Embed Size (px)
Citation preview
1483VSM : 170516 (vzor VTDO : 141117) 1 / 28
Číslo:
1483VSM
Verzia:
170516
Systém / produkt:
Výroba systémov MIREL
Názov:
Všeobecné výrobné postupy
Ďalšie zdrojové a pripojené súbory:
Súbor Opis Listy / Pripojenie
1 Priloha c 1 - Typy krimpovanych spojov.pdf Typy krimpovaných spojov 1
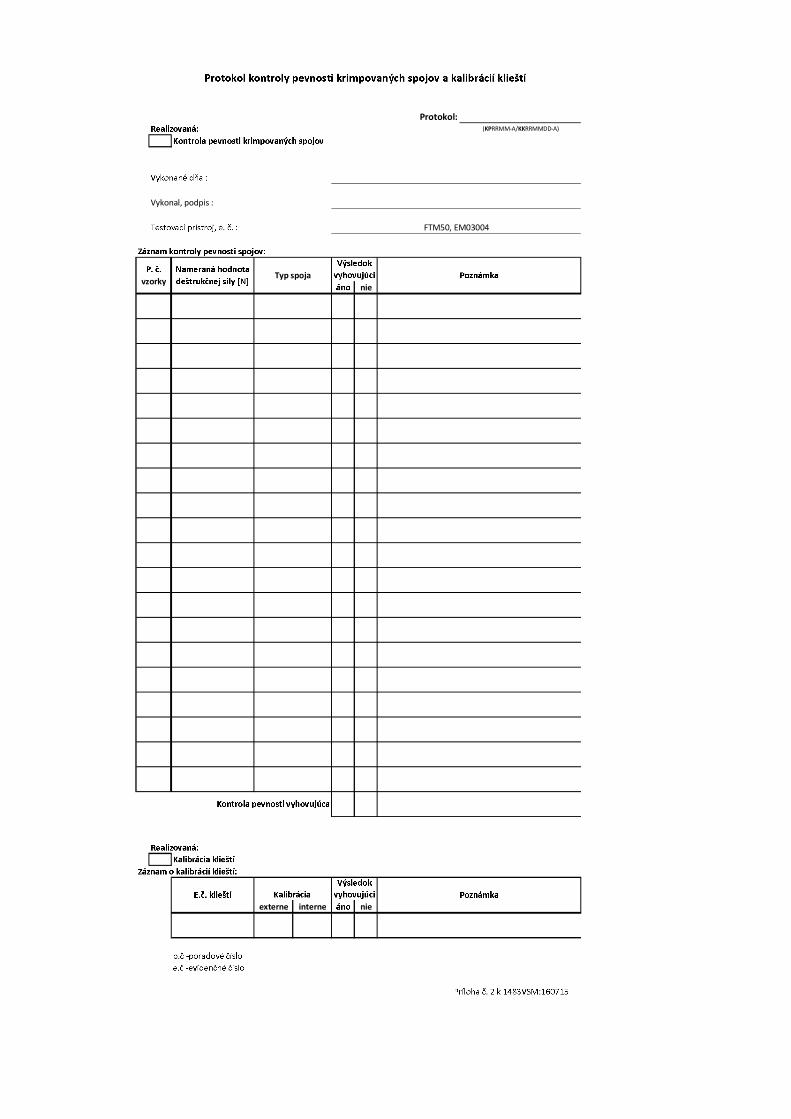
2 Priloha c 2 - Protokol kontroly pevnosti krimpovanych spojov a kalibracii kliesti.pdf
Protokol kontroly pevnosti krimpovaných spojov a kalibrácií klieští 1
Zoznam verzií dokumentu:
Verzia Opis Vypracoval Validoval Schválil
110512 Zavedenie dokumentu Bacigál - -
160513 Zmena formy, obsahu a určenia dokumentu Ing. Sučan Ing. Žilinec Ing. Michalec
160602 Špecifikácia procesov podľa DIN 6701 Ing. Sučan Ing. Žilinec Ing. Michalec
160623 Doplnenie špecifikácií merania izolácie Ing. Sučan Ing. Sučan Ing. Michalec
160715 Doplnenie špecifikácií pre krimpované spoje, kontrola spájkovania, naplnenie článku fixácie spoj. mater
Ing. Sučan Ing. Sučan Ing. Michalec
160810 Doplnenie momentov utiahnutia Ing. Výrost Ing. Výrost Ing. Michalec
160823 Úprava prílohy č. 1, kapitol lakovania, finalizácie zariadení, merania izolácie, spájkovania a rework
Ing. Sučan Ing. Sučan Ing. Michalec
161012 Aktualizácia prílohy č.1, momentov utiahnutia Ing. Sučan Ing. Sučan Ing. Michalec
161129 Doplnenie kapitoly špecifikácia balenia, aktualizácia poradia kapitol
Mgr. Cidorík Mgr. Cidorík Ing. Michalec
170110 Doplnenie kapitoly kusová skúška, aktualizácia skúšky izolácie, aktualizácia prílohy č.1
Ing. Výrost Ing. Výrost Ing. Michalec
170516 Doplnenie kapitoly produkcia vyrobená použitím nezhodného meradla
Minarovič Ing. Žilinec Ing. Michalec

1483VSM : 170516 (vzor VTDO : 141117) 2 / 28
Obsah
1 Určenie dokumentu....................................................................................................................... 3 2 Špecifikácia zmien dokumentu ...................................................................................................... 4 3 Použité značenie a názvoslovie..................................................................................................... 6 4 Kusová skúška ............................................................................................................................. 7 5 Všeobecné požiadavky ................................................................................................................. 8 6 Krimpovanie ................................................................................................................................. 9 7 Spájanie konštrukčných prvkov ................................................................................................... 13 8 Lepenie a vytesňovanie .............................................................................................................. 17 9 Spájkovanie................................................................................................................................ 18 10 Rework....................................................................................................................................... 19 11 Lakovanie DPS ........................................................................................................................... 20 12 Fixácia komponentov na DPS ..................................................................................................... 21 13 Skúška izolácie ........................................................................................................................... 22 14 Postup lepenia fólií a nálepiek ..................................................................................................... 25 15 Finalizácia zariadení ................................................................................................................... 26 16 Špecifikácia balenia .................................................................................................................... 27 17 Produkcia vyrobená použitím nezhodného meradla ..................................................................... 28
1483VSM : 170516 (vzor VTDO : 141117) 3 / 28
1 Určenie dokumentu
Dokument špecifikuje všeobecné postupy potrebné k výrobe výrobkov MIREL.
Dokument nadväzuje a odvoláva sa na nasledujúcu dokumentáciu:
Číslo Verzia Názov
[1] 2095VSM 160801 Všeobecné požiadavky na výrobu mechaniky
[2] 2097VSM 160823 Koncepcia ochrany pred ESD
[3] 849QM 160301 Riadenie skladových zásob
Dokument je určený pre:
■ pracovníkov výrobcu ako výrobná a technická dokumentácia výrobkov MIREL
■ pracovníkov dodávateľských spoločností v rozsahu nasledujúcich kapitol:
- 5.2 Práca s chémiou, pravidlá používania
- 7 Lepenie a vytesňovanie
1483VSM : 170516 (vzor VTDO : 141117) 4 / 28
2 Špecifikácia zmien dokumentu
Verzia 110512
Zavedenie dokumentu.
Verzia 160513
Úprava obsahu, formy a účelu dokumentu.
Verzia 160602
Špecifikácia zavedenia procesov v zmysle normy DIN 6701.
Verzia 160623
Špecifikácia úlohy v prípade negatívneho výsledku merania izolácie, vplyv merania na funkčnosť zariadenia, spôsob integrácie merania izolácie do výrobnej dokumentácie zariadení a doplnenie špecifikácie spôsobu vykonania merania.
Verzia 160715
Úprava úloh v kapitole krimpovania, úprava protokolu – príloha č. 2 a doplnenie špecifikácií v prílohe č.1 pre realizáciu spojov. Doplnenie kontroly a spôsobu overovania spájkovaných spojov. Naplnenie článku fixácia spojovacieho materiálu.
Verzia 160810
Doplnenie momentov utiahnutia.
Verzia 160823
Doplnenie špecifikácií pre lakovanie DPS, finalizáciu zariadení, úprava prílohy č.1- doplnenie klieští do zoznamu. Úprava článku skúšky výdržovým napätím- korekcia napätí. Špecifikácia a úprava hodnôt teploty pri spájkovaní a rework-u.
Verzia 161012
Doplnenie realizovaného spoja C35 oddelením OVD, korekcia označenia klieští.
Aktualizácia momentov utiahnutia.
Verzia 161129
Doplnenie kapitoly špecifikácia balenia, aktualizácia poradia kapitol.
Verzia 170110
Doplnenie kapitoly Kusová skúška. Aktualizácia kapitoly skúšky izolácie - doplnenie skúšky galvanických oddelení a izolácií, aktualizácia štruktúry kapitoly, pridanie akcie pri neúspešnom výsledku skúšky izolácie.
Doplnenie realizovaného spoja A75 oddelením OVD, odstránenie klieští N-EWZ225D a pridanie nových CRIMPFOX 1212711.

1483VSM : 170516 (vzor VTDO : 141117) 5 / 28
Verzia 170516
Doplnenie kapitoly Produkcia vyrobená pomocou nezhodného meradla.
1483VSM : 170516 (vzor VTDO : 141117) 6 / 28
3 Použité značenie a názvoslovie
BP Backplane
DPS Doska plošných spojov
DSUB Typ konektora
GO Galvanické oddelenie
HDV Hnacie koľajové vozidlo
HWIS Hardvérový inžinier starší
IB Izolovaný bod
MR Metrológ
OVD Oddelenie výrobno-dodávateľské
OVY Oddelenie vývoja
PKČ Prístupné kovové časti
VSB Vytvorený spoločný bod

1483VSM : 170516 (vzor VTDO : 141117) 7 / 28
4 Kusová skúška
Na základe čl. 12.1.2 normy STN EN 50155:2008 sa musia v procese výroby finálnych produktov vykonať kusové skúšky v súlade s čl. 12.2.1, 12.2.2 a 12.2.9. Kusové skúšky sa vykonávajú na overenie toho, že vlastnosti výrobku zodpovedajú tým vlastnostiam, ktoré sa namerali počas typovej skúšky a vykonávajú sa na každom kuse zariadenia. Skúšky sa musia vykonať vždy aj keď skúška nie je uvedená alebo špecifikovaná vo výrobnom postupe, pričom je nutné dodržať nasledovné poradie:
1. Skúška izolácie podľa kapitoly 13
2. Vizuálna prehliadka podľa kapitoly 4.1
3. Skúška funkcie podľa kapitoly 4.2
Výsledky skúšok je potrebné uviesť vo výrobnom protokole. V prípade negatívneho výsledku je potrebné vykonať nápravu na zabezpečenie pozitívneho výsledku kusových skúšok.
4.1 Vizuálna prehliadka
Vizuálna prehliadka je kontrola finálneho produktu, pri ktorej sa vizuálne kontroluje správne zostavenie a finalizácia, pričom správnosť vyhotovenia je definovaná v príslušných krokoch výrobného postupu predfinálnej etapy a etapy finalizácie produktu. Zároveň sa sleduje možné poškodenie vzniknuté po skúške merania izolácie. Okrem toho môžu byť v príslušnej výrobnej dokumentácii špecifikované dodatočné požiadavky kontroly kroku vizuálna prehliadka.
4.2 Skúška funkcie
Na úrovni zariadenia sa kontroluje správne zostavenie a súčinnosť modulov. Merania a kontroly skúšky funkcie musia mať špecifikované podmienky a požadovaný výsledok.
Na úrovni systému sa postupuje podľa Funkčnej skúšky D3.
1483VSM : 170516 (vzor VTDO : 141117) 8 / 28
5 Všeobecné požiadavky
5.1 Používanie meracích prístrojov
Merania je možné vykonávať len na zaevidovaných meracích prístrojoch, ktoré sú pravidelne overované ako pracovné meradlo.
5.2 Práca s chémiou, pravidlá používania
Chemické látky sa musia používať podľa ich návodu na používanie a technického listu. Pri práci je potrebné dodržať nasledujúce pravidlá.
Pred použitím
1. Ak je v príbalovom letáku, alebo v návode na používanie predpísaný čas spotreby po prvom otvorení, je potrebné pri prvom otvorení znovu použiteľných uzatvárateľných nádob, zaznačiť aktuálny dátum na obal.
2. Pred použitím látok je potrebné skontrolovať ich konzistenciu a vzhľad. Ich použitie je možné, len ak sú vlastnosti vyhovujúce.
3. Chemické látky sa musia používať, len do dátumu spotreby, alebo do určeného času od prvého otvorenia.
4. Ak nie je definovaná požadovaná hodnota vlhkosti okolitého prostredia chemickou látkou, je potrebné ju dodržať v rozmedzí 30-70 %.
Pri práci
1. Pracovné prostredie - prašnosť, teplota vlhkosť, používanie iných látok svetelné žiarenie zmena teploty, nepovolená cirkulácia vzduchu, zmena vlhkosti, musí byť dodržaná v rámci návodu na používanie, alebo bezpečnostného listu.
2. V čase aplikovania silikónu sa nesmie v miestnosti realizovať lepený spoj, nanášať farba, alebo aplikovať látku, ktorá je prioritne používaná kvôli svojim adhéznym vlastnostiam (priľnavosti).
Po použití
1. Po aplikovaní silikónu je potrebné miestnosť vyvetrať. 2. Likvidáciu obalov vykonávať podľa návodu na používanie.
1483VSM : 170516 (vzor VTDO : 141117) 9 / 28
6 Krimpovanie
Pri výrobe zariadení a ich servisovaní je potrebné podľa článku 7.1.1 normy STN EN 50155:2008 dodržať predpísanú kvalitu krimpovaných spojov. Pre zabezpečenie kvality takýchto spojov je potrebné vykonávať nasledujúce činnosti:
§ Zhotoviť a kontrolovať spoje podľa požiadaviek na realizáciu krimpovaných spojov.
§ Vykonávať kontrolu pevnosti spojov deštrukčnou skúškou.
§ V prípade nevyhovujúcej vizuálnej, alebo pevnostnej kontroly realizovať nápravné opatrenie.
6.1 Zhotovenie spojov
Podmienky pre zhotovenie krimpovaných spojov a realizáciu vizuálnej kontroly platia pre všetky realizované spoje oddeleniami OVD, OZP, OVY.
Spoje sa musia realizovať len evidovanými krimpovacími kliešťami, ktoré majú platné overenie a používanie klieští musí byť v súlade s návodom na používanie.
Postup pre zhotovenie spojov:
§ Skontrolovať platnosť overenia krimpovacích klieští a prítomnosť evidenčného čísla.
§ Po odstránení izolácie vodiča, skontrolovať čistotu vodiča a overiť na neprítomnosť oxidácie. Vodič ani jeho žily, nesmú byť v mieste odizolovania pokrútené, potrhané alebo narušené.
§ Vonkajšia izolácia vodiča sa nesmie dostať do miesta stlačenia, okrem miesta určeného pre umiestnenie na zatlačenie izolácie.
§ Izolácia, ktorá je zatláčaná na to určenou časťou, nesmie byť po zhotovení spoja prepichnutá.
§ Miesto/ta stlačenia musí/ia byť realizované na mieste/tach na to určenom od výrobcu koncovky alebo pin-u.
§ Po zhotovení spoja, ak je to možné, skontrolovať stav stlačenia vodiča a overiť na neprítomnosť akejkoľvek deformácie koncovky alebo pin-u. Deformácia je ohyb, krut, lom, prípadne zohnutie častí určených pre pruženie, alebo aretáciu polohy koncovky a iné poškodenia, okrem žiadaných deformácií určených na realizáciu krimpovaného spoja.
§ V prípade nevyhovujúcej vizuálnej kontroly zhotovených spojov, v súlade s návodom na používanie klieští, je potrebné realizovať opravu spojov, prípadne realizovať nápravné opatrenia k dosiahnutiu ich požadovanej kvality.
§ V prípade zistenia nefunkčnosti klieští, alebo zistenia ich poškodenia, informovať metrológa (OVY).
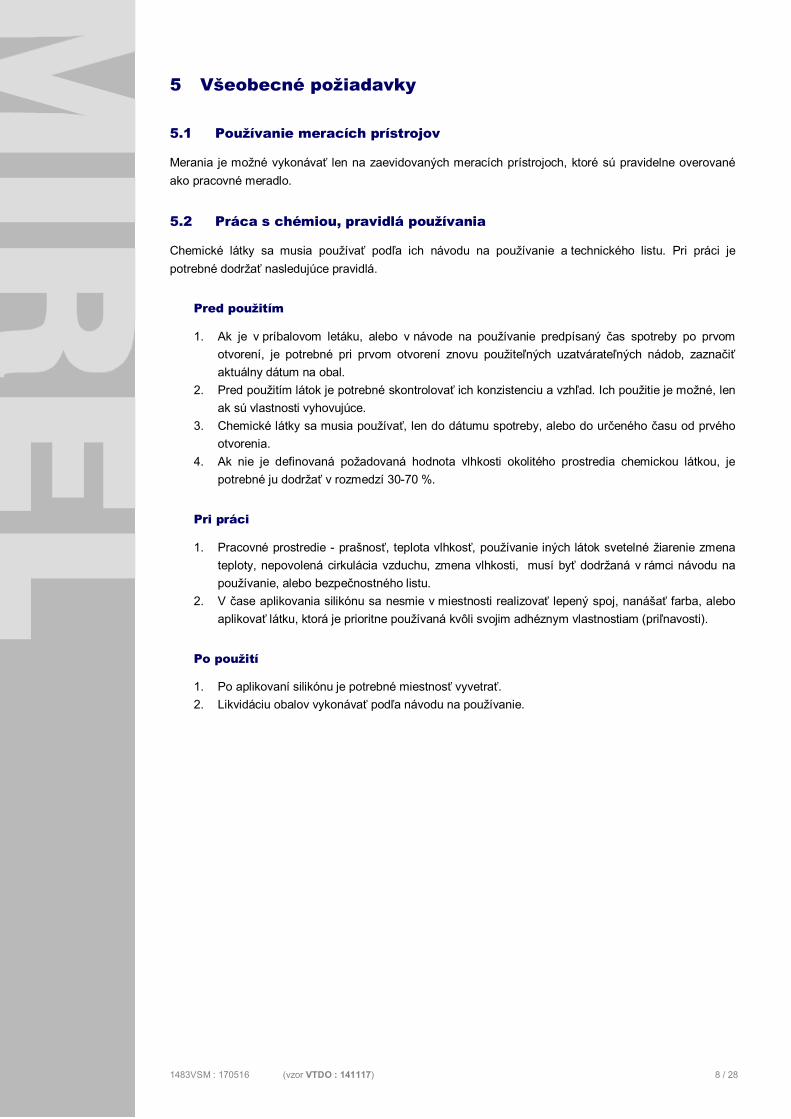
Vizuálna kontrola zhotovených spojov
Obr. 1 Príklad vyhovujúceho spoja - pin s vyznačenými kontrolnými bodmi.
1483VSM : 170516 (vzor VTDO : 141117) 10 / 28
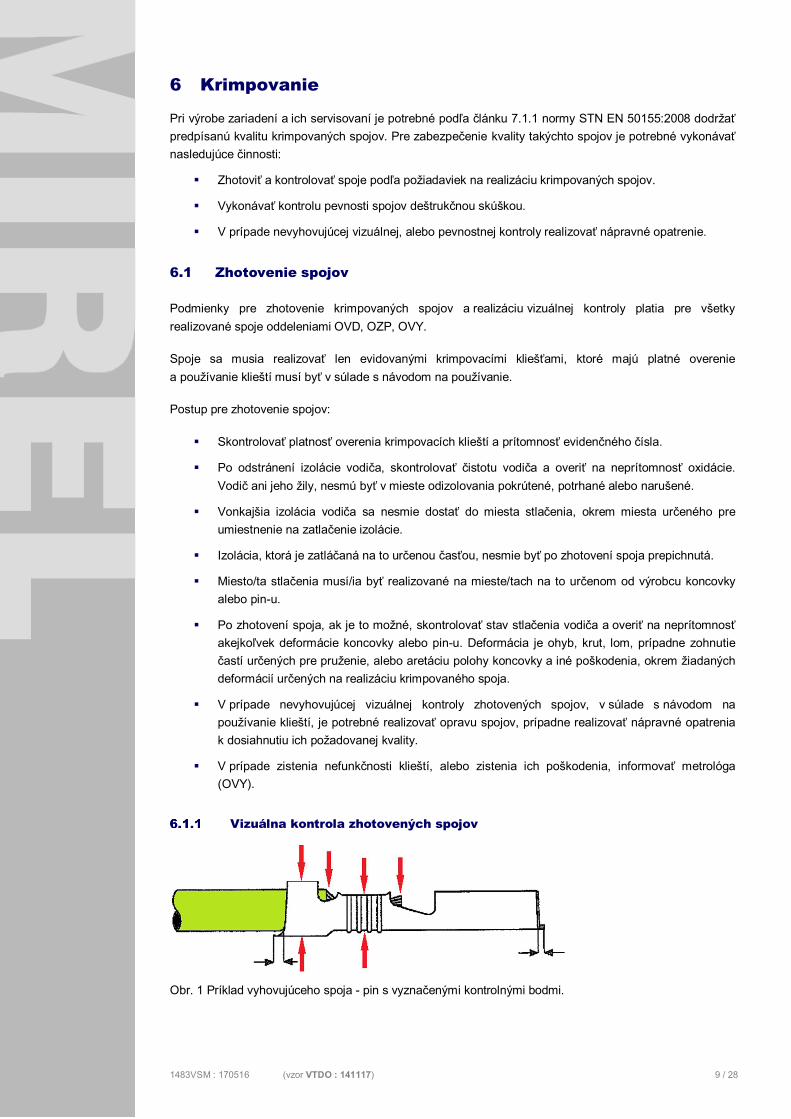
Obr. 2 Príklady vyhovujúceho spoja - konektor s vyznačenými kontrolnými bodmi.
Obr. 3 Príklady nevyhovujúceho spoja.
Obr. 4 Ďalšie príklady pre určenie vyhovujúceho spoja.

1483VSM : 170516 (vzor VTDO : 141117) 11 / 28
Kontrola pevnosti spojov
Kontrolu pevnosti vykonáva OVD, alebo metrológ (OVY). Kontrola oddelením OVD sa vykonáva na podnet úloh OVD a metrológ ju vykonáva v súvislostí s kalibráciou klieští.
Pevnosť spoja sa overuje testovaním odolnosti v ťahu na prístroji, ktorý je určený k tomuto účelu, označeným evidenčným číslom a platným dátumom overenia. Prístroj sa musí používať podľa návodu na používanie. Vhodné zariadenie na kontrolu pevnosti spojov je FTM50.
Kontrola pevnosti krimpovaných spojov sa vykonáva deštrukčnou skúškou v ťahu, pri rýchlosti 40 mm/min. Ak to nie je možné dodržať, testovacia rýchlosť musí byť v rozmedzí 25mm/min až 50mm/min, alebo čo najbližšie k 40 mm/min. Na krimpovaných konektoroch/ pin-och, ktoré majú uchytenú aj izoláciu je potrebné miesto stlačenia izolácie uvoľniť, alebo izoláciu rozrezať a oddeliť. Oddelením izolácie sa nameria len pevnosť vodiča s konektorom/pin-om. Pri rezaní je potrebné sa vyhnúť poškodeniu žíl.
Namerané sily sa musia zaznačiť a vyhodnotiť do protokolu viď. príloha č. 2.
Vyhodnotenie kontroly spojov
Kontrola pevnosti spojov je vyhovujúca, ak je 100%-ná úspešnosť pevnosti spojov určenej kritériami pevnosti spojov (viď. článok kritériá pevnosti spojov).
Úlohy OVD
Na začiatku mesiaca pripraviť protokol kontroly pevnosti krimpovaných spojov (príloha č 2). Protokol označiť vo formáte KPRRMM-A Kde: KP je označenie protokolov za účelom kontroly pevnosti spojov, RR- rok, MM- mesiac, A -sekvenčné značenie protokolu abecedným písmenom v jednom mesiaci. Príklady: KP1607-A, KP1607-B.
§ OVD v rámci dávky plánovania výroby, na zhotovovaných krimpovaných spojoch s rovnakou technológiou výroby a po poslednom kuse spoja, realizuje výrobu jedného kusu vzorky z jedného typu krimpovaného spoja. Do protokolu je potrebné dopísať v časti záznamu kontroly pevnosti spojov údaj o poradovom čísle vzorky a typ spoja. Príslušnú vzorku označiť poradovým číslom (číslo je určené protokolom), evidenčným číslom klieští a dátumom RRMMDD (RR- rok, MM- mesiac, DD-deň).
§ V mesačných intervaloch vykonať kontrolu pevnosti spojov pripravených vzoriek a vyhodnotiť do protokolu (príloha č. 2) a v protokole označiť políčko „Kontrola pevnosti krimpovaných spojov“. Ak sa bude testovať spoj, ktorý nie je označený ako spoj realizovaný OVD, v tabuľke krimpovaných spojov (príloha č. 1), je potrebné skutočnosť oznámiť na OVY.
§ V prípade nevyhovujúcej kontroly pevnosti spojov je potrebné:
- Zapísať do protokolu k príslušnej vzorke, do kolónky „Poznámka“, evidenčné číslo klieští.
- Zistiť, či je chyba spôsobená technológiou, alebo zlou realizáciou spojov. Ak je chyba v technológii treba odovzdať protokol s kliešťami, ktoré zhotovujú nevyhovujúce spoj/e, na kalibráciu metrológovi (OVY). Ak je chyba v realizácií spojov, je potrebné realizovať nápravné opatrenia určené vedúcim OVD.
- Archivácia protokolu o kontrole pevnosti spojov s výsledkom „nevyhovuje“ sa realizuje až po vyplnení časti protokolu o kalibrácií klieští metrológom (OVY).
§ Ak je kontrola pevnosti spojov vyhovujúca:
- OVD archivuje protokolu o kontrole pevnosti spojov s výsledkom „vyhovuje“.
- A nameraná hodnota odolnosti pri deštrukčnej skúške bola nižšia, ako kritérium kontroly klieští, (viď. príloha č. 1) je potrebné odovzdať kliešte (s ktorými sa realizoval/i nevyhovujúci/e spoj/e) metrológovi (OVY).
1483VSM : 170516 (vzor VTDO : 141117) 12 / 28
Typy spojov
Typ spoja je definovaný vodičom jedného prierezu, na jeden typ konektora, alebo pin-u. Pevnosť spoja v ťahu je určená prierezom vodiča. Všeobecné typy spojov, typy spojov realizované výrobou a potrebné kliešte na ich zhotovenie sú uvedené v prílohe č. 1.
Kritériá pevnosti spojov
Kritéria pevnosti spojov sú určené normou. Hodnoty predpísanej sily odolnosti spojov, pre vyhovujúci spoj, sú uvedené v prílohe č. 1.
Kritérium pevnosti spojov pre realizáciu kontroly klieští (kalibráciu) je určená v prílohe č. 1. Tieto hodnoty sú navýšené voči požiadavkám normy a slúžia ako indikátor stavu klieští.
Prílohy ku kapitole krimpovania
§ Príloha č. 1 Typy krimpovaných spojov.
§ Príloha č. 2 Protokol pevnosti krimpovaných spojov a kalibrácií klieští.

1483VSM : 170516 (vzor VTDO : 141117) 13 / 28
7 Spájanie konštrukčných prvkov
Spájanie sa realizuje dotiahnutím spoja spojovacím materiálom, predpísaným momentom a následnou fixáciou. Takto vyhotovený konštrukčný spoj zabezpečí požiadavky normy, STN EN 50155:2008 podľa článku 12.2.11, na odolnosť voči vibráciám.
Spojovacím materiálom je spájaný materiál a vytvára konštrukčný spoj.
Spájanie konštrukčných prvkov sa môže realizovať aj lepením. Spoj musí byť vyhotovený za podmienok, ktoré sú kladené na pevnostný spoj na HDV. Požiadavky lepeného spoja sú definované v norme DIN 6701.
7.1 Momenty utiahnutia
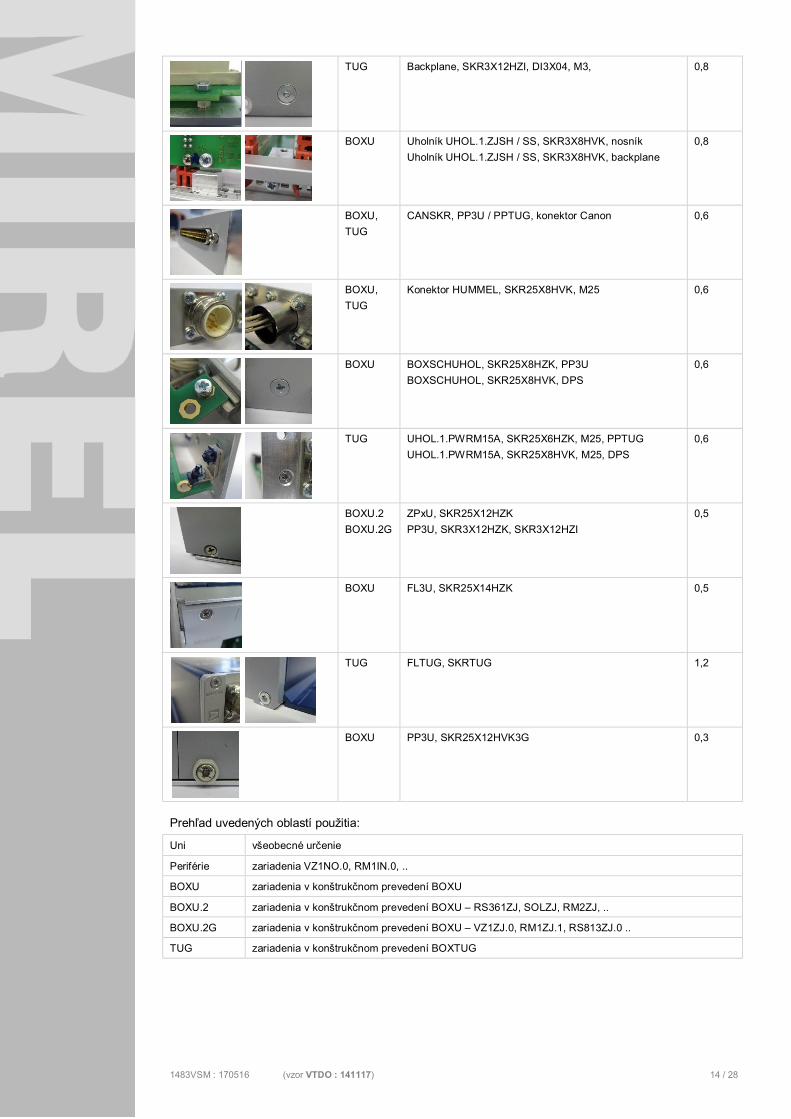
Moment utiahnutia definuje „silu“ v jednotkách Nm akou má byť dotiahnutý spojovací materiál (skrutky, matice, dištancie a pod.). Stanovený moment zabezpečuje požadovanú pevnosť konštrukčného spoja a zohľadňuje možné poškodenie spájaného a spojovacieho materiálu. Nižšie uvedené stanovené momenty sú záväzné pre výrobu aj v prípade, že je vo výrobnej dokumentácii špecifikovaná iná hodnota, ostatné neuvedené alebo špeciálne prípady môžu byť špecifikované vo výrobnej dokumentácii.
Určenú nominálnu hodnotu momentu utiahnutia dodržať s povolenou s odchýlkou +/- 10%.
Obrázok Oblasť Popis Moment [Nm]
Periférie Zadný panel KRAB*, SKR2X8HVK 0,2
Periférie Zadný panel KRAB*, SKR3X6HZK 0,5
Uni DPS, M3 / SKR3* 0,8
Uni Kovové dištancie DI3, DA3, SKR3, M3 0,8
BOXU Plastové dištancie DI3*P, DA3*P, SKR3X6P 0,2
3G Konektor J1 na DPS, SKR25X10HVK, M25 0,3
BOXU Skrutky do nosníkov BOXSCHSE do BOXSCHEMCA
2,4 1,0
1483VSM : 170516 (vzor VTDO : 141117) 14 / 28
TUG Backplane, SKR3X12HZI, DI3X04, M3, 0,8
BOXU Uholník UHOL.1.ZJSH / SS, SKR3X8HVK, nosník Uholník UHOL.1.ZJSH / SS, SKR3X8HVK, backplane
0,8
BOXU, TUG
CANSKR, PP3U / PPTUG, konektor Canon 0,6
BOXU, TUG
Konektor HUMMEL, SKR25X8HVK, M25 0,6
BOXU BOXSCHUHOL, SKR25X8HZK, PP3U BOXSCHUHOL, SKR25X8HVK, DPS
0,6
TUG UHOL.1.PWRM15A, SKR25X6HZK, M25, PPTUG UHOL.1.PWRM15A, SKR25X8HVK, M25, DPS
0,6
BOXU.2 BOXU.2G
ZPxU, SKR25X12HZK PP3U, SKR3X12HZK, SKR3X12HZI
0,5
BOXU FL3U, SKR25X14HZK 0,5
TUG FLTUG, SKRTUG 1,2
BOXU PP3U, SKR25X12HVK3G 0,3
Prehľad uvedených oblastí použitia:
Uni všeobecné určenie
Periférie zariadenia VZ1NO.0, RM1IN.0, ..
BOXU zariadenia v konštrukčnom prevedení BOXU
BOXU.2 zariadenia v konštrukčnom prevedení BOXU – RS361ZJ, SOLZJ, RM2ZJ, ..
BOXU.2G zariadenia v konštrukčnom prevedení BOXU – VZ1ZJ.0, RM1ZJ.1, RS813ZJ.0 ..
TUG zariadenia v konštrukčnom prevedení BOXTUG
1483VSM : 170516 (vzor VTDO : 141117) 15 / 28
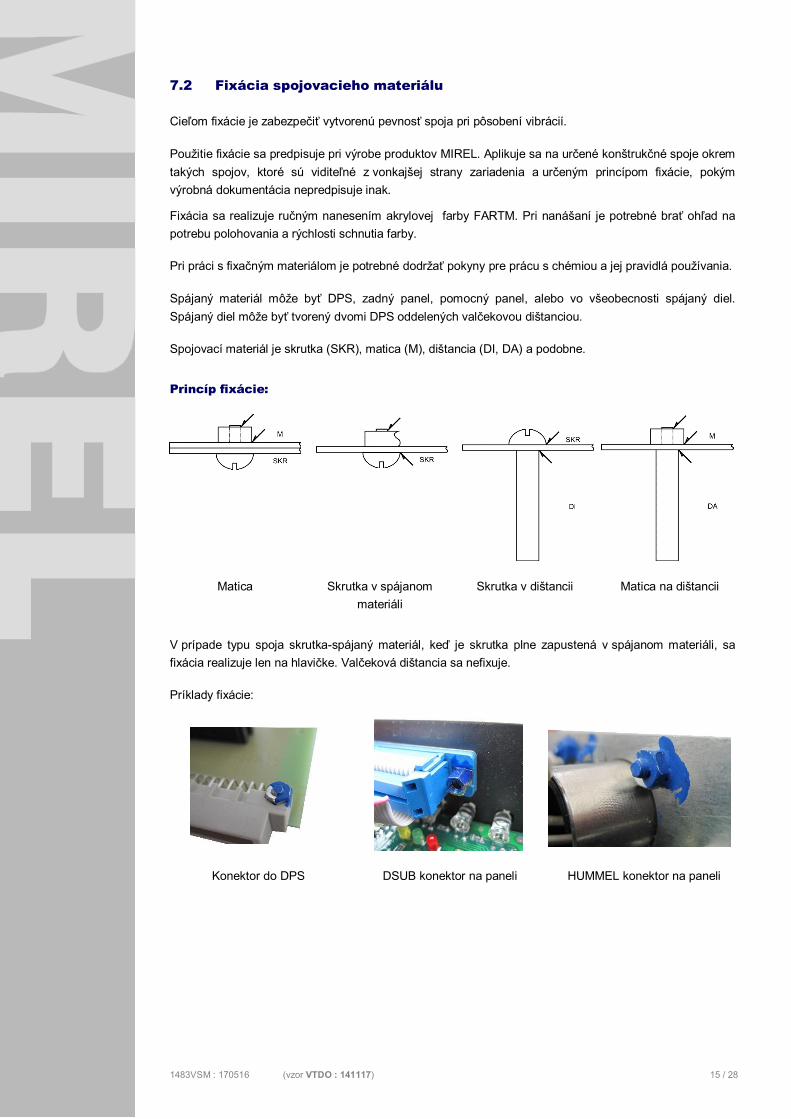
7.2 Fixácia spojovacieho materiálu
Cieľom fixácie je zabezpečiť vytvorenú pevnosť spoja pri pôsobení vibrácií.
Použitie fixácie sa predpisuje pri výrobe produktov MIREL. Aplikuje sa na určené konštrukčné spoje okrem takých spojov, ktoré sú viditeľné z vonkajšej strany zariadenia a určeným princípom fixácie, pokým výrobná dokumentácia nepredpisuje inak.
Fixácia sa realizuje ručným nanesením akrylovej farby FARTM. Pri nanášaní je potrebné brať ohľad na potrebu polohovania a rýchlosti schnutia farby.
Pri práci s fixačným materiálom je potrebné dodržať pokyny pre prácu s chémiou a jej pravidlá používania.
Spájaný materiál môže byť DPS, zadný panel, pomocný panel, alebo vo všeobecnosti spájaný diel. Spájaný diel môže byť tvorený dvomi DPS oddelených valčekovou dištanciou.
Spojovací materiál je skrutka (SKR), matica (M), dištancia (DI, DA) a podobne.
Princíp fixácie:
V prípade typu spoja skrutka-spájaný materiál, keď je skrutka plne zapustená v spájanom materiáli, sa fixácia realizuje len na hlavičke. Valčeková dištancia sa nefixuje.
Príklady fixácie:
Konektor do DPS DSUB konektor na paneli HUMMEL konektor na paneli
Matica Skrutka v spájanom materiáli
Skrutka v dištancii Matica na dištancii

1483VSM : 170516 (vzor VTDO : 141117) 16 / 28
Uholník pre BOXTUG Uholník pre BP/BOXU
Uholník pre BOXU
Pri spájaní modulov vrstvením s použitím dištancie, alebo vyskladanej dištancie z viacerých, je princíp fixácie nasledovný:
Fixácia pomocou produktov Loctite sa vykonáva vo špecifických prípadoch. Je predpísaná vo výrobnej dokumentácii. Spôsob použitia musí byť v súlade s návodom na použite.

1483VSM : 170516 (vzor VTDO : 141117) 17 / 28
8 Lepenie a vytesňovanie
Pri výrobe produktov používaných na HDV, pri ktorej sa používa lepenie alebo vytesňovanie je potrebné dodržať normy DIN 6701 častí 1 až 4. Z dôvodu okrajového používania týchto technológií pri výrobe produktov MIREL, sa všeobecná požiadavka normy na certifikáciu a vytvorenie pozície špecialistu na lepenie v našich podmienkach nerealizuje, pretože spoje v zmysle rozsahu platnosti normy DIN 6701 sa pri výrobe nevytvárajú. Dodržanie požiadaviek noriem sa realizuje len aplikovaním technologických postupov v zmysle normy DIN 6701-1:2014-11 a DIN 6701-4:2015-12 predpísaným dodržiavaním pokynov pre kvalitu lepených spojov.
Poznámka:
Norma DIN 6701 neplatí pre:
- poisťovanie skrutiek lepidlom,
- výrobu laminovaných vrstvených dielov,
- realizovaný spoj pri výrobe zaliatych elektronických blokov, bez požiadaviek na mechanické požiadavky pevnosti spoja.
Požiadavky pri lepení a vytesňovaní
Pri realizácií lepených spojov, pri výrobe produktov, je potrebné dodržiavať pokyny pre zabezpečenie kvality podľa dokumentu 2095VSM.

1483VSM : 170516 (vzor VTDO : 141117) 18 / 28
9 Spájkovanie
Pri práci musia byť dodržané princípy ochrany pred ESD podľa dokumentu 2097VSM a majú byť dodržané pravidlá skladovania a manipulácie s elektronickými súčiastkami a elektroinštalačným materiálom podľa smernice 849QM.
Spájovanie musí byť pri teplotách hrotu v rozsahu 325°C - 335°C s ohľadom na veľkosť spájkovacej plochy z dôvodu odvodu tepla. Maximálny čas spájkovania je 3 sekundy a použitá len olovnatá technológia. Spájkovací hrot musí byť čistý a musí mať na sebe tenkú vrstvu cínu, ktorá sa získa oterom o vlhčenú čistiacu hubku, alebo o suchý čistič. Používanie spájkovacej stanice musí byť v súlade s návodom na používanie.
Kontrola realizovaných spojov sa robí optickou kontrolou, alebo ak je to možné aj multimetrom. Pri optickej kontrole sa overuje či sa spoj nezlieva s inýmí, rovnomernosť rozlatia spájky a či je súčiastka plne opretá o dosku plošných spojov z dovodu možného zatlačenia súčiastky a poškodenia vodivej časti na DPS. Multimetrom sa overuje vodivosť kontaknej plochy (nožičky) súčiastky voči vodivej časti na DPS o ktorú má byť prispájkovaná.

1483VSM : 170516 (vzor VTDO : 141117) 19 / 28
10 Rework
Pri práci musia byť dodržané princípy ochrany pred ESD podľa dokumentu 2097VSM a majú byť dodržané pravidlá skladovania a manipulácie s elektronickými súčiastkami a elektroinštalačným materiálom podľa smernice 849QM. Pracovať so stanicou rework musí byť v súlade s jej návodom na používanie.
Spájovanie musí byť pri teplotách hrotu v rozsahu 325°C - 335°C s ohľadom na veľkosť spájkovacej plochy z dôvodu odvodu tepla. Maximálny čas spájkovania je 3 sekundy a použitá len olovnatá technológia. Spájkovací hrot musí byť čistý a musí mať na sebe tenkú vrstvu cínu, ktorá sa získa oterom o vlhčenú čistiacu hubku, alebo o suchý čistič. Rework teplým vzduchom sa najčastejšie realizuje pri teplote 350°C a pri 50% výkone prietoku vzduchu. Typ koncentrátora vzduchu je potrebné vhodne zvoliť k tvaru súčiastky.
Kontrola realizovaných spojov sa robí optickou kontrolou, alebo ak je to možné aj multimetrom. Pri optickej kontrole sa overuje či sa spoj nezlieva s inýmí, rovnomernosť rozlatia spájky a či je súčiastka plne opretá o dosku plošných spojov z dovodu možného zatlačenia súčiastky a poškodenia vodivej časti na DPS. Multimetrom sa overuje vodivosť kontaknej plochy (nožičky) súčiastky voči vodivej časti na DPS o ktorú má byť prispájkovaná.

1483VSM : 170516 (vzor VTDO : 141117) 20 / 28
11 Lakovanie DPS
§ Pre lakovanie elektroniky platia rovnaké pravidlá vybavenia a práce ako na pracoviskách so zabezpečením ESD podľa dokumentu 2097M.
§ Pri realizácií sa musia dodržať pravidlá používania chémie, podľa článku všeobecných požiadaviek tohto dokumentu.
§ Predpisuje sa používať lak s obsahom fluorescenčného aditíva, ktorý je kontrolovateľný UV žiarením.
§ Časti ktoré sa nelakujú:
- meracie body,
- kontaktné plochy okolo otvorov, ktoré slúžia na uchytenie predného panela (3G systémy),
- plochy, ktoré sú určené na galvanické spojenie s kostrou zariadenia,
- konektory DPS (aj ich piny).
§ Zle nalakované plochy očistiť toluénom.
§ Po lakovaní je nutné vykonávať kontrolu lakovania pomocou UV žiarenia a výsledky kontroly evidovať vo výrobných protokoloch.
Príklad meracieho bodu – nelakovaná časť.
Príklady kontaktných plôch – nelakovaná časť.
Príklady konektorov na DPS – nelakovaná časť.

1483VSM : 170516 (vzor VTDO : 141117) 21 / 28
12 Fixácia komponentov na DPS
Účelom fixácie je zabezpečiť odolnosť zariadení na otrasy, ktorú je podľa normy STN EN 50155:2008 potrebné dodržať v stanovených hodnotách.
Potreby aplikovania fixácie komponentov predpisuje výrobná dokumentácia.
Pri realizácií sa musia dodržať pravidlá používania chémie, podľa článku všeobecných požiadaviek tohto dokumentu.
Fixácia sa realizuje ručným nanesením spojiva na DPS a komponent DPS (komponenty DPS) bez prerušenia spojiva ručným aplikátorom a termotavným lepidlom LEPH30.
V špecifických prípadoch požiadaviek na zariadenie, ako je zvýšená odolnosť na vibrácie (montáž na nápravu alebo podvozok), odolnosť pri extrémne nízkych teplotách (viac ako -25°C), prípadne ich kombinácie, sa používa silikónový tmel. Jeho použitie predpisuje výrobná dokumentácia. Pre tieto prípady je možné použiť SILTH.
Príklady fixácie komponentov na DPS s LEPH30:
Obr. 1 Fixácia meničov Obr. 2 Fixácia súčiastok
Obr. 3 Fixácia rozmerných kondenzátorov
Poznámka:
Termotavné lepidlo sa používa aj na spájanie komponentov určených výrobnou dokumentáciou.

1483VSM : 170516 (vzor VTDO : 141117) 22 / 28
13 Skúška izolácie
Vykonaním skúšky izolácie sa majú splniť požiadavky normy STN EN 50155:2008 podľa článku 12.2.9. Skúška izolácie v prípade pozitívneho výsledku nemá vplyv na funkčnosť zariadenia. Ak je výsledok skúšky izolácie nevyhovujúci, je potrebné identifikovať problém(y), odstrániť ho (ich), otestovať funkciu v rozsahu možného poškodenia a opakovane realizovať skúšku izolácie.
Skúška izolácie sa vykonáva pomocou dvoch samostatných prístrojoch (megaohmeter - merač izolačného odporu, VN tester izolačnej pevnosti) alebo kombinovaného meracieho prístroja na (napr. ELMER 02RL).
Skúšku izolácie môže vykonávať iba pracovník s odbornou spôsobilosťou v elektrotechnike podľa zákona č. 124/2006 Z. z. – min. stupeň samostatný elektrotechnik - §22 na zariadení bez pripojeného napájania a technológie!
13.1 Princíp skúšky izolácie
Skúška izolácie sa vykonáva na skompletovanom zariadení a overuje sa ňou nezávislosť izolovaných bodov (IB) v rámci všetkých definovaných skupín izolovaných bodov. Skúška izolácie sa v rámci jednej skupiny realizuje v N - 1 krokoch, kde N je počet IB v skupine, podľa ďalej uvedenej schémy (N = 8), pričom sa postupne vykonáva skúška izolácie každého IB voči ostatným IB skupiny prepojených navzájom. Na vytvorenie izolovaných bodov a prepájanie je možné použiť prípravok PR81.
Krok IB1 IB2 IB3 IB4 IB5 IB6 IB7 IB8
1
2
3
4
5
6
7
Výsledok skúšky izolácie:
Skúška izolácie ako celok je vyhovujúca ak sú vyhovujúce skúšky izolácie každej definovanej skupiny. Skúška izolácie v rámci skupiny je vyhovujúca ak vyhoveli skúšky izolácie medzi IB v každom kroku podľa schémy. V prípade väčšieho počtu IB v jednej skupine je možné rozdeliť skupinu na dve podskupiny, overiť nezávislosť izolovaných bodov každej podskupiny a následne vykonať skúšku izolácie medzi podskupinami, ktoré majú všetky body v rámci podskupiny spojené do jedného IB.
Výsledok skúšky izolácie zapísať do príslušného protokolu. Skúška izolácie má určené nasledovné skupiny
§ Základná skupina § Ďalšie skupiny galvanických oddelení a izolácií
1483VSM : 170516 (vzor VTDO : 141117) 23 / 28
Základná skupina
Skúška sa vykonáva vždy, pričom skupina je určené dvoma izolovanými bodmi:
§ vytvorený spoločný bod (VSB) § prístupné kovové časti (PKČ)
VSB – Vytvorený spoločný bod je vytvorený bod, do ktorého sú spojené všetky elektrické pripojenia zariadenia zo všetkých konektorov, svorkovníc, vodičov a iných bodov pripojenia (technológie), okrem pripojenia z bodu pospojovania, ukostrenia, alebo uzemnenia.
PKČ – Prístupné kovové časti predstavujú neživé časti (napr. bod pospojovania, ukostrenia, alebo uzemnenia), ktorých je možné sa dotknúť na úplne zmontovanom zariadení. PKČ môžu byť bližšie špecifikované vo výrobnej dokumentácii. Všetky prístupné kovové časti musia byť spojené do jedného IB.
Ďalšie skupiny galvanických oddelení a izolácií
Skúška sa vykonáva podľa špecifikácie vo výrobnej dokumentácii, v ktorej sú definované skupiny izolovaných bodov a požiadavky na testovanie. Pre každý IB sú špecifikované prepojenia, tzn. piny a/alebo dutiny konektora alebo konektorov, ktoré je potrebné spojiť do jedného IB v rámci skupiny. Ako IB môže byť uvedený aj bod VSB alebo PKČ.
Okrem iných môžu byť kritériom pre definovanie skupín požiadavky na
§ galvanické oddelenie technológie od vnútorných častí zariadenia (zdroje, komunikácie, a pod.) § nezávislosť častí zariadenia / modulov § nezávislosť určených izolovaných bodov technológie § izolácia určených bodov v zariadení voči určeným kovovým častiam
1483VSM : 170516 (vzor VTDO : 141117) 24 / 28
13.2 Špecifikácia skúšky izolácie medzi dvoma IB
Skúška izolácie pozostáva z nasledovných krokov vykonávaných v uvedenej postupnosti:
1. meranie izolačného odporu 2. skúška výdržovým napätím 3. opakované meranie izolačného odporu
Skúška izolácie medzi dvoma IB je vyhovujúca, ak je meranie izolačného odporu a súčasne skúška výdržovým napätím a súčasne opakované meranie izolačného odporu vyhovujúce.
Skúška výdržovým napätím sa musí sa realizovať tak, aby sa zariadenie podrobilo minimálnemu počtu priložení výdržového napätia na izoláciu.
Meranie izolačného odporu
Meranie sa vykonáva megaohmmetrom pri jednosmernom napätí 500V. Nameranú hodnotu zaznamenať. Meranie je vyhovujúce, ak je nameraná hodnota väčšia ako 20MΩ.
Skúška výdržovým napätím
Skúška sa vykonáva VN testerom izolačnej pevnosti v nasledujúcej postupnosti krokov:
§ zariadenie zapojiť na testovací prístroj
§ na testovacom prístroji navoliť hodnotu skúšobného napätia na 500 VAC* (705 VDC), pokiaľ nie je špecifikovaná iná hodnota
§ zariadenie vystaviť skúšobnému napätiu s postupným nárastom, následne pôsobiť 1 min
Skúška výdržovým napätím je vyhovujúca, ak nenastanú žiadne preskoky a výboje.
* Platí ak je menovité napájacie napätia (Un) menšie ako 72 VDC (50 VAC), ináč sa hodnota skúšobného napätia upravuje na 1000 VAC (1410 VDC) ak 72 VDC < Un < 125 VDC resp. 50 VAC < Un < 90V AC.
Opakované meranie izolačného odporu
Meranie sa vykonáva megaohmmetrom pri jednosmernom napätí 500V. Meranie je vyhovujúce, ak je nameraná hodnota väčšia ako 20MΩ a súčasne nesmie prísť k zníženiu hodnoty izolačného odporu o viac ako 20% s porovnaním hodnoty prvého merania izolačného odporu.
1483VSM : 170516 (vzor VTDO : 141117) 25 / 28
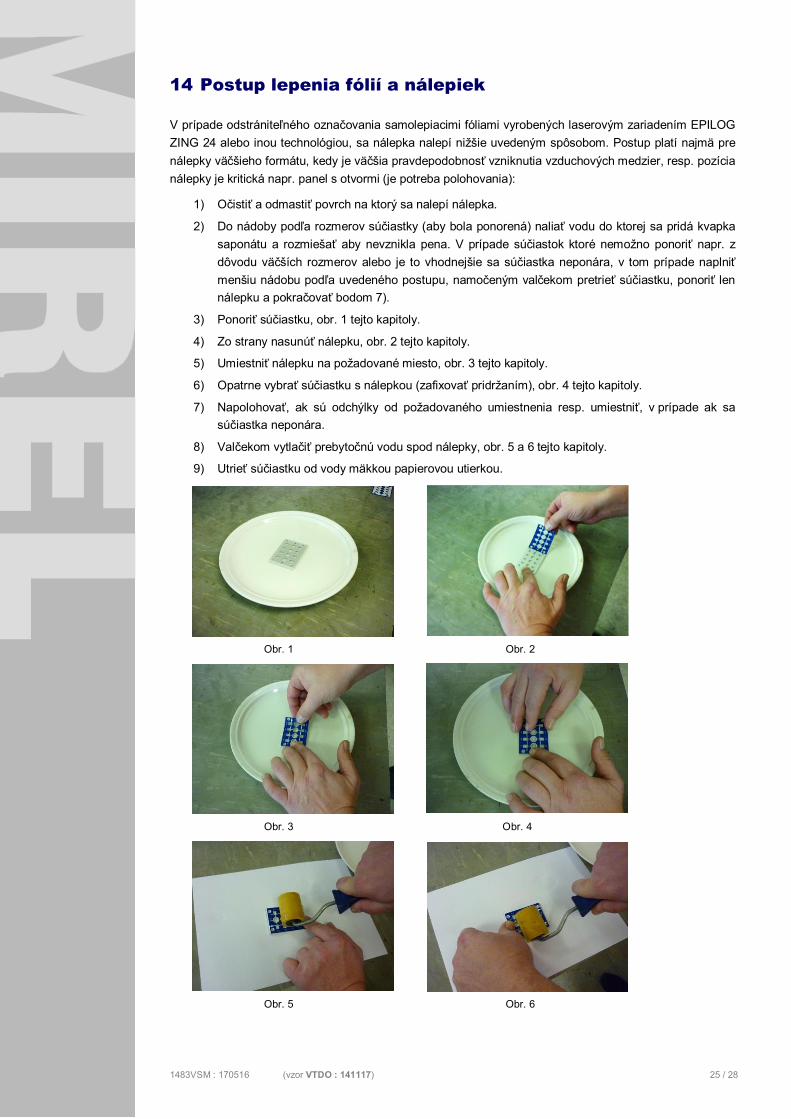
14 Postup lepenia fólií a nálepiek
V prípade odstrániteľného označovania samolepiacimi fóliami vyrobených laserovým zariadením EPILOG ZING 24 alebo inou technológiou, sa nálepka nalepí nižšie uvedeným spôsobom. Postup platí najmä pre nálepky väčšieho formátu, kedy je väčšia pravdepodobnosť vzniknutia vzduchových medzier, resp. pozícia nálepky je kritická napr. panel s otvormi (je potreba polohovania):
1) Očistiť a odmastiť povrch na ktorý sa nalepí nálepka.
2) Do nádoby podľa rozmerov súčiastky (aby bola ponorená) naliať vodu do ktorej sa pridá kvapka saponátu a rozmiešať aby nevznikla pena. V prípade súčiastok ktoré nemožno ponoriť napr. z dôvodu väčších rozmerov alebo je to vhodnejšie sa súčiastka neponára, v tom prípade naplniť menšiu nádobu podľa uvedeného postupu, namočeným valčekom pretrieť súčiastku, ponoriť len nálepku a pokračovať bodom 7).
3) Ponoriť súčiastku, obr. 1 tejto kapitoly.
4) Zo strany nasunúť nálepku, obr. 2 tejto kapitoly.
5) Umiestniť nálepku na požadované miesto, obr. 3 tejto kapitoly.
6) Opatrne vybrať súčiastku s nálepkou (zafixovať pridržaním), obr. 4 tejto kapitoly.
7) Napolohovať, ak sú odchýlky od požadovaného umiestnenia resp. umiestniť, v prípade ak sa súčiastka neponára.
8) Valčekom vytlačiť prebytočnú vodu spod nálepky, obr. 5 a 6 tejto kapitoly.
9) Utrieť súčiastku od vody mäkkou papierovou utierkou.
Obr. 1 Obr. 2 Obr. 3 Obr. 4 Obr. 5 Obr. 6

1483VSM : 170516 (vzor VTDO : 141117) 26 / 28
15 Finalizácia zariadení
Zariadenie pred odovzdaním do skladu vizuálne skontrolovať, prípadné nečistoty (vrátane otlačkov prstov) odstrániť.
15.1 Označenie smeru povolenia konektorov HUMM16DFP
Pri finalizácií výrobkov osadených konektorom HUMM16DFP (panelový konektor s vnútorným závitom) je potrebné označiť smer točenia pri povolovaní konektora. Označenie sa realizuje nalepením nálepky spôsobom uvedením na obrázku č. 1 tejto kapitoly. Má zabezpečiť jednoznačnosť pri používaní a predídeniu poškodeniu konektora.
Pri realizácií sa musia dodržať pravidlá používania chémie, podľa článku všeobecných požiadaviek tohto dokumentu.
Obr. 1 Smer povolenia HUMM16DFP.

1483VSM : 170516 (vzor VTDO : 141117) 27 / 28
16 Špecifikácia balenia
16.1 Balenie výrobkov
Každý výrobok v etape EFinC, EEinD, EEinP, EEinE , ktorého merná jednotka je ks, pred odovzdaním do
skladu zabalíme ochrannou fóliou (výrobky v etape EFinC, EFinD, EFinP, EFinE, ktoré majú mernú
jednotku sadu, majú predpísaný iný obal v kusovníku). Na balenie výrobkov používame baliaci stroj
minipack-torre SC-55 a ochrannú fóliu typ BY 500-25. Balenie používame na ochranu proti prachu,
škrabancom a zamasteniu výrobkov počas doby skladovania, manipulácie a transportu. Výrobok pred
balením očistíme a pribalíme príslušenstvo podľa postupu v kapitole 16.3. Voľné konce vodičov a
konektorov výrobkov musíme vždy chrániť proti ESD, v súlade s dokumentom 2097VSM, ochrannými
krytkami podľa kapitoly 16.2, alebo zabalením do antistatického vrecka. Výrobok po zabalení odovzdáme
do skladu.
16.2 Ochranné krytky konektorov
Počas doby skladovania manipulácie a transportu výrobku používame ochranné krytky na priemyselné
konektory typu DD, konektory Hummel a Canon, pokiaľ už nie sú chránené iným spôsobom.
§ Slúžia ako ESD ochrana výrobku .
§ Chránia konektor proti mechanickým vplyvom.
§ Zabraňujú znečisteniu konektora.
Ochranné krytky montujeme podľa kusovníka výrobku na príslušné konektory, pred jeho zabalením
ochrannou fóliou.
16.3 Príslušenstvo výrobku
Výrobky môžu obsahovať príslušenstvo, ktoré je súčasťou výrobného kusovníka, avšak nemontujeme ho
do výrobku, ale ho k nemu pribaľujeme.
FIX25
Výrobky ktorých kusovníky obsahujú položku FIX25 (inštalované v krabičkách KRAB72x72, KRAB72x144,
KRAB144x144), balíme tak, že 2 ks FIX25 vložíme do zip-sáčku a prichytíme zo zadnej strany krabičky
pomocou ochrannej fólie na baliacom stroji, tak aby výrobný štítok bol čitateľný.
Obr. 1 Balenie pultových prístrojov
PPPPZA.1.1*, SKR4X16HVI1
Výrobky ktorých kusovníky obsahujú položku PPPPZA.1.1*, SKR4X16HVI1 balíme tak, že položky
vložíme do zip-vrecka spolu s FIX 25 a prichytíme zo zadnej strany krabičky pomocou baliacej fólie na
baliacom stroji, tak aby výrobný štítok bol čitateľný.
* ak výrobná dokumentácia produktu nešpecifikuje výrobu iným spôsobom

1483VSM : 170516 (vzor VTDO : 141117) 28 / 28
17 Produkcia vyrobená použitím nezhodného meradla
Ak sa ukáže, že produkcia bola vyrobená použitím nezhodného meradla, treba vykonať opatrenia týkajúce sa produkcie nachádzajúcej sa v skladoch a oddeleniach výrobcu alebo u zákazníka.
§ Produkcia nachádzajúca sa v skladoch a oddeleniach výrobcu musí byť opätovne preskúšaná. Preskúšanie produkcie v hlavnom sklade 1 zabezpečí VOVD podľa pokynov HWIS. Produkciu na jednotlivých oddeleniach zabezpečia ich vedúci na základe pokynov HWIS.
§ Nutnosť preskúšania produkcie nachádzajúcej sa u zákazníka posúdi HWIS, ktorý na základe závažnosti problému rozhodne, či produkcia vyrobená pomocou nezhodného meradla musí byť opätovne preskúšaná. V prípade nutnosti opätovného preskúšania HWIS stanoví, či je nutné produkciu preskúšať neodkladne, prípadne či sa preskúšanie vykoná pri najbližšej návšteve zákazníka alebo pri najbližšej profylaktickej kontrole D4.

Skupina Popis0,05 0,08 0,12 0,14 0,19 0,22 0,25 0,32 0,35 0,4 0,5 0,75 0,82 1,0 1,3 1,5 2,1 2,5 3,3 4 5,3 6,0 8,4 10,00 ] [2]
A CD[1], HAN[1] A05 A08 A12 A14 A19 A22 A25 A32 A35 A40 A50 A75 A82 1A0 1A3 1A5 2A1 2A5 3A3 4A0 5A3 6A0 8A4 10A
B KONMF[1] B05 B08 B12 B14 B19 B22 B25 B32 B35 B40 B50 B75 B82 1B0 1B3 1B5 2B1 2B5 3B3 4B0 5B3 6B0 8B4 10B
C KONSPOX[1] C05 C08 C12 C14 C19 C22 C25 C32 C35 C40 C50 C75 C82 1C0 1C3 1C5 2C1 2C5 3C3 4C0 5C3 6C0 8C4 10C
D CANCR[1] D05 D08 D12 D14 D19 D22 D25 D32 D35 D40 D50 D75 D82 1D0 1D3 1D5 2D1 2D5 3D3 4D0 5D3 6D0 8D4 10D
E HUMM [1] E05 E08 E12 E14 E19 E22 E25 E32 E35 E40 E50 E75 E82 1E0 1E3 1E5 2E1 2E5 3E3 4E0 5E0 6E0 8E4 10E
F DUT[1] F05 F08 F12 F14 F19 F22 F25 F32 F35 F40 F50 F75 F82 1F0 1F3 1F5 2F1 2F5 3F3 4F0 5F3 6F0 8F4 10F
G KABO[1], FASTON[1] G05 G08 G12 G14 G19 G22 G25 G32 G35 G40 G50 G75 G82 1G0 1G3 1G5 2G1 2G5 3G3 4G0 5G3 6G0 8G4 10G
6 11 15 18 24 [5] 28 32 40 43 [5] 49 [5] 60 85 90 108 135 150 200 230 275 310 355 360 370 380 [3]
6,6 12,1 16,5 19,8 26,4 30,8 35,2 44 47,3 53,9 66 93,5 99 118,8 148,5 165 220 253 302,5 341 390,5 396 407 418 [4]
[1]
[2]
[3]
[4]
[5]
B50
09990000001 Harting63819-0000 Molex63811-5200 Molex
82032090 HummelPZ 6 HEX -9013650000 Weidm ller
CRIMPFOX 1212711
10%
Protokol:(KPRRMM-A/KKRRMMDD-A)
Vykonal, podpis :
nie
externe interne nie
Typ spoja
FTM50, EM03004
vzorky

![INC 170516 決算説明会 スライド FIX - IR Pocketpdf.irpocket.com/C2764/aRgx/RNsg/uYJd.pdf5 35期のトピックス [ホテル事業の本格始動] TOPICS 2 オープン 2016年10月27日](https://img.pdfslide.tips/doc/110x75/60de69d2a3d81d22145c14b8/inc-170516-ce-ff-fix-ir-5-35oeffff-fffoe.jpg)


























