Embed Size (px)
Citation preview
Steven Spelman
VÄIKELIHATÖÖSTUSES
KASUTATAVA SUITSUTUSAHJU
PROJEKTEERIMINE
LÕPUTÖÖ
Mehaanikateaduskond
Tehnomaterjalide ja turunduse eriala
Tallinn 2015
3
SISUKORD
SISSEJUHATUS .................................................................................................................................. 5
1 OÜ LINDFORS STEEL TUTVUSTUS ...................................................................................... 7
1.1 Tootmisvõimalused ............................................................................................................... 7
2 SUITSUTUSAHJU TAUSTINFORMATSIOON ....................................................................... 9
3 SUITSUTUSAHJU PROJEKTEERIMINE ............................................................................... 11
3.1 Materjali valik...................................................................................................................... 12
3.2 Suitsutusahju alusraam ........................................................................................................ 13
3.3 Suitsutusahju kuumutuskamber ........................................................................................... 14
3.4 Suitsutusahju uks ................................................................................................................. 14
4 SUITSUTUSAHJU VALMISTAMISTEHNOLOOGIA .......................................................... 16
4.1 Detailide valmistamine ........................................................................................................ 16
4.1.1 Raam ............................................................................................................................. 16
4.1.2 Ahjuuks ........................................................................................................................ 18
4.1.3 Suitsugaaside reguleeritav siiber .................................................................................. 20
4.1.4 Tõmberegulaatori siiber ............................................................................................... 21
4.1.5 Ahjuukse hinged ........................................................................................................... 22
4.1.6 Ahjuukse lukusti ........................................................................................................... 23
4.2 Konstruktsiooni liitmine ...................................................................................................... 24
4.3 Viimistlus............................................................................................................................. 24
5 MAJANDUSLIK OSA .............................................................................................................. 26
KOKKUVÕTE ................................................................................................................................... 29
SUMMARY ....................................................................................................................................... 30

4
VIIDATUD ALLIKAD ...................................................................................................................... 31
LISAD ................................................................................................................................................ 32
Lisa 1. Suitsutusahju joonis hinnapakkumiseks ............................................................................. 33
Lisa 2. Suitsutusahju koost ............................................................................................................. 34
Lisa 3. Suitsutusahju tükitabel ....................................................................................................... 35

5
SISSEJUHATUS
Liha on olnud läbi sajandite kõige väärtuslikum loomakasvatus saadus ning paljude inimeste jaoks
loomse valguallika esmavalik. Liha tarvitatakse poolfabrikaadina kui ka toorena. Läbi inimkonna
arengu on muutunud tarbijaeelistused mitmekesisemaks. Seetõttu on väga oluline iga aspekt nii
toorme tootjale kui töötlejale. Toorme tootmine ja toorme töötlemine on kaks eraldiseisvat osa.
Nende tehnoloogiad ei ole samastatavad. Toorme termiline töötlemine tööstuses muudab selle
tarbijale vastuvõetavaks ning võimaldab väikeettevõttel pakkuda eksklusiivsust tootevalikus (Foto
1). Iga arendustöö uudsuse ja väljapaistvuse osas turul kasvatab nii suur- kui väikeettevõtte väärtust
ning arenemisvõimalust.
Foto 1. Tavatarbija kuumsuitusahi [1]
Lõputöö teemaks valis autor väikelihatööstuses kasutatava suitsutusahju projekteerimise. Põhjuseks
on osalemine selles projektis oma inseneripraktika ajal. Ettevõte, kus lõputöö kirjutaja praktikat
teostas, on spetsialiseerunud roostevaba terasest seadmete ja inventari tootmisele. OÜ Voore Mõis
esitas tellimuse suitsutusahju valmistamiseks. Tellija vana suitusutusahi oli amortiseerunud ega

6
täitnud toiduainetetööstuse vastavaid tingimusi. Samuti oli väiketööstuse probleemiks vana ahju
liigne elektrikulu. Kuna tootevalikus oli toimunud muudatus, siis vana ahi ei võimaldanud
uudistooteid valmistada. Ettevõte OÜ Voore Mõis taotles uue suitsutusahju soetamiseks
kasvutoetust Ettevõtluse Arendamise Sihtasutuselt (EAS) [2]. Saades positiivse vastuse, hakkas
lõputöö kirjutaja koos tootmisjuhi ning konstruktoriga tegema ettevalmistusi tänapäevanõuetele
vastava suitsutusahju valmistamiseks. Probleemide lahendamiseks tuli esmalt pidada kliendiga
läbirääkimisi võimalikult optimaalse küttelemendi valikul. Selektsioonis oli elekter või gaas.
Majanduslikult kasulikumaks osutus gaas, kuna oluliseks oli kiire temperatuuri saavutamine. Tellija
poolt esitatud probleemilahenduskriteeriumite hulka kuulus ka suitsutusahju hind vahemikus 5000-
7000 eurot, ahju mõõdud vastavalt ruumi mõõtmetele ning toodangukogus 70 kg päevas.
Välismaalt on võimalik tellida standardlahendusega suitsutusahje, kuid nende gabariitmõõtmed on
kliendile kas liiga suured või väikesed. Seega kuna tegemist on väiketööstusega, siis ei olnud
võimalik kasutada sisseostetavat ahju teiste tootjate poolt. OÜ Voore Mõis valis projekti
teostamiseks OÜ Lindfors Steel [3] ettevõtte, kuna viimane suutis pakkuda parimat lahendust ning
vastavust tellija poolt sätestatud kriteeriumitele. Töö eesmärgiks on projekteerida tellija nõuetele
vastav suitsutusahi, materjalide teadlik valik ning mahtuda tellija poolt esitatud maksumuse
raamidesse.

7
1 OÜ LINDFORS STEEL TUTVUSTUS
OÜ Lindfors Steel on 2006. aastast Rakveres tegutsev metallifirma. Ettevõtte omanikuks on
Soomes asuv Lindfors Holding kontsern, kellele kuulub 75% aktsiatest. Ülejäänud kuulub Rakveres
teguteva ettevõtte aktsionäridele. Töötajate arv Rakvere üksuses on 6 ning Soomes 4 inimest.
Ettevõte on spetsialiseerunud roostevaba terasest valmistatud masinate, seadmete jainventari
tootmisele ning turustamisele. Eelkõige toiduaine-, marja-, farmaatsia- ja ehitustööstuse tarbeks.
1.1 Tootmisvõimalused
Ettevõte alustas oma tootmist allhanketöödega emafirmale Antti Lindfors OY-le. Esimeseks
suureks tellimustööks oli juustu soolamisraamide valmistamine Jaapani juustutööstusele. Selle
suuremahulise töö teostamine võttis 4 kuud aega ja sellele järgnes analoogne tellimus Kolumbia
juustutööstusele.
Kuna ettevõte on spetsialiseerunud ainult roostevabast metallist konstruktsioonide ja seadmete
valimistamisele, siis on ka enamus tellimused sellest vallast.
2008. aastal rekonstrueeriti haavapuitmassi tehases, Estonian Cell, jääkmuda tehnoloogiline liin,
mille tigutransportööride valmistamises osales ka Lindfors Steel. Ühtekokku valmistati ca 50m
happekindlast terasest (AISI 316) tigutransportööre. Samuti on firma osalenud nimetatud
ettevõttes erinevatel rekonstruktsioonitöödel. Seda võimaldab keevitajate kõrge kvalifikatsioon, kes
on saanud väljaõppe Soomepoolses emafirmas.
Lindfors Steel toodang valmib põhiliselt omas ettevõttes juurutatud jooniste ja eskiiside järgi, kuna
enamus seadmeid on valmistatud vastavalt kliendi vajadustele. Samuti valmistatakse seadmeid ka
kliendi jooniste järgi, mis vastavad ettenähtud protsessi vajadustele.
Uueks tooteks sai ettevõttel 2010. aastal moodulkorstna siibrite ja korstnatarvikute valmistamine.
Seda turustatakse Euroopas ja mujal maailmas PETE kaubamärgi all.

8
Ettevõtte suurimad koostööpartnerid on Rakvere Lihakombinaat, Tallegg, HK Scan, Estonian Cell,
Vireen, Atria, Maag Piimatööstus ja paljud teised väiksemad ettevõtted kelle vajadustele on
valmistatud erinevaid seadmeid.

9
2 SUITSUTUSAHJU TAUSTINFORMATSIOON
Andmed eestlaste vanematest argi- ning pidupäevatoitudest kuni 19. sajandi keskpaigani on
võrdlemisi napid. Liha sõi eestlane vanemal ajal vähem ja seega võis pidada seda eesti talurahva
maiuspalaks. Toitlustusolud hakkasid paranema alles 19. sajandi keskel seoses 1849. ja 1856 aasta
talurahvareformidega. Sellega seoses kasvas liha kasutamine toiduks ja arenes toidutegemise
tehnoloogia. Liha suitsutati üle kogu Eesti, suitsutamise tehnoloogia aga erines piirkonniti. [4]
Foto 2. Tööstuslik suitsutusahi [5]

10
Suitsutamiseks nimetatakse toidu töötlemist naturaalse suitsuga. Suitsutamise eesmärgiks on anda
lihale meeldiv välimus ja maitse ning pikendada säilivusaega.
Kuumsuitsutamine toimub 60-80°C ja külmsuitsutamine 15-20°C juures. Suitsutada on võimalik
spetsiaalses suitsuahjus (Foto 2), kus suits saadakse puuhalgude põlemisest või kuumutataval pinnal
asuva saepuru põlemisest. Eesti tingimustes on parimaks põletusmaterjaliks lepahalud või sellest
saadud saepuru.[6]

11
3 SUITSUTUSAHJU PROJEKTEERIMINE
Esmajärjekorras toimus OÜ Voore Mõisa ruumide mõõtmine ning kaardistamine. Samuti
sissepääsuteede monitooring. Esmaste eskiiside tegemine ja arupidamine kliendiga mõõtude osas.
Saades kokkulepe alustati tööjooniste tegemist. Edasi toimus materjali valik ja tellimine. Järgnevalt
toimus materjali ettevalmistus, torude mõõtu lõikamine, plekkide mõõtu lõikamine,
keermestamine, treimine, freesimine, puurimine, kantimine. Raami ja karkassi keevitus. Pärast
keevitust toimus happepesu ning siis reguleeritavate uste ja jalgade paigaldus, kivivilla ning
kattepleki paigaldus. Viimasena pakkimine, transport ning paigaldus (Joonis 1). Kõik
tööoperatsioonid suitsutusahju projekti käigus on teostatud ettevõttesiseste töödena, allhanget ei
kasutatud. Esmakatsetuse suitsutusahjule tegi klient ise.
Projekteeritud suitsutusahju valmistamisel on kasutatud toiduainetetööstuse nõuetele vastavaid
materjale ja plastikut. Karkass ja korpus on valmistatud roostevaba terasest margitähisega AISI 304
ja sisepinnad AISI 441 roostevaba terasest. Kütteallikana on kasutatud gaasipõletit, mis on kolme
erineva reguleerimisastmega. Kuna Voore Mõisas kasutatava alajaama nimivõimsus ei olnud piisav,
et kasutada elektriküttel kuumutatavat suitsutusahju, siis langes valik gaasil töötavale põletile.
Suurem osa elektritarbimisest on kasutusel külmseadmete ja tehnoloogilises protsessis vaja
minevate seadmete tööshoidmiseks. Samuti on suuremad tarbijad ettevõttes pumbajaam ning
puhastusseadmed.
Gaasina on kasutatud grillgaasi ehk puhast propaan. Puhas propaan on kõrgema kütteväärtusega
ning võrreldes vedelgaasiseguga ei jäta puhas propaan suitsutatavale tootele gaasi lõhna.
Põlemisgaaside väljutamiseks on üks külg jäätud avatuks, et juhtida välja kuumutusgaasi aurud,
vältimaks kokkupuudet suitsutatava tootega. Ettevõttel on kasutusel gaasiaurude puhastamiseks
sõltumatu filtersüsteem. Kuumutuselemendiks on valitud malmplaat. Ustes on reguleeritavad pilud
tõmbe reguleerimiseks. Kogu protsessi temperatuur on jälgitav termomeetrilt. Suitsetamise
jääkgaasid juhitakse välja ahju keskel asetseva korstna kaudu, mis on varustatud reguleeritava
siibriga ning ühendatud ettevõtte sisese sundväljatõmbe ventilatsiooniga. Tagasein, uks ja üks
külgedest on isoleeritud tulekindla kivivillaga.

12
Joonis 1. Komplektne suitsutusahi
3.1 Materjali valik
Universaalne ja laialt kasutatav mark AISI 304 ( EN 10088-2 ) on standardne roostevaba teras. Selle
tootevalik ning vormide ja viimistluste valik on suurem kui mis tahes muul margil, sellel on
suurepärased vormimis- ja keevitusomadused ning tasakaalustatud austeniitterasest konstruktsioon,
mis võimaldab suurt sügavtõmmet, vahepeal materjali karastamata. Teine eelis on suurepärane
korrosioonikindlus erinevates ilmaoludes ja korrodeerivate ainete suhtes [7].
Ahjuraam on roostevaba teras AISI 304 50x50x3 ruuttorust. Sisepinna plekk on AISI 441
2x1250x2500 roostevaba terasest. Välimine katteplekk on harjatud roostevaba teraslehest AISI 304

13
1x1250x2500. Reguleeritavad jalad roostevaba terasest AISI 304 10x50 mm. Kuumutusplaat on
malmist.
3.2 Suitsutusahju alusraam
Valitud ruudukujulise ristlõikega austeniitne roostevaba terastoru AISI 304 suitsutusashju raamile:
Ristlõike mõõtmed: 50x50 mm
Terasprofiili seinapaksus: 3 mm
Toote kaal: 4,5 kg/m
Standardpikkus: 6000 mm
Valitud austeniitne roostevaba terasleht AISI 304 suitsutusahju välimisele katteplekile:
Paksus: 1 mm
Laius: 1250 mm
Pikkus: 2500 mm
Teoreetiline kaal: 25,0 kg/tk
Valitud austeniitne roostevaba teraslatt AISI 304 suitsutusahju reguleeritavatele jalgadele:
Kõrgus: 10 mm
Laius: 50mm
Teoreetiline kaal: 3,9 kg/m
Standardpikkus: 4000-5000 mm
Austeniitse terase AISI 304 mehaanilised omadused:
Voolavuspiir Rp0,2 = 230 MPa
Tõmbetugevus Rm = 540-750 MPa
Murdevenivus A80 = 45 %
Tabel 1
Ruukki austeniitse terasemargi AISI 304 keemiline koostis protsentides[8]
Austeniitne teras
AISI 304
C
≤0,07 %
N
≤0,11 %
Cr
17,5 – 19,5 %
Ni
8,0 – 10,5 %
14
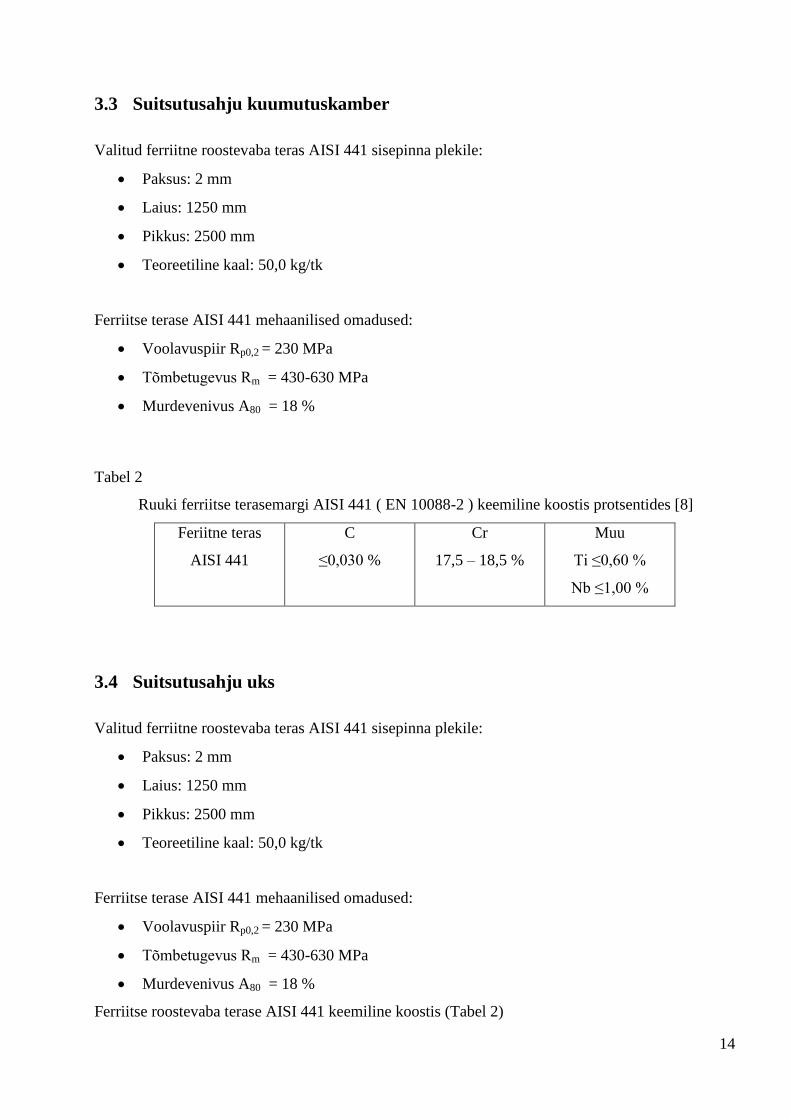
3.3 Suitsutusahju kuumutuskamber
Valitud ferriitne roostevaba teras AISI 441 sisepinna plekile:
Paksus: 2 mm
Laius: 1250 mm
Pikkus: 2500 mm
Teoreetiline kaal: 50,0 kg/tk
Ferriitse terase AISI 441 mehaanilised omadused:
Voolavuspiir Rp0,2 = 230 MPa
Tõmbetugevus Rm = 430-630 MPa
Murdevenivus A80 = 18 %
Tabel 2
Ruuki ferriitse terasemargi AISI 441 ( EN 10088-2 ) keemiline koostis protsentides [8]
Feriitne teras
AISI 441
C
≤0,030 %
Cr
17,5 – 18,5 %
Muu
Ti ≤0,60 %
Nb ≤1,00 %
3.4 Suitsutusahju uks
Valitud ferriitne roostevaba teras AISI 441 sisepinna plekile:
Paksus: 2 mm
Laius: 1250 mm
Pikkus: 2500 mm
Teoreetiline kaal: 50,0 kg/tk
Ferriitse terase AISI 441 mehaanilised omadused:
Voolavuspiir Rp0,2 = 230 MPa
Tõmbetugevus Rm = 430-630 MPa
Murdevenivus A80 = 18 %
Ferriitse roostevaba terase AISI 441 keemiline koostis (Tabel 2)

15
Valitud austeniitne roostevaba teras AISI 304 välispinna plekile:
Paksus: 1 mm
Laius: 1250 mm
Pikkus: 2500 mm
Teoreetiline kaal: 25,0 kg/tk
Austeniitse terase AISI 304 mehaanilised omadused:
Voolavuspiir Rp0,2 = 230 MPa
Tõmbetugevus Rm = 540-750 MPa
Murdevenivus A80 = 45 %
Austeniitse terase AISI 304 keemiline koostis (Tabel 1)
16
4 SUITSUTUSAHJU VALMISTAMISTEHNOLOOGIA
Suitsutusahju valmistamisel on kasutatud erineva keerukusastmega töövõtteid. Suitsutusahju
konstrueerimisele eelneb projekteerimine. Lõputöös kirjeldatud projekti valmimiseks kasutati
ettevõttes järgnevaid seadmeid:
Kantimismasin Promecan RG-104
Giljotiin Piesok CNTA
Frees OSO PHK-2
Lintsaag Thoma's 250 SAR
Treipink Colchester 600
Keevitusaparaat Migatronic Pilot 1600
4.1 Detailide valmistamine
Ettevõttes on kasutusel värviliste töölehtede süsteem, erinevate tööoperatsioonide teostamiseks (Nt
saagimisel roheline, treimisel kollane, keevitamisel punane). Tööline saab vastavalt oma
kvalifikatsioonile kätte konstruktori poolt koostatud tööjoonised.
4.1.1 Raam
Ahjuraami (joonis 2) detailid saetakse välja lintsaega vastavalt tööjoonistele (Tabel 3). Pärast
lihvitakse saagimisest tekkinud teravad servad, seejärel pestakse detailid voolava vee all
jahutusvedelikust, et vältida keevituskvaliteedi langust. Edasise etapina toimub ahjuraami
ruuttorude ning lisadetailide keevitus (reguleeritavad jalad, ukseraami hinged ning ukselukusti
kinnitusplaadid). Pärast raami diagonaalide mõõtmist lõigatakse mõõtu ning kanditakse ahju
siseplekk. Korstnaava lõigatakse ketaslõikuriga. Seejärel teostatakse sisepleki keevitus ahjuraamile.
Järgmisena keevitakse suitsugaaside korstnatoru. Pärast keevitustöid toimub happepesu, millele
järgneb kivivilla paigaldus, välimiste katteplekkide mõõtu lõikamine, kantimine ning kinnitamine
tõmbeneetidega (A2 3,2x10 mm).

17
Tabel 3
Ahjuraami detailide kogused ning mõõdud
Detaili nimetus Mõõt ( mm ) Kogus ( tk ) Saagimise nurk ( °)
Vahetala 50x50x3 5 90/90
Külgede ülatoru 50x50x3 2 45/45
Külgede alumine
toru
50x50x3 2 90/90
Raami püsttoru 50x50x3 4 90/45
Reguleeritavate
jalgade
plaadid(ribarauast)
10x50 4
Uksehinge kandur
10x50 6
Ukselukusti
kinnitusplaat
6x25 4
Suitsugaaside
korstnatoru
100x100x3 1 90/90

18
Joonis 2. Suitsutusahju raam
4.1.2 Ahjuuks
Ahjuukse (joonis 3) ruuttorude saagimine toimub samaaegselt ahjuraami ruuttorudega (Tabel 4).
Teravad servad lihvitakse ning detailid pestakse jahutusvedelikust. Pärast ruuttorude kokku
keevitamist toimub ukseraami mõõtude järelkontroll. Vastavalt joonistele lõigatakse välja
giljotiiniga sisemine ukseplekk ning ketaslõikuriga tõmberegulaatori ava. Teravad servad lihvitakse.
Seejärel toimub ukseraami sisepleki, uksehingede, uksetihendi U-kujulise profiili ning ukselukusti
detailide keevitus. Keevitustöödele järgneb ukseraami happepesu. Järgmise etapina lõigatakse
mõõtu ukse välisplekk ja tõmberegulaatori ava, mis lõigatakse ketaslõikuriga. Lisaks servad
kanditakse ja paigaldatakse kivivill ning välisplekk kinnitatakse tõmbeneetidega (A2 3,2x10)
ukseraamile. Välimisele katteplekile keevitatakse tõmberegulaatori liugsiinid, keevisõmblus

19
töödeldakse söövituspastaga. Viimase tööoperatsioonina mõõtude täpsuse säilitamiseks puuritakse
ja keevitatakse termomeetri kinnitustoru, toimub ka keevisõmbluse järeltöötlus söövituspastaga.
Tabel 4
Ahjuukse detailide kogused ja mõõdud
Detaili nimetus Mõõt (mm) Kogus (tk) Saagimise nurk ( °)
Külgtoru 50x50x3 2 45/45
Ülemine/alumine toru 50x50x3 1+1 45/45
Vahetoru 50x50x3 1 90/90
Tõmberegulaatori
raam
50x50x3 2 45/90
50x50x3 1 45/45
50x50x3 1 90/90
Hingeplaat 10x50 6
Lukustipuks Ø10 2
Termomeetri
kinnitustoru
Ø 25x1,2 1

20
Joonis 3. Suitsutusahju uks
4.1.3 Suitsugaaside reguleeritav siiber
Võttes aluseks siibri (joonis 4) kontruktsiooni joonised, lõigatakse giljotiini all välja siibri koostuks
vajalikud detailid, lihvitakse teravad servad. Keevitatakse siibri raam, teostakse vajalikud
kantimistööd ja keermestatakse käepideme ots. Pärast keevitustöid toimub happepesu ja montaaž.

21
Joonis 4. Suitsugaaside siiber
4.1.4 Tõmberegulaatori siiber
Vastavalt tööjoonistele lõigatakse giljotiiniga vajalikud siibri detailid (joonis 5). Teravad servad
käiatakse lintlihvijal. Toimub liugsiini kantimine, reguleeritavate paneelide avade freesimine.
Seejärel käepideme keevitus ning happepesu. Hilisema montaaži käigus toimub liikuvuse kontroll
ja seadistus.
22
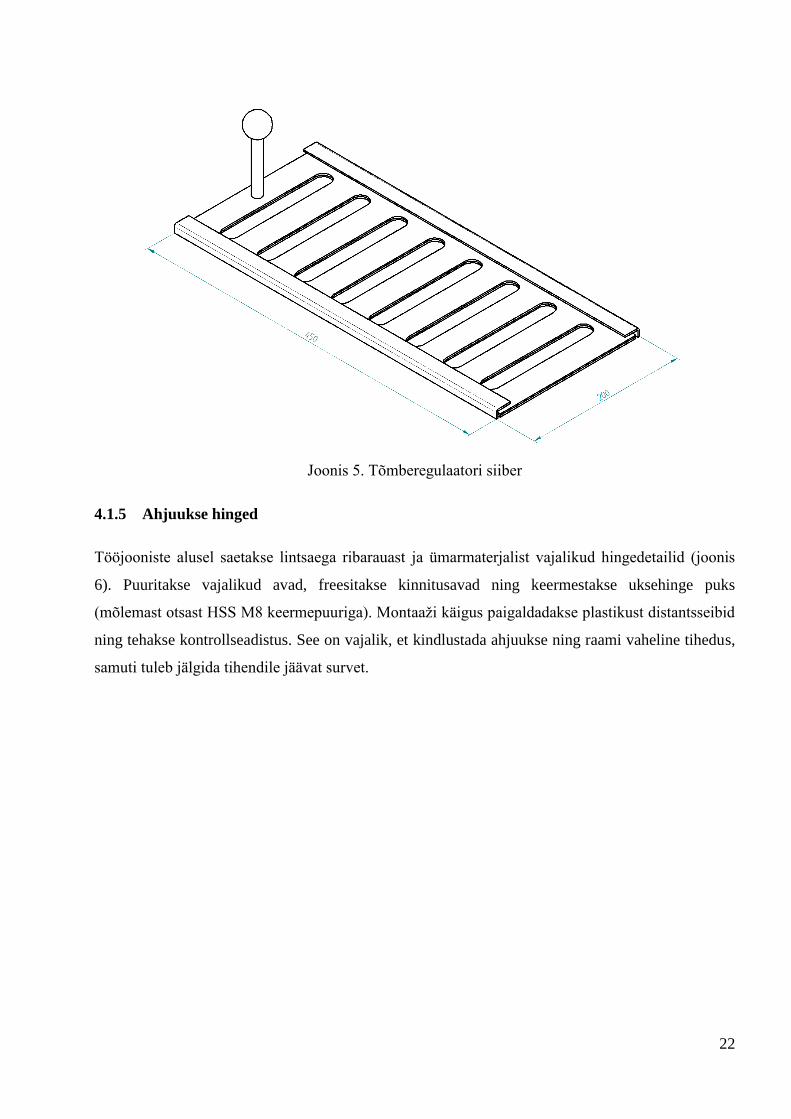
Joonis 5. Tõmberegulaatori siiber
4.1.5 Ahjuukse hinged
Tööjooniste alusel saetakse lintsaega ribarauast ja ümarmaterjalist vajalikud hingedetailid (joonis
6). Puuritakse vajalikud avad, freesitakse kinnitusavad ning keermestakse uksehinge puks
(mõlemast otsast HSS M8 keermepuuriga). Montaaži käigus paigaldadakse plastikust distantsseibid
ning tehakse kontrollseadistus. See on vajalik, et kindlustada ahjuukse ning raami vaheline tihedus,
samuti tuleb jälgida tihendile jäävat survet.

23
Joonis 6. Ahjuukse hing
4.1.6 Ahjuukse lukusti
Vastavalt tööjoonistele saetakse ribarauast ukselukusti (joonis7) kinnitusplaadid. Ümarmaterjalist
saetakse ümarseib, käepide, lukusti keele puks, freesitakse lukusti keel ning treitakse ümarmaterjal.
Puuritakse vajalikud avad kinnitusplaatidele ja ümarseibidele. Keermestatakse käepideme ots.
Vastavalt koostule toimub detailide keevitus ning seejärel happepesu. Montaaži käigus
kontrollitakse ukse tihedat lukustumist.

24
Joonis 7. Ahjukse lukusti
4.2 Konstruktsiooni liitmine
Roostevabasid teraseid on võimalik keevitada kõigi kaarkeevituse, kontaktkeevituse protsessidega,
aga ka plasma-, hõõrd-, laser- ja elektronkiirkeevitusega. Antud lõputöö projekti puhul on
konstruktsiooni keevitusviisiks valitud TIG keevitus ehk keevitamine sulamatu elektroodiga.
Sulamatu elektroodiga keevitus on elekterkaarkeevitusprotsess, kus kaarleek põleb sulamatu
volframelektroodi ja keevitatava materjali vahel. TIG protsessiga võib keevitada kas lisaainega või
ilma. Lisaaine viiakse kaarleegi toimepiirkonda tavaliselt käsitsi. Kaarleegi piirkonnas lisaaine
sulab ning moodustub keevisõmblus. Gaasisuudme kaudu juhitakse kaarleegi juurde kaitsegaas, mis
kaitseb keevisõmblust välisõhu kahjuliku mõju eest. TIG keevitus sarnaneb oma tehnoloogia
poolest gaaskeevitusega. TIG keevituse eelisteks on, et see sobib väga paljude metallide
keevitamiseks, ei ole pritsmeid, saab keevitada suhteliselt õhukesi materjale. Puuduseks on
protsessi suhteline aeglus, tundlikkus tuuletõmbe suhtes (nagu ka MIG-MAG-il) ja tundlikkus
ebapuhaste pindade suhtes.[9] Suitsutusahju keevisliidete parema läbikeevituse kvaliteedi
saavutamiseks on kasutatud AGA firma tootevalikust MISON Ar juurekaitse gaasi [10], ESAB
MOST TIG volframelektroodi (läbimõõt 2,4 mm) ning täitematerjalina ESAB OK TIGROD 316.
4.3 Viimistlus
Roostevaba keevisõmbluste järeltöötluseks on võimalik kasutada mehaanilist puhastust (harjamine,
lihvimine, liivapritstöötlus). Lõputöös kirjeldatava projekti ainuvõimalikuks järeltöötluse variandiks
osutus keevisõmblustelt ning nende lähialadelt oksiidikelme eemaldamine keemilise söövitamisega.
Selleks oli antud projekti puhul kasutatud suurtemate detailide happevanni sukeldamist.

25
Happevanni gabariitmõõdud on pikkus 4000 mm, laius 1300 mm, sügavus 1500 mm. Happevannis
on kasutusel Avesta Pickling Bath 302, mille keemiline koostis on: hüdrofloriidhape 10-15%,
lämmastikhape 40-50%. Väiksemate detailide keevisliidete puhastamiseks, mis on keevitatud ahju
konstruktsioonile kasutatakse söövituspastat ESAB StainClean Pickling Gel, mille keemiline
koostis on: lämmstikhape 16-17%, väävelhape 8-12%, vesinikfloriidhape max 5%.
Suitsutusahju välisplekk on valitud harjatud pinnatöötlusega, mis on ostujärgselt kaetud
kaitsekilega. See eemaldatakse pärast paigaldust kliendi juures. Valik osutus selliseks, et anda
ahjule kaubanduslikku lisaväärtust.

26
5 MAJANDUSLIK OSA
Käesolevas peatükis kirjeldatakse suitsutusahju ostutoodete nimistut koos koguste ja hindadega.
Tabelis 5 on nähtav, et suitsutusahju ostutoodete maksumus on 1395 eurot. Tabelis 6 näeme
projekti koostamiseks vajalike tööde maksumust, milleks kujuneb 2805 eurot. Kogu projekti
maksumus koos ettevõtte kasumimarginaaliga on 5460 eurot
Tabel 5
Ostutoodete maksumus ja kogused
Toote nimetus Ühiku hind Kogus Kokku (€)
Ruudukujuline
roostevabaprofiil
50x50x3 mm
8,27 eur/jm 19,7 m 163
Ruudukujuline
roostevabaprofiil
100x100x3 mm
23,5 eur/jm 0,8 m 18,85
Roostevaba leht
1x1250x2500 mm
3,2 eur/kg 96 kg 307,2
Roostevaba leht
2x1250x2500 mm
2,76 eur/kg 156,68 kg 432,43
Roostevaba leht
4x1000x2000 mm
3,3 eur/kg
3 kg
9,9
Ribaraud 5x15 mm 3,2 eur/kg 0,5 kg 1,6
Ribaraud 3x20 mm 3,2 eur/kg 1,1 kg 3,52
Ribaraud 6x25 mm 3,2 eur/kg 0,12 kg 0,38
Ribaraud 10x50 3,2 eur/kg 4,3 kg 13,76
Ümarteras Ø 8 mm 3,1 eur/kg 0,21 kg 0,65

27
Toote nimetus Ühiku hind Kogus Kokku (€)
Ümarteras Ø 10 mm 3,1 eur/kg 0,33 kg 1
Ümarteras Ø 65 mm 4,4 eur/kg 3,5 kg 15,4
Toru Ø 25x1,2 mm 3,5 eur/jm 0,8 m 2,8
Reguleeritavad jalad 18 eur/tk 4 tk 64
Ümarplastik Ø 25
mm
100 eur/kg 0,1 kg 10
Kuumutusplaat 70 eur/tk 2 tk 140
Gaasipõleti 99 eur/tk 1 tk 99
Käepideme nupp 5 eur/tk 2 tk 10
Uksetihend 7 eur/m 5,9 m 41,3
Termomeeter 10 eur/tk 1 tk 10
Kivivill 20 eur/tk 1 pakk 20
Muud ostuosad
(poldid,mutrid,seibid)
30
Ostuosad kokku:
1395 EUR
Tabel 6
Ettevõttesiseste tööde maht ning hind
Töö nimetus Kogus ( h ) Hind ( €/h ) Kokku €
Projekteerimine 50 10 500
Keevitus 62 15 940
Pingitööd 50 15 750
Pesu 3,5 30 105
Montaaž 25,5 20 510
2805 EUR
Tabel 7
Ettevõtte omahind suitsutusahju valmistamisel
Suitsutusahju omahind Ostutooted + valmistus
1394,79 + 2805 = 4199,79 EUR
28
Tabel 8
Suitsutusahju lõppmaksumus kliendile
Suitsutusahju müügihind 4199,79 x 1,3 = 5460 EUR + KM (20%)

29
KOKKUVÕTE
Lõputöö eesmärgiks oli projekteerida tellija nõuetele vastav suitsutusahi, materjalide teadlik valik
ning mahtuda tellija poolt esitatud maksumuse raamidesse.
Lõputöö tulemusena projekteeriti ning valmistati suitsutusahi OÜ Voore Mõisa tellimusel.
Suitsutusahju raami, ukse ning välise kattepleki materjaliks oli valitud austeniitne teras AISI 304.
Ahju kuumutuskambri ning ukse sisepleki materjaliks ferriitne teras AISI 441.
Kuumutuselemendina kasutati malmplaati. Keevitusmeetodiks valiti TIG keevitus. Põhjusel, et see
on kvaliteedilt puhas keevitus - ei ole pritsmeid ning saab keevitada suhteliselt õhukesi materjale.
Suitsutusahju välise kattepleki kinnitamiseks valiti roostevaba tõmbeneedid.
Keevisliidete järeltöötlusel kasutati oksiidikelme eemaldamiseks keemilist söövitamist. Suuremate
detailide puhul happevanni sukeldamist ning väiksemate detailide jaoks söövituspastat.
Projekti ostuosade maksumuseks kujunes 1394,79 eurot, ettevõttesiseste tööde mahuks 191 tundi ja
hinnaks 2805 eurot. Kliendi jaoks jäi suitsutusahju lõpphind eelarve piiridesse, milleks oli 5459,72
eurot pluss käibemaks 20%. Konstruktsioonijoonised tehti selliselt, et suitsutusahju
gabariitmõõtmed sobiks OÜ Voore Mõisa ruumi planeeringuga. Väikelihatööstuse tõttu oli see
suurimaks probleemiks, miks ei valitud standardlahendusega sisseostetavat suitsutusahju.
Projekteerimise käigus valiti kütteelemendiks kolme reguleerimisastmega gaasipõleti. Põhjus, miks
valituks osutus gaas mitte elekter oli OÜ Voore Mõisa alajaama nimivõimsus piiratus. Suurem osa
elektritarbimisest on kasutusel külmseadmete, tehnoloogilises protsessis vaja minevate seadmete
tööshoidmiseks. Samuti on suuremad tarbijad ettevõttes pumbajaam ning puhastusseadmed.
Lõputöös kirjeldatud projekti valmistamise käigus täideti tellija poolsed kriteeriumid ning ettevõtte
poolsed eesmärgid. Valmis suitsutusahi oli kliendile sobilik ning tänu sellele hakati tootma
uudistooteid ja suurendati üldist toodangu mahtu.

30
SUMMARY
The aim of this thesis was to make blueprints of smoke oven for small meat industry, conscious
choice of materials and to fit into customer's budget proposal.
A final outcome of a thesis is that smoke oven was engineered to OÜ Voore Mõis. Smoke oven
frame, door and outer overlay fireguard was made of austenite stainless steel AISI 304. Heating
chamber and internal fireguard of the door was made of ferrite stainless steel AISI 441. Cast iron
plate was chosen as smoke oven heating element. TIG welding was used as welding method. TIG
welding allows to create clean welds. No spatters are produced and thin materials can be welded.
Smoke oven outer overlay fireguard was affixed with stainless steel rivets. Immersion pickling was
used for larger details and pickling paste for smaller details.
Purchase sum of parts were 1394,79 euros. In-house work hours were 191 h with the price of 2805
euros. Smoke oven final price was 5459,72 euros plus 20% sales tax which fitted into customer's
budget proposal. Blueprints were made so that smoke oven overall dimensions will fit with OÜ
Voore Mõis room part plan. Room detail plan was the biggest problem why the smoke oven with
standard solution couldn't be fitted. Gas heater with three adjusting rings were chosen for this
project. The reason why gas and not electric heating was chosen, was lack of substation nominal
power. Most of the electric drive is used for refrigerating system and devices used in technological
process. Also pumping station and cleaning apparatus.
Client requirements and the goals of company were accomplished at the end of project described in
this thesis. Thanks to the smoke oven, new products can be made and overall production volume
increased.

31
VIIDATUD ALLIKAD
[1] Hortes, ,,Stoveman kuumsuitusahi,'' [Võrgumaterjal]. Available:
http://www.hortes.ee/est/moobel-grill-aiaehitised/grillid-ja-grillitarvikud/stoveman-uumsuitsuahi
[2] Ettevõtluse Arendamise Sihtasutus, ,,Stardi- ja kasvutoetuse programm,'' [Võrgumaterjal].
Available: http://www.eas.ee/et/alustavale-ettevotjale/eas-i-lahendused-ja-
toetusvoimalused/perioodi-2007-2013-stardi-ja-kasvutoetuse-programm/ueldjutt. [Kasutatud 15
märts, 2015]
[3] Lindfors Steel OÜ, [Võrgumaterjal]. Available: http://www.lindforssteel.com. [Kasutatud 2.
märts, 2015].
[4] Mooska talu, ,,Liha suitsutamise ajalugu,'' [Võrgumaterjal]. Available:
http://www.mooska.eu/index.php/suitsuliha/53-liha-suitsutamise-ajalugu. [Kasutatud 21. veebruar,
2015].
[5] MPBS Industries, ,, VAF 600 Smokehouse,'' [Võrgumaterjal]. Available:
https://www.mpbsonline.com/catalog/product/flavorcook-vaf-600-commercial-smokehouse/
[6] Rakvere Lihakombinaat, ,,Lihakool - suitsutamine, soolamine ja kuivatamine,'' [Võrgumaterjal].
Available: http://www.rlk.ee/et/lihakool/liha-valmistamine/suitsutamine-soolamine-ja-kuivatamine.
[Kasutatud 21. veebruar, 2015].
[7] ,,Roostevaba teras 1.4301/1.4307, kuumvaltsitud,'' 2013. [Võrgumaterjal]. [Kasutatud 30. märts,
2015].
[8] ,,Ruukki terastoodete laoprogramm,'' 2012. [Võrgumaterjal]. [Kasutatud 30. märts, 2015].
[9] Eprints.tktk.ee, ,, Üldiselt keevitamisest,'' [Võrgumaterjal]. Available:
http://eprints.tktk.ee/180/2/Keevisliited%20ja%20keevitusasendid/uumlldiselt-keevitamisest.html
[10] The Linde Group, ,, Mison kaitsegaasid,'' [Võrgumaterjal]. Available:
http://www.aga.ee/et/products_ren/cutting_welding_gases/shielding_gases/MISON_shielding_gase
s/index.html. [Kasutatud 3. märts, 2015]

32
LISAD
Lisa 1. Suitsutusahju joonis hinnapakkumiseks
Lisa 2. Suitsutusahju koost
Lisa 3. Suitsutusahju tükitabel

33
Lisa 1. Suitsutusahju joonis hinnapakkumiseks

34
Lisa 2. Suitsutusahju koost

35
Lisa 3. Suitsutusahju tükitabel





















