma que não
afetou significativamente a perda de carga do fluido. A proposta de uma nova
configuração considerava a remoção das duas camadas de areia do topo (areia média
e grossa), deixando a camada de areia fina sendo a camada de topo e o aumento da
espessura das camadas de areia. Assim, espera-se que a eficiência do processo de
filtração melhore com essa mudança, assim como a eficiência do processo de
contralavagem dos filtros. A implementação desse novo rearranjo das camadas do
leito requer uma avaliação sobre a viabilidade econômica dessa mudança e é um
processo que demanda tempo.
3.2.5 Estudo sobre a contralavagem dos filtros de areia
A contralavagem dos filtros de areia é responsável pela remoção de óleos e
graxas do leito filtrante para reestabelecer as condições ideais de tratamento. A vazão
utilizada nesse processo é um ponto fundamental para uma limpeza satisfatória e
consequentemente, para uma boa filtração. Tendo em vista que as deposições não
retiradas de forma eficaz provocam o aumento da perda de carga do fluido durante o
escoamento através do leito filtrante e possível contaminação da água tratada. Dessa
forma, viu-se a necessidade de realizar um estudo mais aprofundado a respeito do
assunto, a fim de determinar-se a vazão ideal de operação e testá-la no processo.
Sabe-se que a retrolavagem do leito filtrante está diretamente relacionada ao
processo de fluidização, onde o arraste exercido pelo fluido sobre as partículas iguala-
se ao peso delas. Dessa forma, para se chegar ao estado onde o leito encontra-se
fluidizado é necessário ter conhecimento sobre a velocidade mínima de fluidização do
leito filtrante e a partir desta, definir uma velocidade de operação para a contralavagem
considerando uma determinada faixa de expansão do leito. Realizou-se então uma
breve revisão bibliográfica a respeito do assunto afim de se obter uma quantidade de
informações suficiente para iniciar os cálculos.
Foi possível observar que não há consenso entre os autores dos artigos
relacionados a esse assunto. Alguns deles citam valores teóricos baseados em
experimentos realizados em laboratório e extrapolam para a operação em filtros de
17
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
areia de forma geral. Outros desenvolveram modelos matemáticos que quantificam a
vazão em função de alguns parâmetros. Assim, adotou-se o modelo matemático
desenvolvido pelos autores Richardson e Zaki para a realização dos cálculos.
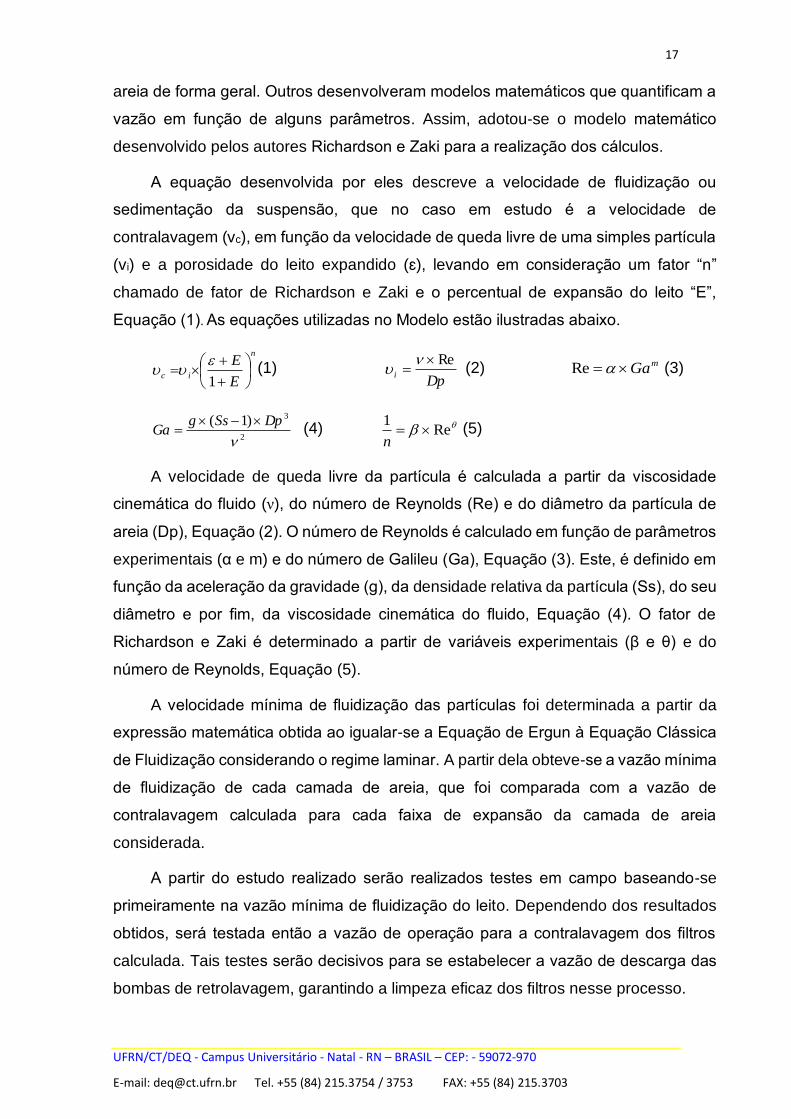
A equação desenvolvida por eles descreve a velocidade de fluidização ou
sedimentação da suspensão, que no caso em estudo é a velocidade de
contralavagem (vc), em função da velocidade de queda livre de uma simples partícula
(vi) e a porosidade do leito expandido (ԑ), levando em consideração um fator “n”
chamado de fator de Richardson e Zaki e o percentual de expansão do leito “E”,
Equação (1). As equações utilizadas no Modelo estão ilustradas abaixo.
n
icE
E
1
(1)
Dpi
Re
(2) mGaRe (3)
2
3)1(
DpSsgGa
(4) Re
1
n (5)
A velocidade de queda livre da partícula é calculada a partir da viscosidade
cinemática do fluido (ν), do número de Reynolds (Re) e do diâmetro da partícula de
areia (Dp), Equação (2). O número de Reynolds é calculado em função de parâmetros
experimentais (α e m) e do número de Galileu (Ga), Equação (3). Este, é definido em
função da aceleração da gravidade (g), da densidade relativa da partícula (Ss), do seu
diâmetro e por fim, da viscosidade cinemática do fluido, Equação (4). O fator de
Richardson e Zaki é determinado a partir de variáveis experimentais (β e θ) e do
número de Reynolds, Equação (5).
A velocidade mínima de fluidização das partículas foi determinada a partir da
expressão matemática obtida ao igualar-se a Equação de Ergun à Equação Clássica
de Fluidização considerando o regime laminar. A partir dela obteve-se a vazão mínima
de fluidização de cada camada de areia, que foi comparada com a vazão de
contralavagem calculada para cada faixa de expansão da camada de areia
considerada.
A partir do estudo realizado serão realizados testes em campo baseando-se
primeiramente na vazão mínima de fluidização do leito. Dependendo dos resultados
obtidos, será testada então a vazão de operação para a contralavagem dos filtros
calculada. Tais testes serão decisivos para se estabelecer a vazão de descarga das
bombas de retrolavagem, garantindo a limpeza eficaz dos filtros nesse processo.
18
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
3.2.6 Levantamento de soluções para os problemas e desvios encontrados
O desenvolvimento do relatório mostrou alguns problemas encontrados tanto no
dimensionamento de alguns equipamentos, quanto relacionados à operação deles.
Diante disso, foram sugeridas algumas possíveis soluções afim de se melhorar a
eficiência do processo de tratamento da água produzida e consequentemente, a
qualidade da água injetada nos poços para a recuperação secundária de petróleo.
Observou-se que um dos pontos de melhoria da separação de óleo livre no SAO
estava relacionada ao deslocamento do ponto de descarga da água resultante do
processo de contralavagem para a calha central do separador. Dessa forma, ela seria
bombeada diretamente para os tanques de lavagem, diminuindo assim a vazão de
escoamento e o tempo de residência do fluido no equipamento. Um outro fator
detectado foi a injeção de polieletrólito nessa etapa de separação. Tendo em vista que
o equipamento tem a função de separar apenas o óleo livre presente na água, esse
produto químico deveria ser injetado em um ponto à jusante do separador,
proporcionando um maior tempo em contato com a emulsão até chegar ao flotador,
onde de fato deve ocorrer a separação do óleo emulsionado.
A análise do sistema vaso saturador/flotador permitiu concluir que estes eram
equipamentos bastante críticos no processo. Como dito anteriormente, não foi
possível obter uma carga hidráulica adequada em nenhuma das vazões de reciclo de
água para saturação analisadas. Diante disso, observou-se a necessidade da
instalação de instrumentos de monitoramento e controle de variáveis como o nível de
líquido no reator de saturação, vazão de ar e a pressão de operação do equipamento,
que são condições essenciais para um bom desempenho do processo de tratamento.
Assim, espera-se promover uma melhor taxa de saturação do líquido destinado ao
flotador, melhorando a sua eficiência na separação do óleo emulsionado.
Tendo em vista a baixa eficiência na filtração da água oleosa, foi proposta uma
nova configuração para o leito filtrante dos filtros de areia a fim de melhorar tal
problema. O novo leito deve obedecer aos parâmetros de espessura da camada de
areia encontrados na literatura, assim como respeitar o percentual ideal de espaço
livre do leito filtrante.
Como visto, a baixa eficiência do processo de contralavagem dos filtros afeta
diretamente a boa eficiência na filtração, embora seja preciso ajustar o conceito de
eficiência do processo, pois, é necessário que se faça um balanço da quantidade de
19
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
óleos e graxas que ficou retida no filtro durante todo o tempo de filtração e a
quantidade de óleos e graxas que foi retirado durante a contralavagem. Assim, é
necessário modificar a atual vazão de contralavagem a fim de se obter melhores
resultados de remoção de óleos e graxas. Para uma boa limpeza dos filtros, sabe-se
que é necessário que haja uma expansão suficiente da camada de areia fina, onde há
o maior grau de incrustação, para que as impurezas incrustadas nela sejam retiradas,
mas não haja arraste de partículas.
3.3 Participação em Análises de Risco
Foram realizadas participações em dois tipos de análises de risco: Análise
Preliminar de Risco (APR) e HAZOP (Hazard and Operability Study).
o Análise Preliminar de Riscos (APR)
Como o próprio nome sugere, é realizada antes da execução do projeto e/ou
atividade em análise. Assim, é possível que sejam identificados com antecedência os
perigos em potencial que poderão surgir, conscientizando a equipe de projeto a
respeito deles e ainda, desenvolver diretrizes e critérios para direcionar a equipe de
desenvolvimento do processo. Com isso, à medida que o projeto e/ou a atividade se
desenvolve, os perigos principais podem ser eliminados, minimizados ou controlados
logo de início. À medida que cada perigo é identificado, as causas em potencial, os
efeitos e a gravidade dos acidentes, bem como as possíveis medidas corretivas e/ou
preventivas, são também descritas.
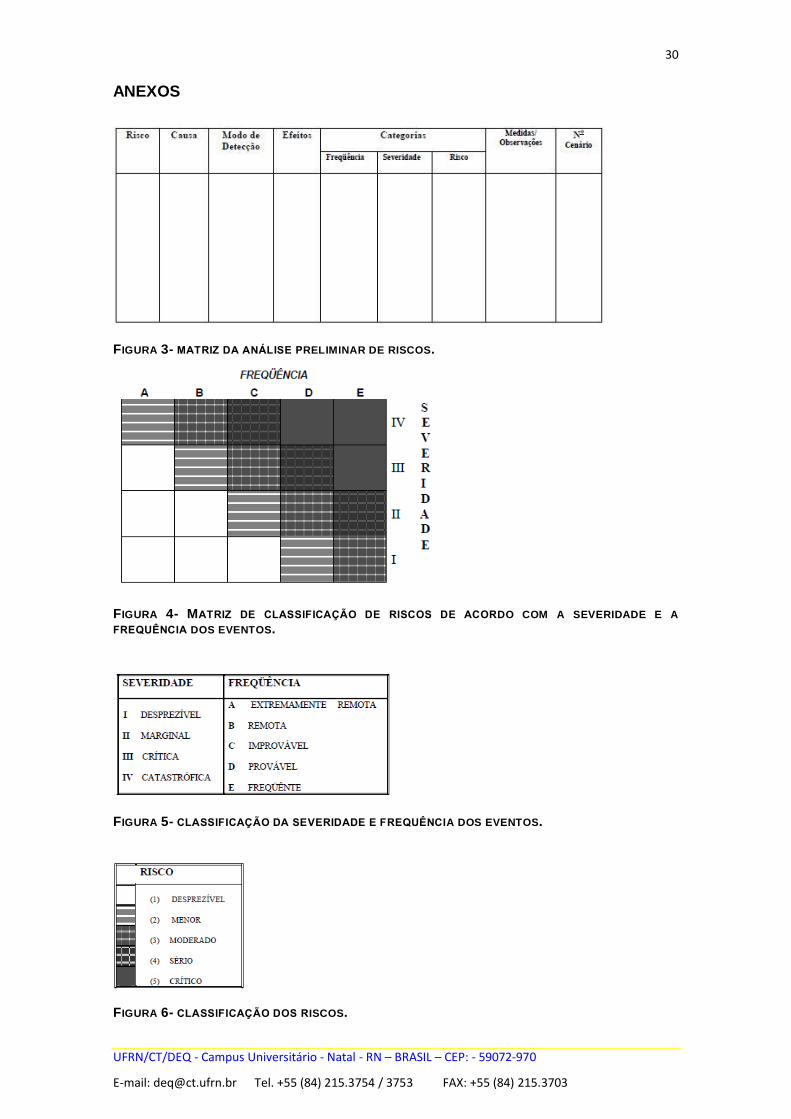
É importante que se utilize estudos de riscos de instalações semelhantes,
experiência operacional em processos similares e listagem de riscos para que a
análise seja mais completa. A análise tem como resultado uma matriz, Figura 3 em
anexo, que reúne os itens descritos anteriormente e classifica os riscos em níveis de
tolerabilidade. As Figuras 4,5 e 6, em anexo, ilustram a matriz de classificação dos
riscos de acordo com a frequência e severidade dos eventos, a classificação da
severidade e frequência dos eventos e a classificação dos riscos, respectivamente.
Essa técnica foi utilizada antes da manutenção da Bacia de Acumulação de
Água de uma Estação Coletora e Compressora. Sendo uma atividade que demandaria
uma mudança significativa no processo normal de operação, além de envolver uma
equipe considerável na execução da atividade, fez-se necessário a utilização das
técnicas da análise preliminar de risco. Dessa forma, foi imprescindível a participação
20
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
do Engenheiro de Processos, Engenheiro de Segurança e um Engenheiro de
Manutenção. Ao fim da análise, os riscos envolvendo os cenários analisados foram
classificados e diante da tolerabilidade deles, o serviço pôde ser liberado. Riscos
considerados moderados devem conter medidas para mitigar os cenários
correspondentes. Riscos considerados não toleráveis impedem a realização da
atividade em análise. É importante mencionar que as atividades que possam gerar
qualquer tipo de perigo, seja pro executante ou para o processo, só podem ser
realizadas mediante tal análise.
o Hazard and Operability Study (HAZOP)
A outra ferramenta utilizada, HAZOP, conhecida como “Estudos de Perigo e
Operabilidade” é uma técnica desenvolvida para identificar perigos que possam gerar
acidentes nas diferentes áreas da instalação, além de permitir a identificação de
problemas que possam contribuir para a redução da qualidade operacional da mesma,
evitando possíveis perdas de produção. O HAZOP é uma boa ferramenta quando
aplicada a novas plantas, no momento em que o projeto está estável e documentado,
ou para plantas existentes ao ser planejado um remodelamento.
Realiza-se então, uma série de reuniões envolvendo profissionais de diferentes
áreas de formação para discutir detalhadamente o fluxograma de engenharia do
processo. O líder da equipe, profissional capacitado nessa técnica, tem o papel de
conduzir a equipe a encontrar desvios nos parâmetros estabelecidos no processo ou
operação, utilizando palavras-guia em perguntas estruturadas.
Assim, a equipe procura identificar as causas de cada desvio, suas
consequências e avaliar se os sistemas de proteção existentes são suficientes para
controlar esses cenários. Caso seja constatada a necessidade de outras medidas ou
dispositivos de segurança, são feitas as respectivas recomendações. Dessa forma é
feita a revisão de cada sessão do processo ou equipamento de interesse.
Essa ferramenta foi utilizada para analisar o processo de uma Estação Coletora
de Petróleo após um remodelamento de suas instalações. Foram mapeadas todas as
causas de desvios como pressão maior e menor; temperatura maior e menor; nível
maior e menor e fluxo maior, menor e reverso nos diferentes equipamentos dos nós
estabelecidos para a análise. Analisou-se então suas consequências, os modos de
detecção de tais desvios, os efeitos causados e por fim, os riscos foram classificados
de acordo com a frequência e severidade dos cenários analisados, gerando a matriz
21
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
final da análise, similar à matriz de riscos da APR, Figura 3 em anexo. Além disso,
foram geradas algumas recomendações para mitigar os riscos moderados
encontrados, aumentando-se assim a proteção dos sistemas analisados.
Esse tipo de técnica gera uma revisão completa do projeto de uma instalação
e sua operação, levando em consideração todas as variáveis do processo. Além disso,
ela produz uma melhor compreensão dos engenheiros e operadores com relação às
operações da estação e os riscos envolvidos, já que uma série de informações
detalhadas do projeto e da operação surgem e são discutidas durante esse tipo de
análise.
3.4 Execução de Procedimento de Parada Programada para Manutenção
As estações são instalações que apresentam muitos equipamentos como
tanques, vasos de separação, linhas de escoamento, válvulas manuais e automáticas,
instrumentos de monitoramento e controle, bombas, filtros e flotadores. Estes
equipamentos precisam obedecer a uma rotina de manutenção programada para
eventuais reparos e/ou inspeções.
Alguns deles, não afetam o funcionamento normal de operação da instalação,
podendo ser reparados e/ou inspecionados com a estação funcionando normalmente.
Enquanto outros, são elementos fundamentais para a operabilidade da estação,
necessitando que esta pare de operar durante a realização do serviço. Assim, existe
uma rotina de parada programada da produção das estações para manutenção, que
define um intervalo de tempo que deve ocorrer a parada total da estação para a
manutenção de todos os equipamentos da instalação.
Nesses casos que necessitam a parada da produção de uma estação é
necessário, primeiramente, toda uma análise de estimativa de perda de produção
correspondente ao tempo de paralização. Durante o período do estágio, foram
realizadas paradas programadas de produção para manutenção de quatro estações
coletoras de petróleo. Em duas delas havia apenas tratamento de óleo, na outra havia
tratamento de óleo e água produzida e as três aconteceram em paralelo com duração
de três dias. Na última delas havia sistema de queima de gás, separação gás/líquido
e exportação de petróleo bruto, com duração de 12 horas de parada.
Todo o procedimento de parada da estação, condicionamento para serviços e
partida da estação deve ser executado pelo Engenheiro de Processamento
22
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
responsável, assim como o monitoramento de todos os serviços realizados.
Inicialmente, foi preciso realizar a atualização de todos os fluxogramas de engenharia
das estações em questão. Para isso, foi necessário percorrer todas as linhas de
escoamento de fluidos das estações, verificando todos os equipamentos existentes,
os pontos de bifurcações, e comparar com os documentais já existentes para fazer as
devidas modificações.
Feito isso, é necessário realizar uma análise minuciosa de todo o fluxo de fluidos
das linhas para realizar o seu devido isolamento durante a execução dos serviços,
tendo em vista a manutenção da segurança da equipe de trabalho envolvida. É de
fundamental importância que além dos limites de entrada e saída de fluidos da
estação, os pontos de realização de serviços à quente estejam isolados através de
dispositivos de isolamento. Diante disso, foi necessária a determinação de todos os
pontos de instalação de tais dispositivos no decorrer das linhas de escoamento. Nos
serviços que não envolviam corte e solda, foi necessário verificar a presença de
bloqueio duplo à montante deles para dispensar o uso dos dispositivos. Todas essas
análises demandaram bastante tempo, tendo em vista sua importância no bom
desempenho da parada.
Além disso, o procedimento deve conter o passo a passo da execução da parada
e partida dos poços, atentando para o monitoramento de variáveis como pressão da
linha e nível dos tanques e ainda, medidas que devem ser tomadas em casos de
alteração inesperada em alguma dessas variáveis. Após a realização da parada dos
poços por parte da equipe de operação, a estação é então liberada para iniciar os
serviços de reparos programados.
Equipes de todas as áreas devem trabalhar em conjunto na execução de tais
serviços. Profissionais de Segurança do Trabalho inspecionam todas as atividades
realizadas pelos profissionais das equipes de manutenção, instrumentação, elétrica,
soldagem, transporte de cargas e construção e montagem. Além disso, a equipe de
Operação deve estar presente durante a realização de todos os serviços, a fim de
impedir que eventuais desvios no procedimento ocorram, evitando-se assim impactos
não programados no retorno da operação e produção da estação.
Ao fim de todos os serviços programados, a estação deve retornar à operação.
Nesse processo, é necessária que a partida dos poços seja feita de forma cuidadosa,
pois há sempre o risco de haver um grande acúmulo de gás nas linhas. Além disso, é
23
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
de fundamental importância que se faça o monitoramento constante das variáveis do
processo até que ele se estabilize, sendo imprescindível o papel do Engenheiro
Químico nessa etapa.
Em procedimentos que envolvem sistemas de queima de gás é necessário que
se tenha atenção redobrada na sua execução. Além das etapas descritas acima, é
preciso que se planeje a inertização da linha de escoamento onde ocorrerá o serviço,
estimando a quantidade de nitrogênio líquido que será utilizada para tal processo. Na
parada executada, fez-se necessário a injeção desse composto para três finalidades
distintas.
Após a parada dos poços e o isolamento das entradas de fluido dos
equipamentos, iniciou-se a injeção de nitrogênio para apagar a tocha utilizada na
queima de gás. Para isso, fez-se necessário a definição de um ponto ideal de injeção,
levando em consideração a otimização do volume de nitrogênio líquido e do tempo
necessários para apagar totalmente a tocha. Com a tocha apagada, foi realizado o
condicionamento para a realização dos serviços, injetando-se novamente nitrogênio
para eliminar qualquer quantidade de mistura inflamável (oxigênio mais
hidrocarbonetos) que pudesse ter contaminado a linha.
Feito isso, os serviços foram realizados, sempre monitorados por inspetores de
segurança e a equipe da operação. Por fim, para retornar o funcionamento da estação,
utilizou-se nitrogênio para garantir a ausência de oxigênio na linha de escoamento,
evitando assim qualquer possibilidade de explosão ao entrar em operação o
escoamento de gás. Ao retornar os poços, o processo demorou para ser estabilizado
e então, foi necessário um pouco mais de tempo de monitoramento das variáveis de
controle.
Todas as etapas descritas acima constavam nos procedimentos de execução
elaborados, assim como ilustrações visuais de pontos estratégicos e identificação de
todas as válvulas existentes. Assim, é possível notar que para a elaboração de um
procedimento com elevado grau de detalhamento é necessário que se tenha
conhecimento de todas as etapas do processo da estação. Além disso, é preciso
minimizar ao máximo as perdas de produção, otimizando o tempo de duração da
parada da forma mais viável possível.
3.5 Acompanhamento de rotinas operacionais nas estações
24
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
Além de atividades realizadas realizadas diretamente pelo discente, ou
auxiliadas por ele, podem ser citadas duas atividades de grande relevância que foram
acompanhadas em tempo integral.
A primeira delas, foi a execução da manutenção da bacia de acumulação de
água oleosa (dique) que faz parte da Estação de Tratamento de Água Produzida
(ETAP) de uma Estação Coletora e Compressora. Como dito anteriormente, tal
atividade foi precedida pela realização de uma APR. A manutenção contou com uma
grande equipe para a realização do serviço assim como, procedimentos operacionais
na ETAP para isolar o local do serviço.
Fez-se necessário uma breve análise do balanço de massa da estação, como
forma de estimar as vazões de operação necessárias para realizar o esvaziamento da
bacia em questão. Algumas mudanças nos fluxos das correntes foram necessárias,
assim como, o monitoramento em campo dos níveis dos tanques, do separador água-
óleo e do flotador. Esses equipamentos estavam diretamente ligados ao dique e
qualquer transbordamento enviaria água oleosa para essa bacia. Então, o trabalho da
Operação foi de extrema importância tanto para permitir que o serviço fosse realizado,
como para garantir a sua continuidade.
Além disso, foi realizado um acompanhamento no campo de testes para estimar
o tempo de residência necessário do desemulsificante nos tanques de lavagem para
haver o enquadramento do óleo dentro da faixa de BSW requerida. Tais testes
basearam-se na mudança do ponto de injeção desse produto químico de um ponto à
jusante do tanque de lavagem para outro à montante dele, a fim de analisar o BSW
do óleo após certo tempo em contato com o desemulsificante.
Primeiramente, o tanque de lavagem foi esvaziado para receber o petróleo com
desemulsificante injetado, transferindo o óleo para outra estação. Em seguida, ele foi
preenchido com o petróleo contendo desemulsificante até uma altura determinada.
Após algumas horas isolado para decantação da água e então separação do óleo, a
água oleosa foi drenada e foram recolhidas as amostradas de óleo para a realização
de análises em laboratório. O óleo contido nas amostras apresentou BSW bem abaixo
do limite permitido.
25
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
4. IDENTIFICAÇÃO DOS CONTEÚDOS ESTUDADOS NO CURRÍCULO
As atividades realizadas durante o estágio supervisionado foram diretamente
relacionadas com diversos conteúdos estudados durante a graduação. Considerando-
se que houve um desempenho bastante satisfatório em relação as matérias estudadas
no curso, as práticas desenvolvidas foram bem entendidas e embasadas
teoricamente. Os conteúdos utilizados estão descritos abaixo.
Transporte de Quantidade de Movimento: - Escoamento Laminar, Equação de
Bernoulli, Lei de Stokes, Balanço de Massa. Tais assuntos foram principalmente
utilizados no desenvolvimento do Relatório de Avaliação da ETAP-X. Além disso,
eram sempre abordados nas rotinas operacionais da estação, tendo em vista que o
processo envolve diretamente o escoamento laminar e turbulento de fluidos.
Termodinâmica Química e do Equilíbrio: - Conservação de Massa e Energia,
Gases Ideais, Sistemas com duas Fases, Pressão de Vapor, Solubilidade de Gases
em Líquidos, Lei de Henry. Conteúdos fundamentais para o entendimento da
interação dos fluidos, as propriedades dos gases, sendo a base dos processos
envolvendo gases. Além disso, foram utilizados na avaliação da capacidade do vaso
de saturação, bem como para a sugestão de melhorias no processo de saturação de
líquido.
Operações Unitárias com Sistemas de Fluidos e de Sólidos-Fluidos: -
Escoamento em Meios Porosos, Filtração, Fluidização, Bombas centrífugas. Foram
bastante utilizados na avaliação dos processos de filtração e contralavagem dos filtros
de areia, na determinação da perda de carga do fluido através do escoamento em
meios porosos, no levantamento das curvas experimentais das bombas centrífugas,
assim como na análise de suas curvas teóricas. Além de ter facilitado o entendimento
dos processos relacionados ao tratamento de água produzida, bem como os sistemas
de bombeio utilizados nas estações.
Controle de Processos: - Instrumentação de Controle, Computador Lógico
Programável (CLP), Comportamento de Sistemas em Malha Fechada e Aberta,
Indicadores, Transmissores, Atuadores, Controladores, Alarmes, Chaves de Nível,
Tipos de Controle, Tipos de Respostas a Sistemas. Os conteúdos dessas disciplinas
foram bastante aplicados para o entendimento dos sistemas de controle das estações.
Vistos que, alguns equipamentos apresentam vários instrumentos de controle tanto
26
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
automático quanto manual. Além disso, esse conhecimento foi de fundamental
importância nas análises de risco das estações, pois era necessário um bom
entendimento a respeito dos intertravamentos dos sistemas de proteção,
principalmente.
Instrumentação na Indústria Química: - Simbologia de Instrumentação e
Controle, Medidores de Pressão, Nível, Vazão e Temperatura. Diante da complexa
instrumentação de todas as estações de tratamento, foi bastante utilizado o
conhecimento nos assuntos abordados pela disciplina. Além da identificação dos
medidores implantados, as simbologias de instrumentação e controle estudadas foram
fundamentais para a identificação dos equipamentos nos fluxogramas de engenharia.
Qualidade e Segurança na Indústria Química: Segurança no Trabalho, Educação
Ambiental, Gerenciamento da Saúde e Segurança na Indústria. A segurança no
trabalho, a preocupação com o meio ambiente e com a saúde dos trabalhadores são
pontos bastante abordados no dia-a-dia da empresa. Durante as paradas
programadas, por exemplo, há o envolvimento de grandes equipes, as normas de
segurança são bastantes inspecionadas por todos os envolvidos no procedimento.
Tanto a utilização de Equipamentos de Proteção Individual (EPI’S) e Equipamentos
de Proteção Coletiva (EPC’s), quanto o monitoramento de atividades que poderiam
gerar qualquer tipo de risco eram sempre colocados em primeiro plano. Durante as
análises de risco, a prevenção de acidentes, assim como o cuidado com o meio
ambiente, eram os pontos de maior relevância.
Introdução ao Projeto de Processos: - Fluxogramas de Processo. Durante as
atividades realizadas foram muito utilizados os conhecimentos na análise dos
fluxogramas de processo. Sendo de fundamental importância na identificação do
funcionamento da estação a partir da análise dos fluxogramas. Além, deles serem
utilizados como base nas análises de riscos e procedimentos de paradas programas
de estações.
Introdução à Engenharia de Petróleo: - Produção de Petróleo. Todos os assuntos
relacionados à produção de petróleo como vasos separadores, tratamento de óleo,
tratamento da água e sistema de compressão de gás foram muito bem aplicados, pois
estavam diretamente relacionados aos processos de tratamento das estações. Além
disso, outros assuntos como os métodos de elevação puderam ser aplicados, pois
houve a oportunidade de conhecer a área de atuação de um Engenheiro de Petróleo.
27
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
5. AVALIAÇÃO DO RETORNO DO ESTÁGIO
Como foi visto, o estágio supervisionado na Petrobras proporcionou uma grande
aplicabilidade de muitos conhecimentos vistos durante a graduação. É de grande
importância haver essa interação entre teoria e prática para o crescimento acadêmico
e profissional do aluno. Praticar a teoria estudada é importante não só para consolidar
os conteúdos estudados, como também para visualizar suas devidas utilizações nas
indústrias.
Sabe-se que o papel do Engenheiro Químico nos processos industriais é
bastante vasto e a experiência no setor de Exploração e Produção de Petróleo e Gás
proporcionou o aprendizado em apenas um setor industrial, mas por se tratar de uma
empresa de grande porte e de múltiplas atividades foi possível ter contato com várias
outras áreas. As atividades que envolviam equipes multidisciplinares como as paradas
de estações e as análises de riscos foram verdadeiras aulas relacionadas à mecânica,
instrumentação e segurança de equipamentos e instalações, dentre outros assuntos.
Além disso, foi proporcionada a oportunidade de conhecer a área de atuação do
Engenheiro de Petróleo, por exemplo, que pode ser um papel desempenhado por um
Engenheiro Químico. Foram passadas informações detalhadas a respeito do
funcionamento dos métodos de elevação dos poços, da estrutura da coluna de
perfuração bem como seus equipamentos e ainda, presenciar a intervenção de uma
sonda no poço.
É possível afirmar que houve o máximo de aproveitamento possível e que todas
as expectativas geradas antes dessa experiência foram alcançadas. Além de toda
carga de conhecimento técnico adquirida, o estágio proporcionou principalmente o
aprendizado em lidar com pessoas completamente diferentes. Considerada uma das
tarefas mais difíceis em um ambiente de trabalho. É de fundamental importância
aprender a maneira certa de sugerir alguma mudança no processo para alguém que
já trabalha há muito tempo com aquilo, e essa é uma das funções do Engenheiro.
Ao fim dessa experiência é possível perceber mudanças positivas no
cumprimento de prazos, horários e deveres. Assim como, na identificação de
problemas, no desenvolvimento rápido de soluções e na identificação preliminar de
riscos, proporcionando, assim um retorno positivo em diferentes aspectos.
28
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
6. CONTRIBUIÇÕES PARA A EMPRESA
Em relação às contribuições deixadas na empresa, avalia-se que foram bastante
positivas e satisfatórias. Visto que, foram cumpridas todas as atividades planejadas
para o período do estágio em questão.
Houve atuação bastante frequente em todos os processos de responsabilidade
do setor o qual foi realizado o estágio. Sempre que foi permitida, houve a participação
do discente nas atividades de rotina da equipe de Operação, levantando
questionamentos relevantes na maioria das vezes.
O auxílio na atualização dos fluxogramas de engenharia, na execução dos
procedimentos de parada programada, no monitoramento de variáveis de processos,
no levantamento de soluções, na identificação de problemas e desvios nas estações,
assim como, a disponibilidade para toda e qualquer atividade demandada, foram
algumas das grandes contribuições que podem ser citadas. O conhecimento de tudo
que acontecia no dia-a-dia das estações permitiu que algumas vezes fossem tiradas
dúvidas em relação a algumas operações realizadas. E ainda, todos os questionados
levantados durante as operações eram de fundamental importância para atentar a
certos fatores passados despercebidos em alguns momentos.
Além disso, o relatório técnico desenvolvido sobre a avaliação da ETAP foi um
estudo de fundamental importância. Todas as planilhas de cálculos utilizadas na
obtenção dos resultados descritos no relatório serão utilizadas para a realização da
avaliação em outras estações do polo do campo de produção de Riacho da Forquilha.
Assim como, as mudanças propostas para a melhoria do processo de tratamento de
água produzida serão implementadas futuramente.
O estudo sobre a contralavagem dos filtros de areia era um assunto que já havia
sido constatada a necessidade há algum tempo, tendo em vista que o processo de
filtração da água produzida era um ponto crítico em mais de uma estação. Com a
determinação da vazão de operação para a contralavagem, serão iniciados os testes
e realizados os devidos ajustes práticos para se chegar a um ponto ótimo de operação.
Diante disso, pode-se considerar que as atividades realizadas pelo aluno foram
importantes para a empresa.
29
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
7. COMENTÁRIOS GERAIS
Por fim, considera-se que o estágio supervisionado aqui descrito proporcionou
impactos positivos para a formação acadêmica e profissional do aluno. Essa parceria
Universidade/Empresa mostrou-se ser extremamente necessária para a consolidação
de todos os conteúdos vistos durante o curso de Engenharia Química. Além disso, a
mudança do ambiente escolar para o ambiente de trabalho é capaz de proporcionar
um grande amadurecimento pessoal e profissional.
Na Universidade, os docentes fornecem os problemas já identificados para
serem solucionados pelos discentes, que não precisam lidar com nenhum tipo de
pressão na obtenção das respostas. Já na Empresa, o Engenheiro tem que ter a visão
estratégica na identificação dos problemas e o conhecimento técnico para solucioná-
los de forma rápida, minimizando ao máximo as perdas geradas. Tais percepções são
adquiridas com um certo tempo de experiência, e o estágio é o primeiro passo, nesse
longo processo, para se tornar de fato um Engenheiro capacitado e qualificado em
suas funções.
30
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
ANEXOS
FIGURA 3- MATRIZ DA ANÁLISE PRELIMINAR DE RISCOS.
FIGURA 4- MATRIZ DE CLASSIFICAÇÃO DE RISCOS DE ACORDO COM A SEVERIDADE E A
FREQUÊNCIA DOS EVENTOS.
FIGURA 5- CLASSIFICAÇÃO DA SEVERIDADE E FREQUÊNCIA DOS EVENTOS.
FIGURA 6- CLASSIFICAÇÃO DOS RISCOS.
31
UFRN/CT/DEQ - Campus Universitário - Natal - RN – BRASIL – CEP: - 59072-970
E-mail: [email protected] Tel. +55 (84) 215.3754 / 3753 FAX: +55 (84) 215.3703
REFERÊNCIAS BIBLIOGRÁFICAS
ADAMS, C.E.; AULENBACH, D.B.; et.al., Enviromental Engineer’s Handbook:
Waste Water Treatment. Ed. David H.F. Liu & Bela G. Liptak, Boca Raton: CRC Press
LLC, 1999.
BIRD, R. Byron; STEWART, Warren E.; LIGHTFOOT, Edwin N. Balanços de Momento
em Cascas e Distruibuição de Velocidades em Regime Laminar. In: Fenômenos de
Transporte. 2. ed. Rio de Janeiro: LTC, 2004. Cap. 2, p. 39-59.
AMORIM, Eduardo Lucena C. Apostila de Ferramentas de Análise de Risco.
Disponível em: <https://sites.google.com/site/elcaufal/disciplinas/programacao-
estruturada>. Acesso em 12 de Novembro de 2015.
Petrobras, Quem Somos. Disponível em: <http://www.petrobras.com.br/pt/quem-
somos/>. Acesso em 10 de de Novembro de 2015.
Petrobras, Nossas Atividades. Disponível em:
<http://www.petrobras.com.br/pt/nossas-atividades/>. Acesso em 10 de Novembro de
2015.
RICHARDSON, J.F.; ZAKI, W.N. Sedimentation and Fluidisation: Part I. Trans. Inst.
Chem. Eng. 1954, v.32 e 35.
SILVA, André Luis Figueira; et.al., Universidade Petrobras: Processamento
Primário de Petróleo. Escola de Ciências e Tecnologia E&P, 2007.