-
7/29/2019 validasi-autoklaf
1/8
utoclaveValidation
PHARMACEUTICAL ENGINEERING JULY/AUGUST2002Copyright ISPE
2002
Practical Guide to AutoclaveValidation
by Raymond G. Lewis, PE
In addition topotentialbusinessliabilities, therecan be
significantcosts associatedwith an autoclave
validationprocess. Thepracticalexperience thatthis article
isbased on mayprovideassistance inensuring aneffective,
efficientvalidation
process forsteamsterilization.
Introduction
This a rticle is based on pra ctical experi-
ences gained by the author while con-
ducting hun dreds of val idat ion test r uns
on dozens of a utoclaves of varied ma nufa cture.
I t is primari ly intended that personnel who
perform validation testing on autoclaves may
benefit from th ese experiences, an d th at it will
a ssist in ensu ring a high level of compliance inthe va lidat
ion process. The a rticle also may be of
benefit in selecting an appropriate validation
stra tegy a nd/or cycle. Personnel unfam iliar with
stea m sterilizat ion principles or a utoclave vali-
dat ion could use the material as a basic training
tool and it may be a good refresher for more
experienced personnel. A list of definitions a nd
references ar e provided at the end of the a rticle.
Sterility Assurance LevelThe level of microbial inactivation can
be de-
scribed by an exponential function, Sterility
Assuran ce Level or SAL. For exam ple, a S AL of
10-6 means t ha t t he probabi l ity of a single viable
microorganism being present on a sterilized
item/product is one in one million a fter th e item
ha s undergone a sterilizat ion process. A SAL of
10-3 means t ha t t he probabi l ity of a single viable
microorganism being present a fter sterilizat ion
is one in one thousa nd.
The SAL required is determined by the in-
ten ded use of th e item/product. S ter ilizat ion
processes associat ed with pa rentera ls and medi-
cal devices tha t pose a significant risk in terms
of the probability and severity of an infection
(e.g., implant s, sterile fluid pat hw ay s, products
intended t o come into conta ct wit h compromised
tissue) generally ha ve been st erilized to an SAL
of 10-6. Medica l device products n ot intend ed to
come int o conta ct wit h brea ched skin or compro-
mised tissue ar e generally sterilized to a SAL of10-3.
The remainder of this article is written as-
suming tha t a SAL of 10-6 is required.
Log ReductionAchieving a 1-log reduction means to decrease
the microbial population by a factor of 10. The
bioburden is the number and type of viable
microorgan isms conta mina ting an it em. A ster-
ilization cycle tha t provides a S AL of 10-6 effec-
t ively means that the microorganisms that
could be present (i.e., bioburden) are killed,
an d a n a dditional 6-log reduction sa fety fa ctor
has been provided. The following provides an
example of a cycle achieving a SAL of 10-6.
B ioburden (worst case) = 134 CFU (colony
forming unit ).
To reduce the microbial populat ion from 134
to 1 = log (134) = 2.13 (i.e., a 2.13-log red uc-
tion is required to reduce the
populat ion from 134 to 1).
Apply ing an addit iona l 6-log
reduction will theoretically
reduce the microbial popu-lation from 1 to 0.000001.
This pr ovides a S AL of 10-6 or
a one in one million prob-
ability of a single surviving
microorganism.
Tot a l l og red uct i on = 2. 13 + 6
= 8.13. Therefore t o provide
a S A L o f 1 0 -6 w i t h a
bioburden of 134 CFU re-
quires a sterilization cycle
th at provides an 8.13 log re-
duction.
Figure 1. Empty chamber
temperature mapping
(Photograph provided courtesy
of Kuhlman Technologies Inc.)
-
7/29/2019 validasi-autoklaf
2/8
AutoclaveVali
JULY/AUGUST2002 PHARMACEUTICAL ENGINEERINGCopyright ISPE
2002
Thermal Resistance CharacteristicsThe th erma l resista nce of
specific microorga nisms is chara c-
terized by D -va lues an d Z-va lues. A D-value is the t ime
in
minutes, at a specific temperature, to reduce the surviving
microbial population by 1-log. A Z-value is the temperature
chang e required to result in a 1-log reduction in D-value.
Other t ime measurement variables perta ining to thermal
resistance are F-values and F o-va lues. An F -value is the
number of minutes t o kill a specified number of microorga
n-
isms w ith a specified Z-va lue at a specific tempera tur e. An
F o-value is t he num ber of minutes t o kill a specified num ber
of
microorganism s with a Z-va lue of 10C (50F ) at a t emperat
ure
of 121.1 C (250 F).
Common Misconception and EquivalentSterilization Time
It is not uncommon to encounter the concept that 121.1C
(250F) is the temperature required for steam sterilization.
This underst a nding is not ent irely correct. E xtensive
empirica l
studies w ere conducted an d one of th e critical va ria bles
(tem-
perature) was pre-selected. It is not surprising that the
tem-
perature selected was an obvious round number in the tem-
perat ure ra nge of interest (250F). The F o-value equa tion
can
be used to determine the relative sterilization time at
other
tempera tur es as per th e following (with Z-va lue = 10 C):
F o = 10(T 121. 1) /10
where T = tempera ture ( C) and F o = equivalent steri l
iza-
tion time (min.)1
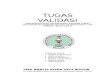
Table A provides some exam ples a nd the relat ionship
follows
in gra phical form in F igure 2.
As is demonstrated by the data above, sterilization can be
achieved using any of these temperatures. The lower the
tempera tur e the longer th e sterilizat ion cycle required.
This is
an importa nt concept t o consider because th ere are occas
ions
where the temperature needs to be carefully selected. Anexample
is a l iquid that cannot withsta nd high temperatures.
Ideal ly , the highest temperature tha t the load can w ithsta
nd
is selected, since this will provide the shortest possible
cycle.
Variables Required to Determine anIdeal Sterilization Cycle
An ideal sterilization cycle presumes an ideal sterilizing
environment (i.e. , satur a ted stea m w ith n o air). The ideal
cycle
can be determined with t he followin g thr ee va ria bles:
bioburden,
D-value, and required SAL. The following provides some ex-
amples:
a) G iven: B ioburden = 75 CFU , D-value = 0.5 min./log at
121.1 C, Required S AL = 10-6Then: Log (75) = 1.88
Log Reduction r equired = 1.88 log + 6 log = 7.88 log
Idea l Cy cle at 121.1C (250 F) = (7.88 log)(0.5 min./
log) = 3.94 min ut es
b) G iven: B ioburden = 1,215 CFU, D-value = 1.6 min./log a
t
121.1 C, Required S AL = 10-6
Then: Log (1215) = 3.08
Log Reduction r equired = 3.08 log + 6 log = 9.08 log
Idea l Cy cle at 121.1C (250 F) = (9.08 log)(1.6 min./
log) = 14.53 minut es
Overkill ApproachDetermining the bioburden and D-value for all i
tems to be
sterilized in a load ca n be quit e time consuming an d costly.
As
a result , for i tems tha t a re not heat sensit ive, an overki
ll
a pproach is generally employed.
An overkill approach avoids collecting bioburden and D-
va lue dat a by a ssuming w orst-case conditions. A bioburden
of
106 of a h ighly heat resista nt spore forming bacteria (Ba
cillus
stearothermophilus) is utilized. The D-value at 121.1C for
these bacteria is generally slightly above 2 minutes, andth
erefore using 2.5 minutes is a good w orst-case va lue.
With a bioburden of 106, to a chieve a SAL of 10-6 requires
a
12 (6 + 6) log reduction. Un der ideal conditions, t he length
of an
overkill ster ilizat ion cycle a t 121.1C is th erefore (12
log)(2.5
min ./log) = 30 minut es.
Bioburden and D-Value ApproachFor i tems that are heat sensi t
ive and cannot withstand an
overkill approach, it is necessary to collect bioburden and
possibly D-value data. This will dramatically shorten the
sterilizat ion cycle required. For example, if th e bioburden
is
low (e.g., 10 CFU ) and even m odera tely resista nt (e.g.,
D-value
= 0.5), an id eal 30-minu te overkill cycle at 121.1 C can
be
repla ced by a n id ea l cycle of 3.5 minu tes (7 log x 0.5 min
./log).
Alterna tively, the sterilizat ion t emperat ure could be
reduced
Figure 2. Equivalent sterilization time.
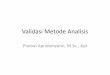
Figure 3. Ideal cycle time.
-
7/29/2019 validasi-autoklaf
3/8
utoclaveValidation
PHARMACEUTICAL ENGINEERING JULY/AUGUST2002Copyright ISPE
2002
to 112C and yet only require slightly less than a 30 minute
ideal cycle. I t may be a signi ficant a dvant age to reduce
the
sterilizat ion t emperat ure a nd/or time.
A compromise approach m a y sometimes be utilized wh ere
bioburden da ta is collected, but D -value st udies ar e not
per-
formed. A worst case D-value of 2.5 could then be employed.
This approach will provide a somewhat shortened cycle and
avoids the time and cost of D-value studies. Following our
example with a bioburden of 10 CFU , the ideal cycle a t
121.1C
can be shortened from a 30-minute overkill cycle to a 17.5-
min ut e cycle (7 log x 2.5 m in./log).
Figure 3 shows the st eriliza tion time required a t 121.1C
for
an ideal cycle to achieve a SAL of 10-6 at varying levels
ofbioburden (D-va lue = 2.5 min.).
Vacuum and Non-Vacuum CyclesPreviously, this article has
addressed ideal cycles that pre-
sume an idea l sterilizing environment. In term s of the
length
of cycle required, one can only a pproach idea l cycles for item
s
tha t a re easily st erilized. Most often, items/loa ds w ith
less
tha n ideal conditions ar e encount ered.
There are three basic types of cycles as follows:
a) Ha rd Goods (Vacuum):
Suitable for items easy to sterilize since air removal and
steam penetra t ion a re highly effect ive. Examples are ma
ny
types of glasswa re a nd lar ge diameter piping. A typical har
d
goods cycle may draw one vacuum prior to introducing
steam, r eaching t he desired st eril izat ion tempera ture, a
nd
beginning th e sterilizat ion dw ell period. A typical
pressure
vs. time gra ph for a h ar d goods cycle is shown in Figure
4.
b) Wra pped G oods (Vacuum):
Ut ilized for items difficult t o sterilize since air removal a
nd
steam penetrat ion are harder to achieve. Examples are
gowns, long lengths of tubing, a nd ta nks/vessels/appa ra
tus
wit h sm a ll inlet/outlet port s a nd/or vent filt ers. A ty
pical
wr apped goods cycle may d ra w t hree or more vacuums prior
to reaching the desired sterilization temperat ure an d
begin-ning the sterilization dwell period. A post sterilization
vacuum also is usual ly draw n to evacuate the steam from
the load items. Often t he length of time to pull an d
release
the va cuums exceeds the length of the sterilizat ion dw ell.
A
typical pressure vs. time gr a ph for a wr apped goods cycle
is
shown in Figur e 5.
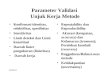
c) Liquids/G ra vity Displacement (Non-Vacuum):
Items that contain l iquids general ly cannot have a deep
vacuum pulled or th e liquid w ill be draw n out of the
item.
Liquid cycles generally just heat up an d cool down a nd do
not utilize vacuums. These items may require a lengthy
cycle time especially where the liquid volume is large
becau se the length of time required to heat up an d cool
down
the liquid may be considerable. Another term for a liquid
cycle is gravity displacement as the air is displaced by
gra vity (i.e. , removing air by int roducing st eam int o the
top
of a chamber an d displacing the air , w hich is heavier tha
n
stea m, by removing the a ir from the bottom of the cha
mber).
A typical pressur e vs. time gra ph for a liquids cycle is
shown
in Figure 6.
Basic Validation ApproachInstallation Qualif ication (IQ )
The IQ process is int ended to demonstra te th a t th e aut
oclave
a s insta lled meets a ll specifica tions, is inst alled
properly, andthat the supporting programs needed for ongoing
operation
(e.g., standard operating procedures, maintenance program,
etc.) are in place.
An IQ ma y include the following checks:
Mecha nical Equipment Speci ficat ions (chamber, valves,
traps, s trainers, f i l ters , regulators, vacuum pump,
heat
excha nger, condenser, etc.)
Control and Ins t rumenta t ion S peci fi ca t ions
(programmable
logic cont roller, opera tor in terf a ce, printer /recorder,
cont rol
valves, transducers, pressure and temperature transmit-
ters, resistance temperature devices, switches, level sen-
sors, int erlocks, ph otocells, etc.)
Si te Specificat ions/Ut i li t ies (power, grounding, surge
pro-
tector, unint erruptible power supply, breakers, wa ter,
air,
clean steam, plant steam, drain, shutoff /isolation valves,
electrical disconnect switches, etc.)
Dra wings Veri ficat ion (P &ID, mechan ical ,
electrical)
Const ruct ion Mat er ia l s/Mater ia l s in P roduct C ontac
t
Approval D ocumentat ion (e.g. , pressure vessel, electrical
,
etc.)
C h a ng e/S pa r e P a r t s
B i ll of Ma t er ia ls
Vendor Speci fi ca t ion Sheets
P u rch a se Or der s
F a ct ory Per forma nce Te st s
C ommis s ion i ng Repor t P r ev en t iv e Ma i nt en a n ce P
r og ra m
Sta ndard Opera t ing Procedures (opera t ing , maintenance
,
calibration)*
O per a t in g a n d M a in t en a n ce Ma n u a ls
P iping Insta l lat ion Verificat ion (slope, dead legs)
Weld Inspection/Sur face Roughness Documenta tion/Met-
allurgical Documentation
Control System Documentat ion (system configurat ion/block
diagr a m, flow sheets, display/report layouts, r equired
inter-
lock considerations, general process limits, conditions for
operat ing over ran ge, har d copy a nd electronic applicat
ion
code listing, t iming dia gra m, syst em security, input
/output
point l is t ing, dat a monitoring, alarms, softwa re
inventory
Table A. Equivalent sterilization time.
Temperature Fo Equivalency to 121.1C (250F)
115C (239F) 0.25 min. 1 minute at 115C provides the same
lethality as 0.25 minutes at 121.1C
120C (248F) 0.78 min. 1 minute at 120C provides the same
lethality as 0.78 minutes at 121.1C
121.1C (250F) 1 min. 1 minute at 121.1C provides the same
lethality as 1 minute at 121.1C
122C (251.6F) 1.23 min. 1 minute at 122C provides the same
lethality as 1.23 minutes at 121.1C
125C (257F) 2.45 min. 1 minute at 125C provides the same
lethality as 2.45 minutes at 121.1C
-
7/29/2019 validasi-autoklaf
4/8
AutoclaveVali
JULY/AUGUST2002 PHARMACEUTICAL ENGINEERINGCopyright ISPE
2002
and version, software configurations, parameter listings,
softwa re development a nd t esting records, chan ge
control,
vendor qua lification, modular softw ar e development docu-
ments, deta iled m odule functiona l specificat ions, et c.)
Ins t rumenta t ion and Input/Output Dry Loop and Wet Loop
Checks**
P I D Tun in g**
I n st r um en t C a lib ra t i on s**
* Operat ing Procedures can only be final ized after Perfor-
mance Qualifications tests are completed when vali-da ted load
configurat ions a nd cycles are known.
** Note: in some approaches, these checks a re capt ured as
initial Operational Qualification activities.
Operat ional Q ualif icat ion (OQ)
The OQ process is intended to demonstrate that the compo-
nents of the a utoclave operate properly and tha t t he aut
oclave
is deemed rea dy for performa nce or load test ing.
An OQ may include the following checks:
Opera t iona l Tests (opera t or/supervisory/ma intena nce
modes, doors, abort a nd emergency stop, a larm s, progra m-
mable parameters, menu navigation, security, power-up
an d shut down, opera tor interfa ce display checks,
interlock
override cont rol, procedure select/sta rt cont rol, step a
d-
van ce control, switch a nd int erlock tests, etc.)
Po w er Los s Recovery Tes t
S ou r ce C od e R ev iew
F ilt er S t er ili za t i on
Leak/Air Removal/St eam P enetra tion/Vacuum Hold Test*
J a cket Ma ppin g
S a t ur a t ed S t ea m C heck
E m pt y Ch a m ber Tes ts
* The Bowie Dick test is designed to test a ir removal , the
a bsence of air leaks a nd stea m penetra tion into a porous
load . It u ses a t est pa ck of fabr ic wit h specific
dimensions
or there ar e commercial, use once packs a va ilable. It ha
sbeen widely employed in Europe. In North America, a
Vacuum H old Test ha s often been employed. Eur opea n
St an da rd E N 554 specifies tha t if a sterilizat ion
process
includes air removal from the product, a st eam penetra -
tion test shall be carried out at the commencement of
each da y the a utoclave is used. Although a va cuum hold
test ma y be less sensit ive than a Bowie Dick test , the
aut hor assumes tha t a vacuum hold test can be consid-
ered as a sat isfactory al ternative i f s tric t acceptance
criteria a re applied. This assu mption is based on steam
penetra tion/letha lity in t he worst case load items being
demonstra ted and t hat the vacuum hold test therefore
demonstrates absence of leaks and that the val idated
condit ions t hat resul ted in letha l i ty ar e being met on
anongoing ba sis.
Empty Chamber Distribut ion Tests (Figure 1)
The ba sic objective is to show the chamber provides a
uniform
sterilizing environment. In the opinion of the author, cold
spots in au tocla ves ar e ra rely encount ered. Sometimes
cold
therm ocouples a re misint erpreted a s cold spots (refer to
fol-
lowing section Tips).
Three consecutive successful runs are performed for each
cycle type with typical a cceptan ce criteria as per the
following:
Throughout the dwel l t ime, a l l tempera tures measured in
Figure 4. Hard goods cycle.
Figure 5. Wrapped goods cycle.
the chamber are within a 3C ba nd (steri lizat ion
temperature
+ 3C ).2 Note: th e dwell set-point -1C /+ 2 C is often
used.
Throughout the dwell t ime a l l tempera tures measured in
the chamber do not f luctua te by more than 1C. 2
Throughout the dwel l t ime, a l l tempera tures measured in
the cham ber do not differ from each other by more than 2C
.2
The s team i s a t a t empera ture corresponding to i t s
vapor
pressure.2
The interva l of t ime between the a t t a inment of the s ter i
li za-
t ion temperature in the hottest and coldest parts of the
chamber does not exceed 15 seconds for chambers of not
more than 800L and not to exceed 30 seconds for larger
chambers.2
Timed measurements shal l be control led to an a ccuracy of
1%.2
Required pre-cert i f icat ion and post-cert i f icat ion of the
dat a
logger ensures th at the temperature m easurement system
is accura te to within 0.5C.
The vacuum hold test should achieve a vacuum level of 2.5
psia (with va cuum pump) an d ma intain t he vacuum (with-
out further vacuum being initiated) within 0.4 psi over a
period of five minutes.
Performance Qualificat ion (PQ)
Loaded Chamber Steam Penetration Tests
Loaded chamber steam penetrat ion r uns a re then conducted
on every load. Note: this is a very time consuming process,
especially if you have a significant number of items to be
sterilized. It is necessa ry to determine which load it ems are
th e
most difficult to sterilize and which location(s) within the
items presents the w orst-case conditions.
There a re tw o commonly used methods for determining t he
worst-case items/locations, t hermocouples, an d stea m integra
-
tors. Steam integrators a re commercial ly ava i lable strips
tha t
provide a q ua nt ita tive indica tion of the exposure to stea
m. The
-
7/29/2019 validasi-autoklaf
5/8
utoclaveValidation
PHARMACEUTICAL ENGINEERING JULY/AUGUST2002Copyright ISPE
2002
am ount of stea m exposure can be determined by measuring
the movement of a chemical indicator on the integrator
strip. The author recommends utilizing steam integrators
since they are designed to measure steam exposure and
therm ocouples can result in misleading da ta (i .e. , measur
-
ing temperat ure without ta king into account whether t here
is any air present).
Determining which load items are the most difficult to
sterilize and which location(s) within the items presents
the
worst-ca se conditions can be a da unt ing ta sk. With a lar ge
loadcontaining a wide variety of different types of items, the
number of possible test locat ions seems t o approach infinity.
I t
also can be difficult t o get t he th ermocouple a nd/or stea
m
integra tor into the item wit hout ad versely affecting the
item's
ability t o be sterilized a nd/or ruining t he item (a concern w
ith
expensive items).
One must evaluate an item on a case-by-case basis and
determine how best to challenge the item. Often th e item
must
be sealed somehow to return th e i tem to a sta te tha t
represents
equivalency with respect to stea m penetra tion. No a tt empt
will
be made t o provide an exha ustive commenta ry h ere, but rat
her
provide a few basic techniques for answering questions that
inevitably arise:
What is the most di ff icult point to steril ize in a h ose
of
uniform diameter? Common sense can somtimes assist,
dicta ting in this insta nce tha t th e most difficult to
sterilize
point is in th e center of the hose.
How do you get a 10-foot length of thermocouple and/or
stea m int egrat or into th e middle of a 50-foot hose? You
can
put a slice/cut into t he middle of the hose an d insert the
th ermocouple/int egra tor th rough t he slice. Note: the
cut
must be sealed or you will not be challenging the hose
properly. You can use silicon to seal t he cut. Alterna
tively,
if tw o 25-foot lengt hs of th e hose are a va ilable you ca n
join
the two lengths with a connector and insert the thermo-
couple into the connector. The connector then must besealed. The
a dva nta ge here is tha t you dont ruin t he 50-foot
hose. The connector technique ca n be used for sma ll diam-
eter tubing w here the hose is too sma ll to insert a therm
o-
couple an d/or stea m integra tor.
What i s the wors t-case loca t ion w i thin a bot t le, f lask
, or
cylinder? This ha s been shown to be in the cent er, near,
but
not at the bottom.
How can you minimize the number of runs requi red to
cha l lenge a load? Using st eam int egrators can h elp
mini-
mize the nu mber of runs r equired to challenge a load.
There
are a limited number of thermocouples available, but as
many integrators as desired can be placed in the load.
Load Configurat ionsAnother va riable of concern is w hether
fixed load configura-
tions or flexible load configurations are desired. A fixed
load
configuration means that the load to be sterilized will be
identical for all future processing runs and that the load
is
placed in the chamber in exactly the sa me wa y for al l
future
processing ru ns.
In t he opinion of the aut hor, the location of a n item in th
e
chamber d oes not influence its ability t o be sterilized (ass
um-
ing tha t t he location chan ge does not involve a chan ge in
load
density). This observation is based on the experiences of
the
author in conducting hundreds of validation test runs on
dozens of aut oclaves of varied ma nufa cture. However, one
should proceed as if the location within the autoclave is a
va riable of concern. One can eliminat e this var iable by rota
ting
the i tems within a load from run to run and t hereby at tempt
to
demonstrate positional equivalency.
For most load s, aga in in the opinion of the au thor ba sed
on
experience, the number of items in the chamber does not
influence an items ability to be sterilized (unless the load
becomes so dense th a t st eam penet ra tion/circulat ion
becomes
a n issue). One should proceed as if t his is a var iable of
concern.You can su ccessfully validat e a load w hile encompas sing
th is
si tuat ion by performing minimum a nd ma ximum load
studies.
The followin g provides a n exa mple of fixed vs. flexible loa
d
configurations:
E xa m ple loa d:
- t hree (3) f la s k s
- four (4) graduated cy l inders
- 24 plas t i c bot t les w i th vent f i lters
F ixed Load/Fixed Pos it ion:
In this situation, all of the load items are placed in the
au tocla ve, each t ime in the sam e position for each item, a
nd
a diagram of the load configurat ion is avai lable in
theprocedures so tha t t he opera tors can reproduce the load
for
every processing run. This situat ion w ill require the
least
va lidation run s, but offers no flexibility in load
configura-
tion.
F ixed Load/Variable Pos it ion:
In this situation, all of the load items are placed in the
au toclave, but t he location of the item in the a utoclave
can
vary an d only a l is t of the load i tems is required for
the
procedures. The validation runs must demonstrate posi-
tional equivalency by rotating the items from location to
location during t he test r uns. It ma y be possible to
accom-
plish th is with t he same number of val idat ion runs a s a
bove
and offers the operators some flexibility in loading
theautoclave. This can be an advantage especially for large
loads containing numerous items.
Var iable Load/Variable Pos it ion:
In this situation, any or all of the load items (i.e. , any
combin a tion of from 0 to 3 fla sks, from 0 to 4 cylinder s,
from
0 to 24 bottles) can be pla ced in t he a utoclave in an y
position
in the a utoclave and only a maximum load l ist is required
for the procedures. The valida tion runs mu st demonstr at e
positional equiva lency by rota ting t he items from location
to
location during t he test run s. The valida tion runs a lso
must
demonstra te tha t t he cycle is adequate for both a maximum
Figure 6. Liquids cycle.
-
7/29/2019 validasi-autoklaf
6/8
AutoclaveVali
JULY/AUGUST2002 PHARMACEUTICAL ENGINEERINGCopyright ISPE
2002
loa d an d minimum load configurat ion. The minimum load
tests a re done with only one item in the aut oclave, tha t
item
being the load item demonstra ted a s being the most
difficult
to sterilize. This meth od will require the grea test n umber
of
validation runs, but offers the operators a great deal of
flexibility in loadin g th e au toclav e. This can be a s
ignifican t
advantage in many si tuat ions.
Loaded Chamber Biological Challenge Tests
After determining the worst-case items and worst-case loca-tions
within items, these items are then challenged with
biological indica tors (spore strips a nd/or vials for pla
cement
wit hin liquids). A thermocouple should be placed along w
ith
each indicator, as the temperature data wi l l be required
to
extra polat e the cycle to achieve the SAL of 10-6.
Tests are conducted until a cycle time results in three
consecutive runs w here th e biological indica tors show n o
growt h.
If it is important to achieve the shortest possible cycle,
this
process can consume a great deal of time as t o determine t
he
success/failure point likely r equires obta ining fa iled t est
re-
sults along with successful test results. In addition, it
takes
time to determine wh ether th e indicators exhibit growt h (a
fter
tw o days of incuba tion you can be reasonably confident w
hether
there is growth or not in most cases). If a few minutes of
possibly unnecessa ry t ime added t o the cycle is not a
significa nt
issue, it can be a dva nta geous to at tempt t o predict a cycle
time
that you feel will pass. This can save considerable time and
validation costs.
Once one ha s a chieved thr ee consecutive run s resulting
in
no growth and therefore demonstrating a 6log reduction
(a ssuming y ou were using indicat ors of 106 spores /st rip),
th e
following equa tions/example show h ow to extra polat e the
full
cycle requ ired t o achieve th e SAL of 10-6:
La = [12 x (Fo/R)] - Fo
w he re La = t he a d di t iona l l et ha l it y (F o)
required
12 = used to extra polat e a 12-log reductionFo = the minimum
accumula ted F o va lue from the bio-
logica l cha llenge run s a t t he end of the cycle
R = the log reduction demonstra ted (i .e. log [spore
population])
Fi = 10(T-121.1)/10
w h er e F i = t h e in st a n t a n eou s F o value
T = the minimum temperature expected during the
additional lethality period (Note: this tempera-
ture should be taken a s the t emperat ure achieved
at the end of the dwell period at the challenge
location where the minimum a ccumula ted F o value
resulted)
Ta = La/Fi
where Ta = the addit iona l t ime required
C = Ta + D
w he re C = t ot a l d w el l per iod t i me req u ired
D = the dwell period t ime which resul ted in the dem-
onstrated reduction
Exa mple Calculat ion:
The biological cha llenge run s wer e performed using spore
strips tha t w ere enumerat ed at 1.21 x 106 spores /st rip.
Ther efore R = log (1,210,000) = 6.08
The minimum accumulated F o value (at the end of the
cycle) from th e biological challenge ru ns w as 30.2
minutes.
Therefore Fo = 30.2 minut es
La = [12 x (30.2/6.08)] - 30.2 = 29.4 min ut es
The temperature in the coldest item at the end of the
dwell period w as 119.4 C
Therefore T = 119.4C
Fi = 10(119.4-121.1 )/10 = 0.676
Ta = La /Fi = 29.4/0.676 = 43.5 minu tes
The biological challenge runs were conducted with a
dw ell period of 45 minu tes. Therefore D = 45 minu tes
C = 43.5 + 45 = 88.5 minutes (note: this num ber should be
rounded up)
Therefore t he dw ell period must be 89 minutes t o achieve
a 12-log reduct ion.
Three consecutive successful biological challenge runs
are performed for each load with typical acceptance
criteria consistent with the empty chamber distribution
test a cceptan ce criteria a nd a ll biological indicators
used
during the t est cycle must show negat ive growth .
Tips1. If you are going to draw a vacuum(s), ensure that the
load
i tems can withst and the va cuum(s). You dont w ant to be
the
person w ho has to report tha t t he new $10,000 ta nk is
now
as f l a t a s a pancake .
2. Rota te thermocouples from run to run. This avoids misin-
terpreting th ermocouples tha t read slightly lower tempera-
tu res (i.e., cold th ermocouples) as cold spots or cold
items.3. Label the thermocouples by number using a sma ll s trip
of
aut oclave ta pe. This wil l great ly assist w i th ensuring tha
t
you ar e properly recording w ha t t hermocouple wa s placed
in
each location and will save validation time.
4. I f you are performing a large number of test run s (e.g . ,
over
the course of severa l w eeks), st rike a compromise between
post-calibra tion verification of t hermocouples a fter
every
run a nd a t t he end of the entire test ing period. I f you wai
t
unt il the end of th e testing period, you run the risk tha t a
ll
of the runs ar e of no value due t o not meeting th e
verification
acceptance criteria. If you verify after every run, you will
ad d considera bly to th e lengt h of time required t o
complete
the test ing. The author has found that performing the
verifica tion every few run s or every few da ys is a rea
sonablecompromise.
5. B e caut ious w ith th e acceptance cri teria you employ
for
post-calibration of thermocouples. If the criterion is too
tight (e.g., all thermocouples must meet the acceptance
criteria), you may lose a lot of runs if one or two thermo-
couples cease functioning or a re outside of the tempera tur
e
tolerance aft er the ru n(s).
6. Take great care with documenting the val idat ion test
runs.
The documenta tion should include: a dia gra m showing t he
location of all load items wit hin th e aut oclave cham ber,
the
items conta ining th ermocouples, integra tors a nd
biological
indica tors, t he precise loca tion/num ber of ea ch ther mo
-
7/29/2019 validasi-autoklaf
7/8
utoclaveValidation
PHARMACEUTICAL ENGINEERING JULY/AUGUST2002Copyright ISPE
2002
couple, int egrat or an d biologica l indicat or with in each
item,
the printout from the da ta recorder, the printout or chartfrom
the autoclave, the time that the dwell period begins
an d ends (a s per the dat a r ecorder time), an d the results
for
each integrator or indicator. Each document should be
clearly la beled with t he dat e, test ru n number, etc. If you
fail
to generat e good documenta tion wh ile conducting the ru
ns,
you w il l not be able to recover when a nalyzing the da ta
/
putting together the report, and you will end up with
inadequat e or poor qua l ity da ta to support the va l idat
ion
process.
7. A therm ocouple should alwa ys be placed beside the dra
in
tempera ture sensor (usual ly a drain temperat ure sensor is
used to control the temperat ure wit hin th e aut oclave).
Cautions1. If you are using a non-vacuum cycle to sterilize a n
on-liquid
load, you are taking a significant risk. Some regulatory
bodies will simply not allow processing of non-liquid loads
with non-va cuum cycles.
2. Some regulatory bodies ar e extremely concerned tha t a l
l
points within the load achieve sterilization temperature
when sta rt ing the dw ell period. This may mean t ha t you
are
not draw ing enough va cuums or t hat modificat ions to th e
items being st erilized a re necessary to a llow more
efficient
steam penetrat ion.
3. I f you are not using biological indicat ors to val idat e
your
cycle, you a re ta king a significant risk. Using t emperat
ure
dat a alone means tha t you ar e assuming ideal condit ions
wh ere it is not justified.4 . I f you are placing a smal l
quant i ty o f water w i thin load
items to assist with sterilization, you must have appropri-
at e procedura l cont rols in place to ensure ongoing
consis-
tency with the am ount of wa ter present during th e val
ida-
tion runs and all subsequent processing runs.
SummaryThe requirements to validate steam sterilization
processes
ha ve been document ed for ma ny yea rs. For example, perha
ps
the most historically significant reference guide, the PDA
Technical Monograph No. 1 Validat ion of St eam St
erilization
Cycles wa s published in 1978. Nonetheless, stea m st
erilization
validation remains a significant issue to regulatory bodies,
par ticularly for processes associat ed with h igh risk in terms
of
the probability and severity of an infection. Failure to ad-
equa tely addr ess this requirement can place the public at
risk
an d lead to regulat ory citat ions/a ction.
In addition to potential business liabilities, there may be
significan t costs a ssociat ed with th e validat ion process.
Large
numbers of time consuming and costly test runs may be
required, and if appropriate consideration is not given to
employing t he correct a pproach, unnecessary ongoing opera
-
tional costs may result.
It is hoped tha t th e pra ctical experience tha t th is
document
is based on will provide assistance in ensuring an
effective,
efficient va lidat ion process for stea m sterilization an d tha
t the
end result provides th e best possible validat ed cycle to meet
th e
needs of the specific application.
DefinitionsSAL: sterility assurance level.
SAL of 10-6: th e proba bility of a single viable microorga
nismbeing present is one in one million.
Bioburden: th e number /ty pe of viable microorga nism s
con-taminat ing an i tem.
Overkill Approach: a steri l izat ion approach based on
as-suming worst-case conditions (a bioburden of 106 of a highly
heat r esista nt ba cteria) .
Log Reduction:reduce the surviving microbial population by
1 log or decrease th e surviving populat ion by a factor of
10.
12-Log Reduction:th e log reduction required a chieving
over-
kill and a SAL of 10-6.
CFU: colony-forming unit.
D-value:time in minut es, at a specific tempera tur e, to
reducethe surviving microbial population by 90%(one logarithmic
reduction).
Z-value: temperature change required resulting in a
1-logreduction in D -value.
F-value: the n umber of minut es to kill a specified number
of
microorganisms wit h a specified Z-value a t a specific tempera
-
ture.
Fo-value: the n umber of minut es to kill a specified num ber
ofmicroorganisms w ith a Z-value of 10 C (50 F) at a t emperat
ure
of 121.1 C (250 F).
1 Fo:the equ ivalent of 1 minute a t 121.1C (250F).
Dwell Period:the t ime period th at begins w hen th e aut
oclave
temperature has reached the set-point and ends when thetimer has
expired.
Worst case items: i tems in the load which are the mostdifficult
to sterilize (as det ermined by steam penetra tion stud-
ies).
Worst case location: the locat ion within a n i tem tha t is
the
most difficult t o sterilize (as determined by stea m penetra
tion
studies).
Gravity Displacement: a method of removing air by intro-ducing
steam into the top of a chamber and displacing th e air ,
...steam sterilizat ion validat ion remains a significant issue
to regulat ory bodies,
part icularly f or processes associat ed with high risk in t
erms of t he probabil it y
and severit y of an inf ection.
-
7/29/2019 validasi-autoklaf
8/8
AutoclaveVali
JULY/AUGUST2002 PHARMACEUTICAL ENGINEERING
which is heavier than steam, by removing the air from the
bottom of the cha mber.
Vacuum Cycle: a sterilization cycle that draws one or
morevacuums t o remove air prior to star ting t he dwell
period.
Pre-vacuum: a vacuum drawn prior to start ing the dwellperiod t
o remove air.
Post-vacuum: a vacuum drawn after the dwell period has
finished to remove stea m.
Hard Goods Cycle:a sterilizat ion cycle designed for items forwh
ich a ir removal is not difficult an d therefore genera lly one
pre-vacuum is dr aw n.
Wrapped Goods Cycle: a sterilization cycle designed for
items for which a ir removal is difficult a nd t herefore
generally
thr ee or more pre-va cuums are dra wn .
Liquids Cycle:a cycle designed for liquid loads th at
generally
uses gravi ty displacement ra ther tha n draw ing a vacuum.
Bowie Dick Test:a test designed to verify tha t a n a
utoclaves
vacuum phase is removing a sufficient amount of air prior tothe
introduction of steam into the chamber and tests for air
leaks into the chamber.
Empty Chamber Tests:tests with an empty cha mber essen-tial ly
designed to demonstra te th at an aut oclave provides a
uniform sterilizing environment .
Steam Penetration Tests:load ed cha mber tests designed to
determine the w orst-case items a nd w orst-case locations wit
hin
a load.
Biological Challenge Tests: load ed cha mber tests designedto
challenge the w orst-case locat ions (within worst case items)
wit h biologica l indicators t o demonst ra te t he
effectiveness of asterilizat ion cycle.
Steam Integrators: commercially available indicators thatprovide
an indication of exposure to steam .
Fixed Load: a load configurat ion where the quanti ty and
location of items w ithin t he chamber a re fixed.
SIP: steam-in-place or sterilize-in-place (often used
inter-changea bly a lthough t he level of microbial destr uction
achieved
ma y differ).
References
1. Validat ion of Steam Steri l izat ion C ycles: PDA
TechnicalMonograph No. 1 (1978).
2. Steri l izat ion of Medical Devices Val idat ion a nd
Routine
Control of Steri lizat ion by Moist Heat : European Sta ndar
d
EN 554 (1994).
About the AuthorRaymond G. Lewis, PE is a Val idat ion Man-ager
for Industria l Design a nd Construction
Inc. (IDC) in Portland, Oregon. In this posi-
tion, he is responsible for int erna tional cG MP
regulat ory issues involved in the d esign, con-
struction, a nd val idat ion of pharma ceutical ,
biotech, a nd medica l device fa cilities. He h olds
a degree in chemical engineering from the
Universi ty of Saskatchewan and a Cert i f icate in
computerscience from th e Un iversity of Regina . Lewis ha s 16
year s of
experience in the pha rm a ceutical/biotechnology indu str y
in
va lidat ion, engineering, production, fa cility services, and
com-
puter opera tions.
IDC, 2020 SW 4th Ave., 3rd Floor, Portland, OR, 97201.