Embed Size (px)
Citation preview

UNIVERSIDADE FEDERAL DOS VALES DO JEQUITINHONHA E MUCURI
Curso de Química
Kelton Rodrigues de Souza
AVALIAÇÃO DO POTENCIAL DO CALDO E DO BAGAÇO DA CASCA DE
EUCALIPTO PARA PRODUÇÃO DE BIOETANOL DE PRIMEIRA E SEGUNDA
GERAÇÃO
Diamantina
2016
Kelton Rodrigues de Souza
AVALIAÇÃO DO POTENCIAL DO CALDO E DO BAGAÇO DA CASCA DE
EUCALIPTO PARA PRODUÇÃO DE BIOETANOL DE PRIMEIRA E SEGUNDA
GERAÇÃO
Trabalho de conclusão de curso apresentado ao curso
de licenciatura em Química, como parte dos
requisitos exigidos para sua conclusão.
Orientador: Prof. Dr. Alexandre Soares dos Santos
Diamantina
2016

RESUMO
Nas últimas décadas têm se intensificado a busca e pesquisas por novas fontes para produção
de etanol a partir de biomassas lignocelulósicas. Neste sentido, este trabalho teve como objetivo
avaliar o potencial do caldo e do bagaço da casca de duas espécies de eucalipto, um híbrido de
Eucalyptus urophylla, clone 144, e um híbrido tri-cross de Eucalyptus urophylla x E.
camaldulensis x E. grandis, clone 2111, para a produção de bioetanol. O caldo foi obtido por
processo de prensagem manual das cascas e foi posteriormente fermentado a partir do inoculo
da levedura Saccharomyces cerevisiae na proporção de 3% do meio. O teor de etanol
quantificado no final do processo fermentativo foi de 11,35 g L-1 e 4,47 g L-1 para o clone 144
e clone 2111, respectivamente. Os resultados apresentaram também Yp/s de 0,4890 e 0,3911,
EF 95,69% e 76,53% e Qp de 0,7942 g L-1 h–1 e 0,7431 g L-1 h–1 respectivamente para as
amostras. A estimativa da produção de etanol a partir da fração holocelulósica, indica ainda que
podem ser produzidos até 410 L de etanol por tonelada de casca, caracterizando essa biomassa
como uma promissora matéria-prima para a produção de bioetanol.
Palavras chave: Biomassa vegetal. Etanol celulósico. Carboidratos. Fermentação.

ASTRACT
Over the last decades, strategy researches have been intensified to provide new sources to
bioethanol production with good yields from lignocellulosic biomass. In this context, that
work aimed to evaluate the potential of the broth and bark of eucalyptus bagasse of two
species, a hybrid of Eucalyptus urophylla, clone 144, and hybrid of Eucalyptus urophylla x
E. camaldulensis x E. grandis, clone 2111, for the bioethanol production. The broth were
extracted by manual pressing from eucalyptus bark and then it was fermentable by
Saccharomyces cerevisiae at 3% m/v. The final ethanol quantity resulted in a concentration
of 11,35 g L-1 and 4,47 g L-1 for clone 144 and clone 2111, respectively. The results have
presented also Yp/s 0,4890 and 0,3911; EF 95,69% and 76,53%; and Qp 0,7942 g L-1 h–1
and 0,7431 g L-1 h–1 for the same samples respectively. The estimate of ethanol production
from holocellulosic fraction showed that it could be produced up to 410 liters of ethanol per
ton of bark, featuring this biomass as a promising raw material for the production of
bioethanol.
LISTA DE ILUSTRAÇÕES
Figura 1 - Estrutura lignocelulósica da biomassa vegetal. ....................................................... 15
Figura 2 - Estrutura molecular da celulose, celobiose com ligação β-glicosídica. ................... 16
Figura 3 - Estruturas químicas dos monômeros constitutivos da hemicelulose. ...................... 17
Figura 4- Estrutura representativa de L-arabino-(4-O-metil-D-glucurono)-D-xilana: 1)
Xilopiranose; 2) L-arabinofuranose; 3) ácido 4-O-metil-glucurônico; 4) grupo acetil. ........... 18
Figura 5 - Estrutura dos álcoois precursores da lignina............................................................ 19
Figura 6 - Diferentes rotas tecnológicas para a produção de etanol a partir de diferentes
biomassas. ................................................................................................................................. 20
Figura 7 - Comparação entre a produtividade do eucalipto no Brasil, Austrália e EUA. ........ 22
Figura 8 - Área e distribuição de plantios com eucalipto nos estados do Brasil no ano de 2012.
.................................................................................................................................................. 23
Figura 9 - Representação de uma curva analítica típica, utilizando glicose como padrão para
quantificação dos açúcares redutores (AR). ............................................................................. 29
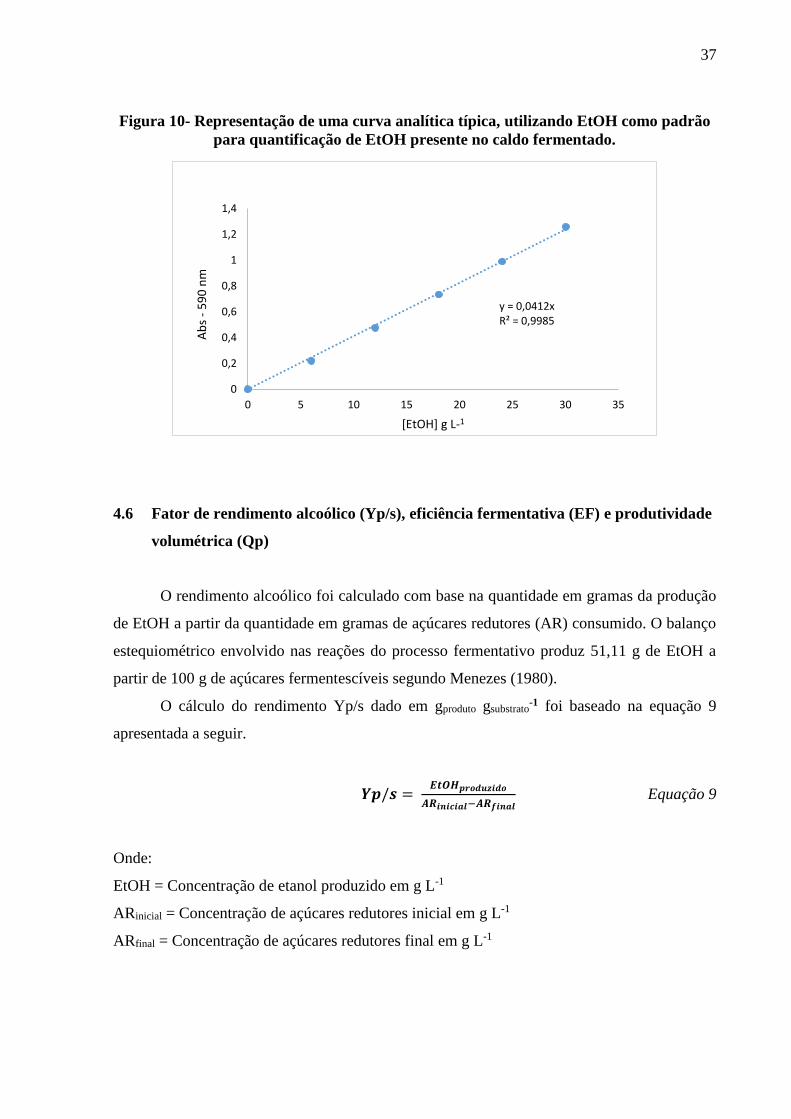
Figura 10 - Representação de uma curva analítica típica, utilizando EtOH como padrão para
quantificação de EtOH presente no caldo fermentado. ............................................................ 37
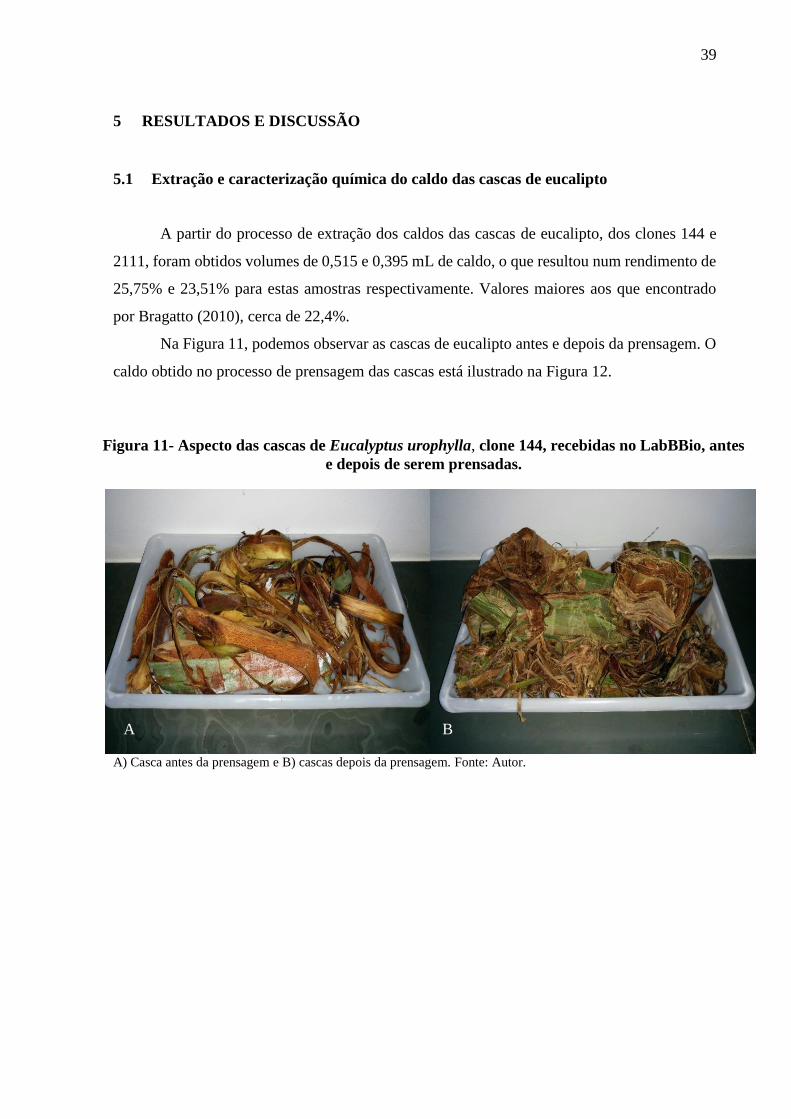
Figura 11 - Aspecto das cascas de Eucalyptus urophylla, clone 144, recebidas no LabBBio,
antes e depois de serem prensadas. ........................................................................................... 39
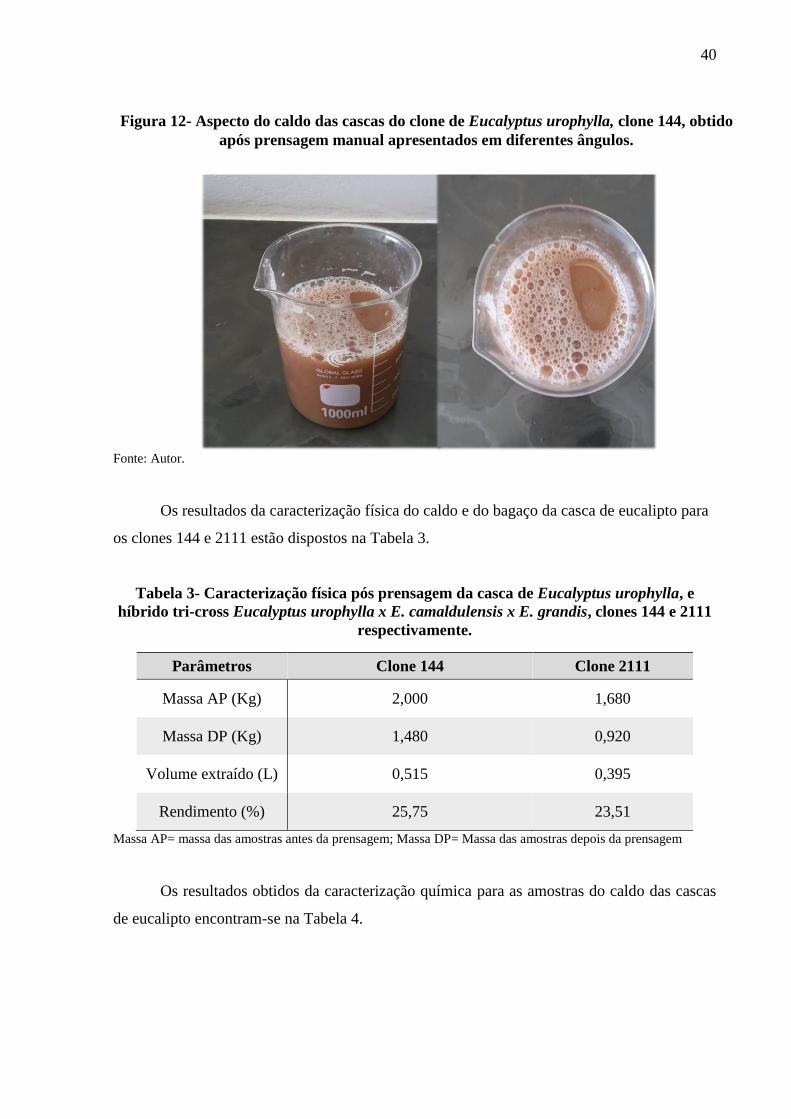
Figura 12 - Aspecto do caldo das cascas dos clones de Eucalyptus urophylla, e híbrido tri-
cross de Eucalyptus urophylla x E. camaldulensis x E. grandis, obtido após prensagem manual
apresentados em diferentes ângulos. ........................................................................................ 40
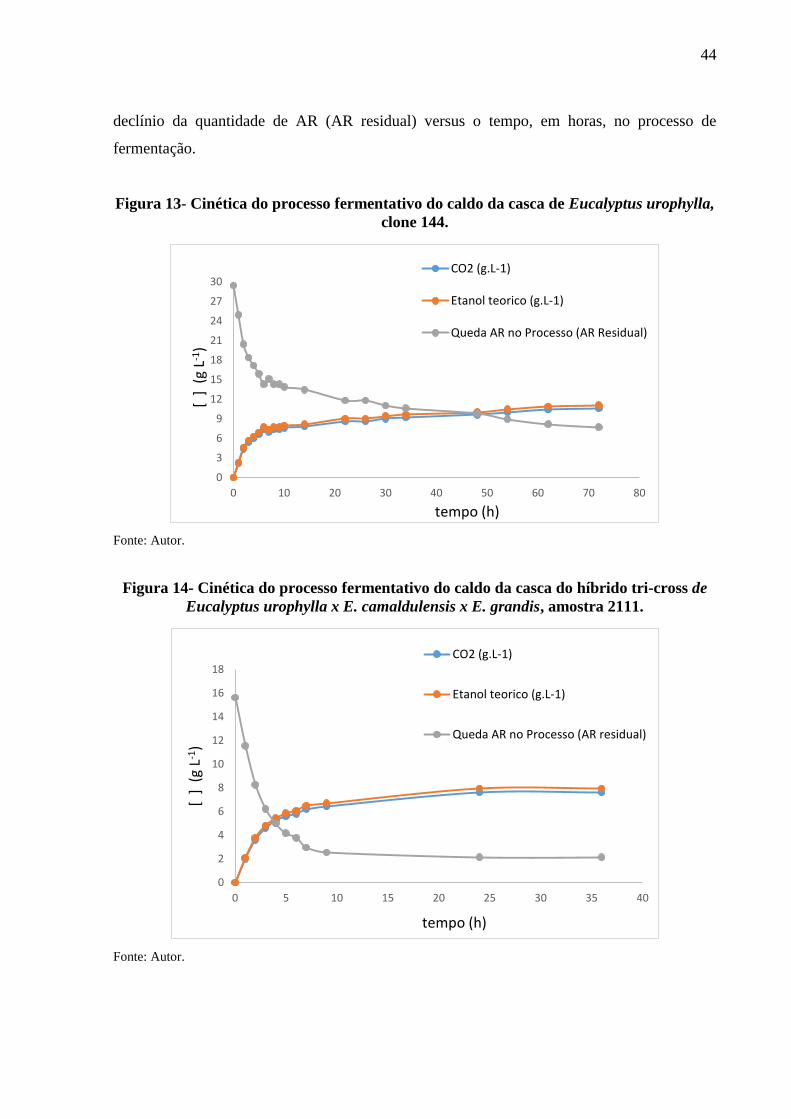
Figura 13 - Cinética do processo fermentativo do caldo da casca de Eucalyptus urophylla,
clone 144. ................................................................................................................................. 44
Figura 14 - Cinética do processo fermentativo do caldo da casca do híbrido tri-cross de
Eucalyptus urophylla x E. camaldulensis x E. grandis, amostra 2111. .................................... 44
LISTA DE TABELAS
Tabela 1 - Composição química de algumas biomassas lignocelulósicas. ............................... 14
Tabela 2 - Teores de carboidratos da madeira de seis espécies de eucalipto. .......................... 24
Tabela 3 - Caracterização física e volume obtido após prensagem da casca de Eucalyptus
urophylla, e híbrido tri-cross Eucalyptus urophylla x E. camaldulensis x E. grandis, clones
144 e 2111 respectivamente. .................................................................................................... 40
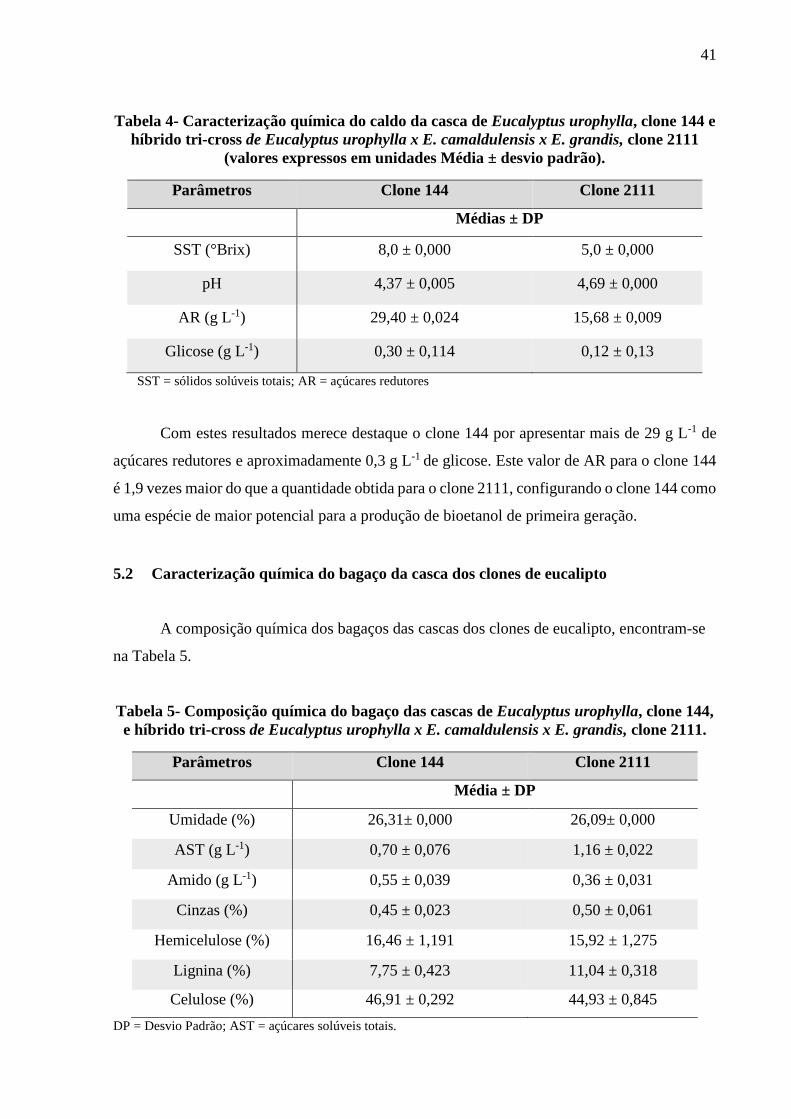
Tabela 4 - Caracterização química do caldo da casca de Eucalyptus urophylla, clone 144 e
híbrido tri-cross de Eucalyptus urophylla x E. camaldulensis x E. grandis, clone 2111 (valores
expressos em unidades Média ± desvio padrão). ..................................................................... 41
Tabela 5 - Composição química do bagaço das cascas de Eucalyptus urophylla, clone 144, e
híbrido tri-cross de Eucalyptus urophylla x E. camaldulensis x E. grandis, clone 2111. ........ 41
Tabela 6 - Teores de EtOH produzido a partir do caldo da casca dos dois clones de eucalipto,
rendimento do processo e eficiência fermentativa. .................................................................. 45
SUMÁRIO
1 INTRODUÇÃO .................................................................................................................... 9
2 OBJETIVOS ....................................................................................................................... 11
2.1 Objetivo Geral ................................................................................................................. 11
2.2 Objetivos Específicos ....................................................................................................... 11
3 REVISÃO BIBLIOGRÁFICA ......................................................................................... 12
3.1 Etanol: primeira e segunda geração .............................................................................. 12
3.2 Biomassas Lignocelulósicas ............................................................................................ 14
3.2.1 Celulose .......................................................................................................................... 15
3.2.2 A fração hemicelulósica ................................................................................................. 16
3.2.3 Lignina ............................................................................................................................ 18
3.3 Biomassas utilizadas na produção do etanol de primeira e segunda geração............ 19
3.3.1 Eucalipto ......................................................................................................................... 21
3.3.1.1 Casca de Eucalipto ....................................................................................................... 25
3.4 Fermentação Alcoólica .................................................................................................... 25
4 METODOLOGIA .............................................................................................................. 27
4.1 Aquisição da matéria-prima ........................................................................................... 27
4.2 Obtenção do caldo e do bagaço das cascas dos clones de eucalipto ............................ 27
4.2.1 Análises químicas do caldo extraído dos clones de eucalipto ...................................... 28
4.2.1.1 Sólidos Solúveis Totais (SST) ....................................................................................... 28
4.2.1.2 pH ................................................................................................................................. 28
4.2.1.3 Açúcares Redutores (AR) .............................................................................................. 28
4.2.1.4 Glicose .......................................................................................................................... 29
4.2.2 Análises químicas do bagaço excedente da extração do caldo dos clones de
eucalipto... ................................................................................................................................ 30
4.2.2.1 Umidade ........................................................................................................................ 30
4.2.2.2 Cinzas ........................................................................................................................... 31
4.2.2.3 Fibras solúveis em detergente ácido (FSDA) ............................................................... 31
4.2.2.4 Fibras solúveis em detergente neutro (FSDN) ............................................................. 32
4.2.2.5 Celulose ........................................................................................................................ 32
4.2.2.6 Lignina .......................................................................................................................... 33
4.2.2.7 Hemicelulose ................................................................................................................. 34
4.2.2.8 Açúcares Solúveis Totais (AST) e Amido ...................................................................... 34
4.3 Potencial teórico da produção de etanol a partir do bagaço da casca do eucalipto .. 35
4.4 Fermentação do caldo obtido das cascas dos clones de eucalipto e monitoramento do
Bioprocesso .............................................................................................................................. 35
4.5 Determinação do teor de etanol (EtOH) ........................................................................ 36
4.6 Fator de rendimento alcoólico (Yp/s), eficiência fermentativa (EF) e produtividade
volumétrica (Qp) ..................................................................................................................... 37
5 RESULTADOS E DISCUSSÃO ....................................................................................... 39
5.1 Extração e caracterização química do caldo das cascas de eucalipto ......................... 39
5.2 Caracterização química do bagaço da casca dos clones de eucalipto ......................... 41
5.3 Fermentação do caldo da casca de eucalipto ................................................................ 43
5.4 Teor de etanol, Rendimento alcoólico e Eficiência fermentativa e Produtividade
volumétrica .............................................................................................................................. 45
6 CONSIDERAÇÕES FINAIS ............................................................................................ 47
7 REFERÊNCIAS BIBLIOGRÁFICAS ............................................................................. 48
9
1 INTRODUÇÃO
A produção e o consumo energético têm importância fundamental no planejamento, no
desenvolvimento econômico e estratégico do crescimento de uma nação. Diante disso, diversas
decisões tomadas são baseadas neste potencial enérgico, ou seja, na capacidade de geração,
armazenamento e distribuição de energia. Neste sentido, demandas por energias de cunho
sustentável e ecologicamente viáveis tem chamado a atenção de diversos países, que têm
investido em pesquisas à procura por fontes de combustíveis alternativos renováveis, para que
possam suprir sua necessidade de consumo.
A maior parte da energia primária produzida e consumida hoje no mundo é oriunda de
fontes não renováveis, como carvão mineral, petróleo e gás natural. Estas três grandes fontes
representam cerca de 86 % de toda energia consumida no nosso planeta, e em 2020 este valor
será de aproximadamente 82 % (WORLD ENERGY RESOURCES, 2016; BP GLOBAL, 2015;
KEY WORLD ENERGY STATISTICS, 2015). Esta situação segundo Araujo et al., (2013),
coloca grande parte dos países em vulnerabilidade estratégica devido a possibilidade de
esgotamento desses recursos, mesmo em longo prazo, a oscilação dos preços nos mercados
internacionais e consequentemente de todos os seus derivados. Além disso, devemos considerar
o aumento da temperatura terrestre, causado pela emissão de gases de efeito estufa e poluentes
pesados pelos combustíveis fósseis, ocasionando também o derretimento das calotas polares e
intensificação de fenômenos climáticos extremos como: secas, inundações, ciclones,
desertificação, perda de áreas agricultáveis, chuvas ácidas, ilhas de calor e problemas
respiratórios na população dos grandes centros urbanos (ELLIOT et al., 2016; WANG &
CHAMEIDES, 2016). Diante disso, podemos observar o interesse cada vez maior pelo
desenvolvimento de tecnologias para a produção e uso dos biocombustíveis a partir do
aproveitamento de biomassas e resíduos agroindustriais.
O Brasil tem se destacado como grande precursor por buscas de fontes renováveis de
energia e conta com cerca de 46,8% de sua matriz energética composta por fontes renováveis
(ARAUJO et al., 2013). Foi um dos pioneiros no incentivo e na busca de tecnologias para a
produção de bioetanol para uso como combustível desde a década de 70, com o Programa
Nacional do Álcool (Pro-Álcool). Programa que incentivou o plantio e conversão de parte da
lavoura da cana de açúcar para a produção de combustível para mistura na gasolina, e para
suprir a demanda de veículos movidos a etanol (ANDRADE, 2009; BIODIESEL BR, 2016).
10
Percebe-se desde essa época que incentivos têm sido realizados na busca por tecnologias e rotas
que consigam produzir combustível de qualidade e baixo custo.
Essa crescente necessidade do uso de combustível limpo, oriundo de fontes renováveis,
sem que haja o comprometimento no fornecimento de alimentos se faz presente hoje. Em
consequência disso uma corrida tem se estabelecido na busca de fontes alternativas de produção
de bioetanol provenientes de diferentes fontes além das convencionais, como cana de açúcar,
milho e beterraba. A produção de etanol de primeira geração originadas destas fontes compete
diretamente com produção de alimentos derivados destes, convergindo em um processo
inflacionário dos alimentos, contribuindo também para o crescimento da insegurança alimentar
mundial (ARAUJO et al., 2013).
Neste sentido, a proposta de se produzir bioetanol de segunda geração a partir de
biomassas lignocelulósicas se destaca pelo seu potencial energético, e devido a maioria dessas
matérias-primas possuírem pouco ou nenhum aproveitamento. Dentre as biomassas que se tem
estudado para o aproveitamento e produção de bioetanol de segunda geração, a casca de
eucalipto tem merecido destaque por ser um material que geralmente se perde no campo, pois
se acumula in situ como resíduo, e ainda, por não haver um destino que faça uso dessa biomassa.
O acúmulo de resíduos de forma geral se constitui em uma problemática ambiental.
Dentro dessa perspectiva, visando a utilização do potencial energético dessa biomassa e
buscando agregar valor a mesma, este estudo se propõe avaliar o potencial de produção de
bioetanol a partir do caldo e da fração lignocelulósica da casca de eucalipto.
11
2 OBJETIVOS
2.1 Objetivo Geral
Avaliar o potencial do caldo e do bagaço da casca de eucalipto proveniente de dois
diferentes clones, um híbrido espontâneo de Eucalyptus urophylla, clone 144, e um híbrido tri-
cross de Eucalyptus urophylla x (E. camaldulensis x E. grandis), clone 2111 para a produção
de bioetanol de primeira e segunda geração.
2.2 Objetivos Específicos
Extrair e determinar composição química do caldo da casca de dois diferentes clones de
eucalipto.
Caracterizar o bagaço da casca dos clones de eucalipto remanescente quanto a sua
composição química.
Conduzir um processo fermentativo utilizando o caldo da casca dos clones de eucalipto
obtido.
Estimar o potencial de produção de bioetanol a partir do bagaço da casca dos clones de
eucalipto com base em sua composição holocelulósica.
12
3 REVISÃO BIBLIOGRÁFICA
3.1 Etanol: primeira e segunda geração
A produção de bioetanol no Brasil começou após os anos de 1930 com as sobras de
melaço da indústria do açúcar. Entre 1939 e 1945, devido à falta de gasolina ocasionada pela
segunda guerra mundial, iniciou-se a produção em maior escala, que posteriormente foi
impulsionada pelas condições de mercado com a implantação do programa Proálcool na metade
da década dos anos 70. O volume produzido passou de 700 mil m3 entre 1970 e 1975 para 2,5
milhões m3 em 1979, e atingiu o valor de 27,7 bilhões de litros na safra de 2008/2009, sendo o
estado de São Paulo o maior participante com 60% da produção (BETANCUR, 2010;
ANDRADE, 2009).
No Brasil, atualmente o bioetanol é produzido em grande escala e altos rendimentos
utilizando como matéria-prima a cana-de-açúcar, com uma produção entre 85 e 90 litros de
álcool por tonelada de cana (NOVA CANA, 2016). O etanol produzido no Brasil, conta ainda
com projeções positivas para os próximos anos que segundo o Ministério da Agricultura,
Pecuária e Abastecimento (MAPA, 2016), são provenientes principalmente do crescimento do
consumo interno. Relatam ainda que a produção projetada para 2019 é de 58,8 bilhões de litros,
mais que o dobro da registrada em 2008.
A produção de etanol pode ser alcançada através de dois processos que caracterizam o
etanol como primeira e segunda geração. De acordo com Cinelli (2012), os combustíveis de
primeira geração são aqueles produzidos a partir de fontes renováveis produzidas
especificamente com esse propósito, chamados também de cultivos energéticos e os de segunda
geração, são aqueles obtidos a partir de resíduos orgânicos de algum processo, que os
caracterize como biomassa residual. Para a produção de etanol denominado de primeira
geração, tem sido utilizado recentemente matérias-primas sacaríneas ou amiláceas. Como
exemplo de matéria-prima sacarina, tem-se o caldo extraído da cana de açúcar comumente
utilizado no Brasil, e como matéria-prima amilácea, destaca-se o amido extraído de milho,
utilizada principalmente nos Estados Unidos, ambos processos já bem consolidados (NAIK et
al., 2010 apud BETANCUR, 2010).
De acordo com União da Indústria de Cana de Açúcar (UNICA, 2016), apesar da
produção de etanol brasileiro, a partir da sacarose, ser um processo bem estabelecido atualmente
com os menores custos e maior produtividade do mundo, ainda há espaço para crescimento e
redução de custos. Um possível avanço e aumento na produção de bioetanol seria vislumbrado
13
através do aproveitamento do bagaço remanescente da extração do caldo da cana,
caracterizando-o como bioetanol de segunda geração. Segundo Araujo et al., (2013), se no país
houver a consolidação da combinação da produção de etanol de primeira e segunda geração,
isso permitirá obter maior quantidade de combustível sem aumentar o volume de matéria-prima
cultivada nem a área plantada.
Contudo Ferreira (2013) menciona que, ultimamente, a produção de biocombustíveis
convencionais defronta-se com sérias dificuldades para atingir os níveis desejados, o que constitui
forte estímulo à adoção de tecnologias mais avançadas capazes de melhorar o desempenho da
produção no setor. Nesse sentido, o bioetanol de segunda geração, se diferencia do combustível
convencional por utilizar novas rotas tecnológicas, especialmente com base em resíduos
lignocelulósicos. Esse combustível surgiu por interesses na expansão da produção de álcool e
ainda, por não comprometer a segurança alimentar e garantir o fornecimento de combustível.
O fato do seu processo de produção fazer uso de materiais lignocelulósicos, tais como excedente
de bagaço, lixo e outros resíduos agrícolas e florestais que podem ser utilizados, através de
tratamentos químicos, termoquímicos ou rotas bioquímicas, para obter o produto desejado
(NUNES et al., 2013; ARAUJO, 2013), o que impulsiona na busca por inovações nos processos
e ainda, pela aplicação de diferentes matérias-primas que sejam ideais para sua estabilidade
comercial.
Segundo Cinelli (2012), os requisitos necessáriospara se obter uma promissora produção
deste bioetanol incluem múltiplos fatores não facilmente conciliáveis, tais como:
disponibilidade de matéria-prima, valor, qualidade e rendimento em relação ao processo de
conversão. Além destes, Bomtempo (2011) reporta ainda como requisito, a importância da
sustentabilidade ambiental.
Neste contexto, o mundo se volta cada vez mais para a exploração de biomassas
energéticas e resíduos agroindustriais. Muitos pesquisadores têm se esforçado para desenvolver
pré-tratamentos eficientes, que possa disponibilizar uma maior quantidade de carboidratos
fermentescíveis possível, para melhorar a performance dos micro-organismos utilizados na
fermentação de todos os carboidratos disponíveis.
O aproveitamento e utilização de biomassas e resíduos agroindústrias, além de ajudar a
resolver problemas ambientais associados à disposição dos mesmos no meio ambiente,
demonstra potencial devido à possibilidade de agregação de valor a matéria-prima subutilizada,
somada a sua utilização sem que haja competição ou comprometimento com a produção de
alimentos. Logo, o desenvolvimento de processos biotecnológicos que aproveitem estes
resíduos se mostra determinante para uma nova era dos combustíveis.
14
3.2 Biomassas Lignocelulósicas
De acordo com OMACHI et al. apud BRAGATTO (2010), biomassa vegetal é todo
material orgânico não fóssil, que tenha conteúdo de energia química no seu interior. Isso inclui
todas as vegetações aquáticas ou terrestres, árvores, resíduos agrícolas e/ou agroindustriais.
A biomassa lignocelulósica representa a fração mais expressiva da biomassa vegetal, e
compõe a maior fonte de compostos orgânicos incluindo vários resíduos agrícolas como palhas,
cascas, caules e pedúnculos; madeiras de coníferas e folhosas; e os resíduos industriais como
os oriundos da fabricação de polpa, indústria do papel e de colheitas (SILVA, 2009).
Segundo Pereira (2013), a fração lignocelulósica é o material orgânico mais abundante
no planeta e tem como principal constituinte a celulose. Os três compostos principais, celulose,
hemicelulose e lignina, perfazem um total de mais de 90 % da massa total seca em alguns
vegetais. A composição química varia de acordo com cada biomassa, sendo que sua estrutura
pode apresentar em média cerca de 30 a 50 % de celulose, seguido da hemicelulose 20 a 35%
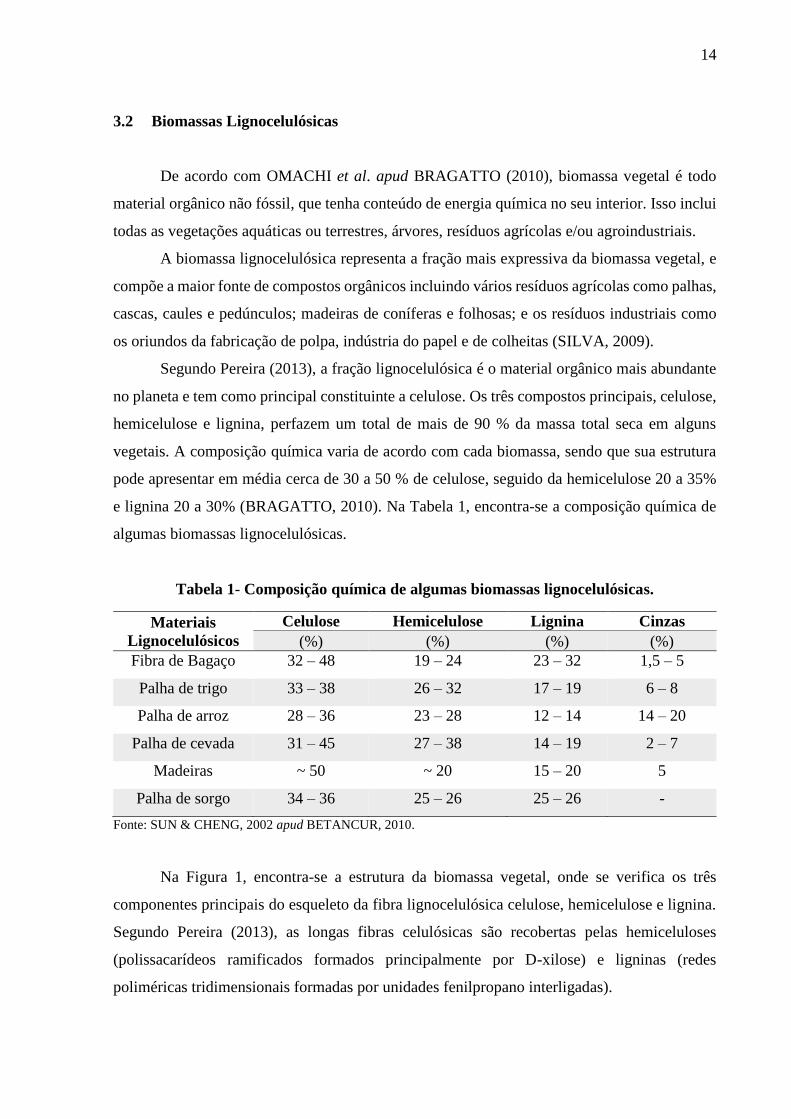
e lignina 20 a 30% (BRAGATTO, 2010). Na Tabela 1, encontra-se a composição química de
algumas biomassas lignocelulósicas.
Tabela 1- Composição química de algumas biomassas lignocelulósicas.
Materiais
Lignocelulósicos
Celulose Hemicelulose Lignina Cinzas
(%) (%) (%) (%)
Fibra de Bagaço 32 – 48 19 – 24 23 – 32 1,5 – 5
Palha de trigo 33 – 38 26 – 32 17 – 19 6 – 8
Palha de arroz 28 – 36 23 – 28 12 – 14 14 – 20
Palha de cevada 31 – 45 27 – 38 14 – 19 2 – 7
Madeiras ~ 50 ~ 20 15 – 20 5
Palha de sorgo 34 – 36 25 – 26 25 – 26 -
Fonte: SUN & CHENG, 2002 apud BETANCUR, 2010.
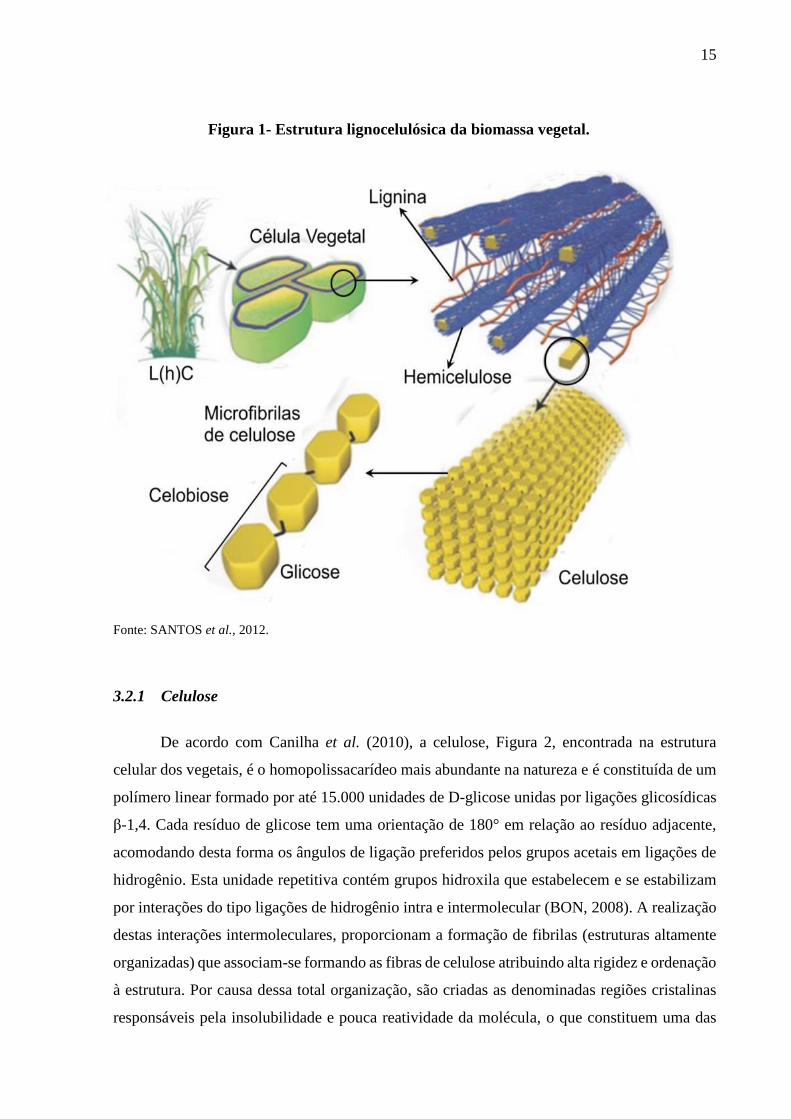
Na Figura 1, encontra-se a estrutura da biomassa vegetal, onde se verifica os três
componentes principais do esqueleto da fibra lignocelulósica celulose, hemicelulose e lignina.
Segundo Pereira (2013), as longas fibras celulósicas são recobertas pelas hemiceluloses
(polissacarídeos ramificados formados principalmente por D-xilose) e ligninas (redes
poliméricas tridimensionais formadas por unidades fenilpropano interligadas).
15
Fonte: SANTOS et al., 2012.
3.2.1 Celulose
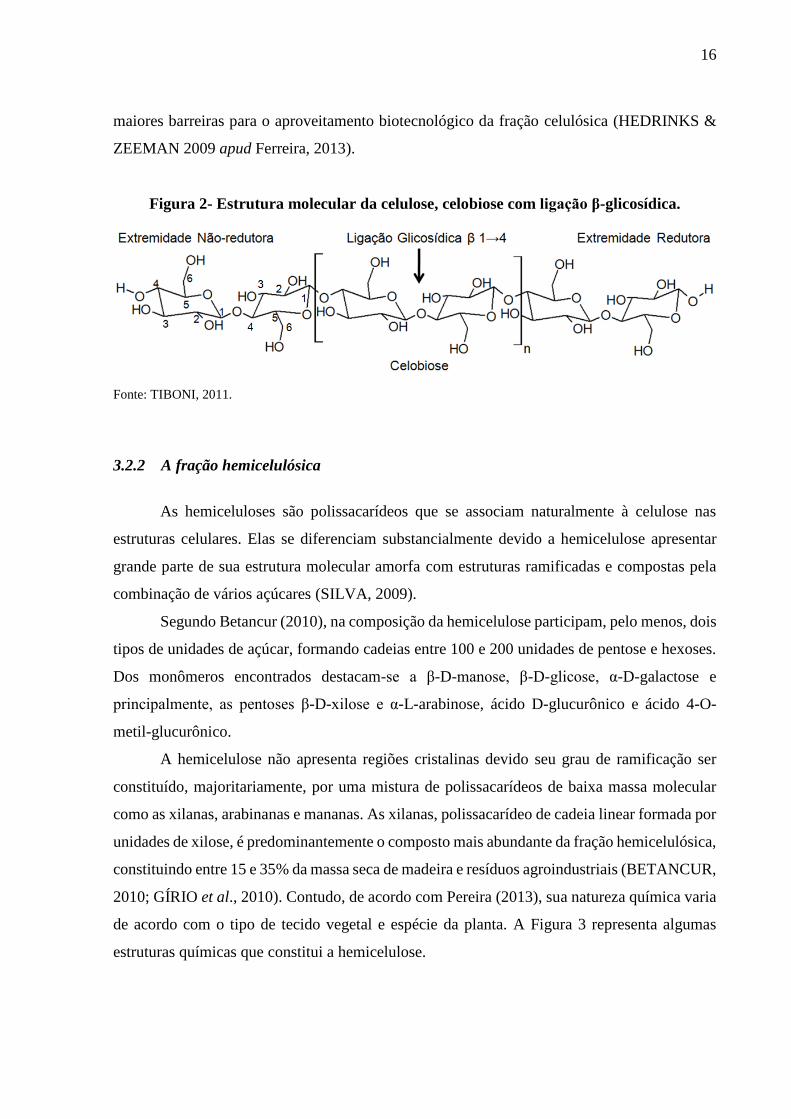
De acordo com Canilha et al. (2010), a celulose, Figura 2, encontrada na estrutura
celular dos vegetais, é o homopolissacarídeo mais abundante na natureza e é constituída de um
polímero linear formado por até 15.000 unidades de D-glicose unidas por ligações glicosídicas
β-1,4. Cada resíduo de glicose tem uma orientação de 180° em relação ao resíduo adjacente,
acomodando desta forma os ângulos de ligação preferidos pelos grupos acetais em ligações de
hidrogênio. Esta unidade repetitiva contém grupos hidroxila que estabelecem e se estabilizam
por interações do tipo ligações de hidrogênio intra e intermolecular (BON, 2008). A realização
destas interações intermoleculares, proporcionam a formação de fibrilas (estruturas altamente
organizadas) que associam-se formando as fibras de celulose atribuindo alta rigidez e ordenação
à estrutura. Por causa dessa total organização, são criadas as denominadas regiões cristalinas
responsáveis pela insolubilidade e pouca reatividade da molécula, o que constituem uma das
Figura 1- Estrutura lignocelulósica da biomassa vegetal.
16
maiores barreiras para o aproveitamento biotecnológico da fração celulósica (HEDRINKS &
ZEEMAN 2009 apud Ferreira, 2013).
Figura 2- Estrutura molecular da celulose, celobiose com ligação β-glicosídica.
Fonte: TIBONI, 2011.
3.2.2 A fração hemicelulósica
As hemiceluloses são polissacarídeos que se associam naturalmente à celulose nas
estruturas celulares. Elas se diferenciam substancialmente devido a hemicelulose apresentar
grande parte de sua estrutura molecular amorfa com estruturas ramificadas e compostas pela
combinação de vários açúcares (SILVA, 2009).
Segundo Betancur (2010), na composição da hemicelulose participam, pelo menos, dois
tipos de unidades de açúcar, formando cadeias entre 100 e 200 unidades de pentose e hexoses.
Dos monômeros encontrados destacam-se a β-D-manose, β-D-glicose, α-D-galactose e
principalmente, as pentoses β-D-xilose e α-L-arabinose, ácido D-glucurônico e ácido 4-O-
metil-glucurônico.
A hemicelulose não apresenta regiões cristalinas devido seu grau de ramificação ser
constituído, majoritariamente, por uma mistura de polissacarídeos de baixa massa molecular
como as xilanas, arabinanas e mananas. As xilanas, polissacarídeo de cadeia linear formada por
unidades de xilose, é predominantemente o composto mais abundante da fração hemicelulósica,
constituindo entre 15 e 35% da massa seca de madeira e resíduos agroindustriais (BETANCUR,
2010; GÍRIO et al., 2010). Contudo, de acordo com Pereira (2013), sua natureza química varia
de acordo com o tipo de tecido vegetal e espécie da planta. A Figura 3 representa algumas
estruturas químicas que constitui a hemicelulose.
17
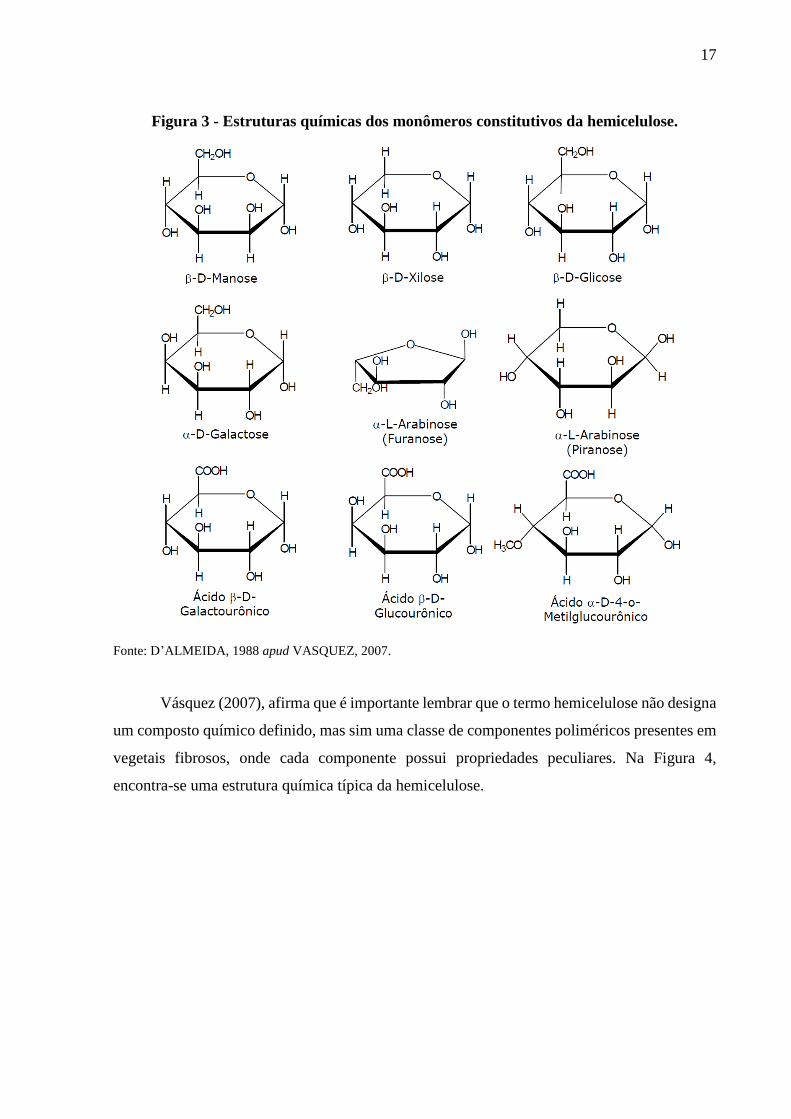
Figura 3 - Estruturas químicas dos monômeros constitutivos da hemicelulose.
Fonte: D’ALMEIDA, 1988 apud VASQUEZ, 2007.
Vásquez (2007), afirma que é importante lembrar que o termo hemicelulose não designa
um composto químico definido, mas sim uma classe de componentes poliméricos presentes em
vegetais fibrosos, onde cada componente possui propriedades peculiares. Na Figura 4,
encontra-se uma estrutura química típica da hemicelulose.
18
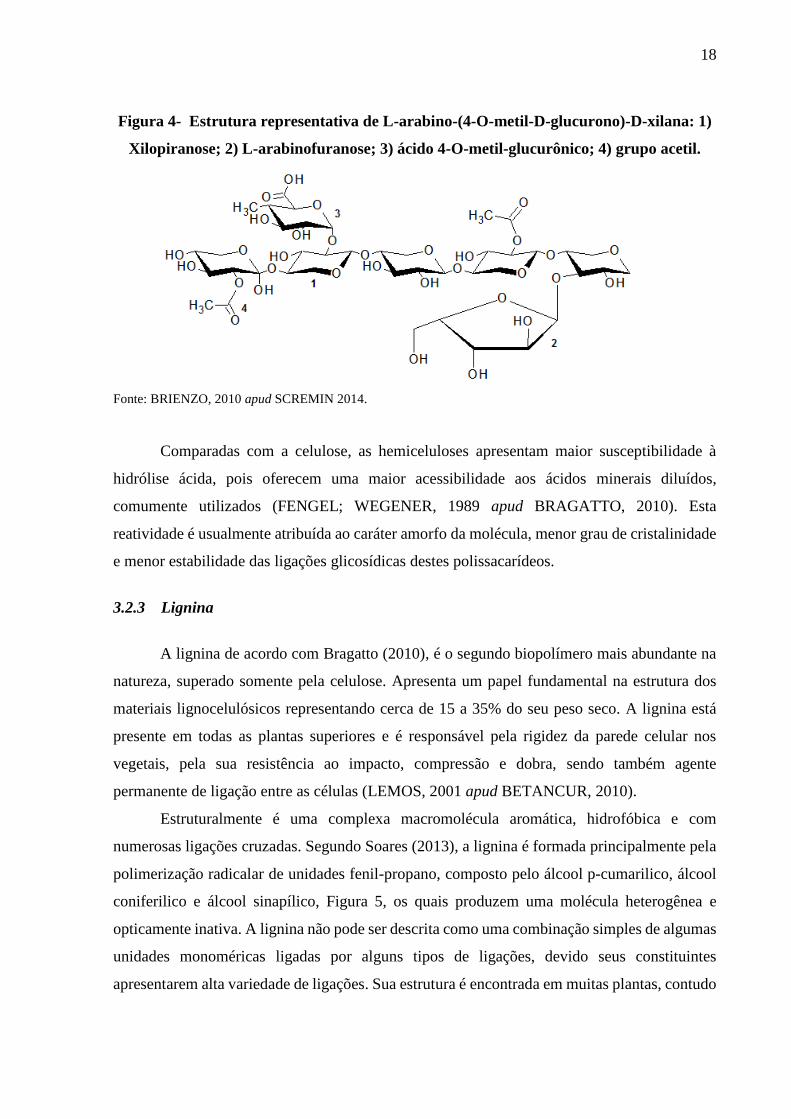
Figura 4- Estrutura representativa de L-arabino-(4-O-metil-D-glucurono)-D-xilana: 1)
Xilopiranose; 2) L-arabinofuranose; 3) ácido 4-O-metil-glucurônico; 4) grupo acetil.
Fonte: BRIENZO, 2010 apud SCREMIN 2014.
Comparadas com a celulose, as hemiceluloses apresentam maior susceptibilidade à
hidrólise ácida, pois oferecem uma maior acessibilidade aos ácidos minerais diluídos,
comumente utilizados (FENGEL; WEGENER, 1989 apud BRAGATTO, 2010). Esta
reatividade é usualmente atribuída ao caráter amorfo da molécula, menor grau de cristalinidade
e menor estabilidade das ligações glicosídicas destes polissacarídeos.
3.2.3 Lignina
A lignina de acordo com Bragatto (2010), é o segundo biopolímero mais abundante na
natureza, superado somente pela celulose. Apresenta um papel fundamental na estrutura dos
materiais lignocelulósicos representando cerca de 15 a 35% do seu peso seco. A lignina está
presente em todas as plantas superiores e é responsável pela rigidez da parede celular nos
vegetais, pela sua resistência ao impacto, compressão e dobra, sendo também agente
permanente de ligação entre as células (LEMOS, 2001 apud BETANCUR, 2010).
Estruturalmente é uma complexa macromolécula aromática, hidrofóbica e com
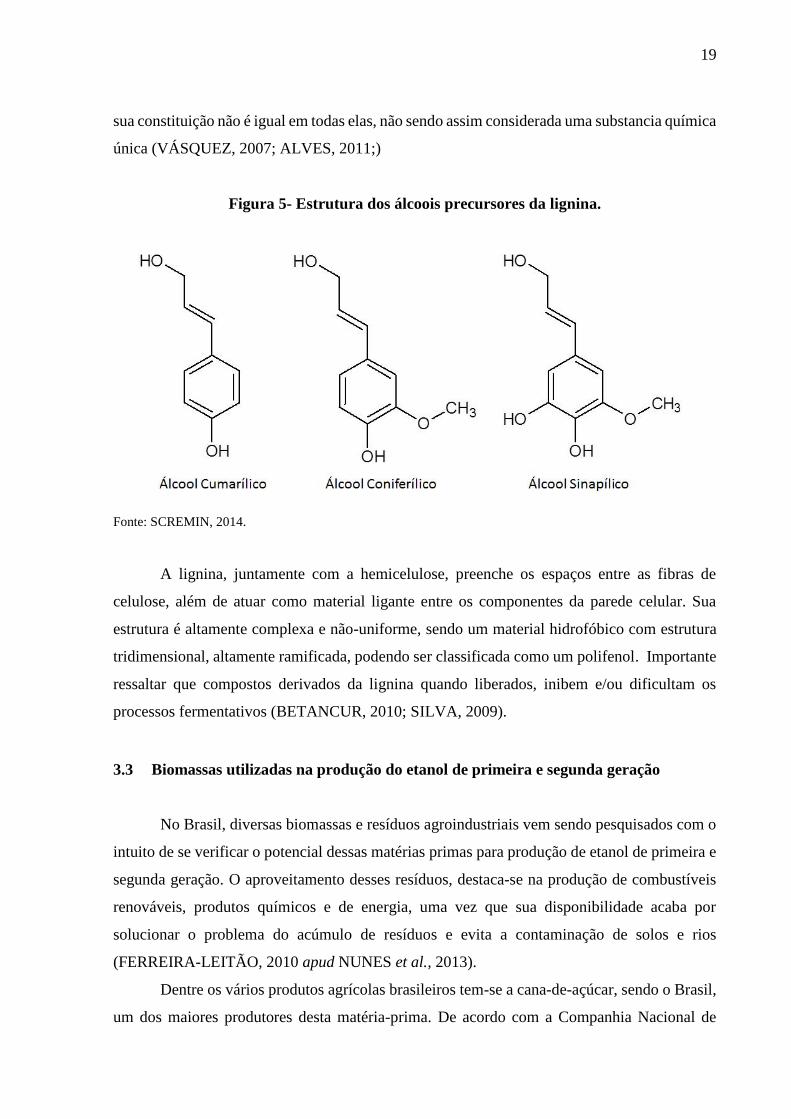
numerosas ligações cruzadas. Segundo Soares (2013), a lignina é formada principalmente pela
polimerização radicalar de unidades fenil-propano, composto pelo álcool p-cumarilico, álcool
coniferilico e álcool sinapílico, Figura 5, os quais produzem uma molécula heterogênea e
opticamente inativa. A lignina não pode ser descrita como uma combinação simples de algumas
unidades monoméricas ligadas por alguns tipos de ligações, devido seus constituintes
apresentarem alta variedade de ligações. Sua estrutura é encontrada em muitas plantas, contudo
19
sua constituição não é igual em todas elas, não sendo assim considerada uma substancia química
única (VÁSQUEZ, 2007; ALVES, 2011;)
Figura 5- Estrutura dos álcoois precursores da lignina.
Fonte: SCREMIN, 2014.
A lignina, juntamente com a hemicelulose, preenche os espaços entre as fibras de
celulose, além de atuar como material ligante entre os componentes da parede celular. Sua
estrutura é altamente complexa e não-uniforme, sendo um material hidrofóbico com estrutura
tridimensional, altamente ramificada, podendo ser classificada como um polifenol. Importante
ressaltar que compostos derivados da lignina quando liberados, inibem e/ou dificultam os
processos fermentativos (BETANCUR, 2010; SILVA, 2009).
3.3 Biomassas utilizadas na produção do etanol de primeira e segunda geração
No Brasil, diversas biomassas e resíduos agroindustriais vem sendo pesquisados com o
intuito de se verificar o potencial dessas matérias primas para produção de etanol de primeira e
segunda geração. O aproveitamento desses resíduos, destaca-se na produção de combustíveis
renováveis, produtos químicos e de energia, uma vez que sua disponibilidade acaba por
solucionar o problema do acúmulo de resíduos e evita a contaminação de solos e rios
(FERREIRA-LEITÃO, 2010 apud NUNES et al., 2013).
Dentre os vários produtos agrícolas brasileiros tem-se a cana-de-açúcar, sendo o Brasil,
um dos maiores produtores desta matéria-prima. De acordo com a Companhia Nacional de
20
Abastecimento (CONAB, 2015), a produção atual deverá alcançar cerca de 655,16 milhões de
toneladas de cana de açúcar na safra 2015/2016 em um total de 8,95 milhões de hectares.
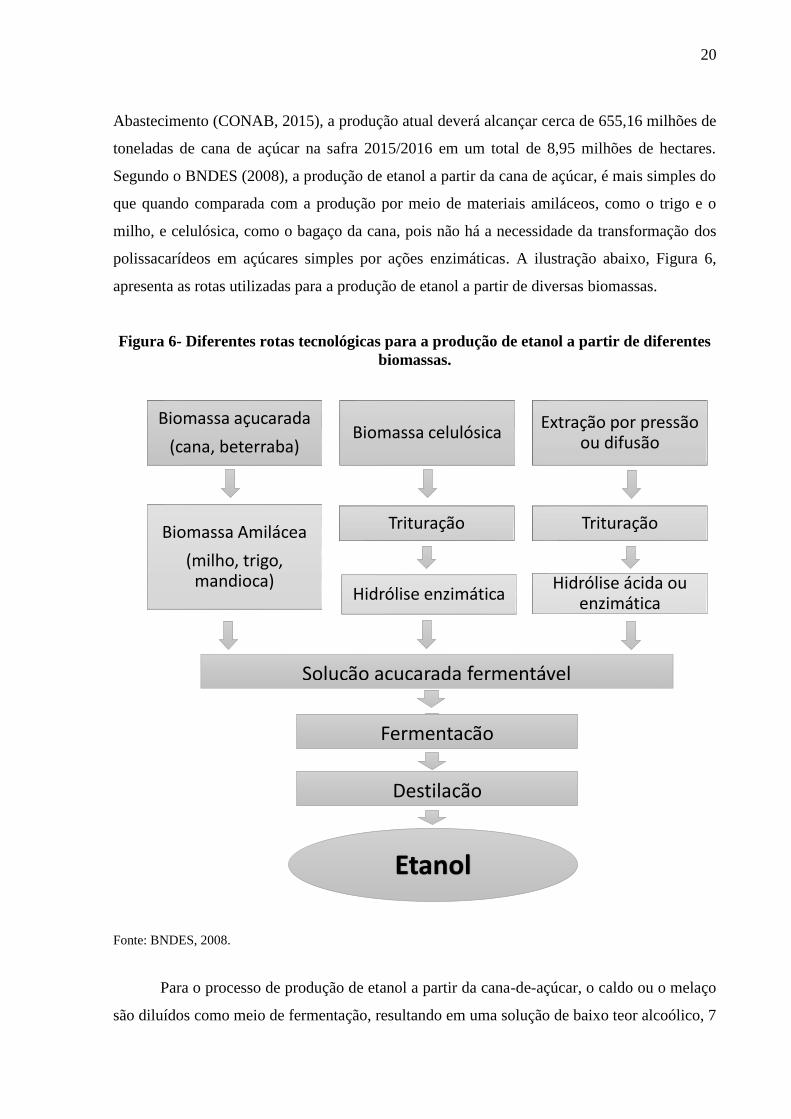
Segundo o BNDES (2008), a produção de etanol a partir da cana de açúcar, é mais simples do
que quando comparada com a produção por meio de materiais amiláceos, como o trigo e o
milho, e celulósica, como o bagaço da cana, pois não há a necessidade da transformação dos
polissacarídeos em açúcares simples por ações enzimáticas. A ilustração abaixo, Figura 6,
apresenta as rotas utilizadas para a produção de etanol a partir de diversas biomassas.
Figura 6- Diferentes rotas tecnológicas para a produção de etanol a partir de diferentes
biomassas.
Fonte: BNDES, 2008.
Para o processo de produção de etanol a partir da cana-de-açúcar, o caldo ou o melaço
são diluídos como meio de fermentação, resultando em uma solução de baixo teor alcoólico, 7
Biomassa açucarada
(cana, beterraba)Biomassa celulósica
Extração por pressão ou difusão
Trituração TrituraçãoBiomassa Amilácea
(milho, trigo, mandioca)
Hidrólise enzimáticaHidrólise ácida ou
enzimática
Solução açucarada fermentável
Etanol
Fermentação
Destilação
21
- 10% (v/v). Já após a destilação do meio fermentado e da retificação do destilado, obtém um
produto com 94 – 95% (v/v) de etanol (DUARTE, LOURENÇO; RIVEIRO, 2006). Para uma
usina que produz tanto açúcar como álcool, as estimativas de produção para cada tonelada de
cana processada está entre 100 a 150 kg de açúcar e 80 a 90 L de etanol, gerando ainda 300 kg
de bagaço, 980 L vinhoto, dentre outros resíduos (NANDY et al., 2002 apud SANTOS, 2012).
Além da cana-de-açúcar, a produção do bioetanol pode ser realizada a partir do milho,
sendo os Estados Unidos, o país de maior produção de bioetanol a partir dessa biomassa,
responsável por mais de um terço da produção mundial (MANOCHIO, 2014; CINELLI, 2012).
O bioetanol pode ser produzido também a partir do bagaço da cana, resíduo restante da
trituração da cana para extração do seu caldo; e de outras fontes vegetais e resíduos
agroindústrias (NUNES et al., 2013).
Segundo Santos (2012) e Cardoso (2012), o fato de o Brasil ser o maior país tropical do
mundo é um diferencial positivo para a produção de energia de biomassa. Portanto, além do
etanol produzido a partir da fermentação direta do caldo da cana-de-açúcar, considera-se que a
grande quantidade de bagaço desta matéria-prima gerado pelos processos de produção de etanol
de primeira geração venha a se tornar matéria-prima para outros processos produtivos,
incluindo a produção de mais etanol através de novas tecnologias e rotas, gerando emprego e
desenvolvimento. Este é um cenário tão promissor que para cada 10 milhões de toneladas de
biomassa seca é possível produzir 600 milhões de galões de etanol, considerando apenas o seu
componente celulósico (PEREIRA, 2008 apud SANTOS, 2012 ).
3.3.1 Eucalipto
O eucalipto (Eucalyptus spp.) é uma espécie arbórea pertencente à família das Mirtaceas
originada da Austrália e Indonésia. Constituem-se em um gênero de plantas muito amplo,
abrangendo desde arbustos até árvores gigantescas, e por essa razão, são tão comuns no meio
urbano e rural (ROCHA, 2013).
O eucalipto começou a ser pesquisado no início do século XX, em 1903, por Edmundo
Navarro de Andrade, engenheiro agrônomo brasileiro, considerado o pioneiro do
reflorestamento no Brasil, na Companhia Paulista de Estradas de Ferro (GUIA DO
EUCALIPTO, 2008). Hoje é utilizado como principal fonte de alimentação da indústria da
celulose e siderurgia no Brasil. Uma das grandes vantagens do eucalipto e de sua rápida difusão
é o fato da planta ser capaz de se adaptar aos mais diversos tipos de climas, desde locais quentes
22
e secos, como os desertos australianos, até climas muito úmidos e frios, como na Escócia
(CARDOSO, 2012).
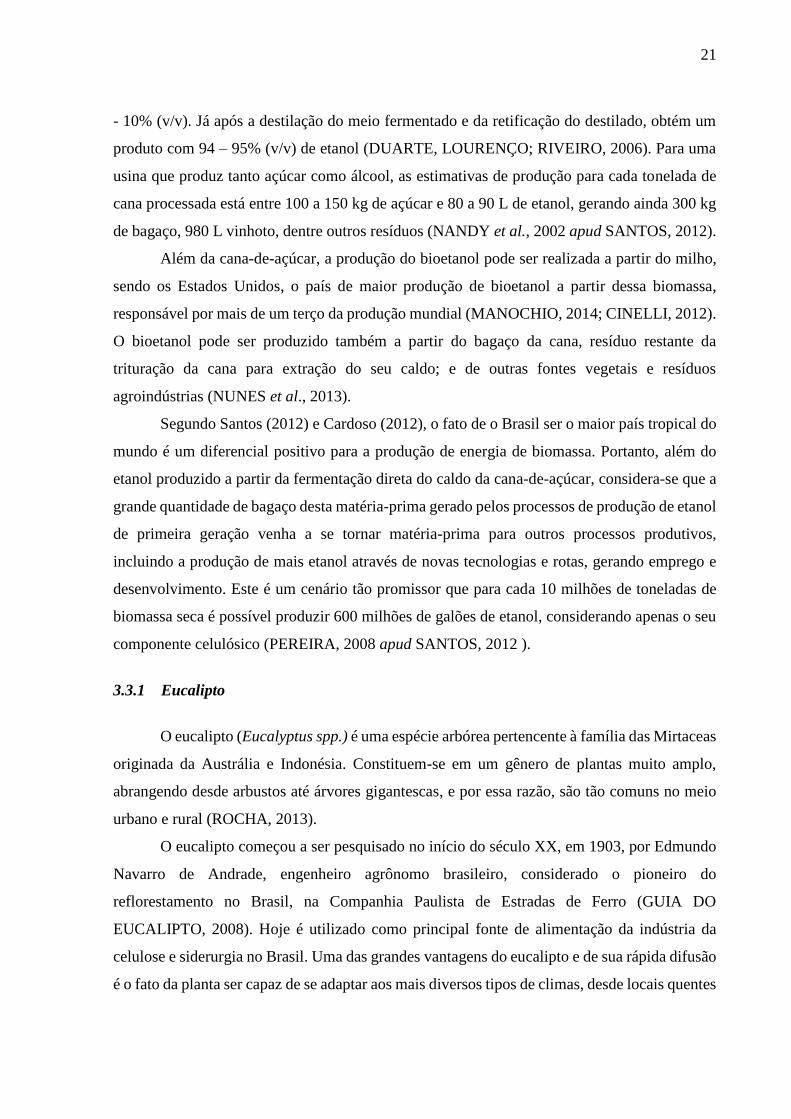
O Brasil tem-se destacado no cenário mundial por possuir excelente desempenho no
setor florestal, fruto de condições climáticas e da tecnologia desenvolvida pelas empresas e
instituições de pesquisa do país. Como resultado, as taxas nacionais de crescimento do eucalipto
são bastante superiores às observadas em outros países, Figura 7, (ABRAF, 2013; GUIA DO
EUCALIPTO, 2008). As principais espécies cultivadas nacionalmente nos dias atuais, incluem
o Eucalyptus grandis, o Eucalyptus camaldulensis, o Eucalyptus saligna e o Eucalyptus
urophylla, entre outras. Além disso, foram desenvolvidos cruzamentos entre as espécies,
resultando em híbridos, como é o caso do Eucalyptus urograndis (E. grandis X E. urophylla).
Figura 7- Comparação entre a produtividade do eucalipto no Brasil, Austrália e EUA.
Fonte: GUIA DO EUCALIPTO, 2008.
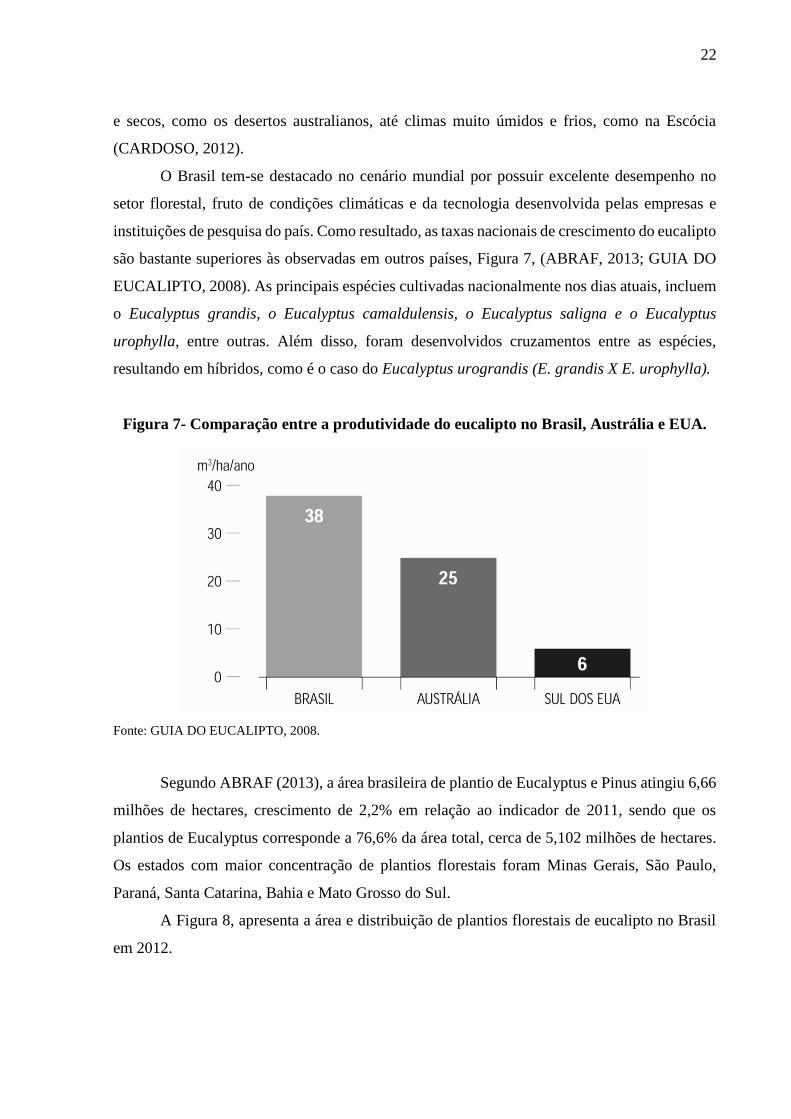
Segundo ABRAF (2013), a área brasileira de plantio de Eucalyptus e Pinus atingiu 6,66
milhões de hectares, crescimento de 2,2% em relação ao indicador de 2011, sendo que os
plantios de Eucalyptus corresponde a 76,6% da área total, cerca de 5,102 milhões de hectares.
Os estados com maior concentração de plantios florestais foram Minas Gerais, São Paulo,
Paraná, Santa Catarina, Bahia e Mato Grosso do Sul.
A Figura 8, apresenta a área e distribuição de plantios florestais de eucalipto no Brasil
em 2012.
23
Figura 8- Área e distribuição de plantios com eucalipto nos estados do Brasil no ano de
2012.
Fonte: ABRAF, 2013.
Segundo Bragatto (2010), em 2009 foram consumidos 81,3 milhões de toneladas de
toras de florestas plantadas. Desse total, 68,4% da madeira consumida referem-se ao eucalipto
sendo o segmento de celulose e papel o principal consumidor, absorvendo cerca de 37,3% das
toras totais produzidas, o que corresponde a aproximadamente 30,21 milhões de toneladas de
madeira.
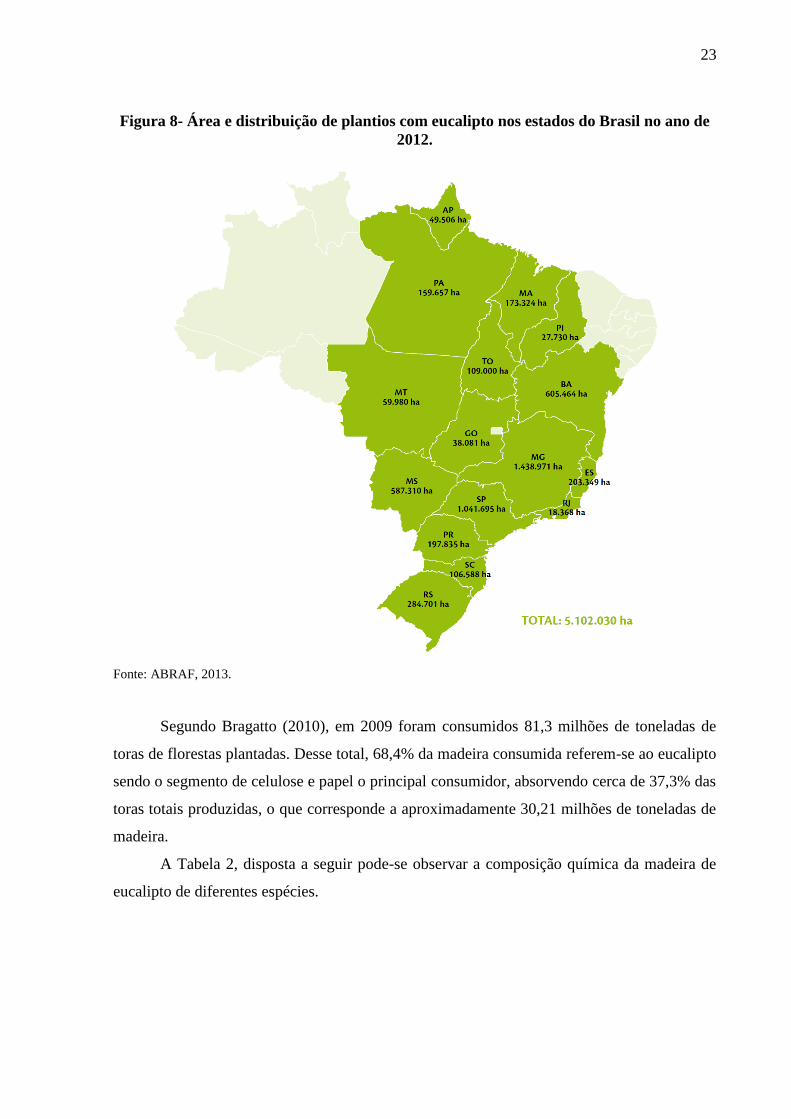
A Tabela 2, disposta a seguir pode-se observar a composição química da madeira de
eucalipto de diferentes espécies.
24
Tabela 2- Teores de carboidratos da madeira de seis espécies de eucalipto.
Eucaliptos
(Espécies)
Xilanas Hemicelulose Celulose Total CH2O
(%) (%) (%) (%)
E. dunni 12,4 21,0 54,4 75,4
E. globulus 14,1 24,5 48,8 73,3
E. nitens 15,8 30,9 43,8 74,7
E. grandis 10,2 20,5 51,7 72,2
E. urograndis 13,4 24,5 47,5 72
E. urophylla 10,3 19,4 52 71,4
Fonte: MAGATON et al., 2006.
O principal produto do eucalipto é a madeira, que tem inúmeras aplicações, dentre elas:
combustível, carvão, estacaria para vedações, dormentes de ferrovia, esteio para minas,
estacaria para fundações, celulose, painéis de madeira reconstituída, construção civil,
caixotaria, marcenaria, tanoaria (tonéis e barris), entre outras (GUIA DO EUCALIPTO, 2008).
Mesmo com todo o aproveitamento que se tem, (pela geração de energia a partir de resíduos
florestais de biomassa) e com as diversas aplicações da madeira do eucalipto, atualmente, são
ainda gerados anualmente cerca de 41 milhões de toneladas de resíduos madeireiros provindos
da indústria de processamento de madeira e da colheita florestal que se perde em campo
(ABRAF, 2013).
Segundo Magaton et al., (2006), apesar da madeira de eucalipto ocupar posição de
destaque entre as matérias-primas utilizadas para a produção de celulose, e de relevada
importância da indústria de celulose e papel na economia (e importância da qualidade da
madeira para o desenvolvimento desta indústria), o conhecimento da estrutura química do
eucalipto e sua composição é, ainda, muito escasso e pouco explorado.
De acordo com o Guia do Eucalipto (2008), investimento tecnológicos e em pesquisas
são necessários. Segundo o Guia, uma vez que a biotecnologia permite produzir maior
quantidade de madeira, de melhor qualidade, em espaços cada vez menores, será possível
reduzir significativamente a extensão da área plantada. O que indica também que, avanços
biotecnológicos também possam criar rotas ambientais significativas, através de processos
industriais beneficiados pelo menor emprego de recursos químicos e energéticos, assim como
pela redução das emissões de efluentes e da produção/aproveitamento de resíduos.
25
3.3.1.1 Casca de Eucalipto
As cascas das espécies arbóreas, tais como as do eucalipto, contem inúmeros
componentes químicos não estruturais (ceras, óleos, resinas, minerais, etc.). Os componentes
estruturais são bastante semelhantes aos encontrados em outros materiais lignocelulósicos,
constituídos basicamente por três componentes principais: celulose, hemicelulose e lignina. Da
mesma forma que na madeira a celulose da casca é um polímero linear, que quando hidrolisada
produz exclusivamente monômeros de D-glicose (KLEMM et al., 2005 apud ROCHA, 2013).
Na produção de celulose há geração de diversos resíduos durante todo o processo.
Estima-se que para cada tonelada de celulose produzida, 480 kg de resíduos são gerados, sendo
que a maior parte destes resíduos sólidos nos pátios industriais do setor de celulose e papel é
composto por cascas (ETEINER et al., 1990 apud BRAGATTO, 2010). Segundo Foelkel
(2010) apud Bragatto (2010), para cada mil toneladas de celulose produzida são geradas
aproximadamente 150 toneladas de cascas secas.
Segundo Bragatto (2010), dados sobre a quantidade de casca nas árvores ou nas
madeiras variam entre 9-20% m m-1, de acordo com a espécie. Relatos dispostos na literatura
apresentam diferenças em diferentes autores, contudo em média os clones comerciais de
eucalipto geneticamente melhorados apresentam de 9 a 12% de casca (FOELKEL, 2010 apud
BRAGATTO, 2010). Yadav et al. (2002), da madeira coletada para a produção de celulose, 15
a 20% é composto por casca.
De acordo ainda com Bragatto (2010), para se ter uma produção de uma tonelada de
celulose são necessárias duas toneladas de toras de madeira com aproximadamente 12% de
casca, o que gerou em 2009 cerca de 3,24 milhões de toneladas de casca de eucalipto.
3.4 Fermentação Alcoólica
A fermentação alcoólica é um fenômeno bioquímico complexo que provoca a
transformação do açúcar em dois produtos principais, etanol e gás carbônico, seguido de ácidos
orgânicos como o ácido succínico, ácidos voláteis, que são gerados com a finalidade de obter
energia para o crescimento e manutenção das atividades metabólicas dos micro-organismos
(HASSAN, 2008; LEHNINGER et al., 2000).
O processo fermentativo pode ser realizado por fungos ou bactérias, que se nutrem dos
açúcares enquanto produzem dióxido de carbono e etanol. Segundo Pereira (2013), linhagens
de Saccharomyces cerevisiae, são capazes de fermentar glicose a altas taxas, até mesmo em
26
condições aeróbicas. Em condições anaeróbicas, a S. cerevisiae possui uma alta eficiência
fermentativa chegando a valores de 30 mmol g biomassa-1 h-1 a 30 °C. Estas linhagens são
amplamente utilizadas pelo setor sucro-energético brasileiro, e atualmente, a maioria das
destilarias nacionais usam uma, ou a mistura de duas ou mais (linhagens) selecionadas da S.
cerevisiae para o processo fermentativo, produzindo bilhões de etanol a cada ano. Contudo, a
espécie citada é incapaz de fermentar monossacarídeos do tipo aldopentose C5, como a xilose,
açúcar principal da fração hemicelulósica da biomassa (BASSO et al., 2008; PEREIRA, 2013).
A reação de transformação dos açúcares em etanol e dióxido de carbono segundo
Tortora et al. (2005), consiste em uma série de reações químicas. Inicia-se com a glicólise,
também chamada de via Embden-Meyerhof, na qual ocorre a oxidação da glicose em duas
moléculas de ácido pirúvico, que são convertidas em duas moléculas de acetaldeído e duas
moléculas de dióxido de carbono. As moléculas de acetaldeído obtidas são reduzidas por duas
moléculas de NADH+ para formar duas moléculas de etanol, produto final da fermentação.
A fermentação alcoólica é representada pela equação abaixo, onde 1 mol de glicose (180
g) produz 2 moles de etanol (EtOH) (92 g) e 2 moles de dióxido de carbono (CO2) (88 g), com
liberação de 57 kcal de energia (LEHNINGER et al.1995; KOLB, 2002 apud PANTOJA,
2006).
C6H
12O
6 + 2 Pi + 2 ADP→ 2 C
2H
5OH + 2 CO
2 + 2 ATP + 2 H
2O + 57 kcal
Os subprodutos, como glicerol, ácidos orgânicos e álcoois superiores, são produzidos
em pequena quantidade em relação a quantidade de etanol. A eficiência de conversão em etanol,
calculado tendo como referência 51,1 % pode chegar na indústria, à 90 -93 %, devido
principalmente, ao crescimento celular e a produção de produtos finais de metabolismo
secundário (CINELLI, 2012).
27
4 METODOLOGIA
As etapas experimentais do presente trabalho foram realizadas no Laboratório de
Bioprocessos e Biotransformação - LabBBio, da Universidade Federal dos Vales do
Jequitinhonha e Mucuri, localizado no Campus JK, em Diamantina-MG.
O tratamento e aquisição da matéria-prima, assim como as análises químicas realizadas
estão descritas a seguir. Todas as análises foram realizadas em triplicata.
4.1 Aquisição da matéria-prima
As amostras foram cedidas pela empresa BRASCAM S/A, localizada no município de
Jequitaí, Minas Gerais. A região experimental, de onde as amostras foram coletadas, localiza-
se nas coordenadas geográficas a 17°44’22" S de latitude e 42°54’12" W de longitude, altitude
de 910 m, com temperatura média de 25 ºC. Os clones utilizados foram um híbrido espontâneo
de Eucalyptus urophylla (Clone 144), e um híbrido tri-cross de Eucalyptus urophylla x E.
camaldulensis x E. grandis (Clone 2111), que foram implantados num espaçamento de plantio
3x1m (3 m²/planta).
Após 12 meses do plantio, uma árvore de eucalipto de cada clone, tiveram as cascas
coletadas, as quais foram acondicionadas em sacos plásticos e em seguida, encaminhadas em
caixas de isopor, resfriadas com gelo para o LabBBio. As amostras dos clones totalizaram peso
de 2,000 Kg e 1,680 Kg para os clones 144 e 2111, respectivamente.
4.2 Obtenção do caldo e do bagaço das cascas dos clones de eucalipto
A extração do caldo da casca de eucalipto foi realizada através de método físico
utilizando a prensa hidráulica TECNAL. As amostras foram colocadas sob o cilindro e
prensadas com uma força de 5 toneladas até escoamento total do liquido presente na casca
(caldo). O caldo extraído foi recolhido em um béquer de vidro, seguido de imediato
resfriamento em banho de gelo para evitar um possível início de fermentação e perda de suas
propriedades intrínsecas. Os bagaços excedentes da prensagem do processo de obtenção dos
caldos dos dois clones utilizados neste estudo, foram reservados para posteriores análises
químicas.
28
4.2.1 Análises químicas do caldo extraído dos clones de eucalipto
Após extração, o caldo obtido a partir dos clones estudados foram analisados quanto aos
teores de Sólidos Solúveis Totais (SST), pH, Açúcares Redutores e Glicose, conforme descrito
a seguir.
4.2.1.1 Sólidos Solúveis Totais (SST)
Os teores de sólidos solúveis totais foram determinados segundo a metodologia descrita
pelo Instituto Adolfo Lutz (IAL, 2008). O método baseia-se na alteração do índice de refração
da água pura resultante da presença de sólidos solúveis. Os resultados foram obtidos a partir da
leitura de uma alíquota de amostra do caldo da casca do eucalipto depositada sobre o prisma do
refratômetro óptico. Os resultados foram expressos em °Brix e obtidos a partir da observação
do campo de visão do refratômetro.
4.2.1.2 pH
Os valores de pH do caldo extraído foram obtidos a partir da leitura direta das amostras
em pHmêtro digital modelo (MS TECNOPON – mPA210) previamente calibrado com solução
tampão de pH 4,0 e 7,0 (IAL, 2008). A leitura do pH foi realizada a partir de 20 mL da amostra
em tubo Falcon com a inserção do eletrodo de vidro do pHmêtro na amostra. Os resultados
foram expressos em números absolutos.
4.2.1.3 Açúcares Redutores (AR)
Os açúcares redutores foram determinados pelo método do ácido 3,5 dinitrosalicílico
(DNS) descrito por Miller (1959). Para quantificação dos teores de AR, as amostras foram
diluídas em água destilada de acordo com a quantidade teórica de açúcares presentes. A diluição
se faz necessária uma vez que, a linearidade da curva de calibração é de até 1 g L-1.
A quantificação foi realizada em micro tubo tipo Eppendorf de 2 mL, onde foram
adicionados 100 μL de amostra e 100 μL de reagente DNS. Em seguida as amostras foram
levadas em banho-maria a aproximadamente 100°C por 5 min e posteriormente resfriadas em
banho de gelo. Foi adicionado 1000 μL de água destilada, seguida de homogeneização da
29
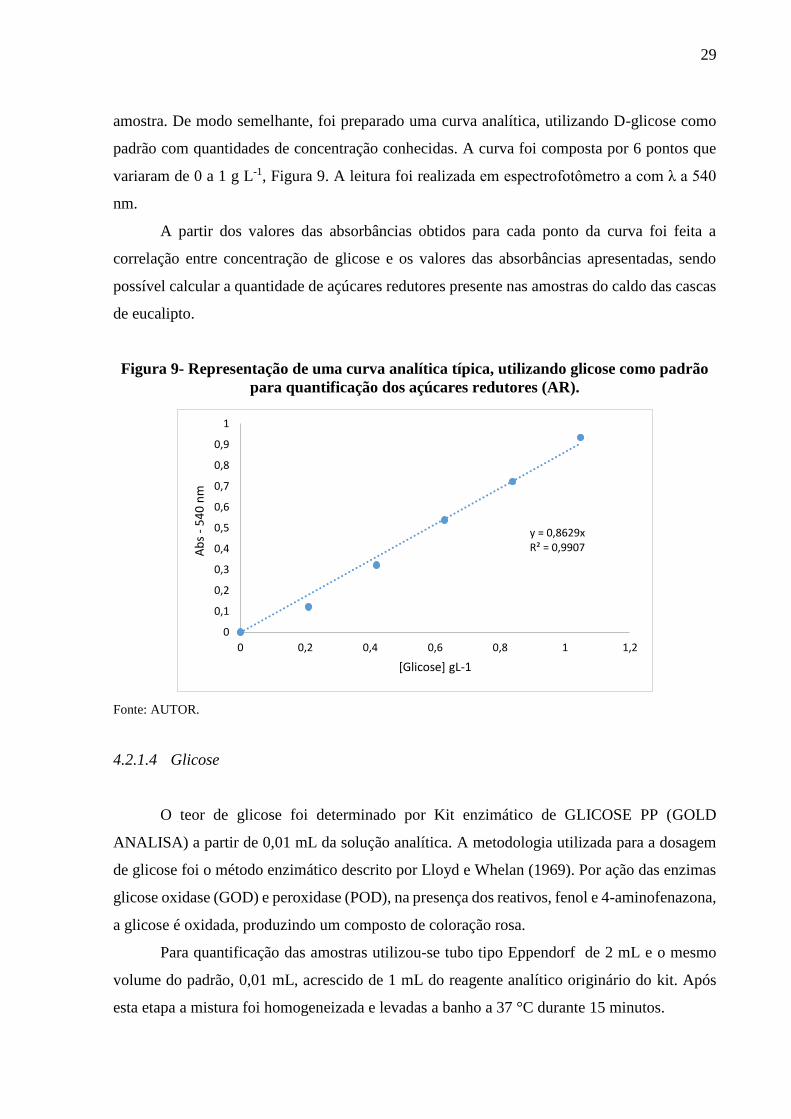
amostra. De modo semelhante, foi preparado uma curva analítica, utilizando D-glicose como
padrão com quantidades de concentração conhecidas. A curva foi composta por 6 pontos que
variaram de 0 a 1 g L-1, Figura 9. A leitura foi realizada em espectrofotômetro a com λ a 540
nm.
A partir dos valores das absorbâncias obtidos para cada ponto da curva foi feita a
correlação entre concentração de glicose e os valores das absorbâncias apresentadas, sendo
possível calcular a quantidade de açúcares redutores presente nas amostras do caldo das cascas
de eucalipto.
Figura 9- Representação de uma curva analítica típica, utilizando glicose como padrão
para quantificação dos açúcares redutores (AR).
Fonte: AUTOR.
4.2.1.4 Glicose
O teor de glicose foi determinado por Kit enzimático de GLICOSE PP (GOLD
ANALISA) a partir de 0,01 mL da solução analítica. A metodologia utilizada para a dosagem
de glicose foi o método enzimático descrito por Lloyd e Whelan (1969). Por ação das enzimas
glicose oxidase (GOD) e peroxidase (POD), na presença dos reativos, fenol e 4-aminofenazona,
a glicose é oxidada, produzindo um composto de coloração rosa.
Para quantificação das amostras utilizou-se tubo tipo Eppendorf de 2 mL e o mesmo
volume do padrão, 0,01 mL, acrescido de 1 mL do reagente analítico originário do kit. Após
esta etapa a mistura foi homogeneizada e levadas a banho a 37 °C durante 15 minutos.
y = 0,8629xR² = 0,9907
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 0,2 0,4 0,6 0,8 1 1,2
Ab
s -
54
0 n
m
[Glicose] gL-1
30
A leitura da absorbância das amostras foram realizadas por espectrofotometria com λ a
505nm. A glicose presente foi quantificada através da equação 1, apresentada a seguir:
𝐺𝑙𝑖𝑐𝑜𝑠𝑒 (𝑚𝑔. 𝑑𝐿−1) = 𝐴𝑏𝑠𝑎𝑚𝑜𝑠𝑡𝑟𝑎×100
𝐴𝑏𝑠𝑝𝑎𝑑𝑟ã𝑜 Equação 1
Onde:
𝑨𝒃𝒔𝒂𝒎𝒐𝒔𝒕𝒓𝒂= Leitura da amostra a 505 nm
𝑨𝒃𝒔𝒑𝒂𝒅𝒓ã𝒐 = Leitura da amostra padrão a 505 nm
4.2.2 Análises químicas do bagaço excedente da extração do caldo dos clones de eucalipto
A caracterização química do bagaço da casca de eucalipto foi realizada após a mesma
ser triturada em moinho de facas modelo SOLAB SL 32. O material resultante foi analisado
quanto aos teores de umidade, cinzas, açúcares solúveis totais (AST), amido, fibras solúveis em
detergente neutro (FSDN), fibras solúveis em detergente ácido (FSDA), lignina, celulose e
hemicelulose, conforme descrito a seguir. Todas as análises foram realizadas em triplicata.
4.2.2.1 Umidade
O teor de umidade foi determinado de acordo com as normas analíticas do IAL (2008).
A análise foi realizada a partir do conteúdo total do bagaço da casca de eucalipto obtido após
prensagem, aproximadamente 1,250 Kg e 0,900 Kg para os clones 144 e 2111 respectivamente.
As amostras foram colocadas em bandejas de aço inox e submetidas à desidratação em estufa a
105ºC, até peso constante. O resultado foi calculado segundo a equação 2 abaixo e expresso em
porcentagem de umidade.
𝑈 =𝑃𝑚𝑖−𝑃𝑚𝑓
𝑃𝑚𝑖𝑥100 Equação 2
Onde:
U = teor de umidade (%)
Pmi = massa (g) da placa de vidro com amostra inicial
31
Pmf = massa (g) da placa de vidro com amostra seca
4.2.2.2 Cinzas
O teor de cinzas foi determinado a partir de 0,25 g de amostra contida em cadinho de
vidro, previamente calcinado em mufla a 550ºC e com peso conhecido. As amostras foram
previamente carbonizadas e em seguida incineradas em mufla a 550ºC. Após essa etapa, os
cadinhos contendo as amostras foram resfriados em dessecador e pesados (IAL, 2008). Os
resultados foram expressos em g 100g-1de matéria integral. A determinação foi feita seguindo
a fórmula abaixo (Equação 3).
𝐶 =𝑀−𝑃
𝐴𝑥100 Equação 3
Onde:
C = teor de cinzas (%)
M = massa do cadinho com cinzas (g)
P = massa do cadinho vazio (g)
A = massa da amostra (g)
4.2.2.3 Fibras solúveis em detergente ácido (FSDA)
A quantificação de FSDA foi realizada a partir de 0,25 g de amostra contida em tubo de
ensaio, juntamente com 25mL de solução de detergente ácida (solução de FDA) de acordo com
a metodologia de Van Soest (1970). As amostras contidas nos tubos foram digeridas em bloco
digestor por 30 minutos a 110°C. Em seguida o material foi filtrado em filtros sintetizados,
previamente limpos e desumidificados em estufas a 105°C e com peso conhecido. As amostras
foram lavadas com água destilada quente (65±2ºC) e posteriormente com acetona para retirada
total do detergente. Os filtros contendo as amostras em seguida foram secos em estufa a 105°C
até peso constante.
O teor de fibras solúveis em detergente ácido foi expresso em % de FSDA g-1 de torta
íntegra, calculada de acordo com a Equação 4 apresentada a seguir.
32
𝐹𝑆𝐷𝐴 =𝐹𝑙𝑠−𝐹𝑣𝑎𝑧𝑖𝑜
𝑃𝑒𝑠𝑜 𝑑𝑎 𝑎𝑚𝑜𝑠𝑡𝑟𝑎𝑥100 Equação 4
Onde:
𝐹𝑆𝐷𝐴 = teor de fibra bruta solúvel em detergente ácido, em porcentagem.
𝐹𝑙𝑠 = massa do filtro com resíduo depois de lavado e seco (g)
𝐹𝑣𝑎𝑧𝑖𝑜= massa do filtro vazio(g)
4.2.2.4 Fibras solúveis em detergente neutro (FSDN)
A quantificação da FSDN foi realizada partir de 0,25g de amostra contidas em tubo de
ensaio, juntamente com 25mL de solução de detergente neutro (solução de FDN), submetidas
a digestão em bloco digestor por 30 minutos a 110°C. O material em seguida foi filtrado em
filtros de vidro, previamente desumidificados em estufa a 105°C e com peso conhecido. As
amostras foram lavadas com água destilada quente (65±2ºC) e, posteriormente, com acetona
para retirada total do detergente. Em seguida, os filtros contendo a amostra foram secos em
estufa a 105°C até peso constante (VAN SOEST, 1970).
O teor de fibras solúveis em detergente neutro foi expresso em % FSDN g-1 de torta
íntegra, usando a formula a seguir:
𝐹𝑆𝐷𝑁 =𝐹𝑙𝑠−𝐹𝑣𝑎𝑧𝑖𝑜
𝑃𝑒𝑠𝑜 𝑑𝑎 𝑎𝑚𝑜𝑠𝑡𝑟𝑎𝑥100 Equação 5
Onde:
FSDN = teor (%) de fibra bruta solúvel em detergente neutro
𝐹𝑙𝑠 = massa (g) do filtro com resíduo depois de lavado e seco
𝐹𝑣𝑎𝑧𝑖𝑜 = massa (g) do filtro vazio
4.2.2.5 Celulose
As amostras contidas nos filtros de vidro proveniente da análise de FSDA, com peso
conhecido, foram adicionados 30mL de ácido sulfúrico 72% (m/m) e em seguida, após o
33
escoamento completo do ácido, os filtros foram lavados com água destilada quente (95 ± 1°C),
até adquirirem pH neutro. Em seguida foram levados e secos em estufa a 105°C, até peso
constante, sendo resfriados em dessecador e pesados em balança analítica. A massa de celulose
foi dada pela diferença da massa do filtro de vidro antes e depois da adição da solução de ácido
sulfúrico a 72%. O resultado foi calculado de acordo com a fórmula descrita a seguir e expresso
em porcentagem de massa integral (VAN SOEST, 1970).
𝐶𝐸𝐿 (%) =𝐹𝑎𝑛𝑡𝑒𝑠−𝐹𝑑𝑒𝑝𝑜𝑖𝑠
𝑃𝑒𝑠𝑜 𝑑𝑎 𝑎𝑚𝑜𝑠𝑡𝑟𝑎𝑥100 Equação 6
Onde:
CEL (%) = teor de celulose em porcentagem
𝐹𝑎𝑛𝑡𝑒𝑠 = massa (g) do filtro com resíduo depois de lavado e seco, antes da adição do ácido
sulfúrico
𝐹𝑑𝑒𝑝𝑜𝑖𝑠 = massa (g) do filtro depois da adição do ácido sulfúrico
4.2.2.6 Lignina
O teor de lignina, determinada de acordo com a metodologia de Van Soest (1970), foi
realizada a partir das amostras remanescentes da análise de celulose. Os filtros de vidro com
amostras foram levados a mufla e incinerados a 550°C. Após isso, os filtros foram resfriados
em dessecador a temperatura ambiente (25 ± 2 ºC). O teor de lignina foi calculado pela diferença
entre a massa do filtro antes da incineração e a massa do filtro após incineração e resfriamento
em dessecador. Os resultados foram calculados de acordo com a fórmula abaixo e expressos
em porcentagem de massa integral:
𝐿𝐼𝐺 (%) =𝐹𝑎𝑛𝑡𝑒𝑠−𝐹𝑑𝑒𝑝𝑜𝑖𝑠
𝑃𝑒𝑠𝑜 𝑑𝑎 𝑎𝑚𝑜𝑠𝑡𝑟𝑎𝑥100 Equação 7
Onde:
LIG (%) = teor de lignina em porcentagem
𝐹𝑎𝑛𝑡𝑒𝑠 = massa (g) do filtro com resíduo depois de lavado e seco, depois da adição do ácido
sulfúrico
34
𝐹𝑑𝑒𝑝𝑜𝑖𝑠 = massa (g) do filtro depois da mufla.
4.2.2.7 Hemicelulose
O teor de hemicelulose foi calculado com base na diferença entre a massa da amostra
remanescente da análise de FSDA pela massa da amostra remanescente da análise de FSDN
(VAN SOEST, 1970). Os resultados foram calculados de acordo com a fórmula abaixo e
expresso em porcentagem de massa integral.
𝐻𝐸𝑀 (%) =𝑚𝐹𝑆𝐷𝐴−𝑚𝐹𝑆𝐷𝑁
𝑃𝑒𝑠𝑜 𝑑𝑎 𝑎𝑚𝑜𝑠𝑡𝑟𝑎𝑥100 Equação 8
Onde:
HEM (%) = teor de hemicelulose em porcentagem
𝑚𝐹𝑆𝐷𝐴 = massa (g) da amostra retirada com a análise de FSDA
𝑚𝐹𝑆𝐷𝑁 = massa (g) da amostra retirada com a análise de FSDN
4.2.2.8 Açúcares Solúveis Totais (AST) e Amido
Os teores de amido e açúcares solúveis totais foram determinados segundo a
metodologia descrita por McCready (1950), conforme descrito a seguir.
4.2.2.8.1 Preparo das amostras
O preparo das amostras foi realizado em tubos falcon de 15 mL, onde foram adicionados
0,2 g de amostra e 1,5 mL álcool 80% (v/v). Os tubos foram isolados e em seguida levados a
banho maria em agua fervente por 15 min. O conteúdo dos tubos posteriormente foi submetido
a centrifugação a 10.000 rpm, sendo este processo repetido por três vezes. Toda a fração
sobrenadante foi coletada e avolumada para 10 mL em balão volumétrico, para posterior
quantificação de açúcares solúveis totais.
A partir do precipitado foi realizada a extração do amido. Para tanto foram adicionados
1,5 mL de ácido perclórico 30% (v/v), seguido de agitação em agitador tipo vortex.
Posteriormente, a reação foi deixada em repouso por 30 minutos, com agitação manual
ocasional e, então, centrifugada a 10.000 rpm por 10 minutos (o procedimento foi repetido por
35
três vezes). O sobrenadante foi coletado e avolumado em balão volumétrico de 10mL para
posterior quantificação do amido presente nas amostras.
4.2.2.8.2 Quantificação dos AST e Amido
As quantificações dos teores de amido e AST foram realizadas com solução de Antrona
0,1 % em ácido sulfúrico 76% (m/v), utilizando uma curva analítica com D-glicose como
referência nas concentrações de 0 a 0,1 g L-1. A partir de cada amostra foi coletado 0,500 mL,
seguido da adição de 2,5 mL da solução de Antrona, em tubos de ensaio previamente limpos e
secos. Os tubos contendo as amostras foram incubados em banho de água fervente (95±1ºC)
por 15 minutos, seguidos de resfriamento em banho de gelo (0±1°C). A absorbância da curva
analítica e das amostras foi determinada em espectrofotômetro com λ a 620 nm.
4.3 Potencial teórico da produção de etanol a partir do bagaço da casca do eucalipto
O potencial teórico de conversão dos açúcares presentes na casca de eucalipto foi
calculado pela estimativa da transformação dos açúcares provenientes das frações celulósicas e
hemicelulósicas do bagaço remanescente do processo de obtenção do caldo da casca de
eucalipto a etanol. Para o cálculo da estimativa de produção de etanol, foi considerada a
completa fermentação da celulose a glicose e, hemicelulose a xilose. Os cálculos foram
realizados a partir da estequiometria de reação para a produção de EtOH e CO2. Os valores
encontrados foram expressos em litros de etanol estimado por tonelada de casca de eucalipto.
4.4 Fermentação do caldo obtido das cascas dos clones de eucalipto e monitoramento
do Bioprocesso
O caldo obtido das amostras da casca de eucalipto foi submetido a fermentação
utilizando levedura comercial Saccharomyces cerevisiae (marca FLEISCHMANN®), na forma
desidratada adquirida no comercio da cidade de Diamantina-MG. O processo fermentativo foi
conduzido em frasco Erlenmeyer de 250 mL, acoplado a um fermentômetro. O fermentômetro
é um dispositivo que impede a entrada de O2 e assim, permite avaliar o desprendimento de CO2
possibilitando acompanhar o processo fermentativo, por meio de sucessivas pesagens em
intervalos regulares de tempos. O processo fermentativo foi iniciado a partir do inoculo da
levedura na proporção de 3% do meio, seguido de incubação em estufa a temperatura de 30±1ºC
36
até obtenção do peso constante do sistema, resultante da massa de CO2 desprendida durante o
processo.
A massa de CO2 desprendida foi utilizada para estimar a quantidade de etanol produzido
e consequentemente a concentração de açúcares fermentescíveis consumidos (PANTOJA,
2006). A pesagem do sistema foi realizada de hora em hora, e no final do processo fermentativo
alíquotas do caldo fermentado foram retiradas para posterior análise de açúcares redutores
(AR), glicose e teor de etanol (EtOH).
4.5 Determinação do teor de etanol (EtOH)
A determinação da quantidade de etanol (EtOH) do caldo fermentado foi realizada no
final do processo fermentativo. Foram coletados 2 mL do meio fermentado, o qual foi
submetido à destilação em micro destilador de álcool (TEC132/TECNAL), recolhendo um
volume final de 20 mL de destilado. A amostra destilada foi então submetida a quantificação
de etanol pelo método do dicromato de potássio, método descrito por Isarankura-Na Ayudhya,
et al. (2007).
A partir da amostra destilada foram coletados 150 μL, os quais foram transferidos para
tubo tipo Eppendorf de 2 mL, seguidos da adição de 1,5 mL da solução ácida de dicromato de
potássio. Os tubos foram tampados e mantidos em repouso por 15 minutos à temperatura
ambiente e na ausência de luz.
A curva composta por 6 pontos que variaram de 0 a 30 g L-1, Figura 10, foi criada e a
intensidade da cor formada foi determinada por espectrofotometria com λ a 590 nm.. A partir
dos valores das absorbâncias obtidos para cada ponto da curva foi feita a correlação entre
concentração de EtOH e os valores das absorbâncias apresentadas, sendo possível calcular a
quantidade de EtOH presente nas amostras do caldo fermentado das cascas de eucalipto. Os
resultados foram expressos em g L-1.
37
Figura 10- Representação de uma curva analítica típica, utilizando EtOH como padrão
para quantificação de EtOH presente no caldo fermentado.
4.6 Fator de rendimento alcoólico (Yp/s), eficiência fermentativa (EF) e produtividade
volumétrica (Qp)
O rendimento alcoólico foi calculado com base na quantidade em gramas da produção
de EtOH a partir da quantidade em gramas de açúcares redutores (AR) consumido. O balanço
estequiométrico envolvido nas reações do processo fermentativo produz 51,11 g de EtOH a
partir de 100 g de açúcares fermentescíveis segundo Menezes (1980).
O cálculo do rendimento Yp/s dado em gproduto gsubstrato-1 foi baseado na equação 9
apresentada a seguir.
𝒀𝒑/𝒔 = 𝑬𝒕𝑶𝑯𝒑𝒓𝒐𝒅𝒖𝒛𝒊𝒅𝒐
𝑨𝑹𝒊𝒏𝒊𝒄𝒊𝒂𝒍−𝑨𝑹𝒇𝒊𝒏𝒂𝒍 Equação 9
Onde:
EtOH = Concentração de etanol produzido em g L-1
ARinicial = Concentração de açúcares redutores inicial em g L-1
ARfinal = Concentração de açúcares redutores final em g L-1
y = 0,0412xR² = 0,9985
0
0,2
0,4
0,6
0,8
1
1,2
1,4
0 5 10 15 20 25 30 35
Ab
s -
59
0 n
m
[EtOH] g L-1
38
A eficiência fermentativa, foi determinada pela relação do rendimento alcoólico, Yp/s,
divido pelo rendimento teórico considerado de 0,511 g EtOH produzido / g AR como 100 %. A
eficiência do processo fermentativo foi calculada pela fórmula apresentada na equação 10.
𝑬𝒇 (%) = 𝒀𝒑/𝒔 𝒙 𝟏𝟎𝟎
𝟎.𝟓𝟏𝟏 Equação 10
Onde:
Ef = Eficiência fermentativa
Yp/s = Rendimento do EtOH produzido em relação a concentração de AR
A produtividade volumétrica (Qp), é quantificada em gramas de etanol produzido por litro,
por hora (gp
L-1
h –1
). Qp pode ser calculado pela formula abaixo:
𝑸𝒑 = 𝑷
𝒕 Equação 11
Onde:
P = Teor de etanol produzido em g L-1
t = tempo em horas
39
5 RESULTADOS E DISCUSSÃO
5.1 Extração e caracterização química do caldo das cascas de eucalipto
A partir do processo de extração dos caldos das cascas de eucalipto, dos clones 144 e
2111, foram obtidos volumes de 0,515 e 0,395 mL de caldo, o que resultou num rendimento de
25,75% e 23,51% para estas amostras respectivamente. Valores maiores aos que encontrado
por Bragatto (2010), cerca de 22,4%.
Na Figura 11, podemos observar as cascas de eucalipto antes e depois da prensagem. O
caldo obtido no processo de prensagem das cascas está ilustrado na Figura 12.
A) Casca antes da prensagem e B) cascas depois da prensagem. Fonte: Autor.
A B
Figura 11- Aspecto das cascas de Eucalyptus urophylla, clone 144, recebidas no LabBBio, antes
e depois de serem prensadas.
40
Fonte: Autor.
Os resultados da caracterização física do caldo e do bagaço da casca de eucalipto para
os clones 144 e 2111 estão dispostos na Tabela 3.
Tabela 3- Caracterização física pós prensagem da casca de Eucalyptus urophylla, e
híbrido tri-cross Eucalyptus urophylla x E. camaldulensis x E. grandis, clones 144 e 2111
respectivamente.
Parâmetros Clone 144 Clone 2111
Massa AP (Kg) 2,000 1,680
Massa DP (Kg) 1,480 0,920
Volume extraído (L) 0,515 0,395
Rendimento (%) 25,75 23,51
Massa AP= massa das amostras antes da prensagem; Massa DP= Massa das amostras depois da prensagem
Os resultados obtidos da caracterização química para as amostras do caldo das cascas
de eucalipto encontram-se na Tabela 4.
Figura 12- Aspecto do caldo das cascas do clone de Eucalyptus urophylla, clone 144, obtido
após prensagem manual apresentados em diferentes ângulos.
41
Tabela 4- Caracterização química do caldo da casca de Eucalyptus urophylla, clone 144 e
híbrido tri-cross de Eucalyptus urophylla x E. camaldulensis x E. grandis, clone 2111
(valores expressos em unidades Média ± desvio padrão).
Parâmetros Clone 144 Clone 2111
Médias ± DP
SST (°Brix) 8,0 ± 0,000 5,0 ± 0,000
pH 4,37 ± 0,005 4,69 ± 0,000
AR (g L-1) 29,40 ± 0,024 15,68 ± 0,009
Glicose (g L-1) 0,30 ± 0,114 0,12 ± 0,13
SST = sólidos solúveis totais; AR = açúcares redutores
Com estes resultados merece destaque o clone 144 por apresentar mais de 29 g L-1 de
açúcares redutores e aproximadamente 0,3 g L-1 de glicose. Este valor de AR para o clone 144
é 1,9 vezes maior do que a quantidade obtida para o clone 2111, configurando o clone 144 como
uma espécie de maior potencial para a produção de bioetanol de primeira geração.
5.2 Caracterização química do bagaço da casca dos clones de eucalipto
A composição química dos bagaços das cascas dos clones de eucalipto, encontram-se
na Tabela 5.
Tabela 5- Composição química do bagaço das cascas de Eucalyptus urophylla, clone 144,
e híbrido tri-cross de Eucalyptus urophylla x E. camaldulensis x E. grandis, clone 2111.
Parâmetros Clone 144 Clone 2111
Média ± DP
Umidade (%) 26,31± 0,000 26,09± 0,000
AST (g L-1) 0,70 ± 0,076 1,16 ± 0,022
Amido (g L-1) 0,55 ± 0,039 0,36 ± 0,031
Cinzas (%) 0,45 ± 0,023 0,50 ± 0,061
Hemicelulose (%) 16,46 ± 1,191 15,92 ± 1,275
Lignina (%) 7,75 ± 0,423 11,04 ± 0,318
Celulose (%) 46,91 ± 0,292 44,93 ± 0,845
DP = Desvio Padrão; AST = açúcares solúveis totais.
42
A casca de eucalipto pode variar sua composição química assim como a maioria de
outras biomassas lignocelulósicas. Essa variação pode estar relacionada com vários fatores,
como, tempo do plantio, composição do solo, temperatura média, espécie, entre outros
(FERREIRA, 2013). Segundo Bragatto (2010), a composição química dos materiais
lignocelulósicos podem fornecer informações importantes a respeito da qualidade da biomassa
para a produção de diversos produtos, inclusive para o bioetanol.
Cascas de eucalipto de diferentes espécies foram analisadas por McIntosh et al. (2012)
e Carroll (2009), estes encontraram valores que variam entre 42% a 48,07% de celulose
respectivamente. Bragatto (2010) obteve valor médio de 45,43%, valor muito próximo ao
encontrado neste trabalho, cerca de 46,91% de celulose para o clone 144 e 44, 93% de celulose
para o clone 2111. Quanto aos teores de lignina, os autores e resultados encontrados na literatura
descrevem um percentual maior desse composto em suas amostras analisadas, do que os
resultados obtidos neste estudo. Nas amostras dos clones 144 e 2111 foi encontrado um
percentual de lignina de 7,75% e 11,04% respectivamente. Carroll (2009) e Yadav et al. (2001)
encontraram valores para este composto de 26,91% e 28% respectivamente em amostras secas.
Já Bragatto (2010) encontrou para suas amostras valores que variaram entre 20,83% a 27,36%
de lignina de acordo com a espécie analisada. Segundo Rocha (2013), os diferentes valores
encontrados se comparados com os da literatura, provavelmente se devem ao fato de se tratar
de diferentes espécies de eucalipto, bem como idade, morfologia da planta e tempo de
armazenamento da casca. O fato de se ter um baixo valor de lignina é também um ponto
interessante do ponto de vista que, esse composto se comporta como um inibidor nos processos
fermentativos, liberando estruturas indesejadas durante os pré-tratamentos.
De acordo ainda com os dados obtidos na Tabela 5, foi possível observar que as amostras
da casca de eucalipto para os clones 144 e 2111 não apresentaram uma quantidade expressiva
de açúcares solúveis totais (AST) (0,70 e 1,16 g.L-1) e amido (0,55 e 0,36 g.L-1). Todavia,
apresentaram considerável teor de celulose (46,91 e 44,93 %), que somado a fração de
hemicelulose (16,46 e 15,92 %) perfazem um total de carboidratos de aproximadamente
63,30% para o clone 144, e de 60,80% para clone 2111. Esses teores de carboidratos
encontrados são interessantes, pois são estes, os compostos passíveis de fermentação no
processo de produção do bioetanol a partir das frações lignocelulósicas.
A partir da quantidade de carboidratos totais fermentescíveis, pode-se estimar a
quantidade teórica de bioetanol, fazendo uma relação estequiométrica da conversão dos
açúcares em EtOH. Logo, a soma dos valores de celulose e hemicelulose citados acima,
refletem em uma projeção estequiométrica de aproximadamente 410 L de etanol para o clone
43
144, e 394 L para o clone 2111, por tonelada de casca de eucalipto. A produção de casca por
área, gera cerca de 15 toneladas de casca de eucalipto por hectare de área plantada
(BRAGATTO, 2010). Considerando este valor, estima-se produzir cerca de 6 150 L ha-1 e 5910
L ha-1 de EtOH de segunda geração para os clones 144 e 2111, respectivamente. Considerando
ainda a área plantada somente no estado de Minas Gerais, que supera a marca dos 1,4 milhões
de ha, têm-se uma perspectiva de produção de 8,61 bilhões de litros de etanol (clone 144) a
partir da fração holocelulósica da casca de eucalipto. Este resultado faz com que a casca de
eucalipto deixe de ocupar a classe de ‘material excedente’ no campo, e se coloque então no
lugar de matéria-prima com potencial para a produção do bioetanol de segunda geração,
merecendo assim, a atenção de empresas e grupos de pesquisa em fontes renováveis de energia.
Santos (2012), realizaram em seus estudos caracterizações químicas do bagaço e da
palha da cana-de-açúcar, principal matéria-prima utilizada no Brasil para produção de
bioetanol, e obtiveram predições estequiométricas de 456 litros para o bagaço da cana e 443
litros para palha da cana. Logo, a casca de eucalipto se mostra mais uma vez como uma
considerável matéria-prima de alto potencial, uma vez que apresentou projeções de 410 L (clone
144) de etanol a partir do seu bagaço. Esses resultados mostram que o bagaço da casca de
eucalipto merece estudos mais aprofundados para sua aplicação na produção de bioetanol de
segunda geração.
5.3 Fermentação do caldo da casca de eucalipto
O processo fermentativo foi realizado a temperatura controlada e foi mensurado a massa
dos fermentômetros a cada uma hora. O tempo de fermentação do caldo do clone 144 foi de
cerca de 72 horas, valor superior ao tempo de fermentação para a amostra do clone 2111 (36
horas). Este resultado pode ser justificado devido a maior quantidade de açúcares
fermentescíveis presente na amostra do clone 144.
Se encontra em anexo duas tabelas que apresentam os resultados do acompanhamento
do processo fermentativo, com os parâmetros de declínio da massa, desprendimento de CO2
pela fermentação e conversão dos açúcares. As tabelas mostram também, os cálculos da
quantidade teórica de EtOH e o declínio da quantidade de açúcares presente no caldo da casca.
Pode-se verificar os diferentes resultados e concomitantemente os diferentes perfis do processo
fermentativo obtido para os clones 144 e 2111.
Nas Figuras 13 e 14, pode-se visualizar os perfis cinéticos da fermentação do caldo dos
dois clones. Os parâmetros plotados foram quantidade de EtOH teórico, CO2 produzido,
44
declínio da quantidade de AR (AR residual) versus o tempo, em horas, no processo de
fermentação.
Figura 13- Cinética do processo fermentativo do caldo da casca de Eucalyptus urophylla,
clone 144.
Fonte: Autor.
Figura 14- Cinética do processo fermentativo do caldo da casca do híbrido tri-cross de
Eucalyptus urophylla x E. camaldulensis x E. grandis, amostra 2111.
Fonte: Autor.
0
3
6
9
12
15
18
21
24
27
30
0 10 20 30 40 50 60 70 80
CO2 (g.L-1)
Etanol teorico (g.L-1)
Queda AR no Processo (AR Residual)
[ ]
(g
L-1)
tempo (h)
0
2
4
6
8
10
12
14
16
18
0 5 10 15 20 25 30 35 40
CO2 (g.L-1)
Etanol teorico (g.L-1)
Queda AR no Processo (AR residual)
[ ]
(g
L-1)
tempo (h)
45
Ao analisarmos os gráficos, podemos observar que o caldo da amostra 144, possui um
maior potencial para a produção de EtOH se comparado ao caldo da amostra 2111, devido ao
seu teor de AR e também pelo seu potencial de produção de etanol teórico calculado.
Os valores encontrados para AR no final do processo fermentativo foram de 6,1 g L-1 e
4,18 g L-1, para as amostras 144 e 2111 respectivamente, indicando que essa variação da
quantidade de açucares redutores se deve ao fato que estes foram convertidos em EtOH durante
o processo. Contudo, as amostras ainda apresentaram uma quantidade de açúcar residual no
final da fermentação, indicando que nem todo açúcar redutor foi convertido a EtOH. Segundo
Ferreira (2013), a concentração de AR ainda encontrada após o processo de fermentação, AR
residual, indicam a presença de açúcares não fermentáveis.
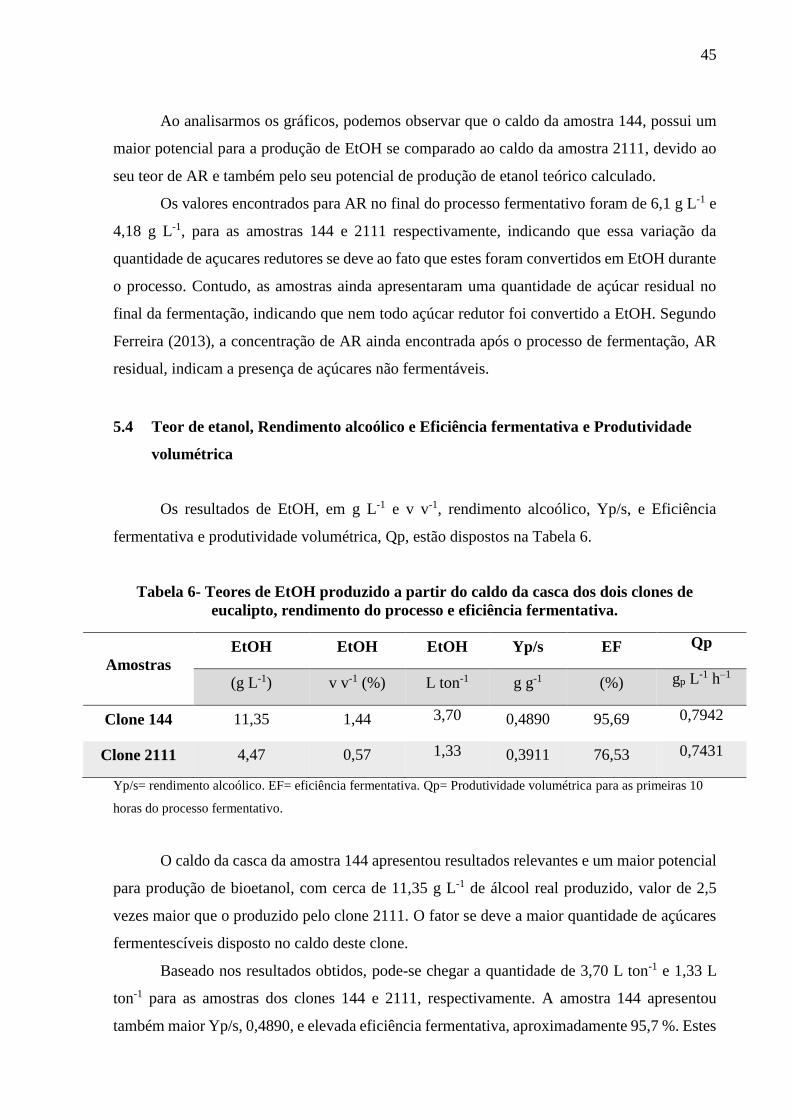
5.4 Teor de etanol, Rendimento alcoólico e Eficiência fermentativa e Produtividade
volumétrica
Os resultados de EtOH, em g L-1 e v v-1, rendimento alcoólico, Yp/s, e Eficiência
fermentativa e produtividade volumétrica, Qp, estão dispostos na Tabela 6.
Tabela 6- Teores de EtOH produzido a partir do caldo da casca dos dois clones de
eucalipto, rendimento do processo e eficiência fermentativa.
Amostras
EtOH EtOH EtOH Yp/s EF Qp
(g L-1) v v-1 (%) L ton-1 g g-1 (%) gp L-1 h–1
Clone 144 11,35 1,44 3,70 0,4890 95,69 0,7942
Clone 2111 4,47 0,57 1,33 0,3911 76,53 0,7431
Yp/s= rendimento alcoólico. EF= eficiência fermentativa. Qp= Produtividade volumétrica para as primeiras 10
horas do processo fermentativo.
O caldo da casca da amostra 144 apresentou resultados relevantes e um maior potencial
para produção de bioetanol, com cerca de 11,35 g L-1 de álcool real produzido, valor de 2,5
vezes maior que o produzido pelo clone 2111. O fator se deve a maior quantidade de açúcares
fermentescíveis disposto no caldo deste clone.
Baseado nos resultados obtidos, pode-se chegar a quantidade de 3,70 L ton-1 e 1,33 L
ton-1 para as amostras dos clones 144 e 2111, respectivamente. A amostra 144 apresentou
também maior Yp/s, 0,4890, e elevada eficiência fermentativa, aproximadamente 95,7 %. Estes
46
valores foram maiores quando comparados aos resultados descritos por Bragatto (2010), que
alcançou valores de 80,94 % e 87,53%, trabalhando também com caldo da casca de diferentes
espécies de eucalipto.
Considerando a produção média de casca dos clones comerciais, cerca de 15 toneladas
por hectare, podemos produzir 56,25 L de etanol por hectare de eucalipto (clone 144) plantado.
Considerando ainda o estado de Minas Gerais, com uma área plantada de mais de 1,4 milhões
de hectares, pode-se estimar uma produção de 78,75 milhões de litros de etanol que podem ser
produzidos a partir do caldo da casca dessa espécie de eucalipto.
A produtividade volumétrica do processo fermentativo para as duas amostras foram de
0,7942 e 0,7431 g L-1 h–1 para os clones 144 e 2111 respectivamente, referente as primeiras 10
horas do processo de fermentação. Isso indica mais uma vez, a maior eficiência do clone 144
para o processo de produção de bioetanol.
47
6 CONSIDERAÇÕES FINAIS
De acordo com os resultados obtidos, podemos concluir que a casca de eucalipto se
mostra como uma matéria-prima promissora de elevado potencial para a produção de bioetanol.
Considerando sua fração holocelulósica, a amostra analisada contém alto percentual de
carboidratos passíveis de processos fermentescíveis e consequentemente sua conversão a
bioetanol, podendo alcançar valores de cerca de 410 L por tonelada de casca, para o clone 144,
gerando 8,61 bilhões de litros de EtOH se considerarmos a quantidade de hectares de eucalipto
plantado no estado de Minas Gerais; além de baixos valores de lignina.
O caldo extraído da casca da biomassa utilizada apresentou teores de AR baixos, sendo
possível produzir cerca de 11,35 g L-1 de EtOH. Contudo, a produção de álcool de primeira
geração a partir da casca de eucalipto pode-se tornar viável se levado em conta a grande
quantidade de área plantada e de casca gerada dessa cultura anualmente. Somente no estado de
Minas Gerais, considerando a área de eucalipto plantada, têm-se uma perspectiva de produção
de 78,75 milhões de litros de etanol, o que evita ainda o acumulo de milhões de toneladas de
resíduo (casca), agregando também valor a mesma.
Por fim, a busca de tecnologias e a realização de estudos para a produção renovável de
combustíveis a partir de biomassas e resíduos industriais tem sido tornado fundamental, pois
visa atender a demanda de consumo a partir de fontes distintas, antes não aproveitadas, e gerar
assim produtos de alto valor agregado por meio de tecnologias e processos viáveis que
preservem o meio ambiente e visem a sustentabilidade.
48
7 REFERÊNCIAS BIBLIOGRÁFICAS
AMABIS, J. M; MARTHO, G. R. Biologia. Vol. 1. 2ª ed. Editora Moderna. São Paulo, 2004
apud MANOCHIO, C. Produção de bioetanol de cana-de-açúcar, milho e beterraba: uma
comparação dos indicadores tecnológicos, ambientais e econômicos. (Trabalho conclusão
curso Engenharia Química). 2014. 35 p. Universidade Federal de Alfenas, Poços de Caldas-
MG. 2014.
ANDRADE, E. T.; CARVALHO, S. R. G.; SOUZA, L. F. Programa do Pro-álcool e o etanol
no Brasil. ENGEVISTA. Rio de Janeiro, v 11, n. 2, p. 127-136, dez 2009.
Anuário Estatístico da ABRAF - Associação Brasileira de Produtores de Florestas Plantadas
2013. Disponível em: <http://www.ipef.br/estatisticas/relatorios/anuario-ABRAF13-BR.pdf>.
Acesso em: 22 jul. 2016.
ARAUJO, G. J. F.; NAVARRO, L. F. S.; SANTOS, B. A. S. O etanol de segunda geração e
sua importância estratégica ante o cenário energético internacional contemporâneo.
FÓRUM AMBIENTAL DA ALTA PAULISTA. 2013. São Paulo.
BARBOSA, M. M. Produção de etanol a partir da palha de cevada. 2011. 112 p. Dissertação
(Mestrado em Engenharia Química) Escola Superior de Tecnologia e de Gestão Engenharia
Química, Bragança-PA, 2011.
BETANCUR, G. J. V. Otimização do pré-tratamento ácido de bagaço de cana-de-açúcar e
avaliação da fermentabilidade do hidrolisado hemicelulósico para a produção de etanol
de segunda geração. 2010. 219 f. Tese (Doutorado em Ciências). Universidade Federal do Rio
de Janeiro, RJ. 2010.
BIODIESEL BR. PróAlcool - Programa Brasileiro de Álcool. Disponível em:
<http://www.biodieselbr.com/proalcool/pro-alcool/programa-etanol.htm>. Acesso em: 19 de
julho de 2016.
BNDES. Bioetanol de cana-de-açúcar: energia para o desenvolvimento sustentável. Rio de
Janeiro. BNDES, 2008. 316 p. Disponível em: <http://www.cgee.org.br/atividades/redirect.
php?idProduto=5126>. Acesso em: 16 de jul. 2016.
49
BON, E. P. S.; CORVO, M. L.; FERRARA, M. A. Enzimas em Biotecnologia: Produção,
Aplicações e Mercado. Rio de Janeiro, RJ. Interciência, 2008.
BP GLOBAL. BP Statistical Review of World Energy 2015. Disponível em: < http://www.
bp.com/content/dam/bp/pdf/energy-economics/statistical-review-2015/bp-statistical-review-
of-world-energy-2015-full-report.pdf>. Acesso em 19 jul. 2016.
BRAGATTO, J. Avaliação do potencial da casca de Eucalyptus spp. para a produção de
bioetanol. 2010. 156 f. Tese (Doutorado em Ciências) – Escola Superior de Agricultura Luiz
de Queiroz, Universidade de São Paulo, Piracicaba, 2010.
CANILHA, L. et al. Sacarificação da biomassa lignocelulósica através de pré-hidrólise ácida
seguida por hidrólise enzimática: uma estratégia de “desconstrução” da fibra vegetal. Revista
Analytica, n. 44, p. 48-54, 2010.
CARDOSO, R. S. B. Algumas considerações sobre a monocultura do eucalipto e suas
implicações. 2012. Universidade Federal de Viçosa. Viçosa, MG. 2012.
CARROLL, A. SOMERVILLE, C. Cellulosic Biofuel. Annual Review of Plant Biology. vol
60, p. 165 -182. 2009.
CARROLL, A.; SOMERVILLE, C. Cellulosic Biofuel. Annual Review of Plant Biology. Palo
Alto, v. 60. p 165-182. 2009
CINELLI, B. A. Produção de etanol a partir da fermentação simultânea à hidrólise do
amido granular de resíduo agroindustrial. 2012. 200 f. Dissertação (Mestrado Engenharia
Química). Universidade Federal do Rio de Janeiro, RJ. 2012.
CONAB - COMPANHIA NACIONAL DE ABASTECIMENTO. Acompanhamento da safra
brasileira de cana-de-açucar: safra 2015/2016. 2015. Disponível em:
<http://www.conab.gov.br/OlalaCMS/uploads/arquivos/15_12_17_09_03_29_boletim_cana_port
ugues_-_3o_lev_-_15-16.pdf >. Acesso em: 19 jul. 2016.
CORNEJERO, M. C. Marketing de créditos de carbono: Um estudo exploratório. 2006.
265 f. Dissertação (Mestrado em Administração de Organizações) – Faculdade de Economia,
Administração e Contabilidade, Universidade de São Paulo, Ribeirão Preto, 2006.
50
DUARTE, J. C.; LOURENÇO, V.; RIVEIRO, B. Continuous culture of flocculent yeast for
ethanol production. Instituto Nacional de Engenharia, Tecnologia e Inovação, Biotechnology
Department, Portugal, 2006.
ELLIOT, A. J. et al. Monitoring the effect of air pollution episodes on health care consultations
and ambulance call-outs in England during March/April 2014: A retrospective observational
analysis. Environmental Pollution. v 214, p. 903-911, 2016.
FENGEL, D.; WEGENER, G. Wood chemistry ultrastruture reactions. Berlin. Walter de
Gruyter, 1989 apud BRAGATTO, J. Avaliação do potencial da casca de Eucalyptus spp.
para a produção de bioetanol. 2010. 156 f. Tese (Doutorado em Ciências) – Escola Superior
de Agricultura Luiz de Queiroz, Universidade de São Paulo, Piracicaba, SP. 2010.
FERREIRA, C. M. A. AVALIAÇÃO DA TORTA DE DENDÊ (Elaeis guineensis) PARA
PRODUÇÃO DE BIOETANOL DE SEGUNDA GERAÇÃO. 2013. 77 f. Dissertação
(Mestrado em Química) – Universidade Federal dos Vales do Jequitinhonha e Mucuri.
Diamantina. 2013.
FOELKEL, C. Casca da arvore de eucalipto. Eucalyptus Online Book and Newsletter. 2010.
apud BRAGATTO, J. Avaliação do potencial da casca de Eucalyptus spp. para a produção
de bioetanol. 2010. 156 f. Tese (Doutorado em Ciências) – Escola Superior de Agricultura Luiz
de Queiroz, Universidade de São Paulo, Piracicaba, SP. 2010.
FURRIELA, R. B. Principais Conferências Internacionais sobre o Meio Ambiente e
Documentos Resultantes. 2015. Disponível em: < http://www.ecclesia.com.br/biblioteca
/fe_e_meio_ambiente/principais_conferencias_internacionais_sobre_o_meio_ambiente_e_doc
umentos_resultantes.html. Acesso em 19 de julho de 2016.
GÍRIO, F. M. et al. Hemicelluloses for fuel etanol: A review. Bioresource Technology. v. 101.
P. 4775-4800. 2010.
Guia do Eucalipto: Oportunidades para um desenvolvimento sustentável. 2008. Disponível em:
<http://cib.org.br/wp-content/uploads/2011/10/Guia_do_Eucalipto_junho_2008.pdf >. Acesso em:
18 jul. 2016.
51
HASSAN, M.S.B.M. Batch Ethanol fermentation ising glucose desired from tapioca flour
starch by Saccharomyces cerevisiea: Effect of inoculum age and agitation speed. University
Pahang, Malásia, Mai. 2008.
INSTITUTO ADOLFO LUTZ. Métodos químicos e físicos para análise de alimentos, 4. ed.
São Paulo: Instituto Adolfo Lutz, 2008.
INSTITUTO ADOLFO LUTZ. Normas Analíticas do Instituto Adolfo Lutz. v. 1: Métodos
químicos e físicos para análise de alimentos, 4. ed. São Paulo: IMESP. 2008
KEY WORLD ENERGY STATISTICS. TOTAL PRIMARY ENERGY SUPPLY. 2015.
Disponível em https://www.iea.org/publications/freepublications/publication/KeyWorld_
Statistics_2015.pdf. Acesso em 19 de julho de 2016.
KLEMM, D.; HEUBLEIN, B.; FINK, H.P.; BOHN, A. Cellulose: fascinationg biopolymer and
sustainable raw material. Angewandte chemie international. Weinheim, v. 44, p. 3358 – 3391,
2005. apud ROCHA, T. L. Avaliação do potencial da casca de eucalipto (Eucalyptus
globulus) para produção de bioetanol de segunda geração. (Monografia do curso de
Bacharelado em Ciência e Tecnologia). 2013. 51 p. Universidade Federal dos Vales
Jequitinhonha e Mucuri, Diamantina-MG. 2013.
LEMOS, J. L. S. Estudo da produção de xilanases por Aspergillus awamori em bagaço de
cana. 2001. Tese (Doutorado em Ciencias) – Escola de Química. Universidade Federal do Rio
de Janeiro, RJ. 2 apud BETANCUR, G. J. V. Otimização do pré-tratamento ácido de bagaço
de cana-de-açúcar e avaliação da fermentabilidade do hidrolisado hemicelulósico para a
produção de etanol de segunda geração. 2010. 219 f. Tese (Doutorado em Ciências).
Universidade Federal do Rio de Janeiro, RJ. 2010.
MAGATON, A. S. Composição Química da Madeira de Espécies de Eucalipto. 2006.
Universidade Federal de Viçosa. Viçosa, MG. 2006.
52
MANOCHIO, C. Produção de bioetanol de cana-de-açúcar, milho e beterraba: uma
comparação dos indicadores tecnológicos, ambientais e econômicos. (Trabalho conclusão
curso Engenharia Química). 2014. 35 p. Universidade Federal de Alfenas, Poços de Caldas-
MG. 2014.
MAPA - Ministério da Agricultura, Pecuária e Abastecimento.
Cana-de-açúcar. Disponível em: <http://www.agricultura.gov.br/vegetal/culturas/cana-de-
acucar> Acesso em: 24 jul. 2016.
MCCREADY, R. M., GUGGOLZ, J.,. SILVIERA, V, e. OWENS, H. S. Determination of
Starch and Amylose in Vegetables. Analytical chemistry. v.22,n. 9, p. 1156-1158.1950.
MILLER, G. L. Use of dinitrosalicylic acid reagent for determination of reducing sugar.
Analytical Chemistry. v.31, n.3, p.426-428, 1959.
MIRANDA, A. T. Desenvolvimento sustentável: Conferências da ONU. 2014. Disponível
em: <http://folha.educacao.uol.com.br/disciplinas/geografia/desenvolvimento-sustentavel3con
ferencias-da-onu.htm>. Acesso em: 06 mai. 2016.
NANDY, T. et al. Wastewater management in a cane molasses involving bioresources
recovery. 2002. apud SANTOS, D. S. Produção de etanol de segunda geração por
Zymomonas mobilis naturalmente ocorrente e recombinante, empregando biomassa
lignocelulósica. Tese (Doutorado em Ciencias) – Escola de Química. Universidade Federal do
Rio de Janeiro. RJ. 2012.
NOVA CANA. Produção brasileira de cana-de-açúcar, etanol e açúcar. 2016. Disponível
em: < https://www.novacana.com/data/planilha/producao-brasileira-de-cana-de-acucar-etanol-
e-acucar>. Acesso em: 18 ago. 2016.
NUNES, R. M. et al. Resíduos agroindustriais: potencial de produção do etanol de segunda
geração no Brasil. Palmas, TO. 2013.
OMACHI, I. H. et al. Produção de biomassa florestal para exportação: O caso da Emcel.
Revista Biomassa e Energia, Viçosa, 2004 apud BRAGATTO, J. Avaliação do potencial da
53
casca de Eucalyptus spp. para a produção de bioetanol. 2010. 156 f. Tese (Doutorado em
Ciências) – Escola Superior de Agricultura Luiz de Queiroz, Universidade de São Paulo,
Piracicaba, SP. 2010.
PANTOJA, L. Seleção e aproveitamento biotecnológico de frutos da Amazônia para
elaboração de bebidas alcoólicas fermentadas utilizando leveduras imobilizadas. Manaus.
UFAM, 2006. 176p. Tese (Doutorado) - Programa Multi-Institucional de Pós-graduação
Biotecnologia. Universidade Federal do Amazonas. 2006.
PEREIRA JR., N. Biomass of lignocellulosic composition for fuel ethanol production
within the context of biorefinery. In. series on biotechnology. Ed. Nei Pereira Jr. Amiga
Digital. Escola de Química. Universidade Federal do Rio de Janeiro. 2008. apud SANTOS, D.
S. Produção de etanol de segunda geração por Zymomonas mobilis naturalmente
ocorrente e recombinante, empregando biomassa lignocelulósica. Tese (Doutorado em
Ciencias) – Escola de Química. Universidade Federal do Rio de Janeiro. RJ. 2012.
PEREIRA, D. G. S. Rendimentos da hidrólise enzimática e fermentação alcoólica de
capim-elefante, capim-andropogon, capim mombaça e bagaço de cana-de-açúcar para
produção de etanol de segunda geração. 2013. Dissertaçao (Mestrado em Ciência e
Tecnologia de Alimentos). Universidade Federal de Viçosa. MG. 2013.
PRETO, E. V.; MORTOZA, G. L. Geração de Energia Elétrica Utilizando Biomassa. 2010.
Monografia (trabalho de conclusão do curso de Engenharia Elétrica). Universidade de Brasilia,
Faculdade de Tecnologia. 2010. apud VIEIRA, A. C. Caracterização da biomassa
proveniente de resíduos agrícolas. Dissertação (Mestrado em Energia). Universidade
Estadual do Oeste do Paraná. Cascavel, PR. 2012.
Principais Conferências Internacionais sobre o Meio Ambiente e Documentos Resultantes.
Disponível em: <http://www.ecclesia.com.br/biblioteca/fe_e_meio_ambiente/principais_
conferencias_internacionais_sobre_o_meio_ambiente_e_documentos_resultantes.html>.
Acesso em: 06 mai. 2016.
ROCHA, T. L. Avaliação do potencial da casca de eucalipto (Eucalyptus globulus) para
produção de bioetanol de segunda geração. (Monografia do curso de Bacharelado em Ciência
54
e Tecnologia). 2013. 51 p. Universidade Federal dos Vales Jequitinhonha e Mucuri,
Diamantina-MG. 2013.
SANTOS, D. S. Produção de etanol de segunda geração por Zymomonas mobilis
naturalmente ocorrente e recombinante, empregando biomassa lignocelulósica. Tese
(Doutorado em Ciencias) – Escola de Química. Universidade Federal do Rio de Janeiro. RJ.
2012.
SILVA, R. G. C. Otimização de pré-tratamento ácido da torta de girassol (Helianthus
annus L.) para produção de etanol de segunda geração. (Monografia do curso de
Bacharelado em Ciência e Tecnologia). 2011. 40 p. Universidade Federal dos Vales
Jequitinhonha e Mucuri, Diamantina-MG. 2011.
SILVA, V. F. N. Estudos de pré-tratamento e sacarificação enzimática de resíduos
agroindustriais como etapas no processo de obtenção de etanol celulósico. Dissertação
(Mestrado Biotecnologia Industrial). Escola de Engenharia de Lorena. Universidade de São
Paulo. SP. 2009.
TIBONI, M. Monitoramento da atividade de enzimas do complexo celulolítico utilizando
celulose bacteriana covalentemente tingida com azul brilhante de remazol R. 2011. 99f.
Dissertação (Mestrado em Ciências Farmacêuticas) – Setor de Ciências da Saúde, Universidade
Federal do Paraná, Curitiba, 2011.
UNICA. Produção de etanol do Brasil. Disponivel em: <http://www.unica.com.br/dadosCo
tacao/estatistica/>. Acesso em: 22 jul 2016.
VÁSQUEZ, M. P. Desenvolvimento de processo de hidrolise enzimática e fermentação
simultâneas para a produção de etanol a partir de bagaço de cana-de-açúcar. Tese
(Doutorado em Ciencias) – Escola de Química. Universidade Federal do Rio de Janeiro. 2007.
VIEIRA, A. C. Caracterização da biomassa proveniente de resíduos agrícolas. Dissertação
(Mestrado em Energia). Universidade Estadual do Oeste do Paraná. Cascavel, PR. 2012.
55
WANG, J.; CHAMEIDES, B. Global Warming’s Increasingly Visible Impacts.
Environmental Defense. p. 43. 2016.
WORLD ENERGY RESOURCES. Total Primary Energy Supply by resource 2016.
Disponível em: < https://www.worldenergy.org/work-programme/strategic-insight/survey-of-
energy-resource s-and-technologies>. Acesso em: 19 de jul 2016.
YADAV, K. R.; SHARMA, R.K.; KOTHARI, R.M. Bioconversion of eucalyptus bark waste
into soil conditioner. Bioresource Technology, 81, 2002, p. 221 – 228.

56
ANEXOS
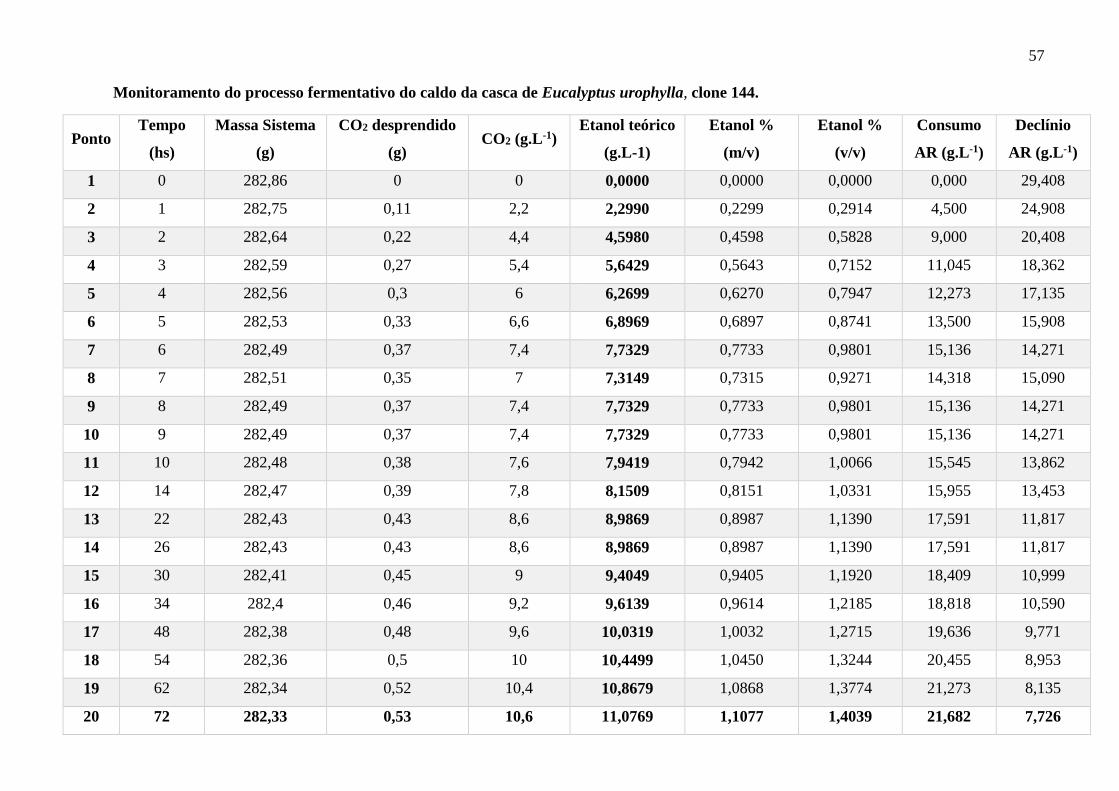
57
Monitoramento do processo fermentativo do caldo da casca de Eucalyptus urophylla, clone 144.
Ponto Tempo
(hs)
Massa Sistema
(g)
CO2 desprendido
(g) CO2 (g.L-1)
Etanol teórico
(g.L-1)
Etanol %
(m/v)
Etanol %
(v/v)
Consumo
AR (g.L-1)
Declínio
AR (g.L-1)
1 0 282,86 0 0 0,0000 0,0000 0,0000 0,000 29,408
2 1 282,75 0,11 2,2 2,2990 0,2299 0,2914 4,500 24,908
3 2 282,64 0,22 4,4 4,5980 0,4598 0,5828 9,000 20,408
4 3 282,59 0,27 5,4 5,6429 0,5643 0,7152 11,045 18,362
5 4 282,56 0,3 6 6,2699 0,6270 0,7947 12,273 17,135
6 5 282,53 0,33 6,6 6,8969 0,6897 0,8741 13,500 15,908
7 6 282,49 0,37 7,4 7,7329 0,7733 0,9801 15,136 14,271
8 7 282,51 0,35 7 7,3149 0,7315 0,9271 14,318 15,090
9 8 282,49 0,37 7,4 7,7329 0,7733 0,9801 15,136 14,271
10 9 282,49 0,37 7,4 7,7329 0,7733 0,9801 15,136 14,271
11 10 282,48 0,38 7,6 7,9419 0,7942 1,0066 15,545 13,862
12 14 282,47 0,39 7,8 8,1509 0,8151 1,0331 15,955 13,453
13 22 282,43 0,43 8,6 8,9869 0,8987 1,1390 17,591 11,817
14 26 282,43 0,43 8,6 8,9869 0,8987 1,1390 17,591 11,817
15 30 282,41 0,45 9 9,4049 0,9405 1,1920 18,409 10,999
16 34 282,4 0,46 9,2 9,6139 0,9614 1,2185 18,818 10,590
17 48 282,38 0,48 9,6 10,0319 1,0032 1,2715 19,636 9,771
18 54 282,36 0,5 10 10,4499 1,0450 1,3244 20,455 8,953
19 62 282,34 0,52 10,4 10,8679 1,0868 1,3774 21,273 8,135
20 72 282,33 0,53 10,6 11,0769 1,1077 1,4039 21,682 7,726
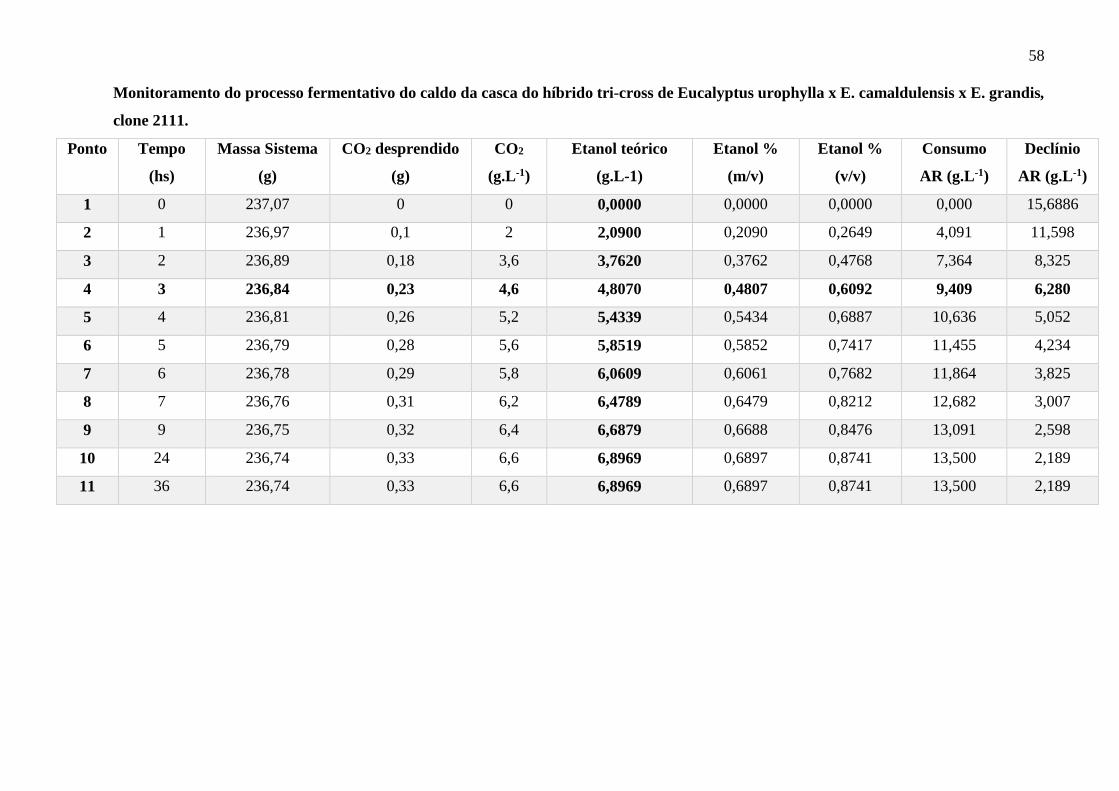
58
Monitoramento do processo fermentativo do caldo da casca do híbrido tri-cross de Eucalyptus urophylla x E. camaldulensis x E. grandis,
clone 2111.
Ponto Tempo
(hs)
Massa Sistema
(g)
CO2 desprendido
(g)
CO2
(g.L-1)
Etanol teórico
(g.L-1)
Etanol %
(m/v)
Etanol %
(v/v)
Consumo
AR (g.L-1)
Declínio
AR (g.L-1)
1 0 237,07 0 0 0,0000 0,0000 0,0000 0,000 15,6886
2 1 236,97 0,1 2 2,0900 0,2090 0,2649 4,091 11,598
3 2 236,89 0,18 3,6 3,7620 0,3762 0,4768 7,364 8,325
4 3 236,84 0,23 4,6 4,8070 0,4807 0,6092 9,409 6,280
5 4 236,81 0,26 5,2 5,4339 0,5434 0,6887 10,636 5,052
6 5 236,79 0,28 5,6 5,8519 0,5852 0,7417 11,455 4,234
7 6 236,78 0,29 5,8 6,0609 0,6061 0,7682 11,864 3,825
8 7 236,76 0,31 6,2 6,4789 0,6479 0,8212 12,682 3,007
9 9 236,75 0,32 6,4 6,6879 0,6688 0,8476 13,091 2,598
10 24 236,74 0,33 6,6 6,8969 0,6897 0,8741 13,500 2,189
11 36 236,74 0,33 6,6 6,8969 0,6897 0,8741 13,500 2,189

59