Embed Size (px)
Citation preview

VERIFICA E VERIFICA E ANALISI DI FATTIBILITAANALISI DI FATTIBILITA’’
DI UN COMPONENTE DI UN COMPONENTE PER UNA MACCHINA DI PER UNA MACCHINA DI
PIEGATURA CARTAPIEGATURA CARTA
Tesi di laurea di :Marco Calamini
Relatore: Prof. Ing. Luca PiancastelliCorrelatore: Ing. Sergio Negrini
Università degli studi di Bologna - Facoltà di Ingegneria - A.A. 2003/2004 – 16/12/2004

PRODUZIONE DI PACHETTIPRODUZIONE DI PACHETTI
A partire dal rotolo di alimentazione, questa macchina piega e salda la carta fino ad ottenereun pacchetto contenente il prodotto alimentare(tipicamente succo di frutta, latte, succo dipomodoro)
LINK IN TITANIOLINK IN TITANIO
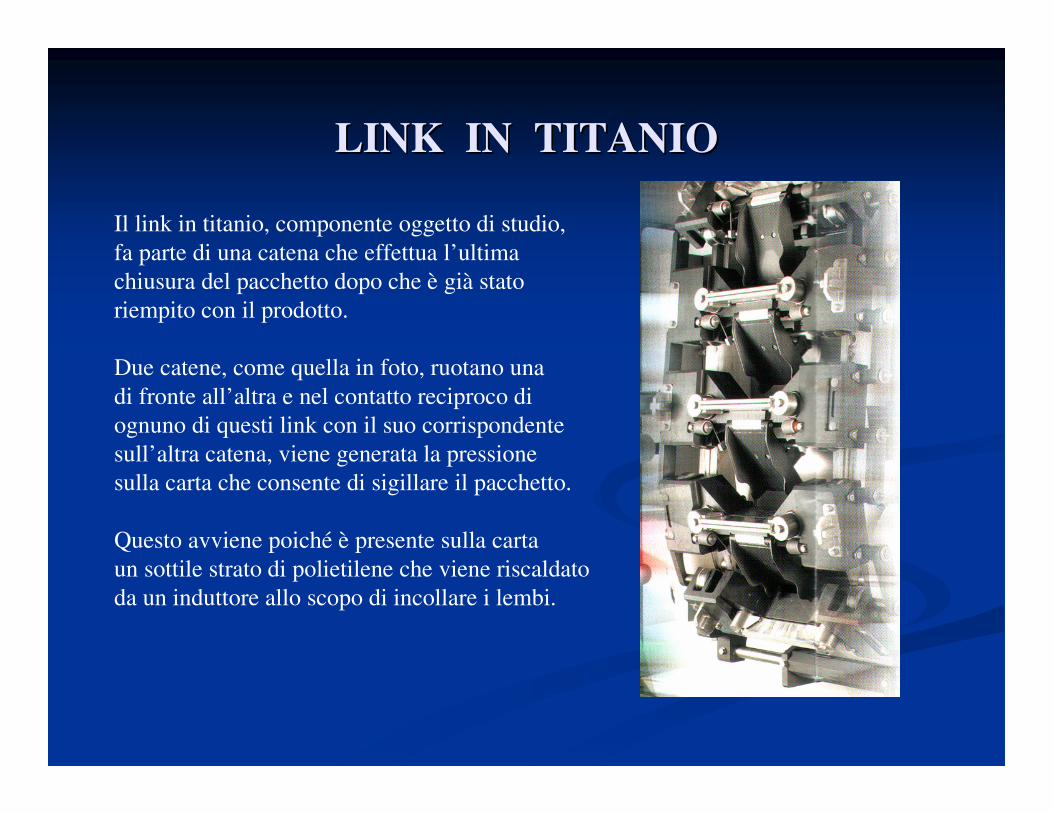
Il link in titanio, componente oggetto di studio,fa parte di una catena che effettua l’ultima chiusura del pacchetto dopo che è già stato riempito con il prodotto.
Due catene, come quella in foto, ruotano unadi fronte all’altra e nel contatto reciproco diognuno di questi link con il suo corrispondentesull’altra catena, viene generata la pressione sulla carta che consente di sigillare il pacchetto.
Questo avviene poiché è presente sulla cartaun sottile strato di polietilene che viene riscaldatoda un induttore allo scopo di incollare i lembi.

ALTERNATIVA DI FABBRICAZIONEALTERNATIVA DI FABBRICAZIONE
Microfusione in titaniogià in produzione
Lamiera lavorata a CNC

OBIETTIVIOBIETTIVI
1. Determinazione del grezzo ottimale che consenta il minor costo ditaglio e il minor scarto di materiale
2. Verifica strutturale del nuovo componente
3. Confronto dei costi del nuovo processo produttivo con il precedente
4. Confronto dei tempi di produzione
STUDIO DEL GREZZO OTTIMALESTUDIO DEL GREZZO OTTIMALE
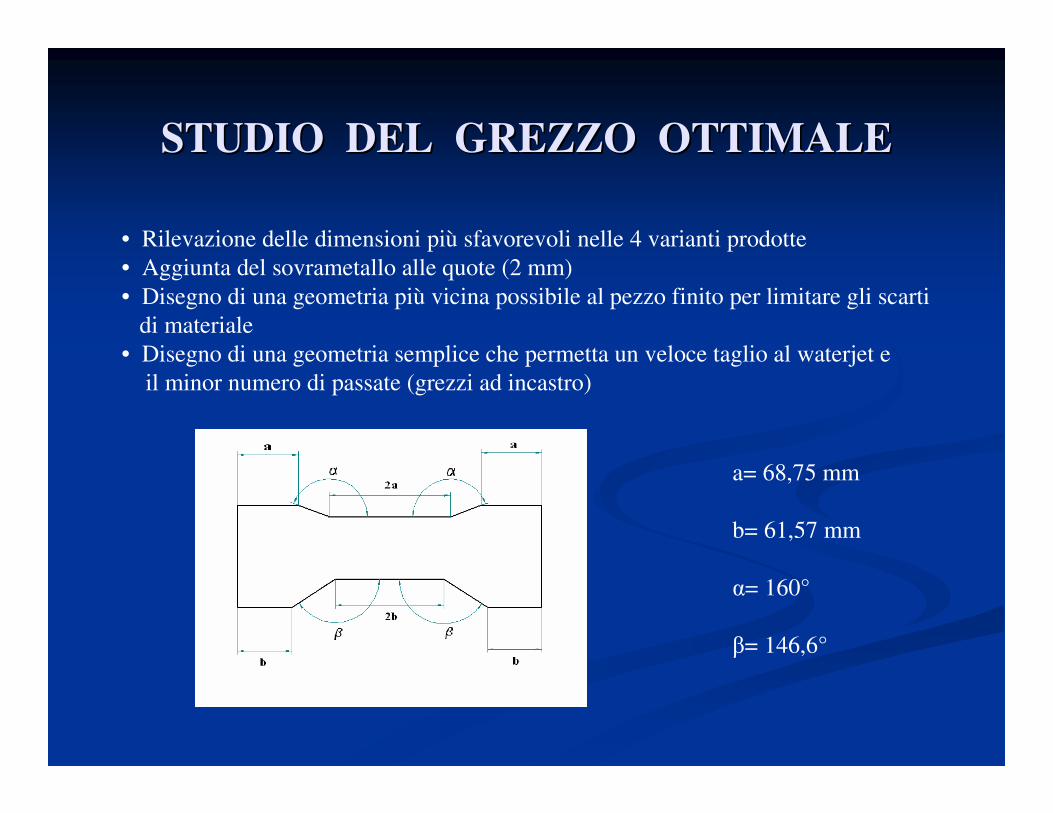
• Rilevazione delle dimensioni più sfavorevoli nelle 4 varianti prodotte• Aggiunta del sovrametallo alle quote (2 mm)• Disegno di una geometria più vicina possibile al pezzo finito per limitare gli scarti
di materiale• Disegno di una geometria semplice che permetta un veloce taglio al waterjet e
il minor numero di passate (grezzi ad incastro)
a= 68,75 mm
b= 61,57 mm
�= 160°
�= 146,6°
STUDIO DEL GREZZO OTTIMALESTUDIO DEL GREZZO OTTIMALE
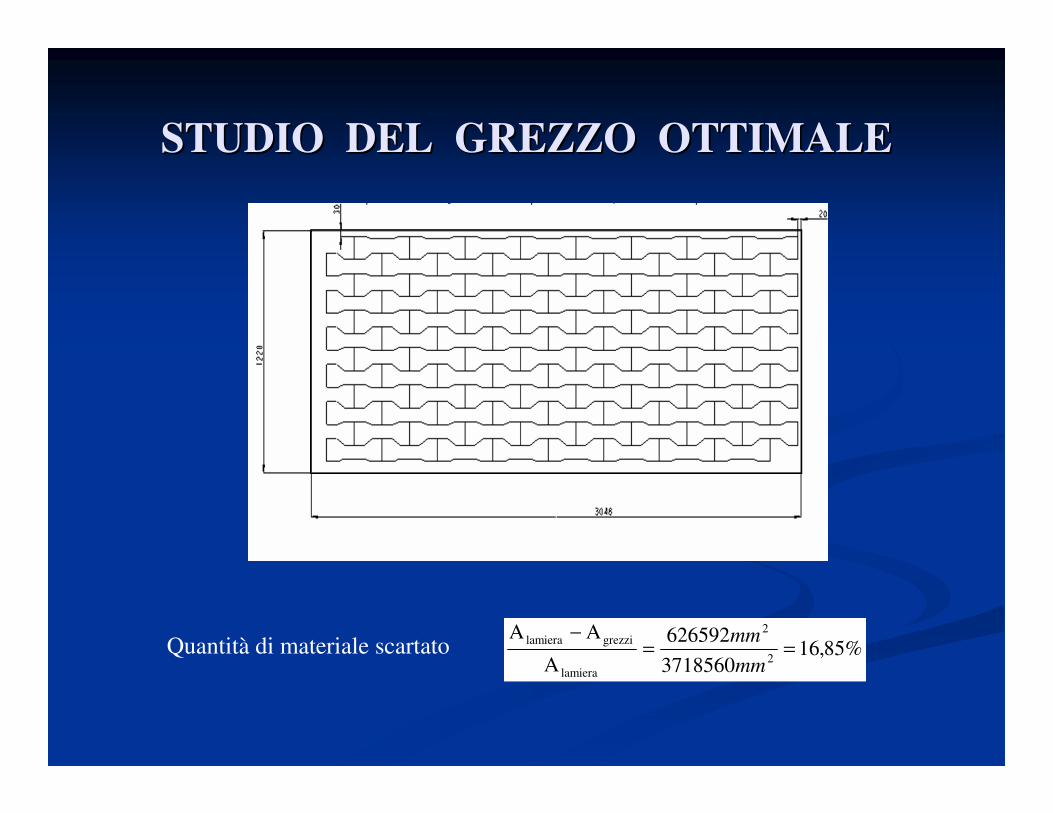
%85,163718560626592
A
AA2
2
lamiera
grezzilamiera ==−
mmmmQuantità di materiale scartato
VERIFICA STRUTTURALEVERIFICA STRUTTURALE
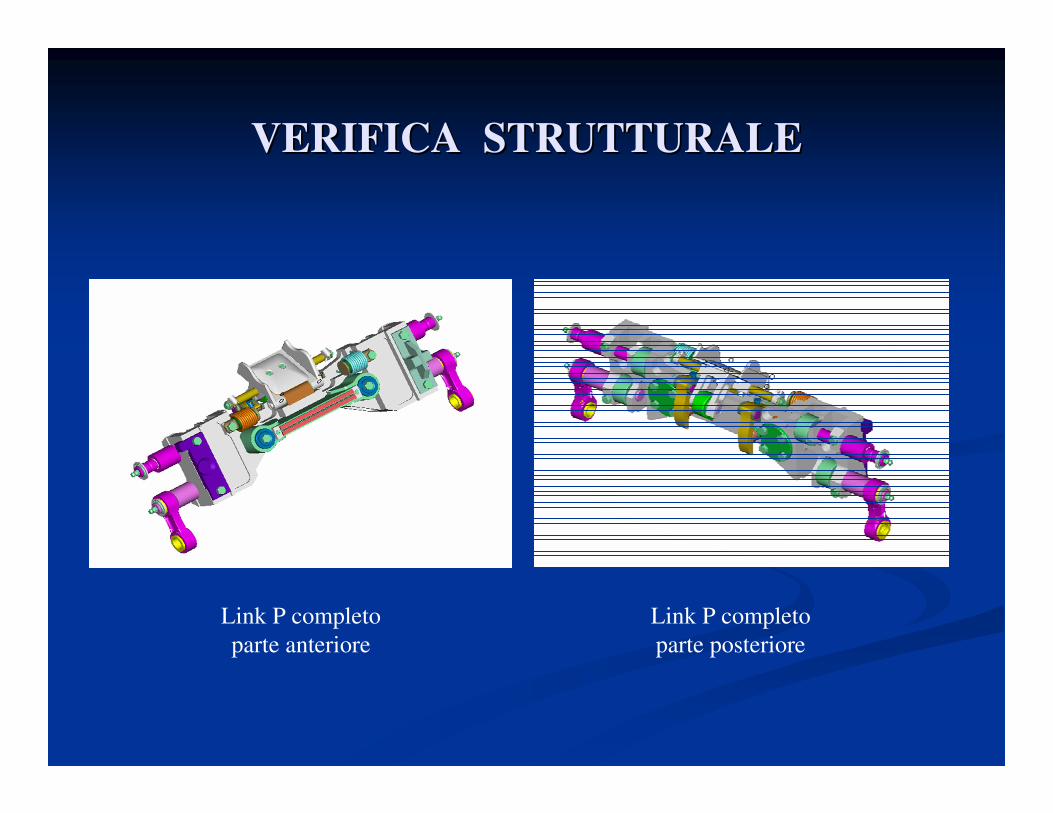
Link P completoparte anteriore
Link P completoparte posteriore

VERIFICA STRUTTURALEVERIFICA STRUTTURALE
Link S completoparte anteriore
Link S completoparte posteriore

VERIFICA STRUTTURALEVERIFICA STRUTTURALE
6000 N
8,6 MPa

VERIFICA STRUTTURALEVERIFICA STRUTTURALE
Nella prima fase viene studiato solamente il telaio in titanio con i tappi e le viti trascurando quindi il sistema di leve e molle della parte superiore che non partecipaalla sollecitazione ma serve solo a convogliare la carta sulle zone di contatto dei link.
Vengono inoltre eliminati i 4 alberi e i cuscinetti, vincolando le sedi degli alberi eimponendo una pressione di 8,6 MPa sulle corone circolari dei tappi
Pmax= 55 MPanella parte interna del foro per l’albero

VERIFICA STRUTTURALEVERIFICA STRUTTURALE
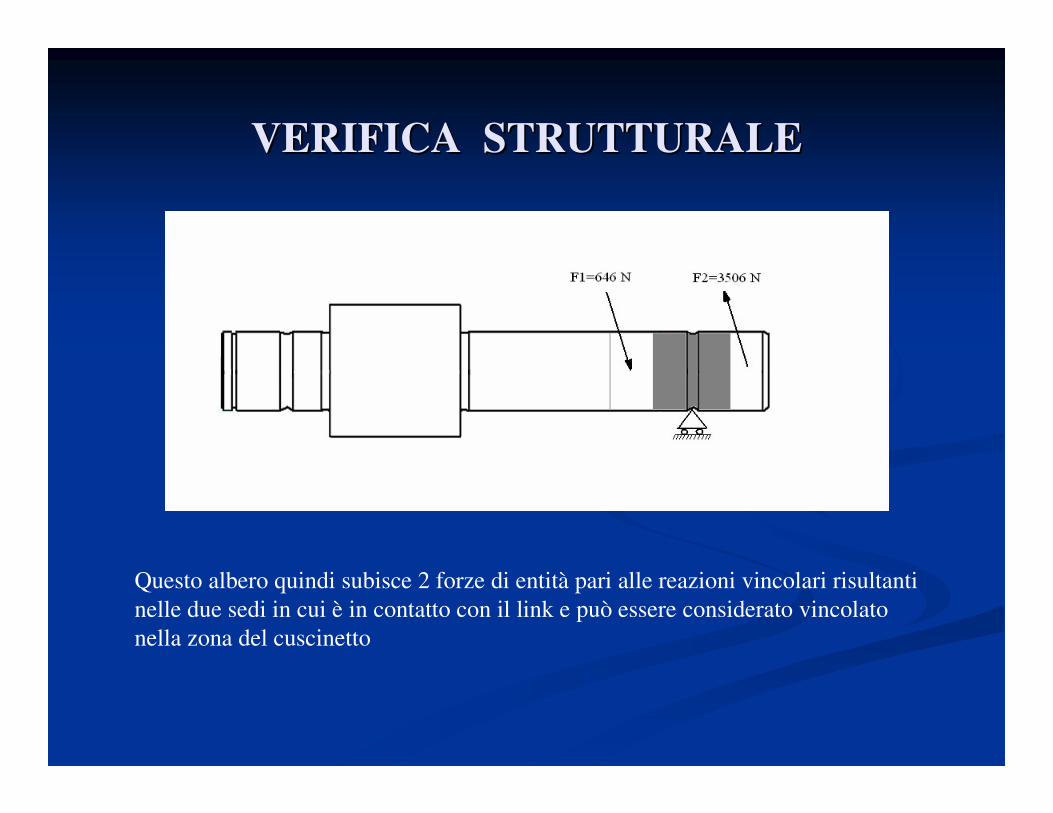
Reazioni vincolari risultanti nel modello più sollecitato:
R1=646 N R5=3516 NR2=3506 N R6=648 NR3=560 N R7=555 NR4=764 N R8=760 N
VERIFICA STRUTTURALEVERIFICA STRUTTURALE
Questo albero quindi subisce 2 forze di entità pari alle reazioni vincolari risultantinelle due sedi in cui è in contatto con il link e può essere considerato vincolatonella zona del cuscinetto
VERIFICA STRUTTURALEVERIFICA STRUTTURALE
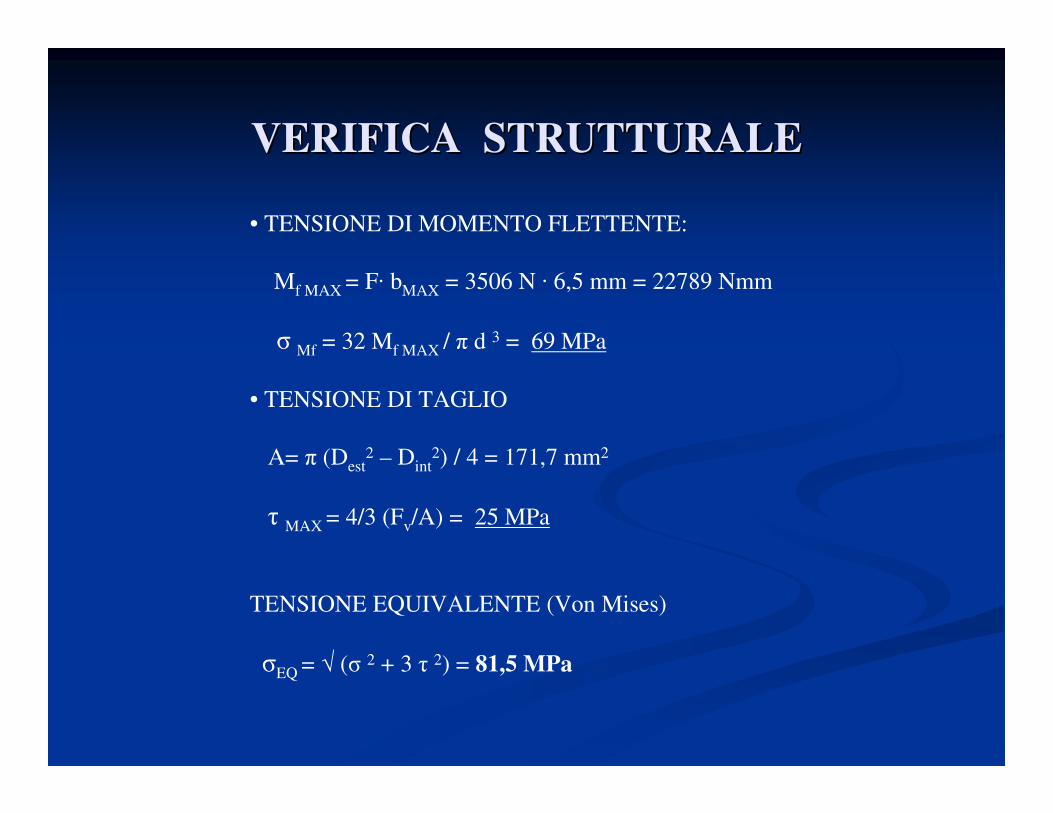
• TENSIONE DI MOMENTO FLETTENTE:
Mf MAX = F� bMAX = 3506 N � 6,5 mm = 22789 Nmm
� Mf = 32 Mf MAX / � d 3 = 69 MPa
• TENSIONE DI TAGLIO
A= � (Dest2 – Dint
2) / 4 = 171,7 mm2
� MAX = 4/3 (Fv/A) = 25 MPa
TENSIONE EQUIVALENTE (Von Mises)
�EQ = � (� 2 + 3 � 2) = 81,5 MPa

VERIFICA STRUTTURALEVERIFICA STRUTTURALE
VERIFICA STRUTTURALEVERIFICA STRUTTURALE
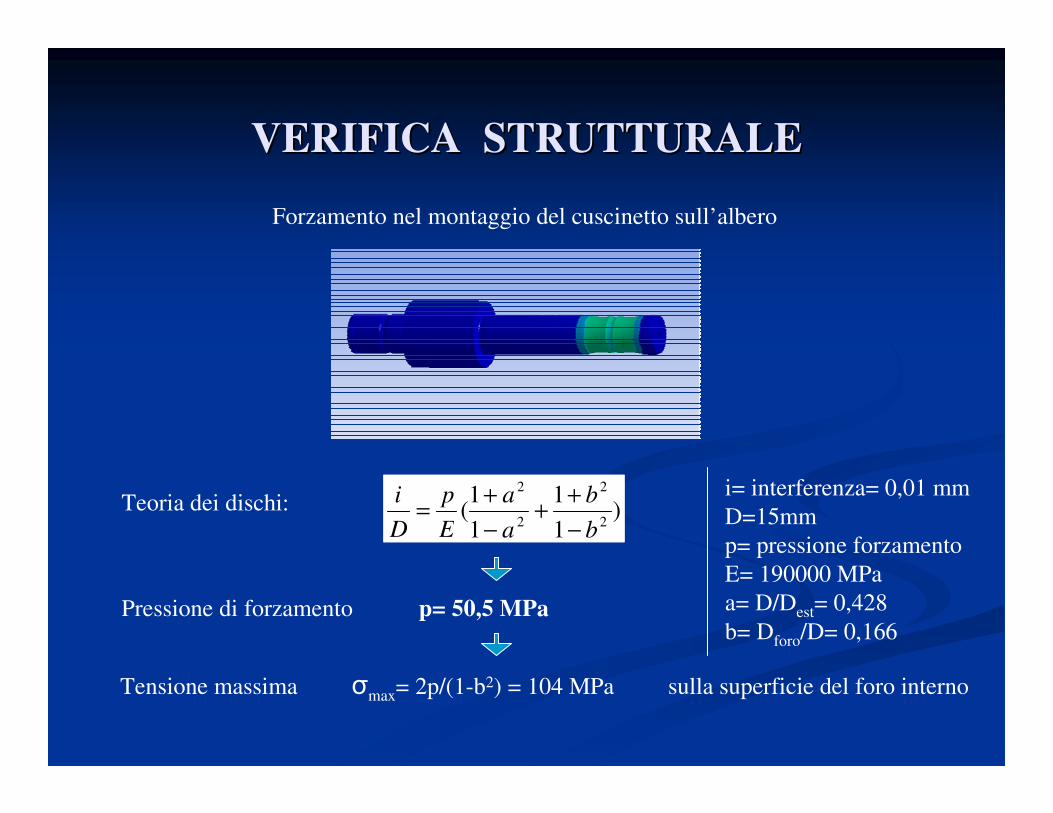
Forzamento nel montaggio del cuscinetto sull’albero
)11
11
( 2
2
2
2
bb
aa
Ep
Di
−++
−+=Teoria dei dischi:
i= interferenza= 0,01 mmD=15mmp= pressione forzamentoE= 190000 MPaa= D/Dest= 0,428b= Dforo/D= 0,166
Pressione di forzamento p= 50,5 MPa
Tensione massima �max= 2p/(1-b2) = 104 MPa sulla superficie del foro interno

VERIFICA STRUTTURALEVERIFICA STRUTTURALE
Sovrapposizione degli effetti
VERIFICA STRUTTURALEVERIFICA STRUTTURALE
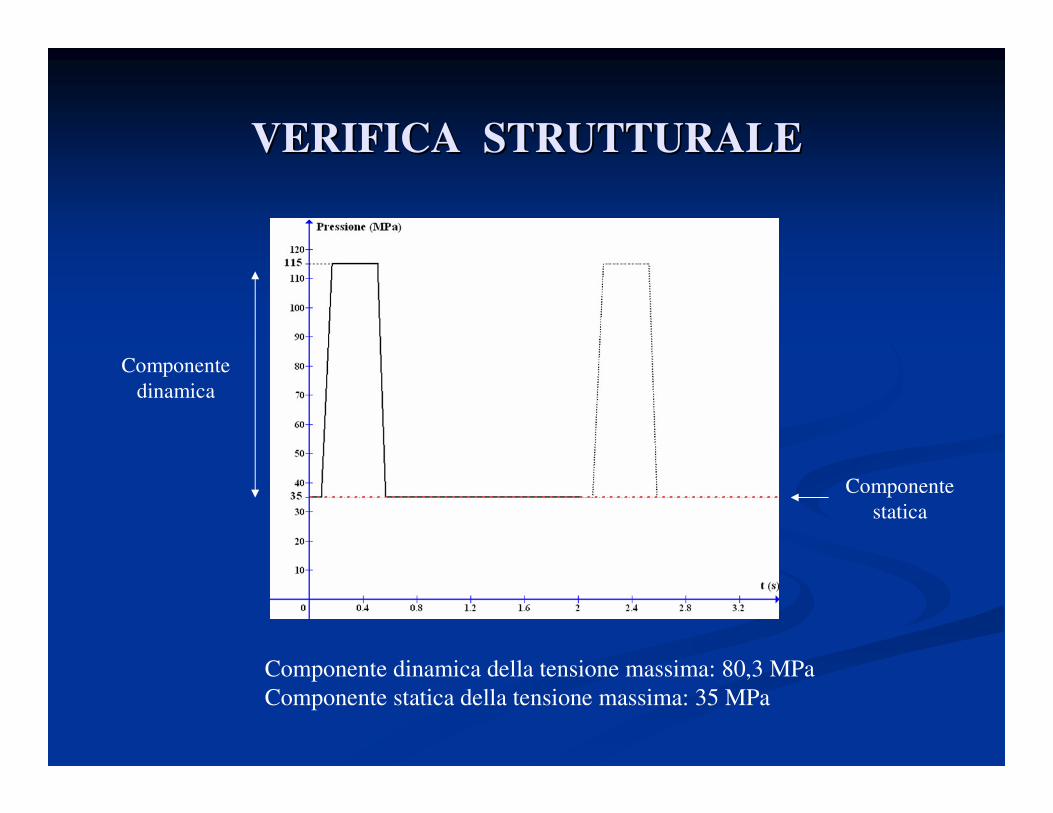
Componentestatica
Componentedinamica
Componente dinamica della tensione massima: 80,3 MPaComponente statica della tensione massima: 35 MPa
����������������������������������
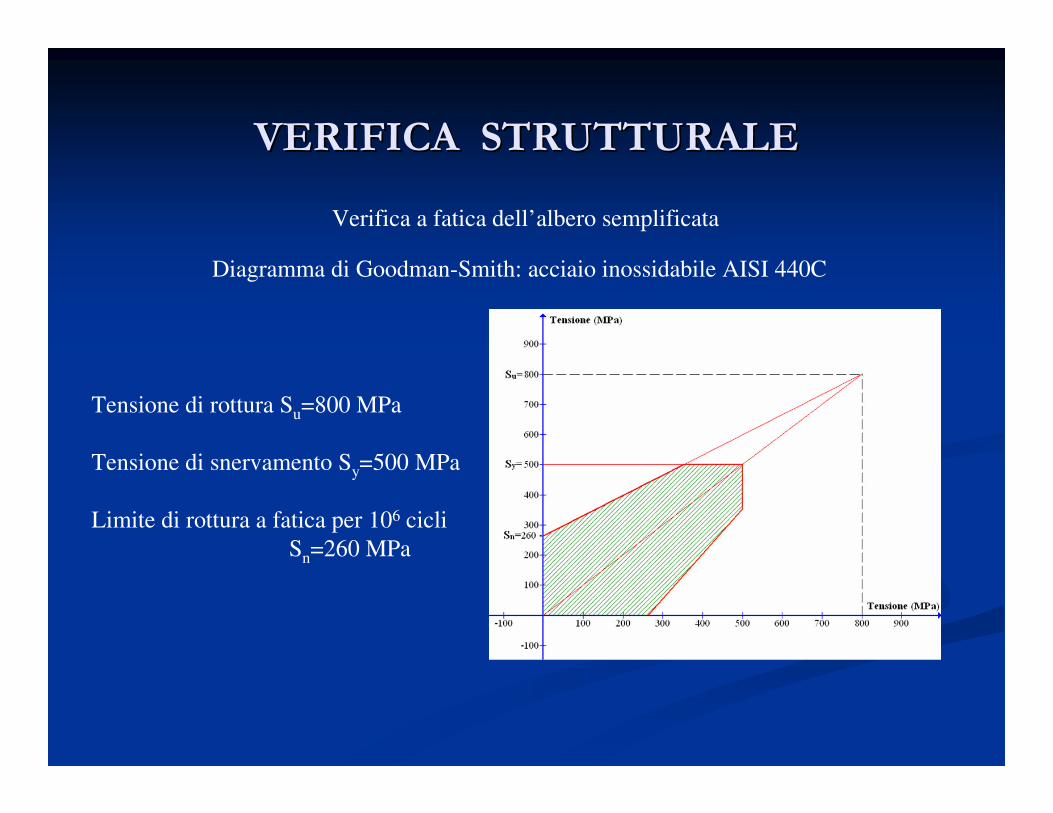
Verifica a fatica dell’albero semplificata
Diagramma di Goodman-Smith: acciaio inossidabile AISI 440C
Tensione di rottura Su=800 MPa
Tensione di snervamento Sy=500 MPa
Limite di rottura a fatica per 106 cicliSn=260 MPa

VERIFICA STRUTTURALEVERIFICA STRUTTURALE
Verifica a fatica dell’albero semplificata
S0 = 396 MPa
Tensioni principali
� = �dinamica + �forzamento
�1= -19,2 - 8 = -27,2 MPa�2= -86 - 45 = -131 MPa
�eq= � (�12 + �2
2 –�1�2) = 120 MPa
n = S0/�eq = 396/120 = 3,3
ANALISI DEI TEMPIANALISI DEI TEMPI
��������� �������������������������������������������������
������������������������ ������������������������������� ���������������������������
������������������������������������������������������������������������������
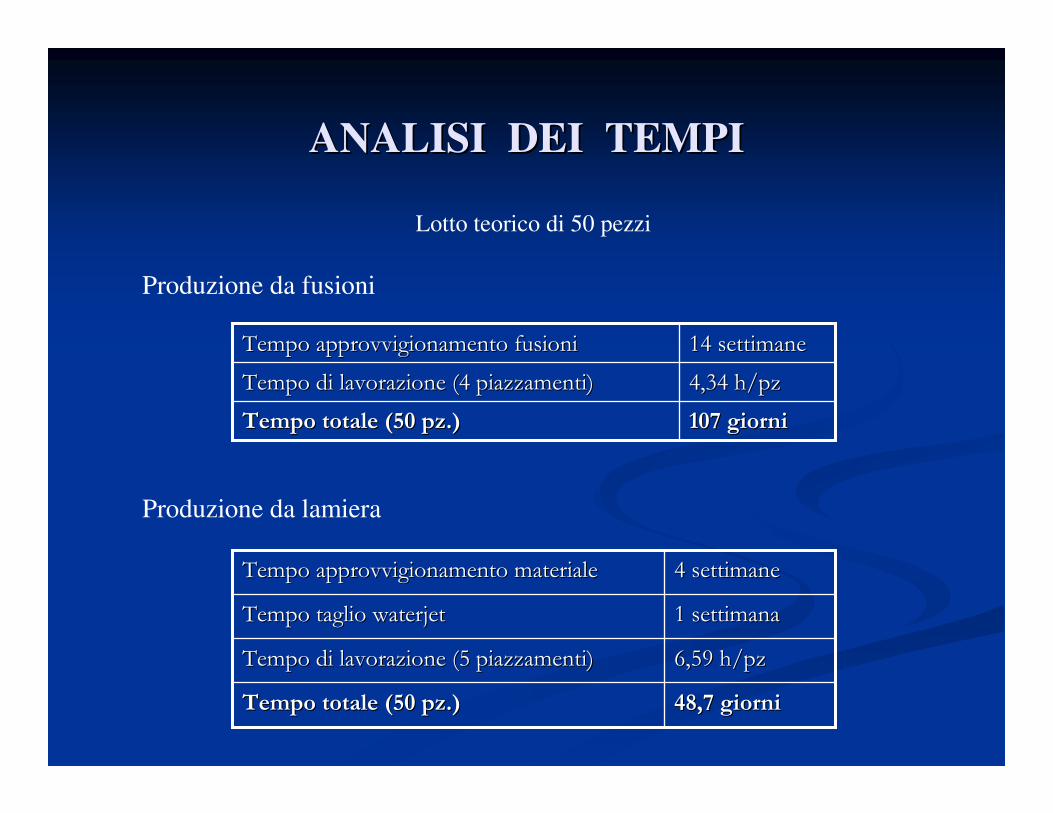
Lotto teorico di 50 pezzi
Produzione da fusioni
Produzione da lamiera
!"�������� !"������������������������������������������������
������������������������ ������������������������������� ���������������������������
����������������������������������� ����������������� ��
����������������������������������������������������������������������������

ANALISI DEI TEMPIANALISI DEI TEMPI
Lotto teorico di 50 pezzi

ANALISI DEI COSTIANALISI DEI COSTI
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
Link da lamiera
Link da fusione
Materiali Waterjet Lavorazioni

ANALISI DEI COSTIANALISI DEI COSTI
0 20 40 60 80 100
Costi totali
%
FUSIONE
LAMIERA
In questa analisi non sono stati considerati i tempi:• consegna al reparto CNC• trasferimento alla foratrice• sbavatura finale, collaudo• montaggioInfatti questi tempi risultano pressochè uguali in entrambe le soluzioni.La produzione di componenti da fusione risulta più economica del 20% masenza valutare il costo che comporta la lunga giacenza a magazzino delle fusioni( + 1,2%)

CONCLUSIONICONCLUSIONI
•Perfetta intercambiabilità del nuovo componente rispetto alla vecchia fusioneall’interno della macchina
•Il link prodotto a partire dalla lamiera resiste alle sollecitazioni come pure glialberi ad esso collegati che risultano essere le parti più deboli della struttura
•Costi superiori del 20% rispetto al vecchio progetto
•Tempi inferiori del 50%





























